9_Aceitação por amostragem
28
9. Aceitação por amostragem 9.1 Introdução A aceitação por amostragem está ligada à inspecção e decisão relativamente a produtos, sendo um dos aspectos mais antigos da garantia da qualidade. Nos anos 30 e 40 a aceitação por amostragem era uma das componentes prevalecentes no campo do controlo estatístico da qualidade e era usada principalmente nas inspecções de recepção e entrega do produto. Recentemente, de modo a melhorar o desempenho dos processos dos fornecedores, tornou-se corrente usar as ferramentas de Controlo Estatístico do Processo (SPC) e Desenho de Experiências, deixando para segundo plano a aceitação por amostragem. Um caso típico de aceitação por amostragem é o seguinte: uma empresa recebe uma remessa de um fornecedor; normalmente o produto é um componente ou matéria-prima usado no processo de produção da empresa. Uma amostra é retirada de um lote e alguma característica da qualidade das unidades da amostra é inspeccionada. Com base na informação retirada da amostra é tomada uma decisão relativamente à disponibilidade do lote. Normalmente a decisão consiste em aceitar ou rejeitar o lote. Por vezes referimo-nos a esta decisão como sentenciar/avaliar o lote. Os lotes aceites vão para a produção; lotes rejeitados ou são devolvidos ao fornecedor ou são sujeitos a outra acção de avaliação/decisão. Sendo habitual pensar na aceitação por amostragem como a actividade de inspecção na recepção, existem todavia outros métodos de amostragem. Por exemplo, frequentemente podem retirar-se amostras em várias etapas do processo produtivo e proceder à sua avaliação. Lotes aceites continuam no processo produtivo e os rejeitados ou são retrabalhados ou reciclados ou simplesmente vão para a sucata. Três aspectos importantes devem ser considerados na amostragem: 1. O objectivo da aceitação por amostragem é sentenciar lotes e não estimar a sua qualidade. A maioria dos planos de aceitação por amostragem não são projectados com a finalidade de estimar processos ou populações. 2. A aceitação por amostragem não é uma forma directa de controlo de qualidade. A aceitação por amostragem simplesmente vai aceitar ou rejeitar lotes. Mesmo se todos os lotes têm a mesma qualidade, a aceitação por amostragem vai aceitar alguns e rejeitar outros, não sendo os lotes aceites melhores que os rejeitados. Ao contrário do Controlo Estatístico do Processo, a aceitação por amostragem não é usada para controlar e melhorar sistematicamente a qualidade. 3. O mais eficaz uso da aceitação por amostragem não é inspeccionar a qualidade dum produto, mas sim a sua utilização como uma ferramenta de auditoria para assegurar que o “output” de um processo está conforme com os requisitos especificados. CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 1/28
-
Upload
hernanicruz -
Category
Documents
-
view
99 -
download
7
Transcript of 9_Aceitação por amostragem
9. Aceitação por amostragem 9.1 Introdução A aceitação por amostragem está ligada à inspecção e decisão relativamente a produtos, sendo um dos aspectos mais antigos da garantia da qualidade. Nos anos 30 e 40 a aceitação por amostragem era uma das componentes prevalecentes no campo do controlo estatístico da qualidade e era usada principalmente nas inspecções de recepção e entrega do produto. Recentemente, de modo a melhorar o desempenho dos processos dos fornecedores, tornou-se corrente usar as ferramentas de Controlo Estatístico do Processo (SPC) e Desenho de Experiências, deixando para segundo plano a aceitação por amostragem. Um caso típico de aceitação por amostragem é o seguinte: uma empresa recebe uma remessa de um fornecedor; normalmente o produto é um componente ou matéria-prima usado no processo de produção da empresa. Uma amostra é retirada de um lote e alguma característica da qualidade das unidades da amostra é inspeccionada. Com base na informação retirada da amostra é tomada uma decisão relativamente à disponibilidade do lote. Normalmente a decisão consiste em aceitar ou rejeitar o lote. Por vezes referimo-nos a esta decisão como sentenciar/avaliar o lote. Os lotes aceites vão para a produção; lotes rejeitados ou são devolvidos ao fornecedor ou são sujeitos a outra acção de avaliação/decisão.
Sendo habitual pensar na aceitação por amostragem como a actividade de inspecção na recepção, existem todavia outros métodos de amostragem. Por exemplo, frequentemente podem retirar-se amostras em várias etapas do processo produtivo e proceder à sua avaliação. Lotes aceites continuam no processo produtivo e os rejeitados ou são retrabalhados ou reciclados ou simplesmente vão para a sucata. Três aspectos importantes devem ser considerados na amostragem:
1. O objectivo da aceitação por amostragem é sentenciar lotes e não estimar a sua qualidade. A maioria dos planos de aceitação por amostragem não são projectados com a finalidade de estimar processos ou populações.
2. A aceitação por amostragem não é uma forma directa de controlo de qualidade.
A aceitação por amostragem simplesmente vai aceitar ou rejeitar lotes. Mesmo se todos os lotes têm a mesma qualidade, a aceitação por amostragem vai aceitar alguns e rejeitar outros, não sendo os lotes aceites melhores que os rejeitados. Ao contrário do Controlo Estatístico do Processo, a aceitação por amostragem não é usada para controlar e melhorar sistematicamente a qualidade.
3. O mais eficaz uso da aceitação por amostragem não é inspeccionar a qualidade
dum produto, mas sim a sua utilização como uma ferramenta de auditoria para assegurar que o “output” de um processo está conforme com os requisitos especificados.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 1/28
Geralmente existem três abordagens para sentenciar/avaliar um lote:
(1) Aceitar sem inspecção; (2) Inspecção a 100%, isto é, inspeccionar todos os itens do lote, removendo
os defeituosos (podem ser devolvidos ao fornecedor, retrabalhados, substituídos por itens bons ou enviados para a sucata);
(3) Aceitação por amostragem. A alternativa da não inspecção é útil em situações em que o processo produtivo do
fornecedor é tão bom que unidades defeituosas quase nunca são encontradas ou quando não há justificação económica para procurar unidades defeituosas. Por exemplo, se a capacidade do fornecedor é 3 ou 4, a aceitação por amostragem dificilmente encontra unidades defeituosas. A inspecção a 100% geralmente é usada em situações onde o componente é extremamente crítico e a passagem de qualquer defeituoso resultaria num alto custo em fases subsequentes, ou onde a capacidade do processo do fornecedor é inadequada para atingir as especificações.
A aceitação por amostragem é mais adequada nas seguintes situações: 1. Quando os ensaios são destrutivos. 2. Quando o custo da inspecção a 100% é extremamente elevado. 3. Quando a inspecção a 100% não é tecnologicamente possível ou requer tanto
tempo que leva à paragem /atraso da produção. 4. Quando há muitos itens a inspeccionar e a taxa de erros de inspecção é
suficientemente elevada de tal modo que, a inspecção a 100%, possa originar uma percentagem de unidades defeituosas superior à que ocorreria com o uso de um plano de amostragem.
5. Quando o fornecedor tem um historial de qualidade excelente e alguma redução de inspecção a 100% é desejada, mas a capacidade do processo do fornecedor está num nível relativamente baixo que não fazer qualquer inspecção é uma alternativa insatisfatória.
6. Quando se trata de produtos de grande responsabilidade; embora o processo do fornecedor seja satisfatório, é necessário um programa de monitorização contínua do produto.
9.1.1 Vantagens e Desvantagens da Aceitação Por Amostragem Quando comparamos a aceitação por amostragem com a inspecção a 100%, encontramos as seguintes vantagens:
1. Mais barata porque se faz menos inspecção. 2. Há menos manuseamento do produto, logo menos danos possíveis. 3. É aplicável a ensaios destrutivos. 4. Menos pessoal é envolvido em actividades de inspecção. 5. Frequentemente reduz apreciavelmente o valor dos erros de inspecção. 6. A rejeição de lotes completos, comparando com a devolução apenas dos
defeituosos, é uma grande motivação para o fornecedor melhorar a sua qualidade.
Contudo a aceitação por amostragem também tem desvantagens, tais como:
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 2/28
1. Há o risco de aceitar lotes maus e rejeitar lotes bons. 2. É gerada menos informação sobre o produto ou sobre o processo que fabricou o
produto. 3. A aceitação por amostragem necessita de planos e documentação para os
procedimentos de aceitação enquanto a inspecção a 100% não. Sendo este último ponto mencionado como uma desvantagem da aceitação por amostragem, observe-se que os planos da aceitação por amostragem normalmente requerem estudos do nível real de qualidade requerido pelo cliente. O conhecimento destes resultados é muitas vezes um dado útil no planeamento da qualidade e na engenharia do processo global do fabricante. Por isso, em muitas aplicações, pode não ser uma desvantagem significativa.
Dissemos que a aceitação por amostragem é um meio-termo entre os extremos
inspecção a 100% e não inspecção. Muitas vezes dá-nos a metodologia para nos movermos entre estes extremos, assim como obtermos suficiente informação no controlo do processo de fabrico dos nossos produtos. Não havendo controlo directo da qualidade na aplicação dos planos de aceitação por amostragem a um lote isolado, quando tais planos são aplicados a vários lotes de um fornecedor, torna-se um meio de protecção preventiva tanto para o fabricante como para o cliente. Também nos fornece um historial de qualidade sobre o processo de produção dos lotes e pode-nos dar um retorno de informação que nos será útil no controlo do processo, como por exemplo, para determinar quando o controlo do processo do fornecedor não está adequado. Por fim, pode colocar pressão económica ou psicológica no fornecedor de modo a que este melhore o seu processo produtivo. 9.1.2 Tipos de Planos de Amostragem Existe um variado número de maneiras para classificar os planos de aceitação por amostragem. Uma das classificações principais é por atributos e variáveis. Variáveis são naturalmente características da qualidade que são medidas numa escala numérica. Atributos são características da qualidade que se exprimem numa base “passa – não passa”. Este capítulo trata de planos de aceitação por amostragem lote a lote e por atributos.
Um plano de amostragem simples é um procedimento de sentenciar lotes nos quais uma amostra de n unidades é escolhida ao acaso do lote e o destino do lote é determinado com base na informação contida na amostra. Por exemplo, um plano de amostragem simples por atributos deve consistir numa amostra de tamanho n e num número de aceitação c. O procedimento deve operar do seguinte modo: escolher n itens ao acaso do lote; se houver c ou menos defeituosos na amostra, aceita-se o lote; se houver mais de c de defeituosos, rejeitamos o lote. Estudaremos este tipo de planos de amostragem extensivamente na secção 9.2.
Os Planos de amostragem duplos são um pouco mais complicados. Seguindo uma amostra inicial, a decisão baseada na informação recolhida dessa amostra é de (1) aceitarmos o lote, (2) rejeitarmos o lote ou (3) tirarmos uma segunda amostra. Se a segunda amostra é tirada, a informação recolhida de ambas as amostras, a primeira e a segunda, é combinada de modo a chegar a uma decisão de aceitar ou rejeitar o lote. Os planos de amostragem dupla são discutidos na secção 9.3.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 3/28
Os Planos de amostragem múltiplos são uma extensão dos planos de amostragem duplos, em que são retiradas mais de 2 amostras de modo a chegar-se a uma decisão do que fazer ao lote. O tamanho das amostras na amostragem múltipla é normalmente menor que as retiradas na amostragem simples ou dupla. A última extensão da amostragem múltipla é a amostragem sequencial, na qual as unidades são seleccionadas do lote uma de cada vez e, seguindo a inspecção de cada uma, a decisão é tomada para aceitar o lote, rejeitar o lote ou seleccionar outra unidade. Os planos de amostragem múltipla e sequencial são discutidos na secção 9.3.
Amostragem simples, dupla, múltipla e sequencial podem ser projectadas de modo a obter-se resultados equivalentes, isto é, os procedimentos podem ser projectados de modo a que um lote de qualidade especificada tenha exactamente a mesma probabilidade de aceitação dentro dos 4 tipos de planos de amostragem. Consequentemente, quando seleccionamos um tipo de procedimento por amostragem, temos de considerar factores como a eficiência administrativa, o tipo de informação produzida pelo plano, a quantidade média de inspecção requerida pelo procedimento e o impacto que um dado procedimento possa ter no fluxo de produção da organização. Estas questões serão igualmente discutidas na secção 9.3. 5.1.3 Formação do Lote O modo como o lote é constituído pode influenciar a eficácia dos planos de aceitação por amostragem. Existem várias considerações importantes na formação de lotes para inspecção. Algumas das mais relevantes são as seguintes:
1. Os lotes devem ser homogéneos – as unidades do lote devem ser
produzidas pelas mesmas máquinas, pelos mesmos operadores, do mesmo tipo de material e aproximadamente ao mesmo tempo. Quando os lotes não são homogéneos, por exemplo quando misturamos a saída de duas linhas de produção diferentes, a aceitação por amostragem pode não funcionar como efectivamente deveria. Lotes não homogéneos também tornam mais difícil uma acção correctiva para eliminar a fonte dos produtos defeituosos.
2. São preferidos lotes grandes em vez de lotes pequenos – normalmente é
mais eficiente economicamente inspeccionar lotes grandes do que pequenos.
3. Os lotes devem ser conformados de modo a facilitar ao fornecedor e ao
cliente o transporte e a movimentação – adicionalmente, os itens e os lotes devem ser embalados de modo a minimizar os riscos de expedição e movimentação e de modo a tornar relativamente fácil a selecção das unidades no processo de amostragem.
9.1.4 Amostragem Aleatória As unidades seleccionadas para inspecção dum lote, devem ser escolhidas aleatoriamente e devem ser representativas de todas as unidades do lote. O conceito de amostragem aleatória é extremamente importante na aceitação por amostragem. Se as amostras não forem aleatórias são introduzidas tendências. Por exemplo, o fornecedor
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 4/28
pode assegurar que as unidades do topo da embalagem do lote são de extrema boa qualidade, sabendo que o inspector selecciona a amostra do topo do lote. Escolher do lote desta maneira não é prática comum, mas se ocorrer e o método de amostragem não aleatória for usado, a eficácia do processo de inspecção é destruída.
A técnica mais vulgarmente usada para a amostragem aleatória consiste, em primeiro lugar, assegurar um número para cada unidade do lote. Então, n números aleatórios são gerados, de um até ao número máximo de unidades do lote. Esta sequência de números aleatórios determina que unidades do lote vão constituir a amostra. Se os produtos têm um número de série ou outro código numérico, estes podem ser usados para evitar o processo de atribuir números a cada unidade. Outra possibilidade pode ser usar um número aleatório de três dígitos para representar o comprimento, a largura e profundidade do contentor onde se encontram os componentes.
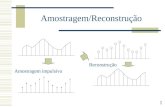
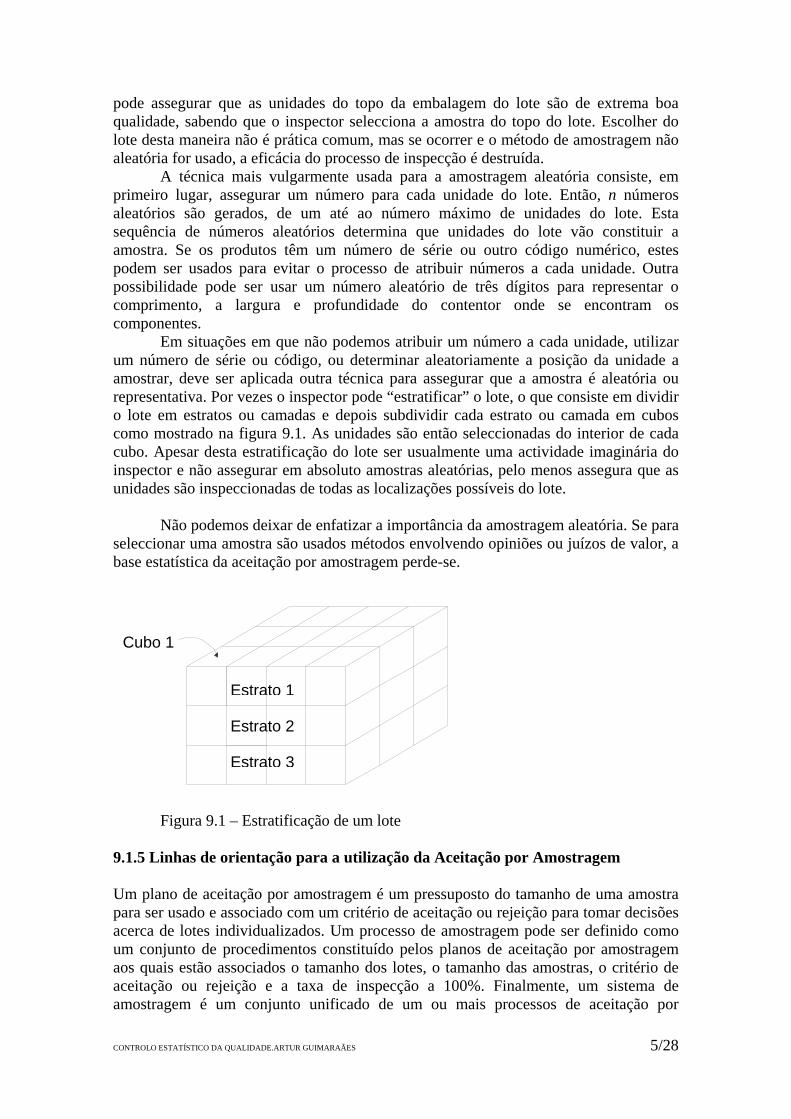
Em situações em que não podemos atribuir um número a cada unidade, utilizar um número de série ou código, ou determinar aleatoriamente a posição da unidade a amostrar, deve ser aplicada outra técnica para assegurar que a amostra é aleatória ou representativa. Por vezes o inspector pode “estratificar” o lote, o que consiste em dividir o lote em estratos ou camadas e depois subdividir cada estrato ou camada em cubos como mostrado na figura 9.1. As unidades são então seleccionadas do interior de cada cubo. Apesar desta estratificação do lote ser usualmente uma actividade imaginária do inspector e não assegurar em absoluto amostras aleatórias, pelo menos assegura que as unidades são inspeccionadas de todas as localizações possíveis do lote.
Não podemos deixar de enfatizar a importância da amostragem aleatória. Se para
seleccionar uma amostra são usados métodos envolvendo opiniões ou juízos de valor, a base estatística da aceitação por amostragem perde-se.
Cubo 1
3Estrato
Estrato 2
1Estrato
Figura 9.1 – Estratificação de um lote 9.1.5 Linhas de orientação para a utilização da Aceitação por Amostragem Um plano de aceitação por amostragem é um pressuposto do tamanho de uma amostra para ser usado e associado com um critério de aceitação ou rejeição para tomar decisões acerca de lotes individualizados. Um processo de amostragem pode ser definido como um conjunto de procedimentos constituído pelos planos de aceitação por amostragem aos quais estão associados o tamanho dos lotes, o tamanho das amostras, o critério de aceitação ou rejeição e a taxa de inspecção a 100%. Finalmente, um sistema de amostragem é um conjunto unificado de um ou mais processos de aceitação por
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 5/28
amostragem. Neste título, estudaremos exemplos de planos de amostragem, esquemas/processos de amostragem e sistemas da amostragem.
Os principais tipos de procedimentos de aceitação por amostragem e suas aplicações apresentam-se na tabela 9.1. Em geral, a selecção de um procedimento de aceitação por amostragem depende simultaneamente dos objectivos da organização de amostragem e do historial da organização cujo produto é amostrado. Para além disso, a aplicação da metodologia de amostragem não é estática, isto é, há uma evolução natural de um nível do esforço de amostragem para outro. Por exemplo, se estamos a lidar com um fornecedor que goza dum historial de qualidade excelente, podemos começar com os planos de amostragem por atributos. À medida que a nossa experiência com esse fornecedor cresce e a sua reputação é provada pelos resultados das nossas actividades de amostragem, poderemos fazer uma transição para um procedimento que exija muito menos inspecção, tal como “saltar” alguns lotes. Finalmente, após uma experiência extensiva com o fornecedor e se a sua capacidade do processo é extremamente boa, podemos parar todas as actividades de aceitação por amostragem do produto em causa. Noutra situação em que temos pouco conhecimento ou experiência com os níveis de qualidade do fornecedor, podemos começar com planos de amostragem por atributos usando um plano que nos assegure que a qualidade dos lotes aceites não é pior que um valor objectivo especificado. Se este plano tiver sucesso e o desempenho do fornecedor for satisfatório, podemos transitar dos atributos para inspecções por variáveis, particularmente à medida que aprendemos mais acerca da natureza do processo do fornecedor. Finalmente, podemos usar a informação reunida a partir de planos de amostragem por variáveis em conjugação com esforços realizados directamente em casa do fornecedor para colaborarmos na implementação de controlos adequados dos seus processos. Um programa de controlo do processo bem sucedido ao nível do fornecedor pode melhorar a sua capacidade até ao ponto onde a inspecção possa ser interrompida.
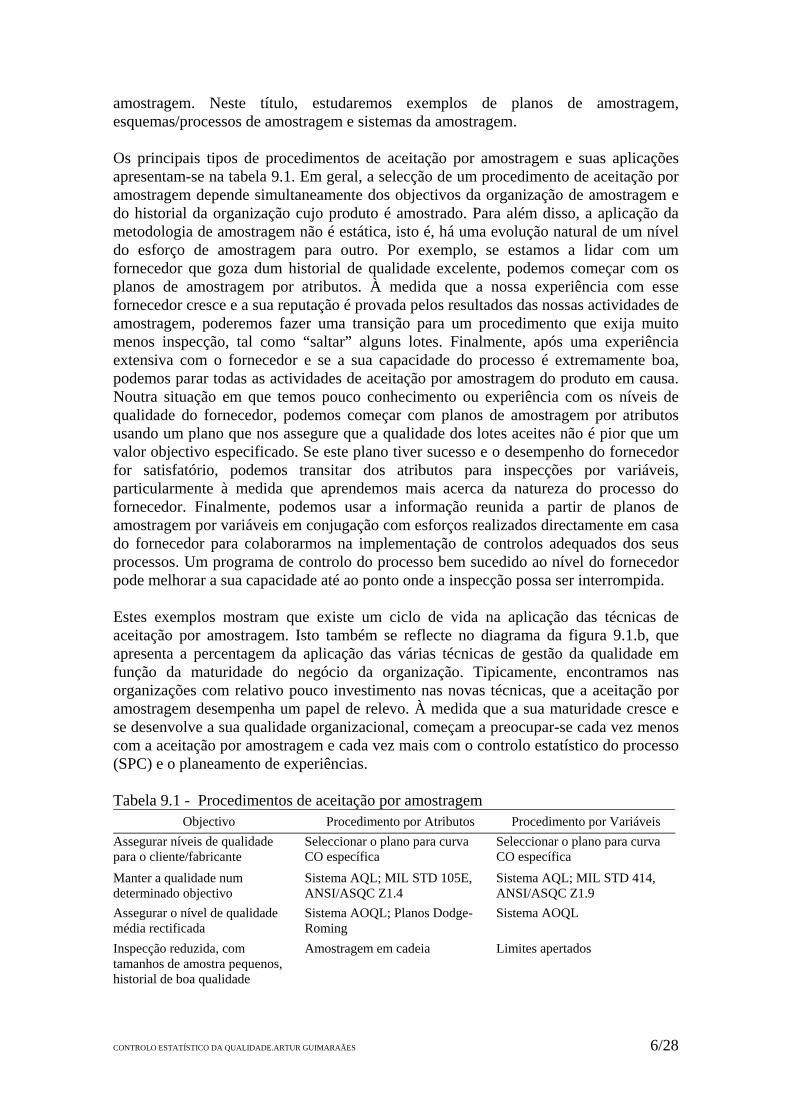
Estes exemplos mostram que existe um ciclo de vida na aplicação das técnicas de aceitação por amostragem. Isto também se reflecte no diagrama da figura 9.1.b, que apresenta a percentagem da aplicação das várias técnicas de gestão da qualidade em função da maturidade do negócio da organização. Tipicamente, encontramos nas organizações com relativo pouco investimento nas novas técnicas, que a aceitação por amostragem desempenha um papel de relevo. À medida que a sua maturidade cresce e se desenvolve a sua qualidade organizacional, começam a preocupar-se cada vez menos com a aceitação por amostragem e cada vez mais com o controlo estatístico do processo (SPC) e o planeamento de experiências. Tabela 9.1 - Procedimentos de aceitação por amostragem
Objectivo Procedimento por Atributos Procedimento por Variáveis Assegurar níveis de qualidade para o cliente/fabricante
Seleccionar o plano para curva CO específica
Seleccionar o plano para curva CO específica
Manter a qualidade num determinado objectivo
Sistema AQL; MIL STD 105E, ANSI/ASQC Z1.4
Sistema AQL; MIL STD 414, ANSI/ASQC Z1.9
Assegurar o nível de qualidade média rectificada
Sistema AOQL; Planos Dodge-Roming
Sistema AOQL
Inspecção reduzida, com tamanhos de amostra pequenos, historial de boa qualidade
Amostragem em cadeia Limites apertados
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 6/28
Reduzir a inspecção após um historial de boa qualidade
Amostragem de lotes salteados; amostragem dupla
Amostragem de lotes salteados; amostragem dupla
Assegurar que a qualidade não seja pior que o objectivo estabelecido
Planos LTPD; Planos Dodge-Roming
Planos LTPD; testes de hipóteses
Figura 9.1 b – Aplicação das várias técnicas de gestão da qualidade
A indústria está hoje a tentar melhorar a qualidade dos seus produtos reduzindo o número de fornecedores a quem compra os seus componentes e a trabalhar mais em parceria com os que mantém. Mais uma vez, a ferramenta chave no esforço de melhoria de qualidade é o controlo estatístico do processo. A aceitação por amostragem pode ser um ingrediente importante de qualquer programa de gestão da qualidade; contudo é uma actividade que tentamos evitar. É muito mais eficaz na estrutura de custos usar o controlo estatístico do processo baseado na monitorização em fases apropriadas do processo produtivo. Métodos de amostragem podem em alguns casos ser uma ferramenta que empregamos ao longo do caminho para o nosso objectivo último – a redução da variação e a melhoria contínua da qualidade do que produzimos.
9.2 Planos de amostragem por atributos 9.2.1 Definição de um Plano de Amostragem Simples Suponhamos que um lote de tamanho N foi submetido a inspecção. Um plano de amostragem simples é definido por uma amostra de tamanho n e um número de aceitação c. Assim, se a dimensão do lote é N = 10000, então o plano de amostragem
N = 89
C = 2 significa que de um lote de tamanho 10000 é inspeccionada uma amostra aleatória de n=89 unidades e o número de não conformes ou de unidades defeituosas d é observado. Se o número de defeituosos d observado é menor ou igual a c = 2, então o lote é aceite. Se o número de defeituosos d observado é maior que 2, o lote será rejeitado. Dado que a característica da qualidade inspeccionada é um atributo, cada unidade da amostra é avaliada como conforme ou não conforme. Um ou vários atributos podem ser inspeccionados na mesma amostra; geralmente, uma unidade não conforme relativamente às especificações em um ou mais atributos diz-se uma unidade defeituosa.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 7/28
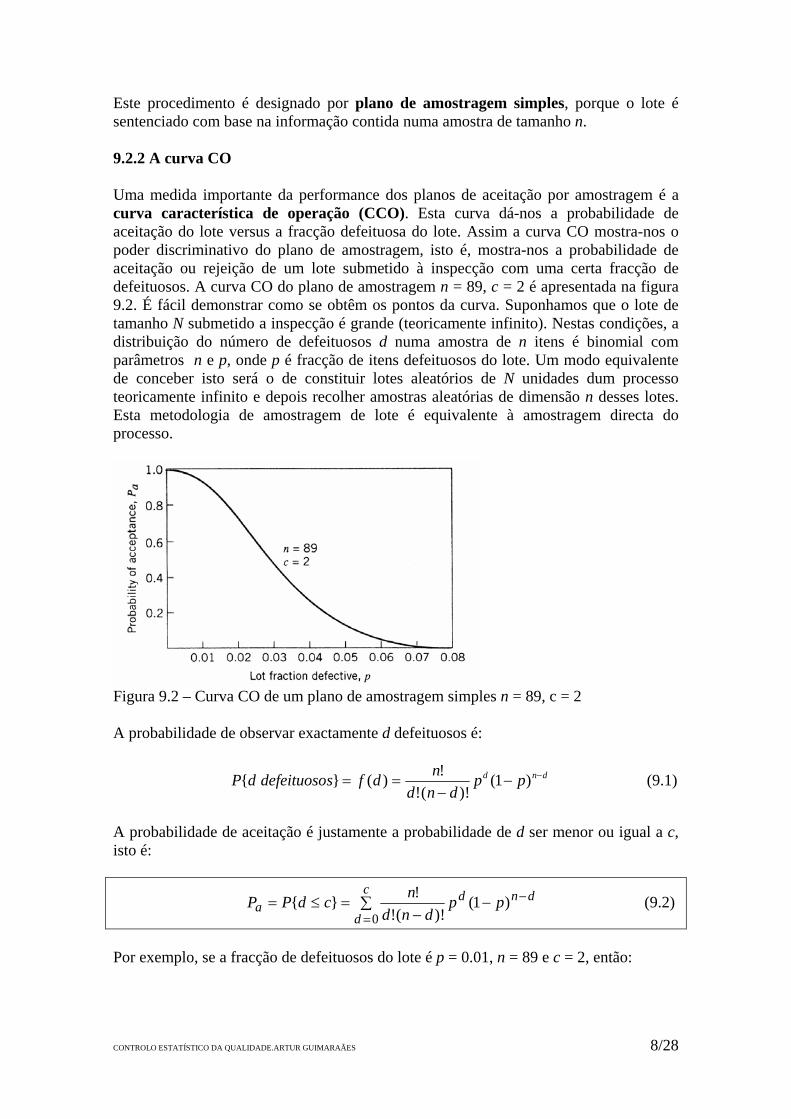
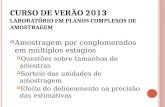
Este procedimento é designado por plano de amostragem simples, porque o lote é sentenciado com base na informação contida numa amostra de tamanho n. 9.2.2 A curva CO Uma medida importante da performance dos planos de aceitação por amostragem é a curva característica de operação (CCO). Esta curva dá-nos a probabilidade de aceitação do lote versus a fracção defeituosa do lote. Assim a curva CO mostra-nos o poder discriminativo do plano de amostragem, isto é, mostra-nos a probabilidade de aceitação ou rejeição de um lote submetido à inspecção com uma certa fracção de defeituosos. A curva CO do plano de amostragem n = 89, c = 2 é apresentada na figura 9.2. É fácil demonstrar como se obtêm os pontos da curva. Suponhamos que o lote de tamanho N submetido a inspecção é grande (teoricamente infinito). Nestas condições, a distribuição do número de defeituosos d numa amostra de n itens é binomial com parâmetros n e p, onde p é fracção de itens defeituosos do lote. Um modo equivalente de conceber isto será o de constituir lotes aleatórios de N unidades dum processo teoricamente infinito e depois recolher amostras aleatórias de dimensão n desses lotes. Esta metodologia de amostragem de lote é equivalente à amostragem directa do processo.
Figura 9.2 – Curva CO de um plano de amostragem simples n = 89, c = 2 A probabilidade de observar exactamente d defeituosos é:
dnd ppdnd
ndfsdefeituosodP −−−
== )1()!(!
!)(} { (9.1)
A probabilidade de aceitação é justamente a probabilidade de d ser menor ou igual a c, isto é:
∑ −−
=≤==
−c
d
dnda pp
dndncdPP
0)1(
)!(!!}{ (9.2)
Por exemplo, se a fracção de defeituosos do lote é p = 0.01, n = 89 e c = 2, então:
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 8/28
9397.0
)99.0()01.0(!87!2
!89)99.0()01.0(!88!1
!89)99.0()01.0(!89!0
!89
)99.0()01.0()!89(!
!89}2{
872881890
2
0
89
=
++=
−=≤= ∑
=
−
d
dda dd
dPP
A curva CO é desenvolvida a partir da resolução equação (9.2) para vários
valores de p. A tabela 9.2 mostra-nos os valores calculados para vários pontos da curva. A CCO mostra-nos o poder discriminatório do plano de amostragem. Por exemplo, no plano de amostragem n = 89, c = 2, se o lote tem 2% de defeituosos, a probabilidade de aceitação é aproximadamente 0.74. Isto significa que se 100 lotes de um processo que produz 2% de produtos defeituosos são submetidos a este plano de amostragem, devemos esperar aceitar 74 dos lotes e rejeitar 26. Tabela 9.2 - Probabilidades da aceitação para um plano de amostragem simples n = 89, c = 2
Fracção de Defeituosos, p
Probabilidade de Aceitação, Pa
0.005 0.9897 0.010 0.9397 0.020 0.7366 0.030 0.4985 0.040 0.3042 0.050 0.1721 0.060 0.0919 0.070 0.0468 0.080 0.0230 0.090 0.0109
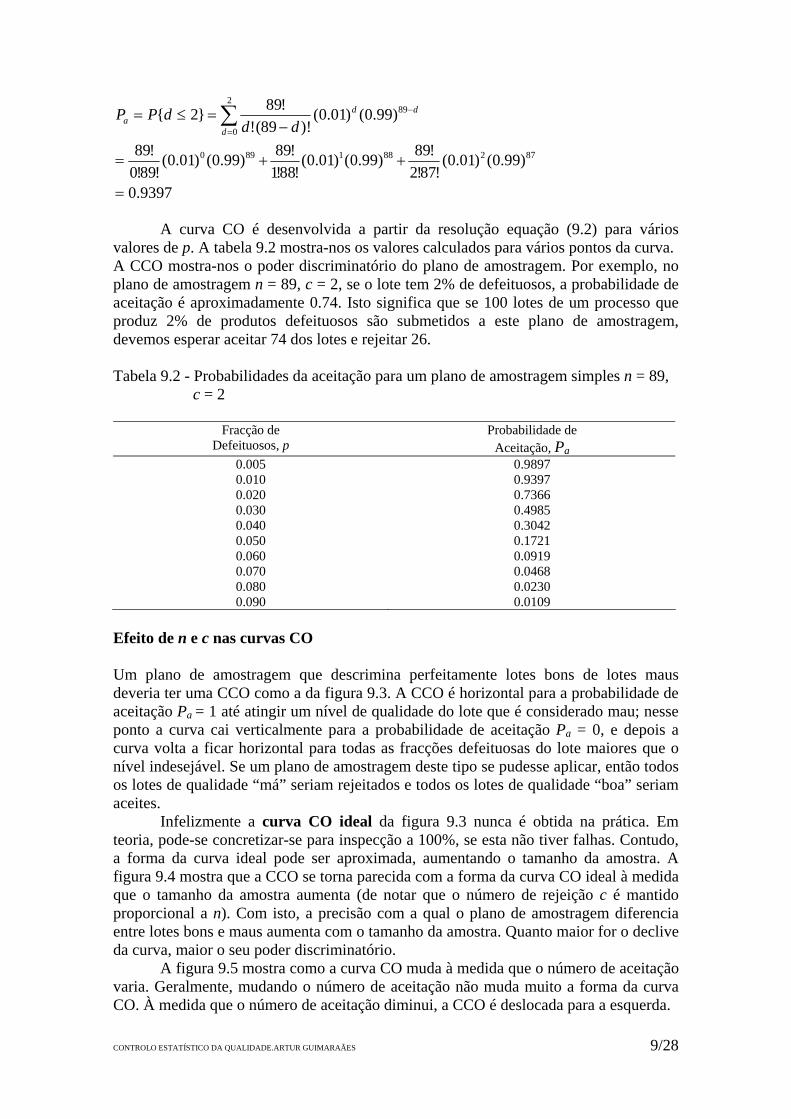
Efeito de n e c nas curvas CO Um plano de amostragem que descrimina perfeitamente lotes bons de lotes maus deveria ter uma CCO como a da figura 9.3. A CCO é horizontal para a probabilidade de aceitação Pa = 1 até atingir um nível de qualidade do lote que é considerado mau; nesse ponto a curva cai verticalmente para a probabilidade de aceitação Pa = 0, e depois a curva volta a ficar horizontal para todas as fracções defeituosas do lote maiores que o nível indesejável. Se um plano de amostragem deste tipo se pudesse aplicar, então todos os lotes de qualidade “má” seriam rejeitados e todos os lotes de qualidade “boa” seriam aceites.
Infelizmente a curva CO ideal da figura 9.3 nunca é obtida na prática. Em teoria, pode-se concretizar-se para inspecção a 100%, se esta não tiver falhas. Contudo, a forma da curva ideal pode ser aproximada, aumentando o tamanho da amostra. A figura 9.4 mostra que a CCO se torna parecida com a forma da curva CO ideal à medida que o tamanho da amostra aumenta (de notar que o número de rejeição c é mantido proporcional a n). Com isto, a precisão com a qual o plano de amostragem diferencia entre lotes bons e maus aumenta com o tamanho da amostra. Quanto maior for o declive da curva, maior o seu poder discriminatório.
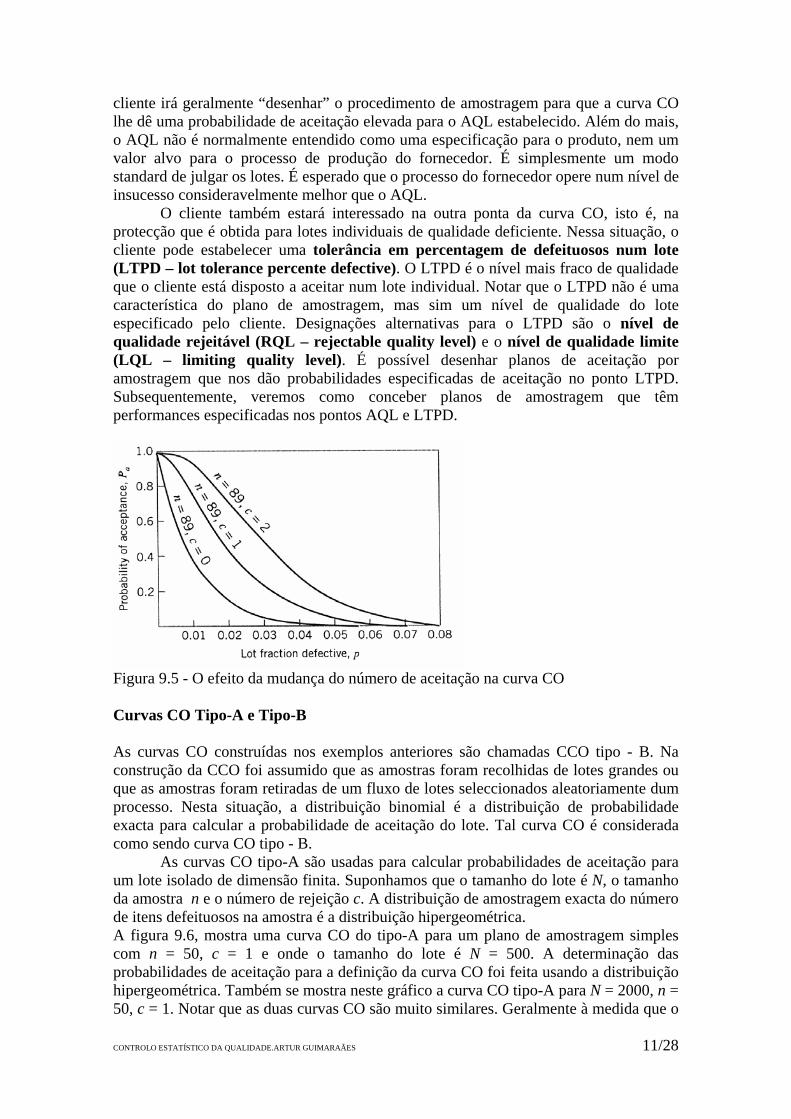
A figura 9.5 mostra como a curva CO muda à medida que o número de aceitação varia. Geralmente, mudando o número de aceitação não muda muito a forma da curva CO. À medida que o número de aceitação diminui, a CCO é deslocada para a esquerda.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 9/28
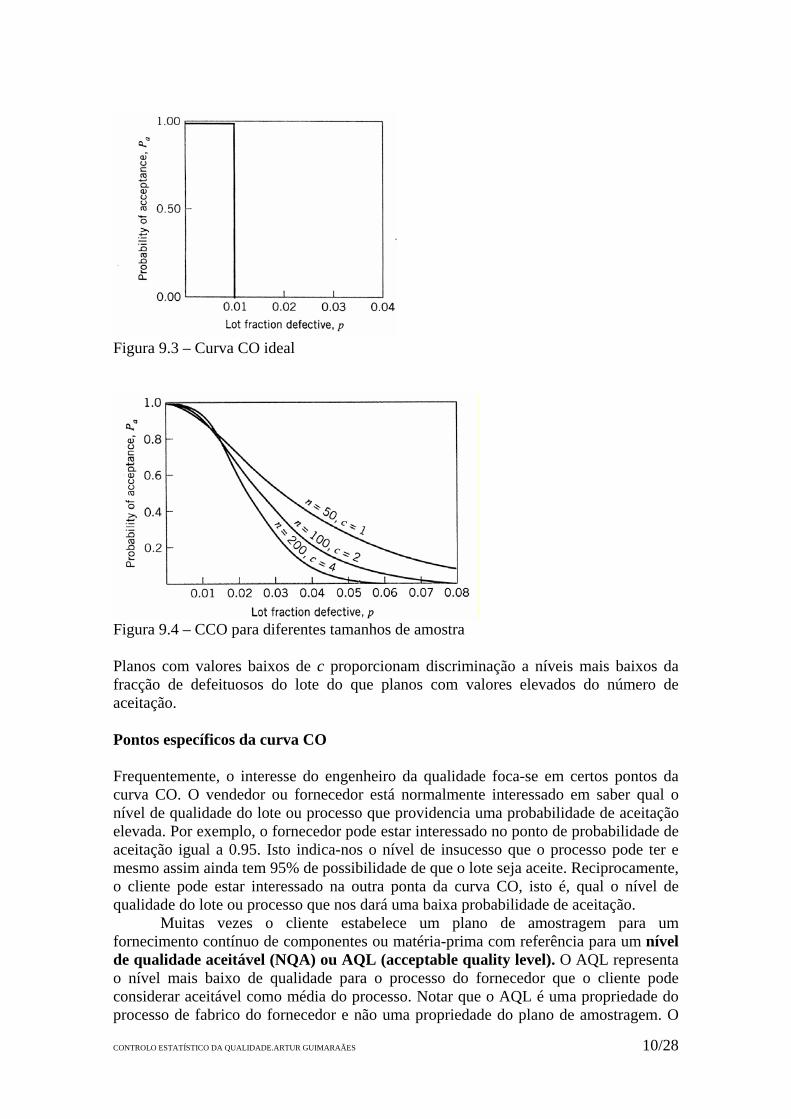
Figura 9.3 – Curva CO ideal
Figura 9.4 – CCO para diferentes tamanhos de amostra Planos com valores baixos de c proporcionam discriminação a níveis mais baixos da fracção de defeituosos do lote do que planos com valores elevados do número de aceitação. Pontos específicos da curva CO
Frequentemente, o interesse do engenheiro da qualidade foca-se em certos pontos da curva CO. O vendedor ou fornecedor está normalmente interessado em saber qual o nível de qualidade do lote ou processo que providencia uma probabilidade de aceitação elevada. Por exemplo, o fornecedor pode estar interessado no ponto de probabilidade de aceitação igual a 0.95. Isto indica-nos o nível de insucesso que o processo pode ter e mesmo assim ainda tem 95% de possibilidade de que o lote seja aceite. Reciprocamente, o cliente pode estar interessado na outra ponta da curva CO, isto é, qual o nível de qualidade do lote ou processo que nos dará uma baixa probabilidade de aceitação.
Muitas vezes o cliente estabelece um plano de amostragem para um fornecimento contínuo de componentes ou matéria-prima com referência para um nível de qualidade aceitável (NQA) ou AQL (acceptable quality level). O AQL representa o nível mais baixo de qualidade para o processo do fornecedor que o cliente pode considerar aceitável como média do processo. Notar que o AQL é uma propriedade do processo de fabrico do fornecedor e não uma propriedade do plano de amostragem. O
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 10/28
cliente irá geralmente “desenhar” o procedimento de amostragem para que a curva CO lhe dê uma probabilidade de aceitação elevada para o AQL estabelecido. Além do mais, o AQL não é normalmente entendido como uma especificação para o produto, nem um valor alvo para o processo de produção do fornecedor. É simplesmente um modo standard de julgar os lotes. É esperado que o processo do fornecedor opere num nível de insucesso consideravelmente melhor que o AQL.
O cliente também estará interessado na outra ponta da curva CO, isto é, na protecção que é obtida para lotes individuais de qualidade deficiente. Nessa situação, o cliente pode estabelecer uma tolerância em percentagem de defeituosos num lote (LTPD – lot tolerance percente defective). O LTPD é o nível mais fraco de qualidade que o cliente está disposto a aceitar num lote individual. Notar que o LTPD não é uma característica do plano de amostragem, mas sim um nível de qualidade do lote especificado pelo cliente. Designações alternativas para o LTPD são o nível de qualidade rejeitável (RQL – rejectable quality level) e o nível de qualidade limite (LQL – limiting quality level). É possível desenhar planos de aceitação por amostragem que nos dão probabilidades especificadas de aceitação no ponto LTPD. Subsequentemente, veremos como conceber planos de amostragem que têm performances especificadas nos pontos AQL e LTPD.
Figura 9.5 - O efeito da mudança do número de aceitação na curva CO Curvas CO Tipo-A e Tipo-B As curvas CO construídas nos exemplos anteriores são chamadas CCO tipo - B. Na construção da CCO foi assumido que as amostras foram recolhidas de lotes grandes ou que as amostras foram retiradas de um fluxo de lotes seleccionados aleatoriamente dum processo. Nesta situação, a distribuição binomial é a distribuição de probabilidade exacta para calcular a probabilidade de aceitação do lote. Tal curva CO é considerada como sendo curva CO tipo - B.
As curvas CO tipo-A são usadas para calcular probabilidades de aceitação para um lote isolado de dimensão finita. Suponhamos que o tamanho do lote é N, o tamanho da amostra n e o número de rejeição c. A distribuição de amostragem exacta do número de itens defeituosos na amostra é a distribuição hipergeométrica. A figura 9.6, mostra uma curva CO do tipo-A para um plano de amostragem simples com n = 50, c = 1 e onde o tamanho do lote é N = 500. A determinação das probabilidades de aceitação para a definição da curva CO foi feita usando a distribuição hipergeométrica. Também se mostra neste gráfico a curva CO tipo-A para N = 2000, n = 50, c = 1. Notar que as duas curvas CO são muito similares. Geralmente à medida que o
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 11/28
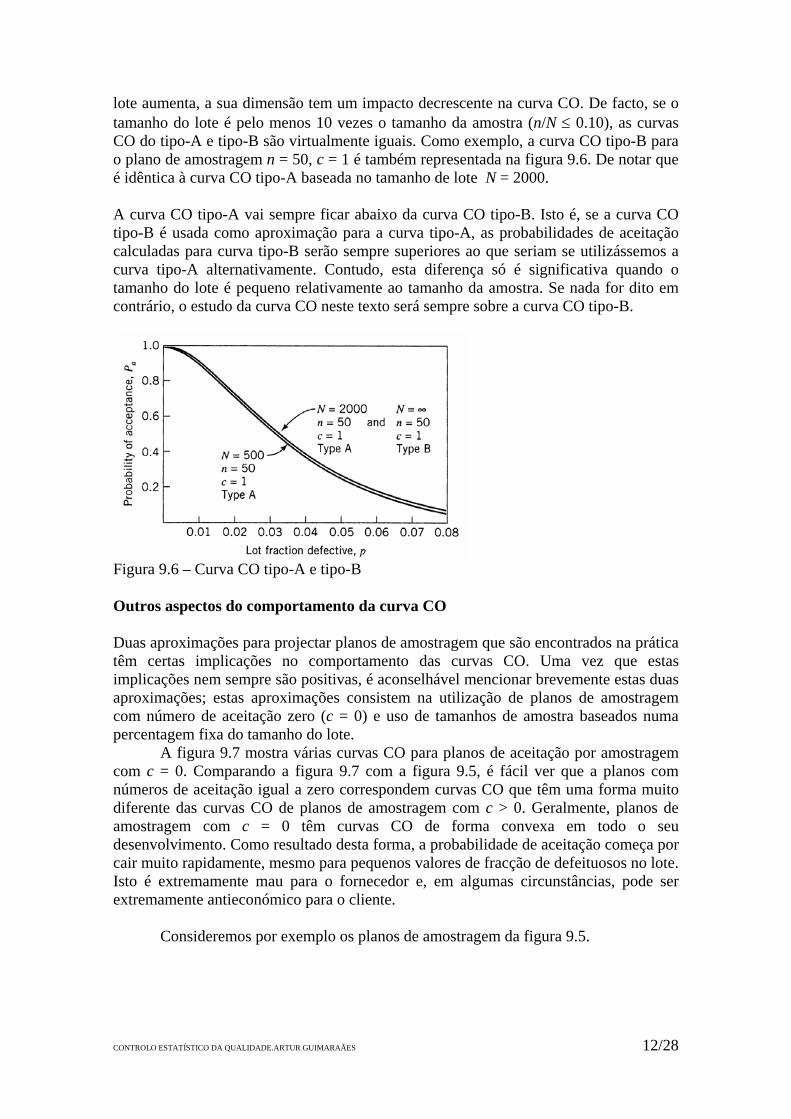
lote aumenta, a sua dimensão tem um impacto decrescente na curva CO. De facto, se o tamanho do lote é pelo menos 10 vezes o tamanho da amostra (n/N ≤ 0.10), as curvas CO do tipo-A e tipo-B são virtualmente iguais. Como exemplo, a curva CO tipo-B para o plano de amostragem n = 50, c = 1 é também representada na figura 9.6. De notar que é idêntica à curva CO tipo-A baseada no tamanho de lote N = 2000.
A curva CO tipo-A vai sempre ficar abaixo da curva CO tipo-B. Isto é, se a curva CO tipo-B é usada como aproximação para a curva tipo-A, as probabilidades de aceitação calculadas para curva tipo-B serão sempre superiores ao que seriam se utilizássemos a curva tipo-A alternativamente. Contudo, esta diferença só é significativa quando o tamanho do lote é pequeno relativamente ao tamanho da amostra. Se nada for dito em contrário, o estudo da curva CO neste texto será sempre sobre a curva CO tipo-B.
Figura 9.6 – Curva CO tipo-A e tipo-B Outros aspectos do comportamento da curva CO
Duas aproximações para projectar planos de amostragem que são encontrados na prática têm certas implicações no comportamento das curvas CO. Uma vez que estas implicações nem sempre são positivas, é aconselhável mencionar brevemente estas duas aproximações; estas aproximações consistem na utilização de planos de amostragem com número de aceitação zero (c = 0) e uso de tamanhos de amostra baseados numa percentagem fixa do tamanho do lote.
A figura 9.7 mostra várias curvas CO para planos de aceitação por amostragem com c = 0. Comparando a figura 9.7 com a figura 9.5, é fácil ver que a planos com números de aceitação igual a zero correspondem curvas CO que têm uma forma muito diferente das curvas CO de planos de amostragem com c > 0. Geralmente, planos de amostragem com c = 0 têm curvas CO de forma convexa em todo o seu desenvolvimento. Como resultado desta forma, a probabilidade de aceitação começa por cair muito rapidamente, mesmo para pequenos valores de fracção de defeituosos no lote. Isto é extremamente mau para o fornecedor e, em algumas circunstâncias, pode ser extremamente antieconómico para o cliente.
Consideremos por exemplo os planos de amostragem da figura 9.5.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 12/28
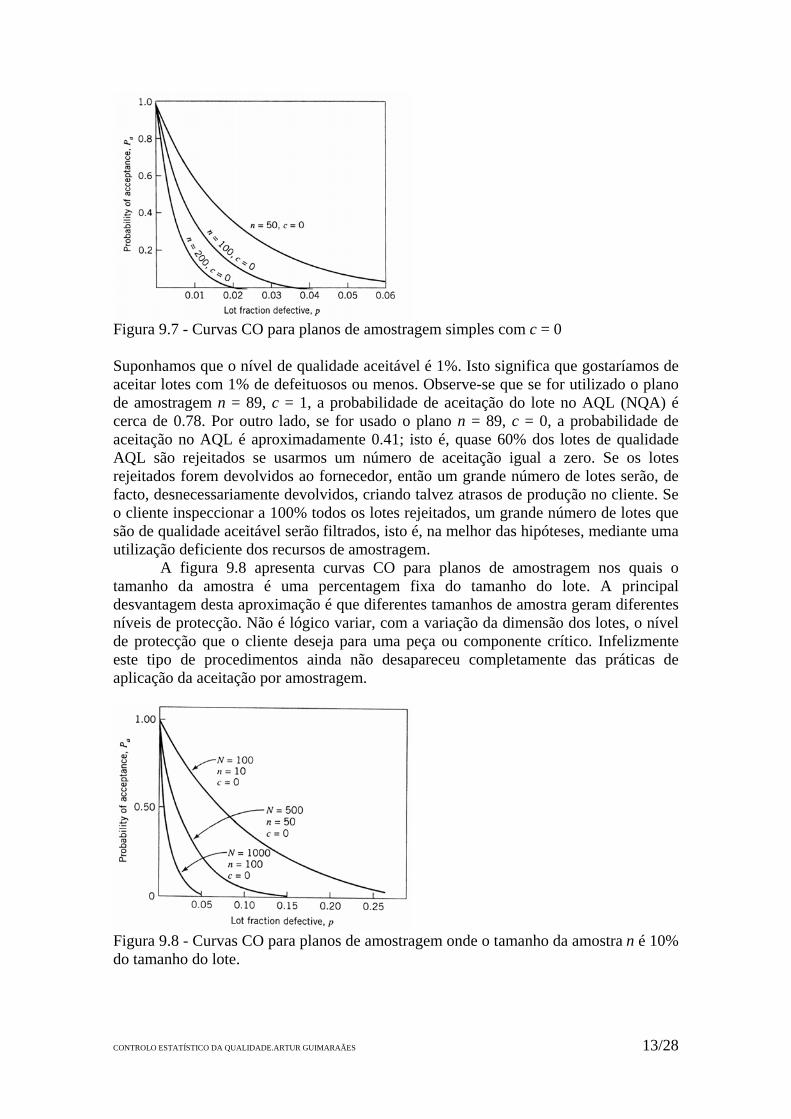
Figura 9.7 - Curvas CO para planos de amostragem simples com c = 0 Suponhamos que o nível de qualidade aceitável é 1%. Isto significa que gostaríamos de aceitar lotes com 1% de defeituosos ou menos. Observe-se que se for utilizado o plano de amostragem n = 89, c = 1, a probabilidade de aceitação do lote no AQL (NQA) é cerca de 0.78. Por outro lado, se for usado o plano n = 89, c = 0, a probabilidade de aceitação no AQL é aproximadamente 0.41; isto é, quase 60% dos lotes de qualidade AQL são rejeitados se usarmos um número de aceitação igual a zero. Se os lotes rejeitados forem devolvidos ao fornecedor, então um grande número de lotes serão, de facto, desnecessariamente devolvidos, criando talvez atrasos de produção no cliente. Se o cliente inspeccionar a 100% todos os lotes rejeitados, um grande número de lotes que são de qualidade aceitável serão filtrados, isto é, na melhor das hipóteses, mediante uma utilização deficiente dos recursos de amostragem.
A figura 9.8 apresenta curvas CO para planos de amostragem nos quais o tamanho da amostra é uma percentagem fixa do tamanho do lote. A principal desvantagem desta aproximação é que diferentes tamanhos de amostra geram diferentes níveis de protecção. Não é lógico variar, com a variação da dimensão dos lotes, o nível de protecção que o cliente deseja para uma peça ou componente crítico. Infelizmente este tipo de procedimentos ainda não desapareceu completamente das práticas de aplicação da aceitação por amostragem.
Figura 9.8 - Curvas CO para planos de amostragem onde o tamanho da amostra n é 10% do tamanho do lote.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 13/28
9.2.3 Concepção de um plano de amostragem simples com uma curva característica de operação especificada Uma abordagem corrente para conceber um plano de amostragem simples consiste em requerer que a CCO passe através de dois pontos designados. É importante referir que um único ponto não é suficiente para especificar completamente o plano de amostragem; no entanto, dois pontos já são suficientes independentemente de quais forem.
Suponhamos que pretendemos construir um plano de amostragem cuja probabilidade de aceitação é )1( α− para lotes com fracção de defeituosos e a probabilidade de aceitação é
1pβ para lotes com fracção de itens defeituosos .
Assumindo que a distribuição binomial (com a curva característica de operação do tipo B) é apropriada, concluímos que a amostra de tamanho n e o número de aceitação c são a solução para:
2p
( ) ( )
( ) ( )∑ −−
=
∑ −−
=−
=
−
=
−
c
d
dnd
c
d
dnd
ppdnd
n
ppdnd
n
022
011
1!!
!
1!!
!1
β
α (9.3)
A equação (9.3) foi obtida transcrevendo os dois pontos da Curva CO, usando a distribuição binomial. As duas equações são não lineares e não existe uma solução simples nem directa.
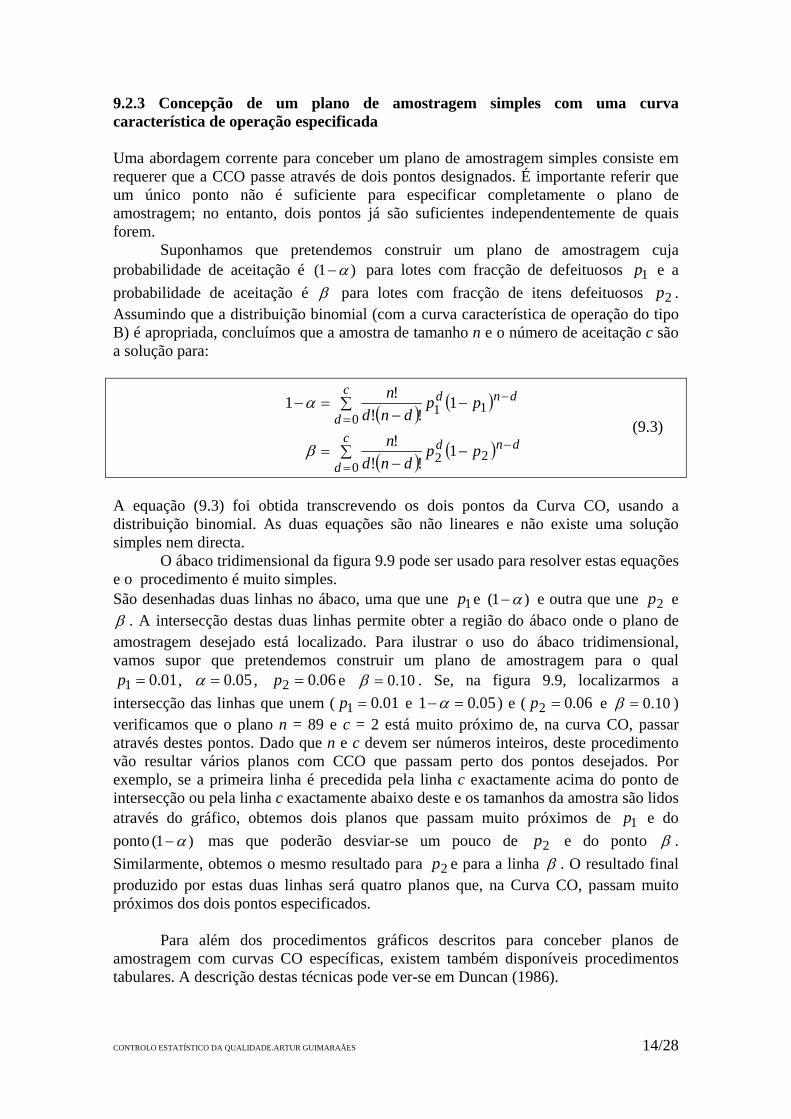
O ábaco tridimensional da figura 9.9 pode ser usado para resolver estas equações e o procedimento é muito simples. São desenhadas duas linhas no ábaco, uma que une e 1p )1( α− e outra que une e 2pβ . A intersecção destas duas linhas permite obter a região do ábaco onde o plano de amostragem desejado está localizado. Para ilustrar o uso do ábaco tridimensional, vamos supor que pretendemos construir um plano de amostragem para o qual
, 01.01 =p 05.0=α , e 06.02 =p 10.0=β . Se, na figura 9.9, localizarmos a intersecção das linhas que unem ( 01.01 =p e 05.01 =−α ) e ( 06.02 =p e 10.0=β ) verificamos que o plano n = 89 e c = 2 está muito próximo de, na curva CO, passar através destes pontos. Dado que n e c devem ser números inteiros, deste procedimento vão resultar vários planos com CCO que passam perto dos pontos desejados. Por exemplo, se a primeira linha é precedida pela linha c exactamente acima do ponto de intersecção ou pela linha c exactamente abaixo deste e os tamanhos da amostra são lidos através do gráfico, obtemos dois planos que passam muito próximos de e do ponto
1p)1( α− mas que poderão desviar-se um pouco de e do ponto 2p β .
Similarmente, obtemos o mesmo resultado para e para a linha 2p β . O resultado final produzido por estas duas linhas será quatro planos que, na Curva CO, passam muito próximos dos dois pontos especificados.
Para além dos procedimentos gráficos descritos para conceber planos de amostragem com curvas CO específicas, existem também disponíveis procedimentos tabulares. A descrição destas técnicas pode ver-se em Duncan (1986).
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 14/28
Figura 9.9 - Ábaco Tridimensional
Ao passo que quaisquer dois pontos na curva CO poderão ser usados para definir
o plano de amostragem, em muitas indústrias é habitual usar-se os pontos respeitantes ao nível de qualidade aceitável (AQL) e à tolerância em percentagem de defeituosos num lote (LTPD) para este propósito. Quando os níveis de qualidade do lote são
e , os pontos correspondentes na curva CO são normalmente referidos, respectivamente, como o risco do fornecedor e o risco do cliente;
AQL1 =p LTPD2 =p)1( α− será
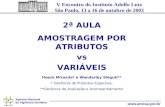
designado como risco do fornecedor e β como risco do cliente. 5.2.4 Inspecção rectificada Quando os lotes são rejeitados os programas de aceitação por amostragem normalmente requerem acções correctivas. Esta situação usualmente assume a forma de inspecção a 100% ou reinspecção dos lotes rejeitados, em que todos os itens defeituosos ou são segregados para retrabalho, ou são devolvidos ao fornecedor, ou substituídos por itens bons ou de qualidade aceitável. Este tipo de programas de amostragem designam-se por Programas de Inspecção Rectificada, dado que a actividade de inspecção vai afectar a qualidade final dos produtos acabados. A figura 9.10 representa esta situação.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 15/28
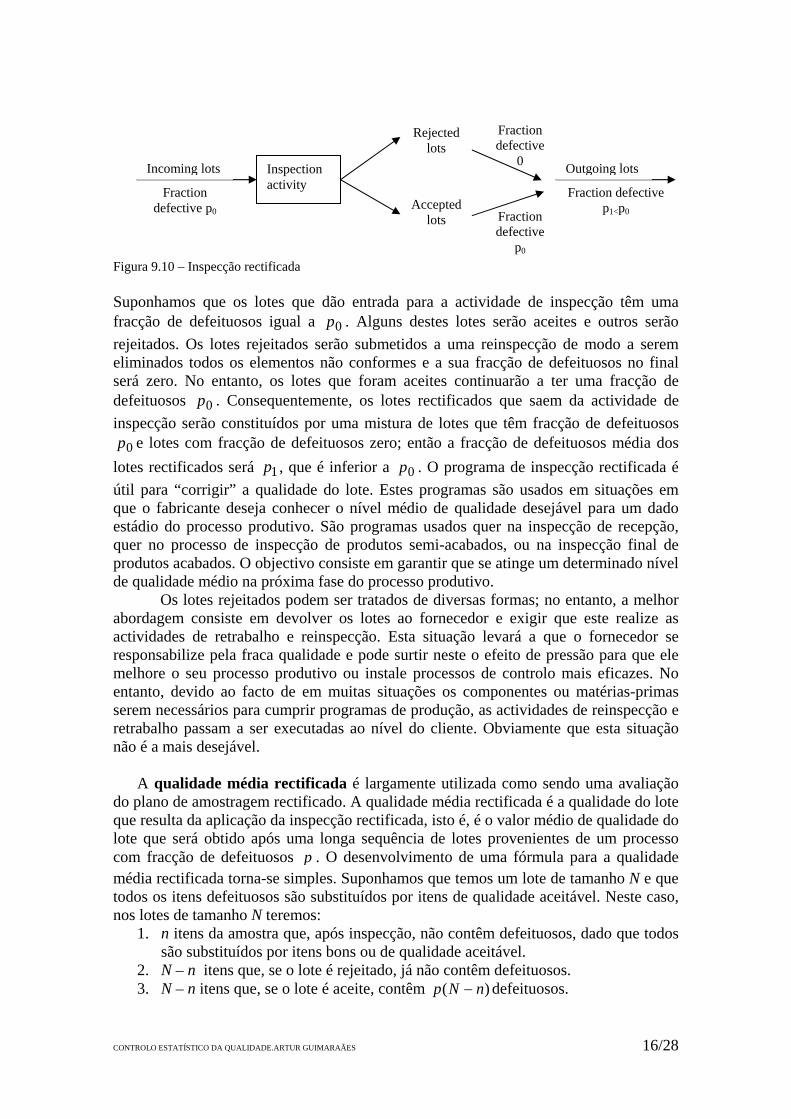
Figura 9.10 – Inspecção rectificada
Fraction defective
p0
Fraction defective
0
Fraction defective p0
Rejected lots
Accepted lots
Fraction defective p1<p0
Outgoing lots Incoming lots Inspection activity
Suponhamos que os lotes que dão entrada para a actividade de inspecção têm uma fracção de defeituosos igual a . Alguns destes lotes serão aceites e outros serão rejeitados. Os lotes rejeitados serão submetidos a uma reinspecção de modo a serem eliminados todos os elementos não conformes e a sua fracção de defeituosos no final será zero. No entanto, os lotes que foram aceites continuarão a ter uma fracção de defeituosos . Consequentemente, os lotes rectificados que saem da actividade de inspecção serão constituídos por uma mistura de lotes que têm fracção de defeituosos
e lotes com fracção de defeituosos zero; então a fracção de defeituosos média dos lotes rectificados será , que é inferior a . O programa de inspecção rectificada é útil para “corrigir” a qualidade do lote. Estes programas são usados em situações em que o fabricante deseja conhecer o nível médio de qualidade desejável para um dado estádio do processo produtivo. São programas usados quer na inspecção de recepção, quer no processo de inspecção de produtos semi-acabados, ou na inspecção final de produtos acabados. O objectivo consiste em garantir que se atinge um determinado nível de qualidade médio na próxima fase do processo produtivo.
0p
0p
0p
1p 0p
Os lotes rejeitados podem ser tratados de diversas formas; no entanto, a melhor abordagem consiste em devolver os lotes ao fornecedor e exigir que este realize as actividades de retrabalho e reinspecção. Esta situação levará a que o fornecedor se responsabilize pela fraca qualidade e pode surtir neste o efeito de pressão para que ele melhore o seu processo produtivo ou instale processos de controlo mais eficazes. No entanto, devido ao facto de em muitas situações os componentes ou matérias-primas serem necessários para cumprir programas de produção, as actividades de reinspecção e retrabalho passam a ser executadas ao nível do cliente. Obviamente que esta situação não é a mais desejável.
A qualidade média rectificada é largamente utilizada como sendo uma avaliação do plano de amostragem rectificado. A qualidade média rectificada é a qualidade do lote que resulta da aplicação da inspecção rectificada, isto é, é o valor médio de qualidade do lote que será obtido após uma longa sequência de lotes provenientes de um processo com fracção de defeituosos p . O desenvolvimento de uma fórmula para a qualidade média rectificada torna-se simples. Suponhamos que temos um lote de tamanho N e que todos os itens defeituosos são substituídos por itens de qualidade aceitável. Neste caso, nos lotes de tamanho N teremos:
1. n itens da amostra que, após inspecção, não contêm defeituosos, dado que todos são substituídos por itens bons ou de qualidade aceitável.
2. N – n itens que, se o lote é rejeitado, já não contêm defeituosos. 3. N – n itens que, se o lote é aceite, contêm )( nNp − defeituosos.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 16/28
Os lotes na fase de inspecção rectificada possuem um número esperado de unidades defeituosas igual a , que podemos exprimir como a fracção de defeituosos média, designada de qualidade média rectificada (AOQ – average outgoing quality) ou
)( nNpPa −
N
nNpPa )(AOQ
−= (9.4)
Para ilustrar o uso da equação 5.4 suponha-se que N = 10.000, n = 89 e c = 2, e que os lotes de entrada possuem qualidade p = 0.01. Para p = 0.01 temos e AOQ é:
9397.0=ap
0093.0000.10
)89000.10)(01.0)(9397.0(
)(AOQ
=
−=
−=
NnNpPa
Ou seja, a qualidade média rectificada é de 0.93% de defeituosos. Note-se que à medida que o tamanho do lote N aumenta relativamente ao tamanho da amostra n, podemos rescrever a equação 9.4 como
pPa≅AOQ (9.5)
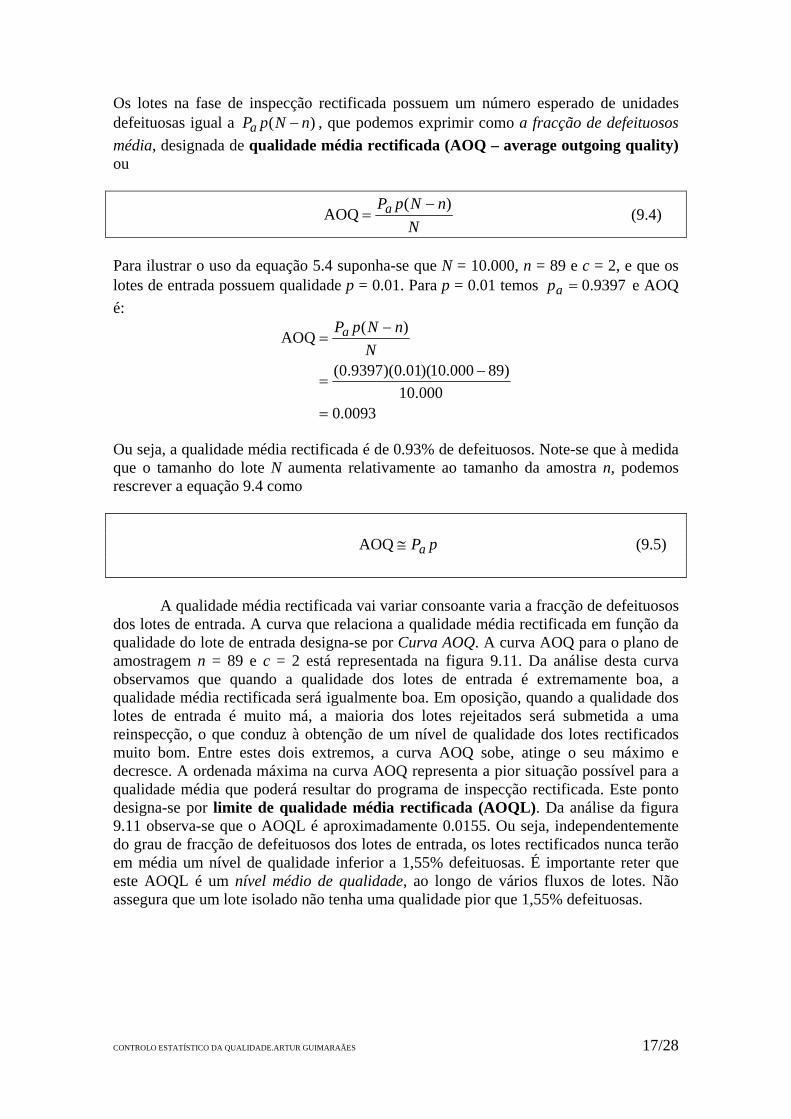
A qualidade média rectificada vai variar consoante varia a fracção de defeituosos dos lotes de entrada. A curva que relaciona a qualidade média rectificada em função da qualidade do lote de entrada designa-se por Curva AOQ. A curva AOQ para o plano de amostragem n = 89 e c = 2 está representada na figura 9.11. Da análise desta curva observamos que quando a qualidade dos lotes de entrada é extremamente boa, a qualidade média rectificada será igualmente boa. Em oposição, quando a qualidade dos lotes de entrada é muito má, a maioria dos lotes rejeitados será submetida a uma reinspecção, o que conduz à obtenção de um nível de qualidade dos lotes rectificados muito bom. Entre estes dois extremos, a curva AOQ sobe, atinge o seu máximo e decresce. A ordenada máxima na curva AOQ representa a pior situação possível para a qualidade média que poderá resultar do programa de inspecção rectificada. Este ponto designa-se por limite de qualidade média rectificada (AOQL). Da análise da figura 9.11 observa-se que o AOQL é aproximadamente 0.0155. Ou seja, independentemente do grau de fracção de defeituosos dos lotes de entrada, os lotes rectificados nunca terão em média um nível de qualidade inferior a 1,55% defeituosas. É importante reter que este AOQL é um nível médio de qualidade, ao longo de vários fluxos de lotes. Não assegura que um lote isolado não tenha uma qualidade pior que 1,55% defeituosas.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 17/28
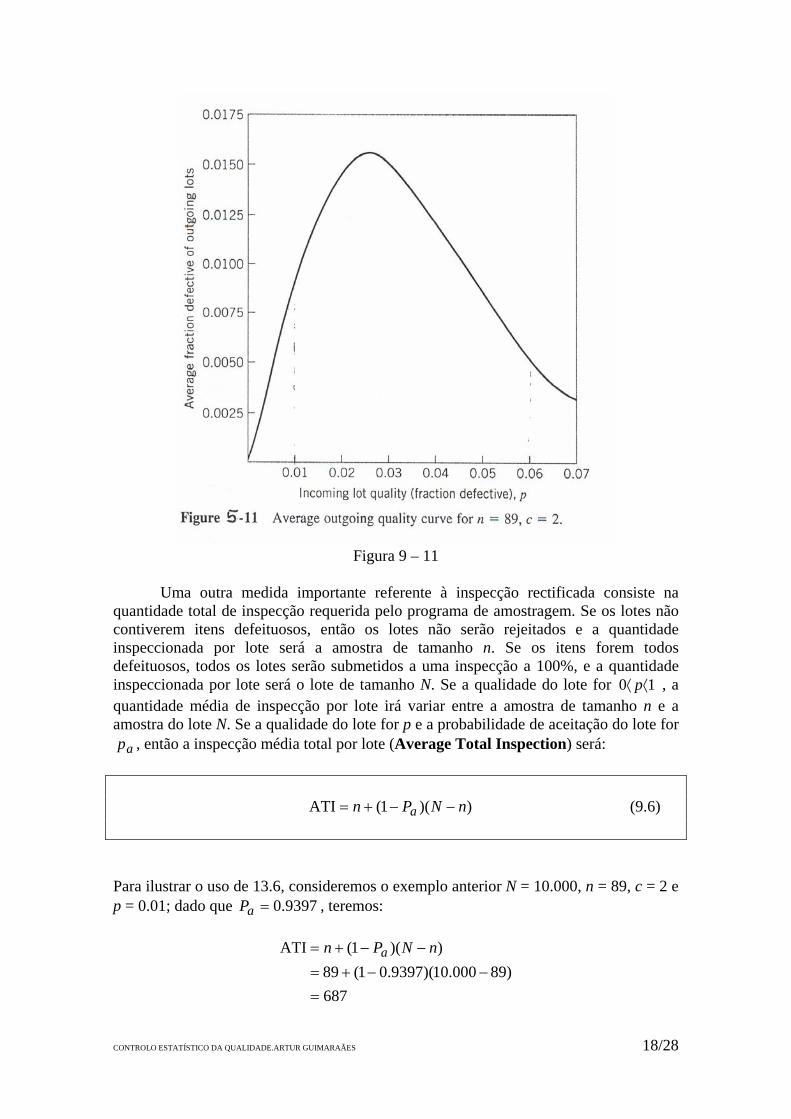
Figura 9 – 11
Uma outra medida importante referente à inspecção rectificada consiste na
quantidade total de inspecção requerida pelo programa de amostragem. Se os lotes não contiverem itens defeituosos, então os lotes não serão rejeitados e a quantidade inspeccionada por lote será a amostra de tamanho n. Se os itens forem todos defeituosos, todos os lotes serão submetidos a uma inspecção a 100%, e a quantidade inspeccionada por lote será o lote de tamanho N. Se a qualidade do lote for , a quantidade média de inspecção por lote irá variar entre a amostra de tamanho n e a amostra do lote N. Se a qualidade do lote for p e a probabilidade de aceitação do lote for
, então a inspecção média total por lote (Average Total Inspection) será:
10 ⟨⟨ p
ap
))(1(ATI nNPn a −−+= (9.6)
Para ilustrar o uso de 13.6, consideremos o exemplo anterior N = 10.000, n = 89, c = 2 e p = 0.01; dado que , teremos: 9397.0=aP
687)89000.10)(9397.01(89
))(1(ATI
=−−+=
−−+= nNPn a
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 18/28
Relembremos que este valor é um número médio de unidades inspeccionadas ao longo de muitos lotes com fracção de defeituosos p = 0.01.
É possível desenhar uma curva do total de inspecção média em função da qualidade do lote. As curvas do total de inspecção média para o plano de amostragem n = 89, c = 2, para lotes de tamanho 1000, 5000 e 10.000 estão representadas na figura seguinte:
Figura – 9.12
O limite de qualidade média rectificada (AOQL) de um plano de inspecção
rectificada é uma característica extremamente importante, sendo possível conceber programas de inspecção rectificada que possuam valores específicos de AOQL. No entanto a especificação do limite de qualidade média rectificada não é suficiente para determinar um plano de amostragem único. Sendo assim, é prática comum escolher o plano de amostragem que tenha valor específico de AOQL e, adicionalmente, forneça o mínimo ATI para um nível específico de qualidade do lote. O nível de qualidade do lote usualmente escolhido é o nível de qualidade dos lotes de entrada mais desejado, sendo geralmente designado como média do processo. O procedimento que permite gerar estes planos é relativamente directo e está ilustrado em Duncan (1986); no entanto Dodge e Roming desenvolveram tabelas de planos de amostragem que minimizam o ATI para um dado AOQL e uma dada média do processo p.
Também é possível conceber programas de inspecção rectificada para obter níveis de protecção para um dado ponto LTPD e que minimizam inspecção total média para uma determinada média do processo p. As tabelas referidas anteriormente, desenvolvidas por Dodge e Roming, fornecem também estes planos LPTD.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 19/28
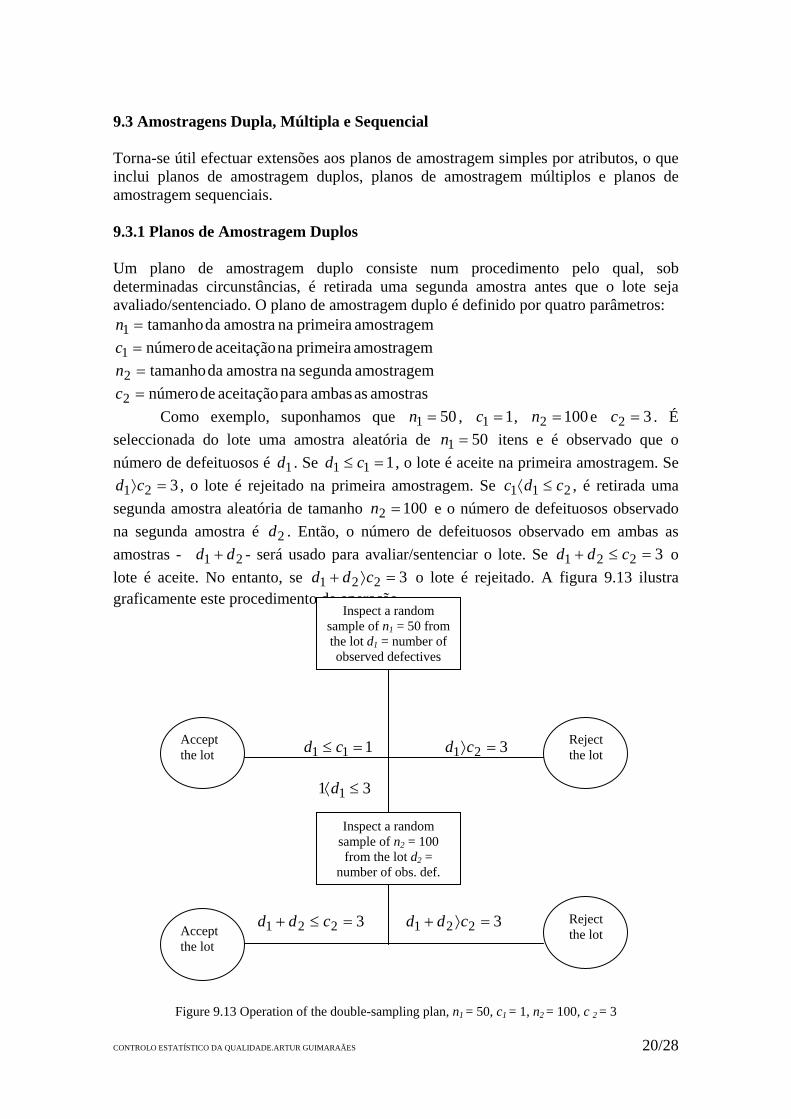
9.3 Amostragens Dupla, Múltipla e Sequencial Torna-se útil efectuar extensões aos planos de amostragem simples por atributos, o que inclui planos de amostragem duplos, planos de amostragem múltiplos e planos de amostragem sequenciais. 9.3.1 Planos de Amostragem Duplos Um plano de amostragem duplo consiste num procedimento pelo qual, sob determinadas circunstâncias, é retirada uma segunda amostra antes que o lote seja avaliado/sentenciado. O plano de amostragem duplo é definido por quatro parâmetros:
amostragem primeira na amostra da tamanho1 =n amostragem primeira na aceitação de número1 =c amostragem segunda na amostra da tamanho2 =n
amostras as ambas para aceitação de número2 =c Como exemplo, suponhamos que 501 =n , 11 =c , 1002 =n e . É
seleccionada do lote uma amostra aleatória de 32 =c
501 =n itens e é observado que o número de defeituosos é . Se 1d 111 =≤ cd , o lote é aceite na primeira amostragem. Se
, o lote é rejeitado na primeira amostragem. Se 321 =⟩cd 211 cdc ≤⟨ , é retirada uma segunda amostra aleatória de tamanho 1002 =n e o número de defeituosos observado na segunda amostra é . Então, o número de defeituosos observado em ambas as amostras - - será usado para avaliar/sentenciar o lote. Se o lote é aceite. No entanto, se
2d
21 dd + 3221 =≤+ cdd3221 =⟩+ cdd o lote é rejeitado. A figura 9.13 ilustra
graficamente este procedimento de operação.
111 =≤ cd 321 =⟩cd 31 1 ≤⟨d 3221 =≤+ cdd 3221 =⟩+ cdd
Inspect a random sample of n2 = 100 from the lot d2 =
number of obs. def.
Accept the lot
Reject the lot
Reject the lot Accept
the lot
Inspect a random sample of n1 = 50 from the lot d1 = number of observed defectives
Figure 9.13 Operation of the double-sampling plan, n1 = 50, c1 = 1, n2 = 100, c 2 = 3
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 20/28
A principal vantagem de um plano de amostragem duplo comparativamente com plano de amostragem simples consiste na possibilidade de reduzir a quantidade total de inspecção necessária. Suponha-se que o tamanho da primeira amostra retirada sob um plano de amostragem duplo é inferior ao tamanho da amostra que seria retirado sob um plano de amostragem simples e que oferece ao cliente o mesmo nível de protecção. Em todos os casos em que os lotes são aceites ou rejeitados na primeira amostra, o custo da inspecção será inferior no plano de amostragem duplo comparativamente com o plano de amostragem simples. Por outro lado, é também possível rejeitar um lote sem uma inspecção completa da segunda amostra. Consequentemente, a utilização da amostragem dupla pode muitas vezes resultar em custos totais de inspecção mais baixos. Além disso, pode referir-se também que, em algumas situações, um plano de amostragem duplo tem uma vantagem ao nível psicológico de dar ao lote uma segunda hipótese, o que pode ter algum interesse para o vendedor. Contudo, não há uma verdadeira vantagem para a amostragem dupla deste ponto de vista, porque consequentemente, os planos de amostragem simples e duplos podem ser escolhidos de forma a terem a mesma Curva CO. Desta forma, ambos os planos oferecem os mesmos riscos de aceitar ou rejeitar lotes de uma qualidade específica.
A amostragem dupla possuiu duas potenciais desvantagens. Em primeiro lugar, sob determinadas circunstâncias, a amostragem dupla para oferecer o mesmo nível de protecção que a simples, pode exigir um total de inspecção superior. Por isso, só usando criteriosamente a amostragem dupla se poderá obter a vantagem económica acima referida. A segunda desvantagem relaciona-se com a maior complexidade do processo administrativo, o que poderá levar a um aumento dos erros de inspecção. Para além disto, poderão existir problemas no armazenamento e manuseamento das matérias-primas e dos componentes para os quais foi retirada uma primeira amostra e que estão à espera da segunda amostra para que a decisão acerca do destino do lote possa ser tomada. A Curva CO
O desempenho de um plano de amostragem duplo pode ser convenientemente percebido através das características da sua Curva CO. A curva CO para planos de amostragem duplos está de alguma forma relacionada com a Curva CO para planos de amostragem simples. A construção das curvas CO tipo B para amostragem dupla é demonstrada nesta secção. O plano de amostragem duplo tem uma Curva CO primária que nos dá a probabilidade de aceitação em função da qualidade do lote ou da qualidade do processo. Por outro lado, tem também curvas CO suplementares que mostram a probabilidade de aceitação e rejeição do lote na primeira amostra. A Curva CO para a probabilidade de rejeição na primeira amostra é exactamente a Curva CO para o plano de amostragem simples e 1nn = 2cc = . Curvas CO primárias e suplementares para o plano , 501 =n 11 =c , , 1002 =n 32 =c estão apresentadas na figura 9.14.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 21/28

Figura 9.14 Seguidamente está ilustrado o cálculo da Curva CO para o plano ,
, , . Se representa a probabilidade de aceitação combinada da
primeira e segunda amostra, e e representam, respectivamente, a probabilidade de aceitação da primeira e da segunda amostra, então
501 =n11 =c 1002 =n 32 =c aP
IaP II
aP
II
aI
aa PPP +=
IaP é a probabilidade de se observar 111 =≤ cd defeituosos numa amostra aleatória de
itens. 501 =n
∑ −−
==
−1
01
150111
)1()!50(!
!50d
ddIa pp
ddP
Se é a fracção de defeituosos nos lotes de entrada, então 05.0=p
279.0)95.0()05.0()!50(!
!501
01
150111
=∑−
==
−
d
ddIa dd
P
Para obter a probabilidade de aceitação na segunda amostra, devemos listar o número de possibilidades requeridas. A segunda amostra só é retirada se existirem dois ou três defeituosos na primeira amostra, ou seja, 211 cdc ≤⟨ .
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 22/28

1. e ou 1; ou seja, foram encontrados dois defeituosos na primeira amostra e um ou menos defeituosos na segunda amostra. A probabilidade é
21 =d 02 =d
{ } { } { }
009.0)037.0)(261.0(
)95.0()05.0()!100(!
!100)95.0()05.0(!48!2
!50121,2
1
02
2100222
482
2121
==
∑−
×=
≤⋅==≤=
=
−
d
dddd
dPdPddP
2. e ; ou seja, foram encontrados três defeituosos na primeira amostra e nenhum defeituoso na segunda amostra. A probabilidade é
31 =d 02 =d
{ } { } { }
001.0)0059.0)(220.0(
)95.0()05.0(!100!0
!100)95.0()05.0()!47(!3
!50030,3
1000473
2121
==
=
=⋅==== dPdPddP
Então, a probabilidade de aceitação na segunda amostra é
{ } {
010.0001.0009.0
0,31,2 2121
=+=
==+≤== ddPddPP IIa }
A probabilidade de aceitação para um lote com fracção de defeituosos será então:
05.0=p
289.0010.0279.0
=+=+= II
aI
aa PPP
Os outros pontos na Curva CO são calculados de forma semelhante. 9.3.2 Plano de Amostragem Múltiplo Um plano de amostragem múltiplo é uma extensão da amostragem dupla, no qual mais de duas amostras são requeridas para se poder avaliar/sentenciar o lote. Um exemplo de um plano de amostragem múltiplo com cinco níveis será o seguinte:
Tamanho da amostra cumulativo
Número de aceitação Número de rejeição
20 0 3 40 1 4 60 3 5 80 5 7 100 8 9
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 23/28
Este plano opera do seguinte modo: se, ao completar qualquer fase ou nível de amostragem, o número de itens defeituosos for inferior ou igual ao número de aceitação, o lote é aceite. Se, durante qualquer nível, o número de itens defeituosos for igual ou superior ao número de rejeição, o lote é rejeitado; de outro modo, será retirada uma segunda amostra. Este procedimento irá continuar até se retirar a quinta amostra e nesta altura dever-se-á tomar uma decisão quanto ao destino do lote. A construção de Curvas CO para amostragem múltipla é uma extensão directa da aproximação usada na amostragem dupla. De forma similar, é também possível calcular uma curva média para planos de amostragem múltiplos. Pode também ser concebido um plano de amostragem múltiplo para valores especificados de , 1p α−1 , e 2p β . A principal vantagem dos planos de amostragem múltiplos consiste no facto de que as amostras requeridas em cada nível serem normalmente de tamanho inferior àquelas que seriam requeridas para planos de amostragem simples ou duplos; este procedimento permite obter uma maior eficiência económica. No entanto, a amostragem múltipla é muito mais complexa de gerir. 9.3.3 Plano de Amostragem Sequencial A amostragem sequencial é uma extensão dos conceitos de amostragem dupla e múltipla. Na amostragem sequencial, retiram-se do lote amostras sequenciais e de forma a que o número de amostras a ser determinado seja dependente dos resultados do processo de amostragem. Teoricamente a amostragem sequencial pode continuar indefinidamente até que o lote seja inspeccionado a 100%; no entanto, na prática é usual truncar os planos de amostragem sequencial quando o número de inspecções iguala três vezes o número que seria inspeccionado usando o plano de amostragem simples correspondente. Se o tamanho da amostra seleccionado em cada nível for superior a um, esta situação normalmente designa-se por amostragem sequencial por grupos. Se o tamanho da amostra inspeccionada em cada nível for igual a um, o procedimento é usualmente designado por amostragem sequencial item por item. A amostragem sequencial item por item baseia-se no teste da taxa de probabilidade sequencial (SPRT) desenvolvido por Wald (1947). O processo de um plano de amostragem sequencial item por item está ilustrado na figura 9.15. O número de observações acumulado de defeituosos é marcado no gráfico. Para cada ponto, a abcissa dá-nos o total de itens seleccionados até esse momento e a ordenada é o número total de defeituosos observado. Se os pontos traçados se mantiverem dentro dos limites das linhas de aceitação e rejeição, deve ser retirada outra amostra. Logo que um ponto se situe acima da linha superior o lote é rejeitado. Quando um ponto se situar abaixo da linha inferior o lote é aceite.
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 24/28
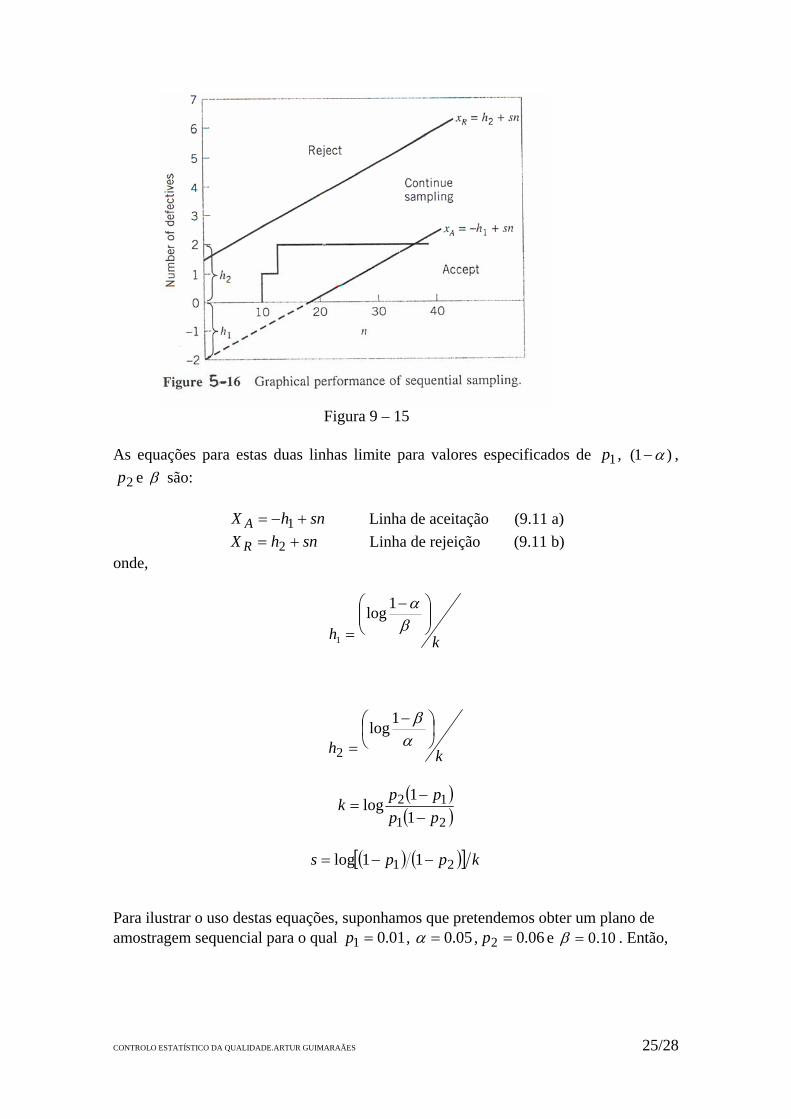
Figura 9 – 15
As equações para estas duas linhas limite para valores especificados de , 1p )1( α− , e 2p β são:
snhX A +−= 1 Linha de aceitação (9.11 a)
snhX R += 2 Linha de rejeição (9.11 b) onde,
kh⎟⎟⎠
⎞⎜⎜⎝
⎛ −
= βα1log
1
kh⎟⎠⎞
⎜⎝⎛ −
= αβ1log
2
( )( )21
1211log
ppppk
−−
=
( ) ( )[ ] kpps 21 11log −−=
Para ilustrar o uso destas equações, suponhamos que pretendemos obter um plano de amostragem sequencial para o qual 01.01 =p , 05.0=α , 06.02 =p e 10.0=β . Então,
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 25/28
( )( )
80066.0)94.0)(01.0()99.0)(06.0(log
11
log21
12
=
=
−−
=pppp
k
22.180066.0
10.095.0log
1log1
=
⎟⎠⎞
⎜⎝⎛
=
⎟⎟⎠
⎞⎜⎜⎝
⎛ −
= kh βα
57.180066.0
05.090.0log
1log2
=
⎟⎠⎞
⎜⎝⎛
=
⎟⎠⎞
⎜⎝⎛ −
= kh αβ
( ) ( )[ ][ ]
028.080066.0/)94.0/99.0(log
11log 21
==
−−= kpps
Então, as linhas limite são:
nX A 028.022.1 +−= (aceitação) nX R 028.057.1 += (rejeição)
Em vez de se usar um gráfico para determinar o destino do lote, o plano de
amostragem sequencial pode ser determinado por uma tabela como a 9.3. Na tabela as entradas podem ser determinadas substituindo os valores de n nas equações de aceitação e rejeição e calculam-se desta forma os números de aceitação e rejeição. Por exemplo, para n = 45 temos:
04.0)45(028.022.1028.022.1
=+−=+−= nX A (aceitação)
83.2)45(028.057.1028.057.1
=+=+= nX R (rejeição)
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 26/28
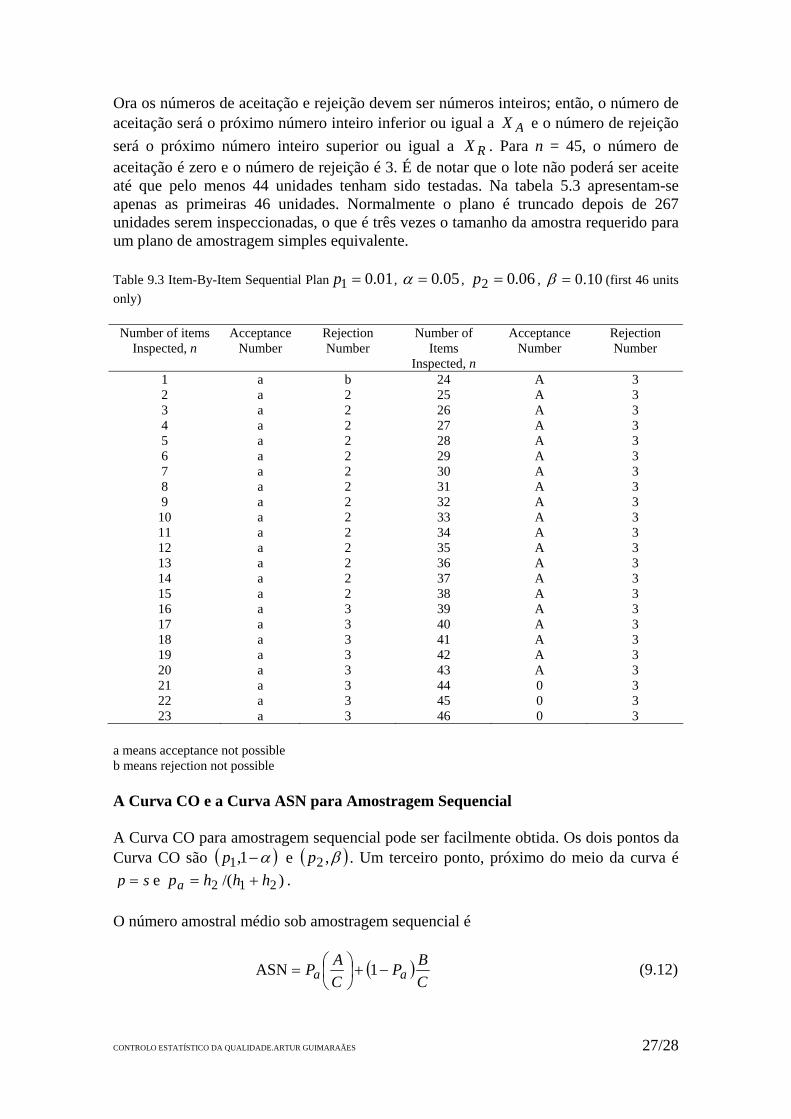
Ora os números de aceitação e rejeição devem ser números inteiros; então, o número de aceitação será o próximo número inteiro inferior ou igual a AX e o número de rejeição será o próximo número inteiro superior ou igual a . Para n = 45, o número de aceitação é zero e o número de rejeição é 3. É de notar que o lote não poderá ser aceite até que pelo menos 44 unidades tenham sido testadas. Na tabela 5.3 apresentam-se apenas as primeiras 46 unidades. Normalmente o plano é truncado depois de 267 unidades serem inspeccionadas, o que é três vezes o tamanho da amostra requerido para um plano de amostragem simples equivalente.
RX
Table 9.3 Item-By-Item Sequential Plan 01.01 =p , 05.0=α , 06.02 =p , 10.0=β (first 46 units only) Number of items
Inspected, n Acceptance
Number Rejection Number
Number of Items
Inspected, n
Acceptance Number
Rejection Number
1 a b 24 A 3 2 a 2 25 A 3 3 a 2 26 A 3 4 a 2 27 A 3 5 a 2 28 A 3 6 a 2 29 A 3 7 a 2 30 A 3 8 a 2 31 A 3 9 a 2 32 A 3
10 a 2 33 A 3 11 a 2 34 A 3 12 a 2 35 A 3 13 a 2 36 A 3 14 a 2 37 A 3 15 a 2 38 A 3 16 a 3 39 A 3 17 a 3 40 A 3 18 a 3 41 A 3 19 a 3 42 A 3 20 a 3 43 A 3 21 a 3 44 0 3 22 a 3 45 0 3 23 a 3 46 0 3
a means acceptance not possible b means rejection not possible A Curva CO e a Curva ASN para Amostragem Sequencial A Curva CO para amostragem sequencial pode ser facilmente obtida. Os dois pontos da Curva CO são ( )α−1,1p e ( )β,2p . Um terceiro ponto, próximo do meio da curva é
sp = e . )/( 212 hhhpa += O número amostral médio sob amostragem sequencial é
( )CBP
CAP aa −+⎟⎠⎞
⎜⎝⎛= 1ASN (9.12)
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 27/28

onde,
αβ−
=1
logA
αβ−
=1logB
e
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛−−
−+⎟⎟⎠
⎞⎜⎜⎝
⎛=
1
2
1
211log1logC
ppP
ppp
Inspecção Rectificada A qualidade média aceitável (AOQ) para amostragem sequencial é aproximadamente dada por:
pPa≅AOQ (9.13) O nível médio de inspecção total também é obtido facilmente. A quantidade de amostragem é A/C quando o lote é aceite e N quando é rejeitado. Então, a inspecção total média é:
( )NPCAP aa −+⎟⎠⎞
⎜⎝⎛= 1ATI (9.14)
5.4. MILITARY STANDARD 105 E (ANSI/ASQC Z1.4, ISO 2859)
CONTROLO ESTATÍSTICO DA QUALIDADE.ARTUR GUIMARAÃES 28/28