68895029 Tracagem e Planificacao de Chapas 2007
90
CALDEIRARIA Traçagem e Planificação de Chapas
-
Upload
testeflecha -
Category
Documents
-
view
91 -
download
15
Transcript of 68895029 Tracagem e Planificacao de Chapas 2007

CALDEIRARIA Traçagem e Planificação
de Chapas

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
2
Presidente da FIEMG Robson Braga de Andrade Gestor do SENAI Petrônio Machado Zica
Diretor Regional do SENAI e Superintendente de Conhecimento e Tecnologia Alexandre Magno Leão dos Santos
Gerente de Educação e Tecnologia Edmar Fernando de Alcântara
Elaboração Equipe Técnica do CFP/ACR Unidade Operacional Centro de Formação Profissional “Alvimar Carneiro de Rezende”

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
3
Sumário APRESENTAÇÃO..................................................................................................6
11.. TTEECCNNOOLLOOGGIIAA MMEECCÂÂNNIICCAA ..............................................................................7
1.1. INTRODUÇÃO................................................................................................................7 1.2. CLASSIFICAÇÃO DOS MATERIAIS.............................................................................7 1.3. MATERIAIS - CONCEITOS ...........................................................................................8 1.4. CARACTERÍSTICAS FÍSICAS DOS METAIS...............................................................8 1.5. LIGAS METÁLICAS .......................................................................................................8 1.6. PROPRIEDADES DOS METAIS....................................................................................8
1.6.1. PROPRIEDADES TECNOLÓGICAS..........................................................................9 1.6.2. PROPRIEDADES MECÂNICAS.................................................................................9
1.7. METAIS FERROSOS ...................................................................................................10 1.7.1. AÇOS ........................................................................................................................10 1.7.2. FERROS FUNDIDOS................................................................................................10
1.8. OBTENÇÃO DOS METAIS FERROSOS ....................................................................10 1.8.1. MINÉRIO DE FERRO ...............................................................................................10 1.8.2. TRATAMENTO OU BENEFICIAMENTO DO MINÉRIO ..........................................11 1.8.3. COMBUSTÍVEL ........................................................................................................11 1.8.4. FUNDENTE ...............................................................................................................12 1.8.5. ALTO FORNO...........................................................................................................12 1.8.6. PRODUTOS DO ALTO FORNO...............................................................................13 1.8.7. FERROS FUNDIDOS................................................................................................14
22.. CCLLAASSSSIIFFIICCAAÇÇÃÃOO DDOOSS AAÇÇOOSS.......................................................................17
2.1. SISTEMA S.A.E. (SOCIETY OF AUTOMOTIVE ENGINEERS)..................................17 2.2. SISTEMA A.I.S.I. (AMERICAN IRON AND STEEL INSTITUTE)................................17 2.3. SISTEMA A.B.N.T. .......................................................................................................18
2.3.1. CLASSES DE AÇOS ABNT .....................................................................................19 2.4. SISTEMA D.I.N.............................................................................................................20
2.4.1. DESIGNAÇÃO E NORMALIZAÇÃO DOS AÇOS SEM LIGAS...............................20 2.4.2. DESIGNAÇÃO E NORMALIZAÇÃO DOS AÇOS COM BAIXA LIGA ....................21 2.4.3. DESIGNAÇÃO E NORMALIZAÇÃO DOS AÇOS COM ALTA LIGA ......................21
33.. NNOOÇÇÕÕEESS GGEERRAAIISS DDOOSS TTRRAATTAAMMEENNTTOOSS TTÉÉRRMMIICCOOSS DDOO AAÇÇOO.............23
3.1. FASES DO TRATAMENTO TÉRMICO........................................................................23 3.2. FINALIDADES DO TRATAMENTO TÉRMICO DOS AÇOS .......................................23 3.3. TIPOS DE TRATAMENTO TÉRMICO DOS AÇOS.....................................................23

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
4
3.4. CARACTERIZAÇÃO GERAL DOS TRATAMENTOS TÉRMICOS ............................24 3.4.1. TÊMPERA .................................................................................................................24 3.4.2. REVENIMENTO ........................................................................................................24 3.4.3. RECOZIMENTO ........................................................................................................24 3.4.4. CEMENTAÇÃO.........................................................................................................24 3.4.5. NITRETAÇÃO ...........................................................................................................25
44.. AA TTÊÊMMPPEERRAA ...................................................................................................26
4.1. PASSOS DA OPERAÇÃO...........................................................................................26 4.2. TEMPERATURAS E CORES DE AQUECIMENTO ....................................................26 4.3. MEIOS DE AQUECIMENTO - FORNOS DE TRATAMENTO .....................................27 4.4. MEIOS DE RESFRIAMENTO ......................................................................................28
55.. RREEVVEENNIIMMEENNTTOO ..............................................................................................29
5.1. NOÇÃO DO FENÔMENO DO REVENIMENTO ..........................................................29 5.2. AQUECIMENTO DO AÇO PARA O REVENIMENTO.................................................29 5.3. CORES DO REVENIMENTO .......................................................................................30 5.4. MANUTENÇÃO DA TEMPERATURA DO REVENIMENTO .......................................30 5.5. RESFRIAMENTO .........................................................................................................30
6. CCUUIIDDAADDOOSS NNAA TTRRAAÇÇAAGGEEMM .........................................................................31
6.1. INTRODUÇÃO..............................................................................................................31 6.2. NORMAS A SEREM OBSERVADAS ..........................................................................31 6.3. CUIDADOS NA TRAÇAGEM EM SÉRIE ....................................................................32 6.4. SIMBOLOGIA CONVENCIONAL DE TRAÇAGEM ....................................................32
77.. PPLLAANNIIFFIICCAARR PPEEÇÇAASS SSIIMMPPLLEESS.....................................................................34
7.1. PROCESSOS DE EXECUÇÃO....................................................................................34
88.. NNOOÇÇÕÕEESS DDEE GGEEOOMMEETTRRIIAA ............................................................................36
8.1. LINHA ...........................................................................................................................36 8.2. ÂNGULOS ....................................................................................................................38 8.3. POLÍGONOS ................................................................................................................40 8.4. TRIÂNGULOS ..............................................................................................................41 8.5. QUADRILÁTEROS.......................................................................................................42 8.6. POLÍGONOS REGULARES E IRREGULARES..........................................................43 8.7. CÍRCULO......................................................................................................................44
99.. DDEESSEENNHHOO LLIINNEEAARR GGEEOOMMÉÉTTRRIICCOO...............................................................48

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
5
9.1. INTRODUÇÃO..............................................................................................................48 9.2. DESENVOLVIMENTO PARA A EXECUÇÃO DA PRIMEIRA PARTE .......................48 9.3. EXPLICAÇÃO DA SEQÜÊNCIA DE OPERAÇÕES PARA A EXECUÇÃO DOS
PROBLEMAS GEOMÉTRICOS...................................................................................48 9.4. PROBLEMAS GEOMÉTRICOS...................................................................................49 9.5. DIVISÃO DA CIRCUNFERÊNCIA - PROCESSO POR CONSTANTES.....................60 9.6. DESENVOLVIMENTO..................................................................................................63
10. PLANIFICAÇÃO .............................................................................................64
10.1. DESENVOLVIMENTO LATERAL DE UM CILINDRO.................................................64 10.2. PLANIFICAÇÃO DE CILINDRO COM UMA BOCA NÃO PARALELA ...........................65 10.3. PLANIFICAÇÃO DE CILINDRO COM DUAS BOCAS INCLINADAS .............................66 10.4. PLANIFICAÇÃO DE COTOVELO DE 90° ......................................................................66 10.5. PLANIFICAÇÃO DE COTOVELO DE 45° ......................................................................67 10.6. INTERSEÇÃO DE UM CILINDRO POR OUTRO DE DIÂMETRO IGUAL .......................67 10.7. INTERSEÇÃO DE CILINDROS COM DIÂMETROS DIFERENTES ................................68 10.8. BIFURCAÇÃO EM “Y” A 120°.......................................................................................69 10.9. CHAPÉU CHINÊS..........................................................................................................70 10.10. TRONCO DE CONE (PROCESSO DA GERATRIZ) .....................................................70 10.11. CONE CORTADO P/ UM PLANO OBLÍQUO ENTRE A BASE E O VÉRTICE..............72 10.12. REDUÇÃO EXCÊNTRICA ...........................................................................................73 10.13. COIFA ........................................................................................................................74 10.14. TRANSIÇÃO QUADRADA PARA REDONDA .............................................................76 10.15. TUBO COM INTERSEÇÃO CILÍNDRICA OBLÍQUA....................................................78 10.16. CURVA DE GOMOS CILÍNDRICA A 90° .....................................................................80 10.17. CURVA CÔNICA PELO PROCESSO DE TRIANGULAÇÃO........................................82 10.18. INTERSEÇÃO CÔNICA OBLÍQUA..............................................................................83 10.19. PEÇA CÔNICA COM BASE CILÍNDRICA E RETANGULAR OBLÍQUA ......................87 10.20. SEGMENTO DE ESFERA - TAMPO ESFÉRICO .........................................................89
BIBLIOGRAFIA ....................................................................................................90

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
6
Apresentação “Muda a forma de trabalhar, agir, sentir, pensar na chamada sociedade do
conhecimento”. Peter Drucker
O ingresso na sociedade da informação exige mudanças profundas em todos os perfis profissionais, especialmente naqueles diretamente envolvidos na produção, coleta, disseminação e uso da informação. O SENAI, maior rede privada de educação profissional do país, sabe disso, e, consciente do seu papel formativo, educa o trabalhador sob a égide do conceito da competência: “formar o profissional com responsabilidade no processo produtivo, com iniciativa na resolução de problemas, com conhecimentos técnicos aprofundados, flexibilidade e criatividade, empreendedorismo e consciência da necessidade de educação continuada”. Vivemos numa sociedade da informação. O conhecimento , na sua área tecnológica, amplia-se e se multiplica a cada dia. Uma constante atualização se faz necessária. Para o SENAI, cuidar do seu acervo bibliográfico, da sua infovia, da conexão de suas escolas à rede mundial de informações - internet - é tão importante quanto zelar pela produção de material didático. Isto porque, nos embates diários,instrutores e alunos , nas diversas oficinas e laboratórios do SENAI, fazem com que as informações, contidas nos materiais didáticos, tomem sentido e se concretizem em múltiplos conhecimentos. O SENAI deseja , por meio dos diversos materiais didáticos, aguçar a sua curiosidade, responder às suas demandas de informações e construir links entre os diversos conhecimentos, tão importantes para sua formação continuada !
Gerência de Educação e Tecnologia

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
7
11.. TTeeccnnoollooggiiaa MMeeccâânniiccaa 1.1. Introdução Nos dias de hoje, uma gama enorme de materiais é utilizada na Construção Mecânica, desde os metálicos ferrosos e não ferrosos aos não-metálicos, polímeros, plásticos e resinas. Isto nos coloca, a cada dia, diante de novos materiais ou aplicações de propriedades às vezes surpreendentes para nossos conhecimentos anteriores. 1.2. Classificação Dos Materiais Os materiais podem ser classificados da seguinte forma: • Materiais metálicos - ferrosos - não-ferrosos • Materiais não-metálicos - naturais - sintéticos
METÁLICOS NÃO-METÁLICOS Ferrosos Não-ferrosos Naturais Sintéticos
Aço Alumínio Madeira Vidro Ferro fundido Cobre Asbesto Cerâmica Zinco Couro Plástico Magnésio Borracha Chumbo Estanho Titânio
Além desta classificação geral, existem outras, como por exemplo a que agrupa os materiais de acordo com a utilização. Nesta, tem-se: • Materiais resistentes à corrosão e oxidação, • Materiais resistentes a altas temperaturas, • Materiais resistentes a baixas temperaturas, • Materiais resistentes ao desgaste, • Materiais para ferramentas, • Materiais de alta resistência mecânica, • Materiais para a indústria automobilística.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
8
1.3. Materiais - Conceitos Minerais - substâncias em formas diversas de ocorrência, como óxidos, sulfetos, carbonetos, etc., que formam os depósitos. Minérios - são depósitos de minerais em quantidades suficientes para permitir a exploração econômica. Metais - substâncias químicas elementares, lustrosas, boas condutoras de calor e eletricidade e, quando polidas, boas refletoras de luz. Polímeros - são materiais constituídos de longas cadeias macromoleculares. Macromoléculas são como um grande número de átomos e grande peso molecular. Cerâmicas - são materiais não-metálicos, inorgânicos, cuja estrutura, após queima em altas temperaturas, apresenta-se inteira ou parcialmente cristalizada. 1.4. Características Físicas dos Metais
Os metais normalmente apresentam certo grau de ductilidade e plasticidade e, via de regra, são mais pesados que outras substâncias elementares. As propriedades que têm maior importância, sob o ponto de vista da Construção Mecânica, são as propriedades mecânicas que relacionam a resistência do metal com os esforços de tração, compressão, torção, etc., pois baseado nelas, são dimensionadas as peças e estruturas. Outras características dos metais que podemos observar são densidade, propriedades térmicas e elétricas, propriedades químicas, entre outras. 1.5. Ligas Metálicas Os metais raramente são utilizados puros. Geralmente fazem-se ligas, que são “substâncias que consistem em mistura íntima de dois ou mais elementos químicos, dos quais pelo menos um é metal, possuindo propriedades metálicas”, segundo Vicente Chiaverini. As ligas constituem combinação de dois ou mais tipos de átomos que produzem uma substância que apresenta alterações, às vezes profundas, tanto nas propriedades físicas quanto químicas, em relação aos elementos componentes. 1.6. Propriedades Dos Metais
Uma vez que pretendemos estudar os metais e que esse estudo se dará através de suas propriedades, é fundamental que conheçamos exatamente o significado de cada uma dessas propriedades. As propriedades de um metal podem ser tecnológicas ou mecânicas. As primeiras têm grande importância para os processos de conformação. Já as

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
9
mecânicas interessam aos processos de obtenção com remoção de cavacos (usinagem). A seguir destacam-se os mais importantes. 1.6.1. Propriedades Tecnológicas Ductilidade - Característica dos metais de se deixarem transformar em fios. É sempre acompanhada de alta tenacidade. Fadiga - Diminuição gradual da resistência de um material, por efeito de solicitações repetidas e cíclicas. Fluência - Deformação lenta, que ocorre em metal que fica sob carga constante, por longo tempo. Forjabilidade - Propriedade de se deixar conformar a quente, por meio de prensagem ou martelamento. Fragilidade - Incapacidade de resistência ao choque. Fusibilidade - Capacidade de fundir com facilidade e manter determinadas características favoráveis ao processo de fundição. Maleabilidade - Propriedade que os metais apresentam de se deixarem transformar em chapas ou lâminas. Soldabilidade - Capacidade dos metais de se deixarem soldar com maior ou menor facilidade. Temperabilidade - Esta propriedade aplica-se mais aos aços e relaciona a capacidade do material em adquirir dureza pela têmpera, com a profundidade de penetração da têmpera (medida através da dureza). Tenacidade - Capacidade de resistir a esforços múltiplos. 1.6.2. Propriedades Mecânicas Dureza - Capacidade do metal de resistir à penetração de esferas e/ou formas pontiagudas, padronizadas, sob efeito de cargas e tempo também padronizados. Elasticidade - Capacidade do metal de retornar à forma inicial, uma vez cessado o esforço mecânico. Plasticidade - Capacidade do metal de se deixar trabalhar a frio, sofrer deformações permanentes. Resiliência - Capacidade do metal de resistir a esforços externos dinâmicos (choques), capacidade de absorver energia cinética. Resistência mecânica - Capacidade do metal de resistir a esforços externos estáticos ou lentos (esforços de tração, compressão, flexão, torção, cisalhamento).

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
10
1.7. Metais Ferrosos
Por metais ferrosos designam-se todas as ligas onde o ferro é o principal elemento da liga. Podem ser divididos em aços e ferros fundidos. 1.7.1. Aços São ligas de ferro e carbono, com teores de carbono entre 0,008 e 2,11%, contendo certos elementos residuais como enxofre, silício, fósforo e manganês, provenientes dos processos de obtenção. Basicamente são de dois tipos: aços carbono, definido acima, e aços ligas, em que, além do carbono, há a presença de outros elementos químicos. 1.7.2. Ferros Fundidos
São ligas de ferro e carbono, com teores de carbono entre 2,11 e 6,67% (comercialmente 2,5 a 4,5%), contendo, ainda, certos elementos residuais como enxofre, silício, fósforo e manganês, provenientes dos processos de obtenção. Podem ser, basicamente, de dois tipos: branco ou cinzento, dependendo da forma como o carbono está ligado ao ferro.
1.8. Obtenção Dos Metais Ferrosos
Para produção dos aços e ferros fundidos, são necessárias matérias-primas como minério de ferro, combustível e fundentes. 1.8.1. Minério de ferro
O minério de ferro é uma substância muito espalhada por toda a natureza. No entanto, o valor de um minério ou jazida depende de vários fatores. Entre eles:
a) Percentagem (teor) de ferro contido no minério, classificando-se como: • Minério pobre - menos de 50% de teor de ferro • Minério rico - mais de 50% de teor de ferro
Dentre os minérios de ferro de ocorrência em nossa região, destacamos: • Magnetita: +/- 74% teor de ferro puro (pouca ocorrência)
• Hematita: +/- 70% teor de ferro puro
• Itabirito: +/- 60% teor de ferro puro
• Chapita: +/- 55% teor de ferro puro
• Limonita: +/- 50% teor de ferro puro

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
11
• Jacutinga: +/- 50% teor de ferro puro b) Natureza das substâncias estranhas (ganga) que o acompanha, por exemplo, o teor de fósforo e enxofre que não deve ultrapassar determinados valores. 1.8.2. Tratamento ou Beneficiamento do Minério
O minério de ferro, depois de extraído na lavra, passa por um beneficiamento. Este termo genérico, dito também tratamento, engloba várias operações a que se submetem os minérios, visando melhorar suas características, adequando-os à utilização nos fornos. Esse tratamento consiste em operações como: Britagem - Quebram-se as pedras, deixando-as de tamanhos menores, mais adequado ao carregamento dos altos fornos (+/- 40 a 10mm). Peneiramento - Classificam-se as pedras em tamanho, separando-as em várias granulações, conforme solicitação ou exigência. Lavagem - Lava-se o minério, reduzindo-se as quantidades de areia e argila, ou seja, reduzindo-se a quantidade de estéreis. Separação eletromagnética - Aproveitando-se as propriedades magnéticas dos minérios, separa-se o minério de ferro das gangas não-magnéticas. Aglomeração - São operações e visam à aglutinação dos finos (pós) produzidos no manuseio, transporte e armazenagem das cargas. Esses pós não podem ser carregados nos altos fornos, pois compactariam a carga, atrapalhando sua marcha normal (passagem de ar). Assim se desenvolverem a briquetagem, a pelotização, a sinterização e a nodulização. Desses processos, os mais utilizados são a sinterização, que produz o sinter, e a pelotização, que produz a pelota. Nesses dois processos os pós de minério são misturados a um pouco de fundente, às vezes carvão, e um aglomerante. São aquecidos a temperaturas entre 1200 e 1300°C, quando o aglomerante se funde e agrega as partículas. A diferença básica entre os dois processos está no tamanho (granulação) dos finos. A pelota trabalha com pós, realmente, enquanto o sinter trabalha com partículas maiores (pedrinhas). As operações acima são realizadas de forma geral para os minérios de ferro. Ainda assim, incluem-se ou excluem-se operações em função das características do minério. 1.8.3. Combustível Como combustível utiliza-se o carvão mineral ou vegetal, que atuam fornecendo: • calor para a combustão,
• carbono para a redução do minério,
• carbono como principal elemento da liga.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
12
O carvão mineral pode ser classificado como: turfa, linhito, sub-betuminoso, betuminoso, semi-antrácito e antrácito. Recebe um tratamento de coqueificação no qual o carvão é aquecido em fornos herméticos, à temperatura entre 1000 e 1100°C e dele é extraída uma substância oleosa, que se destina à fabricação de produtos carboquímicos. Desse óleo destilam-se vários produtos químicos como xilol, toluol, benzeno, antraceno, benzol, nafta, entre outros.
O que sobra dentro do forno é um resíduo poroso e rico em carbono, de nome coque, será carregado no alto forno. O coque apresenta como vantagens teor calorífico entre 6000 e 8000 kcal/kg e boa resistência ao empacotamento, que varia entre 120 e 140 kg/cm2. O carvão mineral nacional é de baixa qualidade e de alto teor de cinzas, o que obriga a sua utilização em mistura com o carvão importado na razão de 30% do nacional para 70% do importado. O carvão vegetal é o produto de queima da madeira em fornos, sem a presença do oxigênio. O produto dessa combustão é que será carregado no alto forno. O carvão vegetal apresenta como vantagens sobre o coque um teor de enxofre e fósforos mais baixos, que resulta em melhores qualidades no gusa produzido. (O processo de transformação da madeira em carvão no Brasil, ainda hoje é muito rudimentar, aproveitando-se apenas o carvão. Perde-se toda a matéria volátil do processo.) Como desvantagens apresenta a baixa resistência ao empacotamento (+/- 20 kg/cm2), o que reduz sensivelmente a capacidade de produção nos fornos, pois têm que ser menores. Outro grave problema é o elevado consumo de madeira, que cobra sempre mais reflorestamentos e cria vários problemas ambientais e sociais. Só para se ter uma idéia, um hectare de floresta de eucalipto leva oito anos para atingir o ponto de corte, quando produz +/- 100m3 de carvão, que permite produzir +/- 40 toneladas de gusa. 1.8.4. Fundente Os fundentes são substâncias que têm como função facilitar a eliminação das impurezas do processo e o fazem combinando-se e tornando-as mais fluidas, mais líquidas, de forma a sobrenadar o banho no alto forno. A escolha do fundente depende de vários fatores, entre eles:
• tipo de ganga que acompanha o minério,
• tipo de refratário do forno,
• tipo de material que se quer eliminar. Como fundente se usam várias substâncias, como calcário, fluorita, dolomita. 1.8.5. Alto Forno
A metalurgia do ferro consiste basicamente na redução de seus minérios (óxidos) no alto forno. Esse equipamento, geralmente com 28 a 30 metros de

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
13
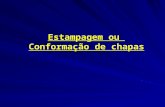
altura (daí o seu nome), é composto de, basicamente, dois troncos de cone unidos pela parte mais larga, tendo no topo a goela ou tragante (boca) por onde se processa o carregamento (por esteira ou skip). Para se proceder ao carregamento no forno, temos um sistema chamado grande sino e pequeno sino ou grande cone e pequeno cone, que promovem o fechamento do forno, de forma que nunca se abrem os dois juntos. Também aí se dispõem o sistema de captação de gases e o distribuidor, que tem como função uniformizar a distribuição da carga do forno. Logo abaixo vem a região formada pelo maior tronco de cone, chamada de cuba. Nesta região, à medida que a carga desce, vai aumentando a temperatura e sofrendo várias reações químicas, até chegar a região da junção dos cones, chamada ventre, onde existem as ventaneiras, equipamentos que injetam ar dentro do alto forno. Esse ar é previamente aquecido (nos recuperadores) e sua injeção produz a queima intensa do carvão ou coque, elevando a temperatura e provocando a fusão da carga, que desce pela região chamada de rampa e “goteja” no cadinho, de onde, de tempos em tempos, é vazado pelas canaletas. A marcha do alto forno é composta por dois movimentos em direções opostas, o movimento descendente da carga e o movimento ascendente do ar/gás. 1 - O ar injetado no alto forno através das ventaneiras é aquecido a temperaturas que variam entre 750 e 850°C. Alguns processos, hoje em dia, fazem junto uma injeção de finos de carvão, para otimizar o sistema, melhorando o rendimento do alto forno. Esse ar insuflado queima o coque, fazendo a temperatura se elevar nessa região, a cerca de 1800°C. A partir daí, sobe, passando através da carga, produzindo reações do oxigênio com o carbono, silício, enxofre e o manganês (reações essas que não cabem no âmbito deste estudo) e, ao mesmo tempo, pré-aquecendo a carga, trocando seu calor. Depois é recolhido por um sistema de tubulações eu processa uma limpeza e armazena esse gás, que, posteriormente, será usado como combustível dentro da própria usina, no aquecimento de recuperadores e caldeiras.
2 - No caminho inverso, a carga admitida através da goela é distribuída dentro do alto forno, descendo pela cuba. A carga vai se pré-aquecendo e, ã medida que o faz, vai também reagindo quimicamente com os elementos presentes inicialmente no ar e, depois, no gás. As reações acontecem inicialmente entre o oxigênio e o carbono e depois com o silício, manganês, enxofre e fósforo. Algumas dessas reações são exotérmicas, o que contribui para elevar a temperatura na faixa de 1800°C. Nesta região, chamada zona de fusão, a carga funde e escorre pela rampa, atingindo o cadinho, onde o produto se separa. A escória mais leve flutua, sobrenadando o banho de gusa, que, por ser mais pesado, fica no fundo, facilitando a separação e eliminação, antes e durante a corrida (vazamento). 1.8.6. Produtos do alto forno

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
14
Gases do alto forno (G.A.F.) - São o produto da passagem do oxigênio pelo alto forno. Após as reações com enxofre, silício, fósforo, manganês e carbono, ele vira gás, é recolhido e armazenado e, posteriormente, utilizado na própria usina, para aquecimento de recuperadores, caldeiras e fornos, uma vez que é combustível. Escória - É o fundente já combinado com as impurezas do processo. sendo mais leve, sobrenada o gusa, facilitando a eliminação. Sua composição química é variável, dependendo do fundente usado, do tipo de ganga e do tipo de revestimento. É sua composição química que determina sua aplicação. Em função dela, a escória pode ser usada para fabricação de adubos, cimento ou como brita para lastros, pavimentação de estradas ou para pré-moldados de concreto. Gusa - É o ferro de primeira fusão, com altos teores de enxofre, silício e fósforo, além do elevado teor de carbono. Isto o torna muito duro e quebradiço e, praticamente, elimina sua utilização na indústria mecânica. O gusa, porém, é matéria-prima básica para a produção dos aços e ferros fundidos.
1.8.7. Ferros Fundidos
Figura 1 – Esquema do Alto Forno

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
15
Obtenção - Os ferros fundidos são obtidos a partir do gusa do alto forno. Os dois principais processos são o cubilô e o forno elétrico, onde se consegue a redução dos teores do silício, fósforo, enxofre, manganês e carbono, pela queima e pela reação desses elementos com o fundente. Cubilô ou Cubilot - O nome vem do francês e quer dizer cuba pequena, uma referência à região do alto forno. Nesse equipamento, muito semelhante ao alto forno, a carga também é feita por cima, normalmente com skip, e é composta de fundente, gusa sólido, sucata e coque. O ar insuflado pelas ventaneiras promove a queima do coque e as reações químicas do enxofre, silício, fósforo e manganês, até atingir os teores desejados, quando, então, é vazado em panelas, onde se processa a remoção da escória e a adição de elementos de liga (e a inoculação para se produzir a nodulização nos fofos nodulares) e, posteriormente, é vazado em moldes. Fornos Elétricos - Podem ser de três tipos: a indução, por resistência ou a arco, podendo atingir temperaturas da ordem de 3000°C. o tipo mais utilizado para o ferro fundido é o forno a arco Forno a Arco Elétrico - O princípio é o arco voltaico, formado quando se afastam as extremidades de duas hastes onde circula corrente elétrica. Nos fornos elétricos, esse arco pode ser obtido entre eletrodos ou entre o eletrodo e a carga. O tipo mais utilizado está neste segundo grupo.
Figura 2 – CUBILOT (Vista) Figura 3 – CUBILOT (Corte)

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
16
Forno tipo Heroult - É um forno basculante com dois ou três eletrodos de grafite, também utilizados na produção de aços. A carga se faz pela parte superior, onde, depois, vem a tampa com os eletrodos e é composta de gusa (sólido, principalmente) e sucata. Esse tipo de forno permite melhor controle sobre o ferro fundido a ser produzido.
Figura 4 – Forno HEROULT

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
17
22.. CCLLAASSSSIIFFIICCAAÇÇÃÃOO DDOOSS AAÇÇOOSS Em nossos dias, a grande variedade de fabricante de tipos e de qualidade de aços tornou necessária a padronização e a classificação deles, segundo algum critério. As primeiras classificações consideravam o teor de carbono ou sua resistência à ruptura, como se comprova:
% CARBONO TENSÃO DE RUPTURA (Kg/mm2)
AÇO EXTRA DOCE < 0,15% 35 / 45 AÇO DOCE 0,15 - 0,30% 45 / 55 AÇO MEIO DOCE 0,30 - 0,40% 55 / 65 AÇO MEIO DURO 0,40 - 0,60% 65 / 75 AÇO DURO 0,60 - 0,70% 75 / 100 AÇO EXTRA DURO 0,70 - 1,20% 75 / 100
Essa classificação, porém, mostrou-se falha, pois o processo de fabricação dos aços (se laminado ou forjado) altera sua resistência, variando sua tensão de ruptura/ ou a introdução de elementos de liga permite, a um aço doce, apresentar resistência igual à de um aço duro. Assim, buscou-se classificar os aços pela sua composição química. Para tanto, procurou-se padronizar as composições químicas dos aços e, daí, surgiram vários processos de designação. 2.1. Sistema S.A.E. (Society of Automotive Engineers) 2.2. Sistema A.I.S.I. (American Iron and Steel Institute) Nesses dois sistemas, dividiram-se os aços em nove grupos:
1. Carbono
2. Níquel
3. Níquel-Cromo
4. Níquel-Cromo-Molibidênio (média liga)
5. Cromo
6. Cromo-vanádio
7. Tungstênio
8. Níquel-Cromo-Molibidênio (baixa liga)
9. Níquel-Cromo-Molibidênio-Silício-Manganês Esses processos, para se designar um aço qualquer, adotam, então, um código numérico, em que os dois primeiros algarismos indicam o grupo ao qual

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
18
pertence o aço e os dois ou três últimos algarismos, divididos por 100, indicam o teor médio de carbono no aço.
Exemplo:
Aços com presença de chumbo (teores de Pb entre 0,15 e 0,35%) recebem a letra L entre o segundo e o terceiro algarismos.
Exemplo: S.A.E.10L40 Aços com presença de boro (teores de B = 0,005% mínimo) recebem a letra B entre o segundo e o terceiro algarismos.
Exemplo: S.A.E.86B45 O sistema A.I.S.I. varia muito pouco em relação ao S.A.E., ressaltando, apenas, a distinção entre aços produzidos em fornos elétricos e fornos SIEMENS-MARTINS. Essa distinção se manifesta pela presença das letras E, para aços produzidos em fornos elétricos, e C, para aços produzidos em fornos SIEMENS-MARTINS, colocadas antes dos algarismos.
Exemplo: A.I.S.I. E 1040 / A.I.S.I. C 1040 No mais, o sistema A.I.S.I. é igual ao sistema S.A.E. para classificação de aços. 2.3. Sistema A.B.N.T. (Associação Brasileira de Normas Técnicas - NORMA ABNT-NBR 6006)
Este sistema foi baseado no sistema S.A.E. Portanto, a denominação do aço é feita basicamente através de quatro ou cinco algarismos. Os dois primeiros indicam a classe a que pertence o aço e os demais indicam o teor médio aproximado de carbono. Quando especificada, adição de boro ou de chumbo, procede-se como no sistema S.A.E. Quando o aço apresenta a letra D antes dos algarismos, indica-se que a composição química do aço é exatamente igual à estabelecida pela norma alemã DIN:
Exemplos: ABNT D 5116 = D.I.N. 16 Mn Cr 5 ABNT 1040 = aço carbono (classe 10XX), com 0,40% C médio ABNT 4340 = aço níquel-cromo-molibidênio (classe 43XX), com 0,40%C médio ABNT 50100 = aço cromo (classe 50XX), com 1,00% C médio
S.A.E. XX XX
Esses dois algarismos divididos por 100, dão-nos a percentagem de carbono no aço
S.A.E. 1040 - grupo 10 - aço carbono - 40/10 = 40% de carbono
Indicam o grupo a que pertence o aço

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
19
ABNT 8645 = aço cromo (classe 86XX), com adição de boro e 0,45% C médio
2.3.1. Classes de aços ABNT
Aços Carbono 10XX - Aços carbono com 1,00% Mn máximo 11XX - Aços ressulfaturados 12XX - Aços ressulfaturados e refosforados 14XX - Aços ao nióbio 10XX - Aços ao carbono com Mn de 1,00 a 1,65% Aços Manganês 13XX - Aços com 1,75% Mn Aços Níquel 23XX - Aços com 3,50% Ni 25XX - Aços com 5,00% Ni Aços Níquel Cromo 31XX - Aços com 1,25% Ni, 0,65% a 0,80% Cr 32XX - Aços com 1,75% Ni, 1,07% Cr 33XX - Aços com 3,50% Ni, 1,50% a 1,57% Cr 34XX - Aços com 3,00% Ni, 0,77% Cr Aços Cromo Molibdênio 41XX - Aços com Cr 0,50 / 0,80 / 0,95% e Mo 0,12 / 0,20 / 0,25% Aços Níquel Cromo Molibdênio 43XX - Aços com 1,82% Ni, 0,50 a 0,80% Cr, 0,25% Mo 47XX - Aços com 1,05% Ni, 0,45% Cr, 0,20 a 0,35% Mo 81XX - Aços com 0,30% Ni, 0,40% Cr, 0,12% Mo 86XX - Aços com 0,55% Ni, 0,50% Cr, 0,20% Mo 87XX - Aços com 0,55% Ni, 0,50% Cr, 0,25% Mo 88XX - Aços com 0,55% Ni, 0,50% Cr, 0,35% Mo 93XX - Aços com 3,25% Ni, 1,20% Cr, 0,12% Mo 94XX - Aços com 0,45% Ni, 0,40% Cr, 0,12% Mo 97XX - Aços com 0,55% Ni, 0,20% Cr, 0,20% Mo 98XX - Aços com 1,00% Ni, 0,80% Cr, 0,25% Mo Aços Níquel Molibdênio 46XX - Aços com 0,85 a 1,82% Ni, 0,20 a 0,25% Mo 48XX - Aços com 3,50% Ni, 0,25% Mo Aços Cromo 50XX - Aços COM 0,27 / 0,40 / 0,50 / 0,65% Cr 51XX - Aços com 0,80 / 0,87 / 0,92 / 0,95 / 1,0 / 1,05 / 1,15 / 1,25% Cr 50XXX - Aços com 0,50% Cr 51XXX - Aços com 1,02% Cr 52XXX - Aços com 1,45% Cr

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
20
Aços Cromo Vanádio 61XX - Aços com 0,60 / 0,80 / 0,95 / 1,05% Cr, 0,10 / 0,15% Vmin Aços Silício Manganês 92XX - Aços com 1,40 / 2,0% Si, 0,65 / 0,82 / 0,85% Mn, 0,65% Cr Aços Ao Boro E Ao Chumbo XXBXX - A letra B indica aços ao boro XXLXX - A letra L indica aços ao chumbo 2.4. Sistema D.I.N. Na norma alemã D.I.N., os aços também são classificados pela composição química, porém o sistema de designação é bem diferente dos anteriores. A norma D.I.N. 17006 divide os aços em três tipos: • Aços sem ligas;
• Aços com baixa liga (elementos de ligas 5%);
• Aços com alta liga (elementos de ligas 5%).
2.4.1. Designação e Normalização dos Aços sem Ligas Aços de baixa qualidade - São tipos de aço de baixa pureza, sem ligas e que não podem ser tratados termicamente. São designados através das letras St (aço) e da resistência mínima à ruptura. Aços ao carbono - Têm melhor pureza, podem ser tratados termicamente. São designados através da letra C (carbono) e da porcentagem do carbono. Para caracterizar a diferença dos aços finos não-ligados, além da letra C, colocam-se letras com os seguintes significados: k - Aço fino com teor de enxofre mais fósforo, menor do que 0,01% f - Aço para têmpera a chama e por indução q - Aço para comentação e beneficiamento, adequado para deformação a frio
aço
resistência mínima a ruptura = 37 x 10N/mm2
St 37
aço ao carbono
0,1% teor de carbono
C 10
aço ao carbono de alta pureza (P + S ≤ 0,01%)
0,2% teor de carbono
CK 20
aço ao carbono pa-ra beneficiamento
0,45%C
Cq 45

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
21
2.4.2. Designação e Normalização dos Aços com Baixa Liga São aços que possuem, no máximo, 5% de teor de ligas.
Para designar o teor dos elementos de liga, os números da norma devem ser divididos pelos fatores correspondentes ao elemento químico. Os fatores são apresentados na tabela a seguir.
Fator 4 Fator 10 Fator 100
Cobalto CoCr
MnNiSi
Tungstênio W
Alumínio AlMoTi
Vanádio V
Carbono C P S N
Fatores para elementos de liga
A norma se compõe dos seguintes elementos:
• Não se coloca a letra C para o carbono;
• As outras letras definem os elementos de liga;
• Os números divididos pelos fatores definem o teor dos elementos e são colocados na mesma seqüência, como as letras.
2.4.3. Designação e Normalização dos Aços com Alta Liga São aços com um teor de liga acima de 5%. Para designá-los, coloca-se um X em frente do teor de carbono. Todos os elementos, exceto o carbono, têm o fator 1, ou seja, os números apresentam o valor de teor real. Aços rápidos para ferramentas são designados da seguinte forma:
6 4
0,48% C
= 1,5% Cr
48 Cr 67
7 10
= 0,7% Mo
Mo V
baixo teor de V

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
22
S 6 - 5 - 2 - 5
Coloca-se S (aço rápido) no início e os teores das ligas. O teor de carbono só pode ser determinado através da especificação do produtor.
aço com alta liga
2,1% C
X
12% Cr
210 Cr 12 Ni
aço com alta liga 0,05% C
X 5
13% Nibaixo teor de Mo
Mo Cr 18
18% Cr
13
S 6 - 5 - 2 - 5
5% Co
2% V
5% Mo
6% W
aço rápido
S 12 - 1 - 4 - 5
5% Co
4% V
1% Mo
12% W
aço rápido

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
23
33.. NNOOÇÇÕÕEESS GGEERRAAIISS DDOOSS TTRRAATTAAMMEENNTTOOSS TTÉÉRRMMIICCOOSS DDOO AAÇÇOO
É do conhecimento do homem, há muitos séculos, que o aquecimento e o resfriamento do aço modificam suas propriedades. O estudo da estrutura interna do aço por meio do microscópio e as numerosas experiências feitas para atender às exigências industriais levaram à conclusão de que as mudanças íntimas na estrutura metálica obedecem a condições determinadas. Descobriu-se que, não somente as temperaturas mas também a velocidade de variação das temperaturas influem para dar ao aço certas propriedades mecânicas. Todo processo no sentido de alterar a estrutura do aço por meio de aquecimento e resfriamento é denominado tratamento térmico.
3.1. Fases do tratamento térmico
Todo tratamento térmico comporta três fases distintas:
1. Aquecimento
2. Manutenção numa temperatura determinada
3. Resfriamento
3.2. Finalidades do tratamento térmico dos aços
Qualquer tratamento térmico do aço pode servir: 1. Para dar-lhe propriedades particulares (tais como dureza ou
maleabilidade, por exemplo) que permitam seu emprego em condições mais favoráveis;
2. Para restabelecer no aço (cuja estrutura se alterou pelo trabalho de martelagem ou de laminação, por exemplo, ou por outro tratamento térmico) as propriedades que ele apresentava anteriormente.
3.3. Tipos de tratamento térmico dos aços Há duas classes importantes de tratamentos térmicos dos aços. 1. Os que modificam as características mecânicas e as propriedades do aço, por simples aquecimento e resfriamento, estendendo-se a toda a massa do mesmo. São: • Têmpera
• Revenimento
• Recozimento

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
24
2. Os que modificam as características mecânicas e as propriedades do aço, por processos termoquímicos, isto é, aquecimento e resfriamento, com reações químicas. Tais processos apenas modificam a estrutura e as características mecânicas de uma camada superficial do aço. São: • Cementação
• Nitretação
3.4. Caracterização geral dos tratamentos térmicos
Em poucas palavras, será explicado, a seguir, em que consiste cada tratamento térmico.
3.4.1. Têmpera
É o tratamento térmico por meio do qual um aço é aquecido até determinada temperatura, igual ou acima de uma chamada ponto de transformação do aço e, em seguida, resfriado bruscamente pela imersão na água, no óleo, ou por exposição a uma corrente de ar, conforme o caso. Efeitos principais da têmpera: endurece o aço, mas, ao mesmo tempo, o torna frágil. 3.4.2. Revenimento
É o tratamento térmico que consiste em reaquecer um aço já temperado, até uma certa temperatura, bem abaixo do ponto de transformação, deixando-o, depois, resfriar-se lenta ou bruscamente, conforme o caso. Efeitos principais do revenimento: dá ao aço dureza pouco inferior à da têmpera, mas reduz grandemente a fragilidade.
3.4.3. Recozimento
É o tratamento térmico que se faz aquecendo um aço a uma temperatura igual ou maior que a de têmpera, deixando-o, depois, resfriar-se lentamente dentro de cinzas ou areia ou cal viva. Particularmente, um recozimento chamado normalização se aplica aos aços depois de fundidos ou laminados ou forjados. Efeitos principais de recozimento: abranda o aço temperado (isto é, suprime a dureza da têmpera), recupera o aço prejudicado pelo superaquecimento, melhora a estrutura íntima dos aços fundidos, laminados ou forjados e anula tensões internas.
3.4.4. Cementação
Consiste em aquecer o aço, juntamente com um outro material sólido, líquido ou gasoso, que seja rico em carbono, até temperatura acima do ponto de

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
25
transformação. Esse aquecimento se faz durante várias horas, estando as peças e o material cementante dentro de caixas apropriadas. O resfriamento deve ser lento. Depois da cementação, tempera-se o aço cementado.
3.4.5. Nitretação
É um processo semelhante à cementação. O aquecimento do aço, porém, se faz juntamente com um corpo gasoso denominado azoto. Em geral, esse tratamento termoquímico é aplicado em aços especiais que contêm certa porcentagem de alumínio para diminuir ou limitar a penetração de azoto na massa do aço. Efeitos principais da cementação e da nitretação: aumentam a porcentagem de carbono em uma fina camada superficial do aço, sem modificar a estrutura do interior da peça, que pode ser até aço doce. Desta forma, o aço que foi cementado, ao ser temperado, tem endurecida apenas a sua camada superficial, enquanto a nitretação endurecida apenas a sua camada superficial, enquanto a nitretação endurece também sem necessitar de têmpera.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
26
44.. AA TTêêmmppeerraa 4.1. Passos da operação
1º) Aquecimento lento e uniforme até que o aço adquira por completo a temperatura de têmpera (aproximadamente 50º acima do ponto de transformação). De um modo geral, como exemplo, a temperatura de têmpera pode atingir aproximadamente os valores a seguir: • Aços de 0,4 a 0,6% de carbono: 750° + 50° - 800°C • Aços de 0,6 a 0,8% de carbono: 735° + 50° - 785°C • Aços de 0,8 a 1,5% de carbono: 720° + 50° - 770°C
2º) Manutenção da temperatura de têmpera - Entre o momento em que o pirômetro (aparelho indicador da temperatura do forno) mostra a temperatura da têmpera e o momento em que a peça se torna totalmente aquecida, passam alguns minutos. Deve-se manter a peça no forno, portanto, mais algum tempo: cerca de três minutos para peças delgadas e dez minutos para peças pesadas. 3º) Resfriamento - Passa-se a peça o mais rapidamente possível do fogo para o banho de resfriamento. Deixa-se que se resfrie rapidamente até cerca de 400°C. A partir daí, a temperatura deve baixar lentamente. O resfriamento, assim em duas fases, diminui as possibilidades de deformação da peça e de ocorrência de fendas ou fissuras na massa do aço, devido às tensões internas.
4.2. Temperaturas e cores de aquecimento
1º) Os técnicos ou operários de grande experiência avaliam as temperaturas, com grande aproximação, por meio das cores características por que passa a superfície da peça. Eis uma tabela:
Castanho escuro 520°C - 580°C Vermelho cereja escuro 750°C - 780°C
Castanho avermelhado 580°C - 650°C Vermelho cereja 780°C - 800°C
Vermelho escuro 650°C - 750°C Vermelho cereja claro 800°C - 880°C Esse método de avaliação pelas cores, ainda que muito usado, conduz a erros até 150°C, aproximadamente, pois depende de apreciações pessoais pouco rigorosas. Não é aconselhável em têmperas de responsabilidade, dos quais devam resultar propriedades muito especiais do aço.
2º) A determinação precisa das temperaturas exige um aparelho de medida sensível e delicado, que se denomina pirômetro. Os tipos usuais são:
a) pirômetro termo-elétrico c) pirômetro de dilatação b) pirômetro ótico d) cones fusíveis

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
27
4.3. Meios de aquecimento - fornos de tratamento Térmico 1º) Para trabalhos comuns de tratamento térmico (ferramentas manuais), realiza-se o aquecimento na forja, com carvão ligeiramente umedecido e envolvendo bem a peça (fig. 5).
2º) Ainda em trabalhos comuns, usa-se o aquecimento, por vezes, por meio do maçarico de oxiacetileno.
3º) Em trabalhos de responsabilidade, utilizam-se os fornos a óleo (fig. 6), ou a gás (do mesmo tipo), ou ainda os fornos elétricos (fig. 7).
4º) Também em têmperas de responsabilidade, usam-se líquidos em elevada temperatura: sais químicos (cloretos e nitratos); chumbo em fusão; óleos minerais. As peças são mergulhadas totalmente nesses banhos, durante o tempo necessário. ‘
Figura 5 – Aquecimento na Forja
Figura 6 – Aquecimento no Forno a Óleo
Figura 7 – Aquecimento no Forno Elétrico

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
28
4.4. Meios de resfriamento
Os fluidos usados na têmpera em têm a finalidade de provocar o resfriamento rápido das peças, das quais eles retiram o calor. É usado, em geral, um dos seguintes banhos de têmpera: 1º) Água, com temperatura de 15 a 20°C (água fria). Produz a chamada têmpera seca, que endurece bem o aço, sendo rápido o resfriamento.
2º) Solução de água e soda ou cloreto de sódio. Produz a chamada têmpera muito seca.
3º) Óleos vegetais e minerais. Produz têmpera mais suave, sendo lento o resfriamento em relação aos dois primeiros fluidos citados.
4º) Corrente de ar frio, para fraca velocidade de têmpera. É usada na têmpera de aços rápidos.
5º) Banhos de sais químicos ou de chumbo fundido, ou de zinco fundido. São também usados para a têmpera de aços rápidos.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
29
55.. RReevveenniimmeennttoo O revenimento do aço tem a importante finalidade de anular praticamente a fragilidade que resulta da têmpera do metal, à custa de pequena diminuição da dureza. Assim, pois, o revenimento é um tratamento térmico que só se aplica ao aço temperado.
5.1. Noção do fenômeno do revenimento
Devido ao resfriamento rápido, a têmpera produz tensões internas, que tornam o aço muito frágil. Reaquecendo-se o aço, após a têmpera, até que uma gota d’água borbulhe na superfície do aço (ou seja, até cerca de 100°C), esse reaquecimento apenas alivia as tensões internas. A partir daí, prosseguindo-se no aquecimento, dá-se gradualmente diminuição da dureza e diminuição da fragilidade. Nos casos de boa têmpera, sobretudo aos destinados a ferramentas de corte (com 0,7% ou mais de carbono), as experiências demonstram que, reaquecendo-se após a têmpera, entre 200° e 325°, isto é, revenindo-se, praticamente se anula a fragilidade (o aço fica com alta resiliência). Continua, entretanto, muito satisfatória a dureza, apesar de inferior à de têmpera. Conforme, pois, as instruções do fabricante do aço, em certa temperatura da faixa acima indicada (200° a 325°C), faz-se cessar o aquecimento, mergulhando-se a peça na água ou no óleo ou expondo-a naturalmente ao ar.
5.2. Aquecimento do aço para o revenimento
Em instalações industriais importantes, faz-se o aquecimento em fornos a gás, em fornos elétricos ou em banhos de óleo aquecido; ou, ainda, em banhos de sais minerais, ou chumbo em fusão. O controle da temperatura se faz por meio de pirômetros. Comumente, na oficina mecânica, para as ferramentas manuais comuns, usa-se um dos processos indicados nas figuras 8 e 9.
Revenimento ao calor da forja - A ferramenta, após a têmpera e exposta acima do fogo da forja, recebendo calor por irradiação. Como o controle da temperatura é visual (pelas cores do revenimento), tal processo sujeita o mecânico a erros, pois as fumaças de carvão, que se desprendem, dificultam apreciar a coloração adequada ao revenimento. Revenimento ao calor de um bloco de aço aquecido - É este o processo mais aconselhável nos trabalhos usuais da oficina. Um bloco volumoso de aço doce é aquecido ao vermelho. A ferramenta temperada e polida na parte a ser revenida é exposta, nesse região, ao forte calor que se irradia do bloco. A ferramenta vai sendo progressivamente aquecida até surgir a coloração que indique o momento de revenir.
Figura 8 – Aquecimento na Forja
Figura 9 – Aquecimento no Bloco de Aço

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
30
Observação: Tratando-se de peças mais espessas, deve-se apoiá-las diretamente no bloco aquecido.
5.3. Cores do revenimento
Se uma barra temperada for bem polida e depois submetida ao calor, nota-se que adquire sucessivamente diversas cores, à medida que aumenta a temperatura. São as chamadas cores do revenimento. Resultam das diferentes camadas de óxido que se vão formando em virtude do aquecimento. As cores do revenimento são úteis para indicar as temperaturas aproximadas, à simples vista, quando o operário ou o técnico adquire bastante prática. Eis a tabela das cores:
Amarelo claro 210°C Castanho avermelhado 270°C Amarelo palha 220°C Violeta 280°C Amarelo 230°C Azul escuro 290°C Amarelo escuro 240°C Azul marinho 300°C Amarelo de ouro 250°C Azul claro 310°C Castanho claro 260°C Azul acinzentado 320°C
5.4. Manutenção da temperatura do revenimento
Como no caso da têmpera, uma vez atingida a temperatura desejada (acusada pelo pirômetro ou pela cor), mantém-se a peça ao calor por alguns momentos, de modo a permitir que o grau de aquecimento se torne uniforme na peça. 5.5. Resfriamento
Alcançada a temperatura adequada, faz-se cessar a exposição ao calor e, em geral, se deixa a peça resfriar naturalmente ao ar. É este um meio de resfriamento lento, que evita a criação de tensões internas. A velocidade de resfriamento não influi no revenimento. Deve-se, entretanto, sempre que possível, em peças de responsabilidade, evitar o resfriamento rápido, que poderá causar fissuras ou fendas. Usam-se, além do ar, outros meios de resfriamento tais como a água e o óleo.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
31
6. CCuuiiddaaddooss nnaa TTrraaççaaggeemm 6.1. Introdução Nas operações de traçagem, é necessário agir com os devidos cuidados para se obter a maior eficácia das ferramentas de traçagem, evitar o desgaste do material e deixar consignadas para eventuais sucessores no trabalho, indicações que possibilitem evitar erros no prosseguimento de traçagem. 6.2. Normas a serem observadas Conservar o riscador em adequada inclinação em relação à superfície a traçar e proceder com firmeza, traçando linhas contínuas e seguras. (A) Posição do riscador 1 em relação ao plano
perpendicular à chapa (2), segundo a direção da traçagem. O riscador avança no sentido da flecha ao longo da borda da régua (3).
(B) Posição do riscador em relação ao plano
perpendicular à chapa e à direção da traçagem. Sobre o riscador é exercida uma moderada pressão no sentido da flecha (Figura 10).
Controlar as dimensões transportadas em rela-ção ao desenho a fazer. Proceder à burilagem das retas traçadas e completar a burilagem dos trechos oblíquos, curvos, etc. Exemplos de burilagem (A) Pontos pra burilagem ao longo de uma reta. (B) Burilagem do centro de um furo, ∅ 5mm (C) Burilagem do centro de um rufo, 5 ∅ 10mm (D) Burilagem de um furo ∅ 10mm (fig. 2) Figura 10 – Posições do Riscador
Figura 11 –Exemplos de Burilagem

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
32
6.3. Cuidados na Traçagem em Série Na traçagem que se faz com o emprego de moldes, é conveniente trabalhar evitando desperdício de material. É indispensável que a direção das fibras no material traçado esteja em adequado sentido, a fim de que favoreça a operação não diminuindo a resistência do material. Geralmente, as chapas têm formato re-tangular. As fibras têm a direção do comprimento da chapa, o que permite que, com facilidade, se determine essa direção. (A) Exemplo de traçagem com desperdício de material (B) Exemplo de traçagem sem desperdício de material (Figura 12)
(A) Traçagem das peças 1 e 2 trabalhadas no sentido direcional das fibras (B e C) Direção das fibras em sentido adequado para a operação (Figura 13)
A traçagem com moldes deve ser feita de maneira que se possam reproduzir os desenhos das várias peças para uma rápida operação de corte.
(A) Exemplo de traçagem que facilita a operação de corte do material (B) Exemplo de traçagem que dificulta a operação de corte do material (Figura
14 ) 6.4. Simbologia Convencional de Traçagem A traçagem completa-se com aplicação sobre o material dos sinais convencionais que indicam o tipo de operação a ser executada na peça. Muitas
Figura 12 – Aproveitamento
Figura 13 – Sentido de Dobra
Figura 14 – Aproveitamento

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
33
indústrias adotam sua simbologia própria, porém, neste conteúdo serão apresentados os sinais convencionais mais usadas na traçagem de chaparia.
SIMBOLOGIA OPERAÇÃO A SER EXECUTADA
= Furo
= Esquema
= Corte de chapas
= Corte de perfil
= Número do item do conjunto
= Furos do lado oposto
= Furo escareado ou roscado
= Linha de referência para dobra
= Linha de referência de centros
= Limites de contornos das peças
OBS: Estes símbolos são marcados diretamente nas peças com tintas apropriadas.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
34
77.. PPllaanniiffiiccaarr PPeeççaass SSiimmpplleess É traçar o desenvolvimento da superfície de uma peça de forma geométrica simples, em um plano. Essa operação é utilizada na construção de armários, cabine de força, painéis de comandos elétricos, etc. 7.1. Processos de Execução 1º passo: Esquadreje uma borda e o topo da chapa. a) Tomar como referência a borda maior e traçar as perpendiculares dos topos, determinando o comprimento total (Figura 15)
2º passo: Trace a largura total (Figura 16). a) Determine as linhas de centros. b) Marque a metade para cada lado da largura e do comprimento partindo da
linha de centro.
Figura 15 – Esquadejamento de Chapa
Figura 16 – Esquadejamento de Chapa

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
35
3º passo: Trace as abas e os recortes (Figura 17). a) Trace as alturas das abas nas bordas e nos topos OBS: A medida da altura das abas deve ser tomada na vista de elevação,
medindo a diagonal. b) Uma os pontos de intersecção, puncionando-os levemente.
4º passo: Corte o contorno e os cantos. a) Dê acabamento ajustando os cantos e eliminando as rebarbas. Exemplo de distribuição das peças no plano X e seqüências dos cortes com economia de tempo e material.
Figura 17 – Limites da Peça
Figura 18 – Distribuição de Peças

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
36
88.. NNooççõõeess ddee GGeeoommeettrriiaa 8.1. Linha 8.1.1. Linhas - É o limite de uma superfície; é formada de infinitos pontos e só tem uma dimensão: o comprimento.
8.1.2. Superfície - É o limite que separa uma figura plana, ou um corpo, do resto do espaço. A superfície tem apenas duas dimensões: a largura e o comprimento e pode ser plana ou curva.
8.1.3. Ponto - Apesar de o ponto não ter definição nem dimensão, podemos dizer que é o limite de uma linha. Também é chamado de ponto o centro de uma circunferência. 8.1.4. Linha reta - É a menor distância entre dois pontos; não possui ângulos nem raios e possui a mesma direção. 8.1.5. Linha quebrada - É aquela que possui ângulos em sua trajetória. 8.1.6. Linha curva - É a linha que não é reta em nenhuma de suas partes e cada ponto dessa linha tem uma direção.
• •
ponto ponto •
Centro da circunferência (ponto)

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
37
8.1.7. Linha mista - É a linha que possui partes curvas e partes retas formando ângulos.
8.1.8. Linha horizontal - É a linha que está situada no mesmo plano das águas, quando estas estão em repouso. 8.1.9. Linha vertical - É a linha que tem o mesmo alinhamento do prumo; ou seja, é perpendicular à linha horizontal.
8.1.10. Linha inclinada - É a linha que forma ângulos diferentes de 90° com uma horizontal. 8.1.11. Linhas paralelas - São linhas cujos pontos permanecem com uma mesma abertura, na sua trajetória.
8.1.12. Linhas oblíquas - São linhas que interceptam outra linha, formando ângulos diferentes de 90°.
LINHA HORIZONTAL
Á G U A S E M R E P O U S O
α
LINHA INCLINADA LINHA HORIZONTALβ
α β
β > 90° α < 90°
β > 90° α < 90°
β α
βα β
α

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
38
8.1.13. Linhas perpendiculares - São linhas que interceptam outra linha, formando ângulos retos, ou seja, ângulos de 90°.
8.1.14. Segmento de reta - Chama-se segmento de reta a distância entre dois pontos distintos situados nesta reta. 8.1.15. Linha poligonal - É a linha formada de vários segmentos de retas consecutivos, não pertencentes à mesma reta. 8.2. Ângulos 8.2.1. Ângulo - É o espaço compreendido por dois segmentos de reta que têm origem comum. Os dois segmentos que formam o ângulo são chamados lados do ângulo, e a origem com de vértice. 8.2.2. Ângulo agudo - É o ângulo cuja abertura é menor que 90°.
A BReta R
Segmento de reta“AB ou “BA”
A
B
C
D
E
F
G
H
I
J K
A - Vértice AB e BC são os lados α - Abertura do ângulo
ONDE
α > 90° = ângulo agudo

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
39
8.2.3. Ângulo obtuso - É o ângulo cuja abertura é maior que 90°. 8.2.4. Ângulo reto - É o ângulo cuja abertura é de 90°. 8.2.5. Ângulo raso - É o ângulo cuja abertura é de 180° (duas semi-retas formam um ângulo de 180°). 8.2.6. Ângulos de 3600 - Duas cordas, perpendiculares e que passam pelo centro de uma circunferência, formam quatro ângulos de 90° (ângulos retos). Portanto, em uma circunferência temos um ângulo de 360°. 8.2.7. Ângulo central - É um ângulo cujo vértice é o centro de uma circunferência. 8.2.8. Ângulos complementares - Dois ângulos são complementares quando a soma dos seus ângulos for 90°.
α > 90° = ângulo obtuso
α = 90° = ângulo reto
α = 180° = ângulo raso
AB = CD = CORDAS CD AB Centro da circunferência • é o vértice dos ângulos
γ = α = β = Ө = 90°
α = ângulo central
α é o complemento de β β é o complemento de α α + β = 90°

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
40
8.2.9. Ângulos suplementares - Dois ângulos são suplementares quando a soma de seus ângulos for 180°. 8.2.10. Ângulos replementares - Dois ângulos são replementares quando a soma de seus ângulos for 360°. 8.2.11. Bissetriz - É uma semi-reta que, partindo do vértice de um ângulo, divide-o em dois ângulos iguais. 8.2.12. Mediatriz - É a reta que divide um segmento de reta em duas partes iguais. 8.3. Polígonos 8.3.1. Polígono - É uma figura plana formada por uma linha poligonal fechada e pode ser regular ou irregular.
α é o suplemento de β β é o suplemento de α α + β = 180°
α é o replemento de β β é o replemento de α α + β = 360°
A = vértice AB e AC são os lados AD = bissetriz α = β
AB = mediatriz CD = segmento de reta C) = DO = partes do segmento
Polígono de 8 lados

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
41
8.3.2. Polígono regular - É uma figura plana, formada de lados e ângulos iguais. 8.3.3. Polígono irregular - É uma figura plana, formada de lados e ângulos diferentes. 8.4. Triângulos 8.4.1. Triângulo eqüilátero - É um polígono regular de três lados e três ângulos iguais.
8.4.2. Triângulo isósceles - É um polígono irregular que tem dois lados e dois ângulos iguais e um lado e um ângulo diferente.
8.4.3. Triângulo escaleno - É um polígono irregular que tem três lados e três ângulos desiguais.
Polígono regular 6 lados iguais 6 ângulos iguais
Polígono irregular 5 lados diferentes 5 ângulos diferentes

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
42
8.4.4. Triângulo retângulo - É um polígono irregular que tem três lados e três ângulos desiguais. Um dos ângulos é reto, ou seja, de 90°. Pode haver um caso especial em que os ângulos agudos sejam iguais a 45°, fazendo com que os catetos também sejam iguais. O lado maior oposto ao ângulo é chamado de hipotenusa e os outros dois lados, chamados de cateto maior e cateto menor. OBS: Em qualquer triângulo, a soma interna dos ângulos é igual a 180°. 8.5. Quadriláteros São polígonos de quadro lados. 8.5.1. Quadrado - É um polígono regular de quatro lados e quatro ângulos iguais. 8.5.2. Retângulo - É um polígono irregular que tem os lados opostos iguais, paralelos dois a dois e quatro ângulos retos. 8.5.3. Trapézios - São polígonos irregulares que possuem dois lados paralelos, chamados de bases do trapézio. O lado menor é a base menor e o lado maior é a base maior.
ABC = RETÂNGULO Lado “a” oposto ao “ A” = hipotenusa Lado “b” oposto ao “ B” = cateto menorLado “c” oposto ao “ C” = cateto maior
^ ^ ^
“ A = 90°” B + C = 90° A + B + C = 180°
A
C
B
D
A
C
B
D
A
C
B
D
A
C
B
D
A
C
B
D

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
43
8.5.4. Paralelogramo - É um polígono irregular, sendo seus lados iguais e paralelos dois a dois. Seus dois ângulos agudos e obtusos são iguais dois a dois. 8.5.5. Losango - É um polígono irregular de quatro lados iguais, paralelos dois a dois e seus ângulos agudos e obtusos são iguais. 8.6. Polígonos regulares e irregulares 8.6.1. Pentágono - É um polígono regular ou irregular, de cinco lados e cinco ângulos iguais ou desiguais. 8.6.2. Sextavado ou Hexágono - É um polígono regular ou irregular, de seis lados e seis ângulos iguais ou desiguais. 8.6.3. Heptágono - É um polígono regular ou irregular, de sete lados e sete ângulos iguais ou desiguais.
A
C
B
D
A
C
B
D
Polígono regular1 2
5 3
4
Polígono irregular
Polígono regular Polígono irregular
12
5 3
4
6
Polígono regular Polígono irregular

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
44
8.6.4. Octógono - É um polígono regular ou irregular, de oito lados e oito ângulos iguais ou desiguais. 8.7. Círculo É a superfície de uma figura plana limitada por uma circunferência. 8.7.1. Setor Circular - É a superfície plana limitada por um ângulo central e o arco que ele determina sobre a circunferência. 8.7.2. Segmento Circular - É a superfície plana limitada por uma corda e o arco que ele determina sobre a circunferência. 8.7.3. Coroa Circular - É a superfície plana limitada por duas circunferências, sendo uma interna e outra externa.
Polígono regular Polígono irregular
1 2
5
3
4
6
8
7
Dr
Circunferência
D = Diâmetro do círculo r = Raio do círculo
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . α R
A B
λ
AB = Arco AB λ = Comprimento do Arco AB α = Ângulo central α = Ângulo setor R = Raio da circunferência
α R
A Bλ
C h
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . AB = Arco AB λ = Comprimento do Arco AB α = Ângulo do segmento R = Raio da circunferência C = Corda h = Altura
r = Raio menor (interno) R = Raio maior (externo) d = Diâmetro menor (interno)D = Diâmetro maior (externo)
d D
R r

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
45
8.7.4. Setor de Coroa Circular - É a superfície plana limitada por um ângulo central e por dois arcos, sendo um interno e outro externo. 8.7.5. Circunferência - É a linha curva, plana, fechada, que tem todos os seus pontos eqüidistantes a um ponto interior fixo, chamado centro. 8.7.6. Circunferências Concêntricas - São duas ou mais circunferências que possuem o mesmo centro. 8.7.7. Circunferências Excêntricas - São excêntricas, quando a distância entre seus centros for menor que a diferença entre seus raios. 8.7.8. Circunferências Exteriores - São aquelas na qual a distância entre seus centros é maior que a soma de seus raios.
r = Raio menor (interno) R = Raio maior (externo) d = Diâmetro menor (interno)D = Diâmetro maior (externo)α = Ângulo do setor
d
α Rr D
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . .
r
r
r r
r
r
Centro da circunferência
Circunferência
d
R r
Considerando: R = 20 r = 16 d < 20 d < 4
d < R - r
Considerando: R = 20 r = 16 d < 20 + 16 d < 36
d > R + r
R r
d

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
46
8.7.9. Circunferências Secantes - São secantes quando a distância entre seus centros for menor que a soma dos seus raios e maior que a diferença entre eles, ou seja, interceptam em dois pontos. 8.7.10. Circunferências Tangentes Interiores - São aquelas na qual a distância entre seus centros é igual à diferença entre seus raios. 8.7.11. Circunferências Tangentes Exteriores - São aquelas cuja distância entre seus centros é igual à soma de seus raios. 8.7.12. Linhas da Circunferência
Considerando: R = 20 r = 16 d = R - r d = 20 - 16
d = R – r d = 4
d
R r
Ponto de tangência
Considerando: R = 20 r = 16 d = R + r > d = 20 + 16 d = 36
d = R + r
R r
d
R r
d
Considerando: R = 20 r = 16 d < R + r > R - r d > 36
d < R + r > R - r
d = 5 a 35
Centro A C
B D
F
G H
DR
Ponto de tangência
E
I J
1 - Arco: É uma parte da circunferência limitada por dois de seus pontos.
ARCO - AB
2 - Corda: É a reta que liga dois pontos quaisquer na circunferência.
CORDA - CD
3 - Tangentes: É o segmento de reta que intercepta a circunferência em apenas um ponto.
TANGENTE

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
47
8.7.13. Circunferência Circunscrita: Uma circunferência é circunscrita a um polígono qualquer, quando os seus pontos tangenciam os vértices desse polígono. 8.7.14. Circunferência Inscrita: Uma circunferência é inscrita a um polígono qualquer quando os seus pontos tangenciam os lados desse polígono.
4 - Flecha: É o segmento de reta que liga o ponto médio da corda perpendicular à mesma até
o arco compreendido pela corda.
FLECHA - FE
5 - Raio: É a reta que liga o centro a qualquer ponto da circunferência. OBS: O raio é a maior flecha na circunferência.
RAIO – R
6 - Diâmetro: É a reta que, passando pelo centro, liga dois pontos na circunferência. OBS: O diâmetro é a maior corda da circunferência.
DIÂMETRO – D
7 - Secante: É o segmento de reta que intercepta dois pontos na circunferência.
. .
G. .H
A B
C
A
B C
D
A
B C
D
EF
A
B
C
D
A B
C
A
B
C
D
E
F

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
48
99.. DDeesseennhhoo LLiinneeaarr GGeeoommééttrriiccoo 9.1. Introdução O desenho geométrico tem por finalidade representar as figuras planas e resolver com a régua e o compasso, os problemas da geometria plana. A solução gráfica de um problema se diz puramente geométrica quando nela se usa, como instrumentos de desenho, apenas a régua e o compasso. A régua é usada para traçar retas e o compasso descreve circunferências e arcos de circunferências. O trabalho que ora vamos fazer está dividido em duas partes: Primeira parte: Execução de 56 problemas geométricos que serão feitos em um caderno de desenho, previamente divididos. Segunda parte: Aplicação prática dos problemas geométricos, com a execução de desenhos na escala natural vista de frente de peças planas. 9.2. Desenvolvimento para a execução da primeira parte A - Dividir a folha do caderno de desenho em 4 partes iguais. B - Desenhar no canto superior esquerdo de cada retângulo da divizão acima uma circunferência de 12m/m de diâmetro (usar gabarito de circunferência). C - Dentro de cada circunferência anotar o número do problema geométrico a ser desenvolvido (começar de zero “0”), problema do exemplo de baixo. D – Usando caligrafia técnica, colocar o título em cada problema geométrico. 9.3. Explicação da seqüência de operações para a execução dos problemas geométricos Dentro de cada retângulo desenhar apenas o produto de cada problema e para que isto aconteça, seguir as várias fases de execução (1ª fase, 2ª fase, 3ª fase, etc.). OBS: Só inicie o desenho se tiver entendido o enunciado do problema.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
49
Exemplo nº 0 - Levantar uma perpendicular que passe pelo ponto “C” na reta “AB”. 1ª fase: Traçar um segmento de reta “AB” e determinar o ponto “C”. 2ª fase: Abrir o compasso com a abertura “r” qualquer, colocar a ponta seca
em “C” e determinar o ponto “D” e “E”. 3ª fase: Com a ponta seca em “D” e abertura “R” maior que “DC”, traçar um
arco de circunferência acima ou abaixo de “C” (neste caso acima). Com a mesma abertura “R”, colocar ponta seca em “E”, traçando um arco de circunferência que cruze o outro já traçado, determinado assim o ponto “F”.
Produto: Ligar os pontos “C” e “F” com uma reta (perpendicular ao segmento
“AB”). 9.4. Problemas Geométricos 1. Levantar uma perpendicular na extremidade “B” da reta “AB”. 2. Baixar uma perpendicular de ponto “P” dado fora de reta “AB”.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
50
3. Dividir a reta “AB” ao meio e traçar a perpendicular (Mediatriz). 4. Construir um ângulo “AOB”, igual a outro lado. 5. Dividir uma reta “AB” em partes iguais (Neste caso em 5 partes). 6. Traçar uma paralela à reta “AB”, que passe pelo ponto “P”. 7. Dividir um ângulo “AOB” ao meio (Bissetriz) 8. Traçar a Bissetriz de um ângulo cujo vértice é desconhecido.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
51
9. Dividir um ângulo RETO “ABC” (90º) em três partes iguais. 10. Num ângulo reto “ABC”, traçar ângulos de 15º, 30º, 60º e 75º. 11, Construir um triângulo ISÓSCELES, sendo dados a altura “BC” e o ângulo do vértice “A”. 12. Construir um triângulo EQUILÁTERO, sendo dado o lado “AB”. 13. Construir um triângulo RETÂNGULO, sendo dados um lado “CD” e a hipotenusa “AB”.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
52
14. Construir um QUADRADO, sendo dado o lado “AB”. 15. Construir um PARALELOGRAMA, sendo dados os lados “AB” e “EF” e sua altura “CD”. 16. Determinar o centro de um arco de circunferência “AB”. 17. Determinar o centro da circunferência. 18. Dividir uma circunferência em três partes iguais e inscrever um triângulo EQUILÁTERO. 19. Dividir uma circunferência em 4 e 8 partes iguais e inscrever os polígonos.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
53
20. Dividir uma circunferência em 5 e 10 partes iguais e inscrever os polígonos. 21. Dividir uma circunferência em 6 partes iguais e inscrever o polígono. 22. Dividir uma circunferência em 7 partes iguais e inscrever o polígono. 23. Dividir uma circunferência em 9 partes iguais e inscrever o polígono.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
54
24. Dividir uma circunferência em 11 partes iguais e inscrever o polígono. 25. Divisão da circunferência em qualquer número de partes iguais. (Neste caso, 9 partes). 26. Desenvolver um arco de circunferência “AB” menor que 90°. 27. Desenvolver um arco de circunferência “AC” maior que 90°, maior que 180°. 28. Desenvolver um arco de circunferência “AB” de 180°.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
55
29. Desenvolver uma circunferência “AA” (360°). 30. Traçar uma paralela à curva “AB” com distância “R”. 31. Traçar tangente à uma circunferência no ponto “A”. 32. Traçar tangentes à uma circunferência de um ponto “A” dado fora da circunferência. 33. Traçar circunferências tangentes entre si e inscritas num ângulo “ABC”.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
56
34. Traçar tangentes exteriores a duas circunferências de raios R e r dados. 35. traçar tangentes inferiores a duas circunferências de raios R e r dados. 36. Concordar uma semicircunferência com duas retas paralelas “AB” e “CD”. 37. Concordar uma semicircunferência de raio “R” dado com duas retas perpendiculares entre si. 38. Concordar um arco de circunferência de raio “R” dado com duas retas que se encontram, formando um ângulo agudo “ABC” (< 90°).

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
57
39. Concordar um arco de circunferência de raio “R” dado com duas retas que se encontram, formando um ângulo obtuso “ABC” (> 90°). 40. Traçar um arco de circunferência que partindo de um ponto “P” sobre uma reta, concorde com uma reta “CD” dada. 41. Concordar um arco de circunferência de raio dado “R” com uma reta “AB” dada, partindo do ponto “P” dado sobre a reta “AB”. 42. Concordar um arco de circunferência de raio “R” dado, com uma reta “AB” dada, e que passe por um ponto “P” dado fora da reta. 43. Concordar um arco de circunferência com uma reta “AB” dada, partindo de um ponto “P” sobre a reta e que passe por um ponto “C”.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
58
44. Concordar um arco de circunferência de raio “R” dado, com uma reta “AB” e uma circunferência dadas (Concordância externa). 45. Concordar um arco de circunferência de raio “r” dado com uma reta “AB” e um arco de circunferência “R” dados (concordância interna). 46. Traçar um arco de circunferência de raio “R1” dado, concordando com duas circunferências de raios “R” e “r” conhecidos (1º caso - externa). 47. 2º caso (concordância interna). 48. 3º caso (concordância interna e externa).

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
59
49. Traçar um arco de circunferência de raio “r” dado, concordando externa e internamente com dois arcos de raios “R” e “R1” conhecidos. 50. Traçar uma curva reversa de raios iguais, concordado duas retas “AB” e ”CD” paralelas dadas. 51. Construir uma falsa ELIPSE, dados dois eixos “AB” “CD”. 52. Construir uma ELIPSE verdadeira, conhecendo os dois eixos “AB” e “CD”. 53. Construir uma ELIPSE, sendo dado o eixo maior “AB”.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
60
54. Construir uma ELIPSE, sendo dado o eixo menor “AB”. 55. Construir uma OVAL IRREGULAR sendo dado o eixo menor “AB”. 9.5. Divisão da circunferência - processo por constantes Este processo permite dividir a circunferência pelo cálculo da corda através de constantes. Multiplicar o diâmetro pela constante correspondente ao número de divisões. Dado: A = Arco = abertura do compasso C = Constante D = Diâmetro Nota: Exemplo: Determinar a abertura do compasso para dividir uma circunferência
de 25mm de diâmetro em 7 partes iguais. A = ? A = D x C C = 0,433 (consultar tabela) A = 25 x 0,433 D = 25mm A = 10,82mm
TABELA DE CONSTANTES PARA DIVISÃO DE CIRCUNFERÊNCIA Nº de
divisões Constante Nº de divisões Constante Nº de
divisões Constante Nº de divisões Constante
26 0,120 51 0,061 76 0,041
27 0,116 52 0,060 77 0,040
3 0,866 28 0,111 53 0,059 78 0,040
4 0,707 29 0,108 54 0,058 79 0,039
5 0,587 30 0,104 55 0,057 80 0,039
A = D x C
Para determinar a abertura do compasso da circunferência divide-se o LADO (arco) pela CONSTANTE.

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
61
A
B
Fig19
6 0,500 31 0,101 56 0,056 81 0,038
7 0,433 32 0,098 57 0,055 82 0,038
8 0,382 33 0,095 58 0,054 83 0,037
9 0,342 34 0,092 59 0,053 84 0,037
10 0,309 35 0,089 60 0,052 85 0,036
11 0,281 36 0,087 61 0,051 86 0,036
12 0,258 37 0,084 62 0,050 87 0,036
13 0,239 38 0,082 63 0,049 88 0,035
14 0,232 39 0,080 64 0,049 89 0,035
15 0,207 40 0,078 65 0,048 90 0,034
16 0,195 41 0,076 66 0,047 91 0,034
17 0,183 42 0,074 67 0,046 92 0,034
18 0,173 43 0,073 68 0,046 93 0,033
19 0,164 44 0,071 69 0,045 94 0,033
20 0,156 45 0,070 70 0,044 95 0,033
21 0,149 46 0,0684 71 0,044 96 0,033
22 0,142 47 0,065 72 0,043 97 0,032
23 0,136 48 0,065 73 0,043 98 0,032
24 0,130 49 0,064 74 0,042 99 0,031
25 50 0,062 75 0,041 100 0,031
Acontece, porém, que, às vezes, o caso é diferente; isto é, dada a distância entre faces de uma peça de determinado número de lados, deve o profissional achar o diâmetro correspondente (fig. 19). Exemplo: Determinar as distâncias das circunferências das figs. 20, 21 e 22, sabendo-se a distância entre as faces. Multiplicam-se as distâncias entre faces (A) pelas cons-tantes correspondentes.
A =
21
D
D = 21 x 1,4142 D = 29,698
CONSTANTE = 1,4142
Figura-20
A =
26
D
D = 26 x 1,154 D = 30,004
CONSTANTE = 1,154
Figura -21
D
D = 27 x 1,083 D = 29,241
CONSTANTE = 1,083
Figura-22

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
62
Questionário 1. Dê o nome a cada uma das figuras. A ____________________________ J ____________________________ B ____________________________ K ____________________________ C ____________________________ L ____________________________ D ____________________________ M ____________________________ E ____________________________ N ____________________________ F ____________________________ O ____________________________ G ____________________________ P ____________________________ H ____________________________ Q ____________________________ I ____________________________ R ____________________________ 2. Quantos graus mede meio ângulo reto: ____________________________ 3. Quantos graus mede meia circunferência: __________________________
A B
C
30°
D
120° 90°
E
F
G H
MK
L
J
I
+
N
O P Q R

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
63
9.6. Desenvolvimento Desenhar,no seu caderno de desenho, na escala natural a vista de frente dos desenhos nº 01 a 06. OBS: 1. Para uma distribuição mais rápida, usar os valores “X/Y” para locar o ponto “A”. sendo: Y - A distância da margem inferior ao ponto “A” X - A distância da margem esquerda ao ponto “A”;
2. Iniciar o desenho pelo ponto “A”; 3. Usar apenas régua e compasso; 4. Deixar todas as construções geométricas e reforçar apenas o que
interessar; 5. Não é necessário cotar; 6. Se necessário, consultar os problemas geométricos correspondentes.
05
6 Furos ∅ 18 equidist
A o
40
150
177 X = 205 Y = 100
20
40 x 45° 30
120
190
26
35
50
OAX = 45
Y = 45
01 02 92 30 25
44
41
197
41
41 13
2
X = 30Y = 40
OA
5 Furos ∅ 21
03
120
210 O
AX = 30 Y = 40
75
45°
57
25
25
6 Furos ∅ 14 45°
04
220
= = 90
X = 135Y = 45
A
3x20=60 3x20=6064
8 Furos ∅ 13
o
30
15°
60°
30°
75° 75°
06
95
200 O
A
X = 45Y = 25
52
37
30
30
•
3015°
150
25
3 9 3
0 x 0 =
4 Furos ∅18

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
64
10. Planificação 10.1. Desenvolvimento lateral de um cilindro As figuras 23, 24 e 25 mostram o desenvolvimento lateral de um cilindro, que é um retângulo, cujo comprimento é igual ao diâmetro médio encontrado, multiplicado por 3,142. em planificação de chapas, tanto em funilaria industrial como em caldeiraria, deve-se sempre usar o diâmetro médio, indicado aqui pelas letras DM. Método para se encontrar o DM: Se o diâmetro indicado no desenho for interno, acrescenta-se uma vez a espessura do material e multiplica-se por 3,142. 1º exemplo: Diâmetro indicado no desenho 120mm interno; espessura do material, 3mm. 120 + 3 = 123. O número 123 é o DM encontrado e é ele que deve ser multiplicado por 3,142. 1º exemplo: O diâmetro indicado no desenho é 120mm externo; subtrai-se uma vez a espessura do material. Assim, 120 – 3 = 117. O número 117 é o DM encontrado e é ele que deve ser multiplicado por 3,142. OBS: Em chaparia é costume usar-se apenas o número 3,14, em vez de 3,142. Entretanto, se acrescentamos 0,0004 (quatro décimos milésimos) ao 3,1416 obteremos o número 3,142 que dá uma melhor precisão ao diâmetro da peça que será confeccionada. Para confirmar seguem-se dois exemplos: 1º - 120 x 3,14 = 376 2º - 120 x 3,142 = 377. Verifica-se, assim, que obtivemos uma melhor aproximação.
Figura - 23
Figura - 24
DM DM x 3,142
Figura - 25

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
65
10.2. Planificação de cilindro com uma boca não paralela
1. Determinamos o ∅ médio AB, traçando sua mediatriz (linha de centro).
2. Levantamos por B a altura H, obtendo C. 3. Traçamos em C, com o auxílio do arco XY,
um ângulo de 45°, que determina com a altura traçada de A, o ponto D.
Observação: - Está pronta a vista de frente. - A medida LD poderá ser calculada
trigonometricamente, sendo a medida AD = BC + LD.
4. Traçamos na vista de frente uma circunferência auxiliar igual ao ∅ médio.
5. Dividimos a circunferência em 12 ou mais partes iguais de acordo com o ∅.
6. Pelos pontos de divisão da circunferência, unimos obtendo as verdadeiras grandezas (V. G) : E-E’, F-F’, G-G’, H-H’, I-I’, J-J’ e K-K’.
7. Calcule e trace a planificação do comprimento, C = π x ∅ médio, dividindo nas 12, ou mais partes, de acordo com o item 5.
8. Calcule e trace a planificação da largura, Z = K-K’ + 5 + E-E’. 9. Transportamos, nas divisões, as V.G.: E-E’, F-F’, G-G’, H-H’, I-I’, J-J’ e K-K’. 10. Deixamos, entre cada intersecção, o espaçamento de 5mm (K-E’). 11. Com o auxílio de curvas francesas ou régua flexível, unimos os pontos nas
divisões (V.G.). 12. Corte o material e faça o ajuste.
Figura - 26
Figura – 26.1
Figura – 27

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
66
10.3. Planificação de cilindro com duas bocas inclinadas Esta peça é bastante semelhante às que foram desenhadas anteriormente, com a única diferença de que tem duas bocas inclinadas. Pelo próprio desenho desta página, verifica-se como é fácil a planificação. Basta que se divida o semicírculo AB em partes iguais e se levantem perpendiculares, marcando os pontos 1-2-3-4-5-6-7 e 1’-2’-3’-4’-5’-6’-7’. Levantam-se perpendiculares também na parte que será desenvolvida (Figura 29). O cruzamento das linhas horizontais que partem da Figura 28, com as verticais da Figura 28 formam as linhas de desenvolvimento EF e CD. Obs: Esta figura também pode ser desenvolvida transportando-se as medidas com o compasso, em vez de se cruzarem as linhas. 10.4. Planificação de cotovelo de 90°
Figura - 29
Figura - 30
Figura - 31
Figura - 28

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
67
As Figuras 30 e 31, que representam o cotovelo de 90°, não precisam também de maiores explicações. Basta que se desenvolvam dois tubos de 45°, como já foi explicado anteriormente, e solde-se um no outro. 10.5. Planificação de cotovelo de 45° O cotovelo de 45° é largamente utilizado em instalações industriais. Nas figuras anteriores mostrou-se como se desenvolvem tubos com a face em grau, não sendo necessário explicar-se aqui como se faz o desenvolvimento, porque o cotovelo nada mais é do que dois tubos desenvolvidos com o mesmo grau. Assim, dois tubos de 22,5° formam o cotovelo de 45°. Obs: Os encanadores, pelo fato de trabalharem com tubos já prontos, deverão desenvolver os modelos em chapa fina e para isso deverão medir o diâmetro externo do tubo e multiplicá-lo por 3,142. 10.6. Interseção de um cilindro por outro de diâmetro igual
Figura - 32
Figura - 33
Figura - 34Figura – 34
Figura – 32
Figura – 33

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
68
A interseção de dois cilíndros saindo a 90º um do outro, também chamada “boca de lobo”, é uma das peças mais usadas em funilaria indunstrial e é de fácil confecção. Basta que se trace inicialmente a vista de elevação, e se divida o arco AB (Figura 34) em partes iguais e marquem-se os pontos 1-2-3-4-5-6-7. a partir destes pontos levantam-se perpendiculares, até tocar o tubo superior, marcando os pontos 1’-2’-3’-4’-5’-6’-7’. A seguir, acha-se o diâmetro médio, multiplica-se por 3,142 e a medida encontrada marca-se em uma reta CD na mesma diração de AB, e divide-se em partes iguais marcando-se os pontos M-N-O-P-Q-R-S-R-Q-P-O-N-M. A partir destes, levantam-se perpendiculares. Depois, partindo dos pontos 1’-2’-3’-4’- etc., traçam-se linhas horizontasis que cruzarão com as verticais e levantadas anteriormente, marcando os pontos 1”-2”-3”-4”-5”-6”-7” etc. Terminando, unem-se estes pontos com uma régua flexível. 10.7. Interseção de cilindros com diâmetros diferentes A interseção de cilindros com diâmetros diferentes, saindo a 90° um do outro, é feita da mesma forma como foi explicado na Figura 34. A única diferença é que quando os diâmetros são iguais, um tubo encaixa no outro até a metade e quando os diâmetros são diferentes, isso não ocorre, como mostra a vista lateral (Figura 36) desenhada acima.
Figura - 36
Figura - 35

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
69
10.8. Bifurcação em “Y” a 120°
Figura - 37

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
70
10.9. Chapéu Chinês Para o desenvolvimento de um chapéu chinês, primeiro temos que desenhar a figura A e B. Depois dividimos a circunferência da figura A em 16 partes iguais. Projetamos esses pontos sobre a base da figura B e ligamos esses pontos até o vértice P. Para traçarmos o desenvolvimento, tomamos a distância R com o compasso que é do vértice P até 1. Com essas distâncias traçamos uma circunferência. Marcamos sobre essa circunferência 16 vãos igualmente espaçados que são iguais a: 3,1416 x ∅ da figura A. Ligamos esses pontos até o ponto P da figura C. 16 Nota: Depois é só cortarmos o contorno externo é a linha 1 P, e enrolando teremos o desenvolvimento da peça. 10.10. Tronco de cone (processo da geratriz)
1. Traçamos uma linha de centro marcando perpendicular a ela os diâmetros “D” e “d”, com distância igual a altura “H”.
2. Obtemos, então, os pontos A, B, C e D. 3. Ligamos AC e BD, prolongando, e vamos
obter V na linha de centro. 4. Desta forma, traçamos a vista da frente.
Figura - 38
Figura - 39

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
71
5. Traçamos outra linha de centro,
executando o mesmo traçado anterior. 6. Centro em V, raio VA ou VB, traça-se o
arco maior. 7. Centro em V, raio VC ou VD, traça-se o
arco menor. 8. Sobre o arco maior, marcamos o período
do desenvolvimento: P = ∅D x π (Diâmetro médio maior x 3,14).
9. Dividimos esse perímetro marcado no arco maior, no maior número possível de partes iguais (de preferência 20). Neste caso, foi dividido em apenas 12 partes iguais.
10. Unimos as divisões 1,2,3,4,5 e 6 ao ponto V.
Fórmula para calcular setor (corda) de cone e tronco de cone
FOMULÁRIO:
Corda = seno α G2 2 D = Diâmetro maior d = Diâmetro menor B = Base maior = D - d . 2 b = Base menor = D - d . 2 H = Altura do vértice H = h x B . b G = Geratriz = B2 + H2 α = O ângulo do arco do desenvolvimento do cone. α = B2.π : G2 - π ) 360 ou α = D . 180 .
G
Figura - 40
Figura - 41

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
72
OBS: Quando o α do desenvolvimento for maior de 180°, calcular pelo ângulo oposto. 10.11. Cone cortado p/ um plano oblíquo entre a base e o vértice
Desenha-se a vista de elevação do cone (Figura 42) e o semicírculo 1-7, o qual divide-se em partes iguais 1-2-3-4-5-6-7. Por esses pontos levantam-se verticais até tocar a base do cone e daí elas serão elevadas até o vértice, marcando no plano oblíquo os pontos A-B-C-D-E-E-F-G. Esses pontos serão transportados para o lado G7 do cone. Depois, com abertura de compasso igual a S7, traça-se o arco maior 1’-1’, o qual divide-se em partes iguais, utilizando-se, para isso, uma das divisões do semicírculo 1-7. Numeram-se no arco maior os pontos 1’-2’-3’-4’-5’-6’-7’-6’-5’-4’-‘3’-2’-1’ e, a partir desses pontos traçam-se as retas em direção ao vértice S. A seguir, partindo dos pontos A-B-C-D-E-F-G (do lado do cone), traçam-se arcos que cortem as retas traçadas anteriormente. O cruzamento dos arcos com as retas marcam a linha de desenvolvimento do cone (Figura 42).
Figura - 42

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
73
10.12. Redução excêntrica Traça-se a vista de planta (Figura 43) e dividem-se ambas as bocas em partes iguais. Liga-se 1 a 2; 2 a 3; 3 a 4; 4 a 5; 5 a 6, etc., formando as linhas de triangulação. Para se obter a verdadeira grandeza da peça, traça-se a linha ABC (Figura 45), sendo a altura desejada marcada de B até A. A seguir, abre-se o compasso com medida igual a 1-2 (da Figura 43), centra-se em B da Figura 45 e marca-se o ponto 1, o qual deve ser ligado ao ponto A. Volta-se à Figura 43, abre-se o compasso com medida igual a 2-3, passa-se para a Figura 45, centra-se em B e marca-se o ponto 2, elevando-o também ao ponto A. E assim, sucessivamente, vão-se transportando todas as medidas. Para traçar o desenvolvimento, traça-se uma linha vertical e abre-se o compasso com a medida 1ª (Figura 45) e marca-se na Figuraa 46, determinando os pontos 1 e 2. Abre-se o compasso com medida igual a uma das divisões da boca maior,
Figura - 45
Figura - 46
Figura - 44
Figura - 43

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
74
centra-se no ponto 1 da Figura 46 e traça-se um pequeno arco. Passa-se para a Figura 45, abre-se o compasso com medida igual a 2ª, centra-se no ponto 2 da Figura 46 e traça-se outro arco, marcando o ponto 3, o qual liga-se ao ponto 2 através da linha pontilhada. Volta-se à Figura 43, pega-se uma das divisões da boca menor, centra-se no ponto 2 da Figura 46 e traça-se um pequeno arco. Volta-se à Figura 43, pega-se a distância 3ª, centra-se no ponto 3 da Figura 46 e traça-se outro arco, marcando o ponto 4. E assim vai-se traçando o desenvolvimento. De preferência, para esse tipo de traçado devem-se usar três compassos do seguinte modo: um deles fica aberto com medida igual a uma das divisões da boca menor. O outro com medida igual a uma das divisões da boca maior. O terceiro passo é o que vai variar as aberturas no transporte das medidas, da Figura 43 para a Figura 46. 10.13. Coifa - Peça piramidal truncada com um lado perpendicular à base
1. Traçamos as linhas de centro, construindo a partir delas a vista de cima e frente.
2. A medida H será a altura e a K será executada após o término da planificação da peça (usar medidas internas).
3. Obtemos na vista de cima os pontos 1,2,3,4,5ª,B,C,D,E,W,X,Y e Z.
4. Traçamos as diagonais 1-B, 2-A, 1-D, 4-A, 3-D e 4-C.
5. Traçamos uma reta “r”, marcando nela a perpendicular 5E igual à medida H.
6. A partir do ponto 5 marcamos as distâncias da vista de cima (planta): Z-W, X-Y, 5-B/5-C, 2-E/3-E, 2-A/3-D, 2-C/3B, 1-D/4-A e 1-B/4-C.
7. Ligamos os pontos marcados do ponto E, obtendo as verdadeiras grandezas (V.G.).
K
H
K
34 Z
X Y E5
W A
1 Z 2
D W C
B
•
1-B/4-C1-D/4-A2-C/3-B2-A/3-D
2-E/3-E5-B/5-C
X-YZ-W
5
H
E
VG
r
Figura - 47
Figura - 48
Figura - 49

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
75
8. Traçamos uma perpendicular, determinando o ponto X. Centro em X, transportamos da vista de cima os pontos 1 e 4.
9. Centro em X, raio X-Y, marcamos Y na perpendicular.
10. Centro em 1 e 4, raio 1-D/4-A, traçamos arcos. Centro em Y, raio Y-A ou Y-D, determinamos A e D.
11. Centro em 1, raio 1-B/4-C, traçamos um arco. Centro em A, raio A-B, determinamos o ponto B.
12. Centro em A, raio 2-A/3D, traçamos um arco. Centro em 1, raio 1-2, determinamos o ponto 2.
13. Ligando-se os pontos determinados, obtemos o traçado de meia peça.
Observação: Todos os raios tomados, nos itens 7 a 11, deverão ser retirados da vista de cima e da vista V. G. (verdadeira grandeza).
14. Traçamos uma linha com medida igual a 3-4, construindo em 3 uma perpendicular, com medida igual a Z-W, obtendo o ponto C.
15. Centro em 3, raio 2-A/3-D, traçamos um arco. Centro de C, raio C-D, determinamos o ponto D.
16. Centro em 3, raio 2-C/3-B, traçamos um arco. Centro em C, raio C-D, determinamos o ponto B.
17. Centro em 3, raio 3-2, traçamos um arco. Centro em C, raio 2-C/3-B, determinamos o ponto 2.
18. Ligando-se os pontos determinados, obtemos o traçado da outra meia peça.
Observação: Todos os raios tomados, nos itens 13 a 16, deverão ser retirados da vista de cima e da vista V. G. (verdadeira grandeza).
B
2
A 1
Y X
D 4
•
•
B 2
C 3
D
4
Figura - 51
Figura - 50

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
76
10.14. Transição quadrada para redonda Desenha-se a vista de planta (Figura 52) e divide-se a boca redonda em partes iguais, as quais serão ligadas aos cantos da parte quadrada. Para se achar a verdadeira grandeza da peça, desenha-se a altura normal da peça (Figura 54) e depois abre-se o compasso com medida A1 (Figura 52), centra-se em E (Figura 54) e marca-se um ponto que será ligado ao ponto F. Volta-se à fig. 164, pega-se a medida A2, a qual também é transportada para a Figura 54.
Figura - 52
Figura - 53
Figura - 54

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
77
Sendo a peça concêntrica, as linhas 2 e 3 (Figura 52) têm a mesma dimensão, como também as linhas 1 e 4 são iguais. Deve-se transportar também o deslocamento da peça indicado na planta com a letra D e na Figura 54 com a letra D1. Para se fazer o desenvolvimento (Figura 55) traça-se a linha de centro G1. Abre-se, então, o compasso com medida AH (Figura 52), centra-se no ponto G (Figura 55) e marcam-se os pontos I e J. Vai-se à Figura 54, pega-se a medida IF, passa-se para a Figura 55, centra-se em I e depois em J e traçam-se dois arcos que se cruzem na linha de centro, marcando o ponto 1. Abre-se o compasso com medida 1-2 (Figura 52), centra-se no ponto 1 da Figura 55 e traçam-se dois arcos. Pega-se a medida 2F da Figura 54, centra-se em I e J da Figura 55 e traçam-se outros dois arcos que cruzem com os anteriores, marcando os pontos 2. E assim por diante, até o final da peça quando, por último, se deverá usar a medida AK e D1 para concluir a peça.
Todo quadrado para redondo deve ter a base e o colarinho para o encaixe dos flanges que serão parafusados na Figura - 56
Figura - 55

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
78
10.15. Tubo com interseção cilíndrica oblíqua 1. Traçamos uma linha de centro , determinando o diâmetro externo no
cilíndrico 1 e seu comprimento “H”. 2. Determinamos a posição “h” do cilindro menor, traçando-o com o diâmetro
médio, com um ângulo α. 3. Centro em O (cilindro 1), traçamos o arco AK, centro em A (cilindro 1),
traçamos o arco MN com raio igual ao do cilindro 2, no prolongamento de OA.
4. Dividimos o arco MN em 3 partes iguais, ligando, perpendicular a ao arco AK, determinando B, C e D.
5. Pelo ponto Y, traçamos uma circunferência auxiliar do cilindro 2, dividindo-a em 12 partes iguais (obtendo 1,2,3,4,5,6,7,8,9,10,11 e 12) e os pontos auxiliares 1’.
6. Ligamos os pontos de divisão do cilindro 2, prolongando, que vai determinar com o prolongamento dos pontos A, B, C e D (cilindro 2), os pontos E,F,G,H,I,J e L. Obtendo dessa forma a interseção dos dois cilindros.
7. Prolongamos perpendicularmente a do cilindro 2, os pontos E,F,G,H,I, J e L, determinando A e A’.
8. Centro na , raio AB, marcamos B’-B’ (duas vezes). 9. Centro na projeção de B”, raio BC marcamos B’-C’. 10. Centro na projeção de C”, raio CD marcamos C’-D’. 11. Desta forma, obtemos a planificação auxiliar do furo para o cilindro.
Figura - 57

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
79
12. Calculamos o perímetro (∅ médio x π) do cilindro 2.
13. Dividimos este perímetro em doze partes iguais, obtendo os pontos 1,2,3,4,5,6 e 7.
14. Retirando as medidas da vista de frente, procedemos da seguinte forma:
Centro em 1, raio 1-E, marcamos E Centro em 2, raio 1’-F, marcamos F Centro em 3, raio 1-G, marcamos G Centro em 4, raio Y-H, marcamos H Centro em 5, raio 1’-I, marcamos I Centro em 6, raio 1’-J, marcamos J Centro em 7, raio 7-L, marcamos L 15. Ligando-se os pontos (com
curva francesa), teremos a planificação do cilindro 2.
16. Calculamos o perímetro (∅ médio x π) do cilindro 1.
17. Marcamos o comprimento H do cilindro, posicionando a dimensão h (vista de frente).
18. Transportamos da vista de frente os pontos A, A’, B’, C’ e D’, determinados anteriormente (itens 7 a 11) obtendo o furo para a interseção do cilindro 2.
19. Ligando-se os pontos obtendo o traçado final (use curva francesa).
Figura - 59
Figura - 58

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
80
10.16. Curva de gomos cilíndrica a 90°
O desenho do lado representa a curva com 4 gomos completos e 2 meios gomos. Bem como as respectivas dimensões para cálculo. RE = R + 1 ∅ médio 2 H = Re x tgα I = H x 2 1. Traçamos uma reta, marcando O e O1
com distância igual a R. 2. Centro em 01 raio igual a metade do ∅
médio, traçamos uma circunferência obtendo A e G na reta.
3. Traçamos por A, G e O1, perpendiculares. 4. Dividimos a circunferência em 12 partes
iguais, obtendo 1,2,3,4,5,6,7,8,9,10,11 e 12. 5. Marcamos na perpendicular G a dimensão H, obtendo G’. Ligando G’ até 0,
obtendo A’ na perpendicular A. 6. Ligamos s divisões da circunferência: 2-12, 3-11, 4-10, 5-9, 6-8, obtendo na
ligação GG e OO, os pontos B-B’, C-C’, D-D’, E-E’ e F-F’. 7. Obtemos assim o meio gomo A.A’ e G.G’ e suas divisões para transporte.
Figura - 60
Figura - 61

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
81
8. Traçamos uma reta marcando nela os pontos A-A igual ao perímetro (P=∅ médio x π).
9. Dividimos perpendicularmente o perímetro em 12 partes iguais, obtendo os pontos A, B, C, D, E, F e G.
10. Para traçar o meio gomo (distância H), marcamos nas divisões as distâncias: A-A’ ; B-B’ ; C-C’ ; D-D’ ; E-E’ ; F-F’ e G-G’ , retiradas do ítem 7.
11. Para traçar o gomo completo (distância I), marcamos nas divisões as distâncias: A’ – A-A” ; B’ – B-B” ; C’ – C-C” ; D’ – D-D’ ; E’ – E-E” ; F’ – F-F” e G’ – G-G”, retiradas do item 7.
12. Traçar a curva (união dos pontos) utilizando curvas francesas.
Figura - 62

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
82
10.17. Curva cônica pelo processo de triangulação Para se achar as divisões dos gomos A-B-C, usa-se o mesmo processo da curva normal. Marca-se então os tamanhos das bocas EF e GH e para achar a conicidade, centra-se primeiro o compasso em S (Figura 63), abre-se com medida igual a SG, centra-se em E e depois em G e traçam-se dois arcos que se cortem marcando o ponto R1, e centrando em R1, traça-se o arco EG. Depois, abre-se o compasso com medida FS, centra-se em F e depois em H e traçam-se dois arcos, marcando o ponto R2; centrando então em R2, traça-se o arco FH. Copia-se então o gomo B (Figura 65) e para isso é preciso saber copiar os ângulos. Copiando o gomo, traçam-se nele duas semicircunferências, que serão unidas por linhas em ziguezague, cheias e pontilhadas. É preciso então achar as verdadeiras grandezas destas linhas e para isso procede-se como se segue: traça-se uma reta e levanta-se na sua extremidade a perpendicular OP (Figura 64). Então, abre-se o compasso com medida igual a 2-13 (Figura 66) e centrando em O, marca-se o ponto 2’ e ai levanta-se uma perpendicular marcando o ponto 2. As alturas 2’-2, 3’-3, 4’-4 , 5’-5, 6’-6 são as que vão dos ponto de divisão do semicírculo menor até a base do gomo 8-14, e as distâncias 0-9-13, 0-12-10 e 0-11 são as mesmas que vão dos pontos de divisão do semicírculo maior até a base do gomo 1-7. Para achar as verdadeiras grandezas das linhas pontilhadas (Figura 67), procede-se da mesma forma, com diferença de que as alturas 2-2’, 3-3’, 4-4’, 5-5’ e 6-6’ são as distências que vão do semicírculo maior até a base 1-7 do gomo. Mostra-se nas Figuras 66 e 67 o desenvolvimento do gomo A e do gomo B. Para se desenvolver os gomos C e D procede-se da mesma forma.
Figura - 63

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
83
Figura - 64 Figura - 66
Figura - 67
Figura - 65
Figura - 66

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
84
10.18. Interseção cônica oblíqua Figura 68 1. Traça-se uma (linha de centro), marcando o ∅D (externo) e a altura H da
peça 1. 2. Marque o centro 0, passando a no ângulo α da peça 2. 3. Marque o ∅ D1 (médio) e ∅ D2 (médio), bem como a distância h da peça 2. Figura 69 4. Dividimos o ∅ D1 em 12 partes iguais obtendo os pontos de 1 a 12. 5. Unimos os pontos 2-12, 3-11, 4-10, 5-9 e 6-8, determinando no ∅ D1 os
pontos a, b, c, d, e. 6. Unimos os pontos 1”-1 e 7”-7, da parte cônica (peça 2), prolongando até
determinar o ponto de convergência V (vértice) na (linha de centro). 7. Ligamos V aos pontos a, b, c, d, e, prolongando. 8. Prolongando a base da peça 1, projetamos o ponto V, obtendo o ponto X. 9. Centro em O’, traçamos uma visita auxiliar. 10. Dos pontos a, b, c, d, e, marcados no ∅ D1, baixamos perpendiculares na
linha X, obtendo 1, a, b, c, d, e, 7. 11. Transportamos as distâncias (∅ D1) a-2, b-3, c-4, d-5, e-6, para a linha X,
obtendo os pontos 2,3,4,5,6, nas perpendiculares baixadas. 12. Unimos o ponto X aos pontos 1,2,3,4,5,6,7, obtendo na vista auxiliar os
pontos 1’,2’,3’,4’,5’,6’,7’.
Figura - 68

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
85
Figura 70 13. Dos pontos 2’,3’,4’,5’,6’, marcados na vista auxiliar, levantar os
perpendiculares que determinam com os prolongamentos do ponto V, os pontos 2”,3”,4”,5”6”. Atenção: para cada ponto prolongado, existe um respectivo com o mesmo número.
14. Ligando-se os pontos 1”,2”,3”,4”5”,6”,7”, teremos a interseção das duas peças. Observação: conforme o ângulo α da peça 2, a posição do ponto 6” poderá dar abaixo do ponto 7”. Observar os ∅ também.
15. Dos pontos 1”,2”,3”,4”,5”,6”, traçamos perpendiculares em relação a . (linha do centro) da peça 2, pegando toda a parte cônica.
16. Centro em V, raios V-1, V-2, V-3, V-4, V-5, V-6, V-7 (marcados na parte cônica da peça 2), traçamos arcos.
17. Marcamos no arco V-7’, a partir de um ponto qualquer, o perímetro do ∅ D1 (médio) da parte cônica (menor). Dividimos esse perímetro (neste caso) em 12 partes iguais (pontos: 1,2,3,4,5,6,7).
18. Ligamos o ponto V aos pontos da divisão do perímetro, que determina com os arcos, os pontos 1”,2”,3”,4”,5”,6”,7”.
19. Ligando os pontos (curva francesa), obtemos a planificação da peça 2. 20. Para traçarmos o furo na peça 1, traçamos perpendiculares em relação à linha
de centro da mesma, nos pontos 1”,2”,3”,4”,5”,6”,7”. 21. Os pontos são marcados da seguinte maneira: 1’ e 7’ são projetados
diretamente. Os demais, 2’,3’,4’,5’,6’, são transportados da vista auxiliar. 22. Ligamos os pontos e obtemos o furo (curva francesa).
LC
L C Figura - 69

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
86
Figura 71 23. Para planificar a peça 1, marcamos o cálculo do perímetro ∅Dmédio vezes π,
bem como a altura H. 24. Por uma (linha de centro), transportamos o furo obtido no traçado anterior.
Figura - 70
Figura - 71Figura – 71

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
87
10.19. Peça cônica com base cilíndrica e retangular oblíqua 1. Traçamos as linhas de centro e ‘, paralelas com distância V entre si e nelas marcamos a altura U. 2. Perpendicular a cada uma das linhas de centro, centramos as dimensões Y e ∅Z. 3. Nas extremidades de Y descemos as perpendiculares R e S. 4. Na perpendicular R, marcamos a dimensão T, definindo o ponto O. 5. Com vértice em O e lado perpendicular a R, construímos um ângulo de 30°, obtendo-se o ponto W na perpendicular S’. 6. Ligamos os pontos O e W com as extremidades da dimensão ∅ Z, obtendo-se o perfil da vista de frente. 7. No alongamento das linhas de centro e ‘ começamos a desenhar a vista de cima, traçando uma linha de simetria , transversal às linhas de centro, logo abaixo da vista de frente. 8. No cruzamento da linha de centro com a linha de simetria , centramos a circunferência ∅ Z. 9. No cruzamento da linha de centro’ ‘ com a linha de simetria , centramos o retângulo X x Y, obtendo os pontos A, B, C, D e por transferência os pontos O e W. 10. Dividimos a circunferência ∅Z em 12 partes iguais, numerando os pontos a partir da linha de simetria.
LC LC
LC LCLs
L s LC
L s LC
Figura - 72
Figura - 73
U = 155
Dados U = 60 X = 40 Y = 30 ∅ = 60T = 8

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
88
11. Ligamos os pontos A com (1,12,11,10); B com (1,2,3,4,); C com (4,5,6,7) e D com (7,8,9,10). 12. Transportamos os pontos e seus números para a vista de frente e ligamos os pontos ) com (1,12,11,10) e W com (10,9,8,7). 13. Traçamos uma linha base e nela as perpendiculares R e S. 14. A partir da base marcamos as dimensões RO e SW transportadas da vista de frente. 15. A partir de R, marcamos na linha base as distâncias A-1, A-12, A-11, A-10 ou B-1, B2, B3, B4 transportadas da vista de cima. 16. Ligamos os pontos marcados ao ponto O, obtendo-se as verdadeiras grandezas (VG). 17. A partir de S marcamos na linha base as distâncias: C-4, C-5, C-6, C7 ou D-7, D-8, D-9, D-10 transportadas da vista de cima. 18. Ligamos os pontos marcados ao ponto W, obtendo-se as verdadeiras grandezas (VG). 19. A partir de S marcamos na linha base a distância W-7 transportada da vista de cima. 20. Ligamos o ponto marcado (7) ao ponto W da reta S.
21. Em uma linha de centro, traçamos uma perpendicular determinando o ponto O.
22. Transportamos da vista de cima a medida X e centrando-a no ponto O determinamos os pontos A e B.
23. Centro em A e B, raio = (VG) O – 1, traçamos arcos cruzando-os sobre a linha de centro determinando o ponto 1.
24. Centro em 1, raio = P ÷ 12 (perímetro da circunferência ÷ 12) traçamos arcos para cada lado. Centro em A e B, raio = (VG) – 2, traçamos os arcos determinando os pontos 2 e 12.
25. Centro em 2 e 12, raio = P ÷ 12, traçamos arcos. Centro em A e B, raio = (VG) 0 – 3, traçamos os arcos determinando os pontos 3 e 11.
26. Centro em 3 e 11, raio = P ÷ 12, traçamos arcos. Centro em A e B, raio = (VG) 0 – 4, traçamos os arcos determinando os pontos 4 e 10.
27. Centro em 4 e 10, raio = (VG) W – 4, traçamos arcos. Centro em A e B, raio = OW, traçamos os arcos determinando os pontos C e D.
28. Centro em 4 e 10, raio = P ÷ 12, traçamos arcos. Centro em C e D, raio = (VG) W – 5, traçamos os arcos determinando os pontos 5 e 9.
29. Centro em 5 e 9, raio = P ÷ 12, traçamos arcos. Centro em C e D, raio = (VG) W – 6, traçamos os arcos determinando os pontos 6 e 8.
30. Centro em 6 e 8, raio = P ÷ 12, traçamos arcos. Centro em C e D, raio = (VG) W9, traçamos os arcos determinando os pontos 7 e 7’.
Figura - 74

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
89
31. Centro em 7 e 7’, raio = (VG) W – 7, traçamos arcos. Centro em C e D, raio = X ÷ 2, traçamos os arcos determinando os pontos W e W’. 32. Ligamos os pontos para obter o traçado final da peça. 10.20. Segmento de esfera - tampo esférico
1. Traçar os eixos centro. 2. Traçar o trapézio ABCD. 3. Abrir o compasso com raio EB, fixar
em E e traçar o arco Ab. 4. Abrir o compasso com raio Eb; fixar
nos pontos ADBC e traçar os pontos G e H.
5. Abrir o compasso com raio HA, fixar em H e G, traçar os arcos AB e BC.
6. Abrir o compasso com o raio PC, traçar o arco CD.
Figura - 77
Figura - 75
Figura - 76

CALDEIRARIA / Traçagem e Planificação de Chapas ____________________________________________________________
90
Bibliografia ARAUJO, Etevaldo S., Curso Técnico de Caldeiraria 1a ed., São Paulo: Hemus, 1976. MARRETO, Vandir, Elementos Básicos de Caldeiraria 1a ed., São Paulo: Hemus, 1987. JASCHKE, Johann, Desenvolvimento de Chapas 19a ed., Springer-Verlag, Berlin: Polígono Ltda, 1958. CH. Lobjois, Desenvolvimento de Chapas 3a ed., São Paulo: Hemus, 1981. CHIAVERINI, Vicente, Tecnologia Mecânica Vol. 2 2a ed., São Paulo: McGraw-Hill, 1986. Holtz, Oddone A., Noções de Tratamento Térmicos 2a ed., Porto Alegre: Sagra-DC Luzzatto, 1992.