1 · Web view- POP de Manutenção dos Equipamentos; - POP de Controle integrado de Vetores de...
68
Aluno Nome: Cristina Soares Gettens E-mail: [email protected] Concedente Razão social: EFEGÊ Armazenamento e Administração de Bens Ltda. Caracterização Jurídica: Ltda. Unidade de realização do estágio: Planta de beneficiamento de arroz parboilizado. Endereço: Rua Uruguai S/N esq. Antero Leivas Fone: 53 32787070 Endereço Matriz: Rua D. Pedro II N° 11. Site: www.efege.com.br Nome e cargo de supervisor: Rogério Ness – gerente geral Estágio Área de atuação: Controle de qualidade Período do termo de compromisso: 16/07/2008 à 16/10/2008 Período coberto pelo relatório: 20/08/2008 à 22/11/2008 Número de horas do relatório: 510hs Nome do Professor Orientador: Angelita da Silveira Moreira Banca Examinadora Angelita da Silveira Moreira 1
Transcript of 1 · Web view- POP de Manutenção dos Equipamentos; - POP de Controle integrado de Vetores de...
Aluno
Nome: Cristina Soares Gettens
E-mail: [email protected]
Concedente
Razão social: EFEGÊ Armazenamento e Administração de Bens Ltda.
Caracterização Jurídica: Ltda.
Unidade de realização do estágio: Planta de beneficiamento de arroz parboilizado.
Endereço: Rua Uruguai S/N esq. Antero Leivas
Fone: 53 32787070
Endereço Matriz: Rua D. Pedro II N° 11.
Site: www.efege.com.br
Nome e cargo de supervisor: Rogério Ness – gerente geral
Estágio
Área de atuação: Controle de qualidade
Período do termo de compromisso: 16/07/2008 à 16/10/2008
Período coberto pelo relatório: 20/08/2008 à 22/11/2008
Número de horas do relatório: 510hs
Nome do Professor Orientador: Angelita da Silveira Moreira
Banca Examinadora
Angelita da Silveira Moreira
Rosane Rodrigues
Leidi Daiane Preichardt
1
Resumo
GETTENS, Cristina Soares. Elaboração do manual de Boas Práticas de Fabricação na planta de beneficiamento de arroz Parboilizado da Indústria EFEGÊ Armazenamento de Bens Ltda. 2008 48f. Trabalho acadêmico –
Bacharelado em Química de Alimentos. Disciplina de Estágio Supervisionado.
Universidade Federal de Pelotas, Pelotas.
O Presente relatório aborda as atividades desenvolvidas durante o estágio realizado
na EFEGÊ quanto ao acompanhamento da produção de arroz parboilizado, a
elaboração de Procedimentos Operacionais Padronizados (POPs) e a reestruturação
do manual de Boas Práticas de Fabricação (BPF) para a indústria beneficiadora de
arroz parboilizado. As BPFs são medidas obrigatórias pela legislação usadas na
atualidade para a garantia da inocuidade, qualidade e integridade dos alimentos. No
beneficiamento do arroz é empregada uma série de operações unitárias como
secagem, descasque, peneiramento, polimento, seleção de grãos e empacotamento.
Para a obtenção de um produto de qualidade é necessário ter um controle rígido do
processo, principalmente no que se refere à higienização das instalações,
equipamentos e dos funcionários. Sendo assim, foi elaborado um manual de boas
práticas com os seguintes procedimentos operacionais padrão (POPs): higienização
dos equipamentos, utensílios e áreas; controle da potabilidade da água; higiene e
saúde dos manipuladores; manejo de resíduos; manutenção dos equipamentos;
controle integrado de vetores de pragas; controle de produção; recolhimento de
produtos. A implementação dos POPs listados contribuirá para a melhoria da
qualidade do arroz parboilizado produzido e da qualidade geral da empresa.
Palavras-chave: BPF; POPs; arroz parboilizado; qualidade.
2
Lista de Figuras
Figura 1- Organograma Institucional da Empresa....................................................... 9
Figura 2- Camadas que compõe o grão de arroz........................................................11
Figura 3- Fluxograma do beneficiamento do arroz parboilizado................................. 14
Figura 4- Sequência da higienização dos equipamentos........................................... 29
3

Lista de tabelas
Tab 1- Frequência de higienização na parboilização..............................................27
Tab 2 - Frequência de higienização no beneficiamento............................................27
Tab 3 - Frequência de higienização no empacotamento...........................................28
Tab 4 - Frequência de higienização na E.T.E.L.........................................................28
Tab 5 - Frequência de higienização na C.R.S...........................................................28
Tab 6 - Frequência de higienização nas demais instalações.....................................28
Tab 7- Critérios e frequência das análises de água................................................. 31
4
Sumário
5
3.1.2.1 POP de Higienização dos equipamentos, utensílios e áreas.....................
3.1.2.2 POP de Controle da potabilidade da água.................................................
3.1.2.3 POP de Higiene e saúde dos manipuladores.............................................
3.1.2.4 POP de Manejo de resíduos.......................................................................
3.1.2.5 POP de Manutenção dos equipamentos....................................................
3.1.2.6 POP de Controle integrado de vetores de pragas.....................................
3.1.2.7 POP de Controle de produção................................................................... 38
3.1.2. 8 POP de Recolhimento de produtos (recall)...............................................
6
1 INTRODUÇÃO
1.1 A empresa A EFEGÊ ARMAZENAMENTO E ADMINISTRAÇÃO DE BENS LTDA,
fundada em 1991, surgiu em decorrência da cisão da empresa Fonsêca Junior
Central de Armazenagem. É dona de um parque industrial com capacidade para
beneficiamento de 600 sacos/hora, além de todo equipamento adicional destinado a
completar o ciclo da industrialização. A indústria produz unicamente arroz polido e
parboilizado, sendo os demais produtos que levam a marca da empresa,
terceirizados. A matriz da empresa encontra-se instalada na zona urbana de Pelotas /
RS, próxima ao Porto da cidade, com área própria construída que atinge cerca de
20.000 m² em edificações e as filiais na região Nordeste do País. A empresa é
bastante reconhecida pela qualidade de seus produtos.
Em 1994 IMPLANTOU uma unidade de secagem dotada de silos
graneleiros com capacidade para 400.000 sacas/safra do cereal, ampliando sua
capacidade de armazenamento para 800.000 sacas entre o sistema convencional e a
granel com aeração forçada. Já em 2004 a empresa investiu na implantação de uma
unidade de beneficiamento de arroz parboilizado com capacidade para produzir
350.000 sacas/mês. Hoje modernizada, a empresa possui uma das melhores
estruturas do País, principalmente no que se refere ao controle de produto e
qualidade de serviços prestados. A empresa tem seu foco direcionado para a
satisfação do cliente e acompanhamento das inovações tecnológicas e tendências de
mercado.
Preocupada com o crescimento da participação de empresas
industrializadoras de arroz ligadas às multinacionais, vêm buscando clientes de
outras regiões, através de marcas próprias, utilizando o processo industrial
7

terceirizado, ou ainda, redes de distribuição que se interessam em desenvolver suas
próprias marcas (EFEGÊ, 2008).
O Presente relatório de estágio aborda a elaboração dos Procedimentos
Operacionais Padronizados (POPs) e a reestruturação do manual de Boas Práticas
de Fabricação (BPF) da empresa, bem como descreve as etapas de produção do
arroz parboilizado, as quais foram acompanhadas para obtenção de subsídios para
elaboração do manual. Visando à adequação da empresa as normas estabelecidas
pela legislação e a elaboração de um produto de qualidade e seguro ao consumidor,
é que buscou - se a elaboração do manual e dos referidos POPs descritos no
mesmo.
8
1.2 Organograma institucional da empresa
O organograma institucional da empresa EFEGÊ está descrito na Figura 1.
Figura 1: Organograma institucional da empresa
Fonte: EFEGÊ, 2008.
9
DIREÇÃO GERAL
DIREÇÃO ADJUNTA
GERÊNCIA OPERACIONAL
SETOR DE PRODUÇÃO
SETOR DE CONTROLE DE QUALIDADE
SETOR DE MANUTENÇÃO
INSPEÇÃO ELÉTRICA CARPINTARIA MECÂNICA PINTURA
RECEPÇÃO PROCESSAMENTO EMPACOTAMENTO EXPEDIÇÃO
OPERADORES
SERVIÇOS GERAIS

2 OBJETIVOS
2.1 GeralAcompanhar e monitorar a produção de arroz parboilizado, bem como
elaborar os Procedimentos Operacionais Padronizados (POPs) e reestruturar o
manual de Boas Práticas de Fabricação (BPF) da unidade de processamento de
arroz parboilizado da Indústria EFEGÊ.
2.2 Objetivos específicos- Concluir o curso de Bacharel em Química de Alimentos.
- Acompanhar a produção de arroz parboilizado desde a chegada da matéria-prima
até a saída do produto para a comercialização.
- Monitorar a higienização dos equipamentos, dos funcionários e das instalações da
indústria.
- Monitorar as etapas de descarte de resíduos, controle da potabilidade da água e
processo de recall.
- Estabelecer medidas corretivas.
10

3 ATIVIDADES DESENVOLVIDAS
3. 1 Manual de Boas Práticas de Fabricação(BPF)O programa Boas Práticas de Fabricação (BPF) surgiu no final do século 19,
quando a indústria farmacêutica dos Estados Unidos da América passou a definir
suas práticas ideais de fabricação com base nos conhecimentos tecnológicos
disponíveis. No final da década de 60, entidades como a Organização Mundial da
Saúde (OMS) e a Administração de Alimentos e Medicamentos dos Estados Unidos
da América (U.S Food and Drug Administration) adotavam o programa como critério
mínimo recomendado para a fabricação dos produtos sob condições sanitárias
adequadas e como rotina de inspeção.
Segundo a RDC 275/O2 da ANVISA, o Manual de Boas Práticas de
Fabricação consiste em um documento que descreve as operações realizadas pelo
estabelecimento incluindo, no mínimo, os requisitos sanitários dos edifícios, a
manutenção e higienização das instalações, dos equipamentos e dos utensílios, o
controle da água de abastecimento, o controle integrado de vetores e pragas
urbanas, controle da higiene e saúde dos manipuladores e o controle e garantia de
qualidade do produto final (BRASIL, 2002).
Sabe-se que a contaminação de um alimento pode acontecer em qualquer
estágio de elaboração do produto e a contaminação por microrganismos patógenos é
o que mais oferece riscos à saúde do consumidor. A presença destes
microrganismos deve-se principalmente às condições inadequadas de higiene e
temperatura a que são expostos os alimentos durante o processamento,
armazenamento e distribuição (SACCOL, 2007).
As BPFs são medidas obrigatórias pela legislação usadas para a garantia
da inocuidade, qualidade e integridade dos alimentos. Atualmente, o programa é
aplicado em vários setores onde a sanidade do produto é imprescindível para a
11

saúde do consumidor. O Manual de Boas Práticas é o conjunto das descrições reais
dos procedimentos técnicos de cada estabelecimento, envolvendo desde a obtenção
da matéria-prima até o produto final (BRASIL, 2004).
A elaboração e uso do manual de Boas Práticas de Fabricação permitem o
controle dos processos. No manual é descrito documentos denominados
“procedimentos operacionais padrões”, conhecidos como POPs, que por sua vez,
determinam como devem ser realizadas tarefas que visam à seguridade alimentar,
além disso, auxilia no esclarecimento de dúvidas e contém medidas para resolução
de problemas relativos à organização da empresa como um todo. Por isso, é
importante que o manual tenha uma linguagem acessível e de fácil entendimento por
todos os funcionários da empresa.
De modo geral, o manual funciona como um meio de instrução com o
objetivo de comunicar informações sobre políticas e práticas adequadas de
manipulação e higiene, nele estão contidos os procedimentos operacionais, diretrizes
e instruções. É um instrumento de consulta, por isso deve conter informações
verdadeiras e atualizadas, porém não deve ser o único documento válido para a
execução do trabalho. No manual constam os formulários empregados no processo
que são utilizados pelo supervisor de produção para a coleta de informações.
Posteriormente elas servirão para abastecer planilhas eletrônicas, onde serão
registrados os controles de processo, e então, enviadas para a gerência de
produção. Estes formulários também direcionam a tomada de decisão por parte do
supervisor.
O manual de BPF deve ser revisado periodicamente, visto que modificações
podem se fazer necessárias em função de alterações ocorridas na legislação ou na
estrutura organizacional, física ou de trabalho da empresa. Auditorias internas para
verificação do cumprimento dos procedimentos estabelecidos e treinamentos
periódicos dos funcionários e colaboradores, também devem ser previstos no
manual. No presente caso, estipulou-se que a revisão e o treinamento geral serão
anuais e as auditorias semestrais.
A empresa já possuía um manual de BPF, portanto realizou-se a
reestruturação deste manual e a elaboração dos POPs contidos no mesmo, afim de
estabelecer mudanças em função da legislação, dos procedimentos e estrutura da
indústria. Neste manual da empresa foram feitas modificações somente em itens
desatualizados, a retirada de itens considerados necessários.
12

Para a empresa foi elaborado o manual de BPF da unidade de
processamento de arroz parboilizado através de conhecimentos técnicos adquiridos
no Curso de Bacharelado em Química de Alimentos, de conhecimentos práticos
adquiridos e da análise da situação real da empresa durante o estágio realizado e de
acordo com os requisitos estabelecidos pela legislação. O referido manual contém
POPs que descrevem aspectos relacionados à estrutura da empresa, à higienização
pessoal e dos equipamentos, manejo de resíduos, manutenção dos equipamentos;
controle integrado de vetores de pragas; de controle de produção, recolhimento de
produtos abordando detalhadamente métodos, material e recursos utilizados.
A produção de arroz foi acompanhada para obter subsídios para elaboração
dos POPs e do manual.
3.2 O Arroz O arroz (Oryza sativa, L.) é pertence à família Gramínea, subfamília Poideae,
sendo um dos cereais que mais se destaca, já que constitui alimento básico da
maioria da população mundial. Este cereal originário do sudoeste da Ásia é dividido
em três partes distintas: casca, farelo e grão (Figura 2). O Brasil é um dos dez
maiores produtores mundiais e o maior da América do Sul, sendo a região sul do
Brasil responsável por mais de 50% da produção nacional de arroz (O GRÃO DE
ARROZ, 2008).
Figura 2: Camadas que compõe o grão de arroz.
Fonte: Nitzke, Biedrzycki, 2008.
13

3.2.1 Arroz Parboilizado A palavra parboilizado deriva da expressão em inglês parboiled, aglutinação
de partial com boiled, que pode ser expressa como cozimento/fervura parcial, e
remete as características de seu processamento (AMATO, 2002). De acordo com a
legislação brasileira (BRASIL, 1988), o arroz parboilizado é definido como um produto
que ao ser beneficiado apresenta uma coloração amarela em decorrência do
tratamento hidrotérmico.
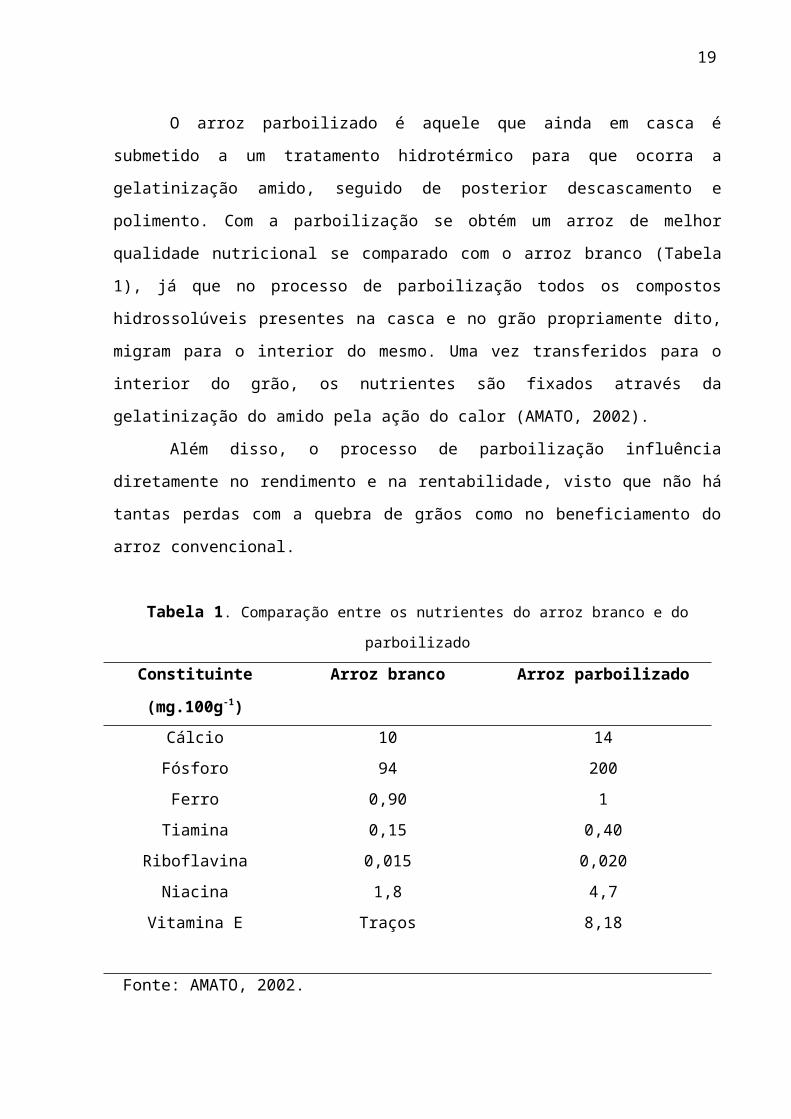
O arroz parboilizado é aquele que ainda em casca é submetido a um
tratamento hidrotérmico para que ocorra a gelatinização amido, seguido de posterior
descascamento e polimento. Com a parboilização se obtém um arroz de melhor
qualidade nutricional se comparado com o arroz branco (Tabela 1), já que no
processo de parboilização todos os compostos hidrossolúveis presentes na casca e
no grão propriamente dito, migram para o interior do mesmo. Uma vez transferidos
para o interior do grão, os nutrientes são fixados através da gelatinização do amido
pela ação do calor (AMATO, 2002).
Além disso, o processo de parboilização influência diretamente no
rendimento e na rentabilidade, visto que não há tantas perdas com a quebra de grãos
como no beneficiamento do arroz convencional.
Tabela 1. Comparação entre os nutrientes do arroz branco e do parboilizado
Constituinte (mg.100g-1)
Arroz branco Arroz parboilizado
Cálcio 10 14
Fósforo 94 200
Ferro 0,90 1
Tiamina 0,15 0,40
Riboflavina 0,015 0,020
Niacina 1,8 4,7
Vitamina E Traços 8,18
Fonte: AMATO, 2002.
14
A parboilização intensifica a coloração dos grãos, tornando-a amarelo-clara
ou âmbar, o que interfere diretamente na aceitação do arroz pelo consumidor.
Segundo Amato (2002), o arroz parboilizado ainda é um produto pouco conhecido,
mas significativamente consumido, já que ocupa um espaço de 25% de total
produzido no mundo.
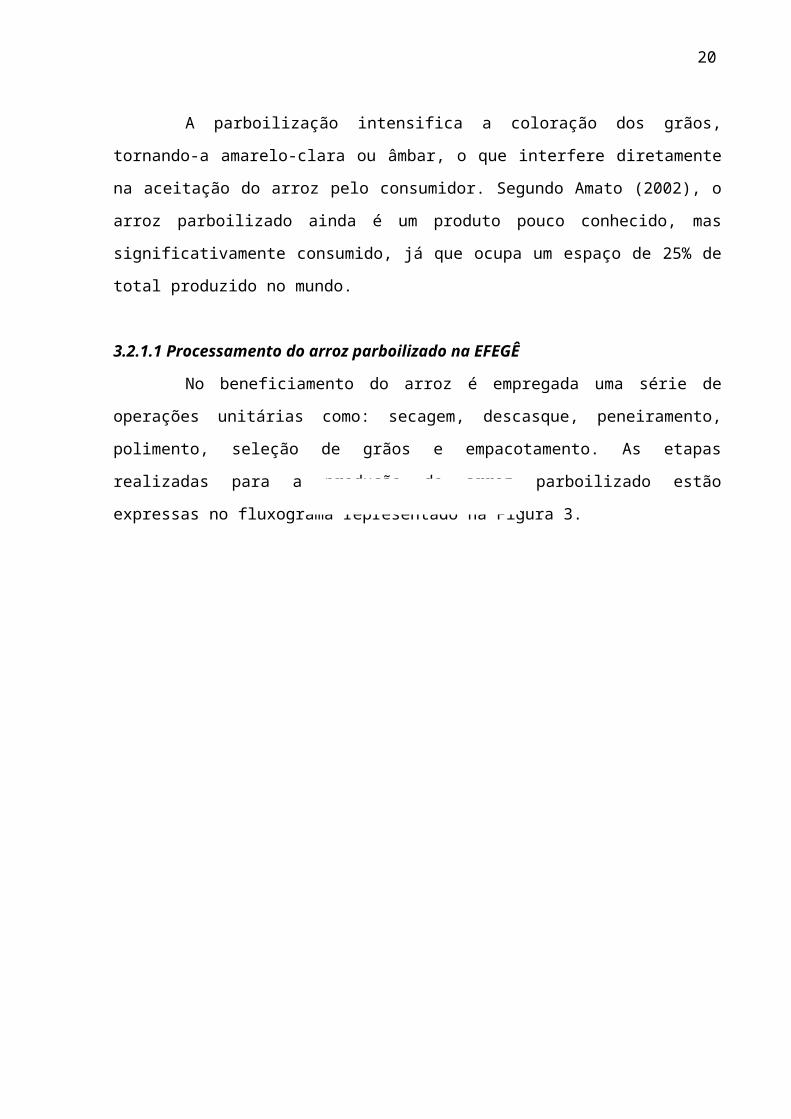
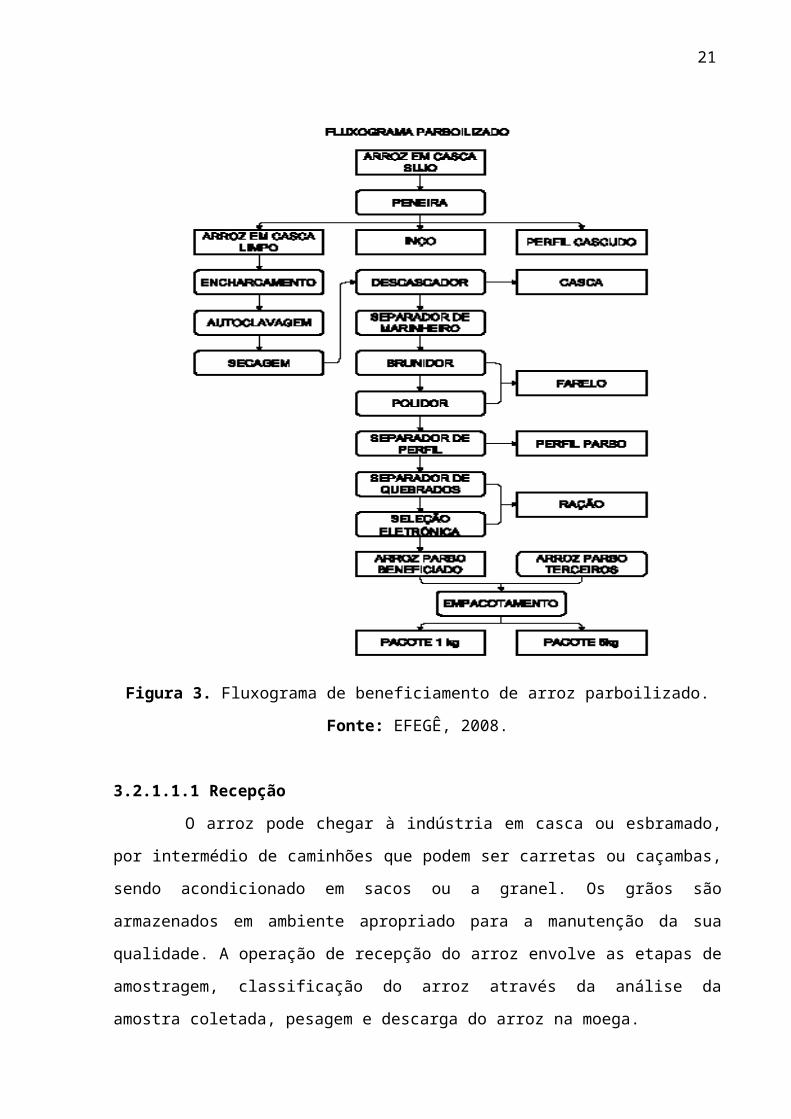
3.2.1.1 Processamento do arroz parboilizado na EFEGÊ No beneficiamento do arroz é empregada uma série de operações unitárias
como: secagem, descasque, peneiramento, polimento, seleção de grãos e
empacotamento. As etapas realizadas para a produção de arroz parboilizado estão
expressas no fluxograma representado na Figura 3.
Figura 3. Fluxograma de beneficiamento de arroz parboilizado.
Fonte: EFEGÊ, 2008.
15
3.2.1.1.1 RecepçãoO arroz pode chegar à indústria em casca ou esbramado, por intermédio
de caminhões que podem ser carretas ou caçambas, sendo acondicionado em sacos
ou a granel. Os grãos são armazenados em ambiente apropriado para a manutenção
da sua qualidade. A operação de recepção do arroz envolve as etapas de
amostragem, classificação do arroz através da análise da amostra coletada,
pesagem e descarga do arroz na moega.
Em seguida o arroz em casca é acondicionado em silos metálicos, onde é
realizada a secagem.
3.2.1.1.2 PeneiramentoEsta operação tem como objetivo remover qualquer material ou sementes
estranhas que possam estar presentes no arroz em casca (palhas, metal, vidro,
pedras, entre outros). O equipamento utilizado na pré-limpeza é constituído por uma
série de peneiras com aberturas graduais, permitindo a passagem do arroz e a
retenção das impurezas, pela corrente de ar que atravessa a massa de grãos. No
peneiramento se obtém as frações inço, perfil cascudo e o arroz em casca limpo.
- InçoO inço é toda matéria estranha como: palha, grãos de milho, arroz quebrado,
soja, etc. que saim após o peneiramento. Este material é acondicionado em sacos de
estopa é posteriormente vendido para moradores locais que aproveitam os grãos
para alimentação de animais como cavalos, porcos e galinhas.
- Perfil cascudoO perfil cascudo é o arroz em casca fino que é encaminhado para a matriz
da empresa para ser processado como arroz branco.
- Arroz em casca limpoArroz em casca limpo é o arroz que passou por uma pré-limpeza, ou seja, o
arroz que estiver apto para o processamento é temporariamente armazenado em um
silo específico e em seguida segue para as etapas posteriores.
16
3.2.1.1.3 Encharcamento O arroz ainda em casca, previamente selecionado e lavado, é submetido a
um tratamento hidrotérmico, onde é colocado em tanques com água a
aproximadamente 65°C por cerca de 6 horas. Neste processo, vitaminas e minerais
presentes na película e no germe, onde estão mais concentrados, se solubilizam e
migram para o interior do grão, deixando-o mais rico do ponto de vista nutricional.
3.2.1.1.4 AutoclavagemO arroz que sai dos tanques de encharcamento vai para uma autoclave, onde
arroz úmido é submetido a uma temperatura mais elevada de aproximadamente 90°C
por cerca de 20 minutos, o contato com vapor e pressão provoca a modificação na
estrutura do amido, que por sua vez passa de cristalina para amorfa. Assim, os
nutrientes são fixados no interior do grão devido à gelatinização do amido (AMATO,
2002). Esta etapa promove o intumescimento do grão que, ao final da etapa fica mais
compacto e as vitaminas e sais minerais hidrossolúveis são fixados em seu interior.
3.2.1.1.5 SecagemNesta etapa a umidade dos grãos é reduzida a valores seguros
(aproximadamente 13%) limitando a ocorrência de reações químicas, físicas ou
microbiológicas, garantindo assim a conservação do produto final. A secagem deve
ocorrer imediatamente após a etapa de gelatinização para que não ocorra
intensificação exagerada da cor e do sabor do produto final. Esta secagem é
realizada em três etapas: Primeiramente os grãos passam por uma secagem primária
no secador de leito fluidizado, em temperaturas de 120°C a 130°C, visando à
remoção da umidade da parte externa do grão. A velocidade de secagem é
controlada por difusão da umidade no ar quente e a umidade final desta secagem fica
em torno de 24-25%. Na seqüência o arroz é transportado para o secador contínuo,
onde ocorre a secagem secundária; o equipamento consiste em um tambor rotativo,
que opera em temperaturas de 95°C a 100°C, o qual transmite calor ao grão através
da superfície de contato. Neste caso, a velocidade de remoção da umidade é
controlada pela difusão da umidade interna do grão (Amato, 2002). O arroz, ao sair
desta secagem, apresenta umidade em torno de 18-19%. O processo é finalizado
com a secagem terciária, realizada em secador intermitente em temperaturas em
torno 60°C a 90°C. Neste equipamento, o arroz realiza várias passagens pelo ar
17

secante até atingir o teor de umidade de 12-13%, sendo que a velocidade de
secagem depende da umidade dos grãos. É importante ressaltar, que a diminuição
da temperatura à medida que o arroz passa para a secagem posterior, é necessária
para que ocorra a secagem do grão de maneira uniforme, evitando que o mesmo
fique com o seu exterior excessivamente seco (endurecido) e que permaneça com
elevada umidade em seu interior.
Após esta etapa, os grãos ainda serão descascados, polidos e novamente
selecionados, antes de serem embalados e distribuídos ao comércio.
3.2.1.1.6 DescascadorApós a secagem o arroz em casca é conduzido até uma moega, localizada
na parte superior de cada descascador, que tem a finalidade de distribuir o arroz para
os roletes, onde ocorre o descasque. O descasque é realizado pelo atrito dos grãos
durante a passagem do arroz entre os dois roletes de esmeril que giram em sentidos
opostos com rotações diferentes. Depois de descascado, o arroz esbramado e a
casca caem em um cano que os conduz à câmara separadora de cascas.
As cascas provenientes deste processo são utilizadas como combustível
para a caldeira, que é utilizada na geração de vapor no processo de parboilização.
3.2.1.1.7 Separador de marinheiroO separador de marinheiros constitui-se em um dos componentes mais
importantes em uma máquina de beneficiar arroz, tendo como principal objetivo
remover os grãos de arroz que não tiveram a casca removida na etapa de
descascamento. A separação é feita pela diferença de pesos que há entre os
marinheiros (arroz em casca) e os descascados. O arroz em casca retorna às
descascadeiras e somente o arroz isento de casca segue para as etapas posteriores.
3.2.1.1.8 BrunidorJá descascado, o arroz passa por um brunidor onde ocorre a remoção de
farelo propriamente dito. O processo de brunição consiste na remoção da membrana
ou película que envolve o grão, pela fricção dos grãos de arroz entre si no espaço
que geralmente se situa entre uma pedra de esmeril e uma tela. Essa película, ao se
desfazer, origina minúsculas partículas que vazam pelas telas através de malhas
especiais, tornando-se um pó, que é comumente denominado de farelo.
18
O farelo, porém, não é removido de uma só vez, pois são utilizados
brunidores verticais cônicos, os quais removem 90% do farelo, sendo os 10%
restantes retirados no processo de polimento. Por isso, o controle da brunição é
muito importante, pois essa etapa definirá o grau de polimento, brancura e
transparência do arroz.
3.2.1.1.9 PolimentoO polimento do arroz é um processo abrasivo, que tem o objetivo promover o
acabamento do grão no beneficiamento e a remoção do restante do farelo sem, no
entanto, ferir o grão. No processo de polimento geralmente utiliza-se água para
eliminar possíveis imperfeições no grão e evitar que a temperatura aumente,
ocasionando trincamento do mesmo. Ao final do processo se obtém um acabamento
vítreo sem riscos e pó.
3.2.1.1.10 Separador de PerfilO separador de perfil é um equipamento que permite realizar a classificação
de acordo com a espessura.
Este equipamento é constituído de peneiras cilíndricas com chapa perfurada,
que tem como função separar o arroz gessado dos grãos bons. A separação se dá
pela diferença de espessura existente entre os grãos sadios e os gessados, já que os
grãos gessados apresentam menor espessura que os grãos bons, e essa
característica é utilizada para separá-lo.
Neste processo é separado o perfil parbo, ou seja, o arroz apto para ser
comercializado como arroz parboilizado.
3.2.1.11 Separador de quebradosNesta etapa do processo são separados os grãos inteiros dos quebrados por
diferença de tamanho, através de peneiras rotativas. De acordo com o percentual de
quebrados é que são definidos os tipos de arroz (1, 2, 3, 4 e 5) e o fim ao qual o arroz
será destinado no comércio como: ração, arroz canjica, arroz canjicão, quirera, etc
(SILVA, 2007).
19
3.2.1.12 Seleção EletrônicaA eletrônica é uma máquina que tem como função classificar o arroz de
acordo com sua cor. Esse equipamento funciona com um colorímetro, cujo princípio
baseia-se na geração de um contraste pela incidência de luz quando ocorre a
passagem dos grãos de coloração diferente do padrão. A partir da geração desse
contraste o grão defeituoso é ejetado e cai em uma bandeja podendo depois ser
destinado para outros fins.
Na seleção eletrônica são removidos os grãos de arroz defeituosos como
grãos picados, manchados, rajados, ardidos. Neste processo também são retirados
os grãos gessados, corriola, marinheiro, entre outros, que ainda possam estar
presentes produto acabado, estes são separados por apresentar coloração diferente
do “arroz padrão”. A seleção eletrônica é de suma importância, tendo em vista que a
presença de defeitos produz um aspecto indesejável na aparência do produto,
fazendo com que o consumidor o rejeite.
3.2.1.13 EmpacotamentoApós beneficiamento o arroz parboilizado, o produto então é embalado em
pacotes de 1, 2 e 5 kg. A empresa também empacota arroz de terceiros, ou seja, o
arroz que foi beneficiado por outras empresas chega até a EFEGÊ passa pela
peneira de pré-limpeza e em seguida é embalado com a marca de sua empresa.
Ao sair das empacotadeiras o arroz segue para as máquinas enfardadeiras
onde são formados fardos com 30 pacotes de 1 kg, 15 pacotes de 2 kg, 3 ou 6
pacotes de 5 kg. Os fardos são organizados em paletes de madeira que
posteriormente são transportados por uma empilhadeira a um local limpo, seco e
arejado, onde serão temporariamente armazenados até serem encaminhados para a
comercialização.
3.2.2 Diagnóstico da empresa EFEGÊPara o manual de BPF fez-se necessária uma ampla avaliação através de
check-list sobre boas práticas de fabricação sugerido pela ANVISA (BRASIL, 2002),
porém adaptados para a Indústria, a fim de verificar as instalações, o processamento
e as condições higiênico-sanitárias em que a empresa se encontrava e estabelecer
planos de ação e medidas corretivas. Os check-list são planilhas de verificação que
foram utilizadas para avaliar o grau de conformidades ou não conformidade da
20
empresa, tanto para avaliar as instalações como também, a higiene dos
equipamentos, a higiene e saúde dos manipuladores, o descarte de resíduos,
procedimento de recall, etc. Apesar da indústria já possuir um manual de BPF e os
funcionários já terem anteriormente recebido treinamento sobre o assunto, foi
observado que a empresa ainda possuía algumas não conformidades e aspectos a
serem modificados, tais como:
- as paredes do engenho eram escuras, crespas e o ângulo de inclinação do forro
não estava adequado como estipulado pela legislação;
- no setor de armazenamento e secagem havia presença de muitas pragas (pombos);
- as torneiras dos banheiros eram de acionamento manual e, portanto não condizente
com o que a legislação estabelece;
- os banheiros eram grandes e bem estruturados, porém não possuíam sabonete
líquido, nem papel toalha para a correta higienização das mãos dos funcionários
conforme o estabelecido pela Portaria 326 da ANVISA (BRASIL, 1997). Além disso,
os funcionários não conservavam os banheiros limpos.
- os estrados com defeito eram entulhados no pátio junto com os bons;
- os funcionários não faziam exames periódicos conforme prevê a legislação NR7
PCMSO (Programa de Controle Médico de Saúde ocupacional) do Ministério da
Saúde (BRASIL, 1998).
- pessoas estranhas circulavam livremente na indústria sem o uso dos Equipamentos
de proteção Individual (EPIs) necessários, sendo que o problema foi posteriormente
corrido com a proibição da entrada de estranhos a área de produção.
- as bobinas das embalagens que seriam utilizadas eram acondicionadas de forma
incorreta, já que as mesmas eram depositadas no chão em cima somente de
papelão.
- os funcionários usavam os mesmos uniformes mais de 3 vezes na semana, além
disso os uniformes não eram adequados, pois possuíam manga curta e, além disso,
os trabalhadores não os utilizavam de maneira correta
- as lixeiras não eram adequadas (não acionadas com o pé).
- a empresa só possuía banheiros masculinos (devido ao grande número de
funcionários homens na empresa).
- a caldeira da empresa liberava muita cinza no ambiente, que além de poluir o ar,
acumulava-se nas instalações da empresa causando um aspecto de sujeira na
21

indústria e nos funcionários. Este problema, porém foi posteriormente corrigido pela
empresa com a adição de um novo filtro manga a caldeira.
- as áreas de produção não eram bem ventiladas e não possuíam pia para a lavagem
das mãos;
Os pontos mais críticos que puderam ser observados foram os maus hábitos
comportamentais de grande parte dos funcionários como: fumar, comer e cuspir nas
áreas de produção e também a falta de higiene dos mesmos, sendo necessário
estabelecer um plano de ação e medidas corretivas visando à reeducação dos
manipuladores.
3.2.3 Procedimentos operacionais padronizados (POPs) Os POPs são procedimentos escritos de forma objetiva que estabelecem
instruções seqüenciais para a realização de operações rotineiras e específicas na
produção, controle de qualidade, armazenamento e transporte de alimentos, higiene,
saúde e treinamento dos trabalhadores, higiene e manutenção de áreas,
equipamentos, utensílios etc., controle de qualidade, armazenamento e disposição
final de matérias - primas e insumos (incluindo a água utilizada nos processamentos),
tratamento (quando aplicável) e disposição de resíduos, principalmente (BRASIL,
2002).
A elaboração dos POPs (Apêndice I) teve como objetivo principal padronizar
ações realizadas na indústria. É importante ressaltar que para que se tenha um
produto de qualidade e reconhecimento no mercado os POPs elaborados devem ser
implantados e validados. No manual de Boas Práticas de Fabricação da indústria
EFEGÊ foram detalhados os seguintes POPs:
- POP de Higienização dos equipamentos e utensílios;
- POP de Controle da potabilidade da água;
- POP de Higiene e saúde dos manipuladores;
- POP de Manejo de resíduos;
- POP de Manutenção dos Equipamentos;
- POP de Controle integrado de Vetores de Pragas;
- POP de Controle de Produção;
- POP de Recolhimento de produtos.
22
3.2.3.1 POP de higienização dos equipamentos, utensílios e áreas (internas e externas).
A palavra "higienização" deriva do grego hygieiné que significa "saúde". Na
indústria alimentar o processo de higienização consiste num conjunto de práticas que
tem como objetivo manter a área de produção adequada para a industrialização do
produto, devolvendo ao ambiente de processamento (superfícies das instalações,
dos equipamentos e utensílios) a boa condição higiênica inicial (SACOOL, 2007). As
práticas de higiene também envolvem limpeza física e assepsia de todas as
superfícies em contato com alimento e ambientes (BARUFFALDI, 1998).
A limpeza é remoção das sujidades da superfície como: terra, resíduos de
alimentos e outras substâncias indesejáveis.
Já a higienização é um processo que associa limpeza e desinfecção dos
equipamentos, utensílios e áreas, este processo, portanto inclui a aplicação de um
agente sanitizante para eliminar os microrganismos patógenos presentes (SACOOL,
2007).
Este POP foi estabelecido a fim de garantir a eficiência da limpeza e
sanitização dos equipamentos, evitando assim a contaminação do alimento. O grau
de sujidade dos equipamentos foi avaliado visualmente através de uma escala
hedônica padrão de três pontos, a qual definiu os seguintes parâmetros:
1. sujo 2. regular
3. limpo
Através da planilha de registro da inspeção visual dos equipamentos (Anexo
1) verificou-se o exterior, o interior e o entorno dos equipamentos do engenho e do
empacotamento, porém muitos destes locais eram de difícil acesso e em alguns
equipamentos não foi possível realizar-se a verificação em seu interior. Feito isso, foi
estabelecido o Plano de higiene que incluía métodos de higiene do local de
armazenamento da matéria-prima, da planta de processamento, da estação de
tratamento de efluentes líquidos (E.T.E. L), dos laboratórios, da central de resíduos
sólidos (C. R. S), do local de estocagem do produto final, do refeitório e do pátio da
empresa.
23
Também foram descritos e detalhados os recursos a serem utilizados no
processo de higienização tais como: EPIs, material de limpeza e sanitização e
pessoal disponível para realização das tarefas. Como a empresa funcionava 24hs em
processo contínuo de produção, foi bastante difícil estabelecer a freqüência ideal de
higienização da empresa.
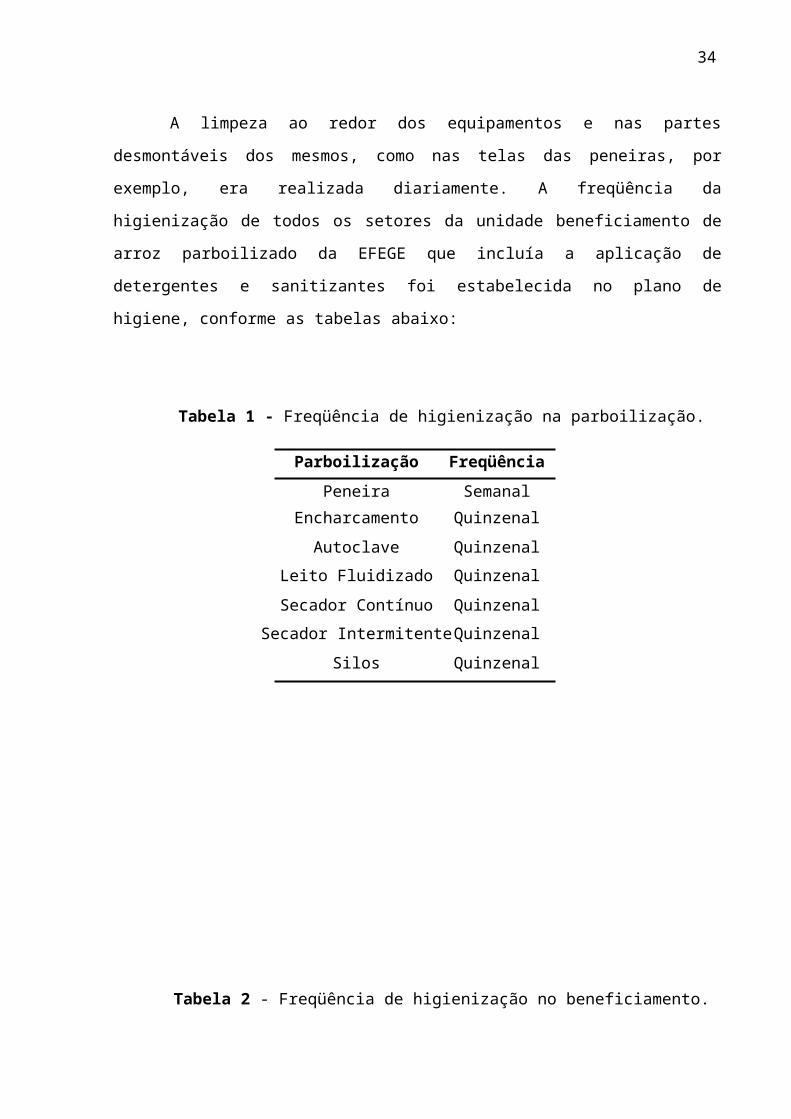
Freqüência de higienização dos setores da indústriaA limpeza ao redor dos equipamentos e nas partes desmontáveis dos
mesmos, como nas telas das peneiras, por exemplo, era realizada diariamente. A
freqüência da higienização de todos os setores da unidade beneficiamento de arroz
parboilizado da EFEGE que incluía a aplicação de detergentes e sanitizantes foi
estabelecida no plano de higiene, conforme as tabelas abaixo:
Tabela 1 - Freqüência de higienização na parboilização.
Parboilização Freqüência
Peneira Semanal
Encharcamento Quinzenal
Autoclave Quinzenal
Leito Fluidizado Quinzenal
Secador Contínuo Quinzenal
Secador Intermitente Quinzenal
Silos Quinzenal
24
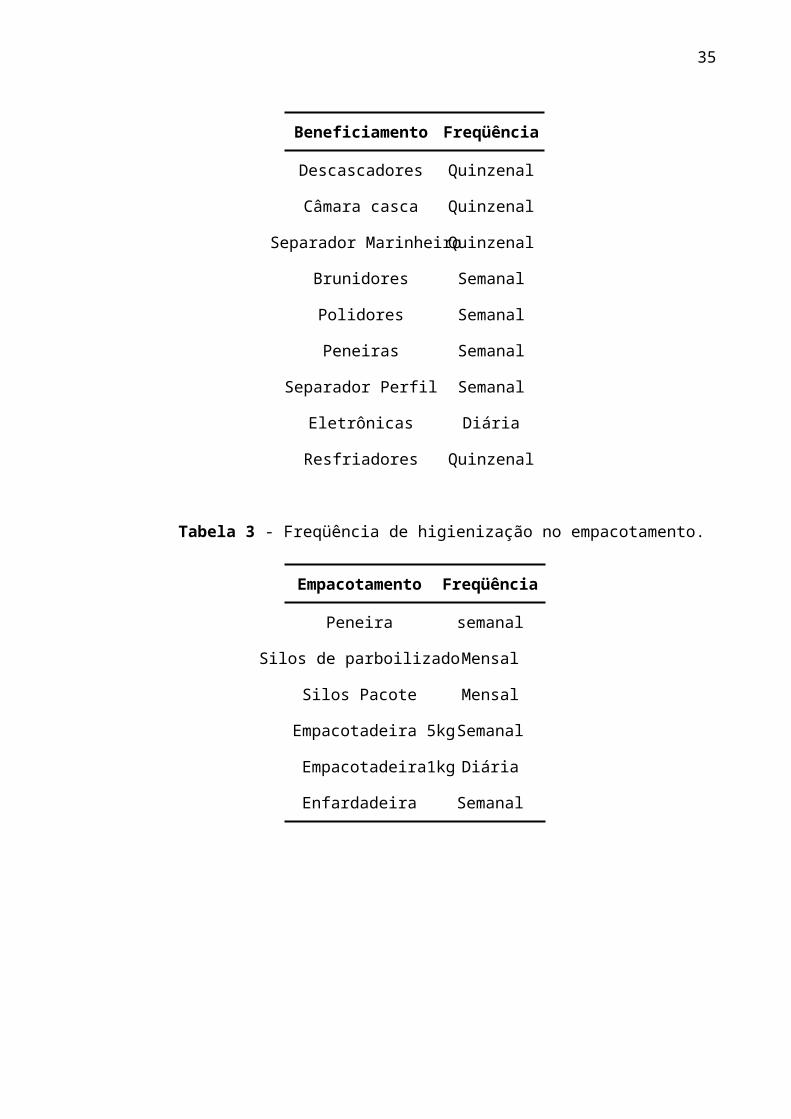
Tabela 2 - Freqüência de higienização no beneficiamento.
Beneficiamento Freqüência
Descascadores Quinzenal
Câmara casca Quinzenal
Separador Marinheiro Quinzenal
Brunidores Semanal
Polidores Semanal
Peneiras Semanal
Separador Perfil Semanal
Eletrônicas Diária
Resfriadores Quinzenal
Tabela 3 - Freqüência de higienização no empacotamento.
Empacotamento Freqüência
Peneira semanal
Silos de parboilizado Mensal
Silos Pacote Mensal
Empacotadeira 5kg Semanal
Empacotadeira1kg Diária
Enfardadeira Semanal
25

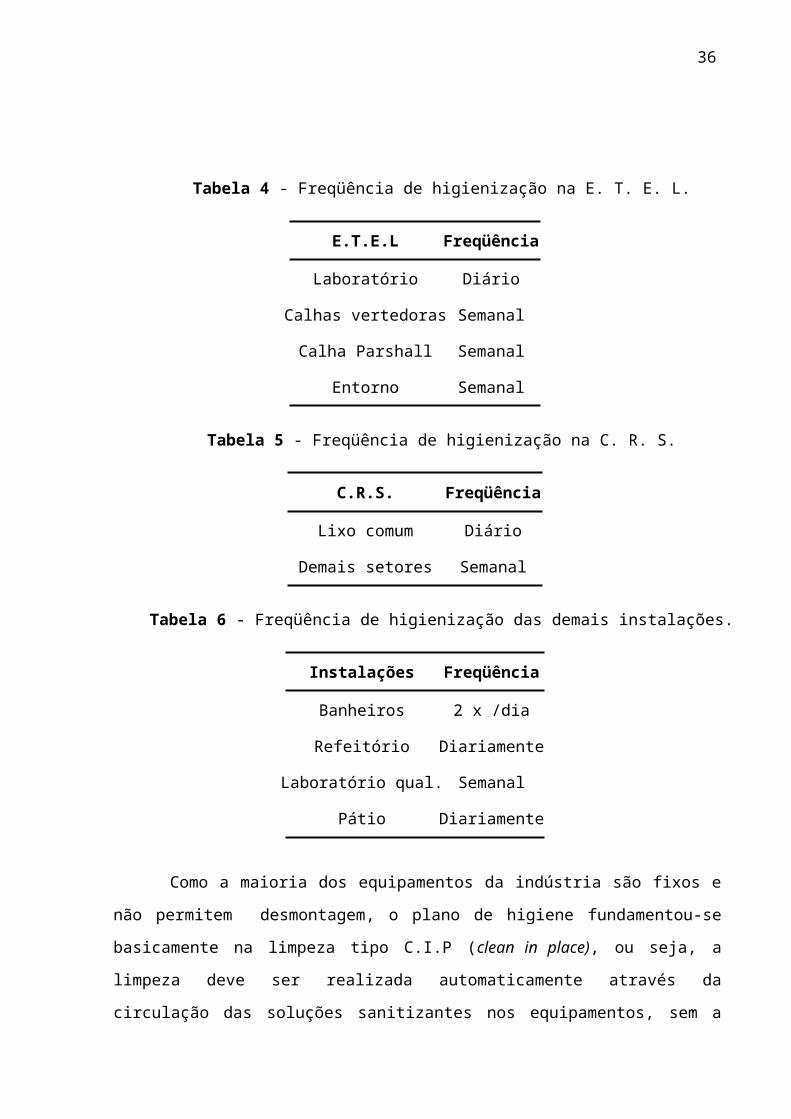
Tabela 4 - Freqüência de higienização na E. T. E. L.
E.T.E.L Freqüência
Laboratório Diário
Calhas vertedoras Semanal
Calha Parshall Semanal
Entorno Semanal
Tabela 5 - Freqüência de higienização na C. R. S.
C.R.S. Freqüência
Lixo comum Diário
Demais setores Semanal
Tabela 6 - Freqüência de higienização das demais instalações.
Instalações Freqüência
Banheiros 2 x /dia
Refeitório Diariamente
Laboratório qual. Semanal
Pátio Diariamente
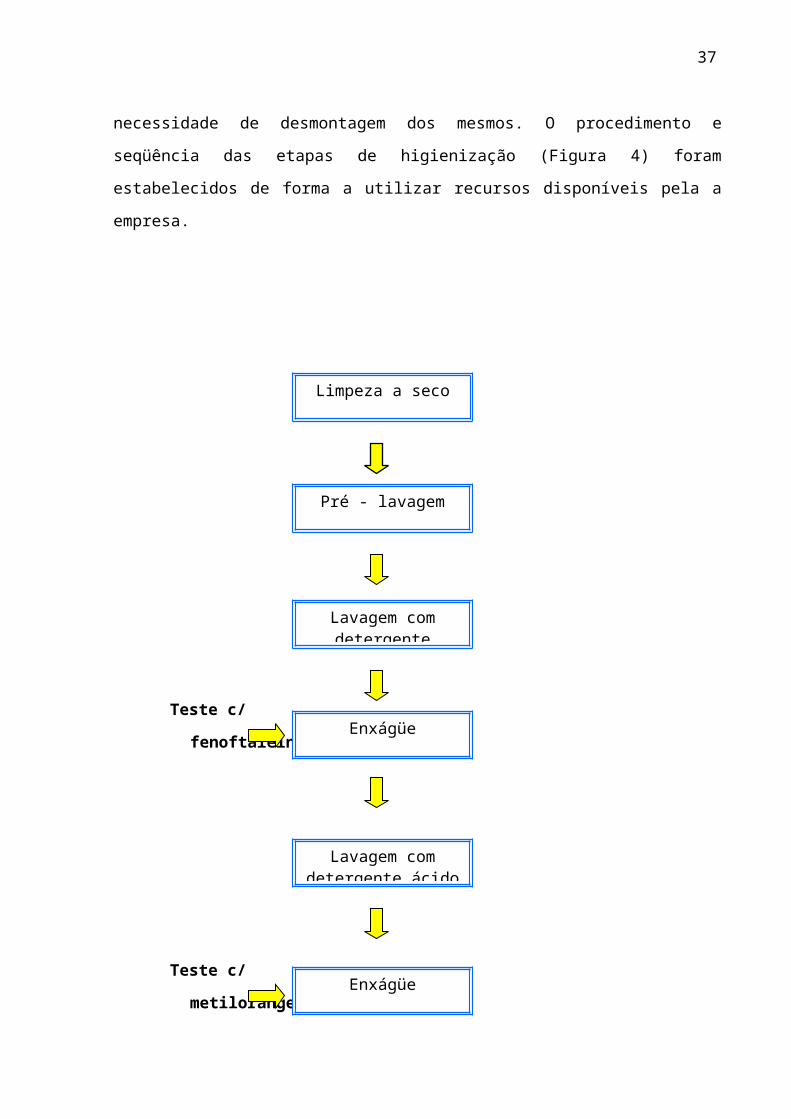
Como a maioria dos equipamentos da indústria são fixos e não permitem
desmontagem, o plano de higiene fundamentou-se basicamente na limpeza tipo C.I.P
(clean in place), ou seja, a limpeza deve ser realizada automaticamente através da
circulação das soluções sanitizantes nos equipamentos, sem a necessidade de
desmontagem dos mesmos. O procedimento e seqüência das etapas de higienização
(Figura 4) foram estabelecidos de forma a utilizar recursos disponíveis pela a
empresa.
26

Teste c/ fenoftaleína
Teste c/ metilorange
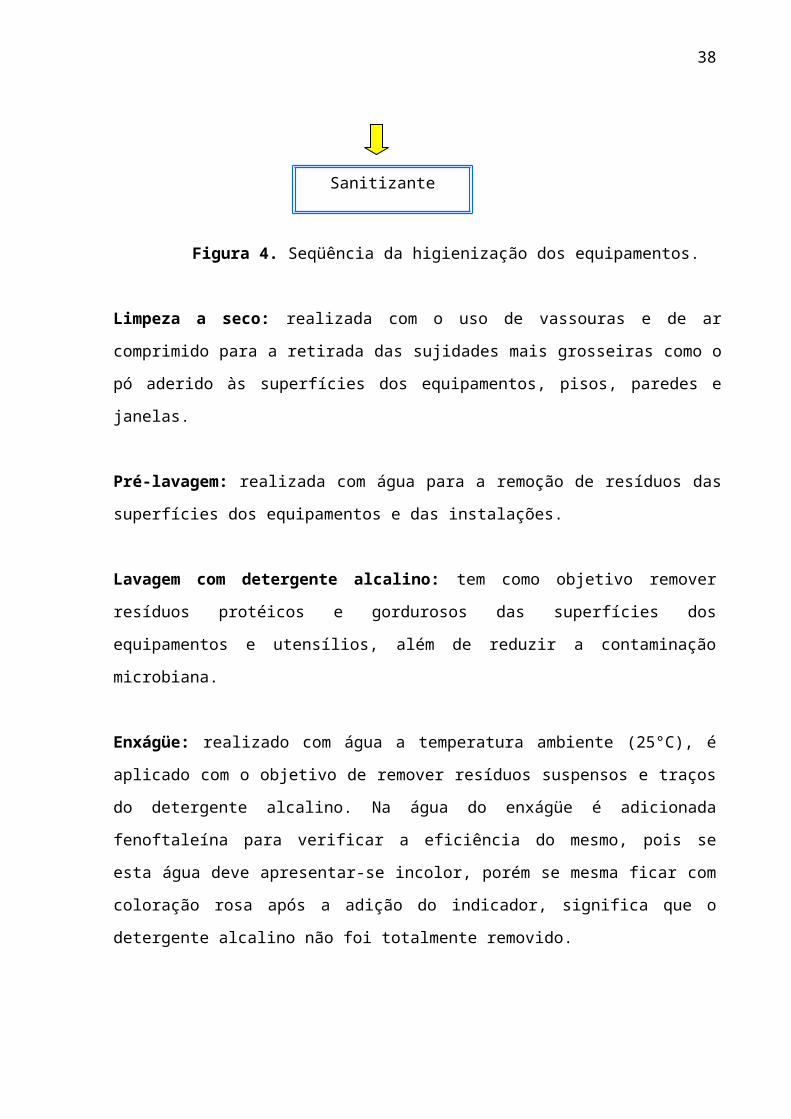
Figura 4. Seqüência da higienização dos equipamentos.
Limpeza a seco: realizada com o uso de vassouras e de ar comprimido para a
retirada das sujidades mais grosseiras como o pó aderido às superfícies dos
equipamentos, pisos, paredes e janelas.
Pré-lavagem: realizada com água para a remoção de resíduos das superfícies dos
equipamentos e das instalações.
27
Limpeza a seco
Pré - lavagem
Lavagem com detergente ácido
Lavagem com detergente alcalino
Enxágüe
Sanitizante
Enxágüe
Lavagem com detergente alcalino: tem como objetivo remover resíduos protéicos
e gordurosos das superfícies dos equipamentos e utensílios, além de reduzir a
contaminação microbiana.
Enxágüe: realizado com água a temperatura ambiente (25°C), é aplicado com o
objetivo de remover resíduos suspensos e traços do detergente alcalino. Na água do
enxágüe é adicionada fenoftaleína para verificar a eficiência do mesmo, pois se esta
água deve apresentar-se incolor, porém se mesma ficar com coloração rosa após a
adição do indicador, significa que o detergente alcalino não foi totalmente removido.
Lavagem com detergente ácido: deve ser realizada sempre após o uso do
detergente alcalino, já que os agentes ácidos são empregados com objetivo de
remover as incrustações minerais muitas vezes formados pelos detergentes
alcalinos.
Enxágüe: realizado com água a temperatura ambiente (25°C), é aplicado com o
objetivo de remover resíduos suspensos e traços do detergente ácido. Neste caso é
adicionada metilorange a água do enxágüe, a qual após a adição do indicador deve
apresentar coloração amarelo-alaranjada, o que significa que o detergente foi
totalmente removido.
Sanitizante: tem como objetivo reduzir a população microbiana a níveis
considerados seguros e eliminar os microrganismos patogênicos (SACOOL, 2007).
A escolha dos detergentes e sanitizantes a serem empregados
fundamentaram-se nas características das sujidades a serem removidas, no
mecanismo de ação e na eficiência e custo dos mesmos (SACOOL, 2007). A
sanitização envolve a redução de todos os microrganismos inclusive dos patógenos,
já que causam danos a saúde do consumidor (BARUFFALDI, 1998). Tendo em vista
estes aspectos, os produtos definidos a serem utilizados na higienização foram os
seguintes:
28
- detergente alcalino (Tetraborato de Sódio, Bicarbonato de Sódio e Sesquissilicato),
5%;
- detergente ácido (ácido Glucônico e ácido Cítrico);
- sanitizante (hipoclorito de sódio 200 a 250 mg. L-1).
O monitoramento da higienização era realizado diariamente e registrados em
planilhas que posteriormente eram arquivadas no laboratório da E.T.E.L.
3.2.3.2 POP de Controle da potabilidade da águaA água deve apresentar qualidade dentro de requisitos pré-estabelecidos
para o seu uso. Assim, a água de abastecimento, tanto para o uso doméstico como o
industrial, deve ser límpida, agradável ao paladar, de temperatura razoável, não
corrosiva e nem produtora de incrustações, não conter minerais de efeitos fisiológicos
indesejáveis e isenta de microorganismos. A água sendo satisfatória para fins de
ingestão, bem como nas suas características físicas, químicas e biológicas é
considerada como potável (EVANGELISTA, 1999). Existem, também, características
de qualidade para águas aplicadas nas indústrias para fins recreativos, agrícolas e
etc., que devem ser enquadradas nos limites aceitáveis para as impurezas.
A potabilidade na indústria de alimentos é de suma importância. A água que
entra em contato direto com o alimento deve ser potável e conter em sua composição
somente minerais comuns (cloreto de sódio, bicarbonatos e sulfetos de cálcio e
magnésio, traços de sulfatos e nitratos de cálcio e magnésio e ainda traços de ferro)
em concentração de no máximo 0,5g.L-1, apresentar características sensoriais
adequadas, ser destituída de poluição e isenta de microrganismos patógenos
(EVANGELISTA,1999).
As fontes de água utilizadas pela indústria eram de poço artesiano e de
abastecimento urbano.
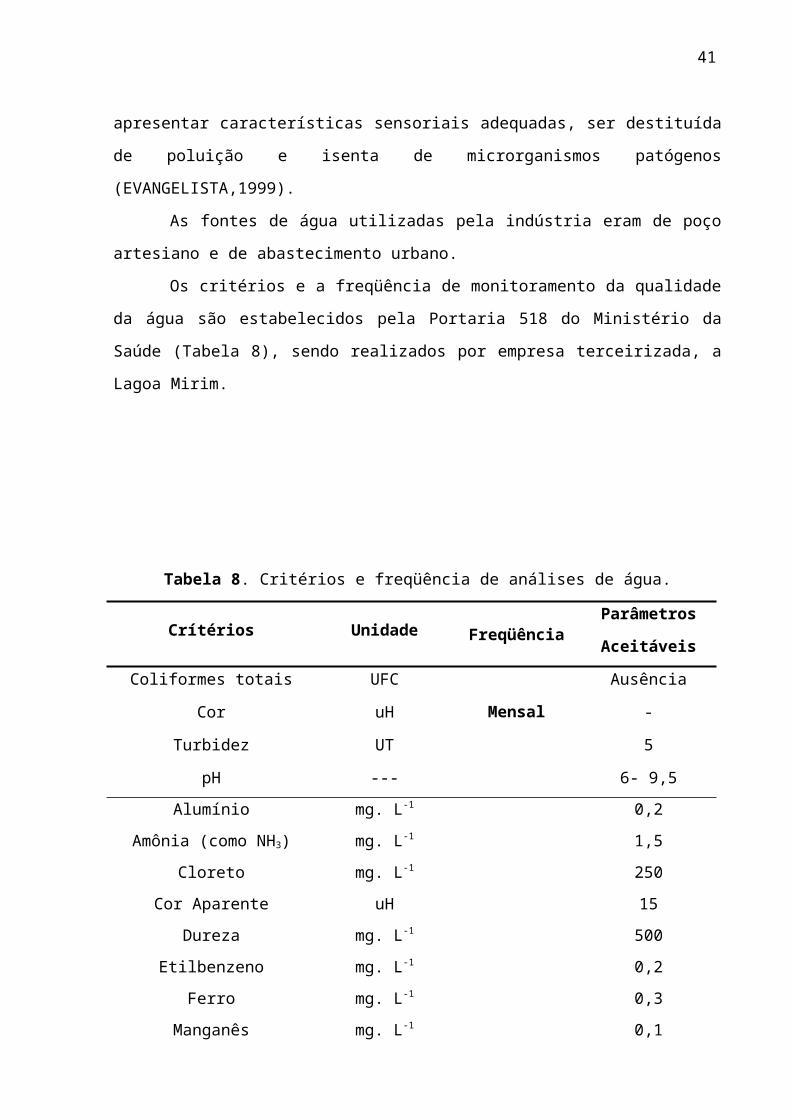
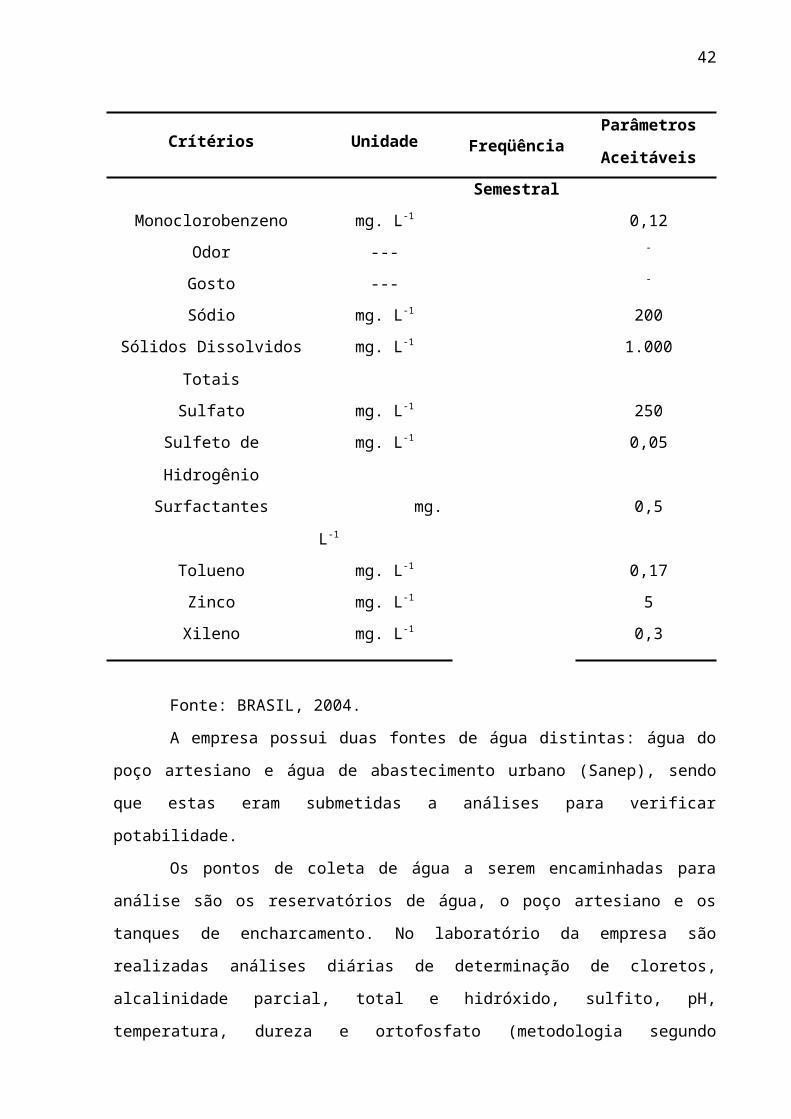
Os critérios e a freqüência de monitoramento da qualidade da água são
estabelecidos pela Portaria 518 do Ministério da Saúde (Tabela 8), sendo realizados
por empresa terceirizada, a Lagoa Mirim.
29
Tabela 8. Critérios e freqüência de análises de água.
Crítérios Unidade FreqüênciaParâmetrosAceitáveis
Coliformes totais UFC
MensalAusência
Cor uH -
Turbidez UT 5
pH --- 6- 9,5
Alumínio mg. L-1
Semestral
0,2
Amônia (como NH3) mg. L-1 1,5
Cloreto mg. L-1 250
Cor Aparente uH 15
Dureza mg. L-1 500
Etilbenzeno mg. L-1 0,2
Ferro mg. L-1 0,3
Manganês mg. L-1 0,1
Monoclorobenzeno mg. L-1 0,12
Odor --- -
Gosto --- -
Sódio mg. L-1 200
Sólidos Dissolvidos Totais mg. L-1 1.000
Sulfato mg. L-1 250
Sulfeto de Hidrogênio mg. L-1 0,05
Surfactantes mg. L-1 0,5
Tolueno mg. L-1 0,17
Zinco mg. L-1 5
Xileno mg. L-1 0,3
Fonte: BRASIL, 2004.
A empresa possui duas fontes de água distintas: água do poço artesiano e
água de abastecimento urbano (Sanep), sendo que estas eram submetidas a
análises para verificar potabilidade.
30
Os pontos de coleta de água a serem encaminhadas para análise são os
reservatórios de água, o poço artesiano e os tanques de encharcamento. No
laboratório da empresa são realizadas análises diárias de determinação de cloretos,
alcalinidade parcial, total e hidróxido, sulfito, pH, temperatura, dureza e ortofosfato
(metodologia segundo Standard Methods, 2002). As amostras são coletadas a partir
da água de alimentação da caldeira, água da caldeira, água de abastecimento
urbano (Sanep) e água do poço artesiano da empresa.
A limpeza e desinfecção dos reservatórios de água da indústria é realizada
semestralmente por empresa terceirizada. A Documentação e os registros referentes
a este POP ficam armazenados no laboratório da E.T.E.L.
3.2.3.3 POP de Higiene e saúde dos manipuladoresNeste POP foram realizadas medidas para a correta higienização dos
manipuladores da empresa, que era bastante precária. Embora já tivessem recebido
treinamento, pôde-se perceber que os funcionários não possuíam o hábito de lavar
as mãos, não utilizavam os uniformes de maneira correta, utilizavam adornos como
correntinhas e relógios e não conservavam os banheiros limpos.
Medidas corretivasPara corrigir esse problema foi estabelecido um novo programa de
treinamento que visava à conscientização e reeducação dos funcionários através de
apresentações em Power point, cartilha ilustrativa, cartazes (Apêndice II) para serem
colocados em locais estratégicos como banheiros, área de produção e pátio.
Também foram elaborados certificados para os funcionários com o nome do
colaborador e a carga horária do treinamento. Nos planos de treinamento, foram
abordados vários fatores dentre eles:
- A importância de higiene pessoal e os riscos que a sua ausência pode causar ao
indivíduo;
- A natureza do produto alimentício, em especial os fatores que apresentam o
desenvolvimento de microrganismos patogênicos e deteriorantes;
- A forma pela qual o produto é manuseado e embalado, incluindo a possibilidade de
contaminação;
- DTAs (doenças transmitidas por alimentos);
- Importância da utilização de EPIs para os funcionários e visitantes;
31
A empresa já possuía um sistema de advertência e suspensão para os
funcionários que não estivessem devidamente uniformizados, porém no programa de
treinamento seria dado mais ênfase ao assunto. Como os funcionários não tinham o
hábito de lavar periodicamente as mãos, ressaltou-se a importância desta operação e
estabeleceu-se o método adequado e a escolha do sanitizante. O método de
lavagem das mãos foi definido de acordo com SACOOL (2007) e incluia as seguintes
etapas:
- Molhar as mãos com água até área dos antebraços;
- Aplicar detergente neutro diluído 0,5 %, esfregando mãos e antebraços;
- Enxaguar;
- Secar as mãos com papel toalha;
- Aplicar álcool 70 % durante aproximadamente 30 segundos;
- Deixar secar naturalmente.
O cartaz referente à lavagem das mãos se encontra no Apêndice II.
3.2.3.4 POP de Manejo de resíduos Neste POP foram estabelecidas medidas para minimizar a formação de maus
odores e evitar o acúmulo de lixo na indústria, impedindo assim, a propagação de
pragas e conseqüentemente a contaminação do alimento. Na indústria de alimentos,
são conhecidos como resíduos partes não utilizadas no processamento do produto
principal (EVANGELISTA, 1999). A maior parte dos resíduos gerados é oriunda das
etapas de processamento do produto que vão desde a matéria-prima até o produto
final.
Os resíduos ou subprodutos gerados pela empresa são armazenados e
posteriormente retirados das áreas de manipulação de alimentos e de outras áreas
de trabalho, sempre que necessário, geralmente uma vez por dia. O descarte de
resíduos é importante, pois além de minimizar a formação de maus odores, evita que
o lixo se torne um atrativo lugar de proliferação de pragas, evitando assim a
ocorrência e doenças e a contaminação do alimento.
Durante o beneficiamento de arroz são gerados inúmeros resíduos aos quais
são dados diferentes destinos, como relatado a seguir:
a) Casca de arroz: as cascas de arroz provenientes da etapa de descascamento são
armazenadas em um silo localizado acima da moega. Toda a casca gerada é
32
utilizada como combustível na caldeira para a geração de vapor necessário para o
processo de parboilização.
b) Farelo: o farelo proveniente do beneficiamento do arroz é estocado em um silo
localizado acima da moega, onde fica retido até ser comercializado para fabricação
de óleo de arroz.
c) Inço: os resíduos das peneiras de pré-limpeza, perfil e seleção eletrônica são
diretamente ensacados e estes costurados. Os sacos são organizados em paletes e
permanecem por no máximo 2 dias nos armazéns junto aos engenhos e depois são
comercializados para ser utilizado na alimentação de animais.
d) Embalagens: os resíduos de embalagens plásticas ficam armazenados na central
de resíduos até serem encaminhadas a recicladores.
e) Papelão: o papelão fica armazenado na central de resíduos até ser encaminhado
a recicladores.
f) Cinzas: as cinzas resultantes da queima da casca do arroz são armazenadas em
um silo até ser encaminhada para produtores rurais, os quais a utilizam para corrigir
o pH do solo.
g) Lodo biológico da E.T.E.L: o lodo gerado no sistema de tratamento é
armazenado em tanques até ser encaminhado a produtores rurais para ser utilizado
como adubo. O aproveitamento destes resíduos é importante não só em termos de
redução de custos para empresa, mas também para a proteção do meio ambiente.
h) Lixo comum: Todo o lixo remanescente da empresa é colocado em lixeiras
devidamente tampadas, sendo removido para descarte pelo menos uma vez ao dia.
I) Lâmpadas: as lâmpadas de vapor de sódio ou comuns queimadas ou em desuso
são encaminhadas para uma central reciclagem “Brasil recicle lâmpadas” localizada
em Santa Catarina.
h) Reagentes Químicos: os reagentes vencidos são armazenados por curto tempo
em um armário do laboratório da E.T.E.L. da empresa, até serem encaminhados para
reciclagem ou descarte.
3.2.3.5 POP de Manutenção dos Equipamentos Neste POP foi descrito o funcionamento de cada equipamento e a freqüência
de manutenção (lubrificação, reaperto geral, consertos de equipamentos danificados,
limpeza e responsabilidades do operador), visando o bom funcionamento dos
equipamentos e rentabilidade para indústria.
33
LubrificaçãoA lubrificação é importante para o bom funcionamento dos equipamentos, por
isso devem ser verificadas todas as engraxadeiras que devem estar sempre
abastecidas. Estas deverão sofrer uma meia volta de aperto a cada dois dias.
Quando as máquinas possuem rolamentos, deve-se ter um cuidado especial,
pois capas de rolamentos devem ser mantidas sempre bem lubrificadas. A
verificação deste processo deve ser realizada mensalmente.
Reaperto GeralUm dos cuidados que o operador deve ter é no que diz respeito ao reaperto
geral da máquina. O reaperto é a verificação de todos os parafusos dos cavaletes da
transmissão dos chumbadores fixadores da máquina no piso. Essa operação deve
ser feita mensalmente, pois evita possíveis vibrações da máquina em movimento.
Conserto de equipamentos Todos os equipamentos da indústria que apresentarem defeitos ou
funcionamento inadequado não devem ser utilizados. Trocar imediatamente as partes
danificadas ou faltantes, utilizando peças originais e com pessoal técnico qualificado.
O conserto deve ser realizado no período máximo de dois dias para evitar perdas
econômicas para empresa.
Limpeza
Uma limpeza constante sempre traz benefícios, pois além do bom aspecto e
apresentação promove um bom funcionamento e demonstra que o operador é uma
pessoa zelosa consciente de seus deveres, obrigações e responsabilidades, por isso,
cabe ao operador limpar as partes desmontáveis do equipamento.
Responsabilidade do OperadorQuando fizer a manutenção, é importante desligar o equipamento da energia
elétrica. Os equipamentos devem ser operados conforme o manual de operação e
existe a necessidade de uma manutenção periódica. O operador de cada
equipamento será responsável pelo mau funcionamento ocorrido em função do uso
34
inadequado do equipamento ou de modificações não autorizadas e fora das
especificações técnicas do fabricante, assim como, reparos não autorizados.
3.2.3.6 POP de Controle integrado de Vetores e PragasEste POP foi elaborado com o objetivo de descrever ações para prevenção e
combate de possíveis pragas, evitando assim a contaminação do alimento, visto que,
arroz tal como os demais cereais constituem um meio bastante nutritivo, por isso
propício ao desenvolvimento de pragas. Sendo assim, é de suma importância para a
indústria o controle destas. As pragas de maior incidência em arroz segundo
Giordano (2004) são: Rhyzopertha dominica, Sitophilus spp, Lasioderma serricorne;
Stegobium paniceum, Plodia interpunctella, roedores, Corcyra cephalonica e pássaros.
Porém como o arroz parboilizado passa por um processo que utiliza
temperaturas mais elevadas, dificilmente pragas como Sitophilus spp, Lasioderma
serricorne, Stegobium paniceum, Plodia interpunctella, Corcyra cephalonica que
são encontradas no produto final, ou seja, no arroz embalado. Portanto, no arroz
parboilizado as pragas com maior possibilidade de se desenvolverem são
roedores e pássaros e ocorrem durante o armazenamento. Para controlar esse
problema podem ser utilizados vários métodos de controle, porém, em primeiro
lugar, devem ser tomadas as medidas de higiene adequadas. O controle de
pragas é realizado por duas empresas terceirizadas: a Apaw Desinfestações Ltda
que é responsável desinsetização e a Mosca LWS responsável pela desratização.
Um dos métodos mais utilizados pela empresa EFEGÊ no controle de
pragas é o expurgo. O expurgo ou fumigação é um método químico usado no
controle de pragas, que se baseia na aplicação de inseticida na forma gasosa em
ambiente fechado (silos), sendo este realizado com a aplicação de fosfina (PH 3). A
fosfina possui um alto poder de expansão, é pouco solúvel na maioria dos
produtos e na água, é incolor e inodora e em seu estado puro é quimicamente
inerte (SILVA, 2003). Além disso, são colocadas iscas estratégicas para o controle
de roedores, para o controle de pombos estabeleceu-se a vedação dos locais de
acesso das aves, emprego de substâncias contraceptivas como de di-hidrocloro.
O monitoramento do controle de pragas é realizado diariamente através de
planilhas que posteriormente eram arquivadas no laboratório da E.T.E.L.
35
3.2.3.7 POP de Controle de ProduçãoA elaboração dos produtos é extremamente controlada, a produção deve ser
realizada por pessoas capacitadas. Na empresa o controle de qualidade é realizado
desde a recepção da matéria-prima até o produto acabado.
Matéria-prima A matéria-prima utilizada pela empresa é selecionada buscando sempre a
qualidade do produto final. Para que o arroz que chega à empresa possa ser
beneficiado, é necessário primeiramente realizar a classificação da matéria-prima
através de uma amostragem.
No laboratório de controle de qualidade é feito um controle de todas as
amostras que chegam. A amostragem é a forma pela qual se obtém uma amostra
representativa do lote em análise. É atribuída uma numeração à amostra e feito o
preenchimento das planilhas com várias informações sobre o produto e as análises a
serem realizadas. A numeração da amostra é muito importante, pois após a
classificação desta no laboratório da indústria, esses dados serão comparados aos
informados pelo cliente e a conformidade define a descarga da matéria-prima
recebida. Além das informações que constam na planilha, a amostra é guardada por
um período de três meses, devidamente lacrada e identificada, depois de
determinada a qualidade do produto.
O laudo de classificação será utilizado como base para o pagamento da
matéria-prima e para definir o tipo de arroz que será possível produzir, também serve
de base para o controle nas etapas de armazenamento e beneficiamento. A
classificação segue norma específica e está baseada na determinação de impureza,
renda e rendimento. Da matéria-prima que chega são retiradas amostras para
análises de umidade, defeitos (picado, manchado, ardido, rajado, manchados,
gessados, quebrados), rendimento total e grãos inteiros.
EstocagemA estocagem a granel é mais adequada para grandes quantidades. Num silo
ou num graneleiro, grãos relativamente pequenos como os de arroz exibem
comportamento diferente das outras espécies de cereais, de grãos maiores,
principalmente por apresentarem maior tendência à compactação e oferecerem maior
resistência à passagem do ar, durante a aeração. Problemas decorrentes dessa
36
característica são contornados através de intrassilagem parcial ou total da carga do
silo e/ou de transilagens periódicas, durante o armazenamento, a cada período de 60
dias ou, no máximo, 90 dias.
Parboilização No processo de parboilização faz-se necessário o controle de tempo,
temperatura e pressão dos equipamentos, além disso, são retiradas amostras de
arroz parboilizado em casca para análise de possíveis defeitos como grãos
quebrados. Estas análises são realizadas de hora em hora. É importante que o local
e os equipamentos do setor de parboilização seja limpo para evitar a contaminação.
BeneficiamentoA quebra dos grãos no beneficiamento é de grande importância econômica
para indústria, devido à diferença de valorização do produto inteiro e o quebrado, por
isso neste estágio é importante que se tenha um controle de qualidade. O controle do
processo é realizado retirando uma amostra por hora do brunidor e do polidor a fim
de verificar o percentual de inteiros e de quebrados.
Pacote Após o empacotamento o arroz também é submetido a análises para
verificar o percentual de grãos inteiros, quebrados, manchados, rajados e metais.
Além disso, amostras são encaminhadas a um laboratório terceirizado para
realização de análises microbiológicas (coliformes termotolerantes e totais, Bacillus
Cereus,Salmonella spp, Stafilococus spp e Aflotoxinas B1,B2,G1 e G2). As
embalagens utilizadas no acondicionamento do arroz são aquelas cujo uso está
previamente aprovado pelo Ministério da Agricultura.
Como as embalagens eram acondicionadas de forma incorreta (em cima de
papelão), neste procedimento operacional estipulou-se que estas embalagens
deveriam ser armazenadas em cima de paletes ou prateleiras para evitar a
contaminação cruzada do produto final.
37
Acondicionamento do produto finalO acondicionamento do produto final também requer muito controle em
termos de higienização e seguridade, já que o local de armazenamento não era bem
fechado e nos arredores da empresa observa-se a presença de alguns pombos.
Sendo assim, fez-se necessário implantar medidas de controle como o
armazenamento do produto em local fechado, limpo e arejado.
O arroz era estocado em cima de paletes respeitando o espaçamento
necessário para garantir a ventilação adequada. A armazenagem do produto ocorria
de forma extremamente organizada obedecendo à regra de que o primeiro que entra
será o primeiro a sair, evitando assim que os produtos fiquem vencidos e não
possam ser comercializados.
3.2.3.8 POP de Recolhimento de produtos (recall)Este POP tem como objetivo estabelecer medidas para o recolhimento de
produtos defeituosos, fora de especificação, ou que possam causar danos à saúde
do consumidor.
Uma vez por ano a empresa EFEGÊ realiza uma simulação de recall para
avaliar a eficiência deste procedimento com relação ao tempo para identificação
dos clientes e agilidade das medidas corretivas. A empresa efetua o recolhimento
de todo e qualquer produto que apresentar irregularidades ou não-conformidade que
possam estar afetando a produção e/ou ter afetado a qualidade do produto
despachado para o cliente. Além disso, a empresa possui um grupo de recall
específico e apto para estabelecerem medidas e solucionar problema.
Os produtos recolhidos no mercado são acondicionados em um local
específico da empresa e são retiradas amostras para realizar análises a fim de
identificar o problema, verificando se o produto oferece risco à saúde do
consumidor. De acordo com os resultados destas análises é que se define o
destino do produto. Os registros deste POP serão armazenados no laboratório da
E.T.E.L. em uma pasta com o código do referido POP.
38

Processo de recolhimento - Identificar os lotes que podem estar envolvidos (número do lote, nota fiscal,
placa do caminhão);
- Identificar os clientes e os destinos envolvidos.
- Informar aos clientes por meio de telefone, confirmando, por fax, a irregularidade
observada e solicitando bloqueio dos lotes;
- Avaliar com o cliente os possíveis desdobramentos oriundos da utilização dos
lotes não-conformes na linha de produção;
- Abrir um relatório interno de não-conformidade para avaliação e tomada de
medidas corretivas de médio e longo prazo.
39
4 SUGETÕES
A empresa deveria ter um técnico apto para validar e colocar em prática as
medidas corretivas estabelecidas nos POPs.
Para o curso de química de Alimentos, seria importante que o mesmo
oferecesse oportunidade de estágio durante o curso, para que desta forma os alunos
já estivessem preparados e aptos para lidar com as rotinas industriais durante o
estágio de conclusão de curso.
40
5 CONCLUSÃO
Pode-se concluir que o estágio realizado foi de suma importância profissional,
pois além de permitir a aquisição de nossos conhecimentos e experiências, também
permitiu colocar em prática os conhecimentos obtidos durante o curso de Bacharel
em Química de Alimentos.
Conclui-se também que a elaboração de um manual de BPF é fundamental
para que a empresa possa continuamente oferecer um produto de qualidade. Desta
forma, instalações adequadas, aquisição de matérias primas de qualidade,
treinamento dos funcionários e colaboradores, limpeza e sanitização dos
equipamentos e dos manipuladores de alimentos, bem como conservação dos
equipamentos são, sem dúvida, fatores de grande importância para obtenção de
produtos alimentícios seguros.
Nos POPs elaborados para a empresa EFEGÊ foi estabelecida uma série de
medidas corretivas a fim de obter produtos com melhor qualidade nutricional,
sensorial, e adequados sob o ponto de vista de saúde pública.
.
41
6 REFERÊNCIASAMATO, G.W.; CARVALHO, J.L.V.; SILVEIRA FILHO, S. Arroz Parboilizado: Tecnologia Limpa, Produto Nobre. Porto Alegre: Ricardo Lenz, 2002, 240p.
AMATO, G.W.; SILVEIRA FILHO, S. Parboilização de arroz no Brasil. Porto Alegre,
CIENTEC, 1991. 91p.
BARUFFALDI, Renato. Fundamentos da Tecnologia de Alimentos, vol. 3. São
Paulo: editora Atheneu, 1998.
BRASIL. Ministério da Agricultura. Secretaria Nacional de Abastecimento. Normas de
identidade, qualidade, embalagem e apresentação do arroz. Brasília, v.8, n.20, p 1-
25, 1988.
BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. Resolução -
RDC nº 275, de 21 de Outubro de 2002. Dispõe sobre Normas para os
Procedimentos Operacionais Padronizados aplicados aos Estabelecimentos
Produtores/ Industrializadores de Alimentos e a Lista de Verificação das Boas
Práticas de Fabricação em Estabelecimentos Produtores/ Industrializadores de
Alimentos.
BRASIL. Ministério da saúde. Agência Nacional de vigilância Sanitária. Portaria nº
326, de 30 de julho de 1997. Aprova o Regulamento Técnico sobre "Condições
Higiênico-Sanitárias e de Boas Práticas de Fabricação para Estabelecimentos
Produtores/Industrializadores de Alimentos.
Brasil. Ministério da saúde. Agência Nacional de vigilância Sanitária, Resolução -
RDC n° 216, de 15 de setembro de 2004. Dispõe sobre Regulamento Técnico de
Boas Práticas para Serviços de Alimentação.
BRASIL. Ministério da Saúde. Portaria 518 de 25 de março de 2004. Estabelece os
procedimentos e responsabilidades relativos ao controle e vigilância da qualidade da
água para consumo humano e seu padrão de potabilidade, e dá outras providências.
42

BRASIL. Ministério do Trabalho e Emprego. Secretaria de Segurança e Saúde no
Trabalho. Norma Regulamentadora- NR nº 7. Programa de Controle Médico de
Saúde Ocupacional.
EVANGELISTA, José. Tecnologia de Alimentos, 2a edição. São Paulo: Editora
Atheneu, 1999, 587p, 621-623p, 647, 651-652p.
GIORDANO, José C. Controle Integrado de Pragas – C. I. P, 2004. 8 f
HISTÓRICO DA EMPRESA. Disponível em www.efege.com.br. Acesso em
18/11/2008.
O GRÃO DE ARROZ. Disponível em
http://www.mundoregional.com.br/agricultura/noticias.htm . Acesso em: 10/09/2008.
O GRÃO. Disponível em
http://www.ufrgs.br/alimentus/terradearroz/grao/gr_divisao.htm . Acesso em
15/09/2008.
SACOOL, Ana L. de Freitas. Sistematização de ferramenta de apoio para as Boas Práticas em serviços de Alimentação. 2007.192 f. Dissertação de Mestrado (curso
de pós-graduação em Ciência e Tecnologia de Alimentos) - Universidade Federal de
Santa Maria, Santa Maria – RS.
SILVA, Priscila M. Arroz: Mercado, processamento e parâmetros de qualidade.
2007. 56 f. Seminário (curso Bacharel em Química de Alimentos) - Universidade
federal de Pelotas, Pelotas.
Simpósio Sul - Brasileiro de qualidade do arroz - Anais /Organizado por Moacir
Cardoso Elias e Irineu Lorini. Passo fundo: Editora Abrapós, 2003.599p. 21 cm.
Standard Methods for The Examination of Water and Wastewater. Washington,
D.C., American Public Health Association. 20th Edition, 2002.
43
Apêndice I - Modelo de POP que foi elaborado
44
INSTRUÇÃO OPERACIONAL PARBOILIZADO IOR 004
MANEJO DE RESÍDUOS PÁG. DE 1 DE 2 REV. 0
1 OBJETIVO
2 REFERENCIAS BIBLIOGRÁFICAS
3 RESÍDUOS GERADOS
4 MEDIDAS CORRETIVAS
5 RESPONSÁVEIS PELA TAREFA
6 MONITORAMENTO
7 REGISTROS
Elaborado por: Revisado por:
Apêndice II – Cartazes elaborados para conscientização dos funcionários
COLABORADORES
Favor, colocar o
lixo na lixeira.
Obrigado!!!!
45
COLABORADORES
POR FAVOR,
MANTENHAM OS
BANHEIROS
LIMPOS.
Obrigado!!!
46
Como Lavar as mãos
Molhar as mãos com água até área dos antebraços;Aplicar detergente neutro esfregando mãos e antebraços; Enxaguar;Secar as mãos com papel toalha;Aplicar álcool 70 % durante aproximadamente 30 segundos;Deixar secar naturalmente.
Freqüência de lavagem das mãos
Deve - se lavar as mãos quando:
Chegar ao trabalho;Utilizar os sanitários;Tossir, espirrar, ou assoar o nariz; Fumar; Recolher o lixo e outros resíduos; Pegar em dinheiro; Houver interrupção de serviço; Iniciar um novo serviço; Antes e depois de usar luvas;
47
Anexo 1 – Planilha de registro da inspeção visual dos equipamentos
EFEGÊ Armazenamento e Administração de Bens Ltda.
Rua Dom Pedro II, n° 11 Pelotas - RS - Fone: 0xx53-3278-7070
REGISTROS DE INSPEÇÃO VISUAL DOS EQUIPAMENTOS
1. Sujo 2. Regular 3. Limpo
Beneficiamento DATA EXT ENTORNO INTERNO Freq. Ass.DescascadoresCâmara cascaSeparador Mar.
BrunidoresPolidores
Peneira RotativaPeneira ArSeparador PerfilEletrônicasResfriadores
Empacotamento DATA EXT ENTORNO INTERNO Freq. Ass.Peneira Suzuki
Silos Parbo.Silos PacoteEmpacot 5kgTecnotok 1kgMultipack 1KgEnfardadeira
Parboilização DATA EXT ENTORNO INTERNO Freq. Ass.Peneira
encharcamentoautoclave
Leito FluidizadoSecador ContSecadores Int
Silos
48