Modelagem, controle e otimização de processos da indústria do ...
Click here to load reader

1
A BUSCA PELA OTIMIZAÇÃO EM PROCESSOS PRODUTIVOS, ATRAVÉS DE TÉCNICAS DE PROGRAMAÇÃO DA PRODUÇÃO.
Aline Carla Herrero Alves
Elizabete Alves dos Santos
Francisco Cesar Vendrame
Jovira Maria Sarraceni
Máris de Cássia Ribeiro Vendrame
Lins – SP
2009
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

2
A BUSCA PELA OTIMIZAÇÃO EM PROCESSOS PRODUTIVOS, ATRAVÉS DE TÉCNICAS DE PROGRAMAÇÃO DA PRODUÇÃO.
RESUMO
Visto que hoje a produção é o maior segmento de uma empresa e tão
importante para ela, técnicas e métodos estão sendo utilizados para seu aprimoramento e programação, visando a melhor forma de utilizar os recursos exigidos por ela e com isso a diminuição dos custos e retrabalho, além de aumentar as receitas e a eficiência. As técnicas usadas para tal fim são várias, entre elas estão, JIT, OPT, MRPI e MRPII e KANBAN. Essas técnicas são voltadas para otimização de todos os recursos e melhoramento dos processos da produção e para que isso se dê tais técnicas se baseiam em agrupar dados da produção em sistemas computadorizados, cálculos de produção e conceitos. Palavras-chave: Otimização. Processos. Técnicas. Programação Produção
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

3
A BUSCA PELA OTIMIZAÇÃO EM PROCESSOS PRODUTIVOS, ATRAVÉS DE TÉCNICAS DE PROGRAMAÇÃO DA PRODUÇÃO.
INTRODUÇÃO
A maioria das empresas reconhece a importância da produção e estão gastando cada vez mais dinheiro em seu aprimoramento. Hoje a administração da produção é o maior segmento do mercado, o que se dá devido ao reconhecimento, por parte das empresas, de que a administração da produção oferece o potencial para aumentar receitas, além de facilitar que bens e serviços sejam produzidos de forma mais eficiente. Essa combinação de maior receita e custos mais baixos é importante para qualquer empresa. O interessante na administração da produção é que suas mudanças afetam todo o mundo dos negócios; mudanças como: na preferência do consumidor, nas redes de suprimentos trazidos por tecnologias baseadas em internet, no que fazemos no trabalho, como fazemos, onde fazemos e assim por diante. Promover a criatividade que permite às empresas responder à tantas mudanças está se tornando a tarefa principal dos gerentes de produção, que precisam encontrar soluções para os desafios tecnológicos e ambientais.
Atualmente as decisões estratégicas não são tomadas e comunicadas ao setor da produção para o “cumpra-se’. A administração da produção tem exigido sistemas estratégicos, devido a crescente pressão por competitividade que o mercado mundial tem demandado das empresas, e o potencial competitivo com flexibilidade do recente desenvolvimento das novas tecnologias, e por fim melhor entendimento do papel estratégico que a produção pode e deve ter no atingimento dos objetivos. Para se ter uma administração eficiente e eficaz da produção é preciso, entre outras coisas, programar a produção, para isso são utilizadas técnicas como Just in Time, MRP I, II, OPT e KANBAN. Todas essas técnicas tem como finalidade adequar a produção àquilo que pede o mercado, evitando com isso o desperdício e o retrabalho4, além de salientar a questão da qualidade.
1 REVISÃO BIBLIOGRÁFICA 1.1 Programação
Programação é uma das mais complexas tarefas do gerenciamento de produção e consiste em determinar a seqüência em que o trabalho será desenvolvido, através de um cronograma detalhado que mostra em quem momento os trabalhos devem começar e terminar.
Os programadores têm de lidar com diversos tipos de recursos simultaneamente como: as máquinas diferentes capacidades e capacitação, além do pessoal que terá diferentes habilidades.
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

4
Às vezes numa programação pode haver um vasto número de programas com muitas opções aceitáveis, como há vários roteiros e seqüências apropriadas par qualquer conjunto de trabalhos.
A tarefa de produção tem que ser repetida frequentemente para permitir resposta às variações de mercado e às mudanças no mix de produto, o que pode fazer os recursos limitantes de capacidade mudar bastante em um curto espaço de tempo, dentro das instalações, com isso os gargalos podem mover-se pela fábrica rapidamente.
A programação pode ser feita para frente ou para traz. A programação para frente consiste em iniciar o trabalho logo que ele chega.
Já a programação par traz consiste em iniciar o trabalho no último momento possível sem que ele sofra atraso. A escolha do tipo de programação depende das circunstancias.
A programação para frente tem como vantagens: a alta utilização do pessoal e a flexibilidade (as folgas de tempo no sistema permitem que o trabalho inesperado seja programado).
E a programação para traz tem como vantagens: os custos com materiais mais baixos, menor exposição à riscos no caso de mudança de programação pelo consumidor e tende a focar a operação nas datas prometidas as consumidor.
Em operações onde o recurso dominante é o pessoal, o que determina a capacidade da operação é a programação dos tempos de trabalho.
Portanto, a principal tarefa da programação é garantir um numero de pessoas suficiente que deverá estar trabalhando para proporcionar uma capacidade adequada para o nível da demanda no momento, garantindo com isso:
a) que a capacidade corresponda à demanda; b) que o tamanho de cada turno nunca seja excessivamente longo nem
curto, e c) que minimize o trabalho nas horas “não sociais”.
Dentro da programação existem os controles empurrado e puxado. Em um sistema de planejamento e controle empurrado, cada centro de trabalho empurra o trabalho sem levar em consideração se o centro de trabalho seguinte pode utilizado. Os centros de trabalho são coordenados pelo sistema central de planejamento e controle das operações, porém as condições reais diferem das planejadas, o que faz com que acabe tendo tempo ocioso, estoques e filas como conseqüência. Já no sistema de planejamento e controle puxado as especificações de o que é feito é estabelecido pela estação de trabalho do “consumidor”, que “puxa” o trabalho da estação de trabalho antecedente, do fornecedor. Se a requisição não é passada para traz do consumidor para o fornecedor, esta não é autorizada a produzir ou mover qualquer material. É importante compreender os diferentes princípios das programações puxada e empurrada, pois ambas são propensas a acumular estoque na operação, mas de maneiras diferentes. Contudo, os programas puxados são menos prováveis de resultar em criação de estoque, e por isso são favorecidos pelas operações JIT. (SLACK, CHAMBERS E JOHNSTON, 2002) 1.2 JIT (Just in Time)
Algumas expressões são geralmente usadas para traduzir aspectos da
filosofia Just in time:
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

5
a) produção sem estoques; b) eliminação de desperdícios; c) manufatura de fluxo contínuo d) esforço contínuo na resolução de problemas; e) melhoria contínua dos processos.
O sistema JIT tem como objetivo a melhoria contínua do processo produtivo,
em índices de qualidade, maior confiabilidade de seus equipamentos e fornecedores e maior flexibilidade de resposta, principalmente através da redução dos tempos de preparação de máquinas, permitindo a produção de lotes menores e mais adequados à demanda do mercado. (CORRÊA; GIANESI,1996)
1.2.1 Papel dos estoques
Na abordagem tradicional dos estoques é considerá-lo úteis para proteger o
sistema produtivo de problemas e consequentemente ter o retrabalho da produção. Já com o JIT, os estoques são considerados nocivos, por esconderem os problemas da produção, tirando a atenção da gerência para problemas sérios de qualidade e falta de confiabilidade de equipamentos e fornecedores, sendo estes prioridades a eliminar. Neste sistema, os trabalhadores tem como objetivo auxiliarem-se para a solução em peças defeituosas por exemplo, ou seja, identificar o problema e dar continuidade , sistemática e consistentemente, segundo as taxas de produção e os níveis de qualidade esperados,para que nenhuma etapa do fluxo seja interrompida,entretanto com o mínimo de estoque em processo, Outro fator influenciador é a redução de compras de lotes de produção. (CORRÊA; GIANESI,1996)) 1.2.2 Erros
No JIT os erros não são invitáveis, mas assumindo a meta de eliminá-los por
completo. A situação pretendida de zero defeitos pode ser inatingível, contudo, o que leva por esta meta ao movimento de melhoria ou aprimoramento contínuo, que pode resultar em índices reais de defeitos muito baixos. Este objetivo de desempenho deve estar bem visível a todos que podem contribuir. Um dos métodos mais utilizados são os gráficos espalhados por toda a fábrica. (CORRÊA; GIANESI,1996) 1.2.3 Layout
O espaço disponível da fábrica conduz ao objetivo da filosofia JITt, através da
imposição de mudanças para o aprimoramento contínuo e melhor desempenho interno. O layout tradicional utilizados pelas empresas é por processo e ou funcional, entretanto as empresas que adotam o JIT geralmente utiliza do celular.
Celular, é o tipo de arranjo físico que reduz a movimentação de materiais, as filas e os tempos gastos com preparação., ou seja separação de componentes por famílias. As máquinas devem estar agrupadas bem próximas, para que as células sejam flexíveis em relação ao mix de capacidade, e fundamental que os funcionários sejam flexíveis e polivalentes, para operar as máquinas próximas e substituir os ausentes. (CORRÊA; GIANESI,1996)
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

6
1.2.4 Qualidade total Responsabilidade atribuída ao departamento de controle da qualidade total, em
busca do nível ótimo de qualidade. É necessário alguns aspectos como, o controle do processo durante a produção, estabelecimento de padrões de qualidade mensuráveis, expondo-os a toda a fábrica, disciplina da qualidade envolvendo a todos à meta, prioridade a qualidade e não quantidade, com inspeção de todas a peças para correções em erros e por fim organização e limpeza.
A qualidade é um benefício gerado pelo sistema JIT, na busca da flexibilidade. O seu principal conceito é garantir que os produtos fiquem com qualidade, inspecionados à partir de sua origem. (CORRÊA; GIANESI,1996)
1.2.5 Redução de tempos envolvidos no processo A redução dos tempos envolvidos no processo tem efeito em aumentar a
flexibilidade de resposta., adaptar-se de forma mais ágil às flutuações moderadas e de curto prazo na demanda. Separando, desenvolvendo, modificando e eliminando métodos para redução do tempo. (CORRÊA; GIANESI,1996)
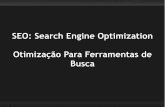
Consciência acentuada dos
problemas e suas causas
Idéias para
reduzir o
tamanho dos
lotes
Idéias para
aprimorar a
execução da
produção Jit
Idéias para
controlar os
defeitos
Redução no
tamanho dos
lotes
Produção JIT
Rápida
realização
em relação
aos defeitos
Menos custos indiretos com: juros
sobre estoques, espaço e
equipamento de movimentação de
materiais, controle físico e contábil
do estoque
Menos
estoque no
sistema
Controle
sobre a
qualidade e
refugos
Ritmo de
produção
mais regular
Menos mão-
de-obra de
retrabalho
Menor
desperdício
de material
Redução de estoques
e/ou trabalhadores
Retirada deliberada de estoques
e/ou trabalhadores
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

7
Fonte: CORRÊA; GIANESI,1996
Figura 1- A inter-relação do controle de qualidade total e o JIT
1.2.6 Planejamento, programação e controle da produção para JIT
A programação mensal é efetuada a partir do processo de planejamento mensal, oferecendo também os níveis médios de produção diária de cada estágio do processo, garantindo que haja recursos o suficientes para execução do programa, além de alguma capacidade extra.
O planejamento é baseado em previsões de demanda mensais, e o horizonte de planejamento depende de vários fatores característicos da empresa, como as incertezas da demanda e os lead times de produção, sendo três meses um valor típico. Quanto menores os lead times mais curto pode ser o horizonte de planejamento, possibilitando previsões mais seguras.
1.3 Kanban
A palavra KANBAN é definida como: cartão, símbolo ou painel. Genericamente é um sistema de controle de produção, onde a produção é comandada pela linha de montagem. Opera utilizando o método do Mínimo Inventário em Processo, objetivando trabalhar com estoque zero. É um sistema de produção em lotes pequenos que são armazenados em recipientes padronizados, contendo um número definido de peças e um cartão KANBAN correspondente. As peças que compõem tais lotes passam pelos processos industriais até chegarem ao estágio de peça acabada. Conforme os lotes vão se esgotando, seus cartões KANBAN são recolhidos, autorizando assim a fabricação de um novo lote. As seções de inicio da fabricação, não tendo mais cartões KANBAN autorizando a fabricação de novos lotes, suspendem, automaticamente, a produção, evitando, com isso, o desperdício com fabricação de peças desnecessárias, até que reinicie o consumo nas linhas de montagem. Dentro de uma fabrica existem vários ciclos de produção entre as diversas seções, o importante é que haja uma interligação entre os fluxos de modo que os cartões circulem comandados sempre pelo processo subsequente, até chegar ao início da fabricação. O cartão KANBAN é responsável pela comunicação e funcionamento de todo o sistema. Não existe um modelo padronizado de cartão, ele deverá conter as informações necessárias para a perfeita operação, atendendo às características próprias de cada empresa. Num cartão KANBAN devem conter informações como:
a) Nome e código da peça b) Nome e localização das seções onde são produzidas as peças (fluxo do
processo)
Menos material, mão-de-obra e insumos para a produção igual ou maior= Maior produtividade
Menos estoques no sistema= Respostas mais rápidas ao mercado, melhores previsões e menos
administração.
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

8
c) Nome e localização do setor onde são consumidas as peças (linha de montagem)
d) Localização das áreas de estocagem (supermercado) e) Quantidade representada pelo cartão f) Quantidade total do lote de produção g) Número sequencial do cartão e número total de cartões do item em
questão h) Tipo de container i) Tempo total de processo e tempo por operação (MOURA, 1984)
1.3.1 Kanban Eletrônico
Embora o sistema de Kanban físico seja mais conhecido, muitas empresas têm implementado sistemas de Kanban Eletrônico (e-Kanban) em substituição ao sistema tradicional. Vários sistemas ERP (Enterprise Resource Planning) oferecem a possibilidade de utilização integrada do Kanban Eletrônico, permitindo sinalização imediata da demanda real do cliente em toda a Cadeia de fornecimento. O sistema eletrônico tem como um de seus principais objetivos eliminar problemas comuns à utilização do sistema físico de Kanban como a perda de cartões e a atualização dos quadros. 1.3.2 Kanban de Produção
Kanban de Produção é o sinal (usualmente cartão ou caixa) que autoriza a
produção de determinada quantidade de um item. Os cartões (ou caixas) circulam entre o processo fornecedor e o supermercado, sendo afixados junto às peças imediatamenta após a produção e retirados após o consumo pelo cliente, retornando ao processo para autorizar a produção e reposição dos itens consumidos. 1.3.3 Kanban de Movimentação
Kanban de Movimentação, também chamado de Kanban de Transporte, é o
sinal (usualmente um cartão diferente do Kanban de Produção) que autoriza a movimentação física de peças entre o supermercado do processo fornecedor e o supermercado do processo cliente (se houver). Os cartões são afixados nos produtos (em geral, o cartão de movimentação é afixado em substituição ao cartão de produção) e levados a outro processo ou local, sendo retirados após o consumo e estando liberados para realizar novas compras no supermercado do processo fornecedor.
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

9
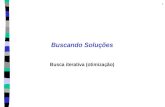
Fonte: http://www.dwf.com.br/fotos/kanban_01_big.jpg
Figura 2 - Exemplo de Kanban
1.4 MRP (Materials Requeriments Planning)
MRP (planejamento das necessidades de materiais) pode significar também planejamento dos recursos de manufatura. Ao longo do tempo ele se tornou um sistema corporativo que apóia o planejamento de todas as necessidades de recurso de um negócio. Geralmente o MRP concilia o fornecimento com a demanda de recursos. O MRP é um sistema que ajuda as empresas a fazer cálculos de quantidades e tempo, ou seja, ele permite que as empresas calculem quanto material de determinado tipo é necessário e em que momento. Para executar os cálculos de quantidade e tempo descritos, os sistemas de planejamento das necessidades de material (MRP), normalmente, requerem que a empresa mantenha certos dados em arquivos de computador, os quais quando o programa MRP é rodado, são recuperados, usados e atualizados. Para que se possa compreender a complexidade de um sistema MRP é necessário que se entendam esses registros e arquivos de computador. 1.4.1 Características importantes
Quantidades múltiplas de alguns itens são necessárias, o que significa que o MRP deve conhecer a quantidade adequada de cada item para ser capaz de multiplicar pelas necessidades.
Um mesmo item pode ser utilizado em diferentes partes da estrutura de produto. Isso significa que o MRP deve levar em conta esse fato e, a cada estágio, somar as necessidades para determinar a quantidade que usaria.
A estrutura de produto pára quando chega aos itens que não são fabricados pela empresa, as estruturas de produto desses itens não são relevantes para seu sistema MRP, com exceção do que concerne as implicações sobre o lead time (tempo de suprimentos) necessário para obtê-los. 1.4.2 Cálculo do MRP O MRP toma o programa-mestre de produção e “explode” esse programa por meio da lista de materiais de nível único, verificando quantas submontagens e componentes são necessários. Antes de passar para o próximo nível da estrutura do produto, o MRP verifica quantos materiais necessário já estão disponíveis em estoque. Ele gera então as “ordens de trabalho” ou requisições para as
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

10
necessidades líquidas dos itens que serão feitos na fábrica, que formará o programa que será explodido pela lista de materiais de nível único para o próximo nível. Novamente, o estoque disponível desses itens é verificado, então ordens de trabalho são geradas para as necessidades líquidas dos itens que serão feitos na fábrica, e são também geradas as ordens de compra para as necessidades líquidas dos itens que serão adquiridos de fornecedores. Esse processo continua até que se chegue ao nível mais baixo da estrutura do produto. (SLACK, CHAMBERS E JOHNSTON, 2002)
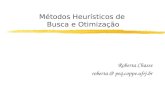
Fonte: http://www.pri.pt/conteudos/data/upimages/MRP2jpeg.jpg
Figura 2 – Previsões comerciais 1.5 MRP II (Manufacturing Recurces Planning ou planejamento dos recursos de manufatura)
Tem por finalidade o cálculo das necessidades. Uma técnica de gestão que
através do uso do computador, das quantidades e dos momentos em que são necessários os recursos de manufatura( materiais, pessoas, equipamentos, entre outros),cumpra-se os programas de entrega de produtos, com o mínimo de formação de estoques. (Corrêa, 1966)
O sistema por MRP ficou inviável em meados dos anos 60, assim sentindo a necessidade de aprimoramento, surgiu MRPII, em que converte o plano de produção em demanda independente e demanda dependente.
Nos itens de demanda independente são aqueles que não dependem da demanda de nenhum outro item. Já os dependentes, necessita do outro item, por exemplo a demanda de um componente , depende da demanda do produto final.Os itens componentes de uma montagem são chamados de itens filhos do item pai.
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

11
A diferença das duas é que a primeira é prevista com base nas características do mercado consumidor, enquanto a dependente pode ser calculada com base na demanda deste.
Um planejamento de longo prazo bem detalhados ao nível agregado, que possui cinco módulos:
a) Módulo de planejamento da produção b) Módulo de planejamento mestre de produção c) Módulo de cálculo de necessidade de materiais d) Módulo de controle de fábrica
1.5.1 Planejamento da produção Por ser um módulo agregado (níveis globais de produção e setores
produtivos), ocupa-se em auxiliar na decisão dos planejadores quanto ao estoque e produção, a unidade muitas vezes é monetária.
1.5.2 Planejamento mestre de produção (MPS)
Uma declaração referente à produção de produtos finais e não de demanda
de mercado ou previsão de vendas, leva em conta a limitação de capacidade identificadas, assim utilizando a capacidade instalada. Este plano representa a desagregação do plano de produção agregado. Entretanto, na soma da quantidades detalhadas por produto do MPS tem sempre que ser à soma ditada pelo plano agregado., evitando mais claramente gargalos na produção. 1.5.3 Cálculo das necessidades de materiais ( MRP)
È um registro mais detalhado que o MPS, representando a posição e os
planos que diz respeito à produção e estoques de cada item. Contendo seus elementos, tais são: Período/ necessidades brutas/, recebimentos programados/ estoque projetado disponível/ plano de liberação de ordens/ tempo de ressuprimento e tamanho do lote. 1.5.4 Controle da fábrica (SFC)
Responsável pela seqüência das ordens, por cento de produção, dentro de
um período de planejamento e pelo controle de produção, no nível da fábrica. O módulo que busca garantir que o que foi planejado será executado de forma mais fiel possível aos planos.
Usa-se algoritmos de programação finita, com base em regras de sequenciação, para proceder ao carregamento detalhado das ordens nos recursos dentro de um período de planejamento e definir seqüências preferenciais para a execução das ordens nos centros produtivos.
1.5.5 Vantagens e limitações
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

12
O MRPII é bem dinâmico, reagindo bem diante as mudanças, também é um sistema lógico , facilitando no tratamento com os itens de demanda dependente ou independente, além de ser integrado, ou seja, proporcionado para disponibilidade de um grande número de usuários e grande quantidade de informações.
Quanto suas limitações temos o seu custo, que por ser um sistema complexo é muito caro, além de que o ambiente deverá ser altamente computadorizado. (Corrêa e Gianesi,1996)
1.6 OPT (Optimized production tecnology) OPT é uma técnica computadorizada que auxilia a programação de sistemas produtivos ao ritmo ditado pelos recursos mais fortemente carregados, ou seja, os gargalos. Pois se a taxa de atividade em qualquer parte do sistema exceder a do gargalo, alguns itens estarão sendo produzidos sem que possam ser utilizados. 1.6.1 Princípios do OPT que demonstram esse foco sobre o gargalo Balancear o fluxo, não a capacidade. O nível de um recurso não gargalo é determinado por alguma restrição do sistema, não por sua própria capacidade. Utilização e ativação de um recurso não são sinônimos. Uma hora perdida num recurso gargalo é uma hora perdida para sempre em todo o sistema. Uma hora poupada num recurso não gargalo é uma miragem. Os gargalos governam tanto o fluxo de produção como os estoques do sistema. O lote de transferência pode não ser, e muitas vazes não deveria ser, igual ao lote de processamento. O lote de processamento deveria ser variável, e não fixo. Os lead times são resultados da programação e não podem ser determinados a priori. Os programas devem ser estabelecidos, olhando todas as restrições simultaneamente. O OPT utiliza a terminologia do “tambor – pulmão – corda” para explicar sua abordagem de programação. Usando OPT, o centro de produção gargalo torna-se o “tambor”, dando o ritmo para o restante da fábrica, que determina a programação de setores não gargalo, puxando o trabalho “a corda” de acordo com a capacidade do centro de trabalho gargalo, e não de acordo com a capacidade do próprio centro de trabalho. Nunca deveria ser permitido a um gargalo trabalhar em ritmo menor a sua capacidade máxima; consequentemente, estoques de proteção “pulmão” deveriam ser colocados antes do gargalo, de modo a garantir que ele nunca pare por falta de trabalho. Ele auxilia a focalização nas restrições críticas, além de reduzir a necessidade de planejamento muito detalhado nos setores não gargalo, reduzindo assim o tempo de processamento no MRP. (SLACK, CHAMBERS E JOHNSTON, 2002)
CONCLUSÃO
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

13
Concluímos então que os sistemas abordados neste artigo é vantajoso para as empresas, facilitando com tais programações a busca de aprimoramentos nos processos produtivos, evitando erros e identificando gargalos, para adequar a produção na com real capacidade com qualidade de zero defeito em tempo mínimo. Portanto programar a produção faz-se necessário, além de todas as vantagens que traz à empresa como um todo. Para qualquer administrador o planejamento é de extrema importância, assim o uso destas técnicas objetivam nada mais que o planejamento, principalmente à longo prazo, da produção segundo a demanda e capacidade da organização. Portanto, é primordial ao planejamento e programação da produção a implantação de técnicas mencionadas neste artigo.
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

14
THE SEARCH FOR IMPROVEMENT IN PRODUCTION PROCESSES
THROUGH PROGRAMMING TECHNIQUES OF PRODUCTION.
Since the production today is the largest segment of a company and so
important to her, and methods are being used for its improvement and planning, aimed at making best use of the resources required by it and thereby to reduce costs and rework as well as increase revenue and efficiency. The techniques used for this purpose are many, among them, JIT, OPT, MRPI and MRPII and Kanban. These techniques are geared to optimizing all the resources and improve the processes of production and that if such techniques are based on group data into computer systems of production, calculation and production concepts. Keywords: Optimization. Processes. Techniques. Production Schedule
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.

15
REFERÊNCIAS CORRÊA, L. Henrique e GIANESI, G. N. Irineu. JIT, p. 56-102; MRP II, p. 102-142, in: Just in time, MRP II e OPT, 2, ed. São Paulo: Atlas S.A., 1996. MOURA, Reinaldo Aparecido, in: Sistema de Kanban de manufatura “JIT- IN - TIME”: uma introdução às técnicas japonesas de manufaturas, 2, ed. São Paulo: IMAM, 1984. SLACK, Nigel; CHAMBERS, Stuart e JOHNSTON, Robert. Natureza de planejamento e controle, p. 113-142; MRP, p. 449-480, in: Administração da produção, 2, ed. São Paulo: Atlas S.A., 2002.
Webgrafia http://www.dwf.com.br/fotos/kanban_01_big.jpg http://www.pri.pt/conteudos/data/upimages/MRP2jpeg.jpg
Generated by Foxit PDF Creator © Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.