01 - Fundição - Tp1 - Profº Décio - 2º Sem 2014
37
__________________________________________________________________ ______ Faculdade Tecnologia de Sorocaba Coordenadoria de Projetos Mecânicos Processos de Produção l 1
description
01 - Fundição - Tp1 - Profº Décio - 2º Sem 2014
Transcript of 01 - Fundição - Tp1 - Profº Décio - 2º Sem 2014
________________________________________________________________________
Faculdade Tecnologia de Sorocaba
Coordenadoria de Projetos Mecânicos
Processos de Produção l
Fundição
Profº. Msc. Décio Cardoso da Silva
1
FUNDIÇÃO
Introdução
O processo de fundição é um processo metalúrgico do qual participam os seguintes itens:
Fornos; Metal Líquido; Modelos; Moldes;
Fornos são equipamentos utilizados para fundir o metal.
Modelos são peças fabricadas em madeira, gesso, cera, plástico ou mesmo em metal leve. O modelo tem medidas próximas da peças que queremos obter.
Moldes é o espaço vazio, que será obtido pela utilização do modelo, isto é, com o modelo confeccionamos o molde. O molde pode ter paredes de areia, metal, ou materiais cerâmicos.
O espaço vazio do molde reproduz o modelo.
Fundição é um processo de fabricação pelo qual introduz-se um metal líquido em um molde. Este metal vai ocupar os espaços vazios do interior do molde e solidificar. Obtemos assim a peça metálica fundida.
Esta peça pode ter formato e medidas definitivas ou não, dependendo às vezes de uma operação de usinagem posterior para acertos das medidas e do formato das peças.
Pelo processo de fundição podemos obter também "lingotes", que são peças obtidas pela solidificação do metal líquido em moldes metálicos chamados lingoteiras. Esses lingotes são peças maciças, e após a solidificação, eles são retirados da lingoteira, reaquecidos e deformados mecanicamente pelos processos de laminação ou forjamento, obtendo-se assim barras, chapas e perfis.
Classificação dos processos de fundição
De acordo com a força que move o metal dentro do molde temos:
Fundição por gravidade Fundição sob-pressão Fundição por centrifugação
A fundição por gravidade consiste em vazar o metal líquido em um molde, até preenchê-lo totalmente. O metal líquido neste caso ocupa todo o molde movido por uma pressão hidrostática conseqüente da altura de onde ele é vazado no molde. A força exercida sobre o metal é a força da gravidade.
2

A fundição sob-pressão consiste em injetar um metal líquido no interior de um molde por meio de uma pressão exercida na superfície livre do recipiente que contém o metal.
A fundição por centrifugação consiste em vazar um metal líquido em um molde em rotação. É a força centrífuga decorrente, que força o metal a tomar a forma do molde. Este processo permite obter peças com maior densidade e melhores propriedades mecânicas, que as peças fundidas pelo processo de fundição por gravidade.
3

Classificação de acordo com o tipo de molde
Fundição em areia Fundição em coquilha. Fundição em cera perdida Fundição em casca (Shell Molding)
Fundição em areia
É o processo de fundição que utiliza moldes confeccionados em areia. A moldagem pode ser a seco ou à verde, moldagem a verde é quando após a moldagem o molde não vai para estufa ou para outro processo de secagem.
Setores:
Setor de projetosÉ responsável pelo projeto dos modelos, moldes, canais e caixas de fundição.
Setor de métodosÉ responsável pelos dados técnicos do processo e definição do processo.
Setor de fornosÉ responsável pelos fornos de fusão do metal e pela obtenção do metal líquido.
Setor de moldagemÉ responsável pela confecção dos moldes. O setor de moldagem pode ser manual
ou mecanizado. Os moldes confeccionados em areia são obtidos em caixas metálicas ou de madeira onde serão colocados, o modelo e a areia, e a seguir ocorrerá a “socagem”
Setor de modelaçãoÉ responsável pela confecção ou concerto dos modelos. Estes modelos podem ser
fabricados também por empresas especializadas, isto é, que só fazem modelos para fundição.
Setor de areiaÉ responsável pela preparação e recuperação da areia, da qual serão constituídos
os moldes e também pela preparação da areia para os "machos". Machos são peças construídas com areia ou resinas e que compõem os moldes, isto é, são peças soltas e que colocadas nos moldes servem para se obter as cavidades das peças ou partes reentrantes ou furos.
Setor de machariaÉ responsável pela fabricação dos machos.
Setor de acabamentoÉ responsável pela desmoldagem, retirada de rebarbas, limpeza por jateamento,
pintura e eventual recozimento da peça.
4

Setor de qualidadeÉ responsável pela inspeção e análise das matérias-primas, peças e da areia. No
controle de qualidade estão os laboratórios de:
●Laboratório químico: Faz análise da matéria-prima do metal produzido e areia●Laboratório de ensaios mecânicos: Testa as propriedades mecânicas das peças
obtendo: Dureza, resistência, tração, impacto etc.●Laboratório de areia: Executa testes em corpos de prova de areia antes da
liberação da areia para a moldagem. São testes:
Ensaio de resistência e compressão Ensaio de tração Ensaio de tração em machos Resistência transversal de machos Ensaio de dureza em machos Ensaio de permeabilidade
Estes testes são realizados a temperatura ambiente, mas existem testes em temperaturas elevadas:
Teste de compressão a quente Expansão Deformação Permeabilidade Volume e pressão de gás gerado Colapsibilidade: para machos
Os modelos são posicionados dentro de caixas metálicas ou de madeira, depois serão preenchidos com areia previamente preparada. Podem-se usar duas ou mais caixas empilhadas.
Chama-se plano de apartação, o plano ou superfície que separa uma caixa da outra. A secção destas caixas é quadrada ou retangular e elas podem ser de abrir ou
inteiriças.A moldagem, isto é, a confecção do molde pode ser manual ou mecanizada. A
moldagem manual depende da habilidade do operador (Moldador).
Modelos
1. Material:
Modelo é a peça que é utilizada para se obter o molde. Os modelos, como já vimos, podem ser de madeira, metal, plástico, cera, isopor ou a própria peça.
Vantagens de se utilizar madeira: A madeira é fácil de ser trabalhada e é leve.
Desvantagens de usar a madeira:Deformam com o tempo e absorve umidade e se desgastam com o uso.
5

A madeira em geral utilizada é o pinho ou madeira compensada. O modelo de madeira deve ser lixado, envernizado ou pintado. Devem possuir ganchos para serem pendurados.
Os modelos devem ser corretamente armazenados em local isento de umidade e todos identificados ou codificados.
2. Ângulo de saída:As paredes verticais do modelo devem possuir uma inclinação, que é denominada
saída do modelo.Esta saída (ou ângulo de saída) é para facilitar a extração do modelo da areia,
evitando arraste da areia ou ruptura da parede do molde. Esta inclinação varia de 1/2º a 1º. Se a saída for exagerada e a peça comprida, haverá muito material a ser usinado.
3. Marcação de macho:Estas marcações de macho são saliências construídas nos modelos e que vão
imprimir na parede do molde, o local onde será apoiado o macho. O macho é uma peça em areia mais um aglomerante, que irá ser colocado no molde em local correspondente a um vazio, ou saliência ou reentrâncias.
4. Cores do modelos:Para facilitar o reconhecimento dos modelos, estes são pintados com cores
convencionais:
Marcação de machos: Preto Locais a serem usinados: Amarelo Peças de ferro fundido e aços sem usinagem: Vermelho Peças de metais não ferrosos sem usinagem: Verde Peças soltas: Amarelo com riscos vermelhos
5. Sobremetal:Nas partes que devem ser usinadas, é deixado o que se denomina sobremetal: É
uma quantidade de metal, que a peça fundida bruta terá além da medida acabada. Esta medida a mais é para usinagem e acabamento da peça.
6. Contração:Os metais dilatam-se com o aquecimento e voltam a contrair no resfriamento. Temos
três tipos de contração:
Contração do estado líquido, que é a redução do volume quando o metal esfria até a sua temperatura de solidificação.
Contração durante a solidificação Contração no estado sólido
A contração no estado líquido é compensada pelo uso de massalote. Massalote é um reservatório de paredes refratárias e isolantes contendo metal líquido posicionado no interior ou exterior do molde, para alimentar a peça durante a solidificação do metal. Esta contração que ocorre no estado líquido em decorrência da queda de temperatura, não é
6

levada em conta no cálculo do dimensionamento dos modelos. O volume ocupado pelo metal líquido diminui quando se solidifica, devido a maior aproximação dos seus átomos (os átomos se agrupam formando um reticulado do cristalino). Na confecção dos modelos é necessário levar em conta a contração sólida. Os modelos são fabricados maiores que as medidas das peças, para que esta diferença de tamanho, compense a diminuição devido a contração sólida do metal.
Os metais se contraem com valores diferentes.Para o ferro fundido temos: Se um ferro fundido é resfriado rapidamente, resulta em
ferro fundido branco de alta concentração, se é resfriado lentamente, processa-se uma grafitização e a contração é bem maior. Ex:. para o fofo cinzento comum a contração é 2%.
Na confecção dos modelos, devemos considerar para valores das suas medidas: Contração Sobremetal Ângulo de saída
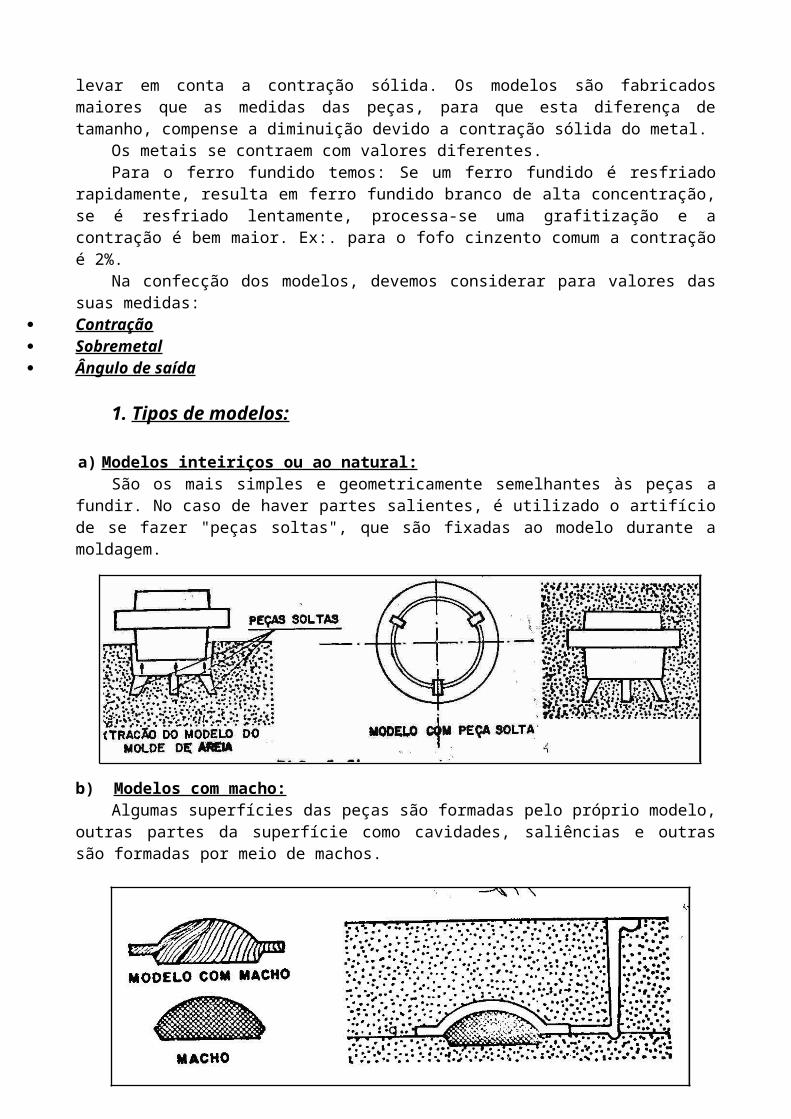
1. Tipos de modelos:
a) Modelos inteiriços ou ao natural: São os mais simples e geometricamente semelhantes às peças a fundir. No caso de
haver partes salientes, é utilizado o artifício de se fazer "peças soltas", que são fixadas ao modelo durante a moldagem.
b) Modelos com macho:Algumas superfícies das peças são formadas pelo próprio modelo, outras partes da
superfície como cavidades, saliências e outras são formadas por meio de machos.
7

c) Modelos emplacados
Para alta produção de peças, trabalha-se com modelos emplacados, isto é, modelos emplacados são modelos bipartidos e fixos em placas metálicas ou de madeira. De forma que cada metade fique de um lado da placa ou cada metade fixada em uma placa diferente.
As placas possuem orifícios, por onde passarão os pinos guias das caixas de moldagem.
Qualquer jogo ou folga existente entre pinos de guia e orifícios das caixas de moldagem e placa, pode provocar defeitos, tais como peças desencontradas.
Machos:O macho é fixado nas paredes dos moldes, pela "marcação de macho", que é um
local moldado na parede do molde, pela parte correspondente no modelo que também recebe o nome de "marcação de macho".
Chapelins: São peças metálicas de pequena espessuras que são posicionadas no interior do
molde para a apoio do macho, evitando que ele encoste na parede do molde.
Os machos devem ser permeáveis e possuir canal interno para levar os gases
8
gerados, até interior das paredes do molde e de onde sairão para fora facilmente.
Resfriadores:São peças metálicas posicionadas no interior ou exterior do molde para acelerar o
resfriamento naquele local, evitando vazios e porosidades
Moldagem Manual:Os moldes de areia são preparados nas caixas de moldagem. Estas caixas são
metálicas ou de madeira, com ou sem fundo, de forma quadrada ou retangular. Lateralmente possuem alças e orelhas.
As alças são utilizadas para facilitar a movimentação a as orelhas serão utilizadas para passagem de pino de guia e fixação. A espessura destas caixas devem ser de aproximadamente 0.5 polegada. Estas caixas podem ser de abrir ou inteiriças. As caixas
9

de abrir permitem moldar vários modelos, porque se obtém a moldagem, retira-se a caixa para ser usada em nova moldagem.
As caixas inteiriças não permitem retirar o molde antes do vazamento e solidificação.As caixas de moldagem servem para condicionar a areia de moldagem e possibilitar
nelas serem feitos os moldes. As caixas possuem furos nas paredes laterais para permitir a saída de gases.
Moldagem com modelos emplacados
1 - O modelo é bipartido. Cada metade do modelo é fixado em um lado de uma placa.
2 - Metade da placa é posicionada e fixada sobre uma superfície plana (placa inferior);
3 - Sobre ela coloca-se a caixa;4 - Coloca-se areia até ultrapassar o volume da caixa;5 - Soca-se a areia;6 - Erguer e girar (tombar) a caixa (inferior);7 - Posiciona-se e fixa-se a placa superior em uma superfície plana (a outra
metade);8 - Sobre ela coloca-se outra caixa;9 - Enche-se de areia até ultrapassar o volume da caixa;10 - Soca-se a areia;11 - Erguer e retirar a caixa (superior);12 - Posiciona-se a 2º caixa (superior) sobre a 1º caixa (inferior).
Obs.: Os modelos podem possuir ou "Marcas" para os modelos dos canais ou modelos dos canais fixos.
Exemplo de moldagem em 2 metades do modelo
Moldagemmecanizada
A moldagem mecanizada apresenta sobre a manual as seguintes vantagens:
1

1 - Aumento da produção (as produções são mais rápidas);2 - Possibilidade de trabalhar com pessoal não muito especializado;3 - Obtenção de peças com melhor precisão nas medidas.
TIPOS DE MÁQUINAS
Máquinas de compressão
Estas máquinas consistem essencialmente de uma mesa solidária a um pistão que se movimenta verticalmente por processo hidráulico ou pneumático.
Moldagem da caixa inferior
1 - Sobre a mesa é fixada a placa modelo, nos pinos guias da mesa 2 - Sobre a placa modelo é colocada a caixa de moldagem, e também fixados os
pinos guias.3 - Sobre o modelo coloca-se "pós separadores" ou areia seca ou grafite fina, a
seguir areia de faceamento + areia de enchimento.4 - Sempre devemos começar moldando a caixa inferior. Portanto o modelo fixado na
placa deve conter a bolsa, onde irá alojar o canal de vazamento.5 - A quantidade de areia a ser colocada é superior ao volume da caixa. Pode ser
colocada um dosador sobre a caixa e colocada areia até este novo nível. Este dosador tem medidas variáveis para várias caixas. O pistão empurra a mesa para cima, comprimindo a areia contra uma placa metálica posicionada na parte superior da máquina.
6 - A seguir desce a mesa. 7 - Retira a caixa (contendo o molde inferior) e girar a caixa contendo o molde já
obtido.
Este mesmo processo é usado para a moldagem da caixa superior do modelo que contem o canal de vazamento, canal de alimentação, canais de respiros e o modelo do massalote.
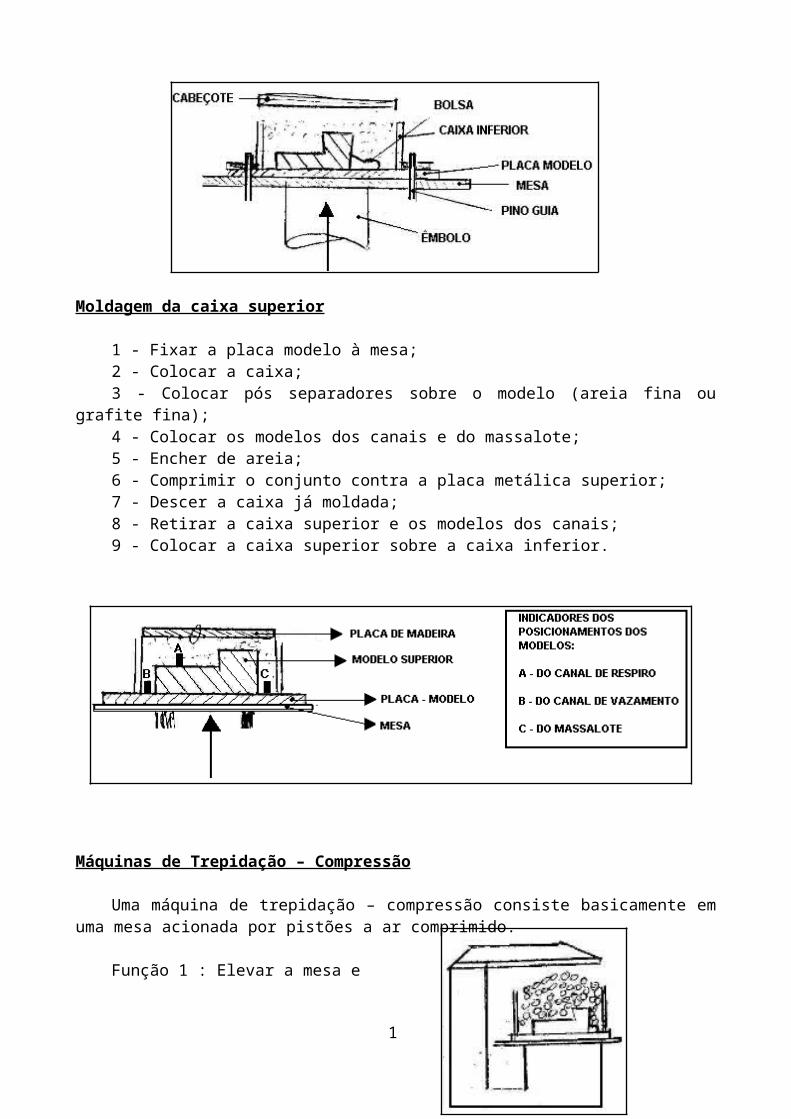
Moldagem da caixa superior
11

1 - Fixar a placa modelo à mesa; 2 - Colocar a caixa;3 - Colocar pós separadores sobre o modelo (areia fina ou grafite fina);4 - Colocar os modelos dos canais e do massalote; 5 - Encher de areia;6 - Comprimir o conjunto contra a placa metálica superior;7 - Descer a caixa já moldada;8 - Retirar a caixa superior e os modelos dos canais;9 - Colocar a caixa superior sobre a caixa inferior.
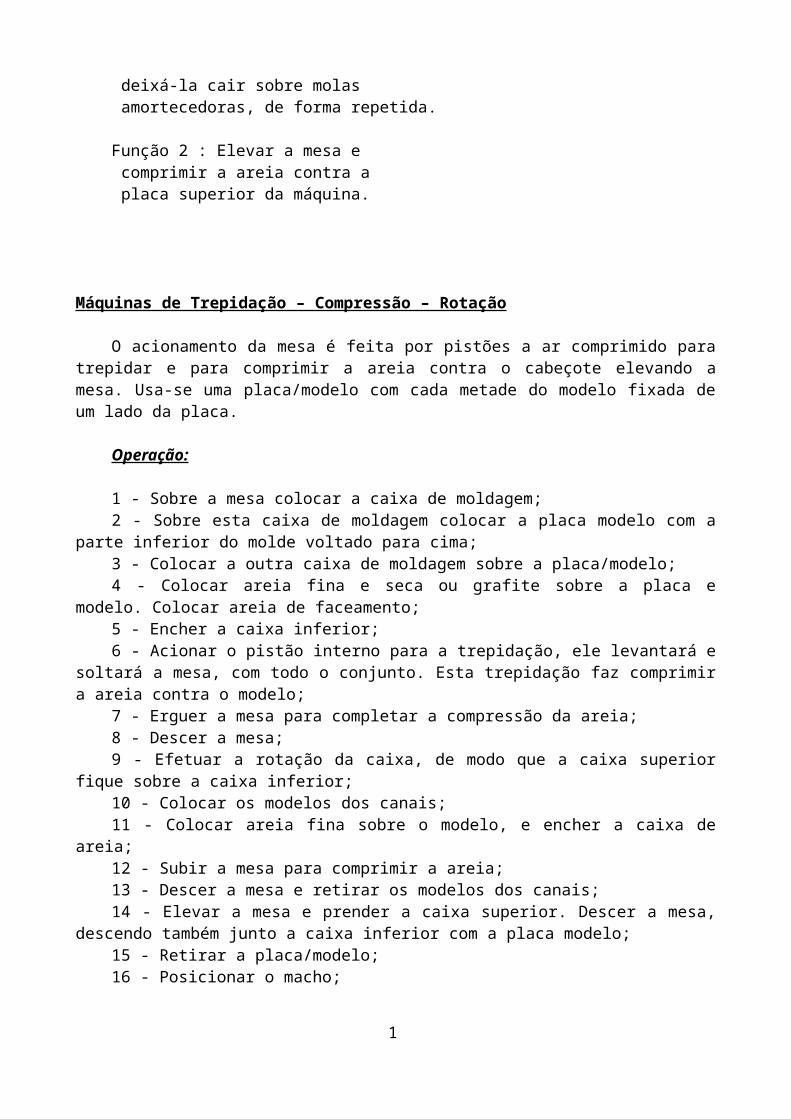
Máquinas de Trepidação – Compressão
Uma máquina de trepidação – compressão consiste basicamente em uma mesa acionada por pistões a ar comprimido.
Função 1 : Elevar a mesa e deixá-la cair sobre molas amortecedoras, de forma repetida.
Função 2 : Elevar a mesa e comprimir a areia contra a placa superior da máquina.
Máquinas de Trepidação – Compressão – Rotação
O acionamento da mesa é feita por pistões a ar comprimido para trepidar e para comprimir a areia contra o cabeçote elevando a mesa. Usa-se uma placa/modelo com cada metade do modelo fixada de um lado da placa.
Operação:
1 - Sobre a mesa colocar a caixa de moldagem;
1

2 - Sobre esta caixa de moldagem colocar a placa modelo com a parte inferior do molde voltado para cima;
3 - Colocar a outra caixa de moldagem sobre a placa/modelo;4 - Colocar areia fina e seca ou grafite sobre a placa e modelo. Colocar areia de
faceamento;5 - Encher a caixa inferior;6 - Acionar o pistão interno para a trepidação, ele levantará e soltará a mesa, com
todo o conjunto. Esta trepidação faz comprimir a areia contra o modelo;7 - Erguer a mesa para completar a compressão da areia;8 - Descer a mesa;9 - Efetuar a rotação da caixa, de modo que a caixa superior fique sobre a caixa
inferior;10 - Colocar os modelos dos canais;11 - Colocar areia fina sobre o modelo, e encher a caixa de areia;12 - Subir a mesa para comprimir a areia;13 - Descer a mesa e retirar os modelos dos canais;14 - Elevar a mesa e prender a caixa superior. Descer a mesa, descendo também
junto a caixa inferior com a placa modelo;15 - Retirar a placa/modelo;16 - Posicionar o macho;17 - Subir a mesa;18 - Acoplar as caixas (superior e inferior);19 - Descer o conjunto;20 - O molde está pronto.
Máquinas de moldar com projeção de areia
A máquina de jato de areia produz uma compactação e socamento pelo arremesso de areia contra as paredes do molde.
O abastecimento de areia é feito por uma correia transportadora. Um rotor em alta velocidade produz o jato de areia que é direcionado para qualquer parte do modelo. Este processo é utilizado para modelos grandes não seriados, nesse processo são lançados 200 a 500 Kg de areia/minuto.
Machos
Machos são peças usualmente fabricadas com areia ou resina. É colocada na interior ou fora do espaço vazio dos moldes, com a finalidade de obter vazios ou
1

reentrâncias nas peças.
Há dois processos de fabricação de machos:
1 - Processo de Cura a Quente (Hot Box):
É um processo de fabricação de machos em que se utilizam resinas, cuja cura (endurecimento da resina) ocorre com a ação de calor.
2 - Processo de Cura a Frio (Cold Box):
É um processo de fabricação de machos em que se utilizam resinas cuja cura (endurecimento da resina), ocorre a temperatura ambiente.
No caso do processo de cura a quente, os machos são obtidos em equipamentos em que a resina preenche por sopro um molde metálico (que tem a forma do macho). Este molde é aquecido no próprio equipamento por meio de resistências elétricas ou pequenos queimadores a gás posicionados nas paredes destes moldes metálicos.
Por este processo obtêm-se machos de paredes finas, e bi-partidas. As duas metades são colocadas posteriormente.
Propriedades:
Permeabilidade; permite a saída de gases; Refratariedade; capacidade de suportar altas temperaturas; Resistência a tração a verde e a seco; Resistência a compressão a verde e a seco; Resistência transversal (cisalhamento). Esta resistência deve ser suficiente para
que o macho suporte movimentação, peso e força do metal líquido; Baixa geração de gases; Dureza; resistir à erosão do metal líquido; Colapsibilidade; o macho envolvido pelo metal fundido não deve resistir à
contração do metal, caso contrário, serão criadas tensões nas peças e até mesmo trincar.
Os componentes das areias para machos são vários. Basicamente além da sílica, bentonita (aglomerante mineral) são adicionados: óleos vegetais, dextrina, melaço e muitas vezes para peças grandes de aço e ferro fundido são utilizados cimentos (Portland). As resinas sintéticas fenólicas ou de uréia também são utilizadas.
Processo CO2: é uma variação do processo de cura a frio de fabricação de machos. Utilizar resina com um aglomerante à base de silicato de sódio. Preencher a caixa de machos com esta mistura e depois de obtido o macho, fazer passar uma corrente de CO2
através do mesmo. O CO2 provoca uma reação química que endurece a mistura rapidamente (cura rápida).
Vantagens:1 - Elimina o tratamento em estufa;2 - Preparação rápida; em poucos segundos a mistura endurece;
1
3 - Elimina o uso de suporte e ferragens devido ao aumento da resistência mecânica;4 - Não necessita de armazenamento especial;5 - Pode ser usado este processo na moldagem de peças complicadas.
AREIA DE FUNDIÇÃO
A areia de fundição usada na confecção dos moldes é um material constituinte de:
a) substância granular refratária (SiO2) ou Al2O3
b) elementos aglomerantesc) aditivosd) umidade
O componente básico das areias de fundição é a Sílica (SiO2) ou Alumina Al2O3 que são refratários.
1. Classificação: Quanto à origem: naturais ou sintéticos.
Areia natural: é toda areia que é utilizada no estado em que encontramos na natureza apenas corrigindo o teor de umidade;
Areia sintética: é aquela obtida artificialmente a partir de seus componentes básicos;
2. Quanto ao uso: areia nova ou areia usada.
Areia nova: é toda areia que esta sendo usada pela primeira vez na fundição.Areia usada: é toda areia que já foi recuperada de fundições anteriores
3. Quanto a Aplicação: areia de moldagem e areia de macho
Areia de moldagem: pode ser utilizada em faceamento e enchimentoAreia de faceamento: é aquela que faceia e contorna o molde. Este volume de
areia deve ter uma espessura ao redor do molde de 6 mm.Areia de enchimento: é aquela utilizada para completar o enchimento da caixa de
moldagem.Areia de macho: é aquela utilizadas nas peças especiais chamadas "machos" que
são colocadas no interior dos moldes para formar cavidades internas das peças.
4. Quanto à umidade: areia verde e areia seca.
Areia verde: é quando não se usa nenhum processo de secagem após a preparação do molde.
1
Areia seca: é quando a areia é seca após a confecção do molde: em estufa (100º - 200º C), ou outro processo qualquer.
5. Quanto ao metal a ser fundido: Areia para ferro fundido, aço, alumínio e suas ligas, cobre e suas ligas, etc.
6. Quanto à forma dos grãos: Esferoidal e Angular
Características das Areias
Para que possam ser utilizadas, as areias precisam possuir algumas características:
1. Plasticidade e Consistência: propriedades da areias que podem ter alteradas suas formas por meio de forças externas e manter essas formas quando cessam essas forças.
2. Modabilidade: é a característica que a areia deve ter de ser facilmente adensada (socável), tomando a forma do molde.
3. Dureza e Resistência: é a propriedade da areia que faz com que resista ao jato de metal e a erosão do metal líquido no momento do vazamento.
4. Permeabilidade: propriedade de se deixar atravessar pelos gases do metal ou gases gerados no molde durante o vazamento. Esta propriedade esta ligada a granulometria: quanto menor o grão, menores os canais de saída, maiores as variações de direções o que dificulta a passagem dos gases e do ar (a possibilidade de saída de ar chama-se ventilação do molde). O volume de vazios existentes na areia são menores quando for maior a variação da granulometria.
A permeabilidade é influenciada pelo teor de aglomerante, quanto maior o teor de aglomerante menor é a permeabilidade. Se o teor de umidade não for suficiente as partículas finas se soltam, preenchendo os vazios entre os grãos, já se o teor de umidade for alto temos a formação de lama que veda a passagem dos gases.
5. Refratariedade: propriedade de resistir a fusão ou ao amolecimento devido ao calor desenvolvido no interior do molde no ato do vazamento.
●maior os grãos – maior a refratariedade●teor de aglomerante – maior menor a Refratariedade
6. Variação dimensional: propriedade das areias de se dilatarem pela ação do calor. A variação dimensional deve ser controlada pela concentração granulométrica: 50% a 70% dos grãos devem ficar retidos em três peneiras consecutivas.
Todas essas propriedades podem ser controladas por aparelhos dos laboratórios de areias, assim sendo, são feitos os seguintes ensaios antes do uso da areia:
Permeabilidade: é medida pelo volume de ar em m3 sob pressão de ig/cm3, que passa em minutos através 1 minuto através da secção de um corpo de prova em areia (já preparada) de diâmetro 2" * 2 altura.
1

Moldabilidade: é medida pelo ensaio de escoamento que é feito em corpo de prova padrão. Esse corpo de prova sofre varias batidas (socagem) enquanto um relógio indica o valor do achatamento (escoamento). Este valor medido nos dirá a possibilidade de haver ou não vazios na superfície do molde, de acordo com os valores padrões.
Dureza: é medida pelo aparelho medidor de dureza que em síntese é um relógio, com um penetrador na pare inferior.
Resistência: Um corpo de prova padrão (em areia preparada) é comprimido entre placas de uma máquina universal de ensaio de resistência. Lê-se na escala correspondente (corpo de prova a seco ou a verde), o valor de resistência a compressão.
Componentes de uma Areia de Fundição
Areia base: sílica (SiO2) ou alumina (Al2O3) sendo que os grãos podem ser de dois modelos os angulares e os esféricos. Os angulares formam areias permeáveis e resistentes e os esféricos mais moldáveis.
Aglomerantes: Aglomerantes Minerais: A argila é a mais empregada. As argilas possuem varias nomenclaturas variante de acordo com sua composição química. As argilas com denominação "Bentonita" são as mais usadas, mas existem também as cauliníticas.
Aditivos : Dextrina (que é um produto derivado do milho), óleos vegetais e resinas sintéticas termo estáveis à base de fenol – formaldeído. As resinas e os aditivos podem substituir parcialmente ou totalmente as argilas. As resinas são também utilizadas na confecção de moldes do processo SHELL MOLDING. Temos também o melaço como aditivo, ele é obtido através do refino do açúcar.
Outros aditivos: carvão e serragem que diminuem a expansividade da areia. O carvão na sua queima gera gases, que evita a penetração do metal no molde.
Umidade: é obtida pela adição de água. A água é necessária para garantir propriedades como moldabilidade e plasticidade.
Preparo das areias: As areias de fundição devem ser preparadas de maneira que se obtenha um mistura bem homogênea. esta homogeneização é feita em misturadores. A areia usada que volta ao circuito é peneirada para separar partículas metálicas e restos de machos.
Principais defeitos das peças fundidas
1. Bolhas: Excesso de vapor produzido devido ao excesso de umidade ou gases devido a queima de materiais orgânicos ou gerados no processo de fusão do metal. Se esse vapor ficar retido dentro do metal líquido, ao se solidificar, apresenta bolhas esféricas e superfície interna brilhante. As bolhas opacas são produzidas por gases do próprio metal.
1

2. Superfície Grosseira: A areia se tiver muito úmida adere ao modelo. Este ao se retirar deixa poros nas paredes do molde poros devidos aos grãos de areia que aderiram ao molde). Esses poros são preenchidos pelo metal.
3. Superfície endurecida: O excesso de umidade pode produzir endurecimento superficial por resfriamento rápido do metal e até impedir o enchimento do molde, ou o jato do metal remove areia do molde, devido a baixa dureza, e esta se deposita no metal líquido. Estes locais são pontos duros nas peças obtidas.
4. Rabo de Gato : Com a expansão do molde, há rachaduras no molde e o metal penetra nessas rachaduras, produzindo uma saliência chamada rabo de gato.
5. Junta Fria: Falta de união no local da peça onde se encontram duas correntes de metal líquido causadas duas frentes de solidificação que se solidificam em momentos diferentes.
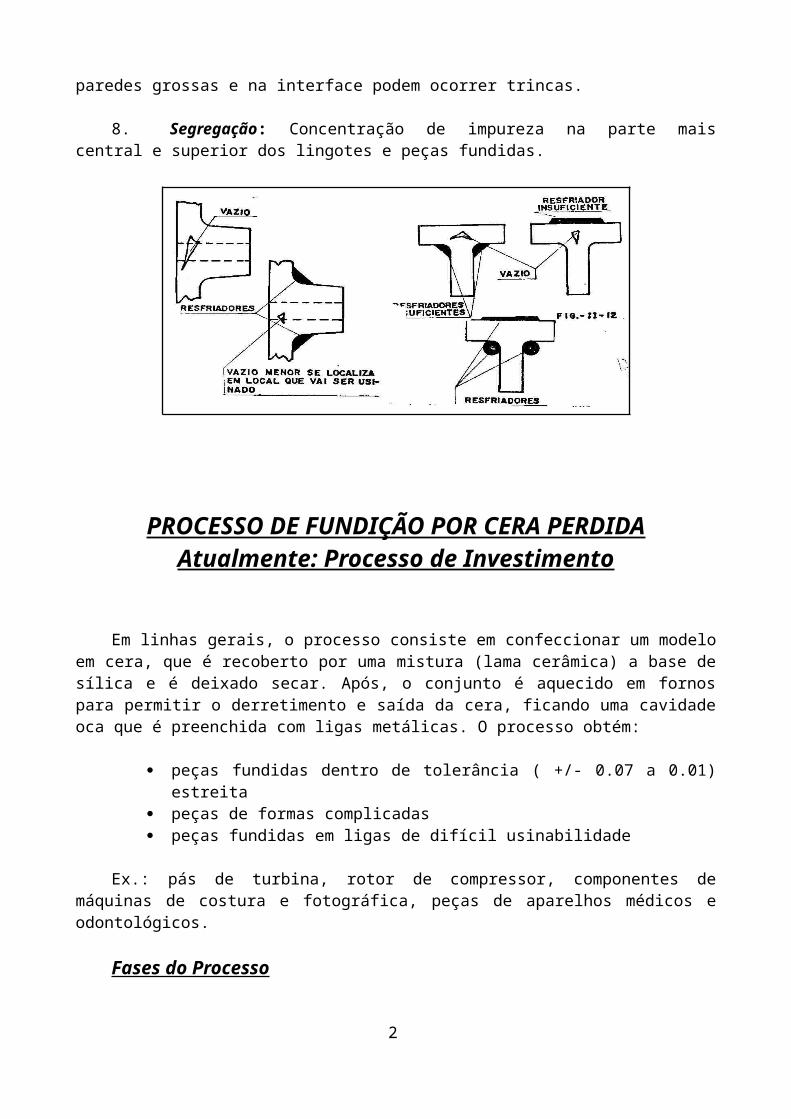
6. Vazios: São defeitos conseqüentes da contração. É uma falta de material que ocorre em lingotes e peças fundidas, mas em geral é localizada mais ao centro das peças e na parte superior, as
últimas a se solidificar. Os vazios são evitados pelo uso de massalotes e também pelo uso de resfriadores.
7. Trincas: A causa esta nas tensões excessivas que se desenvolvem durante o resfriamento ou devido às diferentes velocidades de resfriamentos que provocam mudanças estruturais em tempos diferentes. Estas diferenças estruturais provocam tensões que podem levar a ruptura da peça. Em paredes finas vizinhas de paredes grossas e na interface podem ocorrer trincas.
8. Segregação: Concentração de impureza na parte mais central e superior dos lingotes e peças fundidas.
PROCESSO DE FUNDIÇÃO POR CERA PERDIDA
1
Atualmente: Processo de Investimento
Em linhas gerais, o processo consiste em confeccionar um modelo em cera, que é recoberto por uma mistura (lama cerâmica) a base de sílica e é deixado secar. Após, o conjunto é aquecido em fornos para permitir o derretimento e saída da cera, ficando uma cavidade oca que é preenchida com ligas metálicas. O processo obtém:
peças fundidas dentro de tolerância ( +/- 0.07 a 0.01) estreita peças de formas complicadas peças fundidas em ligas de difícil usinabilidade
Ex.: pás de turbina, rotor de compressor, componentes de máquinas de costura e fotográfica, peças de aparelhos médicos e odontológicos.
Fases do Processo
1 - Fabricação do modelo padrão para confeccionar uma matriz;2 - De posse da matriz, preenche-la com cera líquida;
3 - Após alguns segundos ela se solidifica no interior da matriz. Obtém-se então o modelo em cera;4 - Retira-lo da matriz (a matriz se abre) repetindo a operação para obter outros modelos em cera;5 - Fazer a montagem da ÁRVORE DE FUNDIÇÃO, posicionando através de colagem cada modelo, ao redor de uma barra de cera posicionada verticalmente;6 - Colocar está Árvore em lama cerâmica;7 - Pulverizar sílica seca;8 - Mergulhar novamente em lama cerâmica. Repetir o processo até obter uma "casca" encobrindo toda árvore;9 - Posicionar a árvore em uma prateleira por 24 horas para iniciar a cura da "casca";10 - Colocar a árvore invertida em uma estufa e aquecer para derreter a cera que vai saindo e ao mesmo tempo endurecendo a casca formando os canais e o molde;11 - Retirar a árvore da estufa. O molde está pronto;12 - Fundir o metal e vazar em câmara de vácuo ou por centrifugação.
PROCESSO SHELL MOLDING (Fundição em Casca)
1
Este processo foi desenvolvido na Alemanha na 2ª Guerra Mundial.
Processo:
A areia à base de (SiO2) seca, adiciona-se 50% de resina (aglomerante) e mistura-se. O material assim preparado é colocado no interior de uma caixa metálica basculante. Fecha-se a parte superior com uma placa onde está colocado o modelo metálico, em seguida inverte-se a carga.
A placa deve ser aquecida de 150º-250ºC e lubrificada com lubrificante e silicone que
é para facilitar a aderência da resina ao molde. A placa/modelo ficam recobertos pela areia/resina.
A resina junto ao molde aquecido envolve o modelo, formando uma camada, placa endurecida rapidamente (10seg)
Gira-se a caixa para a posição inicial. O conjunto (placa+modelo+casca) é extraído e novamente aquecido a 300º- 600ºC, durante alguns segundos para completar a cura.
As cascas são retiradas as duas metades são coladas.
No momento da fusão os moldes assim obtidos são colocados em caixas, sendo os vãos entre eles preenchidos com areias.
Vantagens:
Peças com grande precisão Grande produção em pequenos espaços Bom acabamento Formas complexas e peças complicadas que não podem ser fundidas em
areia verde. Pode-se deixar menos sobremetal no caso de peças a serem usinadas. Muitas vezes a usinagem não é necessária. Consumo de areia é mais baixo
Desvantagens:
Alto custo da resina e dos moldes.
FORNOS PARA FUNDIÇÃO
Os fornos utilizados para fusão de metal são de diferentes tipos:
2
Alto forno : utilizado para obtenção de gusa.Cubilô : utilizado normalmente para fundição de ferro fundido.Fornos conversores : utilizado na fundição de aço a partir do gusa líquido.Fornos elétricos a arco : utilizados na fundição de ferro fundido (fofo) e aço.Fornos elétricos com resistência elétrica : utilizados na fundição de ligas leves de baixo ponto de fusão.Fornos elétricos de indução : utilizados para todos os metais.Fornos tipo cadinho: elétrico; a gás; a óleo: utilizado para fundir bronze, níquel, alumínio e outras ligas metálicas
.
1. Alto Forno
Os ferros fundidos são em geral, obtidos a partir de ferro gusa e sucata ferro fundido e aço, por meio de fusão destes elementos e seu refino.
Os aços são obtidos a partir de minério de ferro, que é reduzido no alto forno, utilizando-se de carvão coque e calcário, como componentes de carga.
Do alto do forno, obtemos o ferro gusa, que após o refino no forno conversor obtemos o aço, no caso aços comuns.
Para os aços especiais, utiliza-se sucata de aço, ferro-ligas, calcáreo e fluorita, em forno elétrico a arco.
2
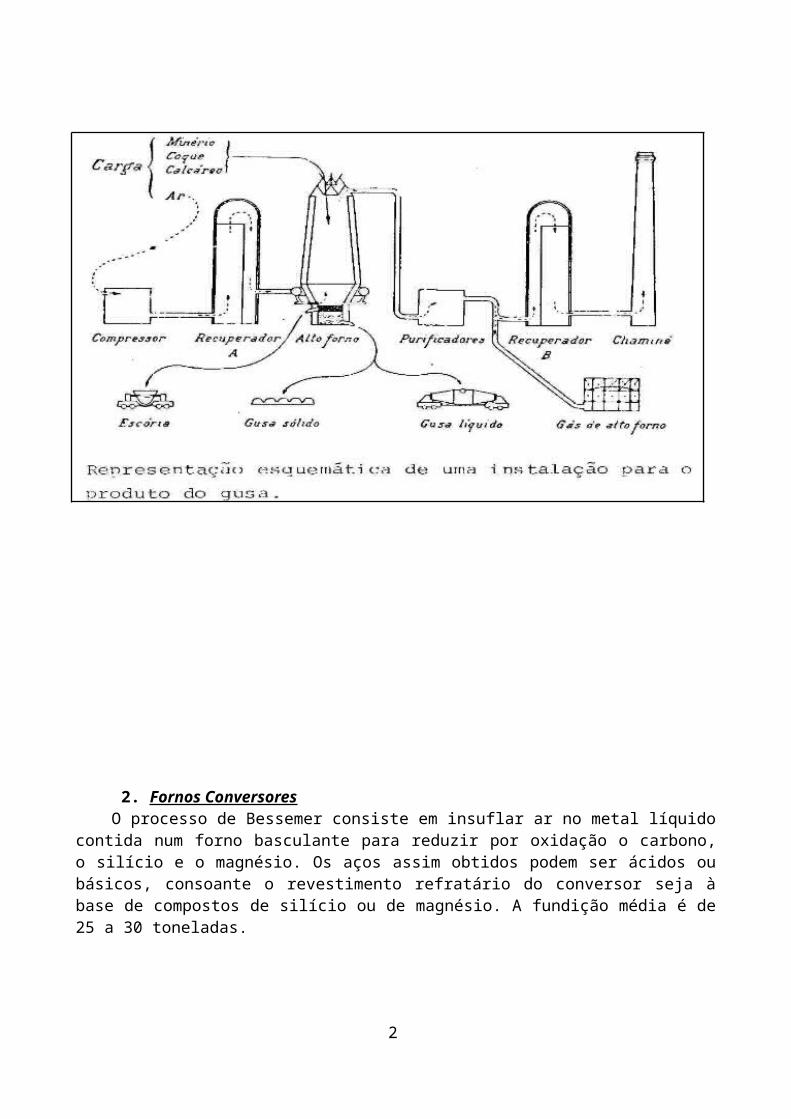
2. Fornos ConversoresO processo de Bessemer consiste em insuflar ar no metal líquido contida num forno
basculante para reduzir por oxidação o carbono, o silício e o magnésio. Os aços assim obtidos podem ser ácidos ou básicos, consoante o revestimento refratário do conversor seja à base de compostos de silício ou de magnésio. A fundição média é de 25 a 30 toneladas.
2

3. Forno CubilôÉ geralmente usado para produzir ferro fundido comum. É um forno vertical
cilíndrico, revestido de tijolos refratários e equipado com ventaneiras na parte inferior. A carga é feita por uma abertura lateral na parte superior, consiste de gusa sólido, sucata de ferro fundido e de aço, coque e calcário, depositados em camadas alternadas.
O metal puro se concentra no fundo de onde é escoado pela bica. A escória é retirada por um orifício em nível mais alto. A parte inferior está a uma certa altura do solo para permitir a descarga do forno e é suportado por 4 colunas.
2
4. Forno elétrico a arcoO forno elétrico foi desenvolvido a partir de 1853 na França, porém, como aplicação
prática em 1890.
A corrente trifásica é levada ao forno por 3 eletrodos separados através de corrente de alta amperagem (10.000 A por fase), a carga sólida se transforma em líquida. O revestimento é com tijolos refratários e isolantes.
Os eletrodos são suportados por garras e podem ser movidos para cima e para baixo. A sucata é devidamente selecionada antes de colocá-la no forno. O carregamento é feito por eletroimã mais basculamento da tampa, onde entra os eletrodos.
A composição do aço é corrigida pela adição de ferro ligas. Após o acerto final de composição, o forno é basculado, o metal líquido é vazado em uma panela que a seguir é conduzida por ponte rolante até os moldes. O arco é mantido entre a carga e os três eletrodos verticais. A temperatura é alta 10.000A/fase.
Nos forno tipo Heroult, o calor é gerado pelo arco que ocorre entre os eletrodos e a carga, os eletrodos não tocam na carga. Estes fornos podem atingir cargas de até 200 toneladas.
A estrutura (carcaça) metálica constituída em chapa soldadas com fundo abaulado. Possui porta de carregamento e do lado oposto bica de vazamento.
A abóbada tem basculamento horizontal para permitir o carregamento do forno.
Eletrodos: são de grafite e possuem várias medidas padrões, por exemplo:
10"x 60" – 7600-12600 Amp12"x 72" – 10500-17000 Amp 8" x 60" – 5200-9000 Amp20"x 72"- 28500-34500 Amp
2

Os portas eletrodos abrangem:
garras de fixação barramento de condução de corrente suporte do conjunto com deslocamento vertical
Refratários: o revestimento pode ser de ácido ou básico.
Refratários básicos = silicosos, sílico-aluminosos (SiO2 - Al2O3).Refratários ácidos = magnesíticos (MgCO3), dolomíticos (CaCO3), e cromíticos.
Abóbada: são revestidas de tijolos de sílica, devido a sua resistência a choques térmicos (tijolos sílicos - aluminosos). Todo o anel de suporte da abobado é refrigerado a água, assim como os anéis de suporte dos eletrodos.
A tensão de alimentação da subestação é 3800/13200/40000 volts (alta), porém as tensões de arco são baixas, na ordem de 90 a 500 volts. Durante a operação de fusão e refino utiliza-se no arco, potências e voltagens diversas.
Os fornos elétricos a arco direto trifásico são utilizados para:
fusão do aço carbono para lingotes ou peças; fusão do aço liga para lingotes ou peças; fusão do aço inoxidáveis para lingotes ou peças; fusão de ferros fundidos; fusão e refino de cobre.
Operações essenciais:1. carregamento do forno;2. fusão de carga;3. refino – 1ª escória;4. remoção da 1ª escória ( atua o O2 );5. refino - 2ª escória ( adição cal+fluorita);6. super – aquecimento – vazamento
2

5. Fornos elétricos com resistência O calor é gerado por efeito Joule, em resistências fixadas nas paredes do forno. A
carga é colocada no cadinho. O cadinho não toca na resistência. O calor atravessa as paredes do cadinho e atinge a carga transformando-a em metal líquido. Obtido o metal líquido, vaza se o metal na panela de fundição ou o cadinho é conduzido diretamente até a moldagem. Este forno é usado para fundir metais em geral de baixo ponto de fusão.
6. Fornos elétricos de induçãoO calor é gerado na carga por correntes induzidas. O cadinho do forno pode ser fixo
ou móvel; ele é envolvido por tubos de cobre. Estes tubos (serpentina) são condutores de corrente elétrica. São refrigerados por água que o atravessa de ponta a ponta. Esta água evita que este tubo aqueça devido à corrente circulante. A corrente circulando no tubo de cobre vai gerar um campo magnético que atravessa o cadinho e provoca o surgimento de uma corrente induzida na carga do forno contida no cadinho. Esta corrente passando pela carga irá, por efeito Joule, provocar um aquecimento até sua fusão.
2
7. Forno a óleo ou gásO calor gerado pela combustão de óleo ou gás em maçaricos posicionados nas
paredes do forno. O calor gerado atravessa as paredes do cadinho e atinge a carga. Deve ser previsto a saída de gases da combustão, projetando uma chaminé.
Para ligas não ferrosas são empregadas em geral, fornos de cadinho com aquecimento a óleo ou eletricidade. São colocados abaixo do nível do solo, os cadinhos são feitos por material a base de grafite, argila e areia. É possível, também se fabricar aço neste processo com cargas de até 200 Kg.
Existem também os fornos de indução – Com capacidade de até 5 toneladas.
Temos:
1 - Cadinho2 - Carga metálica3 - Transformador para corrente de alta freqüência4 - Uma bobina (resfriada à água) de tubos de cobre que é o condutor. Esta bobina
é enrolada ao redor do cadinho, o metal é fundido rapidamente, devido à corrente induzida.
FUSÃO A VÁCUO
É o processo de fundição com ausência de ar. Pode ser feita todo o processo sob vácuo. Os fornos de cadinho por indução são utilizados no interior de uma câmara sob vácuo. Outro processo é o processo chamado desgaseificação que compreende apenas o vazamento em vácuo, o metal é fundido por processo convencional ao ar e vazado sob vácuo.
2
QUESTIONÁRIO
1 - O QUE É FUNDIÇÃO?
2 - QUAIS OS PRINCIPAIS PROCESSOS DE FUNDIÇÃO?
3 - A OBTENÇÃO DE LINGOTES É UM PROCESSO DE FUNDIÇÃO? QUAIS AS FASES DESTE PROCESSO PARA USINA INTEGRADA?
4 - O QUE É FUNDIÇÃO POR GRAVIDADE E SOB - PRESSÃO?
5 - EM FUNDIÇÃO EM AREIA COMO PODE SER O MÉTODO DE MOLDAGEM?
6 – O QUE É MODELO E MOLDE?
7 - O QUE É PLANO DE APARTAÇÃO?
8 – O QUE É “SAÍDA DO MODELO”?
9 - PORQUE SE UTILIZA MODELOS METÁLICOS?
10 - O QUE É MARCAÇÃO DE MACHO?
11 - DESCREVA O PROCESSO DE MOLDAGEM DA PEÇA, CUJO MODELO ESTA REPRESENTADO NA FIGURA.
a)MOLDAGEM MANUALb)MOLDAGEM MECANIZADA POR BATIDAS (TREPIDAÇÃO, ROTAÇÃO, COMPRESSÃO)
12 – O QUE É SOB - METAL?
13 – O QUE É CONTRAÇÃO? COMO ELA OCORRE?
14 - COMO PODEMOS COMPENSAR O EFEITO DA CONTRAÇÃO?
15 - QUAL O VALOR DA CONTRAÇÃO MÉDIA PARA UM FOFO CINZENTO?
16 - PARA QUE SERVEM AS CORES DOS MODELOS?
17 - PARA QUE SERVEM CHAPELLINS E RESFRIADORES?
18 - QUE É MODELO EMPLACADO?
19 - QUE É AREIA VERDE?
20 - QUE É AREIA SECA?
2