006 - Esd - t03 Em 10032014 - Mproc-1 Introdução
44
1 Módulo 1: Processos e Equipamentos de Soldagem Tópico: MPROC-1 – Introdução Geral FEMEC, UFU, Vladimir 1/88 MPROC-1 Introdução Geral aos Processos de Soldagem (Conforme IAB-252r1-11, 2013) Curso de Especialização em Engenharia da Soldagem Curso de Engenheiro Internacional de Soldagem (IWE) Prof. Vladimir Ponomarov Grupo Centro para Pesquisa e Desenvolvimento de Processos de Soldagem da Universidade Federal de Uberlândia Módulo 1: Processos e Equipamentos de Soldagem Tópico: MPROC-1 – Introdução Geral FEMEC, UFU, Vladimir 2/88 1. História (evolução) da soldagem; 2. Definição de soldagem; 3. Diferença entre soldagem, brasagem e outros meios de união (rebitagem, colagem, etc.); 4. Terminologia geral de soldagem (parâmetros geométricos de junta e cordão, tipo de juntas, passes, camadas, etc.); 5. Definição de soldagem por fusão e soldagem por pressão; 6. Classificação (e subclassificação) dos processos em relação ao princípio (fusão x pressão), fonte de calor (arco, gás, laser, etc.) e características dos processos (por exemplo, com uso de fluxo ou não, com proteção gasosa ou não, eletrodos consumíveis ou não, etc.); 7. Abreviaturas mais comuns dos principais processos segundo normas (ISO e AWS) e uso popular; 8. Características fundamentais e aplicações dos principais processos de soldagem (descrição dos componentes e da operacionalidade); 9. Distinção básica entre soldagem manual, automática e semiautomática. Itens da ementa ;;
-
Upload
lazaro-coutinho -
Category
Documents
-
view
231 -
download
10
description
bom
Transcript of 006 - Esd - t03 Em 10032014 - Mproc-1 Introdução

1
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 1/88
MPROC-1Introdução Geral aos Processos de Soldagem
(Conforme IAB-252r1-11, 2013)
Curso de Especialização em Engenharia da SoldagemCurso de Engenheiro Internacional de Soldagem (IWE)
Prof. Vladimir Ponomarov
Grupo Centro para Pesquisa e Desenvolvimento de Processos de Soldagem da Universidade Federal de Uberlândia
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 2/88
1. História (evolução) da soldagem;
2. Definição de soldagem;
3. Diferença entre soldagem, brasagem e outros meios de união (rebitagem, colagem, etc.);
4. Terminologia geral de soldagem (parâmetros geométricos de junta e cordão, tipo de juntas, passes, camadas, etc.);
5. Definição de soldagem por fusão e soldagem por pressão;
6. Classificação (e subclassificação) dos processos em relação ao princípio (fusão x pressão), fonte de calor (arco, gás, laser, etc.) e características dos processos (por exemplo, com uso de fluxo ou não, com proteção gasosa ou não, eletrodos consumíveis ou não, etc.);
7. Abreviaturas mais comuns dos principais processos segundo normas (ISO e AWS) e uso popular;
8. Características fundamentais e aplicações dos principais processos de soldagem (descrição dos componentes e da operacionalidade);
9. Distinção básica entre soldagem manual, automática e semiautomática.
Itens da ementa
;;

2
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 3/88
Soldagem versus outros processos de união
“Soldagem é um processo de criação de uma união permanente de materiais através do estabelecimento de ligações intermoleculares entre os materiais sendo unidos, produzida por ou sem aquecimento, com ou sem a utilização de pressão e com ou sem material de
adição"
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 4/88
História da Soldagem
A primeira patente de um processo de soldagem, obtida na Inglaterra por NikolasBernados e Stanislav Olszewsky em 1885, foi baseada em um arco elétricoestabelecido entre um eletrodo de carvão e a peça a ser soldada.
Portas eletrodo desenvolvidaspelo Benardos N. (1882)
Aparelho da soldagem a arco tipo ponto Benardos N. (1885)
Protótipo da tocha para soldagem com eletrodos não
consumíveis(Benardos N., 1886)
O sistema do auto-ajuste do comprimento do arco
(Benardos N., 1887) Soldagem com arco indireto
(Benardos N., 1888)

3
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 5/88
História da Soldagem
Esquema de oficina de soldagem (Benardos N., 1889). B – baterias, D - gerador
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 6/88
História da Soldagem
Por volta de 1890, N. G.Slavianoff, na Rússia, e CharlesCoffin – USA - desenvolveram asoldagem a arco com eletrodometálico nu com o fluxo (proteçãoe estabilização) colocado nasuperfície de chapas a soldar.
Até o final do século XIX,os processos de soldagempor resistência, poraluminotermia e a gásforam desenvolvidos.
Pinça para soldagem por resistência elétrica por
ponto (Benardos N., 1889) Máquina portátilModerna (pinça)

4
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 7/88
História da Soldagem. Importância da Soldagem
A soldagem teve inicialmente pouca utilização,estando restrita principalmente à execução dereparos de emergência até a eclosão da 1ªgrande guerra, quando a soldagem passou aser utilizada mais intensamente como umprocesso de fabricação.
Em 1907, Oscar Kjellberg (Suécia) patenteia oprocesso de soldagem a arco com eletrodorevestido. Em sua forma original, esterevestimento era constituído de uma camada decal, cuja função era unicamente estabilizar oarco. Desenvolvimentos posteriores tornarameste processo o mais utilizado no mundo.
Atualmente, mais de 50 diferentes processos de soldagem têm algumautilização industrial e a soldagem é o mais importante método para a uniãopermanente de metais.
Esta importância é ainda mais evidenciada pela presença de processos desoldagem e afins nas mais diferentes atividades industriais e pela influênciaque a necessidade de uma boa soldabilidade tem no desenvolvimento denovos tipos de aços e outras ligas metálicas.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 8/88
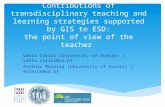
Cronologia de desenvolvimento de Processos de Soldagem
No
de p
roce
ssos
des
envo
lvid
os (
cum
ulat
ivo)
Anos
Plasma
1800 1850 1900 1950 2000
40
30
20
10
Explosão
Atrito
Ultra-Som
MIG/MAG
Arco Submerso
Eletrodo Revestido
Oxiacetileno
Arco Elétrico
MIG/MAG PulsadoLaser
Feixe de Elétrons
Eletro-Gás
Eletro-Escória
TIG Multi-EletrodoMAG Curto-Circuito Controlado
Friction Stir WeldingMIG-Brazing
MIG/MAG Duplo-Pulso
Plasma-MIG
MIG/MAG Duplo-Arame e MIG-LASER
TIG
No
de p
roce
ssos
des
envo
lvid
os (
cum
ulat
ivo)
Anos
Plasma
1800 1850 1900 1950 2000
40
30
20
10
Explosão
Atrito
Ultra-Som
MIG/MAG
Arco Submerso
Eletrodo Revestido
Oxiacetileno
Arco Elétrico
MIG/MAG PulsadoLaser
Feixe de Elétrons
Eletro-Gás
Eletro-Escória
TIG Multi-EletrodoMAG Curto-Circuito Controlado
Friction Stir WeldingMIG-Brazing
MIG/MAG Duplo-Pulso
Plasma-MIG
MIG/MAG Duplo-Arame e MIG-LASER
TIG
Plasma
AWSPor Arco Elétrico
Da idéia até a realização

5
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 9/88
Soldagem é uma tecnologia que agrega diversas áreas de conhecimento:
� Física dos átomos;
� Mecânica dos fluídos;
� Transferência de calor;
� Eletricidade;
� Eletrônica;
� Siderurgia;
� Metalurgia;
� Cinemática;
� Mecanismos;
� Dinâmica;
� Resistência dos materias;
� Elasticidade;
� Plasticidade;
� Medicina???!!!.
Cirurgia
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 10/88
• A união de peças metálicas com parafusos ou rebites exige que estas sejamfuradas, causando uma perda de seção de até 10%, que deve sercompensada por uma espessura maior das peças. Também há adescontinuidade, com fator de concentração de tensão.
• A utilização de chapas de reforço e os próprios parafusos e porcas ourebites aumentam ainda mais o peso final da estrutura.
• As juntas soldadas podem ser estanques, não havendo necessidade de serecorrer a artifícios para se prevenir vazamentos, mesmo sob pressãoelevada.
• A soldagem é muito versátil em termos dos tipos de ligas metálicas e dasespessuras que podem ser unidas (desde peças com espessura inferior a 1mm (por exemplo, componentes eletrônicos), até estruturas de grandesdimensões (navios, vasos de pressão etc.).
Comparação com outros métodos de fabricação

6
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 11/88
• Comparada à fundição, a soldagem apresenta características interessantes:- possibilidade de se terem grandes variações de espessura na mesma
peça;- inexistência de uma espessura mínima para adequado preenchimento
do molde com o metal fundido;- possibilidade de se usar diferentes materiais numa mesma peça;
- maior flexibilidade em termos de alterações no projeto da peça a serfabricada e
- menor investimento inicial.
Comparação com outros métodos de fabricação
Mas ....
• A solda é uma união permanente e não deve ser utilizada em juntas queprecisam ser desmontadas.
• É baseada na aplicação de energia térmica e/ou mecânica, o que tende acausar o aparecimento de distorções, tensões residuais, mudanças demicroestrutura e alteração de propriedades.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 12/88
Brasagem
Brasagem: É a união de metais através do aquecimento abaixo datemperatura de fusão dos mesmos, adicionando-se uma liga de solda (metalde adição) no estado líquido, a qual penetra, através da umectação(molhamento) e capilaridade, na folga entre as superfícies a serem unidascom uma posterior difusão molecular do metal de adição no material baseou o ancoramento do metal de adição no material base. Ao se resfriar, ajunta formada torna-se rígida e resistente.
O metal de adição tem que umectar o material base. A umectação ocorrequando uma gota de metal de adição no estado líquido se espalha sobre asuperfície do material base no estado sólido, “molhando” a mesma econseqüentemente aumentando a sua superfície.

7
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 13/88
Brasagem. Aplicações
A brasagem é utilizada amplamente na indústria.
Aplicações variam desde a fabricação de peças simples de pequeno custo, com operação manual, até peças sofisticadas para as indústrias aeronáutica e aeroespacial, envolvendo a utilização de equipamentos sofisticados.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 14/88
� Menores: tempo de operação, consumo de energia, modificação da estrutura do metal, tensão de resfriamento e deformação;
� Várias peças podem ser produzidas de uma vez (processamento em batelada);
� Grande precisão dimensional das peças produzidas;
� Simples para a união de grandes áreas;
� Pequena ou nenhuma necessidade de acabamento posterior;
� Permite a junção de peças de pequenas dimensões e de difícil acesso;
� Capacidade de unir peças com grandes diferenças de espessura;
� Capacidade de preservar revestimentos no metal de base (sem queima);
� Maior facilidade na disjunção quando necessário;
� Possibilidade de união de uma gama diversificada de materiais dissimilares.
Vantagens da brasagem em relação a soldagem:

8
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 15/88
� Maior resistência sob elevadas temperaturas de atuação (a temperatura máxima de atuação para a solda é a mesma como para o metal de base);
� Praticamente sem limitações sobre a dimensão das peças;
� Menor preparação das partes;
� Na maioria dos casos, não é necessário a utilização de fluxo (desoxidante);
� Metal de adição de menor custo;
� Praticamente sem limitações sobre o tipo de junta (de topo, em ângulo e outros), enquanto a brasagem, na maioria dos casos, é limitada à junta do tipo sobreposta (requisito de uma grande superfície de contato).
Vantagens da soldagem em relação a brasagem:
Juntas típicas aplicáveis na brasagem
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 16/88
Classificação de Processos de Soldagem
Uma forma de classificação dos processos de soldagem consiste em agrupá-los em dois grandes grupos baseando-se no método (fator) dominante para produzir a solda:
a) processos de soldagem por pressão (ou por deformação)
PressãoPressão
Corrente
Solda
b) processos de soldagem por fusão

9
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 17/88
Classificação de Processos de Soldagem
Por fusão
A chama
A arco
oxi-acetilenaoxi-hídricaoxi-propânica
com fio contínuocom fita contínua
Encoberto(submerso)
com eletrodos auto protegidos
Protetor externo (eletrodo revestido)protetor interno (eletrodos tubulares auto-protegidos)
com eletrodos imersos em atmosferas protetoras
Com arame contínuo (MIG/MAG/ET)Com eletrodo não consumível (TIG)
descoberto (visível)
Em banho de escóriaAluminotermiaBombardeamento eletrônicoLaserPlasma
Resistência elétricapor sobreposição
por pontospor relevospor costura
de topo eletro-forjamentofaiscamento
InduçãoUltra-somAtritoFriction StirWelding por Explosão
Por pressão
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 18/88
Processos de soldagem os mais usados
Soldagem a chama(oxi-acetilena)
Soldagem com eletrodo revestido
Soldagem por arco submerso
Soldagem a arco Gás-Metal (MIG/MAG)
Soldagem com eletrodo não consumível (TIG)Soldagem por resistência

10
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 19/88
Norma ISO 4063 e sua versão brasileira ABNT 13043:Soldagem - Números e nomes de processos
Esta norma estabelece uma nomenclatura e uma numeração para os processos de soldagem e para os processos afins.
Cada processo é identificado por um número (código).
A norma ABNT 13043 estabelece os grandes grupos de processos (identificados por um dígito), os grupos (dígitos) e subgrupos (três dígitos). O número de identificação de um processo possui no máximo, 3 dígitos. Este sistema foi concebido para facilitar a representação simbólica em desenho técnico, assim como nos documentos técnicos, p.ex. nos Especificações dos Procedimentos de Soldagem (EPS), etc.
Um exemplo de designação do processo de soldagem:
Processo ISO 4063 - 1 4 1 Soldagem TIG:
Soldagem por arco com eletrodo não consumível
sob atmosfera inerte
Grades grupos de processos:1 – por arco; 2 – por resistência; 3 – a gás; 4 – por pressão; 5 – por feixes; 7 – Outros processos de soldagem; 8 – Corte e goivagem; 9 – Brazagem.
Subgrupos de processos (outras particularidades do processo, ex. soldagem por arco):1 – processo 13 sob atmosfera inerte; 5– processo 13 sob atmosfera ativa; etc.
Grupos de processos (ex. dentro do grande grupo “por arco”):1 – sem proteção gasosa; 2 – arco submerso; 3 – com proteção gasosa; 4 – com eletrodo não consumível sob proteção gasosa; 5– por plasma; 8 – Outros processos de soldagem por arco
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 20/88
ISO 4063NBR
13043
Abreviatura europeu (AE) eamericana (AA)
Nomes dos processos de soldagem
Inglês Brasil
111AE MMA Manual metal arc welding Soldagem a arco com eletrodo
revestido (ER)AA SMAW Shielded metal arc welding
114AE FCAW Self-shielded tubular-cored arc welding Soldagem a arco com eletrodo
tubular auto protegido (ET)AA FCAW-S Self-shielded tubular-cored arc welding
12AE SAW Submerged arc welding
Soldagem por arco submersoAA SAW Submerged arc welding
13AE MIG/MAG Gas-shielded metal arc welding
Soldagem a arco com proteção por gás e com eletrodo consumível
AA GMAW Gas metal arc welding
131AE MIG Metal inert gas welding (MIG welding)
AA GMAW Gas metal arc welding
135AE MAG Metal active gas welding (MAG welding)
AA GMAW Gas metal arc welding
136AE FCAW
Tubular-cored metal arc welding with active gas shield
Soldagem a arco com eletrodo tubular (ET)
AA FCAW-G Flux-cored arc welding
137AE FCAW
Tubular-cored metal arc welding with inert gas shield
AA FCAW-G Flux-cored arc welding
141AE TIG
Tungsten inert gas arc welding (TIG welding)
Soldagem a arco com proteção por gás e com eletrodo não consumívelAA GTAW Gas Tungsten Arc Welding

11
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 21/88
Símbolos de processos de soldagem (Norma IEC 60974-1)
proteção gasosa
A norma IEC 60974-1 (Fontes de energia para soldagem a arco) estabelece a simbologia para os processos de soldagem a arco a ser usada, p.ex., nas placas de identificação da fonte de soldagem.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
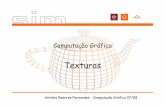
FEMEC, UFU, Vladimir 22/88
Brasil ER Soldagem a arco com eletrodo revestidoCódigo:
111Europa MMA Manual Metal Arc Welding
EUA SMAW Shielded Metal Arc Welding
Cabos:
do eletrodo e da terra
Fonte
Porta-eletrodo
Voltímetro
Amperímetro
Eletrodo revestido
Solda (coberta pela escória)
Metal de base
Arco
Conexão do Cabo Terra
Alma do eletrodo
Processos de Soldagem a Arco Elétrico. Soldagem ER

12
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 23/88
A soldagem a arco com eletrodo revestido é um processo que produz acoalescência entre metais pelo aquecimento e fusão destes com um arcoelétrico, estabelecido entre a ponta de um eletrodo revestido e a superfíciedo metal de base na junta que está sendo soldada. O eletrodo, funcionaestabelecendo o arco elétrico e fornecendo o metal de adição para a solda.Uma escória liquida de densidade menor que a do metal liquido, formadapelo revestimento do eletrodo e pelas impurezas do metal de base,sobrenada a poça de fusão protegendo-a da contaminação atmosférica. Orevestimento do eletrodo também exerce funções importantes no processo,como a de facilitar a ionização e estabilizar o arco, formar uma proteçãogasosa contra a atmosfera, fornecer elementos de liga, dentre outros.
O suprimento de energia pode ser tanto por corrente alternada como por corrente contínua, com o eletrodo ligado no pólo positivo (CC+) ou no pólo negativo (CC-).
ABS
O processo de soldagem com eletrodo revestido pode ser utilizado parasoldar, em todas as posições, a maioria dos aços e alguns metais nãoferrosos, bem como para a deposição de metal de adição para se obterdeterminadas propriedades ou dimensões. É adequado para materiais deespessura acima de 2 mm.
Princípios do processo de soldagem ERM
ód
ulo
1:
Pro
cess
os
e E
qu
ipam
ento
s d
e S
old
agem
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 24/88
Principais vantagens e limitações do Processo ER
+ O equipamento é relativamente simples, barato e portátil;+ É o processo a arco que possui a maior flexibilidade de aplicação;+ A soldagem pode ser realizada em todas as posições (o que é muito importante
caso a execução da solda não pode ser na posição plana);+ É menos sensível a corrente de ar (por exemplo, a ventos) que processos que
utilizam proteção gasosa;+ Pode ser utilizado em áreas de acesso limitado;+ É apropriado para a maioria dos metais e ligas metálicas comumente encontradas
no mercado;+ É possível realizar a soldagem de materiais dissimilares.
Mas:
Apresenta baixas taxas de deposição quando comparado com o processo GMAW e um fator de operação baixo (essencialmente manual ciclo de trabalho ≈ 25%);
A corrente a ser utilizada no processo é limitada. Uma amperagem excessiva superaquece o eletrodo, danificando o revestimento, provocando mudança nas características do arco e da própria proteção;
Produz escória, exigindo uma limpeza profunda após a soldagem;
Mal uso dos eletrodos (perdas até 30 – 35%).
Devido a estas limitações o uso do processo ER se reduza cada vez mais em favor do MIG/MAG e FCAW, deixando para ER aplicações na produção de cordões curtos, em trabalhos de manutenção e reparo e em trabalhos em campo.

13
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 25/88
MIG (abreviatura do inglês Metal Inert Gas) quando a proteção gasosautilizada for constituída de um gás inerte, que não tem nenhumaatividade física com a poça de fusão (código do processo: 131);
MAG (abreviatura do inglês Metal Active Gas) quando a proteção gasosa éfeita com um gás dito ativo, ou seja, um gás que interage com a poçade fusão (código do processo: 135),
GMAW (abreviatura do inglês Gás Metal Arc Welding) que é a designaçãoque engloba os dois processos acima citados (código do processo:13).
O MIG/MAG é um processo de soldagem com proteção por gás e com umarco elétrico estabelecido entre um eletrodo metálico contínuo consumível ea peça, produzindo a união dos metais pelo aquecimento do arco.
Processos de Soldagem a Arco Elétrico. Soldagem MIG/MAGM
ód
ulo
1:
Pro
cess
os
e E
qu
ipam
ento
s d
e S
old
agem
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 26/88
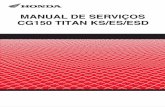
Conduíte(espiral) de
arame
Tubo de gásde proteção
Cabo decontrole
Cabo decorrente
Bocal
Bico de contato
Gás de proteção
Poça de fusão(metal liquido)
Cilindro com gás de proteção
Alimentador de arame
Fonte de energia
Tocha e seu cabo
Cordão de Solda
Soldagem MIG/MAG. Esquema do processo

14
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 27/88
Tipo de soldaEspessura de metal de base (mm)
1.5 3 6 12 24 … 100 200Solda de topo com
passe único(sem preparação)
Solda de topo com passe único
(com preparação)
Solda de topomultipasse
Solda de filete com passe único
O processo de soldagem MIG/MAG pode ser utilizado para soldar, em todas asposições, a maioria dos aços e alguns metais não ferrosos, bem como para adeposição de metal de adição para se obter determinadas propriedades oudimensões.
Soldagem MIG/MAG. Materiais e espessuras típicasM
ód
ulo
1:
Pro
cess
os
e E
qu
ipam
ento
s d
e S
old
agem
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 28/88
Soldagem MIG/MAG. Tipos de transferência metálica
Por curto-circuito Globular Goticular

15
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 29/88
� Operado na forma semi-automática e automática;
� Diferentes combinações de gases de proteção/parâmetros desoldagem/características da fonte produzem soldas com característicasbem distintas;
� Aplicado em praticamente todos os metais;
� Requer pouca limpeza do cordão após soldado;
� Pode-se variar o aporte térmico em grande faixa.
Vantagens:
Principais vantagens e limitações do Processo MIG/MAG
Limitações:
� Ação metalúrgica limitada;
� O equipamento é mais complexo, caro e menos portátil do que o para eletrodo revestido;
� Mais difícil de usar em locais de difícil acesso;
� Demanda maior rigor na limpeza e preparação da junta;
� Altos níveis de calor e iluminação irradiados: resistência do operador;
� O arco necessita ser protegido contra corrente de ar.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 30/88
Processos de Soldagem a Arco Elétrico.Soldagem com Eletrodo Tubular
Self-shielded flux-cored arc welding - FCAW-S (código: 114)
Gas-shielded flux-cored arc welding - FCAW-G (gás atívo - código: 136; gás inerte - código: 137)
Self-shielded flux-cored arc welding -FCAW-S (código: 114)
Gas-shielded flux-cored arc welding -FCAW-G (código: 136 ou 137)

16
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 31/88
Soldagem com Eletrodo Tubular. Fabricação do eletrodo tubular
Micrografias de seções transversais de eletrodos tubulares (“flux cored”), rutílico (a) e básico (b), e de um arame tubular ("metal cored")
a) b) c)
O uso de arames com enchimento com ligas metálicas, denominados normalmente de tubulares (“metal-cored”) é uma alternativa aos arames maciços ligados, para redução de custos.
Há uma diferença entre arames tubulares e eletrodos tubulares (“flux-cored”). Os primeiros têm a função básica de adição de elementos de liga através da alma, enquanto o segundo a de provocar alterações metalúrgicas (formação de escória, desoxidação, etc.) pelo material de enchimento. É bem verdade que muitos arames tubulares comerciais exercem também uma ação secundária metalúrgica, da mesma forma que os eletrodos tubulares também recebem elementos de ligas pela alma. A própria associação de soldagem dos EUA (AWS), ao classifica arames, faz distinção entre arames para MIG/MAG (maciços e tubulares) e arames para o processo Eletrodo Tubular.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 32/88
A soldagem com eletrodo não consumível (de tungstênio) sob atmosfera inerte (GasTungsten Arc Welding – GTAW (EUA) ou Tungsten Inert Gas – TIG em Europa) é umprocesso no qual a união de peças metálicas é produzida pelo aquecimento e fusãodesta através de um arco elétrico estabelecido entre a peça e o eletrodo, nãoconsumível, de tungstênio. O código do processo TIG é 141.
A proteção do eletrodo e da poça de fusão contra a oxidação do ar é feita por um gásinerte, geralmente argônio, hélio ou uma mistura destes.
A adição de metal de enchimento pode ser ou não feita.
TochaMetal de adiçãoEletrodo de WGás de proteção
Processos de Soldagem a Arco Elétrico. Processo TIG

17
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 33/88
Juntas típicas utilizadas na soldagem TIG
Processo TIG. Aplicações
É aplicado à maioria dos metais e suas ligas, numa ampla faixa deespessura (incluindo soldas dissimilares).
Chanfro reto Chanfro preparado Passes de raiz
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 34/88
� Possibilita a soldagem sem a adição de metal (chapas finas);
� Não existem reação metal-gás e metal-escória, sem grande geração defumos, o que permite ótima visibilidade para o soldador;
� Possui um arco elétrico suave, produzindo soldas com boa aparência eacabamento, exigindo pouco ou nenhuma limpeza após a operação;
� Permite um controle preciso das variáveis de soldagem;
� A operação do processo pode ser manual ou mecanizada/automatizada;
� Solda todos os metais;
� Bom controle da penetração;
� Excelente controle do calor cedido à peça, devido ao controle independente da fonte de calor e da adição de metal;
� Usa AC e DC (em função do metal a soldar);
� Solda em todas as posições;
� Boa acessibilidade;
� Baixos níveis de hidrogênio;
� Sem escória.
Vantagens da soldagem TIG

18
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 35/88
� A taxa de deposição é menor que em processo com eletrodo consumível(para uma dada corrente);
� É menos econômico para espessuras maiores que 10 mm;
� Exige mais destreza e boas competências do soldador para soldagemmanual;
� Dificuldade em manter a proteção gasosa em trabalhos de campo (grandesensibilidade às correntes de ar);
� Comprimento fixo do consumível (máx. 1000 mm, em vareta);
� Baixo rendimento ≤ 0,5 Kg/h;
� Fator de marcha ≤ 30%;
� Risco de inclusões de tungstênio;
� Custos altos dos gases de proteção.
Limitações da soldagem TIGM
ód
ulo
1:
Pro
cess
os
e E
qu
ipam
ento
s d
e S
old
agem
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 36/88
Processos de Soldagem a Arco Elétrico. Soldagem a Plasma
Gás de proteçãoGás de plasma
� o posicionamento do eletrodo dentro da tocha;
� a utilização de um orifício constritor;
� a inclusão de um sistema de ignição por arco-piloto.
� o uso de gases com duas funções (gás de plasma e gás de proteção);
A soldagem a plasma foi desenvolvida a partir da plataforma TIG e as principais alterações foram:
O grande diferencial em relação aos outros processos a arco está no efeito de constrição do arco.
TIG Plasma

19
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 37/88
Soldagem a Plasma. Constrição do arco
Os principais efeitos que surgem com a constrição física do arco (maiorrestrição à passagem do fluxo de gás) são:� a formação de um perfil de arco colunar e esbelto (maior concentração
do calor e melhor aproveitamento da temperatura); e� o aumento da velocidade do jato de plasma (energia cinética),
intensificando a penetração.
Esta característica viabiliza uma preparação de junta menos complexa,existindo a possibilidade de penetração total em chapas de até 10 mm deespessura em um único passe;
Além disso, a velocidade de soldagem utilizando o processo Plasma podeser aumentada em relação ao processo TIG para uma mesma corrente desoldagem, o que pode reduzir possíveis distorções do conjunto soldado e alargura da zona termicamente afetada, possibilitando, assim, uma produçãode maior escala e de melhor qualidade.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 38/88
Processos de Soldagem a Arco Elétrico.Soldagem por Arco Submerso. Descrição geral
Brasil Soldagem por arco submerso Código:
12Europa e EUA SAW Submerged Arc Welding

20
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 39/88
Soldagem por Arco Submerso. Descrição geral
O processo de soldagem por arco submerso é um processo no qual o calorpara a soldagem é fornecido por um (ou alguns) arco (s) desenvolvido (s)entre um (s) eletrodo(s) de arame sólido ou tubular e a peça. Como já estáexplícito no nome, o arco ficará protegido por uma camada de fluxo granularfundido que o protegerá, assim como o metal fundido e a poça de fusão, dacontaminação atmosférica.
Como o arco elétrico fica completamente coberto pelo fluxo, este não évisível, e a solda se desenvolve sem faíscas, luminosidades ou respingos,que caracterizam os demais processos de soldagem em que o arco é aberto.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 40/88
Soldagem por Arco Submerso. Vantagens e limitações
� Processo de alta produção;
� Alta penetração;
� Automático ou semi-automático;
� Adequado para soldagens longas econtínuas, tais como vasos depressão, navios, vagões, etc.
� Aplicação limitada à posições em que o fluxo se suporte no lugar(usualmente, na posição plana);
� Pouco controle da poça fundida (difícil controle da penetração);
� Processo de alto calor de aporte (pode causar tensões internas e/ou adeformação).
� Permite as configurações com dois ou três ou mais eletrodos soldando em linha e simultaneamente.

21
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 41/88
A soldagem oxi-gás (Oxifuel Welding, OFW) compreende um grupo deprocessos de soldagem que utilizam o calor produzido por uma chama decombustível gasoso e oxigênio para fundir o metal de base e, se usado, ometal de adição.
Diferentes gases combustíveis podem utilizados, mas o mais comum para asoldagem dos aços e de outras ligas metálicas é o acetileno (C2H2).
Processos de Soldagem. Soldagem Oxi-Gás
Este processo é mais usado nasoldagem de chapas finas (espessurainferior a 6 mm) e de tubos depequeno diâmetro e na soldagem dereparo, podendo ser usado para açose para ligas não ferrosas.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 42/88
Principais características e aplicações deste processo são:
� Equipamento portátil e muito versátil;
� Baixo custo;
� Necessita de fluxo para a soldagem de alguns metais;
� Usado em manutenção e reparo;
� Usado na soldagem de peças finas, tubos de pequeno diâmetro.
� Baixa intensidade do calor transferido à peça implica em baixavelocidade de soldagem;
� Modo de operação – manual.
Soldagem Oxi-Gás. Características principais

22
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 43/88
A soldagem por resistência (Resistance Welding, RW) compreende um grupode processos de soldagem nos quais o calor necessário à formação da juntasoldada é obtido pela resistência à passagem da corrente elétrica atravésdas peças sendo soldadas.
Processos de Soldagem. Soldagem por Resistência
O aquecimento da região da junta,pela passagem da correnteelétrica, abaixa a resistênciamecânica do material permitindo,através da aplicação de pressão, adeformação localizada e, assim, asoldagem por deformação dajunta.
Em alguns casos, ocorre umafusão localizada na região dajunta. Assim, neste processo desoldagem pode ocorrer a formaçãoda solda tanto por fusão como pordeformação.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 44/88
I – corrente de soldagem, setas escuras - pressão.
Existem quatro processos principais de soldagem por resistência:
a) soldagem por ponto (Resistance Spot Welding, RSW),
Soldagem por Resistência. Processos principais
b) soldagem de projeção (ResistanceProjection Welding, RPW),
c) soldagem por costura (ResistanceSeam Welding, RSEW);
d) soldagem de topo por resistência (Upset Welding, UW).

23
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 45/88
Vantagens
� Não necessita de material de adição;� Facilmente mecanizado e automatizado;� Boa repetibilidade e confiabilidade;� Rapidez;� Altas taxas de produção são atingíveis;� Limpeza do trabalho;� Exclusão da influência do ar sobre as peças
aquecidas (aquecimento de dentro para fora), não requerendo proteção;
� Requer pequena qualificação do operador (menor que na soldagem a arco).
Limitações
� Alto investimento e baixa portabilidade de equipamentos;
� Limitado a juntas sobrepostas na maioria dos processos;
� Limitação de espessura máxima de chapa ou dimensão do perfil a soldar.
Soldagem por Resistência. Vantagens e limitaçõesM
ód
ulo
1:
Pro
cess
os
e E
qu
ipam
ento
s d
e S
old
agem
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 46/88
A soldagem por eletroescória (Eletroslag Welding, ESW) é um processo desoldagem por fusão que utiliza a passagem de uma corrente elétrica atravésde uma escória condutora fundida para gerar o calor necessário à fusãolocalizada da junta e do metal de adição.
Processos de Soldagem. Soldagem por Eletroescória
Esta escória também protege a poça de fusão e o metal de adição dacontaminação pelo ambiente. O processo é usado para a união de duas oumais peças principalmente de aço estrutural (em geral, de grande espessura,até 500 mm e mais) em um único passe com a soldagem sendo feita naposição vertical ascendente. O metal e a escória fundidos são mantidos emposição com o auxílio de sapatas, em geral de cobre e refrigeradas a água.Entretanto, a velocidade de soldagem deste processo tende a ser muito baixa(cerca de 0,5 mm/s).

24
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 47/88
Pinos metálicos, ou componentes similares podem ser soldados a uma peçametálica de diversas maneiras, incluindo por arco elétrico, resistência,fricção e percussão (descarga de capacitores).
Na soldagem a arco de pinos (Stud Welding, SW), este é unido a uma peçapelo seu aquecimento e da peça por um arco estabelecido entre ambos.
Processos de Soldagem. Soldagem por PinosM
ód
ulo
1:
Pro
cess
os
e E
qu
ipam
ento
s d
e S
old
agem
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 48/88
Processos de Soldagem. Soldagem a Laser
A soldagem a laser (Laser Beam Welding, LBW) é um processo de uniãobaseado na fusão localizada da junta através de seu bombardeamento porum feixe de luz concentrada coerente e monocromática de alta intensidade.
Este feixe de alta intensidade é suficiente para fundir e vaporizar parte do material da junta no ponto de entrada do feixe no material, que penetra profundamente no metal de base.
O processo é mais utilizado na soldagem de peças de menor espessuracom uma elevada velocidade de deslocamento. Por exemplo, um laser deCO2 de 5 kW de potência pode soldar chapas de 2,5 mm de aço carbono ouinoxidável com velocidades acima de 65 mm/s. A soldagem LBW temsubstituído, em alguns casos, a soldagem de resistência por pontos nafabricação da carroceria de veículos.

25
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 49/88
� Alta relação penetração/largura (10:1);
� Alta velocidade de soldagem;
� Baixo aporte de calor (baixos níveis de distorção e tensões residuais);
� Alta flexibilidade (muito automatizável);
� Cordões com bom acabamento;
� Juntas com excelentes propriedades mecânicas;
� Não requer eletrodos;
� Soldagem de materiais dissimilares.
Aço C-Mn, 12mm: 9kW Nd:YAG Laser a 0.7 m/min
(TWI, 2002)
(TWI, 2002)
Soldagem a Laser. Vantagens e limitações
Mas, a eficiência do equipamento LBW é baixa, de 8 a 15%, necessitandode grandes unidades de refrigeração para aplicações de alta potência. Alemdisso, os equipamentos têm um valor muito alto e precisam os operadorescom a formação especial.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 50/88
Processos de Soldagem. Comparação

26
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 51/88
Processos de Soldagem. ComparaçãoM
ód
ulo
1:
Pro
cess
os
e E
qu
ipam
ento
s d
e S
old
agem
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 52/88
Segurança

27
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 53/88
SegurançaM
ód
ulo
1:
Pro
cess
os
e E
qu
ipam
ento
s d
e S
old
agem
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 54/88
Algumas Terminologias em Soldagem
Soldagem é um processo de criação de uma união permanente de materiaisatravés do estabelecimento de ligações intermoleculares entre os materiaissendo unidos, produzida por ou sem aquecimento, com ou sem a utilizaçãode pressão e com ou sem material de adição“.
Metal Base: Material da peça que sofre o processo de soldagem.
Metal de Adição: Material adicionado, no estado líquido, durante a soldagem(ou brasagem).
Poça de Fusão: região em fusão, a cada instante, durante uma soldagem.
Penetração: Distância da superfície original do metal de base ao ponto emque termina a fusão, medida perpendicularmente à mesma.

28
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 55/88
Algumas Terminologias em Soldagem. Junta. Solda. Cordão
ZAC 10mm .
Zona Fundida
Metal de BaseZona Afetada pelo calor
Junta: região física onde será feita aunião por soldagem; ou as partes da peçasobre as quais a soldagem será realizada.
Cordões
Solda (ou junta soldada): é o resultadoda soldagem - região física onde foi feita aunião por soldagem. A solda inclui o(s)Cordão(ões) e a Zona Afetada pelo Calor(ZAC), referenciada também como a ZonaTermicamente Afetada (ZTA).
Uma solda pode ser feita de um únicopasse ou de múltiplos passes.
Cordão de Solda: metal depositado numpasse só.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 56/88
Algumas Terminologias em Soldagem
Abertura de raiz (f): é a separação entre membros a serem unidos na raiz da junta,conhecida também por folga. A função principal é garantir a penetração.
Face de raiz (s): é a parte não chanfrada de um componente da junta,conhecida também por encosto ou altura de raiz. As funções principais são:
• controle da penetração (evita perfurar)
• diminuir volume de solda (custo/tensões).
Ângulo de chanfro (β): é o ângulo formado entre aborda preparada do componente e um planoperpendicular à superfície deste componente.
Ângulo de abertura da junta (α): é o ângulo integral entre as bordas preparadas doscomponentes. A função principal é facilitar o acesso da ponta do eletrodo ou tocha egarantir fusão nas laterais.
Os elementos de um chanfro são escolhidos de forma a permitir um fácil acesso até ofundo da junta, mas idealmente, com a menor necessidade possível de metal de adição.
Chanfro (groove) – abertura ou sulco na superfície deuma peça ou entre dois componentes, que determina oespaço para conter a solda.

29
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 57/88
Algumas Terminologias em Soldagem. Modos de operação
Manual: Soldagem na qual toda a operação (alimentação de metal deadição, posicionamento da tocha e de seu acionamento, outras) é realizadae controlada manualmente pelo soldador.
Processos típicos: MMA (SMAW) ou 111, TIG (GTAW) ou 141, Soldagem oxi-acetilena – 311.
Semi-automática: Soldagem com a alimentação automática de metal deadição, mas com controle manual pelo soldador do posicionamento datocha e de seu acionamento.
Processos típicos: MIG/MAG (GMAW) ou 131/135, FCAW – 136/137, ...
Automática: Soldagem com controle automático de praticamente todas asoperações necessárias (o uso de sensores, a possibilidade de programar oprocesso indicam claramente um processo de soldagem automático).
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 58/88
Ângulo positivo Ângulo reto Ângulo negativo(empurrando) (perpendicular) (puxando)
DB
CP
Ângulo do eletrodo em relação ao cordão (ângulo de ataque)

30
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 59/88
Algumas Terminologias em Soldagem. Junta de canto
Perna
Perna
Filete Convexo
Filete Côncavo
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 60/88
Reforço: é o material depositado emexcesso, além do necessário parapreencher a junta.
R Largura da solda
L
Algumas Terminologias em Soldagem. Solda de Topo
Penetração: é a distância da superfície originaldo metal de base ao ponto em que termina afusão, medida perpendicularmente à mesma.

31
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 61/88
As juntas se classificam quanto a posição relativa entre as partes
De Topo
De Canto
De ArestaSobreposta
Em Ângulo ou T
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 62/88
Algumas Terminologias em Soldagem.Os principais tipos de chanfros
Chanfro reto (“I”)
Chanfro em meio VChanfro em J
Chanfro em V Chanfro em U
Chanfro em duplo UChanfro em X
Chanfro em K
Chanfro emduplo J

32
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 63/88
Posições de soldas. Terminologia
Normas:
1. ISO 6947 Welds - Working positions - Definitions of angles of slope and rotation
2. ASME Boiler and pressure vessel code Section IX, and
3. AWS A3.0 Standard_Welding_Terms and Difinitions
Princípios da terminologia para posições de soldas:
1. As posições de soldas se subdividem em:
1.1 Posições para testes de soldagem para qualificação dos soldadores e
1.2 Posições de soldas de trabalho.
2. Os limites de declinação dos corpos de prova (posições de testes) são mais estreitas e as faixas dos limites não são contíguos (entre os posições distintas há posições não especificadas)
3. Os limites de declinação das posições de trabalho são mais largas e obrigatoriamente contíguos (não deixando as posições não especificadas)
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 64/88
Posições de soldas. Terminologia
Conforme as Normas ISO 6947, ASME Secção IX e AWS A3.0, há quatro principais posições de solda:
1. Plana (Flat)
2. Horizontal (Horizontal)
3. Vertical (Vertical)
4. Sobrecabeça (Overhead)
Structural Steel Designer’s Handbook. R.L. Brockenbrough

33
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 65/88
Posições de soldagem (AWS). Soldas de topo(Posições de trabalho)
TABELA DAS POSIÇÕES DE SOLDAS DE TOPO (de trabalho)
POSIÇÃO REF.
DIAGRAMA INCLINAÇÃO DOS EIXOS
ROTAÇÃO DA FACE
PLANA (Flat) A 0º a 15º 150º a 210º
HORIZONTAL (Horizontal) B 0º a 15º
80º a 150º
210º a 280º
SOBRECABEÇA (Overhead)
C 0º a 80º 0º a 80º
280º 360º
VERTICAL (Vertical)
D
E
15º a 80º
80º a 90º
80º a 280º
0º a 360º
As posições de solda de trabalho são contíguos!
Plana Horizontal Sobrecabeça
150°
210°
0°
150°
80°
0°
80°0°
80°
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 66/88
Posições de soldagem (AWS 3.0 e ASME IX). Soldas de topo (Posições de testes)
TABELA DAS POSIÇÕES DE SOLDAS DE TOPO (de testes)
POSIÇÃO CÓDIGO INCLINAÇÃO DOS EIXOS
ROTAÇÃO DA FACE
PLANA (Flat) 1G
±15º ±5º
HORIZONTAL (Horizontal) 2G
VERTICAL (Vertical)
3G
SOBRECABEÇA (Overhead) 4G
1G 2G
Porém, para posições de trabalho plana, os limites de rotação estão entre ± 30°!!!
Porém, para posições de trabalho horizontal, os valores da rotação podem variar em 70°!!!

34
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 67/88
Posições de soldagem (AWS). Soldas Filete(Posições de trabalho)
As posições de solda de trabalho são contíguos!
TABELA DAS POSIÇÕES DE SOLDAS FILETE (de trabalho)
POSIÇÃO REF. DIAGRAMA
INCLINAÇÃO DOS EIXOS
ROTAÇÃO DA FACE
FILETE PLANA (Flat Fillet) A 0º a 15º 150º a 210º
FILETE HORIZONTAL (Horizontal Fillet)
B 0º a 15º 125º a 150º
210º a 235º
FILETE SOBRECABEÇA (Overhead Fillet)
C 0º a 80º 0º a 125º
235º 360º
FILETE VERTICAL (Vertical Fillet)
D
E
15º a 80º
80º a 90º
125º a 235º
0º a 360º
150°
125°
0°
125°
0°
150°
210°
0°
Filete Sobrecabeça
Filete Horizontal
Filete Plana
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 68/88
TABELA DAS POSIÇÕES DE SOLDAS FILETE (de testes)
POSIÇÃO REF.
DIAGRAMA INCLINAÇÃO DOS EIXOS
ROTAÇÃO DA FACE
FILETE PLANA (Flat Fillet)
1F
±15º
FILETE HORIZONTAL (Horizontal Fillet)
2F
FILETE VERTICAL (Vertical Fillet)
3F
FILETE SOBRECABEÇA (Overhead Fillet)
4F
Posições de soldagem (AWS). Soldas Filete(Posições de testes)
±15°
An angular deviation of ±15°from the specified horizontal and vertical planes is permitted during welding

35
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 69/88
Posições de soldagem. O uso das Normas AWS A3.0 e ASME IX
Em relação aos testes, tem de ser usados os códigos 1G, 2G, 1F, etc. Enquanto para os posições de trabalho têm que ser usados ou nomes completos (Flat, Horizontal, Vertical, ... ou as abreviaturas correspondentes: F, H, V e O).
Na prática se encontram os casos de uso errado dos ambos denominações juntos (veja um exemplo abaixo).
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 70/88
ISO 6947 - Welds - Working positions - Definitions of angles of slope and rotation. Introdução
This Standard defines welding positions for testing and production, for butt and fillet welds in all product forms.
The main positions have been given symbols which can easily be used for designation purposes.
This standard provides positions for standard discreet test piece orientation PA, PB, HL045, etc.
In this revision, positions are defined for production welding. These positions are flat, horizontal, vertical and overhead and unlike test positions, these positions are contiguous.
The relationship between test positions and production welding positions is specified in other standards such as ISO 9606 or ISO 15614.

36
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 71/88
ISO 6947(Terms and definitions)
For the purposes of this document, the following terms and definitions apply.
2.1 welding position: the position of a weld in space, which is defined relative to the slope of the axis and rotation of the face of the weld relative the horizontal plane.
2.2 main welding position: welding position PA, PB, PC, PD, PE, PF or PG without tolerance for slope or rotation.
NOTE: see the slide nos. 71 e 72.
2.3 welding position for testing: welding position used during welding of a test piece, which may vary ±5° slope and ±10° rotation from the main welding position.
2.4 welding position for production: welding position used for production welding
NOTE: Tolerances are presented on the slide no. 75.
2.5 slope: angle of the axis of the weld relative to horizontal plane
2.6 rotation: angle of the face of the weld relative to the horizontal plane
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 72/88
ISO 6947(Main welding positions)
PF (vertical up position) e PG (vertical down position) em alguns casos específicos (p.ex. para qualificação dos soldadores) são considerados também como principais
Lembrar: main welding position PA, PB, PC, PD, PE, PF or PG are without tolerance for slope or rotation
PF
PG

37
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 73/88
ISO 6947(Main welding positions)
A ilustração das posições principais (PA, PB, PC, PD, PE, PF or PG) apresentada na versão anterior desta Norma do ano 1993 era muito boa, apesar de ser de má qualidade gráfica:
UFU, FEMEC, Vladimir
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir74/88
ISO 6947(Posições para soldagem de testes)
PA: flat position
PB: horizontal vertical position
PC: horizontal position
Lembrar: welding position used during welding of a test piece may vary ±5°slope and ±10° rotation from the main welding position

38
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 75/88
ISO 6947(Posições para soldagem de testes)
PD: horizontal overhead position
PF: vertical upposition
PE: overhead position
PG: vertical downposition
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 76/88
ISO 6947(Posições para soldagem de produção)
Nota: Para solda de filete há duas posições adicionais (em comparação com as Normas ASME Secção IX e AWS A3.0), a saber: horizontal vertical (PB) e horizontal sobrecabeça (PD) - veja Tabela 2 abaixo

39
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 77/88
ISO 6947(Posições para soldagem de produção)
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 78/88
ISO 6947(Designação de posições para soldagem de produção)
Main positions shall be designated by the appropriate main position symbol; the symbol for the main position may be supplemented by the values for slope and rotation, given in three digits (see example no. 2 below).
Examples: plates
1) The main position “horizontal vertical” (PB) shall be designated as follows:
PB
2) The main position “horizontal vertical” (PB), with slope of 30° and rotation of 15°, shall be designated as follows:
PB 30-015

40
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 79/88
Posições de soldagem. Soldas de Topo. Comparação entre ISO 6947, ASME Section IX e AWS A3.0
Ângulos de rotação para posições de soldagem correspondentes
ASME Section IX e AWS A3.0
ISO 6947
Plana (PA) Horizontal vertical (PC) Sobrecabeça (PE)
Plana Horizontal Sobrecabeça
150°
210°
0°
150°
80°
0°
80°0°
80°
±30°
0°
30°
100°
0° 180° 0°
80°
100°
Não há diferença nenhuma dentre estas normas ao respeito das ângulos de rotação para posições de soldagem correspondentes.
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 80/88
Posições de soldagem. Soldas Filete. Comparação entre ISO 6947, ASME Section IX e AWS A3.0
150°
125°
0°
125°
0°
150°
210°
0°
Filete SobrecabeçaFilete HorizontalFilete Plana
Ângulos de rotação para posições de soldagem correspondentes
ASME Section IX e AWS A3.0
ISO 6947
±30°
0°
“PA”FiletePlana
30°
0°
55°
100°
0°
55°
“PB”Filete
Horizontal Vertical
“PC”Filete
Horizontal
“PD”Filete
Horizontal Sobrecabeça
“PE”Filete
Sobrecabeça
100°
0°145°180° 0°
145°
Há uma certa diferença dentre estas normas ao respeito das ângulos de rotação para posições de soldagem correspondentes (veja os slides 66 e 75).

41
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 81/88
ISO 6947. Anexo B
É interessante notar que mesmo na ISO tem um anexo fazendo confusão entre posição de trabalho e de teste
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 82/88
1G (PA) 2G (PC) 5Gu (PF) 5Gd (PF) 6G (J-L045 e H-L045) 6G (H-L045)
1G (PA) 2G (PC) 3Gu (PF) 3Gd (PG) 4G (PE)
1F (PA) 2F (PB) 4F (PD) 5Fu (PF) 5Fd (PG) 6F (H-L045)
1F (PA) 2F (PB) 3Fu (PF) 3Fd (PG) 4F (PD)
Nota: Sempre que possível, a soldagem deve ser realizada na posição plana.
Posições de soldas. Designações das posições de soldagens de testes. Comparação entre AWS A3.0 – ASME IX e ISO 6947

42
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 83/88
Posições de soldas: para o trabalho e para o teste. Comparação entre AWS A3.0 – ASME IX e ISO 6947
PosiçãoAWS 3.0 e ASME IX ISO 6947
Trabalho Teste Trabalho Teste
Plana (Flat) F 1G or 1F PA PA
Horizontal(Horizontal)
H 2G or 2F PC or PB PC or PB
Vertical (Vertical)
V 3G or 3F PF or PG PF or PG
Sobrecabeça(Overhead)
O 4G or 4F PE or PD PE or PD
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 84/88
Posições de soldagem: Norma ISO 6947 e AWS A3.0 – ASME IX (Denominações)
PA
PB
PC
PD
PE
PB
PC
PD
PF
PG
PA
PB
PC
PD
PE
PB
PC
PD
PF
PG
PB
PC
PD
PE
PB
PC
PD
PF
PG
ISO 6947 AWS Posição Tipo Junta
PA 1G/1F Plana Topo (ou Filete só AWS)
PB 2F Horizontal Filete
PC 2G Horizontal Topo
PD 4F Sobrecabeça Filete
PE 4G Sobrecabeça Topo
PF 3G����/3F���� Vertical Ascendente Topo ou Filete
PG 3G����/3F���� Vertical Descendente Topo ou Filete
PF (H-L000) 5G����/5F���� Vert. Asc., Tubo 0º, Topo ou Filete
PG (H-J000) 5G����/5F���� Vert. Desc., Tubo 0º, Topo ou Filete
H-L045 6G����/6F���� Tubo 45º, Asc., Topo ou Filete
H-J45 6G����63F���� Tubo 45º, Desc., Topo ou Filete

43
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 85/88
Junta (Solda) de TopoCordão de Topo
Posição Sobrecabeça
Algumas Terminologias em Soldagem.Tipos de Junta. Tipos de Cordões. Posições de soldagem
Junta (Solda) de CantoCordão Filete
Posição Filete Horizontal
Junta (Solda) de TopoCordão de Topo Contínuo
Posição Plana
Junta (Solda) de ArestaCordão de TopoPosição Plana
Junta (Solda) de CantoCordão de Topo
Posição Horizontal
Junta (Solda) de TopoCordão de Topo Intermitente
sem penetração totalPosição Plana
Junta (Solda) de TopoCordão de Topo
Posição Horizontal
Junta (Solda) SobrepostaCordão Filete
Posição Sobrecabeça
Junta (Solda) em Ângulo ou “T”Cordão Filete
Posição Vertical Descendente
Junta (Solda) em Ângulo ou “T”Cordão Filete
Posição Vertical Ascendente
Ponteamento
Junta (Solda) SobrepostaCordão Filete
Posição Filete Horizontal
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 86/88
1. ASME IX American Society of Mechanical Engineers; Boiler and Pressure Vessel Code,Section IX: Welding and Brazing Qualifications.
2. ISO/TR 581 Weldability – Metallic Materials, Definitions.
3. EN 1011-1 (ISO/TR 17671-1) Welding - Recommendations for welding of metallic materials -Part 1: General guidance for arc welding.
4. EN 1011-2 (ISO/TR 17671-2) Welding - Recommendations for welding of metallic materials -Part 2: Arc welding of ferritic steels.
5. EN 1321 Destructive tests on welds in metallic materials - Macroscopic and microscopic examination of welds.
6. EN 1418 (ISO 14732) Welding personnel - Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials.
7. EN 1708 Welding - Basic weld joint details in steel (series).
8. ISO 2553 Welded, brazed and soldered joints - Symbolic representation on drawings.
9. ISO 3834 Quality requirements for fusion welding of metallic materials (series).
10. ISO 4063 Welding and allied processes - Nomenclature of processes and reference numbers.
11. ISO 5817 Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections.
12. ISO 9000 Quality management systems (series).
Normas principais na área de soldagem

44
Mó
du
lo 1
: P
roce
sso
s e
Eq
uip
amen
tos
de
So
ldag
em
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 87/88
13. ISO 9606 (EN 287-1) Approval testing of welders - Fusion welding (series) Qualification test of welders - Fusion welding - Part 1: Steels.
14. ISO 9692 Welding and allied processes - Recommendation for joint preparation (series).
15. ISO 9712 (EN 473) Non-destructive testing - Qualification and certification of personnel.
16. ISO10042 Welding - Arc-welded joints in aluminium and its alloys - Quality levels for imperfections.
17. EN 12062 (ISO/TR 17635) Non-destructive examination of welds - General rules for metallic materials.
18. ISO 13916 Welding - Guidance on the measurement of preheating temperature, interpass temperature and preheat maintenance temperature.
19. ISO 13920 Welding - General tolerances for welded constructions - Dimensions for lengths and angles - Shape and position.
20. ISO 14731 Welding coordination - Tasks and responsibilities.
21. CEN/TR 15135 Welding - Design and non-destructive testing of welds.
22. ISO/TR 15235 Welding - Methods for assessing imperfections in metallic structures.
23. ISO/TR 15481 Welding of reinforcing steel - Tack weldability - Test methods and performance requirements.
Normas principais na área de soldagemM
ód
ulo
1:
Pro
cess
os
e E
qu
ipam
ento
s d
e S
old
agem
Tó
pic
o:
MP
RO
C-1
–In
tro
du
ção
Ger
al
FEMEC, UFU, Vladimir 88/88
Normas principais para soldagem por fusão (abaixara última versão: www.svets.se/overview)