82574659 vasos-de-pressao-ntt-parte-1
325
1 NTT NTT - - VASOS DE PRESSÃO VASOS DE PRESSÃO CURSO DE VASOS DE PRESSÃO CURSO DE VASOS DE PRESSÃO
-
date post
21-Oct-2014 -
Category
Documents
-
view
2.682 -
download
6
description
Transcript of 82574659 vasos-de-pressao-ntt-parte-1

1
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
CURSO DE VASOS DE PRESSÃOCURSO DE VASOS DE PRESSÃO

2
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO►► 1 1 –– INTRODUÇÃOINTRODUÇÃO►► 2 2 –– NORMAS DE PROJETONORMAS DE PROJETO►► 3 3 –– TENSÕES EM VASOS DE PRESSÃOTENSÕES EM VASOS DE PRESSÃO►► 4 4 –– FADIGA EM VASOS DE PRESSÃOFADIGA EM VASOS DE PRESSÃO►► 5 5 –– CONDIÇÕES DE OPERAÇÃO E DE PROJETO DE VASOS DE CONDIÇÕES DE OPERAÇÃO E DE PROJETO DE VASOS DE
PRESSÃOPRESSÃO►► 6 6 –– DIMENSIONAMENTO DE VASOS DE PRESSÃODIMENSIONAMENTO DE VASOS DE PRESSÃO►► 7 7 –– TESTES DE PRESSÃO EM VASOS DE PRESSÃOTESTES DE PRESSÃO EM VASOS DE PRESSÃO►► 8 8 –– ACOMPANHAMENTO DE VASOS DE PRESSÃOACOMPANHAMENTO DE VASOS DE PRESSÃO►► 9 9 –– DESENVOLVIMENTO DO PROJETO E DA CONSTRUÇÃO DE VASOS DESENVOLVIMENTO DO PROJETO E DA CONSTRUÇÃO DE VASOS
DE PRESSÃODE PRESSÃO►► 10 10 –– SELEÇÃO DE MATERIAISSELEÇÃO DE MATERIAIS►► 11 11 –– CORROSÃOCORROSÃO►► 12 12 –– AÇOS CARBONOAÇOS CARBONO►► 13 13 –– AÇOS LIGAAÇOS LIGA►► 14 14 –– AÇOS INOXIDÁVEISAÇOS INOXIDÁVEIS►► 15 15 –– DETALHES E ACESSÓRIOS EM VASOS DE PRESSÃO DETALHES E ACESSÓRIOS EM VASOS DE PRESSÃO
CONVENCIONALCONVENCIONAL►► 16 16 –– DETALHES EM VASOS ESPECIAISDETALHES EM VASOS ESPECIAIS►► 17 17 –– DESENHOS DE VASOS DE PRESSÃODESENHOS DE VASOS DE PRESSÃO►► 18 18 –– FABRICAÇÃO, MONTAGEM E CONTROLE DE QUALIDADEFABRICAÇÃO, MONTAGEM E CONTROLE DE QUALIDADE►► 19 19 –– RECOMENDAÇÕES DE MATERIAIS DE ALGUNS SERVIÇOS RECOMENDAÇÕES DE MATERIAIS DE ALGUNS SERVIÇOS
TÍPICOSTÍPICOS

3
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Capítulo 1Capítulo 1
IntroduçãoIntrodução

4
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
DefiniçãoDefinição►►A expressão “vasos de pressão” (A expressão “vasos de pressão” (pressurepressure
vesselvessel) designa genericamente todos os ) designa genericamente todos os recipientes estanques, de qualquer tipo, com recipientes estanques, de qualquer tipo, com dimensão principal (diâmetro) superior a 150 dimensão principal (diâmetro) superior a 150 mm (06 polegadas), formato (normalmente de mm (06 polegadas), formato (normalmente de seção circular) e finalidade, capazes de conter seção circular) e finalidade, capazes de conter um fluido pressurizado (acima de 1,0 um fluido pressurizado (acima de 1,0 kgf/cmkgf/cm22
ou 15 psi).ou 15 psi).

5
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Projeto dos vasos de pressãoProjeto dos vasos de pressão►►A grande maioria dos vasos de pressão são A grande maioria dos vasos de pressão são
itens projetados e construídos “itens projetados e construídos “taylortaylor--mademade”, ou ”, ou seja, seja, por encomendapor encomenda. Desta forma, são . Desta forma, são dimensionados, projetados e fabricados para dimensionados, projetados e fabricados para atender determinadas condições de processo, atender determinadas condições de processo, pressão e temperatura, bem como tendo seu pressão e temperatura, bem como tendo seu material selecionado para operar com material selecionado para operar com determinado fluido e condição de corrosão.determinado fluido e condição de corrosão.

6
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Nas principais indústrias, três condições Nas principais indústrias, três condições apresentamapresentam--se que tornam necessário um se que tornam necessário um elevado grau de confiabilidade:elevado grau de confiabilidade:
Regime contínuoRegime contínuo de trabalho;de trabalho;Cadeia contínua de produçãoCadeia contínua de produção;;Condições de Condições de grande riscogrande risco, onde entendemos , onde entendemos “risco” como a probabilidade de ocorrência de “risco” como a probabilidade de ocorrência de grande perigo ou dano.grande perigo ou dano.

7
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Armazenamento de gases Armazenamento de gases sob pressãosob pressão
Os gases são armazenados sob Os gases são armazenados sob pressão para que se possa ter um pressão para que se possa ter um grande peso num volume grande peso num volume relativamente pequeno.relativamente pequeno.
►► Acumulação intermediária Acumulação intermediária de líquidos e gasesde líquidos e gases
Isto ocorre em sistemas onde é Isto ocorre em sistemas onde é necessária a armazenagem de necessária a armazenagem de líquidos ou gases entre etapas de líquidos ou gases entre etapas de um mesmo processo ou entre um mesmo processo ou entre processos diversos.processos diversos.
►► Processamento de gases e Processamento de gases e líquidoslíquidos
Inúmeros processos de Inúmeros processos de transformação em líquidos e gases transformação em líquidos e gases precisam ser efetuados sob precisam ser efetuados sob pressão.pressão.

8
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Indústrias químicas e Indústrias químicas e petroquímicaspetroquímicas
►► Indústrias alimentares e Indústrias alimentares e farmacêuticasfarmacêuticas
►► RefinariasRefinarias►► Terminais de armazenagem Terminais de armazenagem
e distribuição de petróleo e e distribuição de petróleo e derivados.derivados.
►► Estações de produção de Estações de produção de petróleo em terra e no mar.petróleo em terra e no mar.

9
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Classes e finalidadesClasses e finalidades►► Inicialmente faremos uma pequena separação entre Inicialmente faremos uma pequena separação entre
os vasos de pressão:os vasos de pressão:Sujeitos à chama (ASME, Seção I);Sujeitos à chama (ASME, Seção I);Não sujeitos à chamas (ASME, Seção VIII);Não sujeitos à chamas (ASME, Seção VIII);Sujeitos à radiação nuclear (ASME, Seção III)Sujeitos à radiação nuclear (ASME, Seção III)
►► Nosso enfoque será exclusivamente para aqueles Nosso enfoque será exclusivamente para aqueles vasos de pressão não sujeitos à chama, nem à vasos de pressão não sujeitos à chama, nem à radiação nuclear. radiação nuclear.

10
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
•• Vasos não sujeitos a Vasos não sujeitos a chama :chama :
Vasos de armazenamento e Vasos de armazenamento e acumulação;acumulação;Torres de destilação Torres de destilação fracionada, retificação, fracionada, retificação, absorção, etc,...absorção, etc,...Reatores diversos;Reatores diversos;Esferas de armazenamento Esferas de armazenamento de gases;de gases;Permutadores de calor;Permutadores de calor;Aquecedores;Aquecedores;ResfriadoresResfriadores;;Condensadores;Condensadores;RefervedoresRefervedores;;ResfriadoresResfriadores a ara ar
•• Vasos sujeitos a chama:Vasos sujeitos a chama:Caldeiras;Caldeiras;Fornos.Fornos.
•• Classificação didática Classificação didática diferenciar vasos de diferenciar vasos de pressão de tanques de pressão de tanques de armazenamento :armazenamento :
0 0 -- 0,5 0,5 psigpsig : API: API--6506500,5 0,5 -- 15,0 15,0 psigpsig : API: API--620620> 15,0 psig e > 15,0 psig e vácuovácuo : : ASME, BSASME, BS--5500, Ad5500, Ad--MerkblatterMerkblatter, etc,..., etc,...

11
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► CorpoCorpo (casco ou costado):(casco ou costado):Normalmente cilíndrico, cônico, Normalmente cilíndrico, cônico, esférico ou combinação dessas esférico ou combinação dessas formas. formas.
►► TamposTampos:: Normalmente nos Normalmente nos tipos semitipos semi--elípticos, toroelípticos, toro--esféricos, semiesféricos, semi--esféricos. esféricos. cônicos, cônicos, torotoro--cônicoscônicos, toro, toro--esféricos e planos. esféricos e planos.

12
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Teoricamente, o formato ideal para um vaso de Teoricamente, o formato ideal para um vaso de pressão é uma esfera, com a qual se chega à pressão é uma esfera, com a qual se chega à menor espessura de parede e, portanto, ao menor espessura de parede e, portanto, ao menor peso, para um mesmo volume interno.menor peso, para um mesmo volume interno.

13
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Entretanto, os vasos esféricos são caros e Entretanto, os vasos esféricos são caros e difíceis de fabricar, justificandodifíceis de fabricar, justificando--se, somente, em se, somente, em condições de grande volume interno e/ ou condições de grande volume interno e/ ou elevada pressão, quando sua menor espessura elevada pressão, quando sua menor espessura é justificável economicamente.é justificável economicamente.
►► Atualmente, só podemos fabricar esferas em Atualmente, só podemos fabricar esferas em duas peças forjadas com um diâmetro inferior a duas peças forjadas com um diâmetro inferior a três metros (03 m). Contudo, estas peças três metros (03 m). Contudo, estas peças forjadas são importadas e de elevado custo.forjadas são importadas e de elevado custo.

14
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Esfera de GLP:Esfera de GLP:Diâmetro: 19mDiâmetro: 19mPressão: 20 barPressão: 20 barEspessura: 76 mmEspessura: 76 mm

15
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Desta forma, os vasos cilíndricos são Desta forma, os vasos cilíndricos são preferencialmente utilizados. As dimensões que preferencialmente utilizados. As dimensões que o caracterizam são:o caracterizam são:
o seu diâmetro interno (ØDIC) o seu diâmetro interno (ØDIC) o seu comprimento entre tangentes (CET).o seu comprimento entre tangentes (CET).

16
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Casco cilíndricoCasco cilíndrico
►► www.www.cesscocessco..ca/cessco/main_imagesca/cessco/main_images

17
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
TamposTampos►►As peças de fechamento dos cascos cilíndricos As peças de fechamento dos cascos cilíndricos
são denominadas tampos.são denominadas tampos.►►Os mais usuais são:Os mais usuais são:
Elipsoidal;Elipsoidal;ToroesféricosToroesféricosEsférico;Esférico;Cônico;Cônico;Plano.Plano.

18
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

19
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Tampos elipsoidais com relação entre semiTampos elipsoidais com relação entre semi--eixos de eixos de 2:1 2:1 tampos elipsoidais “padrão”. tampos elipsoidais “padrão”.
►► Tampos Tampos toroesféricostoroesféricos com relação de semicom relação de semi--eixos 2:1 eixos 2:1 preferencialmente do tipo conhecido como “falsa preferencialmente do tipo conhecido como “falsa
elipse”.elipse”.►► O código ASME permite que tampos O código ASME permite que tampos torisféricostorisféricos ““falsofalso--
elipseelipse” possam ser dimensionados através das ” possam ser dimensionados através das equações de cálculo para tampos semiequações de cálculo para tampos semi--elípticos.elípticos.
Tampos Tampos ToroesfToroesfééricosricosGeometriaGeometria LL rr hhASME 6%ASME 6% DD 0,06.D0,06.D 0,169.D0,169.DASME 10%ASME 10% DD 0,10.D0,10.D 0,194.D0,194.DASME 2:1ASME 2:1 0.904.D0.904.D 0.173.D0.173.D 0.250.D (Falsa elipse)0.250.D (Falsa elipse)

20
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A A fabricaçãofabricação de de tampostampos semisemi--elípticos elípticos possuipossui umum custocustomaismais elevado pela elevado pela necessidadenecessidade de de umauma matriz matriz específica para o específica para o diâmetrodiâmetro e e relaçãorelação de de eixoseixos da da geometriageometria. Os . Os tampostampos torisféricostorisféricos sãosão obtidosobtidos pela pela conjugaçãoconjugação de 2 diferentes de 2 diferentes geometriasgeometrias: calota esférica : calota esférica central, central, obtidaobtida por por prensagemprensagem e e raioraio da da regiãoregião tóricatórica, , obtidaobtida por por rebordeamentorebordeamento da chapa.da chapa.
►► Os tampos semiOs tampos semi--esféricos podem ser empregados em esféricos podem ser empregados em equipamentos com pressões mais elevadas, onde o equipamentos com pressões mais elevadas, onde o ““laylay--outout” permita. A vantagem está relacionada ao ” permita. A vantagem está relacionada ao menor nível de tensões atuantes.menor nível de tensões atuantes.

21
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Os tampos cônicos possuem resistência mecânica Os tampos cônicos possuem resistência mecânica inferior ao costado cilíndrico, o que exige maiores inferior ao costado cilíndrico, o que exige maiores espessuras. Para cones com semiespessuras. Para cones com semi--ângulos superiores ângulos superiores a 30a 30oo é exigida uma análise de tensões para o é exigida uma análise de tensões para o dimensionamento, não sendo mais válidas as dimensionamento, não sendo mais válidas as equações de cálculo do código ASME e outros. A equações de cálculo do código ASME e outros. A utilização de uma transição utilização de uma transição tóricatórica entre o tampo cônico entre o tampo cônico e o costado cilíndrico permite uma melhor e o costado cilíndrico permite uma melhor acomodação das tensões existentes nas mudanças acomodação das tensões existentes nas mudanças geométricas e confere uma resistência maior a geométricas e confere uma resistência maior a transição entre os componentes.transição entre os componentes.

22
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Tampos elipsoidais podem ser construídos com Tampos elipsoidais podem ser construídos com chapas da mesma espessura utilizadas na chapas da mesma espessura utilizadas na fabricação do casco, descontada a perda pela fabricação do casco, descontada a perda pela conformação. conformação.
►►Na realidade, atualmente, tampos elipsoidais Na realidade, atualmente, tampos elipsoidais com diâmetro de 1,8 m são possíveis de com diâmetro de 1,8 m são possíveis de construir com uma única peça.construir com uma única peça.

23
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Preparando o chanfro para soldagem de um Preparando o chanfro para soldagem de um tampo elipsoidal tampo elipsoidal

24
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Os tampos toroesféricos são constituídos por Os tampos toroesféricos são constituídos por uma calota esférica central (uma calota esférica central (crowncrown) de raio ) de raio RRcc e e por uma seção toroidal de concordância por uma seção toroidal de concordância ((knuckleknuckle) de raio ) de raio RRkk. .
►►O tampo toroesférico é de fabricação mais fácil O tampo toroesférico é de fabricação mais fácil do que o elíptico. do que o elíptico.
►►O tampo toroesférico é tanto mais resistente O tampo toroesférico é tanto mais resistente quanto mais próximo de uma elipse se quanto mais próximo de uma elipse se aproximar.aproximar.

25
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Tampo toroTampo toro--esférico esférico

26
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Tampos esféricos, fabricados a partir da Tampos esféricos, fabricados a partir da soldagem de chapas prensadas, apresentam soldagem de chapas prensadas, apresentam quase a metade da espessura do casco quase a metade da espessura do casco cilíndrico e são utilizados normalmente, quando cilíndrico e são utilizados normalmente, quando temos grande volume e alta pressão.temos grande volume e alta pressão.

27
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Soldagem de tampo hemisféricoSoldagem de tampo hemisférico

28
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Tampos cônicos, embora fáceis de construir, são pouco Tampos cônicos, embora fáceis de construir, são pouco utilizados, pois são menos resistentes. utilizados, pois são menos resistentes.
►► Seu emprego é restrito praticamente ao tampo inferior Seu emprego é restrito praticamente ao tampo inferior de vasos verticais, quando queremos garantir o de vasos verticais, quando queremos garantir o escoamento do fluido.escoamento do fluido.
►► O Código de projeto ASME propõe o uso de tampos O Código de projeto ASME propõe o uso de tampos cônicos até o semicônicos até o semi--ângulo de 30°. Isto não significa ângulo de 30°. Isto não significa que não podemos projetar tampos cônicos com que não podemos projetar tampos cônicos com ângulos superiores, apenas que seu cálculo fica muito ângulos superiores, apenas que seu cálculo fica muito complexo.complexo.

29
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Tampo cônico em um Tambor de CoqueTampo cônico em um Tambor de Coque

30
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Os tampos planos são utilizados, normalmente, Os tampos planos são utilizados, normalmente, quando temos pressão baixa e, normalmente, quando temos pressão baixa e, normalmente, são do tipo removível para facilitar o acesso são do tipo removível para facilitar o acesso para manutenção.(vide figuras).para manutenção.(vide figuras).

31
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Tampos planos Tampos planos –– ligação com o costadoligação com o costado►► Figura UGFigura UG--34, extraída do ASME, Seção VIII, Div.134, extraída do ASME, Seção VIII, Div.1

32
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Costado cilíndrico com espessura mínima requerida de 25,0 mm, conectado ao tampo:Tipo de tampo de fechamento do Tipo de tampo de fechamento do
costadocostadoEspessura mEspessura míínima requerida nima requerida
(aproximada)(aproximada)Elipsoidal 2:1Elipsoidal 2:1 25,0 mm25,0 mmTorisfTorisfééricorico 6%6% 44,3 mm44,3 mmTorisfTorisfééricorico 10%10% 38,5 mm38,5 mmTorisfTorisfééricorico Falso elipseFalso elipse 29,8 mm29,8 mmSemiSemi--esfesfééricorico 12,5 mm12,5 mmCônico 10Cônico 10oo 25,4 mm25,4 mmCônico 20Cônico 20oo 26,6 mm26,6 mmCônico 30Cônico 30oo 28,9 mm28,9 mm

33
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Tipo Tipo TampoTampo CaracterCaracteríísticassticas
SemiSemi--elelíípticoptico Resistência igual ao casco cilResistência igual ao casco cilííndrico de mesmo diâmetro;ndrico de mesmo diâmetro;Geralmente com relaGeralmente com relaçção 2:1ão 2:1
ToroToro--esfesfééricorico
Raio int. mRaio int. mááx. da calota esfx. da calota esféérica = diâmetro externo do casco;rica = diâmetro externo do casco;Raio mRaio míín. concordância n. concordância ttóóricarica : 6% do diâmetro int. da calota;: 6% do diâmetro int. da calota;Mais fracos do que os semiMais fracos do que os semi--elelíípticos;pticos;Mais fMais fááceis de fabricar.ceis de fabricar.
SemiSemi--esfesfééricoricoMelhor resistência mas com construMelhor resistência mas com construçção difão difíícil;cil;Empregados quando os diâmetros são muito grandes (>6,0 m) e Empregados quando os diâmetros são muito grandes (>6,0 m) e quando o espaquando o espaçço permite.o permite.
CônicoCônico
Baixa resistência mas com construBaixa resistência mas com construçção bastante fão bastante fáácil;cil;Podem ter concordância Podem ter concordância ttóóricarica;;Empregados por exigência do processo, diâmetros mEmpregados por exigência do processo, diâmetros méédios e baixa dios e baixa pressão.pressão.
PlanoPlanoVVáários tipos, removrios tipos, removííveis ou não;veis ou não;Baixa resistência sendo exigidas grandes espessuras;Baixa resistência sendo exigidas grandes espessuras;Empregados em diâmetros pequenos e tampos removEmpregados em diâmetros pequenos e tampos removííveisveis

34
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Transição de forma e de espessuraTransição de forma e de espessura►►Qualquer transição geométrica (forma e/ ou Qualquer transição geométrica (forma e/ ou
espessura) resulta em uma distribuição irregular espessura) resulta em uma distribuição irregular e concentração de tensões nesta região. Por e concentração de tensões nesta região. Por este motivo, os Códigos de projeto fazem uma este motivo, os Códigos de projeto fazem uma série de exigências de maneira a minorar este série de exigências de maneira a minorar este efeito.efeito.

35
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Na ligação de um corpo cilíndrico com um Na ligação de um corpo cilíndrico com um tampo esférico, por exemplo, é exigido que a tampo esférico, por exemplo, é exigido que a diferença entre as bordas seja de 3y (ver diferença entre as bordas seja de 3y (ver figura), de tal maneira a suavizar a transição de figura), de tal maneira a suavizar a transição de forma.forma.
►►Contudo, devemos nos lembrar que esta Contudo, devemos nos lembrar que esta transição deve ser feita do lado do tampo transição deve ser feita do lado do tampo esférico, de forma a garantir a continuidade de esférico, de forma a garantir a continuidade de espessura do casco cilíndrico.espessura do casco cilíndrico.

36
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Extraído do ASME, Extraído do ASME, Seção VIII, Divisão Seção VIII, Divisão 1, figura UW1, figura UW--13.113.1

37
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Da mesma maneira, para tampos elipsoidais ou Da mesma maneira, para tampos elipsoidais ou toroesféricos, a transição de forma é abrupta, toroesféricos, a transição de forma é abrupta, motivo pelo qual exigimos uma seção cilíndrica motivo pelo qual exigimos uma seção cilíndrica integral com o tampo, com cerca de 50 mm integral com o tampo, com cerca de 50 mm para garantir uma certa distância entre a linha para garantir uma certa distância entre a linha de solda e a linha de tangência.de solda e a linha de tangência.

38
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Para tampos cônicos ou transições troncoPara tampos cônicos ou transições tronco--cônicas, cônicas, temtem--se uma severa transição de forma, motivo pelo se uma severa transição de forma, motivo pelo qual o Código de projeto exige a verificação de qual o Código de projeto exige a verificação de necessidade de reforço para compensar as severas necessidade de reforço para compensar as severas tensões geradas pela descontinuidade de forma. tensões geradas pela descontinuidade de forma.
►► Estes reforços deverão ser localizados próximos da Estes reforços deverão ser localizados próximos da transição de forma, de maneira a garantir a sua transição de forma, de maneira a garantir a sua efetividade.efetividade.

39
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Extraído do Extraído do ASME, Seção ASME, Seção VIII, Divisão I, VIII, Divisão I, UGUG--3636

40
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► BocaisBocais ((nozzlesnozzles) :) :Ligação com tubulações de entrada e saída de Ligação com tubulações de entrada e saída de produto.produto.Instalação de válvulas de segurança.Instalação de válvulas de segurança.Instalação de instrumentos, drenos e respiros.Instalação de instrumentos, drenos e respiros.
►► Podem ainda existir aberturas feitas para permitir a Podem ainda existir aberturas feitas para permitir a ligação entre o corpo do vaso e outras partes do ligação entre o corpo do vaso e outras partes do mesmo vaso; por exemplo, ligação a potes de mesmo vaso; por exemplo, ligação a potes de drenagem (drenagem (sumpssumps). ).

41
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► É um ponto de concentração de tensões.É um ponto de concentração de tensões.►► Necessária a colocação de reforços junto as aberturas Necessária a colocação de reforços junto as aberturas
feitas num vaso de pressão.feitas num vaso de pressão.►► Reforços normalmente utilizados :Reforços normalmente utilizados :
Disco de chapa soldado ao redor da abertura.Disco de chapa soldado ao redor da abertura.Utilização de maior espessura de parede para o vaso Utilização de maior espessura de parede para o vaso ou bocal.ou bocal.Peças forjadas integrais.Peças forjadas integrais.Pescoço tubular com maior espessuraPescoço tubular com maior espessura

42
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Disco de chapa soldado ao Disco de chapa soldado ao pescoço tubular e a parede pescoço tubular e a parede do vaso é permitido para do vaso é permitido para qualquer diâmetro mas não qualquer diâmetro mas não deve ser usado quando a deve ser usado quando a espessura da parede do espessura da parede do vaso e igual ou superior a vaso e igual ou superior a 50,0 mm. 50,0 mm.
►► Não é recomendado para Não é recomendado para serviços com baixa serviços com baixa temperatura ou serviços temperatura ou serviços cíclicos. cíclicos.

43
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
(A) Anel de chapa soldado ao pescoço tubular e à parede do vaso: Permitido para qualquer diâmetro mas não deve ser usado quando a espessura da parede do vaso é igual ou superior a 50 mm. Não é recomendado para serviços em baixa temperatura ou para serviços cíclicos.
(B) Disco de chapa de maior espessura, soldado de topo no vaso: Permitido para qualquer diâmetro e pode ser usado nos casos em que o anel de chapa não é permitido ou não érecomendado.
(C) Peça forjada integral: Permitido para qualquer diâmetro, sem limitações, sendo entretanto sempre de custo elevado.
(D) Pescoço tubular de maior espessura: Permitido, sem limitações, para diâmetros nominais até 10”, inclusive, devendo o pescoço tubular ser de tubo sem costura ou de tubo forjado (o tubo forjado é preferido para esses casos).

44
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Variedade de tipos e Variedade de tipos e detalhes de peças detalhes de peças internas em vasos de internas em vasos de pressão é muito grande.pressão é muito grande.
►► Todas as peças internas Todas as peças internas que devam ser que devam ser desmontáveis, (grades, desmontáveis, (grades, bandejas, distribuidores, bandejas, distribuidores, defletores, extratores de defletores, extratores de névoa, etc...) devem ser névoa, etc...) devem ser obrigatoriamente obrigatoriamente subdivididas em seções.subdivididas em seções.

45
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Reforços de vácuo.Reforços de vácuo.►► Anéis de suporte de Anéis de suporte de
isolamento térmico isolamento térmico externo.externo.
►► Chapas de ligação, orelhas Chapas de ligação, orelhas ou cantoneiras para ou cantoneiras para suportes de tubulação, suportes de tubulação, plataformas, escadas ou plataformas, escadas ou outras estruturas.outras estruturas.
►► Suportes para turcos de Suportes para turcos de elevação de carga.elevação de carga.
►► Turcos para as tampas de Turcos para as tampas de bocas de visita e outros bocas de visita e outros flanges cegos.flanges cegos.

46
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Vasos verticaisVasos verticais : : “saia” de chapa“saia” de chapasapatas ou colunas.sapatas ou colunas.
►► Esferas para Esferas para armazenagem de armazenagem de gasesgases::
colunascolunas►► Vasos horizontaisVasos horizontais : :
dois berços (selas)dois berços (selas)►► Permutadores de calorPermutadores de calor::
SelasSelasEstruturas superpostasEstruturas superpostas
CET
Costado cilíndrico
Costado cilíndrico
Costado cônico
Suporte
Di
De
De
Di
CET
Costado cilíndrico
Tampo
Suporte
De Di
CET CET
De Di
Suporte
Cilíndrico Vertical
Cilíndrico Vertical
Cilíndrico Inclinado Cilíndrico Horizontal
De
Di
CET
Di De
Suporte Suporte
Cilíndrico Cônico ESférico

47
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
300 2000 3000 D(mm)
H(mm) 6000 2000
Saia de Suporte
D : diâmetroH : comprimento entre linhas de tangência
Colunas de Suporte

48
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Torres devem ser suportadas por meio de Torres devem ser suportadas por meio de saias. A saia de suporte deve ter um trecho saias. A saia de suporte deve ter um trecho com 1000 mm de comprimento a partir da com 1000 mm de comprimento a partir da ligação com o vaso, com o mesmo material do ligação com o vaso, com o mesmo material do casco nos seguintes casos:casco nos seguintes casos:
Temperatura de projeto abaixo de Temperatura de projeto abaixo de –– 1010ooC.C.
Temperatura de projeto acima de 250Temperatura de projeto acima de 250ooC.C.
Serviços com Hidrogênio.Serviços com Hidrogênio.
Vasos de açosVasos de aços--liga, aços inoxidáveis e liga, aços inoxidáveis e materiais não ferrosos.materiais não ferrosos.

49
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

50
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Trocadores de calor Trocadores de calor –– casco e tuboscasco e tubos►►Os trocadores de calor são vasos de pressão Os trocadores de calor são vasos de pressão
com características próprias. Apenas a título com características próprias. Apenas a título ilustrativo, apresentaremos a tabela do TEMA ilustrativo, apresentaremos a tabela do TEMA para classificação dos tipos de trocadores.para classificação dos tipos de trocadores.

51
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Tabela TEMA Tabela TEMA para para classificação de classificação de trocadores de trocadores de calorcalor

52
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►A seleção do tipo de trocador de calor é afetada A seleção do tipo de trocador de calor é afetada por características de serviço, tais como pressão, por características de serviço, tais como pressão, temperatura, material selecionado, limpeza, etc.temperatura, material selecionado, limpeza, etc.
►►Todas as exigências e recomendações sobre Todas as exigências e recomendações sobre materiais, detalhes de projeto do Código ASME materiais, detalhes de projeto do Código ASME são observados nos projetos dos trocadores são observados nos projetos dos trocadores TEMA. TEMA.

53
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Dentro das seguintes limitações:Dentro das seguintes limitações:casco com diâmetro de 1524 mm ( 60 casco com diâmetro de 1524 mm ( 60 polegadas);polegadas);pressão de projeto até 204 kgf/cm2 (3000 pressão de projeto até 204 kgf/cm2 (3000 psigpsig););produto do diâmetro interno do casco (em produto do diâmetro interno do casco (em polegadas) pela pressão (em polegadas) pela pressão (em psigpsig) até 60.000.) até 60.000.

54
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►A norma TEMA abrange três classes de A norma TEMA abrange três classes de trocadores, caracterizados pelo serviço a que se trocadores, caracterizados pelo serviço a que se destinam:destinam:
Classe R: refinarias, petroquímicas;Classe R: refinarias, petroquímicas;Classe C: serviço químicos;Classe C: serviço químicos;Classe B: serviços com menor responsabilidade.Classe B: serviços com menor responsabilidade.

55
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Montagem de trocador de calor (foto COMETARSA Montagem de trocador de calor (foto COMETARSA ––Argentina)Argentina)

56
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Processos de fabricaçãoProcessos de fabricação►►A imensa maioria dos vasos de pressão é A imensa maioria dos vasos de pressão é
fabricada a partir de chapas de aço, ligadas fabricada a partir de chapas de aço, ligadas entre si por soldagem. entre si por soldagem.
►►Como a dimensão usual para as chapas de aço Como a dimensão usual para as chapas de aço é de 12,40 m x 2,44 m, podemos deduzir as é de 12,40 m x 2,44 m, podemos deduzir as dimensões possíveis para a utilização de uma dimensões possíveis para a utilização de uma única chapa.única chapa.

57
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►A utilização de várias chapas conformadas no A utilização de várias chapas conformadas no diâmetro necessário para a construção do vaso diâmetro necessário para a construção do vaso nos permite a fabricação de vasos com as mais nos permite a fabricação de vasos com as mais diversas dimensões. Contudo, devemos sempre diversas dimensões. Contudo, devemos sempre nos lembrar de defasar as soldas longitudinais, nos lembrar de defasar as soldas longitudinais, de maneira a evitar a propagação de alguma de maneira a evitar a propagação de alguma trinca ao longo de um caminho preferencial.trinca ao longo de um caminho preferencial.

58
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Vasos com dimensões mínimas (até ØDIC de 12 Vasos com dimensões mínimas (até ØDIC de 12 polegadas) são usualmente fabricados de tubos polegadas) são usualmente fabricados de tubos sem costura.sem costura.
►► Até 610 mm (cerca de 24 polegadas), a Até 610 mm (cerca de 24 polegadas), a utilização de tubos com costura não é incomum, utilização de tubos com costura não é incomum, ressalvado o fator econômico.ressalvado o fator econômico.

59
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Os tampos elípticos Os tampos elípticos ou toroesféricos ou toroesféricos podem ser podem ser calandrados em uma calandrados em uma única peça de única peça de diâmetro de 1,80diâmetro de 1,80 m, m, utilizandoutilizando--se uma se uma única chapa. única chapa.
►►(foto ATB (foto ATB -- Itália)Itália)

60
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Para valores superiores seria necessária a Para valores superiores seria necessária a soldagem de várias chapas. Contudo, devemos soldagem de várias chapas. Contudo, devemos salientar que devemos evitar a existência de salientar que devemos evitar a existência de uma solda integralmente dentro da região de uma solda integralmente dentro da região de maior curvatura do tampo (cerca de 75% do maior curvatura do tampo (cerca de 75% do raio externo).raio externo).

61
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Os tampos normalmente são fabricados por Os tampos normalmente são fabricados por prensagem da calota central e rebordeamento prensagem da calota central e rebordeamento nas margens. nas margens.
►►Caso a sua conformação provoque uma Caso a sua conformação provoque uma deformação nas fibras externas superior a 5%, deformação nas fibras externas superior a 5%, o Código ASME exige a realização de um o Código ASME exige a realização de um tratamento térmico de alívio de tensões.tratamento térmico de alívio de tensões.

62
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Capítulo 2Capítulo 2
Normas de projetoNormas de projeto

63
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Natureza e finalidade das normas de projetoNatureza e finalidade das normas de projeto►►São textos normativos desenvolvidos por São textos normativos desenvolvidos por
associações técnicas ou sociedades de associações técnicas ou sociedades de normalização públicas ou particulares de normalização públicas ou particulares de diversos países.diversos países.

64
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►As normas americanas de vasos de pressão As normas americanas de vasos de pressão (Código ASME) abrangem não só critérios, (Código ASME) abrangem não só critérios, fórmulas de cálculo e exigências de detalhes de fórmulas de cálculo e exigências de detalhes de projeto, mas também regras, detalhes e projeto, mas também regras, detalhes e exigências de fabricação e montagem, inclusive exigências de fabricação e montagem, inclusive inspeção.inspeção.

65
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►O escopo ou o campo de aplicação de cada norma O escopo ou o campo de aplicação de cada norma é definido previamente, por exemplo, o Código é definido previamente, por exemplo, o Código ASME não é aplicado para vasos com pressões ASME não é aplicado para vasos com pressões inferiores a 1,05 kgf/cm2 (15 psi) manométricos.inferiores a 1,05 kgf/cm2 (15 psi) manométricos.
►►Devemos lembrar que as normas foram Devemos lembrar que as normas foram estabelecidas para principalmente garantir estabelecidas para principalmente garantir condições mínimas de segurançacondições mínimas de segurança para a para a operação.operação.

66
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Qualquer norma é um conjunto coerente, ou seja, Qualquer norma é um conjunto coerente, ou seja, suas exigências são todas intersuas exigências são todas inter--relacionadas e relacionadas e mutuamente interdependentes. Este ponto é mutuamente interdependentes. Este ponto é extremamente importante:extremamente importante:
““NÃO PODEMOS MISTURAR CÓDIGOS NÃO PODEMOS MISTURAR CÓDIGOS DIVERSOSDIVERSOS”.”.

67
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Comentários Comentários ►►A filosofia geral das normas consiste em limitar A filosofia geral das normas consiste em limitar
as tensões nos componentes elementares do as tensões nos componentes elementares do vaso a uma fração de uma característica vaso a uma fração de uma característica mecânica do material (limite de ruptura, limite mecânica do material (limite de ruptura, limite de escoamento, deformação por fluência).de escoamento, deformação por fluência).
►►Desta forma, a filosofia de projeto é embutida Desta forma, a filosofia de projeto é embutida no Código.no Código.

68
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Do Código ASME, por exemplo, é citada a Do Código ASME, por exemplo, é citada a expressão “expressão “vazar antes de rompervazar antes de romper” (” (leak leak before breakbefore break). ).
►►Está implícita, assim, a sua limitação sobre a Está implícita, assim, a sua limitação sobre a tensão de escoamento do metal e seu cuidado tensão de escoamento do metal e seu cuidado de não atingir uma região de comportamento de não atingir uma região de comportamento frágil deste material.frágil deste material.

69
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Contudo, nenhuma norma de projeto destinaContudo, nenhuma norma de projeto destina--se se a substituir ou a diminuir a responsabilidade do a substituir ou a diminuir a responsabilidade do projetista. Caberá a ele a aplicação criteriosa do projetista. Caberá a ele a aplicação criteriosa do Código e sua será a responsabilidade integral.Código e sua será a responsabilidade integral.

70
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►É interessante notar que as normas são É interessante notar que as normas são documentos dinâmicosdocumentos dinâmicos, submetidos , submetidos rotineiramente a revisões e atualizações, rotineiramente a revisões e atualizações, acréscimos e até possíveis correções. Por este acréscimos e até possíveis correções. Por este motivo, o projetista deve estar atento à última motivo, o projetista deve estar atento à última edição da norma e das variações que ela sofreu.edição da norma e das variações que ela sofreu.

71
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
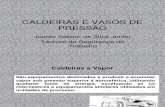
►►Entre 1870 e 1910, pelo menos 10.000 Entre 1870 e 1910, pelo menos 10.000 explosões em caldeiras foram registradas na explosões em caldeiras foram registradas na América do Norte. Após 1910, a taxa se elevou América do Norte. Após 1910, a taxa se elevou para 1.300 a 1.400 falhas ao ano. Em 1905, para 1.300 a 1.400 falhas ao ano. Em 1905, ocorreu um explosão de caldeira em uma fábrica ocorreu um explosão de caldeira em uma fábrica de sapatos em de sapatos em BrocktonBrockton, Massachusetts (EUA), , Massachusetts (EUA), que motivou a criação de norma que motivou a criação de norma regulatóriaregulatória, , denominada denominada Massachusetts Massachusetts RulesRules,, sobre o sobre o projeto e construção de caldeiras, emitida em projeto e construção de caldeiras, emitida em 1907. 1907.

72
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
The Brockton, Massachusetts shoe factory (58 mortos e 117
feridos)
Shoe factory after the boiler explosion of March 20, 1905 which led to the adoption of many state boiler codes and the ASME Boiler and Pressure Vessel Code (Hartford Steam Boiler Inspection & Insurance Company).

73
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► O Comitê de Caldeiras do ASME foi criado em 1911, O Comitê de Caldeiras do ASME foi criado em 1911, com publicação da primeira edição do código em 1914com publicação da primeira edição do código em 1914--1915, exclusivamente para Caldeiras Estacionárias 1915, exclusivamente para Caldeiras Estacionárias (Seção I). Em 1924, seria publicada a Seção VIII, (Seção I). Em 1924, seria publicada a Seção VIII, referente a vasos de pressão não sujeitos a chama. referente a vasos de pressão não sujeitos a chama. Nesta época já existiam normas européias para Nesta época já existiam normas européias para caldeiras e vasos de pressão.caldeiras e vasos de pressão.
►► Até a década de 60, os códigos eram baseados em Até a década de 60, os códigos eram baseados em critérios ditados pela experiência, pouca base teórica e critérios ditados pela experiência, pouca base teórica e mecanismos de falha mais simples. Simplesmente era mecanismos de falha mais simples. Simplesmente era exigido que a espessura do equipamento fosse capaz exigido que a espessura do equipamento fosse capaz de suportar a tensão máxima atuante, e que o material de suportar a tensão máxima atuante, e que o material fosse suficientemente dúctil de forma a acomodar, sem fosse suficientemente dúctil de forma a acomodar, sem riscos imediatos, tensões de pico e tensões geradas em riscos imediatos, tensões de pico e tensões geradas em regiões de descontinuidades geométricas.regiões de descontinuidades geométricas.

74
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Outro grupo, mais recentemente desenvolvido, tem por Outro grupo, mais recentemente desenvolvido, tem por filosofia a adoção de maiores tensões de projeto, filosofia a adoção de maiores tensões de projeto, associadas a uma rigorosa e criteriosa análise de associadas a uma rigorosa e criteriosa análise de tensões, aplicação de tensões, aplicação de teoria da plasticidade, conceitos teoria da plasticidade, conceitos de mecânica da fratura e da avaliação da vida útil a de mecânica da fratura e da avaliação da vida útil a fadigafadiga dos equipamentos. A motivação para este dos equipamentos. A motivação para este desenvolvimento decorreu do seguinte:desenvolvimento decorreu do seguinte:
►► O advento e difusão da tecnologia com a construção de O advento e difusão da tecnologia com a construção de reatores nucleares, que exigiam um maior conhecimento reatores nucleares, que exigiam um maior conhecimento de mecanismos de falha, análise e a classificação das de mecanismos de falha, análise e a classificação das tensões associadas a equipamentos, considerando a tensões associadas a equipamentos, considerando a elevada conseqüência de um vazamento do fluido;elevada conseqüência de um vazamento do fluido;
►► Necessidade de redução do conservadorismo no projeto Necessidade de redução do conservadorismo no projeto convencional de vasos de pressão e na identificação de convencional de vasos de pressão e na identificação de critérios deficientes para a definição do comportamento critérios deficientes para a definição do comportamento estrutural. estrutural.

75
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Com a redução do nível de insegurança na definição do Com a redução do nível de insegurança na definição do comportamento estrutural dos equipamentos, permitiucomportamento estrutural dos equipamentos, permitiu--se o se o estabelecimento de fatores de segurança mais adequados. O estabelecimento de fatores de segurança mais adequados. O ASME ASME SeçSeç.III, editado em 1963, foi o primeiro código a utilizar tais .III, editado em 1963, foi o primeiro código a utilizar tais desenvolvimentos. Como resultado da abordagem proposta foram desenvolvimentos. Como resultado da abordagem proposta foram identificados 2(dois) diferentes critérios de projeto:identificados 2(dois) diferentes critérios de projeto:
►► Projeto convencional (design Projeto convencional (design byby rulesrules): ): que emprega soluções que emprega soluções analíticas consagradas para o dimensionamento de vasos com analíticas consagradas para o dimensionamento de vasos com detalhes padronizados para a geometria dos componentes (casco, detalhes padronizados para a geometria dos componentes (casco, tampo, bocais, ..);tampo, bocais, ..);
►► Projeto alternativo (design Projeto alternativo (design byby analysisanalysis): ): que inclui componentes que inclui componentes com geometrias e/ou carregamentos não convencionais, onde o com geometrias e/ou carregamentos não convencionais, onde o dimensionamento depende de uma análise e classificação das dimensionamento depende de uma análise e classificação das tensões atuantes e comparação com valores admissíveis. O ASME tensões atuantes e comparação com valores admissíveis. O ASME SeçSeç.VIII .VIII –– Divisão 2 incorporou este critério de projeto em sua Divisão 2 incorporou este critério de projeto em sua primeira edição em 1968.primeira edição em 1968.

76
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Foram identificados, na época, 8 diferentes modos de Foram identificados, na época, 8 diferentes modos de falha, assim denominados:falha, assim denominados:
Deformação elástica excessiva incluindo Deformação elástica excessiva incluindo instabilidade elástica;instabilidade elástica;Deformação plástica excessiva;Deformação plástica excessiva;Fratura frágil;Fratura frágil;Deformação e tensões a altas temperaturas (Deformação e tensões a altas temperaturas (creepcreep););Instabilidade plástica (colapso incremental);Instabilidade plástica (colapso incremental);Fadiga de baixo ciclo;Fadiga de baixo ciclo;Corrosão sob tensão;Corrosão sob tensão;CorrosãoCorrosão--fadiga.fadiga.

77
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Nesta época, os cálculos eram basicamente analíticos Nesta época, os cálculos eram basicamente analíticos e desenvolvidos segundo teoria de cascas e placas. O e desenvolvidos segundo teoria de cascas e placas. O cálculo numérico, com ferramentas mais poderosas, cálculo numérico, com ferramentas mais poderosas, tais como o método dos elementos finitos era ainda tais como o método dos elementos finitos era ainda restrito a trabalhos científicos mais específicos. Isto restrito a trabalhos científicos mais específicos. Isto explica a definição de tensões admissíveis e explica a definição de tensões admissíveis e mecanismos de falha com regras simples, baseadas mecanismos de falha com regras simples, baseadas em teorias de viga e cascas, que prevalece até hoje, em teorias de viga e cascas, que prevalece até hoje, por exemplo no código ASME.por exemplo no código ASME.
►► Os mecanismos de falha identificados pelo ASME são Os mecanismos de falha identificados pelo ASME são evitados, para equipamentos novos, com adoção de evitados, para equipamentos novos, com adoção de tensões admissíveis e critérios de dimensionamento, tensões admissíveis e critérios de dimensionamento, substanciados por fatores de segurança adequados.substanciados por fatores de segurança adequados.

78
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Para o caso de Para o caso de deformação elástica excessivadeformação elástica excessiva e e instabilidade elásticainstabilidade elástica, não apenas a tensão atuante , não apenas a tensão atuante no equipamento deve ser limitada, mas também no equipamento deve ser limitada, mas também considerações sobre a rigidez do componente são considerações sobre a rigidez do componente são fundamentais para que estes mecanismos de falha não fundamentais para que estes mecanismos de falha não ocorram. A ocorram. A fratura frágilfratura frágil é melhor evitada com a é melhor evitada com a seleção e qualificação de materiais com maior seleção e qualificação de materiais com maior tenacidade, não susceptíveis a uma fratura brusca.tenacidade, não susceptíveis a uma fratura brusca.
►► A A fadiga de baixo ciclofadiga de baixo ciclo, , corrosão sob tensãocorrosão sob tensão e e corrosãocorrosão--fadigafadiga estão relacionados a seleção estão relacionados a seleção adequada dos materiais base e junta soldada, adequada dos materiais base e junta soldada, requisitos de fabricação, detalhes de projeto, etc,...requisitos de fabricação, detalhes de projeto, etc,...
►► A A deformação plástica excessivadeformação plástica excessiva e o e o colapso colapso plástico incrementalplástico incremental são evitados através do são evitados através do dimensionamento dos componentes, considerando os dimensionamento dos componentes, considerando os diversos tipos de tensões e seus efeitos.diversos tipos de tensões e seus efeitos.

79
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Os principais códigos de projeto, fabricação, montagem Os principais códigos de projeto, fabricação, montagem e testes de vasos de pressão são os seguintes:e testes de vasos de pressão são os seguintes:
PaPaííss CCóódigodigo InstituiInstituiççãoão ResponsResponsáávelvelU.S U.S ASME Boiler & Pressure Vessel CodeASME Boiler & Pressure Vessel Code ASMEASME
U.KU.K PD 5500 Unfired Fusion Welded Pressure PD 5500 Unfired Fusion Welded Pressure VesselsVessels British Standard InstituteBritish Standard Institute
GermanyGermany AD AD MerblatterMerblatter ArbeitsgemeinschaftArbeitsgemeinschaftDruckbehalterDruckbehalter
ItalyItaly ANCCANCC AssociazioneAssociazione NationaleNationale Per Il Per Il ControlloControllo PeulaPeulaCombustioneCombustione
NetherlandsNetherlands RegeisRegeis VoorVoor ToestellenToestellen DienstDienst voorvoor hethet StoomvezenStoomvezen
SwedenSweden TryckkarlsTryckkarls kommissionenkommissionen Swedish Pressure Vessel CommissionSwedish Pressure Vessel Commission
AustraliaAustralia AS 1210 Unfired Pressure VesselsAS 1210 Unfired Pressure Vessels Standards Association of AustraliaStandards Association of Australia
BelgiumBelgium IBN Construction Code for Pressure VesselsIBN Construction Code for Pressure Vessels Belgian Standards InstituteBelgian Standards Institute
JapanJapan MITI CodeMITI Code Ministry of International Trade and IndustryMinistry of International Trade and Industry
FranceFrance SNCT Construction Code for Unfired Pressure SNCT Construction Code for Unfired Pressure VesselsVessels
SyndicatSyndicat NationalNational de la de la ChaudronnerieChaudronnerie et de la et de la TuyauterieTuyauterie IndustrielleIndustrielle
BrasilBrasil PP--NBNB--109109 ABNTABNT

80
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Elaborado pela Elaborado pela BritishBritish StandardsStandards InstitutionInstitution : materiais, projeto, : materiais, projeto, fabricação, inspeção e testes dos vasos de pressão.fabricação, inspeção e testes dos vasos de pressão.
SEÇÃO 1 SEÇÃO 1 -- Parte Geral;Parte Geral;SEÇÃO 2 SEÇÃO 2 -- Materiais;Materiais;SEÇÃO 3 SEÇÃO 3 -- Projeto;Projeto;SEÇÃO 4 SEÇÃO 4 -- Fabricação e Montagem;Fabricação e Montagem;SEÇÃO 5 SEÇÃO 5 -- Inspeção e TestesInspeção e Testes
►► Apêndices principais :Apêndices principais :Apêndice A Apêndice A -- Análise de Tensões, similar ao ASME Análise de Tensões, similar ao ASME SeçSeç.VIII .VIII --Div.2;Div.2;Apêndice B Apêndice B -- Efeito combinado de outros carregamentos;Efeito combinado de outros carregamentos;Apêndice C Apêndice C -- Fadiga;Fadiga;Apêndice G Apêndice G -- Cargas localizadas.Cargas localizadas.

81
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Elaborado pela Associação dos Construtores de Vasos Elaborado pela Associação dos Construtores de Vasos de Pressão.de Pressão.
SÉRIE G SÉRIE G -- Parte Geral;Parte Geral;SÉRIE A SÉRIE A -- Acessórios;Acessórios;SÉRIE B SÉRIE B -- Projeto;Projeto;SÉRIE W SÉRIE W -- Materiais.Materiais.SÉRIE HP SÉRIE HP –– Fabricação e TestesFabricação e TestesSÉRIE N SÉRIE N –– Materiais não metálicosMateriais não metálicosSÉRIE S SÉRIE S –– Casos especiais Informações gerais :Casos especiais Informações gerais :
•• Dimensionamento através de tensões de membrana Dimensionamento através de tensões de membrana --fórmulas simplificadas;fórmulas simplificadas;
•• Tensão calculada corrigida através de fatores de forma;Tensão calculada corrigida através de fatores de forma;•• Tensões admissíveis mais elevadas que o código Tensões admissíveis mais elevadas que o código
ASME, por exemplo;ASME, por exemplo;•• Maiores exigências sobre o material, fabricação e Maiores exigências sobre o material, fabricação e
inspeção.inspeção.

82
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Código ASME, Seção VIII, Divisão 1Código ASME, Seção VIII, Divisão 1►► É a norma de projeto mais difundida no Brasil.É a norma de projeto mais difundida no Brasil.►► Estão excluídos do seu escopo: Estão excluídos do seu escopo:
vasos sujeitos a chama;vasos sujeitos a chama;vasos sujeitos a ocupação humana;vasos sujeitos a ocupação humana;vasos com pressão de operação interna entre 0 a 15 vasos com pressão de operação interna entre 0 a 15 psigpsig ou ou acima de 3000 acima de 3000 psigpsig (210,9 kgf/cm2 (210,9 kgf/cm2 manman.);.);vasos com diâmetro inferior a 6 polegadas;vasos com diâmetro inferior a 6 polegadas;vasos para água pressurizada com pressão de operação até vasos para água pressurizada com pressão de operação até 300 300 psigpsig (cerca de 21 kgf/cm2 man);(cerca de 21 kgf/cm2 man);vasos para água quente com capacidade de até 120 galões vasos para água quente com capacidade de até 120 galões (0,454 m3) e temperatura até 210°F (99°C).(0,454 m3) e temperatura até 210°F (99°C).

83
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Estão incluídos os evaporadores e os trocadores Estão incluídos os evaporadores e os trocadores de calor (sem chama) onde há geração de de calor (sem chama) onde há geração de vapor e outros vasos nos quais possa haver vapor e outros vasos nos quais possa haver geração de vapor, desde que não sujeitos à geração de vapor, desde que não sujeitos à chama, e desde que atendam os requisitos PGchama, e desde que atendam os requisitos PG--58, PG 59, PG58, PG 59, PG--60, PG 61 e PG60, PG 61 e PG--67 até PG67 até PG--73 do 73 do Código ASME , Seção I, conforme o Código ASME , Seção I, conforme o CodeCode CaseCase1855.1855.

84
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Embora as fórmulas explicitadas no Código Embora as fórmulas explicitadas no Código considerem apenas a pressão (interna ou considerem apenas a pressão (interna ou externa), os demais carregamentos (pesos, externa), os demais carregamentos (pesos, ação do vento, etc) devem ser considerados ação do vento, etc) devem ser considerados pelo projetista (ver Upelo projetista (ver U--2 (g)). 2 (g)).
►►Ou seja, a responsabilidade do projetista Ou seja, a responsabilidade do projetista estendeestende--se à análise das cargas a considerar e o se à análise das cargas a considerar e o modo como serão analisadas.modo como serão analisadas.

85
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A estrita aplicação do Código ASME exige que:A estrita aplicação do Código ASME exige que:o fabricante seja formalmente autorizado pelo ASME (selo ou o fabricante seja formalmente autorizado pelo ASME (selo ou stampstamp););seja feita uma inspeção formal, por Inspetor qualificado;seja feita uma inspeção formal, por Inspetor qualificado;seja feito um relatório (seja feito um relatório (ManufacturerManufacturer’s Data ’s Data ReportReport) de acordo ) de acordo com os formulários do apêndice W;com os formulários do apêndice W;sejam estabelecidas formalmente as condições de projeto do sejam estabelecidas formalmente as condições de projeto do equipamento:equipamento:margem de corrosão;margem de corrosão;indicação de serviço com fluido letal;indicação de serviço com fluido letal;necessidade de tratamentos térmicos, além daqueles exigidos necessidade de tratamentos térmicos, além daqueles exigidos pelo Código;pelo Código;observância dos parágrafos PGobservância dos parágrafos PG--59 a PG59 a PG--61 do Código ASME, 61 do Código ASME, Seção I, para os vasos incluídos em sistemas de geração de Seção I, para os vasos incluídos em sistemas de geração de vapor.vapor.

86
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► É o código É o código tradicionalmente tradicionalmente utilizado no Brasil : utilizado no Brasil : materiais, projeto, materiais, projeto, fabricação, fabricação, montagem e testes montagem e testes da maioria dos da maioria dos vasos de pressão, vasos de pressão, permutadores e permutadores e caldeiras utilizadas caldeiras utilizadas na indústria do na indústria do petróleo. petróleo.
Seção Conteúdo
I Caldeiras (Rules for Construction of Power Boilers)
II Materiais (Materials)
Part A — Ferrous Material Specifications Part B — Nonferrous Material Specifications Part C — Specifications for Welding Rods, Electrodes, and Filler Metals Part D — Properties (Customary) Part D — Properties (Metric)
III
Instalações nucleares (Div.1 e Div.2)
Subsection NCA — General Requirements for Division 1 and Division 2 Division 1 Subsection NB — Class 1 Components Subsection NC — Class 2 Components Subsection ND — Class 3 Components Subsection NE — Class MC Components Subsection NF — Supports Subsection NG — Core Support Structures Subsection NH — Class 1 Components in Elevated Temperature Service Appendices Division 2 — Code for Concrete Containments Division 3 — Containments for Transport and Storage of Spent Nuclear Fuel and High Level Radioactive Material and Waste
IV Caldeiras para aquecimento (Rules for Construction of Heating Boilers)
V Ensaios não destrutivos
VI Instalação e recomendações para operação de caldeiras para aquecimento (Recommended Rules for the Care and Operation of Heating Boilers)
VII Instalação e recomendações para operação de caldeiras (Recommended Guidelines for the Care of Power Boilers)
VIII
Vasos de pressão (Div.1, Div.2 e Div.3)
Rules for Construction of Pressure Vessels Division 1 Division 2 — Alternative Rules Division 3 — Alternative Rules for Construction of High Pressure Vessels
IX Qualificação de soldagem (Welding and Brazing Qualifications)
X Vasos de pressão de plástico (Fiber-Reinforced Plastic Pressure Vessels)
XI Recomendações para inspeção de instalações nucleares (Rules for Inservice Inspection of Nuclear Power Plant Components)
XII Recomendações para fabricação e extensão de uso de tanques transportáveis (Rules for Construction and Continued Service of Transport Tanks)

87
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► É o projeto convencional dos vasos de pressão. A filosofia de É o projeto convencional dos vasos de pressão. A filosofia de projeto da Divisão 1 está bem explícita no parágrafo UGprojeto da Divisão 1 está bem explícita no parágrafo UG--23 (c), do 23 (c), do código, onde se lê :código, onde se lê :
“A espessura de parede de um vaso de pressão dimensionado “A espessura de parede de um vaso de pressão dimensionado de acordo com as regras estabelecidas nesta divisão deve ser de acordo com as regras estabelecidas nesta divisão deve ser tal que a tensão máxima primária geral de membrana, resultante tal que a tensão máxima primária geral de membrana, resultante dos carregamentos a que esteja sujeito o equipamento durante dos carregamentos a que esteja sujeito o equipamento durante sua operação normal não exceda os limites de tensão sua operação normal não exceda os limites de tensão admissível do material do vaso e que, excetuandoadmissível do material do vaso e que, excetuando--se alguns se alguns casos especiais os carregamentos a que esteja sujeito o vaso casos especiais os carregamentos a que esteja sujeito o vaso não provoquem uma tensão primária de membrana mais flexão não provoquem uma tensão primária de membrana mais flexão superior a 1 ½ da tensão máxima admissível do material do superior a 1 ½ da tensão máxima admissível do material do vaso”.vaso”.
►► É sabido que podem ocorrer elevadas tensões nas É sabido que podem ocorrer elevadas tensões nas descontinuidades nos vasos de pressão, mas as regras de projeto descontinuidades nos vasos de pressão, mas as regras de projeto e e de fabricação desta divisão foram estabelecidas de modo a limitade fabricação desta divisão foram estabelecidas de modo a limitar r tais tensões a um nível seguro consistente com a experiência tais tensões a um nível seguro consistente com a experiência adquirida.adquirida.

88
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Subsection A - General Requirements Requisitos gerais, aplicáveis a todos os vasos de pressão.
Part UG - General Requirements for All Methods of Construction and All Materials:
Scope / Materials / Design / Openings and Reinforcements / Braced and Stayed Surfaces / Ligaments / Fabrication / Inspection and Tests / Marking and Reports / Pressure Relief Devices Subsection B : Requirements Pertaining to Methods of Fabrication of Pressure Vessels Requisitos específicos, aplicáveis em função do método de fabricação.
Part UW : Requirements for Pressure Vessels Fabricated by Welding
Part UF : Requirements for Pressure Vessels Fabricated by Forging
Part UB - Requirements for Pressure Vessels Fabricated by Brazing

89
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Subsection C : Requirements Pertaining to Classes of Materials Requisitos específicos, aplicáveis em função do tipo de material utilizado na fabricação.
Part UCS : Requirements for Pressure Vessels Constructed of Carbon and Low Alloy Steels
Part UNF : Requirements for Pressure Vessels Constructed of Nonferrous Materials
Part UHA : Requirements for Pressure Vessels Constructed of High Alloy Steel
Part UCI : Requirements for Pressure Vessels Constructed of Cast Iron
Part UCL : Requirements for Welded Pressure Vessels Constructed of Material With Corrosion Resistant Integral Cladding, Weld Metal Overlay Cladding or With Applied Linings
Part UCD : Requirements for Pressure Vessels Constructed of Cast Ductile Iron
Part UHT : Requirements for Pressure Vessels Constructed of Ferritic Steels With Tensile Properties Enhanced by Heat Treatment
Part ULW : Requirements for Pressure Vessels Fabricated by Layered Construction
Part ULT : Alternative Rules for Pressure Vessels Constructed Having Higher Allowable Stresses at Low Temperature
Part UHX : Rules for Shell-and-Tube Heat Exchangers

90
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
UWSoldagem
UFForjamento
UB Brazagem
ULT Aços para
baixas temperaturas
ULW Vasos de paredes múltiplas
UHT Aços de alta resistência
UCS Aços
carbono e baixa liga
UNF Materiais não
ferrosos
UHA Aços de alta
liga UCI Ferro
fundido
UCL Aços
cladeados ou revestidos
UCD Ferro
fundido maleável
Subseção B
Requisitos Relativos ao Método de Fabricação
Subseção C Requisitos Relativos aos Materiais
Subseção ARequisitos Gerais

91
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOApêndicesApêndices ObrigatObrigatóóriosrios
1: Supplementary Design Formulas
2: Rules for Bolted Flange Connections With Ring Type Gaskets
3: Definitions
4: Rounded Indications Charts Acceptance Standard for Radiographically Determined Rounded Indications in Welds
6: Methods for Magnetic Particle Examination (MT)
7: Examination of Steel Castings
8: Methods for Liquid Penetrant Examination (PT)
9: Jacketed Vessels
10: Quality Control System
11: Capacity Conversions for Safety Valves
12: Ultrasonic Examination of Welds (UT)
13: Vessels of Noncircular Cross Section
14: Integral Flat Heads With a Large, Single, Circular, Centrally-Located Opening
16: Submittal of Technical Inquiries to the Boiler and Pressure Vessel Committee
17: Dimpled or Embossed Assemblies
18: Adhesive Attachment of Nameplates
19: Electrically Heated or Gas Fired Jacketed Steam Kettles

92
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOApêndicesApêndices ObrigatObrigatóóriosrios20: Hubs of Tubesheets and Flat Heads Machined From Plate
21: Jacketed Vessels Constructed of Work-Hardened Nickel
22: Integrally Forged Vessels
23: External Pressure Design of Copper, Copper Alloy, and Titanium Alloy Seamless Condenser and Heat Exchanger Tubes with Integral Fins
24: Design Rules for Clamp Connections
25: Acceptance of Testing Laboratories and Authorized Observers for Capacity Certification of Pressure Relief Valves
26: Pressure Vessel and Heat Exchanger Expansion Joints
27: Alternative Requirements for Glass-Lined Vessels
28: Alternative Corner Weld Joint Detail for Box Headers for Air-Cooled Heat Exchangers When Only One Member Is Beveled
29: Requirements for Steel Bars of Special Section for Helically Wound Interlocking Strip Layered Pressure Vessel
30 : Rules for Drilled Holes Not Penetrating Through Vessel Wall
31 : Rules for Cr-Mo Steels With Additional Requirements for Welding and Heat Treatment
32 : Local Thin Areas in Cylindrical Shells and in Spherical Segments of Shells
33 : Standards Units for Use in Equations

93
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOApêndice não obrigatApêndice não obrigatóóriosrios
A : Basis for Establishing Allowable Loads for Tube-to-Tubesheet Joints
C : Suggested Methods for Obtaining the Operating Temperature of Vessel Wall in Service
D : Suggested Good Practice Regarding Internal Structures
E : Suggested Good Practice Regarding Corrosion Allowance
F : Suggested Good Practice Regarding Linings
G : Suggested Good Practice Regarding Piping Reactions and Design of Supports and Attachments
K : Sectioning of Welded Joints
L : Examples Illustrating the Application of Code Formulas and Rules
M : Installation and Operation
P : Basis for Establishing Allowable Stress Value
R : Preheating
S : Design Considerations for Bolted Flange Connections
T : Temperature Protection
W : Guide for Preparing Manufacturer´s Data Reports
Y : Flat Face Flanges With Metal-to-Metal Contact Outside the Bolt Circle
DD : Guide to Information Appearing on Certificate of Authorization
EE : Half-Pipe Jackets
FF : Guide for the Design and Operation of Quick-Actuating (Quick-Opening) Closures
GG : Guidance for the Use of U.S. Customary and SI Units in the ASME Boiler and Pressure Vessel Code

94
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Exemplo : Exemplo : ►►Vaso projetado segundo critérios do código Vaso projetado segundo critérios do código
ASME ASME SeçSeç.VIII .VIII -- Div.1 Ed. 1995, Construção Div.1 Ed. 1995, Construção soldada com material base em aço carbonosoldada com material base em aço carbono
►►Seções a consultar : Seções a consultar : U U -- UG UG -- UW UW -- UCSUCS

95
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
UGUG UGUG UWUW UWUW1.1. Tolerâncias de Tolerâncias de
alinhamento de alinhamento de soldassoldas
2.2. Reparo de soldasReparo de soldas3.3. Procedimentos para Procedimentos para
tratamento ttratamento téérmico rmico apapóós soldagems soldagem
UCSUCS1.1. MateriaisMateriais2.2. Procedimentos para Procedimentos para
tratamento ttratamento téérmico rmico apapóós soldagems soldagem
3.3. OperaOperaçção em baixa ão em baixa temperaturatemperatura
1.1. Requisitos gerais Requisitos gerais para chapas, para chapas, forjados, tubos, etc,... forjados, tubos, etc,... com procedimentos com procedimentos de fabricade fabricaçção e ão e fornecimentofornecimento
2.2. CertificaCertificaçção de ão de materiaismateriais
3.3. PrPréé--fabricafabricaçção de ão de componentescomponentes
4.4. ConstruConstruçções ões especiaisespeciais
5.5. DefiniDefiniçção de ão de temperatura e temperatura e pressão de projetopressão de projeto
6.6. CarregamentosCarregamentos7.7. IndicaIndicaçção de onde ão de onde
retirar os valores de retirar os valores de tensões mtensões mááximas ximas admissadmissííveisveis
8.8. CorrosãoCorrosão
1.1. Dimensionamento a Dimensionamento a pressão interna e pressão interna e externa externa
2.2. Aberturas e reforAberturas e reforççosos3.3. Resistência de Resistência de
reforreforçços de aberturaos de abertura4.4. MMúúltiplas aberturasltiplas aberturas5.5. ““StandardsStandards”” para para
flanges e tubosflanges e tubos6.6. LigamentosLigamentos7.7. Tolerâncias de Tolerâncias de
fabricafabricaççãoão8.8. Requisitos para teste Requisitos para teste
de impactode impacto9.9. Teste hidrostTeste hidrostááticotico10.10.Teste pneumTeste pneumááticotico11.11.““ProofProof testtest”” para para
estabelecimento de estabelecimento de pressões mpressões mááximas ximas admissadmissííveisveis
1.1.Categorias de juntasCategorias de juntas2.2.Projeto de juntas Projeto de juntas soldadassoldadas
3.3.Exames de Exames de Radiografia e ultraRadiografia e ultra--somsom
4.4.Detalhes de solda Detalhes de solda permitidospermitidos
5.5.Detalhes de bocais Detalhes de bocais permitidospermitidos
6.6.PlugPlug weldswelds7.7.Soldas de fileteSoldas de filete8.8.Requisitos para Requisitos para procedimentos de procedimentos de soldagemsoldagem
9.9.Requisitos para Requisitos para qualificaqualificaçção de ão de procedimentos procedimentos

96
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Projeto alternativoProjeto alternativo de vasos de pressão;de vasos de pressão;►►Regras são mais restritivas quanto ao tipo de Regras são mais restritivas quanto ao tipo de
material a ser utilizado, mas permitematerial a ser utilizado, mas permite--se a se a utilização de maiores valores de intensificação utilização de maiores valores de intensificação de tensões de projeto na faixa de temperaturas de tensões de projeto na faixa de temperaturas na qual este valor é limitado pelo limite de na qual este valor é limitado pelo limite de resistência ou escoamento;resistência ou escoamento;
►►Procedimentos mais precisos de cálculo são Procedimentos mais precisos de cálculo são necessários; os procedimentos permissíveis de necessários; os procedimentos permissíveis de fabricação são especificamente delineados e fabricação são especificamente delineados e mais completos métodos de inspeção e teste mais completos métodos de inspeção e teste são exigidos.são exigidos.

97
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Filosofia de projeto da Divisão 2 Filosofia de projeto da Divisão 2 regras específicas regras específicas para o projeto de vasos mais comuns. Quando isto não para o projeto de vasos mais comuns. Quando isto não ocorre uma completa análise de tensões é necessária e ocorre uma completa análise de tensões é necessária e pode ser feita de acordo com os procedimentos pode ser feita de acordo com os procedimentos estabelecidos nos apêndices.estabelecidos nos apêndices.
ASME Section VIII ASME Section VIII –– Division 2Division 2Part AG Part AG -- General RequirementsGeneral RequirementsPart AM Part AM -- Material RequirementsMaterial RequirementsPart AD Part AD -- Design RequirementsDesign RequirementsPart AF Part AF -- Fabrication RequirementsFabrication RequirementsPart AR Part AR -- Pressure Relief DevicesPressure Relief DevicesPart AI Part AI -- Inspection and RadiographyInspection and RadiographyPart AT Part AT -- TestingTestingPart AS Part AS -- Marking, Stamping, Reports and RecordsMarking, Stamping, Reports and Records

98
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
ApêndicesApêndices ObrigatObrigatóóriosrios1: Basis for Establishing Design Stress Intensity Values1: Basis for Establishing Design Stress Intensity Values2: Charts for Determining Shell Thickness for Cylindrical and Sp2: Charts for Determining Shell Thickness for Cylindrical and Spherical Vessels herical Vessels
Under External PressureUnder External Pressure3: Rules for Bolted Flange Connections3: Rules for Bolted Flange Connections4: Design Based on Stress Analysis4: Design Based on Stress Analysis5: Design Based on Fatigue Analysis5: Design Based on Fatigue Analysis6: Experimental Stress Analysis6: Experimental Stress Analysis8: Rounded Indications Charts Acceptance Standard for 8: Rounded Indications Charts Acceptance Standard for RadiographicallyRadiographically
Determined Rounded Indications in WeldsDetermined Rounded Indications in Welds9: Nondestructive Examination9: Nondestructive Examination10: Capacity Conversions for Safety Valves10: Capacity Conversions for Safety Valves

99
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
ApêndicesApêndices ObrigatObrigatóóriosrios18: Quality Control System18: Quality Control System19: Definitions19: Definitions20: Requirements for Hubs of 20: Requirements for Hubs of TubesheetsTubesheets and Flat Heads Machined From Plateand Flat Heads Machined From Plate21: Submittal of Technical Inquiries to the Boiler and Pressure 21: Submittal of Technical Inquiries to the Boiler and Pressure Vessel Vessel
CommitteeCommittee22: Acceptance of Testing Laboratories and Authorized Observers 22: Acceptance of Testing Laboratories and Authorized Observers for Capacity for Capacity
Certification of Pressure Relief ValvesCertification of Pressure Relief Valves23: Adhesive Attachment of Nameplates23: Adhesive Attachment of Nameplates24: Requirements for Steel Bars of Special Section for Helically24: Requirements for Steel Bars of Special Section for Helically Wound Wound
Interlocking Strip Layered Pressure VesselInterlocking Strip Layered Pressure Vessel25 : Rules for Drilled Holes Not Penetrating Through Vessel Wall25 : Rules for Drilled Holes Not Penetrating Through Vessel Wall26 : Rules for Cr26 : Rules for Cr--Mo Steels With Additional Requirements for Welding and Heat Mo Steels With Additional Requirements for Welding and Heat
TreatmentTreatment27 : Standard Units for Use in Equations27 : Standard Units for Use in Equations

100
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
ApêndicesApêndices nãonão obrigatobrigatóóriosriosA : Installation and OperationA : Installation and OperationB : Temperature ProtectionB : Temperature ProtectionC : Suggested Methods for Obtaining the Operating Temperature ofC : Suggested Methods for Obtaining the Operating Temperature of Vessel Wall in ServiceVessel Wall in Service
D : PreheatingD : PreheatingE : Temperatures Ranges for Annealing and Hot Working and LimiteE : Temperatures Ranges for Annealing and Hot Working and Limited Service d Service
Temperatures for Nonferrous MaterialsTemperatures for Nonferrous Materials
G : Examples Illustrating the Application of Code Formulas and RG : Examples Illustrating the Application of Code Formulas and RulesulesI : Guide for Preparing I : Guide for Preparing ManufacturerManufacturer´́ss Data ReportsData ReportsJ : Basis for Establishing External Pressure ChartsJ : Basis for Establishing External Pressure ChartsK : Selection and Treatment of High Alloy SteelsK : Selection and Treatment of High Alloy SteelsL : Guide to Information Appearing on Certificate of AuthorizatiL : Guide to Information Appearing on Certificate of AuthorizationonM : Flange RigidityM : Flange RigidityN : Guidance for the Use of U.S. Customary and SI Units in the AN : Guidance for the Use of U.S. Customary and SI Units in the ASME Boiler and Pressure SME Boiler and Pressure
Vessel CodeVessel Code

101
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOa) a) EspessuraEspessura mmíínimanima de de paredeparede b) b) AnAnááliselise de de FadigaFadiga-- A A divisãodivisão 1 1 utilizautiliza ffóórmulasrmulas de de ccáálculolculo
simplificadassimplificadas, , baseadasbaseadas nana teoriateoria dada membranamembrana;;-- A A divisãodivisão 2 2 exigeexige umauma ananááliselise de de todastodas as as
tensõestensões atuantesatuantes emem cadacada parte do parte do vasovaso((apêndiceapêndice 4);4);
-- A A divisãodivisão 2 2 consideraconsidera a a possibilidadepossibilidade de de falhafalha porporfadigafadiga e e fornecefornece regrasregras parapara estaesta ananááliselise((apêndiceapêndice 5);5);
c) c) EscolhaEscolha dos dos materiaismateriais d) d) ProcessoProcesso de de fabricafabricaççãoão-- A A divisãodivisão 2 2 fazfaz exigênciasexigências adicionaisadicionais parapara a a
certificacertificaççãoão do material a ser do material a ser utilizadoutilizado nanafabricafabricaççãoão do do equipamentoequipamento (Parte AM);(Parte AM);
ExemploExemplo : : MaiorMaior nnúúmeromero de de corposcorpos de de provaprova nosnosexamesexames destrutivosdestrutivos ouou maiormaior quantidadequantidade de de examesexames nãonão--destrutivosdestrutivos ((requisitosrequisitos adicionaisadicionaisAMAM--2 a AM2 a AM--5)5)
-- A A divisãodivisão 2 2 éé maismais restritarestrita nana escolhaescolha de de materiaismateriais, , porporéémm permitepermite queque sejamsejam atingidasatingidastensõestensões admissadmissííveisveis maismais elevadaselevadas..
-- A A divisãodivisão 2 2 exigeexige requisitosrequisitos adicionaisadicionais referentesreferentesa a procedimentosprocedimentos de de soldagemsoldagem, , tratamentotratamentottéérmicormico, etc, (, etc, (artigosartigos AFAF--1 a AF1 a AF--8).8).
e) e) InspeInspeççãoão e testese testes f) f) GeralGeral-- EmboraEmbora osos critcritéériosrios de de aceitaaceitaççãoão sejamsejam osos
mesmosmesmos parapara as as duasduas divisõesdivisões, a , a divisãodivisão 2 2 nãonãoaceitaaceita as as limitalimitaççõesões de de abrangênciaabrangência de de examesexamesnãonão--destrutivosdestrutivos permitidaspermitidas nana divisãodivisão 1. 1.
ExemploExemplo : A : A divisãodivisão 2 2 nãonão admiteadmite radiografiaradiografiaparcialparcial (spot) (spot) emem juntas juntas soldadassoldadas..
-- A A divisãodivisão 2 2 nãonão limitalimita a a pressãopressão mmááximaxima de de operaoperaççãoão, , enquantoenquanto a a divisãodivisão 1 a 1 a limitalimita emem3.000,0 3.000,0 psipsi (212,0 Kgf/cm(212,0 Kgf/cm22).).

102
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Capítulo 3Capítulo 3
Tensões em Vasos de PressãoTensões em Vasos de Pressão

103
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Tensões admissíveis : são as tensões máximas Tensões admissíveis : são as tensões máximas adotadas no dimensionamento de um vaso de pressão.adotadas no dimensionamento de um vaso de pressão.
►► Coeficiente de segurança (CS) ou fator de segurança Coeficiente de segurança (CS) ou fator de segurança (FS), à relação entre o limite de escoamento ((FS), à relação entre o limite de escoamento (SSyy) ou de ) ou de resistência (Sresistência (Srr) e a tensão admissível () e a tensão admissível (SSadmadm) de um ) de um determinado material.determinado material.
►► Tensões admissíveis para temperaturas abaixo da Tensões admissíveis para temperaturas abaixo da temperatura de fluência estão relacionados com o limite temperatura de fluência estão relacionados com o limite de escoamento ou com o limite de resistência do de escoamento ou com o limite de resistência do material de construção do equipamento.material de construção do equipamento.

104
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Fatores que afetam a fixação dos valores das tensões Fatores que afetam a fixação dos valores das tensões admissíveis :admissíveis :
Tipo de material : Para materiais frágeis adotaTipo de material : Para materiais frágeis adota--se se um fator de segurança mais elevado que os um fator de segurança mais elevado que os adotados para materiais adotados para materiais dúteisdúteis;;Critério de cálculo : Uma tensão admissível só Critério de cálculo : Uma tensão admissível só deverá ser aplicada em combinação com o critério deverá ser aplicada em combinação com o critério de cálculo para o qual foi estabelecida. Cálculos de cálculo para o qual foi estabelecida. Cálculos grosseiros e grandes aproximações exigem fatores grosseiros e grandes aproximações exigem fatores de segurança maiores;de segurança maiores;Tipo de carregamento : A consideração de esforços Tipo de carregamento : A consideração de esforços cíclicos e alternados, choques e vibrações exige cíclicos e alternados, choques e vibrações exige uma redução no valor da tensão admissível uma redução no valor da tensão admissível determinada para esforços normais;determinada para esforços normais;

105
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Segurança : Equipamentos de grande periculosidade Segurança : Equipamentos de grande periculosidade envolvendo sério risco humano e material exigem envolvendo sério risco humano e material exigem elevados fatores de segurança;elevados fatores de segurança;Temperatura : A resistência mecânica de um Temperatura : A resistência mecânica de um material diminui com o aumento de temperatura e material diminui com o aumento de temperatura e consequentemente a tensão admissível também consequentemente a tensão admissível também cairá. Em temperaturas baixas o comportamento de cairá. Em temperaturas baixas o comportamento de vários materiais se altera, peças que sofreriam uma vários materiais se altera, peças que sofreriam uma fratura dúctil em temperatura ambiente passam a fratura dúctil em temperatura ambiente passam a sofrer fratura frágil com o abaixamento dessa sofrer fratura frágil com o abaixamento dessa temperatura.temperatura.

106
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Antes da edição de 1998, o código ASME utilizava um fator 4,0 ao lugar de 3,5, aplicado ao limite de resistência do material para a definição das tensões admissíveis para cálculo.
CCóódigo de digo de ProjetoProjeto Abaixo da faixa de Abaixo da faixa de creepcreep Acima da faixa de Acima da faixa de creepcreep
SSrr / 3,5 (temp. ambiente)/ 3,5 (temp. ambiente) 100% da tensão m100% da tensão méédia que provoca uma velocidade dedia que provoca uma velocidade dedeformadeformaçção de 0,01% em 1000 hão de 0,01% em 1000 h
SSrr / 3,5 (temp. de projeto)/ 3,5 (temp. de projeto) 67% da tensão m67% da tensão méédia que provoca ruptura apdia que provoca ruptura apóóss100.000 h.100.000 h.
(2/3)(2/3)SSyy (temp. ambiente)(temp. ambiente)(2/3)(2/3)SSyy (temp. de projeto)(temp. de projeto)
80% da tensão m80% da tensão míínima que provoca ruptura apnima que provoca ruptura apóóss100.000 h100.000 h
SSrr / 3,0 (temp. ambiente)/ 3,0 (temp. ambiente)SSrr / 3,0 (temp. de projeto)/ 3,0 (temp. de projeto)(2/3)(2/3)SSyy (temp. ambiente)(temp. ambiente)(2/3)(2/3)SSyy (temp. de projeto)(temp. de projeto)
SSyy / 1,5 (temp. de projeto)/ 1,5 (temp. de projeto)BSBS--55005500
SSrr / 2,35 (temp. ambiente)/ 2,35 (temp. ambiente)1 / 1,3 da tensão m1 / 1,3 da tensão méédia que provoca ruptura num tempodia que provoca ruptura num tempot, numa temperatura T, de acordo com o materialt, numa temperatura T, de acordo com o material
100% da tensão m100% da tensão méédia que provoca uma velocidade dedia que provoca uma velocidade dedeformadeformaçção de 0,01% em 1000 h.ão de 0,01% em 1000 h.
ADAD--MerkblatterMerkblatter SSyy / 1,5 (temp. de projeto)/ 1,5 (temp. de projeto)67% da tensão m67% da tensão méédia que provoca ruptura apdia que provoca ruptura apóóss100.000 h.100.000 h.
Não existem critNão existem critéérios para a região derios para a região decomportamento comportamento àà fluênciafluência
ASME VIII ASME VIII ––Div.2: Div.2: ““Design Design Stress Intensity Stress Intensity ValuesValues””
ASME VIII ASME VIII ––Div.1 : Div.1 : ““Allowable Allowable Stress Stress ValuesValues””♣♣

107
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Exemplo: diferenças no valor da tensão Exemplo: diferenças no valor da tensão admisíveladmisível e peso do e peso do equipamento para um material de especificação SAequipamento para um material de especificação SA--516 516 GrGr.60. .60. Propriedades mecânicas @ temperatura ambiente.Propriedades mecânicas @ temperatura ambiente.
Tensão de escoamento mínima = 32,0 ksiTensão de escoamento mínima = 32,0 ksiLimite de resistência = 60,0ksiLimite de resistência = 60,0ksi
Tensões AdmissTensões Admissííveis [ksi] veis [ksi] @ Temperatura Ambiente@ Temperatura Ambiente
ReduReduçção de Peso do ão de Peso do EquipamentoEquipamento
ASME ASME SeSeçç.VIII .VIII –– Divisão 1 Divisão 1 –– EdiEdiçção anterior a 1998ão anterior a 1998 15,0 0 %
ASME ASME SeSeçç.VIII .VIII –– Divisão 1 Divisão 1 –– EdiEdiçção posterior a 1998ão posterior a 1998 17,1 12,3 %
ASME ASME SeSeçç.VIII .VIII –– Divisão 2Divisão 2 20,0 25,0 %BSBS--55005500 21,3 29,6 %ADAD--MerkblatterMerkblatter 21,3 29,6 %

108
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A Edição de 1998 A Edição de 1998 –– Adenda 1999 do código ASME alterou o fator Adenda 1999 do código ASME alterou o fator de segurança a ser aplicado ao limite de resistência dos materiade segurança a ser aplicado ao limite de resistência dos materiais is para projetos utilizando a Seção VIII para projetos utilizando a Seção VIII –– Divisão 1. O valor foi Divisão 1. O valor foi reduzido de 4,0 para 3,5, após 55 anos de evolução dos materiaisreduzido de 4,0 para 3,5, após 55 anos de evolução dos materiais, , processos de soldagem e projeto dos equipamentos.processos de soldagem e projeto dos equipamentos.
►► O fator de segurança em 1914, quando do lançamento da primeira O fator de segurança em 1914, quando do lançamento da primeira Edição do código era 5,0 e foi mantido até 1944, quando da II Edição do código era 5,0 e foi mantido até 1944, quando da II Guerra Mundial e a necessidade de reduzir o conservadorismo dos Guerra Mundial e a necessidade de reduzir o conservadorismo dos projetos. A justificativa na época para a redução do fator de projetos. A justificativa na época para a redução do fator de segurança foi a seguinte: "segurança foi a seguinte: "greatgreat improvementsimprovements in in thethe art of art of weldingwelding." Assim o fator foi reduzido para 4,0 e o teste hidrostático ." Assim o fator foi reduzido para 4,0 e o teste hidrostático foi alterado de um fator 2,0 para 1,5.foi alterado de um fator 2,0 para 1,5.

109
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Estas alterações não Estas alterações não possuiampossuiam base técnica sólida e foram base técnica sólida e foram motivadas mais por razões econômicas e emocionais do que na motivadas mais por razões econômicas e emocionais do que na qualidade intrínseca das soldagens realizadas nos equipamentos. qualidade intrínseca das soldagens realizadas nos equipamentos. Muitos dos processo de soldagem atualmente utilizados eram Muitos dos processo de soldagem atualmente utilizados eram apenas desenvolvimento na década de 40 (apenas desenvolvimento na década de 40 (gasgas metal arc, metal arc, gasgastungstentungsten arc, arc, andand submergedsubmerged processes, processes, lowlow hydrogenhydrogen electrodeselectrodes, , flux core flux core processprocess, , electroelectro--slagslag processprocess, , electronelectron beambeam processprocess, , andandlaser laser weldingwelding processprocess). Após a Guerra, o fator retornou a 5,0, se ). Após a Guerra, o fator retornou a 5,0, se mantendo até a Edição de 1951 do código que estabeleceu mantendo até a Edição de 1951 do código que estabeleceu definitavementedefinitavemente o valor de 4,0 para o fator de segurança.o valor de 4,0 para o fator de segurança.
►► A atual mudança no fator foi realizada com base na qualidade dosA atual mudança no fator foi realizada com base na qualidade dosmateriais, melhoria dos processos de soldagem, consumíveis, materiais, melhoria dos processos de soldagem, consumíveis, métodos de inspeção e em códigos de outros países.métodos de inspeção e em códigos de outros países.

110
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Em 1944, o conceito de tenacidade do material era Em 1944, o conceito de tenacidade do material era restrito a laboratórios, sem aplicação industrial de restrito a laboratórios, sem aplicação industrial de projetos e conceitos baseados na mecânica da fratura. O projetos e conceitos baseados na mecânica da fratura. O alívio de tensões residuais e o préalívio de tensões residuais e o pré--aquecimento na aquecimento na soldagem somente passaram a ser incorporados no soldagem somente passaram a ser incorporados no código ASME a partir da Edição de 1962.código ASME a partir da Edição de 1962.
►► O único ensaio nãoO único ensaio não--destrutivo disponível em 1944 era a destrutivo disponível em 1944 era a radiografia, em estágios iniciais de desenvolvimento. O radiografia, em estágios iniciais de desenvolvimento. O ensaio de ultraensaio de ultra--som apenas em 1947 teve um maior som apenas em 1947 teve um maior importância com o desenvolvimento do cabeçote angular.importância com o desenvolvimento do cabeçote angular.

111
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► O Governo Americano patrocinou um estudo para O Governo Americano patrocinou um estudo para determinar as causas das falhas e avaliar fatores determinar as causas das falhas e avaliar fatores metalúrgicas que contribuíram para estas falhas. metalúrgicas que contribuíram para estas falhas. Preliminarmente foi determinado que a causa das falhas Preliminarmente foi determinado que a causa das falhas era geralmente relacionada a fratura frágil. O estudo era geralmente relacionada a fratura frágil. O estudo também mostrou que altos níveis de carbono, fósforo, também mostrou que altos níveis de carbono, fósforo, molibdênio e arsênico na composição, aumentam a molibdênio e arsênico na composição, aumentam a temperatura de transição, enquanto que o níquel, silício, temperatura de transição, enquanto que o níquel, silício, manganês e cobre reduzem a temperatura de transição manganês e cobre reduzem a temperatura de transição do material. Os resultados deste e outros estudos do material. Os resultados deste e outros estudos auxiliaram a compreender a importância da tenacidade a auxiliaram a compreender a importância da tenacidade a fratura para a prevenção de falhas em componentes fratura para a prevenção de falhas em componentes pressurizados. Apesar disso, estas informações não pressurizados. Apesar disso, estas informações não eram disseminadas em 1944.eram disseminadas em 1944.

112
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► O teste de “O teste de “dropdrop weightweight” não foi desenvolvido até o final ” não foi desenvolvido até o final dos anos 40, e os conceitos de mecânica da fratura dos anos 40, e os conceitos de mecânica da fratura eram uma curiosidade de laboratório de 1944. eram uma curiosidade de laboratório de 1944.
►► A aplicação da mecânica da fratura para vasos de A aplicação da mecânica da fratura para vasos de pressão e as informações necessárias para tornar o pressão e as informações necessárias para tornar o método viável para a determinação da adequação ao método viável para a determinação da adequação ao uso foram extensivamente discutidas em uma uso foram extensivamente discutidas em uma publicação de 1967 do publicação de 1967 do OakOak RidgeRidge NationalNational LaboratoryLaboratory. . Este documento motivou a formação do programa Este documento motivou a formação do programa HeavyHeavySectionSection SteelSteel TechnologyTechnology, que transformou os conceitos , que transformou os conceitos de mecânica da fratura em procedimentos para uso de mecânica da fratura em procedimentos para uso prático.prático.

113
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A mecânica da fratura é utilizada pela A mecânica da fratura é utilizada pela SectionSection XI of XI of thethe ASME Boiler ASME Boiler andand PressurePressure VesselVessel CodeCode para determinar a integridade de vasos de para determinar a integridade de vasos de pressão da área nuclear. A experiência na utilização destes concpressão da área nuclear. A experiência na utilização destes conceitos eitos foram base das recentes revisões nos requisitos de tenacidade daforam base das recentes revisões nos requisitos de tenacidade daSeção VIII e para as considerações de projeto da Divisão 3 do ASSeção VIII e para as considerações de projeto da Divisão 3 do ASME ME Seção VIII, para altas pressões. Seção VIII, para altas pressões.
►► O efeito da redução do fator de segurança de 4 para 3,5 e o aumeO efeito da redução do fator de segurança de 4 para 3,5 e o aumento nto das tensões admissíveis, obtidas nas tabelas 1A e 1B da Seção IIdas tensões admissíveis, obtidas nas tabelas 1A e 1B da Seção II ––Parte D, foram da ordem de 14,3% na faixa de temperatura em que Parte D, foram da ordem de 14,3% na faixa de temperatura em que as propriedades mecânicas são inalteradas com o tempo, abaixo daas propriedades mecânicas são inalteradas com o tempo, abaixo dazona de zona de creepcreep. Não foram alteradas as tensões em temperaturas sob . Não foram alteradas as tensões em temperaturas sob a influência do a influência do creepcreep. .
►► O conservadorismo da Seção I e Seção VIII O conservadorismo da Seção I e Seção VIII –– Divisão 1 continua Divisão 1 continua significante. A probabilidade de falha de um componente devido asignificante. A probabilidade de falha de um componente devido atensão excessiva é considerada reduzida.tensão excessiva é considerada reduzida.

114
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Em um ensaio de tração simples existe um ponto determinado no Em um ensaio de tração simples existe um ponto determinado no diagrama tensão x deformação em que o material inicia a se diagrama tensão x deformação em que o material inicia a se deformar plasticamente. Nesse caso a tensão é uniaxial. deformar plasticamente. Nesse caso a tensão é uniaxial.
ε = ΔL/L
σ = P/Ao , P/A
σf
Su
Sy
Se
εp εe
εt = εe + εp
δf
σ
E
0,2% 0,5%
Curva de Engenharia
Curva de Verdadeira
E – módulo de elasticidadeSy – limite de escoamento 0,2% ou 0,5%Su – limite de resistência a traçãoσf – resistência à tração verdadeira;δf – alongamento após a fratura;ψf – redução precentual de área = 100.(Ao – Af)/Ao;εf – alongamento após a fratura real (ductilidade à fratura).

115
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►A ocorrência de um estado A ocorrência de um estado triaxialtriaxial de tensões de tensões acarreta um comportamento de material acarreta um comportamento de material diferente do obtido anteriormente. Existe diferente do obtido anteriormente. Existe portanto a necessidade de traduzir um estado portanto a necessidade de traduzir um estado de tensões complexo em um valor “equivalente” de tensões complexo em um valor “equivalente” que poderia ser comparado com as que poderia ser comparado com as propriedades do material determinadas no propriedades do material determinadas no ensaio de tração. A essa equivalência ensaio de tração. A essa equivalência denominadenomina--se “Critério de Escoamento”.se “Critério de Escoamento”.

116
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Considere como exemplo o cilindro de parede fina que Considere como exemplo o cilindro de parede fina que está submetido a um esforço de tração está submetido a um esforço de tração PP, um momento , um momento de torção de torção TT e uma pressão interna e uma pressão interna pp..
►► Pela variação de pressão, força axial e momento de Pela variação de pressão, força axial e momento de torção é possível obter várias combinações de tensões, torção é possível obter várias combinações de tensões, que resultam em diferentes direções principais. Como que resultam em diferentes direções principais. Como determinar se uma combinação de carregamentos determinar se uma combinação de carregamentos qualquer gera qualquer gera plastificaçãoplastificação no cilindro?no cilindro?
T
P P
T
p

117
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Os critérios de escoamento são representações desses Os critérios de escoamento são representações desses estados de tensões de acordo com diversas teorias de estados de tensões de acordo com diversas teorias de plastificaçãoplastificação. Serão apresentados 3(tres) Critérios de . Serão apresentados 3(tres) Critérios de Escoamento : Teoria da Tensão Máxima ou Critério de Escoamento : Teoria da Tensão Máxima ou Critério de RankineRankine, Teoria da Tensão Cisalhante Máxima ou , Teoria da Tensão Cisalhante Máxima ou Critério de Critério de TrescaTresca e a Teoria de Energia de Distorção ou e a Teoria de Energia de Distorção ou Critério de Von Critério de Von MisesMises..

118
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► --Teoria de Tensão Máxima ou Critério de Teoria de Tensão Máxima ou Critério de RankineRankine (W. (W. RankineRankine –– 1850)1850)
►► Esta teoria assume que o escoamento vai ocorrer quando a Esta teoria assume que o escoamento vai ocorrer quando a máxima tensão atuante em um material atingir a tensão de máxima tensão atuante em um material atingir a tensão de escoamento do material. Para um material que possua os escoamento do material. Para um material que possua os mesmos valores para o escoamento à tração e à mesmos valores para o escoamento à tração e à compressão, temos :compressão, temos :
►► σσ11 > > σσ22 > > σσ33 σσ11 = = ±± σσyy►► A representação gráfica para um estado biaxial de tensões A representação gráfica para um estado biaxial de tensões
é dada pelo quadrado. (Critério utilizado pelo código ASME é dada pelo quadrado. (Critério utilizado pelo código ASME Seção VIII Seção VIII –– Divisão 1).Divisão 1).

119
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Teoria de Tensão Cisalhante Máxima ou Critério de Teoria de Tensão Cisalhante Máxima ou Critério de TrescaTresca (H (H TrescaTresca 1868)1868)
►► Esta teoria assume que o escoamento vai ocorrer quando a máxima Esta teoria assume que o escoamento vai ocorrer quando a máxima tensão cisalhante em um material, submetido a uma combinação tensão cisalhante em um material, submetido a uma combinação qualquer de cargas, atingir a metade da tensão de escoamento do qualquer de cargas, atingir a metade da tensão de escoamento do material: material: ττmaxmax = = σσyy/2/2
►► UtilizandoUtilizando--se o Círculo de se o Círculo de MohrMohr verificaverifica--se que se que ττmaxmax pode ser dado por pode ser dado por , para um estado biaxial de tensões. , para um estado biaxial de tensões.
►► Generalizando temos que:Generalizando temos que:►► σσ11 -- σσ22 = = ±± σσyy ouou σσ11 -- σσ22 = + = + σσyy
►► σσ11 -- σσ22 = = -- σσyy
►► (Critério utilizado pelo código ASME Seção VIII (Critério utilizado pelo código ASME Seção VIII –– Divisão 2).Divisão 2).
221
maxσ−σ
=τ

120
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Teoria da Energia de Distorção ou Critério de Von Teoria da Energia de Distorção ou Critério de Von MisesMises (R (R vonvonMisesMises –– 1913)1913)
►► Segundo este critério o estado limite para o escoamento ocorre Segundo este critério o estado limite para o escoamento ocorre quando a energia de distorção se iguala à energia de distorção quando a energia de distorção se iguala à energia de distorção quando do escoamento do material em um ensaio de tração uniaxialquando do escoamento do material em um ensaio de tração uniaxial. . A energia de distorção é dada pela equação abaixo.A energia de distorção é dada pela equação abaixo.
►► Onde : G = E/2(1+Onde : G = E/2(1+νν) ) -- módulo de cisalhamento.módulo de cisalhamento.►► II22 -- invariante de tensõesinvariante de tensões►► O O invarianteinvariante de tensões pode ser expresso da seguinte forma.de tensões pode ser expresso da seguinte forma.
G.2IU 2
d =
( ) ( ) ( )[ ]231
232
2212 6
1I σ−σ+σ−σ+σ−σ=

121
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Na condição de tração uniaxial, temos.Na condição de tração uniaxial, temos. σσ11 = = σσyyσσ22 = = σσ33 = 0= 0
►► II22 = = σσyy22 / 3/ 3
►► Portanto o Critério de Von Portanto o Critério de Von MisesMises pode ser escrito como.pode ser escrito como.
►► Para um estado biaxial de tensões: Para um estado biaxial de tensões: σσ1122 -- σσ11..σσ22 + + σσ22
22 = = σσyy22
►► Esta equação representa uma elipse de Von Esta equação representa uma elipse de Von MisesMises no no plano plano σσ11σσ22
( ) ( ) ( )[ ]36
12
y231
232
221
σ=σ−σ+σ−σ+σ−σ

122
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
(X)
(Y)
AB
C D
E
F
G
H
1,0
1,0
-1,0
-1,0σ1 / σy
σ2 / σy
A-B-C-D Maximum stress theoryA-F-G-C-H-E Maximum shear theoryA-F-G-C-H-E Distortion energy theory
Comparando-se as superfícies de escoamento de Von Mises e Tresca, temos uma diferença máxima de 15%.

123
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
- EXEMPLO: Aplicação dos Critérios de Escoamento em um Vaso CilíndricoUm vaso cilíndrico com diâmetro interno de 2.000,0 mm e espessura de parede de 12,5 mm é submetido a uma pressão interna de 2,5 MPa. Calcular o fator de segurança para o escoamento na parede do costado, remoto de descontinuidades. O material do costado é o SA-516 Gr.70, que possui uma tensão de escoamento a temperatura ambiente de 260,0 MPa.
MPa (tensão circunferencial)
MPa (tensão longitudinal)
σ3 = -2,5 MPa (tensão radial)
0,2005,12x2
0,000.2x5,2t2
pD1 ===σ
0,1005,12x4
0,000.2x5,2t4
pD2 ===σ

124
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Critério de Tresca ou da Máxima Tensão Cisalhante:
Critério de Von Mises ou da máxima energia de distorção
Observa-se um resultados menos conservativo quando utlizado o critério de Von Mises.
FS.22y31
max
σ=
σ−σ=τ
( ) 28,15,20,200
0,260FSFS 31
yy31eqv =
−−=
σ−σ
σ=⇒
σ=σ−σ=σ
FSy
32312123
22
21eqv
σ=σσ−σσ−σσ−σ+σ+σ=σ
32312123
22
21
yFSσσ−σσ−σσ−σ+σ+σ
σ=
( ) ( ) ( )48,1
5,2x0,1005,2x0,2000,100x0,2005,20,1000,200
0,260FS222
=−−−−−−++
=

125
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
- EXEMPLO: Aplicação dos Critérios de Escoamento em um Costado CilíndricoVaso cilíndrico fechado na extremidade inferior e com uma chapa na extremidade superior mantida na posição pela ação de um peso agindo contrária a força hidrostática.p = 60,0 psiR = 240,0 int = ½ inÁrea interna de seção: A = πR2 = π x 240,02 = 180.956,0 in2
Força hidrostática: F = p.A = 60,0 x 180.956,0 = 10.857 kipsPara garantir que não haja levantamento da chapa de fechamento do cilindro, é utilizado um peso equivalente a 20.000 kips. Avaliar se o projeto é seguro.

126
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
As tensões principais atuantes no cilindro são as seguintes:Tensão circunferencial: σ1 = p.R / t = 60,0 x 240,0 / 0,5 = 28,8 ksiTensão longitudinal: σ2 = p.R / 2t – W / (2πRt) = = 60,0x 240,0/(2 x 0,5) – 20.000.000/(2 x π x 240,0 x 0,5) = -12,1 ksiPara uma limite de escoamento do material, obtido em ensaio de tração uniaxial, equivalente a σY = 36,0 ksi, temos:σ1 / σY = 0,8σ2 / σY = -0,34Verifica-se que as tensões principais, isoladamente são inferiores ao limite de escoamento do material, mas no gráfico correspondente aos critérios de escoamento, percebe-se que o cilindro está em condição de falha.
(X)
(Y)
A B
C D
E
F
G
H
1,0
1,0
-1,0
-1,0 σ 1 / σ y
σ 2 / σ y
A-B-C-D Maximum stress theory A-F-G-C-H-E Maximum shear theory A-F-G-C-H-E Distortion energy theory

127
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Os códigos de projeto, geralmente, classificam as Os códigos de projeto, geralmente, classificam as tensões em 3(três) categorias com características tensões em 3(três) categorias com características diferentes :diferentes :
►► Notação (ASME Notação (ASME SeçSeç.VIII .VIII –– Div.2 Div.2 –– Apêndice 4) :Apêndice 4) :►► PPmm –– tensão generalizada de membrana primáriatensão generalizada de membrana primária►► PPll –– tensão localizada de membrana primáriatensão localizada de membrana primária►► PPbb –– tensão de flexão primáriatensão de flexão primária►► Q Q –– tensão secundária (membrana ou flexão)tensão secundária (membrana ou flexão)►► F F –– tensão de picotensão de pico

128
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
A A -- Tensões primárias :Tensões primárias :►► Necessárias para satisfazer as leis de equilíbrio da estrutura, Necessárias para satisfazer as leis de equilíbrio da estrutura,
desenvolvidas pela ação de carregamentos impostos. Principal desenvolvidas pela ação de carregamentos impostos. Principal característica : não é autocaracterística : não é auto--limitante, enquanto o carregamento limitante, enquanto o carregamento estiver sendo aplicado a tensão continua atuando não sendo estiver sendo aplicado a tensão continua atuando não sendo aliviada por deformações da estrutura.aliviada por deformações da estrutura.
►► Como exemplo temos as tensões de membrana Como exemplo temos as tensões de membrana circunferenciaiscircunferenciais e e longitudinais em vasos cilíndricos submetidos ao carregamento delongitudinais em vasos cilíndricos submetidos ao carregamento depressão interna.pressão interna.
►► Podem ser de membrana ou de flexão. Podem ser de membrana ou de flexão. ►► Tensão de membrana : componente constante através de toda a Tensão de membrana : componente constante através de toda a
espessura da parede do vaso. espessura da parede do vaso. ►► Tensões de flexão : resultantes da flexão das paredes do Tensões de flexão : resultantes da flexão das paredes do
equipamento, e são variáveis através da espessura, sendo equipamento, e são variáveis através da espessura, sendo proporcionais a distância do ponto em que estão sendo analisadasproporcionais a distância do ponto em que estão sendo analisadasao centróide da seção considerada.ao centróide da seção considerada.

129
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Exemplos : tensão de membrana num casco cilíndrico ou tensões Exemplos : tensão de membrana num casco cilíndrico ou tensões de flexão no centro de um tampo plano causadas pela pressão de flexão no centro de um tampo plano causadas pela pressão interna.interna.
►► As tensões primárias de membrana são classificadas em tensões As tensões primárias de membrana são classificadas em tensões gerais de membrana, caso estejam atuando em todo o gerais de membrana, caso estejam atuando em todo o equipamento, e em tensões locais de membrana, caso estejam equipamento, e em tensões locais de membrana, caso estejam atuando numa parte limitada do equipamento. Uma tensão pode ser atuando numa parte limitada do equipamento. Uma tensão pode ser considerada como local se a distância na direção meridional, na considerada como local se a distância na direção meridional, na qual a intensidade de tensões ultrapassa 1,1.Squal a intensidade de tensões ultrapassa 1,1.Smm não excede (R.t)não excede (R.t)1/21/2. . Um exemplo é a tensão de membrana no casco de um vaso Um exemplo é a tensão de membrana no casco de um vaso causada por força ou momento num bocal.causada por força ou momento num bocal.

130
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
B B -- Tensões secundárias :Tensões secundárias :►► São as tensões desenvolvidas por restrições a deformações e São as tensões desenvolvidas por restrições a deformações e
compatibilidade de deslocamentos em pontos de descontinuidades. compatibilidade de deslocamentos em pontos de descontinuidades. A característica básica desse tipo de tensão é sua capacidade deA característica básica desse tipo de tensão é sua capacidade deautoauto--limitação pela deformação. Como exemplo temos tensões limitação pela deformação. Como exemplo temos tensões devido à dilatação térmica restrita ou tensões residuais de solddevido à dilatação térmica restrita ou tensões residuais de soldagem.agem.
C C -- Tensões de pico :Tensões de pico :►► São tensões extremamente localizadas que causam deformações e São tensões extremamente localizadas que causam deformações e
distorções reduzidas podendo contribuir exclusivamente para distorções reduzidas podendo contribuir exclusivamente para fenômenos cíclicos e para intensificação de tensões para efeitosfenômenos cíclicos e para intensificação de tensões para efeitos de de fratura frágil.fratura frágil.

131
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Permite a separação entre tensões que podem estar atuando em Permite a separação entre tensões que podem estar atuando em um determinado ponto da estrutura, mas que possuem efeitos um determinado ponto da estrutura, mas que possuem efeitos diferentes sobre a mesma;diferentes sobre a mesma;
►► Podemos identificar : tensões primárias x colapso plástico da Podemos identificar : tensões primárias x colapso plástico da estrutura; tensões secundárias x capacidade de acúmulo de estrutura; tensões secundárias x capacidade de acúmulo de deformações.deformações.
►► É possível estabelecer tensões admissíveis diferentes para cada É possível estabelecer tensões admissíveis diferentes para cada parcela projetando o componente de forma adequada. parcela projetando o componente de forma adequada.
►► Conceitos necessários para a avaliação de regiões na presença deConceitos necessários para a avaliação de regiões na presença dedefeitos : tensões primárias e secundárias possuem efeitos distidefeitos : tensões primárias e secundárias possuem efeitos distintos ntos sobre a abertura do defeito.sobre a abertura do defeito.

132
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Tensões primárias e secundárias podem ser de Tensões primárias e secundárias podem ser de membrana e/ou flexão.membrana e/ou flexão.
►► Tensão de membrana (PTensão de membrana (Pmm / / QQmm) é a componente de ) é a componente de tensão uniforme e igual ao valor médio da distribuição tensão uniforme e igual ao valor médio da distribuição de tensões ao longo da seção.de tensões ao longo da seção.
►► A tensão de flexão (PA tensão de flexão (Pbb / / QQbb) é a componente de tensão ) é a componente de tensão que varia através da seção transversal, correspondente que varia através da seção transversal, correspondente à parcela linear da distribuição de tensões.à parcela linear da distribuição de tensões.

133
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A identificação, classificação e separação das tensões A identificação, classificação e separação das tensões atuantes é dependente do tipo de carregamento e atuantes é dependente do tipo de carregamento e geometria do componente. O código ASME geometria do componente. O código ASME SeçSeç.VIII .VIII --Div.2 em seu Apêndice 4 possui uma tabela indicando Div.2 em seu Apêndice 4 possui uma tabela indicando a classificação de tensões recomendada.a classificação de tensões recomendada.
►► Para cada combinação de tensões atuantes existe uma Para cada combinação de tensões atuantes existe uma tensão admissível, válida para o dimensionamento do tensão admissível, válida para o dimensionamento do componente.componente.
►► As tensões na parede do equipamento podem ser As tensões na parede do equipamento podem ser analisadas a partir de um método de separação. As analisadas a partir de um método de separação. As parcelas de membrana, flexão e tensões de pico parcelas de membrana, flexão e tensões de pico devem ser estimadas pela devem ser estimadas pela linearizaçãolinearização da distribuição da distribuição de tensões no componente. de tensões no componente.

134
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► O método de tensões em uma linha, estabelece uma linha de O método de tensões em uma linha, estabelece uma linha de tensões na seção considerada para o estudo e parte da tensões na seção considerada para o estudo e parte da distribuição das tensões sobre esta linha para obtenção de distribuição das tensões sobre esta linha para obtenção de tensões de membrana, flexão e total, separadas conforme tensões de membrana, flexão e total, separadas conforme exigido nos códigos de projeto. Para a classificação destas exigido nos códigos de projeto. Para a classificação destas tensões existe a necessidade de uma tensões existe a necessidade de uma linearizaçãolinearização da da distribuição real sobre a linha. distribuição real sobre a linha.
►► Para a seleção de uma linha de tensões conveniente devePara a seleção de uma linha de tensões conveniente deve--se se tentar relacionar uma série de fatores que indicam as prováveis tentar relacionar uma série de fatores que indicam as prováveis localizações e orientações conforme a geometria, ponto de localizações e orientações conforme a geometria, ponto de tensão máxima, tipo de carregamento, etc. A localização de uma tensão máxima, tipo de carregamento, etc. A localização de uma das linhas de tensões deve, sempre que possível, passar pelo das linhas de tensões deve, sempre que possível, passar pelo ponto de tensão máxima que efetivamente corresponde a um ponto de tensão máxima que efetivamente corresponde a um lugar de análise obrigatória. Esta linha tem como objetivo lugar de análise obrigatória. Esta linha tem como objetivo determinar a posição e as direções das tensões no componente determinar a posição e as direções das tensões no componente que serão analisadas.que serão analisadas.

135
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Anel suporte
Costado cilíndrico
Linha de tensõesL1
L1
L2
L2
Espessura
Tensão
Membrana
Flexão
Flexão
Membrana
Espessura
Tensão
Membrana
Flexão
Flexão
Membrana
Pico
Linha de Tensões L1 – L1
Linha de Tensões L2 – L2
Pico

136
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOComponenteComponente LocalizaLocalizaççãoão OrigemOrigem dada TensãoTensão TipoTipo de de TensãoTensão ClassificaClassificaççãoão
PressãoPressão internainterna MembranaMembrana geralgeralGradienteGradiente aoao longolongo dada espessuraespessura
PPmmQQ
Gradiente tGradiente téérmico rmico axialaxial
MembranaMembranaFlexãoFlexão
QQQQ
JunJunççãoão com com tampotampoouou flangeflange PressãoPressão internainterna MembranaMembrana
FlexãoFlexãoPPLLQQ
MomentoMomento ouou cargacargaexternaexterna ouou pressãopressãointernainterna
MembranaMembrana geralgeral aoao longolongo dada seseççãoão. . ComponenteComponente de de tensãotensãoperpendicular perpendicular àà seseççãoão transversaltransversal
PPmm
MomentoMomento ouou cargacargaexternaexterna
MembranaMembrana geralgeral aoao longolongo dada seseççãoão. . ComponenteComponente de de tensãotensãoperpendicular perpendicular àà seseççãoão transversaltransversal
PPmm
PrPróóximoximo a a bocalbocal ouououtraoutra aberturaabertura
MomentoMomento ouou cargacargaexternaexterna ouou pressãopressãointernainterna
MembranaMembrana locallocalFlexãoFlexãoPicoPico
PPLLQQFF
QualquerQualquerlocalizalocalizaççãoão
DiferenDiferenççaa de de temperaturatemperatura entreentrecostadocostado e e tampotampo
MembranaMembranaFlexãoFlexão
QQQQ
CentroCentro PressãoPressão internainterna MembranaMembranaFlexãoFlexão
PPmmPPbb
JunJunççãoão com o com o costadocostado e e torotoro PressãoPressão internainterna MembranaMembrana
FlexãoFlexãoPPLLQQ
TampoTampoconformadoconformado ououcônicocônico
QualquerQualquer seseççãoãotransversal do transversal do costadocostado
QualquerQualquercostadocostado ououtampotampo
Chapa do Chapa do costadocostado, , remotoremoto de de descontinuidadesdescontinuidades
CostadoCostadocilcilííndricondrico ououesfesfééricorico

137
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOCComponenteomponente LocalizaLocalizaççãoão OrigemOrigem dada TensãoTensão TipoTipo de de TensãoTensão ClassificaClassificaççãoão
RegiãoRegião centralcentral PressãoPressão internainterna MembranaMembranaFlexãoFlexão
PPmmPPbb
JunJunççãoão com o com o costadocostado PressãoPressão internainterna MembranaMembrana
FlexãoFlexãoPPLLQQ
LigamentoLigamento ttíípicopico ememum um padrãopadrão uniformeuniforme PressãoPressão
MembranaMembranaFlexãoFlexãoPicoPico
PPmmPPbbFF
LigamentoLigamento atatíípicopico ououisoladoisolado PressãoPressão
MembranaMembranaFlexãoFlexãoPicoPico
QQFFFF
MomentoMomento ouou cargacarga externaexterna ououpressãopressão internainterna
MembranaMembrana geralgeral. . ComponenteComponente de de tensãotensão perpendicular perpendicular àà seseççãoão. . PPmm
MomentoMomento ouou cargacarga externaexterna FlexãoFlexão atravatravééss dada seseççãoão do do bocalbocal PPmm
PressãoPressão internainternaMembranaMembrana geralgeralMembranaMembrana locallocalFlexãoFlexãoPicoPico
PPmmPPLLQQFF
ExpansãoExpansão diferencialdiferencialMembranaMembranaFlexãoFlexãoPicoPico
QQQQFF
CladClad QualquerQualquer ExpansãoExpansão diferencialdiferencial MembranaMembranaFlexãoFlexão
FFFF
QualquerQualquer QualquerQualquer DistribuiDistribuiççãoão de de temperaturatemperatura radial radial
TensãoTensão linear linear equivalenteequivalenteDistribuiDistribuiççãoão nãonão linear de linear de tensõestensões
QQFF
QualquerQualquer QualquerQualquer QualquerQualquer ConcentraConcentraççãoão de de tensõestensões FF
ParedeParede do do pescopescoççoo
SeSeççãoão transversal transversal perpendicular perpendicular aoao eixoeixodo do bocalbocal
BocalBocal
TampoTampo ououcostadocostado perfuradoperfurado
TampoTampo planoplano

138
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO Primárias Categoria de
Tensões Membrana Geral
Membrana Local Flexão
Membrana + Flexão
Secundária Pico
Descrição (Para exemplos, ver a Tabela 4-120.1)
Tensão primária média através da seção. Exclui descontinuidades e concentração de tensões. Produzida somente por cargas mecânicas.
Tensão média através qualquer seção. Considera descontinuidades mas não concentrações. Produzida somente por cargas mecânicas.
Componente das tensões primárias proporcional à distância para o centróide da seção. Exclui descontinuidades e concentrações. Produzida somente por cargas mecânicas.
Tensões auto-equilibradas necessárias para satisfazer a continuidade da estrutura. Ocorre em descontinuidades estruturais. Podem ser causadas por cargas mecânicas ou expansão térmica diferencial.
(1) Incremento às tensões primárias ou secundárias devido a uma concentração de tensões; (2) Certas tensões térmicas que podem causar fadiga mas não distorção de forma do vaso.
Símbolo (nota 3)
Pm PL Pb Q F
Combinação de componentes de tensões e limites admissíveis de intensidade de tensões.
PL + Pb + Q + F
PL + Pb + Q
PL + Pb
PL
Pm Sm
3.Sm
1,5Sm
1,5Sm
Sa
Cargas de Projeto
Cargas de operação
Nota 1
Nota 2

139
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Para que ocorra Para que ocorra o colapso do o colapso do componente é componente é necessário que necessário que toda a seção toda a seção transversal do transversal do mesmo alcance mesmo alcance o escoamento.o escoamento.

140
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Supondo a força “N” e o momento “M”, aplicados no Supondo a força “N” e o momento “M”, aplicados no elemento, que possui uma largura “b” e espessura elemento, que possui uma largura “b” e espessura “2h”.“2h”.
►► Seja Seja σσ(z)(z) a tensão a tensão circunferencialcircunferencial atuante em qualquer atuante em qualquer ponto “z”, ao longo da espessura do componente. Para ponto “z”, ao longo da espessura do componente. Para um comportamento puramente elástico, a tensão pode um comportamento puramente elástico, a tensão pode ser obtida pela teoria de vigas : ser obtida pela teoria de vigas : σσ(Z)(Z) = N / A + M.z / I= N / A + M.z / I
►► A = 2h.bA = 2h.b►► I = (2/3)b.hI = (2/3)b.h33

141
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Supondo um material elástico perfeitamente plástico Supondo um material elástico perfeitamente plástico com escoamento “com escoamento “σσyy”, com a atuação da carga “N”, o ”, com a atuação da carga “N”, o primeiro escoamento da seção ocorre na fibra externa primeiro escoamento da seção ocorre na fibra externa (z = +h).(z = +h).N / (2h.b) + (3/2).M.z / (b.hN / (2h.b) + (3/2).M.z / (b.h22) = ) = σσy y (1)(1)
►► AumentandoAumentando--se o carregamento, a plasticidade irá se se o carregamento, a plasticidade irá se expandir ao longo de toda a seção. expandir ao longo de toda a seção.
►► Para um material elástico perfeitamente plástico, o Para um material elástico perfeitamente plástico, o estado limite do componente corresponde a uma estado limite do componente corresponde a uma plastificaçãoplastificação total ao longo da seção. total ao longo da seção.

142
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► MatemáticamenteMatemáticamente, a distribuição de tensões é expressa , a distribuição de tensões é expressa como :como :
►► Nas equaNas equaçções de equilões de equilííbrio :brio :
⎧⎧ σσyy z > z > -- hhoo
⎨⎨
⎩⎩ --σσyy z < z < -- hhoo
σσ (z) =(z) =
∫−
σ=h
h
zdzbM
( )⎥⎥⎦
⎤
⎢⎢⎣
⎡σ−+σ= ∫∫
−
−−
o
o
h
hy
h
hy zdzzdzbM
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
⎥⎦
⎤⎢⎣
⎡−⎥
⎦
⎤⎢⎣
⎡σ=
−
−−
o
o
h
h
2h
h
2
y 2z
2z
bM
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
⎥⎦
⎤⎢⎣
⎡−−⎥
⎦
⎤⎢⎣
⎡−σ=
2h
2h
2h
2h
bM22
o2o
2
y ( )2o
2y hhbM −σ=

143
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
( ) ( ){ }hhhhbdzdzbN ooy
h
h
h
hyy
o
o
+−−+σ=⎥⎥⎦
⎤
⎢⎢⎣
⎡σ−+σ= ∫ ∫
−
−
−
N = 2bhoσy ⇒ y
o b2N
hσ
=
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛
σ−σ=⇒
2
y
2y b2
NhbM
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛
σ−=
σ
2
2y
22
22
y hb4N
1hb
M

144
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A condição para que isso ocorra pode ser obtida pelo A condição para que isso ocorra pode ser obtida pelo equilíbrio como :equilíbrio como :M / (M / (σσyy.b.h.b.h22) + [N / (2.b.h.) + [N / (2.b.h.σσyy)])]22 = 1 (2)= 1 (2)
►► Considerando ainda as seguintes restrições :Considerando ainda as seguintes restrições :M / (M / (σσyy.b.h.b.h22) ) ≤≤ 1 1 [N / (2.b.h.[N / (2.b.h.σσyy)])]22 ≤≤ 11
►► É possível obter o gráfico de interação de É possível obter o gráfico de interação de carregamentos. carregamentos.

145
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
0 .0 0 .1 0 .2 0 .3 0 .4 0 .5 0 .6 0 .7 0 .8 0 .9 1 .0 1 .10 .0
0 .1
0 .2
0 .3
0 .4
0 .5
0 .6
0 .7
0 .8
0 .9
1 .0
1 .1
C ond ição L im ite
D iag ram a de In te ração
E scoam en to In ic ia l
M / (σy.b.h2)
N/(2.σy.b.h)

146
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Para uma viga em flexão pura (N = 0), o momento Para uma viga em flexão pura (N = 0), o momento limite é dado por : Mlimite é dado por : MLL = = σσyy.b.h.b.h22
►► Se utilizada a equação (1), verificaSe utilizada a equação (1), verifica--se que o momento se que o momento necessário para o início do escoamento na fibra mais necessário para o início do escoamento na fibra mais externa é : Mexterna é : MYY = (2/3).= (2/3).σσyy.b.h.b.h22. .
►► ConcluiConclui--se que Mse que MLL / M/ MYY = 1,5.= 1,5.

147
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
X X
Y
Y
SeSeççãoão EsforEsforççoo Razão [Escoamento Inicial/RRazão [Escoamento Inicial/Róótula tula PlPláástica]stica]
QualquerQualquer TraTraççãoão 11
RetangularRetangular 1,51,5
CircularCircular 1,71,7
Tubular D/t >>Tubular D/t >> 1,271,27
Perfil IPerfil I 1,14 (X1,14 (X--X) ou 1,60 (YX) ou 1,60 (Y--Y)Y)
FlexãoFlexão
X X
Y
Y

148
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Se substituirmos N / 2.b.h = PSe substituirmos N / 2.b.h = Pmm (tensão elástica de (tensão elástica de membrana) e 3M / (2.b.hmembrana) e 3M / (2.b.h22) = P) = Pbb (tensão elástica de (tensão elástica de flexão, é possível modificar o gráfico anterior.flexão, é possível modificar o gráfico anterior.
►► Através da equação (1), temos : Através da equação (1), temos : PPmm + P+ Pbb = = σσyy Condição do início do escoamentoCondição do início do escoamento
►► A condição limite é dada pela equação (2) : A condição limite é dada pela equação (2) : (2/3)(P(2/3)(Pbb / / σσyy) + (P) + (Pmm / / σσyy))22 = 1= 1
►► Considerando as limitações adicionais : Considerando as limitações adicionais : PPmm ≤≤ (2/3)(2/3)σσyy ((PPmm + + PPbb) ) ≤≤ σσyy
►►ObtêmObtêm--se o gráfico utilizado pelo código ASME para se o gráfico utilizado pelo código ASME para limites de tensões para carregamentos primários. limites de tensões para carregamentos primários.

149
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
y
bm
y
max PPσ+
=σ
σ
1PP
32
2
y
m
y
b =⎟⎟⎠
⎞⎜⎜⎝
⎛
σ+
σ bh2N
Pm =
2b bhM
23
P =
1P
y
m =σ
y
mPσ
( )1
PP
y
bm =σ+
CONDIÇÃO LIMITE
1,0
1,00 2/3
ybm PP σ≤+
( ) ym 32P σ≤
REGIÃO DE PROJETO
67,1PP
y
bm =σ+
ESCOAMENTO INICIAL

150
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Para as tensões secundárias, o limite de Para as tensões secundárias, o limite de tensões é função do comportamento da tensões é função do comportamento da acomodação de tensões. No primeiro ciclo de acomodação de tensões. No primeiro ciclo de tensões térmicas ocorre uma tensões térmicas ocorre uma plastificaçãoplastificação e e redução do nível de tensões devido à redução do nível de tensões devido à característica autocaracterística auto--limitante das tensões limitante das tensões secundárias.secundárias.
►►Essa acomodação permite que as tensões Essa acomodação permite que as tensões possam alcançar um limite correspondente ao possam alcançar um limite correspondente ao range elástico do material (limite de range elástico do material (limite de shakedownshakedown), equivalente a 2.), equivalente a 2.SSyy (duas vezes a (duas vezes a tensão de escoamento.tensão de escoamento.

151
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
0 .0 0 .5 1 .0 1 .5 2 .0
-1 .0
-0 .5
0 .0
0 .5
1 .0
1 .5
2 .0
P m + P b + Q < 3 .S m
y
C
BA
L im ite de S hakedow n
S /
Sy
ε / ε
R a n g e e lá s tico = 2 .S y

152
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Se ultrapassado o limite de range elástico, o Se ultrapassado o limite de range elástico, o componente pode apresentar um componente pode apresentar um comportamento descrito como “Plasticidade comportamento descrito como “Plasticidade Reversa”, onde deformações plásticas Reversa”, onde deformações plásticas alternadas ocorrem a cada ciclo, propiciando o alternadas ocorrem a cada ciclo, propiciando o fenômeno de fadiga de baixo ciclo.fenômeno de fadiga de baixo ciclo.

153
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
0 .0 0 .5 1 .0 1 .5 2 .0 2 .5
-1 .0
-0 .5
0 .0
0 .5
1 .0
1 .5
2 .0
E
D
P m + P b + Q < 3 .S m
y
C
BA
P las tic idade R eve rsaS
/ S
y
ε / ε
R a n g e e lá s tico = 2 .S y

154
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Para tensões atuantes ainda maiores, ocorre um Para tensões atuantes ainda maiores, ocorre um acúmulo de deformações a cada ciclo, acúmulo de deformações a cada ciclo, ocasionando o comportamento denominado de ocasionando o comportamento denominado de colapso incremental ou “colapso incremental ou “ratchettingratchetting”.”.

155
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
0 .0 0 .5 1 .0 1 .5 2 .0 2 .5 3 .0
-1 .0
-0 .5
0 .0
0 .5
1 .0
1 .5
2 .0
M
LK
JI
HG
FE
D
P m + P b + Q < 3 .S m
y
C
BA
C o lapso Inc rem en ta lS
/ S
y
ε / ε
R a n g e e lá s tico = 2 .S y

156
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
ε
σ
Colapso
ε
σ
Ratchetting
ε
σ
Fadiga de Baixo Ciclo
ε
σ
ε
σ
Shakedownelástico
Comportamento totalmente elástico
0 1 Sprimária/Sy
Ssecundária/Sy
2
1
0

157
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Capítulo 4Capítulo 4
Fadiga em Vasos de PressãoFadiga em Vasos de Pressão

158
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A presença de carregamentos cíclicos com tensões A presença de carregamentos cíclicos com tensões geradas abaixo do escoamento do material, pode ser geradas abaixo do escoamento do material, pode ser suficiente para a nucleação de trincas em pontos de suficiente para a nucleação de trincas em pontos de concentração de tensões e sua posterior propagação. A concentração de tensões e sua posterior propagação. A taxa de crescimento de trincas possui grande taxa de crescimento de trincas possui grande dependência de fatores metalúrgicos, sendo portanto dependência de fatores metalúrgicos, sendo portanto necessário um estudo baseado em resultados muitas necessário um estudo baseado em resultados muitas vezes obtidos em laboratórios.vezes obtidos em laboratórios.
►► O desenvolvimento progressivo de uma trinca sob O desenvolvimento progressivo de uma trinca sob influência de aplicações repetidas de tensão, que muitas influência de aplicações repetidas de tensão, que muitas vezes são inferiores às necessárias para provocar a vezes são inferiores às necessárias para provocar a fratura do componente sob carga fratura do componente sob carga monotonicamentemonotonicamentecrescente ou à tensão de escoamento do material.crescente ou à tensão de escoamento do material.

159
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A fadiga de alto ciclo é caracterizada por variações de A fadiga de alto ciclo é caracterizada por variações de tensões controladas e inferiores ao escoamento do tensões controladas e inferiores ao escoamento do material, a deformação plástica é limitada a pontos de material, a deformação plástica é limitada a pontos de concentração de tensões (pequenas deformações concentração de tensões (pequenas deformações plásticas). A variação de tensão é a variável controlada.plásticas). A variação de tensão é a variável controlada.
►► A fadiga de baixo ciclo, ao contrário da anterior, se A fadiga de baixo ciclo, ao contrário da anterior, se caracteriza por deformações plásticas em nível mais caracteriza por deformações plásticas em nível mais elevado, não se restringindo apenas aos pontos de elevado, não se restringindo apenas aos pontos de concentração de tensões. A variação de tensões é concentração de tensões. A variação de tensões é nesse caso superior ao escoamento do material. A nesse caso superior ao escoamento do material. A deformação é a variável controlada.deformação é a variável controlada.

160
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

161
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

162
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A curva do código ASME A curva do código ASME SeçSeç.VIII .VIII –– Div.2 Div.2 –– Apêndice 5 Apêndice 5 é baseada em variações de deformação. A tensão é é baseada em variações de deformação. A tensão é calculada como um valor fictício : calculada como um valor fictício : σσ = = εε.E.E
►► A curva do ASME pode ser descrita pela fórmula a A curva do ASME pode ser descrita pela fórmula a seguir : seguir :
►► Onde :Onde :►► σσaa –– amplitude da variação de tensões (tensão amplitude da variação de tensões (tensão
alternada);alternada);►► N N –– número de ciclos até a fratura;número de ciclos até a fratura;►► σσDD –– limite de resistência à fadiga;limite de resistência à fadiga;►► A A –– redução de área;redução de área;
Da A100100
ln.N.4
Eσ+⎥⎦
⎤⎢⎣⎡
−=σ

163
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Considerando uma variação de tensões constante entre um valor Considerando uma variação de tensões constante entre um valor máximo (máximo (σσmmááxx) e um valor mínimo () e um valor mínimo (σσmmíínn), pode), pode--se definir a amplitude se definir a amplitude da variação de tensões (da variação de tensões (σσaa) e a tensão média () e a tensão média (σσmm), como abaixo.), como abaixo.
►► σσaa = (= (σσmmááxx -- σσmmíínn) / 2) / 2►► σσmm = (= (σσmmááxx + + σσmmíínn) / 2) / 2►► O “range” de variação de tensões corresponde a :O “range” de variação de tensões corresponde a :►► 2.2.σσaa = (= (σσmmááxx -- σσmmíínn).).
Tensão σmáx
σmín
Tempo

164
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A figura a seguir A figura a seguir apresenta um apresenta um exemplo de exemplo de variação de variação de carregamentos carregamentos em uma em uma estrutura, onde é estrutura, onde é possível verificar o possível verificar o seu aspecto seu aspecto randômico. randômico. 0 1000 2000 3000 4000 5000 6000 7000
0
10
20
30
40
50
60
70
80
90
Pre
ssão
[Kgf
/cm
2]
Eventos

165
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Os resultados de uma metodologia de fadiga baseado em Os resultados de uma metodologia de fadiga baseado em tensões (SN) ou deformações (tensões (SN) ou deformações (εεN), normalmente são N), normalmente são obtidos para ensaios em corpos de prova com tensão obtidos para ensaios em corpos de prova com tensão média baixa ou nula. A tensão média possui efeito na média baixa ou nula. A tensão média possui efeito na vida útil do componente com redução do número de vida útil do componente com redução do número de ciclos até a falha. ciclos até a falha.
± P
± P

166
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A figura a seguir A figura a seguir apresenta apresenta algumas curvas algumas curvas que demonstram que demonstram a influência da a influência da tensão média.tensão média.
Parábola de Gerber : σa = σd.[1 – (σm / σr)2] Diagrama de Goodman : σa = σd.[1 - σm / σr] Diagrama de Soderberg : σa = σd.[1 - σm / σe]
Diagrama de Influência da Tensão Média
0
0.25
0.5
0.75
1
0 0.25 0.5 0.75 1 1.25 1.5 1.75 2
Tensão Média
Tens
ão A
ltern
ada
Parábola de Gerber
Diagrama de Goodman
Diagrama de Soderberg
SrSy
Sy
Sd
Sm
Sa
Smc
Sn

167
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► As metodologias de projeto à fadiga utilizam a definição As metodologias de projeto à fadiga utilizam a definição de classes para as juntas soldadas, que consideram a de classes para as juntas soldadas, que consideram a geometria, a direção das tensões alternadas e os geometria, a direção das tensões alternadas e os métodos de fabricação e inspeção da junta soldada. As métodos de fabricação e inspeção da junta soldada. As tabelas de classificação do detalhe estrutural soldado tabelas de classificação do detalhe estrutural soldado das normas são baseadas na geometria da junta e na das normas são baseadas na geometria da junta e na direção dominante do carregamento. Conforme norma direção dominante do carregamento. Conforme norma inglesa PDinglesa PD--5500 5500 –– Anexo C, as curvas de fadiga são Anexo C, as curvas de fadiga são definidas pela equação: definidas pela equação: SSrr
mm.N = A.N = A►► Onde:Onde:►► SSrr –– range de variação de tensões;range de variação de tensões;►► m m –– inclinação da curva (m = 3,0 para curvas de inclinação da curva (m = 3,0 para curvas de
espécimes soldados; m = 3,5 para a curva C, espécimes soldados; m = 3,5 para a curva C, correspondente a espécimes sem solda);correspondente a espécimes sem solda);

168
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

169
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Table C.1 Details of fatigue design curvesConstants of SConstants of S--N curveN curve
for N < 10for N < 1077 cyclescycles for N > 10for N > 1077 cyclescycles
mm A[2]A[2] mm A[2]A[2] N/mmN/mm22
C[1]C[1] 3.53.5 4.22 x 104.22 x 101313 5.55.5 2.55 x 102.55 x 101717 7878
DD 33 1.52 x 101.52 x 101212 55 4.18 x 104.18 x 101515 5353
EE 33 1.04 x 101.04 x 101212 55 2.29 x 102.29 x 101515 4747
FF 33 6.33 x 106.33 x 101111 55 1.02 x 101.02 x 101515 4040
F2F2 33 4.31 x 104.31 x 101111 55 5.25 x 105.25 x 101414 3535
GG 33 2.50 x 102.50 x 101111 55 2.05 x 102.05 x 101414 2929
WW 33 1.58 x 101.58 x 101111 55 9.77 x 109.77 x 101313 2525
Stress range at Stress range at N = 10N = 1077 cyclescycles
ClassClass
[1] If Sr > 766 N/mm2 or N < 3380 cycles, use class D curve[2] for E = 2.09 x 106 N/mm2

170
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
A obtenção de uma curva SN depende de uma estatística de inúmeros dados experimentais de corpos de prova em espécimes que são ensaiados em diversos níveis de variações de tensões. Osensaios registram o número de ciclos necessários para iniciar, propagar e falhar o defeito no corpo de prova. A relação entre as variações de tensões e número de ciclos, plotados em um gráfico log x log pode ser representado normalmente por uma reta.
log N
log Δσ
m
1

171
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
O modelo da curva S-N, apresentado na figura pode ser escrito por:
Onde:
N: número de ciclos registrado no ensaio do corpo de prova;a, m: parâmetros do material ensaiado;Δσ: variação de tensões aplicada no ensaio;d: número de desvios padrões em relação a curva média dos pontosexperimentais (d = 1 corresponde a 84,1% de sobrevivência; d = 2corresponde a 97,7% de sobrevivência);s: valor do desvio-padrão das medidas.
( ) ( ) ( ) ( ) ( ) ⎟⎠⎞⎜
⎝⎛
σΔ=σΔ−=⇒σΔ−=σΔ−= m
m aloglogalogNloglog.maloglog.malogNlog
( ) ( ) s.dalogalog −=

172
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► As curvas adotadas pelo ASME são ajustadas de forma As curvas adotadas pelo ASME são ajustadas de forma a não ser necessária à consideração da tensão média. a não ser necessária à consideração da tensão média. As curvas são ajustadas para um número de ciclos N As curvas são ajustadas para um número de ciclos N para a falha, em uma tensão alternada para a falha, em uma tensão alternada σσnn, sem a , sem a necessidade de considerar a tensão média atuante no necessidade de considerar a tensão média atuante no ciclo.ciclo.

173
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

174
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Exemplo de Exemplo de cálculo para a cálculo para a fadiga de um fadiga de um ponto da lança ponto da lança utilizando utilizando procedimento procedimento do IIW do IIW ((InternationalInternationalInstituteInstitute of of WeldingWelding))
A
B
C
105 2 x 106 5 x 106 N
Δσ
ΔSA = 125 MPa
ΔSA = 80 MPa
ΔSA = 50 MPa N = C / (Δσ)m m = 3 C é definido para cada classe Exemplo: C = 3,91 x
12

175
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Calcular o dano no ponto crítico da estrutura:Calcular o dano no ponto crítico da estrutura:►► Detalhe de solda da classe 50Detalhe de solda da classe 50►► 101066 ciclos de ciclos de ΔσΔσ = 30 = 30 MPaMPa►► 101033 ciclos de ciclos de ΔσΔσ = 70 = 70 MPaMPa►► N = C / (N = C / (ΔσΔσ))mm
►► m = 3m = 3 C = 2,5 x 10C = 2,5 x 101111
►► NN3030 = 9,3 x 10= 9,3 x 1066 NN3030 = = ∞∞►► NN7070 = 7,3 x 10= 7,3 x 1055
►► D = D = ΣΣddii = = ΣΣnnii / / NNii = n= n3030 / N/ N3030 + n+ n7070 / N/ N7070►► D = 10D = 1066 / / ∞∞ + 10+ 1033 / 7,3 x 10/ 7,3 x 1055 = 1,37 x 10= 1,37 x 10--33
►► DDcríticocrítico = 1 = = 1 = DDatualatual + + DDfuturofuturo = X.= X.DDanualanual►► X = 30 porque X = 729 > 30X = 30 porque X = 729 > 30

176
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Capítulo 5Capítulo 5
Condições de Operação e de Projeto de Condições de Operação e de Projeto de Vasos de PressãoVasos de Pressão

177
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Diversos conceitos de pressão e temperaturaDiversos conceitos de pressão e temperaturaA pressão atuante num vaso pode ser definida em várias A pressão atuante num vaso pode ser definida em várias
etapas ao longo do ciclo de operação do equipamento, etapas ao longo do ciclo de operação do equipamento, de tal forma que definimos uma série de conceitos de tal forma que definimos uma série de conceitos para identificar cada etapa:para identificar cada etapa:
pressão pressão normalnormal de operação;de operação;máximamáxima de operação;de operação;mínimamínima de operação;de operação;de projeto;de projeto;máxima de trabalho admissível;máxima de trabalho admissível;abertura da válvula de segurança;abertura da válvula de segurança;teste hidrostático.teste hidrostático.
►► Da mesma forma, as temperaturas de metal são Da mesma forma, as temperaturas de metal são decorrentes de várias etapas:decorrentes de várias etapas:
temperatura normal de operação;temperatura normal de operação;máxima de operação;máxima de operação;mínima de operação;mínima de operação;de projeto.de projeto.

178
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Pressão e temperatura de operaçãoPressão e temperatura de operaçãoA pressão e temperatura de operação são as suas “condições de A pressão e temperatura de operação são as suas “condições de operação”, isto é, os pares de valores operação”, isto é, os pares de valores simultâneossimultâneos de pressão de pressão e temperatura nos quais o vaso deverá operar em condições e temperatura nos quais o vaso deverá operar em condições normais.normais.As pressões são definidas como medidas no topo do vaso, As pressões são definidas como medidas no topo do vaso, devendodevendo--se quando for o caso, acrescentar a pressão se quando for o caso, acrescentar a pressão equivalente à coluna hidrostática do líquido contido no vaso.equivalente à coluna hidrostática do líquido contido no vaso.Devemos distinguir os valores normais de operação dos valores Devemos distinguir os valores normais de operação dos valores máximos. Os primeiros são valores de regime normal, enquanto máximos. Os primeiros são valores de regime normal, enquanto os outros são os valores máximos que podem ocorrer ao os outros são os valores máximos que podem ocorrer ao equipamento, mesmo em condições transitórias. Eventualmente, equipamento, mesmo em condições transitórias. Eventualmente, um vaso poderá estar sujeito a mais de uma condição de um vaso poderá estar sujeito a mais de uma condição de regime. Quando for este o caso, todas as condições deverão ser regime. Quando for este o caso, todas as condições deverão ser consideradas, inclusive para dimensionamento do equipamento consideradas, inclusive para dimensionamento do equipamento à fadiga (ASME, Seção VIII, Divisão 2, ADà fadiga (ASME, Seção VIII, Divisão 2, AD--160).160).

179
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A temperatura, da mesma forma, deve ser considerada A temperatura, da mesma forma, deve ser considerada para projeto do equipamento.para projeto do equipamento.
►► As temperaturas normal e máxima de parede são As temperaturas normal e máxima de parede são consideradas na definição da temperatura de projeto, consideradas na definição da temperatura de projeto, normalmente acrescentandonormalmente acrescentando--se uma margem de se uma margem de segurança em relação à condição normal de operação segurança em relação à condição normal de operação do fluido.do fluido.
►► Se a condição de temperatura máxima for devida à Se a condição de temperatura máxima for devida à uma condição anômala, podendo ocorrer uma condição anômala, podendo ocorrer simultaneamente à condição de operação, então, o simultaneamente à condição de operação, então, o equipamento poderá ser projetado por esta condição, equipamento poderá ser projetado por esta condição, visto que o mesmo deve suportar TODAS as condições visto que o mesmo deve suportar TODAS as condições previstas durante a sua vida útil.previstas durante a sua vida útil.

180
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Seja em condição normal ou eventual, a Seja em condição normal ou eventual, a temperatura mínima de operação deverá ser temperatura mínima de operação deverá ser considerada na seleção do material, visto que considerada na seleção do material, visto que de acordo com o ASME, Seção VIII, Divisão 1, de acordo com o ASME, Seção VIII, Divisão 1, parágrafo UCSparágrafo UCS--66, em função da “classe” do 66, em função da “classe” do material e da sua espessura, poderá ocorrer a material e da sua espessura, poderá ocorrer a modificação do comportamento de dútil para modificação do comportamento de dútil para frágil, podendo ocorrer a ruptura frágil em frágil, podendo ocorrer a ruptura frágil em operação, ou mesmo durante o teste operação, ou mesmo durante o teste hidrostático.hidrostático.

181
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Figura UCSFigura UCS--66(ASME, Seção VIII, Divisão 166(ASME, Seção VIII, Divisão 1

182
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Em função do Em função do material será material será determinada a determinada a energia mínima energia mínima exigida no ensaio exigida no ensaio CharpyCharpy--V, V, conforme fig. UGconforme fig. UG--84.1 (ASME, Seção 84.1 (ASME, Seção VIII, Divisão 1)VIII, Divisão 1)

183
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Pressão e temperatura de projetoPressão e temperatura de projeto
►► DenominamDenominam--se “Condições de Projeto” ao par pressão se “Condições de Projeto” ao par pressão e temperatura que definiram o dimensionamento do e temperatura que definiram o dimensionamento do equipamento, bem como para seleção do material de equipamento, bem como para seleção do material de construção.construção.
►► De acordo com o parágrafo UGDe acordo com o parágrafo UG--21 do Código, a 21 do Código, a condição de projeto é a “pressão correspondente às condição de projeto é a “pressão correspondente às condições mais severas de pressão e temperatura condições mais severas de pressão e temperatura coincidentes que possam ser previstas em serviço coincidentes que possam ser previstas em serviço normal”.normal”.

184
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Poderá ocorrer que determinado equipamento possa Poderá ocorrer que determinado equipamento possa vir a ser submetido à condições simultâneas de vir a ser submetido à condições simultâneas de pressão interna e externa, por exemplo, vasos para pressão interna e externa, por exemplo, vasos para exploração submarina de petróleo. Ora, em condição exploração submarina de petróleo. Ora, em condição tal que é garantida a existência de simultaneidade nas tal que é garantida a existência de simultaneidade nas pressões interna e externa, então o equipamento pressões interna e externa, então o equipamento poderá ser calculado pela poderá ser calculado pela pressão diferencialpressão diferencial..
►► Em condições normais, tal não ocorre e o equipamento Em condições normais, tal não ocorre e o equipamento deverá ser projetado considerandodeverá ser projetado considerando--se separadamente se separadamente cada condição.cada condição.

185
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►No caso de vasos de pressão interna, é usual No caso de vasos de pressão interna, é usual estabelecermos para a pressão de projeto o maior estabelecermos para a pressão de projeto o maior dentre os seguintes patamares:dentre os seguintes patamares:
105%105% da pressão máxima de operação (o dispositivo da pressão máxima de operação (o dispositivo de alívio for operado por válvula piloto)de alívio for operado por válvula piloto)110%110% da pressão máxima de operação (demais casos)da pressão máxima de operação (demais casos)1,51,5 kgf/cm2 manométrico.kgf/cm2 manométrico.

186
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►►Para vasos submetidos à Para vasos submetidos à pressão externapressão externa é é usual considerarusual considerar--se a condição de vácuo total, se a condição de vácuo total, embora isto não seja exigido pelo Código.embora isto não seja exigido pelo Código.
►►Esta situação poderá prevenir a ocorrência de Esta situação poderá prevenir a ocorrência de condensação de produto em um ambiente condensação de produto em um ambiente confinado, provocando redução do volume confinado, provocando redução do volume específico com conseqüente geração de vácuo específico com conseqüente geração de vácuo parcial. parcial.

187
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Colapso em um tampo toroesférico
www.mech.uwa.edu.auCargas impostas - FEA

188
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Desta forma, o projetista do equipamento deve Desta forma, o projetista do equipamento deve conhecer todas as situações passíveis de ocorrência no conhecer todas as situações passíveis de ocorrência no equipamento, de forma a prevenir quaisquer situações equipamento, de forma a prevenir quaisquer situações anômalas não consideradas no projeto, tais como:anômalas não consideradas no projeto, tais como:
despressurização súbita de gás a alta pressão, devida a falha despressurização súbita de gás a alta pressão, devida a falha de uma junta de vedação,de uma junta de vedação,geração de vácuo, devida à interrupção da fonte quente em geração de vácuo, devida à interrupção da fonte quente em uma torre fracionadora, provocando a condensação das uma torre fracionadora, provocando a condensação das frações gasosas;frações gasosas;condição de “explosão” dentro do vaso, provocada pela condição de “explosão” dentro do vaso, provocada pela vaporização súbitavaporização súbita de um líquido, ou pela ruptura de um líquido, ou pela ruptura completa de um tubo em um trocador de calor, gerando uma completa de um tubo em um trocador de calor, gerando uma onda de choque devida à súbita expansão.onda de choque devida à súbita expansão.

189
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Pressão máxima de trabalho admissível (PMTA) e Pressão máxima de trabalho admissível (PMTA) e Pressão de abertura da Válvula de SegurançaPressão de abertura da Válvula de Segurança
►► A PMTA de um vaso é a menor pressão dentre as A PMTA de um vaso é a menor pressão dentre as máximas pressões suportadas por cada componente máximas pressões suportadas por cada componente do equipamento.do equipamento.
►► Traduzindo, passo a passo:Traduzindo, passo a passo:definimos as espessuras corroídas de cada componente;definimos as espessuras corroídas de cada componente;calculamos a pressão máxima de trabalho admissível para calculamos a pressão máxima de trabalho admissível para cada componente, considerandocada componente, considerando--se a sua tensão admissível se a sua tensão admissível tabelada para a condição de temperatura de projeto;tabelada para a condição de temperatura de projeto;a a menormenor dentre as máximas pressões admissíveis será a dentre as máximas pressões admissíveis será a maior pressão de trabalho do equipamento.maior pressão de trabalho do equipamento.

190
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Por definição, o maior valor possível para Por definição, o maior valor possível para setset para para início da abertura da válvula de segurança será a PMTA início da abertura da válvula de segurança será a PMTA do equipamento.do equipamento.
►► O parágrafo UGO parágrafo UG--125 (c) do Código ASME cita que um 125 (c) do Código ASME cita que um vaso com um único dispositivo de alívio poderá atingir, vaso com um único dispositivo de alívio poderá atingir, após total abertura desta PSV, até 10% ou 3 após total abertura desta PSV, até 10% ou 3 psigpsig (o (o maior dentre estes valores) acima da PMTA. maior dentre estes valores) acima da PMTA.
►► Quando vários dispositivos são utilizados, tal valor Quando vários dispositivos são utilizados, tal valor pode chegar a 16% ou 4 pode chegar a 16% ou 4 psigpsig..

191
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Todos os vasos de pressão projetados de acordo Todos os vasos de pressão projetados de acordo com o Código ASME Seção VIII com o Código ASME Seção VIII -- Div. 1, inclusive Div. 1, inclusive as estruturas de suporte, devem ser verificados as estruturas de suporte, devem ser verificados para as seguintes condições:para as seguintes condições:

192
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
CONDICONDIÇÇÃOÃO CARREGAMENTOSCARREGAMENTOS
TENSÕES DE TENSÕES DE MEMBRANA MEMBRANA
ADMISSADMISSÍÍVEIS VEIS ÀÀ TRATRAÇÇÃO ÃO (v.nota 7)(v.nota 7)
ESPESSURASESPESSURAS
I I -- MONTAGEMMONTAGEM
ConsideraConsideraçção simultânea dos ão simultânea dos seguintes carregamentos ativos: seguintes carregamentos ativos: a) peso pra) peso próóprio do vaso prio do vaso (v.nota 1)(v.nota 1);;b) esforb) esforçços devido os devido àà aaçção do vento ão do vento ou terremoto ou terremoto (v.nota 2)(v.nota 2)..
Tensões admissTensões admissííveis das veis das tabelas da norma para o tabelas da norma para o material do vaso na material do vaso na temperatura ambiente, temperatura ambiente, acrescidas de 20%.acrescidas de 20%.
Espessuras Espessuras nominais das nominais das chapas chapas (v.nota 6)(v.nota 6)..
II II –– TESTE TESTE HIDROSTHIDROSTÁÁTICOTICO
ConsideraConsideraçção simultânea dos ão simultânea dos seguintes carregamentos atuantes:seguintes carregamentos atuantes:a) pressão interna de teste a) pressão interna de teste hidrosthidrostáático;tico;b) peso do vaso completamente b) peso do vaso completamente cheio de cheio de áágua gua (v.nota 1)(v.nota 1);;c) peso de todas as cargas c) peso de todas as cargas permanentes suportadas pelo vaso permanentes suportadas pelo vaso durante o teste durante o teste (v.nota 3)(v.nota 3)..
A tensão mA tensão mááxima não xima não pode exceder 80% do pode exceder 80% do limite de elasticidade do limite de elasticidade do material na temperatura material na temperatura ambiente. Para partes não ambiente. Para partes não pressurizadas, pode ser pressurizadas, pode ser considerada a tensão considerada a tensão admissadmissíível bvel báásica sica acrescida de 33 1/3%.acrescida de 33 1/3%.
Espessuras Espessuras nominais ou nominais ou espessuras espessuras corrocorroíídas das (v.nota (v.nota 6)6)..

193
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
CONDICONDIÇÇÃOÃO CARREGAMENTOSCARREGAMENTOSTENSÕES DE MEMBRANA TENSÕES DE MEMBRANA ADMISSADMISSÍÍVEIS VEIS ÀÀ TRATRAÇÇÃO ÃO
(v.nota 7)(v.nota 7)ESPESSURASESPESSURAS
III III –– OPERAOPERAÇÇÃO ÃO NORMAL (v.nota 5).NORMAL (v.nota 5).
ConsideraConsideraçção simultânea dos seguintes ão simultânea dos seguintes carregamentos atuantes:carregamentos atuantes:a) pressão interna ou externa de projeto a) pressão interna ou externa de projeto na temperatura de projeto;na temperatura de projeto;b) peso do fluido no nb) peso do fluido no níível de operavel de operaçção;ão;c) peso prc) peso próóprio do vaso;prio do vaso;d) peso de todas as cargas permanentes d) peso de todas as cargas permanentes suportadas pelo vaso suportadas pelo vaso (v.nota 4)(v.nota 4);;e) esfore) esforçços devido os devido àà aaçção do vento ou ão do vento ou terremoto terremoto (v.nota 2)(v.nota 2)..
Tensões admissTensões admissííveis das veis das tabelas da norma para o tabelas da norma para o material do vaso na material do vaso na temperatura de projeto, exceto temperatura de projeto, exceto no trecho inferior ao no trecho inferior ao estabelecido para saia de estabelecido para saia de suporte.suporte.
Espessuras Espessuras corrocorroíídas, isto das, isto éé, , espessuras espessuras nominais menos as nominais menos as sobrespessurassobrespessuras de de corrosão corrosão (v.nota 6)(v.nota 6)..
IV IV -- PARADAPARADA
ConsideraConsideraçção simultânea dos seguintes ão simultânea dos seguintes carregamentos atuantes:carregamentos atuantes:a) peso pra) peso próóprio do vaso;prio do vaso;b) peso de todas as cargas permanentes b) peso de todas as cargas permanentes suportadas pelo vaso suportadas pelo vaso (v.nota 4)(v.nota 4);;c) esforc) esforçços devido os devido àà aaçção do vento ou ão do vento ou terremoto terremoto (v.nota 2)(v.nota 2)..
Tensões admissTensões admissííveis das veis das tabelas da norma para o tabelas da norma para o material do vaso na material do vaso na temperatura ambiente, temperatura ambiente, acrescidas de 20%.acrescidas de 20%.
Espessuras Espessuras corrocorroíídas.das.

194
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Notas:1. Inclui o casco e acessórios soldados; exclui acessórios externos e internos
removíveis;2. Os esforços devidos ao vento não precisam ser considerados para o projeto
dos vasos horizontais, devem, entretanto, ser considerados no projeto das suas fundações e estruturas;
3. Inclui internos removíveis; exclui isolamento interno ou externos e acessórios externos;
4. Inclui internos removíveis, isolamento interno ou externo, acessórios externos e tubulações;
5. Em casos especiais, a critério do projetista, pode ser necessário considerar na condição III o efeito simultâneo de outros carregamentos atuantes, tais como : dilatações térmicas do próprio vaso, dilatações térmicas de tubulações e outras estruturas ligadas ao vaso, flutuações de pressão, esforços dinâmicos causados pelo movimento de fluidos internos e vibrações;
6. Para as partes que sofrem redução de espessura no processo de fabricação, devem ser consideradas as espessuras mínimas esperadas;
7. A tensão longitudinal de compressão admissível, para todas as condições de carregamento, para o vaso e para as saias de suporte, deve ser determinada de acordo com o código ASME Section VIII Division 1, parágrafo de valores de tensão máxima admissível.

195
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Capítulo 6Capítulo 6
Dimensionamento de Vasos de PressãoDimensionamento de Vasos de Pressão

196
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Uma casca pode ser definida como um componente Uma casca pode ser definida como um componente estrutural com duas dimensões sensivelmente maiores estrutural com duas dimensões sensivelmente maiores que uma terceira (espessura), podendo ter uma curvatura que uma terceira (espessura), podendo ter uma curvatura em uma ou duas direções. Se não há curvatura este em uma ou duas direções. Se não há curvatura este componente estrutural é chamado de placa. Os vasos de componente estrutural é chamado de placa. Os vasos de pressão com espessuras bastante inferiores as suas pressão com espessuras bastante inferiores as suas demais dimensões, oferecem pouca resistência a demais dimensões, oferecem pouca resistência a momentos momentos fletoresfletores perpendiculares a sua superfície e é perpendiculares a sua superfície e é comum, para o seu dimensionamento, que sejam comum, para o seu dimensionamento, que sejam considerados como membranas. As tensões calculadas, considerados como membranas. As tensões calculadas, desprezandodesprezando--se as tensões de flexão são denominadas se as tensões de flexão são denominadas tensões de membrana.tensões de membrana.

197
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Cascas finas (membranas) tentarão equilibrar as forças ou Cascas finas (membranas) tentarão equilibrar as forças ou carregamentos a que estão sujeitas somente por tensões carregamentos a que estão sujeitas somente por tensões de tração (ou compressão). É até desejável que sejam de tração (ou compressão). É até desejável que sejam pouco resistentes às tensões de flexão, pois isto permitirá pouco resistentes às tensões de flexão, pois isto permitirá que o vaso de deforme rapidamente sem o surgimento de que o vaso de deforme rapidamente sem o surgimento de altas tensões de flexão nas descontinuidades.altas tensões de flexão nas descontinuidades.
►► Tensões de membrana são tensões médias de tração (ou Tensões de membrana são tensões médias de tração (ou compressão) atuando ao longo da espessura do vaso e compressão) atuando ao longo da espessura do vaso e tangencialmente a sua superfície. Assim as equações para tangencialmente a sua superfície. Assim as equações para dimensionamento de componentes de parede fina dimensionamento de componentes de parede fina submetidos à pressão interna utiliza a teoria de cascas e submetidos à pressão interna utiliza a teoria de cascas e tensões de membrana.tensões de membrana.

198
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► É sabido que podem ocorrer elevadas tensões nas É sabido que podem ocorrer elevadas tensões nas descontinuidades nos vasos de pressão, mas regras descontinuidades nos vasos de pressão, mas regras de projeto e de fabricação desta divisão foram de projeto e de fabricação desta divisão foram estabelecidas de modo a limitar tais tensões a um nível estabelecidas de modo a limitar tais tensões a um nível seguro consistente com a experiência adquirida.seguro consistente com a experiência adquirida.
►► Em regiões de descontinuidade geométrica existe uma Em regiões de descontinuidade geométrica existe uma diferença entre a rigidez dos componentes, o que se diferença entre a rigidez dos componentes, o que se reflete na ocorrência de tensões de flexão localizadas.reflete na ocorrência de tensões de flexão localizadas.

199
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Cilindro sem pressão (não deformado)
Cilindro separado (deformado)
Hemisfério separado deformado
Hemisfério sem pressão (não deformado)
Cilindro e hemisfério juntos (deformados)
LINHA DE JUNÇÃO(LINHA DE TANGENTE)
Me
Mc
δe
δc

200
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
δc
a
p
p
Q
Q
Mc
Me δe

201
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Código ASME (Tabela UWCódigo ASME (Tabela UW--12) :12) :Juntas de topo com cordão duplo (Tipo 1);Juntas de topo com cordão duplo (Tipo 1);Juntas de topo com cordão simples e cobre junta Juntas de topo com cordão simples e cobre junta (Tipo 2);(Tipo 2);Juntas de topo com cordão simples (Tipo 3);Juntas de topo com cordão simples (Tipo 3);Junta sobreposta com solda dupla em angulo Junta sobreposta com solda dupla em angulo (integral) ( Tipo 4);(integral) ( Tipo 4);Junta sobreposta com solda simples em angulo Junta sobreposta com solda simples em angulo (integral) e solda de tampão (Tipo 5);(integral) e solda de tampão (Tipo 5);Junta sobreposta com solda simples em angulo Junta sobreposta com solda simples em angulo (integral) (Tipo 6).(integral) (Tipo 6).

202
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃODesenho Esquemático Descrição Tipo de Junta
Juntas de topo com cordão duplo 1
Juntas de topo com cordão simples e cobre junta 2
Juntas de topo com cordão simples 3
Junta sobreposta com solda dupla em angulo (integral) 4
Junta sobreposta com solda simples em angulo (integral) e solda de tampão
5
Junta sobreposta com solda simples em angulo (integral) 6

203
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

204
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

205
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Categoria da junta : define a localização no Categoria da junta : define a localização no equipamento, não define o tipo de junta soldada. equipamento, não define o tipo de junta soldada.
Categoria A Categoria A -- Juntas longitudinais do costado e Juntas longitudinais do costado e botas, transições de diâmetros, pescoço de bocais. botas, transições de diâmetros, pescoço de bocais. Todas as juntas do corpo da esfera. Soldas Todas as juntas do corpo da esfera. Soldas circunferenciais ligando tampos hemisféricos ao circunferenciais ligando tampos hemisféricos ao costado;costado;Categoria B Categoria B -- Juntas circunferenciais do costado e Juntas circunferenciais do costado e botas, transições de diâmetros, pescoço de bocais. botas, transições de diâmetros, pescoço de bocais. Soldas de ligação entre tampos, exceto o Soldas de ligação entre tampos, exceto o hemisférico, ao costado;hemisférico, ao costado;Categoria C Categoria C -- Juntas conectando flanges, espelhos, Juntas conectando flanges, espelhos, tampos planos;tampos planos;Categoria D Categoria D -- Juntas de ligação de pescoço de Juntas de ligação de pescoço de bocais e botas ao costado.bocais e botas ao costado.

206
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

207
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
(a) Radiografia Total (Conforme UW(a) Radiografia Total (Conforme UW--51)51)(1) (1) -- Todas as juntas de topo em costado e tampos em vasos com Todas as juntas de topo em costado e tampos em vasos com ““ServiServiçço Letalo Letal””;;(2) (2) -- Todas as juntas de topo em componentes pressurizados de vasos Todas as juntas de topo em componentes pressurizados de vasos em que a espessura nominal na região da junta exceda 1 em que a espessura nominal na região da junta exceda 1 ½½ in, ou in, ou exceda os limites estabelecidos em UCSexceda os limites estabelecidos em UCS--57, UNF57, UNF--57, UHA57, UHA--33, UCL33, UCL--35 35 ou UCLou UCL--36;36;(3) (3) -- Todas as soldas de topo em costado e tampos em Todas as soldas de topo em costado e tampos em ““unfiredunfired steamsteamboilersboilers”” tendo pressão de projeto superior a 50 psi;tendo pressão de projeto superior a 50 psi;(4) (4) -- Todas as soldas de topo em bocais, botas, etc,... conectando emTodas as soldas de topo em bocais, botas, etc,... conectando emseseçções de vasos ou tampos que exigem radiografia total conforme iteões de vasos ou tampos que exigem radiografia total conforme itens ns (1) e (2) acima;(1) e (2) acima;

208
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
(a) Radiografia Total (Conforme UW(a) Radiografia Total (Conforme UW--51)51)(5) (5) -- Todas as juntas de Categorias A & D em seTodas as juntas de Categorias A & D em seçções de vasos ou ões de vasos ou
tampos onde a eficiência utilizada no projeto tampos onde a eficiência utilizada no projeto éé permitida por UWpermitida por UW--12(a), neste caso :12(a), neste caso :
(a) (a) -- Soldas de Categorias A & B conectando seSoldas de Categorias A & B conectando seçções de vasos ou ões de vasos ou tampos deverão ser do Tipo (1) ou Tipo (2) da Tabela UWtampos deverão ser do Tipo (1) ou Tipo (2) da Tabela UW--12;12;
(b) (b) -- Soldas de Categorias B ou C que interceptam juntas de Soldas de Categorias B ou C que interceptam juntas de Categoria A em seCategoria A em seçções de vasos ou tampos ou conectando seões de vasos ou tampos ou conectando seçções ões ou tampos sem costura devem ser, no mou tampos sem costura devem ser, no míínimo, radiografadas por nimo, radiografadas por pontos de acordo com UWpontos de acordo com UW--52;52;

209
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
(a) Radiografia Total (Conforme UW(a) Radiografia Total (Conforme UW--51)51)(6) (6) -- Todas as soldas de topo unidas por eletro gTodas as soldas de topo unidas por eletro gáás com passe s com passe úúnico nico
maior que 1 maior que 1 ½½ in e todas as soldas por in e todas as soldas por eletroesceletroescóóriaria;;(7) (7) -- Exame de ultraExame de ultra--som de acordo com UWsom de acordo com UW--53 poder53 poderáá substituir o substituir o
ensaio radiogrensaio radiográáfico para a solda final de fechamento de um vaso fico para a solda final de fechamento de um vaso que não permite acesso para o filme. A dificuldade de utilizaque não permite acesso para o filme. A dificuldade de utilizaçção da ão da radiografia não pode ser justificativa para sua substituiradiografia não pode ser justificativa para sua substituiçção.ão.

210
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
(b) (b) -- Radiografia por Pontos (Conforme UWRadiografia por Pontos (Conforme UW--52)52)Exceto quando requerido em (a)(5)(b) acima, juntas de topo dExceto quando requerido em (a)(5)(b) acima, juntas de topo dos os Tipos (1) ou (2) da Tabela UWTipos (1) ou (2) da Tabela UW--12 que não são requeridas 12 que não são requeridas radiografia total, conforme item (a), podem ser examinadas por radiografia total, conforme item (a), podem ser examinadas por pontos. Se radiografia por pontos pontos. Se radiografia por pontos éé especificada para o vaso especificada para o vaso inteiro, ensaio radiogrinteiro, ensaio radiográáfico não fico não éé requerido para as juntas de requerido para as juntas de Categorias B & C em bocais ou botas que excedem NPS 10 nem 1 Categorias B & C em bocais ou botas que excedem NPS 10 nem 1 1/8 in de espessura.1/8 in de espessura.
(c) (c) -- Sem RadiografiaSem RadiografiaExceto como requerido em (a) acima, nenhuma radiografia Exceto como requerido em (a) acima, nenhuma radiografia éérequerida para juntas de vasos projetados apenas para pressão requerida para juntas de vasos projetados apenas para pressão externa, ou quando o projeto da junta estexterna, ou quando o projeto da junta estáá de acordo com UWde acordo com UW--12 12 (c). (c).

211
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Observação :P-Number é um número que caracteriza grupos de materiais com a mesma soldabilidade. Através do P-Number se fixa características de tratamento térmico e do exame radiográfico de um equipamento. Nastabelas de tensão admissível constantes das normas encontram-se a indicação do P-Number de cadamaterial.
Table UCSTable UCS--57 Thickness above which full radiographic 57 Thickness above which full radiographic examination of buttexamination of butt--welded joints is mandatorywelded joints is mandatory
PP--No & Group No.No & Group No.Classification of MaterialClassification of Material
Nominal thickness above which buttNominal thickness above which butt--welded welded joints shall be fully joints shall be fully radiographedradiographed [in][in]
1 Gr. 1, 2, 31 Gr. 1, 2, 3 1 1 ¼¼
3 Gr. 1, 2, 33 Gr. 1, 2, 3 3/43/4
4 Gr. 1, 24 Gr. 1, 2 5/85/8
5 Gr. 1, 25 Gr. 1, 2 00
9A Gr. 19A Gr. 1 5/85/8
9B Gr. 19B Gr. 1 5/85/8
10A Gr. 110A Gr. 1 3/43/4
10B Gr. 210B Gr. 2 5/85/8
10C Gr. 310C Gr. 3 5/85/8
10F Gr. 610F Gr. 6 3/43/4

212
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Tabela UWTabela UW--12 fornece a eficiência de junta 12 fornece a eficiência de junta ““EE”” a ser a ser utilizada nas futilizada nas fóórmulas de crmulas de cáálculo. lculo.
►► Valor de Valor de ““EE”” depende apenas do Tipo de junta e grau depende apenas do Tipo de junta e grau de inspede inspeçção empregado.ão empregado.
►► O usuO usuáário/cliente deverrio/cliente deveráá selecionar o Tipo de junta e selecionar o Tipo de junta e grau de inspegrau de inspeçção conveniente, a menos que outras ão conveniente, a menos que outras regras ditem esta seleregras ditem esta seleçção.ão.

213
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Valor de Valor de ““EE”” não superior ao fornecido pela coluna (a) da não superior ao fornecido pela coluna (a) da Tabela UWTabela UW--12 dever12 deveráá ser utilizado no projeto de juntas ser utilizado no projeto de juntas de topo totalmente radiografadas, exceto quando os de topo totalmente radiografadas, exceto quando os requisitos de UWrequisitos de UW--11(a)(5) não são cumpridos, quando 11(a)(5) não são cumpridos, quando se utiliza o valor da coluna (b) da Tabela UWse utiliza o valor da coluna (b) da Tabela UW--12.12.
►► Valor de Valor de ““EE”” não superior ao apresentado na coluna (b) não superior ao apresentado na coluna (b) da Tabela UWda Tabela UW--12 deve ser utilizado no dimensionamento 12 deve ser utilizado no dimensionamento de vasos baseado em exame radiogrde vasos baseado em exame radiográáfico por pontos.fico por pontos.
►► Valor de Valor de ““EE”” não superior ao apresentado na coluna (c) não superior ao apresentado na coluna (c) da Tabela UWda Tabela UW--12 deve ser utilizado no dimensionamento 12 deve ser utilizado no dimensionamento de vasos sem exame radiogrde vasos sem exame radiográáfico.fico.

214
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► OBS :OBS :►► 1) Se1) Seçções do casco ou tampos sem costura são ões do casco ou tampos sem costura são
considerados como tendo uma junta de categoria A, considerados como tendo uma junta de categoria A, Tipo 1. Para efeito de cTipo 1. Para efeito de cáálculo, para a tensão lculo, para a tensão circunferencialcircunferencial, o valor de E = 1,0 quando os , o valor de E = 1,0 quando os requisitos de 11(a)(5)(b) são atendidos, e E = 0,85 requisitos de 11(a)(5)(b) são atendidos, e E = 0,85 quando não o são.quando não o são.
►► 2) No apêndice L, encontram2) No apêndice L, encontram--se vse váários diagramas de rios diagramas de bloco orientando quanto ao tipo de exame radiogrbloco orientando quanto ao tipo de exame radiográáfico fico e valores de eficiência de juntas que podem ser e valores de eficiência de juntas que podem ser adotadas no projeto de um vaso de pressão.adotadas no projeto de um vaso de pressão.

215
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

216
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

217
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

218
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

219
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Conforme Código ASME Conforme Código ASME SeçSeç.VIII .VIII –– Divisão 2 (Divisão 2 (ArticleArticle DD--4), as 4), as soldas pressurizadas do equipamento devem ser totalmente soldas pressurizadas do equipamento devem ser totalmente radiografadas, não sendo admitido o uso de radiografia parcial radiografadas, não sendo admitido o uso de radiografia parcial para a qualidade de fabricação do equipamento.para a qualidade de fabricação do equipamento.
►► Os tipos de juntas permitidas são as seguintes :Os tipos de juntas permitidas são as seguintes :►► Categoria A :Categoria A : Todas as juntas de categoria A devem ser do tipo Todas as juntas de categoria A devem ser do tipo
1;1;►► Categoria B :Categoria B : Todas as juntas de categoria B devem ser do tipo Todas as juntas de categoria B devem ser do tipo
1 ou tipo 2;1 ou tipo 2;►► Categoria C :Categoria C : Todas as juntas de categoria C devem ser do tipo Todas as juntas de categoria C devem ser do tipo
1 de topo, em ângulo com penetração total, ou para aplicações 1 de topo, em ângulo com penetração total, ou para aplicações limitadas às juntas Categoria C podem ser de filete.limitadas às juntas Categoria C podem ser de filete.
►► Categoria D :Categoria D : Todas as juntas de categoria D devem ser do Todas as juntas de categoria D devem ser do tipo 1 de topo ou em ângulo com penetração total.tipo 1 de topo ou em ângulo com penetração total.
►► Os itens do Os itens do ArticleArticle DD--4 do ASME 4 do ASME SeçSeç.VIII .VIII –– Div.2 apresentam Div.2 apresentam todas as limitações e exceções de geometria de juntas soldadas todas as limitações e exceções de geometria de juntas soldadas permitidas.permitidas.

220
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOTipoTipo DescriDescriççãoão LimitaLimitaççõesões CategoriaCategoriade Juntade Junta
(a)(a)FullFull22
(b)(b)SpotSpot33
(c)(c)SemSem
(1)(1)
Juntas de Juntas de topotopo com com dupladupla soldagemsoldagemouou obtidaobtida de de modomodo a a mantermanter a a mesmamesma qualidadequalidade de metal de metal depositadodepositado internainterna e e externamenteexternamentede forma a de forma a estarestar de de acordoacordo com com ososrequisitosrequisitos de UWde UW--35. 35. SoldasSoldasutilizandoutilizando matamata--juntas juntas quequepermanepermaneççamam no local no local sãosão excluexcluíídasdas..
NenhumaNenhuma A, B, C & DA, B, C & D 1,001,00 0,850,85 0,700,70
(a) (a) NenhumaNenhuma excetoexceto comocomo emem (b) (b) abaixoabaixo;; A, B, C & DA, B, C & D 0,900,90 0,800,80 0,650,65
(b) Juntas de (b) Juntas de topotopo circunferenciaiscircunferenciaiscom um com um ““offsetoffset””, , conformeconforme UWUW--13(b)(4) e 13(b)(4) e FiguraFigura UWUW--13.1 sketch 13.1 sketch (k)(k)
A, B & CA, B & C 0,900,90 0,800,80 0,650,65
(3)(3) SoldaSolda simples simples emem juntas de juntas de topotopo semsemutilizautilizaççãoão de de matamata--juntasjuntas
SomenteSomente emem juntas de juntas de topotopocircunferenciaiscircunferenciais, com , com espessurasespessurasabaixoabaixo de 5/8 in e com de 5/8 in e com diâmetrosdiâmetrosinferioresinferiores a 24 ina 24 in
A, B & CA, B & C NANA NANA 0,600,60
(a) Juntas (a) Juntas longitudinaislongitudinais com com espessuraespessura abaixoabaixo de 3/8 in;de 3/8 in; AA NANA NANA 0,550,55
(b) Juntas (b) Juntas circunferenciaiscircunferenciais com com espessurasespessuras abaixoabaixo de 5/8 inde 5/8 in B & CB & C66 NANA NANA 0,550,55
(4)(4) SoldaSolda de de filetefilete ((sobrepostasobreposta) ) dupladupla
(2)(2)SoldaSolda simples simples emem juntas de juntas de topotopo com com utilizautilizaççãoão de de matamata--juntas juntas ouou outrooutrotipotipo queque osos incluincluíídosdos emem (1)(1)

221
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOTipoTipo DescriDescriççãoão LimitaLimitaççõesões CategoriaCategoria
de Juntade Junta(a)(a)
FullFull22(b)(b)
SpotSpot33(c)(c)
SemSem
(a) Juntas (a) Juntas circunferenciaiscircunferenciais paraparajunjunççãoão de de tampostampos com com diâmetrosdiâmetrosexternosexternos nãonão superioressuperiores a 24 in e a 24 in e costadocostado com com espessurasespessuras inferioresinferioresa a ½½ in.in.
BB NANA NANA 0,500,50
(b) Juntas circunferenciais(b) Juntas circunferenciais44 paraparajunjunççãoão de de costadoscostados ouou jaquetasjaquetascom com espessurasespessuras nominaisnominaisinferioresinferiores a 5/8 in, a 5/8 in, ondeonde ààdistânciadistância do do centrocentro do do ““plug weldplug weld””parapara a a extremidadeextremidade dada chapachapa nãonãoéé menormenor queque 1 1 ½½ o o diâmetrodiâmetro do do furofuro parapara o o ““plugplug””..
CC NANA NANA 0,500,50
(5)(5) SoldaSolda de de filetefilete ((sobrepostasobreposta) simples ) simples com com ““plug weldsplug welds”” conformeconforme UWUW--1717

222
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOTipoTipo DescriDescriççãoão LimitaLimitaççõesões CategoriaCategoriade Juntade Junta
(a)(a)FullFull22
(b)(b)SpotSpot33
(c)(c)SemSem
(a) Para (a) Para junjunççãoão de de tampostampos com com pressãopressão atuanteatuante no no ladolado convexo convexo emem costadoscostados com com espessuraespessurarequeridarequerida nãonão superioressuperiores a 5/8 in, a 5/8 in, somentesomente com o com o usouso de de soldasolda de de filetefilete internointerno aoao costadocostado;;
A & BA & B NANA NANA 0,450,45
(b) Para (b) Para junjunççãoão de de tampostampos tendotendopressãopressão emem ambos ambos osos ladoslados ememcostadoscostados com com diâmetrosdiâmetros internosinternosnãonão superioressuperiores a 24 in e com a 24 in e com espessuraespessura requeridarequerida nãonãosuperioressuperiores a a ¼¼ in com in com soldasolda de de filetefilete no no ladolado externoexterno do do tampotampoflangeadoflangeado somentesomente..
A & BA & B NANA NANA 0,450,45
(7)(7) Juntas de canto, Juntas de canto, penetrapenetraççãoão total, total, penetrapenetraççãoão parcialparcial, , ouou soldasolda de de filetefilete..
Como Como limitadolimitado pelapela figurafigura UWUW--13.2 e 13.2 e figurafigura UWUW--16.1.16.1. C & DC & D77 NANA NANA NANA
(8)(8) Junta Junta emem ânguloângulo ProjetoProjeto pelopelo parparáágrafografo UU--2(g) 2(g) parapara juntas juntas CategoriaCategoria B e C.B e C. B, C & DB, C & D NANA NANA NANA
(6)(6) SoldaSolda de de filetefilete simples simples semsem ““plug plug weldswelds””

223
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Notas:1 - O fator simples mostrado para cada combinação de Categoria de junta e grau de exame de radiografia substitui ambos fatores de redução de tensões e eficiência de junta em relação às consideraçõespreviamente utilizadas nesta Divisão;2 - Ver UW-12(a) e UW-51;3 - Ver UW-12(b) e UW-524 - Juntas conectando tampos hemisféricos e costado cilíndricos sãoexcluídas;5 - E = 1,0 para juntas de topo em compressão.6 - Para a junta Categoria C do Tipo 4, limitação não é aplicável paraconexões de flanges aparafusados.7 - Não existe um valor de eficiência de junta E para o cálculo dessa Divisão para juntas de canto Categorias C e D. Quando necessário, um valor de E não superior a 1,0 deve ser utilizado.

224
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► –– Tensões Tensões CircunferenciaisCircunferenciais devido a Pressão Internadevido a Pressão Interna►► As tensões As tensões circunferenciaiscircunferenciais são aquelas que tendem a romper o são aquelas que tendem a romper o
cilindro segundo a sua geratriz quando submetido a uma pressão cilindro segundo a sua geratriz quando submetido a uma pressão interna. Em geral são as mais críticas e são calculadas interna. Em geral são as mais críticas e são calculadas simplificadamentesimplificadamente conforme a expressão matemática a seguir:conforme a expressão matemática a seguir:
(pressão interna) x (raio médio) Tensão circunferencial =
espessura
p
p
Sc Sc
Para um cilindro com :D – diâmetrot – espessuraL - comprimentoÁrea Projetada = D.LÁrea Resistente = 2.t.LForça de Separação = p.D.LTensão Circunferencial = Força de Separação / Área ResistenteSc = pDL / 2tL = pD / 2t = pR / t

225
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Tensões LongitudinaisTensões Longitudinais►► As tensões longitudinais são aquelas que tendem a romper o As tensões longitudinais são aquelas que tendem a romper o
cilindro segundo a sua seção transversal quando submetido a uma cilindro segundo a sua seção transversal quando submetido a uma pressão interna e/ou carregamentos externos. Em geral são pressão interna e/ou carregamentos externos. Em geral são menos críticas e são calculadas conforme a expressão matemática menos críticas e são calculadas conforme a expressão matemática a seguir, para o carregamento exclusivo de pressão interna:a seguir, para o carregamento exclusivo de pressão interna:
Para um cilindro com :D – diâmetro t – espessura L - comprimentoÁrea Projetada = π.D2 / 4Área Resistente = π.D.tForça de Separação = p.(π.D2 / 4)Tensão Longitudinal = Força de Separação / Área ResistenteSL = p(πD2/4)/πDt = pD/4t = pR/2t
(pressão interna) x (raio médio) Tensão longitudinal =
2 x espessura
p
p
Sl
Sl

226
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
t t –– espessura espessura reqreq., calculada para as condi., calculada para as condiçções de projeto.ões de projeto.P P –– pressão de projeto;pressão de projeto;S S –– tensão admisstensão admissíível na temperatura de projeto;vel na temperatura de projeto;R R –– raio interno do componente;raio interno do componente;RRoo –– raio externo do componente;raio externo do componente;D D –– diâmetro interno do componente;diâmetro interno do componente;DDoo –– diâmetro externo do componente;diâmetro externo do componente;L L –– raio interno para o tampo hemisfraio interno para o tampo hemisféérico ou raio interno da coroa rico ou raio interno da coroa
para o tampo toropara o tampo toro--esfesféérico;rico;LLoo –– raio externo para o tampo hemisfraio externo para o tampo hemisféérico ou raio externo da coroa rico ou raio externo da coroa
para o tampo toropara o tampo toro--esfesféérico;rico;αα -- semisemi--ângulo interno da parte cônica, de um tampo cônico ou ângulo interno da parte cônica, de um tampo cônico ou
torotoro--cônico, em relacônico, em relaçção ao centro;ão ao centro;r r –– raio interno da parte raio interno da parte ttóóricarica;;h h –– semisemi--eixo menor do tampo elipsoidal ou sua profundidade eixo menor do tampo elipsoidal ou sua profundidade
medida a partir da linha de tangência;medida a partir da linha de tangência;E E –– eficiência de junta eficiência de junta

227
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOTensões circunferenciais Tensões longitudinais
P ≤ 0,385SE P ≤ 1,25SE Espessura mínima requerida ( ) ( )P4,0SE
PRP6,0SE
PRt o
+=
−= ( ) ( )P4,1SE2
PRP4,0SE2
PRt o
+=
+=
Pressão máxima admissível ( ) ( )t4,0R
tSEt6,0R
tSEPo −
=+
= ( ) ( )t4,1RtSE2
t4,0RtSE2P
o −=
−= t ≤ R / 2
Tensões atuantes
( ) ( )tE
t4,0RPtE
t6,0RPS o −=
+= ( ) ( )
tE2t4,1RP
tE2t4,0RPS o −
=−
=
P > 0,385SE P > 1,25SE
Espessura mínima requerida
21
21
o2
1
Z
1ZR1ZRt
⎟⎠⎞⎜
⎝⎛ −
=⎟⎠⎞⎜
⎝⎛ −=
PSEPSEZ
−+
=
21
21
o2
1
Z
1ZR1ZRt
⎟⎠⎞⎜
⎝⎛ −
=⎟⎠⎞⎜
⎝⎛ −=
1SEPZ +=
Pressão máxima admissível
( )( )
( )( )2
2
2
2
b1b1SE
1a1aSEP
+−
=+
−=
1Rta += 1
Rtbo
−=
( ) ( )2
22
bb1SE1aSEP −
=−=
1Rta += 1
Rtbo
−=
t > R / 2
Tensões atuantes
( )( )
( )( )2
2
2
2
b1Eb1P
1aE1aPS
−+
=−+
= ( )( )( )2
2
2 b1Eb1P
1aEPS
−+
=−
=
Costado cilíndrico

228
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Casco e tampo esférico
EspessuraEspessura mmíínimanima requeridarequerida
t = P.L / (2.S.E t = P.L / (2.S.E –– 0,2.P) = 0,2.P) = P.LP.Loo / (2S.E + 0,8.P)/ (2S.E + 0,8.P)
PressãoPressão mmááximaxima admissadmissíívelvel
P = 2.t.S.E / (L + 0,2.t) = 2.t.S.E / (LP = 2.t.S.E / (L + 0,2.t) = 2.t.S.E / (Loo –– 0,8.t)0,8.t)
TensõesTensões atuantesatuantes
S = P.(L + 0,2.t) / (2.t.E) = S = P.(L + 0,2.t) / (2.t.E) = P.(LP.(Loo –– 0,8.t) / (2.t.E)0,8.t) / (2.t.E)
EspessuraEspessura mmíínimanima requeridarequerida
t = L.(Yt = L.(Y1/31/3 –– 1) = L1) = Loo.(Y.(Y1/31/3 –– 1) / Y1) / Y1/3 1/3 Y = 2.(S.E + P) / (2.S.E Y = 2.(S.E + P) / (2.S.E –– P)P)
PressãoPressão mmááximaxima admissadmissíívelvel
P = 2.P = 2.S.ES.E.(a.(a33 –– 1)/(2 + a1)/(2 + a33) = 2.S.E.(1 ) = 2.S.E.(1 –– bb33)/(2.b)/(2.b33 + 1)+ 1)a = (t / L + 1) b = (t / La = (t / L + 1) b = (t / Loo –– 1)1)
TensõesTensões atuantesatuantes
S = P.(2+aS = P.(2+a33)/[2.E.(a)/[2.E.(a33 –– 1)] = P.(2.b1)] = P.(2.b33+1)/[2.E.(1 +1)/[2.E.(1 –– bb33)])]
t > 0,356Lt > 0,356LP > 0,665SEP > 0,665SE
t t ≤≤ 0,356L0,356LP P ≤≤ 0,665SE0,665SE

229
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO Tampo elipsoidal
K = (1/6).{2+[D/(2.h)]2}Para o tampo padrão : D / (2.h) = 2 K = 1
EspessuraEspessura mmíínimanimarequeridarequerida
t = t = P.D.KP.D.K/(2./(2.S.ES.E––0,2.P) = 0,2.P) = = = P.DP.Doo.K.K/[2./[2.S.E+2S.E+2.P.(K.P.(K––0,1)]0,1)]
PressãoPressão mmááximaximaadmissadmissíívelvel
P = 2.P = 2.t.S.Et.S.E/(/(D.K+0D.K+0,2.t) = ,2.t) = = 2.= 2.t.S.Et.S.E/[/[DDoo.K.K –– 2.(K 2.(K –– 0,1)]0,1)]
TensõesTensões atuantesatuantes S = P.(S = P.(D.K+0D.K+0,2.t)/(2.,2.t)/(2.t.Et.E) =) == P.[= P.[DDoo.K.K––2.(K2.(K––0,1)]/(2.t.E)0,1)]/(2.t.E)
D / 2hD / 2h 3,03,0 2,92,9 2,82,8 2,72,7 2,62,6 2,52,5 2,42,4 2,32,3 2,22,2 2,12,1 2,02,0
KK 1,831,83 1,731,73 1,641,64 1,551,55 1,461,46 1,371,37 1,291,29 1,211,21 1,141,14 1,071,07 1,001,00
D / 2hD / 2h 1,91,9 1,81,8 1,71,7 1,61,6 1,51,5 1,41,4 1,31,3 1,21,2 1,11,1 1,01,0
KK 0,930,93 0,870,87 0,810,81 0,760,76 0,710,71 0,660,66 0,610,61 0,570,57 0,530,53 0,500,50

230
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO Tampo toroesférico
M = (1/ 4).[3 + (L / r)1/2]
EspessuraEspessura mmíínimanimarequeridarequerida
t = t = P.L.MP.L.M/(2./(2.S.ES.E –– 0,2.P) =0,2.P) == = P.LP.Loo.M.M / [2./ [2.S.ES.E + P.(M + P.(M –– 0,2)]0,2)]
PressãoPressão mmááxima xima admissadmissíívelvel
P = 2.P = 2.t.S.Et.S.E / (/ (L.ML.M + 0,2.t) =+ 0,2.t) == 2.= 2.t.S.Et.S.E / [/ [LLoo.M.M –– (M (M –– 0,2)]0,2)]
TensõesTensões atuantesatuantes S = P.(S = P.(L.ML.M + 0,2.t)/(2.+ 0,2.t)/(2.t.Et.E) =) == P.[= P.[LLoo.M.M –– (M (M –– 0,2)]/(2.t.E)0,2)]/(2.t.E)
L / rL / r 1,01,0 1,251,25 1,501,50 1,751,75 2,002,00 2,252,25 2,502,50 2,752,75 3,003,00 3,253,25 3,503,50
MM 1,001,00 1,031,03 1,061,06 1,081,08 1,101,10 1,131,13 1,151,15 1,171,17 1,181,18 1,201,20 1,221,22
L / rL / r 4,04,0 4,54,5 5,05,0 5,55,5 6,06,0 6,56,5 7,07,0 7,57,5 8,08,0 8,58,5 9,09,0
MM 1,251,25 1,281,28 1,311,31 1,341,34 1,361,36 1,391,39 1,411,41 1,441,44 1,461,46 1,481,48 1,501,50
L / rL / r 9,59,5 10,010,0 10,510,5 11,011,0 11,511,5 12,012,0 13,013,0 14,014,0 15,015,0 16,016,0 16 2/316 2/3
MM 1,521,52 1,541,54 1,561,56 1,581,58 1,601,60 1,621,62 1,651,65 1,691,69 1,721,72 1,751,75 1,771,77

231
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Tampo conico
αα ≤≤ 3030oo
EspessuraEspessura mmíínimanima requeridarequerida t = t = P.DP.D/[2.cos/[2.cosαα.( S.E.( S.E––0,6.P)]0,6.P)]
PressãoPressão mmááxima xima admissadmissíívelvel P = 2.P = 2.t.cost.cosαα.S.E/(D+0,6.t.cos.S.E/(D+0,6.t.cosαα))
TensõesTensões atuantesatuantes S = P.(D+0,6.S = P.(D+0,6.t.cost.cosαα)/(2.t.cos)/(2.t.cosαα.E) .E)
αα > 30> 30oo
AnAnááliselise especialespecial

232
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
• Tampo planos• Para o dimensionamento dos tampos planos utilizaremos a seguinte nomenclatura.C – Fator que depende do tipo de tampo, método de ligação, dimensões, etc,... Este fator, para tampos soldados, inclui um fator igual a 0,667 o que efetivamente aumenta a tensão admissível, emtais construções para 1,5.S.D – dimensão maior de um tampo não circular, medida perpendicularmente à dimensão menor;d – diâmetro ou menor dimensão para tampos não circulares;hG – braço do momento da junta, distância radial entre a linha de centro dos parafusos à linha de reação da junta;E – eficiência de junta;L – perímetro medido ao longo da linha de centro dos parafusos de um flange não circular;m – relação tr / ts;

233
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
P – pressão de projeto;S – tensão máxima admissível;t – espessura requerida para o tampo;tr – espessura requerida para o casco cilíndrico, sem costura;ts – espessura de fabricação do casco, excluída a sobrespessura de corrosão;W – carga dos parafusos;Z – fator para tampos não circulares.

234
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
• A figura UG-34 apresenta alguns tipos de tampos planos normalmente utilizados. Outras abreviaturas referenciadas na figura UG-34 estão definidas no parágrafo UG-34 e na figura UW-13.2 do código)
Tipo de Tampo Fórmula de Cálculo
Circular, sem ligação aparafusada 2/1
SECP.dt ⎥⎦
⎤⎢⎣⎡=
Circular, com ligação aparafusada 2/1
3G
SEdWh9,1
SECP.dt ⎥⎦
⎤⎢⎣⎡ +=
Não circular, sem ligação aparafusada
2/1
SEZCP.dt ⎥⎦
⎤⎢⎣⎡=
onde : Z = 3,4 – 2,4.d/D Z≤ 2,5
Não circular, com ligação aparafusada
2/1
3G
SELdWh6
SEZCP.dt ⎥⎦
⎤⎢⎣⎡ +=
onde : Z = 3,4 – 2,4.d/D Z≤ 2,5

235
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

236
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A ação de uma carga externa num vaso em equilíbrio sob A ação de uma carga externa num vaso em equilíbrio sob determinado carregamento resulta numa deformação adicional que determinado carregamento resulta numa deformação adicional que pode ou não desaparecer com a retirada dessa ação externa. Se a pode ou não desaparecer com a retirada dessa ação externa. Se a deformação desaparece o equilíbrio é dito estável, caso contrárideformação desaparece o equilíbrio é dito estável, caso contrário, é o, é instável. Quando é ultrapassado um valor crítico de carregamentoinstável. Quando é ultrapassado um valor crítico de carregamentoocorre instabilidade elástica, que pode ser seguida do completo ocorre instabilidade elástica, que pode ser seguida do completo colapso do vaso.colapso do vaso.
►► A instabilidade elástica é usualmente um critério decisivo nos A instabilidade elástica é usualmente um critério decisivo nos projetos de vasos de pressão que operam à pressão externa.projetos de vasos de pressão que operam à pressão externa.
►► Para o caso de um vaso cilíndrico submetido à pressão externa, cPara o caso de um vaso cilíndrico submetido à pressão externa, com om ou sem anéis de reforço, espaçados de um comprimento maior que ou sem anéis de reforço, espaçados de um comprimento maior que um comprimento crítico, a instabilidade elástica ocorrerá, de umum comprimento crítico, a instabilidade elástica ocorrerá, de ummodo geral num nível de tensões abaixo da tensão de escoamento modo geral num nível de tensões abaixo da tensão de escoamento do material. Se o comprimento entre tangentes, ou a distância do material. Se o comprimento entre tangentes, ou a distância entre os anéis de reforço é menor que o comprimento crítico, a entre os anéis de reforço é menor que o comprimento crítico, a pressão crítica é função não só da relação t / D e do módulo de pressão crítica é função não só da relação t / D e do módulo de elasticidade do material, como também da relação L / D.elasticidade do material, como também da relação L / D.

237
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A pressão crítica de A pressão crítica de flambagemflambagem para um vaso cilíndrico com os para um vaso cilíndrico com os extremos abertos em um comprimento maior que o crítico pode ser extremos abertos em um comprimento maior que o crítico pode ser expressa, conforme expressa, conforme WindenburgWindenburg e e TrillingTrilling, pela equação :, pela equação :
►► PPcc = {2.E / [3.(1 = {2.E / [3.(1 -- νν22)]}.(n)]}.(n22 –– 1).(t / D1).(t / Doo))33
►► E E –– módulo de elasticidade;módulo de elasticidade;►► t t –– espessura do vaso;espessura do vaso;►► DDoo –– diâmetro externo;diâmetro externo;►► νν -- coeficiente de coeficiente de PoisonPoison;;►► n n –– número de lóbulos formados na número de lóbulos formados na flambagemflambagem, função de L/D, função de L/Doo e e
DDoo / t./ t.

238
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► O valor mínimo desta pressão crítica corresponde a n = 2.O valor mínimo desta pressão crítica corresponde a n = 2.►► PPcc = [2.E / (1 = [2.E / (1 -- νν22)].(t / D)].(t / Doo))33
►► Para o caso de um vaso cilíndrico, com tampos, uma expressão, Para o caso de um vaso cilíndrico, com tampos, uma expressão, também desenvolvida por conforme também desenvolvida por conforme WindenburgWindenburg e e TrillingTrilling, é :, é :
►► PPcc = [2,42.E / (1 = [2,42.E / (1 -- νν22))3/43/4].{(t / D].{(t / Doo))5/25/2 / [L/ D/ [L/ Doo –– 0,45.(t / D0,45.(t / Doo))1/21/2]}]}
►► L é o comprimento de projeto, conforme será posteriormente L é o comprimento de projeto, conforme será posteriormente definido.definido.
►► A pressão crítica assim calculada, teórica, é na realidade maiorA pressão crítica assim calculada, teórica, é na realidade maiorque a pressão crítica real de que a pressão crítica real de flambagemflambagem, verificada através de , verificada através de experiências práticas; isto é devido a imperfeições na fabricaçexperiências práticas; isto é devido a imperfeições na fabricação ão do vaso (do vaso (ovalizaçõesovalizações) ou a deformações causadas por cargas ) ou a deformações causadas por cargas externas.externas.

239
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► BickellBickell e Ruiz afirmam que, numa primeira e Ruiz afirmam que, numa primeira aproximação, o valor desta pressão crítica real de aproximação, o valor desta pressão crítica real de flambagemflambagem será em torno de 50% do valor será em torno de 50% do valor calculado, para uma calculado, para uma ovalizaçãoovalização igual a espessura do igual a espessura do vaso e aproximadamente 75%, para uma vaso e aproximadamente 75%, para uma ovalizaçãoovalizaçãoigual a 10% da espessura.igual a 10% da espessura.

240
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Conforme visto anteriormente, a pressão crítica de Conforme visto anteriormente, a pressão crítica de flambagemflambagempara uma casca cilíndrica é dada pela expressão.para uma casca cilíndrica é dada pela expressão.
►► PPcc = [2.E / (1 = [2.E / (1 -- νν22)].(t / D)].(t / Doo))33
►► Para um valor de Para um valor de νν = 0,3, temos := 0,3, temos :►► PPcc = 2,2.E.(t / D= 2,2.E.(t / Doo))33
►► Isto é válido para vasos de comprimento de projeto maior que Isto é válido para vasos de comprimento de projeto maior que um comprimento crítico um comprimento crítico llcc..
►► llcc = 1,111.D= 1,111.Doo.[D.[Doo / t]/ t]1/21/2
►► Para vasos com um comprimento de projeto menor que o Para vasos com um comprimento de projeto menor que o comprimento crítico, temos:comprimento crítico, temos:
►► PPcc = K.E.(t / D= K.E.(t / Doo))33
►► Onde K é função das relações L/DOnde K é função das relações L/Doo e De Doo/t./t.

241
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A tensão A tensão circunferencialcircunferencial de compressão, resultante desta de compressão, resultante desta pressão crítica é :pressão crítica é :
►► S = PS = Pcc.D.Doo / (2t) = [D/ (2t) = [Doo / (2t)].K.E.(t / D/ (2t)].K.E.(t / Doo))33
►► RearrumandoRearrumando esta equação, temos :esta equação, temos :►► (S / E) = (S / E) = εε = (K / 2).(t / D= (K / 2).(t / Doo))33
►► A figura G do código ASME, apresenta os valores de A figura G do código ASME, apresenta os valores de εε (Fator A), (Fator A), em função das relações t / Dem função das relações t / Doo e L / De L / Doo. Os pontos de inflexão . Os pontos de inflexão representam a região onde o comprimento de vaso é crítico. representam a região onde o comprimento de vaso é crítico. Este gráfico é independente do material do equipamento.Este gráfico é independente do material do equipamento.

242
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

243
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Se considerarmos um coeficiente de segurança igual a 4, adotado Se considerarmos um coeficiente de segurança igual a 4, adotado sobre a pressão crítica de sobre a pressão crítica de flambagemflambagem, podemos escrever:, podemos escrever:
►► PPcc = 4.P= 4.Paa = 2.S.(t / D= 2.S.(t / Doo))►► PPaa.(D.(Doo / t) = S / 2 (Fator B)/ t) = S / 2 (Fator B)►► No código as figuras CS 1, CS 2 e as demais (relativas ao No código as figuras CS 1, CS 2 e as demais (relativas ao
material) apresentam a relação entre a deformação crítica de material) apresentam a relação entre a deformação crítica de flambagemflambagem (Fator A) e uma tensão (Fator B) função da pressão (Fator A) e uma tensão (Fator B) função da pressão crítica de crítica de flambagemflambagem, das dimensões e do material do vaso., das dimensões e do material do vaso.
►► De acordo com o código, será calculado : De acordo com o código, será calculado : ►► PPaa = (4/3).[B / (D= (4/3).[B / (Doo/t)]/t)]

244
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

245
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

246
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► No código ASME, a seguinte notação é adotada na No código ASME, a seguinte notação é adotada na determinação das espessuras do casco e tampos determinação das espessuras do casco e tampos submetidos à pressão externa.submetidos à pressão externa.
►► L L –– comprimento de projeto (fig. UG 28.0); será o comprimento de projeto (fig. UG 28.0); será o maior entre :maior entre :
comprimento do trecho cilíndrico (CET) mais 1/3 da comprimento do trecho cilíndrico (CET) mais 1/3 da profundidade de cada tampo, se não houver anéis profundidade de cada tampo, se não houver anéis de reforço;de reforço;a maior distância centro a centro entre dois anéis a maior distância centro a centro entre dois anéis de reforço adjacentes;de reforço adjacentes;a distância da linha de centro do primeiro anel de a distância da linha de centro do primeiro anel de reforço ao início do trecho cilíndrico mais 1/3 da reforço ao início do trecho cilíndrico mais 1/3 da profundidade do tampo;profundidade do tampo;distância entre as junções conedistância entre as junções cone--cilindro, para vasos cilindro, para vasos com tampos ou transições cônicas;com tampos ou transições cônicas;distância da linha de centro do primeiro anel de distância da linha de centro do primeiro anel de reforço a junção cilindroreforço a junção cilindro--cone, para vasos com cone, para vasos com tampos ou transições cônicas.tampos ou transições cônicas.

247
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

248
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► E E –– módulo de elasticidade do material, na temperatura módulo de elasticidade do material, na temperatura de projeto;de projeto;
►► DDoo –– diâmetro externo do vaso;diâmetro externo do vaso;►► RRoo –– raio externo de um casco esférico;raio externo de um casco esférico;►► t t –– espessura arbitrada para o casco, ou tampo espessura arbitrada para o casco, ou tampo
considerado, sem a considerado, sem a sobrespessurasobrespessura para corrosão ou para corrosão ou tolerâncias de fornecimento e fabricação;tolerâncias de fornecimento e fabricação;
►► A A –– fator determinado a partir da figura UG 28.0;fator determinado a partir da figura UG 28.0;►► B B –– fator determinado a partir das figuras fator determinado a partir das figuras
correspondentes ao material do vaso, para a correspondentes ao material do vaso, para a temperatura de projeto;temperatura de projeto;
►► P P –– pressão externa de projeto;pressão externa de projeto;►► PPaa –– valor calculado da pressão externa admissível de valor calculado da pressão externa admissível de
trabalho, para a espessura arbitrada (t).trabalho, para a espessura arbitrada (t).

249
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► De acordo com o ASME, vasos submetidos a uma De acordo com o ASME, vasos submetidos a uma pressão externa igual ou menor a 15,0 psi deverão ser pressão externa igual ou menor a 15,0 psi deverão ser projetados para uma pressão igual ao menor dos projetados para uma pressão igual ao menor dos seguintes valores :seguintes valores :
15,0 psi;15,0 psi;1,25 vezes a máxima pressão externa.1,25 vezes a máxima pressão externa.
►► Na PETROBRAS, a NNa PETROBRAS, a N--253 estabelece que todos os vasos 253 estabelece que todos os vasos submetidos a vácuo deverão ser projetados para vácuo submetidos a vácuo deverão ser projetados para vácuo total. total.
►► O apêndice Q do código ASME explica as bases para o O apêndice Q do código ASME explica as bases para o estabelecimento dos gráficos para cálculo da pressão estabelecimento dos gráficos para cálculo da pressão externa.externa.

250
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Casco cilíndricoCasco cilíndrico►► A espessura requerida para suportar a pressão externa A espessura requerida para suportar a pressão externa
é obtida por um processo de tentativas, a partir de um é obtida por um processo de tentativas, a partir de um valor arbitrado, que envolve os seguintes passos:valor arbitrado, que envolve os seguintes passos:
►► (1) Se D(1) Se Doo / t / t ≥≥ 1010►► a. Arbitre um valor de t e determine L/Da. Arbitre um valor de t e determine L/Doo e De Doo/t./t.►► b. Obtenha na figura G o valor do fator A.b. Obtenha na figura G o valor do fator A.►► Se L/DSe L/Doo > 50, use L/D> 50, use L/Doo = 50= 50►► Se L/DSe L/Doo < 0,05, use L/D< 0,05, use L/Doo = 0,05= 0,05

251
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► c. Com o valor de A, determine o valor B na figura c. Com o valor de A, determine o valor B na figura correspondente ao material do casco. Se o ponto correspondente ao material do casco. Se o ponto encontrado cair à direita das curvas, prolongueencontrado cair à direita das curvas, prolongue--as as horizontalmente e determine B. Se o ponto cair à horizontalmente e determine B. Se o ponto cair à esquerda, calcule diretamente o valor da pressão esquerda, calcule diretamente o valor da pressão admissível:admissível:
►► PPaa = 2AE / [3.D= 2AE / [3.Doo/t]/t] , sendo E o módulo de , sendo E o módulo de elasticidade à temperatura de projetoelasticidade à temperatura de projeto
►► d. Com o valor de B, determine Pd. Com o valor de B, determine Paa::►► PPaa = 4B / [3.D= 4B / [3.Doo/t]/t]►► e. Compare Pe. Compare Paa com Pcom P►► Se PSe Paa < P, arbitre um valor maior para a espessura ou < P, arbitre um valor maior para a espessura ou
utilize anéis de reforçoutilize anéis de reforço►► Se PSe Paa ≥≥ P, a espessura arbitrada satisfaz ao P, a espessura arbitrada satisfaz ao
carregamento de projetocarregamento de projeto

252
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► (2) Se D(2) Se Doo/t < 10/t < 10►► a. Obtenha A e B conforme (1)a. Obtenha A e B conforme (1)►► Se DSe Doo/t /t < < 4, calcule A = 1,1/[D4, calcule A = 1,1/[Doo/t]/t]22
►► Se A > 0,1, use A = 0,1Se A > 0,1, use A = 0,1►► b. Calcule Pb. Calcule Pa1a1 e Pe Pa2a2 . O menor dos dois valores será P. O menor dos dois valores será Paa ::►► PPa1a1 = [2,167 / (D= [2,167 / (Doo/t) /t) –– 0,0833].B0,0833].B►► PPa2a2 = [2S / (D= [2S / (Doo/t)].[1 /t)].[1 –– 1 / (D1 / (Doo/t)]/t)]►► Nesta última fórmula S é o menor valor entre: duas vezes a Nesta última fórmula S é o menor valor entre: duas vezes a
tensão admissível tabelada para o material àtensão admissível tabelada para o material à temperatura de temperatura de projeto e 0,9 vezes a tensão de escoamento à temperatura de projeto e 0,9 vezes a tensão de escoamento à temperatura de projeto, que pode ser obtida na Seção II, projeto, que pode ser obtida na Seção II, PartPart D 2 do CÓDIGO.D 2 do CÓDIGO.
►► c. Com o menor valor entre Pc. Com o menor valor entre Pa1a1 e Pe Pa2a2, compare com P, compare com P►► Se PSe Paa < P, arbitre um valor maior para a espessura ou utilize < P, arbitre um valor maior para a espessura ou utilize
anéis de reforçoanéis de reforço►► Se PSe Paa ≥≥ P, a espessura arbitrada satisfaz ao carregamento de P, a espessura arbitrada satisfaz ao carregamento de
projetoprojeto

253
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Cálculo de Anéis de ReforçoCálculo de Anéis de Reforço►► Notação utilizadaNotação utilizada►► IIss –– momento de inércia requerido para a seção momento de inércia requerido para a seção
transversal do anel de reforço em relação a um eixo transversal do anel de reforço em relação a um eixo neutro paralelo ao eixo do vaso;neutro paralelo ao eixo do vaso;
►► I I –– momento de inércia da seção transversal do anel momento de inércia da seção transversal do anel de reforço adotado em relação a um eixo neutro de reforço adotado em relação a um eixo neutro paralelo ao eixo do vaso;paralelo ao eixo do vaso;
►► AAss –– área da seção transversal do anel de reforço;área da seção transversal do anel de reforço;►► LLss –– soma da metade das distâncias medidas a partir soma da metade das distâncias medidas a partir
da linha de centro do anel considerando a próxima da linha de centro do anel considerando a próxima linha de suporte, em relação a ambos os lados do linha de suporte, em relação a ambos os lados do anel, medidas paralelamente ao eixo do cilindro.anel, medidas paralelamente ao eixo do cilindro.

254
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► OBS : A linha de suporte será assim entendida como OBS : A linha de suporte será assim entendida como ::
outro anel de reforçooutro anel de reforçolinha linha circunferencialcircunferencial em um tampo, distando 1/3 em um tampo, distando 1/3 de sua profundidade do limite da linha de de sua profundidade do limite da linha de tangência do casco.tangência do casco.uma junção cilindrouma junção cilindro--cone.cone.uma junta uma junta circunferencialcircunferencial unindo uma camisa unindo uma camisa externa ao casco cilíndrico.externa ao casco cilíndrico.

255
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Procedimento de cálculo:Procedimento de cálculo:►► 1 1 –– Selecionar o perfil a ser usado como anel de Selecionar o perfil a ser usado como anel de
reforço (Areforço (Ass e I)e I)►► 2 2 –– Calcular : B = (3/4).[P.DCalcular : B = (3/4).[P.Doo / (t + A/ (t + Ass / / LLss)])]►► 3 3 –– Entre na figura do Apêndice S correspondente ao Entre na figura do Apêndice S correspondente ao
material a fim de obter o Fator A, utilizandomaterial a fim de obter o Fator A, utilizando--se o Fator se o Fator B e a temperatura de projeto.B e a temperatura de projeto.
►► Obs : Obs : (a) Se os materiais são diferentes para o casco e (a) Se os materiais são diferentes para o casco e anel, use a figura que conduza ao menor valor do anel, use a figura que conduza ao menor valor do Fator A;Fator A;(b) Se a linha horizontal traçada a partir de B ficar (b) Se a linha horizontal traçada a partir de B ficar abaixo das curvas do material, calcular o Fator A abaixo das curvas do material, calcular o Fator A como : A = 2.B / Ecomo : A = 2.B / E

256
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Procedimento de cálculo:Procedimento de cálculo:►► 4 4 –– Com o valor de A, calcule: Com o valor de A, calcule: ►► IIss = D= Doo
22..LLss.(t + .(t + AAss/L/Lss).A / 14).A / 14►► 5 5 –– Compare I com ICompare I com Iss►► Se ISe Iss > I, escolher outro perfil com maior inércia> I, escolher outro perfil com maior inércia►► Se ISe Iss ≤≤ I, o perfil escolhido satisfaz.I, o perfil escolhido satisfaz.►► Obs:Obs:►► (1) O código também permite que se considere parte (1) O código também permite que se considere parte
do casco, unida ao anel de reforço, como contribuindo do casco, unida ao anel de reforço, como contribuindo para o reforço.para o reforço.
►► (2) Na figura UG(2) Na figura UG--29.2 encontra29.2 encontra--se o máximo arco de se o máximo arco de um casco cilíndrico sob pressão externa que pode um casco cilíndrico sob pressão externa que pode permanecer sem a continuidade de reforço.permanecer sem a continuidade de reforço.
►► (3) Na figura UG(3) Na figura UG--29.1 encontra29.1 encontra--se vários tipos de se vários tipos de anéis de reforço.anéis de reforço.

257
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

258
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO

259
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Casco e Tampos EsféricosCasco e Tampos Esféricos►► O procedimento para tampo esférico é similar ao já O procedimento para tampo esférico é similar ao já
apresentado para o casco cilíndrico. Neste caso os apresentado para o casco cilíndrico. Neste caso os passos são os seguintes:passos são os seguintes:
►► a. Determine o valor de A pela fórmula: A = 0,125 / a. Determine o valor de A pela fórmula: A = 0,125 / (R(Roo/t)/t)
►► b. Determine o valor de B na figura correspondente ao b. Determine o valor de B na figura correspondente ao material. Se o ponto cair à esquerda das curvas, calcule material. Se o ponto cair à esquerda das curvas, calcule o valor de Po valor de Paa diretamente:diretamente:
►► PPaa = 0,0625.E / (R= 0,0625.E / (Roo/t)/t)22
►► c. Com B calcule Pc. Com B calcule Paa : P: Paa = B / (R= B / (Roo/t)/t)►► d. Compare Pd. Compare Paa com Pcom P►► Se PSe Paa < P, arbitre um valor maior para a espessura ou < P, arbitre um valor maior para a espessura ou
utilize anéis de reforçoutilize anéis de reforço►► Se PSe Paa ≥≥ P, a espessura arbitrada satisfaz ao P, a espessura arbitrada satisfaz ao
carregamento de projetocarregamento de projeto

260
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Tampos Elipsoidais e Tampos Elipsoidais e TorisféricosTorisféricos►► Para tampos elipsoidais e Para tampos elipsoidais e torotoro--esféricosesféricos, o procedimento , o procedimento
é idêntico, mas Ré idêntico, mas Roo é definido da seguinte maneira:é definido da seguinte maneira:►► -- Tampo elipsoidal : RTampo elipsoidal : Roo = = KKoo.D.Doo, sendo , sendo KKoo um fator que um fator que
depende de Ddepende de Doo/2h/2hTABLE UG-33.1
VALUES OF SPHERICAL RADIUS FACTOR Ko FOR ELLIPSOIDAL HEAD WITH PRESSURE ON CONVEX SIDE
Interpolation Permitted for Intermediate Values Do / 2ho ...... 3,0 2,8 2,6 2,4 2,2
Ko ...... 1,36 1,27 1,18 1,08 0,99
Do / 2ho 2,0 1,8 1,6 1,4 1,2 1,0 Ko 0,90 0,81 0,73 0,65 0,57 0,50

261
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Tampo toroTampo toro--esférico :esférico :►► RRoo = raio externo da calota esférica= raio externo da calota esférica►► A espessura tem que ser calculada para resistir também A espessura tem que ser calculada para resistir também
a uma pressão interna equivalente a 1,67 vezes a a uma pressão interna equivalente a 1,67 vezes a pressão de projeto externa, considerando eficiência de pressão de projeto externa, considerando eficiência de solda igual a 1,0. Esta exigência aplicasolda igual a 1,0. Esta exigência aplica--se apenas aos se apenas aos tampos elipsoidais e tampos elipsoidais e toroesféricostoroesféricos..

262
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Devem ser adotadas de preferência, como espessuras Devem ser adotadas de preferência, como espessuras nominais(comerciais) os seguintes valores, em nominais(comerciais) os seguintes valores, em milímetros : 4,75 / 6,3 / 8,0 / 9,5 / 11,2 / 12,5 / 14,0 / milímetros : 4,75 / 6,3 / 8,0 / 9,5 / 11,2 / 12,5 / 14,0 / 16,0 / 17,5 / 19,0 / 20,6 / 22,4 / 23,6 / 25,0 / 28,6 / 16,0 / 17,5 / 19,0 / 20,6 / 22,4 / 23,6 / 25,0 / 28,6 / 31,5 / 34,9 / 37,5 / 41,3 / 44,4 / 47,5 / 50,0.31,5 / 34,9 / 37,5 / 41,3 / 44,4 / 47,5 / 50,0.
►► Para espessuras superiores a 50,0 mm devem ser Para espessuras superiores a 50,0 mm devem ser adotados valores inteiros em milímetros.adotados valores inteiros em milímetros.
►► As tolerâncias de fornecimento das chapas não As tolerâncias de fornecimento das chapas não precisam ser consideradas, desde que as chapas precisam ser consideradas, desde que as chapas estejam de acordo com as normas ASTM Aestejam de acordo com as normas ASTM A--20 e PB20 e PB--35.35.

263
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Para tampos abaulados e outras peças prensadas ou Para tampos abaulados e outras peças prensadas ou conformadas, deve ser previsto um adequado acréscimo conformadas, deve ser previsto um adequado acréscimo na espessura das chapas, para compensar a perda de na espessura das chapas, para compensar a perda de espessura na prensagem ou na conformação, de forma espessura na prensagem ou na conformação, de forma que a espes-sura final da peça acabada tenha no que a espes-sura final da peça acabada tenha no mínimo o valor calculado ou o valor que consta nos mínimo o valor calculado ou o valor que consta nos desenhos.desenhos.
►► Nos vasos em que forem previstas diferentes espessuras Nos vasos em que forem previstas diferentes espessuras de chapas para os diversos anéis, permitede chapas para os diversos anéis, permite--se ao se ao projetista modificar para mais essas espessuras, com a projetista modificar para mais essas espessuras, com a finalidade de acertar as alturas dos anéis, com as finalidade de acertar as alturas dos anéis, com as dimensões comerciais das chapas.dimensões comerciais das chapas.

264
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Devem sempre ser acrescentada uma adequada Devem sempre ser acrescentada uma adequada sobrespessurasobrespessura para corrosão exceto quando, para o para corrosão exceto quando, para o serviço e o material em questão, a corrosão for serviço e o material em questão, a corrosão for reconhecidamente inexistente ou desprezível, ou reconhecidamente inexistente ou desprezível, ou quando houver um revestimento interno quando houver um revestimento interno anticorrosivoanticorrosivoadequado.adequado.
►► As As sobrespessurassobrespessuras para corrosão devem ser baseadas para corrosão devem ser baseadas na vida útil do equipamento, conforme a tabela a seguir. na vida útil do equipamento, conforme a tabela a seguir. Como regra geral, quando a taxa de corrosão prevista Como regra geral, quando a taxa de corrosão prevista for superior a 0,3 for superior a 0,3 mm/anomm/ano recomendarecomenda--se que seja se que seja considerado o emprego de outros materiais mais considerado o emprego de outros materiais mais resistentes a corrosão.resistentes a corrosão.

265
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Classe dos EquipamentosClasse dos Equipamentos
Refinarias, Refinarias, Terminais e outras Terminais e outras
InstalaInstalaçções não ões não PetroquPetroquíímicasmicas
Unidades Unidades PetroquPetroquíímicasmicas
Equipamentos de grande porte, Equipamentos de grande porte, grande custo ou essenciais ao grande custo ou essenciais ao funcionamento da unidade funcionamento da unidade industrial (reatores, torres, industrial (reatores, torres, permutadores ou vasos permutadores ou vasos importantes)importantes)
20 anos20 anos 15 anos15 anos
Outros equipamentos não incluOutros equipamentos não incluíídos dos na classe acimana classe acima 15 anos15 anos 10 anos10 anos
PePeçças desmontas desmontááveis ou de veis ou de reposireposiçção (feixes tubulares, internos ão (feixes tubulares, internos de torres, etc,...)de torres, etc,...)
8 anos8 anos 5 anos5 anos

266
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Exceto quando especificado de outra forma, devem ser Exceto quando especificado de outra forma, devem ser adotados os seguintes valores mínimos para a adotados os seguintes valores mínimos para a sobrespessurasobrespessura para corrosão, para as partes para corrosão, para as partes construídas em aço carbono ou em aços de baixa liga:construídas em aço carbono ou em aços de baixa liga:
►► (a) Torres, vasos e permutadores em geral para (a) Torres, vasos e permutadores em geral para serviços hidrocarbonetos: 3 mm;serviços hidrocarbonetos: 3 mm;
►► (b) Potes de acumulação (botas) para os vasos acima: (b) Potes de acumulação (botas) para os vasos acima: 6 mm;6 mm;
►► (c) Vasos em geral para vapor e ar: 1,5 mm;(c) Vasos em geral para vapor e ar: 1,5 mm;►► (d) Vasos de armazenamento da gases liquefeitos de (d) Vasos de armazenamento da gases liquefeitos de
petróleo : 1,5 mmpetróleo : 1,5 mm

267
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Componente do EquipamentoComponente do Equipamento CritCritéériorio
Partes da parede de pressão, em contato com o fluido Partes da parede de pressão, em contato com o fluido de processo: casco, tampos, pescode processo: casco, tampos, pescoçços de bocais, os de bocais, espelhos, flanges, flanges cegos e outros.espelhos, flanges, flanges cegos e outros.
PePeçças internas não removas internas não removííveis, submetidas a esforveis, submetidas a esforçços os principais.principais.
Adicionar o valor integral da Adicionar o valor integral da sobrespessurasobrespessura, em cada face da , em cada face da pepeçça em contato com o fluido.a em contato com o fluido.
PePeçças internas não removas internas não removííveis submetidas a esforveis submetidas a esforçços.os.
PePeçças internas removas internas removííveis submetidas a esforveis submetidas a esforçços os (exclui bandejas e seus acess(exclui bandejas e seus acessóórios).rios).
Adicionar Adicionar metadometado do valor da do valor da sobrespessurasobrespessura em cada face em em cada face em contato com o fluido.contato com o fluido.
PePeçças internas removas internas removííveis não submetidas a esforveis não submetidas a esforçços os (exclui bandejas e seus acess(exclui bandejas e seus acessóórios).rios).
Adicionar Adicionar ¼¼ do valor da do valor da sobrespessurasobrespessura, em cada face da , em cada face da pepeçça em contato com o fluido a em contato com o fluido (m(míínimo de 1,0 mm, total).nimo de 1,0 mm, total).

268
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Capítulo 7Capítulo 7
Testes de Pressão em Vasos de PressãoTestes de Pressão em Vasos de Pressão

269
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Os testes de pressão são a última prova por que passam Os testes de pressão são a última prova por que passam os vasos de pressão antes que sejam entregues a os vasos de pressão antes que sejam entregues a operação. São realizados para verificaroperação. São realizados para verificar--se a se a estanqueidadeestanqueidade de todas as juntas soldadas e conexões de todas as juntas soldadas e conexões do equipamento e do equipamento e submetesubmete--lolo a um nível de tensões a um nível de tensões superior ao que estará sujeito em condições normais, superior ao que estará sujeito em condições normais, pela primeira vez, promovendo alívio de tensões pela primeira vez, promovendo alívio de tensões provenientes de descontinuidades geométricas. provenientes de descontinuidades geométricas.
►► PodePode--se realizar testes hidrostáticos, pneumáticos ou se realizar testes hidrostáticos, pneumáticos ou mistos, sendo os mais comuns os primeiros. O teste mistos, sendo os mais comuns os primeiros. O teste pneumático ou o misto, só deverão ser realizados em pneumático ou o misto, só deverão ser realizados em casos excepcionais, devido ao grande perigo que casos excepcionais, devido ao grande perigo que representam.representam.

270
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► DefiniçõesDefinições►► NRNR--13 13 -- Norma Norma regulamentadoraregulamentadora que estabelece regras que estabelece regras
compulsórias a serem seguidas no projeto, operação, compulsórias a serem seguidas no projeto, operação, inspeção e manutenção de caldeiras e vasos de pressão inspeção e manutenção de caldeiras e vasos de pressão instalados em unidades industriais e outros instalados em unidades industriais e outros estabelecimentos públicos no Brasil, como definido no estabelecimentos públicos no Brasil, como definido no corpo da norma.corpo da norma.
►► Profissional Habilitado (PH) Profissional Habilitado (PH) -- Aquele que tem Aquele que tem competência legal para o exercício da profissão de competência legal para o exercício da profissão de engenheiro nas atividades referentes a projeto de engenheiro nas atividades referentes a projeto de construção, acompanhamento de operação e construção, acompanhamento de operação e manutenção, inspeção e supervisão de inspeção de manutenção, inspeção e supervisão de inspeção de caldeiras e vasos de pressão, em conformidade com a caldeiras e vasos de pressão, em conformidade com a regulamentação profissional vigente no País.regulamentação profissional vigente no País.

271
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► DefiniçõesDefinições►► Teste de Pressão Teste de Pressão -- Teste por meio de fluido Teste por meio de fluido
compressível ou incompressível ou uma mistura de compressível ou incompressível ou uma mistura de ambos, até um dado valor de pressão, com a finalidade ambos, até um dado valor de pressão, com a finalidade de aliviar as tensões residuais, avaliar a integridade e a de aliviar as tensões residuais, avaliar a integridade e a resistência estrutural dos componentes sujeitos a resistência estrutural dos componentes sujeitos a pressão, dentro das condições estabelecidas para a sua pressão, dentro das condições estabelecidas para a sua realização.realização.

272
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Procedimento de TesteProcedimento de Teste►► Durante os testes de pressão muito importante que Durante os testes de pressão muito importante que
sejam tomadas todas as medidas de segurança sejam tomadas todas as medidas de segurança necessárias para que se tenha um total controle da necessárias para que se tenha um total controle da situação e sejam evitados acidentes. Entre essas situação e sejam evitados acidentes. Entre essas medidas incluemmedidas incluem--se as seguintes:se as seguintes:

273
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Ocasião do TesteOcasião do Teste : O teste só pode ser realizado : O teste só pode ser realizado depois de decorrido um prazo de 48 horas após a depois de decorrido um prazo de 48 horas após a execução da última soldagem em partes pressurizadas e execução da última soldagem em partes pressurizadas e partes de sustentação do equipamento.partes de sustentação do equipamento.
►► -- Água Água : Deve ser verificado com o projetista quais as : Deve ser verificado com o projetista quais as características de pureza da água adequada e feito o características de pureza da água adequada e feito o controle dessas características. O teor máximo de controle dessas características. O teor máximo de cloretos permitidos na água deve ser definido pelo cloretos permitidos na água deve ser definido pelo projetista, porém nunca superior a 50 ppm, para projetista, porém nunca superior a 50 ppm, para equipamentos de aços inoxidáveis equipamentos de aços inoxidáveis austeníticosausteníticos ou com ou com revestimento interno desses materiais.revestimento interno desses materiais.

274
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Temperatura do TesteTemperatura do Teste ::►► A temperatura da água deve estar compatível com a A temperatura da água deve estar compatível com a
temperatura de projeto, para equipamentos que operam temperatura de projeto, para equipamentos que operam em baixas temperaturas.em baixas temperaturas.
►► Para evitar risco de fratura frágil durante o teste, devem Para evitar risco de fratura frágil durante o teste, devem ser respeitadas as seguintes condições de temperatura ser respeitadas as seguintes condições de temperatura do metal:do metal:
►► a) equipamentos com espessura de parede maior ou a) equipamentos com espessura de parede maior ou igual a 50,8 mm (2”):igual a 50,8 mm (2”):
►► -- a temperatura do metal deve ser mantida a, pelo a temperatura do metal deve ser mantida a, pelo menos, 17°C acima da temperatura de projeto mínima menos, 17°C acima da temperatura de projeto mínima do metal ou, no mínimo, a 15 °C, o que for maior;do metal ou, no mínimo, a 15 °C, o que for maior;

275
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Temperatura do TesteTemperatura do Teste ::►► b) equipamentos com espessura de parede menor que b) equipamentos com espessura de parede menor que
50,8 mm (2”):50,8 mm (2”):►► -- a temperatura do metal deve ser mantida a, pelo a temperatura do metal deve ser mantida a, pelo
menos, 6 °C acima da temperatura de projeto mínima menos, 6 °C acima da temperatura de projeto mínima do metal ou, no mínimo, a 15 °C, o que for maior.do metal ou, no mínimo, a 15 °C, o que for maior.
►► Nota: A temperatura de teste deve ser igual ou superior Nota: A temperatura de teste deve ser igual ou superior aos valores estabelecidos, a menos que existam aos valores estabelecidos, a menos que existam informações sobre características frágeis do material do informações sobre características frágeis do material do equipamento, indicando que uma temperatura de teste equipamento, indicando que uma temperatura de teste diferente da recomendada seja aplicável.diferente da recomendada seja aplicável.

276
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- ManômetrosManômetros : Devem ser utilizados no mínimo 3 : Devem ser utilizados no mínimo 3 manômetros para acompanhamento do teste, sendo um manômetros para acompanhamento do teste, sendo um deles registrador. Pelo menos um deles deve ficar a uma deles registrador. Pelo menos um deles deve ficar a uma distância segura do equipamento, devendo ser distância segura do equipamento, devendo ser instalados bloqueios entre os manômetros e o instalados bloqueios entre os manômetros e o equipamento para permitir sua substitui-ção, caso equipamento para permitir sua substitui-ção, caso necessário. necessário. A localização e quantidade de manômetros e A localização e quantidade de manômetros e registradores utilizados para a realização do teste registradores utilizados para a realização do teste devem ser definidas pelo Profissional Habilitado em devem ser definidas pelo Profissional Habilitado em função das dimensões, do período de teste e acesso ao função das dimensões, do período de teste e acesso ao equipamento ou conjunto a ser testado.equipamento ou conjunto a ser testado.

277
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- SegurançaSegurança : Devem ser previstas condições de : Devem ser previstas condições de segurança antes e durante a execução do teste. A área segurança antes e durante a execução do teste. A área deve ser isolada e serão proibidos soldas sobre o deve ser isolada e serão proibidos soldas sobre o equipamento ou sobre qualquer parte em contato equipamento ou sobre qualquer parte em contato elétrico com o mesmo, enquan-to o equipamento elétrico com o mesmo, enquan-to o equipamento contiver contiver aguaagua..
►► -- Pressão de testePressão de teste : Devem ser utilizados os valores de : Devem ser utilizados os valores de pressão de teste determinados pelo projeto mecânico do pressão de teste determinados pelo projeto mecânico do equipamento.equipamento.

278
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Pressão de testePressão de teste►► Os seguintes aspectos devem ser considerados quando Os seguintes aspectos devem ser considerados quando
da definição de pressão de teste pelo Profissional da definição de pressão de teste pelo Profissional Habilitado:Habilitado:
a) código e norma de projeto de fabricação;a) código e norma de projeto de fabricação;b) código de inspeção em serviços aplicáveis;b) código de inspeção em serviços aplicáveis;c) relação entre as condições de projeto e condições de c) relação entre as condições de projeto e condições de operação;operação;d) potencial de risco e localização do vaso na unidade d) potencial de risco e localização do vaso na unidade industrial;industrial;e) histórico de resultados das inspeções de segurança e) histórico de resultados das inspeções de segurança internas e externas anteriores;internas e externas anteriores;f) histórico de resultados de testes de pressão anteriores;f) histórico de resultados de testes de pressão anteriores;g) possibilidade da existência de defeitos subcríticos;g) possibilidade da existência de defeitos subcríticos;h) avaliação da PMTA na condição atual do equipamento.h) avaliação da PMTA na condição atual do equipamento.

279
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- RecalqueRecalque : Durante o teste hidrostático deve ser : Durante o teste hidrostático deve ser prevista a proteção do equipamento em relação a prevista a proteção do equipamento em relação a pressões superiores a pressão de teste ou quanto a pressões superiores a pressão de teste ou quanto a possibilidade de vácuo; deve ser também possibilidade de vácuo; deve ser também acompanhado e medido o recalque da fundação.acompanhado e medido o recalque da fundação.

280
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Execução do TesteExecução do Teste : Recomenda: Recomenda--se o seguinte procedimento se o seguinte procedimento de teste: de teste: [Prática Recomendada].[Prática Recomendada].
►► a) elevar a pressão até 50 % da pressão de teste;a) elevar a pressão até 50 % da pressão de teste;►► b) inspecionar o vaso;b) inspecionar o vaso;►► c) elevar gradativamente a pressão até a condição de teste;c) elevar gradativamente a pressão até a condição de teste;►► d) manter o vaso pressurizado neste patamar pelo tempo d) manter o vaso pressurizado neste patamar pelo tempo
mínimo de 30 minutos e por motivo de segurança, nenhuma mínimo de 30 minutos e por motivo de segurança, nenhuma inspeção deve ser executada durante este período;inspeção deve ser executada durante este período;
►► e) reduzir gradativamente a pressão para um valor de até 65 e) reduzir gradativamente a pressão para um valor de até 65 % da pressão de teste;% da pressão de teste;
►► f) inspecionar o vaso;f) inspecionar o vaso;►► g) reduzir gradativamente a pressão de teste até a pressão g) reduzir gradativamente a pressão de teste até a pressão
atmosférica, devendo ser abertos os bocais superiores para atmosférica, devendo ser abertos os bocais superiores para evitar vácuo no interior do vaso.evitar vácuo no interior do vaso.

281
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Inspeção após o Teste Inspeção após o Teste : Após o teste em : Após o teste em equipamentos equipamentos cladeadoscladeados ou revestidos com tiras ou revestidos com tiras soldadas (“soldadas (“stripstrip lininglining”), recomenda”), recomenda--se a realização se a realização de inspeção visual internamente para a avaliação da de inspeção visual internamente para a avaliação da integridade do revestimento. integridade do revestimento. [Prática [Prática Recomendada]Recomendada]

282
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Determinação da Pressão de Teste (ASME, VIII. Divisão 1)Determinação da Pressão de Teste (ASME, VIII. Divisão 1)►► -- Teste Hidrostático Padrão (Teste Hidrostático Padrão (PPtptp))►► Neste teste a pressão em qualquer ponto do equipamento deve Neste teste a pressão em qualquer ponto do equipamento deve
ser no mínimo igual ao seguinte valor: ser no mínimo igual ao seguinte valor: ►► PPtptp = = FFthth..PMAPMAcqcq.(.(SSff / / SSqq))►► onde: onde: ►► FFthth = 1,5 para vasos projetados anteriormente à edição de 1998; = 1,5 para vasos projetados anteriormente à edição de 1998;
= 1,3 para vasos projetados posteriormente à edição de 1998 do = 1,3 para vasos projetados posteriormente à edição de 1998 do ASME Div.1;ASME Div.1;
►► PMAPMAcqcq = pressão máxima admissível de trabalho do equipamento = pressão máxima admissível de trabalho do equipamento na situação corroída na temperatura de projeto;na situação corroída na temperatura de projeto;
►► SSff = tensão admissível do material a temperatura do teste;= tensão admissível do material a temperatura do teste;►► SSqq = tensão admissível do material na temperatura de projeto.= tensão admissível do material na temperatura de projeto.

283
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Determinação da Pressão de Teste (ASME, VIII. Determinação da Pressão de Teste (ASME, VIII. Divisão 1)Divisão 1)
►► -- Teste Hidrostático Padrão (Teste Hidrostático Padrão (PPtptp))►► Este valor é o mínimo estabelecido pelo códi-go, mas Este valor é o mínimo estabelecido pelo códi-go, mas
a critério do projetista e usuário do equipamento, ele a critério do projetista e usuário do equipamento, ele poderá ser testado de acordo com uma pressão de poderá ser testado de acordo com uma pressão de teste determinada através de um procedimento teste determinada através de um procedimento alternativo. Qualquer valor de pressão entre o alternativo. Qualquer valor de pressão entre o procedimento padrão e o alternativo pode ser procedimento padrão e o alternativo pode ser adotado, de acordo com o ASME. adotado, de acordo com o ASME.

284
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Determinação da Pressão de Teste (ASME, VIII. Determinação da Pressão de Teste (ASME, VIII. Divisão 1)Divisão 1)
►► -- Teste Hidrostático Alternativo (Teste Hidrostático Alternativo (PPtata))►► A pressão de teste alternativo, atuando no to-po do A pressão de teste alternativo, atuando no to-po do
vaso, será calculada da seguinte forma:vaso, será calculada da seguinte forma:►► -- DeterminaDetermina--se a PMA para cada parte constituin-te do se a PMA para cada parte constituin-te do
equipamento, na condição não corroída e na equipamento, na condição não corroída e na temperatura do teste (temperatura do teste (PMAPMAnfnf para cada componente) ; para cada componente) ; multiplicamos cada um desses valores por 1,3 ou 1,5, a multiplicamos cada um desses valores por 1,3 ou 1,5, a depender da edição do código; descontadepender da edição do código; desconta--se a altura se a altura hidrostática atuando em cada parte, em relação ao topo hidrostática atuando em cada parte, em relação ao topo do equipamento, adotado equipamento, adota--se o menor valor calculado.se o menor valor calculado.

285
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Determinação da Pressão de Teste (ASME, VIII. Divisão Determinação da Pressão de Teste (ASME, VIII. Divisão 1)1)
►► -- ObservaçõesObservações►► As condições do teste devem ser claramente definidas As condições do teste devem ser claramente definidas
entre fabricante e usuário. Deve ficar claro se a pressão de entre fabricante e usuário. Deve ficar claro se a pressão de teste é referente ao vaso novo ou corroído, assim como se teste é referente ao vaso novo ou corroído, assim como se a pressão de teste referente ao vaso na posição horizontal a pressão de teste referente ao vaso na posição horizontal ou vertical (Para os vasos verticais exigeou vertical (Para os vasos verticais exige--se a se a determinação dos valores da pressão de teste nas duas determinação dos valores da pressão de teste nas duas posições).posições).
►► O código não limita superiormente a pressão de tes-te, O código não limita superiormente a pressão de tes-te, porém pressões acima dos valores de porém pressões acima dos valores de PPtptp ou ou PPtata, poderão , poderão provocar deformações excessivas causando a rejeição do provocar deformações excessivas causando a rejeição do equipamento.equipamento.

286
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► -- Determinação da Pressão de Teste (ASME, VIII. Divisão 1)Determinação da Pressão de Teste (ASME, VIII. Divisão 1)►► -- ObservaçõesObservações►► É importante lembrar que, na condição de teste hi-drostático, a É importante lembrar que, na condição de teste hi-drostático, a
tensão máxima poderá atingir 80% do limite de escoamento do tensão máxima poderá atingir 80% do limite de escoamento do material na temperatura ambiente, nas partes pressurizadas. Nas material na temperatura ambiente, nas partes pressurizadas. Nas partes não pressurizadas podepartes não pressurizadas pode--se considerar a tensão admissível se considerar a tensão admissível bási-ca acrescida de 33 1/3%.bási-ca acrescida de 33 1/3%.
►► Vasos submetidos à pressão externa deverão também ser Vasos submetidos à pressão externa deverão também ser submetidos a um teste hidrostático ou quando es-te for submetidos a um teste hidrostático ou quando es-te for impraticável a um teste pneumático. Em qual-quer caso a impraticável a um teste pneumático. Em qual-quer caso a pressão de teste não deverá ser inferior a 1,5 vezes a diferençapressão de teste não deverá ser inferior a 1,5 vezes a diferençaentre a pressão atmosférica normal e a mínima pressão absoluta entre a pressão atmosférica normal e a mínima pressão absoluta interna; a pressão interna máxima admissível é calculada da interna; a pressão interna máxima admissível é calculada da mesma maneira que para os vasos sujeitos a pressão interna.mesma maneira que para os vasos sujeitos a pressão interna.

287
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOPMO

288
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Teste Pneumático ou Teste Pneumático ou HidropneumáticoHidropneumático►► Cabe ao Profissional Habilitado avaliar as condições de risco e Cabe ao Profissional Habilitado avaliar as condições de risco e
aprovar ou não a alternativa de aplicação do teste com fluido aprovar ou não a alternativa de aplicação do teste com fluido compressível. No caso de aplicação, o teste deve ser compressível. No caso de aplicação, o teste deve ser supervisionado por Profissional Habilitado.supervisionado por Profissional Habilitado.
►► Nota: A aplicação de teste de pressão com fluido compressível (tNota: A aplicação de teste de pressão com fluido compressível (teste este pneumático) ou mistura de fluido compressíveis e incompressíveispneumático) ou mistura de fluido compressíveis e incompressíveis (teste (teste hidropneumáticohidropneumático) é válida, porém deve ser considerado que um equipamento ) é válida, porém deve ser considerado que um equipamento submetido a teste com fluido compressível tem uma energia armazesubmetido a teste com fluido compressível tem uma energia armazenada muito nada muito maior que o mesmo vaso submetido a teste hidrostático na mesma pmaior que o mesmo vaso submetido a teste hidrostático na mesma pressão. ressão. Visto que o potencial de risco numa eventual liberação não contrVisto que o potencial de risco numa eventual liberação não controlada dessa olada dessa energia é muito maior, a aplicação de teste pneumático ou energia é muito maior, a aplicação de teste pneumático ou hidropneumáticohidropneumáticodeve ser restrita àquelas condições em que um fluido líquido é ideve ser restrita àquelas condições em que um fluido líquido é inviável, ou nviável, ou quando a pressão de teste é de tal ordem que a energia armazenadquando a pressão de teste é de tal ordem que a energia armazenada é a é comparável àquela existente no vaso na sua condição de operação comparável àquela existente no vaso na sua condição de operação normal.normal.

289
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Teste Pneumático ou Teste Pneumático ou HidropneumáticoHidropneumático►► O sistema para pressurização deve conter, no mínimo:O sistema para pressurização deve conter, no mínimo:►► a) dispositivo de controle de pressão instalada à montante do a) dispositivo de controle de pressão instalada à montante do
sistema sob teste, ajustada para a pressão de ensaio, de modo a sistema sob teste, ajustada para a pressão de ensaio, de modo a impedir que haja impedir que haja sobrepressãosobrepressão;;
►► b) válvulas de fechamento rápido, instaladas à montante e à b) válvulas de fechamento rápido, instaladas à montante e à jusante do sistema sob teste.jusante do sistema sob teste.
►► Nota: RecomendaNota: Recomenda--se a utilização de dispositivo de alívio se a utilização de dispositivo de alívio automático contra automático contra sobrepressãosobrepressão adequado ao sistema sob teste. adequado ao sistema sob teste. [Prática Recomendada][Prática Recomendada]

290
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Teste Pneumático ou Teste Pneumático ou HidropneumáticoHidropneumático►► -- Pressão de testePressão de teste : : Os seguintes aspectos devem ser Os seguintes aspectos devem ser
considerados quando da definição de pressão de teste pelo considerados quando da definição de pressão de teste pelo Profissional Habilitado:Profissional Habilitado:
►► a) código e norma de projeto de fabricação;a) código e norma de projeto de fabricação;►► b) código de inspeção em serviços aplicáveis;b) código de inspeção em serviços aplicáveis;►► c) relação entre as condições de projeto e condições de c) relação entre as condições de projeto e condições de
operação;operação;►► d) potencial de risco e localização do vaso na unidade industriad) potencial de risco e localização do vaso na unidade industrial;l;►► e) histórico de resultados das inspeções de segurança internas ee) histórico de resultados das inspeções de segurança internas e
externas anteriores;externas anteriores;►► f) histórico de resultados de testes de pressão anteriores;f) histórico de resultados de testes de pressão anteriores;►► g) possibilidade de existência de defeitos subcríticos;g) possibilidade de existência de defeitos subcríticos;►► h) avaliação da PMTA na condição atual do equipamento.h) avaliação da PMTA na condição atual do equipamento.

291
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Teste Pneumático ou Teste Pneumático ou HidropneumáticoHidropneumático►► -- Execução do TesteExecução do Teste : : ►► RecomendaRecomenda--se o seguinte procedimento de teste: se o seguinte procedimento de teste: [Prática [Prática
Recomendada]Recomendada]►► a) elevar a pressão até 102 a) elevar a pressão até 102 kPakPa (1,02 (1,02 kgf/cm2kgf/cm2) ou 10 % da ) ou 10 % da
pressão de teste, o que for menor;pressão de teste, o que for menor;►► b) inspecionar o vaso;b) inspecionar o vaso;►► c) elevar gradativamente a pressão até a condição de teste;c) elevar gradativamente a pressão até a condição de teste;►► d) manter o vaso pressurizado neste patamar pelo tempo mínimo d) manter o vaso pressurizado neste patamar pelo tempo mínimo
de 30 minutos e por motivo de segurança, nenhuma inspeção de 30 minutos e por motivo de segurança, nenhuma inspeção deve ser executada durante este período;deve ser executada durante este período;
►► e) reduzir gradativamente a pressão para um valor de até 80 % e) reduzir gradativamente a pressão para um valor de até 80 % da pressão de teste;da pressão de teste;

292
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Teste Pneumático ou Teste Pneumático ou HidropneumáticoHidropneumático►► -- Execução do TesteExecução do Teste : : ►► f) inspecionar o vaso;f) inspecionar o vaso;►► g) reduzir gradativamente a pressão de teste até a pressão g) reduzir gradativamente a pressão de teste até a pressão
atmosférica, devendo ser abertos os bocais superiores para evitaatmosférica, devendo ser abertos os bocais superiores para evitar r vácuo no interior do vaso.vácuo no interior do vaso.
►► É um teste de grande periculosidade e substituirá o teste É um teste de grande periculosidade e substituirá o teste hidrostático quando:hidrostático quando:
►► -- O vaso ou seus suportes não forem dimensionados para O vaso ou seus suportes não forem dimensionados para suportar o peso do teste hidrostático.suportar o peso do teste hidrostático.
►► -- Qualquer traço d’água ou do fluído utilizado no teste prejudicaQualquer traço d’água ou do fluído utilizado no teste prejudicar r o processo.o processo.

293
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Teste Pneumático ou Teste Pneumático ou HidropneumáticoHidropneumático►► A pressão do teste pneumático será no mínimo: A pressão do teste pneumático será no mínimo:
►► PPtesteteste > > FFthth..PMAPMAcqcq.(.(SSff / / SSqq))
►► FFthth = 1,25 para vasos projetados anteriormente à edição de = 1,25 para vasos projetados anteriormente à edição de 1998; = 1,1 para vasos projetados posteriormente à edição de 1998; = 1,1 para vasos projetados posteriormente à edição de 1998 do ASME Div.1.1998 do ASME Div.1.

294
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Capítulo 8Capítulo 8
Acompanhamento de Vasos de PressãoAcompanhamento de Vasos de Pressão

295
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Em 1977 foi assinada a Lei nEm 1977 foi assinada a Lei n°° 6514, alterando o capítulo V do 6514, alterando o capítulo V do Título II da Consolidação das Leis do Trabalho, relativa à Título II da Consolidação das Leis do Trabalho, relativa à segurança e medicina do trabalho. Essa lei contem seções com segurança e medicina do trabalho. Essa lei contem seções com vários assuntos, sendo que a Seção XII trata de Caldeiras, Fornovários assuntos, sendo que a Seção XII trata de Caldeiras, Fornos s e Recipientes Sob Pressão.e Recipientes Sob Pressão.
►► Em 1978 o Ministério do Trabalho aprovou as Normas Em 1978 o Ministério do Trabalho aprovou as Normas RegulamentadorasRegulamentadoras (NR), previstas na Lei 6514, visando detalhar (NR), previstas na Lei 6514, visando detalhar as disposições daquela lei. Dentre as 28 Normas as disposições daquela lei. Dentre as 28 Normas RegulamentadorasRegulamentadoras somente as NRsomente as NR--13 13 -- VASOS DE PRESSÃO e VASOS DE PRESSÃO e NRNR--14 14 -- FORNOS tratavam diretamente dos equipamentos FORNOS tratavam diretamente dos equipamentos industriais. Apesar do título, a NRindustriais. Apesar do título, a NR--13 tratava apenas de caldeiras 13 tratava apenas de caldeiras e era simplesmente uma cópia da antiga portaria ne era simplesmente uma cópia da antiga portaria n°°20, com todos 20, com todos os seus problemas.os seus problemas.

296
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Em 1983 o Ministério do Trabalho resolveu estender a NREm 1983 o Ministério do Trabalho resolveu estender a NR--13 a 13 a ″″outrosoutros″″ vasos de pressão, como: compressores, tanques de ar vasos de pressão, como: compressores, tanques de ar comprimido, vasos de ar comprimido, reservatórios em geral de comprimido, vasos de ar comprimido, reservatórios em geral de ar comprimido e outros com autoar comprimido e outros com auto--claves, que são tão perigosos claves, que são tão perigosos quanto as caldeiras.quanto as caldeiras.
►► Em 1984 e 1985 a NREm 1984 e 1985 a NR--13 sofreu algumas alterações, continuando 13 sofreu algumas alterações, continuando com vários problemas que praticamente inviabilizavam a sua com vários problemas que praticamente inviabilizavam a sua utilização.utilização.
►► Em 1995 a NREm 1995 a NR--13 sofreu novas alterações, agora com a 13 sofreu novas alterações, agora com a participação de técnicos de algumas industrias e foi totalmente participação de técnicos de algumas industrias e foi totalmente modificada, sendo introduzida nesta, conceitos existente em modificada, sendo introduzida nesta, conceitos existente em Normas Européia. A atual NRNormas Européia. A atual NR--13 classifica os vasos de pressão 13 classifica os vasos de pressão em função dos dados de projeto e estabelece entre outros itens aem função dos dados de projeto e estabelece entre outros itens afreqüência de inspeção e a periodicidade de testes.freqüência de inspeção e a periodicidade de testes.

297
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Atualmente no Brasil as Normas Atualmente no Brasil as Normas RegulamentadorasRegulamentadoras são os são os instrumentos legais que exigem inspeção em vasos de pressão e instrumentos legais que exigem inspeção em vasos de pressão e por sua natureza tem força de lei. A NRpor sua natureza tem força de lei. A NR--1 descreve que as 1 descreve que as Normas Normas RegulamentadorasRegulamentadoras são de observância obrigatória pelas são de observância obrigatória pelas empresas privadas e públicas e pelos órgãos públicos da empresas privadas e públicas e pelos órgãos públicos da administração direta e indireta, bem como pelos órgãos dos administração direta e indireta, bem como pelos órgãos dos poderes legislativo e judiciário, que possuam empregados regidospoderes legislativo e judiciário, que possuam empregados regidospela Consolidação das Leis Trabalhistas (CLT).pela Consolidação das Leis Trabalhistas (CLT).

298
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Comentários da NRComentários da NR--13, referentes a Vasos de Pressão13, referentes a Vasos de Pressão►► A seguir serão feitos alguns comentários referentes às exigênciaA seguir serão feitos alguns comentários referentes às exigências s
da NRda NR--13, da parte referente a vasos de pressão.13, da parte referente a vasos de pressão.►► a) A principal modificação introduzida na NRa) A principal modificação introduzida na NR--13 é a adoção da 13 é a adoção da
classificação dos vasos de pressão em CATEGORIAS DE classificação dos vasos de pressão em CATEGORIAS DE INSPEÇÃO, em função do: tipo de fluido armazenado, produto da INSPEÇÃO, em função do: tipo de fluido armazenado, produto da pressão máxima de operação do vaso e seu volume geométrico e pressão máxima de operação do vaso e seu volume geométrico e o grupo potencial de risco do vaso.o grupo potencial de risco do vaso.

299
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃOGRUPO DE POTENCIAL DE RISCOGRUPO DE POTENCIAL DE RISCO
CLASSE DE FLUIDOCLASSE DE FLUIDO 11PV PV ≥≥ 100100
22100 > PV 100 > PV ≥≥ 3030
3330 > PV 30 > PV ≥≥ 2,52,5
442,5 > PV 2,5 > PV ≥≥ 11
55PV < 1PV < 1
AA-- Fluido inflamFluido inflamáávelvel-- CombustCombustíível com temperatura vel com temperatura igual ou superior a 200igual ou superior a 200ooCC-- TTóóxico com limite de tolerância xico com limite de tolerância ≤≤ 20 ppm;20 ppm;-- Hidrogênio;Hidrogênio;-- Acetileno.Acetileno.
II II IIII IIIIII IIIIII
BB-- CombustCombustíível com temperatura vel com temperatura < 200< 200°°C;C;-- TTóóxico com limite de tolerância xico com limite de tolerância > 20 ppm.> 20 ppm.
II IIII IIIIII IVIV IVIVCC
-- Vapor de Vapor de áágua;gua;-- Gases asfixiantes simples;Gases asfixiantes simples;-- Ar comprimido.Ar comprimido.
II IIII IIIIII IVIV VVDD
-- ÁÁgua ou outros fluidos não gua ou outros fluidos não enquadrados nas classes A, B, enquadrados nas classes A, B, ou C, com temperatura >50ou C, com temperatura >50°°C.C.
IIII IIIIII IVIV VV VV

300
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► b) As categorias de inspeção variam de I a V, sendo mais rigorosb) As categorias de inspeção variam de I a V, sendo mais rigorosa a quanto MENOR for sua categoria. Assim um vaso enquadrado na quanto MENOR for sua categoria. Assim um vaso enquadrado na categoria I é aquele que estará submetido aos maiores rigores dacategoria I é aquele que estará submetido aos maiores rigores daNorma.Norma.
►► c) A Norma NRc) A Norma NR--13, na parte referente a vasos de pressão aplica13, na parte referente a vasos de pressão aplica--se, basicamente, a vasos de pressão, estacionários, não sujeitosse, basicamente, a vasos de pressão, estacionários, não sujeitos a a chama, cujo produto da pressão máxima de operação (KPa) e seu chama, cujo produto da pressão máxima de operação (KPa) e seu volume geométrico (m3) seja superior a 8 ou que armazene fluido volume geométrico (m3) seja superior a 8 ou que armazene fluido classe A.classe A.

301
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► d) Independente da categoria, todos os vasos devem possuir:d) Independente da categoria, todos os vasos devem possuir:►► -- Placa de identificaçãoPlaca de identificação: placa fixada no vaso, em local visível : placa fixada no vaso, em local visível
que deve conter algumas informações, referentes às condições de que deve conter algumas informações, referentes às condições de projeto do vaso, selecionadas pela Norma.projeto do vaso, selecionadas pela Norma.
►► -- ProntuárioProntuário: são os dados de projeto do vaso.: são os dados de projeto do vaso.►► -- Registro de SegurançaRegistro de Segurança: registro de todas as ocorrências que : registro de todas as ocorrências que
possam influir na segurança do vaso.possam influir na segurança do vaso.►► -- Projeto de InstalaçãoProjeto de Instalação: características das instalações onde o : características das instalações onde o
vaso está localizado.vaso está localizado.►► -- Projeto de Alterações ou ReparosProjeto de Alterações ou Reparos: registro dos reparos : registro dos reparos
realizados no vaso que possam interferir na sua segurança e do realizados no vaso que possam interferir na sua segurança e do procedimento de reparo utilizado.procedimento de reparo utilizado.
►► -- Relatórios de InspeçãoRelatórios de Inspeção: registro de alterações do vaso que : registro de alterações do vaso que estejam em desacordo com sua placa de identificação.estejam em desacordo com sua placa de identificação.

302
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► e) Todo vaso enquadrado nas categorias I e II, deve possuir um e) Todo vaso enquadrado nas categorias I e II, deve possuir um manual de operação que contenha os procedimentos específicos manual de operação que contenha os procedimentos específicos adotados para o vaso em manobras operacionais, como: paradas, adotados para o vaso em manobras operacionais, como: paradas, partidas, emergências, etc. Além disso, os operadores devem ser partidas, emergências, etc. Além disso, os operadores devem ser treinados, conforme os requisitos especificados na Norma.treinados, conforme os requisitos especificados na Norma.
►► f) Todos os reparos ou alterações devem respeitar o respectivo f) Todos os reparos ou alterações devem respeitar o respectivo código de projeto e construção do vaso.código de projeto e construção do vaso. A critério do Profissional A critério do Profissional Habilitado, podem ser utilizadas tecnologias de cálculo ou Habilitado, podem ser utilizadas tecnologias de cálculo ou procedimentos mais avançados em substituição aos previstos procedimentos mais avançados em substituição aos previstos pelos códigos de projeto e construção.pelos códigos de projeto e construção.

303
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► g) A periodicidade de inspeção exigida pela Norma, depende da g) A periodicidade de inspeção exigida pela Norma, depende da categoria do vaso e se a empresa possui Serviço Próprio de categoria do vaso e se a empresa possui Serviço Próprio de Inspeção de Equipamentos. A tabela a seguir mostra os prazos Inspeção de Equipamentos. A tabela a seguir mostra os prazos de inspeção e exigências de teste hidrostático para vasos de de inspeção e exigências de teste hidrostático para vasos de pressão.pressão.
ExameExame ExternoExterno ExameExame InternoInterno TesteTeste HidrostHidrostááticoticoCom SPIECom SPIE SemSem SPIESPIE Com SPIECom SPIE SemSem SPIESPIE Com SPIECom SPIE SemSem SPIESPIE
II 3 3 anosanos 1 1 anoano 6 6 anosanos 3 3 anosanos 12 12 anosanos 6 6 anosanos
IIII 4 4 anosanos 2 2 anosanos 8 8 anosanos 4 4 anosanos 16 16 anosanos 8 8 anosanos
IIIIII 5 5 anosanos 3 3 anosanos 10 10 anosanos 6 6 anosanos A A critcritéériorio 12 12 anosanos
IVIV 6 6 anosanos 4 4 anosanos 12 12 anosanos 8 8 anosanos A A critcritéériorio 16 16 anosanos
VV 7 7 anosanos 5 5 anosanos A A critcritéériorio 10 10 anosanos A A critcritéériorio 20 20 anosanos
CategoriaCategoriado do VasoVaso
Com SPIE = empresas Com Serviço Próprio de Inspeção de Equipamentos.Sem SPIE = empresas Sem Serviço Próprio de Inspeção de Equipamentos.

304
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► h) As válvulas de segurança devem ser desmontadas, h) As válvulas de segurança devem ser desmontadas, inspecionadas e inspecionadas e recalibradasrecalibradas durante o exame interno do vaso.durante o exame interno do vaso.
►► i) Em situações que possam alterar as condições iniciais do vasoi) Em situações que possam alterar as condições iniciais do vasoeste deve ser submetido a uma inspeção de segurança este deve ser submetido a uma inspeção de segurança extraordinária. Por exemplo : quando houver alteração de local extraordinária. Por exemplo : quando houver alteração de local do vaso.do vaso.
►► j) Após a inspeção deve ser emitido relatório de inspeção j) Após a inspeção deve ser emitido relatório de inspeção contendo no mínimo o seguinte:contendo no mínimo o seguinte:
identificação do vaso;identificação do vaso;fluido de serviço e categoria do vaso;fluido de serviço e categoria do vaso;tipo do vaso;tipo do vaso;data de início e término da inspeção;data de início e término da inspeção;tipo de inspeção executada;tipo de inspeção executada;descrição dos exames e testes executados;descrição dos exames e testes executados;resultados das inspeções e intervenções executadas;resultados das inspeções e intervenções executadas;conclusões;conclusões;recomendações e providências necessárias;recomendações e providências necessárias;data prevista para a próxima inspeção;data prevista para a próxima inspeção;nome e assinatura do profissional habilitado;nome e assinatura do profissional habilitado;nome e assinatura dos técnicos que participaram da inspeção.nome e assinatura dos técnicos que participaram da inspeção.

305
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Fiscalização e PenalidadesFiscalização e Penalidades►► As delegacias Regionais do Trabalho (DRT) cabem executar as As delegacias Regionais do Trabalho (DRT) cabem executar as
atividades relacionadas com a segurança e medicina do trabalho atividades relacionadas com a segurança e medicina do trabalho e a fiscalização do cumprimento dos preceitos legais e e a fiscalização do cumprimento dos preceitos legais e regulamentares sobre a segurança e higiene do trabalho.regulamentares sobre a segurança e higiene do trabalho.
►► A fiscalização quanto ao cumprimento dos requisitos da NR 13 A fiscalização quanto ao cumprimento dos requisitos da NR 13 pode ser feita pelos empregados da empresa ou seus sindicatos pode ser feita pelos empregados da empresa ou seus sindicatos de classe, mediante solicitação formal a empresa, ou através de de classe, mediante solicitação formal a empresa, ou através de denuncia ao ministério público.denuncia ao ministério público.
►► Cabe, portanto, as DRT’s impor penalidades, embargar, interditarCabe, portanto, as DRT’s impor penalidades, embargar, interditaretc. em função da inobservância das Normas etc. em função da inobservância das Normas RegulamentadorasRegulamentadoras..
►► A NRA NR--1 estabelece também que cabe ao empregador cumprir e 1 estabelece também que cabe ao empregador cumprir e fazer cumprir as disposições legais e regulamentares, sob pena fazer cumprir as disposições legais e regulamentares, sob pena de aplicação das penalidades previstas na legislação pertinente.de aplicação das penalidades previstas na legislação pertinente.

306
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Fiscalização e PenalidadesFiscalização e Penalidades►► Ao empregado cabe cumprir essas disposições. A recusa Ao empregado cabe cumprir essas disposições. A recusa
injustificada constitui ato faltoso.injustificada constitui ato faltoso.►► Merece destaque o não cumprimento dos itens da NR 13 Merece destaque o não cumprimento dos itens da NR 13
considerados como risco grave e iminente, nesses casos a considerados como risco grave e iminente, nesses casos a empresa está sujeita a interdição total ou parcial de suas empresa está sujeita a interdição total ou parcial de suas atividades enquanto esses itens não forem atendidos. Os critérioatividades enquanto esses itens não forem atendidos. Os critérios s de interdição para embarco de obras ou interdição de unidades de interdição para embarco de obras ou interdição de unidades operacionais estão descritos na Norma operacionais estão descritos na Norma RegulamentadoraRegulamentadora NR 3.NR 3.
►► A interdição e embargo poderão ser requeridos pelo Setor de A interdição e embargo poderão ser requeridos pelo Setor de Segurança e Medicina do Trabalho da DRT ou por entidade Segurança e Medicina do Trabalho da DRT ou por entidade sindical.sindical.

307
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Fiscalização e PenalidadesFiscalização e Penalidades►► As penalidades que as empresas e profissionais habilitados estãoAs penalidades que as empresas e profissionais habilitados estão
sujeitos por não atendimento aos requisitos da Norma sujeitos por não atendimento aos requisitos da Norma RegulamentadoraRegulamentadora No 13 estão descritas na Norma No 13 estão descritas na Norma RegulamentadoraRegulamentadora No 28.No 28.
►► São exemplos de risco grave e emitente a falta de dispositivos dSão exemplos de risco grave e emitente a falta de dispositivos de e segurança, de indicadores de pressão, etc.segurança, de indicadores de pressão, etc.

308
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A inspeção baseada em risco é uma metodologia desenvolvida A inspeção baseada em risco é uma metodologia desenvolvida para o gerenciamento do risco servindo para a definição da para o gerenciamento do risco servindo para a definição da freqüência da inspeção, nível de detalhe e tipos de NDE a serem freqüência da inspeção, nível de detalhe e tipos de NDE a serem utilizados.utilizados.
►► Uma das aplicações da metodologia é a utilização da avaliação doUma das aplicações da metodologia é a utilização da avaliação dorisco para a priorização e gerenciamento de um programa de risco para a priorização e gerenciamento de um programa de inspeção, onde unidades e/ou equipamentos a serem inspeção, onde unidades e/ou equipamentos a serem inspecionados são “inspecionados são “rankeadosrankeados” de acordo com o seu risco.” de acordo com o seu risco.
►► FATO :FATO : “Em uma Planta de Processo, um percentual elevado do “Em uma Planta de Processo, um percentual elevado do risco está associado a uma quantidade relativamente pequena de risco está associado a uma quantidade relativamente pequena de equipamentos”.equipamentos”.

309
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A metodologia de RBI permite o “link” entre a Inspeção e a A metodologia de RBI permite o “link” entre a Inspeção e a Manutenção permitindo uma maior concentração de recursos em Manutenção permitindo uma maior concentração de recursos em itens associados a alto risco e menores recursos para itens com itens associados a alto risco e menores recursos para itens com risco baixo.risco baixo.
►► Um benefício potencial do RBI é o aumento dos tempos de Um benefício potencial do RBI é o aumento dos tempos de campanha, mantendo ou reduzindo o risco de operação. Assim os campanha, mantendo ou reduzindo o risco de operação. Assim os objetivos do RBI podem ser identificados, como abaixo :objetivos do RBI podem ser identificados, como abaixo :
►► a a –– Permitir a definição e a medida do Permitir a definição e a medida do risco relativorisco relativo criando uma criando uma ferramenta para o gerenciamento da tarefa de inspeção;ferramenta para o gerenciamento da tarefa de inspeção;
►► b b –– Permitir a avaliação do risco associado à segurança, agressão Permitir a avaliação do risco associado à segurança, agressão ao meio ambiente e a interrupções do processo relacionados ao ao meio ambiente e a interrupções do processo relacionados ao custo;custo;
►► c c –– Reduzir sistematicamente a probabilidade de falhas Reduzir sistematicamente a probabilidade de falhas melhorando o uso dos recursos da inspeção;melhorando o uso dos recursos da inspeção;
►► d d –– Identificar áreas de alta conseqüência de falha permitindo Identificar áreas de alta conseqüência de falha permitindo modificações na unidade com o objetivo de reduzir o risco.modificações na unidade com o objetivo de reduzir o risco.

310
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Quando o risco associado com equipamentos individuais é Quando o risco associado com equipamentos individuais é determinado e a efetividade das diferentes técnicas de inspeção determinado e a efetividade das diferentes técnicas de inspeção é é quantificada, é possível gerar as informações necessárias para oquantificada, é possível gerar as informações necessárias para odesenvolvimento, otimização e implementação de um plano de desenvolvimento, otimização e implementação de um plano de inspeção baseada em risco.inspeção baseada em risco.
►► A figura a seguir apresenta curvas com a redução esperada no A figura a seguir apresenta curvas com a redução esperada no risco com o aumento do grau e a freqüência da inspeção. A risco com o aumento do grau e a freqüência da inspeção. A ausência da inspeção corresponde à situação de maior risco. O ausência da inspeção corresponde à situação de maior risco. O aumento do volume e qualidade da inspeção reduz sensivelmente aumento do volume e qualidade da inspeção reduz sensivelmente o risco até que se alcance um estágio onde a melhoria da o risco até que se alcance um estágio onde a melhoria da inspeção corresponde a uma redução de risco não significativa.inspeção corresponde a uma redução de risco não significativa.
►► VerificaVerifica--se na prática que nem todos os planos de inspeção se na prática que nem todos os planos de inspeção possuem a mesma capacidade de detectar e dimensionar a possuem a mesma capacidade de detectar e dimensionar a extensão do dano no equipamento. Assim diferentes planos de extensão do dano no equipamento. Assim diferentes planos de inspeção significam diferentes alterações no risco de falha dos inspeção significam diferentes alterações no risco de falha dos equipamentos.equipamentos.

311
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A combinação otimizada de métodos de inspeção e freqüências, A combinação otimizada de métodos de inspeção e freqüências, bem como a efetividade do método em reduzir a probabilidade de bem como a efetividade do método em reduzir a probabilidade de falha de um equipamento aliado ao custo da inspeção permite a falha de um equipamento aliado ao custo da inspeção permite a implantação de um programa de priorização do risco.implantação de um programa de priorização do risco.
►► O aumento do nível de inspeção reduz o risco pela redução na O aumento do nível de inspeção reduz o risco pela redução na probabilidade de falha do equipamento. Esta redução é alcançada probabilidade de falha do equipamento. Esta redução é alcançada pelo uso de medidas preventivas e corretivas após a inspeção. A pelo uso de medidas preventivas e corretivas após a inspeção. A atividade de inspeção não altera a conseqüência da falha, cujos atividade de inspeção não altera a conseqüência da falha, cujos efeitos são alterados através de mudanças de projeto e outras efeitos são alterados através de mudanças de projeto e outras ações corretivas, tais como ações mitigadoras.ações corretivas, tais como ações mitigadoras.

312
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
RISCO
NÍVEL DE ATIVIDADE DA INSPEÇÃO
Risco com Programas deInspeção Típicos
Risco utilizando RBI
Risco não Inspecionável

313
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Como indicada pela figura anterior, o risco não pode ser reduzidComo indicada pela figura anterior, o risco não pode ser reduzido o a zero apenas através dos esforços da atividade de inspeção. O a zero apenas através dos esforços da atividade de inspeção. O risco não risco não inspecionávelinspecionável inclui os seguintes fatores:inclui os seguintes fatores:
►► a a –– Erro humano;Erro humano;►► b b –– Desastres naturais;Desastres naturais;►► c c –– Eventos externos (ex. colisões);Eventos externos (ex. colisões);►► d d –– Efeitos secundários de unidades próximas;Efeitos secundários de unidades próximas;►► e e –– Atos deliberados;Atos deliberados;►► f f –– Limitações inerentes dos métodos de inspeção;Limitações inerentes dos métodos de inspeção;►► g g –– Erros de projeto;Erros de projeto;►► h h –– Mecanismos de deterioração não conhecidos Mecanismos de deterioração não conhecidos
antecipadamente.antecipadamente.►► O sistema RBI define o risco como o produto de 2(dois) fatores O sistema RBI define o risco como o produto de 2(dois) fatores
separados : probabilidade de falha (separados : probabilidade de falha (likelihoodlikelihood) e conseqüência de ) e conseqüência de falha. A figura abaixo apresenta o risco associado com a falha. A figura abaixo apresenta o risco associado com a operação de alguns equipamentos de uma planta de processo. O operação de alguns equipamentos de uma planta de processo. O produto da probabilidade e da conseqüência da falha para cada produto da probabilidade e da conseqüência da falha para cada item é determinado e item é determinado e plotadoplotado no gráfico.no gráfico.

314
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
CONSEQÜÊNCIA DA FALHA
PROBABILIDADEDE FALHA
LINHA DEISO-RISCO

315
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Os diversos níveis de inspeção podem variar entre um extremo de Os diversos níveis de inspeção podem variar entre um extremo de somente “reparar após a falha” até outro extremo de utilizar somente “reparar após a falha” até outro extremo de utilizar diversos métodos de inspeção extensivamente, sem critério e diversos métodos de inspeção extensivamente, sem critério e com custos excessivos. Em meio termo podecom custos excessivos. Em meio termo pode--se citar um se citar um planejamento periódico mas com limitados métodos de inspeção, planejamento periódico mas com limitados métodos de inspeção, próximo às práticas mais comuns atualmente utilizadas. próximo às práticas mais comuns atualmente utilizadas.
►► Um programa de inspeção que atenda aos critérios das Um programa de inspeção que atenda aos critérios das recomendações e práticas tradicionais (APIrecomendações e práticas tradicionais (API--510, API510, API--570, API570, API--572, API 572, API –– 653, NR653, NR--13, etc...) aliado a uma otimização de 13, etc...) aliado a uma otimização de recursos direcionados a pontos mais críticos da planta de recursos direcionados a pontos mais críticos da planta de processo apresentaprocesso apresenta--se como a solução mais adequada.se como a solução mais adequada.

316
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► De forma geral, mecanismos de dano e deterioração podem ser De forma geral, mecanismos de dano e deterioração podem ser classificados em 8(oito) diferentes tipos :classificados em 8(oito) diferentes tipos :
►► 1 1 –– Thinning;Thinning;►► 2 2 –– Metallurgical changes;Metallurgical changes;►► 3 3 –– Surface connected cracking;Surface connected cracking;►► 4 4 –– Dimensional changes;Dimensional changes;►► 5 5 –– Subsurface cracking;Subsurface cracking;►► 6 6 –– Blistering;Blistering;►► 7 7 –– Micro fissuring / Micro fissuring / microvoidmicrovoid formation;formation;►► 8 8 –– Material properties changes;Material properties changes;
►► Entender o tipo de dano pode auxiliar ao inspetor selecionar o Entender o tipo de dano pode auxiliar ao inspetor selecionar o método e localização para uma particular aplicação.método e localização para uma particular aplicação.

317
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► O fluxograma a seguir apresenta a relação entre os diversos O fluxograma a seguir apresenta a relação entre os diversos documentos que tratam de inspeção, manutenção e avaliação de documentos que tratam de inspeção, manutenção e avaliação de integridade estrutural. Verificaintegridade estrutural. Verifica--se a posição central associada à se a posição central associada à metodologia de RBI.metodologia de RBI.
API – BRD RISK BASEDINSPECTION
FITNESS FOR
SERVICE
API-RP579
API-RP580
API-RP750
API-510
API-570
API-572
API-653

318
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A metodologia de RBI não A metodologia de RBI não corresponde a uma análise corresponde a uma análise de risco tradicional. A de risco tradicional. A proposta é combinar proposta é combinar tecnicamente duas tecnicamente duas atividades : análise de risco atividades : análise de risco e integridade estrutural.e integridade estrutural.
DEFINIÇÃO DO SISTEMA
IDENTIFICAÇÃO DOSPERIGOS
PROBABILIDADE DEFALHA
CONSEQÜÊNCIA DA FALHA
$
RISCO

319
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Algumas das fases de uma análise de risco são tratadas Algumas das fases de uma análise de risco são tratadas diferentemente por um programa de RBI. Enquanto que a diferentemente por um programa de RBI. Enquanto que a identificação de riscos é um etapa crítica de uma análise de identificação de riscos é um etapa crítica de uma análise de risco, a metodologia de RBI define a contorno pressurizado de risco, a metodologia de RBI define a contorno pressurizado de uma unidade e assume que as falhas irão ocorrer devido a uma unidade e assume que as falhas irão ocorrer devido a mecanismos de degradação identificados nestes contornos.mecanismos de degradação identificados nestes contornos.
►► Causas secundárias como pequenos vazamentos é considerado Causas secundárias como pequenos vazamentos é considerado pela metodologia de RBI em um programa de gerenciamento de pela metodologia de RBI em um programa de gerenciamento de riscos dos sistemas, enquanto que em um análise tradicional de riscos dos sistemas, enquanto que em um análise tradicional de risco essas falhas são consideradas explicitamente.risco essas falhas são consideradas explicitamente.
►► Em uma análise de risco um cenário representa uma série de Em uma análise de risco um cenário representa uma série de eventos que podem resultar em uma situação indesejável. A eventos que podem resultar em uma situação indesejável. A figura a seguir representa uma ordem de eventos que formam figura a seguir representa uma ordem de eventos que formam um cenário. um cenário.

320
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
Se não inspecionado adequadamente, um equipamento poderá vazar, causando uma perda de produto
A vazamento de hidrocarboneto forma uma nuvem de vapor que caminha pela unidade. Se o sistema de deteção falha, pouco pode ser feito para evitar maiores conseqüências.
Sistema de isolamento permitem que o operador cesse o vazamento e minimize as conseqüências.
Os efeitos do vazamento podem ser reduzidos se sistemas mitigadores são propriamente empregados.

321
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Dependendo da natureza do processo e o detalhe do estudo, Dependendo da natureza do processo e o detalhe do estudo, uma análise de risco pode incluir milhares de diferentes cenáriouma análise de risco pode incluir milhares de diferentes cenários. s. Para uma análise de RBI, tanto a conseqüência da falha quanto a Para uma análise de RBI, tanto a conseqüência da falha quanto a probabilidade de falha são verificados para um número limitado probabilidade de falha são verificados para um número limitado de cenários.de cenários.
►► A Recomendação Prática 581 do Código API não é um A Recomendação Prática 581 do Código API não é um documento que tenha como base estabelecer o intervalo de documento que tenha como base estabelecer o intervalo de inspeção para um vaso de pressão, entretanto o uso dessa inspeção para um vaso de pressão, entretanto o uso dessa recomendação fornece informações básicas relativas ao risco que recomendação fornece informações básicas relativas ao risco que o vaso oferece a comunidade e ao meio ambiente que pode ser o vaso oferece a comunidade e ao meio ambiente que pode ser usado junto com os critérios acima para melhor estabelecer o usado junto com os critérios acima para melhor estabelecer o intervalo de inspeção mais adequado para um vaso de pressão. intervalo de inspeção mais adequado para um vaso de pressão.

322
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Por exemplo: um vaso cuja falha ofereça um risco Por exemplo: um vaso cuja falha ofereça um risco muito baixo, se for de interesse para a empresa pode muito baixo, se for de interesse para a empresa pode ser levado a seu intervalo máximo de inspeção ser levado a seu intervalo máximo de inspeção permitido pela Lei vigente no país, já um vaso cuja permitido pela Lei vigente no país, já um vaso cuja falha ofereça um alto risco só deve ter seu prazo de falha ofereça um alto risco só deve ter seu prazo de inspeção dilatado ao seu valor máximo se seu inspeção dilatado ao seu valor máximo se seu mecanismo de deterioração estiver sob controle e sua mecanismo de deterioração estiver sob controle e sua probabilidade de falha for muito baixa. O API 581 probabilidade de falha for muito baixa. O API 581 apresenta uma receita para se determinar o risco que apresenta uma receita para se determinar o risco que um vaso oferece a comunidade e ao meio ambiente a um vaso oferece a comunidade e ao meio ambiente a partir do histórico do vaso e do mecanismo de partir do histórico do vaso e do mecanismo de deterioração preponderante no vaso. deterioração preponderante no vaso.

323
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► Com uma análise do histórico e mecanismo de deterioração do Com uma análise do histórico e mecanismo de deterioração do vaso podevaso pode--se definir a probabilidade de falha do vaso e após se definir a probabilidade de falha do vaso e após uma avaliação detalhada das condições operacionais e do fluido uma avaliação detalhada das condições operacionais e do fluido do vaso podedo vaso pode--se determinar as conseqüências para a se determinar as conseqüências para a comunidade e meio ambiente caso ocorra uma falha no vaso. comunidade e meio ambiente caso ocorra uma falha no vaso. Com esses dois conceitos definidos, probabilidade e Com esses dois conceitos definidos, probabilidade e conseqüência da falha, com o uso da tabela abaixo se chega ao conseqüência da falha, com o uso da tabela abaixo se chega ao risco do vaso. Essa análise pode ser feita de maneira qualitativrisco do vaso. Essa análise pode ser feita de maneira qualitativa a ou quantitativa dependendo do rigor que se deseja dar a análise.ou quantitativa dependendo do rigor que se deseja dar a análise.

324
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
5 MÉDIO/ALTO MÉDIO/ALTO MÉDIO/ALTO ALTO ALTO
4 MÉDIO MÉDIO MÉDIO/ALTO MÉDIO/ALTO ALTO
3 BAIXO BAIXO MÉDIO MÉDIO/ALTO ALTO
2 BAIXO BAIXO MÉDIO MÉDIO MÉDIO/ALTO
1 BAIXO BAIXO MÉDIO MÉDIO MÉDIO/ALTO
A B C D E
PR
OB
AB
ILID
AD
E
CONSEQÜÊNCIA

325
NTT NTT -- VASOS DE PRESSÃOVASOS DE PRESSÃO
►► A probabilidade de falha varia de 1 a 5, sendo considerada 1 a A probabilidade de falha varia de 1 a 5, sendo considerada 1 a menor probabilidade possível de ocorrência da falha. Por menor probabilidade possível de ocorrência da falha. Por exemplo: probabilidade 5, corresponde à probabilidade de exemplo: probabilidade 5, corresponde à probabilidade de ocorrência superior a 80% e a 1 inferior a 10%. A conseqüência ocorrência superior a 80% e a 1 inferior a 10%. A conseqüência “E” corresponde a pior conseqüência, como: explosão e perdas “E” corresponde a pior conseqüência, como: explosão e perdas de vida e a conseqüência “A” corresponde a pequenas perdas de vida e a conseqüência “A” corresponde a pequenas perdas materiais, sem parada operacional.materiais, sem parada operacional.