802Dsl_BPF_0407_pt_pt-BR

of 461
-
Upload
maquinatela -
Category
Documents
-
view
55 -
download
0
Transcript of 802Dsl_BPF_0407_pt_pt-BR
-
SINUMERIK 802D sl Fresamento
____________________________________________________________________________________________________________________________________________________________________________________________________
Prefcio
Descrio 1
Interface de software 2
Ligar, aproximar o ponto de referncia
3Ajustar
4Operao manual
5Modo automtico
6Programao de peas
7Sistema
8Programao
9Ciclos
10Operao via rede
11Backup de dados
12Diagnstico de PLC
13Anexo
A
SINUMERIK 802D sl Fresamento
Manual de programao e de utilizao
04/2007 6FC5398-0CP10-3KA0
Vlido para Comando Verso de software SINUMERIK 802D sl T/M 1.4
-
Indicaes de segurana Indicaes de segurana Este manual contm instrues que devem ser observadas para sua prpria segurana e tambm para evitar danos materiais. As instrues que servem para sua prpria segurana so sinalizadas por um smbolo de alerta, as instrues que se referem apenas danos materiais no so acompanhadas deste smbolo de alerta. Dependendo do nvel de perigo, as advertncias so apresentadas como segue, em ordem decrescente de gravidade.
PERIGO significa que haver caso de morte ou leses graves, caso as medidas de segurana correspondentes no forem tomadas.
AVISO significa que haver caso de morte ou leses graves, caso as medidas de segurana correspondentes no forem tomadas.
CUIDADO acompanhado do smbolo de alerta, indica um perigo iminente que pode resultar em leses leves, caso as medidas de segurana correspondentes no forem tomadas. CUIDADO no acompanhado do smbolo de alerta, significa que podem ocorrer danos materiais, caso as medidas de segurana correspondentes no forem tomadas. ATENO significa que pode ocorrer um resultado ou um estado indesejados, caso a instruo correspondente no for observada.
Ao aparecerem vrios nveis de perigo, sempre ser utilizada a advertncia de nvel mais alto de gravidade. Quando apresentada uma advertncia acompanhada de um smbolo de alerta relativamente a danos pessoais, esta mesma tambm pode vir adicionada de uma advertncia relativa a danos materiais.
Pessoal qualificado O equipamento/sistema em questo somente pode ser ajustado e operado com base nesta documentao. A colocao em funcionamento e a operao de um equipamento/sistema somente devem ser realizadas por pessoal qualificado. O pessoal qualificado, de acordo com as instrues tcnicas de segurana desta documentao, so pessoas que detm a autorizao de operar, aterrar e identificar equipamentos, sistemas e circuitos eltricos conforme os padres da tcnica de segurana.
Utilizao de acordo com os regulamentos Tenha ateno ao seguinte:
AVISO O equipamento somente pode ser utilizado para os casos previstos no catlogo e na descrio tcnica, e somente em conjunto com os dispositivos e componentes externos recomendados e homologados pela Siemens. A operao sem falhas e segura do produto requer o transporte correto, estocagem correta, instalao e montagem corretas, assim como a operao e manuteno cuidadosas.
Marcas Todas denominaes marcadas pelo smbolo de propriedade autoral so marcas registradas da Siemens AG. As demais denominaes nesta publicao podem ser marcas em que os direitos de proprietrio podem ser violados, quando usadas em prprio benefcio, por terceiros.
Excluso de responsabilidade Ns revisamos o contedo desta documentao quanto a sua coerncia com o hardware e o software descritos. Mesmo assim ainda podem existir diferenas e ns no podemos garantir a total conformidade. As informaes contidas neste documento so revisadas regularmente e as correes necessrias estaro presentes na prxima edio.
Siemens AG Automation and Drives Postfach 48 48 90327 NRNBERG ALEMANHA
Ordernumber: 6FC5398-0CP10-3KA0 06/2007
Copyright Siemens AG 2007. Sujeito a modificaes sem aviso prvio
-
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 3
Prefcio Estrutura da documentao
A documentao SINUMERIK est organizada em 3 partes: Documentao geral Documentao do usurio Documentao do fabricante e assistncia tcnica Uma lista completa e atualizada mensalmente das publicaes e em qual idioma estas esto disponveis est disponvel na Internet no seguinte endereo: http://www.siemens.com/motioncontrol Siga a seqncia dos itens de menu "Suporte" "Documentao Tcnica" "Resumo das publicaes". A verso Internet do DOConCD, a DOConWEB, est disponvel no endereo: http://www.automation.siemens.com/doconweb As informaes sobre o treinamento oferecido e sobre as FAQ's (frequently asked questions) esto disponveis na Internet no seguinte endereo: http://www.siemens.com/motioncontrol no item de menu "Suporte"
Grupo de destino A presente publicao destinada programadores, projetistas, operadores de mquinas e usurios de instalaes.
Aplicao O manual de programao e operao proporciona ao grupo de destino a capacidade de desenvolver, editar, criar, testar e solucionar falhas de programas e interfaces de software. Alm disso, ele tambm proporciona ao grupo de destino a capacidade de operar o hardware e o software de uma mquina.
Escopo padro Nesta documentao est descrita a funcionalidade do escopo padro. As complementaes e alteraes realizadas pelo fabricante da mquina so documentadas pelo fabricante da mquina. No comando podem existir outras funes que no foram explicadas nesta documentao. Porm no existe nenhuma necessidade destas funes para um novo fornecimento ou em caso de servio.
-
Prefcio
Fresamento 4 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Da mesma forma, devido grande variedade de itens, esta documentao no compreende todas as informaes detalhadas de todos os tipos de produto, e tambm no podem ser considerados todos os casos possveis de instalao, operao e manuteno.
Suporte Tcnico Para questes tcnicas entre em contato com a seguinte Hotline:
Europa / frica sia / Austrlia Amrica Telefone +49 180 5050 222 +86 1064 719 990 +1 423 262 2522 Fax +49 180 5050 223 +86 1064 747 474 +1 423 262 2289 Internet http://www.siemens.com/automation/support-request E-Mail [email protected]
Indicao Os nmeros de telefone para suporte tcnico de cada pas esto disponveis no endereo de Internet: http://www.siemens.com/automation/service&support
Perguntas sobre a documentao Em caso de dvidas sobre documentao (reclamaes, correes) pedimos para que estas sejam encaminhadas ns via Fax ou por E-Mail no seguinte endereo:
Fax +49 9131- 98 63315 E-Mail [email protected]
No final deste documento encontra-se disponvel um modelo de Fax.
Endereo de Internet para SINUMERIK http://www.siemens.com/sinumerik
Declarao de conformidade CE A declarao de conformidade CE para diretriz EMV encontra-se disponvel na Internet:
http://suport.automation.siemens.com sob o nmero de produto/encomenda 15257461
com a respectiva filial de representao A&D MC da Siemens AG
-
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 5
ndice remissivo Prefcio ..................................................................................................................................................... 3 1 Descrio................................................................................................................................................. 11
1.1 Elementos de operao e indicadores ........................................................................................11 1.2 Indicadores de estado e de falhas...............................................................................................12 1.3 Definio de teclas do teclado CNC completo (formato alto)......................................................13 1.4 Definio de teclas do painel de comando da mquina ..............................................................15 1.5 Sistemas de coordenadas ...........................................................................................................16
2 Interface de software ............................................................................................................................... 21 2.1 Estrutura das telas .......................................................................................................................21 2.2 Softkeys padro ...........................................................................................................................24 2.3 reas de operao.......................................................................................................................25 2.4 O sistema de ajuda ......................................................................................................................26
3 Ligar, aproximar o ponto de referncia .................................................................................................... 29 3.1 Ligar e aproximar o ponto de referncia......................................................................................29
4 Ajustar ..................................................................................................................................................... 31 4.1 Especificar ferramentas e correes das ferramentas ................................................................32 4.1.1 Criar nova ferramenta ..................................................................................................................35 4.1.2 Determinar correes de ferramenta (manual)............................................................................36 4.1.3 Determinao de correes de ferramenta com um apalpador de medio ..............................39 4.1.4 Ajustes do apalpador de medio ...............................................................................................42 4.2 Especificar/modificar o deslocamento do ponto zero ..................................................................44 4.2.1 Determinar deslocamento do ponto zero.....................................................................................45 4.3 Programar dados de ajuste..........................................................................................................47 4.4 Parmetros de clculo R..............................................................................................................51
5 Operao manual .................................................................................................................................... 53 5.1 Operao manual ........................................................................................................................53 5.2 Modo de operao JOG - rea de operao Posio.................................................................55 5.2.1 Associao de manivelas eletrnicas..........................................................................................59 5.3 Modo de operao MDA (entrada manual) - rea de operao Posio ...................................60 5.3.1 Teach In (MDA)............................................................................................................................63 5.3.2 Fresamento de facear..................................................................................................................66
6 Modo automtico ..................................................................................................................................... 69 6.1 Modo de operao AUTOMTICO..............................................................................................69 6.2 Selecionar, iniciar programa de pea ..........................................................................................74
-
ndice remissivo
Fresamento 6 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
6.3 Localizao de blocos................................................................................................................. 76 6.4 Parar, cancelar programa de pea ............................................................................................. 77 6.5 Reaproximao aps um cancelamento..................................................................................... 78 6.6 Reaproximao aps uma interrupo ....................................................................................... 79 6.7 Executar externamente ............................................................................................................... 80
7 Programao de peas............................................................................................................................ 83 7.1 Viso geral da programao de peas ....................................................................................... 83 7.2 Especificar programa novo ......................................................................................................... 87 7.3 Editar programa de pea............................................................................................................. 88 7.4 Simulao.................................................................................................................................... 90 7.5 Calibrar elementos de contorno.................................................................................................. 92 7.6 Programao livre de contornos ............................................................................................... 101 7.6.1 Programar contorno .................................................................................................................. 102 7.6.2 Definir ponto de partida............................................................................................................. 103 7.6.3 Softkeys e parmetros .............................................................................................................. 105 7.6.4 Parametrizar elementos de contorno........................................................................................ 110 7.6.5 Representao grfica do contorno.......................................................................................... 113 7.6.6 Especificar os elementos de contorno em coordenadas polares, fechar o contorno............... 114 7.6.7 Descrio de parmetros dos elementos de contorno reta/crculo .......................................... 117 7.6.8 Exemplo de programao para fresamento.............................................................................. 119
8 Sistema.................................................................................................................................................. 125 8.1 Sistema ..................................................................................................................................... 125 8.2 Sistema - Softkeys (IBN)........................................................................................................... 129 8.3 Sistema - Softkeys (MD) ........................................................................................................... 130 8.4 Sistema - Softkeys (Service Exibio) ...................................................................................... 136 8.5 Sistema - Softkeys (PLC).......................................................................................................... 145 8.6 Sistema - Softkeys (arquivos IBN) ............................................................................................ 152 8.7 Indicao do alarme.................................................................................................................. 156
9 Programao ......................................................................................................................................... 157 9.1 Fundamentos de programao NC........................................................................................... 157 9.1.1 Nomes de programa ................................................................................................................. 157 9.1.2 Estrutura do programa .............................................................................................................. 157 9.1.3 Composio da palavra e endereo ......................................................................................... 158 9.1.4 Composio do bloco................................................................................................................ 159 9.1.5 Bloco de caracteres .................................................................................................................. 161 9.1.6 Vista geral das instrues......................................................................................................... 162 9.2 Indicaes de curso .................................................................................................................. 178 9.2.1 Programar indicaes de dimenso ......................................................................................... 178 9.2.2 Seleo de planos: G17 at G19.............................................................................................. 179 9.2.3 Indicao de dimenses absolutas/incrementais: G90, G91, AC, IC....................................... 180 9.2.4 Indicao de dimenses mtricas e em polegadas: G71, G70, G710, G700 .......................... 182 9.2.5 Coordenadas polares, determinao de plos: G110, G111, G112 ........................................ 183 9.2.6 Deslocamento de ponto zero programvel: TRANS, ATRANS................................................ 185 9.2.7 Rotao programvel: ROT, AROT .......................................................................................... 186
-
ndice remissivo
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 7
9.2.8 Fator de escala programvel: SCALE, ASCALE.......................................................................188 9.2.9 Espelhamento programvel: MIRROR, AMIRROR ...................................................................189 9.2.10 Fixao de peas - deslocamento de ponto zero ajustvel: G54 at G59, G500, G53,
G153 ..........................................................................................................................................191 9.2.11 Limite programvel da rea de trabalho: G25, G26, WALIMON, WALIMOF ............................193 9.3 Movimentos dos eixos ...............................................................................................................195 9.3.1 Interpolao linear com avano rpido: G0 ...............................................................................195 9.3.2 Interpolao linear com avano: G1 ..........................................................................................196 9.3.3 Interpolao circular: G2, G3.....................................................................................................198 9.3.4 Interpolao polar atravs de ponto intermedirio: CIP ............................................................204 9.3.5 Crculo com transio tangencial: CT........................................................................................205 9.3.6 Interpolao helicoidal: G2/G3, TURN ......................................................................................206 9.3.7 Rosqueamento com passo constante: G33...............................................................................207 9.3.8 Rosqueamento com macho com mandril de compensao: G63.............................................208 9.3.9 Interpolao de rosca: G331, G332...........................................................................................209 9.3.10 Aproximao do ponto fixo: G75................................................................................................211 9.3.11 Aproximao do ponto de referncia: G74 ................................................................................211 9.3.12 Medio com apalpador de contato: MEAS, MEAW .................................................................212 9.3.13 Controle tangencial: TANG, TANGON, TANGOF, TLIFT, TANGDEL.......................................213 9.3.14 Avano F ....................................................................................................................................216 9.3.15 Correo de avano em crculos: CFTCP, CFC........................................................................217 9.3.16 Parada exata / modo de controle da trajetria: G9, G60, G64 ..................................................218 9.3.17 Comportamento de acelerao: BRISK, SOFT.........................................................................221 9.3.18 Correo porcentual de acelerao: ACC .................................................................................222 9.3.19 Deslocamento com controle antecipado: FFWON, FFWOF .....................................................223 9.3.20 Otimizao da qualidade da superfcie atravs do compressor: COMPCAD ...........................223 9.3.21 4 eixo ........................................................................................................................................225 9.3.22 Tempo de espera: G4 ................................................................................................................226 9.3.23 Deslocamento at o encosto fixo...............................................................................................227 9.3.24 Reduo de avano com desacelerao nos cantos (FENDNORM, G62, G621) ....................230 9.4 Movimentos do fuso...................................................................................................................232 9.4.1 Rotao do fuso S, sentidos de giro..........................................................................................232 9.4.2 Limitao da rotao do fuso: G25, G26 ...................................................................................233 9.4.3 Posicionamento do fuso: SPOS.................................................................................................234 9.4.4 Marchas de transmisso............................................................................................................235 9.5 Suporte para programao de contornos ..................................................................................236 9.5.1 Arredondamento, chanfro ..........................................................................................................236 9.5.2 Programao de elementos de contorno...................................................................................239 9.6 Ferramenta e correo de ferramenta.......................................................................................241 9.6.1 Notas gerais ...............................................................................................................................241 9.6.2 Ferramenta T .............................................................................................................................242 9.6.3 Nmero de correo de ferramenta D .......................................................................................243 9.6.4 Seleo da correo do raio de ferramenta: G41, G42.............................................................246 9.6.5 Comportamento em cantos: G450, G451..................................................................................248 9.6.6 Correo do raio de ferramenta OFF: G40................................................................................250 9.6.7 Casos especiais da correo do raio de ferramenta .................................................................251 9.6.8 Exemplo para correo do raio de ferramenta ..........................................................................253 9.7 Funo adicional M....................................................................................................................254 9.8 Funo H....................................................................................................................................255 9.9 Parmetros de clculo R, LUD e varivel de PLC.....................................................................256 9.9.1 Parmetros de clculo R............................................................................................................256 9.9.2 Dados de usurio locais (LUD)..................................................................................................259
-
ndice remissivo
Fresamento 8 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
9.9.3 Leitura e gravao de variveis de PLC................................................................................... 261 9.10 Saltos de programa................................................................................................................... 262 9.10.1 Destino do salto para saltos de programa ................................................................................ 262 9.10.2 Saltos de programa incondicionais ........................................................................................... 263 9.10.3 Saltos de programa condicionais.............................................................................................. 264 9.10.4 Exemplo de programa para saltos ............................................................................................ 266 9.11 Uso de subrotinas ..................................................................................................................... 267 9.11.1 Generalidades........................................................................................................................... 267 9.11.2 Chamada de ciclos de usinagem.............................................................................................. 270 9.11.3 Chamada modal da subrotina................................................................................................... 270 9.11.4 Executar subrotina externa (EXTCALL).................................................................................... 271 9.12 Relgio e contador de peas .................................................................................................... 275 9.12.1 Relgio de tempo de execuo ................................................................................................ 275 9.12.2 Contador de peas.................................................................................................................... 277 9.13 Comandos de linguagem para a monitorao de ferramenta .................................................. 279 9.13.1 Viso geral da monitorao de ferramenta............................................................................... 279 9.13.2 Monitorao da vida til ............................................................................................................ 281 9.13.3 Monitorao do nmero de peas ............................................................................................ 283 9.14 Aproximao e afastamento suaves......................................................................................... 285 9.15 Fresamento da superfcie perifrica - TRACYL........................................................................ 291
10 Ciclos..................................................................................................................................................... 297 10.1 Vista geral dos ciclos ................................................................................................................ 297 10.2 Programao dos ciclos............................................................................................................ 299 10.3 Suporte grfico para ciclos no editor de programas ................................................................. 301 10.4 Ciclos de furao ...................................................................................................................... 303 10.4.1 Generalidades........................................................................................................................... 303 10.4.2 Requisitos.................................................................................................................................. 305 10.4.3 Furao, centragem - CYCLE81............................................................................................... 306 10.4.4 Furao, escareamento plano - CYCLE82............................................................................... 309 10.4.5 Furao profunda - CYCLE83 .................................................................................................. 312 10.4.6 Rosqueamento com macho sem mandril de compensao - CYCLE84 ................................. 317 10.4.7 Rosqueamento com macho com mandril de compensao - CYCLE840 ............................... 321 10.4.8 Alargamento 1 (mandrilamento 1) - CYCLE85 ......................................................................... 328 10.4.9 Mandrilamento (mandrilamento 2) - CYCLE86......................................................................... 331 10.4.10 Mandrilamento com parada 1 (mandrilamento 3) CYCLE87................................................. 335 10.4.11 Furao com parada 2 (mandrilamento 4) - CYCLE88 ............................................................ 338 10.4.12 Alargamento 2 (mandrilamento 5) - CYCLE89 ......................................................................... 340 10.5 Ciclos de modelos de furao................................................................................................... 343 10.5.1 Requisitos.................................................................................................................................. 343 10.5.2 Fileira de furos - HOLES1......................................................................................................... 344 10.5.3 Crculo de furos - HOLES2 ....................................................................................................... 348 10.6 Ciclos de fresamento ................................................................................................................ 351 10.6.1 Requisitos.................................................................................................................................. 351 10.6.2 Fresamento de facear - CYCLE71............................................................................................ 352 10.6.3 Fresamento de contorno - CYCLE72........................................................................................ 359 10.6.4 Fresamento de salincia retangular - CYCLE76 ...................................................................... 369 10.6.5 Fresamento de salincia circular - CYCLE77........................................................................... 375 10.6.6 Oblongos em um crculo - LONGHOLE.................................................................................... 380
-
ndice remissivo
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 9
10.6.7 Ranhuras em um crculo - SLOT1 .............................................................................................385 10.6.8 Ranhura circular - SLOT2..........................................................................................................392 10.6.9 Fresamento de bolso retangular - POCKET3..........................................................................397 10.6.10 Fresamento de bolso circular - POCKET4 ..............................................................................405 10.6.11 Fresamento de roscas - CYCLE90............................................................................................410 10.7 Mensagens de erros e tratamento de erros...............................................................................416 10.7.1 Notas gerais ...............................................................................................................................416 10.7.2 Tratamento de erros em ciclos ..................................................................................................416 10.7.3 Viso geral dos alarmes dos ciclos ...........................................................................................417 10.7.4 Mensagens nos ciclos................................................................................................................419
11 Operao via rede ................................................................................................................................. 421 11.1 Operao via rede .....................................................................................................................421 11.1.1 Operao via rede (opcional).....................................................................................................421 11.1.2 Configurao da conexo de rede.............................................................................................422 11.1.3 Gerenciamento de usurios.......................................................................................................424 11.1.4 Login do usurio - RCS log in ....................................................................................................425 11.1.5 Trabalhar com uma conexo de rede........................................................................................426 11.1.6 Compartilhamento de diretrios.................................................................................................427 11.1.7 Conectar e desconectar redes...................................................................................................428 11.2 RCS-Tool ...................................................................................................................................430
12 Backup de dados................................................................................................................................... 433 12.1 Transmisso de dados atravs da interface RS232..................................................................433 12.2 Criar, exportar e carregar arquivo de colocao em funcionamento.........................................435 12.3 Carregar e exportar projetos de PLC.........................................................................................437 12.4 Copiar e inserir arquivos ............................................................................................................438
13 Diagnstico de PLC............................................................................................................................... 439 13.1 Diagnstico de PLC em representao de esquema de contatos ............................................439 13.2 Estrutura da tela.........................................................................................................................440 13.3 Opes de operao..................................................................................................................441
A Anexo .................................................................................................................................................... 453 A.1 Outros ........................................................................................................................................453 A.1.1 Calculadora................................................................................................................................453 A.1.2 Edio de caracteres chineses..................................................................................................455 A.2 Feedback sobre a documentao..............................................................................................455 A.3 rvore de documentao 802D sl..............................................................................................457
ndice..................................................................................................................................................... 459
-
ndice remissivo
Fresamento 10 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
-
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 11
Descrio 11.1 Elementos de operao e indicadores
Elementos de operao A chamada das funes definidas realizada atravs das softkeys horizontais e verticais. A descrio disso encontramos neste manual.
6RIWNH\VKRUL]RQWDLV
6RIWNH\VYHUWLFDLV
Esquema 1-1 Painel de comando CNC
-
Descrio 1.2 Indicadores de estado e de falhas
Fresamento 12 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
1.2 Indicadores de estado e de falhas
Indicador do LED no painel de comando CNC (PCU) No painel de comando CNC esto instalados os indicadores de LED mencionados a seguir.
(55
5'
-
Descrio 1.3 Definio de teclas do teclado CNC completo (formato alto)
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 13
1.3 Definio de teclas do teclado CNC completo (formato alto)
=:
-$
7HFODGHDSDJDU
%DFNVSDFH
(VSDR63$&(7HFOD&RQWURO
7HFOD6KLIW
7HFOD$/7
7HFODGHLQIRUPDR
VHPIXQR
7HFOD&RQILUPDUDODUPH
7HFOD(7& 7HFOD5HFDOO
7DEXODGRU
7HFODGHHQWUDGD(17(5
7HFODGHUHDGHRSHUDR352*5$0UHDGHRSHUDR3URJUDPD
7HFODVGHSDJLQDR
7HFODGHUHDGHRSHUDR2))6(73$5$0UHDGHRSHUDR3DUPHWURV
7HFODGHUHDGHRSHUDR6
'
+_
%
"
2))6(73$5$0
6
-
Descrio 1.3 Definio de teclas do teclado CNC completo (formato alto)
Fresamento 14 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Hot Keys No editor de programas de peas e nos campos de entrada da HMI, atravs da combinao de teclas do teclado CNC completo, podem ser executadas as seguintes funes:
Combinao de teclas Funo e Copiar o texto marcado e Marcar texto e Recortar o texto marcado e Inserir o texto copiado e Alterna para forma de escrita mista e ou tecla Chamar o sistema de ajuda
-
Descrio 1.4 Definio de teclas do painel de comando da mquina
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 15
1.4 Definio de teclas do painel de comando da mquina
=
;
>@
=
;
>@
;
=
;
=
" "Tempos/Contador": Tempo total de execuo = $AC_OPERATING_TIME Tempo de processamento do programa = $AC_CYCLE_TIME Tempo de processamento do avano = $AC_CUTTING_TIME Tempo desde a partida a frio = $AN_SETUP_TIME Tempo desde a partida a quente = $AN_POWERON_TIME O "Tempo de processamento do programa" tambm visvel na linha de avisos da rea de operao Posio no modo de operao AUTOMTICO.
-
Programao 9.12 Relgio e contador de peas
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 277
9.12.2 Contador de peas
Funcionalidade Com a funo "contador de peas" esto disponveis contadores que servem para a contagem das peas. Estes contadores existem como variveis de sistema com acesso de gravao e de leitura a partir do programa ou atravs da operao (Observe o nvel de proteo para gravao!). Atravs de dados de mquina pode-se influenciar sobre a ativao de contadores, o momento da colocao em zero e o algoritmo de contagem.
Contador $AC_REQUIRED_PARTS
Nmero de peas de trabalho requisitadas (nmero nominal de peas) Neste contador pode-se definir o nmero de peas de trabalho que, ao ser alcanado, zera o nmero atual de peas de trabalho $AC_ACTUAL_PARTS. Atravs de dado de mquina pode-se ativar a gerao do alarme de exibio 21800 "Nmero nominal de peas alcanado".
$AC_TOTAL_PARTS Nmero total de peas de trabalho produzidas (nmero real total) O contador indica o nmero de todas peas de trabalho produzidas desde o momento da partida. O contador zerado automaticamente com a inicializao do comando.
$AC_ACTUAL_PARTS Nmero atual de peas de trabalho (nmero real atual) Neste contador registrado o nmero de todas peas produzidas desde o momento da partida. O contador zerado automaticamente ao ser alcanado o nmero nominal de peas ( $AC_REQUIRED_PARTS, valor maior que zero).
$AC_SPECIAL_PARTS Nmero de peas de trabalho especificado pelo usurio Este contador permite ao usurio uma contagem de peas conforme sua prpria definio. Pode-se definir a emisso de um alarme em caso de identidade com $AC_REQUIRED_PARTS (nmero de peas nominal). O resetamento (zero) do contador dever ser efetuado pelo prprio usurio.
Exemplo de programao
N10 IF $AC_TOTAL_PARTS==R15 GOTOF SIST ; quantidade de peas
alcanada?
...
N80 SIST:
N90 MSG("Nmero nominal de peas alcanado")
N100 M0
-
Programao 9.12 Relgio e contador de peas
Fresamento 278 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Indicao O contedo das variveis de sistema ativas exibido na tela da rea de operao "Dados de ajuste" ">" "Tempos/Contador": Total de peas = $AC_TOTAL_PARTS Peas requisitadas = $AC_REQUIRED_PARTS Quantidade de peas =$AC_ACTUAL_PARTS, $AC_SPECIAL_PARTS no disponvel na exibio O "Quantidade de peas" tambm visvel na linha de avisos da rea de operao Posio no modo de operao AUTOMTICO.
-
Programao 9.13 Comandos de linguagem para a monitorao de ferramenta
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 279
9.13 Comandos de linguagem para a monitorao de ferramenta
9.13.1 Viso geral da monitorao de ferramenta
Funcionalidade Esta funo est disponvel no SINUMERIK 802D sl plus e 802D sl pro. A monitorao de ferramentas ativada atravs de dados de mquina. Esto disponveis os seguintes tipos de monitorao do corte ativo da ferramenta ativa: Monitorao da vida til Monitorao do nmero de peas As monitoraes citadas podem ser ativadas simultaneamente para uma ferramenta (WZ). O comando / entrada de dados da monitorao da ferramenta realizada preferencialmente atravs da operao. Alm disso, as funes tambm so programveis.
Contador de monitorao Para cada tipo de monitorao existem contadores de monitorao. Os contadores de monitorao contam a partir de um valor > 0 at atingir zero. Quando um contador de monitorao alcana o valor
-
Programao 9.13 Comandos de linguagem para a monitorao de ferramenta
Fresamento 280 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
$TC_TP9[t] ; tipo de funo de monitorao para a ferramenta com o nmero t: = 0: Sem monitorao = 1: Vida til da ferramenta monitorada = 2: Nmero de peas da ferramenta monitorada
Estas variveis de sistema podem ser lidas e gravadas no programa NC.
Variveis de sistema para dados de monitorao de ferramenta Tabelas 9-3 Dados de monitorao de ferramenta Identificador Descrio Tipo de
dados Pr-definio
$TC_MOP1[t,d] Limite de pr-aviso da vida til em minutos
REAL 0.0
$TC_MOP2[t,d] Vida til restante em minutos REAL 0.0 $TC_MOP3[t,d] Limite de pr-aviso de nmero de peas INT 0 $TC_MOP4[t,d] Nmero de peas restantes INT 0 ... ... $TC_MOP11[t,d] Vida til nominal REAL 0.0 $TC_MOP13[t,d] Nmero de peas nominal INT 0 t para nmero de ferramenta T, d para nmero D
Varivel de sistema para ferramenta ativa No programa NC pode-se ler atravs de variveis de sistema: $P_TOOLNO - nmero da ferramenta T ativa $P_TOOL - nmero D ativo da ferramenta ativa
-
Programao 9.13 Comandos de linguagem para a monitorao de ferramenta
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 281
9.13.2 Monitorao da vida til A monitorao da vida til aplicada no corte da ferramenta que est em uso (atual corte ativo D da ferramenta ativa T). Assim que os eixos de percurso forem deslocados (G1, G2. G3, ... mas no com G0), a vida til restante ($TC_MOP2[t,d] ) deste corte de ferramenta ser atualizada. Se durante uma usinagem a vida til restante de um corte de uma ferramenta ficar abaixo do valor de "Limite de pr-aviso da vida til" ($TC_MOP1[t,d] ), ento isto ser informado ao PLC atravs do sinal de interface ". Se a vida til restante
-
Programao 9.13 Comandos de linguagem para a monitorao de ferramenta
Fresamento 282 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
INT t: Nmero T interno: = 0: para todas ferramentas 0: para esta ferramenta ( t < 0 : gerao de valor |t|)
INT d: opcional: Nmero D da ferramenta de nmero t: > 0: para este nmero D sem d/= 0: todos cortes da ferramenta t
INT mon: opcional: parmetro codificado por bits para o tipo de monitorao (valores similares $TC_TP9): = 1: Vida til = 2: quantidade de peas sem mon ou = 0: Todos valores reais das monitoraes ativas da ferramenta so passados em valores nominais.
Indicao
RESETMON( ) no atua com o "Teste de programa" ativo. A varivel para a resposta de estado state deve ser definida no incio do programa
mediante a instruo DEF. DEF INT state Tambm pode ser definido outro nome para a varivel (ao invs de state, mas no mx. 15 caracteres, comeando com 2 letras). A varivel somente est disponvel no programa em que foi definida. O mesmo se aplica para a varivel de tipo de monitorao mon. Enquanto aqui no for necessria nenhuma indicao, esta tambm pode ser transferida diretamente como nmero (1 ou 2).
-
Programao 9.13 Comandos de linguagem para a monitorao de ferramenta
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 283
9.13.3 Monitorao do nmero de peas Monitora-se em nmero de peas o corte ativo da ferramenta ativa. A monitorao do nmero de peas compreende todos cortes de ferramenta que so utilizados para a produo de uma pea. Se o nmero de peas muda atravs de novos dados, ento so adaptados os dados de monitorao de todos cortes de ferramenta ativos desde a ltima contagem de peas.
Atualizao do nmero de peas atravs da operao ou SETPIECE( ) A atualizao do nmero de peas pode ser realizada atravs da operao (HMI) ou no programa NC atravs do comando de linguagem SETPIECE( ). Atravs da funo SETPIECE o programador pode atualizar os dados de monitorao do nmero de peas na ferramenta utilizada no processo de usinagem. Se o SETPIECE(n) estiver programado, a memria Setpiece interna ser analisada. Se esta "memria" for definida para um corte de ferramenta, a quantidade de peas (quantidade restante -$TC_MOP4) do respectivo corte ser reduzida pelo valor especificado e apagado da respectiva "memria" (memria Setpiece). SETPIECE(n) n: = 0... 32000: Nmero de peas que foram produzidas desde a ltima execuo da funo SETPIECE. O estado do contador para o nmero de peas restantes ($TC_MOP4[t,d] ) reduzido por este valor.
Exemplo de programao
N10 G0 X100
N20 ...
N30 T1
N40 M6
N50 D1
... ; usinagem com T1, D1
N60 SETPIECE(1) ; $TC_MOP4[1,1 ] (T1,D1) reduzido em 1
N90 T2
N100 M6
N110 D2
... ; usinagem com T2, D2
N200 SETPIECE(1) ; $TC_MOP4[2,2 ] (T2,D2) reduzido em 1
...
N300 M2
-
Programao 9.13 Comandos de linguagem para a monitorao de ferramenta
Fresamento 284 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Indicao O comando SETPIECE( ) no atua na localizao de blocos. A definio direta do $TC_MOP4[t,d] somente recomendada em um caso mais simples. Para isso ela requer um bloco seguinte com o comando STOPRE. O comando SETPIECE ( ) tambm atua na ferramenta ou corte selecionado antes da partida do programa. Quando passamos a ferramenta para o modo de operao "MDA", ento o comando SETPIECE ( ) atuar nas ferramentas aps a partida do programa.
Atualizao de valores nominais A atualizao de valores nominais e a definio do contador de peas restantes ($TC_MOP4[t,d]) para o nmero nominal de peas ($TC_MOP13[t,d]) so realizadas normalmente atravs da operao (HMI). Mas tambm podem ser realizadas atravs da funo RESETMON ( state, t, d, mon), como descrito no caso da monitorao da vida til. Exemplo:
DEF INT state ; definir a varivel de resposta de estado no incio
do programa
...
N100 RESETMON(state,12,1,2) ; atualizao de valor nominal do contador de peas
para T12, D1, valor nominal 2
...
Exemplo de programao
DEF INT state ; definir varivel de resposta de estado
do RESETMON()
;
G0 X... ; afastar
T7 ; nova ferramenta, carregar eventualmente
com M6
$TC_MOP3[$P_TOOLNO,$P_TOOL]=100 ; limite de pr-aviso de 100 peas
$TC_MOP4[$P_TOOLNO,$P_TOOL]=700 ; nmero de peas restantes
$TC_MOP13[$P_TOOLNO,$P_TOOL]=700 ; valor nominal de quantidade
; ativao aps a definio:
$TC_TP9[$P_TOOLNO,$P_TOOL]=2 ; ativao da monitorao da contagem de
peas, ferramenta ativa
STOPRE
ANF:
BEARBEIT ; subrotina para usinagem da pea
SETPIECE(1) ; atualizar contador
M0 ; prxima pea, continua com NC-Start
-
Programao 9.14 Aproximao e afastamento suaves
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 285
IF ($TC_MOP4[$P_TOOLNO,$P_TOOL]]>1) GOTOB
ANF
MSG("Ferramenta T7 desgastada - Favor
trocar")
M0 ; aps troca de ferramentas, continua com
NC-Start
RESETMON(state,7,1,2) ; atualizao de valor nominal do
contador de peas
IF (state0) GOTOF ALARM
GOTOB ANF
ALARM: ; exibir erro:
MSG("Erro RESETMON: "
-
Programao 9.14 Aproximao e afastamento suaves
Fresamento 286 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
DISR=... ; aproximao e afastamento com retas (G147/G148): Distncia entre o canto da fresa e o ponto de partida ou o ponto final do contorno
; aproximao e afastamento com crculos (G247, G347/G248, G348): Raio da trajetria do centro da ferramenta
DISCL=... ; distncia do ponto final do movimento de penetrao rpido a partir do plano de usinagem (distncia de segurana)
FAD=... ; velocidade do movimento de penetrao lento O valor programado atua de acordo com o comando ativo do grupo G 15
(Avano: G94, G95)
3
3
3
5
',65
5
$SUR[LPDR*
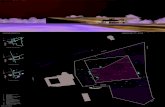
33RQWRGHSDUWLGD33RQWRLQWHUPHGLULR33RQWRILQDO:$%HQWUDGDWDQJHQFLDOQRFRQWRUQR
$IDVWDPHQWR*
33RQWRILQDOGRFRQWRUQRVDGDWDQJHQFLDOGRFRQWRUQR33RQWRLQWHUPHGLULR33RQWRILQDO:$%
5 5DLRGDIHUUDPHQWD
&RQWRUQR
$IDVWDPHQWR$SUR[LPDR
Esquema 9-61 Aproximao com uma reta no exemplo G42 ou afastamento com G41 e
finalizao com G40
Exemplo de programao: Aproximao/afastamento com uma reta no plano
N10 T1 ... G17 ; ativar ferramenta, plano X/Y
N20 G0 X... Y... ; aproximar P0
N30 G42 G147 DISR=8 F600 X4 Y4 ; aproximao, ponto P4 programado
N40 G1 X40 ; continua no contorno
...
N100 G41 ...
N110 X4 Y4 ; P4 - Ponto final do contorno
N120 G40 G148 DISR=8 F700 X... Y... ; afastamento, ponto P0 programado
...
-
Programao 9.14 Aproximao e afastamento suaves
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 287
3
3
5
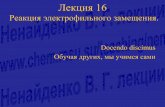
333RQWRVHTLGLVWDQWHVQDWUDMHWULDGRFHQWUR
3
33
$SUR[LPDR*
33RQWRGHSDUWLGD33RQWRLQWHUPHGLULR33RQWRILQDO:$%HQWUDGD WDQJHQFLDOQRFRQWRUQR
$IDVWDPHQWR*
33RQWRILQDOGRFRQWRUQR WDQJHQFLDOVDGDGRFRQWRUQR33RQWRLQWHUPHGLULR33RQWRILQDO:$%
5 5DLRGDIHUUDPHQWD
$SUR[LPDR$IDVWDPHQWR
&RQWRUQR
Esquema 9-62 Aproximao com um quadrante no exemplo G42 ou afastamento com G41 e
finalizao com G40
Exemplo de programao: Aproximao/afastamento com um quadrante no plano
N10 T1 ... G17 ; ativar ferramenta, plano X/Y
N20 G0 X... Y... ; aproximar P0
N30 G42 G247 DISR=20 F600 X4 Y4 ; aproximao, ponto P4 programado
N40 G1 X40 ; continua no contorno
...
N100 G41 ...
N110 X4 Y4 ; P4 - Ponto final do contorno
N120 G40 G248 DISR=20 F700 X... Y... ; afastamento, ponto P0 programado
...
3 3
3
5
333RQWRVHTLGLVWDQWHVQDWUDMHWULDGRFHQWUR
3
3
$SUR[LPDR*
33RQWRGHSDUWLGD33RQWRLQWHUPHGLULR33RQWRILQDO:$%HQWUDGD WDQJHQFLDOQRFRQWRUQR
$IDVWDPHQWR*
33RQWRILQDOGRFRQWRUQR VDGDWDQJHQFLDOGRFRQWRUQR33RQWRLQWHUPHGLULR33RQWRILQDO:$%
5 5DLRGDIHUUDPHQWD
&RQWRUQR
$IDVWDPHQWR
$SUR[LPDR
Esquema 9-63 Aproximao com um semicrculo no exemplo G42 ou afastamento com G41 e
finalizao com G40
-
Programao 9.14 Aproximao e afastamento suaves
Fresamento 288 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Indicao Preste ateno a um valor positivo do raio da ferramenta. Caso contrrio, so invertidas as direes para G41 e G42!
Controle do movimento de penetrao com DISCL e G340, G341 DISCL=... indica a distncia entre o ponto P2 e o plano de usinagem (veja a figura a seguir). Com DISCL=0 vale: Com G340: O movimento de aproximao completo constitudo de apenas dois blocos
(P1, P2 e P3 terminam juntos). O contorno de aproximao formado do P3 ao P4. Com G341: O movimento de aproximao completo composto por trs blocos (P2 e P3
terminam juntos). Se o P0 e o P4 esto no mesmo plano, temos apenas dois blocos (o movimento de penetrao de P1 para P3 omitido).
Monitora-se o ponto definido pelo DISCL que est entre P1 e P3, ou seja, em todos movimentos que possuem um componente vertical ao plano de usinagem, este componente deve possuir o mesmo sinal. Com a deteco da inverso de direo permitida uma tolerncia de 0,01 mm.
=*
0RYLPHQWRGHSHQHWUDRHP=
3ODQRGHXVLQDJHP; 0, ento o parmetro ser ignorado durante o acabamento.
_VARI (tipo de usinagem) Com o parmetro _VARI definimos o tipo de usinagem. Possveis valores so: Posio da unidade:
1=desbaste at o sobremetal de acabamento 2=acabamento
Posio da dezena: 1=paralelo ao 1 eixo do plano, em uma direo 2=paralelo ao 2 eixo do plano, em uma direo 3=paralelo ao 1 eixo do plano, com alternncia. Sentido 4=paralelo ao 2 eixo do plano, com alternncia. Sentido
Se foi programado outro valor para o parmetro _VARI, o ciclo ser cancelado aps ser dado o alarme 61002 "Tipo de usinagem definido incorretamente".
Indicao Antes da chamada do ciclo deve ser ativada uma correo de ferramenta. Caso contrrio, ocorre o cancelamento do ciclo com o alarme 61000 "Nenhuma correo de ferramenta ativa".
-
Ciclos 10.6 Ciclos de fresamento
Fresamento 358 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Exemplo de programao: Facear superfcie Parmetros para chamada de ciclo: Plano de retrocesso: 10 mm Plano de referncia: 0 mm Distncia de segurana: 2 mm Profundidade de fresamento: -11 mm Ponto inicial do retngulo: X = 100 mm, Y = 100 mm Tamanho do retngulo: X = +60 mm, Y = +40 mm ngulo de rotao no plano: 10 graus Profundidade de penetrao mx.: 6 mm Avano mx. em largura: 10 mm Curso livre no fim do percurso de fresamento: 5 mm Sem sobremetal de acabamento: - Avano para usinagem de superfcie: 4000 mm/min Tipo de usinagem: Desbaste paralelo ao eixo X em sentido alternado Curso adicional no ltimo corte em funo da geometria de corte: mm empregada uma fresa com raio de 10 mm.
N10 T2 D2
N20 G17 G0 G90 G54 G94 F2000 X0 Y0 Z20 ; aproximar a posio de partida
N30 CYCLE71(10, 0, 2, -11, 100, 100, 60, 40, 10,
6, 10, 5, 0, 4000, 31, 2)
; chamada de ciclo
N40 G0 G90 X0 Y0
N50 M02 ; fim do programa
-
Ciclos 10.6 Ciclos de fresamento
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 359
10.6.3 Fresamento de contorno - CYCLE72
Programao CYCLE72 (_KNAME, _RTP, _RFP, _SDIS, _DP, _MID, _FAL, _FALD, _FFP1, _FFD, _VARI, _RL, _AS1, _LP1, _FF3, _AS2, _LP2)
Parmetros Tabelas 10-15 Parmetro CYCLE72 _KNAME string Nome da subrotina do contorno _RTP real Plano de retrocesso (absoluto) _RFP real Plano de referncia (absoluto) _SDIS real Distncia de segurana (adicionada ao plano de referncia,
especificar sem sinal) _DP real Profundidade (absoluta) _MID real Profundidade mxima de penetrao (incremental, sem
especificar o sinal) _FAL real Sobremetal de acabamento no contorno da borda (especificar
sem sinal) _FALD real Sobremetal de acabamento na base (incremental, especificar
sem sinal) _FFP1 real Avano para usinagem de superfcies _FFD real Avano para penetrao em profundidade (sem especificar sinal) _VARI integer Tipo de usinagem (especificar sem sinal)
POSIO DA UNIDADE Valores: 1 desbaste, 2 acabamento POSIO DA DEZENA Valores: 0 percurso intermedirio com G0, 1 percurso intermedirio com G1 POSIO DA CENTENA Valores: 0 retrocesso no fim do contorno at _RTP 1 retrocesso no fim do contorno at _RFP + _SDIS 2 retrocesso no fim do contorno em _SDIS 3 sem retrocesso no fim do contorno
_RL integer Percorrer o contorno pelo centro, lado direito ou lado esquerdo (com G40, G41 ou G42, sem especificar sinal) Valores: 40...G40 (aproximar e afastar s em linha reta) 41...G41 42...G42
-
Ciclos 10.6 Ciclos de fresamento
Fresamento 360 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
_AS1 integer Especificao do sentido/percurso de aproximao: (especificar sem sinal) POSIO DA UNIDADE: Valores: 1...reta tangencial 2...quadrante 3...semicrculo POSIO DA DEZENA: Valores: 0...aproximar no contorno no plano 1...aproximar no contorno em uma trajetria tridimensional
_LP1 real Comprimento do curso de aproximao (em reta) ou raio do arco de aproximao (em crculo) (especificar sem sinal)
Os demais parmetros podem ser especificados opcionalmente.
_FF3 real Avano de retrocesso e avano para posicionamentos intermedirio no plano (fora do material)
_AS2 integer Especificao do sentido/percurso de afastamento: (especificar sem sinal) POSIO DA UNIDADE: Valores: 1...reta tangencial 2...quadrante 3...semicrculo POSIO DA DEZENA: Valores: 0...afastar do contorno no plano 1...afastar do contorno em uma trajetria tridimensional
_LP2 real Comprimento do curso de afastamento (em linha reta) ou raio do arco de afastamento (em crculo) (especificar sem sinal)
Funo Com o ciclo CYCLE72 pode-se executar um fresamento ao longo de qualquer contorno definido em uma subrotina. O ciclo opera com ou sem correo do raio da ferramenta. O contorno no precisa ser obrigatoriamente fechado. A usinagem interna ou externa definida pela posio da correo do raio da fresa (no centro, esquerda ou direita do contorno). O contorno deve ser programado no sentido em que deve ser fresado, e ser composto por pelo menos 2 blocos de contorno (inicial e final), pois a subrotina chamada diretamente, dentro do ciclo.
-
Ciclos 10.6 Ciclos de fresamento
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 361
Especifique o nome, continue A subrotina no existe --> Especifique o nome e pressione a softkey "new file".
criado um programa (programa principal) com o nome indicado e passa-se para o editor de contornos.
A especificao concluda com a softkey "Technol. mask" e retorna-se para a tela de suporte para ciclos.
2. O contorno tambm pode ser uma parte do programa chamado: _KNAME=nome do label inicial: Nome do label final Especificao: Contorno j descrito --> Nome do label inicial: Especificar o nome do label final O contorno ainda no foi descrito --> Especifique o nome do label inicial e pressione a
softkey "contour append". Os labels inicial e final so criados automaticamente com base nos nomes indicados e passa-se para o editor de contornos.
A especificao concluda com a softkey "Technol. mask" e retorna-se para a tela de suporte para ciclos. Exemplos:
_KNAME="CONTORNO_1" O contorno de fresamento o
programa completo Contorno_1.
_KNAME="INICIO:FIM" O contorno de fresamento
definido como uma parte do
programa chamado, do bloco com
marcador INICIO ao bloco com
marcador FIM.
_LP1, _LP2 (comprimento, raio) Com o parmetro _LP1 programamos o curso de aproximao ou o raio de aproximao (distncia do canto externo da ferramenta at o ponto de partida do contorno) e com _LP2 o curso de afastamento ou o raio de afastamento (distncia do canto externo da ferramenta at o ponto final do contorno). Os parmetros _LP1 e _LP2 devem ser >0. Se foi especificado um zero, dado o erro 61116 "Curso de aproximao/afastamento=0"
Indicao Se programado G40, o curso de aproximao ou de afastamento corresponde distncia do centro da ferramenta at o ponto inicial ou final do contorno.
-
Ciclos 10.6 Ciclos de fresamento
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 365
_VARI (tipo de usinagem) Com o parmetro _VARI definimos o tipo de usinagem. Possveis valores so: POSIO DA UNIDADE
Valores: 1 desbaste 2 acabamento
POSIO DA DEZENA Valores: 0 percurso intermedirio com G0 1 percurso intermedirio com G1
POSIO DA CENTENA Valores: 0 retrocesso no fim do contorno at _RTP 1 retrocesso no fim do contorno at _RFP + _SDIS 2 retrocesso no fim do contorno em _SDIS 3 sem retrocesso no fim do contorno
Se foi programado outro valor para o parmetro _VARI, o ciclo ser cancelado aps ser dado o alarme 61002 "Tipo de usinagem definido incorretamente".
_RL (percorrer o contorno) Com o parmetro _RL programamos o percurso ao longo do contorno, pelo centro, lado direito ou esquerdo com G40, G41 ou G42. Para possveis valores veja em "Parmetro CYCLE72".
-
Ciclos 10.6 Ciclos de fresamento
Fresamento 366 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
_AS1, _AS2 (sentido/percurso de aproximao/afastamento) Com o parmetro _AS1 programamos a especificao do curso de aproximao e com _AS2 o curso de afastamento. Para possveis valores veja em "Parmetro CYCLE72". Se _AS2 no foi programado, ento o comportamento do curso de afastamento ser igual ao de aproximao. A aproximao suave no contorno em uma trajetria tridimensional (helicoidal ou reta) somente deve ser programada se a ferramenta ainda no est sendo empregada, ou se ela no for adequada para este caso.
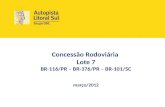
B$6B$6
B$6B$6
B$6B$6
B$6B$6
$SUR[LPDRDIDVWDPHQWRGRFRQWRUQRFRPXPDUHWD
$SUR[LPDRDIDVWDPHQWRGRFRQWRUQRHPVHPLFUFXOR
$SUR[LPDRDIDVWDPHQWRGRFRQWRUQRHPTXDGUDQWH
$SUR[LPDRDIDVWDPHQWRGRFRQWRUQRFRPXPDUHWD
3HUFRUUHURFRQWRUQRSHORFHQWUR
3HUFRUUHURFRQWRUQRSHORVODGRVGLUHLWRHHVTXHUGR
Esquema 10-43 Percorrer o contorno A aproximao e afastamento (G40) pelo centro somente possvel em linha reta.
_FF3 (avano de retrocesso) Com o parmetro _FF3 definimos um avano de retrocesso para posicionamentos intermedirios no plano (fora do material), isto quando os movimentos intermedirios devem
-
Ciclos 10.6 Ciclos de fresamento
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 367
ser executados com avano (G01). Se no for programado nenhum valor de avano, ento os movimentos intermedirios sero executados com avano de superfcie G01.
Indicao Antes da chamada do ciclo deve ser ativada uma correo de ferramenta. Caso contrrio, ocorre o cancelamento do ciclo com o alarme 61000 "Nenhuma correo de ferramenta ativa".
Exemplo de programao 1: Fresar externamente um contorno fechado Com este programa deve ser fresado um contorno mostrado na figura.
&RQWRUQRILQDO
"Compartilhamentos" aberta a janela de especificao para compartilhamento do diretrio selecionado.
Esquema 11-5 Estado de compartilhamento Selecione o estado de compartilhamento para o diretrio selecionado:
No compartilhar este diretrio O diretrio no ser compartilhado Compartilhar este diretrio O diretrio ser compartilhado, deve ser especificado um
nome de compartilhamento. No campo Nome de compartilhamento deve ser especificado um identificador atravs do
qual o usurio poder acessar os arquivos do diretrio. Atravs da softkey "Adicionar" acessamos a lista de usurios. Selecione o usurio. Com
"Add" feito o registro no campo Compartilhado. Defina os direitos do usurio (Direitos).
Acesso total O usurio possui acesso irrestrito Modificar O usurio pode modificar Ler O usurio pode ler Deletar O usurio pode deletar
A softkey"OK" confirma as propriedades configuradas. Os diretrios compartilhados so identificados por uma "Mo" no Windows.
-
Operao via rede 11.1 Operao via rede
Fresamento 428 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
11.1.7 Conectar e desconectar redes Na rea de operao pressione "Servio Tela" "Servio Comando" "Servio Rede". Atravs de "Conectar/Desconectar" acessamos a rea de configurao da rede.
Esquema 11-6 Conexes de rede
$/$50
6
-
Operao via rede 11.1 Operao via rede
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 429
Conectar unidade de rede A funo "Conectar" associa uma unidade de rede a uma unidade local do comando.
Indicao Em um PG/PC compartilhamos um diretrio para uma conexo de rede para um determinado usurio.
Esquema 11-7 Conectar unidade de rede
Seqncias de operao para conectar a unidade de rede 1. Posicione o cursor em uma unidade livre. 2. Alterne at o campo de entrada "Caminho" atravs da tecla TAB.
Especifique o endereo IP do servidor e o nome do compartilhamento. Exemplo: \\192.4.5.23\TEST\
Pressione em "Conectar". feita a associao da conexo do servidor com a unidade do comando.
Desconectar unidade de rede Atravs da softkey "
-
Operao via rede 11.2 RCS-Tool
Fresamento 430 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
11.2 RCS-Tool Com o RCS-Tool (Remote Control System) temos nossa disposio um Explorer-Tool em nosso PC/PG que fornece o suporte dirio para trabalhar com o SINUMERIK 802D sl. E conexo entre o comando e o PC/PG pode ser feita atravs de um cabo RS232, cabo Peer to Peer ou uma rede local (opcional).
ATENO A funcionalidade completa do RCS-Tools somente obtida depois de ser instalado o registro de licena do RCS 802. Com este registro pode ser estabelecida a conexo com o comando atravs de uma rede local (somente no SINUMERIK 802D sl pro). Pode ser utilizada a funo de controle remoto. Sem o registro de licena somente ser possvel fazer o compartilhamento de diretrios locais (no PC/PG) para o acesso atravs do comando (SINUMERIK 802D sl pro) e o trabalho apenas atravs do V24 ou do Peer to Peer (veja tambm a tabela a seguir).
Conexo de rede A tabela a seguir descreve para o respectivo nome de comando as opes para uma conexo de rede com o RCS-Tool em um PG/PC com o comando (vlido a partir do SW 1.4):
Tabelas 11-2 Conexo de rede do comando -> PG/PC com o RCS-Tool SINUMERIK 802D sl RCS-Tool sem licena RCS-Tool com licena pro Possvel trabalhar com o share de
rede Funcionalidade completa inclusive funo de controle remoto
plus Peer to Peer Peer to Peer inclusive funo de controle remoto
value Peer to Peer Peer to Peer inclusive funo de controle remoto
No comando ativamos uma conexo de rede ou Peer to Peer atravs da rea de operao "Servio Tela" "Servio Comando". Conexo de rede -> Softkey "Servio Rede" Conexo Peer to Peer -> Softkey "Conex.direta"
-
Operao via rede 11.2 RCS-Tool
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 431
RCS-Tool
Esquema 11-8 Janela Explorer do RCS-Tool Depois de inicializar o RCS-Tool entramos em modo OFFLINE. Isto significa que somente podemos gerenciar os arquivos de nosso PC. Em modo ONLINE tambm nos est disponvel o diretrio Control 802 que permite a troca de arquivos com o comando. Alm disso uma funo de controle remoto serve de observao do processo.
Indicao No RCS-Tool nos colocada disposio uma ajuda Online detalhada. Outros procedimentos como por exemplo estabelecer conexo, gerenciamento de projetos, etc. devem ser consultadas nesta ajuda.
Aproveitamento atravs de outras interfaces (esta tabela um complemento da tabela anterior) Tabelas 11-3 Conexo de rede do comando -> PG/PC com o RCS-Tool SINUMERIK 802D sl RCS-Tool sem licena RCS-Tool com licena pro RS232
Peer to Peer Possvel trabalhar com o share de rede
RS232 Peer to Peer Rede Ethernet Possvel trabalhar com o share de rede Funo de controle remoto
plus RS232 Peer to Peer
RS232 Funo de controle remoto Peer to Peer
value RS232 Peer to Peer
RS232 Funo de controle remoto Peer to Peer
-
Operao via rede 11.2 RCS-Tool
Fresamento 432 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
-
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 433
Backup de dados 1212.1 Transmisso de dados atravs da interface RS232
Funcionalidade Atravs da interface RS232 do comando podemos exportar dados (p. ex. programas de pea) para uma unidade de gravao de dados externa ou import-los desta. A interface RS232 e seu equipamento de backup de dados devero estar ajustados entre si.
Seqncia de operao Selecionamos a rea de operao e estamos na vista geral dos programas que j foram criados no NC. Selecione os dados a serem transmitidos com o cursor ou "marcar tudo", e copie estes na memria temporria. Pressionar a softkey "RS232" e selecionado o modo de transmisso desejado.
Esquema 12-1 Enviar programa
&RS\
56
-
Backup de dados 12.1 Transmisso de dados atravs da interface RS232
Fresamento 434 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Com "Enviar" iniciada a transmisso dos dados. So transmitidos todos os arquivos copiados para a memria temporria.
Outras softkeys Carregamento de arquivos atravs da interface RS232 Protocolo de transmisso So listados todos os arquivos transmitidos com informao de estado. para arquivos de sada
os nomes do arquivos uma confirmao de erro
para arquivos de entrada os nomes de arquivo e a indicao do caminho uma confirmao de erro
Tabelas 12-1 Mensagens de transmisso OK Transmisso realizada com sucesso ERR EOF Foi recebido o caractere de fim de texto, mas o arquivo no est
completo Time Out A monitorao de tempo menciona uma interrupo na
transmisso User Abort Transmisso finalizada com a softkey Error Com Erro na porta COM 1 NC / PLC Error Mensagem de erro do NC Error Data Erro de dados
1. Arquivos lidos com/sem prefixo ou 2. Arquivos em formato de fita perfurada enviados sem nome.
Error File Name O nome de arquivo no corresponde conveno de nomes do NC.
6HQG
5HFHLYH
(UURUORJ
-
Backup de dados 12.2 Criar, exportar e carregar arquivo de colocao em funcionamento
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 435
12.2 Criar, exportar e carregar arquivo de colocao em funcionamento
Indicao /BA/ SINUMERIK 802D sl "Manual de instrues", captulo "Backup de dados e colocao em funcionamento em srie"
Seqncia de operao Na rea de operao Sistema selecionada a softkey "Arquivos IBN".
Criar arquivo de colocao em funcionamento Um arquivo de colocao em funcionamento pode ser criado totalmente com todos componentes ou apenas parcialmente. Devem ser realizados os seguintes passos de operao para a composio seletiva: Pressione em "Dados 802D". Selecione a linha "Arquivo de colocao em funcionamento (NC/PCL)" com as teclas de seta. Abra o diretrio com a tecla e marque as linhas desejadas com a tecla . Pressione a softkey "Copiar". Os arquivos so copiados na memria temporria.
Esquema 12-2 Copiar arquivo de colocao em funcionamento, completo
$/$50
6
-
Backup de dados 12.2 Criar, exportar e carregar arquivo de colocao em funcionamento
Fresamento 436 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Esquema 12-3 Composio do arquivo de colocao em funcionamento
Gravar o arquivo de colocao em funcionamento no carto CompactFlash do cliente Requisito: O carto CompactFlash est inserido e o arquivo de colocao em funcionamento foi copiado para a memria temporria. Seqncia de operao: Pressione em "Carto CF do cliente". No diretrio selecione o local de armazenamento (diretrio). Com a softkey "Inserir" iniciada a gravao do arquivo de colocao em funcionamento. No dilogo a seguir confirme o nome sugerido ou ento especifique outro nome. O dilogo fechado pressionando-se em "OK".
Esquema 12-4 Inserir arquivos
&XVWRPHU&)FDUG
3DVWH
-
Backup de dados 12.3 Carregar e exportar projetos de PLC
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 437
Carregar o arquivo de colocao em funcionamento do carto CompactFlash do cliente Para carregar um arquivo de colocao em funcionamento devem ser realizados os seguintes passos de operao: 1. Inserir o carto CompactFlash 2. Pressionar a softkey "Carto CF do cliente" e selecionar a linha do arquivo desejado 3. Pressionar a softkey "Copiar"; o arquivo copiado para a memria temporria. 4. Pressionar a softkey "Dados 802D" e posicionar o cursor na linha do arquivo de
colocao em funcionamento (NC/PLC). 5. Pressionar a softkey "Inserir"; iniciada a colocao em funcionamento. 6. Confirmar o dilogo de inicializao no comando.
12.3 Carregar e exportar projetos de PLC Durante o carregamento de um projeto, este ser transmitido no sistema de arquivos do PLC e em seguida ativado. Para finalizar a ativao executada uma partida a quente do comando.
Carregar projeto do carto CF Para carregar um projeto de PLC devem ser realizados os seguintes passos de operao: 1. Inserir o carto CF 2. Pressionar a softkey "Carto CF do cliente" e selecionar a linha do arquivo em formato
PTE do projeto desejado 3. Pressionar a softkey "Copiar"; o arquivo copiado para a memria temporria. 4. Pressionar a softkey "Dados 802D" e posicionar o cursor na linha Projeto PLC (PT802D
*.PTE). 5. Pressionar a softkey "Inserir"; iniciado o carregamento e a ativao.
Gravar projeto no carto CF Devem ser realizados os seguintes passos de operao: 1. Inserir o carto CF 2. Pressionar a softkey "Dados 802D" e selecionar a linha Projeto PLC (PT802D *.PTE)
com as teclas de sentido. 3. Pressionar a softkey "Copiar"; o arquivo copiado para a memria temporria. 4. Pressionar a softkey "Carto CF do cliente" e selecionar o local de armazenamento do
arquivo 5. Pressionar a softkey "Inserir"; iniciado o processo de gravao.
-
Backup de dados 12.4 Copiar e inserir arquivos
Fresamento 438 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
12.4 Copiar e inserir arquivos Na rea Gerenciador de programas e na funo Arquivos IBN podem ser copiados arquivos e diretrios em outro diretrio ou outra unidade de leitura atravs das funes de softkey "Copiar" e "Inserir". Aqui a funo "Copiar" registra em uma lista as referncias aos arquivos ou diretrios que sero processados em seguida pela funo "Inserir". Esta funo assume o processo de cpia propriamente dito. A lista mantida at ser sobregravada por um novo processo de cpia desta lista. Particularidade: Se for selecionada a interface RS232 como destino do arquivo, a funo de softkey "Enviar" substituir a funo "Inserir". Durante o carregamento de arquivos (Softkey "Receber") no ser necessrio indicar nenhum destino, pois o nome do diretrio de destino est contido no fluxo de dados.
-
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 439
Diagnstico de PLC 1313.1 Diagnstico de PLC em representao de esquema de contatos
Funcionalidade Um programa de usurio do PLC constitudo, em sua maior parte, de combinaes lgicas para execuo de funes de segurana e suporte de processos. Aqui combinado um grande nmero dos mais diversos contatos e rels. A falha de um contato ou rel individual normalmente causa uma avaria na instalao. Para localizar as causas das avarias ou de um erro de programa existem funes de diagnstico disponveis na rea de operao Sistema.
Seqncia de operao Pressione a softkey "PLC" na rea de operao Sistema. Pressione a softkey "Programa PLC". aberto o projeto existente na memria permanente.
$/$50
6
-
Diagnstico de PLC 13.2 Estrutura da tela
Fresamento 440 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
13.2 Estrutura da tela A estrutura da tela nas reas principais corresponde ao descrito no captulo "Interface do software"; "Estrutura das telas". Os desvios e complementaes para o diagnstico do PLC esto representados na figura a seguir.
Esquema 13-1 Estrutura da tela
Tabelas 13-1 Legenda para estrutura de telas Elemento de tela
Indicao Significado
Campo de aplicao Linguagem de programao PLC suportada Nome do mdulo de programa ativo
Representao: Nome simblico (nome absoluto) Estado do programa RUN Programa em processamento STOP Programa parado Estado da rea de aplicao Sym Representao simblica
abs Representao absoluta Indicao das teclas ativas Foco
Assume as tarefas do cursor Linha de informaes
Indicao de informaes durante a "localizao"
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 441
13.3 Opes de operao Alm das softkeys e das teclas de navegao, nesta rea existem outras combinaes de teclas disponveis.
Combinaes de teclas As teclas de cursor movimentam o foco atravs do programa de usurio do PLC. Ao alcanar os limites da janela surge automaticamente a funo de barra de rolagem.
Tabelas 13-2 Combinaes de teclas Combinao de teclas Ao
ou Para a primeira coluna da linha
ou Para a ltima coluna da linha
Uma tela para cima
Uma tela para baixo
Um campo para a esquerda
Um campo para a direita
Um campo para cima
Um campo para baixo
ou Para o primeiro campo da primeira rede
ou Para o ltimo campo da primeira rede
Abrir o prximo bloco de programa na mesma janela
Abrir o bloco de programa anterior na mesma janela
A funo da tecla Select depende da posio do foco de entrada. Linha de tabela: Exibio da linha de texto completa Ttulo de rede: Exibio do comentrio de rede Comando: Exibio completa dos operandos
Se o foco de entrada estiver em um comando, so exibidos todos operandos inclusive os comentrios.
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento 442 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Softkeys Com esta softkey so indicadas as seguintes propriedades do PLC: Estado operacional Nome do projeto PLC Verso de sistema do PLC Tempo de ciclo Tempo de processamento do programa de usurio do PLC
Esquema 13-2 Info PLC Com a softkey "Reseta tempo process." so resetados os dados de tempo de processamento. Na janela "Exibio de estado do PLC" podem ser visualizados os valores dos operandos enquanto o programa processado.
Esquema 13-3 Exibio de estado do PLC
3/&LQIR
3/&VWDWXV
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 443
Com a softkey "Lista de estado" podem ser exibidos e modificados os sinais do PLC.
Esquema 13-4 Lista de estado Com as softkeys "Janela 1 ..." e "Janela 2 ..." so apresentadas todas informaes lgicas e grficas de um mdulo de programa. O mdulo de programa uma parte do programa de usurio do PLC. O mdulo de programa pode ser selecionado na "Lista de programas" atravs da softkey "Abrir". O nome do mdulo de programa complementado na softkey (para "..." p. ex. "Janela 1 SBR16"). A lgica na representao de esquema de contatos (KOP) apresenta o seguinte: Redes com partes de programa e caminhos de fluxo Fluxo de corrente eltrico atravs de uma srie de ligaes lgicas
Esquema 13-5 Janela 1, OB1
6WDWXVOLVW
:LQGRZ2%
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento 444 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Com esta softkey pode-se selecionar a lista dos mdulos de programa do PLC.
Esquema 13-6 Seleo do mdulo de programa Com esta softkey so indicadas as seguintes propriedades do mdulo de programa selecionado: Nome simblico Autor Comentrio
Esquema 13-7 Propriedades do mdulo de programa do PLC selecionado
3URJUDPEORFN
3URSHUWLHV
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 445
Com a softkey exibida a tabela de variveis local do mdulo de programa selecionado. Existem dois tipos de mdulos de programa OB1 somente varivel local temporria SBRxx varivel local temporria
Esquema 13-8 Tabela de variveis local do mdulo PLC selecionado O texto da atual posio do cursor tambm indicada na parte superior da tabela em um campo de texto. No caso de textos mais extensos pode-se exibir o texto completo neste campo atravs da tecla SELECT. Se um mdulo de programa estiver protegido por uma senha, atravs desta softkey ser possvel habilitar a exibio na representao de esquema de contatos. Para isso ser requisitada uma senha. A senha pode ser definida durante a criao do mdulo de programa no Programming Tool PLC802. aberto o mdulo de programa selecionado. O nome (absoluto) do mdulo de programa complementado na softkey "Janela 1 ..." (para "..." p. ex. "Janela 1 OB1").
/RFDOYDULDEOHV
&RYHU
2SHQ
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento 446 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Com esta softkey ativada e desativada a indicao do estado do programa. Podem ser observados os atuais estados das redes do fim de ciclo do PLC. No estado do programa (parte superior direita da janela) do KOP (Ladder) indicado o estado de todos operandos. O estado compreende os valores para a indicao de estado em vrios ciclos PLC e os atualiza em seguida na exibio do estado.
Esquema 13-9 Estado do programa ON - representao simblica
Esquema 13-10 Estado do programa ON - representao absoluta Com esta softkey feita a comutao entre as representaes absoluta e simblica dos operandos. A inscrio da softkey alterada de acordo. Dependendo do tipo de representao selecionado, os operandos sero exibidos com identificadores absolutos ou simblicos. Se para uma varivel no existir um smbolo, esta ser exibida automaticamente de forma absoluta.
3URJUDPVWDW2))
6\PEROLFDGGUHVV
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 447
A representao na rea de aplicao pode ser ampliada ou reduzida passo a passo. Esto disponveis os seguintes nveis de ampliao: 20% (exibio padro), 60%, 100% e 300% Localizao de operandos em representao simblica ou absoluta (veja a figura a seguir). exibida uma caixa de dilogo na qual se pode selecionar diversos critrios de localizao. Com a ajuda da softkey "Absolute/Symbolic adress" pode-se procurar o determinado operando conforme este critrio nas duas janelas de PLC (veja as figuras a seguir). Na localizao so ignoradas as letras maisculas e minsculas. Seleo no campo superior de seleo: Localizao de operandos absolutos ou simblicos Ir para o nmero de rede Localizar comando SBR Outros critrios de busca: Direo de busca para cima (a partir da atual posio do cursor) Tudo (a partir do comeo) Em um mdulo de programa Em todos os mdulos de programa Os operandos e constantes podem ser procurados como palavra inteira (identificador). Dependendo do ajuste da exibio, pode-se localizar operandos simblicos ou absolutos. "OK" inicia a busca. O elemento de busca encontrado marcado pelo foco. Se nada for encontrado, aparece a informao de erro correspondente na linha de informao. A caixa de dilogo abandonada com "Cancelar". No ocorre nenhuma busca.
Esquema 13-11 Busca por operandos simblicos
=RRP
=RRP
)LQG
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento 448 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Esquema 13-12 Busca por operandos absolutos Se o objeto de busca for encontrado, a busca pode ser continuada com "Localizar prxima". Com esta softkey so exibidos todos identificadores simblicos utilizados na rede marcada.
Esquema 13-13 Tabela informativa Rede simblico
6\PEROLQIR
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 449
Com esta softkey selecionada a lista de referncias cruzadas. So exibidos todos os operandos utilizados no projeto de PLC. A partir desta lista podemos verificar em quais redes utiliza-se uma entrada, sada, marcador, etc.
Esquema 13-14 Menu principal Referncia (absoluto)
Esquema 13-15 Menu principal Referncia (simblico) A respectiva posio do programa pode ser aberta diretamente com a funo "Abrir na janela 1" ou "Abrir na janela 2" na janela 1/2.
&URVVUHIV
2SHQLQZLQGRZ
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento 450 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Com esta softkey feita a comutao entre as representaes absoluta e simblica dos elementos. A inscrio da softkey alterada de acordo. Dependendo do tipo de representao selecionado, os elementos sero exibidos com identificadores absolutos ou simblicos. Se no existe nenhum smbolo para um identificador, a descrio ser automaticamente absoluta. A forma de apresentao indicada na linha de estado na parte superior direita da janela (p. ex. "Abs"). A configurao bsica a representao absoluta. Exemplo: Deve-se exibir a relao lgica do operando absoluto M251.0 na rede 2 no mdulo de programa OB1. Depois de selecionar o operando na lista de referncias e ativar a softkey "Abrir na janela 1", ser exibido o segmento de programa correspondente na janela 1.
Esquema 13-16 Cursor M251.0 no OB1 rede 2
Esquema 13-17 M251.0 no OB1 rede 2 na janela 1
6\PEROLFDGGUHVV
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 451
Localizao de operandos na lista de referncias cruzadas (veja a figura a seguir). Os operandos podem ser procurados como palavra inteira (identificador). Na localizao so ignoradas as letras maisculas e minsculas. Opes de localizao: Localizao de operandos absolutos ou simblicos Ir para a linha Critrios de localizao: Para cima (a partir da atual posio do cursor) Tudo (a partir do comeo)
Esquema 13-18 Localizao por operandos em referncias cruzadas O texto a ser procurado indicado na linha de informaes. Se o texto no for encontrado, aparece uma mensagem de erro correspondente que deve ser confirmada com "OK".
)LQG
-
Diagnstico de PLC 13.3 Opes de operao
Fresamento 452 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
-
Fresamento Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0 453
Anexo AA.1 Outros
A.1.1 Calculadora A funo de calculadora de bolses pode ser ativada a partir de qualquer rea de operao atravs de e . Para calcular esto disponveis as quatro operaes matemticas bsicas, assim como as funes de seno, cosseno, como as funes seno, cosseno, elevao ao quadrado e raiz quadrada. Uma funo de parnteses permite o clculo de expresses aninhadas. O grau de aninhamento dos parnteses ilimitado. Se o campo de entrada estiver ocupado por um valor, a funo adota este na linha de entradas da calculadora. inicia o clculo. O resultado indicado na calculadora de bolses. A softkey "Aceitar" introduz o resultado no campo de entrada ou na posio atual do cursor do programa de pea e encerra automaticamente a calculadora.
Indicao Se um campo de entrada estiver em modo de edio, a tecla de Toggle permite restabelecer o estado original.
-
Anexo A.1 Outros
Fresamento 454 Manual de programao e de utilizao, 04/2007, 6FC5398-0CP10-3KA0
Esquema A-1 Calculadora
Caracteres permitidos na especificao
+, -, *, / Tipos de operaes aritmticas bsicas S Funo - Seno
O valor (em graus) X antes d