
6.4 soldadura.pdf
239
DEPARTAMENTO DE ARQUITECTURA Y CONSTRUCCIONES NAVALES ESCUELA TÉCNICA SUPERIOR DE INGENIEROS NAVALES TITULO DE LA TESIS DOCTORAL: PL NTE MIENTO CTU L E L CONFIGUR CIÓN DE UN STILLERO P R S U D PT CIÓN L CONSTRUCCIÓN E BUQUES CRUCERO POR RAQUEL NUÑEZ-BARRANCO GONZÁLEZ ELIPE INGENIERO NAVAL TESIS DIRIGIDA POR CARLOS ARIAS RODRIGO DOCTOR INGENIERO NAVAL ANO 2004
-
Upload
jairo-linares-porras -
Category
Documents
-
view
247 -
download
0
Transcript of 6.4 soldadura.pdf
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 1/239
DEPARTAMENTO DE ARQUITECTURA Y CONSTRUCCIONES NAVALES
ESCUELA TÉCNICA SUPERIOR DE INGENIEROS NAVA LES
TITULO DE LA TESIS DOCTORAL:
PL NTE MIENTO CTU L E L CONFIGUR CIÓN
DE UN STILLERO P R
SU
D PT CIÓN
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 2/239
Tribunal nombrado por el Mgfco. Y Excmo. Sr. Rector de la Universidad
Politécnica de M adrid el día de de 2004 .
Presidente D.
Vocal D
Vocal D
Vocal D
Secretario D .
Rea lizado el acto de defensa y lectura de la Tesis el día de
de 2004
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 3/239
ÍNDI E
0 RESUMEN 1
1.-INTRODUCCIÓN. 3
2.- ANÁLISIS DÉ OFERTA Y DEMANDA EN LA INDU STRIA DE CRUCEROS 5
2.1.- FACTORES CLAVE Y DESARROLLO 5
2.1.1.-GLOBALIZACIÓN 5
2.1.2.-CONSOLIDACIÓN 6
2.1.3.-PREVISION ES DE NUEVOS MERCADOS 8
2.2 .-MERCADOS y DESTINO S MUN DIALES 9
2.2.1.-PRINaP ALES MERCADOS 9
2.2.2.-PRINCIPALES DE STIN OS 10
2.2.2.1.-CARIBE 10
2.2.2.2.-MEDITERRÁNEO 11
2.3.- ESTADO ACTUAL DE LA IN DU ST RI A DE CRUCEROS 13
2.4.- A N Á LI S IS DE LA OFERTA EN EL MERCADO DE CRUCEROS 15
2.4.1.-OFERTA HIS TÓ RIC A 15
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 4/239
4.3.- PARQUE DE RECEPCIÓN DEL MA TE RIA L EN BRUTO 61
4.4.- CORTE y CONFORMADO DEL MAT ERIA L EN BRUTO 63
4.4.1.-
CORTE y CONFORMADO DE PLANCHAS 63
4.4.2 .- CORTE y CONFORMADO DE LLANTAS Y PERFILES 64
4.5.-TA LLERE S DE REFUERZOS 65
4.6.-TA LLER DE PREVIAS 66
4.7. -TALLER DE BLOQUES PLANOS 67
4.8.-TA LLER DE BLOQUES CURVOS 69
4.9.- ZON A DE PREMON TAJE DE BLOQUES. 72
4.1 0.-DIQ UE - SRADA 73
4.11.-ARMAMENTO 74
4.12.-
DIST RIBU CIÓN EN PLANTA y FLUJOS DE MATERIALES ENTRE
LOS DIS TIN TO S CENTROS PRODUCTIVOS 75
4.13.-
RESUMEN DE VIRTUDES V DEFECTOS DE LA PLANTA AN ALIZ AD A 77
5.- BENCHMARKINe DE LA COMPETENaA 78
5.1 . -F INCANTIERI 79
5.L1.-
CON SIDER AaON ES SOBRE LA PLANTA ANA LIZADA 94
5 .2 . -CHANTIERS DE L ATLANTIQUE 95
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 5/239
8.4.-ESTRATEGIA DE INS EN IER IA 141
8.5.- GES TIÓN DE MATERIALES Y PL AN IFI CA aÓ N DE LA PRODUCCIÓN 142
8.6.- PREPARACIÓN DE INSTR UCC IONE S DE TRA BAJO PARA CADA PAQUETE DE TRAB AJO 144
8.7.- CALIDAD COMO INSTRUMENTO DE REDUCIR COSTES Y AUMENTAR BE NE Fia O S 144
9. - ANÁLISIS DE LOS PRO ESOS PRODUCTIVOS 145
9.1.- INTRODUCCIÓN 145
9.2.-PROCESO DE ELABO RACIÓN . 146
9.2.1.-
UN IDA DE S PRODUCTIVAS DEL PROCESO DE ELABO RACIÓN 146
9.2.1.1.-CORTE DE PLANCHAS 146
9.2.1.2.- CURVADO DE PLANCHAS 146
9.2.1.3.- CORTE DE REFUERZOS LL AN TA S Y PERFILES ) 146
9.2.1.4.- CURVADO DE REFUERZOS LLA NTA S Y PERFILES) 147
9.3.- PROCESO DE PREFABRICACIÓN 147
9.3.1.-UNIDADES PRODUCTIVAS DEL PROCESO DE PREFABRICACIÓN 148
9.3.1.1.-PREVIAS CONV ENCION ALES 148
9.3,1.2.-PREVIAS 3D 148
9.3.1.3.-REFUERZO S EN T. 149
9.3.1.4.-PANELES SIMP LES 149

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 6/239
10.3.7. LINEAS E PREVIAS 18
10.3.8. DISTRIB UCIÓN EN PLANTA Y FLUJOS E MATERIALES ENTRE
LOS DISTINTOS CENTROS PRODUCTIVOS
181
11.
CONTRASTE ENTRE LA PLANTA PROPUESTA Y LA IN IC IA L
184
12. CONCLUSIONES
186
13. BIBLIOGRAFÍA
190
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 7/239
0 . RESUMEN
La presente tes is es f ru to de la experiencia profesional de la doctorando en el
astillero de Puerto Real, del grupo Izar, en donde comenzó a trabajar cuando la
configuración de la planta todavía respondía a planteamientos vigentes en la época de
su creación años 70 ).
Los dos factores que han condicionado tradicionalmente la configuración de la
planta, el tipo de producto y los cr iter ios de gestión, van a establecer las dire ctric es
de la estructura de la tesis, como resumimos a continuación:
La tesis comienza con un estudio de mercado epígra fe 2 .-) de la indus tria de
cnsceros para conocer mejo r el tipo de prod ucto al que queremos enfocar la planta
del as tille ro. Este estudio se completa con un análisis más pormenorizado del buque de
cruceros epíg rafe 3.- ), que comenzando por el estado del a rt e y las tendencias
actuales en su diseño, culmina con un análisis de sus peculiaridades, prestando especial
atención a detalles estructurales, por la repercusión que éstos puedan tener a la hora
de elegir las instalaciones
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 8/239
En el epígrafe 8.- se
abordan
algunos principios que aun no pertenecientes de
forma tan inmediata a la estrategia util izada para la construcción del buque ya
abordada en el epígra fe 6. - si que
van a
ayudar
a
comprender mejor la operativa de
cons trucción de és te como la tecnología de grupos la es tra teg ia de ingeniería o el
sistema de gestión de m ateriales u tilizad o en los procesos de producción.
En
el epíg rafe 9.- se
ana lizan
los procesos productivos en el orden cronológico de
su participación en la fase del proceso de construcción del buque que comienza en el
corte del material en bruto y finaliza en los productos intermedios que
serán
trasladados a la zona de premontaje.
En el epígrafe 10.- se aborda la propuesta de planta adaptada a la construcción de
buques cruc ero obje tivo primordial de esta tesis para lo cual se tend rá en cuenta
en tre o tro s aspectos los puntos débiles de la planta de
par-tióa
los nuevos criterios
que
van a
primar sobre disposición y ges tión de plantas actuales el análisis realizado
sobre o tra s plantas de as tilleros en la vanguardia de la construcción de crucero s y las
características del producto que
nos ocupa
el buque de cruce ros.
En el epígrafe 11.- se realiza el resumen de las cara cterís ticas más
representativas de la solución propuesta en contraste con la situación inicial.

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 9/239
1 . - INTRODUCCIÓN
La fuerte competencia existente en el mercado de la construcción naval va a
forzar una mejora continua en términos de calidad, coste y plazo. Esta circunstancia
es un denominador común en cualquier ámbito industrial en la actualidad. Todas las
empresas, desde las de bienes de equipo hasta las de servicios, están inmersas en
esta tendencia.
En este marco, podríamos establecer como objetivo de partida de esta tesis el
siguiente: planteamiento la configuración de un astillero para su adaptación a las
nuevas tendencias que va imponiendo d mercado y la ulterior aplicación al caso de un
crucero.
Hemos elegido el crucero como producto al que aplicar nuestro estudio por ser un
tipo de buque de gran valor añadido y de alto contenido tecnológico. Estas
características no son
ajenas a
otros tipos de buques, como podrían ser los buques
gaseros o bien los buques sh ut tie .
Existe un aspecto del proceso constructivo de un crucero que di fie re de otros
tipos de buques comprometidos. Mientras que en la mayoría de los buques de cierto

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 10/239
El nuevo sistema tiene otr os o bjet ivos , como son el tiempo de en trega , calidad,
flexibi l idad,
servicio y una reducción mucho más fuerte de los costes con la
introducción del concepto de desperdicio.
Podemos con cre tar nuestro o bje tivo inicial como sigue:
Propuesta de planta de un as tille ro , concebida en su día con planteamientos
tradicionales, a fin de adecuarla a los objetivos que van a imperar en el sector
industrial a partir de ahora, objetivos que pueden ser recapitulados someramente en
el guión que ofrecemos a continuación:
• Un elevado nivel de productivida d debido a la eliminación de actividades sin
valor añadido por ejemplo, demasiada manipulación de material o trans po rtes
excesivos)
• Minimización de tiempos, por eliminación de tiempos muertos y de actividades
consideradas como d es pilfa rro .
• Minimización de costes como consecuencia de la eliminación de las actividades
consideradas como despilfarro y, en general, de todo consumo inútil de
recursos).
• Flex ibilidad necesaria para que la empresa ajuste sus procesos al mercado de
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 11/239
2 . / \N/VLISIS DE OFERTA Y DEM/INDA EN LA INDUSTRIA DE CRUCEROS
2 . 1 .
FACTORES CLAVE Y DESARROLLO
2 . 1 . 1 .
SLOBALIZACIÓN
Hasta mediados de los ochenta o incluso hasta 1990 la industria de cruceros ha
estado fuertemente vinculada al turismo norteamericano. Actualmente, este no es el
caso,
pues
no
resulta posible tener un conocimiento real de esta industria
considerando únicamente el caso de Norteamérica, aunque este sector continúe
siendo el primer mercado de cruceros en el mundo.
La presente expansión de crucerístas provenientes de Europa comenzó en 1987
fundamentalmente en el Reino Unido. Pos teriormen te los países del no rte de Europa,
principalmente Alemania y en menor grado Italia y Francia, han experimentado
gradualmente una expansión en número de sus viajeros.
Estimaciones basadas en el tamalio de poblaciones seleccionadas en diversos países
para evaluar el incremento de la cuota de mercado del turismo de cruceros han
llevado a las siguien tes conclusiones:
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 12/239
El proceso de globalizacíón no ha estado circunscrito a Europa sino que también se
ha asentado en el sudeste asiático y en el lejano oriente. La relativa lejanía de estos
lugares ha restringido el crecimiento del número de cruceros bajo operadores
tradicionales, propiciando no obstante, su desarrollo por operadores de la zona.
Podemos ,por tanto, y en una primera aproximación, clasificar espacialmente el
mercado en tres grandes zonas geográficas:
• Norteamérica
• Europa
• Asia
Existen factores diferenciadores en cada uno de esos mercados (duración del
cru ce ro, ocupación, etc .), que demuestran que ún existe un camino por recorrer antes
de que el proceso de globalización se pueda dar por concluido.
2 . 1 . 2 . CONSOLIDACIÓN
En el mercado de cruceros, en términos comerciales, aparecen dos capas de
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 13/239
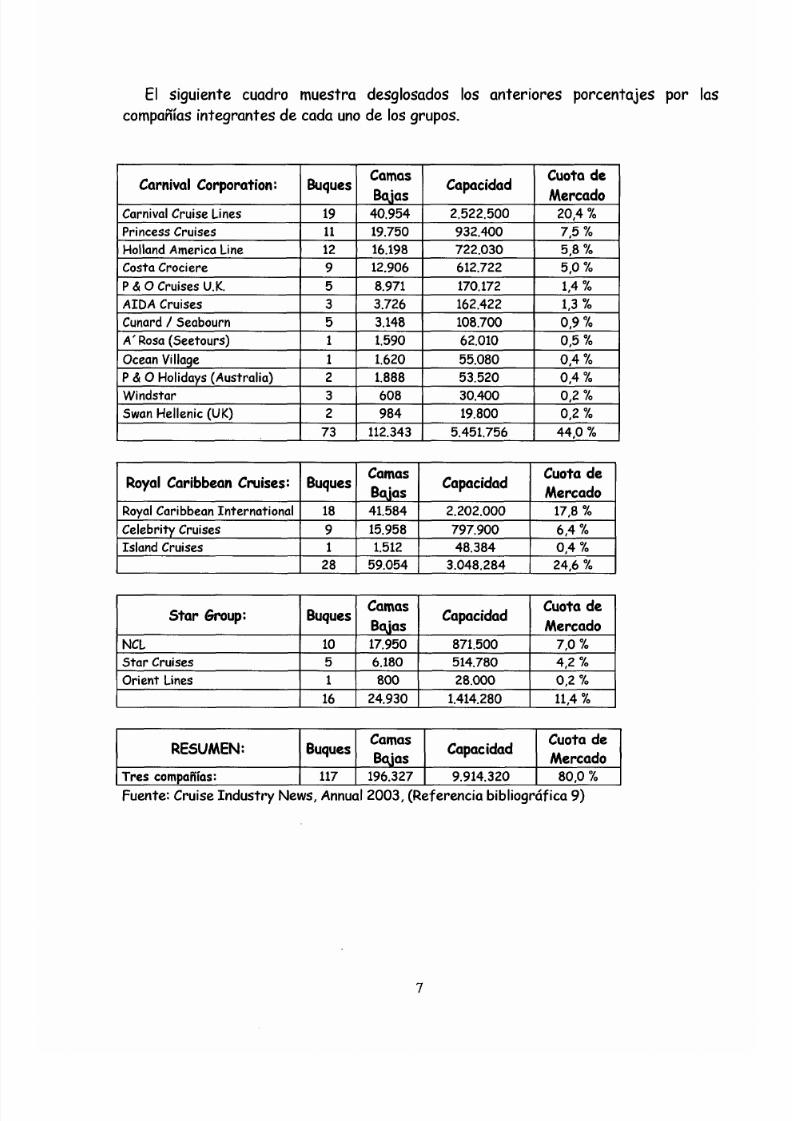
El siguiente cuadro muestra desglosados los anteriores porcentajes por las
compañías integrantes de cada uno de los grupos.
Carnival Corporation:
Carnival Cruise Lines
Princcss C ruises
Holland iAmcrica U ne
Costa Creciere
PAO Cruises U.K.
AÍDA Cruises
Cunard / Seabourn
A Rosa (Seetours)
Ocean Village
PAO Holidays (Austral ia)
Windstar
Swan Hellenic (UK)
Buques
19
11
12
9
5
3
5
1
1
2
3
2
73
Camas
Bcúas
40.954
19.750
16.198
12.906
8.971
3 726
3.148
1.590
1.620
1.888
608
984
112.343
Capacidad
2 522 500
932.400
722.030
612.722
170.172
162.422
108.700
62.010
55.080
53.520
30.400
19.800
5 451 756
Cuota de
AAercado
20,4
7,5
o
5,8
5,0
1,4
1,3 7o
0,9
o
0,5 o
0,4 o
0,4
o
0,2 7o
0,2 o
44,0 o
Royal Caribbean Cruises:
Buques
Camas
Bqjas
Capacidad
Cuota de
Mercado
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 14/239
2 .1 .3 . PREVISIONES DE NUEVOS MERCADOS
El mercado de Europa Occidental ha sido identificado por los grandes ejecutivos
del sector como clave en el futuro crecimiento de este negocio.
El este de Europa, Rusia y otros países del CIS, tienen una población base de más
de 200 millones de personas Aun reconociendo que muchos de ellos carecen de un alto
poder adquisitivo, la industria de cruceros cometería una torpeza si ignorase el hecho
de que una penetración de mercado en este secto r de sólo el 0,10 repre sen ta la
perspectiva de un incremento de 200.00 0 pasajeros.
La principal conclusión con respecto a la totalidad del mercado europeo, que
importa unas expectativas totales de 9,4 millones de cruceristas adicionales es que,
en esencia, sería posible adaptar el producto norteamericano a los gustos europeos
cualquiera que fuese la procedencia de los pasajeros. En contraste, como indica
claramente el nuevo planteamiento de Star Cruises, los operadores tendrían que
estudiar a fondo los productos que pretendan ofrecer en otras partes del mundo
como India o el lejano oriente.
Las perspectivas de crecim iento en el sudeste asiático y Au stra lia son claras. Ya
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 15/239
2 . 2 . MERCADOS Y DESTINOS MUNDIALES
2 . 2 . 1 .
PRINaPALES MERCADOS
Norteamérica
El turismo de
cruceros
en Norteamérica es el mayor, el más antiguo y más
consolidado del mundo.
El mercado americano se caracteriza por ser muy homogéneo, con un único idioma y
una considerable proximidad c ultur al.
El patrón de crecimiento norteamericano dentro de la industria turística es, por
cualquier criterio, excepcional y no hay seíiales hasta ahora de que vaya a finalizar,
como lo demuestra el hecho de que, hasta la fecha, la industria ha demostrado tener
el poder de recuperación necesario para adaptarse a las situaciones de recesión
económica.
Europa
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 16/239
2 . 2 . 2 . PRINaP/^LES DESTINOS
2 . 2 . 2 . 1 . CARIBE
El Caribe continúa siendo el principal destino de cruceros en el mundo. Su
cercanía
a
Norteamérica, así como el gran interés que despierta en viajeros de todo el mundo
ha sido un factor decisivo en el rápido crecimiento de la industria de cruceros
norteamericana. El número de atractivos y bien conocidos destinos en el Caribe ha
permitido
a \a
industria de cruceros ofrecer una gran variedad de itinerarios,
duración y p recios.
Existen unas siete mil islas en el mar Caribe aunque muchas de ellas son pequeñas o
están deshabitadas.
Los del Caribe son usualmente cruceros de destino intensivo en un clima soleado y
cálido que
abarcan
desde 4 a 8 puertos en una semana dependiendo de si zarpan desde
un puerto de Florida o desde un puerto propio del Caribe como Barbados o San Juan.
Esto sign ifica una frecue ncia de al menos un pue rto de escala por día.
La situación del Caribe en el 2003, se ha caracterizado por más pasajeros,
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 17/239
2.2 .2 .2 . - MEDITERRÁNEO
Una de las ventajas fundamentales del Mediterráneo es la riqueza y diversidad de
manifestaciones culturales. Es por esto que los cruceros que se planifiquen en esta
zona deben considerar este aspecto como fundamental y deben diseñarse pensando
que el objetivo principal de los clientes es visitar en un tiempo reducido el mayor
número de lugares, relegando el barco a un mero transporte que les permita lograr
dicho fin.
Como consecuencia a lo anteriormente expuesto, la permanencia en el barco
durante los cruceros por el Caribe es mucho más elevada que en los del Mediterráneo,
y por tanto el pasaje tiene muchas más oportunidades de gastar el dinero en otras
actividades ba res, espectáculos, etc.) en la zona caribeíia con respecto al
Mediterráneo, siendo precisamente estos ingresos los que permiten, de alguna
manera, reducir el precio de los billetes de los barcos que realizan viajes a esta zona
y hacerlos ,en principio, más com petitivos.
Durante el
año
2003 la compaíiía que ha liderado el mercado en esta zona ha sido
Costa Crociere, con nueve buques operativos para un pasaje tanto americano como
europeo. Mediterranean Shipping Cruises, le han seguido a corta distancia. Estos dos
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 18/239
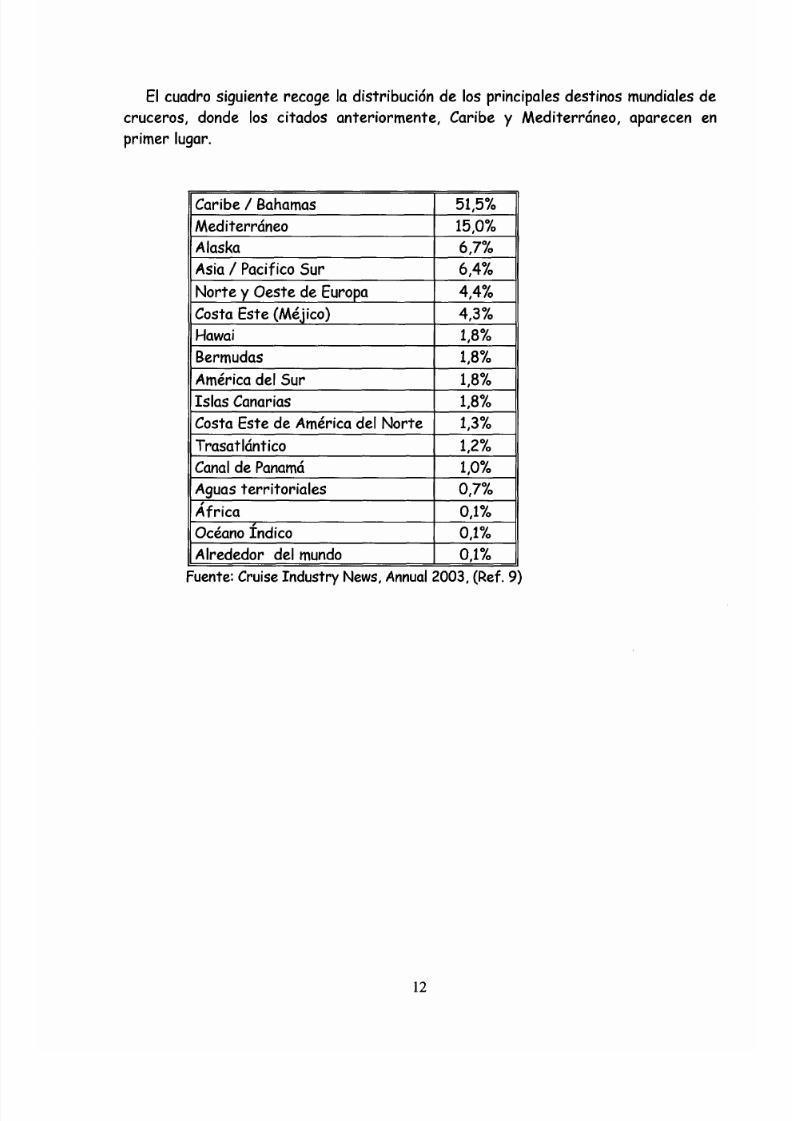
El cuadro siguiente recoge \a distribución de los principales destinos mundiales de
cruceros, donde los citados anteriormente, Caribe y Mediterráneo, aparecen en
primer lugar.
Caribe / Bahamas
Mediterráneo
Alaska
Asia / Pacifico Sur
Norte y Oeste de Europa
Costa Este (Méjico)
Hawai
Bermudas
América del Sur
Islas Canarias
Costa Este de América del N or te
Trasatlántico
C ma\ de Panamá
Aguas terri toriales
51,5
15,0
6,7
6,4
4,4
4,3
1,8
1,8
1,8
1,8
1,3
1,2
1,0
0,7
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 19/239
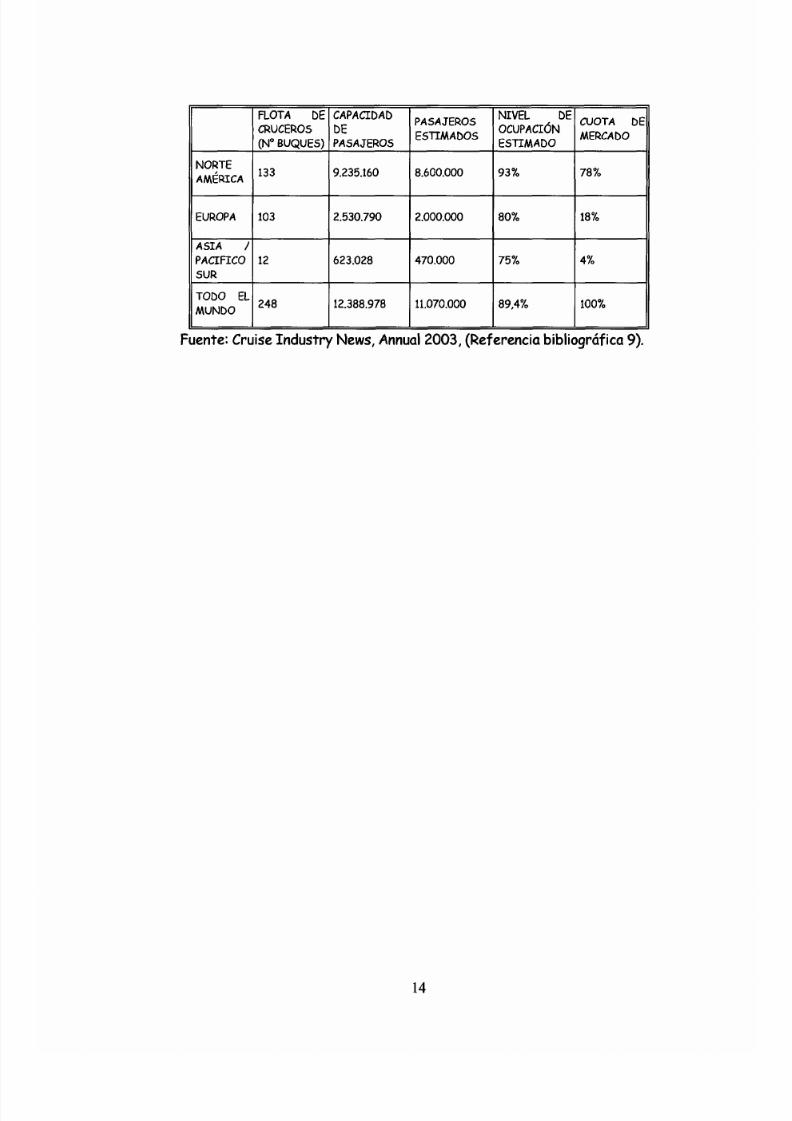
2.3. ESTADO ACTUAL DE LA INDUSTRIA DE CRUCEROS
La industria de cruceros se ha enfrenta do a una situación complicada en el 2003 .
Mientras las líneas de cruceros han puesto buques en circulación con un arqueo no
logrado hasta entonces, lo que significa que hay más camas por ocupar que nunca, una
combinación de factores ha disuadido a potenciales usuarios de via]ar tales como, la
guerra de Irak, la corriente de antiamericanismo en ciertos países europeos, que ha
afectad o negativamente al periodo de cruceros por el Med iterráneo , o el síndrome
res pira torio agudo, que ha tenido un impacto negativo en el lejano oeste.
En una situación como la descrita en el párrafo anterior, las líneas de cruceros han
tenido que acudir a estrategias de precios agresivas, para llenar su flota cada vez
mayor. Los descuentos en el precio del b ille te , se han compensado incrementado los
precios a bordo y recortando costes. Hasta ahora, la fórmula ha funcionado. Pero
también es cierto que parece haber llegado al límite. Prueba de que estas medidas han
sido utilizadas en demasía, son las quejas cada vez mayores de los pasajeros, en el
sentido de que han sido incitados a gastar, poniendo ante sus ojos una gran variedad
de oportunidades de consumo, como subastas de arte, centros comerciales, spa,
excursiones a tierra, etc., con incrementos abusivos de precios.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 20/239
NORTE
AMÉRICA
EUROPA
ASIA /
PACIFICO
SUR
TODO EL
MUNDO
FLOTA DE
CRUCEROS
(N° BUQUES)
133
103
12
248
CAPAaDAD
DE
PASAJEROS
9 235 160
2 530 790
623.028
12.388.978
PASAJEROS
ESTIMADOS
8 600 000
2 000 000
470.000
11.070.000
NIVEL DE
OCUPACIÓN
ESTIMADO
93
80
75
89,4
CUOTA DE
MERCADO
78
18
4
100
Fuente: Cruise Indu stry
News,
Annual 2003, (Referencia bibliográfica 9).
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 21/239
2 . 4 . A N /^ U S IS DE LA OFERTA E N EL MERCADO DE CRUCEROS
2 . 4 . 1 .
OFERTA HISTÓRICA
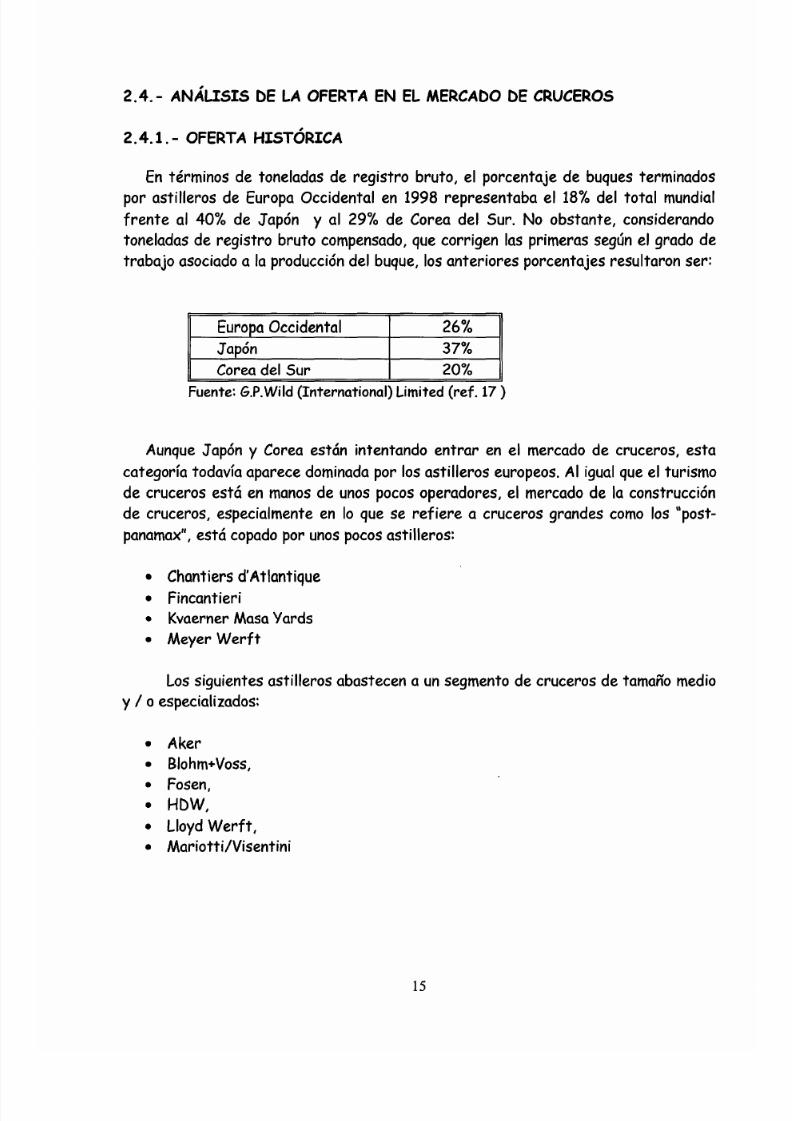
En términos de toneladas de registro bruto, el porcentaje de buques terminados
por astilleros de Europa Occidental en 1998 representaba el 187o del total mundial
fr e n te al 40% de Japón y al 29% de Corea del Sur. No obstan te, considerando
toneladas de registro bruto compensado, que corrigen las primeras según el grado de
trabajo asociado a la producción del buque, los anteriores porcentajes resultaron
ser
Europa Occidental
Japón
ore del Sur
26%
37%
20%
Fuente; S.P.Wild (Inte rnational) Limited (ref . 17 )
Aunque Japón y Corea están intentando entrar en el mercado de cruceros, esta
categoría todavía aparece dominada por los astilleros europeos. Al igual que el turismo
de cruceros está en manos de unos pocos operadores, el mercado de la construcción
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 22/239
2 .4 .2 . OFERT/\ POTENCIAL
apón
La aportación japonesa no puede considerarse despreciable: en el rango de buques
de tamaño medio de ent re 500 y 1000 pasajeros), ha con tribuido con tr es de los seis
mejor clasificados en la escala Berlitz^. Hasta la fecha, sin embargo, no ha construido
buques mayores que el Cristal Harmony, de 960 pasajeros. A este respecto, el
contrato de Mitsubishi con PAO ahora
arniwal
Corporation tra s la fusión ),
representa un
v nce
significativo.
Coreo
Hasta la fecha,
orea
no ha construido buques de crucero como ta les , aunque en
1988 Hyundai entregó a
Ivaran
Lines el híbrido Americana, cuya mejor descripción
seña \a
de un buque porta contenedores con extensas zonas para acomodación de
pasajeros. Dicha acomodación comprendía 88 camas bajas en 52 cabinas, operando el
buque en una línea regular entre América del Norte y del Sur. Cuando Canadian Pacific
adquiere la compañía en 1999 se suprime el servicio de pasajeros.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 23/239
2.5. ESTRUCTURA DE LA FLOTA
2.5.1.
EVOLUCIÓN
DE LA
FLOTA ACT UAL
La fl o ta internacional de cruce ros actualmente aglutina 248 buques en servicio
refe renc ia bibliográ fica 9 ) . Esta flo ta ha evolucionado y crecido desde que a finales
de los sesenta las líneas marítimas de transporte de pasajeros dieran paso a los
vuelos intercontinentales. En aquella época, un gran número de buques que cubrían la
misma ruta, muchos de ellos de reciente construcción y en perfecto estado, quedaron
disponibles para nuevos usos. Algunas de las líneas marítimas tradicionales se
cambiaron al sector de cruceros y otras expandieron modestas rutas existentes de
cruceros de temporada. Ejemplos de tales compañías fueron Holland America y Home
Lines en USA, Chandris en Grecia, Costa y Sitm ar en It a lia y
PáO
y Cunard en
Gran
Bretaña.
Otros buques fueron vendidos a nuevos operadores como Sun Lines, compañía sita
en Greda Tres modernos buques de primera clase fueron vendidos a \a recién
consti tuida
Carni\/a\
C ruise Une en Miami y fue ron la columna verte bra l de dicha flo ta
durante bastantes
años

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 24/239
Al mismo tiempo comenzaron a formarse mayores agrupamientos a través de
adquisiciones de compañías, como le ocurrió a PátO Princess, que adquirió Sitmar y
Holland América la
cual,
a su vez, compró Home Lines antes de que ella misma fu er a
adquirida por Carnival.
A
mediados de los noventa, una serie de operadores de primera
f i la , los líderes efectivos del mercado, habían emergido con el tamaño y fortaleza
financiera suficientes para embarcarse en un programa continuado de nuevas
construcciones. Esto condujo por vez primera a traspasos de buques por estos grupos
para los que sus buques más viejo s y más pequeños resu ltaban inapropiados para su
posición en el m ercado. Carniva l, RCCL, NCL y PAO comenzaron a vender dichos buques
más viejos. Estos buques fueron vendidos a un grupo de operadores de segunda línea
que emergía con rapidez y que fue abriendo nuevos mercados lejos del eje caribeño
ocupado por los operadores de primera fila.
Durante es te tiempo se han seguido contratand o buques cada vez mayores
alcanzándose el índice actual de 14 buques nuevos por año.
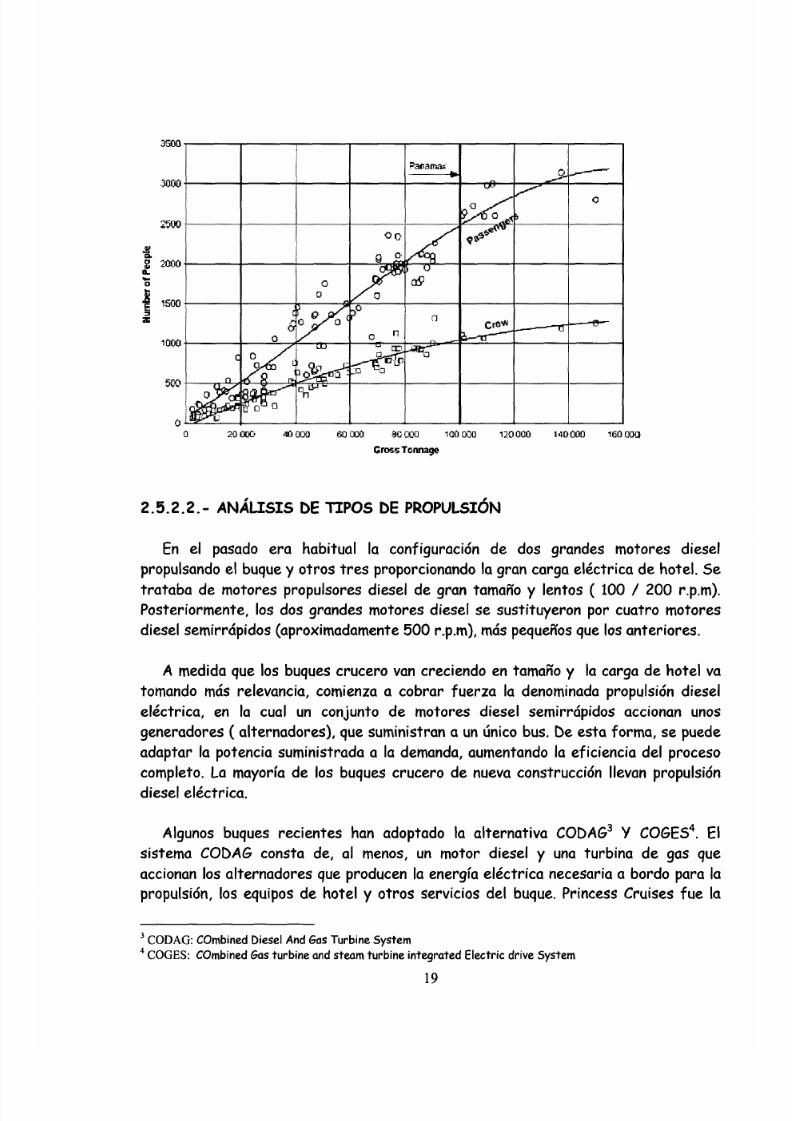
2 .5 .2 . DEs etOSE DE LA FLOTA ACTUAL
Del análisis previo sob re la evolución de la fl o ta actual puede deducirse que ésta se
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 25/239
3500
o.
o
o 20Ú0C -üOOOa 6D0CO -SO 000 laODOQ 1 20 00 0 14D00D 160 00 0
Cro5sTonnag«
2 .5 .2 .2 . AN ÁL ISIS DE TIPOS DE PROPULSIÓN
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 26/239
primera compañía que anunció su decisión de equipar a cuatro de sus buques de
crucero con sistema CObAG. En es te momento posee dos buques post-panam ax de
clase Sra nd construidos en el as til lero de Mitsu bish i, en Japón. Uno de ellos, el
Diamond Princess, ya entregado, y el otro, el Sapphire Princess, que tiene prevista su
en trega para mayo del 2 00 4. También posee dos buques panamax más pequeños, de
clase Baby Granó , construidos en Chantiers de lAtlantique: el Coral Princess, y el
Island Princess, entregados ambos en el 2003.
En todos los buques de Princess Cruises con el sistema CObAG, \a turb ina de gas
está situada en la chimenea, en la línea de la cubierta de sol. El motivo de esta
situación tan poco convencional es reducir la longitud de los conductos de entrada de
aire y de exhaustación para ahorrar espacio.
Holland America Line ha seleccionado también el sistema CObAG para sus cuatro
buques de la clase Vista construidos en Fincantieri (el Zuiderdam, entregado en el
2002,
el Oosterdam en el 2003. el Westerdam en el 2004 y el Noordam que tiene
prevista su entrega para enero del 2006.).
Una de las razones por las que Princess Cruises y Holland América Line eligieron el
sistema CObAG responde a su capacidad de funcionar sin ninguna em isión de humos en
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 27/239
velocidades bajas, lo que tiene un impacto negativo en el consumo de combustible del
buque.
Los dos modos de funcionamiento comentados son muy extre mos. En el primero los
motores diesel se usan como fuente principal de potencia y la turbina se arranca sólo
cuando la demanda de potencia excede de la capacidad de los motores. El otro modo
es el opuesto: la turbina de gas se utiliza para cubrir la carga base y los motores
diesel actúan como auxiliares. En la realidad, un sistema CObAG funcionará entre
ambos modos y la
manera
de operación real dependerá, en gran medida, del itine rario
que realice el buque.
COGES es un tipo de propulsión eléctrica en la que los alternadores están
accionados por turbinas de vapor y por turbinas de gis. Las turbinas de gas están
direc tam ente conectadas a los alternado res. En la exhaustación de la turb ina de gas
se sitúa la caldera que recupera el calor y produce vapor sobrecalentado, el cual es
conducido a una turbin a de vapor que, a su vez, acciona un alterna do r.
Milenium,
construido en Chantires de lÁtlantique y entregado a Celebrity Cruises
en junio del 2000 fue el primer gran buque de crucero que utilizó la configuración
COSES. Posteriormente otros tres grandes buques de crucero provistos también con
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 28/239
fuel-oil más pesado y viscoso. Durante muchos años hubo un exceso de
aproximadamente 8 0 US por tonelada en el precio del gas-oil con respec to al fue l-o il
marino pesado. Esta diferen cia aumentó a 110 debido al incremento en el precio del
fue l ,
que comenzó en el 200 0. El consumo anual de fuel de 40 .00 0 toneladas en el
caso de un mega-buque ha sido un fa ct o r decisivo a la hora de ev itar que la turbin a de
gas haya irrumpido de una forma significativa en este mercado.
Otra ventaja de las turbinas de gas sobre el motor diesel es que sus emisiones de
productos químicos contaminantes son considerablemente más bajas. Este hecho, en
una
e ra
de preocupación med ioambiental como la ac tual, tien e un peso cons iderable.
A
fin de satisfac er la demanda de la próxima generación de buques cru ce ro,
Wdrtsild ha desarrollado un concepto que consta de una cámara de máquinas
combinada die se l-elé ctric a, diesel-mecánica y de una propulsión híbrida consistente en
dos pods eléctricos
as\
como de una hélice de paso variable accionada mecánicamente
por una línea de ejes convencional. Este tipo de planta que responde al acrónimo de
CODED^ of re ce las venta jas normalmente asociadas con la propulsión diesel e léc trica
pero a más bajo coste ya que gran parte de la potencia propulsora es mecánica y los
motores diesel pueden funcionar a velocidad constante y a una carga apropiada, a fin
de optimizar el consumo específico de fu e l-o il.

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 29/239
• Formas de l casco más simples
Las siguientes figuras muestran esquemáticamente las dos configuraciones que
acabamos de exponer
Propulsión con sistema pod:
ftLTEPNABDP M. ilESEL

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 30/239
COMPAÑÍA
Aída Cruíses
Birka Line
Carnival CL
Carnival
L
Carnival
L
Carnival CL
Carnival CL
Costa
Costa
Costa
costa
Cristal Cruises
Cunard
Cunard
Holland America
Holland Am erica
Holland Am erica
NOMBRE BUQUE
AIDAaura
Ake r Finnyards hull n 44 7
Carnival Conquest
Carnival
\ory
Carnival Miracle
Carnival Valor
Carnival Liberty
Costa Mediterránea
Costa Fortuna
Costa Mágica
Nombre sin f i ja r
Cristal Serenity
Queen Mary 2
Queen Victoria
Zuiderdam
Oosterdam
Westerdam
TIPO DE
PROPULSIÓN
DIESEL ELÉCTRICA
DIESEL ELÉCTRICA
DIESEL ELÉCTRICA
DIESEL ELÉCTRICA
DIESEL ELÉCTRICA
DIESEL ELÉCTRICA
DIESEL ELÉCTRICA
DIESEL ELÉCTRICA
DIESEL ELÉCTRICA
DIESEL ELÉCTRICA
DIESEL ELÉCTRICA
DIESEL ELÉCTRICA
CODLAG
DIESEL ELÉCTRICA
CODLAS
CODLAG
CODLAS
PODS
S I N O
NO
NO
NO
NO
NO
NO
NO
S I
NO
NO
NO
S I
S I
S I
S I
S I
S I
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 31/239
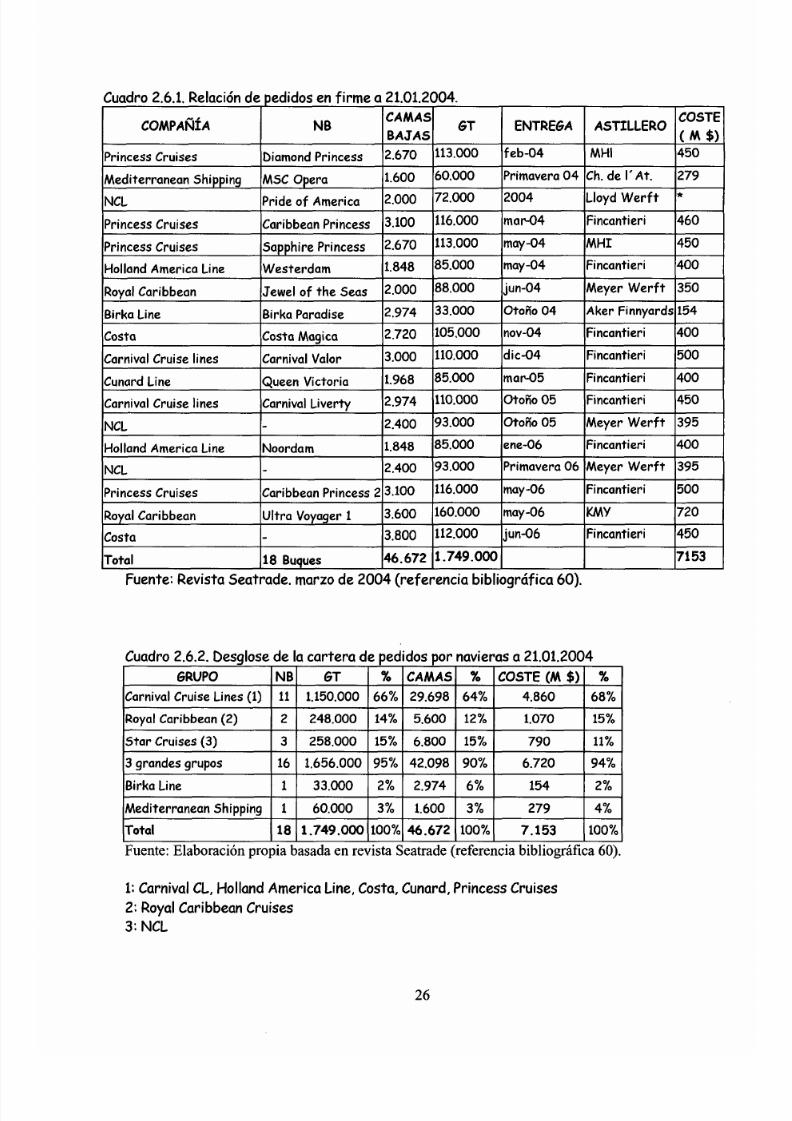
2 . 6 . C/\RTeRA DE PEDIDOS
A la vista de los cuadros siguientes elaborados sobre la base de la cartera de
pedidos a 21 de enero de 20 04 , según publica trim estr alm ente la revista especializada
Seatrade (referencia bibliog ráfica 6 0) , se puede afirm ar lo siguiente:
El valor de la carfera de pedidos
sciende
a 7.153 millones de dólares. La tendencia
a \a concentración empresarial que ha gobernado el sector naviero estos últirros años
se ha reforzado
más
si cabe
tras la fusión de Carnival y PáO. Esto se constata en el
cuadro 2.6.2, donde se observa que el 90% de las
c m s
contratadas pertenecen a los
tres grandes grupos de navieras.
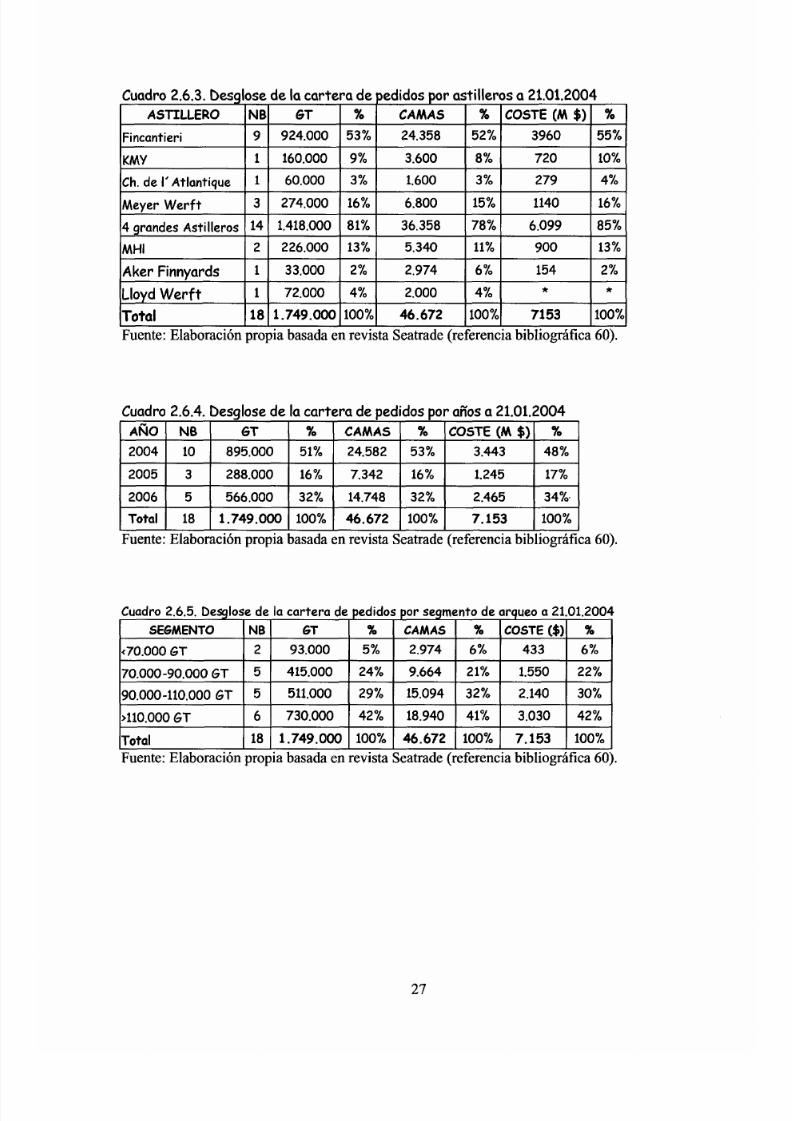
La alta concentración del negocio también afecta en gran medida a los distintos
con structo res. Los cua tro grandes fa bric an tes europeos deten tan una cuota del 817o
del mercado, medido en
T.
del 78% en
camas
y del 85% en dólares. No hay que
perder de vista sin embargo a M H I , con una cuota de m ercado del 13,
11,
y 13%, en
cada uno de los anteriores conceptos. La relevancia de M H I se hace todavía más
paten te cuando tenemos en cuenta que dicha cuota de mercado, el año antes , estaba
en el 9%, en los tre s parámetros mencionados.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 32/239
Cuadro 2 . 6 . 1 . Relación de ped idos en f i r m e
CON^P UÍ
Princess Cruises
Med íterranean Shipping
NCL
Princess Cruiscs
Princess Cruises
Holland America Une
Royai Caríbbean
Birka Line
Costa
Carnival Cruise Unes
Cunard Line
Carnival Cruise lines
NCL
Holland America Line
NCL
Princess Cruises
NB
Diamond Princess
AASC Opera
Pride of America
Caribbean Princess
Sapphire Princess
Westerdam
Jewel of the Seas
Birka Paradise
Costa Mágica
Carnival Valor
Queen Victoria
rniv l
Liverty
-
Noordam
-
Caribbean Princess 2
21.01.2(
CAMAS
BAJAS
2.670
1.600
2.000
3.100
2.670
1.848
2.000
2.974
2.720
3.000
1.968
2.974
2.400
1.848
2.400
3.100
304.
ST
113.000
60.000
72.000
116.000
113.000
85.000
88.000
33.000
105.000
110.000
85.000
110.000
93.000
85.000
93.000
116.000
ENTRE6A
feb-04
Primavera 04
2004
mar-04
may-04
may-04
jun-04
Otoíio 04
nov-04
dic-04
mar-05
Otoíio
05
Otoño 05
ene-06
Primavera 06
may-06
ASTILLERO
MHI
Ch. d e l ' A t .
L loyd Werf t
Fincantieri
M H I
Fincantieri
Meyer Werf t
Aker Finnyards
Fincantieri
Fincantieri
Fincantieri
Fincantieri
Meyer Werf t
Fincantieri
Meyer Werf t
Fincantieri
COSTE
( A A )
450
279
*
460
450
400
350
154
400
500
400
450
395
400
395
500
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 33/239
Cuadro 2.6.3. Desgl
S T I L L E R O
Fincant ic r i
KAAY
Ch. de T A t l a n t i q u c
AAeyer W e r f t
4 g randes As t i l l e ros
MHI
Aker Finnyards
Lloyd Werft
Total
Fuente: Elaboración
ose
NB
9
1
1
3
14
2
1
1
18
proi
de la cartera de
©T
924.000
160.000
60.000
274.000
1.418.000
226.000
33.000
72.000
1 749 000
53
97o
37o
167o
817o
137o
27o
47o
1007o
pedidos por astilleros a 21.01.2004
C ÍD S
24 .358
3.600
1.600
6.800
36 .358
5.340
2.974
2.000
46 672
3Ía basada en revista Seatrade (re
7o
527o
87o
37o
157o
787o
117o
67o
47o
1007o
COSTE (M )
3960
720
279
1140
6.099
900
154
*
7153
'erencia bibliográfica
557o
107o
47o
167o
857o
137o
27o
*
1007o
60).
Cuadro 2.6.4. Desglose de la ca rte ra de pedidos por años a 21.01.2004
ÍÁO
2 0 0 4
2 0 0 5
2 0 0 6
NB
10
3
5
J
8 9 5 . 0 0 0
2 8 8 . 0 0 0
5 6 6 . 0 0 0
517o
167o
327o
C S
24 .582
7.342
14.748
7o
537o
167o
327o
C O S T E (M )
3.443
1.245
2.465
yo
487o
177o
347o
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 34/239
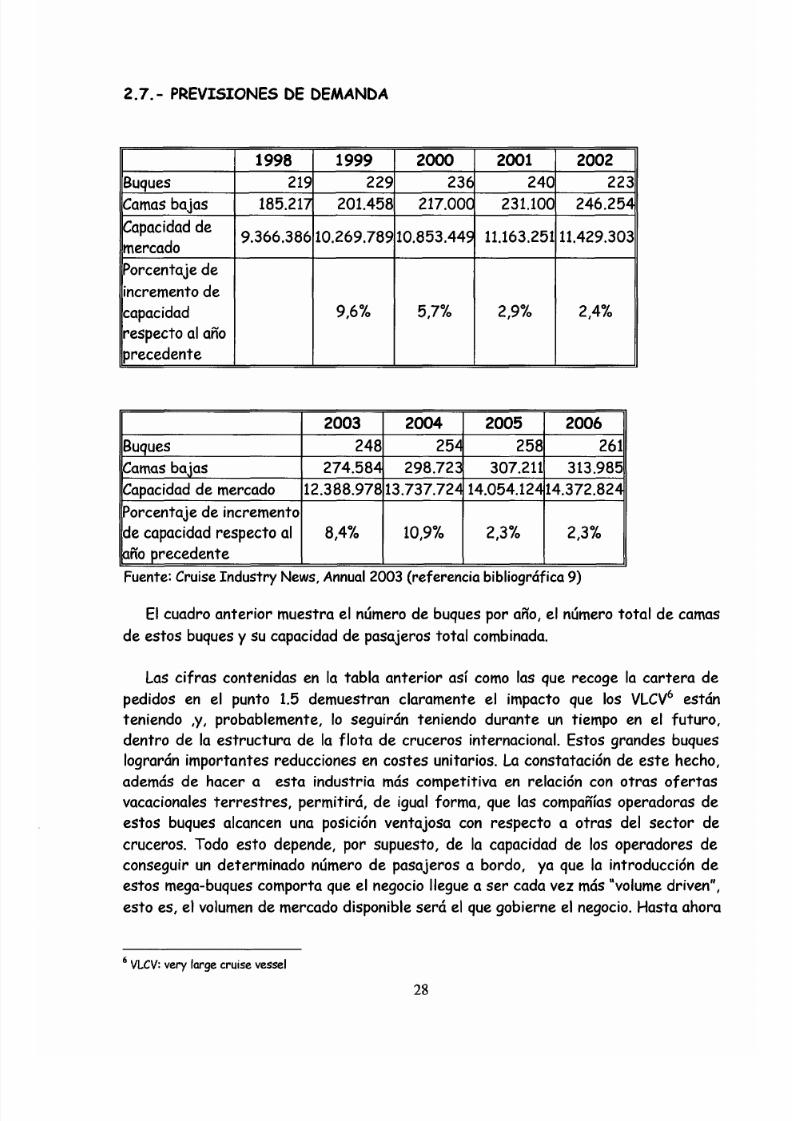
2 . 7 . PREVISIONES DE DEMANDA
Buques
Camas bajas
Capacidad de
mercado
Porcentaje de
incremento de
capacidad
resp ecto al año
precedente
1998
219
185.217
9.366.386
1999
229
201.458
10.269.789
9 67o
2
236
217.000
10.853.449
5 77o
2 1
240
231.100
11.163.251
2 97o
2 2
223
246.254
11.429.303
2 47o
Buques
Camas ba jas
Capacidad de mercado
2003
248
274.584
12.388.978
2004
254
298.723
13.737.724
2005
258
307.211
14.054.124
2006
261
313.985
14.372.824
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 35/239
el negocio ha sido capacity drive n , es de cir, dirigid o por la disponibilidad de barcos,
ya que siempre ha habido pasajeros su ficien tes para llenar los barcos en servicio.
Es un hecho admitido en otros sectores del transporte marítimo que hay tamaños
óptimos para cada ru ta comercial y que, hasta ese tamaño óp timo, cuanto mayor sea el
buque menor será el coste de operación. Esto también es aplicable a la indus tria de
cruceros . Sin duda, los VLCV no son aptos para todas las ru tas (muchos de ellos serían
totalmente inadecuados en
A\aska
por ejemplo). Similarmente, cruceros más
pequeños que resultan idóneos para ciertos servicios serían en gran parte
inapropiados en operaciones propias de los VLCV.
Otra ventaja de operar con buques grandes optimizados para un determinado
comercio es que su potencial de beneficio es mucho más alto una vez que han pasado
por el punto de equilibrio (break-even point). Por el contrario si no alcanzan ese nivel
de equilibrio, sus pérdidas
serán
mucho mayores que las de un buque similar más
pequeño. Esencialmente, los VLCV necesitan un determinado volumen para producir los
elevados beneficios que son capaces de producir. Considerando los reducidos precios
unitarios de estos buques, sus operadores pueden permitirse mayores descuentos
para obtener mayor volumen de mercado que sus homólogos de cruceros más
pequeños.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 36/239
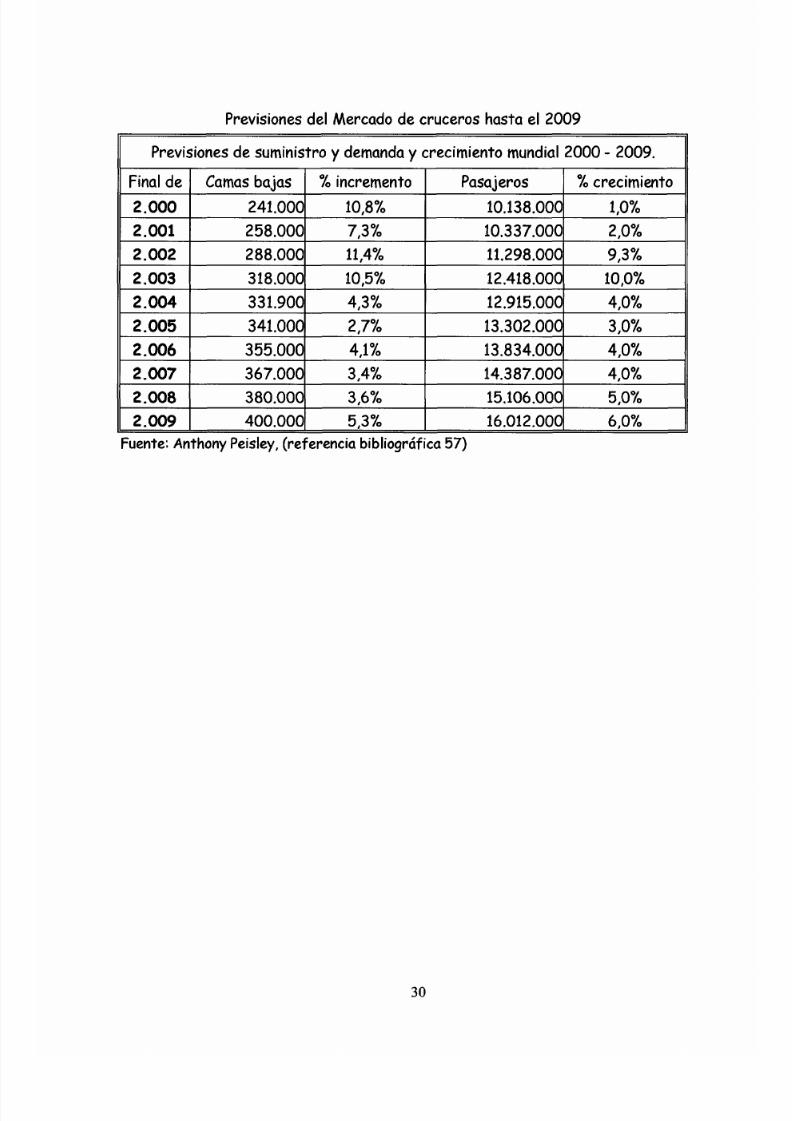
Previsiones del Mercado de cruceros hasta el 2009
Previsiones de suministro y demanda y crecimiento mundial 2000 - 2009.
Final de
2 000
2 001
2 002
2 003
2 004
2 005
2 006
2 007
2 008
2 009
Camas bajas
241.000
258.000
288.000
318.000
331.900
341.000
355.000
367.000
380.000
400.000
7o incremento
10,8
7 37o
11,47o
10,57o
4 37o
2 77o
4,17o
3 47o
3 67o
5 37o
Pasajeros
10.138.000
10.337.000
11.298.000
12.418.000
12.915.000
13.302.000
13.834.000
14.387.000
15.106.000
16.012.000
crecimiento
1,07o
2 07o
9 37o
10,07o
4 07o
3 07o
4 07o
4 07o
5 07o
6 07o
Fuente; Anthony Pcisley, (referencia bibliográfica 57)

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 37/239
2.8.- ELECCIÓN DEL BUQUE DE REFERENCIA
Si estamos hablando de la transformación que debe sufrir una planta para
adaptarse, entre otras
cosas a
un nuevo tipo de producto,
será
conveniente
determinar un buque tipo al que aplicar nuestro estudio.
Vimos que la construcción de buques tipo VLCV^ estaba copada por los cuatro
grandes astilleros europeos citados en
2.4.1.-,
y que había un segundo nivel de
astilleros dedicados
a \a
construcción de buques más pequeíios. La entrada en el
mercado, parece lógico que se aborde accediendo a ese segundo nivel de
constructores de cruceros de tamaño medio, que también mencionamos en
2.4.1.
El
nicho de mercado en el que nos situaremos va a ser el Mediterráneo, no sólo por ser
un sector donde el buque de tipo medio es de los de mayor aplicación, sino también por
cercanía y por potencial de crec imien to.
Cuando tratamos de determinar parámetros que nos ayuden a encuadrar un buque
de referencia adecuado a un cierto sector del mercado, nos damos cuenta enseguida
de que esto es prácticamente imposible. En efecto, definir un buque tipo, si desde el
principio no hay un cliente que marque las pautas y las prioridades, pasa
necesariamente por definir
varias
altern ativas . Por ejemplo, un buque de 4 8.00 0
6T
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 38/239
En la cartera de pedidos, el buque MSC Opera, gemelo del MSC Lírica que fue
entregado en la primavera del 2003, se ajusta al patrón de buque de tipo medio que
acabamos de esbozar.
El MSC Lírica y el MSC Opero han sido los dos primeros cruceros de nueva
construcción de la naviera Mediterranean Shipping Co.^, que hasta entonces, en su
división de c rucero s, se había abastecido con buques de segunda mano. Ambos buques
comparten
casco
y equipamiento técn ico con los buques gemelos de la hoy embargada
Fes tival, European Vision y European S ta rs .
Los vahres del Lírica y el Opera, en conceptos habitualmente utilizados para
clasificar los buques de pasaje, son:
Arqueo bruto GT : 58.600 GT
Número de camas bajas: 1.526
Arqueo bruto/ pasajero: 38,4
Capacidad total de pasajeros: 2.200
Eslora: 251 m
Manga: 28,8m
Tripulación : 76 0 miembros
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 39/239
El AIDAvita es el representante de una tendencia actual que apuesta claramente
hacia un tipo de crucero más desenfadado y menos formal, ofrecido a pasajeros más
jóvenes y más activos. El buque incorpora la lógica evolución del concepto de club
introducido en su predecesor el AIDAcara, que consiste esencialmente en que los
pasajeros participen más activamente en el crucero. En este sentido, las excursiones
a tierra son a la vez más exigentes y más gratificantes, el pasajero coge su propia
comida del mostrado r del self-s erv ice, en lugar de esperar a ser servido, etc. Aunque
el concepto de c lub ponga menos énfas is en los requerim ientos efe espacio y lujo , no
hay duda de que el AIDAvita es un barco para admirar. El sólo hecho de que la
filosofía con la que se ha concebido proporcione un producto crucero alternativo,
asegura el crecimiento del mercado de cruceros en general, al tiempo que sitúa al
armador en su propio nicho, menos expuesto a la competencia.
El AIDAvita añade incrementos modestos de tonelaje y capacidad con respecto a
su predecesor el AlbAcara ( un 10% más de ton ela je y 60 camas bajas adicionales ).
Hay 60 cabinas con terraza privada, dos de las cuales son suites de lujo. Son de
destacar también los casi 9m más de eslora y el medio m etro más de manga del
AIDAvita con respecto al AIDAcara. Esto responde a la tendencia que tienen los
barcos a alargarse No hay que perder de vista que cuando el buque entra en el
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 40/239
pasillos conviene que sean anchos pero no a costa de robar toda su anchura a la manga
del buque, sino porque tengan un diseño con unos tramos más anchos que otros. Lo
recomendable es que haya zonas de 1,20 m para el caso en que se crucen dos personas
y de 1,60 m para cuando se cruce un carro de limpieza. Esto se consigue disponiendo
los aseos salientes y las puertas de los camarotes retranqueadas. Por lo que respecta
a las terrazas de los camarotes exteriores, una profundidad de Im resulta suficiente.
Hemos hablado de área y de confortabilidad de la cabina. Y es que, tan o más
importante que el área de la cabina, es la configuración de la misma, de forma que se
pueda incluir una ter ce ra , y en su caso, una cuarta cama manteniendo la funcionalidad
y no rompiendo la privacidad de un viaje. Por ejemplo, las pullman que se encuentren
encima de una cama van a ten er menos aceptación que las utilizadas como sofá-cama
Otro aspecto que se valora muchísimo son las zonas de sol. Se vende muy bien que
por el día todo el mundo pueda tumbarse al sol. Por tinto, se deberá cuidar en el
diseño que no queden condenadas
áreas
de este tipo por condicionantes técnicos como
vibraciones, salida de ventilaciones, etc.
En resumen, hay que ir a un buque ren table y con un volumen optimizado. Es de cir,
un buque con el que el armador gane
dinero
y cuyo coste no esté por encima del precio
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 41/239
Un segmento que podemos utilizar como referencia y que engloba a los buques que
acabamos de comentar, es el de buques
con
un arqueo bruto entre 40.000 - 60.000
GT
con una manga en tre 28 y 30 m, con un número de camas bajas en tre 1200 y 1600
y un precio que oscila en tre los 200 y 280/\A .
En la solapa interior de la contraportada se muestran los planos de disposición de
las dis tintas cub iertas de un buque que se encuadra en el segmento seleccionado, y
cuyos valores en los conceptos anteriormente utilizados,
son:
Arqueo bru to: 57.0 00
GT
Número de
c m s
bajas : 1.434
Capacidad to ta l de pasajeros: 1.780
Eslora : 23 7 m
l ^anga^ 29 8 m
Tripulación : entre 700 y 800 miembros 670
Número de cubiertas: 12
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 42/239
3 . EL BUQUE DE CRUCEROS
3 . 1 .
ESTADO DEL ARTE Y TENDENaAS EN EL DISEÑO DEL BUQUE DE
CRUCEROS.
Las restricciones en el cam\ de Panamá han afectado principalmente a la manga del
buque de crucero cuando el número de pasajeros excede de 1500 camas bajas. Para
incrementar la capacidad de transporte de pasajeros sin sobrepasar la manga
m6<ima'^ de 32.2 m sólo hay dos posibilidades: aumentar la eslora hasta un máximo de
294 m ( límite impuesto por la esclusa del canal), o bien, incrementar el número de
cubiertas añadiendo altura al buque. El problema se traslada, en este caso, a una
cues tión de es tab ilidad, ya que la manga no puede aumentarse más.
El otro desafío para el arquitecto naval lo constituye la demanda de camarotes de
pasajeros exteriores. En los cruceros de gran manga, un considerable número de
cabinas de pasajeros son interiores. Kvaerner Masa-Yards ya resolvió este problema,
en la década de los ochenta, en el buque Royal Pr mcess para Pr mcess Cruises, donde
todas las cabinas son ex te rio res. Para conseguir incrementar el número de cubie rtas y
conseguir más espacio para cabinas exteriores la superestructura se diseñó más
estrecha que el casco. Esto redujo el peso en la parte superior del buque, incluso
habiendo aumentado el número de cubiertas, con lo cual se resolvió el problema de la
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 43/239
El crecim iento del mercado de buques post-panamox no es óbice para que se siga
investigando a fin de incrementar aún mds el número de pasajeros de un buque tipo
panamax . En es te punto cabe hablar de l buque tipo panamax - max , resu ltado de
incrementar ún más el número de pasajeros de un buque tipo panamax con respecto
a las nuevas construcciones actualmente en cartera En el tipo panamax - max la
superestructura debe
agrandarse
considerablemen te, habiendo de reconside rarse el
uso del espacio a bordo. Es importante, asimismo, considerar qué cambios pueden ser
realizados en el layout y localización de los espacios de pasajeros. El incremento de
volumen de la superestructura elevará el centro de gravedad del buque. Este hecho
debe compensarse con lastre en el fondo del casco, lo que implicará un aumento del
doble fondo y del calado. Los espesores de las planchas de acero podrán
incrementarse para actuar como lastre fi jo. En esta situación será por tanto posible
co ns tru ir un buque crucero - panamax-max - que, no superando una manga de 32,2 m.,
pueda albergar 2.500 c m s bajas con un arqueo bruto superior a 100.000 GT
El camarote de pasajero es el elemento básico en el diseño de un buque crucero.
Las diferentes compañías de cruceros poseen sus propios objetivos con respecto al
tamaño e inte rior del mismo. El precio del bil le te depende fundamentalmente del
tamaño y localización del camarote. El cliente está dispuesto a pagar más por un
camarote ex te rio r que por uno interio r. Con un área de cam arote de 18 m2 e, incluso,

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 44/239
3 .2 . PECUUA RIDADES DEL BUQUE DE CRUCEROS
3 . 2 . 1 .
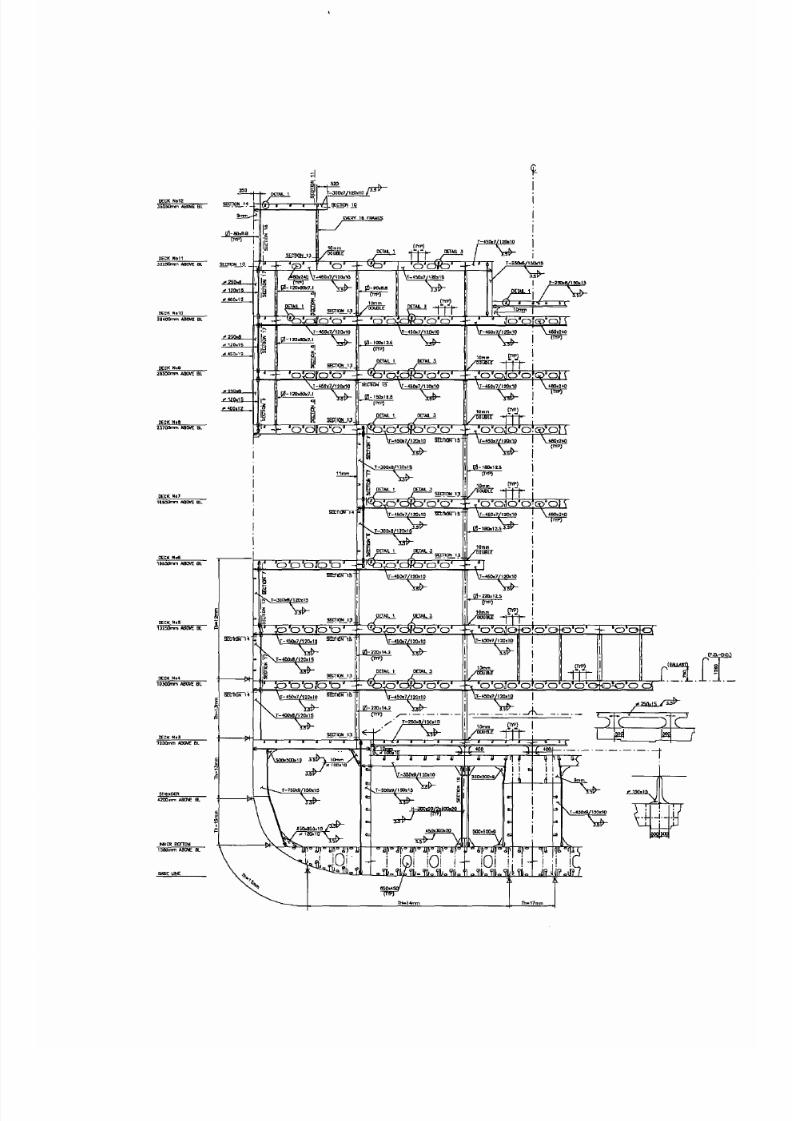
CUADERNA MAESTRA
Este documento contiene gran cantidad de información constructiva, tal como
espesores y dimensiones de planchas, calidades de materiales, tipos de refuerzos y
todos aquellos detalles constructivos que afectan a una pa rte impo rtante de la obra.
Una de las informaciones más características de la cuaderna maestra es el tipo de
estructura que va a llevar el buque en su parte central, alejada de los extremos de
proa y popa. En el buque de crucero s, se adopta la es tru ctura longitudinal en su cuerpo
cil indrico ^, y se sigue la estru ctu ra transversal en las zonas con figura.
El paso de e stru ctu ra longitudinal a transv ersal, resulta bastante intuitivo en los
refuerzos del forro. Si tras reforzar el forro de la parte ci l indrica del buque con
longitudinales, continuáramos con la estructura longitudinal en las zonas finas, los
refuerzos se revirarían. ara evitar esto, se interrumpe la estructura longitudinal y se
pasa de forma progresiva a la transv ersal.
Uno de los rasgos más representativos de la estructura de un
crucero
y que queda
patente en la
cuaderna
maestra es la diafanidad de sus cubiertas. Esta
caraciensilca.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 45/239
3 lK> nn ASOVG H
J 2 1 » T » n
tBO E Bl
SEC nm 10
tKOmm taOK BL
2lSXrm\ AOOVE BL
T 3iio«7/izPina
Z^ ''
r ^ 9ECTI0W i g
5ECTWN 13
la
EVCHf IB FHmES
3 \T-460ii7y
10 mm ( ^f) r
-45nK7/lZO«10
^ - i J o ü a a t 7 . i
I
-^iii^aQ^oI
\r-45ax7/iia>.iQ
^-l3QKn[>(7.1
i
'O 'CDJl
\T-«5Q»7/ iaPi lO
\ T - 4 5 0 x 7 / m ) « 1 0
{TTP)
I T « J L I
T aB0ia/iaQn5
^
S
I
r a3Pnyi3a»is
ü I
j Q ' o ; g > ' ' o j
\ r - 4 5 0 . i 7 / I Z 0 x 1 0
I
yjWSrMO
ÍTPJ
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 46/239
3 . 2 . 2 . ASPECTOS ESTRUCTURALES
Lo primero que
nos
encontramos a l in ten tar enc ontrar un método de diseño global
de la es tru ctu ra de un buque, es que, hoy por hoy, no ex iste ta l m étodo. En ef ec to , la
estructura del buque es demasiado compleja para poder ser analizada por una única
herramienta de cálculo. En su defecto, existen aproximaciones que, respondiendo a la
tác tica de Maquiavelo del divide y vencerás , tr a ta n de abordar por pa rtes un
problema complejo.
En una primera etapa se aborda el estudio macroscópico de la estructura del
buque. Lo primero que se percibe cuando se analiza el buque macroscópicamente es
que su longitud predomina sobre su anchura y altura, esto va a posibil itar su
asimilación a una viga que tenga por longitud la eslora del buque. Según este enfoque
lineal, la viga-buque estaría cargada con una distribución de pesos a lo largo de la
eslora ( peso en
rosca
lastres, combustibles, etc.,), y soportada por una distribución
de empujes. En cada sección de la viga en que nos situemos, la integral de las fuerzas
que están a la izquierda, a popa , de acuerdo a los conceptos de resistencia de
materiales, va a ser \a fue rza co rta nte , y el momento de todas las fuerz as con
respecto a dicha
secc ón
va a ser el momento flector^ *. Aplicaremos los conceptos de
resistencia de materiales para conseguir que esta viga-buque no se doble o no se
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 47/239
El estudio expuesto en el párrafo anterior no es más que un intento de
aproximarnos por etapas sucesivas a un problema complejo, como es el conocimiento
del estado tensional de cada uno de los puntos de la estructura del buque, cuando se
le somete a una se rie de acciones exte rnas de muy dis tin to tipo . La realidad es que los
resultados obtenidos siguiendo el proceso anterior se calculan en razón a unas
hipótesis que no se suelen dar simultáneamente, y por tanto, habría que aplicar unos
coeficientes de simultaneidad al combinarlos. Hoy en día hay procedimientos de
cálculo que perm iten con siderar la es tru ctur a del buque como un todo. El modelado del
buque por elementos finitos va a permitir conocer lo que ocurre en cada uno de sus
puntos. Los procedimientos de aproximación que hemos visto para determinar la
estructura del buque siguen siendo necesarios, ya que no es posible diseñarla
partiendo del método de elementos finitos, al ser éste un método de verificación de
est ruc tura s, no un método de diseíio.
Las sociedades de clasificación en la actualidad, para dar la aprobación final de la
estructura del buque de cruceros, exigen el modelado del mismo por elementos
finitos, máxime cuando el buque tiene gran cantidad de discontinuidades y agujeros
tanto en el costado como en las cubiertas que hacen que no actúe como una viga de
platabanda uniforme y alma continua. A este respecto podemos destacar las
siguientes peculiaridades de este tipo de buque:

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 48/239
Como resumen podemos decir que la estructura de un crucero es poco uniforme y
poco asimilable a una viga. Por lo que, aun cuando el proceso de estudio que hemos
expuesto a l principio sigue siendo necesa rio, al fina l la validación de la es tru ctu ra va a
precisar un cálculo por elementos finitos.
Otras peculiaridades de la estructura de este tipo de buques que merecen
destacarse son:
• Las conexiones en tre cub iertas suelen llevarse a cabo por medio de puntales
relativamente esbeltos
• Ausencia de grandes mamparos transv ersales , a excepción de los pres cr itos
por reglamentac ión como es el caso de mamparos C .I. que de lim itan las zonas
verticales principales y de los mamparos estancos por debajo de la cubierta de
compartimentado.
• La gran cantidad de cub iertas hace que la altu ra del crucero sea considerable,
lo que va a favo rec er los efe cto s de racking: el movimiento del buque en balance
en la mar, provoca*^ fuerzas que intentan deformar los ángulos rectos y
ponerlos romboidales. Este ef ec to se denomina rack ing . Precisamente el
buque de pasaje es el más propicio a este efecto, ya que su estructura
podríamos asimilarla
a
una sucesión de cubiertas que se van disponiendo una
sobre o tra , todas ellas flanqueadas por los mamparos laterales de l fo rr o , cuyo
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 49/239
separación e nt re refu erzo s soldados a las planchas. Como veremos, la soldadura
va a
ser \a
fue nte principal de deformaciones de la estr uc tura . Las tensiones
residuales, causantes de la deformación permanente en la estructura de acero,
van a depender ,entre otras variables, de características geométricas como,
separación entre refuerzos, envergadura de éstos, tamaño de plancha, etc. El
riesgo de deformaciones, se intensifica en el caso de estructuras ligeras como
la del crucero.
Un aspecto fundamental a considerar cuando analicemos la estructura de un
cruce ro es que su unidad de carga es el camarote. Es normal hablar de 40
GT/
pasa]ero
en cama baja. Como el estándar de una cabina son dos camas bajas, estamos
en unos parámetros de 80 T / cabina. Las bulárcamas deben disponerse de acuerdo a
las dimensiones del cam arote. Teniendo en cuen ta, además, que en la zona cilind rica el
espaciado e ntr e bulárcamas es constan te, se comprende que muchos de los cam arotes,
al menos los ex te rio re s, van a ser iguales, lo que va a per m itir la estandarización de
los mismos y va a hacer aconsejable su fabricación modular. El proceso a seguir
será
analizar el ancho de cabina y en consecuencia, hacer que el espaciado entre
bulárcamas
sea
coheren te con dicho ancho.
Ot ra
carac'terísYica
típica de los buques de pasaje en gene ral, y que va a tene r una
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 50/239
3 .2 .3 . ASPECTO EXTERIOR E INTER IOR
Se hace necesario un buen aspecto exterior del
casco
Los armadores no admiten
que se vean las costillas^® del buque, y, en gen era l, cualquier t ipo de deform ación. El
nivel de exigencia en el caso de las deformaciones se extiende a también
a
las
cubiertas. En aquellas cubiertas cuya flecha máxima
sea
superior a la perm itida habrá
que utilizar sub-pavimentos hasta conseguir la planicidad requerida. Esto tiene el
inconveniente del incremento de peso que ello supone. El control y tratamiento de las
deformaciones será trata do en el epígrafe 3.2.4.- La es tru ctu ra ligera del crucero y
las deformaciones .
Con respecto al perfil de proa, la mayoría de los
cruceros se
caracterizan por
tene r bulbo a proa y una proa muy lanzada, con un ángulo de lanzamiento más elevado
que el estrictamente necesario por ser un reclamo para el pasaje. Otro aspecto
característico del perfil de proa son las pantallas cortavientos con mucha inclinación.
En cuanto
a \a pop
hay
vanas
razones que aconsejan
ir a un pop
de espejo, entre
ellas que resu lta ser la más barata desde el punto de vista con structivo . La parte baja
del cuerpo de popa se caracterizará por llevar ejes en voladizo, henchimientos y
arb ota ntes, en el caso de que la a ltern ativa elegida sea dos líneas de ejes . O bien
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 51/239
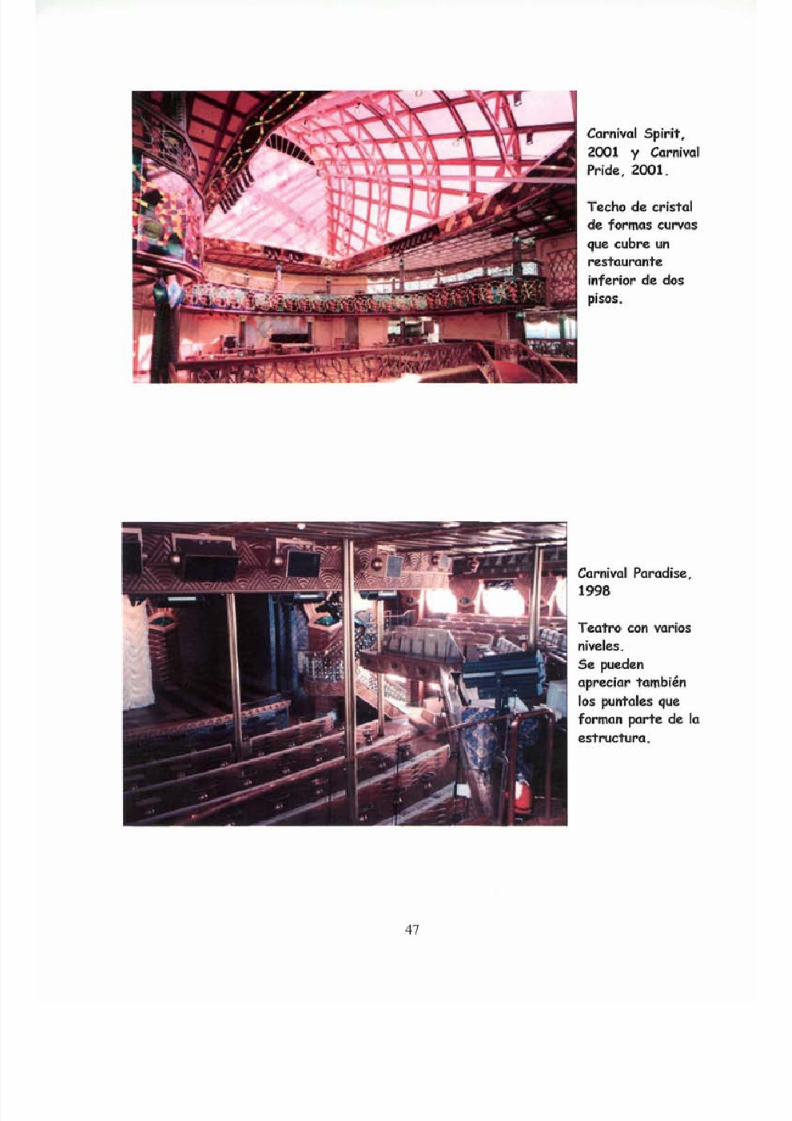
Uno de los espacios públicos más genuínos de un crucero es el teatro. El teatro,
debido a los requerimientos de los armadores de que incluya la mayor cantidad posible
de plazas, normalmente
abarca
dos cubiertas,
a veces
incluso tres.
A\ menos
una de
ellas ( cuando no las dos) suele
ser
una de las dos cubiertas donde
wan
botes
salvavidas. Esto se debe a que éstas son las de mayor altura
a
f in de permit ir la
maniobra de arriado de los botes. Se caracteriza por ser uno de los espacios públicos
que más dificultad va a
enirañar se
trata de conseguir el mayor número de plazas,
teniendo en cuenta gran cantidad de condiciones de contorno como son:
• El te at ro no puede abarcar más de una zona ve rtica l principal.
• A lo largo del espacio que de limitan los dos mamparos
C I
que delimiten la zona
vertical principal en la que se sitúe el teatro, deberán poder ubicarse: el
escenario con la zona trasera para servicios, la zona que sejpara
\as
gradas del
escenario a fi n de per m itir buena visibilidad a los asientos de lanteros, el
grade río, un bar en la pa rte trasera ^ etc.
• Habrá que dar escape y ventilación a los locales infe rio re s, a través de los
mamparos C.I. limítrofes. Normalmente, los escapes principales de
esa zona
ve rtical serán tron cos de escala unidos al mamparo C .I. de popa.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 52/239
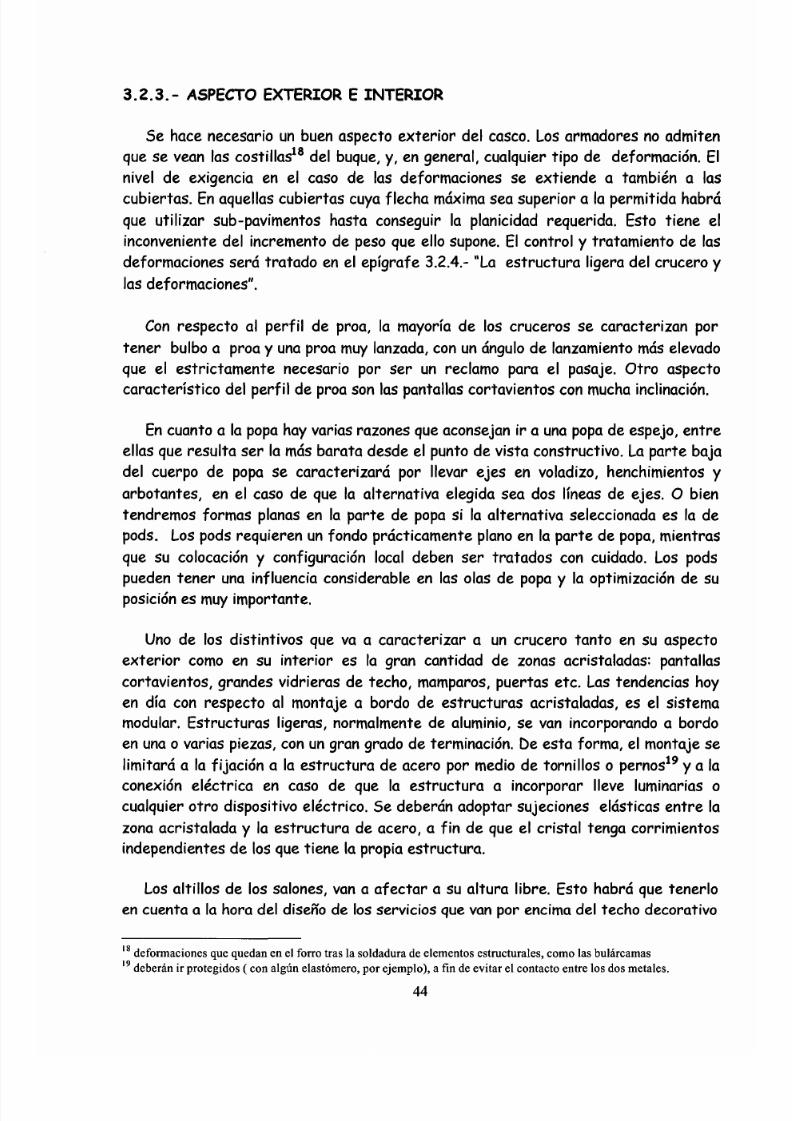
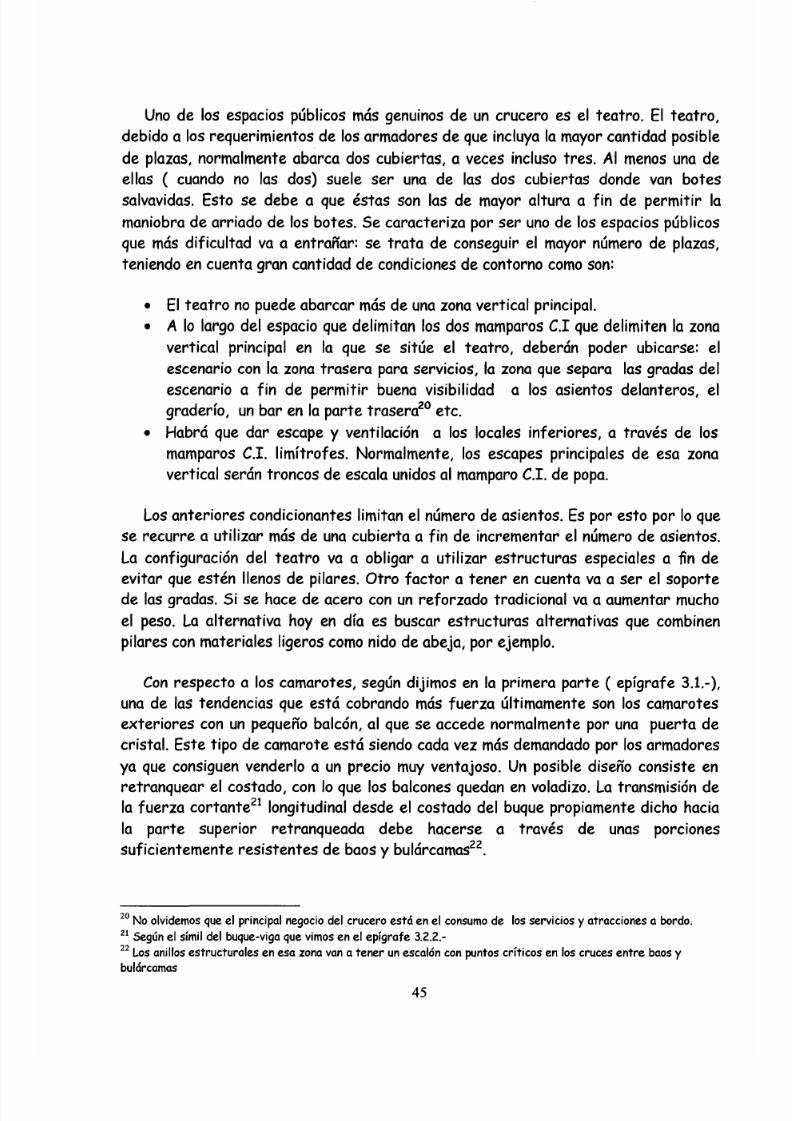
Las imágenes siguientes i lustran algunos de los aspectos que acabamos de
comentar .
^
•
• ' W , ^
-^ü^i^^ í-
^ ^ B
-^ t ^B
^
í.asi
• 1
éi m
Carnival Spirit,
2001
Mamparos de
cristal en uno de
tos espacios
públicos
interiores.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 53/239
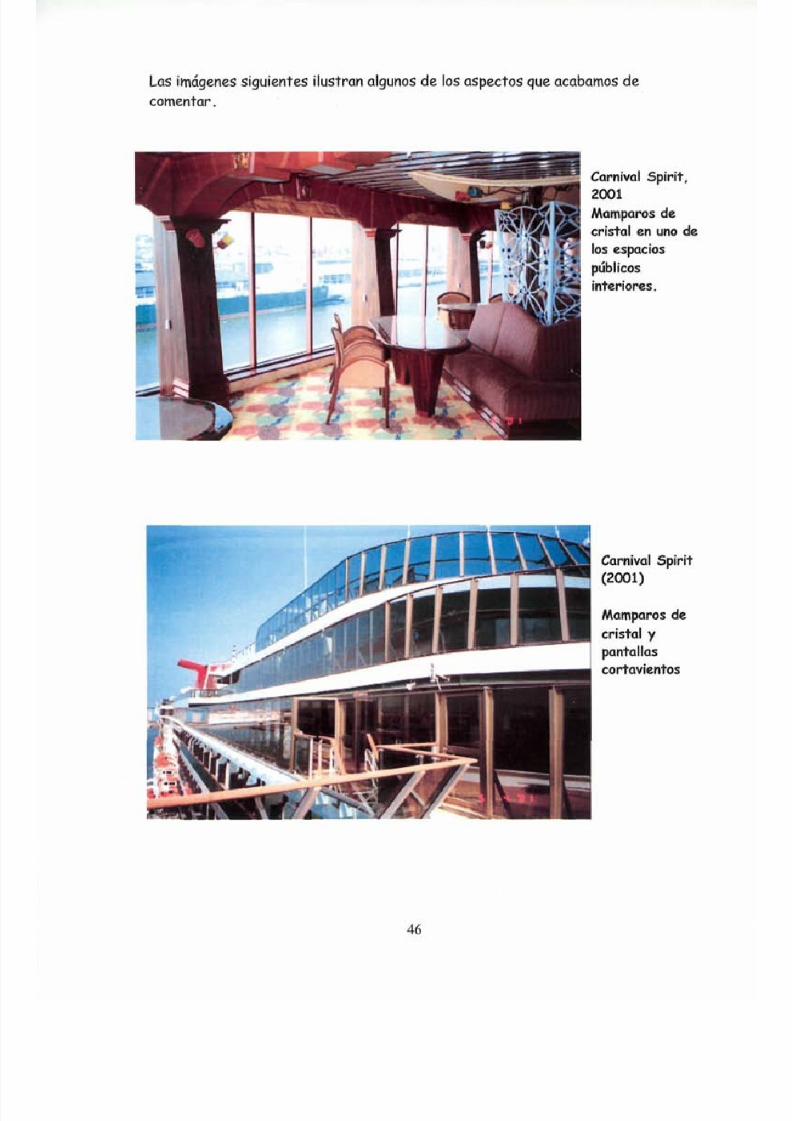
Carnival Sp in t,
2001 y Carnival
Pr idc , 2001.
Techo de cr istal
de formas curvas
que cubre un
restaurante
infer ior de dos
pisos.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 54/239
Carnival Paradise
1998
Vidr iera que cubre el atr io de
cinco cubiertas
Carnival Paradise
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 55/239
Carnival Triumph
999
Sobre la
cubier ta de
botes pueden
apreciarse las
balconodas de
los
camarotes
exte r iores
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 56/239
3 . 2 . 4 . LA ESTRUCTURA LISERA DEL CRUCERO Y LAS DEFORM ACIONES
La fabricación de estructuras ligeras de acero es más compleja debido a la mayor
propensión de la chapa fina a la deformación y a la poca de rigidez de las partes en
curso de fabric ac ión hasta que están integradas en unidades estru ctura les m ayores.
La estructura de acero se deforma plásticamente bajo la acdón de tensiones que
rebasan su
límite de elasticidad. Estas tensiones se generan desde el corte
manipulación y tran sp or te de planchas hasta los di fe re nt es procesos de fabrica ción
que incluyen operaciones como el corte y la soldadura de piezas. El método de
predicción de deformaciones en estructuras ligeras más utilizado en la actualidad es
la simulación por elementos finitos.
Entre los factores que van
a
inducir tensiones residuales podemos destacar:
Corte. Las planchas de acero contienen cierto nivel de tensiones residuales
procedentes del corte en frío normalmente menores de las que pueden originarse
mediante el corte en caliente^^ y que tienden a tener un alcance mucho mayor.
Du rante el co rte en calien te la redistrib ució n de las tensiones residuales de la
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 57/239
Las tensiones residuales constituyen la condición necesaria para que aparezcan
deformaciones localizadas a lo largo de la fab ricac ión d e la es tru ctu ra de acero. Esta
condición,
s in embargo, no va a ser suficiente, pues la deformación no apa recerá a no
ser que la resistencia a \a deformación de la estru ctu ra en cuestión sea igual o menor
al agente desencadenante de dicha deformación en la forma de tensiones residuales.
Veremos ahora factores que van a contr ibuir a \a resistencia a \a deformación de las
estructuras de
acero
Geometría de la estructura.
Diversos estudios realizados sobre este tema
referencias bibliográficas 16 y 23) han tomado como modelo básico de aplicación un
panel form ado por un paino unión de planchas soldadas a tope) al que se le han
soldado refu erzo s igualmente espaciados de form a análoga a como sucede en la
estructura del buque). La resistencia a la deformación del panel de referencia va a
depender en tre o tras variables de su relación de aspecto a/ b, siendo
a \a
longitud y b
la anchura del panel), y del espaciado entre refuerzos. Cálculos realizados respecto a
esto referencia bibliog ráfica 23) demuestran por ejemplo que la relación de aspecto
mas desfavorable a la resistencia del panel va a ser a/b = 1. En este sentido, los
paneles de formas cuadradas deberán ev íarse
en \a
medida de lo posible.
Secuencia de montaje
la deformación localizada se produce durante la secuencia
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 58/239
A Medidas para mejorar el control de los métodos de fabricación
Los deformaciones pueden controlarse sin tener necesariamente que variar el
diserío de la es truc tura o cambiar d rásticame nte los métodos de fabrica ción. En su
lugar los métodos actuales pueden
ser
perfeccionados y controlados de una
m n r más rigurosa. Algunas pautas al respecto son las siguientes:
1 .
Minimizar el calor aportado en la soldadura
• Evitar las soldaduras en exceso
o
Estándares de inspección
Las tolerancias habituales de los tamaños de
soldadura suelen
ser
permisivas con las soldaduras en exceso. Para
obtener tamaíios de soldaduras más ajustados deberán re\/ \sarse los
estándares de inspección habituales y endurecer los requerimientos de
las soldaduras en demasía. Se deberá asimismo estudiar la posibilidad de
bajar los niveles mínimos teóricos de las soldaduras.
o Soldadura por puntos Uno de las aplicaciones más habituales de la
soldadura por puntos es el amarrado de juntas durante el corregido. Si
las puntadas son muy largas van a necesitar una soldadura excesiva para
cubrir las.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 59/239
3 Nivel inicial de deformaciones de ios pe rfiles
Lo dicho para las planchas es extensivo a los perfiles. Cuanto más se ajusten los
perfiles a sus dimensiones íeóricas más precisos van a ser los cuellos de
soldadura que requieran,
4 Arriostrado
En ciertos casos, el arriostrado de una estructura puede aumentar su
resistencia a la deformación. Un ejemplo de esto puede verse en una estructura
ya comentada, el panel form ad o por un paño ( planchas soldadas a top e) con
longitudinales soldados equidistantes . Sujetar por medio de riostras los bordes
extremos de los longitudinales a fin de asegurar su forma, va a facilitar la
soldadura del panel a una estructura mayor, al minimizar la ondulación del borde
del parió próximo a la zona ar rio st rada .
B Medidas para mejorar el diseño de la estru ctura
Siguiendo los resultados del estudio realizado por NJC sobre la base de un
panel simple, ( refe ren cia 16 ), enunciaremos pequeños cambios en el diseño de l

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 60/239
De nuevo esta opción aumenta su eficac ia cuando se combina con la práctica de
a rr io st ra r los bordes extrem os de los longitudinales.
4 Soldadura intermitente Remplazar soldaduras continuas por intermitentes
puede reducir significativamente la contracción en la dirección de la soldadura
incluso para la misma cantidad de material de aportación. Las reticencias al uso
de soldaduras intermitentes son debidas al temor por fatiga o corrosión
potencial y a la idea quizó sin demasiado fundamento de que esta técn ica no es
susceptible de mecanización. Este tipo de soldadura va a ser muy útil en las
zonas secas es de cir las inte riores que no van a estar en contacto con carga
líquida combustible etc
5 Reconsiderar el tamafío teórico de los soldaduras Los diseñadores deben ser
conscientes del impacto que la decisión sobre el tamaño de la soldadura va a
tener en términos de susceptibil idad de la estructura a la deformación.
Soldaduras mayores de lo necesario van a contribuir de forma sustancial a la
aparición de deformaciones.
6 Minimizar los transiciones de mayor a menor espesor La soldadura de
planchas de distinto espesor va a tender a concentrar las deformaciones en la

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 61/239
3 Tensor térmico^^
durante la soldadura aparecen tensiones residuales de
tracción que pueden contrarrestarse mediante la adecuada aplicación de
tensión mecánica. Este ha sido reconocido como un medio eficaz de eliminar el
alabeo de planchas que aparece tras la soldadura. Lamentablemente los niveles
de fuerza necesarios para llevar esto a cabo en estructuras de tamaño real
hacen este proce dimiento imp racticab le por medios mecánicos. Una alte rna tiva
a esto consiste en la aplicación de un gradiente de tem peratura predeterm inado
adyacente a la zona a soldar que genera tensiones residuales que contrarrestan
las propias del proceso de soldadura. Este técnica practicab le en entornos
industriales se pe rfila como una de las de mayor fu tu ro en el campo que nos
ocupa.
4 Optímízcción de las secuencias de soldadura Hay una serie de esquemas de
secuencia de soldadura disponibles como es la soldadura con paso atrá s^^ como
muestra la figu ra siguiente:
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 62/239
Soldadura por un lado n \a soldadura de los longitudinales al paño base se
puede reducir el efecto del calentamiento localizado soldando cada lado del
longitudinal en tiempos separados, permitiendo de esta forma que la unión
soldada pueda enfriarse entre soldaduras. La mayoría de los astilleros sueldan
ambos lados simultáneamente usando equipos mecanizados. Este planteamiento
es altamente productivo y ayuda a mantener el longitudinal recto mediante el
equilibrado de las soldaduras a \o largo del eje neutro del refuerzo. Sin
embargo soldar ambos lados simultáneamente concentra un gran cantidad de
calor en una zona muy localizada. Este calentamiento produce una gran zona
plástica, que da lugar a elevadas tensiones residuales y deformación. Se han
obtenido mejoras apreciables en ensayos realizados soldando cada lado del
refuerzo separadamente.
Construcción caja de huevos Esta técnica implica la utilización de una
secuencia de fabricación que es esencialmente diferente de la utilizada en la
mayoría de los astilleros para soldar paneles. Los longitudinales, dispuestos
en tre sí en la forma en la que v n a quedar cuando se suelden al paño base , son
intersecados por las previas hasta formar una es tru ctura reticular sin fondo).
Tras realizar la soldadura vertical de las intersecciones entre longitudinales y
previas, la estructura reticular rígida es depositada en el paño base para

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 63/239
4 . A N A U S I S DE U P U N T A INICL l
4 . 1 .
EVOLUCIÓN DE LOS CONCEPTOS DE ORGANIZACIÓN DE LA PLANTA
La mayor parte de las disposiciones en planta que se pueden observar en astilleros
de construcción anterior a los años 80 están basadas en nociones organizativos hoy
día en desuso. El propósito de la disposición en planta de un astillero tradicional ha
sido ren tab iliza r al máximo los medios de producción disponibles. En esta línea la
planta ha estado formada por una sucesión de talleres con una disposición pensada
más en sacar el máximo provecho a las máquinas que albergaran que en la efiáencia
de los procesos produc tivos integrados por dichas máquinas. De esta fo rm a se ha
prestado más atención a \as productividades de las operaciones que componen los
procesos productivos que a la produ ctividad global de cada uno de los procesos.
Los conceptos modernos de
organización
y gestión de la producción
conducen
a una
disposición en planta de las instalaciones totalmente diferente. El concepto clave en
las tendencias organizativas actuales es el proceso productivo que podemos def in ir
como s igue:
Es el procedim iento me diante el cual se obtienen uno o más productos con la
utilización de medios humanos y ma teriales adecuados y de acuerdo a una metodología
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 64/239
Taller de corte
Taller de conformado
Taller de refue rzos
Taller de bloques planos
Ta ller de bloques
curvos
Premontaje
Dique
ó
grada
bársena
Por ot ro lado la distribu ción en planta del astil lero moderno va a
venir
determinada por sus
procesos
productivos. Hasta la fase de prem ontaje estos
procesos
productivos se desarrollarán principalmente en líneas de proceso. Las líneas
de proceso van a estar constituidas por estaciones de trabajo que
se van a
disponer
según la
secuenci
de
fabricación
de un determinado tip o de producto interm edio. La
disposición siguiente es un ejemplo de planta que responde a estos últimos
planteamientos
Líneas de re fuerz os
Líneas de bloques planos
Línea de bloques
curvos
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 65/239
4 . 2 . EL ASTILLERO TR AD ICION AL
En el pasado, algunos astilleros han estado dedicados a la construcción de grandes
buques tipo VLCC de más de 500.000 TRB, un producto hoy en día desaparecido del
panorama de la construcción naval mundial. Este tipo de buque se caracterizaba por
los altos espesores de sus planchas, el gran tamaño de sus zonas planas y curvas y la
ausencia de doble casco Este tipo de buque, relativamente sencillo y de poco valor
añadido encajaba perfectamente en una planta de concepción tradicional como la
descrita en
4 .1 .- ,
donde la producción en masa y el efecto de escala
eran
objetivos
prio ritario s de gestión. Los años 70 se carac terizaron por
ser \a
époc
dorada de este
tipo de buques. No
era
extraño
encargar
una
serie
de petroleros iguales
a
un mismo
as til lero, con lo que los crite rio s de gestión ante riores
lc nz b n
su plena
justificación. Puntos débiles comunes
a
facto rías diseñadas con los c rite rios
anteriores son por ejemplo:
• Alto s costes de manipulación de material en bru to.
• Capacidades de producción limitadas y prod uctividades globales bajas.
• Costes por flu jos inadecuados solventados en la mayoría de los casos con
instalaciones transitorias y mal dotadas o con subcontrataciones al exterior.

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 66/239
I
H
H
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 67/239
4 . 3 .
PARQUE DE RECEPCIÓN DEL MATERIAL EN BRUTO
El parque de recepción del material en bru to ( let ra A en el layou t mostrado en
4.2.-
) ha almacenado tanto planchas como perfiles y llantas. Un parque de gran
extensión puede llevar a no limitar el número de posiciones. Y un número excesivo de
posiciones aboca a la complejidad de la manipulación. La secuencia de manipulación del
ma terial en bru to podemos resum irla como sigue:
bescarga
en el miel le
Transporte al parque
Tratamiento de superficies
Clasificación en el parque
Eliminación de deformaciones ( sólo en el caso de planchas)
Paletización
Transp orte en palets al punto de consumo
Descarga
Consumo
Una vez depositadas en el parque, las planchas y pe rfile s deben someterse a un
proceso de chorreado (con granalla) y poste rior aplicación de una capa de imprimación,
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 68/239
buque , pe rtenec ientes a la zona plana^^ del buque, v n Ir directamente al
consumidor
f inal .
Estas planchas sólo v n req ue rir una preparación de borde s p revia
a su soldadura. Para el resto del material el consumidor final es un consumidor
secundario, con lo cual a secisencia nieñor h brá que añadirle la correspondiente al
corte ,
que se enumera en 4.4 .-
A simple vista podemos percatarnos de la gran cantidad de etapas qu constituyen
este proceso. La dur ción asociada algunas de ellas, por no disponer de los medios
adecuados, va co nf er ir al proceso global una comp lejidad que va repe rcu tir en un
exceso de tiempo y de coste del mismo.
4.4. CORTE y CONFORMADO DEL MATERIAL EN BRUTO.
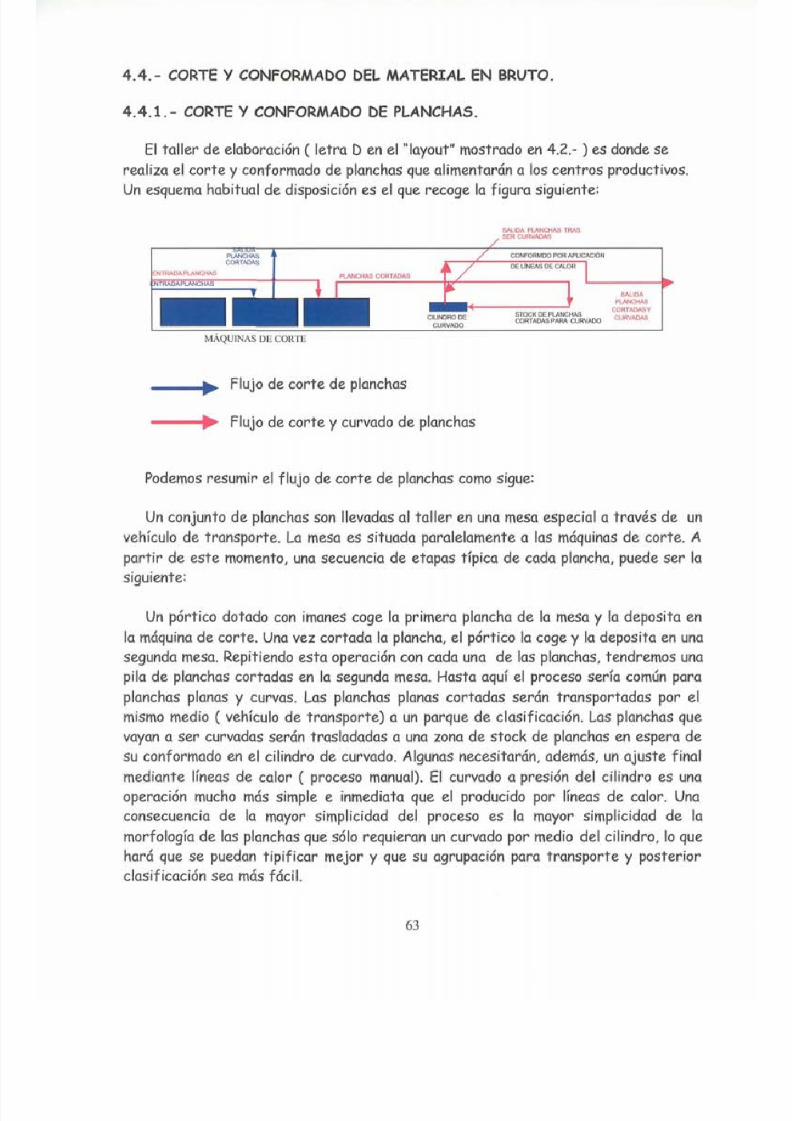
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 69/239
4.4.1. CORTE y CONFORMADO DE PLANCHAS.
El ta l ler de e laboración ( l e t r a D en e l layo ut mo st rado en 4 .2 . - ) es donde se
real iza e l cor te y conformado de p lanchas que al imentarán a los cent ros product ivos.
Un esquema habitual de disposición es el que recoge la f igura siguiente:
SALIDA PLANCHAS TRAS
SER CURVADAS
CONFORMDO POR APLICACIÓN
PLANCHAS CORTADAS
CILINDRO DE
CURVADO
DE LINEAS DE CALOR
STOCK DE PLANCHAS
CORTADAS PARA CURVADO
SALIDA
PLANCHAS
CORTADAS Y
CURVADAS
M QUIN S DE CORTE
Flujo de cor te de p lanchas
• Flujo de c or te y curvado de planchas
Podemos resumir el f lujo de corte de planchas como sigue:
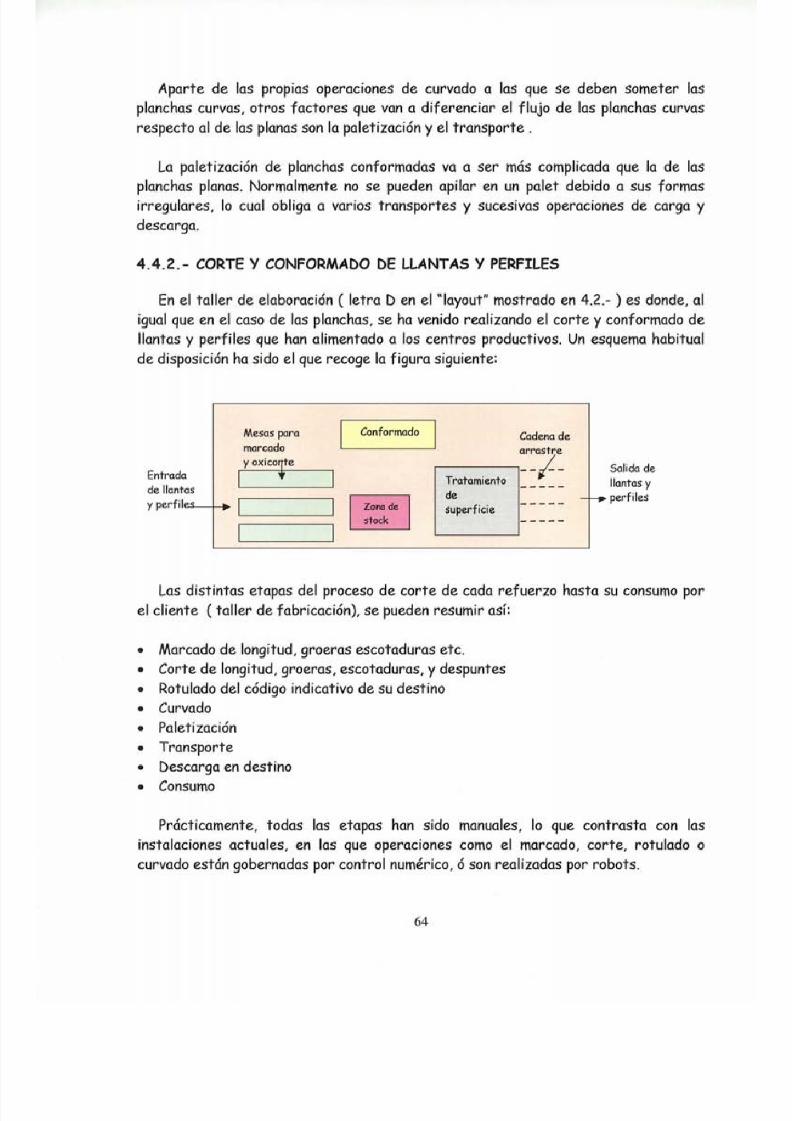
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 70/239
Aparte de las propias operaciones de curvado a las que se deben someter las
planchas curvas, otros factores que van a diferenciar el f lu jo de las planchas curvas
respecto al de las planas son la palet ización y el t ransporte .
La paletización de planchas conformadas va a ser más complicada que la de las
planchas planas. Normalmente no se pueden api lar en un palet debido a sus formas
irregulares, lo cual obl iga a var ios t ransportes y sucesivas operaciones de carga y
descarga.
4 . 4 . 2 .
CORTE Y CONFORM ADO DE LLAN TAS Y PERFILES
En el ta l le r de elaboración ( le tra D en el layo ut mo strado en 4.2 .- ) es donde , al
igual que en el caso de las planchas, se ha venido realizando el corte y conformado de
l lantas y perf i les que han al imentado a los centros product ivos. Un esquema habitual
de disposición ha sido el que recoge la f igura siguiente:
Ent rada
de l lantas
y pe r f i l cS -
esas para
marcado
y oxicofTte
fTTi
Conformado
Zona de
T r a t a m i e n t o
de
super f i c i e
Cadena de
a r r a s t r e
Sal ida de
l lantas y
pe r f i l es
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 71/239
4 . 5 . TM aER ES DE REFUERZOS
Atendiendo a su proceso constructivo, distinguiremos dos tipos de refuerzo. Los
pe rfiles y los que denominaremos
previas.
Los perfiles son elementos estructurales secundarios^^ que se adquieren con unas
dimensiones normalizadas y sólo
w n a ser
sometidos a un corte o curvado a fin de
obtener la dimensión prevista.
Las
previas
son partes de elementos estructurales primarios tanto longitudinales
( vagras en fondo, esloras en cubierta, palmejares en forro), como transversales
( varengas en fondo, baos en cubierta, cu dern s en fo rr o ). Una previa siempre será el
resu ltado de la unión de, al menos, dos elementos más pequeños. Por tan to su proceso
constructivo incluye corte y soldadura. Por ejemplo, un bao
será
el resultado de la
soldadura de alma y platabanda. Tanto alma como platabanda son trozos de plancha
que se habrán tenido que cortar
a
unas determinadas dimensiones con anterioridad
a
su soldadura.
La difere ncia en el proceso con structivo en tre p erfile s y previas va
a
influir en la
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 72/239
4 . 6 . - T/\LLER DE PRE VIAS.
Las concepciones de planta tradic ionales más
enfocadas a sacar
partido
a las
máquinas que
a \a
eficiencia del proceso comp leto se unen en este caso
a \a
variedad
en el tipo de previa que origina una clasificación poco clara de aquellas
a efectos
de su
asignación
a
zon s
de t rabajo.
En
el estado an ter ior es habitual la aparición de situaciones como:
• Empacho de máquinas
con
interfe ren cias en tre sus campos de
acción
•
Falta de niti de z en los procesos.
Es
frecu ente que una previa tra s
pasar por
diversas operaciones correspondientes
a
su proceso p rodu ctivo tenga que
salir del
taller y volver
a entrar para poder ser
completada.
• Los procesos están tan vinculados que a
veces se
utilizan de las mismas puertas
para la entrada de materiales que para la salida de productos terminados o en
curso
• Almacenamiento de las previas for m a dispe rsa lo que va
a
comportar una pobre
clasificación
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 73/239
4 . 7 .
TAaER DE BLOQUES PLANOS.
El esquema tradicion al de este tal ler ( l e t r a E en el layout mostrado en 4.2.- ) ha
sido el constituido por una línea de unidades abiertas planas que finaliza en una zona
de armado definitivo de bloques. Las unidades abiertas planas se han venido formando
en la línea a partir de un paño plano (unión de planchas) en el que se han ido
incorporando refuerzos (perfiles y previas). El apelativo abiertas se ha utilizado para
indicar que no están cerradas en su parte superior, en contraposición a una estructura
cerrada
como puede
ser
un bloque de doble fondo (e stru ctu ra tipo sandwich).
En la zona de armado d efin itivo , constituida por estaciones f ij a s , se ha realizado la
construcción de bloques planos
a partir
de unidades fabric ad as en la línea. Las
estancias
de los bloques en estas estaciones se ha aprovechado para
incorporarles
armamento
La línea de unidades abiertas planas se ha surtido de planchas provenientes del
parque de acero (planchas rectangulares que sólo requieren una preparación de bordes
previa a la soldadura), o bien del taller de elaboración (planchas con una forma
determ inada ). La soldadura de las planchas para fo rm ar los paños planos de la línea de
unidades
abiertas
planas tradicionalmente se ha llevado
a cabo
mediante un proceso
que requiere el volteo de las planchas a soldar, pues se soldaban por las dos caras.
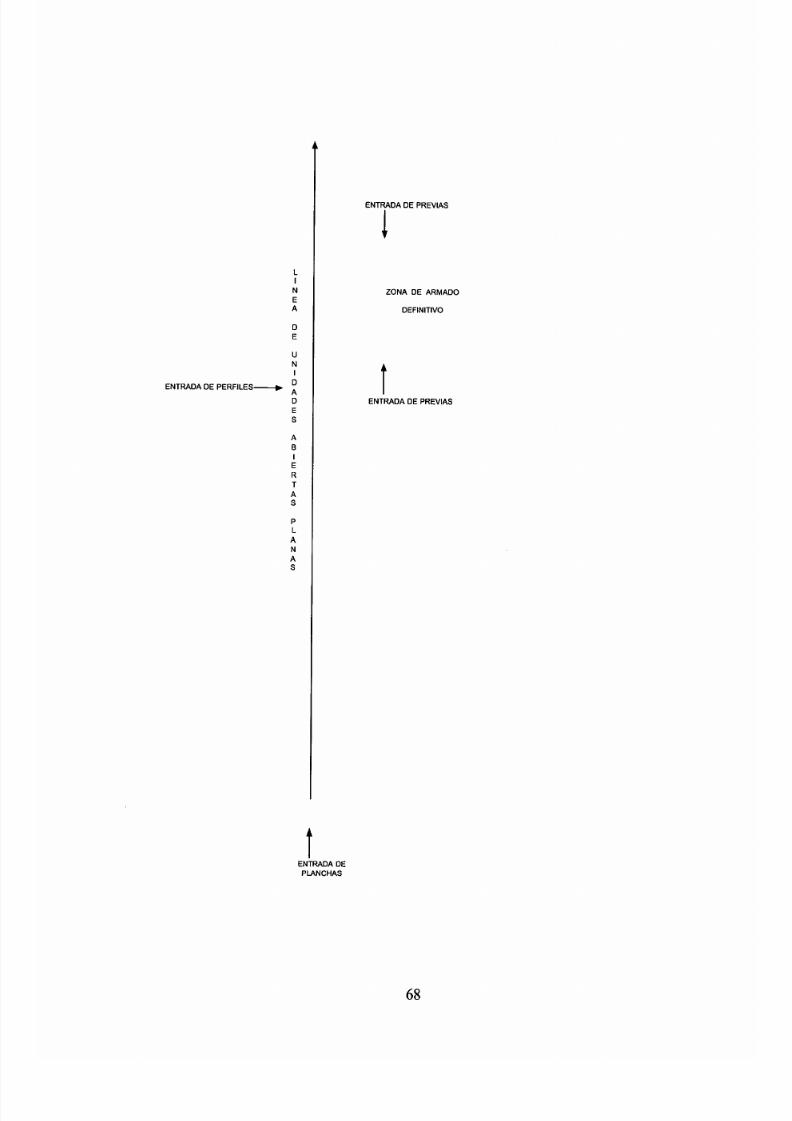
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 74/239
ENTRADA DE PER FILES
L
I
N
E
A
D
E
U
N
I
D
A
D
E
S
A
B
E
R
T
A
S
ENTRADA DE PREVIAS
ZONA DE ARMADO
DEFINITIVO
ENTRADA DE PREVIAS
4 . 8 . -
TALLER DE BLOQUES CURVOS.
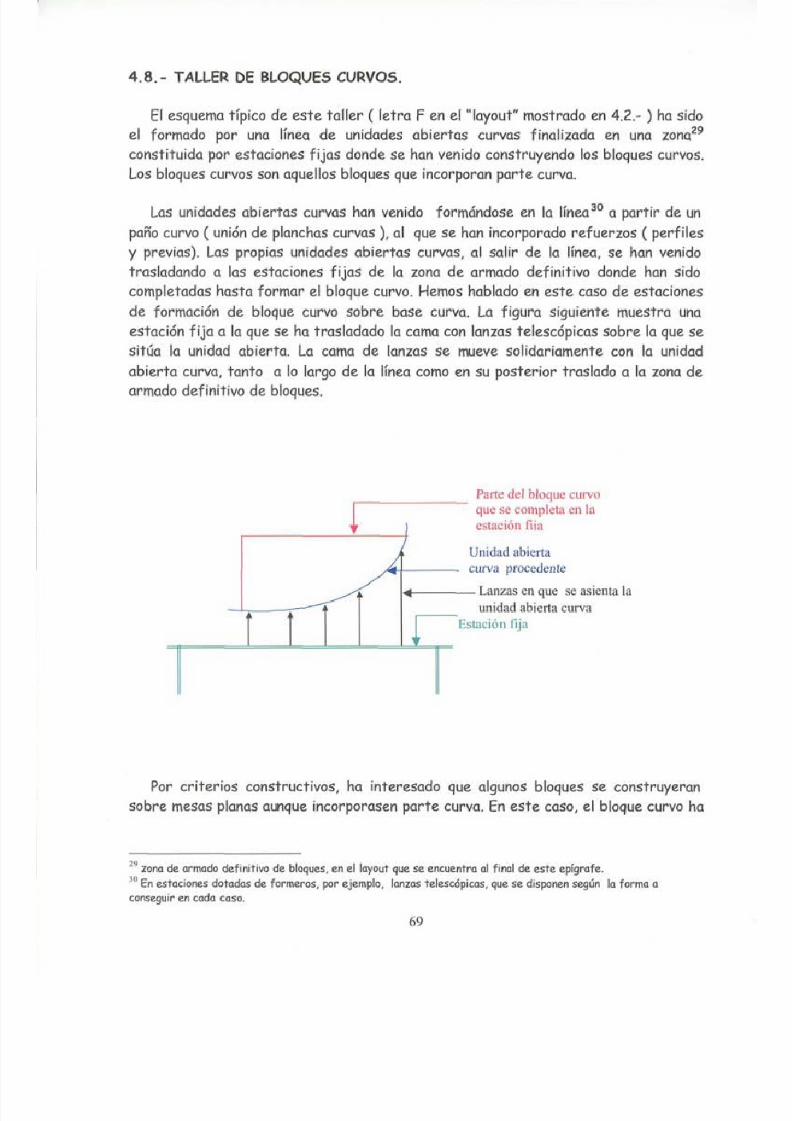
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 75/239
El esquema t ípico de este ta l le r ( le t ra F en el lay ou t mo strad o en 4.2 .- ) ha sido
el formado por una l ínea de unidades abiertas cury s f inalizada en una zona^^
co ns t i tui da por estaciones f i j a s donde se han venido constru yen do los bloques curvos.
Los bloques curvos son aquellos bloques que incorporan parte curva.
Las unidades ab iert as curvas han venido formá ndo se en la l ínea^° a pa rt ir de un
paño curvo ( unión de planchas curvas ) , al que se han incorporado re fue rzo s ( p er f i le s
y previas). Las propias unidades abiertas curvas, al sal ir de la l ínea, se han venido
trasladando a las estaciones f i jas de la zona de armado def init ivo donde han sido
completadas hasta formar e l b loque curvo. Hemos hablado en este c so de estaciones
de formación de bloque curvo sobre base curva. La f igura siguiente muestra una
estación f i ja a la que se ha t rasladado la cama con lanzas telescópicas sobre la que se
sitúa la unidad abierta. La cama de lanzas se mueve sol idar iamente con la unidad
ab ie rta c urva, tan to a lo largo de la l ínea como en su po ste r io r t ra slad o a la zona de
armado def in i t ivo de b loques.
Parte del bloque curvo
que se completa en la
comenzado a co ns t ru i r se so bre base p lana incorporánd ole la unidad ab ier ta cu rva
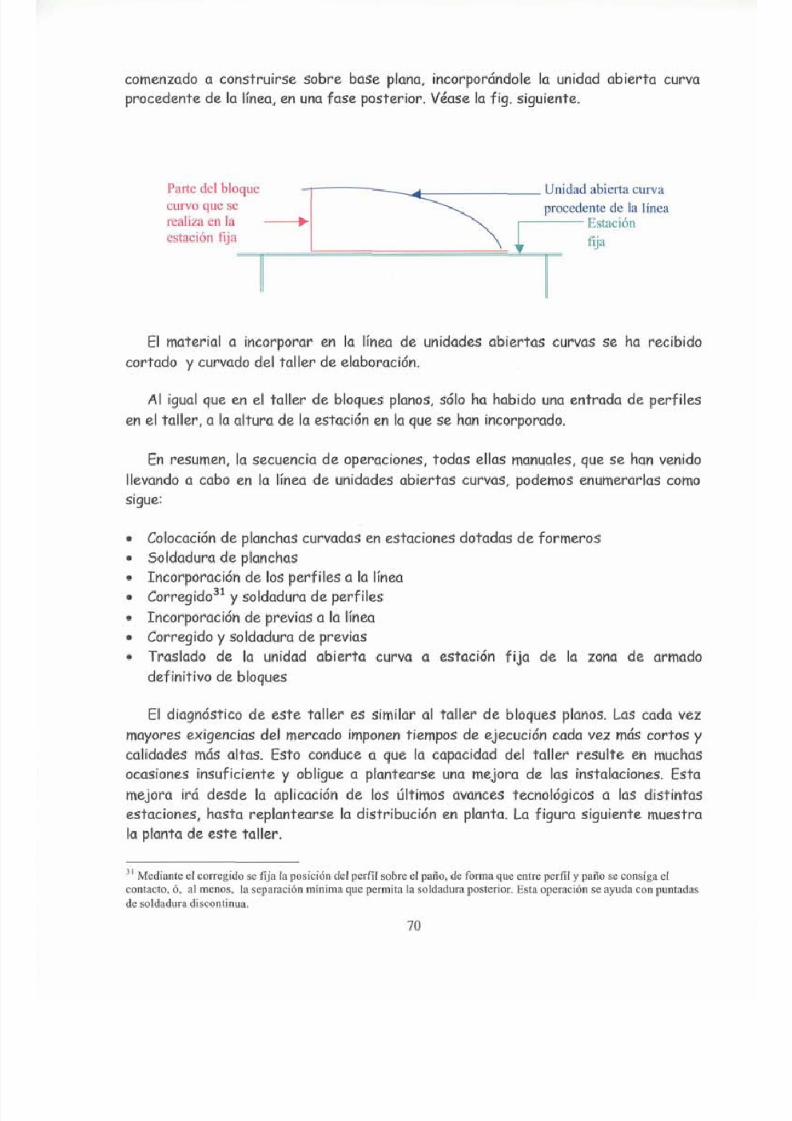
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 76/239
procedente de la l ínea en una fase poster ior . Véase la f ig . s igu iente.
Parte del bloque
curvo que se
realiza en la
estación fija
Unidad abierta curva
procedente de la línea
Estación
fij
El mater ial a incorporar en la l ínea de unidades abiertas curvas se ha recibido
cor tad o y curvado del ta l le r de e laborac ión.
Al igual que en el tal ler de bloques planos sólo ha habido una entrada de perf i les
en el tal le r a la alt ur a de la estación en la que se han incorp orado.
r resum en la secuencia de operacione s tod as el las manuales que se han venido
l levando a cabo en la línea de unidades ab ie rta s cu rvas podemos enum erar las como
sigue:
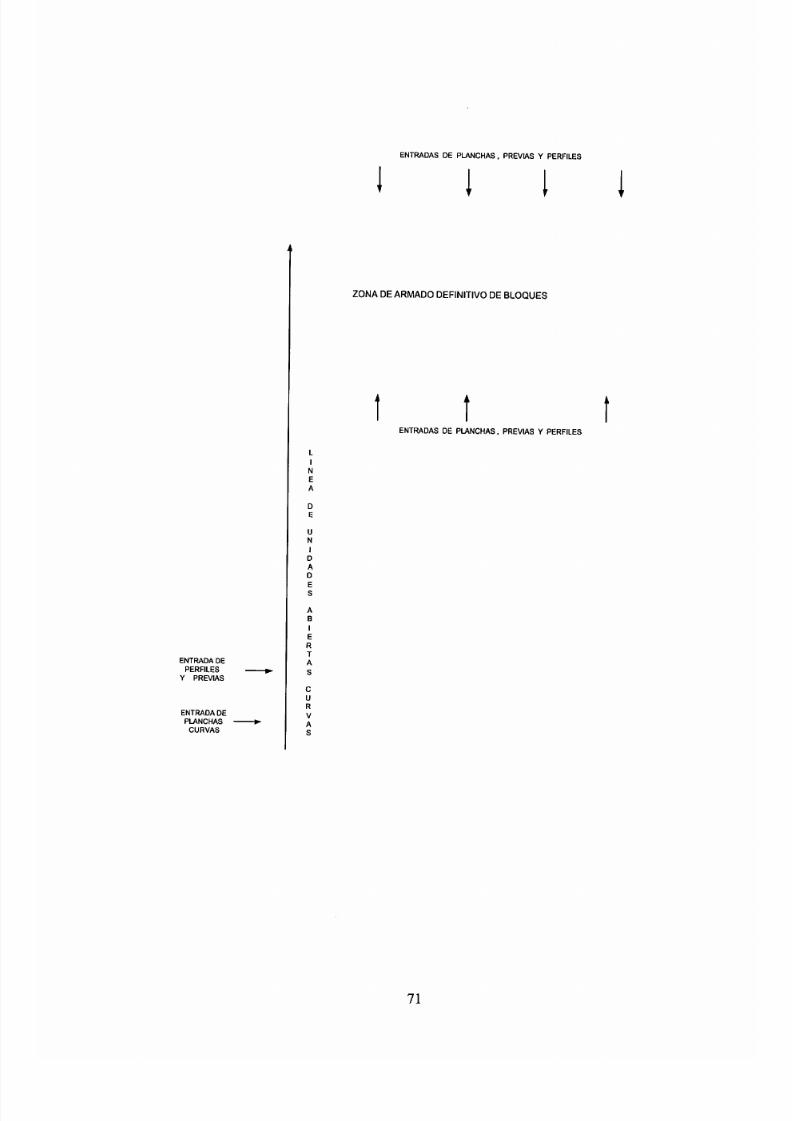
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 77/239
ENTRADAS
DE
PLANCHAS
PREVIAS
Y
PERFILES
i I i
ZON DE RM DO DEFINITIVO DE BLOQUES
L
I
N
E
A
D
ENTRADAS
DE
PLANCHAS PREVIAS
Y
PERFILES
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 78/239
4 . 9 .
ZONA DE PREMONT/VJE DE BLOQUES
Cuando en el punto 4.10.- se trate la disyuntiva entre construir en dique o en
grada uno de los motivos a favor de la primera opción va a ser la posibilidad de
disponer de grúas pórtic o que van a ten er mucha más capacidad de elevación y muchas
menos limitaciones que las grúas cigüeña. Y
son
precisamente estas ventajas las que
han llevado a
diseñar unas grúas
pó rtico con una anchura que exceda lo sufic iente de
la del dique como para per m itir aprovechar la
zona
co lindante al mismo, situada bajo la
influencia de aquellos.
Denominamos zona de premontaje a aquella zona anexa a\ dique que por estar
situada bajo la influencia de los pórticos va a permitir util izar su capacidad de
elevación para operaciones relacionadas con el izado y / o volteo de bloques. Es fas
operaciones de otro
modo, deberían re alizarse en dique con las desventajas que ello
supone. Con la misma filoso fía , se prolongan las vías por donde se deslizan las grúas
pórtico más allá de los extremos del dique, a fin de aumentar aún más el alcance
longitudinal de los mismos.
En la zona de premontaje se ha
realizado la unión de
bloques procedentes de los
talleres en unidades mayores, para su posterior traslado
a dique.
El objetivo ha sido
que las unidades que se trasladaran a dique tuvieran el mayor tamaño posible, estando
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 79/239
4 . 1 0 .
DIQUE GR b
En ambas concepciones de as tille ro tra d ic io na l y moderno ) hemos considerado el
dique seco como zona de ensamblaje del buque. Llegados a este punto conviene hacer
un paréntesis para ju s ti fi c a r su elección sobre la ot ra altern ativa clásica: la
construcción en grada.
Como ventajas de la construcción en dique seco podemos citar:
• El buque se puede co ns truir en horizo ntal
• Los medios de elevación w n a ser más potentes y eficaces. Por una parte puede
disponerse de p órtico s que van a ten er mucha más capacidad de elevación y muchas
menos limitaciones que las grúas cigüeña. Además, por estar el dique bajo el nivel
del suelo, las alturas de pórtico y de grúas son más bajas.
• Los ccesos al dique son mucho me jores que en grada.
Además de las ventajas desde el punto de vista constructivo que supone construir
en dique, existe otra muy importante en lo referente a la minimización de riesgos en
la puesta a flo te del buque. En ef ec to . En grada ha de ten erse en cuenta que el buque
se va a poner a flote por una maniobra mucho más arriesgada que la flotadura.
Durante la botadura, el buque va deslizando y entrando progresivamente en el agua y
llega un momento en el cual los empujes de la pa rte d e popa pueden hacer iniciar el
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 80/239
4 . U . -
ARMAMENTO
La idea fundamental con respecto al montaje del armamento ha sido su
incorporación a los bloques en la fase más temprana posible. Esta filos of ía , por su
obviedad,
requiere pocas explicaciones. El montaje del armamento en talleres donde
no hay problemas con el agua de lluvia, viento o con el sol es mucho más cómodo que en
premontaje. Así mismo, la accesibilidad, comodidad y seguridad en el montaje del
armamento en la zona de p remo ntaje serán superiores que en la fase de dique. Uno de
los fac to re s que va a in flu ir en el grado de armamento a m ontar en un bloque va a ser
su
perm nenci
en cada estación.
Las líneas de proceso se caracíeñzan por generar unos productos a travé s del paso
de éstos por las dis tin tas estaciones que las componen. El tiempo de permanencia de
estos productos en cada una de las estaciones, en teoría limitado, va a ser superior
muchas veces al ideal que correspondería a un flu jo sin interrupciones y minimizando
actividades que no contribuyeran a \a evolución del producto, actividades que, como
veremos, calificaremos como desperdicio.) . Esta circunstancia va a utilizarse para
montar ormamento en estaciones, que por su propio funcionamiento, no van a estar
dotadas para ello. Y es que, si algunas de las estaciones de las líneas de proceso se
dotasen adicionalmente para incorporación de armamento, las instalaciones de
4 .1 2 . DIS TR IBU CIÓ N EN PLANTA Y FLUJOS DE AAATERIALES ENTRE
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 81/239
LOS DISTINTOS CENTROS PRODUCTIVOS.
El esquema de la figura siguiente no tiene carácter exhaustivo. Pretende mostrar
los flujos de materiales entre los distintos centros productivos, al margen de los
propios flujos internos de cada uno de ellos.
El parque de acero almacena tan to planchas como refue rzo s llantas y perfi les ).
Las planchas, excepto un porcentaje pequerío que va al taller de bloques planos según
se comentó en 4.3.- y 4 ,7 .-, van a\ ta lle r de elaboración. El taller de elaboración s urt e
planchas cortadas y cuando sea necesario curvadas ) a los centros consumidores:
taller de previas, taller de bloques planos y taller de bloques curvos.
Los perfiles tienen como destino el taller de elaboración donde serán cortados y
en algunos casos tamb ién curvados . Desde el tal le r de e laboración
serán
llevados a los
talle res de bloques planos y curvos.
Las llantas^^ por su parte, tienen como consumidor el taller de elaboración donde
serán cortad as y en algunos casos curvadas Desde el talle r de elaboración serán
llevadas al ta lle r de previas.

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 82/239
PREUONTÍJE
PARQUE IMTERUE
eioouES
4 .1 3 . RESUMEN DE VIRTUDES Y DEFECTOS DE LA P U N T A ANALIZADA

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 83/239
Como inconvenientes de la planta analizada podemos citar:
•
ran
dispersión entre los centros productivos lo que, al estar éstos vinculados
en tre sí, va a implicar excesivo tiempo de trans po rte de productos en curso en tre
unos y o tros.
• La existe ncia de un único centro de elaborac ión, multiplica las etapas empleadas
en el cort e y conformado del m aterial en bruto.
• La gran extens ión de la
faciona
( podemos es tar en el orden de
1 000 000
m2 de
sup erficie ), va a favorecer la util ización de parte de esta supe rficie como zona de
stock de productos en curso.
• Poca nit ide z en los procesos: bucles en los fl u jo s , excesivos movimientos asociados
a los procesos productivos, etc.
•
ran
cantidad de procesos se siguen realizando de forma manual.
• Vimos en 4.11 que la incorporación de armamento en las líneas de proceso no iba a
5 . - BENC HMiARKINS DE U COAAPETENCI/^

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 84/239
Como ya dijimo s en la prim era pa rte , un 907o de la cuota de mercado radica en
Europa, principalmente en los astilleros de Fincantieri en Italia, Chantiers de
l'iAtlantique en Francia y algunos astilleros alemanes y finlandeses. Adquirir el mayor
conocimiento posible del know how de estos astillero s no sólo es imp ortan te. Puede
llegar a ser \a piedra angular a la hora de plantearse la configuración de una planta
como la que nos ocupa. Conviene adv ert ir que ese know how es tan im po rtan te para
nosotros de adquirir como para dichos astilleros de preservar. Por tanto, la tarea de
alcanzar ese conocimiento no sólo no resultará fác i l , sino que en determinados ámbitos
res ultará imposible.
Los epíg rafes siguientes recogen el conocimiento que hemos podido consegiiir de
algunos de los astille ros an tes m encionados. El conten ido en cada uno de ellos no es
homogéneo, pues se lim ita a lo que hemos podido encontrar en unos
casos
o averiguar
en otros, y en cualquier caso, con los obstáculos para acceder a esa información que
hemos comentado al principio. Gran parte de la información se ha obtenido de CESA
(Comité Europeo de las Asociaciones Nacionales de Constructores Navales) en las
visitas realizadas por el grupo de trab ajo de OkEbES^
5 . 1 . - F I N C / \ N T I ER I
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 85/239
De la ponencia de Luciano ^o.r\zor\ ( referen cia bib liográ fica 40 ) en la WEAAT 93
en M ad rid , sobre disposición de un as tillero adecuada para con struir buques de
pasa je, podemos
destacar
lo siguiente:
A
p a rt ir de una descomposición en productos intermedios de un buque de pasaje de
unas 70.000
&T ,
son los paneles planos y los bloques abiertos planos los que \/<m
a
demandar mayor capacidad de producción. Ello es una cor\se.cu c\c\Q de la gran
cantidad de bloques de cubierta y de la gran extensión de zona faireada del
casco.
También hace
rmr\c\ón a
la utilización de refuerzos en T en los buques de pasaje,
diciendo que los refuerzos en T son utilizadas en baos y esloras, en
cuadernas
refo rza da s ( bulórcamas) y en bloques de proa y popa.
Hay que ten er en cuenta que la línea tradiciona l de
\irzfabr \cac\ÓY\
de refuerzos en
T, en la cual se soldaba en inver tido y en horizo ntal el alma sobre la platabanda^^ ,
r\o
res ulta de aplicación en buques de pasaje. En e fe ct o , el proceso an te rio r, que
causana
deformaciones admisibles en planchas de unos 20 mm,
cansarxa
deformaciones disparatadas en las planchas de 5 y 6mm del crucero. Ya que el
posterior enderezado ( eliminación de deformaciones )
sena
más laborioso que el
propio proceso de formación del refuerzo en T. Ello sin contar con las secuelas que los
La tecnología láser, debido a la pequeña cantidad de calor absorbido por las

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 86/239
planchas, se vislumbraba como una alternativa prometedora para su aplicación en las
líneas de paneles planos. Con esta pe rspectiva , la disposición de la línea debería
modificarse por la introducción de un pórtico de soldadura láser, en lugar de la
tradicional soldadura por una
cara
además de la introducción aguas arriba de una
fresadora para preparación (previa a la soldadura láser) de los bordes de las planchas.
La necesidad de prevenir deformaciones, clave cuando se trata de espesores
pequeños, conduce a la construcc ión de sub-bloques en estaciones especiales, dotadas
con guías y dispositivos de sujec ión y elevación adecuados, para el ensamblaje de
bloques sin tener que
recurrir
a la utilizac ión de rio str as y cáncamos de maniobra.
Estas estaciones v n
a
facilitar, por tanto, el control dimensional.
Un fa ct o r relevante en la configuración de un as til lero y que puede resultar crític o
en la construcción de un crucero son las zonas disponibles en premontaje. Un estudio
realizado para evaluar el
área
necesaria para la formación de los bloques en
premontaje, incluyendo el armamento correspondiente, lleva a la cifra de 60 bloques
por año, lo que implica la necesidad de disponer de al menos 10 estaciones, con una
permanencia media por bloque de dos meses en cada estación. Lo ante rio r requiere
una sup erfic ie mínima de 13.000 m2.
El l a y out ge n e ra l de l a p la n ta e s e l m o s t ra d o Q c ont inua c ión :
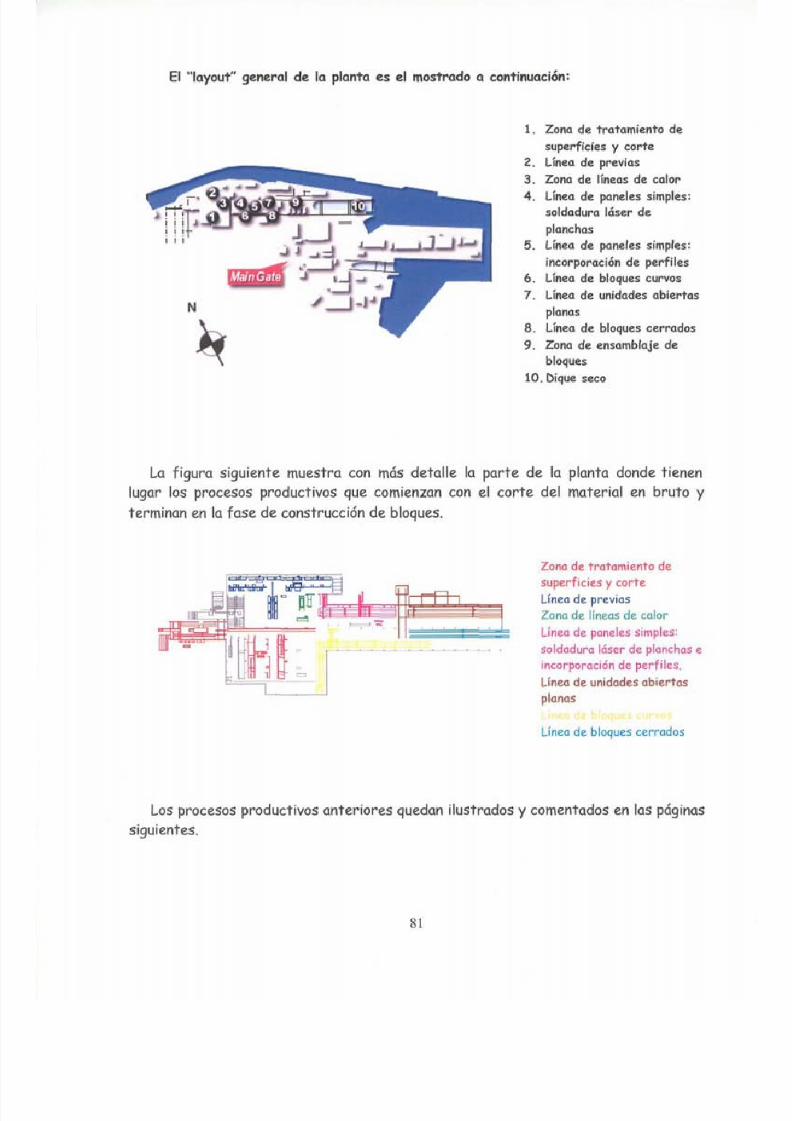
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 87/239
1 .
Zona de tratam iento de
superficies y corte
2 . Línea de previas
3. Zona de líneas de calor
4 . Línea de paneles simples:
soldadura láser de
planchas
5. Linea de paneles simples:
incorporación de perfiles
6 . Línea de bloques curvos
7 . Línea de unidades abie rtas
planas
8. Línea de bloques cerra dos
9. Zona de ensamblaje de
bloques
1 0 . Dique seco
La f igura s iguiente muest ra con más deta l le la par te de la p lanta donde t ienen
lugar los procesos product ivos que comienzan con el corte del mater ial en bruto y
ZONA DE TRATAMIENTO DE SUPER FiaES Y CORTE
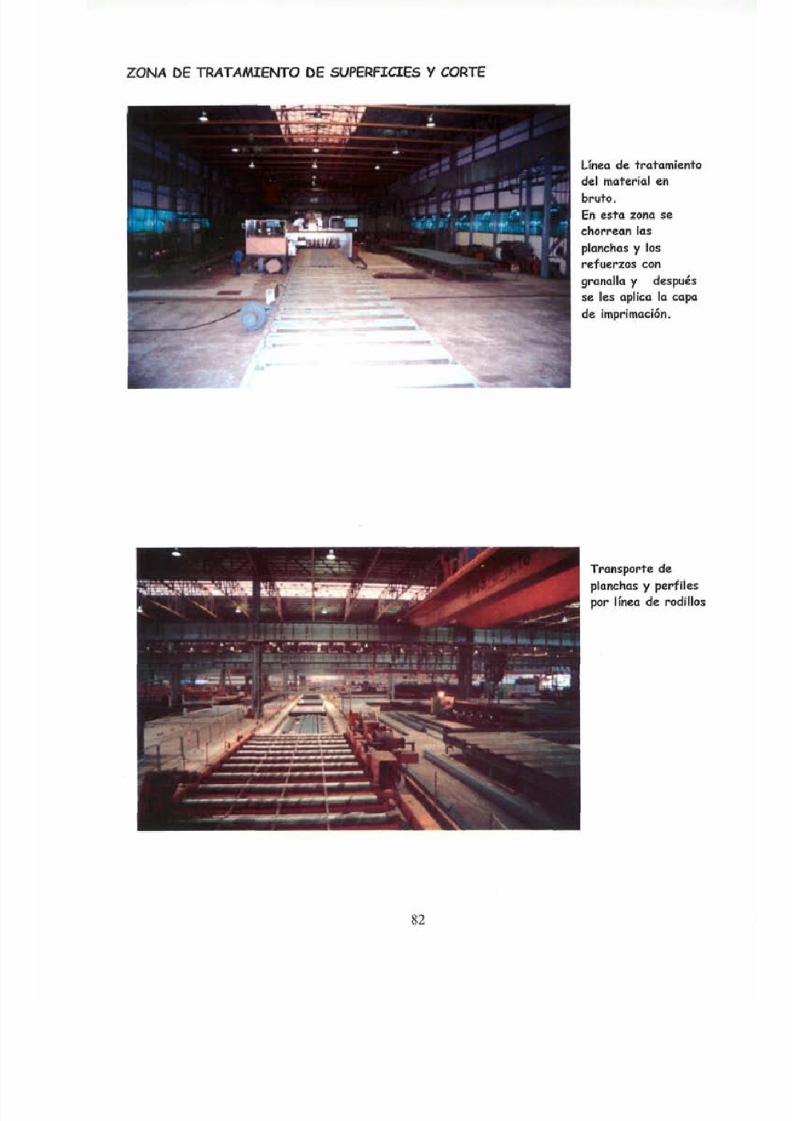
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 88/239
L in e o d e t ra ta mie n to
de l mate r ia l en
b r u t o
En esta zona se
c l io r r ca n la s
planchas y los
re fue rzo s co n
gran al la y después
se les aplica la capa
d e imp r ima c ió n
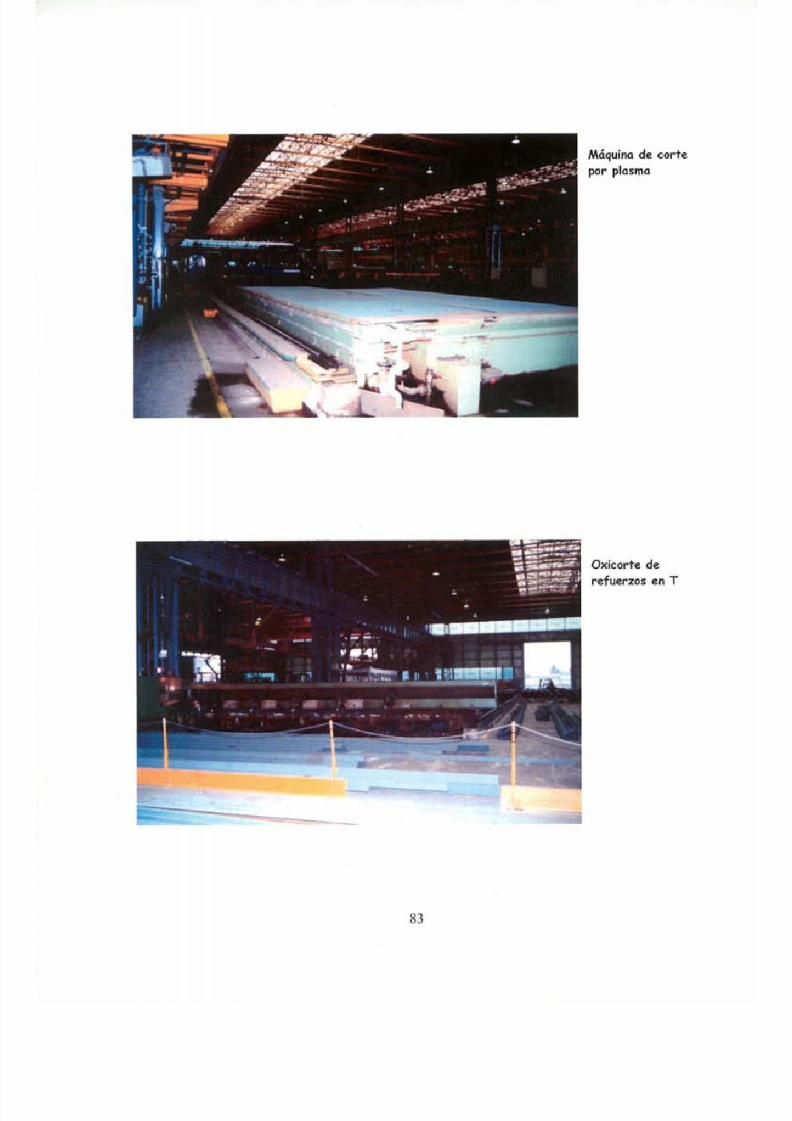
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 89/239
^ mm
aqu ina de cor te
por p lasma
LIN E DE PREVI S

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 90/239
Las dos fotografías siguientes muestran sendas vistas de la
n ve
de previas
tomadas desde puntos cercanos a cada uno de los extre m os de la línea
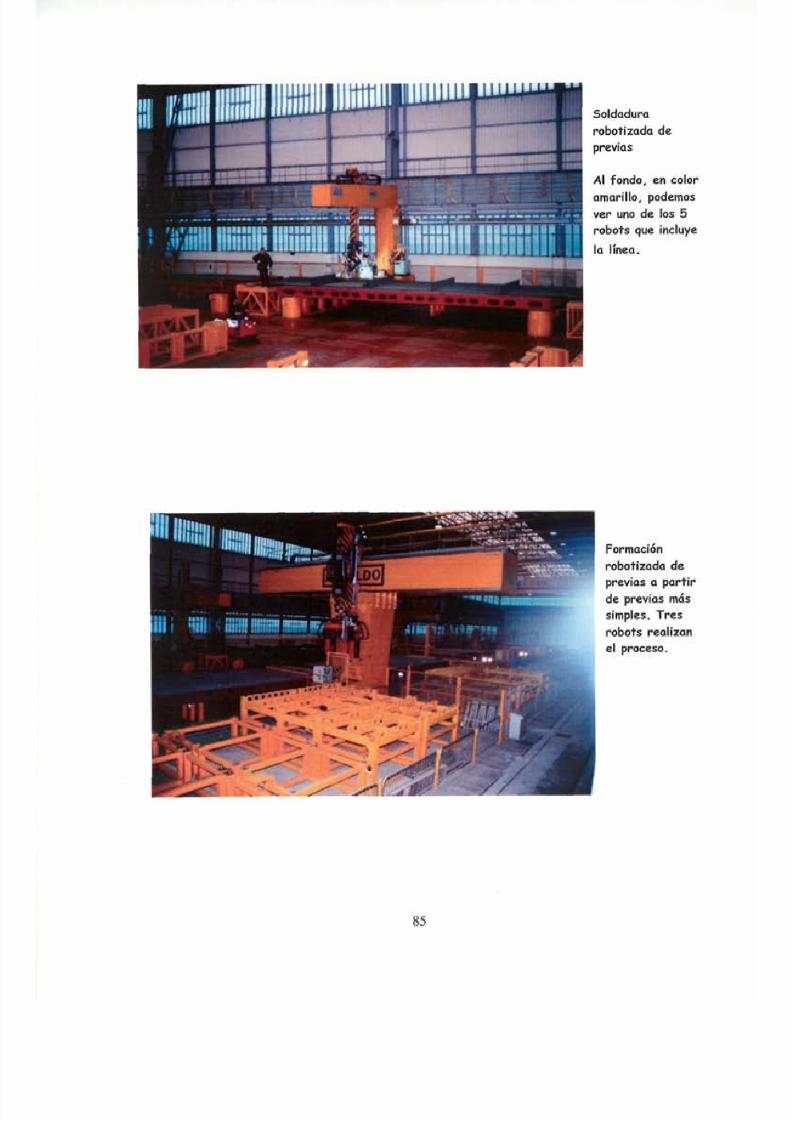
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 91/239
Soldadura
robo t í zada de
prev ias
A l f ond o en co lo r
amar i l lo podemos
ver uno de los 5
robots que incluye
la linca
UNEAS DE CALOR

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 92/239
Lineas de
calor
deta l le de las
cabezas
c a l e n t a d o r a s
L a a u to ma t i za c ió n
de este p roceso
estaba en fas e de
invest igación en e l
momento de
re a l i za rse la v i s i t a
UNEA DE PANELES SIMPLES SOLDADURA LÁSER DE PLANCHAS

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 93/239
Estac ión de
so ldadura láser de
planchas por una
sola cara
LÍNEA DE PANELES SIMPLES: INCORPORACIÓN Y SOLDADURA DE PERFILES

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 94/239
PosicJonado de
pe r f i l e s .
Los per f i les son
es t ibados en la ba tea
formada por pe ines
equ id is tan tes en cuyas
ranu ras se depos i t an
ios per f i les .
El incorporador coge e l
perf i l y lo coloca en la
p lancha.
Deta l le de lo
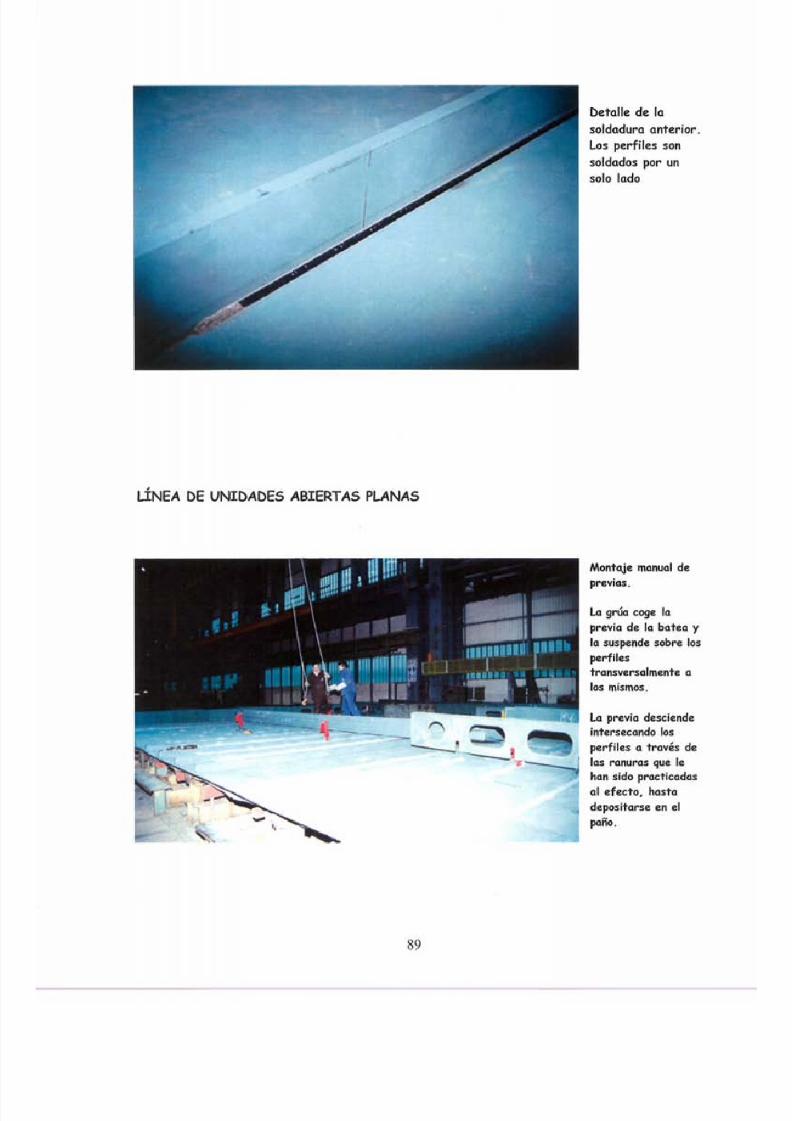
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 95/239
so ldadu ra an te r io r .
Los per f i les son
soldados por un
solo lado
LINEA DE UNIDADES ABIERTAS PLANAS
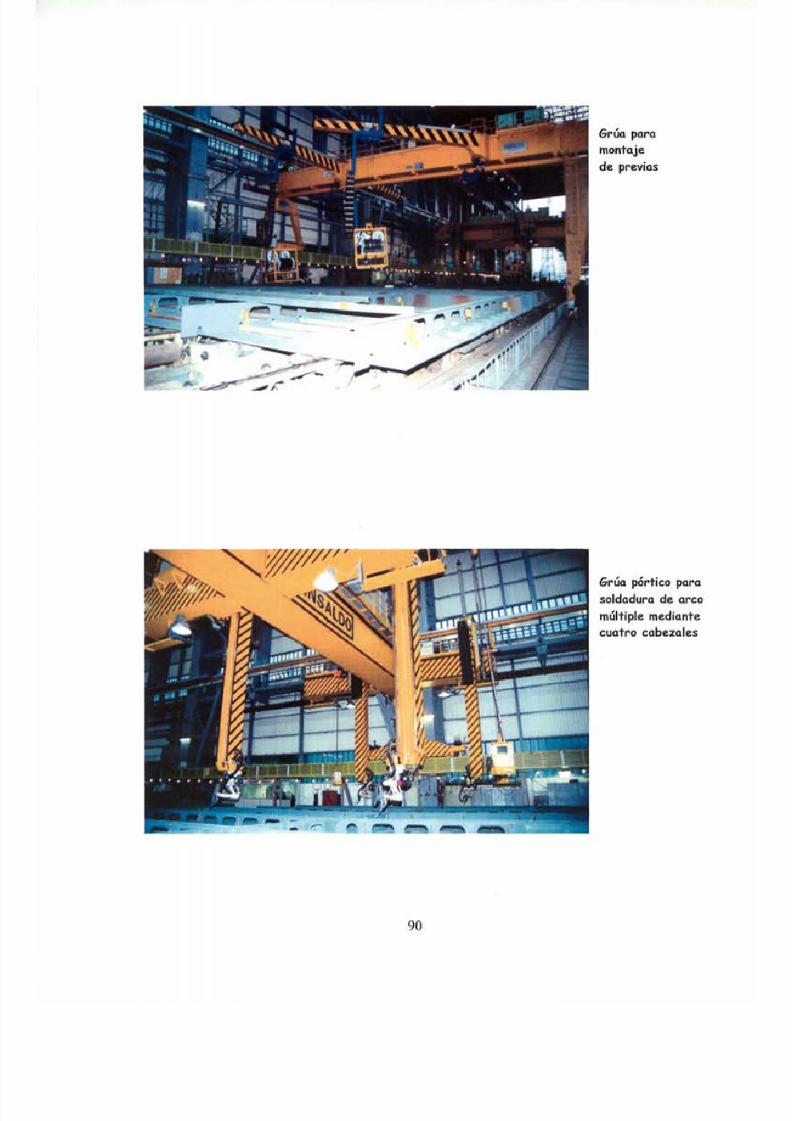
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 96/239
rú para
mon ta je
de previas
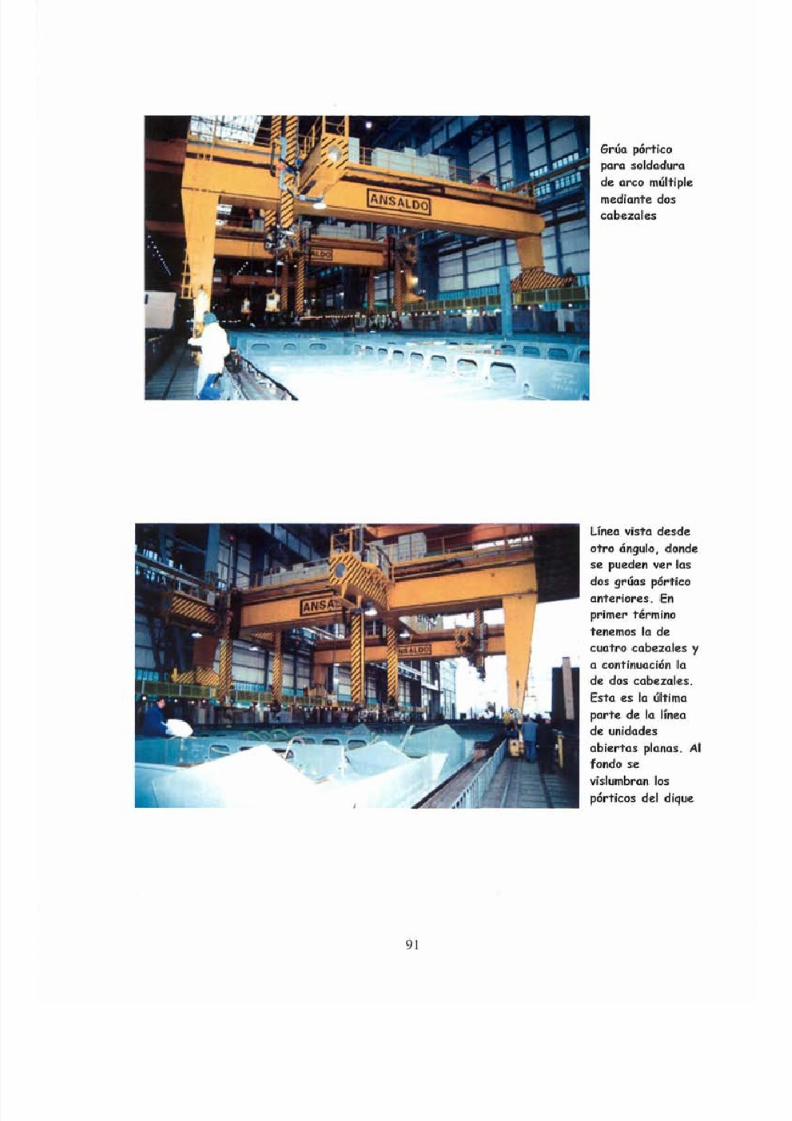
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 97/239
rú
pó r t i co
para so ldadura
de arco mú l t ip le
medían te dos
cabezo les
UNEAS DE BLOQUES CURVOS
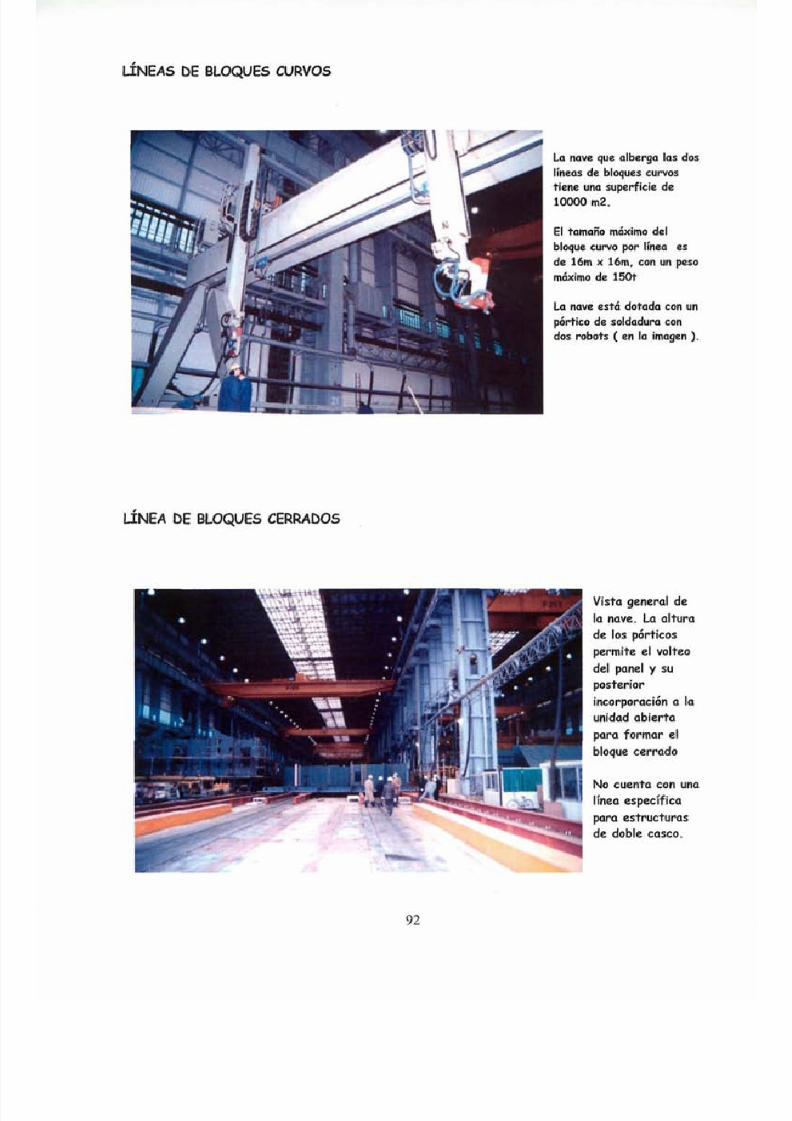
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 98/239
La nave que alberga las dos
líneas de bloques curvos
tiene una superf icie de
10000 m2.
El tamaño máximo del
bloque curvo por línea es
de 16m x 16m, con un peso
máximo de 150t
La nave está dotado con un
pórt ico de soldadura con
dos robo ts en la imagen ).
ZONA DE ENSAMBLAJE DE BLOQUES
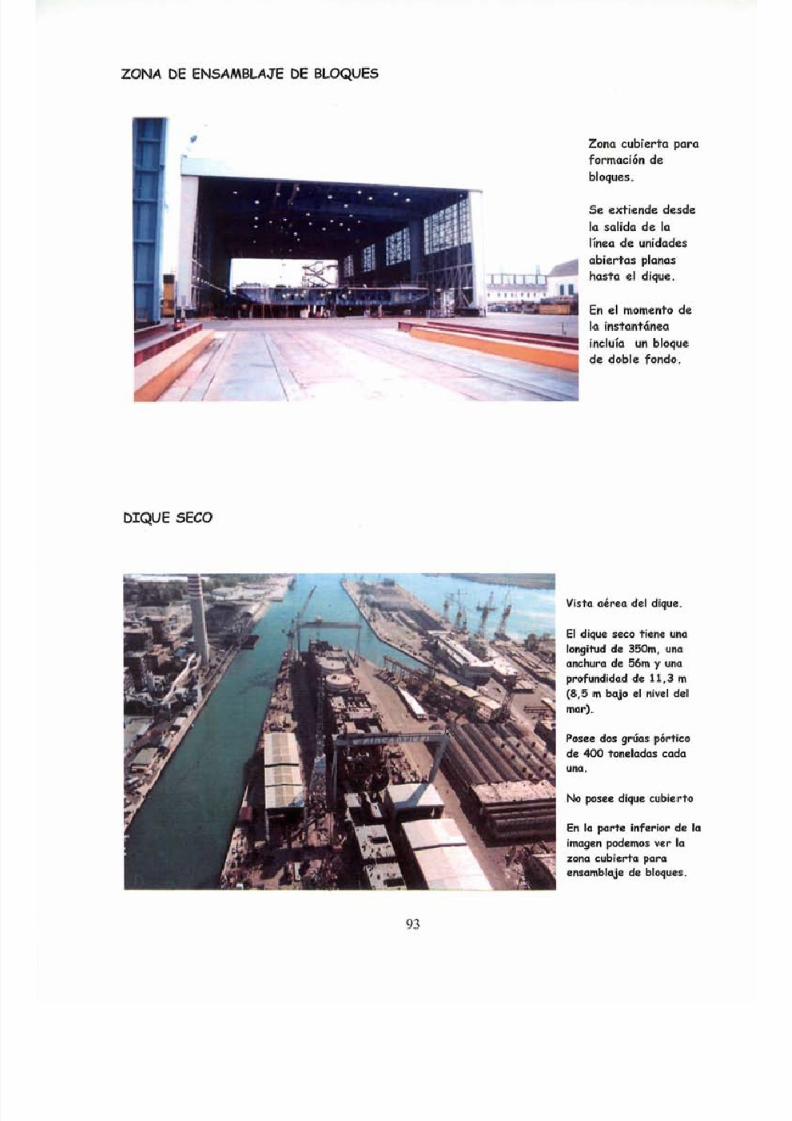
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 99/239
Zo n a cu b ie r t a p a ra
fo rma c ió n d e
bloques.
e x t ie n d e d e sd e
la sa l ida de la
l ínea de unidades
ab ie r tas p lanas
hasta e l d ique .
En e l momento de
la ins tan táneo
incluía un b loque
d e d o b le f o n d o .
5 . 1 . 1 .
CONSlOEk CIONES SOBRE L
PL NT
N UZ b
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 100/239
La gran cantidad de cubiertas de los buques de cruceros va a hacer que sea la
parte plana del buque la que demande la mayor cantidad de producción. La línea de
paneles planos va a ser por ta nto, uno de los puntos más crí tico s en la consfrucdón de
este tipo de buques
El poco espesor de plancha va a llevar a replantearse procesos, que han sido
rentables en chapa gruesa, pero no así en espesores de 5 ,5 y 6 mm, como por ejemplo
la línea tradicional de refuerzos en T o la soldadura
a
tope de planchas
con
un aporte
excesivo de calor para chapa fina. /Adopta la soldadura de planchas por una cara con
láser en la línea de paneles planos, en lugar de la tradicional soldadura por una cara
con arco sumergido. Esto está en línea con la política de Fincantieri de una cada vez
mayor especialización en la cons trucclón de cruceros.
La soldadura de
perfiles a \a
plancha
se
realiza por arco sumergido, soldando en su
mayoría por un solo lado. Esto es una medida muy ventajosa a \a hora de mitigar el
pandeo del paño unión de planchas) cuando se le sueldan los pe rfi les.
La planta posee una zona de tratam ien to de l mater ial en bruto planchas y
perfiles), donde éste se chorrea y se le aplica posteriormente una capa de
5 . 2 . - CHANTIERS DE L AT UN TIQ UE
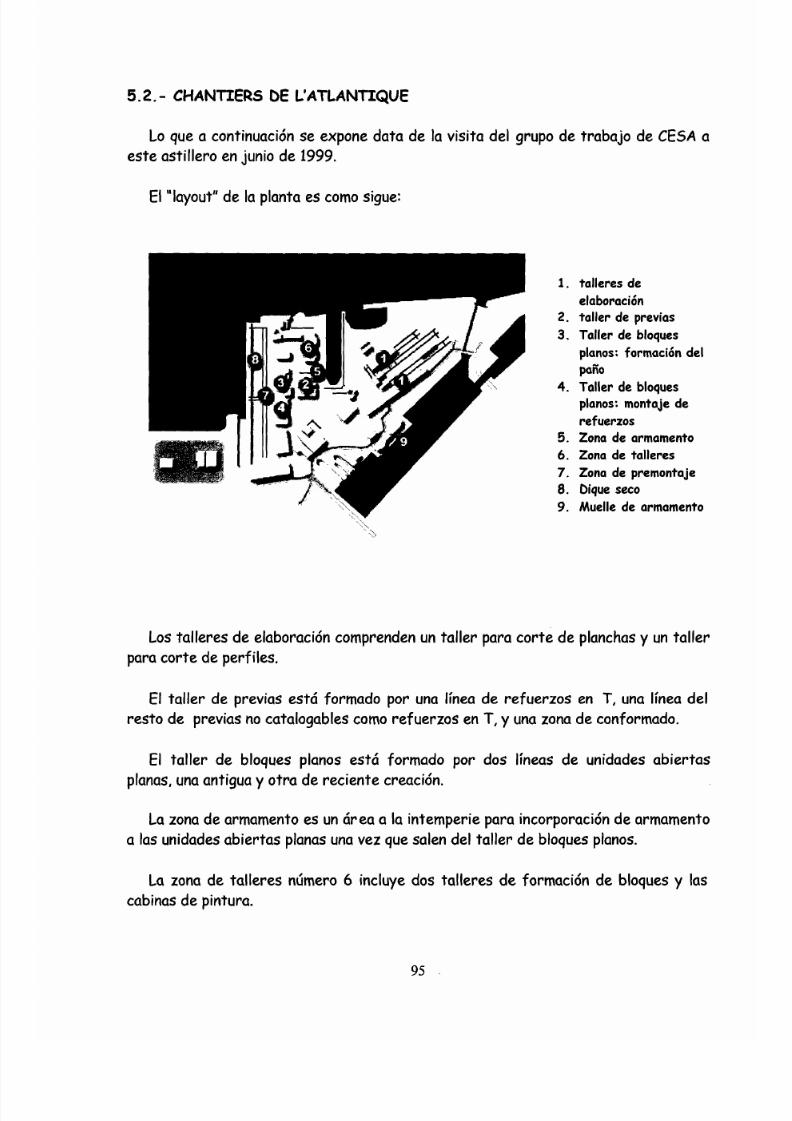
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 101/239
Lo que
a
continuación se expone data de la visita del grupo de trabajo de CESA a
este a stillero en junio de 1999.
El layo ut de la planta es como sigue:
1 .
talleres de
elaboración
2. talle r de previas
3 . Talle r de bloques
planos: formación del
paño
4 . Talle r de bloques
planos: montaje de
refuerzos
5. Zona de armamento
6. Zona de talleres
7 . Zona de premontaje
8. Dique seco
9 Muelle de armamento
P/\RQUE DE M/\T ER I/\L EN BRUTO
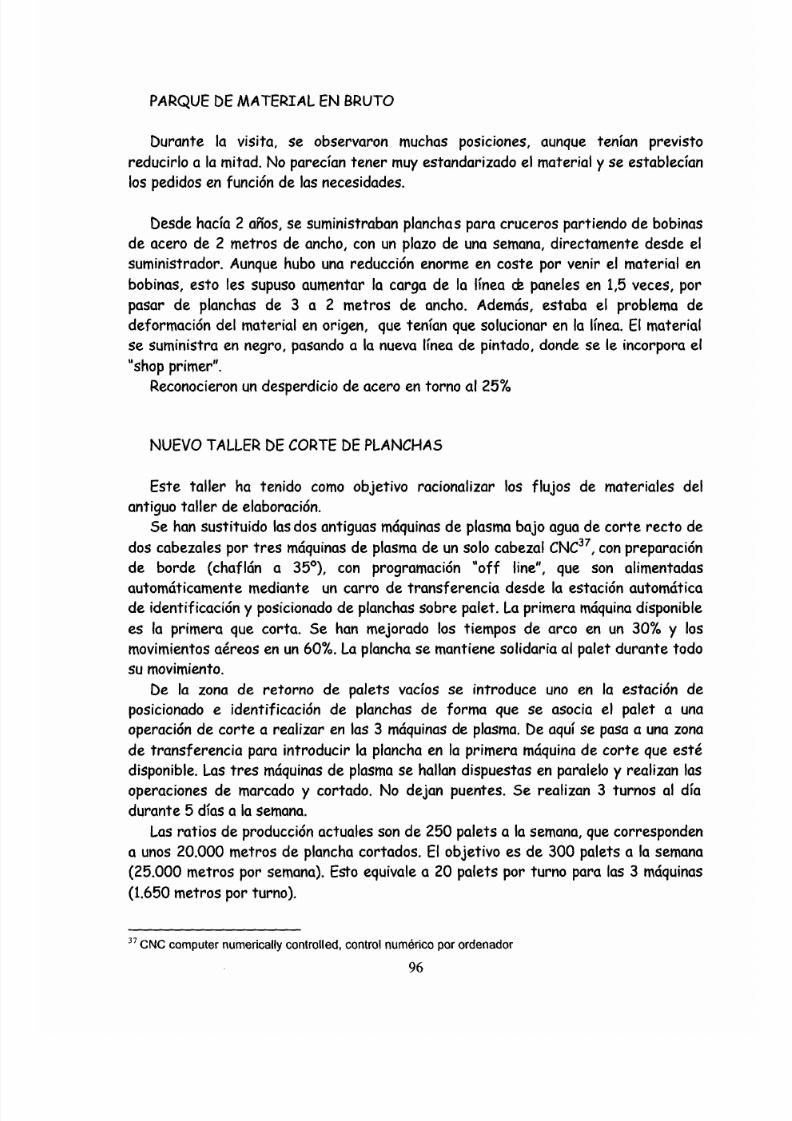
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 102/239
Durante la visita, se observaron muchas posiciones, aunque tenían previsto
redu cirlo a la mitad. No
parecían
ten er muy estandarizado el ma terial y se establecían
los pedidos en función de las necesidades.
Desde hacía 2 años se suministraban planchas para cruceros partiendo de bobinas
de acero de 2 metros de ancho,
co n
un plazo de una
semana,
directamente desde el
suministrador, /aunque hubo una reducción enorme en coste por venir el material en
bobinas, esto les supuso aumentar la
carga
de la línea efe paneles en 1,5
veces, por
pasar de planchas de 3 a 2 metros de ancho. /Además, estaba el problema de
deform ación d el m ate rial en origen, que tenían que solucionar en la línea. El ma terial
se suministra en negro, pasando
a \a
nueva
línea
de pintado, donde se le
incorpora
el
shop primer .
Reconocieron un desperdicio de acero en torno a\ 25%
NUEVO T LLER DE CORTE E
PL NCH S
Este taller ha tenido como objetivo racionalizar los flujos de materiales del
antiguo taller de elaboración.
Las piscinas^® funcionan como
un
dique abriéndose
la
compuerta
de
salida para
sacar
el
palet term inado
y la
de entrada para pe rm itir
el
acceso del nuevo palet.
Una
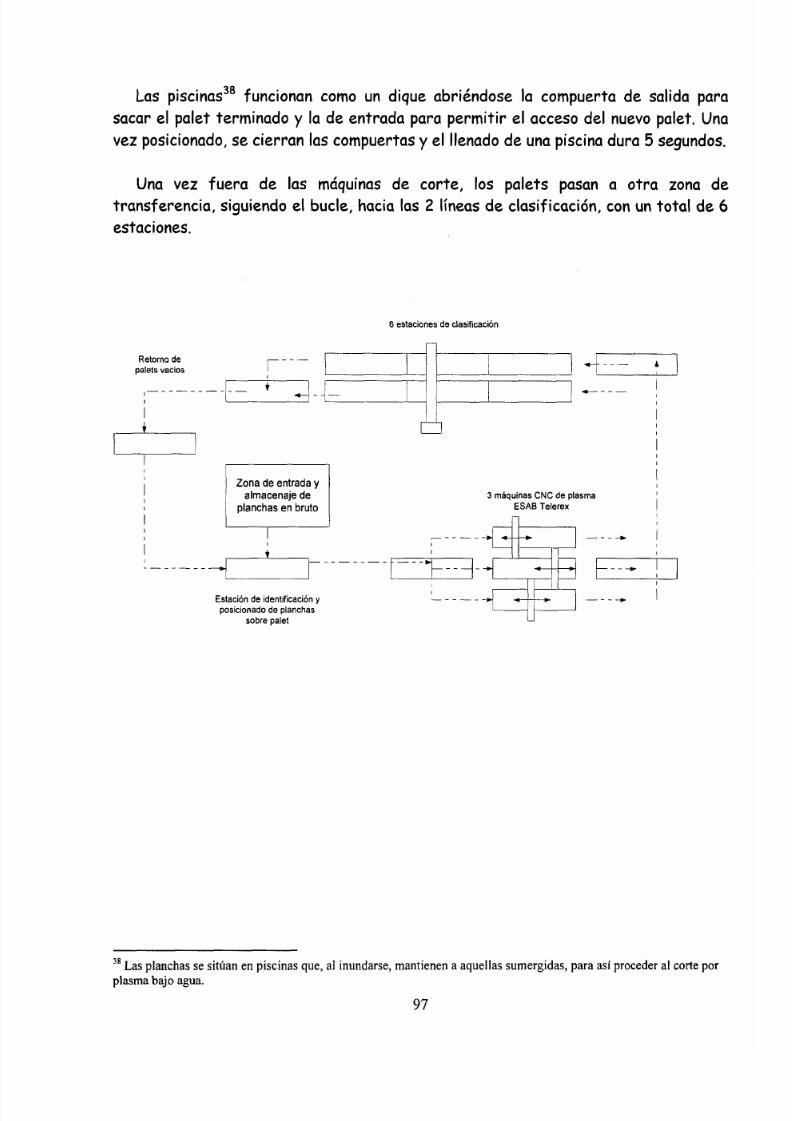
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 103/239
vez posicionado se cierra n las compuertas y el llenado de una piscina dura 5 segundos.
Una vez fuera de las máquinas de corte los palets pasan a otra zona de
transferencia siguiendo el bucle hacia las líneas de clasificación con un to ta l de 6
estaciones.
6 estaciones de clasificación
Retorno de
palets vacios
• —
Zona de entrada y
almacenaje de
planchas en bruto
3 máquinas CNC de plasma
ESAB Telerex
NUEVA LIN EA DE FAB RICA CIÓN DE REFUERZOS EN T

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 104/239
La línea pretende resolver los problemas de productividad ( horas de corregido de
deformaciones), calidad y capacidad que se plantean con la carga creciente de buques
de pasaje
El principio aplicado se basa en cortar por láser dos almas del refuerzo a la vez,
dejando puentes entre ambas, para evitar las deformaciones posteriores durante el
proceso de soldadura , que se realiza en dos etapas en la misma máquina.
Enderezadora Soldadura por
1
sola ca ra
Volteador
para 2^cara
- « V
sierra CNC
para
Platabandas
Corte y
marcado
por láser
para almas
Alimentador
I Retomo para 2° cara
precalentamiento ni punteado, solamente rodillos de presión de platabanda al
alma.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 105/239
• Endcrezadora.
• Cabina de pintad o.
• Clasificado.
NUEVO TALLER DE BLOQUES PLANOS
Este talle r ha experimentado una remodelación cons istente en ad junta r al talle r
inicial (construido en 1968 para fabricación de bloques de VLCC) una nueva línea de
unidades abie rtas planas. La su pe rficie ha pasado de s er 11.400 m2 a 25.00 0 m2. La
nueva línea, de 20 m de ancho es capaz de p re fa br ica r paneles de 32m ( manga de los
buques tipo Panamax) y unidades de hasta 400 toneladas frente a las 240 toneladas
máximas de la línea anterior. Los paneles en buques de pasaje suelen ser de 17 m de
manga por 20m de eslora. La nueva línea del tal le r consta de :
• Entrad a late ral de planchas por línea de rod illos.
• Zona común a ambas líneas donde las planchas son som etidas a:
o Corte
o Decapado (eliminación de pintu ra en cantos por banda abrasiva)
• Zona de tran sfere ncia de palets de pe rfiles desde zona latera l donde se
clasifican y mediante un sistema de tra ns po rte elevado sob re la línea de

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 106/239
paneles antigua) se tra nsf ie re el palet que se deposita sobre la línea.
• Estación de posicionamiento pó rtico de desplazamiento desde palet a prensa)
y pórtico fi jo de soldadura con prensado ) de pe rfiles al paño. El
posicionamienfo se hace pe rfi l a pe rf il desde el palet hasta presentarlo
posicionado en ángulo) en la prensa de soldadura. Normalmente la prensa
espera por el posicionado.
• Soldadura mediante pórtico f i j o de cuatro cabezales. Por diseño de la
instalación, en algunos casos se dejan 300mm sin soldar en cada extremo de los
longitudinales para terminarlos manualmente en zona de bloques. En otros
casos, se dejan 150mm. La presión del perfil sobre el paño es hidráulica.
Sueldan muchos per file s por un lado el método está tomado de Fincanf\er¡ .
Pero en el cruce de los refuerzos primarios, sueldan al menos 300mm a ambos
lados de l bao.
• Estación de transfere ncia hacia la o tra línea o al exterior de paneles de hasta
200 toneladas.
• Dos estaciones de posicionado y punteado de previas, una con ayuda de un
pórtico con giro de 10 toneladas y otra co n un semipórtico de 3 carros de 5
toneladas, con todo el utillaje necesario. Esta es la operación más lenta y
• Carro de trans feren cia desde línea nueva de planchas preparadas.
• Alimentación a \a zona de almacenamiento previo a la estación de soldadura de
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 107/239
paños, mediante puen te grúa. Disponen de estación O SW vieja de los años 70 )
para planchas de 16 m, aunque el sistema habitual es la soldadura por 2 caras
para
planchas de 20 metros.
• Estación de soldadura de la primera cara 20 m).
• Estación de volteo de paño.
• Estación de soldadura de la 2° cara .
• stación de marcado y co rte de paños, con giro a 90°. Trazado y marcado por
plasma. Co rte por oxigas. Limpieza de p intu ra, mediante banda abrasiva, en zona
de unión a p e rfi l .
• Estación de alimentación late ral de pe rfile s y prensado de pe rfile s al paño.
• Estación de soldadura de pe rfile s al paño
• Estación de transferencia hacia /desd e la ot ra línea, o al ext eri or , de paneles.
Esta estación también permite la incorporación, montaje y punteado de previas
desde el la tera l con puente g rúa, que une ambas
naves
• O tr a estación de posicionado y punteado de previas, con entrada de previas
med iante puente - grúa que une ambas naves
• Dos estaciones con es truc tura porticada con un to ta l de 16 cabezales
semiautomóticas) para terminación de la soldadura, soportados por 4 vigas, de

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 108/239
^ ^ — c
{Sí
VJT<yVAr\CA
i
(SFMIAUTOMATlCí^
«OfiT ifí i DE
aOLCjADUBA
DE PERFI Ea
POflTiCODE
Oe PFBFILES
I
I
I
^ ^
[ I L IN E A N U E V A
[~ 1 L IN E A A M T IG U A
[ ' I Z O N A C O M Ú N A A M B A S L IN E A S
MEJORAS EN LOS TALLERES DE FORMACIÓN DE BLOQUES Y SECCIONES:
120T (bloques hasta 120 ton) y 180T (bloques hasta 180 ton y secciones hasta 500
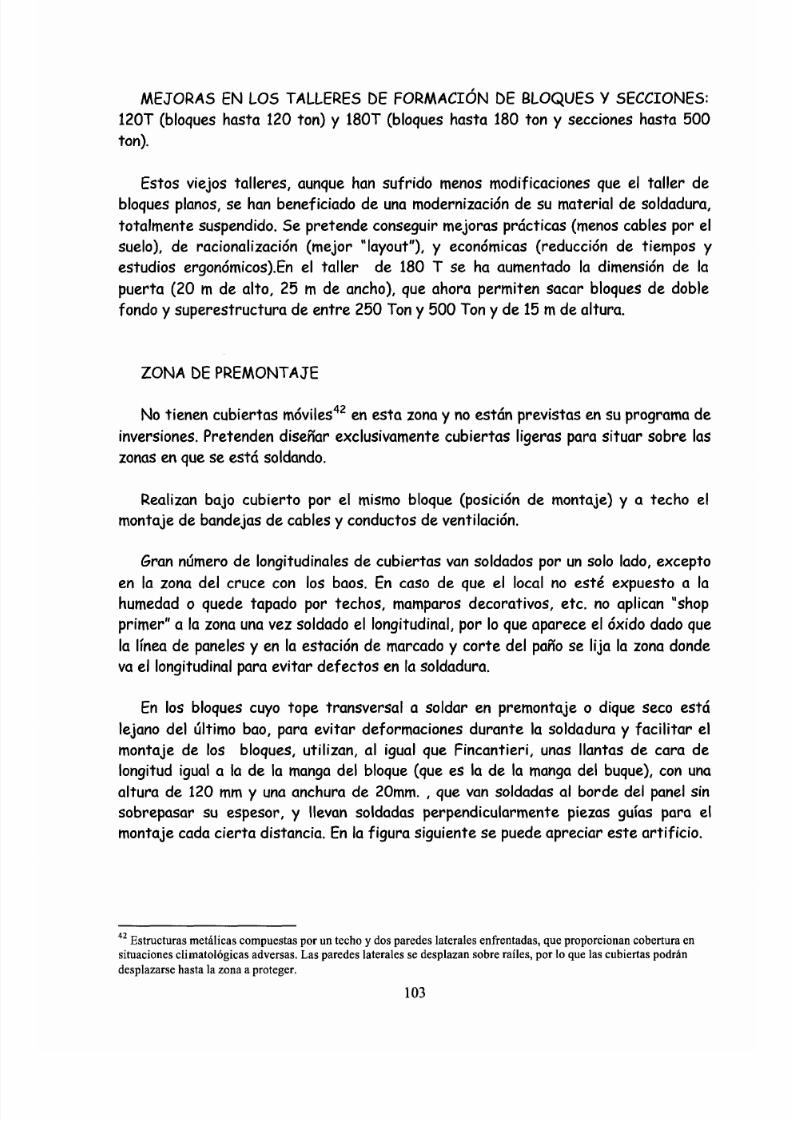
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 109/239
ton).
Estos viejos talleres, aunque han sufrido menos modificaciones que el taller de
bloques planos, se han beneficiado de una modernización de su material de soldadura,
totalmente suspendido. Se pretende conseguir mejoras prácticas (menos cables por el
suelo), de racionalización (mejor layo ut ), y económicas (reducción de tiempos y
estud ios ergonómicos).En el taller de 180 T se ha aumentado la dimensión de la
puerta (20 m de alto, 25 m de ancho), que
ahora
permiten
sacar
bloques de doble
fondo y sup eres tructura de entre 250 Ton y 5 00 Ton y de 15 m de altura.
ZON A DE PREMONTA JE
No tienen cub iertas móviles *^ en esta
zon
y no están previstas en su programa de
inversiones. Pretenden diseñar exclusivamente cubiertas ligeras para situar sobre las
zonas en que se es tá soldando.
Realizan bajo cubierto por el mismo bloque (posición de montaje) y
a
techo el
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 110/239
U J M m P E C J X
H ftGUIft
LOQUE DECU ERTO
En la
zona
de prem ontaje los bloques se sitúan en frentad os uios
con
otros para
poder alinear debidamente las tuberías entre los dos bloques, pero a pesar de ello
uti lizan tubos de c ierre .
Tienen una cama de volteo de 100 Tns, de capacidad de ancho variable al alcance
TALLER DE BLOQUES PLANOS: FORMACIÓN DEL PAÑO

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 111/239
Fresado ra pa ra
preparac ión de bordes
de plancho previa o la
so ldadura
Estac ión
au tomá t i ca de
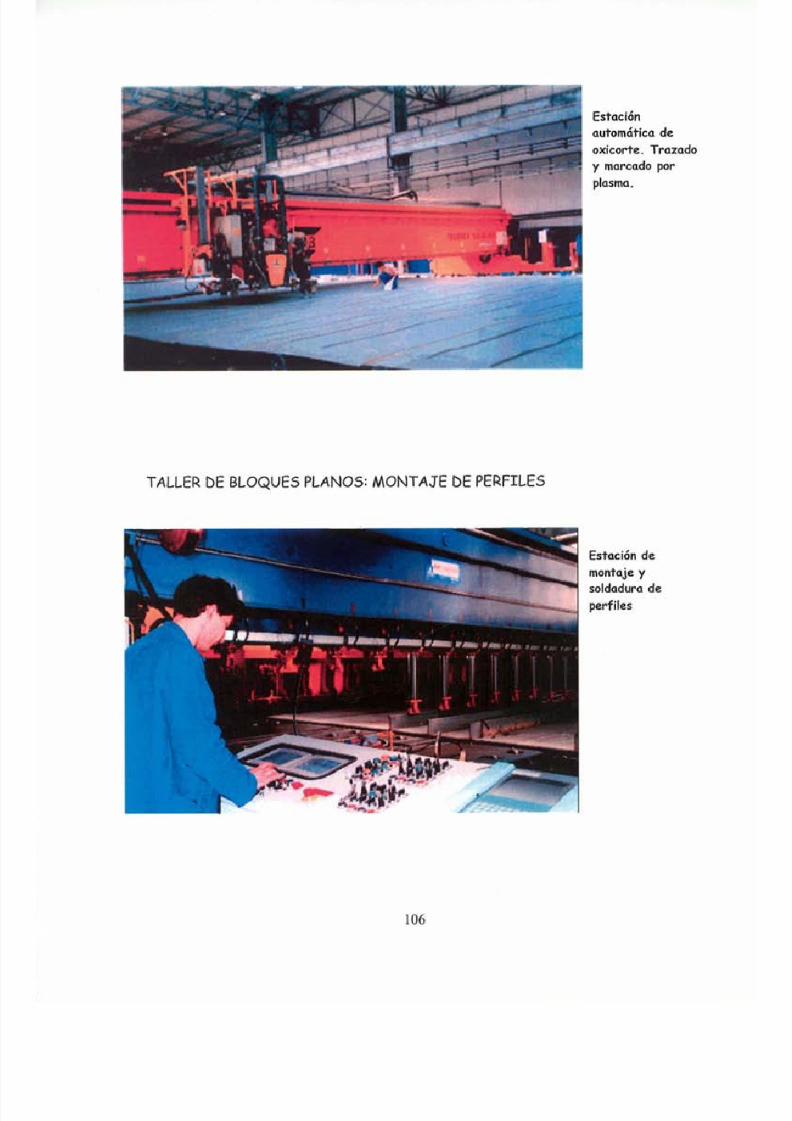
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 112/239
o x i c o r t e T r a z a d o
y marcado pop
plasma
TALLER DE BLOQUES PLANOS: MONTAJE bE PERFILES
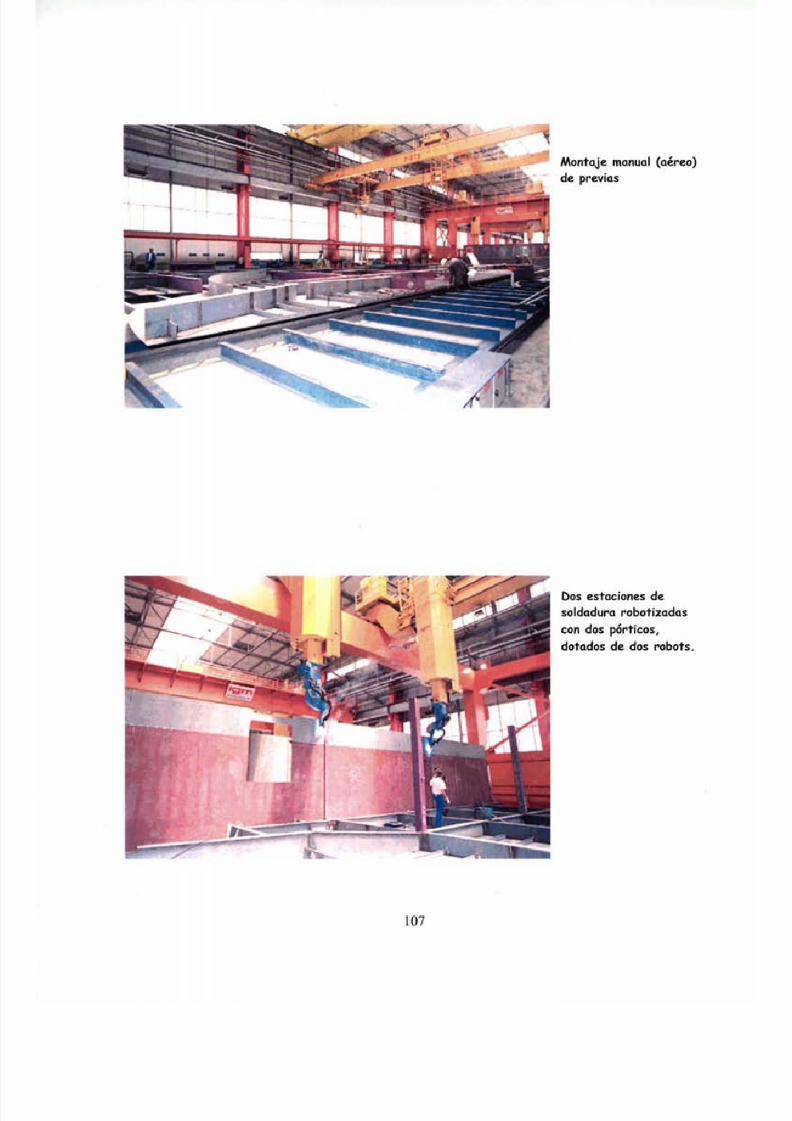
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 113/239
M on ta je manua l aére o)
de previos
Una estac ión con dos
scmipó r t í cos de se rv ic io

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 114/239
de so ldadura do tados
cada uno de ocho
cabeza les para
te rm inac ión de la
so ldadu ra
MONTAJE DE ARMAMENTO
ZONA DE PREMONTAJE
g j ypn r iw
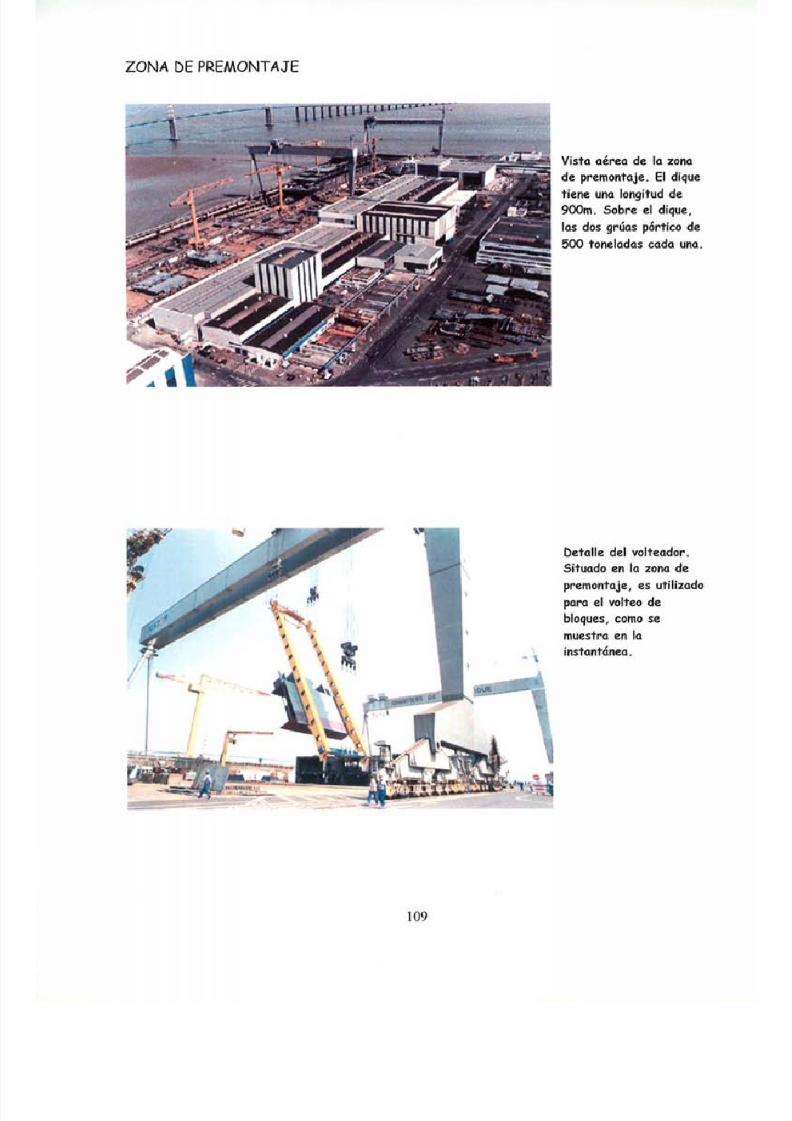
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 115/239
V i s t a ére de la zona
de premonta je . E l d ique
t iene una longitud de
900m. Sob re e l d ique
las dos grúas pórt ico de
500 tone ladas cada una.
5 . 2 . 1 .
CONSIDERACIONES SOBRE
L
PLANTA ANALIZADA

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 116/239
Con respecto al parque de acero, se observa el mismo inconveniente que en el caso
de Fincantieri: el suministro en negro del material en bruto. En este caso, además, el
suministro del acero en bobinas presenta más perjuicios que ventajas.
El proceso de fabricación de refue rzos en T, aunque productivo y efic ien te, tiene
la desventaja de su complejidad y de su , quizá exces ivo, número de etapas. La
soldadura por láser de alma y platabanda, al aportar menos calor y por tanto deformar
menos, no habría requerido el art ific io uti lizado de dejar puentes en tre los bordes
infe riores de las almas, a fin de m inimizar su alabeo.
La nueva línea de l ta lle r de bloques planos sigue e l esquema de las plantas ac tuales:
soldadura de topes de plancha por una sola cara con la consiguiente eliminación del
volteo del paño, soldadura de pe rfiles por un solo lado, introducc ión de ro bo ts en la
etapa de soldadura de previas, etc. Sin embargo el corte del parío *^ todavía se sigue
haciendo con oxigas. Creemos que el plasma es el procedim iento idóneo hoy en día.
Además las nuevas máquinas de plasma incorporan la prepa ración de bordes de
plancha, con lo que no seria necesaria la fresadora de cantos.
5 . 3 . - AAEYER
En \Q actua l idad , e l layou t de es te as t i l lero es e l s iguiente:
\ .
\ ,
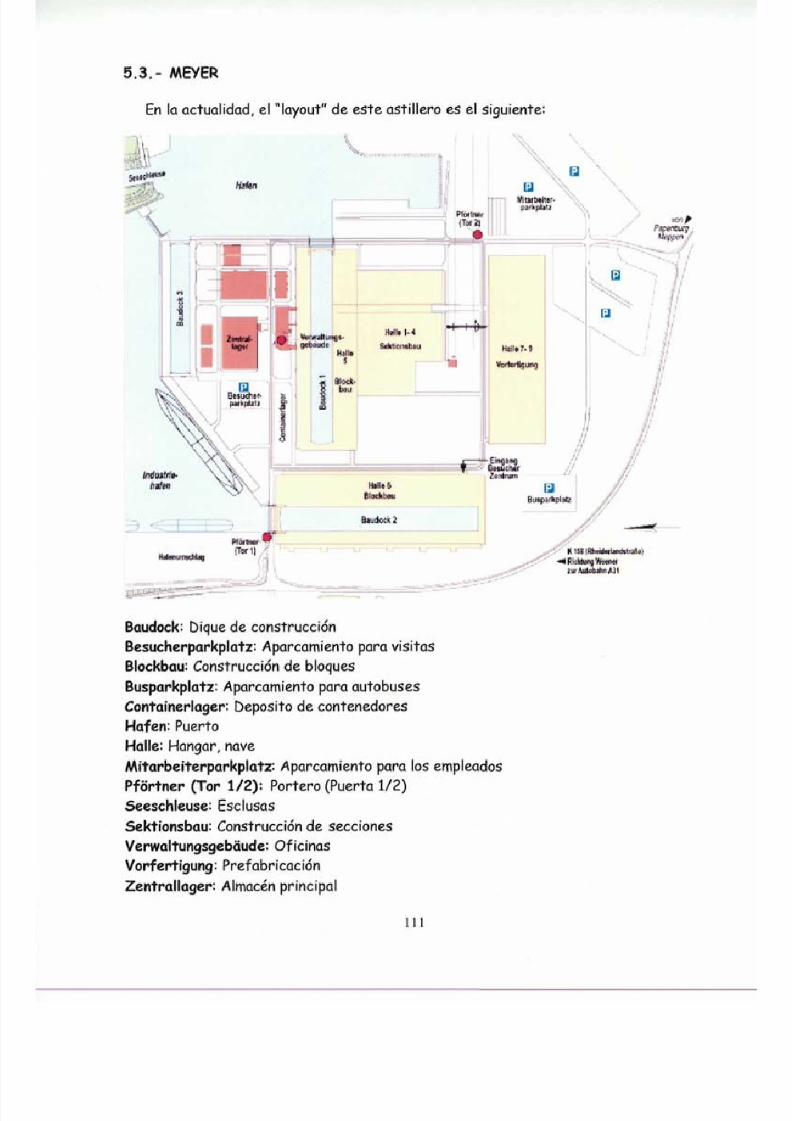
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 117/239
1 í
V ..,,,,... ...
VBTWallungs-
' ' HsllB
5
e baii
Bladib^ i i
\
• ^
\
PfortnBr
Hal l *
7-3
tft3rtBrl|gui»9
/
_./'
r'- — —T— —:;^-.
• - . .
'V
1
Q
le ( r i^
^ * ' * « ^ - ^ ' '
"^--^ /
1
; / /
¡í
¡i
f
• ^kLclw
B j 6pa rk i i h&
Este astillero cuenta con dos diques cubiertos. El dique
1,
de 370m x 102 m x 60m
( longitud x anchura x altu ra ), y el dique 2, de 375m x 125m x 7 5 m. Ambos diques
están incluidos en
sendas naves:
Halle 5 y Halle 6 que incluyen, además, una zona
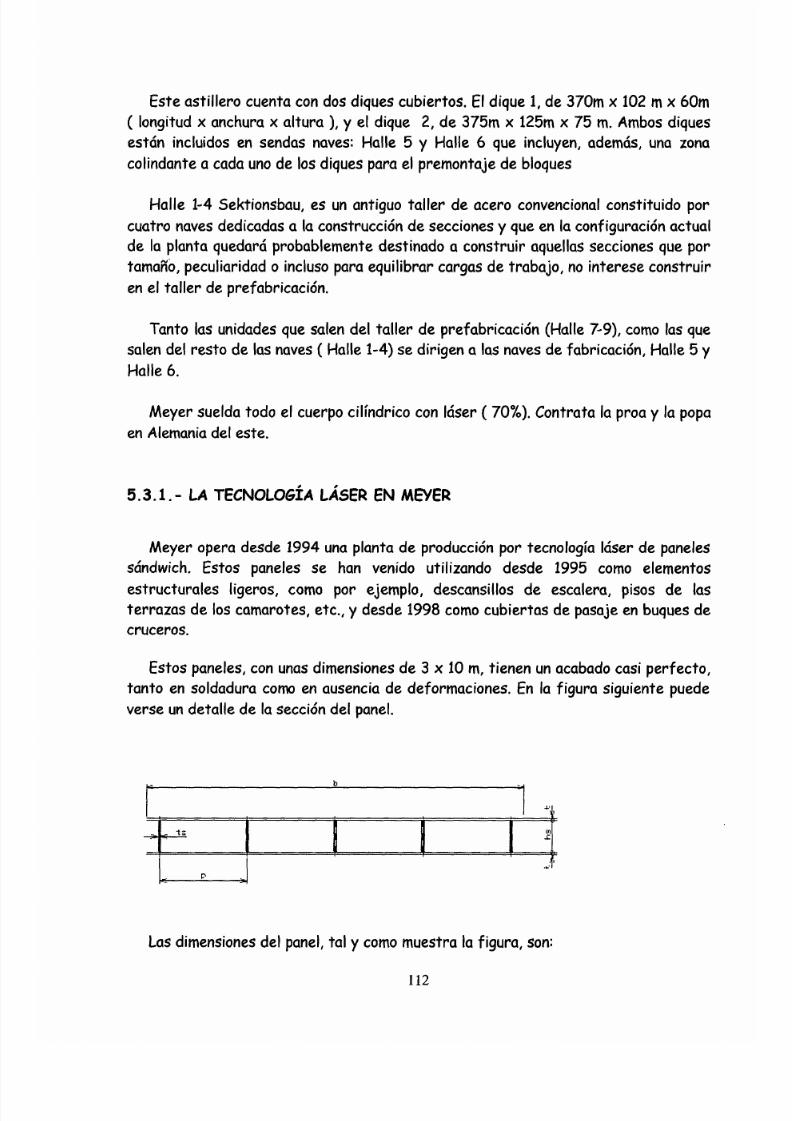
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 118/239
colindante a cada uno de los diques para el p rem ontaje de bloques
Halle 1-4 Sektionsbau, es un antiguo taller de acero convencional constituido por
cuatro
n ves
dedicadas
a \a
construcc ión de secciones y que en la configuración actua l
de la planta quedará probablemente destinado a construir aquellas
secciones
que por
tamaño, peculiaridad o incluso para equ ilibrar cargas de tra ba jo , no interese con struir
en el taller de prefabricación.
Tanto las unidades que salen del taller de
prefabricación Halle
7-9), como las que
salen del resto de las
n ves
( Halle 1-4) se dirigen
a las n ves
de fabrica ción. Halle 5 y
Halle 6.
Mey er suelda todo el cuerpo cilindrico
con láser
( 70 ).
Coníraia la proa
y la popa
en Alemania del e ste.
5 . 3 . 1 .
LA
T E C N O L O G Í A
LÁSER EN MEYER
Ancho ( b )
Longitud
t :
: 3 m
: 10m
2,5 mm
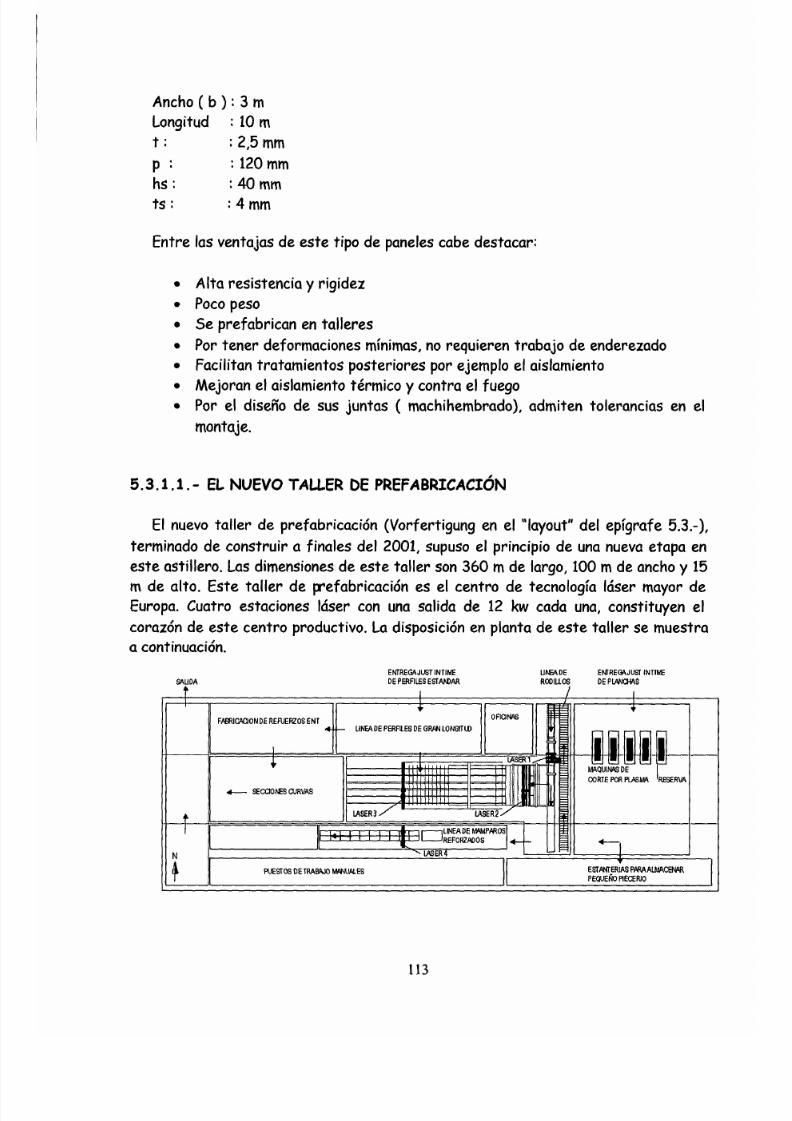
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 119/239
P :
hs:
t s :
: 120
40 mm
4mm
En tre las ventajas de e ste tipo de paneles cabe de stacar:
•
Alia
resistencia y rigidez
• Poco peso
• Se prefabrican en tal leres
• Por ten er deformaciones mínimas,
no
requieren trab ajo de enderezado
• Facilitan tratam iento s posteriores por ejemplo el aislamiento
• Me joran el aislamiento térm ico y con tra el fuego
• Por el diseño de sus jun tas ( machihembrado), adm iten tolerancias en el
montaje.
5 . 3 . 1 . 1 . - EL NUEVO
TALLEfí
DE PREF/VBRICACION
El ma terial en bruto se entreg a, jus t in tim e , con la imprimación incorporada, por
subcontratistas ubicados en Papenburgo. Las planchas se co rean a\ tamaño justo con
máquinas de plasma ( hay cuatro máquinas y una de reserva). Las piezas pequeñas,
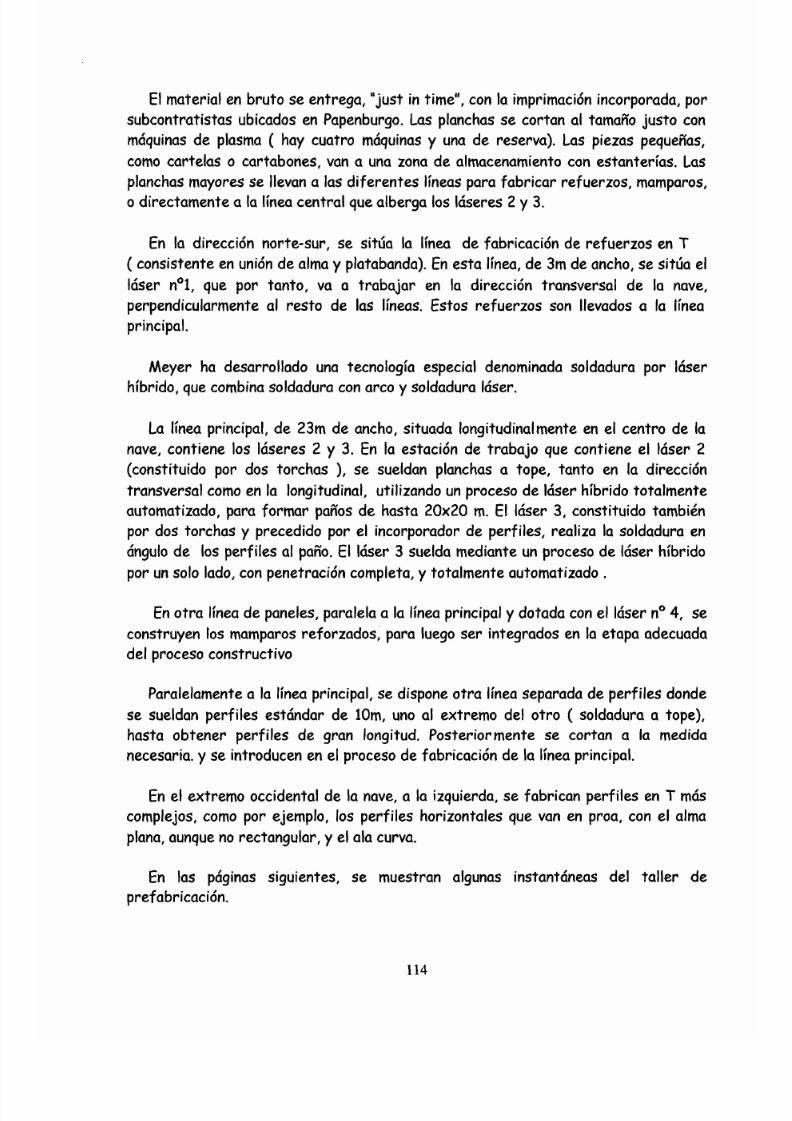
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 120/239
como carielas o cartabones van a una zona de almacenamiento con estanterías. Las
planchas mayores se llevan a las dife ren tes líneas para fab rica r refue rzos , mamparos,
o directamente a \a
líne
central que alberga los láseres 2 y 3.
En la dirección norte-s ur, se sitúa la línea de fabricación de refu erzo s en T
( cons istente en unión de alma y platabanda). En esta línea, de 3m de ancho, se sitúa el
láser n°l, que por tanto, va a trabajar en la dirección transversal de la nave,
perpendicularmente al resto de las líneas. Estos refuerzos son llevados a \a línea
principal.
Meyer ha desarrollado una tecnología especial denominada soldadura por láser
híb rido , que combin soldadura con arco y soldadura láser.
La línea principal, de 23m de ancho, situada longitudinalmente en el centro de la
nave, contiene los láseres 2 y 3. En la estación de trabajo que contiene el láser 2
(constituido por dos torchos ), se sueldan planchas a tope, tanto en la dirección
transversal
como
en la longitudinal, utilizando un proceso de láser híbrido to talm en te
automatizado, para formar paños de hasta 20x20 m. El láser 3, constituido también
Detalle de
las máquinas
de corte de
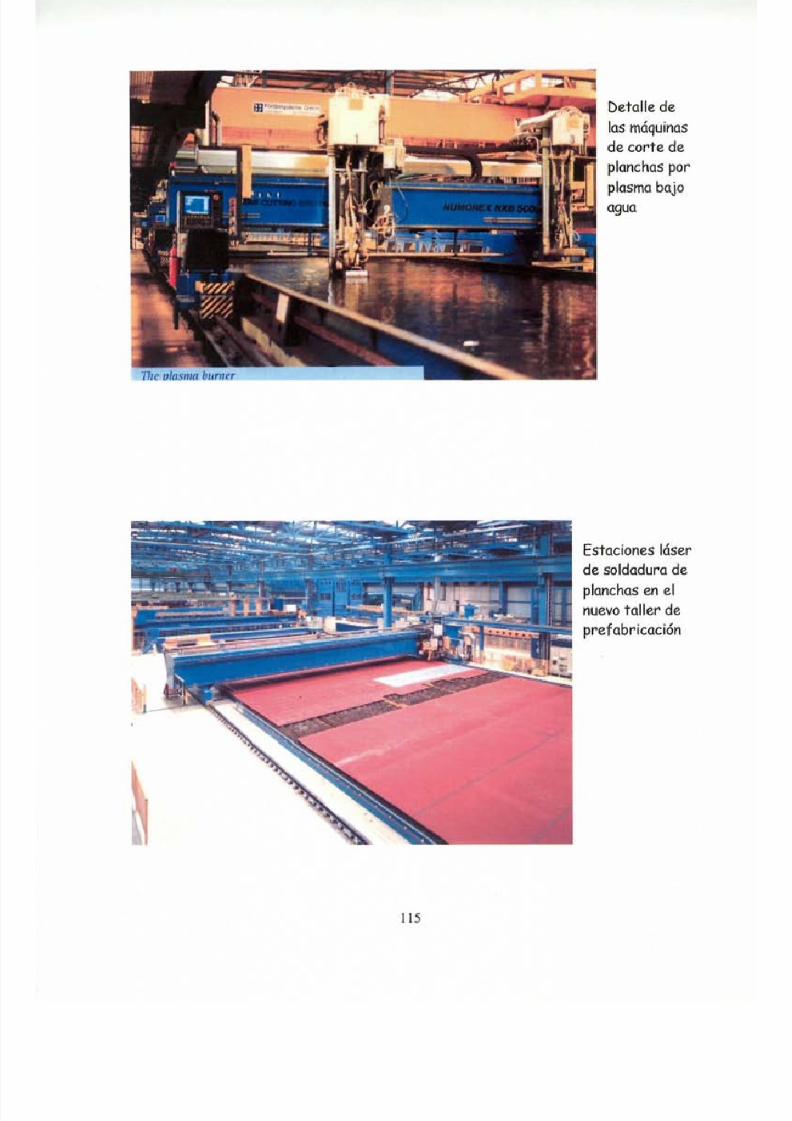
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 121/239
planchas por
plasma bajo
agua
The
ksttm
htftm r
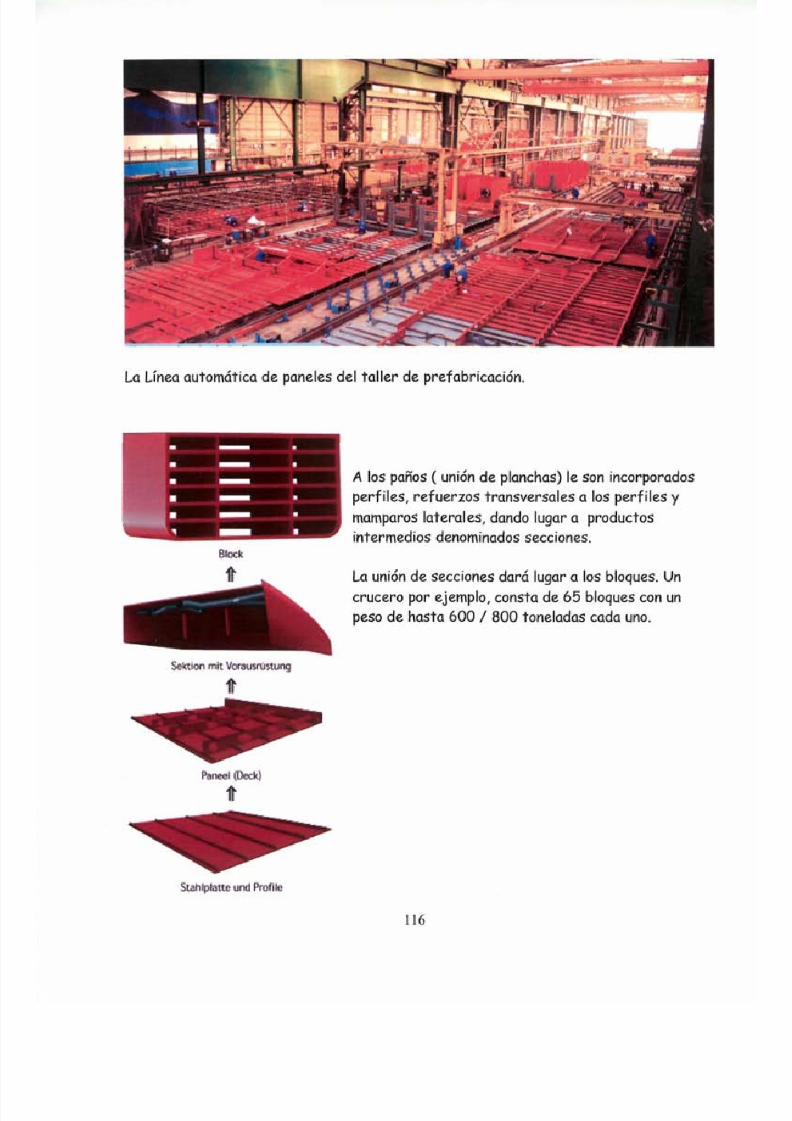
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 122/239
La Línea autom át ica de paneles del ta l le r de
prefabricadán
A los paños unión de planchas) le son incorp ora do s
per f i les , re fuerzos t ransversa les a los per f i les y
5 .3 .2 . CON SIDERAaO NES SOBRE LA P U N TA ANALIZADA
Meyer es sin duda, hoy por hoy, el astillero más especializado del mundo en la
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 123/239
construcción de cruceros. Entre las ventajas y los puntos a tener en cuenta de este
astille ro podemos destacar:
Es en esencia un astillero compacto. El nuevo taller de prefabricación es el
exponente más claro de esto.
El material en bruto se entrega con la imprimación incorporada, con lo que se
evitan las operaciones de chorreado y de pintado.
La precisión de los procesos realizados con láser permite reducir al mínimo las
demasías de m ate rial, recibiéndose las planchas cortadas al tamaíio ju st o.
El tipo de procesos de esta planta va a llevar a una precisión dimensional y a una
minimización de las deformaciones. Una consecuencia directa va a ser \a reducción d el
trabajo de corregido y el aumento de la productividad.
Los dos diques principales de fabricación son cubiertos, lo que supone una ventaja
5.4. KVAERNER l S V ñO
Todos los talleres e instalaciones son modernas ya que han sido montadas en la
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 124/239
década de los noventa realizando fuertes
iwersiones
tanto en obra civil como en
equipos modernos mecanizados y robotizad os. Disponen de t re s talle res :
• taller de co rte de planchas y perfiles.
• tal ler de fabricación de previas paneles planos bloques planos y curvos.
• ta lle r de fabricación de bloques planos.
Disponemos de información de estos dos últimos talleres:
TALLER DE FAB RICA CIÓ N DE PREV IAS PANELES PLANOS BLOQUES PLANOS Y
CURVOS:
Dispone de cuatro naves de fab rica ció n con un paso ce ntra l que las atraviesa. La
longitud de dicho taller es de 160 metros.
En la primera nave tienen instalada una línea de fabricación de previas de forma
En \a siguiente mve se realiza el conformado de las planchas en su primera mitad
y en la segunda tienen una línea de fabrica ción de bloques curvos.

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 125/239
En la zona de curvado de planchas, disponen de una prensa, una plegadora y un
cilindro. No hay ninguna máquina de curvado de perfiles, probablemente la tengan en
el taller de corte.
Existen dos tipos de mesas, dependiendo del tipo de panel. Para los paneles con
poca curvatura se utilizan mesas con sistema de \ar\zas regulables en altura. Para los
paneles con mucha curvatura, utilizan contra-cuadernas *^ además de las lanzas. Las
mesas se desplazan a través de cua tro y/ ias por medio de un sistema de cadenas
La línea de bloques curvos, que se ubica en la bercera nave t iene seis estaciones:
En las dos primeras estaciones realizan el montaje y corregido de planchas curvas
y la soldadura de las mismas. Tienen cua tro pescantes de servicios. Para el m ontaje de
las planchas utilizan un puente grúa con un gancho. En la tercera estación, tienen una
plataforma giratoria que les permite girar el paño curvo. En las tres últimas
estaciones realizan el montaje de la estructura restante sobre el panel curvo,
teniendo instalados pescantes de servicios ¡guales a los anteriores. Al final de la línea
La preparación de bordes se hace con canto recto hasta los 12 mm de espesor y en
form a de Y para los espesores mayores de 12 mm. Por eso, la prim era pasada la
realizan con corrie nte continua.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 126/239
A
continuación tienen una estación de giro con ruedas fijadas al suelo, mostrando
dos grupos diferenciados. El prime ro, en dirección de
v nce
de línea y el segundo con
ruedas motoras y en form a circular.
En la siguiente estación tienen un pórtico con un equipo de corte, otro de limpieza
de huella del perfil y el último de trazado con inyección de tinta.
Para terminar esta línea, encontramos dos pórticos, uno de montaje y corregido
automático de perfiles y el otro de soldadura con un equipo de dos torchos, uno a cada
lado del perfi l.
La continuación de esta línea incluía un pó rtico con dos robo ts de soldadura, una
grúa-puente para montaje y pescantes de servicios empotrados en el suelo.
TALLER DE FAB RICA CIÓN DE BLOQUES PLANOS
Continuando con la primera línea y siguiendo el proceso, poseen un pórtico de
montaje, corregido y soldadura automática de perfiles. Con el sistema de imanes de
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 127/239
cogida lateral y émbolos hidráulicos de presión posicionan los perfiles en el paño. A
continuación tienen dos equipos de soldadura para el punteo automático y finalmente
sueldan con cuatro equipos de soldadura autom ática.
En la segunda p arte de es ta línea disponen de pórtico s de serv icio.
n \a
segunda línea, comienzan
con
el panel terminado ha sido trans porta do desde
la o tr a línea). Disponen de un pó rtico, con doble viga y que tiene dos dispositivos:
• En tre las dos vigas tienen una máquina para el montaje de previas.
• Sobre el latera l de la primera viga y por su pa rte e x te rio r, cuelga una máquina
de soldadura de verticales.
Disponen de dos dobles pórticos con dos robots cada uno, para la terminación del
bloque ab ierto .
r v A S T U U A L U E E T
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 128/239
P9 \ A Jla s le n n m a a l i
PÍO MoQjkausralli
P11 MoiíteiiTOhaili 2
P12 Lohkcpv aíbsjflluhalli, loirrannaíisuunniüelu
P13 Monitoimil
Pl-l Laituritafminaali
P1T Ruokala Karibia. luolí it i^ laitoslan laikaslajal
P18 Runkorakenne, ammaüiRtmlu
P19 Siinoloioshaili
P20 RunkOEuunnillslu, osavajmislus
P21 LolikovalmistuE lnjoiBa
P22 Runkovalmialus, johto. tuol ohjauB
PZ3 Lonlcov almistua lasoiHa
P25 Ruokala vaiime n, sairauskassa
P30 Projelit isiiunmltelu, luolekahilys, kansi-ja luokftussuunniltelij
P31 Penissi^rm tlelij (PES-)oHlo, PES+VAS, sis,-ja LVI, suunr.ohjaus, lonrinnBntehllya
piSluottamusm jes, ty6sLiajeluualtuu1atU, mo k^ Valtamen
P32 PalkkakonllQr. tervejíasema
P33A Talousosaslo
P33 B Vuokralilal
P33 C Tilaajan larkaslajat
P 3 4 A Y h t ó n p h i c i e l a k a n i o H i o
P34B KeskuewaiBBlo
P35 Pemctrans
P36 Vanjslelun joliln. oslo
P37 PáapoiBi
P3e AlthankKijOlden lamrblal P72 PalvelukeskuE, lycváline^kahj
P39 Technotogy P73 Paloaaema
P40 Kansivamsielusuunninelu ja hanbnta P74 Kone- ja sánküvaruGielu, proj. mitlaul^sel
P41 Sfiipins loimisio P7S LuovulusasíapapBnt.eeivalmistaotijauE
P SisLEtusvaruElBlL P7e Pro)eklipáall¡kbl
PS1 Tuolannon palveíul, hilaausla5oratono, t iiteaustoulL P77 PES -^VAS, Kone-ja kanBisuunnitlelu
P55 Maalaushallit P78 PE S*V AS . sétik suunnitlelu
P70 Püu-ja ofiuUevylyópojal B Linja-autopysaiiki
A L U E K A R T T A
Kvaemer Masa Yanto
T u ru n U u sJ T e la kka
5 . 4 . 1 . CONSIDERAC IONES SOBRE U PLANTA AN AU ZA DA
Como ventajas de esta planta podemos citar:
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 129/239
En la línea de previas utiliza robots para la soldadura de las llantas a la plancha
base. Además las previas se paletizan verticalmente con lo cual se gana en espacio, en
organización y en accesibilidad
Posee una zona para incorporar armamento ubicada entre los talleres de acero y la
zona de premontaje, lo cual nos indica que tiene implantada la filosofía de armamento
por zonas en lugar del mero p rearmam ento, con las ventajas que ello supone ( véase a
este respecto el epígrafe 6.2.- ).
Posee pa rte del dique con techo deslizante
Las desventajas que apreciamos en la planta por su pa rte son:
La situación de las cabinas de pintura va a obligar a los bloques a desviarse
excesivamente de sus traye cto rias para ser p intados, con el aumento de movimientos
so i do
(véase el concepto de desperdicio en
7.2.-
6 . ESTRATEGIA CONSTRUCTIVA
La estra tegia con structiva incluirá aspectos de aplicación general en el as tillero .
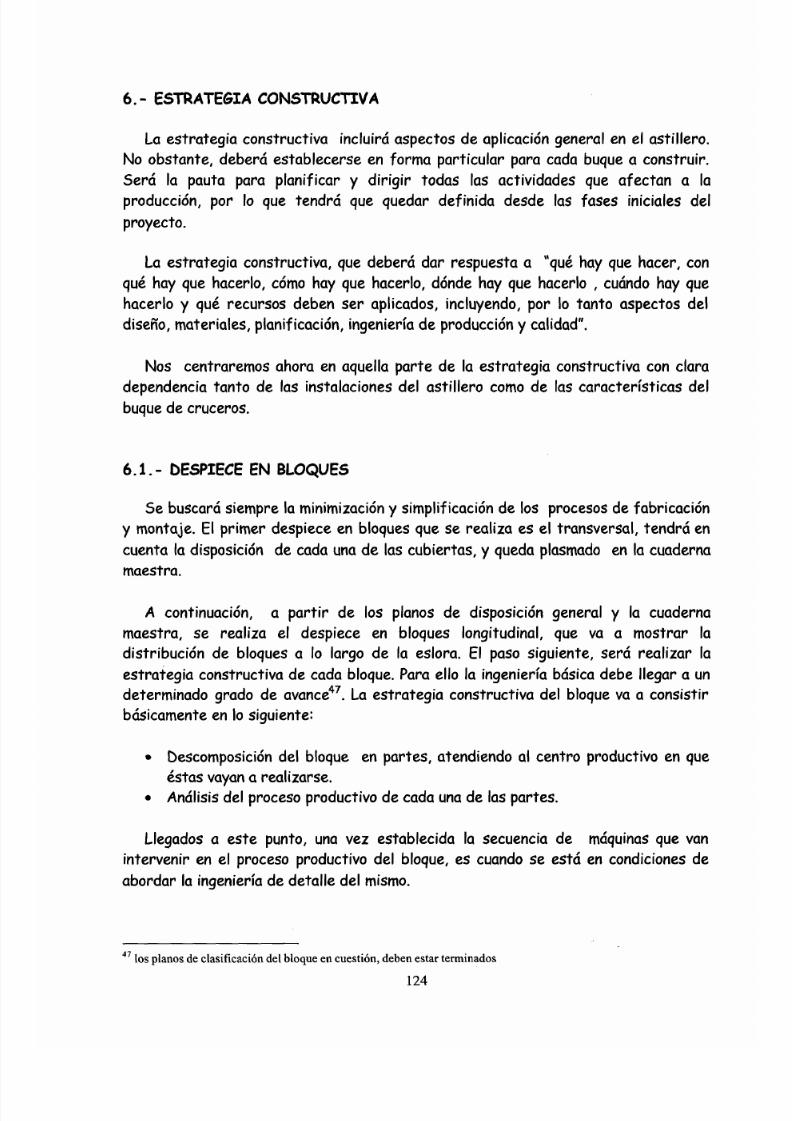
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 130/239
No obstante, deberá establecerse en forma particular para cada buque a construir.
Será la pauta para planificar y dirigir todas las actividades que afectan a la
producción, por lo que tendrá que quedar definida desde las fases iniciales del
proyecto.
La es trate gia co nstru ctiva , que deberá dar respuesta a qué hay que hacer, con
qué hay que hacerlo, cómo hay que hacerlo, dónde hay que hacerlo , cuándo hay que
hacerlo y qué recursos deben ser aplicados, incluyendo, por lo tanto aspectos del
diseiio, materiales, planificación, ingeniería de producción y calidad .
Nos centraremos ahora en aquella parte de la estra teg ia constructiva con dará
dependencia tanto de las instalaciones del astillero como de las características del
buque de cruceros.
6 . 1 .
DESPIECE EN BLOQUES
Se buscará siempre la minimización y sim plificación de los pro esos de fabricación
Las figuras siguientes muestran la secuencia de formación de un bloque de doble
fond o. El bloque aparece descompuesto en sus pa rtes con stituyen tes que se
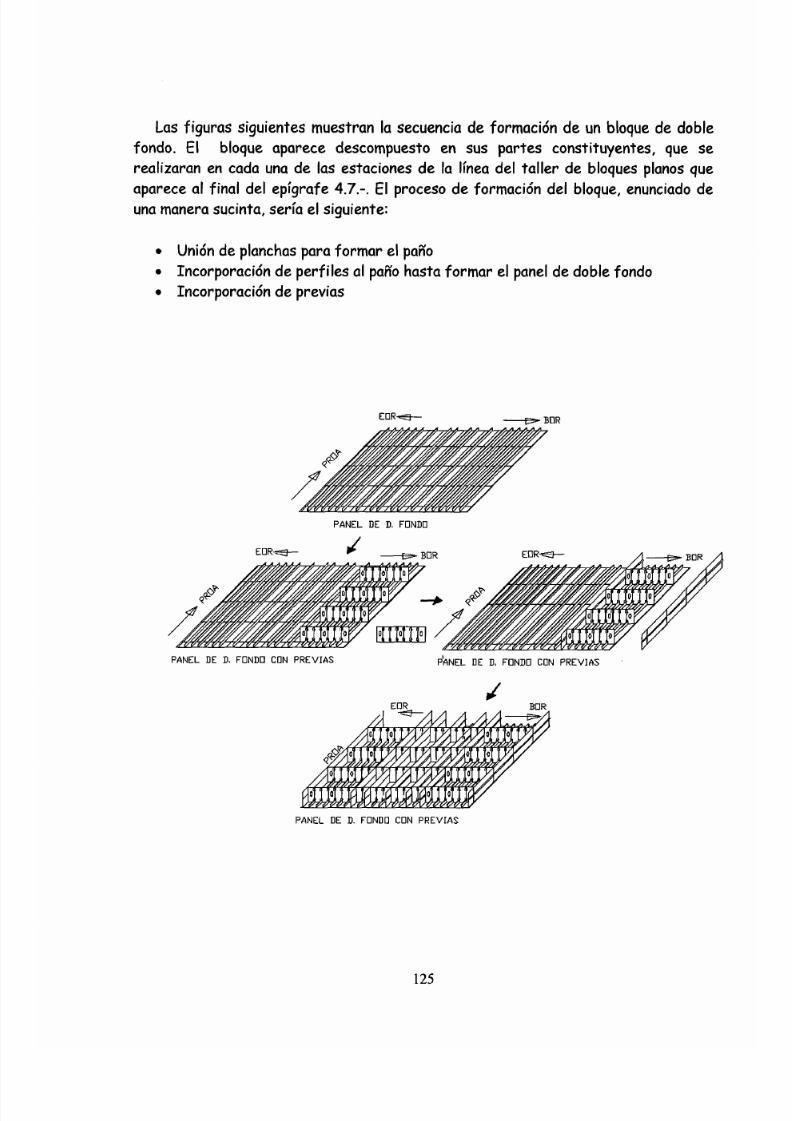
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 131/239
re liz r n
en cada una de las estaciones de la línea del taller de bloques planos que
aparece al fina l de l epígra fe 4 .7.-. El proceso de formación del bloque enunciado de
una manera sucin ta
serí
el siguiente:
• Unión de planchas para fo rm ar e l paño
• Incorporación de pe rfiles al paño hasta for m ar el panel de doble fondo
• Incorpo ración de previas
EDR^ ^ - B G R
Tras la secuencia de formación de cada bloque, vendrá la secuencia de unión de
bloques ent re sí, una vez que salgan de los centro s productivos c orrespo ndien tes. E sta
etapa transcurre en la zona de premontaje. Aquí se unirán bloques para formar
unidades to r r e s o macros ) del mayor tamaño posible, con la lógica limitación de la
capacidad de izado de las grúas pórtico, para su traslado final al dique de
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 132/239
construcción.
Una particularidad del crucero que conviene traer aquí a colación por su incidencia
en el despiece longitudinal del buque en la etapa de premontaje, es la gran cantidad de
troncos de escalera y troncos de ascensor que tiene. Una prioridad a la hora de
efectuar su despiece en macros o torres va a ser que éstas incluyan los mencionados
troncos.
Como ya se ha comentado anteriormente, podemos distinguir dos zonas básicas en
la estructura del buque, la zona plana y la zona curva. La zona plana es el resultado de
la unión de productos intermedios planos. Los productos intermedios planos son
estructuras tridimensionales formadas por la unión de planchas o trozos de planchas
planas. La zona curva es el resultado de la unión de productos intermedios que
incluyen en su formación planchas o trozos de planchas curvas En la figura siguiente
se pueden ver las zonas com entadas en amarillo la zona plana y en azul la zona curva)
en el buque cuya cuaderna m aestra mostramos en el epígrafe 3.2.1.-.
6 .2 . ESTRATEei/V DE ARMAMENTO
En ella se
define
de ntro de cada zona del buque, los materiales y equipos que lo
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 133/239
componen y cómo se
van
incorporando a lo largo de cada una de las etapas de
construcción. La filosofía que subyace tras esta
óefinición
va a estar basada en la
construcción del buque en bloques que incluyen todo o la mayor parte de armamento y
pintura antes de unirse al
casco
( por ejemplo, el bloque que incluye el módulo de
cámara de bombas se monta a bordo pintado y con dicho módulo incorporado y
pintado)
Conviene distinguir armamento por zonas del mero pre-armamento. La diferencia
radica no tanto en las etapas de construcción como en las etapas de diseño y
planificac ión. En pre-armam ento el objetivo es incluir el armamento en la etapa más
temprana posible *®, pero sin que el diseño se vea forzado por dicha incorporación. En
este caso hay una prio rida d de l diseño sobre la planificación. En el armamento por
zonas
ocu rre al co ntra rio. En prim er lugar se ejecuta la planificación, el desarrollo
completo del despiece en bloques, la asignación de armamento
a
los distintos bloques
( puede que aquí su rja la necesidad de
crear estaciones
específicas para
incorporación
de arma me nto), y por último en tra el diseño *^, que debe rá adap tarse al proceso
anterior. La
diferencia entre
pre-armam ento y armamento por zonas puede parecer
tr iv ia l
a
primera vista.
Sin
embargo, el armamento por zonas incrementa la
6 .3 . PLAN DE CONTROL DIMEN SIONA L
A

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 134/239
la realidad laboral de la construcción naval hoy en día, como falta de
trab aja do res experim entado s, o plantillas cada vez más reduc idas, hay que añadir su
permanencia en mercados cada vez más exigentes y fluctuantes. El hacer frente a la
situación an terio r, pasa por me jorar la productividad, sin un incremento cua ntitativo
de las instalaciones de los astilleros. Uno de los ámbitos con mayor potencial de
aumento de la prod uctividad va a
ser a
mejora de la precisión en la fabricación del
acero del buque.
Okumoto y Matsuzak i refe ren cia b ibliográfica 52 ), sostienen que la mejora de la
precisión en la fabricación de la estructura de acero a través de los
procesos
productivos del buque, es el modo más efectivo de conseguir objetivos como:
• Eliminación de
tareas
que no hacen
as anzar
al producto hacia el objetivo
f inal,
como
correcciones
de procesos anteriores
• Minimizar
tareas
complicadas que requieren la pericia de los trabajadores
• Favorecer la mecanización y autom atización
• Ampliar el rango de tra ba jos con una calidad uniform e
Las variaciones naturales^^ afectan
a
todos los procesos de producción, y siempre
son de esperar. Se comportan como un sistema constante de causas aleatorias.
Aunque sus valores individuales sean todos diferentes, como grupo forman una
muestra que puede describirse a través de una distribución. Mientras la distribución
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 135/239
se mantenga den tro de los límites especificados, se dice que el proceso está bajo
contro l ,
y se toleran pequeñas variaciones
Las variaciones imputables de un proceso suelen deberse a causas específicas.
Factores como el desgaste de la maquinaria, equipos mal ajustados, trabajadores
fatigados o insuficientemente formados,
así
como nuevos lotes de materias primas,
son fue nte s potenciales de variaciones imputables.
Un proceso, en primer lugar, deberá controlarse estadísticamente, detectando y
eliminando las causas especiales (imputables) de variación. El sistema de cont rol de
procesos proporcionará una señal estadística cuando aparezcan causas de variación
imputables. Una señal de este tipo puede adelantar la toma de una medida adecuada
para eliminar estas causas imputables. Posteriorm ente se podrá predec ir su
funcionamiento y determinar su capacidad para satisfacer las expectativas de los
consumidores. Se dice que un proceso esta funcionando bajo control estadístico
cuando las únicas causas de
variación
son causas comunes (na tura les).
6 .4 . P U N DE SOLDADURA
Se tratará de definir el procedimiento de soldadura adecuado a cada zona y en

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 136/239
cada etapa del proceso constructivo del buque
Las especificaciones de los proced imientos de soldadura, en adelante WPS^^ como
normalmente se les denomina, describen cómo deben realizarse las soldaduras. Deben
incluir suficiente información para permitir a toda persona capacitada, aplicar dicha
información y realizar las soldaduras con la necesaria calidad. La cantidad de detalles
y el nivel de controles especificados en cada WPS
w n
a depender de la aplicación y
criticídad de la unión a soldar.
La información contenida en un WPS se elabora a pa rti r de los valores registrad os
en el denominado PQR^^, que contiene los valores de las variables relevantes del
ensayo de soldadura. A partir de los valores de dichas variables, se establecen sus
rangos, que normalmente son determinados a pa rti r de los reglamentos (sociedades de
clasificación, normas UNE, etc). El WPS va a establecer, por tanto, los márgenes en
los que deben de moverse las variables s ignificativas^ * del p rocedimiento de soldadura
en cuestión.
Tanto en la elección de los procedimientos que
v n
fig ur ar en los PQR como en
el establecimientos de los márgenes para los WPS deberán estar muy presentes las
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 137/239
técnicas para con trol de deformaciones comentadas en el epígrafe 3.2.4.-
Como pa rte del plan de soldadura tenemos que mencionar los estándares de
calidad que v n recoger las soluciones los casos que se salgan fuera de lo
establecido . Es el caso por ejem plo de las jun tas de unión mayores de lo que se
contempla en los procedimientos o las uniones de planchas de dist in to espesor. En
estos casos
se
deberán apo rtar soluciones con las tolerancias admisibles.
El ANE XO 1 que figura en la solapa interi or de la con traportada recoge la
definición de los
pro esos
de soldadura de un buque de pasaje.
7. CRITERIOS CTU LES DE DISE ÑO DE LA PL NT
7 . 1 . INTRODUCCIÓN
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 138/239
Dos han sido los factores que han condicionado tradícionalmente la configuración
de una planta de producción. Por una pa rte los criterios de gestión vigentes en la
época de su creación y por otra la propia tipología del producto.
Hablamos en la introducción inicial de la necesidad de replantearse la
configuración de un astillero para su adaptación a las nuevas tendencias que va
imponiendo el mercado. Y es que en la actua lidad la permanencia en el mercado va a
inf lui r tan to en el tipo de producto como en la concepción de la planta.
El crucero es uno de los tipos de buque donde la configuración de la planta va a
tener mayor efe cto . Las altas prestaciones sobre todo en términos de co nf or t como
ruidos y vibraciones la necesidad de utilización de ma teriales ligeros de peso a fin de
optimizar la estabilidad y la propulsión del buque y las altas velocidades exigidas a
estos buques van a llevar a minimizar al máximo los espesores de plancha y a
aumentar por ta nt o la propensión a las deformaciones. Las técnicas utilizadas para
mitigar deformaciones van a -tener como se verá una clara repercusión en la
concepción de la planta.
El cumplimiento del plazo, es otro de los objetivos consolidados en el sector de la
construcción naval, especialmente por las consecuenci s financieras que el retraso en
la entrega del buque puede acarrear.
La fle xib ilid ad es quizó, el ob jetivo mós novedoso. Este concepto puede se r crucial

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 139/239
en un óm bito como el naval donde trata m os con un produc to fin al hecho a medida. Los
procesos productivos serón tanto mós flexibles cuanto mós se adapten a la demanda (
de su cliente interno, el proceso productivo que les suceda ), en contraste con la
producción en masa en la que el objetivo era producir cuanto mós mejor. La
flex ibil ida d de los procesos productivos va a \/erse reforzada con la flexibil idad de los
trabajadores. En efecío los trabajadores con formación polivalente, yan a poder
cambiar de actividad según se requiera y, por tanto, contribuir a la producción bajo
demanda. Una consecuencia inmediata de esto último es la reducción de mano de obra.
Este nuevo estilo de di rig ir las empresas , no es o tro que la llamada ges tión
lean
o
ajustada.
El térm ino gestión
lean
fue ideado en 1990 por James Womack y baniel Roos en
su libro, La máquin que cambió el mun do. La fi lo so fía que subyace tras este concepto
había nacido cuatro décadas antes en Japón .Tras la segunda guerra mundial, al
quedar diezmada la industria japonesa, la compañía Toyota, hasta entonces
La industria automovilística de Estados Unidos despertó cuando se publicó el libro
La máquin que camb ió el
mundo en el que se resaltaban los logros de Toyota en el
sector del automóvil y la ventaja que había adquirido en términos de calidad y
productividad con respecto a compañías am ericanas del autom óvil. Este libro acuñó el

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 140/239
término producción
lean ^^
ya que Toyota producía más con menos de todo -menos
espacio, menos personas , menos capital y menos stocks-.
Ya vaticinamos en un párrafo anterior que esta filosof ía se irá imponiendo
paulatinamente en el siglo X X I a ot ros ám bitos indus triales. Su aplicación al campo
naval vendrá de la mano de la tecnología de grupos. La tecnología d e grupos, m ediante
la descomposición del buque en productos intermedios con cara cterís ticas de diseño y
construcción bastante similares, va
a
conseguir una sistematización que posibilitará e l
crear un
efecto serie en
productos que, en sentido es tri ct o, no pueden
ser
catalogados como serie. De este modo, estos productos intermedios podrán
fabricarse de forma similar, usando las mismas instalaciones, con independencia del
buque al que pertenezcan. Gracias a \a tecnología de grupos se va a establecer un
paralelismo entre el proceso constructivo del acero del buque y los procesos genuinos
de producción en serie, donde el sector del automóvil es uno de los ejemplos más
representativos.
Ejemplos de aplicación de lo anterior
a \a
construcción naval se recogen en el
7 . 2 . U N NUEVO MODELO DE GE STIÓ N DE LA PLANTA
Un enfoque innovador ha caracterizado la última década del siglo XX: la gestión
lean ,
nacida en el
área
funcional de las operaciones, basada en la eliminación del
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 141/239
despilfarro y en la flexibilidad de los procesos. Su aplicación al mundo de las
operaciones como lean produ ction ha perm itido que las plantas de producción que lo
han adoptado estén alcanzando un elevado nivel de competitividad. El éxito alcanzado
ha permitido que esta filos ofía se haya ido extendiendo paulatinamente a toda la
ges tión de la empresa, más allá del á mb ito de la producción, aplicando sus principios
a
todos los procesos de la empresa, dando lugar al nuevo enfoque de gestión denominado
lean company .
Todo parece indicar que la gestión
lean
( que
cmnóo
se util iza su versión
traduc ida suele denominarse ajustada) será la que predominará en el siglo X X I , de la
misma form a que la ges tión denominada en masa , basada en la producción de bienes y
servicios en grandes lotes y con la productividad y economías de escala como
objetivos, ha sido la gestión propia del siglo XX.
La elevada competitividad de la filosofía
lean
se deriva de la confluencia de
diversos o bje tivos propíos de la misma:
ahorro en actividades inútiles o fuera de lugar^® y, por tanto, una nueva fuente
de competitividad.
Siendo el desperdicio, junto con la flexibilidad, la clave de la gestión lean
conviene exponerlo con más detalle.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 142/239
Desperdicio: toda a ctividad o consumo de algún recurs o, in út il; es dec ir, que no
sirwe para \a fina lidad del proceso , o lo que es lo m ismo, que no hace avanzar al
produc to hacia su estado f inal. Los desperdicios se pueden clas ificar en siete
categorías:
•
Desperdicio por sobreproducción:
prod ucir más o antes de lo que se necesita.
• Desperdicio por procesamiento: esfuerzo que no agrega valor adicional al
producto. Surge cuando se utilizan procedimientos inadecuados para la
elaboración de los productos.
•
Desperdicio por inventario:
piezas no
mcesañas
que dificultan el flujo.
• Desperdicio de movimiento de material: cualquier movimiento de material
Principios del lean :
• Ante todo hace fa lt a gestionar procesos no operaciones aisladas como hacen
los sistemas clásicos de gestión. Este es el primer principio. La gestión clásica
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 143/239
se preocupaba de la productividad de cada puesto de trabajo pero no del
proceso en su conjunto. sí se generan desperdicios sobre todo en forma de
stock de producto terminado que se supone en algún momento será uti l izado;
tamb ién hay desperdicios importantes en tiempos de espera como consecuencia
de operar cada puesto de traba jo independientemente y por tant o sin
coordinación entre ellos a través del proceso correspondiente.
• El segundo principio es el de mantener un fl u jo regular en el proceso.
Evidentem ente esto es imposible sin el principio ante rior . Si se logra
regularidad en el flujo de producto se dice que el proceso está equilibrado. El
fl u jo regular e vita muchos despe rdicios. Una disposición física del proceso en
flujo lineal es un medio muy bueno para lograr la regularidad del flujo. También
resulta determinante para obtener un flujo regular distribuir las tareas a llevar
a cabo
en un proceso entre los puestos de trabajo de forma que la carga que
deba soportar cada uno sea sim ilar. E sta es la línea ideal a seguir para logra r el
La polivalencia del personal es otro principio demandado a su vez por varios de
los principios
aníeriores
Además, la flexibilidad obtenida sin desperdicios es
imposible sin ella.
Otro principio del la gestión
lean
es el relacionado
con
la calidad y el
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 144/239
funcionamiento de los equipos o máquinas, que deben estar garantizados de
form a preventiva. La prevención en este caso evita desperdicios ,sobre todo en
forma de tiempo perdido y también de falta de calidad, que es un desperdicio
en sí misma. Además, dicha prevención asegura que cada operación pueda
alcanzar \a
capacidad de obtener productos
correctos como
tenía pre visto y,
como consecuencia, se podrá
alcanzar
el equilibrado entre las operaciones
anteriormente aludido.
Un principio muy importante, relacionado con la gestión lean en su conjunto y
que subyace en cada uno de los principios descritos, es la exigencia de que la
producción se ajuste siempre
a \a
demanda en ca ntidad y momento ^, lo que se
conoce como sistem a pulí . De acuerdo con ello, res ulta inadecuado prod ucir
grandes
series
buscando economías de escala, sin un cliente que está esperando
el produc to. Es de cir, prevalece el ritm o ( flu jo ) y la sincronización sobre la
productividad, ya que esta ha de ser la que ex ija la demanda.
8 . PRINC IPIOS OPERATIVOS ÁSICOS
Definiremos aquí unos principios que, aun no pertenecientes de form a ta n
inmediata a la estra teg ia utilizada para la construcción del buque, ya abordada en el
epígra fe 6.- , si que van a ayudar a comprender me jor la ope rativa de construcción de
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 145/239
éste.
8.1. TEC NO LO GÍA DE GRUPOS
Este principio es la base del diserío de la planta de un astillero moderno. Consiste
en descomponer el buque en productos intermedios con características de diseño y
construcción bastante similares a fin de conseguir una sistematización y un efecto
serie en productos que, en sentido estricto, no pueden ser catalogados como serie. De
este modo, estos productos podrán fabricarse de forma similar, usando las mismas
instalaciones, con independencia del buque al que pertenezcan. La aplicación de este
concepto en los astilleros ha dado lugar a las denominadas líneas de procesos.
8 .2 FABRICACIÓN DE PRODUCTOS INTER ME DIOS MEDIANTE LÍNEAS DE
PROCESO
Una línea de proceso está constituida por una serie de estaciones de trabajo
8.3.
C T LOGO
DE PRODUCTOS INTERMEDIOS
Para de fin ir las líneas de proceso donde
van
a tener lugar los procesos productivos
que generen los productos intermedios comentados en 8.2.-, es necesaria
a
de finición
de estos últimos, lo que hacemos a continuación.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 146/239
lanchas
Perfiles
Refuerzos en T resu ltado de la unión de alma y platabanda
Previas convencionales resultado de la agregación de llantas sob re una plancha base.
Previas 3d resultado de la unión de
vanas
previas convencionales.
on
estructuras
con dimensiones en X, Y, Z. En su morfología incluirán intersecciones de planos
planchas base de las previas constituyentes)*^.
Paneles simples tanto planos como curvos, constituidos por planchas mas perfiles.
Unidades abiertas tanto planas como curvas, que son estructuras 3D compuestas por
8 . 4 . ESn^ATE lA DE INGEN IERÍA
Oficina técnica deberá desarrollar su propia estrategia no sólo para dar servicio a
las necesidades de producción y de aprovisionamientos sino también para estudiar sus
propias necesidades de subcontratación
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 147/239
Con \a división del buque en productos intermedios se pretende ta nto optimiza r el
diseño del producto como la forma de fabricarlo.
on
esta filosofía se organizan las
áreas de ingeniería y aprovisionamientos en grupos sim ilares a las zonas en que se
divide el buque en el proceso constructivo.
El papel de oficina técnica en \a fabricación de los productos intermed ios va a ser
clave pues éstos se deberán fab ric ar de acuerdo a unas características muy
concreías tanto desde el punto de vista de su morfología como de las instalaciones en
las que van a ser fabricados. La compatibilidad entre las propiedades físicas de los
productos y las instalaciones va a dar lugar a condicionantes en peso, tamaño, forma,
etc. Lo anterior va a conducir a la creación de
unos
estándares de diseño que se
ajusten a los requerimientos antes mencionados. Estos estándares van a permit ir, en
definitiva, una normalización en el diseño.
Los estándares de diseño
van
a cub rir todo el proceso de fabrica ción d el buque de
donde deberán existir unos estándares de diseíio característicos del mencionado
panel.
Los estándares de acero sí que
van a
presentar peculiaridades cuando se trate de
un buque de cruceros, por la problemática ya comentada de la tendencia a las
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 148/239
deformaciones que presentan las planchas de pequeño espesor. En la elaboración de
estos estándares ha brá que ten er muy cuenta las indicaciones del plan de soldadura y
del control dimensional
Un tema que va a condicionar el diseño del buque y va a
crear
incertidumbres que
se deberán controlar, es el control de pesos. El peso del buque va
a estar
presente
desde la fase de diseño, pues afecta a las condiciones de carga contractuales. El
control del peso deberá realizarse durante todo el proyecto de construcción del
buque no sólo para no salirse de los límites de contrato, sino también para controlar el
centro de gravedad a efectos de estabil idad. erán muy importantes los controles de
calidad
a
fin de que los espesores de plancha, pesos de los equipos etc.,
sean
los
estipulados para mantener el peso dentro de los límites permitidos.
8 .5 . GESTIÓN DE MATERIALES Y PLANIF ICACIÓN DE LA PRO DüCa ON
Partiendo del plan maestro de producción se van a obtener por niveles las
planificaciones de fabricac ión de todos los componentes hasta llegar a las materias
primas. Para ello , en cada uno de los niveles, va a ser necesaria la descomposición de
los produc tos en curso^^ en los componentes dire cto s que integren su secuencia de
fabricación.

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 149/239
Según lo anterior podemos distinguir tres niveles:
• En el primer nivel se par te , como ya hemos comentado, del plan maes tro, que a
su vez está basado en el plan de montaje en el dique de construcción del
prod ucto acabado, o
sea
el buque.
• El segundo nivel contemplaría la form ac ión, en la zona de prem onta je, de
unidades resu ltante s de la unión de bloques proceden tes de los talle res
• El te rc e r nivel recogería la formación de bloques en los talleres de fabr icac ión
Las órdenes de p roducción lanzadas desde el AARP pueden verse limitadas por la
capacidad de los puestos de trabajo, evaluada esta última tanto en términos de
equipamiento como de carga para el operario. Y es que, el MRP tal y como ha sido
El ANE XO I I de la contra portad a contiene un ejemplo de planificación de segundo
nivel de un crucero que se ajusta al segmento de referencia comentado en 2.8.-
8 .6 . PREPARACIÓN DE IN S TR U C aO N ES DE TRABAJO PARA CADA PAQUETE
DE TRABAJO
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 150/239
El último nivel de la planificación comentada en el epígra fe an ter ior va a suponer
la descomposición de cada bloque en su secuencia de fab rica ció n indicando tan to los
productos intermedios como las actividades que intervienen en las distintas etapas de
su construcción. Las actividades
v n a
dar lugar a su vez a los paquetes de tra ba jo.
Un paquete de traba jo es un tra ba jo de un determinado tipo a realizar en una zona
y en una etapa determinada. . Hay básicamente dos tipos diferentes de instrucciones
de trabajo: instrucciones de trabajo de fabricación e instrucciones de trabajo de
montaje. Cada instrucción de trabajo debe incluir una lista de materiales que indique
los elementos que la componen y el proceso que debe llevarse a cabo que deberá estar
documentado con anterioridad como parte del sistema productivo. Deberá asimismo
contener información re lativa al contro l dimensional control de calidad e inspecciones
cuando sea aplicable. Otra información requerida será cuándo debe ser realizado
dónde por quién y con qué herram ientas o elementos auxiliares. En caso de que la
9 . AN ÁL ISIS DE LOS PRO ESOS PRODUCTIVOS
9 . 1 . INTRODUCCIÓN
En los siguientes epígrafes, oíalizaremos los procesos productivos en el orden

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 151/239
cronológico de su participació n en la fas e del proceso de construcción de l buque que
comienza en el co rte del ma terial en bruto y fina liza en los productos interm edios que
serán trasladados a la zona de premontaje.
Estos procesos productivos se caracterizan por estar destinados a la obtención de
cada uno de los productos intermedios en que hemos descompuesto el buque, y por
tanto, van a constituirse en la materialización de la tecnología de grupos al proceso
constructivo de éste. La tecnología de grupos va a ser clave en la introducción de la
tecnología actual al proceso de construcción del buque, ya que entre los motivos de su
aplicación a los procesos productivos están la utilización de maquinaria versátil y la
especialización.
El estado de l a rt e en el co ntrol de las operaciones de los procesos en la
actualidad,
pasa por la programación informática a través del C IM Computer
In te gr a te d Ma nufacturing) como es el caso de las máquinas de control numérico. Este
tipo de equipamientos, tecnológicamente muy avanzados, suponen además una gran
9 . 2 . -
PROCESO DE EL /\BO R/\a O N
La concepción tradicional del taller de elaboración, como el encargado de
cortar
y
de
curvar
todas las planchas y perfiles del buque, sin tener en cuenta
oíros
requerimientos, co ntrasta con las
tendencias
actuales. Hoy el proceso de elaboración
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 152/239
t iende a
ser
una unidad produ ctiva efe servicio , donde su principal m isión es la de
serv ir a su cliente interno y
procurar
que este tenga el producto jus to en el momento
que lo necesite, para ev itar s tocks intermedios y con unos requerimientos de servicio
de mate rial muy específicos . ( referencia bibl iográf ica 43 , epígrafe 5.2.1.-)
Para lograr lo ante rio r, la capacidad de las instalaciones sign d s
a
este proceso
deberá
ser
lo suficien tem en te gran de, como para que en un momento se pueda
parar
una máquina por falta de demanda (y así no tener que corfar contra stoc k), o bien en
otro momento se pueda atender a varios clien tes simultáneamente . ( re fere nc ia
bibl iográf ica 43,
epígrafe
5.2.1.-).
Se
tr a ta , pues, de servir el material con sus elementos dispuestos en el orden en
que
van a ser
montados, agrupado por las unidades de fabricación que el cliente
impone y to talme nte codificado.
•
• Totalmente cortados (groeras, escotaduras y cabezas de refuerzos)
independientemente de su geometría.
• Rotulados con su código en todas las piezas
Totalmente paletizados, esto es, agrupados por unidades de fabricación. Esto
obliga a desarrollar sopo rtes especiales, que se adapten
a
estos requerimientos.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 153/239
Por ejemplo, en el caso de llantas, que irán incorporadas en previas, se exige la
existencia de calles dentro de un mismo soporte de modo que una calle sólo
pueda es tiba r llantas de una previa.
• Clasificados en el orden de montaje, de form a que el primero del sopo rte sea el
primero que vaya a ser montado
• Trazadas las líneas de con tra curva para los per file s que vayan a curvarse.
• Preparación de su pe rficie en zonas que requieran ir pintadas (por ejemp lo,
redondeado de cantos vivos en perfiles que vayan incorporados en tanques de
lastre).
Teniendo en cuenta que el proceso de corte tiene lugar en muchas ocasiones en
tr es dimensiones (pe rfile s con bulbo, por ejemplo), el proceso idóneo para el co rte de
refuerzos, en general*®, va a ser a robotización (recuérdese lo comentado a este
respecto en la Introducción 9.1.)
Los principales criterios de fabricabilidad van a venir condicionados por la
mecanización, automatización y robotización. Así, aparecen criterios como disposición
de elementos, separaciones mínimas y máximas, acceso de máquinas para soldar ( por
ejemplo, la distancia entre perfiles determinará el poder soldar varios perfiles a la
vez),
geometría adecuada al movimiento de los robots a fin de evitar colisiones con la
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 154/239
es tru ctu ra , etc. Los crit er io s de fabrica bilida d que acabamos de mencionar habrán de
ser tenidos en cuenta en los estándares de diseño, según mencionamos en 8.4.-.
9. 3. 1. U N ID A D E S PRODUCTIVAS DEL PROCESO DE PREFABRICACION
9 . 3 . 1 . 1 . PREVIAS CONVENCIONALES
En esta unidad productiva son ya clásicos y con resultados probados los pórticos
de manipulación e incorporación de re fue rzo s, y pórticos automáticos de soldadura de
arco múltiple para la soldadura simultánea horizontal de varias llantas a la plancha
base.
La robotización habitual en este tipo de líneas es una robotización 2,5D así
denominada por tratarse es truc tura s de 2 dimensiones X-Y (plancha base) y una
pequeíia altura en el eje Z (altura de la llanta). El robot, además de soldar
Un adecuado desarrollo de la geometría, con un estudio muy concreto de las
condiciones de fabricab ilidad .
Un control estadístico del proceso muy riguroso, con unas tolerancias muy
estables para poder actuar desde el origen en la estru ctu ra fina l y que todas
las variables estén controladas.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 155/239
Una estabilidad dimensional, que garantice que la diferencia entre el modelo y
la estructura real están dentro de las tolerancias previstas (no es problema de
que la tolerancia sea mayor o menor, que en mayor medida podría ser correg ida
mediante el software, sino es problema de que sea estable para no tener que
estar corrigiendo continuamente esas variaciones y provocando una
complicación del proceso) . ( referencia bibliográfica 43, epígrafe 5.3.4.-)
9 .3 .1 .3 . REFUERZOS EN T
n
esta unidad productiva , a la línea clásica de refue rzos en T, adecuada para
chapa gruesa, en la que se realizan de fo rma simultánea las soldaduras en ángulo de
cada uno de los lados del alma sobre la platabanda^^ , debemos añadir otro tipo de
procesos más adecuados a chapa fina . En efecto , la soldadura convencional por ambos
lados del alma a la platabanda, concentra una gran cantidad de calor en una zona muy
Las distin tas fases del proceso de formación del panel simple podemos resumirlas
como sigue:
• Máquina de corte de paneles, que puede ser por plasma bajo agua o bien co rte
láser
• Máquina de soldadura de topes por una sola cara
OSW,
one side welding). Las
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 156/239
dos alternativas actualmente consolidadas son arco sumergido y láser. El tipo
de sujeción entre las planchas puede ser por presión^^, por vacío^ * o por
electroimanes^^. Cada uno de los sistemas tiene sus ventajas y sus
inconvenientes.
• Pórtico posicionador de p er files, con punteo manual, semiautomático o
totalmente automático.
• Pórtico de soldadura de perfile s, habitualmente de 4 o 6 torchos para soldar
simultáneamente 2 o 3 pe rfiles
9.3.1.5. MINIPANELES
La primera etapa de una línea de minipaneles es común a la de paneles simples;
soldadura de topes de planchas e incorporación y soldadura de perfiles. La segunda
etapa marca la diferencia^'', con el montaje y soldadura de previas. Para el montaje de
una condiciones óptimas de productividad , (refe ren cia bibliog ráfica 4 3,
epígrafe 5.3.5.1,-).
9 . 3 . 1 . 6 . C O N J U N T O S
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 157/239
Las dos características que mejor definen estos productos intermedios son
(referen cia bibliográfica 4 3, epígrafe 5.3.6.-):
• Son estru ctu ras en form a de celdas (en planta son cuad riculares), con unas
dimensiones muy condicionadas por la clara de secciones (habitualmente entre
0.8 y
metros) .
• Salvando el problema de la geom etría, son es tructu ras muy mecanizables
(soldadura a cuello con una longitud que puede oscilar e ntr e 1 m etro s y 3
m etros) y con un gran volumen de tra ba jo .
Las instalaciones adecuadas a las cara cterística s ante riores se dividen en dos
tipos, ( referencia bibliográfica 43 , epígrafe 5.3.6.1.):
• Instalac iones de manipulación de subconjuntos. Esto consiste básicamente en
viradores de la estructu ra para ir buscando la mejor posición de soldadura .
9 . 4 . 1 .
UNIDADES PRODUCTIVAS DEL PROCESO DE FABRICACIÓN
9 . 4 . 1 . 1 . UNIDADES ABIERTAS PLANAS
Las unidades abiertas planas^^ son morfológicamente similares a los minipaneles y
di fie re n de éstos en su mayor tamaño. Por tan to, lo comentado sobre las instalaciones
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 158/239
para el caso de minipaneles sería también aplicable aquí.
En esta unidad productiva distinguimos dos tipos de instalaciones :
• Instalaciones de mo ntaje, que
w n
desde el montaje de previas por método
aéreo
ó
enhebrado ( manuales ambos ), a robo ts para el mo ntaje y acoplamiento de
aquellas sobre el panel simple, con movimientos en 3D . (re fere nc ia bib liog ráfica
4 3,
epígrafe 5.4.3.1.-)
• Instalaciones de soldadura, que pueden clas ificarse en instalaciones de soldadura
mecanizadas y en instalaciones de soldadura robotizada. Lo normal es soldar lo
máximo posible mediante mecanización ( pues tiene menor coste de inversión y
menos riesgos de implantación ) y u tiliz ar robo ts en aquellas soldaduras que no se
puedan mecanizar , (refe ren cia bibliog ráfica 4 3, epígra fe 5,4.3.1.-).
soldadura ( destinadas a ce rra r la unidad ab ie rta ). Como instalaciones adecuadas a
esta unidad productiva volvemos a hablar de mecanización^^ como primera opción y
robotización donde no resulte posible o rentable mecanizar. En cada uno de estos dos
tipos de instalaciones consideraremos tanto la posibilidad de que sean flexible s, o se
t ra te de instalaciones pesadas. La opción de utilizar instalaciones flex ible s es mucho
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 159/239
más versátil y de menor coste de inversión que la segunda, si bien los costes
operativos son mayores, principalmente debido al movimiento, montaje y desmontaje
de instalaciones y a la propia prod uctivida d del proceso , (re fe ren cia bibliográ fica
4 3 ,
epígrafe 5.4.4.2. -) .
El tipo de softw are que controla el proceso en la alterna tiva flex ible será del tipo
in
s i tu ,
evitando con ello la dependencia de las estaciones o f f line . Un ejemplo de
esto es la robo tización por teach mode , en la que mediante un sistema electrónico
se le enseña al rob ot por donde debe de ir (re co rrid o) , se memoriza en la CPU del
robot, y luego éste repite el camino aprendido, pero esta vez ya lo hace soldando ,
(refe ren cia bibliográfica 43 , epígrafe 5.4.4.2. -).
Con respecto a la utilización de instalaciones pesadas®^ una de las alternativas que
se pueden considerar en la actualidad, son los pórticos que incorporan ro bo ts, los
cuales introducen los rob ots por las abe rtura s de los extrem os de los bloques (en
• Estaciones de situación de form ero s, en las cuales se define la figu ra del f o rr o ,
por un sistema desarrollado al efecto; existen
varios
tipos como formación de
contrafigura
con
telescópicos, formación de figu ra
co n
con tra bulárcamas e tc.
• Estaciones de incorporación de planchas y refue rzos , dotadas de unos pórtico s de
manipulación de ambos elementos. Los pórticos de incorporación de per file s suelen
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 160/239
tener movimiento 3D para poder
acoplar
los pe rfiles
a
las zonas de fi gu ra .
• Estaciones de soldadura de una sola cara
05W) para
paneles
curvos
•
Estaciones de soldadura. Se pueden div idir en:
o
Estaciones
mecanizadas para soldadura de pe rfile s curvos
o Estaciones robotizada s de soldadura de
p revias a\
resto de la estructura .
9 .4 .1 .4 . FABRICACIÓN DE BLOQUES 3D CERRADOS
UMOS
Este tipo
de unidad productiva, por estar ya montados los elementos estructurales
pe rfile s y previas ), esta rá constituida fundam entalmente por instalaciones de
soldadura
destinadas a cerrar \a
unidad ab ie rta curva). Lo expuesto para los bloques
3D cerrados planos, va
a ser
aplicable en este caso.
9 .5 . FLUJO DE PRODUCTOS INTER ME DIOS
REFUERZOS
E N T
PANELES SIMPLES
PLANOS
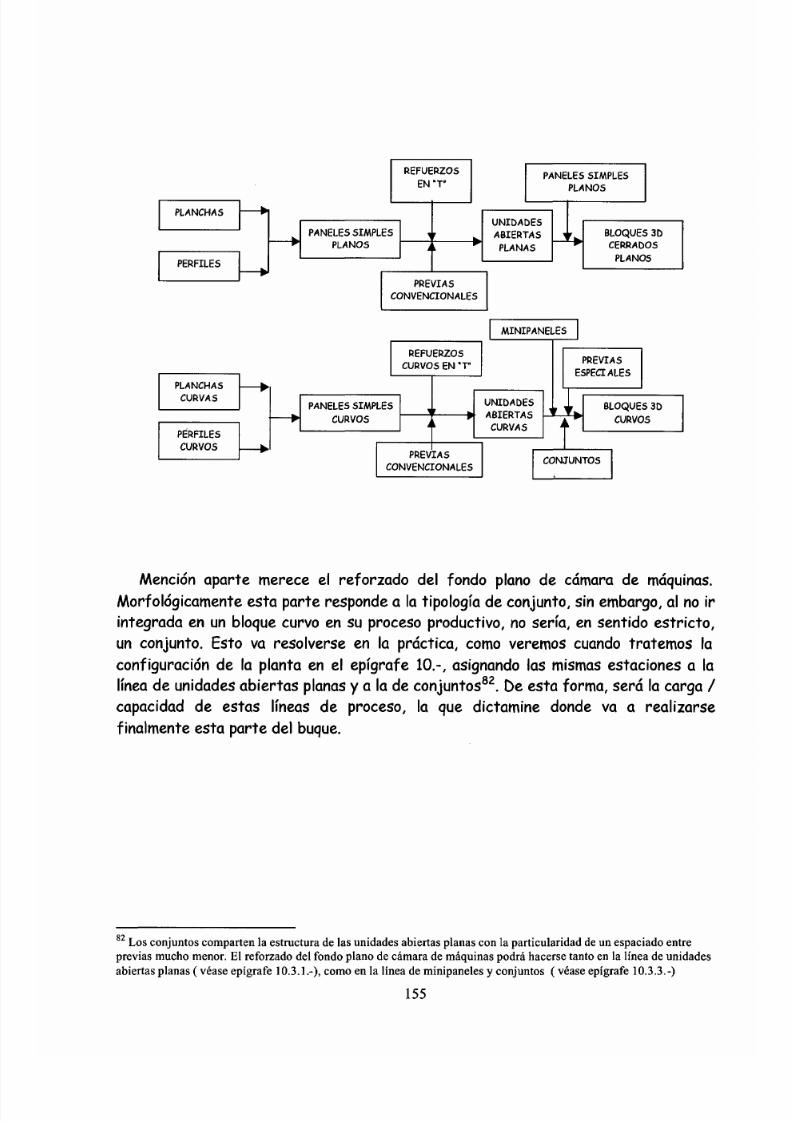
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 161/239
PLANCHAS
PERFILES
w
^
w
PANELES SIMPLES
PLANOS
^ ^
n
PRtVIAS
CONVENCIONALES
UNIDADES
ABIERTAS
PLANAS
^
^
^
BLOQUES 3D
CERRADOS
PLANOS
PLANCHAS
CURVAS
PERFILES
CURVOS
^
^
•
REFUERZOS
CURVOS EN r
PANELES SIMPLES
CURVOS
^
i
r k
i
MINIPANELES
UNIDADES
ABIERTAS
CURVAS
PREVIAS
C
MVENC
[ONALES
'
r
i
PREVIAS
ESPEaALES
fc
i^
BLOQUES 3D
CURVOS
t f i N j u iN 1 u a
1 0 . CONFISÜR/^CION DE U NUEVA PU N T A
1 0 . 1 . METODOLOGÍA PARA ALCANZAR LA PROPUESTA DE PLANTA
En el proceso de configuración de la planta tendremo s en cuenta:
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 162/239
• Puntos débiles de la planta de partid a
• Principios operativos básicos, expuestos en 8.-
• Análisis de los procesos productivos en 9.-
• El análisis realizado sob re otra s plantas de astillero s en la vanguardia de la
construcción de cruceros.
• Los nuevos cr ite rio s que van a primar sobre disposición y gestión de las plantas
que hemos denominado ajustadas.
El primer paso para definir la planta será elegir el tipo de proceso productivo más
adecuado. Aunque los procesos de producción presentan diversas variantes, nosotros
distinguiremos dos tipos básicos según la orientación de su distribución en planta.
Distribuciones en planto orientadas al proceso
En este 1ipo de distribuciones los equipos y máquinas se ubican por su tipo de
que medíante la tecnología de grupos el buque
se
descompone en productos
intermedios con características de diseíio y construcción bastante similares, a fin de
conseguir una sistematización y un efec to serie en productos que, en sentido es tri ct o,
no pueden
ser
catalogados como serie. Oe este modo, estos productos podrán
fabricarse de forma similar, usando las mismas instalaciones, con independencia del
buque al que pertenezcan. Por tanto, una de las consecuencias de la aplicación de esta
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 163/239
disciplina en los as tilleros ha sido la posibilidad de u tiliz ar líneas de procesos. Por ot ra
parte, la cercanía entre puestos de trabajo que proporcionan las líneas de procesos,
favorecerá la transferencia de materiales entre ellos sin demora, al tiempo que se
reducirá al máximo el nivel de stocks entre puestos ya que, si además de facilitarse la
transferencia rápida de materiales no existe espacio entre puestos, se dificultará
físicame nte el que se acumulen stock s.
/Aunque una distribución orientada al proceso puede estar justificada en ciertos
casos concretos, lo que acabamos de exponer nos lleva a una configuración de planta
basada en su mayor parte en líneas de proceso.
Las líneas de proceso se obtienen descomponiendo el proceso productivo en etapas.
Las etapas se identifican con estaciones de trabajo, y vienen a ser sucesivos
momentos del proceso productivo, definidos en función de las progresivas adiciones
Es el momento de sacar a colación los puntos débiles del astillero tradicional
contraponiendo medidas o bien actuaciones ai respecto de otros astilleros ya
consolidados en la construcción de cruceros .
Vimos que la gran extensión de la planta
favorecía \a apariáón
grandes
áreas
destinadas
a
la recepción y clasificación del m aterial en br ut o lo que fac ilitab a a su
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 164/239
vez la existencia de demasiadas posiciones de clasificación con el consiguiente
incremento en el número de manipulaciones. Una primera medida al respecto de lo
anterior \a
mencionamos al hablar de la magnitud de los produ ctos intermedios cuando
propusimos la clasificación de planchas®^ atendiendo
a espesores
y calidades
manteniendo una clas ificación por dimensiones básica en función del centro de
transformación correspondiente.
O tro de los problemas asociados a un as tillero de gran extensión es la dispersión
de sus talle res lo cual dada la necesaria interdependencia en tre ellos va a
complicar los flujos de producción. Esta situación contrasta con la disposición de
algunas plantas ya mencionadas como la de Meye r o Finc an tic ri donde la proxim idad
de los centros productivos va a
ser
una de las bazas en la que estos astilleros
van a
basar su co mp ctitividad.
Línea de perfiles
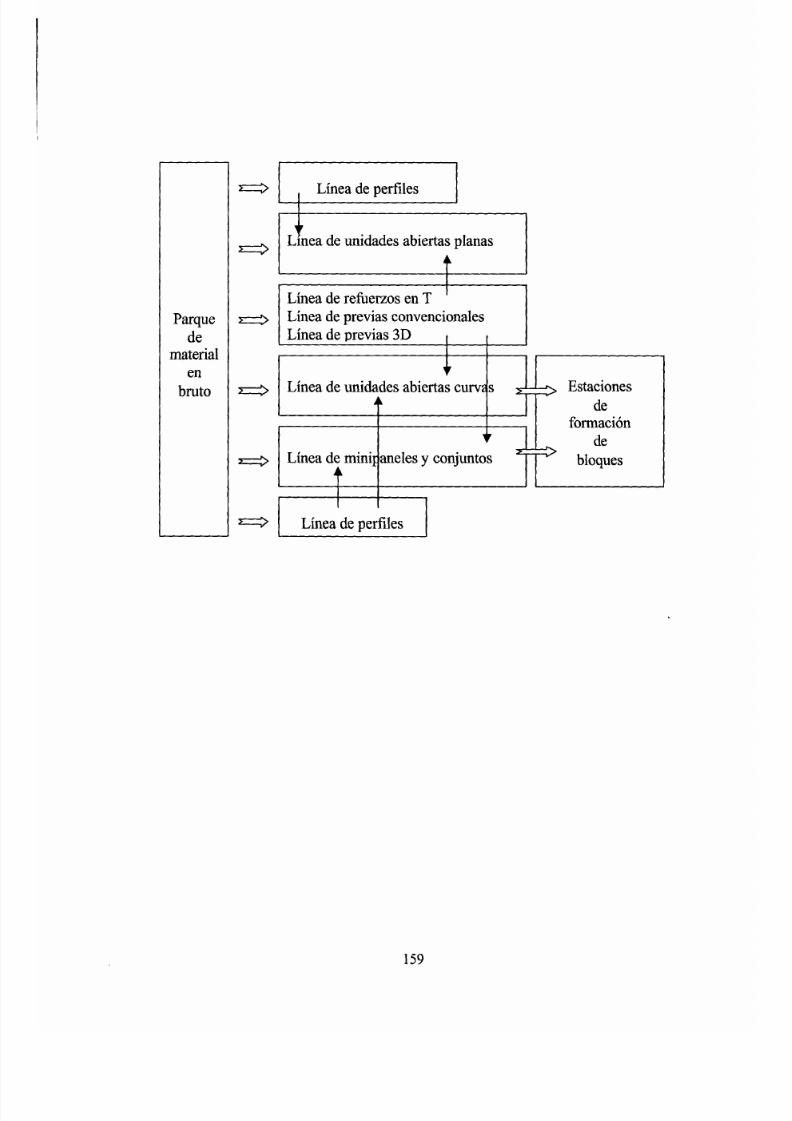
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 165/239
^ >
Linea de unidades abiertas planas
Parque
de
material
en
bruto
Línea de refuerzos en T
Línea de previas convencionales
Línea de previas 3D
Línea de unidades abiertas curví s
Línea de m inij ancles y conjuntos
^ Estaciones
de
formación
de
>
bloques
1 0 . 2 . DIM EN SIO NA M IEN TO DE LOS PRODUCTOS INTE RM EDIO S
El dímensionamíento de las unidades productivas que integran cada centro
productivo dependerá, a su vez, del dimensionamiento de los productos interme dios
que las definen. Los productos intermedios son trozos de estructura de similares
características con independencia del bloque y tipo de buque que se encuentre en
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 166/239
periodo de construcción.
amaño de planchas
A f in de simplif icar el proceso de clasificación y manipulación de planchas, se
pretende que éstas se clasifiquen por espesores y calidades, no por dimensiones. No
obstante, se hará necesaria una clasificación por dimensiones básica en función del
centro de transformac ión correspondiente.
El corte de planchas es una unidad productiva de servicio, y como tal, las
dimensiones de las planchas serán las impuestas por las unidades productivas
receptoras.
Las unidades productivas que van ser receptoras de planchas son fabricación de
Tamaño de bloques 3d cerrados planos paneles simples planos y unidades
abiertas planas
La longitud en el sentido de la eslora de los bloques 3D cerrados va a estar,
fundame ntalmente, en la pa rte c ilindrica de l buque. Influenciada por la distancia en tre
elementos primarios iransversa\es estableciéndose siempre que sea posible como un
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 167/239
múltiplo de dicha distancia. Si esta condición se consigue, se podrá abordar el
despiece longitudinal del buque disponiendo las uniones de bloques a uno distancia f ij a
de ciertos elementos íransversa\es primarios equidistantes. Se pretende con esto por
una parte evitar la co \nc\dencia entre uniones de bloque y elementos prima rios y por
otra que la posidón relativa de los elementos primarios en cada bloque sea lo misma.
De esta forma se va a conseguir una sistematización de elementos estructurales que
va a comportar una disminución tanto en el tipo de estos como en los soluciones
con structiva s de las uniones de bloques, además de la lógica simp lificación del disefío.
En buques de pasaje é espaciado óptimo entre elementos transversales primarios
está en tre 2,4 y 2,5m recordemos que en 3.2.2.- dijimo s que este espaciado viene
influenciado por el ancho de la cabina). Los largos de plancha adoptados para buques
de pasaje serán de 16m, aunque se considerará también un largo de plancha de 20m
para el caso de com partir en ca rte ra buques más pesados, de más espesor de plancha.
montaje. La aparición de estaciones de corte del paño, en las que se mantiene fija la
posición de cor te y lo que gira es el pafío, o los viradores de es tructu ra a fi n de
lograr la mejor posición de soldadura, son una prueba de ello. Recordemos que las
dimensiones del paño en el talle r de pre fabrica ción de Meyer son 20m x20m .
Lo dicho para las dimensiones de los bloques 3D cerrados planos se hace extensivo
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 168/239
a los productos intermedios que les preceden en su proceso productivo: paneles
simples y unidades abie rtas .
Tamaño de paneles simples curvos unidades abiertas curvos y bloques 3d
cerrados urvos
La mayor dif icu ltad que entraña el curvado de una plancha a medida que aumenta el
tamaño de ésta, unido a los problemas de maniobrabilidad, paletización etc. va a
influir en el menor tamaño, en general, de los productos intermedios curvos con
respecto a los planos pertenec ientes a una etapa equivalente de su proceso
productivo. En pa rticu lar, el largo máximo de la plancha base que entra a formar parte
de un panel curvo va a ser de 12m una dimensión supe rior a esta daría muchos
problemas a \a hora de curv ar). El panel simple curvo va a tener por medidas máximas
12m en la dirección de v nce de línea y 20m en sentido trans vers al, como ya sucedía
A\
estar incorporados en bloques curvos, las dimensiones de estos productos
intermedios no podrán exce der de las de aquellos. Estableceremo s en 12m su lon gitud
m6<ima en la direc ción de avance de línea la misma de l bloque curvo) y tam bién en
12m su longitud máxima en la otra dimensión. La decisión de igualar ambas
dimensiones, se ha hecho
pensando
en \a línea de conjuntos y en la conveniencia de
emplear estaciones con viradores de la es truc tur a. Las estaciones que incluyen el giro

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 169/239
de la estru ctura van a prop iciar la igualdad de ambas dimensiones a fi n de que el área
barrida por el panel al girar sea \a meno r posible.
amaño de previas
La previa es el producto intermedio más básico de los que constituyen el proceso
de prefabricación. En principio estableceremos las dimensiones máximas de las
previas convencionales en lOm x 6m. En cualquier caso \a dimensión máxima de la
previa vendrá también influida por las mínimas de los minipaneles y conjuntos, de
forma que todo el rango de dimensiones de estos productos intermedios quede
cubierto.
on res pec to a las previas 3 b , además de de fin irlas como se hizo en el catálogo de
productos intermedios, también las definiremos por exclusión, como aquellas que no
1 0 . 3 . DISEÑO E IMPLANTACIÓN DE NUEVOS PROCESOS
Trataremos aquí de plantear procesos, que respondiendo al esquema mostrado a\
f inal del epígrafe 10.1.- , sigan los planteamientos que hemos ido recogiendo a lo largo
de esta tesis.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 170/239
1 0 . 3 . 1 . LÍNEA DE UNIDA DES ABIERTAS PLANAS
La primera unidad productiva de esta línea de proceso va a ser e\ corte de
planchas. Vimos en 9.2,1,1,- que esta actividad se lleva a cabo en la actualidad por
medio de máquinas de plasma y láser, s \ bien el rango de aplicación del co rte por láser
es,
hoy por hoy, mucho más restringido. Un ejemplo que corrobora \a mayor
consolidación y
a car ce
del corte por plasma es que Meyer, un astillero que se sitúa a
\a vanguardia en tecnología láser, ha optado por el co rte por plasma. El rest o de
con struc tores analizados en el epígra fe 5. -, también han elegido el plasma como
medio de corte de planchas. Los últimos
sistemas
de corte por plasma ofrecen una
capacidad considerablemente mayor que en el pasado, al r \o req uerir c orte bajo agua.
La siguiente unidad prod uctiva es la fabricación de paneles simples. Vimos en 4.7 .-
quc la soldadura de planchas para formar los paños planos se ha llevado a cabo
tradicionalmente por medio de un proceso que requiere d volteo de las planchas a
Es el momento de traer a colación el tamaño máximo de 20m x 20m® * del panel de la
línea.
Una razón para igualar las dos dimensiones máximas del panel en 20m viene
asociada a la utilización cada vez más frecuente de estaciones de giro en las líneas de
m on taje, como es el caso de las esíaciones de corte, en las que se mantiene fija la
posición de corte y lo que gira es el paño. Las estaciones que incluyen el giro de la
es t ruc tura van a propiciar la igualdad de ambas dimensiones a f in de que el área
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 171/239
barrida sea \a meno r posible.
Esta unidad prod uctiva term ina con el posicionamiento y soldadura de pe rfile s
hasta concluir el panel simple. La soldadura de perfiles por ambos lados, altamente
recomendable y rentable en chapa gruesa, no resulta conveniente en chapa fina, como
ya comentamos en el epígrafe 3,2.4.- Recordemos que tanto Fincantieri como
Chantiers de r/\t la n tiq u e soldaban perfile s por un solo lado. Nu estra elección en este
caso va a decan tarse por soldadura de per files con láser híbrido po r un solo lado y
penetración com pleta.
La siguiente unidad productiva va a ser \a fabricación de unidades abiertas planas,
que van a obtenerse por montaje y soldadura de previas a\ panel simple. iAunque vimos
en 9.4.1.1.- que las instalaciones de montaje de previas abarcaban desde un montaje
manual hasta robots, no parece que esta última opción esté aún suf icientemente
consolidada. Vimos que C hantiers Fincantieri etc, realizaban el montaje de previas de
correcto posícíonamiento de los longitudinales va a ser en cualquier caso
necesario cuando intervengan los
pro esos
automatizados y / o robotizados.
• El enhebrado de previas obliga a hacer el potencial corre gido de los
longitudinales en una etapa más temprana de la línea, lo que va a pe rm itir tr a ta r
las deformaciones de los
procesos
produ ctivos lo más aguas ar rib a posible.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 172/239
Hemos hablado antes del trabajo de ajuste
necesario para
llevar a los
longitudinales a su posición teó rica d en tro de las toleran cias admitidas . No va a
ser
ésta la única vez que se realicen este tipo de tareas. Una vez montadas las previas y
antes de su soldadura va a haber una etapa intermedia en la que cada uno de los
componentes de la unidad abierta va
a
llevarse a su situación y form a cor rec ta. Esto
com portará operaciones como:
• Eliminación del alabeo en sup erficies que deben de ser planas, por ejemplo el
paño base, situado en un plano horizontal, o las previas, situadas cada una de
ellas en un plano ve rtic al .
• Eliminación de la separación que pueda quedar en tre previas y paño base has ta
lograr la distancia mínima que se ajuste
a las
tolerancias requeridas.
Las operaciones anteriores
son las clásicas
del gremio de herreros realizadas de
forma manual con ayuda de gatos, cuñas, golpes de martillo etc., y ayudadas por
• Cubiertas. En este caso, la unidad ab ier ta está cons tituida básicamente por el
panel simple al que se incorporan re fue rzo s en T (baos y
eshras
y puntales.
• Fondo /do ble fondo plano del buque, Aquí tendremos que distinguir e ntre la
zona bajo cámara de máquinas y el resto. Bajo cámara de
máquin s
el
reforzado
habrá
de incrementarse, resultando una distancia tanto entre vagras como
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 173/239
entre
varengas, enire
700 y 800mm. En el res to del fondo / doble fondo la
distancia e ntre varengas puede esta r en tre 220 0 y 2 300 mm y e ntre vagras
entre 4 000 y 5000 mm.
Bajo
cámara
de máquinas el producto interm edio va
a
responder al tipo que hemos
denominado conjunto , mientras que en el res to de l fondo / doble fondo tendremos
unidades abiertas formadas a pa rt ir del panel simple al que se le incorporan re fuerz os
en T (vagras y varengas .
La
filos ofía de soldar lo máximo posible mediante mecanización y utiliz ar rob ots
en aquellas soldaduras que no se puedan mecanizar, nos lleva
a
considerar la adopción
de máquinas de soldadura simultánea de cuatro ve rtica les para los cua tro cuellos de
soldadura resu ltantes del cruce en tre dos previas.
En la etapa
siguiente podría
adop tarse una soldadura robotiza da 2,5D® de form a que el rob ot , además de soldar
horizontalmente las
previas a
la plancha base, continúe soldando verticalmente la

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 174/239
Una cuaderna maestra t ípica de un buque t ipo IH puede ser la siguiente
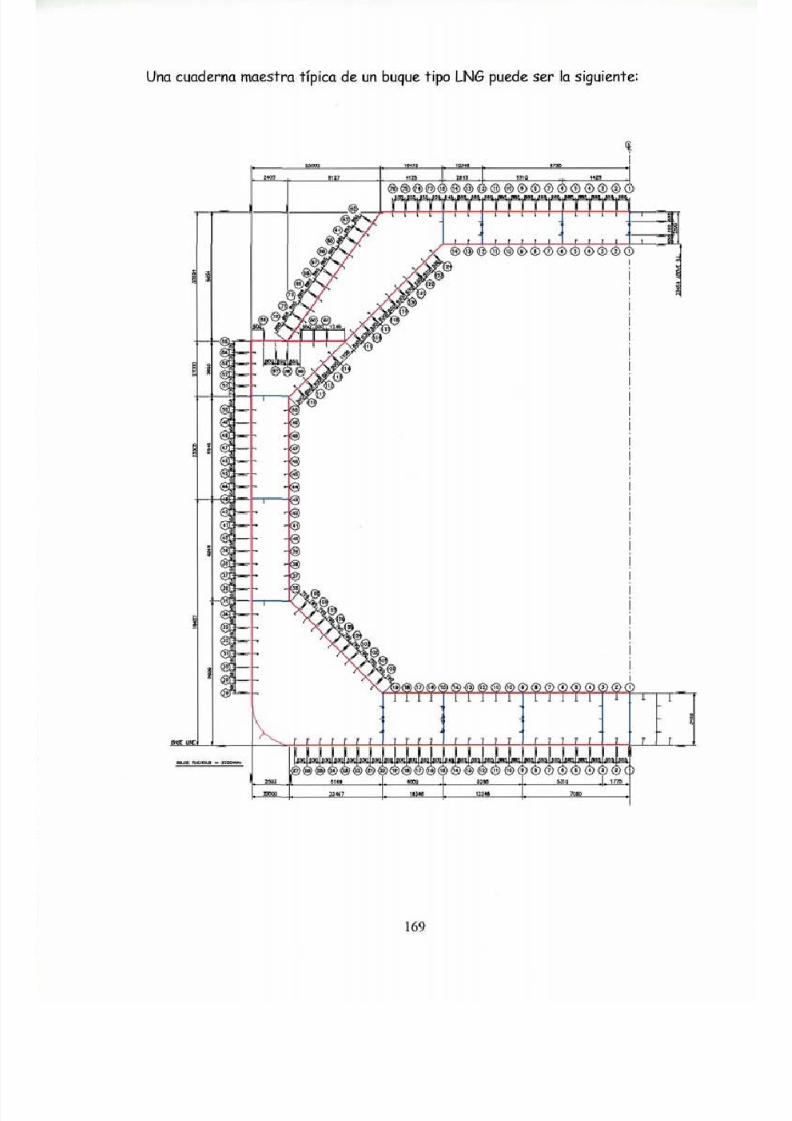
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 175/239
Del análisis de la cuaderna maestra del crucero podemos hacer las siguientes
reflexiones:
• La única zona donde lleva doble casco es el fondo
• La altu ra del doble fondo es l,5m , que
será
por tanto la altura de las
intersecciones en tre
vagras
de color
naranja )
y v reng s de color rojo )
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 176/239
• El pera lte de las bulórcamas de color ro jo) de fo rr o está en tre 250 y 40 0 mm.
• El pe ralte de los baos y esloras de las dis tintas cubierta s está en una media de
unos 40 0 mm.
• las cub iertas son completamente diáfanas. Para conseguir esto se utilizan
pilares en lugar de mamparos
• La distancia en tre bulárcamas anillos ) está en tre 2,5 y 3 m
El análisis
anieñor
aplicado al caso del LNS nos llevaría a lo siguiente:
• La es truc tura de doble casco en rojo ) comprende fondo , costados y cubierta
superior.
• La altur a del doble fondo es 3460 mm, la del doble fo rr o 2503 mm, y la de la
A\ hilo de la anterior vemos que la altern ativa :
• Soldadura mecanizada de cua tro vertic ales
• Soldadura robotizada 2,5D
Sería adecuada, en el caso de un buque de las características de un LNS, por su
gran cantidad de soldadura vertical ( en número de uniones y altura de estas), pero no
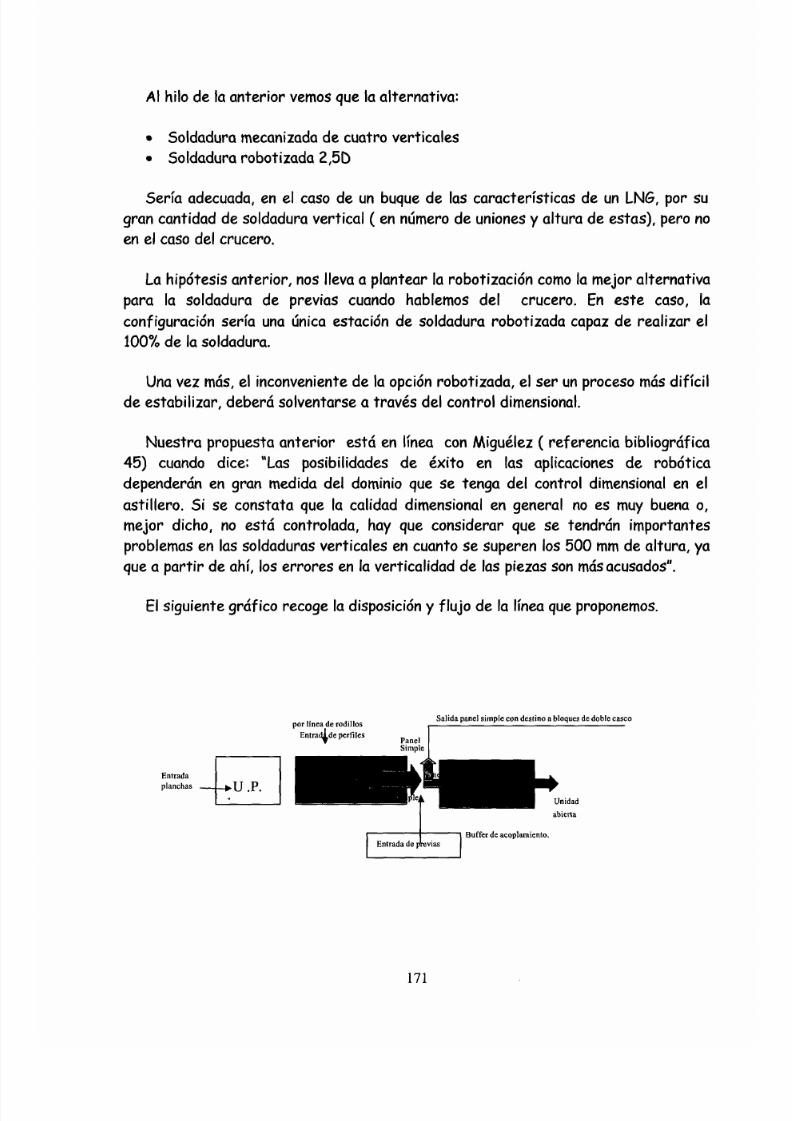
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 177/239
en el caso del crucero.
La hipótesis anterior, nos lleva a plantear la robotización como la mejor alterna tiva
para la soldadura de
pre\/ias
cuando hablemos del cruce ro. En este
caso \a
configuración sería una única estación de soldadura robotizada capaz de realizar el
100% de la soldadura.
Una vez más, el inconveniente de la opción ro bo tizad a, el
ser
u proceso más difícil
de estabilizar, deberá solventarse
a
través del control dimensional.
Nuestra propuesta anterior está en línea con Miguélez ( refere ncia bibliográfica
45 ) cuando dice: Las posibilidades de éx ito en las aplicaciones de robótica
dependerán en gran medida del dominio que se tenga del control dimensional en el
ast i l lero. Si se constata que la calidad dimensional en general no es muy buena o,
U P l
Corte de planchas por plasma
r
U.P.2.
Soldadura láser por una cara
Marcado y corte del panel por plasma
Posicionamiento de perfiles
Soldadura de perfiles por un lado con láser híbrido
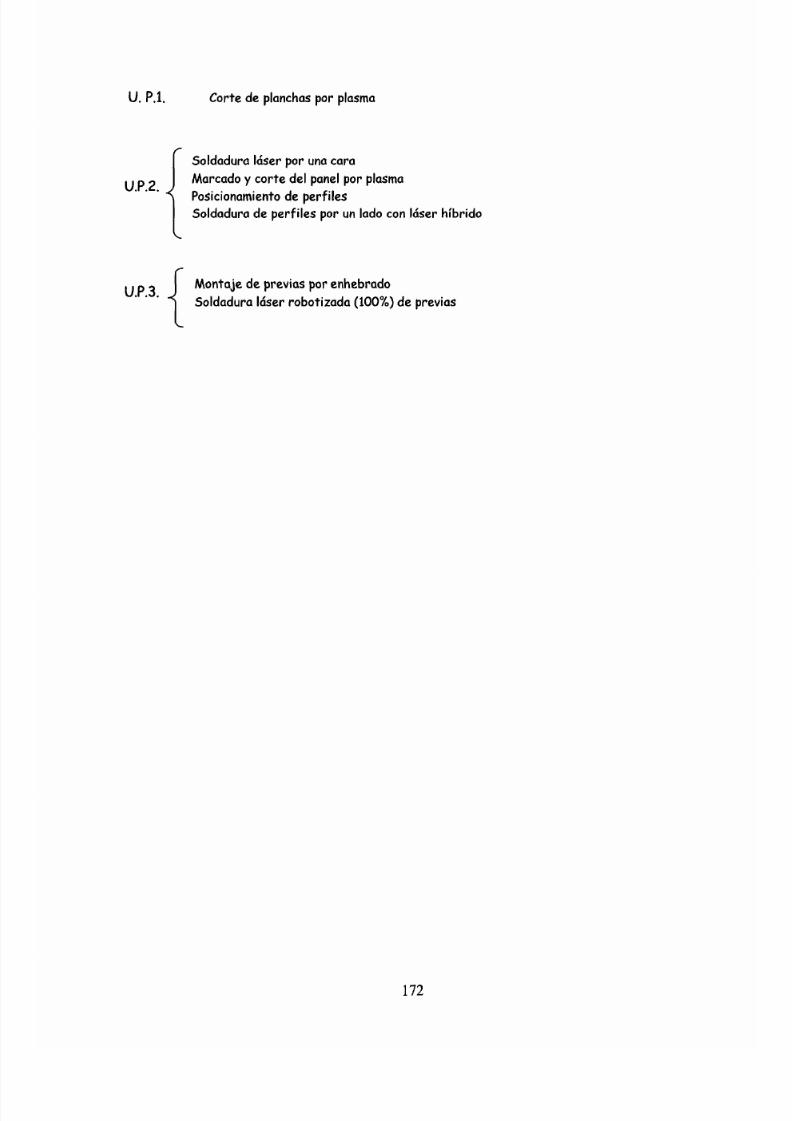
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 178/239
. . p o I Mo ntaje de previas por enhebrado
Soldadura láser robo tizad a (100 ) de previas
1 0 .3 .2 . L INEA DE UNID/VDES ABIERTAS CUñ\f S
En estas líneas se fabrican todos los forros curvos del buque. El proceso a seguir
será la soldadura de los topes de varias planchas curvas hasta fo rm ar el paño curvo.
continuación la soldadura de una serie de perfiles hasta conformar el panel simple
curvo. Por último se incorporan todas las previas que refu erz an el panel para así
form ar la unidad ab ierta curva.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 179/239
Vemos que la secuenci de operaciones que componen el jproceso de fabricación de
unidades abiertas curvas no dif ie re de la correspond iente al caso plano. La difere ncia
fundamental que, sin embargo, va condicionar la metodología seguida en cada una de
las operaciones, va a ser el des arrollo de és tas en tr e s dimensiones, lo que nos va a
llevar a proponer \a utilización de ro bo ts en gran p arte de las mismas.
La primera unidad productiva va a ser el corte de planchas por medio de máquinas
de plasma , al igual que sucedía en las unidades ab ie rtas planas.
La siguiente unidad productiva v a a ser \a estación automatizada de curvado de
planchas por líneas de ca\or El proceso de conformado de planchas por líneas de calor
consiste en dar forma a las planchas de acero por medio de un proceso de
calentamiento y enfriamiento controlado.
La reducción de horas de producción es tremenda. Planchas curvas de gran
complejidad que con el sistema anterior requerían de dos a tres días de conformado
manual con el nuevo sistema requieren solamente de 5 a 6 horas de trabajo en el
tal ler más un tiempo e ntre dos y tre s
horas
de trabajo de ordenador. No menos
importante es que el sistema elimina la necesidad de formar y mantener operarios
expe rtos en esta ma teria. Con el sistema automa tizado la pericia y el
cñierio
del
operario se trans fieren a oficina técnica.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 180/239
El resto de operaciones de la línea van a desarrollarse en estaciones dotadas con
formeros que
arrancan desde \a
estación de curvado y se desplazan solidariamente
con el producto intermedio hasta el
f inal.
La siguiente unidad productiva será \a forma ción del panel simple curvo que va a
incorporar:
• Estaciones de incorporación de planchas dotadas de pó rticos para su
manipulación con movimientos en 3D a fi n de su encaje en zonas de fig ura .
• Estación de formación del paño. Se trata de unir planchas por puntadas de
soldadura hasta que queden yuxtapuestas .
La última unidad productiva será \a formación de la unidad ab ierta curva, que va a
incorporar:
• Estaciones de incorporación de previas curvas dotadas de pórticos para su
manipulación, con movimientos en 3D poder acoplarlos a la zona de fig ura.
• Soldadura de previas. Al igual que en el caso plano, se elige la opción lóser
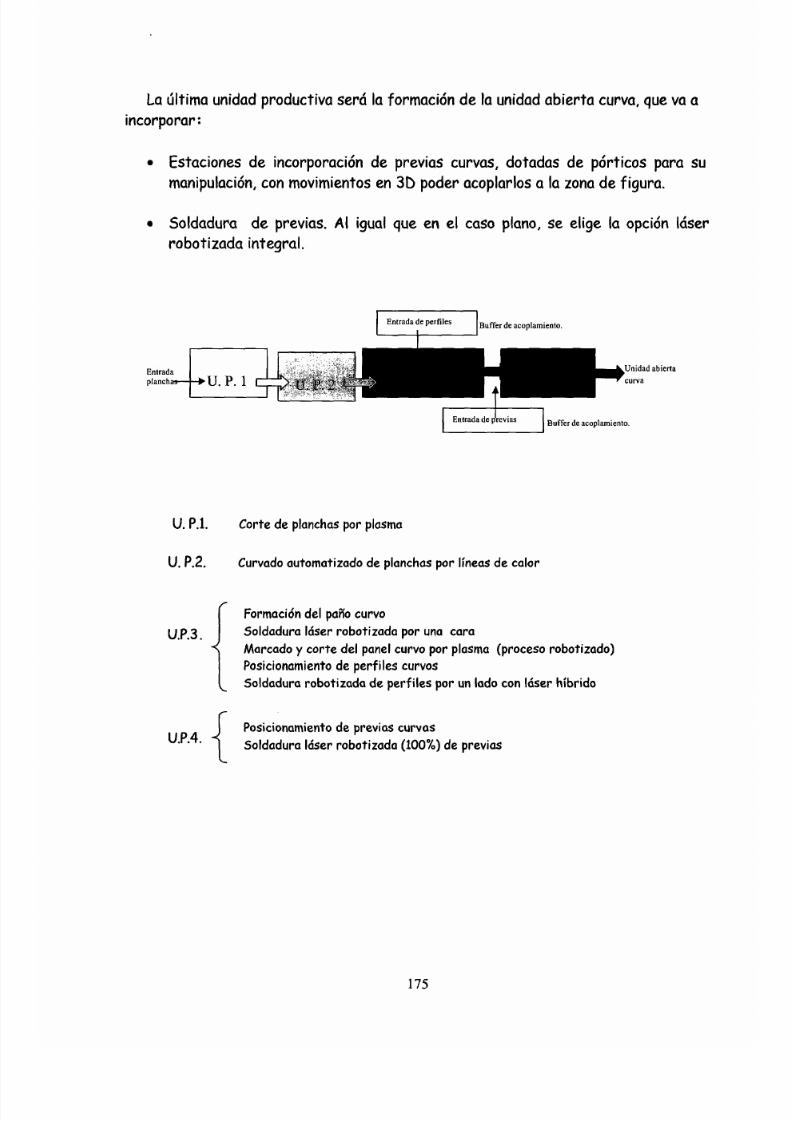
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 181/239
robotizada integral.
Entrada de perfiles g ff ¿^ acoplamiento.
Entrada
planchas
»U.P.l
d^:is tx4
Unidad abierta
curva
Entrada
e
previas
Buffer de acoplamiento.
10 .3 . 3 . UN EA DE MINIPANELES Y CONJUNTOS
Antes de definir estas dos líneas es conveniente recordar el esquema básico del
ta lle r de bloques curvos trad icio na l, que expusimos en el epíg rafe 4.8.-
Dijimos que el esquema típico del taller de bloques curvos estaba constituido por
una línea de unidades abiertas curvas que finalizaba en una zona constituida por

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 182/239
estaciones fi ja s , donde se realizaba la construcción de los bloques curvos.
Recordemos que definimos los bloques curvos como aquellos que incluían parte
curva. No se trata por tanto de bloques constituidos exclusivamente por piezas
curvas, sino de bloques que incorporan estructura plana y curva, be hecho el 707o de
la estructura producida en este taller, tiene forma plana.
Así pues, distinguíamos dos®® tipos básicos de estaciones f i jas. Unas eran las
estaciones en las que, partiendo de unidades abiertas curvas salientes de la línea, se
completaba el bloque curvo. Las otras, a diferencia del caso anterior, comenzaban el
bloque partiendo de cero sobre base plana y po steriorm ente cuando éste llevaba
cierto grado de avance, se incorporaba la unidad abierta curva saliente de la línea.
Vemos que en las estaciones fijas se seguía una distribución orientada al proceso.
En nuestra propuesta, minipanel y conjunto pasarán a realizarse en líneas de
proceso a la salida de las cuales se Incorporarán a uno de los dos tipos de estaciones
fi ja s que hemos comentado.
Los mínipaneles
son
morfológicamente iguales a las unidades
abiertas
planas: panel
simple más previas. Los conjuntos c omp artirían e sta e stru ctu ra, con la particula ridad
de una separación en tre pre\ ias mucho menor (habítualme nte en tre 0.8 y mts).
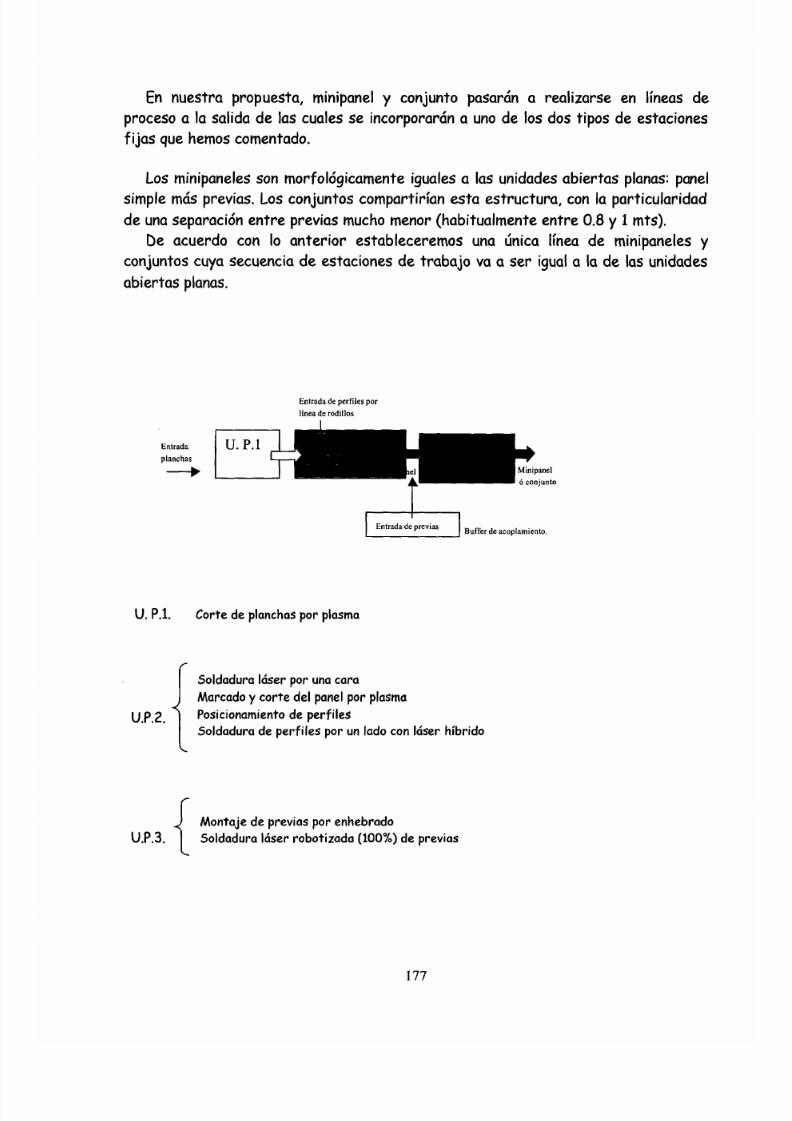
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 183/239
De acuerdo con lo anterior estab leceremos una única línea de minipaneles y
conjuntos cuya secuencia de estaciones de trabajo va
a ser
igual a la de las unidades
ab iertas planas.
Entrada
planchas
U P l
r
Entrada e perfiles por
línea de rodillos
^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ 1 ^ 1 ^ ^ ^ ^ ^ ^ ^ ^
i
i ^^^
^ ^ ^ ^ ^ ^ ^ H M inipanel
^ • ^ • ^ ^ ^ • i ^
0 conjunto
1 0 . 3 . 4 . EST CIONES DE FORAA/VCIÓN DE BLOQUES
Distinguiremos tr es tipos de estaciones fij a s en razón a lo comentado en 10.3.3.-:
Estaciones fi ja s de base curva
Estaciones fijas de base plana
Estaciones fijas de formación de bloque curvos que
no
puedan encuadrarse en
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 184/239
cualquiera de los dos tipos
anteriores.
Entre éstas va
a
estar las
estaciones dedicadas
a
bloques especiales ( codastes, bulbos de proa etc.).
1 0 . 3 . 5 . UNE S DE PERFILES
Estableceremos dos líneas robo tizadas de cor te de pe rfile s, que tend rán salida
directa mediante línea de rodillos a la estación de posicionamiento de perfiles de cada
una de las dos líneas en las que
van a ser
utilizados (la línea de unidades abiertas
planas y la línea de minipaneles y conjuntos). La
secuencia de
operaciones para cada
pe rfil va a incluir el marcado y co rte de longitud,
groeras
escotaduras y despuntes.
En una de las dos líneas
anteriores
exist i rá,
a continuación de \a
estación de co rte ,
una estación de curvado gobernada por co ntrol numérico, para aquellos pe rfil es que
La opción de Chantiers de L ' Atlan tique :
Manejo de materiales: mediante línea de rodillos
Preparación de las almas: máquina de cor te por láser de 6.00 0 W at.
Marcado y corte de dos almas simultáneamente, situándose éstas en posición
simétrica con respecto al borde inferior^^ Se dejan puentes entre los bordes
infe rior es de las almas a fi n de minimizar la deformac ión de é stas cuando se les
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 185/239
suelden las alas. Se ha elegido láser frente a plasma seco o agua por su
limpieza. Las planchas se sirven chorrea das sin calamina n i óxidos.
• Preparación de las platabandas: Máquina de sierra CN f^.
• Línea de soldadura por arco sumergido de las platabandas al alma.
• Alimentación de 2 almas unidas (desde láse r) y 2 platabandas a cada lado. La
operación consiste en la soldadura de almas a platabandas por cara superior +
salida volteo + retorn o al p rincipio de esta unión semisoldada + soldadura de la
2 cara por parte superior, igual al proceso anterior. No se aplica ni
precalentamiento ni punteado, solamente rodillos de presión de platabanda al
alma.
• Enderezadora.
• Cabina de pintado .
• Clasificado.
• Soldadu ra por láser híbrido de alma y platabanda por un solo lado^^ y
penetración completa
• estación de curvado gobernada por co ntro l numérico para aquellos refue rzo s
que \ an
a
formar parte de los paneles simples curvos.
A \
igual que sucedía con la
estación de curvado de pe rfiles del
epígrafe
an terio r, esta operación va a esta r
gobernada por control numérico, por desarrollarse en dos dimensiones ( el alma
se mantiene en un mismo plano), por e l proced imiento de contra curva.

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 186/239
Conviene no far \a difere ncia en tre la línea de co rte de pe rfiles y la
correspondiente de refuerzos en T. Mientras que en el primer caso el corte ( en
longitud,
groeras, escotaduras, despuntes, etc.) se efectúa en un perfil
completamente form ado, en el caso del re fue rzo en T el corte^ * es previo a la unión
de alma y platabanda, una vez que los agujeros del alma han sido realizados, como
medida de prevención de deformaciones que ya aconsejaba Luciano Monzón de
Fincantieri y lo
suscriben
tanto Chantiers de L Atlantique como Meyer.
1 0 . 3 . 7 .
LINEAS DE PREVIAS
Propondremos una línea de proceso para la formación de previas convencionales
constituida por:
1 0 . 3 . 8 . - DISTRIBUCIÓN EN PI HT Y FLUJOS DE AAATERI/\LES ENTRE LOS
DISTINTOS CENTROS PRODUCTIVOS
PREMONTAJE
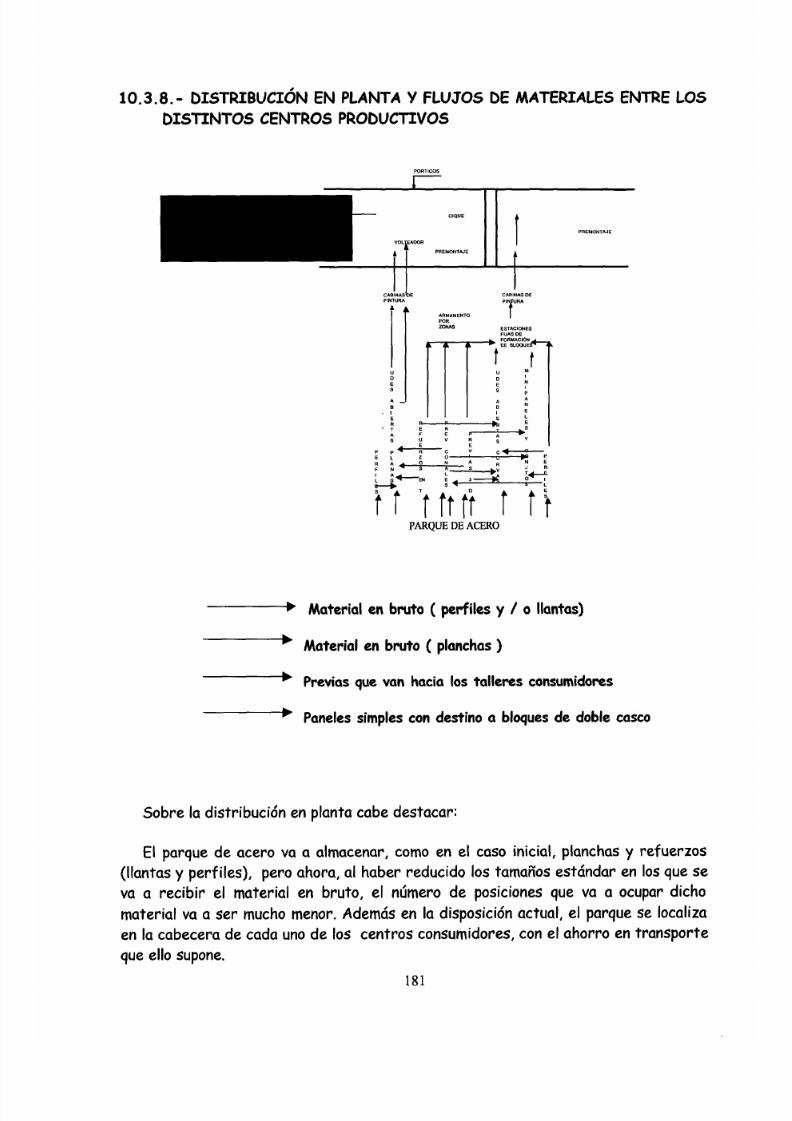
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 187/239
PREMONTAJE
ARMAMENTO
POR
ZONAS
PINJUF
ESTACIONES
FIJAS DE
FORMACIÓN
DE BLOOUi
f
'
^—
u
z
0
s
R
E
V
0
N
L
G
S
R
E
A
S
3
A
s
c
R
- V
• ^
¿ ^
El corte y conformado de planchas y perfiles, son ahora unidades productivas de
servicio. El corte y curvado de planchas han pasado a
ser
operaciones integradas en
las propias líneas de proceso y localizadas inmediatamente antes de la unidad
productiva a la que sirven. Los per file s y llantas van a elaborarse en líneas de proceso
dotadas de
estaciones
de transferencia con líneas de rodillos y con salida directa
a
as
unidades productivas consumidoras.
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 188/239
Los refuerzos en T rectos
van a
ir a la línea de proceso de las unidades abiertas
planas y a la de minipaneles, ya que se localizan fundam entalmente en cubie rtas y
costados. Los refuerzos en T que vayan curvados van a tener como destino las
unidades abiertas curvas. El resto de previas, convencionales y
3b
van
a tener
como
destino la línea de proceso de unidades ab ier tas planas como es el caso de las
ubicadas en la par te plana del doble fond o), la línea de unidades ab ierta s curvas por
ejemplo, las previas que refuerzan el doble fondo en la zona de pantoque), o la línea de
minipaneles y conjuntos reforz ad o del fondo de
cámara
de máquinas)
En la disposición propuesta los bloques no tendrán que desviarse de su trayectoria
para
ser
pintados.
Con respecto a los flujos de materiales entre los distintos centros productivos,
La necesidad de prevenir deformaciones, clave cuando se trata de espesores
pequeños, conduce a la construcción de dispositivos especiales, dotadas con guías y
elementos de sujeción adecuados, para la cogida de bloques sin tener que recurrir a \a
utilización de riostras y minimizando el empleo de
cánc mos
de maniobra. Esto es
especialmente importante cuando se trata de voltear bloques ligeros propios de los
buques de pasaje. La zona que hemos denominado volte ador en el esquema, es un
dispositivo similar al que aparece en la inferior de las dos instantáneas de la zona de
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 189/239
premontaje de Chantíers de L/\tlantique, y que cumple los requisitos para volteo de
bloques que
c b mos
de comentar. El volteo de las unidades abiertas planas que
v n
a
cerrar bloques de doble fondo también se va a realizar con este dispositivo, siempre
que el peso no exceda del máximo permitido por el volteador. Normalmente los
bloques de doble fondo son menos livianos, más rígidos y más pesados que los de la
zona de acomodación, por lo que a veces va a ser ne cesario su volteo directamente con
las bragas del p órtico.
La configuración presentada se ajusta a los nuevos criierios de gestión que
planteamos en su m omento, ya que:
• Se reducen drásticam ente los trans por tes de material, tanto del ma terial en
bru to como de los produc tos semielaborados.
• También es evidente que la manipulación de ma teria l se reduce a \a mínima
1 1 . CONTRiASTE ENTRE LA P U N T A PROPUESTA Y LA IN IC IA L
Dedicaremos es te epígrafe a resumir las cara cterística s más represe ntativas de la
planta fin al en con traste con la inicial:
Ya hemos comentado en el epígrafe 10.3.8.-, el contraste entre una distribución en
planta como la allí mostrada, en términos de reducción en transportes, menor
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 190/239
manipulación de material y disminución de stocks, y otra concebida con planteamientos
como los expuestos en el epígrafe 4.2.-.
La adecuación de la nueva planta a los nuevos espesores de plancha propios de los
buques de cruceros, va a
ser
uno de sus mayores distintivos respecto de la planta
inicial. Como ejemplo de esto podemos recordar operaciones de la nueva planta propias
de chapa fina, que han reemplazado a otras caracterísíicas del astillero tradicional
tales como:
• La soldadura de topes de plancha por una sola cara. Esta única operación ha
sustituido a las tr e s tradicionales de: soldadura por la primera cara-volteo-
soldadura por la segunda cara
• La soldadu ra en ángulo de p er file s a la plancha base por un solo lado , ha
sustituido a \a tradicion al por ambos lados del p e rfi l
Los procesos automatizados y robotizados wan a contr ibuir a la mejora de la
precisión dimensional de los procesos. Esto, junto con una combinación adecuada de
técnicas para control de deformaciones y control dimensional, puede conseguir
importantes reducciones en el trabajo de corregido de la planta propuesta con
respecto a la inicia\.
La planta
f inal ,
va a estar dotada con estaciones específicas para mcorporación de
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 191/239
armamento, en línea con la filosofía de armamento por zonas y en contraposición al
armamento adelantado de la planta \r\icia\.
Otro de los contrastes claros entre ambas plantas va a estar en la plantilla
adecuada a cada una de ellas. La planta propuesta se va a caracierizar por una
disminución de aquellas actividades que requie ran la pericia del operario. Recordemos,
por ejem plo, que la aplicación manual de líneas de calo r, como ocur re en la situac ión
inicial, es un of icio artesanal que requ iere años de entrenam iento para conseguir la
habilidad necesaria. Con el sistema autom atizado que proponemos, la p ericia d el
operario se transfiere a oficina técnica, como vimos en 3.5.4.2.-. También en la planta
que proponemos hay un cambio cua litativo en la función que el ope rario va a
desempeñar en cada de las operaciones, ya que, en muchas de e llas, su participación va
a
ser
más de controlador por ejemplo de parám etros de soldadura, en un proceso
automatizado ó robotizado) que de ejecutor, como era el caso de la planta inicial. Lo
1 2 . CONCLUSIONES
Con esta tesis se ha pretendido integrar en un documento la evolución que ha
experimentado la construcción naval desde que en los arios 70 aparecieran disciplinas,
hoy clásicas como la tecnología de g rupos, que
marcaron
un antes y un después en esta
industria, hasta la realidad industrial de nuestros días con la irrupción de nuevas
filosofías que están cobrando cada vez más fuerza en la manera de dirigir las
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 192/239
empresas en el siglo x x l basadas en la eliminación del d es pilfa rro y en la flex ibilida d
de los procesos
partir de un astillero concebido con una
manera
de gestionar donde las
economías de escala y la producción en masa marcaban la pauta y en una época en la
que la capacidad de los buques existentes era \a que gobernaba el mercado, se pasa a
una
situación en la que el volumen de negocio en cada sec tor de mercado, va a ser el
que determine las necesidades de barcos. Este contexto va a suponer un cambio
radical en los enfoques actuales de gestión de los astilleros.
Los planteamientos actuales, tanto en el funcionamiento como en la gestión de las
empresas difieren poco de unas
a
otras. De hecho, hay un objetivo común a todas
ellas: la competitivídad de la empresa en un mercado cada vez más exigente. Lo
• Aunque Japón y Corea están intentando e ntr ar en el mercado de cruceros, esta
categoría todavía aparece dominada por los astilleros europeos. Al igual que el
turismo de cruceros está en manos de unos pocos operadores, el mercado de la
construcción de cruceros, especialmente en lo que se refiere a
cruceros
grandes como los post-panamax , está copado por unos pocos as tille ros :
Chanfiers d'Atlantique, Fincantieri, Kvaerner Masa Yards, y Meyer Werft. El

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 193/239
segmento de cruceros de tamaño medio y / o especializados está copado por los
siguientes astilleros: Aker-Kvaerner, BIohm+Voss, Fosen, HDW, Lloyd Werft,
Mariot t i /Visent in i
• La pene tración en el mercado va
a
tener que producirse con casi toda
probabilidad a través del segundo segmento de cruceros de tamaño medio. Por
o tr a parte , el as tillero deberá implicarse cada vez más en des cubrir / crea r
nuevos nichos de mercado, por medio de apuestas agresivas de la mano de
potenciales nuevos armadores (agencias de viajes, empresas de hostelería etc).
Los buques AÍDA son un buen ejemplo de esto, con Aker-Kvaerner como
constructor y Seetours como armador.
El epígrafe 3.- lo hemos dedicado al estudio del buque de cruceros. Del estudio
• El método simulación por elementos fin it os
aparece como
procedimiento por
excelencia de predicción de deformaciones en la actualidad.
Una vez analizado el buque de cruceros, habrá que articular los medios precisos
para elaborarlo en unos costes, que, por tanto, también
wan
a estar marcados de
antemano. Lo an terio r va a compo rtar un replanteamiento de las form as de p roducir y
de las formas de gestionar. La transformación que deberá experimentar un astillero,
sobre todo si se ha concebido con planteamientos de ge stión de hace
y arias décadas
y

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 194/239
enfocado a un producto hoy en día descartado, pasará por evolucionar hacia una
tecnificación que lo haga fobricar los nuevos productos que demanda el mercado a
unos costes concretos.
Cuando hemos abordado la configuración de la nueva planta, hemos tenido en
cuen ta los postulados que van a primar en la ope rativa de las plantas actuales que
hemos denominado ajustadas), y cuyos objetivos ya recapitulamos en la introducción
inicial.
Hablamos allí de aumentar los niveles de productividad por eliminación de
actividades
sin valor añadido, como por ejemplo demasiada manipulación de material o
transportes excesivos. Precisamente, tanto la distribución en planta como la
disposición de cada una de las líneas de proceso se ha llevado
a cabo
teniendo en
cuenta estos criterios.
otro desperdicio que hemos tenido muy presente, y también mendonamos en el
epígrafe
7.-,
es el desperdicio por procesamiento, eliminando
procesos
inadecuados
para el nuevo producto que nos ocupa, Y es que, la chapa fina va a obligar a
replantearse procesos que eran altamente recomendables en chapa gruesa.
Recordemos, por ejemplo, la soldadura simultánea de perfiles. La mayoría de los
astilleros tradicionales que han trabajado con chapa gruesa, han soldado ambos lados
simultáneamente usando equipos mecanizados. Este planteamiento, altamente
productivo en el caso de un VLCC o un porta contenedores, va a concentrar una gran
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 195/239
cantidad de calor en una zona muy localizada, con los consiguientes efectos en chapa
fin a que ya hemos comentado.
Otra conclusión, ya comentada en el epígrafe anterior, es que las plantas se
diseñan hoy día para tener que depender lo menos posible de gremios especializados.
La pericia del ope rario y su capacidad para decid ir cuándo un traba jo ha logrado la
calidad necesaria, se
van a
traslad ar ahora a oficina técnica.
La construcción modular, el espaciado entre elementos transversales primarios
determinado por el ancho de cabina, la
concen1írac \ón
de servicios en los pasillos, o el
curvado de refuerzos evitando su reviro, son ejemplos concluyentes de que el diseño
hoy en día es tá orientado a la producción.
13 .
BIBUOeR/^FIA
I . AWES,
NEWBUILDING KEQUIREMENT5
FOR CKUI5E3HIF3 UP TO 2.015.
2. BOYER, MICMAEL ; 50VILLA, LISA ; 2003, HOW TO IDENTIFY AND KEMOVE
THE BARKIER
FOK A 5UCCE5FUL
LEAN IMPLEMENTATION
( JOURNAL OF SHIP
PRODUCTION, VOL. I 9 , N^ 2 , MAY. 2 0 0 3 )
3. BRUCE, GEORGE J. ; YULIADI, M. Z. ; SHAH AB, A. ; 2 0 0 1 , T0WAKD5 A
FRACTICAL MEAN5 OF
FKEDICTING
W ELD DI5TOKTION ( JOURNAL OF ShlP
PRODUCTION, VO L I 7 , N^ 2 , MAY. 2 0 0 I)
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 196/239
4 . CHIRILLO, L. D. ; 1969, THE CHALLENGE TO PRODUCTION AND DE5IGN
ENGINEER3 ( JOURNAL OF SHIP PRODUCTION, VOL. 5 , N^ 2 , MAY. I 9 6 9 )
5 . CHIRILLO, L. D. ; 1 9 9 0 , PRODUCTMTY: HOW TO ORGANIZE THE
MANAGEMENT
AND HOW TO MANAGE
THE ORGANIZATION
(
JOURNAL OF StlIP PRODUCTION, VOL. S, N^ 2 , MAY. I 9 9 0 )
6. CHIRILLO, L. D. ; I 9 9 1, / \ NOTE ON
TOTAL QUALITY
MANAGEMENT: BUILDING
QUALITY O R BUREAUCRACIE5 ( JOURNAL OF SHIP PRODUCTION, VOL. 7, N^
2 ,
MAY. I 9 9 I)
7. CHIRILLO, L D. ; 1991,
FLEXIBLE
5TANDAR3: AN
E5 ENTIAL
INNOVATION IN
5HIPYARD5 ( JOURNAL OF SHIP PRODUCTION, VOL. 7 , N^ I, FEB. I 9 9 I)
6 . CHIRILLO, L. D. ; 1 9 9 2 , TQM ? INCONCEIVABLE IN M03T 5HIPYARD5
( JOURNAL OF SHIP PRODUCTION, VOL. 6 , N^ 4 , NOV. I 9 9 2 )
9 . CRUI5EINDU3TRYNEWS, AmUM 2003, NUEVA YORK
10 . CUATRECASA5, L.: 2 .0 0 0 DI5EÑO DE PROCESOS DE PRODUCCIÓN
FLEXIBLE
PA55ENGER 5HIF { JOURNAL OF 5HIP PRODUCTION, VOL. 7, N^ 2, MAY.
1 9 9 1 ,
PP . 126 -135 )
2 2 . HILLIER, F. Y LIEDERMAN, G .: I . 9 7 7 , INTRODUCCIÓN A LA INVESTIGACIÓN
DE
OPERACIONES.
2 3 . HUANG, T.D .; DONG, PING5HA; DECAN, U\UREN E A.; HARWING DENNIS
D . : 2 0 0 3 , RESIDUAL STRESSE S AND DISTORTION5 IN LIGHTWEIGHT ShlP
PANEL STRUCTURES TEChNOLOGY REVIEW JOURNAL . 5PRING/5UMMER
2 0 0 3 ) .
2 4 . INFOMARINE:
AÑOS 2 00
I
- 2 0 0 4

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 197/239
2 5 . INFORMES COREDES COMITÉ DE INVESTIGACIÓN Y DESARROLLO DE CESA
; COMITÉ EUROPEO DE LAS ASOCIACIONES NACIONALES DE
CONSTRUCTORES NAVALES).
2 G .
INGENIERÍA NAVAL A Ñ OS 2 . 0 0 0 - 2 . 0 0 3 , Y ENERO 2 0 0 4 .
2 7 . INTERNATIONAL MARITIME ORGANIZATION: 2 . 0 0 1 , INTERNATIONAL
CONVENTION FOR THE SAFETYATSEA S.O.L.A.5.) .
2 6 . IShIYAMA, MORINODU ; TANGO, YOSHIHIKO: 2 0 0 0 , ADVANCED LINE
HEATING PROCESS FOR FIULL-STEEL ASSEMBL^t JOURNAL OF SHIP
PRODUCTION, VOL. I S, N^ 2 , MAY. 2 0 0 0 , PP. 1 2 1 - 1 3 2 )
29. JANG, CFIANG-DOO; KIM, HO-KYUNG; HA, YUN-SOK ; 2 0 0 2 , PREDICTION
OF PÍATE DENDING BY HIGH FREQUENCY INDUCTION HEATING JOURNAL OF
SHIP PRODUCTION, VOL. 6 , N^ 4 , NOV. 20 0 2 )
3 0 . JEFFREY K. LIKER; LAM B, THOM AS ; 2 0 0 2 , WHAT 15 LEAN SHIP
CONSTRUCTION AND REPAIR? { JOURNAL OF SMIP PRODUCTION, VOL. I 6, N^
3, AUG. 2002)
3S>. LAMB, TH0MA5 ; HELLE50Y, AA5MUND; 2002, A StlIPBUILDING
FR.ODUCTIVITYFREDICTOR
( JOURNAL Of SHIP PRODUCTION, VOL. I , N^ 2,
MAY. 2002)
3 9 . LEVANDER, KAI ( KVAERNER MA5A-YAR D5 ):
2 . 0 0 1 ,
NEW CHALLENGE IN
CRUI5E 5HIP DE5IGN. OFTIMAZING THE FANAMAX 5IZE 5HIF, 3EATRADE
CKUI5E 3HIPFING
CONVENTION.
4 0 .
MA NZON , L., FINCANTIERI - ITALY , DISPO SICIÓN DE [A PLANTA,
INGENIERÍA
Y MANTENIMIENTO, { SHIP PRODUCTION AND ShlP PROCUREMENT
W EM T 93 MADRID)
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 198/239
4 1 . MARC MANZINI PH. D. : 2 . 0 0 1 , CRUCEROS, GUÍA SOBRE LA INDUSTRIA
DE
LOS
CRUCEROS.
4 2 . MARTÍNEZ DE CAST RO, F.:
1 . 9 9 1 ,
ESTRATEGIA CONSTRUCTIVA.
DOCUM ENTACIÓN BÁSICA, (XXXI SESIONES TÉCNICAS DE INGENIERÍA NAVAL.
PUERTO DE SANTA MARÍA ).
4 3 .
MARTÍNEZ, V.: 2.002, INNOVACIONES TECNOLÓGICAS EN LA
FABRICACIÓN DE
ESTRUCTURAS
MARINAS, ( XLI SESIONES TÉCNICAS DE
INGENIERÍA NAVAL).
4 4 . MASUD UCHI, KOICMI ; JONES, JERRY E. ; 2 0 0 0 , lASER FORMING FOR
FLEXIBLE FABRICATON
( JOURNAL O F SHIP PRODUCTION, V OL. I G N^ 2, MAY.
2 0 0 0 , PP . 37-1 03 ).
4 5 . MIGUELEZ, F.: 2 . 0 0 2 , REMODELACIÓN DE FACTORÍAS NAVALES FARA
ADECUARLAS A LOS NUEVOS CRITERIOS TECNOLÓGICOS Y DE
ORGANIZACIÓN
INDUSTRIAL, ( XLI SESIONES TÉCNICAS DE INGENIERÍA NAVAL.
GIJÓN).
5 5 .
PANIAGUA MAZORRA, ARTURO: 2 .0 0 1 , 5UQUE5 DE CRUCERO DEL AÑO
2.000.
5 G . FEDER5EN, EINAR ; HATLING, JOHN FREDRIK; 1 9 9 7 , COMPUTER
INTEGRATED 3HIF
PRODUCTION
JOURNAL OF 5HIP FRODUCTION, VOL. I 3,
Ne 3 , AUG. I 9 9 7 , FP. 2 I 5 -2 23 )
5 7 .
FEISLEY, A. : 2 . 0 0 3 ,
GLOBAL CHANCES IN THE CRUI5E INDU3TRY 2003-
2010, i FUBU5HED OCTODER 2003 BY 5EATRADE ).
5 6 .
FRICEWATERH0U5E C 00 FE R 5 * BUSINESS RESEARCH í ECONOMIC
ADVI50R5 BREA), CRUI5E INDUSTRY'S ECONOMIC IMFACT ON THE
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 199/239
CARIBBEAN.
59. R 05 5 , JONATHAN M. ; 2 0 0 2 , CONDITION-BA5ED MAINTENANCE - A TOOL
FOR IMFROVING FRODUCTMTY IN 5HIFYARD5 JOURNAL OF 5HIF
PRODUCTION, VOL. I
5,
N^ 3 , AUG. 20 0 2)
eO . 5EATRADE CRUI5E REVIEW: AÑ OS 2 . 0 0 1 - 2 . 0 0 3 ) .
e I . SEUNG II SEO ; YOON HO YANG ; CHANG DOO JANG ; 2 0 0 1 ,
DEVELOFMENT OF A NEW FINITE-ELEMENT METHO D TO ANALYZE
DEFORMATION OF FLATE DUE TO UNE HEATING JOURNAL OF SHIP
FRODUCTION, VOL. I 7 , N^ I , FEB. 2 0 0 I)
62. SH IN, JONG GYE; RYU, CHEOL HO ; LEE, JANG HYUN; KIM , WOU DON;
2 0 0 3 ,
U5ER-FRIENDLY, ADVANCED UNE HEATING AUTOM ATION FOR
ACCURATE FLATE FORMING JOURNAL OF 5H IP PRODUCTION, VOL. I 9 , N^
I , FEB. 2003)
G 3. IGNIFICANT 5HIF5 OF 2.003
2.002
2.001.

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 200/239
Astillero DIR. PROD UCCIÓN
de PUERTO REAL S.R.L
M étodos y Procesos

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 201/239
DEFINICIÓN DE LOS PROCESOS Y
PREPARACIONES PARA LA SOLDADURA DEL
stillero
de PUERTO REAL S R L
Dm. PRODUCCIÓN
Métodos y Procesos
I .E.S. - C / 80-81
Hoja ...1...de.. .11...
D E F I N I C I Ó N D E L O S P R O C E S O S Y P R E P A R A C I O N E S P A R A L A
S O L D A D U R A D E L B U Q U E T I P O R O - R O P A S S E N G E R V E S S E L
C / 8 0 y 81
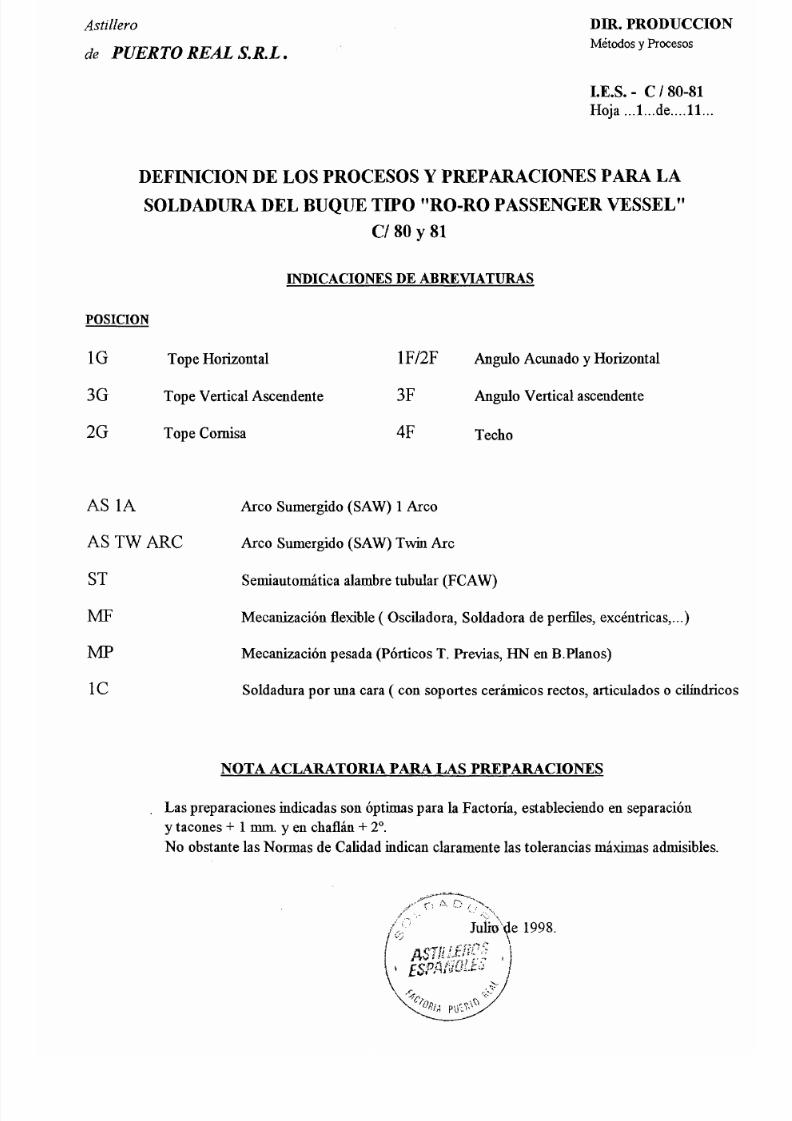
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 202/239
PJPICACION ES DE ABREVIATURAS
POSICIÓN
I G Tope Horizontal
3 G Tope Vertical Ascendente
2 G Tope Comisa
1F /2 F Ángulo Acunado y Horizontal
3 F Ángulo Vertical ascendente
4F Techo
A S I A
Arco Sumergido SAW) Arco
Astillero
de PUERTO REAL S R L
DIR PRODUCCIÓN
PROCEDIMIENTOS Y PREPARACIONES
DE SOLDADURA EN
C/ 80
y 81
CENTRO DE PRODUCCIÓN
T PREVIAS
LE.S .
- C / 80-81
Hoja...2 de
II
Fecha..22../...07..../...98.
UNION DESIGNACIÓN POSC. PROCEDIMIENTO
PREPARACIÓN W.P.S.
Topes de formación de P revias, Mros,
Bmas. y Vgas, Vagras, etc....
IG ASIA
. - « . - ^
7 5 S A I 1 3
Ángulos Long., Transv. de previas
2F
ST/MP
1_L
75LI3
/3^
Ángulos cortos de Llantas y Refuerzos,
entre s í, a Previas, Cartabones, etc....
2F
ST.
Igual a 75M26.1
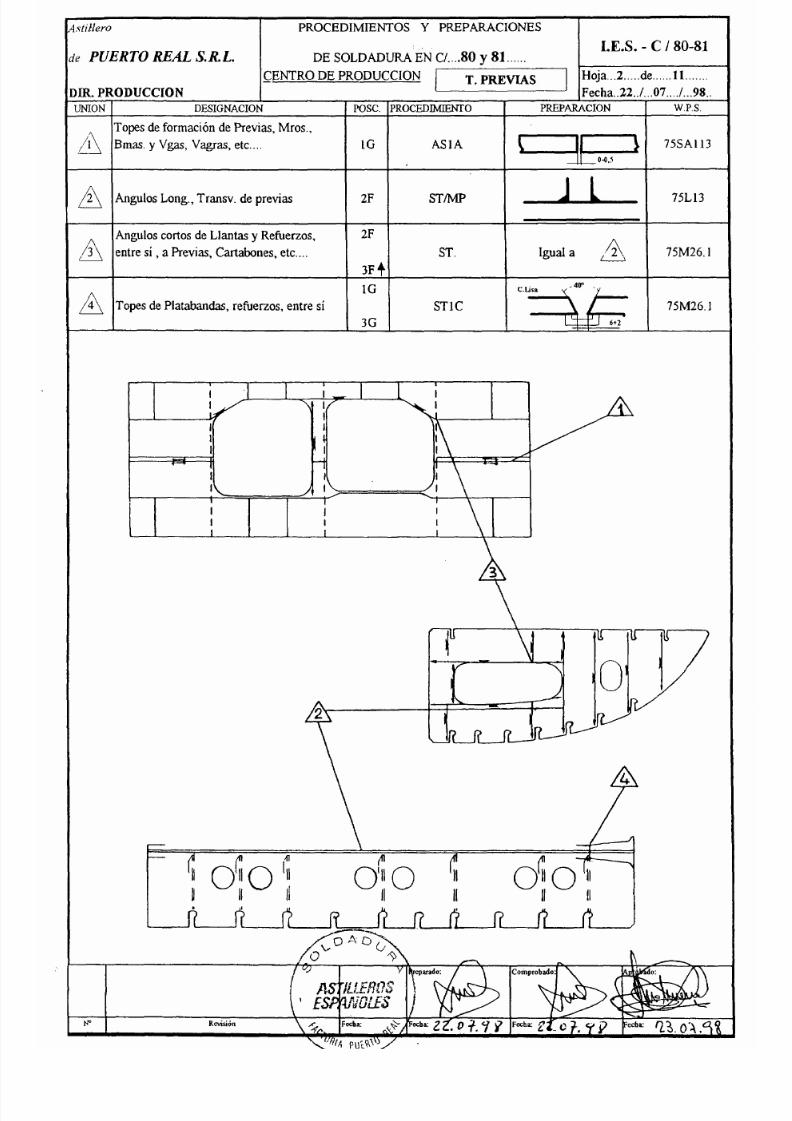
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 203/239
3 F |
Topes de Platabandas, reftjerzos, entre sí
IG
3G
STIC
A
75M26.1
f^ 1
• •
1
^ j
V y
if
1
11
1
1
1
1
1
1
\ " '
A
Astillero
de PUERTO REAL S R L
Dm PRODUCCIÓN
PROCEDIMIENTOS Y PREPARACIONES
DE SOLDADURA EN
C/ 80
y 81
CENTRO DE PRODUCCIÓN
T BLOQUES PLANOS
LE.S .
C / 80 81
Hoja..03..
de 11
Fecha. .22../. . .07... ./. . .98
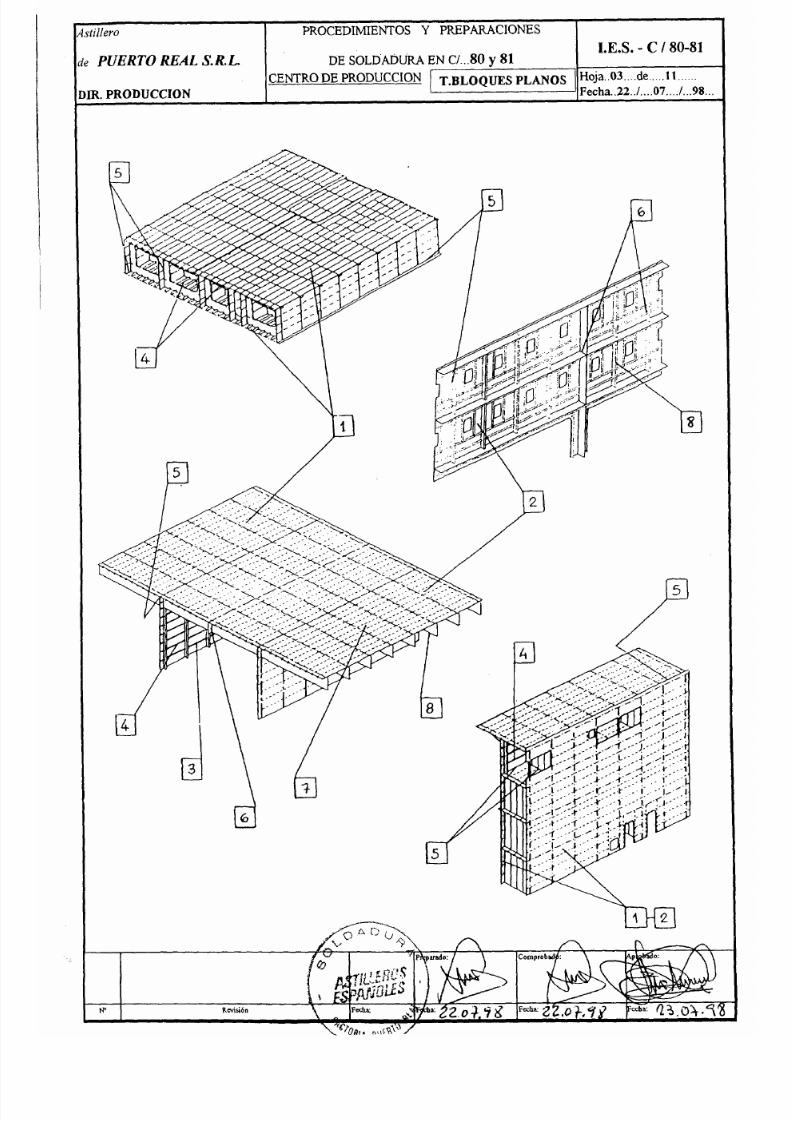
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 204/239
Astillero
de
PUERTO REAL S R L
DIR. PRODUCCIÓN
PROCEDIMIENTOS Y PREPARACIONES
DE SOLDADURA EN C/ 80 y 8 1
CENTRO DE PRODUCCIÓN
T LOQUES
PLANOS
LE.S .
- C / 80-81
Hoja. .04 d e . .11
Fecha..22../...07..../..98..
UNION
DESIGNACIÓN
POSC.
PROCEDIMIENTO PREPARACIÓN
W.P.S.
Topes Long. Fd o., D.Fdo., Mros., Ctas.
e>
3
mm.
IG AS. TW. ARC.
75SA226.2
Topes Long., Forros, Mros. y C ta.
e<13 mm.
IG AS. TW. ARC.
77SA207
77SA212
75SA213
Topes de de bulbos por cabeza para los
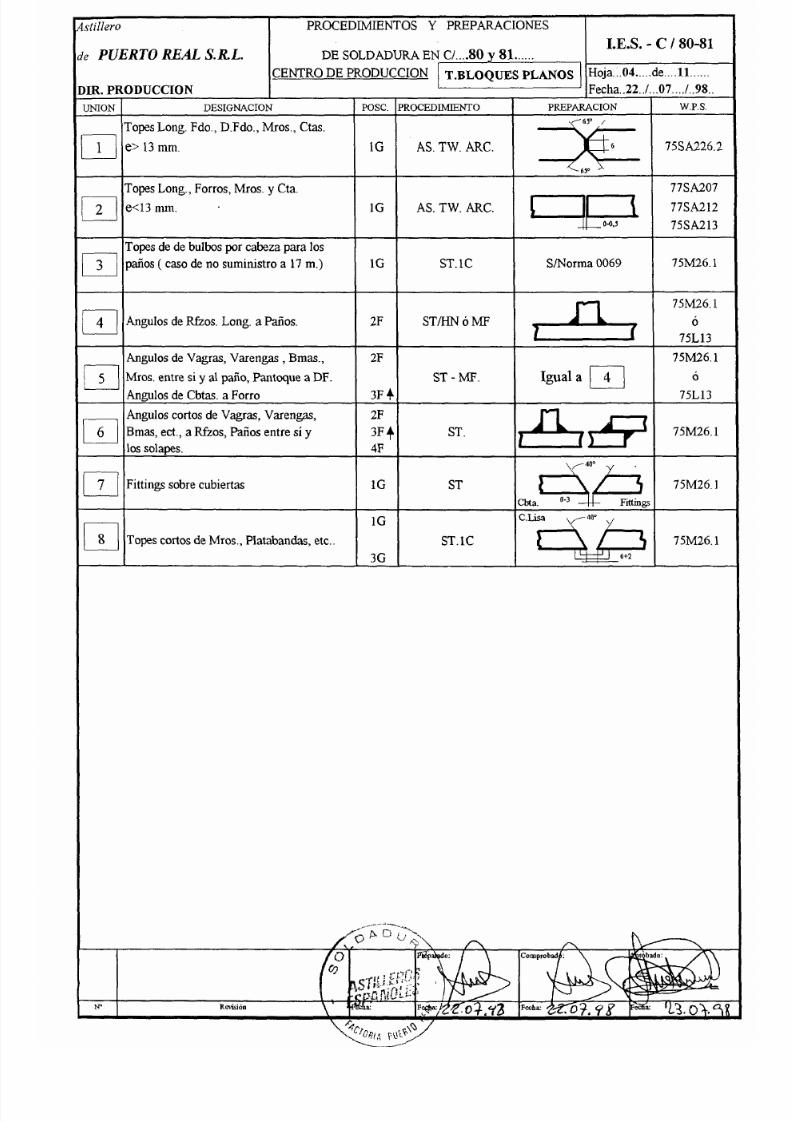
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 205/239
paños (caso de no suministro a 17 m.)
IG
ST.IC S/Norma 0069
75M26.1
Ángulos de Rfzos. Long. a Paños. 2F ST/HNÓMF
n^z
75M26.1
ó
75L13
Ángulos de Vagras, Varengas , Bmas.,
Mros.
entre si y al paño . Pantoque a DF .
Ángulos de Cbtas. a Forro
2F
3T^
S T - M F .
Ig ua l a 4
75M26.1
ó
75L13
Ángulos cortos de Vagras, Varengas,
Bmas, ect., a Rizos, Paños entre sí y
los solapes.
2F
3 F |
4F
ST.
^ c P
75M26.1
Fittings sobre cubiertas
IG ST
ÍX
Cbta. Fittings
75M26.1
Astillero
de
PU RTO
REAL S R L
DIR PRODUCCIÓN
PROCEDIMffiNTOS Y PREPARACIONES
DE SOLDADURA EN CW . . .80 y 81
CENTRO DE PRODUCCIÓN
T LOQUES
CURVOS
I.E.S. - C / 80-81
Hoja .05 .de 11
Fecha..22 / 07.../..98.
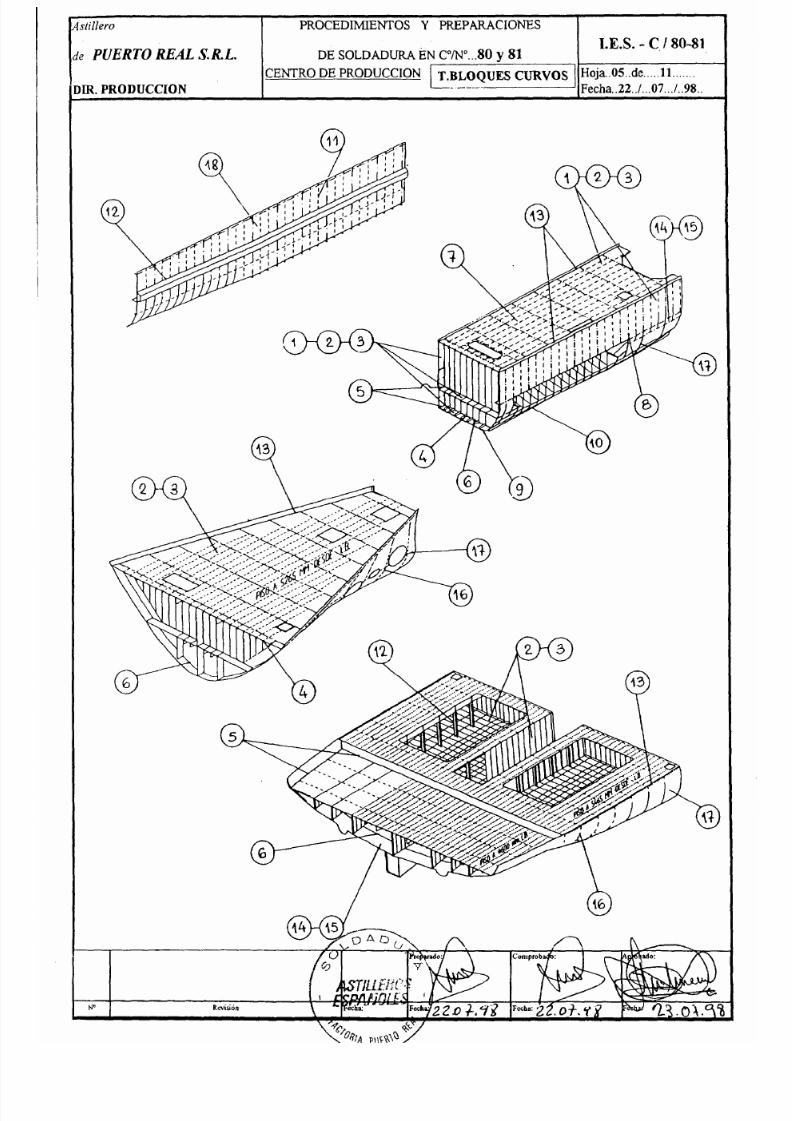
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 206/239
Astillero
de
PU RTO
REAL S.R.L.
DIR PRODUCCIÓN
PROCEDIMIENTOS Y PREPARACIONES
DE SOLDADURA EN
C/. ..80
y 81
CENTRO DE PRODUCCIÓN
T LOQUES CURVOS
I.E.S.
- C / 80-81
H o j a . . 0 6 . . . d e 1 1 . . .
Fecha.
22 / 07
../..98,.
UNION DESIGNACIÓN
pose.
PROCEDIMIENTO PREPARACIÓN
W.P.S.
{1
Topes planos deFdo., D.Fdo, Forros,
Mros,
Cbtas, que puedan ser volteados.
e<13 mm.
IG
AS. TW. ARC.
77SA207
77SA212
75SA213
ídem para espesores de 13 a 19. mm.
IG AS. TW. ARC
75SA218
Cara elementos
_^
' ÍO
0-0,3
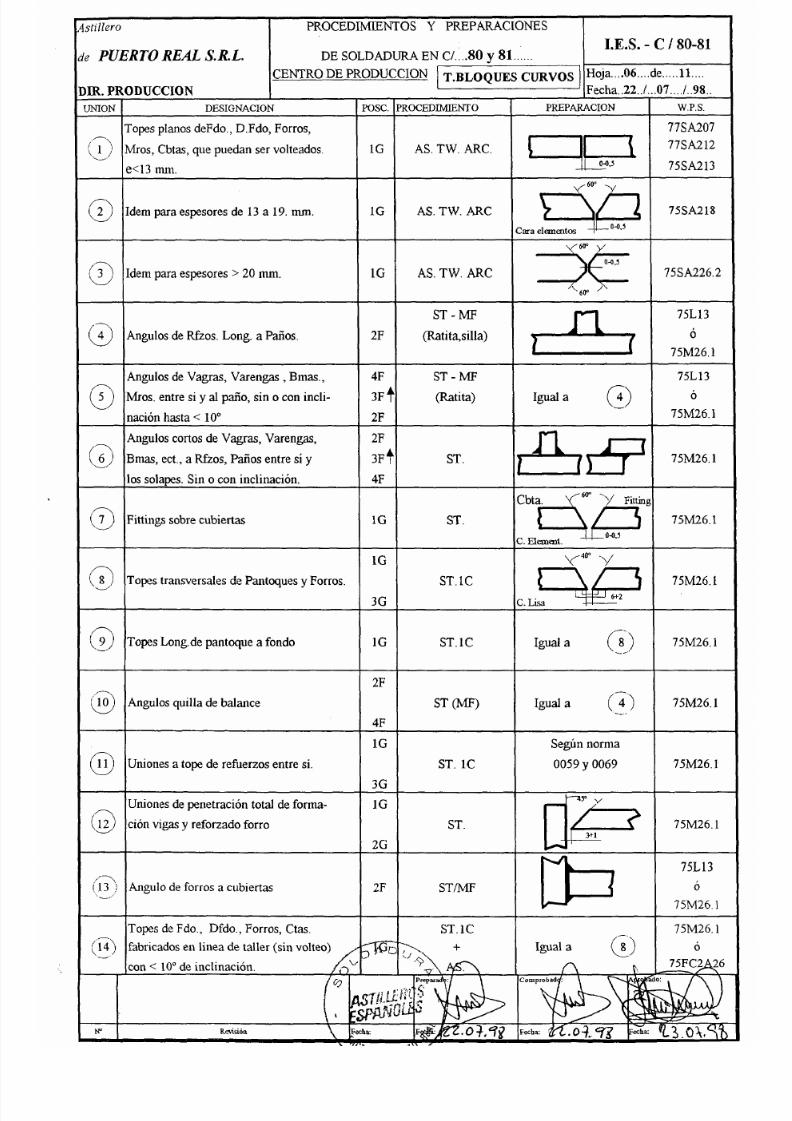
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 207/239
ídem para espesores > 20 mm.
IG
AS. TW. ARC
75SA226.2
Ángulos de Rfzos. Long. a Paños.
2F
S T - M F
(Ratita,silla)
L ^
75L13
ó
75M26.1
Ángulos de Vag ras, Varengas , Bmas.,
Mros.
entre si y al paño, sin o con incli
nación hasta < 10°
4F
3 F t
2F
S T - M F
(Ratita)
Igual a
75LI3
ó
75M26.1
Ángulos cortos de Vagras, Varengas,
Bmas, ect., a Rfzos, Paños entre sí y
los solapes. Sin o con inclinación.
2F
3F
4F
t
ST.
At?
75M26.1
Cbta. X^ ^ y Fitting
Astillero
de PU RTO REAL S R L
DIR PRODUCCIÓN
PROCEDIMIENTOS Y PREPARACIONES
DE SOLDADURA EN
C/ : 80
y 81
CENTRO DE PRODUCCIÓN
T LOQUES
CURVOS
LE.S. - C / 80-81
Hoja...07...de 11
Fecha..22../...07..../...98.
UNION DESIGNACIÓN
POSC.
PROCEDIMIENTO
PREPARACIÓN
W.P.S.
15
Topes de Fdo., Dfdo., Forros, Ctas.
fabricados en linea de taller (sin volteo)
con > 10° de inclinación.
IG
3G
ST.IC/MF
Igual a 75M 26.I
16
Topes cortos de figura en Blq.
elevados (zona Pp . Pr.)
IG
3G
C Lisa
V ^ »
ST.IC/MF 75M26.1
17
Topes de forros o similares
de unión de subq. en posición cornisa
G ST.IC/MF
P AKa V
C. Elemen
75M26.1
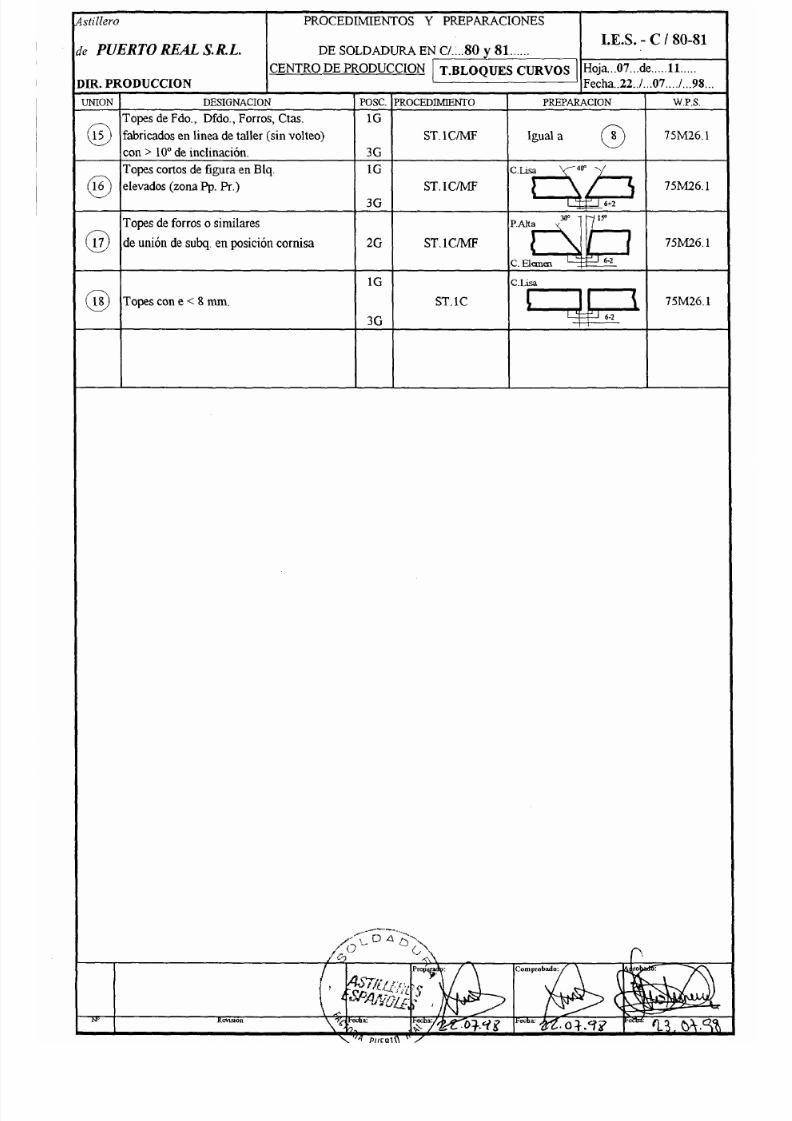
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 208/239
Topes con e < 8 mm .
IG
3G
ST.IC
C Lisa
75M26.1
lAstillero
de PUE RTO REAL S.R.L.
DIR PRODUCCIÓN
PROCEDIMIENTOS Y PREPARACIONES
DE SOLDADURA EN C/ 80 y 8 1
CENTRO DE PRODUCCIÓN
PREMONTAJE
LE.S. - C / 80-81
Hoja 08 de 11
Fecha..22../...07 . /...98
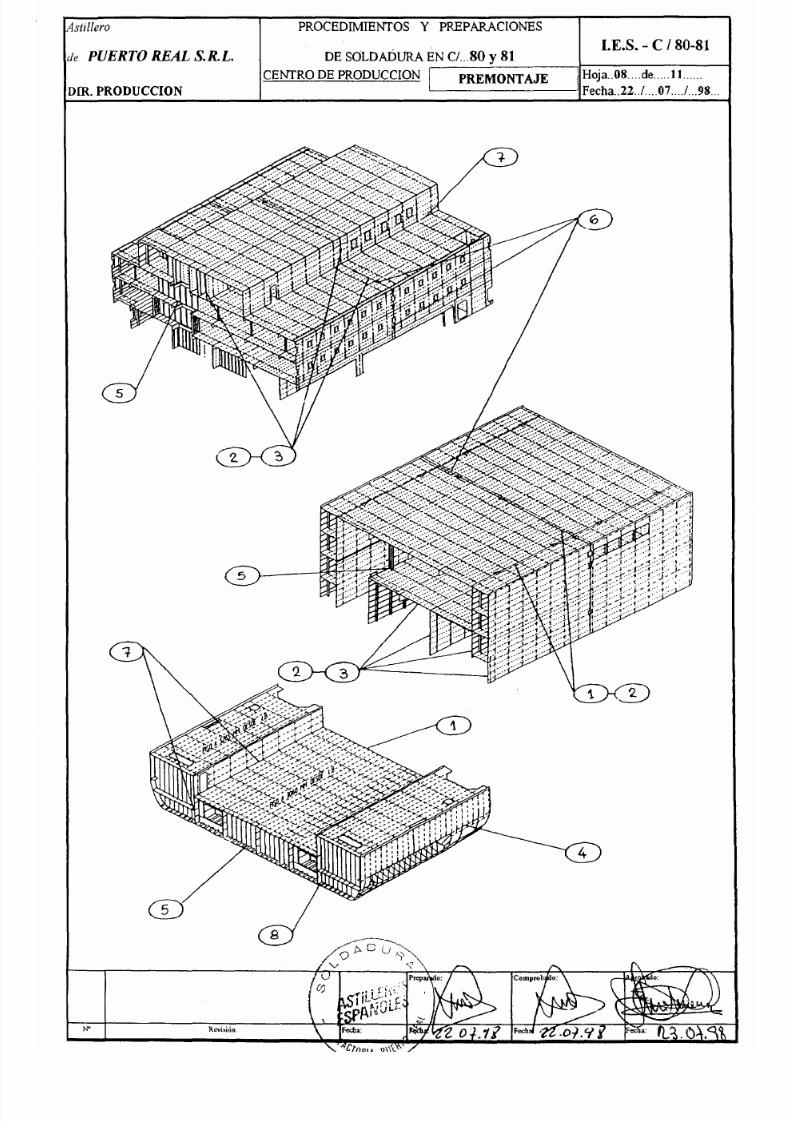
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 209/239
Astillero
de PUERTO REAL S.R.L.
D m . P R O D U C C I Ó N
PROCEDIMIENTOS Y PREPARACIONES
DE SOLDADURA EN
C/NV SO
y 81
CENTRO DE PRODUCCIÓN
P R E M O N T A J E
I.E.S.
- C / 80-81
Hoja .09 . .de 11 . . .
Fecha...22../...07.,./..98,.
XflJION DESIGNACIÓN POSC. PROCEDIMIENTO
PREPARACIÓN
W.P.S.
Topes Long. y Transv . de D.Fondo.y
Cbtas con e > 8 mm
IG
ST.IC/MF
ST.1C + A.S
c u s a
^ ^ ~y
r^PfT^
75M26.1
ó
75FC1A26
Topes Long. y Transv. de Cbtas, Mros y
Forros entre sí con e < 8 mm
IG
3G
C Lisa
ST.IC
75M26.1
( 3
Topes Transv. de Forro, Mros. Longs. y
Transv. entre sí con e > 8 mm.
IG
C Lisa
ST.IC/MF 75M26.1
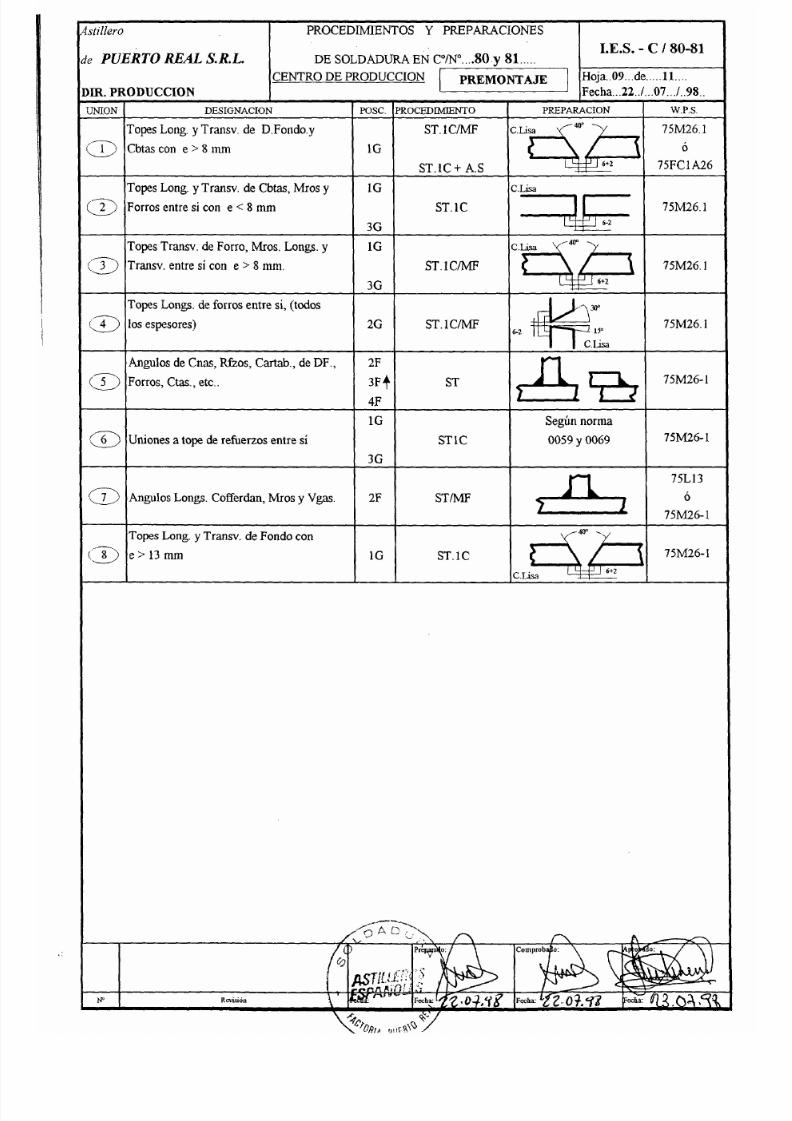
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 210/239
3G
6+2
Topes Longs. de forros entre sí, todos
los espesores)
2G
ST.IC/MF
- ^ 3 o °
I C.Ii
75M26.1
Ángulos de Cnas, Rizos, C artab., de DF.,
Forros, C tas., etc..
2F
3 F f
4F
ST
ü
?
75M26-1
C ^ J ) Uniones a tope de refuerzos entre sí
IG
3G
STIC
Según norma
0059 y 0069
75M26-I
Ángulos Longs. Coflerdan, Mros y Vgas.
2F ST/MF
HL
75L13
ó
Astillero
de PU RTO REAL S R L
DER PRODUCCIÓN
PROCEDIMIENTOS Y PREPARACIONES
D E SO LD AD UR A E N C W . S O y 8 1
CENTRO DE PRODUCCIÓN
DIQUE
LE.S. C / 80 81
H o j a .1 0 d e 11
Fecha..22../...07.../..98.
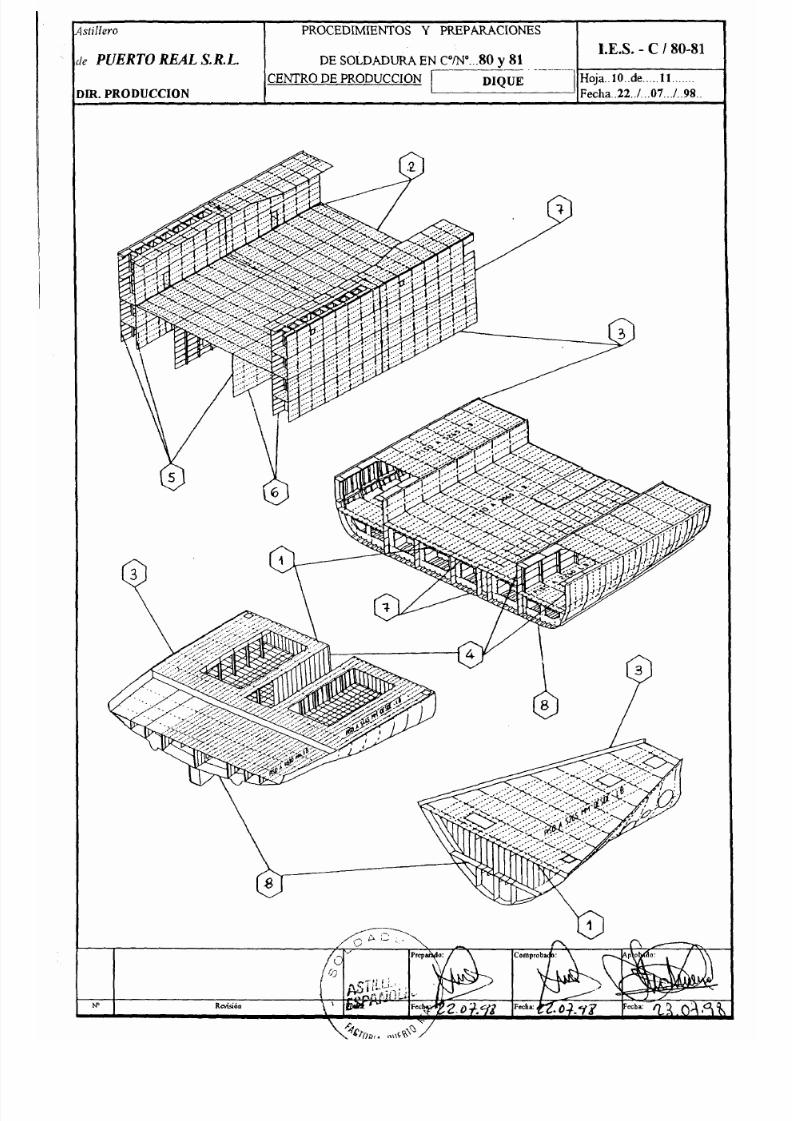
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 211/239
Astillero
de PUERTO REAL S KL
Dm
PRODUCCIÓN
PROCEDIMIENTOS Y PREPARACIONES
DE SOLDADURA EN C/ 80 y 8 1 . .
CENTRO DE PRODUCCIÓN
DIQUE
I.E.S. - C / 80-81
Hoja. 1 1 .de .11
Fecha.22../..07.../...98.
UNION
DESIGNACIÓN
POSC. PROCEDIMIENTO PREPARACIÓN
W.RS.
3)
Topes Long., y Transv. de DF., Cb tas.
con e > 8 mm .
IG
ST.IC/MF
ST.IC+AS
Clisa
75M26.1
ó
75FC1A26
Topes Long., y Transv. de DF ., Cbtas.
con e < 8 mm .
C.Lisa
I G S T I C
4i
75M26-1
Topes longitudinales de forros,
75M26-1
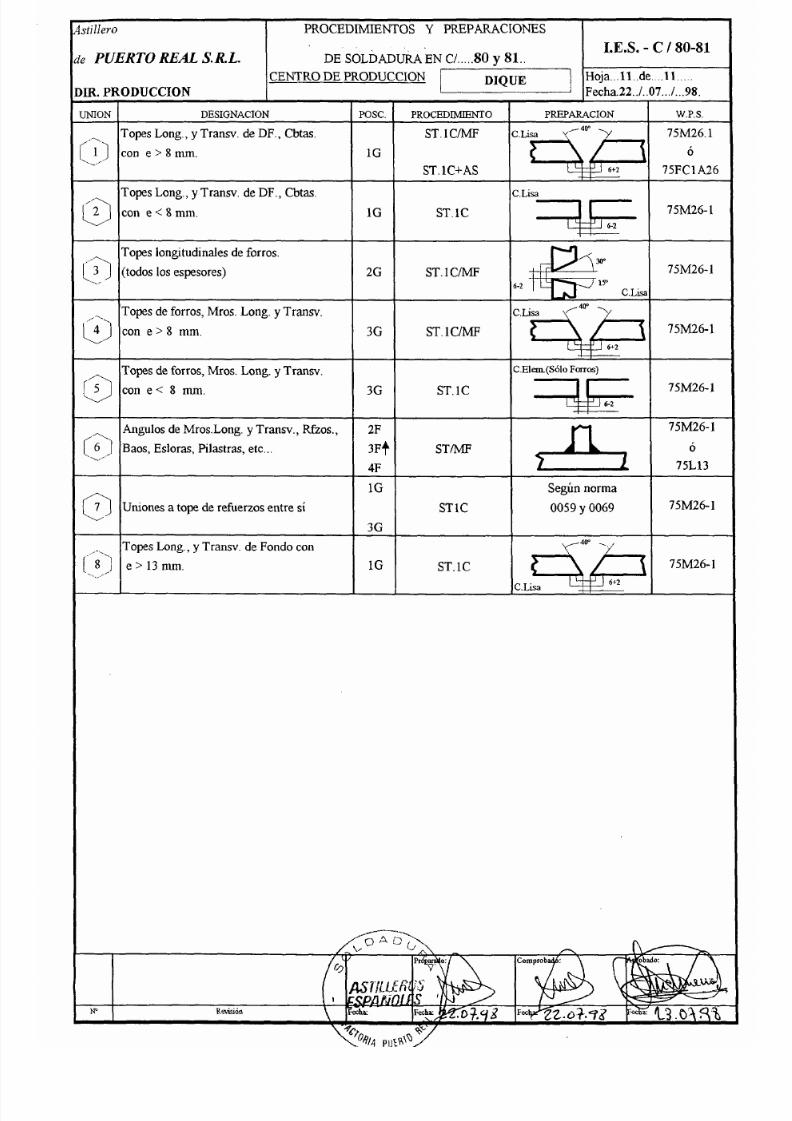
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 212/239
c
todos los espesores)
2G
ST.IC/MF
C.Lisa
Topes de forros, M ros. Long. y Transv.
con e > 8 mm.
30 ST.IC/MF
C.Lisa
\ y
75M26-1
Topes de forros, Mros. Long . y Tran sv.
con e < 8 mm.
C.Elem. Sólo Forros)
3G
ST.IC
][
_ 5
75M26-1
^}
Ángulos de Mros.Long. y Transv., Rfzos.
Baos, Esloras, Pilastras, etc ..
2F
3 F t
4F
ST/MF
^
75M26-1
ó
75L13
Uniones a tope de refuerzos entre sí
IG
STIC
Según norma
59 y 69
75M26-1
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 213/239
^ Z ^
WERTO REAL
CRUCERO DEL MEDITERRÁNEO
- Pedidos y Esquema de trabajo de Equipos Principales -
Revisión 04 de 2 0/10/2003
H
D
Mater ial Acero
P lanta e s tab i l izado r
Puertas estancas
Hélices de proa
Anclas y cadenas
Equipo de ama n^ de cubier ta
Protección catódica - Ánodos.
Protección catódica - Corr iente impresa
Cocina y of ic ios
Lavandería
Ascensores
Aire Acondicionado
Sistema t ratamiento basura ( incluye incinerador)
INov.
1 2 3 4
Dec.
1 2 3 4
M
1 2 3 4
^ ^ • ^
^^^^
Feb.
1 2 3 4
1
March
1 2 3 4
Apri l
1 2 3 4
,
Mav
1 2 3 4
June
1 2 3 4
July
1 2 3 4
•
V
A u q .
1 2 3 4
1 Peddo
S e p t .
1 2 3 4
Oct.
1 2 3 4
Nov.
1 2 3 4
>
1 Info. de Sumini lradores
|
J
Uec.
1 2 3 4
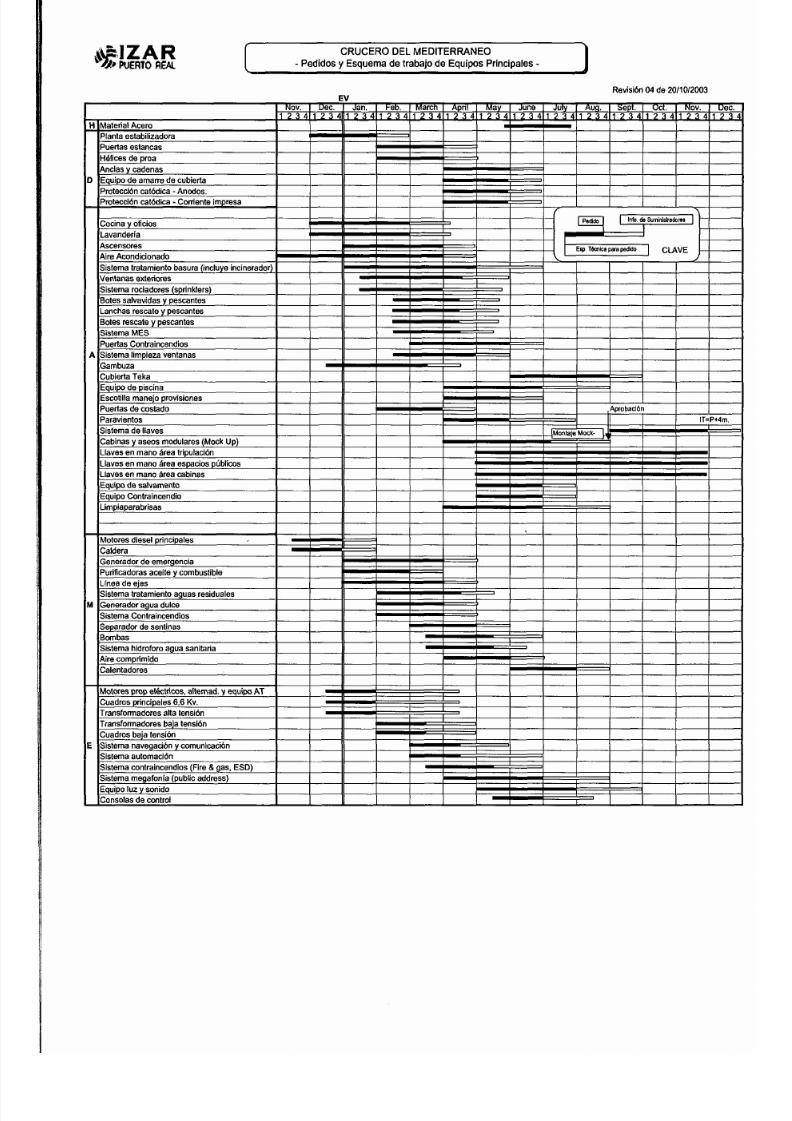
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 214/239
A
Ventanas exter iores
Sistema rociadores (spr inkiers)
Botes salvavidas y pescantes
Lanchas rescate y pescantes
Botes rescate y pescantes
S is tema M ES
Puertas Contraincendios
Sistema l impieza ventanas
Gambuza
Cubierta Teka
Equipo de piscina
Escot i lla manejo provisiones
Puertas de costado
Papavientos
Sistema de l laves
Cabinas y aseos modulares (Mock Up)
Llaves en maro área t r ipulación
Llaves en mano área espacios públicos
Llaves en mano área cabinas
Equipo de salvamento
Equipo Contraincendio
Limpiaparabrisas
_|
===:
,Aprobación
Montaje Mock- L.
IT=P+4m.
C R U C E R O P L A N M A E S T R O
Run Date
Project
V ers ió n
Comment
05 JUI 04
Buque Pullmantur N2 Plan de Fabricación
N2 Producción Hasta Oique
Based on Early Dates
P MNT R ING P RO D: Acero
Time Now
Schaduled End
Raciuirad End
: 01^AN O 4
: 3Ú MAR 07
A c t i v . D e s c r i p c ió n D u r C o m i e n z o
J F ^ A ^ J J A S C h C F I V A t V J J / S C N D J F ^ y s ^ J J A £ C ^ • J FK hu
P M N T R I N G - P R O D : Z o n a H B 1 M á q u i n a s P r o a
H 3 H D 1 C O O M o d e l a d o d e Z o n a H D 1 C e n F O R A N A c e r o
H 3 H D 1 B O O M o d e l a d o d e Z o n a H D I B e n F O R A N A c e r o
H 3 H D 1 A O O M o d e l a d o d e Z o n a H D I A e n F O R A N A c e r o
H 3MC OZ OO D oc . Ace r o Mac 02 ( B l . 103 /104 )
H 3M C 01 00 D oc . Ace r o Mac 01 ( B l . 101 /102 )
H 3 U D 1 8 0 0 D o c . A c e r o U n i d a d 1 8
H 3 U D 1 9 0 0 D o c . A c e r o U n i d a d 1 9
H 3M C 34 00 D oc . Ace r o MAC 34 ( B l . 301 /302 )
H 3 U D 1 6 0 0 D o c . A c e r o U n i d a d 1 6
H 3 U D 1 7 0 0 D o c . A c e r o U n i d a d 1 7
H 3 U D 1 4 0 0 D o c . A c e r o U n i d a d 1 4
H 3U D 1500 D oc . Ace r o U n idad 15
H 3 U D 1 0 0 0 D o c . A c e r o U n i d a d 1 0
H 3 U D 1 3 0 0 D o c . A c e r o U n i d a d 1 3
H 3U D 110 0 D oc . Ace r o U n idad 11
H 3U D 1200 D oc . Ace r o U n idad 12
H 3 M C 3 5 0 0 D o c . A c e r o M A C 3 5 ( B l . 3 0 3 / 3 0 4 )
6 2
6 3
5 4
3 8
3 5
4 9
3 8
41
3 S
3 8
3 8
3 8
3 2
3 2
3 2
3 2
41
6 0
61
5 0
3 8
05-MAY-04
26-MAY-04
27-SEP-04
25-NOV-04
21-DEC-04
28-FEB-05
08-MAR-05
18-MAR-05
22-MAR-05
25-MAR-05
30-MAR-05
31-MAR-05
11-APR-05
13-APR-05
1S-APR-05
15-APR-05
27-MAY-05
Z1-APR-04
23-JUN-04
07-JUL-04
19-NOV-04
30-JUL-04
24-AUC3-04
15-DEC-04
20-JAN-05
08-FEB-05
05-MAY-05
28-APR-05
13-MAY-05
12-MAY-05
17-MAY-OS
20-MAY-05
23-MAY-05
24-MAY-OS
26-MAY-05
3O-MAY-05
30-MAY-05
22-JUL-05
14-JUL-04
6 SEP 04
15-SEP-04
14-JAN-05
P M N T R I N G - P R O D : Z o n a H B 2 M á Q u in a s P o p a
H 3 H B 2 A O O M o d e l a d o d e Z o n a M D 2 A e n F O R A N A c e r o
H 3 H B 2 C O O M o d e l a d o d e Z o n a H D 2 C e n F O R A N A c e r o
H 3 H B 2 B O O M o d e l a d o d e Z o n a H D 2 B e n F O R A N A c e r o
H 3M C 030 0 D oc . Ace r o MA C 03 ( B l . 105 /106 )
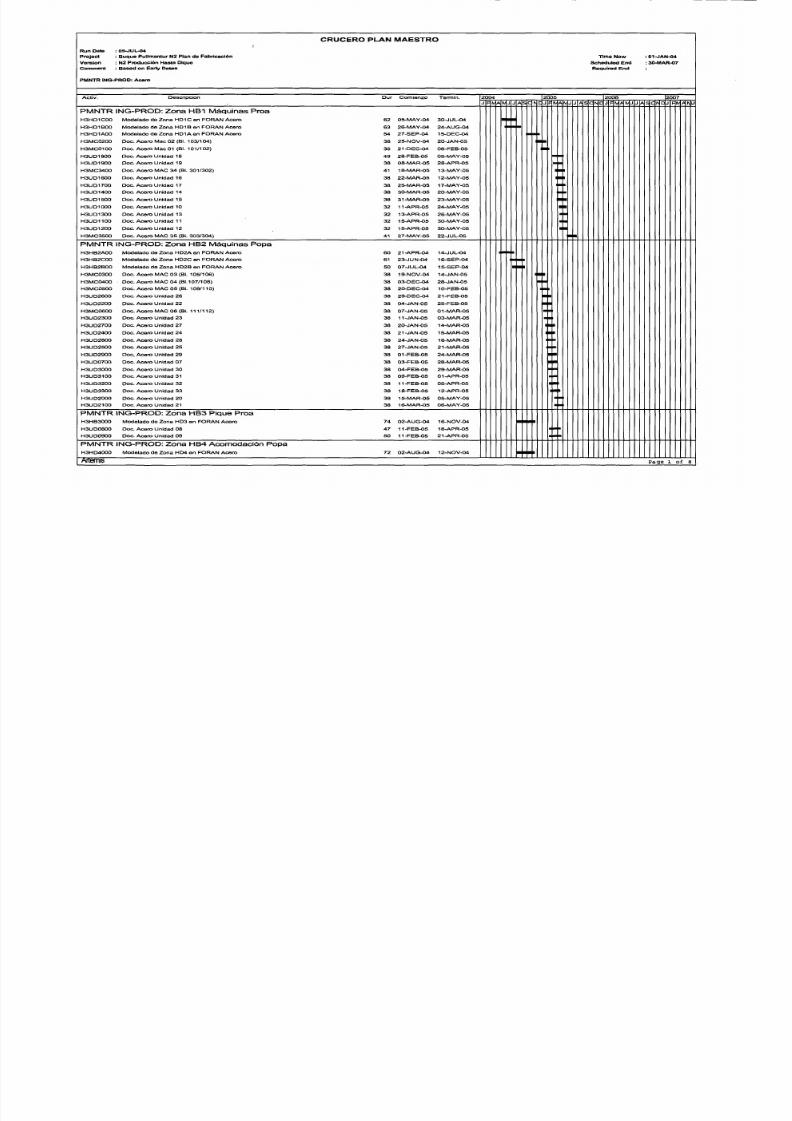
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 215/239
3 8
3 8
3 8
3 8
3 8
3 8
3 8
3 8
3 8
3 8
3 8
3 8
3 8
3 8
3 8
3 8
3 8
3 8
03-DEC-04
20-DEC-0-»
29-DEC-04
04-JAN-05
07-JAN-05
11-JAN-05
20-JAN-0S
21-JAN-05
24-JAN-05
27-JAN-05
01-FEB-0S
03-FEB-05
04-FEB-05
09-FEB-0S
11-FEB-OS
18-FEB-05
15-MAR-OS
16-MAR-05
2 -JAN-05
10-FEB-05
21-FEB-05
25-FEB-OS
01-MAR-0S
03-MAR-05
14-MAR-05
5 MAR 05
16-MAR-05
21-MAR-05
24-MAR-05
28-MAR-05
29-MAR-05
01^APR-05
05-APR-OS
12-APR-05
05-MAY-05
06-MAY-0S
H 3M C 040 0 D oc . Ace r o MA C 04 ( B1 .107 /108 )
H 3 M C 0 5 0 0 D o c . A c e r o M A C OS ( B l . 109 /110 )
H 3U D 260 0 D oc . Ace r o U n idad 26
H 3U D 2Z OO D oc . Ace r o U n idad 22
H 3MC O60O D oc . Ace r o MA C 06 ( B l . 111 /112 )
H 3U D 230 0 D oc . Ace r o U n idad 23
H 3U D 270 0 D oc . Ace r o U n idad 27
H 3U D 240 0 D oc . Ace r o U n idad 24
H 3 U D 2 8 0 0 D o c . A c e r o U n i d a d 2 8
H 3U D 250 0 D oc . Ace r o U n idad 25
H 3U D 290 0 D oc , Ace r o U n idad 29
H 3 U D 0 7 0 0 D o c . A c e r o U n i d a d 0 7
H 3U D 300 0 D oc . Ace r o U n idad 30
H 3U D 310 0 D oc . Ace r o U n idad 31
H 3U D 320O D oc . Ace r o U n idad 32
H 3U D 3300 D oc . Ace r o U n idad 33
H 3U D 200 0 D oc . Ace r o U n idad 20
H 3U D 210 0 D oc . Ace r o U n idad 21
P M N T R I N G - P R O D : Z o n a H B 3 P i p ue P r o a
H 3 H B 3 0 0 0 M o d e l a d o d e Z o n a H D 3 e n F O R A N A c e r o
H 3U D 080 0 D oc . Ace r o U n idad 08
H 3U D 090 0 D oc . Ace r o U n idad 09
7 4 0 2 - A U G - 0 4 i e - N O V - 0 4
4 7 1 1 - F E B - 0 5
e APR 05
SO 11 - F EB - 0 5 21 ^ APR - 0 5
P M N T R
H 3 H D 4 0 0 0
Anemis
I N G - P R O D : Z o n a H B 4 A c o m o d a c i ó n P o p a
M o d e l a d o d e Z o n a H D 4 e n F O R A N A c e r o
7 2 0 2 - A U G - O 4 1 2 - N O V - 0 4
P a g e o £ 8
C R U C E R O P l A N M A E S T R O
Run Date
Projact
Versión
Co mmen t
05 JUL O4
Buque Pullmantur N2 Plan de Fabricación
N2 Producción Hasta Dique
BMsed on Earfy Datas
Time Now
Scheduled End
Raquirsd End
: 01 JAN O4
: 30 MAR 07
P MNT R ING P RO D: Acero
Act iv. Descripción
Our Comienzo
J F N A IS /J J A S C ^ C J F N A N J J P S C ^ C
J F l V ^ r u J J A E C r D J F ÍW >l ^U
P M N T R I N G R R O D : Z o n a H B 4 A <D on r» od ac tó n P o p a
H3M C430 0 Do c . Acero T o rre 43
H3U D360 0 Do c . Acero Un id ad 36
H3M 044 00 Do c . Acero T o rre 44
H3M C510 0 Do c . Acero T o rre 51
3 2 0 4 M A Y 0 5 1 6 J U N 0 5
2 1 0 5 M A Y 0 5 0 2 J U N 0 5
3 2 1 2 M A Y 0 5 Z 4 ^ U N O S
32 30 MAY 0S 12 JUL 05
P M N T R I N G P R O D : Z o n a H B 5 A c o m o d a c i ó n C e n tr a l
H3HD5DO O Mo d elad o d e Z o n a HD5D en F O RA N Acero
H3HD5CO O Mo d elad o d e Z o n a HDS Cen F O R AN Acero
H3HD5BO O Mo d elad o d e Z o n a HD5B en F O RA N Acero
H3HD5AO O Mo d elad o d e Z o n a HD5A en F O R AN Acero
H3M C40 00 Do c . Acero T o rre 40
H3M C46 00 Do c . Acero T o rre 48
H3M 041 00 Do c . Acero T o rre 41
H3M C490 0 Do c . Acero T o rre 49
H3M C56 00 Do c . Acero T o rre 56
H3MC5S O O Do c. Acero T o rre 55
H3M C5r 00 Do c . Acero T o rre 57
H3M C39 00 Do c . Acero T o rre 39
H3MC3S O O Do c. Acero T o rre 38
H3M C37 00 Do c . Acero T o rre 37
H3M C47 00 Do c . Acero T o rre 47
H3M C460 0 Do c . Acero T o rre 46
H3M C540 0 Do c . Acero T o rre 54
5 6
5 2
6 0
6 0
4 8
S3
4 8
6 0
r o
4 4
7 0
4 S
4 8
4 8
5 3
5 7
6 0
1 0 M A Y 0 4
Z 8 JUL 04
1 1 A U G 0 4
1 8 A U G 0 4
2 S O C T 0 4
1 1 N O V 0 4
0 1 D E C 0 4
0 2 D E C 0 4
1 6 D E C 0 4
0 r J A N 0 5
2 0 J A N 0 5
Z3 FEB OS
16 MAR O S
2 8 M A R 0 5
0 8 A P R 0 5
1 9 T A P R O S
1 9 A P R 0 5
Z 7 ^ U L 0 4
0 8 O C T 0 4
0 5 N O V 0 4
1 1 N O V 0 4
10 JAN 05
2 7 J A N 0 5
0 9 F E B 0 5
28 F E B O S
2 4 M A R 0 5
0 9 M A R 0 5
O 3 MAY 0S
Z 9 A P R 0 5
2 0 M A Y 0 5
0 1 J U N 0 5
2 1 J U N 0 5
o e JUL 05
11 JUL 05
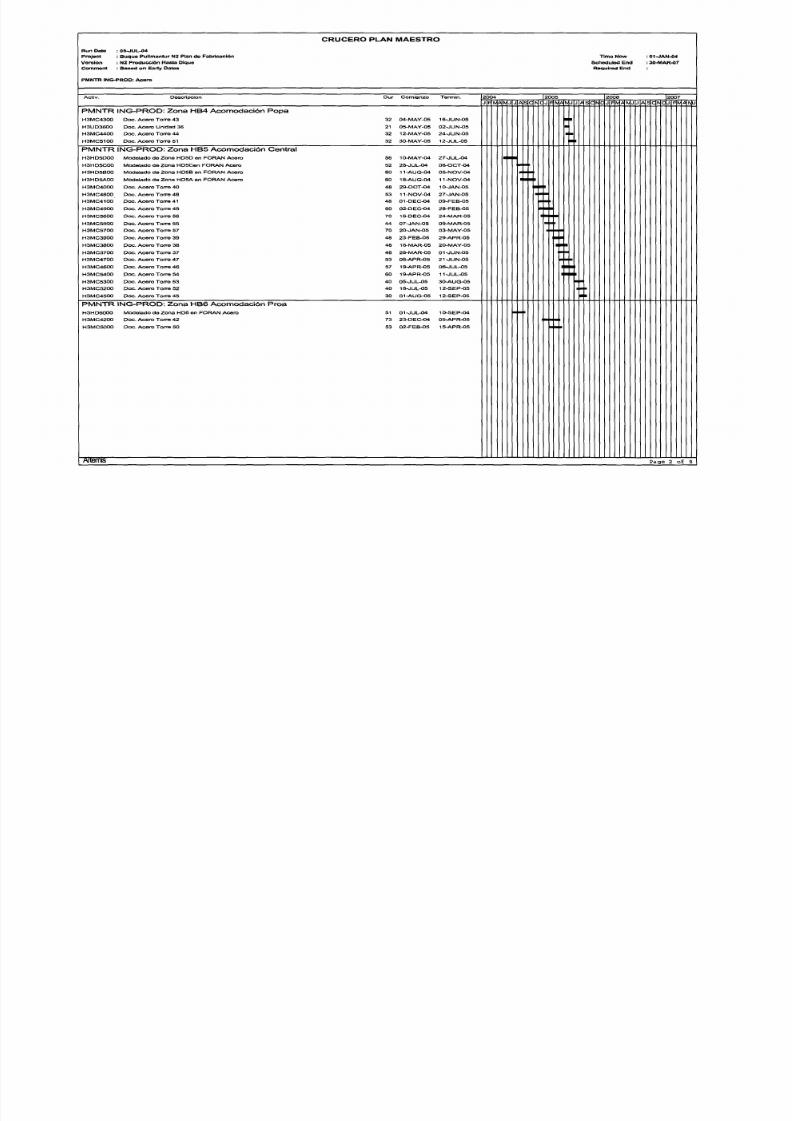
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 216/239
H3M C53 00 Do c . Acero T o rre 53
H3MC5Z O O Do c. Acero T o rre 52
H3M C450 0 Do c . Acero T o rre 45
4 0
4 0
3 0
05 JUL 05
18 JUL OS
0 1 A U G 0 5
3 0 A U G 0 5
1 2 S E P 0 5
12 S E P 05
P M N T R
H 3 H D 6 0 0 0
H 3 M C 4 2 0 0
H 3 M C 5 0 0 0
I N G P R O D : Z o n a H B B A c o m o d a c i ó n P r o a
Mo d elad o d e Z o n a HD6 en F O RAN Acero
Ooc. Acoro Torre 42
Doc. Acoro Torre 50
Anemis
51 01 JUL 04 10 S E P 04
7 3 2 3 D E C 0 4 0 5 A P R 0 5
53 02 F E B 0S 15 AP R 05
P a g e o f
C R U C E R O P L A N M A E S T R O
Run Date : 05-JUL-04
Project : Buque Pullmantur N2 Plan de Fabrícaclán Tima Novir : 01^ AN -04
Versió n : N2 Producción Hasta Dique Scheduled End : 30-MAR -07
Comme nt : Basad on Early Dates Requirad End
PIVINTR ING-PROD: Acomodación
Act iv. Descrípcion Dur Com ienzo Tennin.
P M N T R I N O P R O D : Z o n a A 1
A3A 100 DF Do c. F ab r icació n Armt o . Z o n a A- 1 10 25- M AY - 05 0r - JU N- 05
A3A 100D M Do c. Mo n t a je Amn to . Z o n a A- 1 10 01- JUN - 05 14- JUN- 05
P M N T R I N G P R O D : T o r r e 4 1
A3M 041 00 D iseñ o y mo d elad o d e Z o n a A- 1 T o me 41 118 30J UL - 0 4 19- JAN- 05
A3M C41 P F Do c. F ab r icac ió n An mto . B lo q u es T o n e 41 20 29- DE C- 04 26- JAN- 05
A3MC4.1 P M Do c. Mo n t a je A imt o . B lo q ues T o n -e 41 15 20- JAN- 0 5 09- F E B - 05
A3 M0 41 Q F Do c. F ab r icació n Amn to . P ramo n t a je T o rre 41 Z O 03- F E B - 05 02- MA R- 05
A3M C41 Q M Do c. Mo n t a je An n t o . P ramo n t a je T o rro 41 1S 17- F E B- 0 5 09- MA R- 05
P M N T R I N G P R O D : To r r e 4 2
A3M C42 00 D iseñ o y mo d elad o d e Z o n a A- 1 T o rre 42 118 24- S E P - 0 4 15- MAR- 05
A3M C42 CF Do c. F ab r icació n Armt o . B lo q u es T o rre 42 20 Z 3- F E B - 05 22- MA R- 05
A3M C42 CM Do c. Mo n t a je Amn to . B lo q u es T o rre 42 15 16- MAR - 05 O rAP R- O S
A3M C42 Q F Do c. F ab r icac ió n An -n t o. P remo n t a je T o rra 42 20 30- MA R- 05 26- AP R- 05
A3M C42 Q M Do c. Mo n t a je Armt o . P remo n t a je T o me 42 15 13- AP R - 05 03- MA Y - 05
P M N T R I N G P R O D : To i xe 4 9
A3M C49 00 D iseñ o y mo d elad o d o Z o n a A- 1 T o rre 49 118 19- AUG - CW 07- F E B - 05
A3M C49 P F Do c. F ab r icac ió n Armt o . B lo q u es T o rre 49 20 18- JAN- 05 14- F E B- 05
A3M C49 P M Do c. Mo n t a je Amn to . B lo q u es T o rre 49 15 0B- F E B- 05 28- F E B - 05
A3M C49 Q F Do c. F ab r icac ió n Armt o . P remo n t a je T o rre 49 20 22- F E B - 05 21- MA R- 05
A3M C49 Q M Do c. Mo n t a je Armt o . P remo n t a je T o rre 49 15 08- MA R- 05 28- MAR- O S
P M N T R I N G P R O D : To r r e 50
A3M C50 00 D iseñ o y mo d elad o d e Z o n a A- 1 T o rre
S O
1 1 5 0 8 - O C T - 0 4 2 4 - M A R - 0 5
2004
J F
W A
n/
j
A S C N
2 0 0 5
\J
F
^ h J
j 1
J
fi
s c
N
c
2 0 0 6
J F I VA
^ J
J A E
C
^
2 0 0 7
J F IV A NkJ
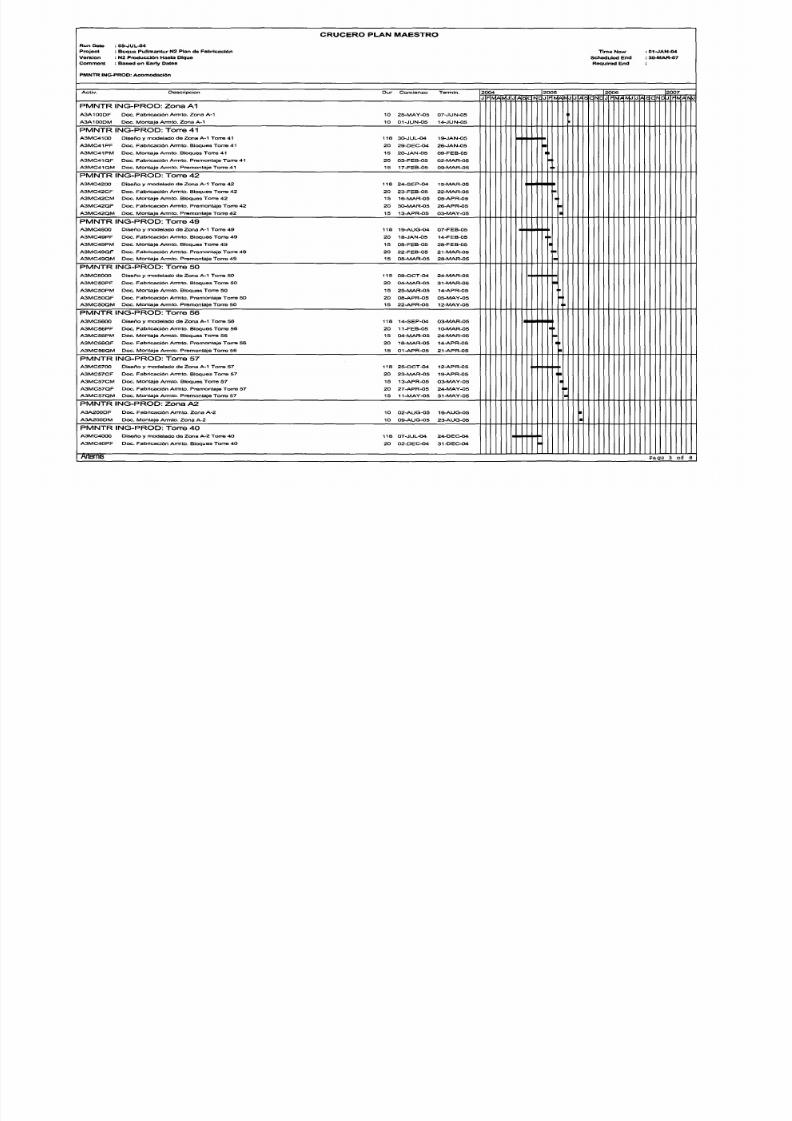
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 217/239
A3M C50 P F Do c. F ab r icac ió n An n t o . B lo q u es T o rre S O 20 04- MA R- 05 31- MA R- 05
A3MCS O P M Do c. Mo n t a je Armt o . B lo q u es T o n -e S O 15 25- MAR- O S 14- AP R - 05
A3 MC 50Q F Do c. F ab r icac ió n Armt o . P remo n t a je T o n -e 50 20 08- AP R- 05 05- MA Y - 05
A3M C50 Q M Do c. Mo n t a je An n t o . P remo n t a je T o rre S O 15 22- AP R- 05 1Z - MAY - 05
P M N T R I N G P R O D : T o r r e 5 6
A3M C560 0 D iseñ o y mo d elad o d e Z o n a A- 1 T o rre 56 118 14- S E P - 04 03- MAR- 0S
A3M C56 P F Do c. F ab r icac ió n An n t o . B lo q u es T o rre 56 20 11- F E B- 0 5 10- MAR- 05
A3M C56 P M Do c. Mo n t a je Amn to . B lo q u es T o rre 56 15 04- MA R- 05 24- MA R- 05
A3M C56 Q F Do c. F ab r icac ió n Armt o . P remo n t a je T o rro 56 20 18- MAR - 05 14- AP R- O S
A3 M0 56 Q M Do c. Mo n t a je Armt o . P remo n t a je T o rre 56 15 01- AP R- 05 21- AP R- O S
P M N T R I N G P R O D : To r r e 5 7
A3MC S 700 D iseñ o y mo d elad o d e Z o n a A- 1 T o rre 57 118 25- O C T - 04 12 'AP R- 05
A3M C57 CF Do c. F ab r icac ió n Armt o . B lo q u es T o rre S 7 20 23- MA R- 05 19- AP R - 05
A3M CS 7 CM Do c. Mo n t a je Armt o . B lo q ues T o n -e 57 15 13- AP R- O S 03- MA Y - 05
A3M C57 Q F Do c. F ab r icac ió n Armt o . P remo n t a je T o rre 57 20 27- AP R- 05 24- MA Y - 05
A3M C57 Q M Do c. Mo n t a je Armt o . P remo n t a je T o rre 57 15 11- MAY - O S 31- MA Y - 05
P M N T R I N G P R O D : Z o n a A 2
A3A 200D F Do c. F ab r icació n Armt o . Z o n a A- 2 10 02 - AU G - 05 16- AUC3- 05
A3A 200D M Do c. Mo n t a je Armt o . Z o n a A- 2 10 09- AU G - 05 23- AU G - 05
P M N T R I N G P R O D : T o r r e 4 0
A3M C40 00 D iseñ o y mo d elad o d e Z o n a A- 2 T o rre 40 118 07- JUL - 04 24- D E C- 04
A3M C40 P F Do c. F ab r icac ió n An mto . B lo q u es T o rre 40 20 02- D E C- 0 4 31- DE C- 04
•
Afiemis Page 3 of 8 1
C R U C E R O P L A N M A E S T R O
Run Date : 05-JUL-O4
P ro j e c t : B uque P ul l ma ntur N 2 P l a n de Fa br i c a c ión T i me N ow : Ú I -J A N - I M
V e rs i ón : N 2 P roduc c i á n H a s ta D i que S c he dul e d E nd : 3 0 -M A R -0 7
Connment : Basad on Carly Dates Required End
P M N TR I N G-P R OD : A c omoda c i ón
A c t i v . D e s c ri pc ión D ur C omi e n zo Te rmi n ,
P M N T R I N G P R O D : T o r r e 4 0
A 3 M C 4 0 P M D oc . M onta j e A rmto . B l oque s Ton-e 4 0 1 5 2 7 -D E C -0 4 1 7 -J A N -0 5
A 3 M C 4 0 QF D oc . Fa t>r íc a c ión A nmto. P re monta j e Tor re 4 0 2 0 1 1 -J A N -OS 0 7 -FE B -0 5
A 3 M C 4 0 QM D oc . M onta j e A rmto . P re monta j e Tome 4 0 1 5 2 S -J A IM -0 5 1 4 -FE B -0 5
P M N T R I N G P R O D : T o r r e 4 8
A 3 M C 4 8 0 0 D i s e ño y mode l a do de Zona A -2 Tor re 4 8 1 1 S 1 9 -J U l_ -0 4 0 5 -J A N -0 5
A 3 M C 4 8 P F Ooc . Fa br i c ac i ón A rmto . B l oque s Tome 4 8 2 0 1 6 -D E C -0 4 1 3 -J A N -0 5
A 3 M C 4 8 P M D oc . M onta j e A n-nto. B l oque s Tor re 4 8 1 5 0 7 -J A N -0 S 2 7 -J A N -OS
A 3 M C 4 8 QF D oc . Fa br i ca c i ón A rmto . P re monta j e Tor re 4 8 2 0 2 1 -J A N -0 5 1 7 -FE B -0 5
A 3 M C 4 8 QM D oc . M onta j e A rmto . P re monta j e Tor re 4 8 1 5 0 4 -FE B -0 5 2 4 -FE B -0 5
P M N T R I N G P R O D : T o r r e 5 5
A 3 M C 5 5 0 0 D i s e ño y mode l a do de Zona A -2 Tome S S 1 1 8 3 0 -A U G-0 4 1 B -FE B -OS
A 3 M C 5 5 P F D oc . Fa br i ca c i ón A rmto . B l oque s Tor ro 5 5 2 0 2 7 -J A N -0 5 2 3 -FE B -OS
A 3 M C S 5 P M D oc . M onta j e A nmto. B l oque s Tome 5 5 1 5 1 7 -FE B -0 5 0 9 -M A R -0 5
A 3 M C 5 5 QF D oc . Fa br i c ac i ón A rmto . P re monta j e Tor re 5 5 2 0 0 3 -M A R -0 5 3 0 -M A R -0 5
A 3 M C 5 5 QM D o c M onta j e A nmto. P re monta j e Tor re 5 5 1 5 1 7 -M A R -0 5 0 6 -A P R -0 5
P M N T R I N G P R O D : Z o n a A 3
A 3 A 3 0 0 D F D o c Fa br i c ac i ón A rmto . Zona A -3 1 0 2 1 -S E P ~ OS 0 4 -O C T- 0 5
A 3 A 3 0 0 D M D oc . M onta j e A rmto . Zona A -3 1 0 2 8 -S E P -0 5 1 1 -OC T-0 5
P M N T R I N G P R O D : T o r r e 3 9
A 3 M C 3 9 0 0 D i s e ño y mode l a do de Zona A -3 Tor re 3 9 1 1 8 2 1 -O C T-0 4 0 8 -A P R -0 5
A 3 M C 3 9 P F D oc . Fa br i c ac i ón A rmto- B l oque s Tome 3 9 2 0 2 1 -M A R -0 5 1 5 -A P R -0 5
A 3 M C 3 9 P M D oc . M onta j e A rmto . B l oque s Tome 3 9 1 5 1 1 nA P R -0 5 2 9 -A P R -0 5
2 0 0 4
J F tJ KJ J A S C h C
2 0 0 5
J
F
h A
I VJ
J
s e
•
1
N
C
2 0 0 6
J F
lvJ
j
A £
C
2 0 0 7
^ c j FIV
>
MJ

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 218/239
A 3 M C 3 9 QF D oc . Fa br i ca c i ón A rmto . P re monta j e Tomo 3 9 2 0 2 5 -A P R -OS 2 0 -M A Y -0 5
A 3 M C 3 9 QM D oc . M onta j e A rmto . P re monta j e Tor re 3 9 1 5 0 9 -M A Y -0 5 2 7 -M A Y -0 5
P M N T R I N G P R O D : T o r re 4 7
A 3 M 0 4 7 0 0 D i s e ño y mode l a do de Zona A -3 Tor re 4 7 1 1 5 2 1 -D E C -0 4 3 1 -M A Y -0 5
A 3 M C 4 7 P F D oc . Fa br i ca c i ón A rmto . B l oque s Tor re 4 7 2 0 1 1 -M A Y -0 5 0 7 -J U N -O5
A 3 M C 4 7 P M D oc . M onta j e A rmto . B l oque s Tor re 4 7 1 5 0 1 -J U N -0 5 2 1 -J U N -0 5
A 3 M C 4 7 Q F D oc . Fa br i c ac i ón A rmto . P re monta j e Tor re 4 7 2 0 1 -J U N -0 5 1 2 -J U L-0 5
A 3 M C 4 7 QM D oc . M onta j e A rmto . P re monta j e Tor re 4 7 1 5 2 9 -J U N -0 5 1 9 -J U L-0 5
P M N T R I N G P R O D : T o r r e 5 4
A 3 M C 5 4 0 0 D i s e ño y mode l a do de Zona A -3 Tor re 5 4 1 1 8 0 S -J A N -0 5 2 0 -J U N -0 5
A 3 M C 5 4 P F D oc . Fa br i ca c i ón A rmto . B l oque s Tor re 5 4 2 0 3 1 -M A Y -0 5 2 7 ^ U N -0 5
A 3 M C 5 4 P M D oc . M onta j e A nmto. B l oque s Tor re 5 4 1 S 2 1 ^ U N - 0 5 1 1 ^ U l _ -0 5
A3 MC 54Q F Doc. Fabricación Anmto. Premo ntaje Torre 54 20 05-JUl_-05 01-ALJC3-O5
A 3 M C 5 4 QM D oc . M onta j e A rmto . P re monta j e Tor re 5 4 1 5 1 9 -J L I L-0 5 0 8 -A U G-0 5
P M N T R I N G P R O D : Z o n a A 4
A 3 A 4 0 0 D F D oc . Fa br i c a ci ón A rmto . Zona A -4 1 0 0 4 -O C T-0 5 1 8 -OC T-0 5
A 3 A 4 0 OD M D oc . M onta j e A rmto . Zona A -4 l O 1 1 -OC T-OS 2 5 -O C T-0 5
P M N T R I N G P R O D : U n id a d 1 0
A 3 U D 1 0 0 0 D i s e ño y mode l a do de Zona A ^ U ni da d 1 0 1 1 8 0 2 -FE B -0 5 1 S -J U t_ -0 5
A 3 U D 1 0 C F D oc . Fa br i ca c i ón A rmto . B l c xí ua s U ni da d 1 0 2 0 2 7 ^ U N -< 5 5 2 2 -J U L-0 5
A 3 U D 1 0 C M D oc . M onta j e A rmto . B l oque s U ni da d 1 0 1 5 1 8 -J U L-0 5 0 5 -A U G-0 5
•
A r te mi S P a g e 4 o f 8
C R U C E R O P I - A N M A E S T R O
R u n D a t a : 0 5 - J U I - 4 > 4
P r o j e c t : B u q u e P u l l m a n t u r N 2 P l a n d e F a b r i c ac s i ó n T i m e N o w : 0 1 ^ A N - O 4 >
V e r s i ó n : N 2 P r o d u c c i ó n I H a s t a D i q u e S c h e d u l e d E n d : S O - iU l A R -O T
C o m m e n t : B a s a d o n E a r l y D a t e s R e q u i r a d E n d
P M N T R I N G - P R O D : A c o m o d a c i ó n
A c t i v , D e s c r í p c io n D u r C o m i e n z o T e n n i n ,
P M N T R I N G P R O D : U n i d a d 1 1
A 3 U D 1 1 0 O D i s e ñ o y m o d e l a d o d © Z o n a A - 4 U n i d a d 1 1 1 1 8 0 2 - F E B - 0 5 1 5 - J U l _ - 0 5
A 3 U D 1 1 C F D o c . F a b r i c a c i ón A m n t o . B l o q u e s U n i d a d 1 1 2 0 2 7 - J U N - 0 5 2 2 - J U L - 0 5
A 3 U D 1 1 C M D O C . M o n t a j e A n m t o . B l o q u e s U n i d a d 1 1 1 5 I S - J U L - O S 0 5 - A U G - 0 5
P M N T R I N G P R O D : T o r r© 3 7
A 3 M C 3 7 0 0 D i s e ñ o y m o d e l a d o d e Z o n a A - 4 T o n ^ 3 7 1 1 8 2 4 - N O V - 0 4 1 1 - M A Y - 0 5
A 3 M C 3 7 P F D o c . F a b r í c a c i dn A m n t o . B l o q u e s T o n i e 3 7 2 0 2 1 - A P R - 0 5 1 8 - M A V - 0 5
A 3 M C 3 7 P M D O C . M o n t a j e A r m t o . B l o q u e s T o n - e 3 7 1 5 1 2 - M A Y - 0 5 0 1 ^ U N - 0 5
A 3 M C 3 7 Q F D o c . F a br i ca c ¡t í» n A m i t o . P r e m o n t a j e T o r r e 3 7 2 0 2 6 - M A Y - 0 5 2 2 - J U N - 0 5
A 3 M C 3 7 Q M D o c . M o n t a j e A m n t o . P r e m o n t a j e T o r r e 3 7 1 5 0 9 - J U N - 0 5 2 - J U N - 0 5
P M N T R I N G P R O D : T o r r e 3 8
A 3 M 0 3 8 0 0 D i s e ñ o y m o d e l a d o d e Z o n a A - 4- T o m e 3 8 1 1 S 1 2 - N O V - 0 4 2 9 - A P R - 0 5
A 3 M C 3 8 P F D o c . F a b r i c a c i ón A m n t o . B l o q u e s T o r r e 3 8 2 0 1 1 - A P R - O S 0 6 - M A Y - 0 S
A 3 M C 3 8 P M D o c . M o n t a j e A r m t o . B l o q u e s T o r r e 3 8 1 5 0 2 - M A Y - 0 S 2 0 - M A Y - 0 5
A 3 M C 3 8 Q F D o c . F a b r i c a c i ón A r m t o . P r e m o n t a j e T o r r e 3 8 2 0 1 6 - M A Y - 0 5 1 0 - J U N - 0 5
A 3 M C 3 8 Q M D o c . M o n t a j e A m n t o . P r e m o n t a j e T o r r e 3 8 1 5 3 0 - M A Y - 0 5 1 7 - J U N - O S
P M N T R I N G P R O D : T o r r o 4 5
A 3 M C 4 5 0 Q D l s o ñ o y m o d e l a d o d e Z o n a A - 4 T o r r e 4 5 1 1 8 0 9 - M A R - 0 S 2 2 - A U G - 0 5
A 3 M 0 4 5 P F D o c . F a b r i c a c i ón A r m t o . B l o q u e s T o r r e 4 5 2 0 0 1 - A U G - 0 5 2 9 - A U G - 0 5
A 3 M C 4 5 P M D o c . M o n t a j e A r m t o . B l o q u e s T o r r e 4 5 1 5 2 3 - A U G - O S 1 2 - S E P - 0 5
A 3 M C 4 5 Q F D o c . F a b r i c a c i ón A m n t o . P r e m o n t a j e T o r r e 4 5 2 0 0 6 - S E P - 0 S 0 3 - O C T - 0 5
A 3 M C 4 5 Q M D o c . M o n t a j e A m n t o . P r e m o n t a j e T o r r e 4 5 1 5 2 0 - S E P - 0 5 1 0 - O C T - 0 5
P M N T R I N G P R O D :
orre
4 6
A 3 M C 4 6 0 0 D i s e ñ o y m o d e l a d o d e Z o n a A - 4 T o r r e 4 6 1 1 5 0 5 - J A N - 0 S 1 S - J U N - 0 5
2 0 0 4
J F l u A M J
J A
s e
N
2 0 0 5
C J
F r* / A^ J
•
j fi
s c
N C
2 0 O 6
J
F
tu J
J A
£
C h
2 0 0 7
C J
F V hU
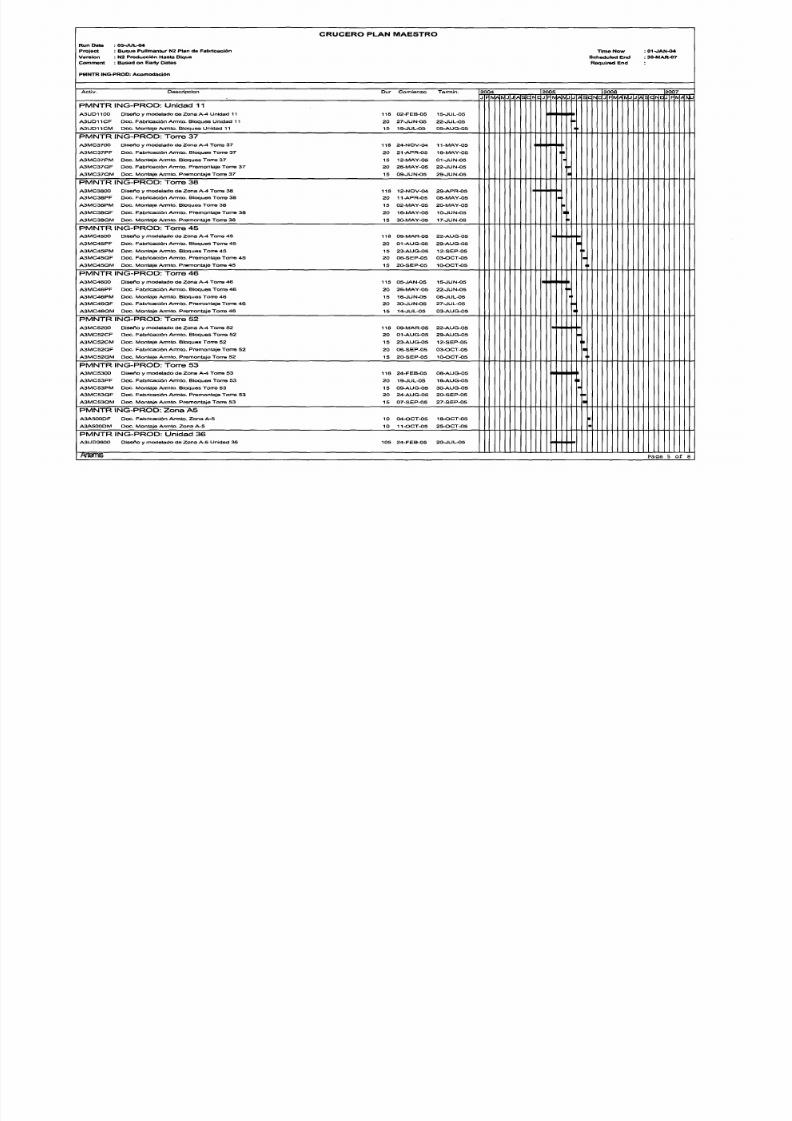
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 219/239
A 3 M C 4 6 P F D o c . F a b r ic a c i ón A r m t o . B l o q ue s T o r r e 4 6 2 0 2 6 - M A Y - 0 5 2 2 ^ U N - 0 5
A 3 M C 4 6 P M D o c . M o n t a j e A r m t o . B l o q u e s T o m e 4 6 1 5 1 6 - J U N - 0 5 0 6 - J U L - 0 5
A 3 M C 4 6 Q F D O C . F a b r i c a c i ón A m n t o . P r e m o n t a j e T o r r e 4 6 2 0 3 0 - J U N - 0 5 2 r - J U L - 0 5
A 3 M C 4 6 0 M D o c . M o n t a j e A r m t o . P r e m o n t a j e T o r r a 4 6 1 5 1 4 - J U L - 0 5 0 3 - A U G - 0 5
P M N T R I N G P R O D : T o r r e 5 2
A 3 M C 5 2 0 0 D i s e ñ o y m o d e l a d o d e Z o n a A - 4 T o r r a 5 2 1 1 8 0 9 - M A R - 0 5 2 2 - A U G ~ O S
A 3 M C S 2 C F D o c . F a b r i c a c ió n A r m t o . B l o q u e s T o r r e 5 2 2 0 0 1 - A U G - 0 5 2 9 - A U G - 0 5
A 3 M C 5 2 C M D o c . M o n t a j e A m n t o . B l o q u e s T o m e 5 2 1 5 2 3 - A U G - 0 5 1 2 - S E P - 0 5
A 3 M C 5 2 Q F D o c . F a b r ic a c i ón A r m t o . P r e m o n t a j e T o m e 5 2 2 0 0 6 - S E P - 0 5 0 3 - O C T - 0 5
A 3 M C 5 2 a M D o c . M o n t a je A r m t o . P r e m o n t a j e T o r r e 5 2 1 5 2 0 - S E P - 0 5 1 0 - O C T - 0 5
P M N T R I N G P R O D : T o r r e 5 3
A 3 M C 5 3 0 0 D i s e ñ o y m o d e l a d o d e Z o n a A - 4 T o r r e 5 3 1 1 S 2 4 - F E B - 0 5 0 8 - A U G - 0 S
A 3 M C 5 3 P F D o c . F a b r i c a c ió n A r m it o . B l o q u e s T o r r e 5 3 2 0 1 9 - J U L - O S 1 6 - A U G - 0 5
A 3 M C 5 3 P M D o c . M o n t a je A r m t o . B l o q ue s T o m e 5 3 1 5 0 9 - A U G - 0 5 3 0 - A U G - 0 5
A 3 M C 5 3 a F D o c . F a b ri c a ci ó n A m n to . P r e m o n t a je T o m a 5 3 2 0 2 4 - A U G - 0 5 2 0 - s e P - 0 5
A 3 M C 5 3 Q M D o c . M o n t a je A r m t o . P r e m o n t a j e T o r r a 5 3 1 5 0 7 - S E P - 0 5 2 7 - S E P - 0 5
P M N T R I N G P R O D : Z o n a A 5
A 3 A 5 0 0 D F D o c . F a b r i c a c ió n A n m t o . Z o n a A - 5 1 0 0 4 - O C T - 0 5 1 8 - O C T - 0 5
A 3 A 5 0 0 D M D o c . M o n t a j e A r m t o . Z o n a A - 5 1 0 1 1 - O C T - 0 5 2 S - O O T - 0 5
P M N T R I N G P R O D : U n i d a d 3 6
A 3 U D 3 6 0 0 D i s e ñ o y m o d e l a d o d e Z o n a A - 5 U n i d a d 3 6 1 0 5 2 4 - F E B - 0 5 2 0 - J U L - 0 5
•
Anemis Page 5 of 8 I
CRUCE RO PUAN MAES TRO
Run Data
Project
Versión
Connmant
0S O UL - 04
Buque Pullmantur
N2
P lan
de
Fabricación
N2 Producción Hasta Dique
Based
on
Early Dates
T ime No w
Scheduied
End
Required
End
: 01^AN- O 4
: 30-MAR-4>7
PIMNTR ING-PROD: Acomod ación
Act iV . Doscrípcion Dur Comi enzo
J F ^ v A r v J J A S C ^ c J F ^ A ^ J J / s c ^ D J F ^ / / l^ J J A 5 c ^ C J
F^ia^J
P M N T R I N G - P R O D : U n i d a d 3 6
A3 UD 36C F Doc. Fabricación Amnto. Bloques Unidad
36
A3U D36 CM Doc. Montaje Anmto. Bloques Unidad
36
2
15
30- JUN- 0S
21- JUL - 05
27- JUL - 05
10- AUG - 05
P M N T R I N G - P R O D : T o r r e 4 3
A3MC4300 D iseñ o
y
mo d elad o
de
Z o n a A- 5 T o i re
43
A3M C4 3CF Doc. Fabrícacián Annto. Bloques Torre
4 3
A3M C43C M Do c. Mo n t a je A imt o . B lo q u es T o rra
43
A3M C4 3Q F Doc. Fabricación Armto. Pnemontaje Torre
43
A3M C43 Q M Do c. Mo n t a je Armt o . P remo n t a je T o rre
43
118 13- DE C - 04 26- MAY - O S
2 0 0 6 - M A Y - 0 5 0 2 ^ U N - 0 S
15 27 - MAY - 05 16- J U N- 05
20 10- JUN- 05 0r - JUL - 05
15 24-JUrNl-05 14^UL -OS
P M N T R I N G - P R O D : T o rr e
4 4
A3MC4400 D iseñ o
y
modelado
de
Zona A-5 Torre
44
A3M C44 P F Do c. F ab r icac ió n Armt o . B lo q u es T o rre
44
A3M C44P M Do c. Mo n t a je Armt o . B lo q u es T o rre
44
A3M C44 Q F Do c. F ab r icac ión Ami t o . P remo n t a je T o rro
44
A3M C44Q M Do c. Mo n t a je An mto . P remo n t a je T o rre
44
118 21- DE C- 04 03- JUN- 05
2 0 1 6 - M A Y - 0 5 1 0 ^ U N - 0 5
15 06- JUN- O 5 24- JUN- O S
2 0 2 0 ^ U N - 0 5 1 5 - J UL - 0 5
1 5 0 4 ^ U L - 0 S 2 2 ^ U L - 0 5
PMNT R
A 3 M C 5 1 0 0
A 3 M C 5 1 P F
A 3 M C 5 1 P M
A 3 M C 5 1 Q F
A 3 M C 5 1 Q M
I N G - P R O D : T o r r e
S I
Diseño
y
modelado de Zona A-5 Torre
51
Doc. Fabricación Armto. Bloques Torre
51
Doc. Montaje Armto. Bloques Torre
51
Doc. Fabricación Armto. Premontaje Torre
51
Doc. Montaje Armto. Premontaje Torre
51
1 1 8 0 7 - J A N - 0 5 2 1 ^ U N - 0 5
20 01- JUN- 05 28- JUN- 05
1 5 2 2 ^ U N - 0 5 1 2 - JU L - 0 5
20 06- JU1-- 05 02- AUG - 05
15 20- JUU- 0S 09- AUG - 05
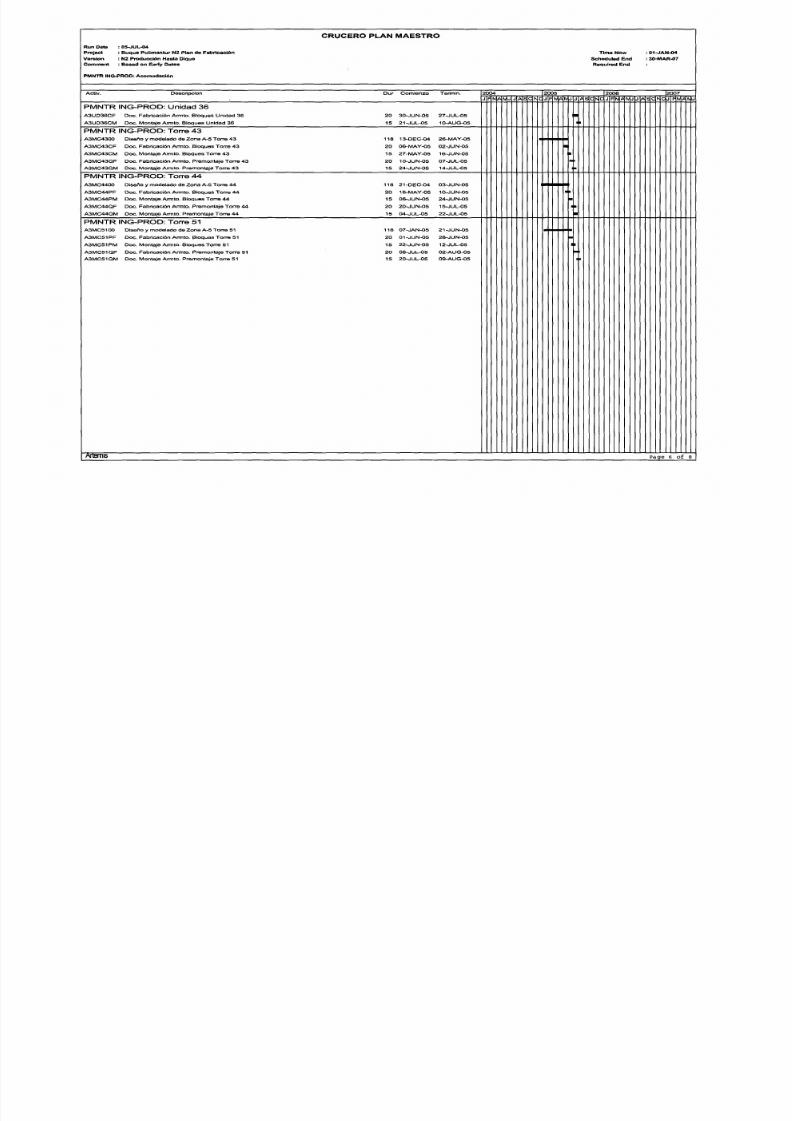
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 220/239
rtemis
P a g e o£ 8
C R U C E R O P L A N M A E S T R O
Ru n Da te : 05-xJUI_-O4
Project : Buque Pullmantur N2 Plan de Fabricación Time Now : 01-JAN-0 4
Versión : N2 Producción (Hasta Dique Schaduled End : 30-MAR -07
Comnnent : Based on Early Dates Raquired End
P M N T R
I N G - P R O D :
Máquinas
Act iv. Descripción Dur Comi enzo Termin.
P M M T R I N G - P R O D : Z o n a M -1 S u b - Z o n a 7 1 . P o p a H a s t a C - 4 9 )
M3M1 0000 Mo d elo 3D An man nen to Z o n a M- 1 128 13- DE C - 04 09- JUN- 0 5
M3M 100C F Do c. F ab r icac ió n Armt o . B lo q u es Z o n a M- 1 60 17- F E B - 05 11- MA Y - 05
M3M 100C M Do c. Mo n t a je Armt o . B lo q u es Z o n a M- 1 20 21- AP R- 05 18- MA Y - 05
M3M 100Q F Do c. F ab r ícac iú n Armt o . P remo n t a je Macro s ( 34 y 35 ) Z o n a M- 1 60 19- MAY - O S 10- AU<3- 05
M3M 100D F Do c.F abr icac ió n Amn to . Z o n a M- 1 40 11- AUG - 05 06- O C T - 05
M3M 100Q M Do c. Mo n t a je An mto . P remo n t a je Macro s ( 34 y 35 ) Z o n a M- 1 20 11- AUC3- 05 08- S E P - 0 5
M3M 100D M Do c. Mo n t a je Amn to . Z o n a M- 1 14 26- S E P - 05 14- O CT - 05
P M N T R Í N G - P R O D : Z o n a M - 2 S u b - Z o n a 7 2 , C . 4 S - 8 0 )
M3M2 0000 Mo d elo 3D An n amen t o Z o n a M- 2 190 15- JUL - 04 14- AP R- 05
M3M C010 F Do c. F ab r icac ión Mó d u lo s MAC O í S O 03- NO V - 04 25- F E B- 05
M3M C01C F Do c. F ab r icac ió n Armt o . B lo q u es MAC O í 20 03 - NO V - 04 30- NO V - 04
M3M C01 CM Do c. Mo n t a je Armt o . B lo q u es MA C O í 10 24 - NO V - 04 09- DE C- 04
M3M C01 Q F Do c. F ab r icac ió n Armt o . P remo n t a je MAC 01 20 01- DE C- 04 30- DE C- 04
M3M C01 Q M Do c. Mo n t a je Armt o . P remo n t a je MA C O í 10 24 - DE C- 04 07- JAN - 05
M3M 200D F Do cF ab r icac ió n An n t o . Z o n a M- 2 40 31- DE C- 04 25- F E B - 05
M3M2O 0DM Do c. Mo n t a je Armt o . Z o n a M- 2 20 07- F E B- O 5 04- MA R- 05
M3 M2 BA CF Doc. Fabricación Armto. Bloques Altos M-2 (BL,10/1 1/12/13 60 07- MA R- 05 27- MAY - O S
M3M 2BA CM Do c. Mo n t a je Amn to . B lo q u es A l t o s M- 2 ( 10 /1 1/12/13 2 0 0 9 - M A Y - 0 5 0 3 - J U N - 0 5
P M N T R I N G - P R O D : Z o n a M - 3 S u b - Z o n a 7 3 , C 8 0 - 1 2 4 )
M3M 3000 0 Mo d elo 3D Armamen t o Z o n a M- 3 270 21^ UN - 04 11- JUL -O S
M3M C020 F Do c, F ab r icac ión Mó d u lo s MAC 02 110 16- NO V - 04 21- AP R- 05
M3M C02 CF Do c. F ab r icac ió n Armt o . B lo q u es MA C 02 20 16- NO V - 04 15- DE C- 04
M3M C030 F Do c. F ab r icac ión Mó d u lo s MAC 03 110 ie - N O V - 04 21- AP R- 05
2004
J F
K hJ
J
A S C
^
ü
2005
J
1
F
i VA tJJ J
S
C N
C
2 0 0 6
J R
^/>
VJ
J A
£
c
h
2 0 0 r
C J F
l\/
^ ü
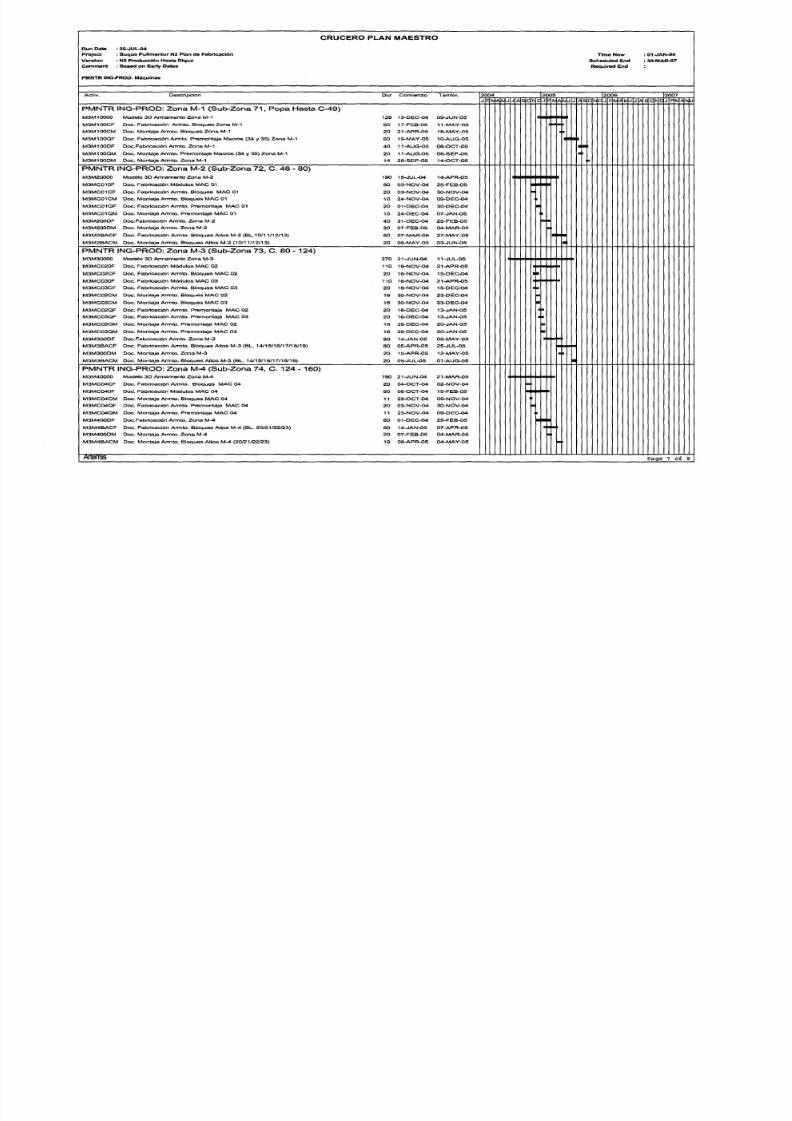
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 221/239
M3M C03 CF Do c. F ab r icac ió n An mto . B lo q u es MA C 03 20 16- NO V - 04 1S - DE C - 04
M3M C02 CM Do c. Mo n t a je Armt o . B lo q u es MA C 02 16 30- NO V - 04 23- DE C- 04
M3M C03 CM Do c. Mo n t a je Armt o . B lo q u es MA C 03 16 30- N0 \ / - 04 23 - DE C- 04
M3MCO Z Q F Do c. F ab r icac ió n An mto . P ro mo n t a je MAC O Z 20 16- DE C- 0 4 13- JAN- 05
M3M C03 Q F Do c. F ab r icac ión Armt o . P n smo n ta je MAC 03 20 16- DE C - 04 13- JAN- 05
M3M C02 Q M Do c. Mo n t a je Armt o . P remo n t a je MAC 02 16 Z 9- DE C - 04 20- JAN- 0S
M3M C03 Q M Do c. Mo n t a je Armt o . P remo n t a je MAC 03 16 29 DE C - 04 20- JAN- 0S
M3M 300D F Do cF ab r icac ió n Armt o . Z o n a M- 3 80 14- JAN- 05 05- MA Y - 05
M3M 3S A CF Do c. F ab r icac ió n Armt o . B lo q u es A l t os M- 3 ( BL . 14 /15 /16 /17 /18 /19 ) 80 05 - AP R- 05 25- JUL -O S
M3M 300D M Do c. Mo n t a je Armt o . Z o n a M- 3 20 15- AP R- O S 12- MA Y - 05
M3M 3BA CM Do c. Mo n t a je Am^to . B lo q u es A l t os M- 3 ( BL . 14 /15 /16 /17 /18 /19) 20 05 - JUL - 05 01- AU G - 05
P M N T R I N G - P R O D : Z o n a M -4 S u b - Z o n a 7 4 , C . 1 2 4 - 1 6 0 )
M3M 4000 0 Mo d elo 3D Armamen t o Z o n a M^ l 190 21- JUN- 04 21- MA R- 05
M3M C04C F Do c. F ab r icac ió n Armt o . B lo q u es MAC 04 20 04- O CT - 04 02- NO V - 04
M3M C040 F Do c. F ab r icac ió n Mó d u lo s MAC 04 90 06- O C T - 04 15- F E B- O S
M3M C04 CM Do c. Mo n t a je An n t o . B lo q u es MA C 04 11 25- O C T - 04 09- NO V - 04
M3M C04 Q F Do c. F ab r icac ión Ami t o . P remo n t a je MAC 04 20 03- NO V - 04 30- N O V - 0 4
M3M C04 Q M Do c. Mo n t a je Armt o . P remo n t a je MAC 04 11 23- NO V - 04 09- DE C- 04 .
M3M 400D F Do cF ab r icac ió n Armt o . Z o n a M- 4 60 01- DE C- 04 2S - F E B- 0 5
M3M 4BA CF Do c. F ab r icac ión Armt o . B lo q u es A l t os M- 4 ( BL . 20 /21 /22 /23 ) 60 14 - JAN-O S 07- AP R- 05
M3M 400D M Do c. Mo n t a je Amn to . Z o n a M- 4 20 07- F E B- 0S 04- MA R- 05
M3M 4BA CM Do c. Mo n t a je Amn to . B lo q u es A l t o s M- 4 ( 20 /21 /22 /23) 19 08^AP R- 05 04- M AY - 05
1
Anemis
P a g e 7 o f 8 |
C R U C E R O P L A N M A E S T R O
Run Date
Project
Versión
Comment
05-JUL-04
Buque Pullmantur N2 Plan de Fabricación
N2 Producción Hasta Dique
Based on Eaiiy Dates
T ime No w
Scheduled End
Requirad End
: 01^AN-O4
: 30-MAR-07
PMNTR ING-PROD: Máquinas
Act iv. Descripción Dur Comi enzo
j
F ^ / A ^ J J A S C ^ C J F ^A ^ J J A stztsc
J F r v / ^ l U j J A f C h D J F l w / ^ U
P M N T R I N G - R R O D : Z o n a M - 5 S u b - Z o n a 7 5 . C . 1 6 0 - 2 1 2 )
M3M5 0000 Mo d elo 3D Armamen t o Z o n a M- S
M3M C050 F Do c. F ab r icac ión Mó d u lo s MAC OS
M3 MC 05C F Doc. Fabricación Amrito. Bloques MA C 05
M3M C05C M Do c. Mo nt a je An n t o . B lo q u es MAC O S
M3 MC 05Q F Doc. Fabricación Annto. Premontaje M AC OS
M3M C05Q M Do c. Mo nt a je Ami t o . P remo nt a je MAC O S
M3M 500D F Do c.F ab ricac ión Armt o . Z o n a M- 5
M3M 5BAC F Do c. Fab r icac ión Armt o . B t o q u es A l to s M- 5 BL .24^5 /26 /27 *^5 /29)
M3M 500D M Do c. Mo n t a je Armt o . Z o n a M- 5
M3M 5BAC M Do c. Mo n t a je Ami t o . B lo q u es A l to s M- 5 24 /25 /26 /2 7^8 /29)
1 2 0
66
2 0
16
2 0
16
4 0
4 0
2 0
2 0
1 1 0
ro
2 0
1 0
2 0
1 0
4 0
4 0
2 0
2 0
07 SEP 04
04 NOV 04
04 NOV 04
18 NOV 04
02 DeC 04
17 DEC 04
03 JAN 05
19 JAN OS
Oa FEB OS
23 FEB 05
17 SEP 04
0S NOV 04
10 NOV 04
01 DEC O4
10 DEC 04
31 DEC 04
10 JAN 05
28 JAN 05
04 MAR 05
07 MAR 0S
28 FEB 05
0a FEB 05
01 DEC 04
13 DEC 04
31 DeC 04
10 JAN 05
28 FEB OS
15 MAR OS
07 MAR 05
22 MAR 05
24 FEB 05
15 FEB 05
09 DEC 04
16 DEC 04
07 JAN 05
14 JAN 05
04 MAR 05
24 MAR 05
31 MAR 05
01 APR O5
P M N T R I N G - P R O D : Z o n a M - 6
M3M6 0000 Mo d elo 3D Armamen t o Z o n a M- 6 y M- ñ
M3M C060 F Do c. F ab r icac ió n Mó d u lo s MAC 06
M3M C06C F Do c. F ab r icac ión Armt o . B lo q u es MAC 06
M3M C06 CM Do c. Mo n t a je An mto . B lo q u es MA C 06
M3M C06Q F Do c. F ab r icac ión Armt o . P remo n t a je MAC 06
M3M C06 Q M Do c. Mo n t a je Armt o . P remo n t a je MAC 06
M3M 600DF Do c.F ab ricac ión Armt o . Z o n a M- 6
M3 M6 BA CF Doc. Fabricación Armto. Bloques Altos M-6 BL.
M3M 6BAC M Do c. Mo n ta je Armt o . B lo q u es A l t os M-6 BL. 30 /31 /32 /33 /07 /O S /09)
M3M 600DM Do c. Mo n t a je Armt o . Z o n a M- 6
P M N T R I N G - P R O D : Z o n a M - 7 S u b - Z o n a 7 7 . G u a r d a c a l o r y C h i m e n e a )
M3M7 0000 Mo d elo 3D Armamen t o Z o n a M- 7
120 12- NO V - 0 4 03- M AY - 0S

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 222/239
M3M 700 CF Doc. Fabricación Armto. Bloques M-7 Torre 33. 46 y 53)
M3M 700CM Do c. Mo n t a je Armt o . B lo q u es M- 7
Torro
38. 46 y 53)
M3M7 00DF Do c.F ab r icac ió n Armt o . Z o n a M- 7
M3M7 00DM Do c. Mo n t a je Armt o . Z o n a M- 7
60 18-JAN-OS ^AP R- 05
20 22- M AR- 05 18- AP R- 05
40 12- AP R- 05 06- J U N- 05
20 17- MAY - 05 13- JUN- 05
Anemis
C R U C E R O P L A N M A E S T R O
R u n D a t e : 0 5 ^ U I - - O 4
P r o j e c t : B u q u e P u l l m a n U i r N 2 P l a n d e F a b r í c a c i á n T i n ne N o w : 0 1 0 A N - 0 4
V e r s i ó n : N 2 P r o d u c c i ó n H a s t a D i q u e S c l i e d u l e d E n d : 3 0 - M A R - O 7
C o m m e n t : B a s e d o n E a r l y D a t e s R a q u i r a d E n d
P M N T R I N G - P R O D : U N I D A D / M A C R O
A c t i v . D e s c r i p c i ó n D u r C o m i e n z o T e r m i n .
P M N T R I N G - P R O D : M A G R O 0 1 B L Q 1 0 1 /1 0 2 )
M K M C O 1 C 0 F a b . T u b e r í a p / B l o q u e s M A C O í 4 5 1 7 - N O V - 0 4 0 7 - J A N - 0 5
M K M C O 1 Q 0 F a b . T u b . P / P r e m o n t a j e M A C O í 4 5 3 1 - D E C - 0 4 2 1 - F E B - 0 5
H A M C 0 1 0 0 E l a bo r a ci ó n M A C 0 1 1 0 2 S - F E B - 0 3 0 8 - M A R - 0 5
H B M C O I O O P r e v i as M A C 0 1 1 6 2 6 - F E B - 0 5 1 6 - M A R - 0 5
H F M C 0 1 C 0 P r e f a b r ic a c i ó n b l o q u e s M A C O í 5 5 2 6 - F E B - 0 5 3 0 - A P R - 0 5
M K M C 0 1 0 1 F a b . T u b . P / M ó d u l o s M A C 0 1 4 5 1 2 - M A R - 0 5 0 3 - M A Y - 0 5
M M M C 0 1 C 0 A n m a m e n t o B l o q ue s M A C O í 2 5 2 0 - A P R - 0 5 1 8 - M A Y - 0 5
M L M C O I Q O F a b . M ó d u l o s P P r e m o n t a j e M A C O í 4 0 0 4 - M A Y - 0 S 1 8 - J U N - 0 5
H G M C O 1 Q 0 P n a m o nl a je M A C O í 2 5 1 9 - M A Y - 0 5 1 6 - J U N - 0 5
M M M C 0 1 Q 0 A r m a m e n t o P r e m o n t a j e M A C 0 1 3 0 2 0 - J U N - 0 5 2 3 - J U L - 0 5
V P M C O I O O P i nt u ra M A C 0 1 1 5 2 5 - J U L - 0 5 1 0 - A U G - 0 5
H H M C O I D O D i q u e M A C O í ( B L Q 1 0 1 / 1 0 2 ) 2 0 1 1 - A U G - 0 5 0 2 - S E P - 0 S
R M N T R I N G - P R O D : M A G R O 0 2 B L Q 1 0 3 / 10 4 )
M K M C 0 2 C 0 F a b . T u b e r ía p / bl o qu e s M A C 0 2 ( B L . a 1 0 3 / 1 0 4 ) 4 5 3 0 - N O V - 0 4 2 0 - J A N - 0 5
M K M C 0 2 Q 0 F a b . T u b . P / P r o m o n t a j e M A C 0 2 ( B L Q 1 0 3 / 1 0 4 ) 4 5 1 4 - J A N - 0 5 0 7 - M A R - 0 5
H A M C 0 2 0 0 E l a bo r a ci ó n M A C 0 2 ( B L Q 1 0 3 / 1 0 4 ) 1 0 0 9 - F E B - 0 5 1 9 - F E B - 0 5
H B M C 0 2 0 0 P r e v i as M A C 0 2 ( B L Q 1 0 3 / 1 0 4 ) 1 6 1 0 - F E B - 0 5 2 8 - F E B - 0 5
H F M C 0 2 C 0 P r e f a br í c a cJ ó n b l o q u e s M A C 0 2 ( B L Q 1 0 3 / 1 0 4 ) 5 8 1 0 - F E B - 0 S 1 8 - A P R - O S
M K M C 0 2 0 1 F a b . T u b . P / M ó d u l o s M A C 0 2 ( B L Q 1 0 3 / 1 0 4 ) 4 S 2 4 - M A R - 0 5 1 4 - M A Y - 0 5
M M M C O Z C O A n m a m e n t o B l o q u e s M A C 0 2 ( B L Q 1 0 3 / 1 0 4 ) 2 5 O Z - A P R - O S 0 5 - M A Y - 0 5
M L M C 0 2 Q 0 F a b . M ó d u l os P / P r e m o nt a j e M A C 0 2 ( B L Q 1 0 3 / 1 0 4 ) 4 0 2 e - A P R - 0 5 1 3 - J U N - 0 5
H G M C 0 2 Q 0 P r e m o n t a je M A C 0 2 ( B L Q 1 0 3 / 1 0 4 ) 2 5 0 6 - M A Y - 0 5 0 3 - J U N - 0 S
M M M C O Z Q O A r m a m e n t o P r e m o n t a je M A C 0 2 ( B L Q 1 0 3 / 1 0 4 ) 3 1 0 1 ^ U N - 0 S 0 6 - J U L - 0 5
V P M C 0 2 0 0 P i n tu r a M A C 0 2 ( B L Q 1 0 3 / 1 0 4 ) 1 5 0 7 - J U L - 0 5 2 3 - J U L - 0 5
2 0 0 4
J
F
I V A N J
J
A
s e
^
c
2 0 0 5
J F
1» A V J
1
•
J
i
s e N C
2 0 0 6
J F H/ / S ^ J
j
A £ C
^
2 0 0 7
C J F ^ / I ^ j

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 223/239
H H M C 0 2 D 0 D i q u e M A C 0 2 ( B L Q 1 0 3 / 1 0 4 ) 2 0 2 8 - J U L - 0 5 1 9 - A U G - 0 5
R M N T R I N G - P R O D : M A G R O 0 3 B L Q 1 0 S /1 0 6)
M K M C 0 3 C 0 F a b . T u b e r i a p / B l o q u e s M A C 0 3 ( B L Q 1 0 5 / 1 0 6 ) 4 5 3 0 - N O V - 0 4 2 0 - J A N - 0 5
M K M C O 3 Q 0 F a b . T u b . P / P r e m o n t a j e M A C 0 3 ( B L Q 1 0 5 / 1 0 e ) 4 5 1 4 - J A N - 0 5 0 7 - M A R - 0 5
H A M C 0 3 0 0 E l a b o r a c i ón M A C 0 3 ( B L Q 1 0 5 / 1 0 6 ) 1 0 0 1 - F E B - 0 5 1 1 - F E B - 0 5
H B M C 0 3 0 0 P r e v ia s M A C 0 3 ( B L Q 1 0 5 / 1 0 6 ) 1 6 0 2 - F E B - 0 S 1 9 - F E B - 0 5
H F M C 0 3 C 0 P r e f a b r íc a c i ú n b l o q u e s M A C 0 3 ( B L Q 1 0 5 / 1 0 6 ) 5 8 0 2 - F E B - 0 5 0 9 - A P R - 0 5
M K M C 0 3 0 1 F a b . T u b . P / M ó d u l o s M A C 0 3 ( B L Q 1 0 5 / 1 0 6 ) 4 5 2 4 - M A R - 0 5 1 4 - M A Y - O S
M M M C 0 3 C O A r m a m e n t o B l o q u es M A C 0 3 ( B L Q 1 0 5 / 1 0 6 ) 2 2 3 0 - M A R - 0 5 2 3 - A P R - 0 5
H G M C 0 3 Q 0 P r e m o n ta j e M A C 0 3 ( B L Q 1 0 5 / 1 0 6 ) 2 5 2 5 - A P R - 0 5 2 3 - M A Y - 0 5
M L M C 0 3 Q 0 F a b . M ó d u l o s P / P r e m o n t a j e M A C 0 3 ( B L Q 1 0 5 / 1 0 6 ) 4 0 2 8 - A P R - 0 5 1 3 - J U N - 0 5
M M M C O 3 Q 0 A r m a m e n t o P r e m o n t a j e M A C 0 3 ( B L Q 1 0 5 / 1 0 6 ) 3 8 2 4 - M A Y - 0 5 0 6 - J U L - 0 5
V P M C 0 3 0 0 P i n t ur a M A C 0 3 ( B L Q 1 0 5 / 1 0 6 ) 1 5 0 7 - J U L - 0 5 2 3 - J U L - 0 5
H H M C 0 3 D 0 D i q u e M A C 0 3 ( B L Q 1 0 5 / 1 0 6 ) 2 0 2 5 - J U L - 0 5 1 6 - A U G - 0 5
P M N T R I N G - P R O D : M A G R O 0 4
M K M C 0 4 C 0 F a b . T u b e ri a p / B lo q u e s M A C 0 4 4 5 1 9 - O C T - 0 4 0 9 - D E C - 0 4
M K M C 0 4 Q 0 F a b . T u b . P / P r e m o n ta j e M A C 0 4 4 5 0 1 - D E C - 0 4 2 1 - J A N - 0 5
H A M C 0 4 0 0 E l a b o r a c ió n M A C 0 4 1 0 1 7 - F E B - 0 5 2 a - F E B - O S
H B M C 0 4 0 0 P r e v ia s M A C 0 4 1 6 1 S - F E B - 0 5 0 8 - M A R - 0 5
H F M C 0 4 C 0 P r e f a b r ic a c i ó n b l o q u e s M A C 0 4 5 8 1 8 - F E B - 0 5 2 6 - A P R - 0 5
M K M C 0 4 0 1 F a b . T u b . P / M o d u l e s M A C 0 4 4 5 0 2 - M A R - 0 5 2 2 - A P R - 0 5
M M M C 0 4 C 0 A r m a m e n t o B l o q ue s M A C 0 4 2 5 1 5 - A P R - 0 5 1 3 - M A Y - 0 5
;
1
Artemis P a g a 7 o f 2 1 |
C R U C E R O P L A N M A E S T R O
Run Date : 05-JUL-O4
Project : Buq ue Pul lmantu r N2 Plan da Fabricación Time Now : 01-JAN-O4
Versión : N2 Producción Hasta Dique Schadu ied End : 30-IMAR-07
Comme nt : Ba s e d
o n
Early Dates Required End
P M NTR I NG-P ROD: UNI DAD/ M ACRO
Ac t i v . De s c r ipc i ón Dur Comi e n zo Te r mi n .
P M N T R I N G - R R O D : M A G R O 0 4
M LM C0 4 Q 0 Fa b . M ódul os P / P re n- ionta je M A C 0 4 4 0 2 3 -A P R-0 5 0 ñ-J UN-O5
H G M C 0 4 Q 0 P r e m o n t aj e M A C 0 4 2 5 1 4 - M A Y - 0 5 1 1 ^ U N - O S
M M M C 0 4 Q 0 A r m a m e n t o P r e m o n ta j e M A C 0 4 3 3 0 9 ^ U N - 0 5 1 6 - J U L - 0 5
V P M C 0 4 0 0 P i n tu r a M A C 4 1 5 1 8 -J U L -O S 0 3 - A U G - 0 5
H H M C 0 4 D 0 D i q u e M A C 0 4 2 0 0 8 - A U G - 0 S 3 0 - A U G - 0 5
P M N T R I N G - P R O D : M A G R O
5
B L Q 1 0 9 / 1 1 0 )
M KM C 0 5 CO Fa b. Tube r í a p / B l oque s M A C O S 4 5 1 8 -NO V -0 4 0 8 -J AN -0 5
M K M C 0 5 Q 0 F a b . T u b . P / P r o m o n t a j e M A C 0 5 4 5 0 1 - J A N - 0 S 2 2 - F E B - 0 5
M K M C 0 5 0 1 F a b . T u b . P / M ó d u l o s M A C 0 5 4 5 2 3 - F E B - 0 5 1 S - A .P R - 0 5
HAM COS O O E l a bor ac i ón M A C 0 5 1 0 0 5 -M A R-0 5 1 6 -M A R-0 5
HBM C0 5 0 0 P r e v i a s M A C 0 5 1 6 O V -M AR-OS 2 4 -M AR- 0 5
HFM C0 5 C0 P ne fa br íc a c ión b l oque s M A C OS 5 0 0 7 -M A R-0 5 0 3 -M A Y -0 S
M L M C 0 5 Q 0 F a b . M ó d u l os P / P r o m o n ta j e M A C 0 5 4 0 1 6 - A P R - 0 5 0 1 - J U N - 0 5
M M M C 0 5 C 0 A m n a m e nt o B l o q ue s M A C 0 5 2 5 2 Z - A P R - 0 5 2 0 - M A Y - 0 5
H G M C 0 5 Q 0 P r e m o n ta j e M A C 0 5 2 5 2 1 - M A Y - 0 5 1 8 ^ U N - 0 5
M M M COS Q O Amna me nto P r e monta j e M A C O S 2 9 0 2 ^ UN -0 5 0 5 -J UL-OS
V P M C 0 5 0 0 P i nt u ra M A C 0 5 1 5 0 6 - J U I -- 0 5 2 2 ^ U L - 0 5
H H M C O 5 D 0 D i q u e M A C 0 5 ( B L Q 1 0 9 / 1 10 ) 2 0 1 2 - A U G - 0 5 0 3 - S E P - 0 5
P M N T R I N G - P R O D : M A G R O O e B L Q 11 1 / 1 1 2 )
M K M C 0 6 C 0 F a b . T u b . P / B l o q u e s M A C 0 6 4 7 2 4 - N O V - 0 4 1 7 - J A N - 0 5
M K M C 0 6 Q O F a b . T u b . P / P r e m o n t aj e M A C 0 6 4 S 0 8 - J A N - 0 5 0 1 - M A R - 0 5
M K M C 0 6 0 1 F a b . T u b . P / M ó d u l o s M A C 0 6 4 5 0 2 - M A R - 0 5 2 2 - A P R - O S
HAM C0 6 0 0 E l a bor ac i ón M A C 0 6 1 0 2 2 -M A R-0 5 0 1 -AP R-OS
H B M C 0 6 0 0 P r e vi a s M A C 0 6 1 6 2 3 - M A R - 0 5 0 9 - A P R - O 5
2 0 0 4
J F
]VA
IV J
J
A S C h C
2 0 0 5
J F
^ A
IV
m
J
J
2 0 0 6
S C N C J
F N/ / 1 rv /J J A £ C
2 0 0 7
^ c j F JV/1 M J
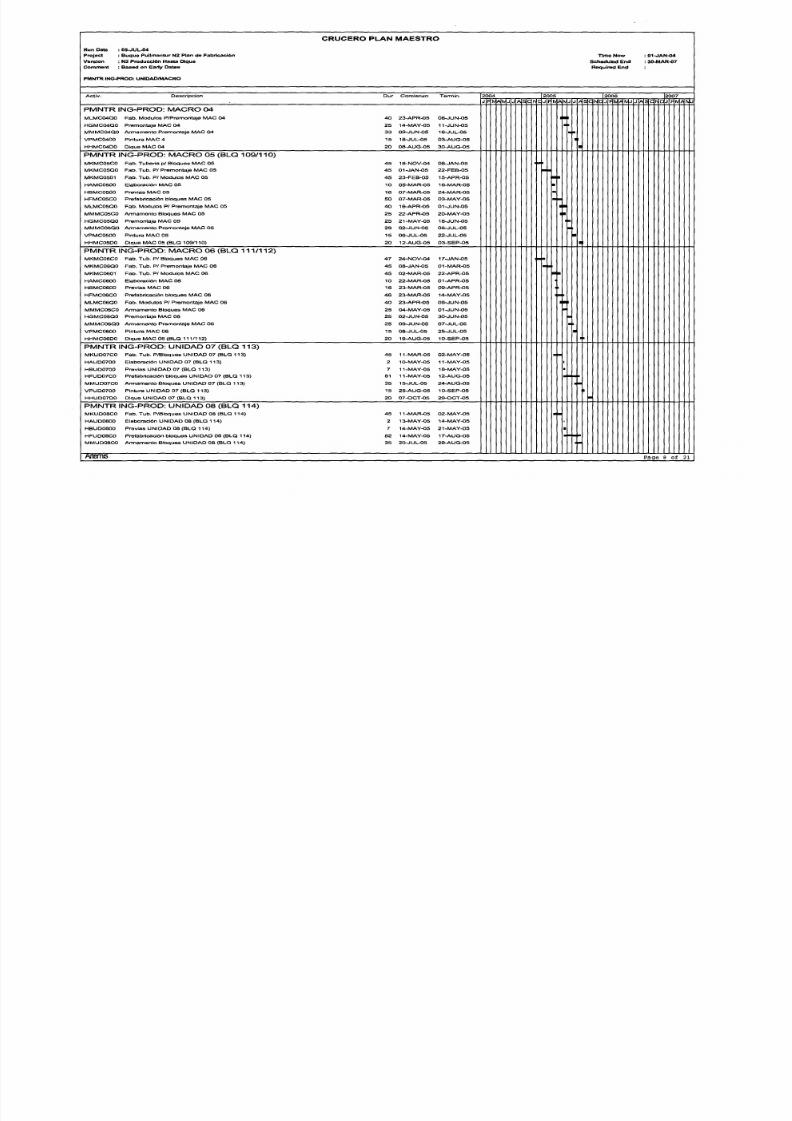
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 224/239
HFM C 0 6 CO P r e fa brí c a c ión b l oque s M A C 0 6 4 6 2 3 ' M AR- 0 5 1 4 -M A Y -0 5
M LM COe a o Fa b . M ódul os P / P r e monta j e M A C 0 6 4 0 2 3 -A P R-0 5 0 S -J UN -0 5
M M M C 0 6 C 0 A r m a m e n t o B l o qu e s M A C 0 6 2 5 0 4 - M A Y - 0 5 0 1 ^ U N - 0 5
H G M C 0 6 Q 0 P r e m o n ta j e M A C 0 6 2 5 0 2 - O U N - 0 5 3 0 - J U N - 0 5
M M M C 0 6 Q O A r m a m e n t o P r e m o n ta j e M A C 0 6 2 5 0 9 - J U N - 0 5 0 7 - J U L - 0 5
V P M C 0 6 0 0 P i nt u ra M A C 0 6 1 5 0 8 - J U L - 0 5 2 5 - J U L - 0 5
H H M C 0 6 D 0 D i q u e M A C 0 6 ( B L Q 1 1 1 / 1 12 ) 2 0 1 9 - A U G - 0 5 1 O - S E P - 0 S
P M N T R I N G - P R O D : U N I D A D 0 7 B L Q 1 1 3 )
M K U D 0 7 C O F a b . T u b . P / B lo q u e s U N I D A D 0 7 ( B L Q 1 1 3 ) 4 5 1 1 - M A R - 0 5 0 2 - M A Y - 0 5
HAU D0 7 0 0 E l a bor a ci ón UNI D AD 0 7 (BLQ 1 1 3 ) 2 1 0 -M A Y -0 5 1 1 -M A Y -0 5
H B U D 0 7 0 0 P r e v ia s U N I D A D 0 7 ( B L Q 1 3 ) 7 1 1 -M A Y -0 5 1 8 -M AY -OS
HF UD0 7 C0 P r e fa bri c a c idn b l oque s UN I DA D 0 7 (BLQ 1 1 3 ) 8 1 1 1 -M A Y -0 5 1 2 -AU G-0 5
M M U D 0 7 C 0 A r m a m e n t o B l o q ue s U N I D A D O r ( B L Q 1 1 3 ) 3 5 1 5 - J U L -0 5 2 4 - A U G - 0 5
V P U D 0 7 0 0 P i nt u ra U N I D A D 0 7 ( B L Q 1 1 3 ) 1 5 2 S - A U G - 0 5 1 0 - S e P - 0 5
H H U D 0 7 D O D i q u e U N I D A D 0 7 ( B L Q 1 1 3 ) 2 0 0 7 - O C T - 0 5 2 9 - O C T - 0 5
P M N T R I N G - P R O D : U N I D A D OS B L Q 1 1 4 )
M K U D 0 8 C 0 F a b . T u b . P / B J o q ue s U N I D A D O S ( B L Q 1 1 4 ) 4 5 1 1 - M A R - 0 5 0 2 - M A Y - 0 5
H A U D 0 8 0 0 E l a b o r a c i ó n U N I D A D O S ( B L Q 1 1 4 ) 2 1 3 - M A Y - 0 5 1 4 - M A Y - O S
H B U D 0 8 0 0 P r e v i as U N I D A D 0 8 ( B L Q 1 1 4 ) 7 1 4 - M A Y - 0 5 2 1 - M A Y - 0 5
H F U D O S C O P r e f a b r íc a c i ú n b l o q u e s U N I D A D O S ( B L Q 1 1 4 ) 8 2 1 4 - M A Y - 0 5 1 7 - A U G - 0 5
M M U D 0 8 C O A m i a m e n t o B l o q u es U N I D A D 0 8 ( B L Q 1 1 4 ) 3 5 2 & - J U L- O S 2 9 - A U G - 0 5
1
B
•
P a g e 8 o f 2 1 |
C R U C E R O P L A N M A E S T R O
R u n D a t e : O 5 - J U L - 0 4
P r o j e c t : B u q u e P u l l m a n t u r N 2 P l a n d e F a b r i c a c i ó n T i m e N o w : O I - J A N - C M
V e r s i ó n : N 2 P r o d u c c i ó n l lasta D i q u e S c h e d u l e d E n d : 3 0 - M A R - 0 7
C o m m e n t : B a s e d o n E a r l y D a t a s R e q u i r a d £ n d
P M r ^ T R I N G - P R O D : U N I D A D / M A C R O
A c t i v . D e s c r i p c i ó n D u r C o m i e n z o T e r m i n .
P M N T R I N G - P R O D : U N I D A D 0 B L Q 1 1 4 )
V P U D 0 8 0 0 P i nt u ra U N I D A D 0 8 ( B L Q 1 1 4 ) 1 5 3 0 - A U C 3 - 05 1 5 - S E P - 0 5
H H U D O S D O D i q u e U N I D A D O S ( B L Q 1 1 4 ) 2 0 1 2 - O C T - 0 5 0 3 - N O V - 0 5
P M N T R I N G - P R O D : U N I D A D 0 9 B L Q 1 1 5 )
A K U D 0 9 C O F a b . T u b . P / B l o q u e s U N I D A D 0 9 ( B L Q 1 1 5 ) 4 5 2 5 - M A R - 0 5 1 6 - M A Y - 0 5
H A U D 0 3 0 0 E l a t o r a c i á n U N I D A D 0 9 ( B L Q 1 1 5 ) 2 1 S - M A Y - 0 5 1 S - M A Y - 0 5
H B U D 0 9 0 0 P r e v i as U N I D A D 0 9 ( B L Q 1 1 5 ) 7 1 9 - M A Y - 0 5 2 e - M A Y - 0 5
H F U D 0 9 C 0 P r e f a b r ic a c i ó n b l o q u e s U N I D A D 0 9 ( B L Q 1 1 5 ) 1 0 3 1 9 - M A Y - 0 5 1 S - S E P - 0 5
A M U D 0 9 C O A r m a m e n t o B l o q u e s U N I D A D 0 9 ( B L Q 1 1 5 ) 1 5 1 8 - A U G - O S 0 3 - S E P - 0 5
V P U D 0 9 0 0 P i nt u ra U N I D A D 0 9 ( B L Q 1 1 5 ) 1 5 0 5 - S E P - O 5 2 1 - S E P - 0 5
H H U D 0 9 D 0 D i q u e U N I D A D 0 9 ( B L Q 1 1 5 ) 2 0 1 8 - O C T - 0 5 0 9 - N O V - 0 5
P M N T R I N G - P R O D : U N I D A D 1 0 B L Q 2 0 2 )
H A U D 1 0 0 0 E l a b or a c ió n U N I D A D 1 0 ( B L Q 2 0 2 ) 2 2 1 - J U N - 0 5 2 2 - J U N - 0 5
H B U D 1 0 0 0 P r e v i as U N I D A D 1 0 ( B L Q 2 0 2 )
7
2 2 - J U N - O S 2 9 - J U N - 0 5
H F U D 1 0 C 0 P r e fa b r ic a c ió n b l o q ue s U N I D A D 1 0 ( B L Q 2 0 2 ) 7 0 2 2 ^ U N - 0 5 1 0 - S E P - 0 5
M K U D 1 0 C 0 F a b . T u b . P / B l o q u e s U N I D A D 1 0 ( B L Q 2 0 2 ) 4 5 1 1 ^ U L - 0 5 3 1 - A U G - 0 5
M M U D 1 0 C 0 A r m a m e n t o B l o q u e s U N I D A D 1 0 ( B L Q 2 0 2 ) 3 0 0 6 - S E P - O S 1 0 - O C T - 0 5
V P U D 1 0 0 0 P i n tu r a U N I D A D 1 0 ( B L Q 2 0 2 ) 1 5 1 1 - O C T - 0 5 2 7 - O C T - 0 5
H H U D 1 0 D 0 D i q u e U N I D A D 1 0 ( B L Q 2 0 2 ) 2 0 1 2 - D E C - 0 5 0 3 - J A N - 0 6
P M N T R I N G - P R O D : U N I D A D 11 B L Q 2 0 1 )
H A U D 1 1 0 0 E l a b or a c ió n U N I D A D 1 1 ( B L Q 2 0 1 ) 2 Z 2 - J U N - O S 2 3 - J U N - 0 5
H B U D 1 1 0 0 P r e v i as U N I D A D 1 1 ( B L Q 2 0 1 ) 7 2 3 - J U N - 0 5 3 0 - J U N - 0 5
H F U D 1 1 C O P r e f a b r ic a c i ó n b l o q u e s U N I D A D 1 1 ( B L Q 2 0 1 ) 7 0 2 3 - J U N - 0 5 1 2 - S E P - 0 5
M K U D 1 I C O F a b . T u b , P / B l o q u e s U N I D A D 1 1 ( B L Q 2 0 1 ) 4 5 1 1 ^ U L - 0 5 3 1 - A U G - 0 5
M M U D 1 1 C O A r m a m e n t o B l o q u e s U N I D A D 1 1 ( B L Q 2 0 1 ) 3 0 0 7 - S E P - 0 5 1 1 - O C T - O S
2 0 0 4
J F IV
A ^ j
j A
s c
N
2 0 0 5
E J F
tvAtv
•
J
1
j
>
•
•
c
N C
2 0 0 6
J F
N / s
N/ J J A
£
C h
c
2 0 0 7
J
F
ru
/>
ü
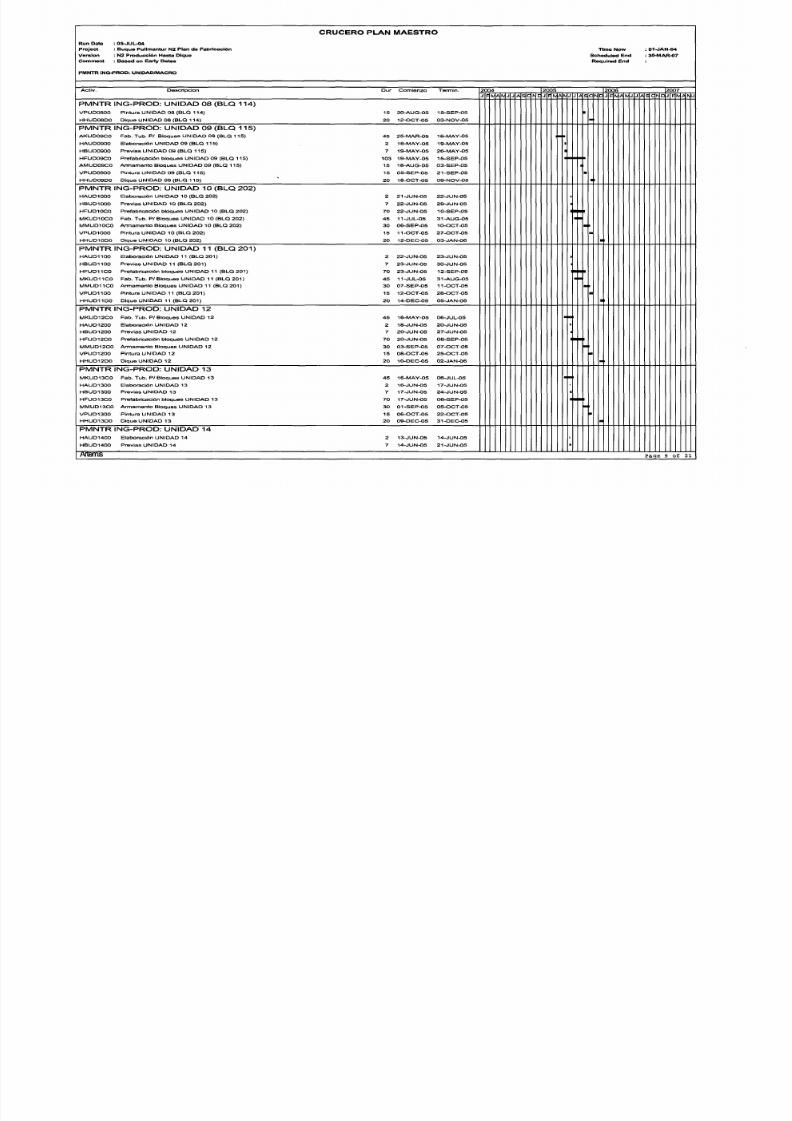
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 225/239
V P U D 1 1 0 0 P i n tu r a U N I D A D 1 1 ( B L Q 2 0 1 ) 1 5 1 2 - O C T - 0 5 2 8 - O C T - 0 5
H H U D 1 1 D O D i q u e U N I D A D 1 1 ( B L Q 2 0 1 ) 2 0 1 4 - D E C - 0 5 0 5 - J A N - 0 6
P M N T R I N G - P R O D : U N I D A D 1 2
M K U D 1 2 C O F a b . T u b . P / B l o q u e s U N I D A D 1 2 4 5 1 6 - M A Y - 0 5 0 6 - J U L - 0 S
H A U D 1 2 0 0 E l a bo r a c ió n U N I D A D 1 2 2 1 8 - J U N - 0 5 2 0 - J U N - 0 5
M B U D 1 2 0 0 P r e v i as U N I D A D 1 2 7 2 0 - J U N - 0 5 2 7 ^ U N - 0 5
H F U D 1 2 C O P r e f a b r ic a c i ó n b l o q u e s U N I D A D 1 2 7 0 2 0 - J U N - 0 5 0 8 - S E P - 0 5
M M U D 1 2 C O A r m a m e n t o B l o q ue s U N I D A D 1 2 S O 0 3 - S E P - 0 5 0 7 - O C T - 0 5
V P U D 1 Z O O P i nt u ra U N I D A D 1 2 1 5 0 8 - O C T - 0 5 2 5 - O C T - 0 5
H H U D 1 2 D O D i q u e U N I D A D 1 2 2 0 1 0 - D E C - 0 5 0 2 - J A N - 0 6
P M N T R I N G - P R O D : U N I D A D 1 3
M K U D 1 3 C O F a b . T u b . P / B l o q u e s U N I D A D 1 3 4 5 1 6 - M A Y - O S 0 6 - J U L - 0 S
H A U D 1 3 0 0 E l a bo r a c ió n U N I D A D 1 3 2 1 6 - 0 U N - 0 5 1 7 - J U N - 0 5
H B U D 1 3 0 0 P r e v i a s U N I D A D 1 3 7 1 7 - J U N - 0 5 2 4 - J U N - 0 5
H F U D 1 3 C O P r e f a b r ic a c i ó n b l o q u e s U N I D A D 1 3 7 0 1 7 - J U N - 0 5 0 6 - S E P - 0 S
M M U D 1 3 C O A r m a m e n t o B l o q ue s U N I D A D 1 3 3 0 0 1 - S E P - 0 5 0 5 - O C T - 0 5
V P U D 1 3 0 0 P i nt u ra U N I D A D 1 3 1 5 0 6 - O C T - O S 2 2 - O C T - 0 5
H H U D 1 3 D O D i q u e U N I D A D 1 3 2 0 0 9 - D E C - O 5 3 1 - D E C - 0 5
P M N T R I N G - P R O D : U N I D A D 1 4
H A U D 1 4 0 0 E l a bo r a c ió n U N I D A D 1 4 2 1 3 - O U N - 0 5 1 4 - J U N - 0 5
H B U D 1 4 0 0 P r e v i as U N I D A D 1 4 7 1 4 - J U N - 0 5 2 1 - J U N - O S
•
•
1
A m e m B P a g e 9 o f 2 1
C R U C E R O P L A N M A E S T R O
R u n D a t e : 0 5 - J U L - 0 4
P r o j e c t : B u q u e P u l l m a n t u r N 2 P l a n d a F a b r i c a c i ó n T i m e N o w : 0 1 - s J A N -O 4
V e r s i ó n : N 2 P r o d u c c i ó n H a s t a D i q u e S c h e d u l e d E n d : 3 0 - M A R - O 7
C o m m e n t : B a s a d o n E a r i y D a t e s R e q u i r a d E n d
P M N T R I N G - P R O D : U N l O A D / M A C R O
A c t i v . D e s c r i p c i ó n D u r C o m i e n z o T e m n i n .
P M N X R I N G - P R O D : U N I D A D 1 4
H F U D 1 4 C O P r e f a b ri c a c t ó n b l o q u e s U N I D A D 1 4 7 0 1 4 ^ U N - 0 5 0 2 - S E P - 0 5
M K U D 1 4 C 0 F a b . T u b . P / B l o q u e s U N I D A D 1 4 4 5 1 2 ^ U L - O S 0 1 - S E P - 0 S
M M U D 1 4 C O A r m a m e n t o B l o q ue s U N I D A D 1 4 3 0 0 2 - S E P - 0 5 0 6 - O C T - 0 5
V P U D 1 4 0 0 P i n tu r a U N I D A D 1 4 1 5 O T ^- O CT - OS 2 4 - O C T - 0 5
H H U D 1 4 D O D i q u e U N I D A D 1 4 2 0 0 7 - D E C - 0 5 2 9 - D E C - 0 5
P M N T R IN < 3 - P R O D : U N I D A D 1 5
H A U D 1 5 0 0 E l a bo r a ci ó n U N I D A D 1 5 2 1 4 - J U N - 0 5 1 5 - J U N - 0 5
H B U D 1 5 0 0 P r e v ia s U N I D A D 1 5 7 1 S - J UN - O S 2 2 - J U N - 0 5
H F U D 1 5 C O P r e f a b r ic a c i ó n b l o q u e s U N I D A D 1 5 7 0 1 S - J U N - 0 5 0 3 - S E P - 0 5
M K U D 1 5 C 0 F a b . T u b . P / B l o q u e s U N I D A D 1 5 4 5 1 2 - J U L - 0 5 0 1 - S E P - 0 5
M M U D 1 5 C O A m n a m e n t o B l o q u e s U N I D A D 1 5 3 0 0 2 - S E P - 0 S 0 6 - O C T - 0 5
V P U D 1 5 0 0 P i nt u ra U N I D A D 1 5 1 5 0 7 - O C T - 0 5 2 4 - O C T - 0 5
H H U D 1 5 D O D i q u e U N I D A D 1 5 2 0 O a - D E C - 0 5 3 0 - D E C - 0 5
P M N T R I N G - P R O D : U N I D A D 1 6
H A U D 1 6 O 0 E l a bo r a c ió n U N I D A D 1 6 2 0 6 - J U N - 0 5 0 7 ^ U N - 0 5
H B U D 1 6 0 0 P r e v ia s U N I D A D i e 7 0 7 ^ U N - 0 5 1 4 - J U N - 0 5
H F U D 1 6 C O P r e f a b r ic a c i ó n b l o q u e s U N I D A D 1 6 7 0 0 7 - J U N - 0 S 2 6 - A U G - 0 5
M K U D 1 6 C O F a b . T u b . P / B l o q u e s U N I D A D 1 6 4 5 1 2 - J U L - 0 5 0 1 - S E P - 0 5
M M U D 1 6 C O A m n a m e n t o B l o q u e s U N I D A D 1 6 S O 0 2 - S E P - 0 5 0 6 - O C T - 0 5
V P U D 1 6 0 0 P i nt u ra U N I D A D 1 6 1 5 0 7 - O C T - 0 S 2 4 - O C T - 0 5
H H U D 1 6 D O D i q u e U N I D A D 1 6 2 0 2 6 - N O V - 0 5 1 9 - D E C - 0 5
P M N T R I N G - P R O D : U N I D A D 1 7
H A U D 1 7 0 0 E l a bo r a ci ó n U N I D A D 1 7 2 0 9 ^ U N - 0 5 1 0 - J U N - 0 5
H B U D 1 7 0 0 P r e v i a s U N I D A D 1 7 7 1 C ) - J U N- 0 5 1 7 - J U N - 0 5
2 0 0 4
F hl
A
lu
J
J A S
c
h C
2 0 0 S
J F N/A ^ j
•
1
•
j S C C
2 0 0 6
J FM N J
J A
c ^
2 0 0 7
C J F
^
i \ \ j
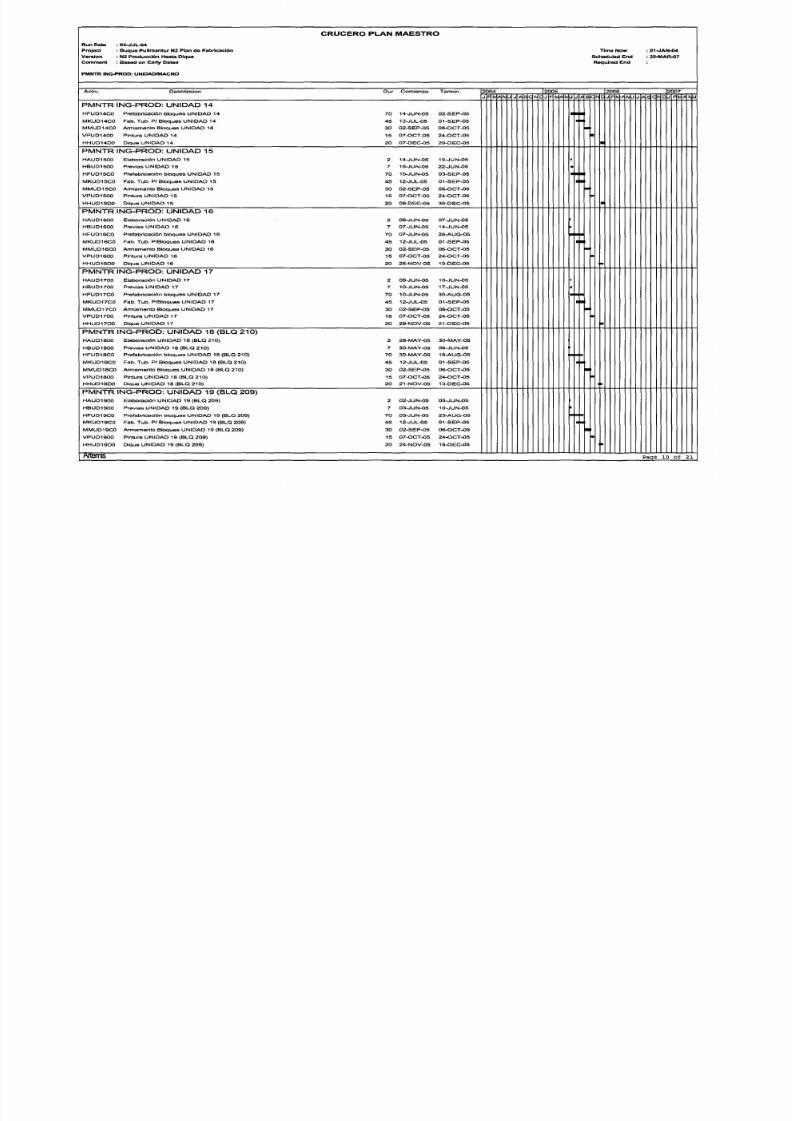
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 226/239
H F U D 1 7 C 0 P r e f a b r ic a c i ó n b l o q u e s U N I D A D 1 7 7 0 1 0 - J U N - 0 5 3 0 - A U G - 0 5
M K U D 1 7 C O F a b . T u b . P / B l o q u e s U N I D A D 1 7 4 5 1 2 - J U L - 0 5 0 1 - S E P - 0 S
M M U D 1 7 C O A m n a m e n t o B l o q ue s U N I D A D 1 7 3 0 0 2 - S E P - 0 5 0 6 - O C T - O S
V P U D 1 7 O 0 P i nt u ra U N I D A D 1 7 1 5 0 7 - O C T - 0 S 2 4 - O C T - 0 5
H H U D 1 7 D 0 D i q ue U N I D A D 1 7 2 0 2 9 - N O V - 0 5 2 1 - D E C - 0 5
P M N T R I N G - P R O D : U N I D A D 1 8 B L Q 2 1 0)
H A U D 1 8 0 0 E i at x ar a ci ón U N I D A D 1 8 B L Q 2 1 0 ) 2 2 8 - M A Y - 0 5 3 0 - M A Y - 0 5
H B U D 1 8 0 0 P r e v i a s U N I D A D 1 8 B L Q 2 1 0 ) 7 3 C 5 - M A Y - 0 5 0 6 - J U N - 0 5
H F U D 1 8 C 0 P r e f a b ri c a c i ón b l o q u e s U N I D A D 1 8 B L Q 2 1 0 ) 7 0 3 0 - M A Y - 0 5 1 8 - A U G - 0 5
M K U D 1 8 C O F a b . T u b . P / B l o q u e s U N I D A D 1 8 B L Q 2 1 0 ) 4 5 1 2 - J U L - 0 5 0 1 - S E P - 0 5
M M U D 1 8 C O A r m a m e n t o B l o q ue s U N I D A D 1 8 B L Q 2 1 0 ) 3 0 0 2 - S E P - O 5 0 6 - O C T - 0 5
V P U D 1 8 0 0 P i nt u ra U N I D A D 1 8 B L Q 2 1 0 ) 1 5 0 7 - O C T - 0 5 2 4 - O C T - O S
H H U D 1 8 D O D i q u e U N I D A D 1 8 B L Q 2 1 0 ) 2 0 2 1 - N O V - 0 5 1 3 - D E C - 0 5
P M N T R I N G - P R O D : U N I D A D 1 9 B L Q 2 0 9 )
H A U D 1 9 O 0 E l a b o r a c ió n U N I D A D 1 9 B L Q 2 0 9 ) 2 0 2 - J U N - 0 5 0 3 - J U N - 0 5
H B U D 1 9 0 0 P r e v ia s U N I D A D 1 9 B L Q 2 0 9 ) 7 0 3 - J U N - O S 1 0 - J U N - 0 5
H F U D 1 9 C O P r o f a br i c a c ió n b l o q u e s U N I D A D 1 9 B L Q 2 0 9 ) 7 0 0 3 - J U N - O 5 2 3 - A U G - 0 5
M K U D 1 9 C 0 F a b . T u b . P / B l o q u e s U N I D A D 1 9 B L Q 2 0 9 ) 4 5 1 2 - J U L - 0 5 0 1 - S E P - 0 5
M M U D 1 9 C O A r m a m e n t o B l o q u e s U N I D A D 1 9 B L Q 2 0 9 ) 3 0 0 2 - S E P - 0 5 0 6 - O C T - 0 5
V P U D 1 9 0 0 P i nt u ra U N I D A D 1 9 B L Q 2 0 9 ) 1 5 0 7 - O C T - O S 2 4 - O C T - 0 5
H H U D 1 9 D O D i q u e U N I D A D 1 9 B L Q 2 0 9 ) 2 0 Z 4 - N O V - O S 1 6 - D E C - O S
•
a
Artemis P a g e 1 0 o f 2 1 |
C R U C E R O P L A N M A E S T R O
Run Date
:
05 - JUL 04
pFoJect : Buque Pullmantur N2 Plan de Fabricacián Time No>w : 01-JAN -a4
Versión : N2 Producción Hasta Dique Scheduled End : 30-MA R-07
Comme nt : Basad on Early Dates Requlred End
P MNT R ING - P RO D: UNlDAD/MACRO
Act i v . D ascr í pc ion Dur C o m i e n z o T e r m i n .
P M N T R I N G - P R O D : U N I D A D 2 0 ( B L Q 2 1 2 )
M K U D 2 0 C 0 F a b . T u b . P / B l o q u e s U N I D A D 2 0 ( B L Q 2 1 2 ) 4 5 2 5 - M A R - 0 5 1 6 - M A Y - 0 5
H A U D 2 0 0 0 E l a b o r a ci S n U N I D A D 2 0 ( B L Q 2 1 2 ) 2 2 1 - M A Y - 0 5 2 3 - M A Y - 0 5
H B U D 2 0 0 0 P r e v i a s U N I D A D 2 0 ( B L Q 2 1 2 ) 7 2 3 - M A Y - 0 5 3 0 - M A Y - 0 5
H F U D 2 0 C 0 P r e f a b ri c a c l ó n b l o q u e s U N I D A D 2 0 ( B L Q 2 1 2 ) 7 0 2 3 - M A Y - 0 5 1 1 - A U G - 0 5
M M U D 2 0 C 0 A r m a m e n t o B l o q u e s U N I D A D 2 0 ( B L Q 2 1 2 ) 3 0 0 6 - A U G - 0 5 0 9 - S E P - 0 5
V P U D 2 0 0 0 P i n t u r a U N I D A D 2 0 ( B L Q 2 1 2 ) 1 5 1 0 - S E P - 0 S 2 7 - S E P - 0 5
H H U D 2 0 D 0 D i q u e U N I D A D 2 0 ( B L Q 2 1 2 ) 2 0 1 6 - N O V - 0 5 0 8 - D E C - 0 S
P M N T R I N G - P R O D : U N I D A D 2 1 ( B L Q 2 1 1 )
M K U D 2 1 C O F a b . T u b . P B l o q u e s U N I D A D 2 1 ( B L Q 2 1 1 ) 4 5 2 5 - M A R - 0 5 1 6 - M A Y - 0 5
H A U D 2 1 0 0 E l a b o r a c i ó n U N I D A D 2 1 ( B L Q 2 1 1 ) 2 2 S - M A Y - 0 5 2 6 - M A Y - 0 5
H B U D 2 1 0 0 P r e v i a s U N I D A D 2 1 ( B L Q 2 1 1 ) 7 2 6 - M A Y - 0 5 0 2 ^ U N - O S
H F U D 2 1C O Pr e fab r í cac ión b loques U N I D A D 21 ( BLQ 211 ) 70 26 - M AY- 05 15 - AU G- OS
M M U D 2 1 0 0 A r m a m e n t o B l o q u e s U N I D A D 2 1 ( S L Q 2 1 1 ) 3 0 1 0 - A U G - 0 5 1 3 - S E P - 0 5
V P U D 2 1 0 O P i n t u r a U N I D A D 2 1 ( B L Q 2 1 1 ) 1 5 1 4 - S E P - 0 5 3 0 - S E P - 0 5
H H U D 2 1 D O D i q u e U N I D A D 2 1 ( B L Q 2 1 1 ) 2 0 1 8 - N O V - 0 5 1 0 - D E C - 0 5
P M N T R I N G - P R O D : U N I D A D 2 2 ( B L Q 2 1 4 )
H A U D 2 2 0 O E l a b o r a c i ó n U N I D A D 2 2 ( B L Q 2 1 4 ) 2 1 4 - M A R - 0 5 1 5 - M A R - 0 5
H B U D 2 2 0 0 P r e v i a s U N I D A D 2 2 ( B L Q 2 1 4 ) 7 1 S - M A R - 0 5 2 2 - M A R - 0 5
H F U D 2 2C O Pr e fab r í cac ión b loques U N I D AD 22 ( BLQ 214 ) 60 15 - M AR - 05 23 - MAY- OS
M K U D 2 2 C O F a b . T u b . P / B l o q u e s U N I D A D 2 2 ( B L Q 2 1 4 ) 4 5 2 5 - M A R - 0 5 1 6 - M A Y - 0 5
M M U D 2 2 C O A r m a m e n t o B l o q u e s U N I D A D 2 2 ( B L Q 2 1 4 ) 3 0 1 9 - M A Y - 0 5 2 2 - J U N - 0 5
V P U D 2 2 0 0 P i n t u ra U N I D A D 2 2 ( B L Q 2 1 4 ) 1 5 2 3 - J U N - 0 5 0 9 - J U L - 0 S
H H U D 2 2 D O D i q u e U N I D A D 2 2 ( B L Q 2 1 4 ) 2 0 1 6 - A U G - 0 5 0 7 - S E P - 0 5
P M N T R I N G - P R O D : U N I D A D 2 3 ( B L Q 2 1 3 )
20O4
J F IVA N J
J A S
c
N C
2 0 0 5
J F IVA
I
;
rv j
•
1
j
{
S
m
C N C
2 0 0 6
J F
^
HJ
J A
£ C
^
2007
J
F IV A
^ u
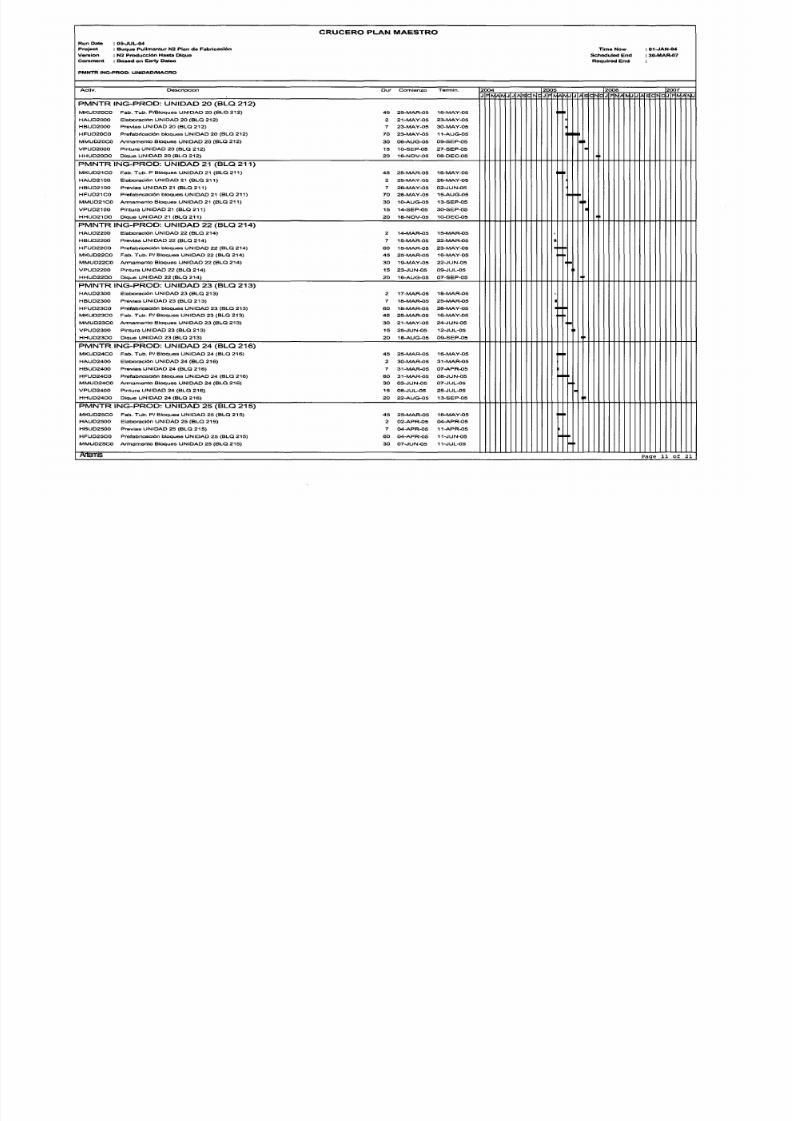
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 227/239
H A U D 2 3 0 0 E l a b o r a c i ó n U N I D A D 2 3 ( B L Q 2 1 3 ) 2 1 7 - M A R- O S 1 8 - M A R - 0 5
H B U D 2 3 0 0 P r e v i a s U N I D A D 2 3 ( B L Q 2 1 3 ) 7 i a - M A R - 0 5 2 5 - M A R - 0 5
H F U D 23 C O Pr e fab r í cac ión b loques U N I D A D 23 ( BLQ 213 ) 60 1 - MAR - 05 26 - IV IAY-05
MKU D 23C O F ab . T ub . P /B l oqu es U N I D AD 23 ( BLQ 213 ) 45 25 - M AR - 0 5 16 -IV1AY- 05
M M U D 2 3 C O A r m a m e n t o B l o q u e s U N I D A D 2 3 ( B L Q 2 1 3 ) 3 0 2 1 - M A Y - 0 5 2 4 - J U N - 0 5
V P U D 2 3 0 O P i n t u ra U N I D A D 2 3 ( B L Q 2 1 3 ) 1 5 2 5 - J U N - 0 5 1 2 ^ U L - 0 5
H H U D 2 3 D O D i q u e U N I D A D 2 3 ( B L Q 2 1 3 ) 2 0 1 8 - A U G - 0 5 0 9 - S E P - 0 5
P M N T R I N G - P R O D : U N I D A D 2 4 ( B L Q 2 1 6 )
M K U D 2 4 C O F a b . T u b . P / B l o q u e s U N I D A D 2 4 ( B L Q 2 1 6 ) 4 5 2 5 - M A R - 0 5 1 6 - M A Y - 0 5
H AU D 240 0 E labo r ac ión U N ID AD 24 ( BLQ 216 ) 2 SO- IMAR -OS 31 - MA R - 05
H B U D 2 4 0 0 P r e v i a s U N I D A D 2 4 ( B L Q 2 1 6 ) 7 3 1 - M A R - 0 5 0 7 , A P R - 0 5
H F U D 2 4C O Pr e fab r í cac ión b loques U N ID AD 24 ( BLQ 216 ) 60 31 - l \ / IAR - 05 08 - JU N - 05
M M U D 2 4 C O A r m a m e n t o B l o q u e s U N I D A D 2 4 ( B L Q 2 1 6 ) 3 0 0 3 - J U N - 0 5 0 7 ^ U L - 0 5
V P U D 2 4 0 0 P i n t u ra U N I D A D 2 4 ( B L Q 2 1 6 ) 1 5 0 8 - J U L - 0 5 2 5 - J U L - 0 5
H H U D 2 4 D O D i q u e U N I D A D 2 4 ( B L Q 2 1 6 ) 2 0 2 2 - A U G - 0 5 1 3 - S E P - 0 5
P M N T R I N G - P R O D : U N I D A D 2 5 ( B L Q 2 1 5 )
M K U D 2 5 C O F a b . T u b . P / B l o q u e s U N I D A D 2 5 ( B L Q 2 1 5 ) 4 5 2 5 - M A R - 0 5 1 6 - M A Y - 0 5
H A U D 2 5 0 0 E l a b o r a c ió n U N I D A D 2 5 ( B L Q 2 1 5 ) 2 0 2 - A P R - 0 5 0 4 - A P R - 0 5
H B U D 2 5 0 0 P r e v i a s U N I D A D 2 5 ( B L Q 2 1 5 ) 7 0 4 - A P R - 0 S 1 1 - A P R - 0 5
H F U D 2 5C O Pr e fab r í cac ión b loques U N I D AD 25 ( BLQ 215 ) 60 04 - AP R - 05 11 - JU N - 05
MIV1U D25C: :0 A r m ame n to B loques U N I D A D 25 ( BLQ 215 ) 30 07 ^ U N - 0 5 11 - JU L - 05
1
•
. 1
1
•
A n a n i S
P a g e
1 1
o f 2 1
C R U C E R O P L A N M A E S T R O
Run Data : 05-JUL.-04
Project : Buqu e Pul lmantur N2 Plan de Fabricaci< n Time Now : 01->JAN-04
Versión : N2 Producciún Hasta Dique Schedu led End : 30-MAR-O7
Comm ent : Based on Early Dates Raqulred End
P M NTR I NG -P ROD: UNI DAD/ M ACRO
Ac t i v . De s c r ipc i ón Dur Comi e n zo Tor mi n .
P M N T R I N G - P R O D : U N I D A D 2 5 B L Q 2 1 5 )
V P U D2 5 0 0 P i n tura UNI D AD 2 5 (BLQ 2 1 5 ) 1 5 1 Z^ UL-OS 2 e -J UL-0 5
H H U D 2 5 D O D i q u e U N I D A D 2 5 ( B L Q 2 1 5 ) 2 0 2 S - A U G - 0 5 i e - S E P - 0 5
P M N T R I N C 3 -P R O D : U N I D A D 2 6 B L Q 2 1 8 )
M K U D 2 6 C O F a b . T u b . P / B l o q ue s U N I D A D 2 6 ( B L Q 2 1 8 ) 4 5 0 2 - M A R - 0 5 2 2 - A P R - 0 5
HAU D2 6 0 0 E l a bora c i ón UNI D AD 2 6 (BLQ 2 1 8 ) 2 0 7 nAP R -0 5 0 8 -AP R-OS
H B U D 2 6 O 0 P r e vi a s U N I D A D 2 6 ( B L Q 2 1 8 ) 7 0 8 - A P R - 0 5 1 5 - A P R - 0 5
HFU D2 6 C0 P r e fabr i c ac i ón b l oque s UNI DAD 2 6 (BLQ 2 1 8 ) 6 0 0 8 -A P R-0 5 1 6 -J UN -0 5
M M U D 2 6 C O A r m a m e n t o B l o qu e s U N I D A D 2 6 ( B L Q 2 1 8 ) 3 0 1 1 ^ U N - 0 5 1 5 - J U L - 05
V P U D2 6 0 0 P i n tur a UNI D AD 2 6 (BLQ 2 1 8 ) 1 3 1 6 -J UL-0 5 3 0 -J UL-0 5
H H U D 2 6 D 0 D i q u e U N I D A D 2 6 ( B L Q 2 1 8 ) 2 0 2 6 - A U G - 0 5 1 7 - S E P - 0 5
P M N T R I N G - P R O D : U N I D A D 2 r B L Q 2 1 7 )
M K U D 2 7 C 0 F a b . T u b . P / B l o q u es U N I D A D 2 7 ( B L Q 2 1 7 ) 4 5 0 2 - M A R - 0 5 2 2 - A P R - 0 5
HAU DZ7 0 0 E l a bora c i ón UNI D AD 2 7 (BLQ 2 1 7 ) 2 1 1 -AP R-0 5 1 2 -AP R -0 5
H B U D 2 7 0 0 P r e vi a s U N I D A D 2 7 ( B L Q 2 1 7 ) 7 1 2 - A P R - 0 5 1 9 - A P R - 0 5
HFU D2 7 C0 P r e febr i c ac i ón b l oque s UN I DA D 2 7 (BLQ 2 1 7 ) 6 0 1 2 nAP R-0 5 2 0 -J UN -0 5
M M UD 2 7 CO Ar ma me nto Bl oque s UN I DAD 2 7 (BLQ 2 1 7 ) 3 0 1 S -J UN-0 5 1 9 -J UL-0 5
V P U D 2 7 0 0 P i nt u ra U N I D A D 2 7 ( B L Q 2 1 7 ) 1 3 2 0 - J U L - 0 5 0 3 - A U G - 0 5
H H U D 2 7 D O D i q u e U N I D A D 2 7 ( B L Q 2 1 7 ) 2 0 3 0 - A U G - 0 5 2 1 - S E P - 0 5
P M N T R I N G - P R O D : U N I D A D 2 8 B L Q 2 2 0 )
M K U D 2 8 C 0 F a b . T u b . P / B lo q u e s U N I D A D 2 8 ( B L Q 2 2 0 ) 4 5 0 2 - M A R - 0 5 2 2 - A P R - 0 5
HAU D2 8 0 0 E l a bora c i ón UNI D AD 2 8 (BLQ 2 2 0 ) 2 1 5 -AP R-0 5 1 6 -AP R -0 5
H B U D 2 8 0 0 P r e vi a s U N I D A D 2 8 ( B L Q 2 2 0 ) 7 1 6 - A P R - 0 5 2 3 - A P R - 0 5
HFUD 2 8 CO P r e fabr i c ac i ón b l oque s UNI D AD 2 8 (BLQ 2 2 0 ) 6 0 1 6 -AP R-0 5 Z4 -J UN-OS
M M U D 2 8 C 0 A r m a m e n t o B l o qu e s U N I D A D 2 8 ( B L Q 2 2 0 ) 3 0 2 0 - J U N - 0 5 2 3 - J U L - 0 5
2 0 0 4
J
F h A^ j ]
J
A S C h c
2 0 0 5
J F
N A^ J
1
•
•
1
J
1
fi
2 0 0 6
s e c J
F IV/1 V j]
J A
2 0 0 7
N C J
Ffw
^ j
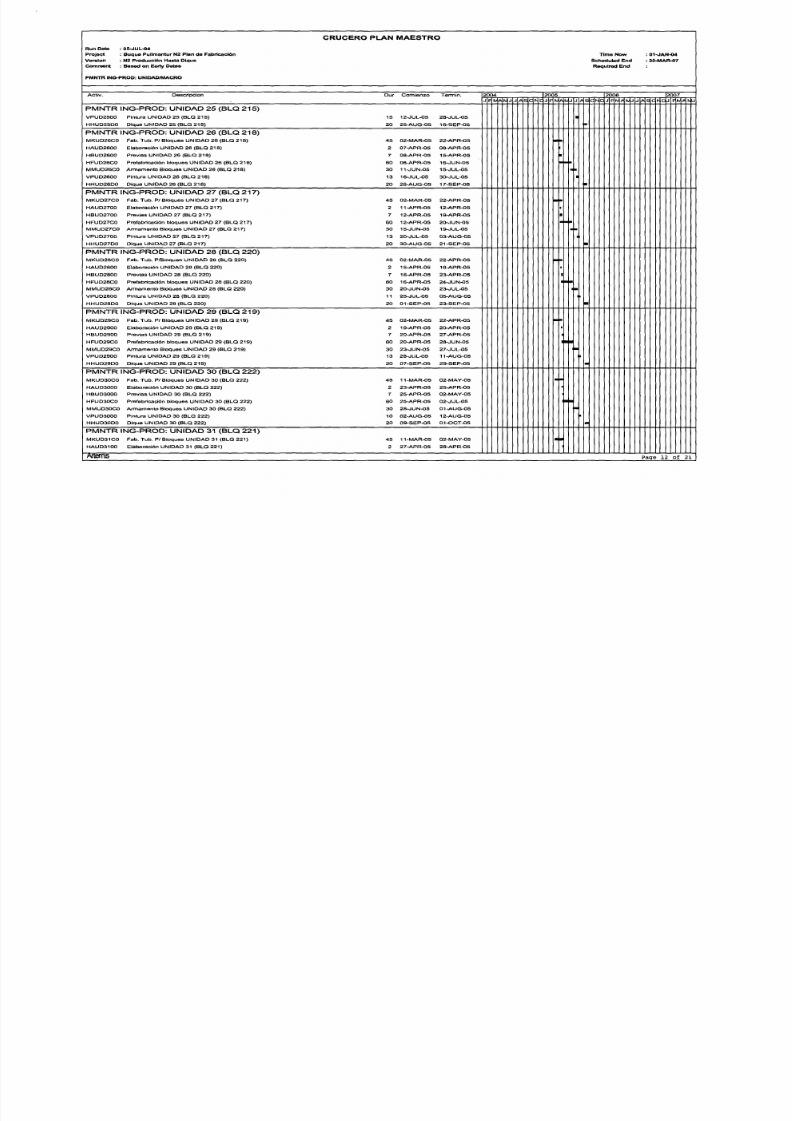
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 228/239
V P U D 2 8 0 0 P i nt u ra U N I D A D 2 8 ( B L Q 2 2 0 ) 1 1 2 5 - J U L - 0 5 0 S - A U G - 0 5
H H U D 2 8 D O D i q u e U N I D A D 2 8 ( B L Q 2 2 0 ) 2 0 0 1 - S E P - 0 5 2 3 - S E P - 0 5
P M N T R IN G - P R O D : U N I D A D 2 9 B L Q 2 1 9 )
M K U D 2 9 C O F a b . T u b . P / B l o q u e s U N I D A D 2 9 ( B L Q 2 1 9 ) 4 5 0 2 - M A R - 0 5 2 2 - A P R - 0 5
HAU D2 9 0 0 E l a bora c i ón UNI D AD 2 9 (BLQ 2 1 9 ) 2 1 9 ^ AP R-0 5 2 0 -AP R-0 5
H B U D 2 9 0 0 P r e v ia s U N I D A D 2 9 ( B L Q 2 1 9 ) 7 2 0 - A P R - 0 5 2 7 - A P R - 0 5
HFUD 2 9 CO P r e fabr i ca c i ón b l oque s UN I DAD 2 9 (BLQ 2 1 9 ) 6 0 2 0 -A P R-0 5 2 8 -J U N-0 5
M I V1 UD2 9CO Ar ma me nto Bl oque s UNI DAD 2 9 (BLQ 2 1 9 ) 3 0 2 3 -J U N-0 5 2 7 ^ UL -0 5
V P U D2 9 0 0 P i n tura UNI D AD 2 9 (BLQ 2 1 9 ) 1 3 2 8 -J UL-0 5 1 1 -AUG~ 0 5
H H U D 2 9 D O D i q u e U N I D A D 2 9 ( B L Q 2 1 9 ) 2 0 0 7 - S E P - 0 5 2 9 - S E P - 0 5
P M N T R I N G - P R O D : U N I D A D 3 0 B L Q 2 2 2 )
M K U D 3 0 C O F a b . T u b . P / B l o q u e s U N I D A D 3 0 ( B L Q 2 2 2 ) 4 5 1 1 - M A R - 0 5 0 2 - M A Y - 0 5
H A U D 3 0 0 0 E l ab o r ac i ón U N I D A D 3 0 ( B L Q 2 2 2 ) 2 2 3 - A P R - 0 5 2 5 - A P R - 0 5
H B U D 3 0 0 0 P r e v ia s U N I D A D 3 0 ( B L Q 2 2 2 ) 7 2 5 - A P R - 0 5 0 2 - M A Y - 0 5
HFU D3 0 C0 P r e fabr i ca c i ón b l oque s UN I DAD 3 0 (BLQ 2 2 2 ) 6 0 2 5 -A P R-0 5 0 2 -J UL-0 S
M M U D 3 0 C 0 A r m a m e n t o B l oq u e s U N I D A D 3 0 ( B L Q 2 2 2 ) 3 0 2 8 - J U N - 0 5 0 1 - A U G - 0 5
V P U D 3 0 0 0 P i nt u ra U N I D A D 3 0 ( B L Q 2 2 2 ) 1 0 0 2 - A U G - 0 5 1 2 - A U G - 0 5
H H U D 3 0 D 0 D i q u e U N I D A D 3 0 ( B L Q 2 2 2 ) 2 0 0 9 - S E P - 0 S 0 1 - O C T - 0 S
P M N T R I N G - P R O D : U N I D A D 3 1 B L Q 2 2 1 )
M KU D3 1 CO Fa b. Tub . P / B l oque s UN I DA D 3 1 (BLQ 2 2 1 ) 4 5 1 1 -M A R-0 5 0 2 -M A Y -0 5
HAU D3 1 0 0 E l a bora c i ón UNI D AD 3 1 (BLQ 2 2 1 ) 2 2 7 -AP R-0 5 2 S -AP R-0 5
•
1
1 1
ATi e mi S P a ge 1 2 o f 2 1
C R U C E R O PL ^V N M A E S T R O
Run Date : 05-JUL-04
Project : Buque Pullmantur N2 Plan de Fabricación Time Now : 01^A N-O4
Versió n : N2 Producción Hasta Olque Scheduled End : 30-MAR -07
Comme nt : Based on Earty Dates Required End
P MNT R ING - P RO D: UNIDAD/MACRO
A c t i v . D e s c r i p c ió n D u r C o m i e n z o T e n n i n .
P M N T R I N G - P R O D : U N I D A D 3 1 ( B L Q 2 2 1 )
H B U D 3 1 0 0 P r e v i a s U N I D A D 3 1 ( B L Q 2 2 1 ) 2 8 - A P R - 0 5 0 5 - M A Y - 0 5
H F U D 31C O Pr e fab r i cac ión b loques U N I D AD 31 ( BLQ 221 ) 60 Z S- APR - OS 0 OU L - 05
M M U D 3 1 C O A r m a m e n t o B l o q u e s U N I D A D 3 1 ( B L Q 2 2 1 ) 3 0 0 1 - J U L - 0 5 0 4 - A U G - 0 5
V P U D 3 1 0 0 P i n t u r a U N I D A D 3 1 ( B L Q 2 2 1 ) 1 0 0 5 - A U G - 0 5 1 6 -A U C 3 -0 5
H H U D 3 1 D O D i q u e U N I D A D 3 1 ( B L Q 2 2 1 ) 2 0 1 2 - S E P - 0 5 0 4 - O C T - 0 5
P M N T R I N G - P R O D : U N I D A D 3 2 ( B L Q 2 2 4
M K U D 3 2 C O F a b . T u b . P / B l o q u e s U N I D A D 3 2 ( B L Q 2 2 4 ) 4 5 1 1 - M A R - 0 5 0 2 - M A Y - 0 5
H A U D 3 2 0 0 E l a tM s r ^c i ó n U N I D A D 3 2 ( B L Q 2 2 4 ) 2 0 2 - M A Y - 0 5 0 3 - M A Y - 0 5
H B U D 3 2 0 0 P r e v i a s U N I D A D 3 2 ( B L Q 2 2 4 ) 7 0 3 - M A Y - 0 5 1 0 -I V IA Y - 05
H F U D 3 2 C O P r e f a b rí c a c i ón b l o q u e s U N I D A D 3 2 ( B L Q 2 2 4 ) 5 5 0 3 - M A Y - 0 5 0 5 - J U L - 0 5
M M U D 3 2 C O A r m a m e n t o B l o q u e s U N I D A D 3 2 ( B L Q 2 2 4 ) 3 0 3 0 - J U N - 0 5 0 3 - AU C 3 -0 5
V P U D 3 2 0 0 P i n t u r a U N I D A D 3 2 ( B L Q 2 2 4 ) 1 5 0 4 - A U G - 0 5 2 0 - A U G - 0 5
H H U D 3 2 D O D i q u e U N I D A D 3 2 ( B L Q 2 2 4 ) 2 0 1 6 - S E P - 0 5 0 8 - O C T - 0 5
P M N T R I N G - P R O D : U N I D A D 3 3 ( B L Q 2 2 3
M K U D 3 3 C O F a b . T u b . P / B l o q u e s U N I D A D 3 3 ( B L Q 2 2 3 ) 4 5 1 1 - M A R - 0 5 0 2 - M A Y - 0 5
H A U D 3 3 0 0 E l a b o r a c i ó n U N I D A D 3 3 ( B L Q 2 2 3 ) 2 0 5 - M A Y - 0 5 0 - M A Y - 0 5
H B U D 3 3 0 0 P r e v i a s U N I D A D 3 3 ( B L Q 2 2 3 ) 7 O S -M A Y -O S 1 3 - M A Y - 0 5
H F U D 3 3 C O P r e f a b ri c a c i ó n b l o q u e s U N I D A D 3 3 ( B L Q 2 2 3 ) 5 4 0 6 - M A Y -O S 0 7 ^ U L - 0 5
M M U D 3 3 C O A m n a m e n t o B l o q u e s U N I D A D 3 3 ( B L Q 2 2 3 ) 3 0 0 2 - J U L - 0 5 0 5 - A U G - 0 5
V P U D 3 3 0 0 P i n t u r a U N I D A D 3 3 ( B L Q 2 2 3 ) 1 5 0 6 - A U G - 0 5 2 3 - A U G - 0 5
H H U D 3 3 D O D i q u e U N I D A D 3 3 ( B L Q 2 2 3 ) 2 0 1 9 - S E P - 0 5 1 1 - O C T - 0 5
P M N T R I N G - P R O D : M A G R O 3 4 ( B L Q 3 0 1 / 3 0 2)
M K M C 3 4 C O F a b . T u b . P / B l o q u e s M A C 3 4 ( B L Q 3 0 1 / 3 0 2 ) 4 5 1 2 - M A Y - 0 5 0 2 - J U L - 0 5
H A M C 3 4 0 0 E l a b o r a c i ó n M A C 3 4 ( B L Q 3 0 1 / 3 0 2 ) 1 0 2 a - M A Y - 0 5 0 8 - J U N - 0 5
H B M C 3 4 0 0 P r e v i a s M A C 3 4 ( B L Q 3 0 1 / 3 0 2 ) 1 4 3 0 - M A Y - 0 5 1 4 - J U N - 0 5
2 0 0 4
J F IVA
W
J J A S
c
^
2005 I 2006 |2007
J
F
A
N
1
1
1
J
1
J
/ . s
•
c
N
• J
F ^ />
h J J A S C
^
j F IV >i
M J
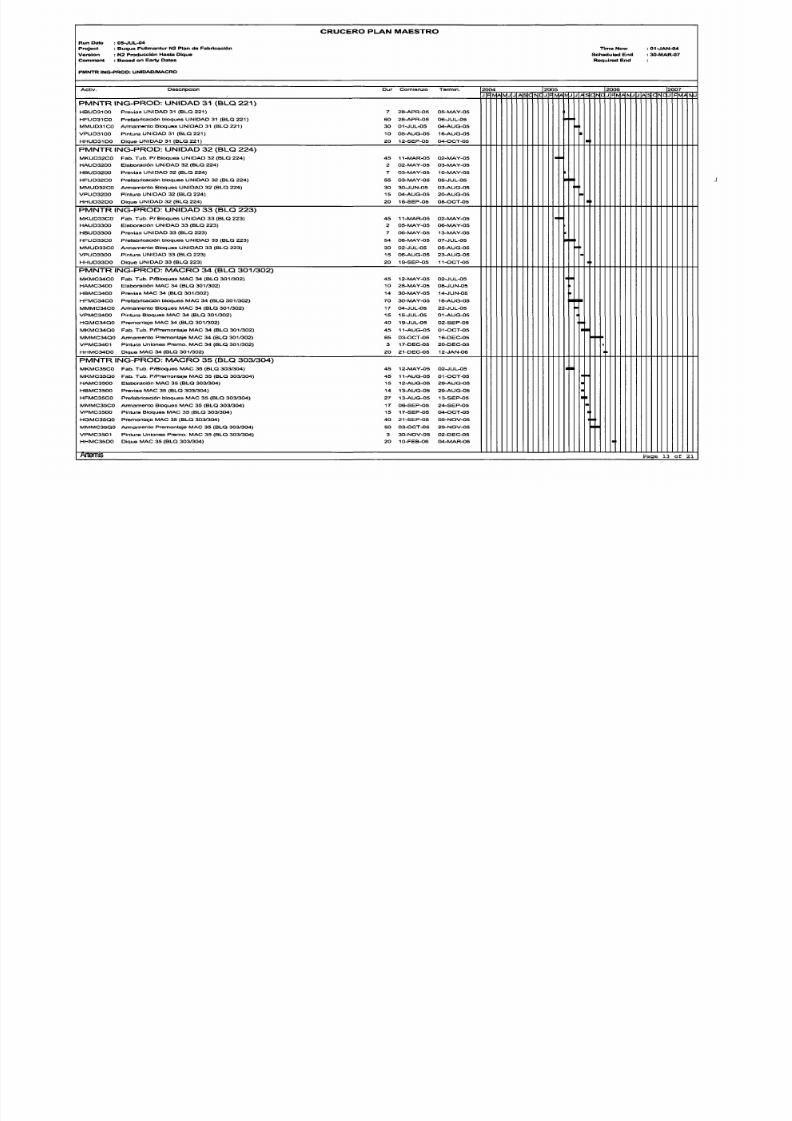
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 229/239
H F M C 3 4 C O P r e f a b ri c a c i ó n b l o q u e s M A C 3 4 ( B L Q 3 0 1 / 3 0 2 ) 7 0 3 0 - M A Y - 0 5 1 8 - A U G - 0 5
M M M C 3 4 C 0 A m n a m e n t o B l o q u e s M A C 3 4 ( B L Q 3 0 1 / 3 0 2 ) 1 7 0 4 - J U L - 0 5 2 2 ^ U L - 0 5
V P M C 3 4 0 0 P i n t u r a B l o q u e s M A C 3 4 ( B L Q 3 0 1 / 3 0 2 ) 1 5 1 5 - J U L - 0 5 0 1 - A U G - 0 5
H G M C 3 4 Q O P r a m o n t a j e M A C 3 4 ( B L Q 3 0 1 /3 O 2 ) 4 0 1 9 - J U L -0 5 0 2 - S E P - 0 5
M K M C 3 4 Q O F a b . T u b . P / P r e m o n t a j e M A C 3 4 ( B L Q 3 0 1 / 3 0 2 ) 4 5 H - A U G - O S 0 1 - O C T - 0 5
M M M C 3 4 Q O A m n a m e n t o P r e m o n t a j e M A C 3 4 ( B L Q 3 0 1 / 3 0 2 ) 6 5 0 3 - O C T - 0 S 1 6 - D E C - 0 5
V P M C 3 4 0 1 P i n t u r a U n i o n e s P r e m o . M A C 3 4 ( B L Q 3 0 1 / 3 0 2 ) 3 1 7 - D E C - 0 5 2 0 - D E C - 0 5
H H M C 3 4 D O D i q u e M A C 3 4 ( B L Q 3 0 1 / 3 0 2 ) 2 0 2 1 - D E C - 0 5 1 2 - J A N - 0 6
P M N T R I N G - P R O D : M A G R O 3 5 ( B L Q 3 0 3 / 3 0 4 )
M K M C 3 5 C O F a b . T u b . P / B l o q u e s M A C 3 5 ( B L Q 3 0 3 / 3 0 4 ) 4 5 1 2 - M A Y - 0 5 0 2 - J U L - 0 S
M K M C 3 5 Q O F a b . T u b . P / P r e m o n t a j e M A C 3 5 ( B L Q 3 0 3 / 3 0 4 ) 4 5 1 1 - A U G - 0 5 0 1 - O C T - 0 5
H A M C 3 5 0 0 E l a b o r a c i ó n M A C 3 5 ( B L Q 3 0 3 / 3 0 4 ) 1 5 1 2 - A U G - 0 5 2 9 - A U G - 0 5
H B M C 3 5 0 0 P r e v i a s M A C 3 5 ( B L Q 3 0 3 / 3 0 4 ) 1 4 1 3 - A U G - 0 5 2 9 - A U G - 0 5
H F M C 3 5 C O P r e f a b ri c a c i ú n b l o q u e s M A C 3 5 ( B L Q 3 0 3 / 3 0 4 ) 2 7 1 3 - A U G - 0 5 1 3 - S E P - 0 5
M M M C 3 5 C O A m n a m e n t o B l o q u e s M A C 3 5 ( B L Q 3 0 3 / 3 0 4 ) 1 7 0 6 - S E P - 0 5 2 4 - S E P - 0 5
V P M C 3 5 0 0 P i n t u r a B l o q u e s M A C 3 5 ( B L Q 3 0 3 / 3 0 4 ) 1 5 1 7 - S E P - 0 5 0 4 - O C T - 0 5
H G M C 3 S Q 0 P r e m o n t a j e M A C 3 5 ( B L Q 3 0 3 / 3 0 4 ) 4 0 2 1 - S E P - 0 5 0 5 - N O V - 0 5
M M M C 3 5 Q 0 A r m a m e n t o P r e m o n t a j e M A C 3 5 ( B L Q 3 0 3 / 3 0 4 ) 5 0 0 3 - O C T - 0 5 2 9 - N O V - 0 5
V P M C 3 5 0 1 P i n t u r a U n i o n e s P r e m o . M A C 3 5 ( B L Q 3 0 3 / 3 0 4 ) 3 3 a - N O V - 0 5 0 2 - D E C - 0 5
H H M C 3 5 D O D i q u e M A C 3 5 ( B L Q 3 0 3 / 3 0 4 ) 2 0 1 0 - F E B - 0 6 0 4 - M A R - 0 6
•
-
Anemis P a g e 1 3 o f 2 1 |
C R U C E R O P L A N M A E S T R O
Run Date : 05-JUI--O4
P ro ject : Buque Pullmantur N2 Plan de Fabricación Time Now : 01 - JAN- 04
V ers ió n : N2 Producción ¡Hasta Dique Scheduled End : 30-MA R-07
Co mmen t : Based on Earty Dates Roquirad End
P MNT R ING - P RO D: UNIO AD/MACRO
Activ. Descripción Dur Co mien z o T en n in .
P M N T R IN G - P R O D : U N I D A D
36
B L Q 3 0 5 )
HAUD 3600 E lab o rac ió n UNID AD 36 ( BL Q 305) 2 Z 4 - JUN- 05 25- JUN - 05
HBUD360O P rev ias UNID AD 36 (BL Q 30 5) 7 25 - JUN - 05 02- J UL - 05
HF UD36C O P ref abr icac ió n b lo q u es UNID AD 36 ( BL Q 305) 96 25 - JUN - 05 IZ - O CT - O S
AKUD3 6CO F ab . T u b .
P/
B lo q u es UNIDAD 36 ( BL Q 305)
45
1 4 - J U L- 0 5 0 3 - S E P - 0 5
AMUD 36CO Armamen t o B lo q u es UNID AD 36 ( BL Q 305} 35 1 2 - O C T - 0 5 2 1 - N O V - 0 5
V P U D 3 6 0 0 P i nt ur a U N I D A D 36 (BL Q 30 5) 15 2 2 - N O V - 0 5 0 B - D E C - 0 5
H H U D 3 6 D O D i q ue U N I D A D
36
(BLQ SOS)
20
2 8 - J A N - 0 6 2 0 - F E B - 0 6
R M N T R I N C 3 -P R O D : M A G R O
37
B L Q 3 2 0
A
3 2 9 )
A K M C 3 7 P O F a b . T u b . P/ B lo q u es MAC 37 ( BL Q 3 20 A3 2 9 ) 45 0 5 - M A Y - 0 5 2 S - J U N - 0 5
HAM C37 00 E lab o rac ió n MA C 37 ( BL Q 320 A329) 10 21 - JUN- O S 01- JUL - 0S
H B M C 3 7 0 0 P r e v ia s M A C 3 7 ( B L Q 3 2 0 A3 2 9 ) 14 22 - JUN- 0 5 07- 0UL - 05
HF MC3 7P O P ref abr ícac ió n b lo q u es MAC 37 (BL Q 320 A3 2 9 ) 27 2 2 - J U N - 0 5 2 2 ^ U L - 0 5
A K M C 3 7 Q O F a b . T u b .
P/
P ramo n t a je MAC 37 ( BL Q 320
A
3 2 9 )
45
2 3 - J U N - 0 5 1 3 - A U G - 0 5
AMM C37P O Armamen t o B lo q u es MAC 37 ( BL Q 320
A
3 2 9 )
17
15 - JUL - 05 03- AU G - 05
V P MC3 700 P in t ura B lo q u es MA C 37 ( BL Q 320 A3 2 9 ) 15 27 - JUL - 05 12- AUG - 05
HG MC 37Q O P remo n t a je MAC 37 ( BL Q 320 A329) 40 30 - JUL - 05 14- S E P - 05
AMM C37Q O Armamen t o P remo n t a je MA C 37 ( BL Q 320
A
329)
SO
1S-AUG-OS
- O CT - O S
AMM C373 1 Mo n t a je d e cab in as MAC 37 ( BL Q 320 A3 2 9 ) 35 2 7 - S E P - 0 5 0 5 - N O V - 0 5
E MM C37 00 T rab a jo s d e e lec tr ic id ad P remo n t a je MAC 37 (BL Q 320 A3 2 9 ) 35 0 7 - N O V - 0 5 1 6 - D E C - 0 5
AM MC3 710 T rab a jo s d e hab i li t ac ión P ramo n ta je MAC 37 ( BL Q 320 A3 2 9 ) 35 24 - NO V - O S 03- JAN - 06
V P M C37 01 P in tu ra Un io n es P remo . MAC 37 ( BL Q 320 A3 2 9 ) 3 04 - JAN- 06 06- JAN - 06
HHMC 37DO Diq u e MAC 37 ( BL Q 320 A3 2 9 ) 20 1 2 - J A N - 06 0 3 - F E B - 0 6
P M N T R IN G - P R O D : M A G R O
38
B L Q 3 3 0
A
3 3 9 )
A K M C 3 8 P O F a b . T u b . P/ B lo q u es MAC 38 ( BL Q 330 A3 3 9 ) 45 25n AP R- 05 15- JUN- 05
HAM C380 0 E lab o rac ió n MAC 38 ( BL Q 330 A339) 10 0 9 - J U N - 0 5 2 0 - J U N - 0 5
2004
J
F
tu AlV J
A
s e
N C
2005
J F
ruA IS/J
1
1
1
j A
•
S
c
N C
2 0 0 6
J
1
F ^ A
tUJ J A £ C
^
2 0 0 7
C J
F
lu
A
^ u

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 230/239
HBM C380 0 P rev ias MAC 38 ( BL Q 330
A
3 3 9 )
14
10 - JUN- 05 25- JUN - 05
HF MC 38P O P ref ab r icac ión blo q u es MAC 38 ( BL Q 330 A3 3 9 ) 27 1 0 ^ U N - 0 S 1 1 ^ U L - O S
A K M C 3 8 Q O F a b . T u b . P/ P remo n t a je MAC 38 ( BL Q 330 A3 3 9 ) 45 1 1 - J U N - 0 5 0 2 - A U G - 0 5
AMM C38P O Armamen t o B lo q u es MAC 38 ( BL Q 330
A
3 3 9 )
17
0 4 - J U L -0 5 2 2 ^ U L - 0 5
V P M C380 O P in tu ra B lo q ues MAC
38
(BL Q 3 30
A
339)
15
15 - JUL - 05 01- AU G - 05
HG M C38Q O P remo n t a je MAC 38 ( BL Q 330 A339) 40 19 - JUL - 05 02- S E P - 0 5
AMM C38Q O Amn amen t o P remo n t a je MAC 38 (BLQ 33 0 A339) 50 0 3 - A U G - 0 5 2 9 - S E P - 0 5
AMM C383 1 Mo n t a je d e cab in as P remo n t a je MAC 38 ( BL Q 330 A339) 35 1 5 S E P - 0 5 2 S - O C T - 0 5
E MMC3eO O T rab a jo s d e e lec t ric idad P remo n ta je MAC 38 ( BL Q 330 A3 3 9 ) 35 0 3 - O C T - 0 5 1 1 - N O V - 0 5
AMM C38 10 T rab a jo s d e hab i li t ac ión P remo n ta je MAC 38 ( BL Q 330 A3 3 9 ) 35 2 0 - O C T - 0 5 2 9 - N Q V - 0 5
V P M C38 01 P in tu ra Un io n es P remo . MAC 38 ( BL Q 330
A
339)
3
3 0 - N O V - 0 5 0 2 - D E C - 0 5
HHMC 38DO Diq u e MA C 38 ( BL Q 330 A3 3 9 ) 20 10 - JAN- 06 O í - F E B- 0 6
P M N T R I N G - P R O D : M A G R O
39
B L Q 3 4 0
A
3 4 9 )
AKMC39PO
Fab. Tub.
P/Bloques
MAC 39 BLQ 340 A 349) 45
0 4 T ^ P R - 0 S 2 5 - M A Y - O S
HAM C390 0 E lab o rac ió n MAC 39 ( BL Q 340 A349) 10 1 7 - M A Y - 0 5 2 7 - M A Y - 0 5
HBM C390 0 P rev ias MAC 39 ( BL Q 340 A3 4 9 ) 14 1 8 -M A Y - 0 5 0 2 - J U N - ^ 5
HF MC 39P O P ro fab r icac ió n b lo q u es MAC 39 ( BL Q 340 A349) 27 18 - MAY - 05 17- JUN- 05
AKMC 39Q O F ab . T u b . P /P remo n t a je MAC 39 ( BL Q 340 A3 4 9 ) 45 21 - MA Y - 05 12- JUL - 05
AMM C39P O Armamen t o B lo q u es MAC 39 ( BL Q 340 A3 4 9 ) 17 1 0 - J U N - 0 5 2 9 ^ U N - 0 5
V P M C390O P in tu ra B lo q u es MAC 39 ( BL Q 340 A349) 15 22^UN - O S 08- JUL - 0S
HG MC 39Q O P remo n t a je MAC 39 ( BL Q 340 A3 4 9 ) 40 2 5 - J U N - 0 5 1 0 - A U G - 0 5
•
Anemis P a g e
4 of 2 |
C R U C E R O P L A N M A E S T R O
Run Date : 05-JUU-04
Pr o jec t : Buq ue Pu l lma n tu r N2 P lan de F abr 1c ac Í6n T ime No w : 01 JAN 04
Ver s ión :
N 2
P r oduc c ián Has ta D ique Sc hedu led End : 30 - MAR- 07
Comnnent : Bas ed on Ear iy Da tes Requ i r ed End
PMNT R ING - PRO D: UNIDAD/MACRO
Ac t iv . Des c r ipc ión Dur Com ienz o T or mi n .
P M N T R I N G - P R O D : M A C R O 3 9 ( B U Q 3 4 0 A 3 4 9 )
A M M C 3 9 Q O A n m a m e n t o P r e m o n t a j e M A C 3 9 ( B L Q 3 4 0 A 3 4 9 ) 5 0 1 3 - J U L -0 5 O e - S E P - 0 5
AM MC3 931 Mon ta je de c ab inas Pr emon ta je MA C 39 ( BLQ 340 A 349) 35 23 -AUC3-O S O í - O CT - 0 5
EMM C390 0 T r aba jos do e lec t r i c idad Pr amon ta je MA C 39 <BI_Q 340 A 349) 35 09 - SE P- 05 19 - O C T - 05
AM MC3 910 T r aba jos de hab i l i t ac ión Pr emon ta je MA C 39 ( BLQ 340 A 349) 35 27 - SEP- O S 05- NO V- 0 S
V P M C 3 9 0 1 P i n t u ra U n i o n e s P r e m o . M A C 3 9 ( B L Q 3 4 0 A 3 4 9 ) 3 0 7 - N O V - 0 5 0 9 - N O V - 0 5
HHMC3 9DO D ique MA C 39 ( BLQ 340 A 349) 20 0S- DEC - 05 27 - DE C- 05
P M N T R I N G - P R O D : M A C R O 4 0 ( B U Q 3 5 0 A 3 5 9 )
A K M C 4 0 P 0 F a b . T u b . P / B l o q u e s M A C 4 0 ( B L Q 3 5 0 A 3 5 9 ) 4 5 2 0 - D E C - 0 4 0 9 - F E B - 0 5
HAM C400 0 E labor ac ión MA C 40 ( BLQ 350 A 359) 10 01 - F EB - 05 1
1 FEB 05
H B M C 4 0 0 0 P r e v i a s M A C 4 0 ( B L Q 3 5 0 A 3 5 9 ) 1 4 0 2 - F E B - 0 5 1 7 - F E B - 0 5
HF M C40P 0 Pr e fab r lc ac ión b loques MA C 40 ( BLQ 350 A 359) 27 02 - F EB- O S 04- M AR- 05
A K M C 4 0 Q 0 F a b . T u b . P / P r e m o n t a j e M A C 4 0 ( B L Q 3 5 0 A 3 5 9 ) 4 5 0 8 - F E B - 0 S 3 1 - M A R - 0 5
A M M C 4 0 P O A r m a m e n t o B l o q u e s M A C 4 0 ( B L Q 3 5 0 A 3 5 9 ) 1 7 2 5 - F E B - 0 5 1 6 - M A R - 0 5
V P M C 4 0 0 0 P i n t u ra B l o q u e s M A C 4 0 1 5 0 9 - M A R - 0 5 2 5 - M A R - 0 5
H G M C 4 0 Q 0 P r e m o n t a j e M A C 4 0 ( B L Q 3 5 0 A 3 5 9 ) 4 0 1 2 - M A R - 0 5 2 r n A P R - 0 5
A M M C 4 0 Q 0 A r m a m e n t o P r e m o n t a j e M A C 4 0 ( B L Q 3 5 0 A 3 5 9 ) 6 5 0 1 n A P R - 0 5 1 5 - J U N - 0 5
AMM C403 1 mon ta je de c ab inas MA C 40 ( BLQ 350 A 359) 35 10 - MAY - 05 1B- J UN- 05
EMM C400 0 T r aba jos de e lec t r i c idad MAC 40 ( BLQ 350 A 359) 35 27 - MA Y- 05 06 - J UL- 05
A M M C 4 0 1 0 T r a b a j o s d e h a b i li t a ci ó n M A C 4 0 ( B L Q 3 5 0 A 3 5 9 ) 3 5 1 4 ^ U N - 0 5 2 3 - J U L - 0 5
V P M C 4 0 0 1 P i n t u ra U n i o n e s P r e m o . M A C 4 0 ( B L Q 3 5 0 A 3 5 9 ) 3 0 2 - A U G - 0 5 0 4 - A U G - 0 5
H H M C 4 0 D 0 D i q u e M A C 4 0 ( B L Q 3 5 0 A 3 5 9 ) 2 0 2 2 - S E P - 0 5 1 4 - O C T - 0 5
P M N T R I N G - P R O D : M A C R O 4 1 ( B L Q 3 6 0 A 3 6 9 )
A K M C 4 1 P O F a b . T u b . P / B l o q u e s M A C 4 1 ( B L Q 3 6 0 A 3 6 9 ) 4 5 1 3 - J A N - 0 5 0 5 - M A R - 0 5
H A M C 4 1 0 0 E l a b o r a ci ó n M A C 4 1 ( B L Q 3 6 0 A 3 6 9 ) 1 0 2 4 - F E B - 0 5 0 7 - M A R - 0 5
H B M C 4 1 0 0 P r e v i a s M A C 4 1 ( B L Q 3 6 0 A 3 6 9 ) 1 4 2 5 F E B - 0 5 1 2 - M A R - 0 5
2004
J F
I VA
^
J
J A S C
^
2005
J
F
1
1^
Aív J
\
J
SC t\
1
1
C
2 G 0 6
J F
^
IW J
j
A
£
C
r-
2 0 O 7
C J
Ftv t\\J

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 231/239
HF MC4 1PO Pr a feb r ic ac ión b loques MA C 41 ( BLQ 360 A 369) 27 25 - F E B- 05 28 - MAR- O S
A K M C 4 1 Q O F a b . T u b . P / P r e m o n t a j e M A C 4 1 ( B L Q 3 6 0 A 3 6 9 ) 4 5 0 3 - M A R - 0 S 2 3 - A P R - ^ 5
AMM C41P O Ar m ame nto B loque s MA C 41 ( BLQ 360 A 369) 17 21 - MAR- O S 0S- APR- O 5
VPM C41 00 P in tu r a B loques MA C 41 ( BLQ 360 A 369) 15 01 - AP R- 05 1S- APR - 05
H G M C 4 1 Q O P r e m o n t a j e M A C 4 1 ( B L Q 3 6 0 A 3 6 9 ) 4 0 0 5 - A P R - 0 5 2 0 - M A Y - 0 5
A M M C 4 1 Q O A r m a m e n t o P r e m o n t a j e M A C 4 1 ( B L Q 3 6 0 A 3 6 9 ) 6 5 2 S - A P R - 0 5 0 8 - JU L - O 5
AMM C41 31 Mon ta je de c ab inas Pr emon ta je MA C 41 ( BLQ 360 A 369) 35 02 - J UN- 0 5 IZ ^ UL- O S
EMM C410 0 T r at>aJ os de e lec t r i c idad Pr emon ta je MAC 41 ( BLQ 360 A 369) 35 20 - J UN- 0 5 29 ^ UL - 05
AMM C41 10 T r aba jos de hab i l i t ac ión Pr emon ta je MAC 41 ( BLQ 360 A 369) 35 07 - J UL- 05 16 - AU G - 05
VPM C41 01 P in tu r a Un iones Pr emo . MA C 41 ( BLQ 360 A 369) 3 25 - AUG - O S 27- A UG - 0 5
HHM C41 DO D ique MAC 41 ( BLQ 360 A 369) 20 04 - O C T - 05 2e - O C T - 05
P M N T R I N G - P R O D : M A C R O 4 2 ( B L Q 3 7 0 A 3 7 5 )
A K M C 4 2 C O F a b . T u b . P / B l o q u e s M A C 4 2 ( B L Q 3 7 0 A 3 7 S ) 4 5 0 9 - M A R - 0 5 2 9 - A P R - 0 5
H A M C 4 2 0 0 E l a b o r a ci ó n M A C 4 2 ( B L Q 3 7 0 A 3 7 5 ) 1 0 1 2 J ^ P R - 0 5 2 2 - A P R - 0 5
H B M C 4 2 0 0 P r e v i a s M A C 4 2 ( B L Q 3 7 0 A 3 7 5 ) 1 4 1 3 - A P R - 0 5 2 8 - A P R - 0 5
HF MC42CO Pr e fab r ic ac ión b loques MA C 42 ( BLQ 370 A 375) 27 13 - APR - 05 13 - MA Y- 05
A K M C 4 2 Q O F a b . T u b . P / P r e m o n t a j e M A C 4 2 ( B L Q 3 7 0 A 3 7 5 ) 4 5 2 7 ^ P R - 0 5 1 7 ^ U N - O S
A M M C 4 2 C O A r m a m e n t o B l o q u e s M A C 4 2 ( B L Q 3 7 0 A 3 7 5 ) 1 7 0 6 - M A Y - 0 5 2 S - M A Y - 0 5
VPM C42 00 P in tu r a B loque s MA C 42 ( BLQ 370 A 375) 15 1S- MAY - 05 03 - J UN- O 5
HG MC 42Q O Pr emonta je MA C 42 ( BLQ 370 A 375) 40 1S- J UN- 05 03 - A UG - 05
A M M C 4 2 Q O A r m a m e n t o P r e m o n t a j e M A C 4 2 ( B L Q 3 7 0 A 3 7 5 ) 5 0 2 7 - J U N - 0 5 2 3 - A U G - 0 5
m
•
Artemis Page 15 o f 21 |
C R U C E R O P L A N M A E S T R O
R u n D a t e : 0 5 - J U L - 0 4
P r o j e c t : B u q u e P u l l m a n t u r N 2 P l a n d e F a b r i c a c i ó n T i m e N o w : 0 1 - J A N - O 4
V e r s i ó n : N 2 P r o d u c c i ó n I H a s ta D i q u e S c h e d u l e d E n d : 3 0 - M A R - 0 7
C o m m e n t : B a s e d o n E a r l y D a t e s R e q u i r e d E n d
P i Wi rf T R I N G - P R O D : U N I D A D / M A C R O
A c t i v . D e s c r í p c i o n D u r C o m i e n z o T e m n i n .
P M N T R I N G - P R O D : M A G R O 4 2 B L Q 3 7 0 A 3 7 5 )
A M M C 4 2 3 1 M o n t a j e d e c a b i n a s P r e m o n t a j e M A C 4 2 ( B1 _ Q 3 7 0 A 3 7 5 ) 3 S 1 6 - A U G - 0 5 a 4 . - S E P - 0 5
E M M 0 4 2 0 0 T r a b a j o s d e e l e c tr i c id a d P r e m o n t a j e M A C 4 2 ( B L Q 3 7 0 A 3 7 S ) 3 5 0 2 - S E P - O S 1 2 - O C T - 0 5
A M M C 4 2 1 0 T r a b a j o s d e h a b il i ta c i ón P r o m o n t a j e M A C 4 2 ( B L Q 3 7 0 A 3 7 S ) 3 5 2 0 - S E P - 0 5 2 9 - O C T - 0 5
V P M C 4 2 0 1 P i n tu r a U n i o n e s P r e m o . M A C 4 2 ( B L Q 3 7 0 A 3 7 5 ) 3 3 1 - O C T - 0 5 0 2 - N O V - 0 5
H H M C 4 2 D O D i q u e M A C 4 2 ( B L Q 3 7 0 A 3 7 5 ) 2 0 0 3 - N O V - 0 S 2 5 - N O V - 0 5
P M N T R I N G - P R O D : M A G R O 4 3 B L Q 3 1 0 A 3 1 6 )
A K M C 4 3 C O F a b . T u b . P / B l o q u e s M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 4 5 2 0 - M A Y - 0 5 1 1 - J U L - 0 5
H A M C 4 3 0 O E l a b o r a c ió n M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 1 2 2 7 ^ U N - 0 5 O d - J U L - O S
H B M C 4 3 0 0 P r e v i a s M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 1 4 2 8 - J U N - O S 1 3 - J U L - 0 5
H F M C 4 3 C O P r e f a b r ic a c i ú n b l o q u e s M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 2 7 2 8 - J U N - 0 5 2 8 - J U L - 0 5
A K M C 4 3 Q O F a b . T u b . P / P r e m o n t a j e M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 4 5 0 8 - J U L - 0 5 2 9 - A U G - 0 5
A M M C 4 3 C O A r m a m e n t o B l o q ue s M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 1 7 2 1 - J U L - 0 5 0 9 - A U G - 0 5
V P M C 4 3 0 0 P i n t ur a B l o q u e s M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 1 5 0 2 - A U G - 0 5 1 8 - A U G - 0 5
H G M C 4 3 Q O P r e m o n t a je M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 4 0 0 5 - A U G - 0 5 2 0 - S E P - 0 5
A M M C 4 3 Q O A m i a m e n t o P r e m o n t a j e M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 3 5 3 0 - A U G - 0 5 O f t - O C T - O S
A M M C 4 3 3 1 M o n t a j e d e c a b i n a s M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 3 0 0 3 - O C T - 0 5 0 5 - N O V - 0 5
E M M C 4 3 0 0 T r a b a j o s d e e l e c tr i c id a d P r o m o n t a j e M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 3 0 1 4 - O C T - 0 5 1 7 - N O V - 0 5
A M M C 4 3 1 0 T r a b a j o s d e h a b il i ta c i ón P r e m o n t a j e M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 3 0 2 6 - O C T - 0 5 2 9 - N O V - 0 5
V P M C 4 3 0 1 P i n tu r a U n i o n e s P r s m o . M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 3 3 0 - N O V - 0 5 0 2 - D E C - 0 5
H H M C 4 3 D 0 D i q u e M A C 4 3 ( B L Q 3 1 0 A 3 1 6 ) 2 0 2 0 - F E B - 0 6 1 4 - M A R - 0 6
P M N T R I N G - P R O D : M A G R O 4 4 B L Q 4 1 0 A 4 1 5 )
A K M C 4 4 P O F a b . T u b . P / B l o q u e s M A C 4 4 ( B L Q 4 1 0 A 4 1 5 > 4 5 3 0 - M A Y - 0 5 2 0 - J U L - 0 5
H A M C 4 4 0 0 E l a b o r a ci ó n M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 1 5 1 1 - J U L - 0 5 2 7 ^ U L - 0 5
H B M C 4 4 0 0 P r e v i a s M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 1 4 1 2 J U L - O S 2 7 - J U L - 0 5
H F M C 4 4 P O P r a fa b r íc a c iá n b l o qu e s M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 2 7 1 2 - J U L - 0 5 1 1 - A U G - 0 5
A K M C 4 4 Q O F a b . T u b . P / P r e m o n t a j e M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 4 5 1 6 - J U L - 0 5 0 6 - S E P - 0 5
2 0 0 4
fj F
IVA IV J
J A S
c
^
c
2 0 0 5
J F
IVA IV J J
1
P
•
s c
N
c
2 0 0 6
J F
K
h J J A
Í C
h
2 0 0 7
C J F IV
J
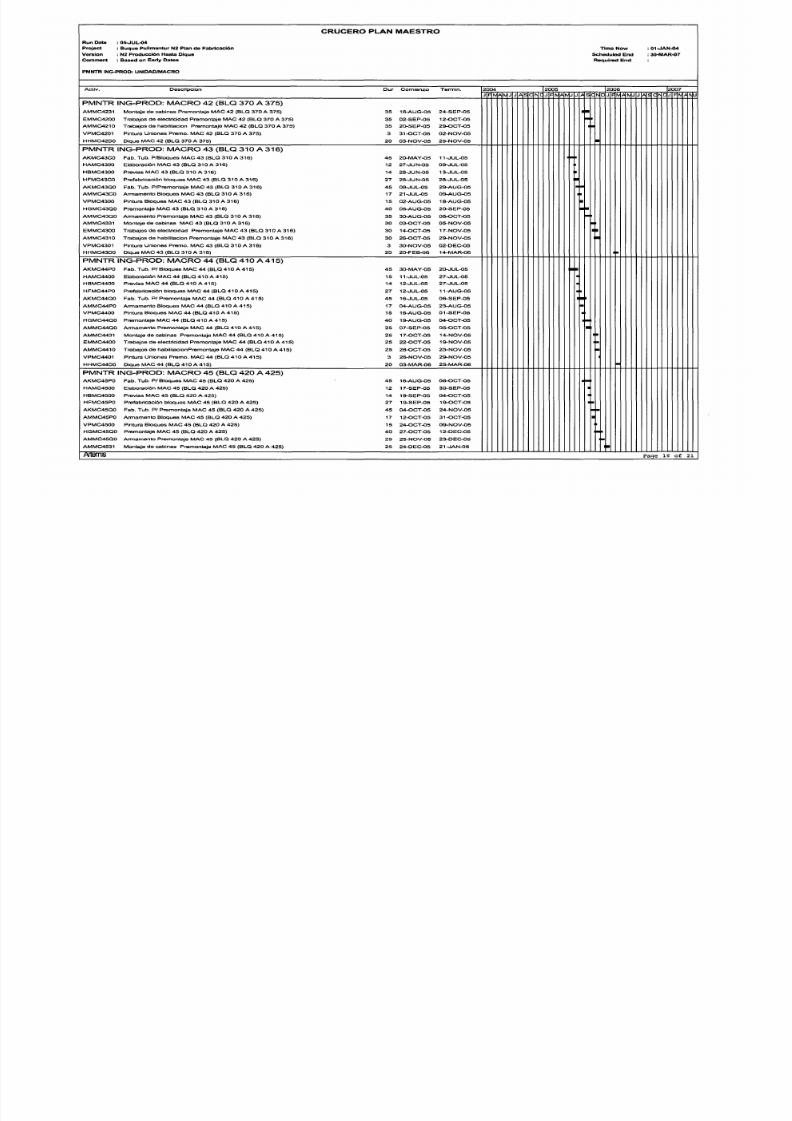
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 232/239
A M M C 4 4 P O A r m a m e n t o B l o q ue s M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 1 7 0 4 - A U G - 0 5 2 3 - A U G - 0 5
V P M C 4 4 0 0 P i nt u ra B l o q ue s M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 1 5 1 6 - A U G - 0 5 0 1 - S E P - 0 5
H G M C 4 4 Q O P r e m o n ta j e M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 4 0 1 9 - A U G - 0 5 0 4 - O C T - 0 S
A M M C 4 4 Q O A r m a m e n t o P r e m o n t a je M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 2 5 0 7 - S E P - 0 5 0 5 - O C T - 0 5
A M M C 4 4 3 1 M o n t a j e d o c a b i n a s P r e m o n t a j e M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 2 5 1 7 - O C T - 0 5 1 4 - N O V - 0 5
E M M C 4 4 0 0 T r a b a j o s d e e l e c tr i c id a d P r e m o n t a j e M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 2 5 2 2 - O C T - 0 5 1 9 - N O V - 0 5
A M M C 4 4 1 0 T r a b a j o s d e h a b il i ta c i ón P r e m o n t a j e M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 2 5 2 e - O C T - 0 5 2 5 - N O V - 0 5
V P M C 4 4 0 1 P i nt u ra U n i o n e s P r e m o . M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 3 2 6 - N O V - 0 5 2 9 - N O V - 0 5
H H M C 4 4 D O D i q u e M A C 4 4 ( B L Q 4 1 0 A 4 1 5 ) 2 0 0 3 - M A R - 0 6 2 5 - M A R - 0 6
P M N T R I N G - P R O D : M A G R O 4 5 B L Q 4 2 0 A 4 2 5 )
A K M C 4 5 P O F a b . T u b . P / B l o q u e s M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 4 5 1 6 - A U G - 0 5 0 6 - O C T - 0 5
H A M C 4 5 0 0 E l a bo r a ci ó n M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 1 2 1 7 - S E P - 0 5 3 0 - S E P - 0 S
H B M C 4 5 0 0 P r e v ia s M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 1 4 1 9 - S E P - 0 5 0 4 - O C T - 0 5
H F M C 4 5 P 0 P r e f a b ri c a c i ón b l o q u e s M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 2 7 1 9 - S E P - 0 5 1 9 - O C T - O S
A K M C 4 5 Q 0 F a b . T u b . P / P r e m o n t a j e M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 4 5 0 4 - O C T - 0 S 2 4 - N O V - 0 5
A M M C 4 S P O A n n a m o n t o B l o q u es M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 1 7 1 2 - O C T - 0 5 3 1 - O C T - 0 5
V P M C 4 5 0 0 P i nt u ra B l o q ue s M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 1 5 2 4 - O C T - 0 5 0 9 - N O V - 0 5
H G M C 4 5 Q O P r e m o n ta j e M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 4 0 2 7 - O C T - 0 5 1 2 - D E C - O S
A M M C 4 5 Q O A r m a m e n t o P r e m o n ta j e M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 2 5 2 5 - N O V - 0 5 2 3 - D E C - 0 5
A M M C 4 5 3 1 M o n t a j e d e c a b i n a s P r e m o n t a j e M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 2 5 2 4 - D E C - 0 5 2 1 - J A N - 0 6
-
1
/ \n iemis
Page 16 o f 21 |
C R U C E R O P L A N M A E S T R O
R u n D a t o : 0 5 - J U L - O 4
P r o j e c t : B u q u e P u l l m a n t u r N 2 P l a n d a F a b r i c a c i ó n T i m e N o^ Ar : 0 1 - J A N - 0 4
V e r s i ó n : N 2 P r o d u c c i ó n H a s t a D i q u e S c h e d u l e d E n d : 3 0 - M A R - O 7
C o m m e n t ; B a s a d o n E a r i y D a t e s R e q u i r e d E n d
P I M N T R
IN G - P R O D : U N I D A D / M A C R O
A c t i v . D e s c r í p c i o n D u r C o m i e n z o T e r m i n .
P M N T R I N G - P R O D : M A G R O 4 5 ( B L Q 4 2 0 A 4 2 5 )
e M M C 4 5 0 0 T r a b a j o s d e e l e c t r i c i d ad P r e m o n t a j e M A C 4 S ( B L Q 4 2 0 A 4 2 5 ) 2 5 3 0 - D E C - 0 5 2 7 - J A N - 0 6
A M M C 4 5 - 1 0 T r a b a j o s d e h a b i l i ta c i ó n P r e m o n t a j e M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 2 5 0 5 - J A N - 0 e 0 2 - F E B - 0 6
V P M C 4 S 0 1 P i n t u r a U n i o n e s P r e m o . M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 3 0 3 - F E B - 0 6 0 6 - F E B - 0 6
H H M C 4 S D 0 D i q u e M A C 4 5 ( B L Q 4 2 0 A 4 2 5 ) 2 0 2 B - F E B - 0 6 2 2 - M A R - 0 6
P M N T R I N G - P R O D : M A G R O 4 6 ( B L Q 4 3 0 A 4 3 5 )
A K M C 4 6 P 0 F a b . T u b . P / B l o q u e s M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 4 5 0 9 - J U N - 0 5 3 0 - J U L - 0 5
H A M C 4 6 O 0 E l a b o r a c i ó n M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 1 5 2 6 - J U L - 0 5 1 1 - A U G - 0 5
H B M C 4 6 0 0 P r e v i a s M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 1 4 2 7 ^ U L - 0 5 1 1 - A U G - 0 5
H F M C 4 6 P 0 P r e t e b r í c a c i ó n b l o q u e s M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 2 7 2 7 - J U L - 0 5 2 6 - A U G - 0 5
A K M C 4 6 Q 0 F a b . T u b . P / P r e m o n t a j e M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 4 5 2 8 - J U L - 0 5 1 7 - S E P - 0 5
A M M C 4 6 P 0 A n d a m e n t o B l o q u e s M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 1 7 1 9 - A U G - 0 5 0 7 - S E P - O 5
V P M C 4 6 O 0 P i n t u r a B l o q u e s M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 1 5 3 1 - A U G - 0 5 1 6 - S E P - 0 5
H G M C 4 6 Q 0 P r e m o n t a j e M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 4 0 0 3 - S E P - 0 5 1 9 - O C T - 0 5
A M M C 4 6 Q 0 A r m a m e n t o P r e m o n t a j e M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 4 0 2 0 - O C T - 0 S 0 5 - D E C - 0 5
A M M C 4 6 3 1 M o n t a j e d e c a b i n a s P r e m o n t a j e M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 3 5 0 1 - N O V - 0 5 1 0 - D E C - 0 5
E M M C 4 6 0 0 T r a b a j o s d e e l e c t r i c i da d P r e m o n t a j e M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 3 5 1 8 - N O V - 0 5 2 8 - I D E C - 0 5
A M M C 4 6 1 0 T r a b a j o s d e h a b i l i ta c i ó n P r e m o n t a j e M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 3 5 0 6 - D E C - 0 5 1 4 ~ J A N - 0 6
V P M C 4 6 0 1 P i n t u r a U n i o n e s P r e m o . M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 3 2 1 - J A N - 0 6 2 4 - J A N - 0 6
H H M C 4 6 D 0 D i q u e M A C 4 6 ( B L Q 4 3 0 A 4 3 5 ) 2 0 0 7 - F E B - 0 6 0 1 - M A R - 0 6
P M N T R I N G - P R O D : M A G R O 4 7 ( B L Q 4 4 0 A 4 4 5 )
A K M C 4 7 C 0 F a b . T u b . P / P r e m o n t a j e M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 4 5 2 S - M A Y - 0 5 1 5 - J U L - 0 5
H A M C 4 7 0 0 E l a b o r a c i ó n M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 1 0 0 2 - J U L - 0 5 1 3 - J U L - 0 5
H B M C 4 7 O 0 P r e v i a s M A C 4 7 ( B L Q
4 4 0
A 4 4 5 ) 1 4 0 4 - J U L - 0 5 1 9 - J U L - O S
H F M C 4 7 P O P r e f a b r i c a c i ó n b l o q u e s M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 2 7 0 4 - J U L - 0 5 0 3 - A U G - 0 5
A K M C 4 7 P 0 F a b . T u b . P / B l o q u e s M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 4 5 0 6 - J U L - 0 5 2 6 - A U G - 0 5
A M M C 4 7 P 0 A r m a m e n t o B l o q u e s M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 1 7 2 7 - A U G - O S 1 5 - S E P - O S
2 0 0 4
J
F
N A
IV J J A S C
^
2 0 0 S
J F
rv A ^ j
j
1
S
c^ c
2 0 0 6
J
1
F
.
^
N J
J A
S
c
^
2 0 0 7
C J
Ftv
N Ü

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 233/239
V P M C 4 7 O 0 P i n t u r a B l o q u e s M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 1 5 O B - S E P - O S 2 4 - S E P - 0 5
H G M C 4 7 Q O P r e m o n t a j e M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 4 0 1 2 - S E P - 0 5 2 7 - O C T - 0 5
A M M C 4 7 Q 0 A r m a m e n t o P r e m o n t a j e M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 5 0 2 0 - S E P - 0 5 1 6 - N Q V - 0 5
A M M C 4 7 3 1 M o n t a j e d e c a b i n a s M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 3 5 0 9 - N O V - 0 S 1 9 - D E C - 0 5
E M M C 4 7 0 0 T r a b a j o s d e e l e c t r i c i d a d M A C 4 7 ( B L Q
4 4 0
A 4 4 5 ) 3 5 2 6 - N O V - 0 5 0 5 - J A N - 0 6
A M M C 4 7 1 0 T r a b a j o s d e h a b i l i t a c i ón P r e m o n t a j e M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 3 5 1 4 - D E C - 0 5 2 3 - J A N - 0 6
V P M C 4 7 0 1 P i n t u r a U n i o n e s P r e m o . M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 3 2 4 - J A N - 0 6 2 6 - J A N - 0 6
H H M C 4 7 D 0 D i q u e M A C 4 7 ( B L Q 4 4 0 A 4 4 5 ) 2 0 2 7 - J A N - 0 6 1 8 - F E B - 0 6
P M N T R I N G - P R O D : M A G R O 4 8 (B L Q 4 5 0 A 4 5 5 )
A K M C 4 8 P O F a b . T u b . P / B l o q u e s M A C 4 8 ( B L Q 4 5 0 A 4 5 5 ) 4 5 3 0 - D E C - 0 4 1 9 - F E B - 0 5
H A M C 4 S O O E l a b o r a c i ó n M A C 4 8 ( B L Q 4 5 0 A 4 5 5 ) 1 0 1 2 - F E B - 0 5 2 3 - F E B - 0 5
H B M C 4 S O 0 P r e v i a s M A C 4 8 ( B L Q 4 5 0 A 4 5 5 ) 1 4 1 4 - F E B - 0 5 0 1 - M A R - 0 5
H F M C 4 8 P O P r e f a b r í c a c i ó n b l o q u e s M A C 4 8 ( B L Q 4 5 0 A 4 5 5 ) 2 7 1 4 - F E B - 0 5 1 6 - M A R - 0 5
A K M C 4 8 Q 0 F a b . T u b . P / P r e m o n t a j e M A C 4 8 ( B L Q 4 5 0 A 4 5 5 ) 4 5 1 8 - F E B - 0 5 1 1 - A P R - 0 5
A M M C 4 8 P O A r m a m e n t o B l o q u e s M A C 4 8 ( B L Q 4 5 0 A 4 5 5 ) 1 5 0 9 - M A R - 0 5 2 5 - M A R - 0 5
V P M C 4 8 0 0 P i n t u r a B l o q u e s M A C 4 S ( B L Q 4 5 0 A 4 5 5 ) 1 5 2 1 - M A R - 0 5 0 6 - A P R - 0 5
H G M C 4 8 Q 0 P r e m o n t a j e M A C 4 8 ( B L Q 4 5 0 A 4 5 5 ) 4 0 2 4 - M A R - 0 5 0 9 - M A Y - 0 5
A M M C 4 8 Q 0 A r m a m e n t o P r e m o n t a j e M A C 4 8 ( B L Q 4 5 0 A 4 5 5 ) 6 5 1 2 - A P R - 0 5 2 5 - J U N - O S
A M M C 4 S 3 1 M o n t a j e d e c a b i n a s M A C 4 8 ( B L Q 4 5 0 A 4 5 5 ) 3 5 2 1 - M A Y - O S 3 0 - J U N - 0 5
E M M C 4 8 0 0 T r a b a j o s d e e l e c t r i c i da d M A C 4 8 ( B L Q 4 S O A 4 5 5 ) 3 5 0 a - J U N - O 5 1 8 - J U L - 0 5
•
-
• i
A n ^ n i S P a g e 1 7 o f 2 1
C R U C E R O P L A N M A E S T R O
Run Date : 05-JUL-04
Project : Buque Puilmantur N2 Plan de Fabricación Time Now : 01-JAN-O4>
Versión : N2 Producción Hasta Dique Sciiedulod End : 30-MA R-07
Comment : Based on Early Dates Requlred End
PMNTR ING-PROD: UNIDAD/MACRO
Activ. Descrípcion Dur Com ienzo Tenmin.
P M N T R I N G - P R O D : M A G R O 4 S B L Q 4 5 0 A 4 5 5 )
AMM C48 10 T rab a jo s d e h ab il i tac ión MAC 4 -8 BL Q 450 A 455) 35 25 - 0UN - 05 04 - AU G - 05
V P M C4a o i P int u ra Un io n es P remo . MAC 48 BL Q 450 A 455) 3 12 - AUG - O S 15- AUG - O S
HHMC4S DO Diq ue MAC 48 BL Q 450 A 455) 20 29 - S E P - 05 21 - O C T - 05
P M N T R I N G - P R O D : M A G R O 4 9 B L Q 4 6 0 A 4 6 5 )
AKMC 49P O F ab . T u b . P /B lo q u es MA C 49 BL Q 460 A 46S ) 45 01 - F E B- 0 5 24 - MA R- 05
HAM C490 0 E labo ració n MAC 49 BL Q 460 A 465) 10 08 - MA R- 05 18 - MAR - 05
HBM C490 0 P rev ias MA C 49 BL Q 460 A 465) 14 09 - MA R- 05 24 - MAR- O S
HF MC49P O P re fab r icac ión b lo q u es MAC 49 BL Q 460 A 465) 27 09 - MAR - 05 0S - AP R- 05
AKMC 49Q O F ab . T u b . P / P remo n t a je MAC 49 BL Q 460 A 465) 45 22 - MAR - 05 12 - MA Y - 05
AMM C49P O Armamen t o B lo q u es MAC 49 BL Q 460 A 465) 17 01 - AP R - 05 20 - AP R- 05
V P MC 4900 P int u ra B lo q u es MAC 49 BL Q 460 A 4S 5) 15 13 - AP R- O S 29- AP R- O S
HG MC 49Q O P remo n ta je MAC 49 BL Q 460 A 465) 40 16 - AP R- 05 01^ UN - 0S
AMMC 49Q O Armamen t o P remo n t a je MAC 49 BL Q 460 A 465) 65 13 - MAY - 05 27 - JUL - 05
AMM C493 1 Mo n t a je d e cab in as P remo n t aje MAC 49 BL Q 460 A 465) 35 14 - JUN- 05 23 - JUL - 05
E MM C490 0 T rab a jo s d e e lec t r ic id ad P remo n t a je MAC 49 BL Q 460 A 465) 35 01^ UL - 0 5 1O - AUG - 0S
AMM C491 0 T rab a jos d e h ab il it ació n P remo n t a je MAC 49 BL Q 460 A 465) 33 19 - JUL - 05 27 - AU G - 05
V P MC 4901 P int u ra Un io n es P remo . MAC 49 BL Q 460 A 465) 3 13 - S E P - 05 15 - S E P - 0 5
HHMC49 DO D iq u e MAC 49 BL Q 460 A 465) 20 08 - O C T - 05 31 - O C T - 05
P M N T R I N G - P R O D : M A G R O 5 0 B L Q 4 7 0 A 4 7 5 )
AKM C50P 0 F ab . T u b . P / B lo q u es MA C 50 BL Q 470 A 475) 45 18 - MAR - 05 09 - M AY - 0 5
HAM C5000 E labo ració n MAC S O BL Q 470 A 475) 10 23 - AP R - 05 04 - MA Y - 05
HBM C5000 P rev ias MAC 50 BL Q 470 A 475) 14 25 - AP R - 05 10 - MA Y - 05
HF MCS O P O P re feb r ícac ió n b lo q ues MAC S O BL Q 470 A 475) 27 25 - AP R - 05 25 - M AY - 05
AKM C50 Q 0 F ab . T u b . P /P remo n t a je MAC S O BL Q 470 A 475) 45 06 - MA Y - 05 27 - JUN - 05
AMMC 50P O An n amen t o B lo q u es MAC 50 BL Q 470 A 47S ) 17 1S - MAY - 05 06 - JUN - 05
V P M C500 0 P int u ra B lo q u es MAC 50 BL Q 470 A 475) 1S 30 - MA Y - 05 15 - JUN- 05
2004
J
F N A
N J J A S C
h
c
2O05
J F
lU AÍV J
•
•
•
j
i
•
s
C N
c
2006
J F
/>
j
J A
£
C
^
2 0 0 7
C J
F
^ / s
^ u
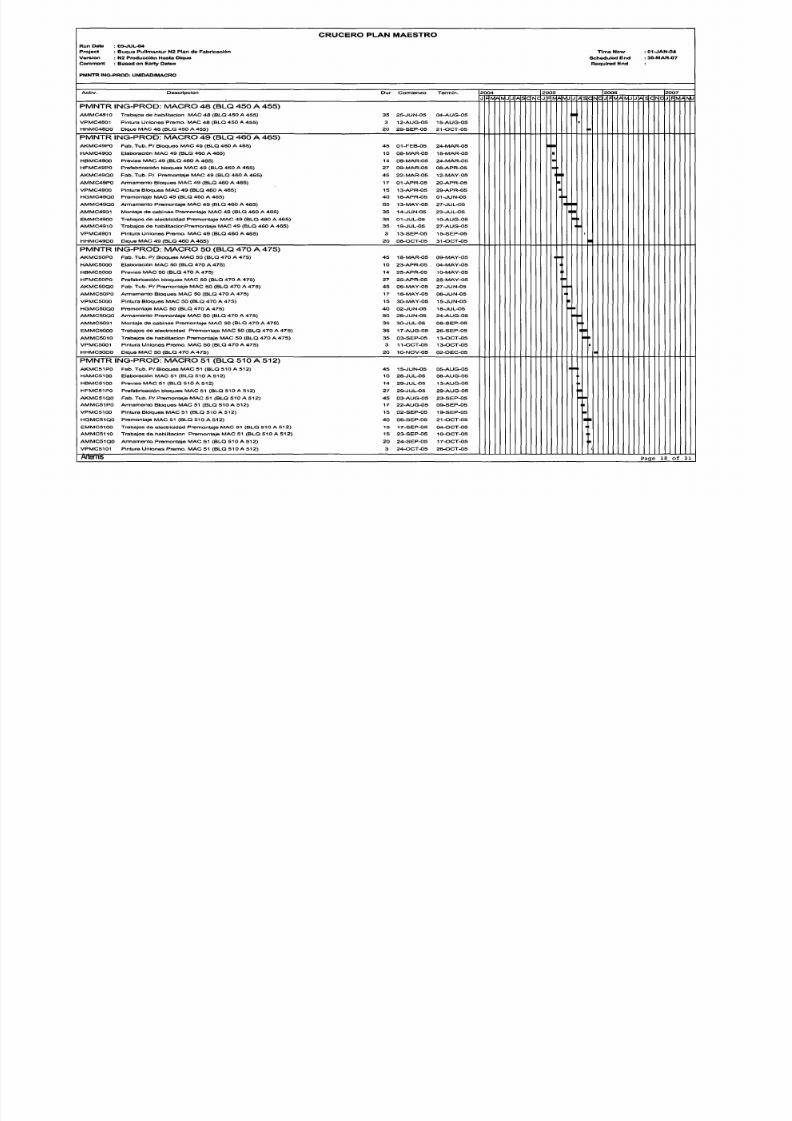
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 234/239
HG MC 50Q O P remo n ta je MAC S O BL Q 470 A 475) 40 02 - JUN- 05 18 - JUL- O S
AMM C50 Q 0 Armamen t o P remo n t aje MAC 50 BL Q 470 A 475) 50 28 - JUN- 05 24 - AU G - 05
AMM C503 1 Mo n t a je d e cab in as P remo n t aje MAC S O BL Q 470 A 475) 35 30 - JUL - 05 0 8 - S E P - 05
E MM C500 0 T rab a jo s d e e lect r ic id ad P remo n t a je MAC S O BL Q 470 A 475) 35 17 - AUG - 05 26 - S E P - 05
AMM C501 0 T rab a jo s d e h ab il it ació n P remo n t a je MAC 50 BL Q 470 A 475) 35 03 - S E P - 0 S 13 - O CT - 05
V P MCS 001 P int u ra Un io n es P remo . MAC 50 BL Q 470 A 475) 3 11 - O CT - 0 5 13 - O CT - 05
H H M C 5 0 D 0 D i qu e M A C SO B L Q 4 7 0 A 4 7 5 ) 2 0 1 0 - N O V - 0 5 0 2 - D E C - 0 5
P M N T R I N G - P R O D : M A G R O 5 1 B L Q 5 1 0 A 5 1 2 )
AKMC51 P O F ab . T u b . P / B lo q u es MAC 51 BL Q 510 A 512) 45 1S - JUN- 05 05 - AU G - 05
HAMC 5100 E labo rac ió n MAC 51 BL Q S 10 A 512) 10 28 - JUL - 05 08 - AU G - 05
HBMC 5100 P rev ias MAC 51 BL Q 510 A 512) 14 Z 9 - JUL - 05 13 - AU G - 05
HF MC 51P 0 P re feb r icac ió n b lo q ues MAC 51 BL Q 510 A 512) 27 29 - JUL -O S 29- AU G - 05
AKMC 51Q O F ab . T u b . P /P remo n t a je MA C 51 BL Q 510 A 512) 45 03 - A UG - 05 23 - S E P - 05
AMM C51P 0 Armamen t o B lo q u es MAC 51 BL Q 510 A 512) 17 22 - AU G - 05 09 - S E P - 05
V P M C510 0 P in tu ra B lo q u es MAC 51 BL Q S 10 A 512) 1S 02 - S E P - 05 19 - S E P - 0 5
HG M C51 Q 0 P remo n ta je MAC 51 BL Q 510 A 512) 40 06 - S E P - 05 21 - O C T - 05
E MM C510 0 T rab a jo s d o e lect r ic idad P remo n t a je MAC 51 BL Q 5 10 A5 12 ) 15 17 - S E P - O S 04- O C T - 0S
AMM C51 10 T rab a jo s d e h abi l it ació n P remo n t a je MAC S i BL Q 510 A 512) 15 23 - S E P - O S 10- O CT - 0 5
AMM C51Q O Amn amen to P remo n t a je MAC S I BL Q 510 A 512) 20 24 - S E P - 05 17 - O CT - 05
V P MC 5101 P int u ra Un io n es P ramo . MAC 51 BL Q 510 A 512) 3 24 - O C T - 05 26 - O CT - O S
•
A n e m i S P a g e 1 8 o f 2 1
C R U C E R O P L ^ lN M A E S T R O
R u n D a t e : 0 S - J U I - - O 4
P r o j e c t : B u q u e P u l l m a n t u r N 2 P l a n d e F a b r i c a c i ó n T i m e N o w : 0 1 - J A N - 0 4
V e r s i ó n : N 2 P r o d u c c i á n H a s t a D i q u e S c t i e d u l e d E n d : 3 0 - M A R - 0 7
C o m m e n t : B a s e d o n E a r t y D a t e s R e q u i r e d E n d
P M N T K I N G - P R O D : U N I D A D / M A C R O
A c t i v . D e s c r i p c i ó n D u r C o m i e n z o T e m n i n ,
P M N T R IN G - P R O D : M A G R O 5 1 B L Q 6 1 0 A 5 1 2 )
H H M C S 1 D O D i q u e M A C 5 1 ( B L Q 5 1 0 A 5 1 2 ) 2 0 2 0 - M A R - 0 6 1 1 - A P R - 0 6
P M N T R I N G - P R O D : M A G R O 5 2 B L Q 5 2 0 A 5 2 7 )
A K M C S Z C O F a b . T u b . P / B l o q u e s M A C 5 2 ( B U Q 5 2 0 A 5 2 7 ) 4 5 1 6 - A U G - 0 5 0 6 - O C T - 0 5
H A M C 5 2 0 0 E l a b o r a c ió n M A C 5 2 ( B l - Q 5 2 0 A 5 2 7 ) 1 2 1 7 - S E P - O S 3 0 - S E P - 0 5
H B M C 5 2 0 0 P r e v i as M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 1 4 1 9 - S E P - 0 5 0 4 - O C T - 0 5
H F M C 5 2 C O P r e f a b r ic a c i ó n b l o q u e s M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 2 7 1 9 - S E P - 0 5 1 9 - O C T - 0 5
A K M C 5 2 Q 0 F a b . T u b . P / R r e m o n t a j e M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 4 5 0 4 - O C T - 0 5 2 4 - r M O V - 0 5
A M M C 5 2 C O A r m a m e n t o B l o q ue s M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 1 7 1 2 - O C T - 0 5 3 1 - O C T - 0 5
V P M C 5 2 0 0 P i nt u r a B l o q ue s M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 1 5 2 4 - O C T - 0 5 0 9 - N O V - 0 5
H G M C 5 2 Q O P r e m o n ta j e M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 4 0 2 7 - O C T - 0 5 1 2 - D E C - 0 5
A M M C 5 2 1 0 T r a b a j o s d e h a b il it a c ió n P r e m o n t a j e M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 2 0 1 9 - N O V - O S 1 2 - D E C - 0 5
A M M C 5 2 Q O A r m a m e n t o P r e m o n ta j e M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 2 5 2 5 - N O V - 0 5 2 3 - D E C - 0 5
A M M C 5 2 3 1 M o n t a j e d e c a b i n a s P r e m o n t a j e M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 2 0 2 4 - O E C - 0 5 1 6 - J A N - 0 6
E M M C 5 2 0 0 T r a b a j o s d o e l e c tr i c id a d P r o m o n t a j e M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 2 0 2 4 - D E C - 0 5 1 6 - J A N - 0 6
V P M C S 2 0 1 P i n tu r a U n i o n e s P r o m o . M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 3 1 7 - J A N - 0 6 1 9 - J A N - 0 6
H H M C 5 2 D O D i q u e M A C 5 2 ( B L Q 5 2 0 A 5 2 7 ) 2 0 0 6 - M A R - 0 6 2 e - M A R - 0 6
P M N T R IN G - P R O D : M A G R O 5 3 B L Q 5 3 0 A 5 3 7 )
A K M C 5 3 P O F a b . T u b . P / B l o q u e s M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 4 5 0 2 - A U G - 0 5 2 2 - S E P - 0 5
H A M C 5 3 0 O E l a b o r a c ió n M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 1 5 3 1 - A U G - 0 5 1 6 - S E P - 0 5
H B M C 5 3 0 0 P r e v ia s M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 1 4 0 1 - S E P - 0 5 1 6 - S E P - 0 5
H F M C 5 3 P O P r e f a b r íc a c i ó n b l o q u e s M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 2 7 0 1 - S E P - 0 5 0 1 - O C T - 0 5
A K M C 5 3 Q O F a b . T u b . P / P r e m o n ta j e M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 4 5 2 1 - S E P - 0 5 1 1 - N O V - 0 5
A M M C 5 3 P O A r m a m e n t o B l o q ue s M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 1 7 2 4 - S E P - 0 5 1 3 - O C T - 0 5
V P M C 5 3 0 0 P i n t ur a B l o q u e s M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 1 5 0 6 - O C T - 0 5 2 2 - O C T - 0 5
H G M C 5 3 Q O P r e m o n ta j e M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 3 5 1 0 - O C T - 0 5 i a - N O V - 0 5
A M M C 5 3 Q O A r m a m e n t o P r e m o n ta j e M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 3 4 1 2 - N O V - 0 5 2 1 - D E C - 0 5
2 0 0 4
J F H/
t^
J J A S
c
h
2 0 0 5
t J F
K
rv
j
S
•
c
N C
2 0 0 6
J F
K
\KJ
J A
C
^
2 0 0 7
C J
F K
t\U

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 235/239
A M M C 5 3 3 1 M o n t a j e d e c a b i n a s P r e m o n t a j e M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 3 0 0 1 - D E C - 0 S 0 4 - J A N - 0 6
A M M C 5 3 1 0 T r a b a j o s d o h a b il i ta c i ón P r e m o n t a j e M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 3 0 1 3 - D E C - 0 5 1 6 - J A N - 0 6
E M M C 5 3 0 0 T r a b a j o s d e e l e c tr i c id a d P r e m o n t a j e M A C 5 3 ( B L Q S 3 0 A 5 3 7 ) 3 0 1 3 - D E C - 0 5 1 6 - J A N - 0 6
V P M C 5 3 0 1 P i n tu r a U n i o n e s P r e m o . M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 3 1 7 - J A N - 0 6 1 9 - J A N - 0 6
H H M C 5 3 D O D i q u e M A C 5 3 ( B L Q 5 3 0 A 5 3 7 ) 2 0 1 0 - F E B - 0 6 0 4 - M A R - 0 6
P M N T R I N G - P R O D : M A G R O 5 4 B L Q S 4 0 A 5 4 5 )
A K M C 5 4 P O F a b . T u b . P / B l o q u e s M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 4 5 1 4 - J U N - 0 5 0 4 - A U G - 0 5
H A M C 5 4 0 0 E l a b o r a c ió n M A C 5 4 ( B L Q 5 4 0 A S 4 5 ) 1 0 1 4 - J U L - 0 5 2 5 - J U L - 0 5
H B M C 5 4 0 0 P r e v i a s M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 1 4 1 5 - J U L - 0 5 3 0 - J U L - 0 5
H F M C 5 4 P O P r e t e b r íc a c i ó n b l o q u e s M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 2 7 1 5 - J U L - 0 5 1 5 - A U G - 0 5
A K M C 5 4 Q O F a b . T u b . P / P r e m o n t a j o M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 4 5 0 2 - A U G - 0 5 2 2 - S E P - 0 5
A M M C 5 4 P O A r m a m e n t o B l o qu e s M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 1 7 0 8 - A U G - 0 5 2 e - A U G - 0 5
V P M C 5 4 0 0 P i n tu r a B l o q u e s M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 1 5 1 9 - A U G - 0 5 O 5 - S E P - 0 5
H G M C 5 4 Q O P r e m o n ta j e M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 4 0 2 3 - A U G - 0 5 0 7 - O C T - 0 5
A M M C 5 4 Q O A r m a m e n t o P r e m o n t a je M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 4 5 2 3 - S E P - 0 5 1 4 - N O V - 0 5
A M M C 5 4 3 1 M o n t a j o d e c a b i n a s P r e m o n t a j e M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 3 5 2 0 - O C T - 0 5 2 - N O V - 0 5
E M M C 5 4 0 0 T r a b a o s d e e l e c tr i c id a d P r e m o n t a j e M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 3 5 0 7 - N O V - 0 5 1 6 - D E C - 0 5
A M M C 5 4 1 0 T r a b a j o s d e h a b il i ta c i ón P r e m o n t a j e M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 3 5 2 4 - N O V ~ 0 5 0 3 - J A N - 0 B
V P M C 5 4 0 1 P i n t ur a U n i o n e s P r e m o . M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 3 0 4 - J A N - 0 S 0 e - J A N - 0 6
H H M C 5 4 D O D i q u e M A C 5 4 ( B L Q 5 4 0 A 5 4 5 ) 2 0 3 1 - J A N - 0 6 2 2 - F E B - 0 6
•
•
A f i e m i S P a g e 1 9 o f 2 1
C R U C E R O P L A N M A E S T R O
Run Date : 05-JUL-04
Project : Buque Pullmantur N2 Plan de Fabricación Tima Now : 01-JAN-O4
Versión : N2 PrcxJucciún Hasta Dique Scheduled End : 30-MA R-47
Comment : Bassd on Early Dates Required End
PMNTR ING-PROD: UNÍ DAD/MAC RO
Activ. Descripción Dur Comi enzo Termin .
P M N T R I N C 3- P R O D : M A C R O 5 5 B L Q 5 5 0 A 5 5 6 )
AKMC 5S P 0 F ab . T u b . P / B lo q u es MAC 55 ( BL Q S 50 A 556) 45 1O - F E B- 05 02 - AP R - 05
HAM C550 0 E labo rac iú n MAC 55 ( BL Q 550 A 556) 10 19 - MAR- 0 5 30 - MAR - 0S
HBM C550 0 P rev ias MAC 55 ( BL Q 550 A 556) 14 21 - MAR- O S 05n AP R- 05
HF M C55P 0 P re íab r icac ión b lo qu es MAC 55 ( BL Q 550 A 556) 27 21 - MAR- O S 20^AP R- 05
AKMC 55Q O F ab . T u b . P / P remo n t a jo MA C 55 ( BL Q 550 A 556) 45 31 - MA R- 05 21 - M AY - 05
AMMC 55P O Armamen t o B lo q u es MAC 55 ( BL Q 550 A 556) 17 13 - AP R- 05 02 - M AY - 05
V P M C55 00 P int u ra B lo q u es MAC 55 ( BL Q 550 A 556) 15 25 - AP R - 05 11 - MA Y - 05
HG M C55Q O P remo n ta je MAC
S
( BL Q 550 A 556) 40 23 - MA Y - 05 07 - JUL - 05
AMM C55Q O Armamen t o P remo n ta je MAC 55 ( BL Q 550 A 556) 65 31 - MA Y - 05 13 - AU G - 05
AMMC S 531 Mo n t aje d e cab in as MAC 55 ( BL Q 550 A 556) 35 20^ UL - 05 29 - AU G - 05
EMMCSSOO Trabajos de electricidad Premontaje MA C 55 (BLQ 550 A 5S6) 35 06-A UG- 05 15-SE P-0 5
AMM C55 10 T rab a jo s d e h ab il it ació n MAC 55 ( BL Q 550 A 556) 35 24 - AU G - 05 03 - O C T - 05
V P M C550 1 P int u ra Un io n es P remo . MAC 55 ( BL Q 5S O A 556) 3 04 - O C T - 05 06 - O CT - 0S
HHMC55 DO D iq u e MAC 55 ( BL Q 550 A 556) 20 14 - Q CT - 05 0 - NO V - 05
P M N T R IN G - P R O D : M A C R O S B L Q 5 6 0 A 5 6 7 )
AKMC 56P O F ab . T u b . P / B lo q u es MA C 56 ( BL Q 560 A 567) 45 25 - F E B - 05 18 - AP R- O S
HAMC 5600 E labo rac ió n MAC 56 ( BL Q 560 A 567) 10 31 - MA R- 05 11 - AP R - 05
HBMCS 600 P rev ias MA C 56 ( BL Q 560 A 567) 14 01 - AP R - 05 16 - AP R - 05
HF MC5 6P O P re fab r icac ió n b lo q ues MAC 56 ( BL Q 560 A 567) 27 01 - AP R - 05 02 - MAY - 0S
AKMC 56Q O F ab . T u b . P /P remo n t a je MAC 56 ( BL Q 560 A 567) 45 15 - AP R- 05 06 - JUN - 05
AMM C56P O Amiamen t o B lo q ues MAC 56 ( BL Q 560 A 567) 17 25 - AP R- 05 13 - MA Y - 05
V P M C56 00 P int u ra B lo q u es MAC 56 ( BL Q S 60 A 567) 15 06 - MA Y - 05 23 - M AY - 05
HG MC 56Q O P remo n ta je MAC 56 ( BL Q 560 A 567) 40 10 - MAY - 05 24 ^U N- 0 5
AMM C56Q O Amn amen to P remo n ta je MAC 56 ( BL Q 560 A 567) 50 07^ UN - 05 03 - A UG - 05
AMM C563 1 Mo n t aje d e cab in as P remo n t aje MA C 56 ( BL Q 560 A 567) 35 07 - 0UL - O 5 16 - AU G - 05
E MMC56 O 0 T rab a jo s d e e lect r ic idad MAC 56 ( BL Q S 60 A 567) 35 25 - JUL - 05 02 - S E P - 0 S
2004
J F
^ /A^ J
j
A
s e
h
c
2 0 0 5
J F
IV AtV J
•
•
1
J
fi
S C N
20O6
J
IV A
^ J
J
A
£ C h
C
2 0 0 7
J
F ^
fi
M J
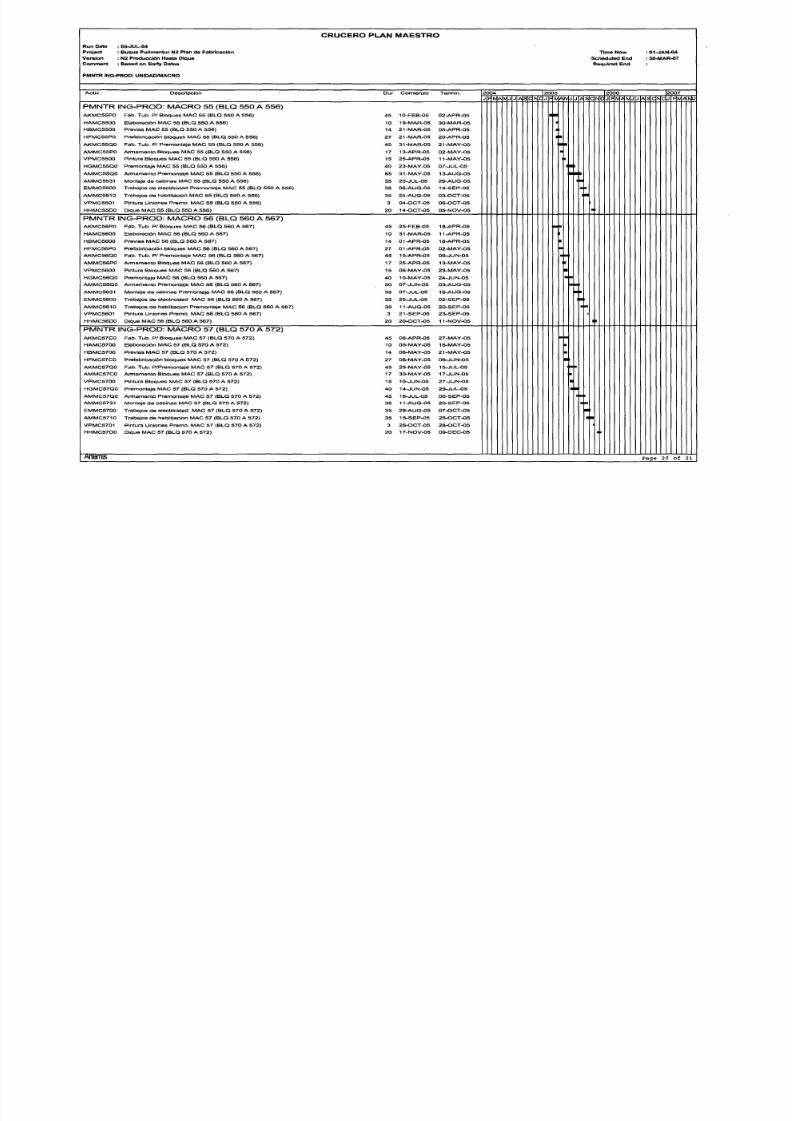
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 236/239
AMM C56 10 T rab a jo s d e h ab il i tac ió n P remo n t a je MA C 56 ( BL Q 560 A 567) 35 11 - AUG - 05 20 - S E P - 0 5
V P M C560 1 P int u ra Un io n es P remo . MAC 56 ( BL Q 560 A 567) 3 21 - S E P - 05 23 - S E P - 05
HHMC5 6DO D iq u e MAC 56 ( BL Q S 60 A 567) 20 20 - O C T - 05 11 - NO V - 05
P M N T R I N G - P R O D : M A C R O 5 7 B L Q 5 7 0 A 5 7 2 )
AKMCS 7CO F ab . T u b . P / B lo q u es MAC 57 ( BL Q 570 A 572) 45 06 - AP R - 05 27 - M AY - 05
HAM C5700 E labo rac iú n MAC 57 ( BL Q 570 A 572) 10 05 - MA Y - 05 16 - MAY - 0 5
HBMC S 700 P rev ias MA C 57 ( BL Q 570 A 572) 14 06 - MA Y - 05 21 - M AY - 05
HF M C57C 0 P re fab r icac ió n b lo q ues MAC 57 ( BL Q 570 A 572) 27 06 - M AY - 05 06 - JUN - 05
AKM C57 Q 0 F ab . T u b . P /P remo nt a je MAC 57 ( BL Q S 70 A 572) 45 25 - MA Y - 05 15 - JUL - 05
AMM C57CO Armamen t o B lo q u es MAC 57 ( BL Q 570 A 572) 17 3O - MAY - 05 17 - JUN- 05
V P M C57 00 P int u ra B lo q u es MAC 57 ( BL Q 570 A 572) 15 10 - JUN- 05 27 - JUN - 05
HG MC 57Q O P remo n ta je MAC 57 ( BL Q 570 A 572) 40 14 - JUN- 05 2 - JUL - 05
AMMCS 7Q O Armamen t o P remo n t aje MAC 57 ( BL Q 570 A 572) 45 16 - JUL - 05 06 - S E P - 05
AMM C573 1 Mo n t a je d o cab in as MAC 57 ( BL Q 570 A 572) 35 11 - AUG - 05 20 - S E P - 05
E MM C57 00 T rab a jo s d e e lec t ric id ad MAC 57 ( BL Q 570 A 572) 35 2 - AUG - 05 07 - O CT - 0S
AMM C57 10 T rab a jo s d e h abi l it ació n MAC 57 ( BL Q 570 A 572) 35 15 - S E P - 0 5 25 - O CT - 05
V P MC 5701 P int u ra Un io n es P ramo . MAC 57 ( BL Q 570 A 572) 3 26 - O C T - 05 2S - O CT - 05
HHM C57D 0 D iq u e MAC 57 ( BL Q S 70 A 572) 20 17 - NO V - 05 0 - DE C- 05
m
P ag e 20 o f 2 1 |
g
I'é4^'d4il'4*ll •é4
liL>li>:>ii>:>lii;>M»;fcL>ni:>l[ i;>iii;>i>:>jit :>Liiji^ i.U>iiw>li¿>Bi:>L>iiiii>L>^
t ^ ¿>t¿>j iL f cL¿>l i . ; f c t¿>i i¿>l i t i , tw>i¿ i iJ i . ;> l i . ;> l i>^ ¿>l i¿>l¿T^
tt:fcli.:>ji^fcliw>|ti;i>lri. ii •<>•>;> uiiiifcWfc>li.:>w> :>lii:>iit;fctt;>»w>LiiW ili I»i;>ii>:>i»:>ww>»¿>n ifct>:itlii;tli>:>w^
^kiak iilii.kJiwkli>;k»iikLkni;kiii;kiii;klii:klit :kSi;k«i;klri; iiiiikli^kJiWkli^kJiiikl>:>
•
D
&
kLi;kjii:kliii:kJi>:kt ii;kiii:kli:kai;kli;kaiLkiwk«b:ki
J^^ f eg | ^^ Í g^ , ¡ ^S3^
l^
1
m
•a
s
l
^ \
y
R E W S t M D E X
DECKN.13
38.730m/BL-38.230m/BL
I M
MFB
Mm
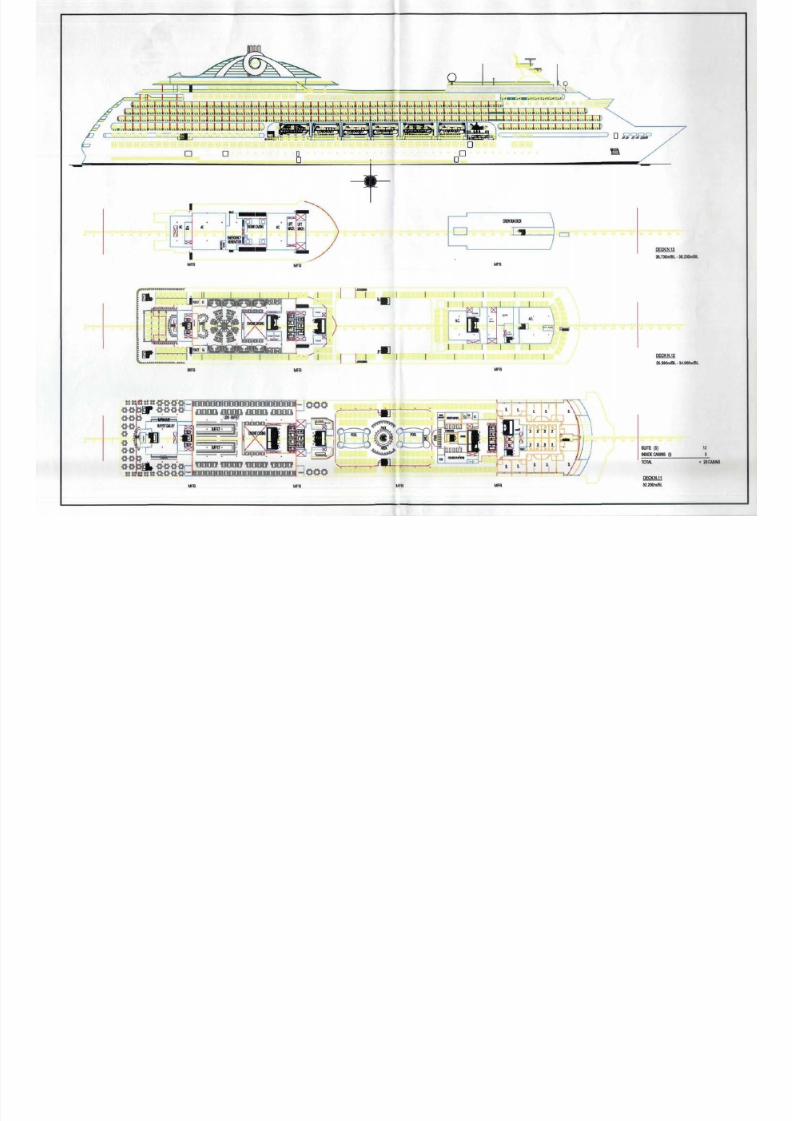
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 237/239
M 4 H | H t
N I
11
i
<
H l n
M I H
^ ifi Ti^ v^ -m • •*
í m T^ • Ea
DECKN.12
35.390m/8L-34.990m/BL
SUTE (S)
INSIDECABNS
MFB
MFB
MFB
MFB
TOTAL
DECKN.11
32.200m/BL
= 20CABINS
. .
I
, .
.
j—j—1—|„|, t„|.
|,, j . I.|,.|, • „ I.i;:: ;::^:
B B B S
2 B 2 B S S ffl3 83B ffl O F O f O F C F O f O F O f l O f f O F S »
K . . .
. nw
MFS MFB MFB
4_4_i^l-.|^...r,. I.1. I,1. I,1—I—1—I—1—T^ —1 1—[—I—| I~I- I.-|....K-:T .I-I.. 1 •i^i...l...l...l...i.-|-X^
& ' S } B 3 2 B 2 B 2 B S
' ü 2 a2 2« •
S
3 B 3 8 4 6 4 6 4 6 4 6 4 6 4 3 4 6 4 8
— r ^ , ,
a 2
21
a21 41
a 21 21
a
21
4
4B 4 6 4 6 4 B 4 B 4 6 4 8 4 S 4 B 4 e 4 B
41 21 21
21a3
41
21 21
aa 21
S \ 2 B 2 B 3 2 B 2 e 2 6 2 8 3 8 3 8 4 64 6 4 64 6 4 84 8 48 2B
36 38
t-"|--t—I I I I• • I .i.-.i.-i-.i-j-.i l i l i I f l - |--i-|—1-"|- |-"j- • -I-I' I.|.. I.j- i- i-i—I
38
3S
4 8 4 6 4 6 4 6 4 8 4 B 4 8 4 8 4 B 4 B 4 6 4 3
21 21 a21a2
21
a
a a a
MFB
Mra
MFB
MFB
MFB
|...|.,,|..|..|,-t,4—1..|. 1. I.1, I
.|.-^ .4~^-^~t-l•••|.• l -[-
S 2 B 2 B S 2 B 2 S 2 e 2 B 3 e 3 e 4 8 4 8 4 B 4 8 2 B 2 B S a 2 S a 2 e 2 e 3 B
_{-.i—I
I•,
I,,
I,,
I rI,. I [••
.
_i—1^1—i i-.i.-t—I., I ,,
I,,
I, I I I |-~i~f-4^—j~i-.i>^—I—f—I—I—i ^v -
S 3 B 2 6 2 S 2 B 2 B 2 8 2 B 4 8 48 4 84 8
« 4 8
4 B4 3 4 84 6 4 8 2 B 2 B 2 B 2 B 2 B 2 8 S B 3 8 3 8 2 B 2 S 2 B 2 S 2 B 2 S 2 B 2 S 2 B
-4
a a a . 41
- í
)
a aa
a a 41
a a
41
a
48 46
48
hS
2B 28 28 2B S36
\l
\ [•
I
I'I-"I--I-"I •
I
ri"ri"t--l
I
i—r-i-T-i-i-diriH—i—i-i—i—i—l—
a aaaa
a aaaa ^
a aaaa
38 2B 28
4 6 4 6 4 8 4 8 fl« 4 B 4 B 4 6 4 6
MFB
MFB
MFB
D E C K N . 1 0
29.410ni/BL
SUITE(S)
BALCONYCABINS(B)
DiSABLECABINS(D)
INSJDECABINS (1)
TOTAL
CAPTAINOASSCABINS (CC)
OFFICERCLASSCABINS (lOF)
0FF1CERCU\SSCABINS
(OF)
OFFICERCLASSCABINS (OFI)
TOTAL
4
100
2
36
= 142CA8IN5
3
2
14
7
= 26CABINS
SUITE S
B A L C O N Y C A B I M S
B)
I N S I D E C A 6 I N S
I)
124
64
TOTAL
D E C K N . 9 2 C C A B I N S
2C)
2 6 . 6 2 0 n V B L
= 1 d 6 C A B i N f
3
S U í T E ( S )
B A L C O N Y C A B I N S
B)
INSIOECABINS
I)
T O T A L
130
M
= 1 9 0 C A B I N Í
D E C K N . 8
2 3 . B 3 0 m m L
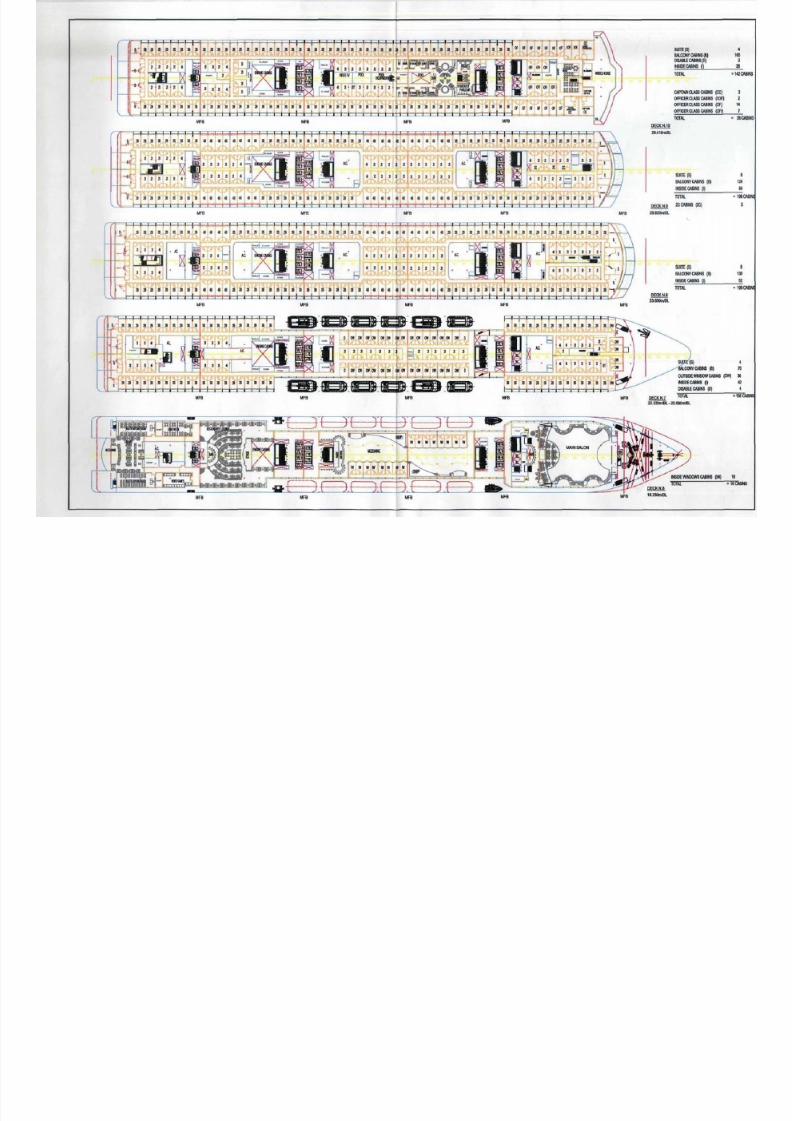
8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 238/239
3 B 3 8 oaaaa 2 3 2 B 2 B 2 D 2 B 2 f i 2 BC M fi
(S) 4
L C O N Y C A B I N S B)
70
O U T S I D E W I N O O W C A B I N S OW)
36
INSIOECABINS
1
42
D I S A B L E C A B I N S D)
4
= 1 5 6 C A B I N S
INSIDE WINDOWS CABINS
iW) 16
n íÁBINS
MFB
MFB
MFB
MFS
MFB
16780nBL
OFFCAf NSTYPE
PCABINSTYPE
2GCABINSTYPE
3CRCAfNSTYPE
3CCABIMSTYPE
aCRCAfNSTYPE
lOCAfNS
6CABINS
MOfCABINS
11CABINS
=
133CABINS
78CABINS
74CABINS
=
152CABtNS

8/20/2019 6.4 soldadura.pdf
http://slidepdf.com/reader/full/64-soldadurapdf 239/239
DECK N.1
1560 2160 2960
AS. B .L
MF
MFB
MFB
MF
MFB
- ^ M W -
TANKTOP
MFB


















