026 guerreros medievales las armas y armaduras samurais osprey del prado 2007

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
1
ISSN 2179-619X
ANÁLISE DA QUANTIDADE DE CARBONO RESIDUAL EM MICRO COMPONENTES DA LIGA AISI 316L OBTIDOS POR
MPI.
Tavares, A. T
1
Martins, V. 2
Mariot, P 3
Wermuth. D, P.
4
Pereira, G. C. 5
Schaeffer, L.
6
1
Mestrando do Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e Materiais (PPGEM). Laboratório de Transformação Mecânica. (LdTM), Depto. de Metalurgia, UFRGS, Porto
Alegre, RS , Brasil. [email protected] 2 Professor do Instituto Federal Sul rio-grandense IFSul – Campus Sapucaia do Sul
Doutorando do Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e Materiais (PPGEM). Laboratório de Transformação Mecânica. (LdTM), Depto. de Metalurgia, UFRGS, Porto
Alegre, RS , Brasil. [email protected] 3Doutorando do Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e Materiais (PPGEM). Laboratório de Transformação Mecânica. (LdTM), Depto. de Metalurgia, UFRGS. Av.Bento Gonçalves, 9500.
CEP: 91501-970, Porto Alegre, RS, Brasil: [email protected] 4 Mestrando do Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e Materiais (PPGEM). Laboratório de Transformação Mecânica. (LdTM), Depto. de Metalurgia, UFRGS, Porto
Alegre, RS , Brasil. [email protected] 5Acadêmica do curso de Engenharia de Energias, vinculado ao Departamento de Metalurgia da
6UFRGS/LdTM. Porto Alegre, RS, Brasil. [email protected]
Prof. Dr. -Ing. Coordenador do Laboratório de Transformação Mecânica (LdTM), Depto. de Metalurgia, PPGEM, UFRGS. Av: Bento Gonçalves, 9500. CEP: 91501-970, Porto Alegre, RS, Brasil.
Resumo A obtenção de microcomponentes de dimensões micrométricas para uso em instrumentos cirúrgicos, vem cada vez mais sendo adotado o processo de moldagem de pós por injeção para confecção destes, por se tratar de um processo que alia alta produtividade e possibilidade de produção de componentes alta complexidade em suas formas. No entanto não somente as características dimensionais são importantes para esses componentes são necessárias propriedades mecânicas adequadas e que atendam as especificações normativas para componentes biomédicos um destas e o baixo carbono que o material deve conter, é por esse motivo que se utiliza a liga AISI 316L, que por definição contem 0,03% de carbono. No processo produtivo para obtenção desses componentes são utilizados polímeros, ao final desse processo de fabricação é necessário que essas cadeias carbônicas sejam removidas e extraídas, porem e de notório conhecimento que existe uma quantidade de carbono residual nesses ao final do processo. A moldagem por injeção de pós metálicos (MPI), proporciona a extração do ligante

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
2
ISSN 2179-619X
através de um processo térmico ou um processo químico e posteriormente térmico, esta é um dos focos de pesquisa atualmente um processo que garanta a correta remoção do ligante. O presente trabalho consiste no estudo de micro componentes de uma pinça de biopsia, produzida com pó da liga AISI 316L, sinterizados em um DSC , posteriormente analisada sua microestrutura, microdureza, MEV de sua estrutura e posteriormente quantificado seu carbono residual . Palavras-chave/ Key words : AISI 316-L, Carbono Residual, MPI, Sinterização;.
ANALYSIS OF RESIDUAL AMOUNT OF CARBON MICRO COMPONENTS IN LEAGUE AISI 316L OBTAINED BY MPI.
Abstract Obtaining microcomponents of micrometric dimensions for use in surgical instruments, is increasingly being adopted the process of post injection molding for making these, because it is a process that combines high productivity and possibility of producing highly complex components forms. However not only the dimensional characteristics are important for these components are necessary mechanical properties and meet the regulatory specifications for biomedical one of these components and the low carbon material should contain, it is for this reason that using the alloy AISI 316L, which by definition contains 0.03% carbon. In the production process to obtain these components are used polymers, the end of the manufacturing process is necessary that such carbon chains are removed and extracted, put and knowledge that there is a noticeable amount of residual carbon in these at the end of the process. The injection molding of metal powders (MPI), provides extraction of the ligand through a thermal process or a chemical process and then heat, this is a focus of current research a process that ensures the correct binder removal. The present work is the study of micro components biopsy forceps, produced with powder alloy AISI 316L sintered in a DSC subsequently analyzed its microstructure, microhardness, SEM of its structure and its subsequently quantified residual carbon. Key words: AISI 316-L, Residual Carbon, MPI, Sintering. 1 INTRODUÇÃO/ INTRODUCTION A moldagem de pó metálicos por injeção (MPI) vem cada vez mais sendo
utilizada para obtenção de microcomponentes para fins da medicina, essa utilização
vem crescendo a cada ano. (Murray, 2012) Por esse processo possuir como
características boa repetibilidade de componentes e precisão dimensional bem como
possibilitar alta complexidade geométrica. A moldagem de micro componentes traz
como uma de suas consequências a existência de paredes finas e geometria

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
3
ISSN 2179-619X
complexa fazendo com que a mistura injetável tenha um bom fluxo na cavidade
aliado a um alto volume de pó metálico, com características especificas, em sua
mistura . Para este tipo de aplicação, é necessário obter-se uma mistura com um
alto teor de pós metálicos. Estudos anteriores demonstram a eficiência da utilização
deste tipo de tecnologia para obtenção de paredes ultrafinas. (MENGA, et al.,
2010).
O aço inoxidável AISI 316 L, esta sendo amplamente utilizad na indústria de
instrumentos médicos esta liga possui um alto teor de cromo (Cr), fato que faz com
que ocorra na superfície uma camada de Cr2O3 leva a passivação da superfície,
conservando as propriedades originais do material, protegendo contra a corrosão
segundo (E. OTERO, 1998).
A necessária que a massa injetável apresente uma alta miscibilidade entre a
fração orgânica e a fração inorgânica, sendo necessário que ocorra um
envolvimento do pó pelo ligante devendo o para isso é necessário adequar a
quantidade de surfactante adicionada a mistura. (REN, et al., 2008)
1.1 Moldagem de pós Metálicos
O processo e moldagem de pós metálicos (MPM) pode ser sintetizado em
cinco etapas. Estas podem são conhecidas como mistura injetável, moagem de
massa injetável, injeção do composto, extração do ligante e sinterização (C.
QUINARD, 2009).
Quando o objetivo é obter peças de pequenas dimensões de alta
complexidade e paredes finas o processo de micro moldagem de pós por injeção
(µMPI) se torna o mais apropriado para se realizar a manufatura desses
componentes, porem essa tecnologia exige uma série de cuidados provenientes dos
inúmeros problemas técnicos e operacionais em cada etapa.
1.1.1 Mistura injetável
Nessa etapa, o ponto de partida é a correta escolha do componente
inorgânico (pó) bem como ter as características definidas do material
correspondente a fração inorgânica (polímeros) tendo as corretas especificações de
ambas as partes, as duas partes devem ser cuidadosamente misturadas até o
momento se alcançar homogeneização dos componentes nessa etapa são
4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
4
ISSN 2179-619X
colocados em um misturador materiais orgânicos e inorgânicos. (N.H. LOH, 2001) A
parte orgânica, uma mistura de materiais poliméricos tem um percentual total do
composto final que varia de 30 a 45 % de essa fração ganha o nome de ligante ou
veiculo. (German, 1994)
1.1.4 Extração do ligante
A moldagem de pós metálicos exige a remoção da fração orgânica que
compõe a mistura injetável. Esta etapa é uma potencial fonte de resíduos orgânicos
que poderão permanecer na estrutura do componente final, tanto na extração
química quanto na extração térmica, quando o polímero é totalmente eliminado da
peça. (GERMAN, 1993)
1.1.5 Sinterização
Embora as altas temperaturas utilizadas durante o ciclo de sinterização (1320-
1360 oC) o volume médio de resíduos orgânicos presentes na peça final,
provenientes das etapas da produção é pouco conhecido. Um estudo detalhado
sobre esse volume de resíduos e sua caracterização é portanto necessário quando
se trata da produção de biomateriais metálicos pelo processo de moldagem por
injeção. (DOBRZA´NSKI, et al., 2006)
1.2.1 Biocompatibilidade
A liga AISI 316 L é conhecidamente biomédica e aplicada a instrumentos
cirúrgicos e implantes sua utilização esta descritas em diversos trabalhos (Yaffa
Raz, et al.) (SHAI-HONG, et al., 2005) em normas tais como a NBR 13911, NBR
ISO 5832-1 e NBR ISO 7153-1, seu baixo após ser injetado e sintetizado o material
passa por ensaios de corrosão, biocompatibilidade e toxidade , estes ensaios
visam caracterizar se o material pode ser usados para fins médicos, se não haverá
rejeição pelo corpo humano , ou se ele possa transmitir algum tipo de contaminante .
(SHAI-HONG, et al., 2005)
Biomateriais metálicos obtidos por moldagem por injeção necessitam de uma
correta remoção do material orgânico, no entanto essa etapa acarreta lentidão do
processo e a necessidade de um rígido controle da retirada do ligante, pois a
utilização de altas taxas de aquecimento produzem a decomposição do ligante em

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
5
ISSN 2179-619X
carbono antes da evaporação, não permitindo a retirada total deste. É importante
que a parafina ser completamente removido de uma maneira controlada forma a
evitar a distorção do componente e que não ocorra a carbonetação do material,
sendo assim esse ligante deve ser removido com um temperatura inferior a 300 ° C
para evitar carbonização. Os polímeros de peso molecular mais elevado não
evaporam, estes degradam ou passam pelo processo de despolimerização.
Hidrogênio o gás é frequentemente usado para auxiliar a despolimerização e para o
qual a redução de Cr203 foi formada sobre a superfície do aço inoxidável. (C.W.P.,
1992)(Sumita M, , 2004)
2 MATERIAIS E MÉTODOS/ MATERIALS AND METHODS
No presente trabalho busca avaliar as características de uma carga injetável
de aço inoxidável 316L, aplicada uma pinça de biopsia cujos quatro componentes a
serem injetados são mostrados na Figura 1.
Figure 1 - Vistas e nomeação dos componentes da pinça de biopsia
.
Os mistura injetável foi elaborada em um sistema desenvolvido no Laboratório
de transformação mecânica (LdTM) situado no centro de tecnologia de UFRGS,
Figura 2, a onde um recipiente e aquecido e misturado o material através de uma
hélice helicoidal em uma camará anaeróbica que fora primeiramente enchida com
gás argônio (Ar) e posteriormente fora usada uma bomba de vácuo para estabilizar
a atmosfera no interior da camará.
Figure 2 - Sistema de mistura do LdTM

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
6
ISSN 2179-619X
Com o intuito de obter a proporcionalidade exata para mistura da carga
injetável os materiais foram pesados em uma balança de precisão, fora para
medir os percentuais da mistura a onde fora usada 61% volumétrico de pó metálico.
O pó metálico utilizado foi AISI 316L proveniente da Sandvik Osprey, sua
composição esta descrita na Tabela 1, a granulométrica fornecida é D90 10µm. O
ligante é formado por um Polietileno de baixa densidade linear (PEBDL) , Parafina
(PW) e acido esteárico (SA).
Tabela 1 - Composição química do AISI 316L proveniente da Sandvik Osprey
Fe Cr Ni Mo Mn Si P S C
Bal 16-18% 10-14% 2-3% 2% max 1% max 0.04% max 0.03% max 0.03% max
O material após misturado foi levado a um granulador para deixar o material
em um tamanho compatível para poder processado em uma maquina injetora
Arburg Allrounder 170S que recebeu em seu canhão e rosca um tratamento de
nitretação a demonstra essa maquina utilizada .
O material foi injetado em um molde insertado, o inserto está demonstrado na
Figura 3 , a onde estão expostos o lado fixo e o lado móvel do molde , este contem
os quatro componentes a serem injetados e através de uma chave allen é se
direciona o fluxo do material a cavidade desejada.
Figure 3 - Os insertos do molde da pinça com as quatro cavidades.

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
7
ISSN 2179-619X
Os componentes foram levados a um banho de hexano a uma temperatura
variando entre 40°C e 60°C por um período de 4 horas, se utilizando uma bomba de
vácuo.
O componente 4 foi sinterizado em um aparelho de DSC (calorimetria
diferencial de varredura) da marca Thermal Analyis modelo SDT Q600 (Figura 6).
O material foi sinterizado em atmosfera de Ar , a Figura 4 descreve o
fluxograma de sinterização utilizado, neste se pode visualizar a perda de massa e se
estimar demais eventos que ocorrem com o material.
Figura 4 - Fluxograma de sinterização no DSC
Temperatura ambiente Estabilização em 25°C
Rampa de 10°C por minuto até 50°C. Equilíbrio em 50°C após isotérmica de 15 min nesta temperatura
Rampa de 0,3°C por minuto até 520°C. Equilíbrio em 520°C após isotérmica de 30 min nesta temperatura
Rampa de 10°C por minuto até 1300°C. Equilíbrio em 1300°C após isotérmica de 60 min nesta temperatura
Resfriamento com ar comprimido

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
8
ISSN 2179-619X
Foram realizados os ensaios de microscopia eletrônica de varredura (MEV) e
espectroscopia por dispersão de energia (EDS) em um equipamento JEOL JSM
5800 presente no centro de microscopia eletrônica(CME) da UFRGS, essas
técnicas foram empregadas no pó fornecido pela Sandvik Osprey, a fim de se
verificar o tamanho das partículas, a carga formulada a fim se verificar se ocorreu o
envolvimento da partícula pela carga os materiais formulado e processados, fora
verificado a efetividade da extração química e fora verificado a superfície do
componente 4 sinterizado, bem como a composição química do material .
Foram embutidos amostras do componentes 4 sinterizados e executadas
metalografias e microdurezas.
Utilizando-se um analisador elementar- Figura 8 , foi verificado a quantidade
de CHNS (carbono, Hidrogênio, nitrogênio e enxofre) , em amostras do componente
4, a verde, sinterizado sem extração química e sinterizado com extração química, a
fim de se verificar o carbono residual após a sinterização .
3 RESULTADOS/ RESULTS O pó metálico visualizado no MEV se mostrou de tamanho conforme relatado pelo fornecedor conforme Figura 5, tamanho de maiores partículas de aproximadamente 10µm e muitas partículas menores com tamanho menor.
Figura 5 - MEV do pó metalico AISI 316L da 10µm Sandvik Osprey

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
9
ISSN 2179-619X
Os quatro componentes após a etapa de injeção são mostrados na Figura 6. Para cada componente foi necessário modificar os parâmetros conforme necessário, a carga metálica se mostrou adequada demonstrando ter um bom fluxo a temperatura de injeção foi 150°C, o molde foi estabelecido como temperatura para o molde 60°C. Os microcomponentes não apresentaram defeitos provenientes da etapa de injeção, como distorções, fraturas ou linhas de resfriamento.
Figura 6 - Componentes da pinça de biopsia injetados com a mistura 1
Após a etapa de injeção as amostras foram visualizadas no MEV, (Figura 7) a fim de verificar o envolvimento das partículas, o quadrado mostra o local a onde foi analisado , a fração orgânica esta indicada pelas setas vermelhas, a fração inorgânica estão sinalizadas pela setas amarelas enquanto os vazios estão sinalizados pelas partículas e as verdes .
Figura 7 - MEV do componentes injetados com mistura 1

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
10
ISSN 2179-619X
O material então passou pelo processo de extração química para alguns componentes e para outros foram mantidos sem extração, nos materiais que passaram pelo processo de extração química, é possível ver abertura superficial pela retirado do ligante, conforme demonstrado na Figura 8 e indicado pelas setas verdes.
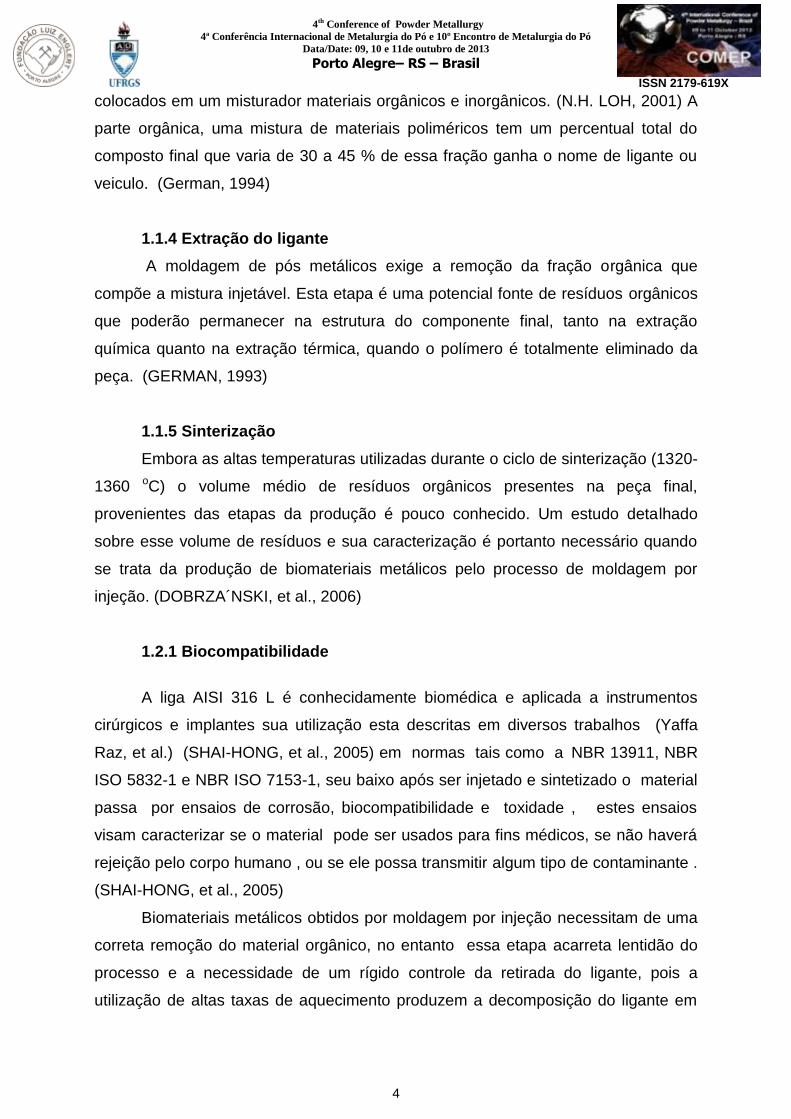
Figura 8 - Componente injetado e extraído quimicamente. O ciclo foi iniciado conforme descrito na Figura 4, os resultados estão expressados na Figura 9 demonstra os resultados no DSC mostrando os dois processos de sinterização o primeiro um componente 4 sinterizado com que passou por uma extração química e o segundo um componente 4 que não passou por extração química, mostrando a diferença o resultado mostra que mostra que a variação de material retirado pode ficar em até chegar a aproximadamente 2,6%, esses resultados nos mostram que a remoção química com hexano é efetiva , pois diminui significativamente a remoção do material alem de facilitar remoção do restante com a abertura da superfície.
Figura 9 - Peças do componente 4 sinterizadas no DSC
4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
11
ISSN 2179-619X
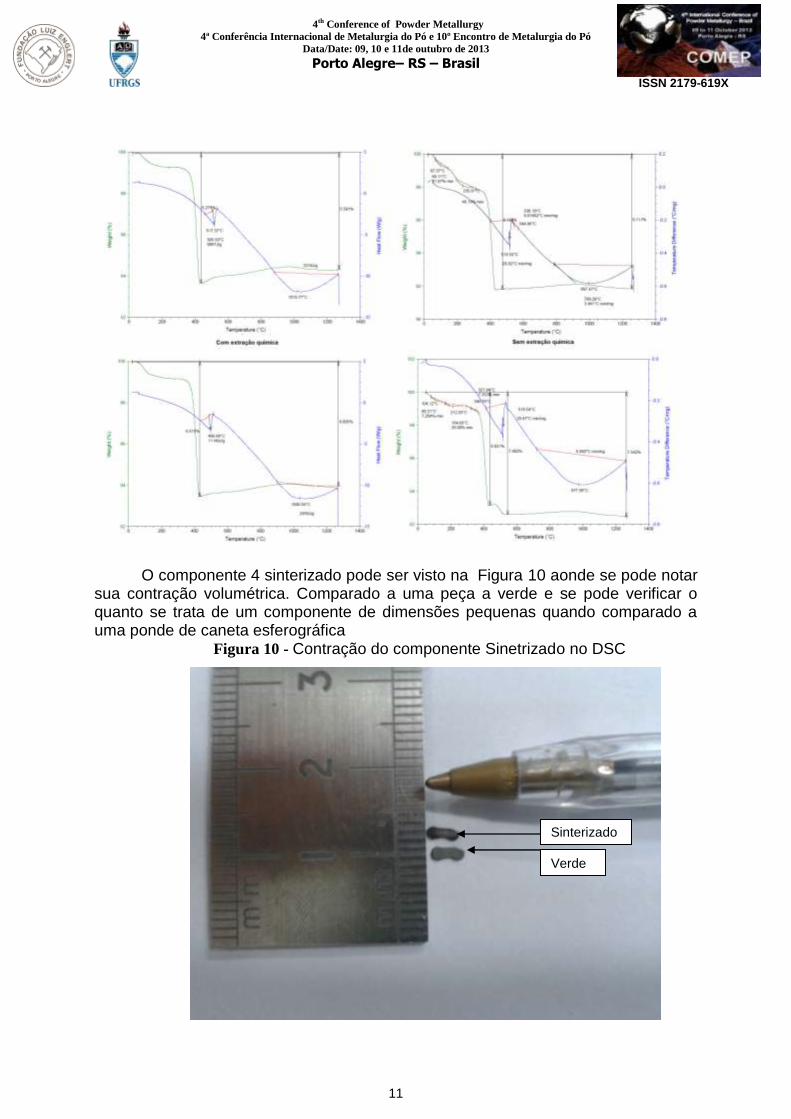
O componente 4 sinterizado pode ser visto na Figura 10 aonde se pode notar sua contração volumétrica. Comparado a uma peça a verde e se pode verificar o quanto se trata de um componente de dimensões pequenas quando comparado a uma ponde de caneta esferográfica
Figura 10 - Contração do componente Sinetrizado no DSC
Verde
Sinterizado

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
12
ISSN 2179-619X
A microdureza das amostras foi medida em cinco amostras, uma delas sem
extração (SE) e as demais passando pelo processo de extração (CE), para toda coleta de dados foram feitas dez medidas e feitas suas medias, os resultados estão expressados na Tabela 2 onde .
Componente 4 Microdureza (HV)
Amostra SE 133,099
Amostra I CE 108,796
Amostra II CE 140,063
Amostra III CE 119,44
Amostra IV CE 152,33
Tabela 2 - Microdurezas do componente 4 sinterizados no DSC
O ensaio metalográfico foi realizado, primeiramente sem ataque a fim de se visualizar a porosidade das amostras,a Figura 11 , as imagens identificadas com as letras foram retiradas da amostra amostra II CE, representadas respectivamente sem ataque (A e D) e com ataque ( B e C) a onde se pode identificar a fase austenitica do AISI 316L, o mesmo se pode ver nas imagens da amostra IV CE , sem ataque (1 e 4) e com ataque (2 e 3).
Figura 10 - Metalografias dos componentes sinterizados
O resultado do EDS feito na amostra sinterizada e dos MEV da mesma mostram que a composição qualitativa esta compatível com a fornecida pela Sandvik Osprey, a porosidade se mostrou alta, porem a maioria dos poros estão isolados sem conexões entre si.
Figura 11 - EDS e MEV dos componentes sinterizados

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
13
ISSN 2179-619X
A analise para se averiguar o carbono presente nas amostras foi feita seus valores estão expressados na Tabela 3, os resultados demonstram que o material que passou pelo processo químico de extração tem significativa queda de percentual de carbono (C), quando comparado ao material a verde ou ao que passou unicamente pela extração térmica.
Tabela 3. Resultados de CHNS
Amostra %N2 %C %S %H2
Peça a verde 0,28 7,59 0,74 1,63
Peça sinterizada com extração térmica 0,14 0,88 0,36 0,53
Peça sinterizada com extração química e térmica 0,1 0,37 0,27 0,33
4 RESULTADOS E DISCUSSÃO/ RESULTS AND DISCUSSION O material apresentou bom envolvimento e miscibilidade entre a fração orgânica e inorgânica e conforme REN, et al., 2008 comenta em seu trabalho. A mistura injetavel apresentou bom fluxo e completou todas as cavidades e cumprindo as caracteristicas que C. QUINARD, 2009 descreve em seu trabalho . As afirmações que (C.W.P., 1992)(Sumita M, , 2004) descrevem em seu trabalho a onde que uma correta e lenda extração do material influenciara na quantidade de residuos do ligante ao final do processo de sinterização a quantidade

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
14
ISSN 2179-619X
de C residual ao termino da sinterização sem a extração quimica (0,88%) revela que o material esta acima do recomendável para materiais biocompatíveis (0,5%), porem se executarmos a remoção quimica e posterior termica o material atendera as especificações pois contera 0,37% de C residual. A contração do componente está em conformindade com resultados de outros autores. A porosidade no entanto se mostrou elevada, porem as propriedades mecânicas se mostraram dentro do aceitável para o emprego em uma pinça de biopsia sem oferecer risco ao paciente no que diz respeito a integridade mecânica.
5 CONCLUSÃO/ CONCLUSION
Microcomponentes biocompatíveis do aço inoxidável AISI 316-L isentos de defeitos provenientes do processo de injeção foram obtidos pelo processo de moldagem de pós metálicos por injeção (MPI).
As amostras que não passaram pelo processo de extração química dos hidrocarbonetos que compõe o sistema ligante apresentaram alto percentual de carbono na peça final, quando comparados aos componentes onde esse processo foi empregado.
A diferença entre as microdureza encontradas está associada às diferenças dimensionais entre cada componente, devido a maior homogeneidade térmica alcançada em peças de menor volume e complexidade geométrica.
A porosidade relativamente alta encontradas nas peças sinterizadas se deve à atmosfera utilizada para a etapa de sinterização.
Agradecimentos/ Acknowledgements
Os autores agradecem ao Centro de Microscopia Eletrônica (CME) e aos órgãos CAPES , FAPERGS e CNPq pelo apoio ao projeto e investimento na área da pesquisa.
REFERÊNCIAS/ REFERENCES C. QUINARD, T. BARRIERE , J.C. GELIN. 2009. Development and property identification of 316L stainless steel feedstock for PIM and μPIM. Powder Technology. 190, 2009, pp. 123–128. C.W.P., D. Duncavage and. 1992. Debinding and sintering of low carbon stainless steel MIM parts. Metal Powder Report. 5, May 1992, Vol. 47, pp. 37–38, 40–41. DOBRZA´NSKI, L.A., et al. 2006. Metal injection moulding of HS12-1-5-5 high-speed steel using a PW-HDPE based binder. Journal of Materials Processing Technology. 2006, Vol. 175, pp. 173–178. DUNSTAN, PAUL A. DAVIES AND G. R. 2004. Comparison of master alloy and pre-alloyed 316l stainless steel powders for metal injection molding (mim). PM2 TEC 2004 World Congress. 2004, MPIF. E. OTERO, A. PARDO, M. V. UTRILLA, E. SÁENZ, J. F. ÁLVAREZ. 1998. Corrosion behaviour of AISI 304l and 316l stainless steels prepared by powder metallurgy in the presence of sulphuric and phosphoric acid. Corrosion Science. 8, 1998, Vol. 40, pp. 1421-1434.

4th Conference of Powder Metallurgy
4ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 09, 10 e 11de outubro de 2013
Porto Alegre– RS – Brasil
15
ISSN 2179-619X
German, R. M. 1994. Powder Metallurgy Science . [ed.] Metal Powder Industries Federation. 2nd. s.l. : Princeton, 1994. GERMAN, R.M., BOSE, A. 1993. Powder Injection Molding. 1993. MENGA, JUNHU, et al. 2010. Replication and characterization of 316L stainless steel micro-mixer by micropowder injection molding. Journal of Alloys and Compounds. 496, 2010, pp. 293–299. Mohamed Imbaby, Kyle Jiang , Isaac Chang. 2008. Fabrication of 316-L stainless steel micro parts by softlithography. Materials Letters. 62, 2008, pp. 4213–4216. Murray, K. 2012. PIM International. Aplicantions. [Online] Sandvik Osprey Ltd, 2012. [Cited: Janeiro 15, 2013.] http://www.pim-international.com/aboutpim/applications. N.H. Loh, S.B. Tor, K.A. Khor. (2001). Production of metal matrix composite part by powder injection molding. Journal of Materials Processing Technology. 108 , (2001), pp. 398 - 407. N.H. LOH, S.B. TOR, K.A. KHOR. 2001. Production of metal matrix composite part by powder injection molding. Journal of Materials Processing Technology. 2001, Vol. 108, pp. 398-407. Pascoali, Suzy. 2001. Influência da Morfologia das Partículas na Moldagem de Pós por Injeção do Aço Inoxidável 316L. Dissertação de Mestrado. PGMAT. UFSC, 2001. REN, SHUBIN, et al. 2008. Influence of binder composition on the rheological behavior of injection-molded microsized SiC suspensions. Journal of University of Science and Technology Beijing. 3, June 2008, Vol. 15, p. 297. SHAI-HONG, HU, et al. 2005. Biocompatibility of MIM 316L stainless steel, . J. CENT. SOUTH UNIV. 1, outubro 2005, Vol. 12. Sumita M, Teoh SH. , 2004. Durability of metallic implant materials. Engineering materials for biomedical applications. . , 2004, pp. 2-1–2-31. Thümmler, F. and Oberacker, R. . 1993. An Introduction to Powder Metallurgy. s.l. : The Institute of Materi-als, 1993. Yaffa Raz, RN, BA, et al. A Primer on Surgical Stainless Steel. CIS Self-Study leSSon PlAn. [Online] [Cited: Julho 31, 2013.] https://www.distance.purdue.edu/training/cssp/cis/pdf/cis215.pdf. Yimin Li, Liujun Li, K.A. Khalil. 2007. Effect of powder loading on metal injection molding stainless steels. Journal of Materials Processing Technology . 183 , 2007, pp. 432–439.