ADMINISTRAÇÃO DA PRODUÇÃO: O papel da qualidade no ...s/2-2013/everton.pdf · Éverton Mesquita...
61
FACULDADE TECSOMA Curso de administração Éverton Mesquita da Silva ADMINISTRAÇÃO DA PRODUÇÃO: O papel da qualidade no melhoramento em produção e operações. Paracatu 2013
Transcript of ADMINISTRAÇÃO DA PRODUÇÃO: O papel da qualidade no ...s/2-2013/everton.pdf · Éverton Mesquita...

FACULDADE TECSOMA Curso de administração
Éverton Mesquita da Silva
ADMINISTRAÇÃO DA PRODUÇÃO: O papel da qualidade no
melhoramento em produção e operações.
Paracatu 2013

Éverton Mesquita da silva
ADMINISTRAÇÃO DA PRODUÇÃO: O papel da qualidade no
melhoramento em produção e operações.
Monografia apresentada ao curso de administração da Faculdade Tecsoma como pré-requisito parcial para a obtenção do titulo de bacharel em administração. Professor Orientador Temático: Carlos Alberto Kraemer. Professor Orientador Metodológico: Geraldo Benedito Batista de Oliveira
Paracatu 2013

Silva, Everton Mesquita da. O papel da qualidade no melhoramento em produção e operações: um estudo de caso na Indústria de Vassouras Líder. Everton Mesquita da Silva. Paracatu, 2013. 70 p. Orientador: Carlos Alberto Kramer Monografia – Faculdade Tecsoma, Graduação em Administração. 1.Ferramentas da qualidade. 2. Aplicação. 3. Benefícios. I. Kraemer, Carlos Alberto. II. Faculdade Tecsoma. III. Título.
CDU 658-51

Everton Mesquita da Silva ADMINISTRAÇÃO DA PRODUÇÃO: O papel da qualidade no melhoramento em produção e operações.
Monografia apresentada ao curso de Administração da Faculdade Tecsoma, como requisito parcial para obtenção do título de bacharel em Administração.
______________________________________ Carlos Alberto Kraemer (orientador)
_______________________________________ Fernando Antônio Antunes – Faculdade Tecsoma
________________________________________ Geraldo Benedito Batista de Oliveira
Paracatu, 27 de novembro de 2013

Dedico este trabalho a mim mesmo. Pelas noites mal dormidas, pelo cansaço ao chegar do trabalho e ainda sim encontrar disposição para frequentar as aulas, encontrar tempo para poder cumprir com os trabalhos da faculdade e o mais importante: dedicar o pouco tempo que me restava para minha família.

AGRADECIMENTOS
A Deus, que tornou possível a realização de mais um sonho realizado em minha vida,
fazendo-me acreditar que sou capaz mesmo quando os empecilhos parecem intransponíveis.
A minha família esposa e filha, pelo apoio e compreensão nos momentos que precisei estar
ausente delas.

Todo homem calado é um poeta.

RESUMO
A presente pesquisa monográfica justifica-se a partir da necessidade de demonstrar a
importância das ferramentas utilizadas para adquirir qualidade de operações nas empresas. O
estudo foi realizado na Indústria de Vassouras Líder aonde foram monitorados e mapeados os
passos da produção com a intenção de identificar pontos que possa adotar uma ou mais
ferramentas da qualidade existentes. No presente estudo de caso a idéia é apresentar o que
pode fazer e como pode ser feito ou como foi feito. No estudo de caso a idéia é o uso de casos
como tentativas de reprodução da realidade para aprendizado. O objetivo maior é que através
das ferramentas demonstradas e da comprovação de suas eficácias. Durante a pesquisa foi
possível identificar ferramentas que possam ser aplicadas na empresa. Algumas das atividades
foram acompanhar a operação da empresa desde a parte administrativa até na área operacional
do inicio das operações a fim de identificar áreas aonde possa enquadrar uma ou mais
ferramentas da qualidade. Portanto, foram mapeadas as fases nos processos e identificado
pontos críticos de controle da qualidade, identificamos as ferramentas da qualidade que
podem ser aplicadas e propostas para controles dos pontos críticos do processo.
Com intenção de escrever quais áreas na produção em possa ser aplicado alguma técnica para
obter controle de qualidade utilizando as ferramentas corretas melhorando os produtos, a
ponto de elevar a empresa a um crescimento significativo diante ao mercado. Neste sentido, o
presente trabalho tem a preocupação e o intuito de mostrar a importância de utilização da
administração estratégica alinhada a técnicas de qualidade total e melhoria continua em busca
de um aprendizado continuo para a elevação dos níveis de competitividade.
Palavra-Chave: Ferramentas da qualidade. Aplicação e benefícios.

ABSTRACT
This research monograph is justified from the need to demonstrate the importance of the tools
used to acquire the quality of the firms operations. The study was conducted in the Industry
Leader Broomsticks where they were monitored and mapped the steps of the production with
the intent of identifying points that can adopt one or more existing quality tools. In this case
study is to present the idea what you can do and how it can be done or how it was done. In the
case study the idea is the use of cases as attempted reproduction of reality for learning. The
ultimate goal is that through the tools and demonstrated proof of their efficacy. During the
research it was possible to identify tools that can be applied in the company. One of the
activities was to follow the company's operations from the administrative to the operational
area of the start of operations in order to identify areas where they can fit one or more quality
tools. Therefore, we mapped the phases identified in the processes and critical quality control
identify quality tools that can be implemented and proposed controls for the critical points of
the process. With the intention of writing which areas in production can be applied a
technique for quality control using the correct tools to improve the products, to the point of
raising the company to significant growth on the market.
In this sense , the present work is concerned and order to show the importance of using
strategic and use of strategic management will be aligned techniques total quality and
continuous improvement in pursuit of a continuous learning to higher levels of
competitiveness .
Keyword: Quality Tools. Application and benefits.

LISTA DE FIGURAS
FIGURA 01 Organograma da Industria de Vassouras Líder ................................................. 28
FIGURA 02 Ciclo PDCA ........................................................................................................ 40
FIGURA 03 Modelo de Checklist ........................................................................................... 44
FIGURA 04 Representação do Diagrama ............................................................................... 49
FIGURA 05 Fluxograma da Produção da Industria de Vassouras Líder ................................ 62

LISTA DE QUADROS
QUADRO 01 Quadro societatrio da Industria de Vassouras Líder ........................................ 27
QUADRO 02 Cronograma de atividades ................................................................................. 33
QUADRO 03 Recursos humanos ............................................................................................. 34
QUADRO 04 Recursos materias .............................................................................................. 34
QUADRO 05 Recursos financeiros .......................................................................................... 35
QUADRO 06 Valor total dos recursos ..................................................................................... 35
QUADRO 07 Etapas do ciclo PDCA e melhoramento da qualidade ....................................... 41
QUADRO 08 Passo a passo da produção de vassouras ........................................................... 59
QUADRO 09 Passo a passo da produção do rodo ................................................................... 60
QUADRO 10 Cronograma de treinamento ............................................................................. 65
QUADRO 11 Cronograma de desembolso .............................................................................. 66

LISTA DE SIGLAS
TQC Contole de qualidade total ............................................................................................... 36
CWQC Programa de controle da qualidade total ..................................................................... 36
5S Seire (utilização), Seiton (Ordenação),Seisou (Limpeza), seiketsu (Saúde) Shitsuke
(autodisiplina) ........................................................................................................................... 38
PDCA Planejar, executar, varificar,atuar ................................................................................. 40
DMAIC Definir, medir, analizar, melhorar controlar .............................................................. 42
SEBRAE Serviço brasiliero de apoio a empresa ...................................................................... 66

ANEXOS
CONTRATO DO SEBRAE, (utilizado para formar valor do treinamento)
CONTRATO DO SEBRAE, (utilizado para formar valor do treinamento)

SUMÁRIO
1.0 INFORMAÇÕES SOBRE A EMPRESA ....................................................................... 27
1.1 Razão Social ...................................................................................................................... 27
1.2 Nome Fantasia .................................................................................................................. 27
1.3 Endereço ............................................................................................................................ 27
1.4 CNPJ .................................................................................................................................. 27
1.5 Inscrição Estadual ............................................................................................................ 27
1.6 Quadro Societário ............................................................................................................. 27
1.7 Capital Social .................................................................................................................... 27
1.8 Organograma da Empresa .............................................................................................. 28 1.9 Objetivos Sociais da Empresa ......................................................................................... 28 1.10 Missão da Empresa ......................................................................................................... 28 1.11 Público Alvo da Empresa ............................................................................................... 28 1.12 Atividades a Desenvolver na Empresa ......................................................................... 28 2.0 INFORMAÇÕES SOBRE O ESTÁGIO ........................................................................ 29
2.1 Coordenador do Estágio .................................................................................................. 29 2.2 Professor Orientador Teórico.......................................................................................... 29 2.3 Professor Orientador Metodológico................................................................................ 29 2.4 Supervisor do Estágio na Empresa ................................................................................. 29 2.5 Área de Conhecimento do Estágio .................................................................................. 29 3.0 PROJETO MONOGRÁFICO. ....................................................................................... 29 3.1 Título .................................................................................................................................. 29
3.2 Tema .................................................................................................................................. 29
3.4 Justificativa ....................................................................................................................... 30
3.5 Objetivos ............................................................................................................................ 30
3.5.1 Objetivo Geral ................................................................................................................. 30 3.5.2 Objetivos Específicos ...................................................................................................... 31
3.6 Problematização................................................................................................................ 31
3.6.1 Hipótese ........................................................................................................................... 31 3.7 Resultados Esperados ....................................................................................................... 31 3.8 Metodologia de Trabalho ................................................................................................. 32 3.9 Cronograma de Atividade................................................................................................ 33 3.10 Recursos ........................................................................................................................... 34
3.10.1 Recursos Humanos ....................................................................................................... 34
3.10.2 Recursos Materiais ....................................................................................................... 34
3.10.3 Recursos Financeiros ................................................................................................... 35
3.10.4 Valor Total dos Recursos ............................................................................................. 35 4. INTRODUÇÃO .................................................................................................................. 36 5.0. PESQUISA BIBLIOGRAFICA ..................................................................................... 37 5.1. Controle da qualidade ..................................................................................................... 37 5.2 Ferramentas para implantar a qualidade na produção e operações. .......................... 38
5.2.1 5S ..................................................................................................................................... 38
5.2.2 Ciclo PDCA ..................................................................................................................... 40 5.2.3 Seis sigma: Conceitos e Aplicações ................................................................................ 42

4.1.4 5W2H .............................................................................................................................. 44 4.1.5 Fluxograma .................................................................................................................... 45 4.1.6 Diagrama ........................................................................................................................ 47 4.1.7 Gráfico de Pareto ............................................................................................................ 49 4.1.8 Histograma ...................................................................................................................... 50 4.1.9 Gráficos de Dispersão ..................................................................................................... 52
4.2 Metas para melhorar ........................................................................................................ 53 4.3 Impactos positivos de adotar uma ferramenta de qualidade ....................................... 53
4.4 Fundamentos para implementar o programa de qualidade ......................................... 54
4.5 Implantação do programa de Qualidade ....................................................................... 54 4.6 Requisitos para o Sistema de Gestão da Qualidade ...................................................... 55 4.7 Definição de Produção ..................................................................................................... 55 5.0 ESTUDO DE CASO ......................................................................................................... 57 5.1 Histórico da Empresa ....................................................................................................... 57 5.2 Diagnostico sobre a Situação atual da Indústria de Vassouras Líder. ........................ 58
5.3 Mapeamento dos passos da produção de vassouras ...................................................... 59
5.4 Mapeamento dos passos para produção do rodo. .......................................................... 60 5.6 Fluxograma da Indústria de Vassouras Líder ............................................................... 61 6.0 PROJETO DE MELHORIA ........................................................................................... 64 6.1 Objetivos da melhoria ...................................................................................................... 64 6.3 Técnica de treinamento adequada .................................................................................. 64 6.4 Cronograma de treinamento ........................................................................................... 65 6.5 Proposta de gerar produtividade por funcionário ........................................................ 65 6.6 Orçamento do projeto ...................................................................................................... 66 7.0 CONSIDERAÇÕES FINAIS ........................................................................................... 67 REFERENCIAS ..................................................................................................................... 68 ANEXOS ................................................................................................................................. 70
27
1.0INFORMAÇÕES SOBRE A EMPRESA
1.3 Razão Social
Indústria de Vassouras Líder LTDA-ME.
1.2 Nome Fantasia
Vassouras Líder.
1.3 Endereço
Avenida Aeroporto N251, Bairro Paracatuzinho, Paracatu MG, CEP386000000.
1.4 CNPJ
20.127.825/0001-89
1.5 Inscrição Estadual
470447447.00-59
1.6 Quadro Societário
Quadro 01: Quadro societário da Indústria de Vassouras Líder.
Waltuir Olívio de Freitas Sócio Administrador 50%
Maria Márcia Alves Freitas Sócia 50%
Fonte: Contrato Social. 1.7 Capital Social
R$ 15.000,00

28
1.8 Organograma da Empresa
Figura 01: Organograma da Indústria de Vassouras Líder.
Fonte: Dados obtidos na Indústria de Vassoura Líder.
1.9 Objetivos Sociais da Empresa
Oferecer produtos de qualidade para população paracatuense.
1.10 Missão da Empresa
Conquistar cada vez mais a satisfação dos clientes fornecendo produtos que atendam
as expectativas.
1.11 Público Alvo da Empresa
Comercio local com ênfase nas donas de casa e indústrias prestadoras de serviços de
limpeza e conservação.
1.12 Atividades a Desenvolver na Empresa
Acompanhar a operação da empresa desde a parte administrativa até na área
operacional do inicio das operações a fim de identificar áreas aonde possa enquadrar uma ou
mais ferramentas da qualidade.
Gerente
Auxiliar de produção Auxiliar de produção Auxiliar de produção
Secretária

29
2.0 INFORMAÇÕES SOBRE O ESTÁGIO
2.1 Coordenador do Estágio
Waltuir Olívio de Freitas.
2.2 Professor Orientador Teórico
Carlos Alberto Kremer
2.3 Professor Orientador Metodológico
Geraldo Benedito Batista de Oliveira.
2.4 Supervisor do Estágio na Empresa
Waltuir Olívio de Freitas
2.5 Área de Conhecimento do Estágio
Área de produção
3.0 PROJETO MONOGRÁFICO.
3.1 Título
O papel da Qualidade no melhoramento em produção e operações.
3.2 Tema
Administração da Produção.
30
3.4 Justificativa
A qualidade é formada durante o processo de produção, ou seja, a qualidade não é um
kit que possa ser instalado no produto (resultado de um processo), mesmo que estocável, após
sua produção. As ações de qualidade, portanto, devem ter como alvo os processos, e não os
produtos deles resultantes. Correia Carlos e Correia dizem que:
Neste sentido, “O controle total da qualidade é sistema efetivo para integrar os esforços dos vários grupos dentro de uma organização, no desenvolvimento da qualidade, na manutenção da qualidade e no melhoramento da qualidade, de maneira que habilite marketing, engenharia, produção e serviço com os melhores níveis econômicos que permitam a completa satisfação do cliente”. (FEIGENBAUM apud CORREIA; CORREIA, Carlos, 2009, p. 198).
Assim, com este pensamento podemos entender que a qualidade é formada durante o
processo de obtenção do produto, as ações de qualidade deveriam ser simultâneas aos
processos.
Sendo assim, então as ações de qualidade serão eficazes somente com a participação
cada vez maior da força de trabalho, encarregada da produção. Ela teria agora que controlar e
mesmo planejar grandes parcelas de seu trabalho.
Juram citado por Correia e Carlos Correia (2009, p.183) afirma que, ”[...] esses
padrões são necessários para definir as responsabilidades dos participantes do processo em
termos de qualidade, mas não as responsabilidade da empresas”.
Sendo assim o objetivo de aplicar a qualidade nas operações é garantir que os
processos de produção e entrega do valor ao cliente esteja alinhada com a com a intenção de
suprir as necessidades dos mesmos.
Segundo Correia e Correia, ”O produto é considerado como o resultado de qualquer
processo. Pode ser um bem físico, uma informação ou serviço. Alguns definem qualidade
como a conformidade com algum padrão (especificação, procedimento ou requisitos)”.
(CORREIA; CORREIA, Calos, 2009, p.183).
Assim a qualidade são aquelas características dos produtos que atendem às
necessidades dos clientes e, portanto, promovem a satisfação com o produto.
3.5 Objetivos
3.5.1 Objetivo Geral
Identificar ferramentas de qualidade adequada para a realidade da empresa para
melhoria nas operações.
31
3.5.2 Objetivos Específicos
Mapear as fases nos processos e identificar pontos críticos de controle da qualidade.
Identificar as ferramentas da qualidade que podem ser aplicadas.
Propor um controle dos pontos críticos do processo.
3.6 Problematização
A administração da produção é uma área desafiadora que promove a criatividade e
permite às empresas responder a tantas mudanças que estão se tornando tarefa principal dos
gerentes de produção. São eles que precisam encontrar soluções para os desafios tecnológicos
e ambientais, para a crescente globalização dos mercados e as dificuldades de definição de
áreas de gestão do conhecimento.
O problema encontrado na Indústria de Vassouras Líder é que possui pontos críticos e
necessita de ferramenta adequada da qualidade que possam identificar as fazes do processo
em que existam retrabalho e dos pontos de perda de produção e qualidade.
3.6.1 Hipótese
O presente estágio tem como aplicar técnicas de planejamento e controle de qualidade
na empresa, pois qualidade nos produtos das vantagens no mercado, reduzindo o retrabalho,
refugo e devolução e gera consumidores satisfeitos. Todas as operações em uma empresa
ainda que bem planejadas ainda precisão for melhoradas. As ações são quase sempre,
contaminadas por preferências pessoais dos próprios projetistas e nem sempre decorrem de
avaliações quantitativas, já que as informações que originaram todo o processo permitem
variadas interpretações, muitas delas nitidamente subjetivas. Utilizando as ferramentas
adequadas fica mais fácil de identificar o real problema e sua causa e após a identificação com
aplicação desta ferramenta o processo defeituoso reduzira suas falhas significativamente.
3.7 Resultados Esperados
Descrever quais áreas na produção em possa ser aplicado alguma técnica para obter
controle de qualidade utilizando as ferramentas corretas melhorando os produtos, a ponto de
elevar a empresa a um crescimento significativo diante ao mercado.

32
Encontrar os problemas que influencia os retrabalhos na área produtiva da empresa a
ponto de identifica qual melhor forma de descrever as medidas de controle apropriadas para a
realidade da organização.
Aumentar a produtividade das maquinas e pessoas envolvidas, evitando assim a
compra de matérias e componentes desnecessários e também danos a matérias ou produtos
armazenados, reduzindo assim a necessidade e gastos com espaço, estoque, armazenamento,
transporte e seguros.
3.8 Metodologia de Trabalho
O presente estudo consiste em uma pesquisa de campo que, segundo Marconi e
Lakatos. (2005, p.188) “é utilizada com o objetivo de conseguir informações e/ou
conhecimento acerca de um problema para o qual se procura uma resposta, que se queira
comprovar, ou ainda, descobrir novos fenômenos ou avaliações entre eles.”
A pesquisa de campo consiste na observação de fatos e fenômenos tal como ocorrem espontaneamente, na coleta de dados a eles referentes e no registro de variáveis que se presumem relevantes, para analisá-los. A pesquisa de campo propriamente dita “não deve ser confundida com a simples coleta de dados, é algo mais que isso, pois exige contar com controles adequados e com objetivos preestabelecidos que descriminam suficientemente o que deve ser coletado”. (MARCONI& LAKATOS, 2005, p. 188).
A metodologia qualitativa permite uma análise e interpretação mais profunda e
detalhada a cerca das investigações, hábitos, atitudes, tendências de comportamento,
flexibilidade e a capacidade de observação com os atores sociais envolvidos. (MARCONI &
LAKATOS, 2005).
A entrevista despadronizada ou não estruturada é aquela onde o entrevistador tem
liberdade para desenvolver cada situação em qualquer direção que considere adequada. E uma
forma de poder explorar mais amplamente uma questão. Em geral, as perguntas são abertas e
podem ser respondidas dentro de uma conversação informal. (MARCONI & LAKATOS,
2005).

33
3.9 Cronograma de Atividade
Este cronograma consiste em identificar os passos que foram realizados as atividades
desde o projeto ate a conclusão da monografia.
Quadro 02: Cronograma de atividades Atividades/2013 Jan Fev Mar Abri Maio Jun Jul Agos Set Out Nov Dez Elaboração do tema
Pesquisa sobre o tema
Busca de parcerias
Pesquisa em loco
Montagem do projeto
Projeto escrito Entrega do projeto
Apresentação do projeto
Pesquisa sobre o tema
Pesquisa sobre o tema
Montagem da monografia
Montagem da monografia
Entrega da monografia
Apresentação monografia
Fonte: Elaborado pelo autor.

34
3.10 Recursos
3.10.1 Recursos Humanos
A presente pesquisa será aplicada pelo acadêmico do curso de Administração de
empresa da faculdade Tecsoma, Éverton Mesquita da Silva, tendo como orientador o
professor Carlos Alberto Kremer, e como metodológico o professor Geraldo Benedito Batista
de Oliveira.
Quadro 03: Recursos Humanos Profissionais
envolvidos
Responsável Função Custo R$
Professor orientador Carlos Alberto Kremer Professor R$ 0,0
Professor orientador Geraldo Benedito Professor R$ 0,0
Orientador na empresa Waltuir Olívio de
Freitas
Sócio Gerente da
empresa
R$ 0,0
Estagiário Everton Mesquita da
Silva
Estagiário R$ 0,0
Total R$ 0,0
Fonte: Elaborado pelo autor.
3.10.2 Recursos Materiais
Quadro 04: Recursos materiais do projeto monográfico
Matérias Quantidade Especificações Custo
Computador 1 Notebook R$ 0,0
Impressora 1 HP F4180 R$ 0,0
Pendrive 1 2G R$ 0,0
Pastas 1 Pasta Suspensa R$ 0,0
Pacotes 500 folhas
papel A4
1 Chamex R$ 0,0
Total R$ 0,0
Fonte: Elaborado pelo autor.

35
3.10.3 Recursos Financeiros
Quadro 05 Recursos Financeiros:
Itens Unidades Valor unitário Subtotal
Gasolina 10L R$ 2,99 R$ 29,90
Recarga de cartucho 2 R$ 15,00 R$ 30,00
Xerox 100 R$ 0,15 R$ 15,00
Telefone 2 R$ 13,00 R$ 26,00
Internet 20H R$ 2,10 R$ 21,00
Total R$ 121,90
Fonte: Elaborado pelo autor. 3.10.4 Valor Total dos Recursos
Quadro 06: Valor Total dos Recursos.
Itens Custo
Recursos Humanos R$ 0,0
Recursos Materiais R$ 0,0
Recursos Financeiros R$ 121,90
Total R$ 121,90
Fonte: Elaborado pelo autor.
36
4. INTRODUÇÃO
Qualidade Total é um sistema administrativo aperfeiçoado na Japão, a partir de ideias
americanas qual ja era utilizada logo após a Segunda guerra Mundial. Este sistema é
conhecido no Japão pela sigla TQC (“total Quality Control’), sendo que em outros países os
japoneses preferem utilizar a sigla CWQC (“Company Wide Quality Control”) para
diferenciá-lo do sistema TQC pregado pelo Dr. Armand Feigenbaum. O TQC, como praticado
no Japão, é baseado na participação de todos os setores da empresa e de todos os empregados
no estudo e condução do controle do controle da qualidade.
Neste sentido, o presente trabalho tem a preocupação e o intuito de mostrar a
importância de utilização da adestração estratégica da utilização da administração estratégica
e linhada á técnicas de qualidade total e melhoria continuam, em busca de um aprendizado
continuo para a elevação dos níveis de competitividade. Neste sentido Las Casas (2008, p.10),
afirma que: “proporcionar qualidade total em serviços é uma situação na qual uma
organização fornece qualidade e serviços superiores a seus clientes proprietário e
funcionário.”.
Portanto, o que se percebe com esta definição é que não se limita apenas aos clientes
externos. A qualidade total em serviços engloba, além dos clientes externos, todos os que com
ela interagem, ou seja, funcionário e administradores. A razão disso é que os serviços, sendo
atos desempenho e ação, pressupõem que cada pessoa próxima ao indivíduo é considerada um
cliente.
Busca-se explicar a relação existente entre estratégica e aprendizagem, tanto
individual quanto organizacional, bem como as vantagens advindas do gerenciamento desta
relação, possibilitando assim que a organização obtenha uma vantagem competitiva no
mercado.
Durante o período de estágio serão desenvolvidas atividades relacionadas à Qualidade
total, melhoramento de métodos na produção e operações.
37
5.0 PESQUISA BIBLIOGRAFICA
5.1. Controle da qualidade
O controle da qualidade moderna teve seu inicio na década de 30, nos Estados
Unidos, com aplicação industrial do gráfico de controle inventado pelo Dr.WaltterA.
Shewhart, da empresa de telefonia ‘‘Bell Telephone Laboratories”. Ele propôs o uso do
gráfico de controle para a análise de dados resultante de inspeção, fazendo com que a
importância dada a inspeção, um instrumento baseado na identificação e correção de produtos
defeituosos, começasse a ser substituído por uma ênfase no estudo e prevenção dos problemas
relacionados a qualidade , de modo a impedir que os produtos defeituosos fossem produzidos.
O controle da qualidade também foi adotado cedo na Inglaterra. Antes da Segunda
Guerra Mundial o Japão já conhecia os padrões normativos britânicos BS600 e alguns
especialistas japoneses já haviam começado a estudar as técnicas estatísticas modernas.
Este entendimento Feigenbaum afirma que:
Defini qualidade em termos de especificações é o problema dos engenheiros. Segundo as perspectivas de engenharia, qualidade significa o conjunto das características de um produto ou serviços. As características são chamadas especificações e descrevem o produto ou serviço em termos de sua utilidade, desempenho ou de seus atributos. Por exemplo: comprimento, peso, cor, velocidade, composição química, ponto de ebulição, consumo de combustível, quantidade e tipos de itens que entram no recheio de um sanduíche, quantidade e tipos de itens que entram no recheio de um sanduíche, comportamento do funcionário ao atender o cliente, higiene de uma cozinha ou salão de um restaurante, teor de gordura ou grau de pureza de leite. Esta é a qualidade que estabelece como o produto ou serviço deve ser é a qualidade planejada. (MAXIMILIANO, 2000, p.187).
Os resultados são muito importantes e todos querem consegui, pois o trabalho é
muito difícil, mas nos da à oportunidade de conseguir mudar vários erros que e cometido em
toda empresa. Com implantação do programa há uma melhoria no ambiente de trabalho, pois
excessos de matérias serão retirados e deve haver uma organização em todos os setores.
As reduções de perda resultam automaticamente em menores custos e aumento da
produtividade. Com a eliminação de ciosas que não agregam valor ao produto.
Juran citado por Cesar A. afirma que:
Custando mais ou menos, a qualidade dos produtos e serviços requer investimento para ser alcançada e mantida. Esses investimentos compõem os custos da qualidade, necessário para manter funcionários o sistema da qualidade, necessários para manter funcionando o sistema de qualidade e evitar os custos da não-qualidade. (MAXIMILIANO, 2000, p.189).

38
O controle de qualidade é um sistema administrativo baseado na participação de todos
os setores da empresa e de todos empregados desde o chão de fabrica e até os gestores, todos
os funcionários além de envolvidos neste processo todos tem que acreditar no estudo e
condução do controle da qualidade.
Segundo Sinésio Peres da Silva:
O controle da qualidade é um sistema gerencial que parte do reconhecimento das necessidades das pessoas e estabelece padrões para atendimentos destas necessidades, também visa manter os padrões que atendem as necessidades das pessoas e também visa melhorar continuamente os padrões que atendem as necessidades das pessoas, a partir de uma visão estratégica e com abordagem humanista. (PERES, 2004, p.18).
Necessidade de mudanças para atingir a qualidade esperada pelos clientes.
Parece incontestável que estamos em plena era de mudança. Muda a tecnologia, a estrutura
social, mudam as necessidades, as pessoas. (MOTTA, 1998, p. 105).
5.2 Ferramentas para implantar a qualidade na produção e operações.
Existem varias ferramentas para implantar o programa de qualidade, portanto e
necessário que encontre a ferramenta certa para cada caso ou empresa. Levando em vista que
a organização estudada é relativamente pequena o presente estudo concite em procurar uma
ou mais ferramentas que possa ser adotada e de baixo custo.
5.2.1 5S
O Programa 5S é uma filosofia de trabalho que busca promover a disciplina na
empresa através de consciência e responsabilidade de todos, de forma a tornar o ambiente de
trabalho agradável, seguro e produtivo buscando o desenvolvimento organizacional.
Neste sentido Oliveira, (2011, p.430) afirma que “aplicar o conhecimento da ciência
do comportamento a moldagem dos processos de formação de grupos e das relações
intergrupais, afim de assegurar a eficácia da empresa”.
O Programa foi criado no Japão e recebeu esse nome devido às iniciais das cinco palavras
japonesas que sintetizam as cinco etapas do programa.
39
• Seire, senso de UTILIZAÇÃO.
Identificar materiais, equipamentos, ferramentas, utensílios, informações e dados
necessários e desnecessários, descartando ou dando a devida destinação àquilo considerado
desnecessário ao exercício das atividades.
• Seiton, senso de ORDENAÇÃO.
Na definição dos locais apropriados, adota-se como critério a facilidade para
estocagem, identificação, manuseio, reposição, retorno ao local de origem após uso, consumo
dos itens mais velhos primeiro.
• Seiton, senso de ORDENAÇÃO.
Manter boas condições sanitárias e de segurança, zelar pela higiene pessoal, utilizar os
EPI’s.
• Seiketsu, senso de SAÚDE.
É ter mente sadia, cuidado, zelo e asseio para com o corpo, local de trabalho e meio
ambiente.
• Shitsuke, senso de AUTODISCIPLINA.
Seguir os procedimentos, regras e normas da empresa, bem como a cultura, buscando
contribuir sempre para a melhoria do ambiente de trabalho com sugestões e instruindo os
colegas com boas práticas.
Sabendo das melhorias D’Ascenção (2012, p.68) afirma que; “para que a organização
mantenha sua competitividade deve permitir inovações que venham a agregar valor a seu
negocio”
5s é uma metodologia para a organização local de trabalho e ponto de partida para
melhoria contínua. Os benefícios após a adoção desta ferramenta pode ser inúmeras tais
como:
• Satisfação
• Maior Produtividade
• Melhor comunicação
• Redução de custos
• Segurança e Qualidade
O 5S realizado de forma efetiva pode eliminar perigos no ambiente de trabalho através
da identificação de riscos que podem causar acidentes e ajudar na realização do trabalho de
forma adequada e segura. 5S não é só limpeza, inclui manter as áreas de trabalho limpas,
organizadas e seguras.

40
Praticando o 5S na empresa é o mesmo que identificar materiais, equipamentos,
ferramentas, utensílios, informações e dados necessários e desnecessários, descartando ou
dando a devida destinação àquilo considerado desnecessário ao exercício das atividades.
5.2.2 Ciclo PDCA
Ciclo PDCA e o melhoramento da qualidade conforme apresentamos no quadro
seguinte: Segundo Falcone, (2004, p.41), “a utilização do ciclo PDCA para melhorar as
“diretrizes de controle”é a grande responsabilidade de todas as chefias, desde o presidente até
o nível de supervisor. Os operadores utilizam o PDCA para melhorias quando das atividades
dos Círculos de Controle da Qualidade (CCQ).”.
Figura2: Ciclo PDCA.
Fonte: adaptado de TQC CONTROLE DA QUALIDADE TOTAL, 2004.
Cada letra do ciclo corresponde a um termo do vocabulário americano que se traduz da
seguinte forma:
P – Planejar
Antes da execução de qualquer processo as atividades devem ser planejadas, com as
definições de onde se quer chegar e do caminho a seguir.
D – Executar
P
C
D
A
41
É a execução do processo com o cuidado do registro de dados que permitam o seu
controle posterior. Nesta fase é essencial o treinamento.
C – Verificar
Fase de monitoração e avaliação, onde os resultados da execução são comparados com
o as metasplanejadas e registrados os desvios encontrados.
A – Atuar Corretivamente
Definição de soluções para os problemas quando encontrados com contínuo
aperfeiçoamento do processo. Como pode se verificado na figura anterior existe um sentido a
ser obedecido, que vai do "P" ao "A". Fazendo uma correlação entre cada uma dessas etapas e
as ferramentas apresentadas têm-se a seguinte tabela:
Segundo Falcone (2004, p.35) “o ciclo PDCA é utilizado para a manutenção do nível
de controle ou cumprimento de diretrizes de controle, quando o processo é repetitivo”.
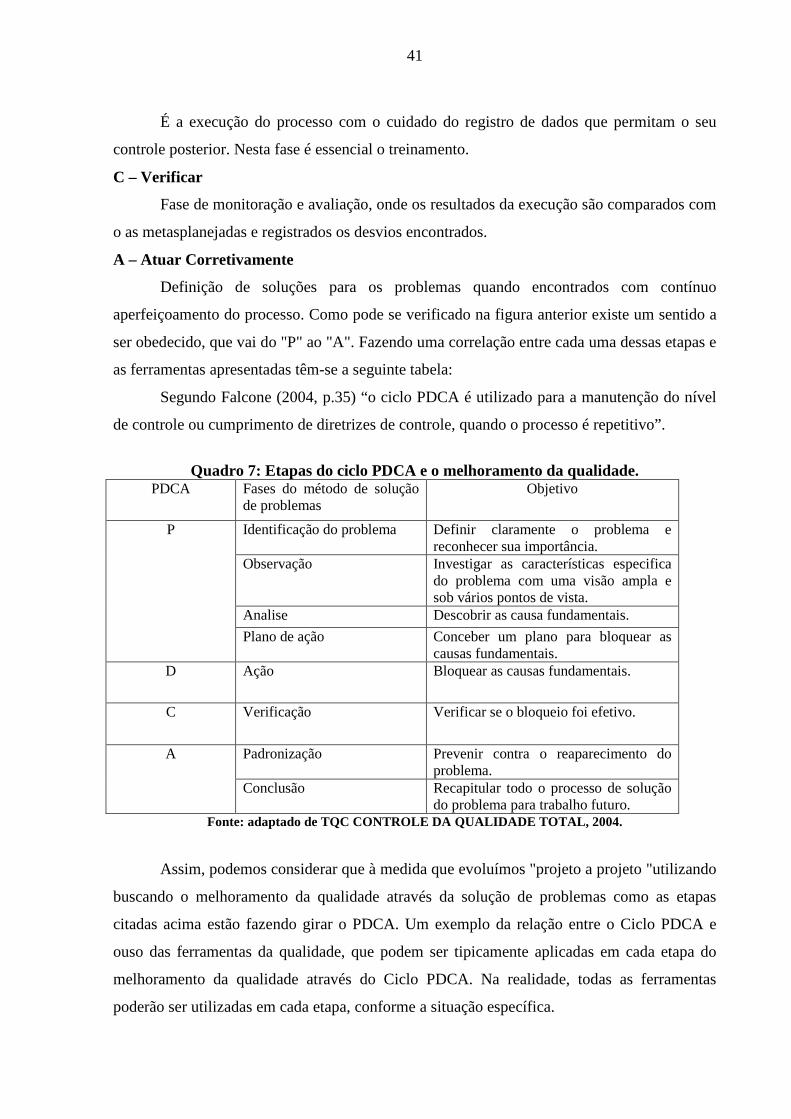
Quadro 7: Etapas do ciclo PDCA e o melhoramento da qualidade.
PDCA Fases do método de solução de problemas
Objetivo
P Identificação do problema Definir claramente o problema e reconhecer sua importância.
Observação Investigar as características especifica do problema com uma visão ampla e sob vários pontos de vista.
Analise Descobrir as causa fundamentais.
Plano de ação Conceber um plano para bloquear as causas fundamentais.
D Ação Bloquear as causas fundamentais.
C Verificação Verificar se o bloqueio foi efetivo.
A Padronização Prevenir contra o reaparecimento do problema.
Conclusão Recapitular todo o processo de solução do problema para trabalho futuro.
Fonte: adaptado de TQC CONTROLE DA QUALIDADE TOTAL, 2004.
Assim, podemos considerar que à medida que evoluímos "projeto a projeto "utilizando
buscando o melhoramento da qualidade através da solução de problemas como as etapas
citadas acima estão fazendo girar o PDCA. Um exemplo da relação entre o Ciclo PDCA e
ouso das ferramentas da qualidade, que podem ser tipicamente aplicadas em cada etapa do
melhoramento da qualidade através do Ciclo PDCA. Na realidade, todas as ferramentas
poderão ser utilizadas em cada etapa, conforme a situação específica.

42
Na busca do aprimoramento do produto ou serviço, visando atender as especificações
desejadas pelos clientes, as ferramentas da qualidade são fundamentais para o planejamento, o
controle e o Melhoramento da Qualidade. Assim, destacamos uma relação entre o Ciclo
PDCA e o processo de melhoria contínua.
5.2.3 Seis sigma: Conceitos e Aplicações
O método Seis Sigma teve origem num programa de melhoria da qualidade da
Motorola em 1987 e tinha por objetivo aproximar-se de zero defeito. Devido ao sucesso
alcançado por essa empresa, o método foi seguidamente adotado por outras grandes
corporações (General Electric, Citicorp, entre outras) tornando-se conhecidos e aplicados
mundialmente.
Neste sentido Correia e Carlos Correia (2009) afirma que:
Em essência, os Seis Sigmas é um método de melhoramento continuo que visa à redução da variabilidade. De fato, enquanto metodologia de melhoria da qualidade. (seis Sigma) não apresenta grandes saltos qualitativos, tendo aproveitado conceitos já desenvolvidos e utilizados por outras técnicas de melhoria da qualidade, como análise do fluxo dos processos, simulação, entre outros. (CORREIA A, Carlos; CORREIA, Henrique L, 2009, p. 228).
A força da globalização nas empresas faz com que cada vez mais processos sejam
analisados e melhorados, pois em função da dinâmica de mercado, a eficiência nas operações
e a eliminação do desperdício são questões de sobrevivência e não diferenciais. O Seis Sigma
é uma ferramenta de gerenciamento que auxilia nesta busca. Sigma é uma letra grega utilizada
pela estatística para medir o desvio-padrão de uma população. Em qualidade, o sigma é uma
medida de variabilidade usada para indicar quanto dos dados insere-se nos requisitos do
cliente.
O Seis Sigma trata-se de uma ferramenta que auxilia negócios a entender e melhorar a
competitividade dos seus processos, através do seu alinhamento com os requisitos do
mercado, buscando a rentabilidade, através da redução de atividades que não agregam valor
ao processo. Assim Oliveira (2011) afirma que;
A análise do ambiente para a execução das atividades, em que o analista de sistemas, organização e métodos pode considerar aspectos básicos, de maneira geral, observar-se que esses aspectos do ambiente de trabalho podem aumentar, significamente, a produtividade dos funcionários. (OLIVEIRA, Djalma de Pinto Rebolço, 2011 p.350.).
A metodologia utilizada na solução de problemas é o ciclo DMAIC: D – Define
(definir), M – Measure (medir), A – Analyse (analisar), I – Improve (melhorar), C – Control

43
(controlar). O objetivo da utilização desta sequência é para a realização de melhoria em
produtos, serviços ou processos. O DMAIC se assemelha ao PDCA, sendo considerado por
alguns estudiosos como métodos análogos havendo apenas a mudança na nomenclatura.
A liderança precisa “comprar a idéia” do programa Seis Sigma e desempenhar papel
fundamental na condução do processo, acompanhamento dos resultados e reconhecimento dos
ganhos e lições obtidos do programa. A política de pessoal deve ser formatada com foco no
estabelecimento de uma nova cultura com base em produtividade, disseminação de
conhecimento e oportunidade de crescimento com treinamento e reconhecimento para os
funcionários.
Apesar dos resultados divulgados de ganhos com o programa Seis Sigma seja de
grandes empresas, a filosofia de programa é de melhoria continua, podendo ser aplicada em
diversos tipos e tamanhos de negócios.
44
4.1.4 5W2H
O 5W2H, basicamente é um checklist de determinadas atividades que precisam ser
desenvolvidas com o Maximo de clareza possível por parte dos colaboradores da empresa. Ele
funciona como um mapeamento destas atividades, onde ficará estabelecido o que será feito,
quem fará, em qual período de tempo, em qual área de empresa e todos os motivos pelos quais
estas atividades devem ser feita. O 5W2H basicamente é uma metodologia para a elaboração
de planos de ação. É uma ferramenta que tem como objetivo eliminar ruídos na comunicação
e gerar qualidade na execução de tarefas.
Sendo uma analise das questões do dia a dia, neste sentido D’Ascenção afirma que; Responder a questão que nos permitiram verificar o que poderia ser feito para simplificar a racionalizar o processo em estudo. É nessa fase que se avalia a real necessidade das atividades que são executadas no processo e o que aconteceria se uma ou mais atividades fosse modificadas ou mesmo eliminada. (D’ASCENÇÃO, Luiz Carlos, 2012 p.74).
Esta ferramenta é extremamente útil para as empresas, uma vez que eliminar por
completa qualquer duvida que possa surgir sobre um processo ou sua atividade. Em um meio
ágil e competitivo como é ambiente corporativo, a ausência de duvidas agiliza e muito as
atividades e serem desenvolvidas por colaboradores de setores ou áreas diferentes. Afinal, um
erro na transição de informações pode acarretar diversos prejuízos à sua empresa, por isso é
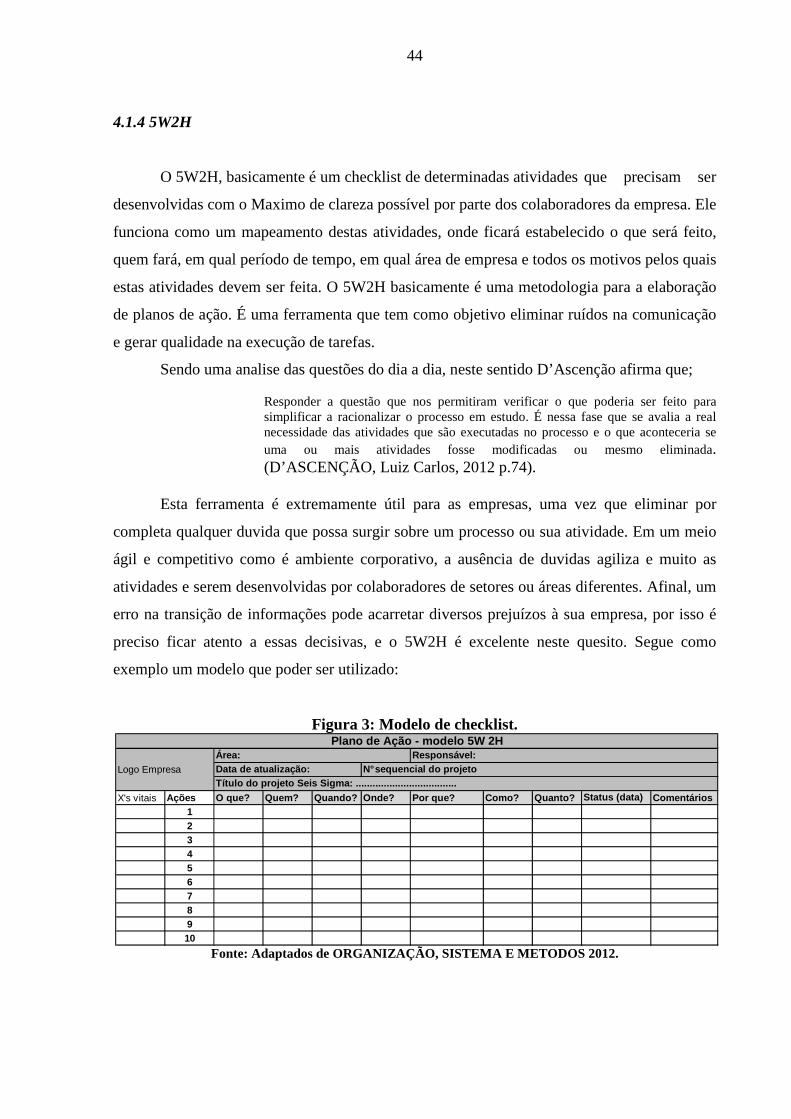
preciso ficar atento a essas decisivas, e o 5W2H é excelente neste quesito. Segue como
exemplo um modelo que poder ser utilizado:
Figura 3: Modelo de checklist.
Fonte: Adaptados de ORGANIZAÇÃO, SISTEMA E METODOS 2012.
Responsável:N° sequencial do projeto
Título do projeto Seis Sigma: ..................... ...............
X's vitais Ações O que? Quem? Quando? Onde? Por que? Como? Quanto? Status (data) Comentários12345678910
Logo Empresa
Área:Data de atualização:
Plano de Ação - modelo 5W 2H
45
Orientações para utilizar o checklist.
• O que (inicia com um verbo no infinitivo, no sentido de "fazer / executar").
• Quem: Apenas um nome.
• Quando: dd/mm/aaaa.
• Onde: Indicar área, setor, máquina, local, etc.
• Por que: O que justifica fazer essa ação.
• Como.
• Quanto: Idealmente, o valor (R$) para implementar.
• Deveria ser colocado no mural de Gestão à Vista, mais visível das pessoas da área.
• Deve ser constantemente avaliado seu status (semanal; Mínimo: quinzenal).
• O atraso de uma ação não pode ser pretexto para atrasar as demais em "reação de
cadeia".
• Na coluna X's vitais, identificar para cada ação específica, (objetivo: garantir foco da
ação no X vital à resposta Y)
• Na coluna "Status" explicitar o que está sendo feito (ao invés de "Em andamento”) ou
já foi feito (ao invés de "OK" ou "Concluído).
4.1.5Fluxograma
Fluxograma é um tipo de diagrama, e pode ser entendido como uma representação
esquemática de um processo muitas vezes feito através de gráficos que ilustram de forma
descomplicada a transição entre os elementos que o compõem, ou, seja fluxograma é um
gráfico que demonstra a sequência operacional do desenvolvimento de um processo, o qual
caracteriza: o trabalho que esta sendo realizado, o tempo necessário para sua realização, a
distancia percorrida pelos documentos, quem esta realizando o trabalho e como ele flui entre
os participantes destes processos. Conforme este pensamento Oliveira (2011) certifica que;
O fluxograma objetiva evidenciar a sequencia de um trabalho, permitindo a visualização dos movimentos ilógicos e a dispersão de recursos matérias e humanos. Constitui o fundamento básico de todo trabalho racionalizado, pois não basta fazer sua divisa, sendo necessário dispô-lo no tempo e no espaço de maneira adequada. (OLIVEIRA, Djalma de Pinto Rebolço, 2011 p.265.).
O termo Fluxograma designa uma representação gráfica de um determinado processo
ou fluxo de trabalho, efetuado geralmente com recursos a figuras geométricas normalizadas e
as setas unindo as figuras geométricas. Através desta representação gráfica é possível

46
compreender de forma rápida e fácil a transição de informações ou documentos entre os
elementos que participam no processo em causa.
O fluxograma pode ser definido também como o gráfico em que se representa o
percurso ou caminho percorrido por certo elemento, através dos vários departamentos das
organizações, bem como o tratamento que cada um vai lhe dando.
Sendo assim Oliveira (2011) afirma que;
Os fluxogramas procuram mostrar o modo pelo qual as coisas são feitas, e não o modo pelo qual o chefe diz aos funcionários que as façam; não é a maneira segundo a qual o chefe pensa que as atividades são feitas, mais a forma pela qual o manual de normas e procedimentos manda que elas sejam feitas. Eles são, portanto, uma fotografia exata de uma situação real em foco. (OLIVEIRA, Djalma de Pinto Rebolço, 2011 p.265.).
A existência de fluxograma para um dos processos é fundamental para a simplificação
e racionalização do trabalho, permitindo a compreensão e posterior otimização dos processos
desenvolvidos em cada departamento ou área da organização.

47
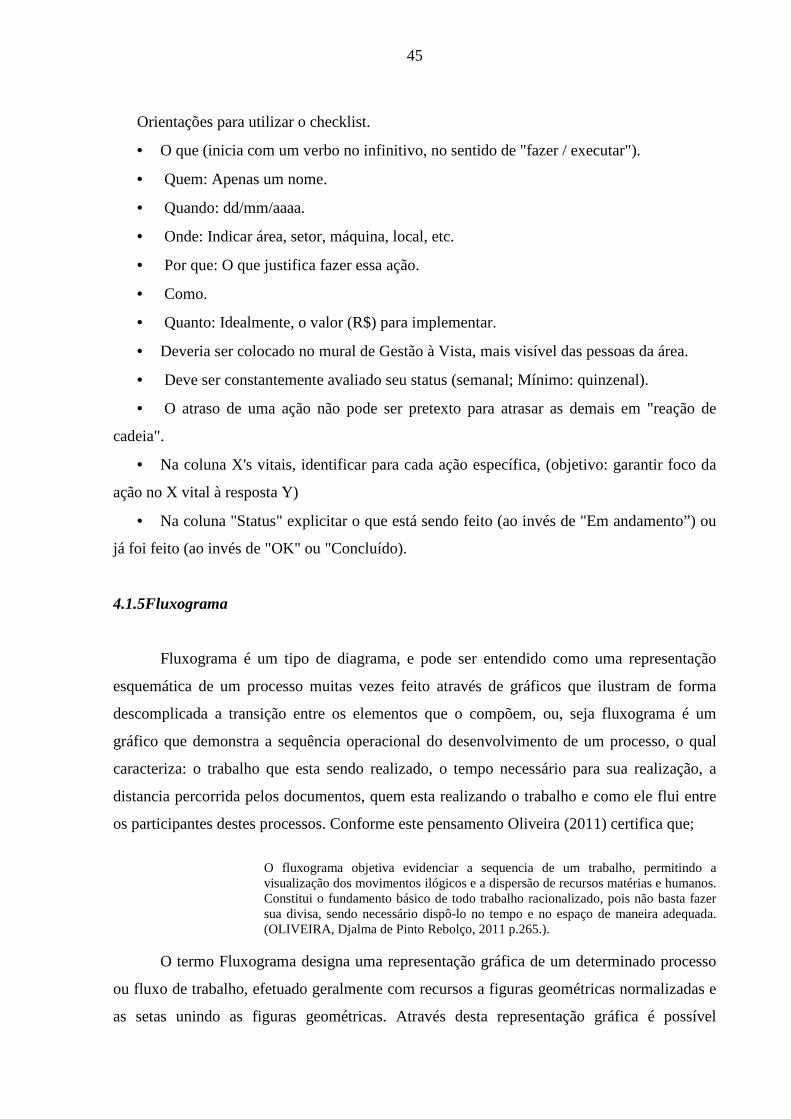
4.1.6 Diagrama
O Diagrama de causas e efeito, também conhecido como diagrama de Ishikawa ou
espinha de peixe é uma ferramenta utilizada para a análise de dispersões No processo. O
nome Ishikawa tem origem no seu criador, Kaoru Ishikawa que desenvolveu a ferramenta
através de uma idéia básica: Fazer as pessoas pensarem sobre causas e razões possíveis que
fazem com que um problema ocorra. Assim Araujo (2001) afirma que;
O Diagrama é uma representação gráfica de relacionamento entre um efeito (problema) e sua causa potencial. Esta é uma ferramenta extremamente útil em processos de planejamento, ajudando a estimular o raciocínio sobre determinado tema, favorecendo a organização dos pensamentos de maneira racional e gerando discussões produtivas. (ARAUJO, Luiz César, 2001 p.216.).
Para montar o diagrama de Ishikawa, faz parte reunir pessoas em time para realizar um
brainstorming (tempestade de ideias) de forma a levantar as causas raízes que originam um
problema. Em virtude desta função, o diagrama de Ishikawa também pode ser denominado
como diagrama de causas e efeitos. O diagrama, quando elaborado, assemelha-se a uma
espinha de peixe, motivo pelo qual ele também é conhecido por este nome motivo da
denominação das seis causas principais iniciarem com a letra M, também pode ser chamado
de 6Ms.
Significado de cada M:
• Método; É método utilizado para executar o trabalho ou um procedimento.
• Matéria prima; A matéria utilizada no trabalho que pode ser causa de
problemas.
• Mão de Obra; A pressa imprudência ou mesmo falta de qualificação da mão de
obra podem ser a causa de muitos problemas.
• Maquinas; Muitos problemas são derivados falhas de maquinas. Isto pode ser
causado por falta de manutenção regular ou mesmo se for operacionalizada de forma
inadequada, que pode esta relacionada ao item anterior.
• Medida; Qualquer decisão tomada anteriormente pode altear o processo ser a
causa do problema.
• Meio Ambiente; o ambiente pode favorecer a ocorrência de problemas, está
relacionada neste contexto a poluição, poeira, calor, falta de espaço e entre outro.

48
A idéia de tentar encaixar estas medidas seria permitir á equipe pensar em todas as
possibilidades e visualizar outros fatores que podem impactar no problema. Isto evita com que
o time fique focado somente em uma causa principal.
Como exemplo, seria a situação em que um brainstoming é executado somente por
pessoas com experiência em manutenção de maquinas, que naturalmente tenderia a fazer com
que a equipe pensasse somente em causas relacionadas a máquina.
O diagrama espinha de peixe é uma das ferramentas da qualidade utilizadas para o
gerenciamento do controle de qualidade e sua composição leva em consideração de que as
causas dos problemas podem ser classificadas em seis tipos diferentes de causas principais
que afetam os processos (Método, Máquinas, Medida, Meio Ambiente, Mão de Obra,
Material).
Como se faz um Diagrama de Causa e efeitos:
Definir o problema;
• O primeiro passo é definir um problema. Para tanto, evite ser genérico na
definição do problema, prefira definir o problema de forma objetiva e em termos de qualidade
que possa ser mensurável.
• Criar a espinha de peixe e marcar o problema que será analisado.
• Faça um traço na horizontal e marque a direita desde traço o problema que foi
definido.
• Reúna a equipe.
• É interessante participar deste brainstoming pessoas que estão relacionadas
com problema e de outras áreas planejem um plano de ações definindo os responsáveis e
prazo para cada ação.
Tomando em consideração que as pessoas são resistentes a mudanças é necessário determinar
passos que possa reduzir os atritos, com este entendimento Djalma (2011) afirma que;
Tento em vista as causa de resistência as mudanças nas empresas, é possível estabelecer alguns processos que podem reduzi-la tais como: Informar fatos, necessidades, objetivos e prováveis efeitos da mudança; Persuadir sobre os fatores de que levaram a decisão da mudança; Solicitar colaboração no diagnostico, na decisão e no planejamento de ações decorrentes. Verificarem-se estes processos, desde adequadamente trabalhados, não representam maiores dificuldades para o analista competente. (OLIVEIRA, Djalma de Pinto Rebolço, 2011 p.448.).

49
Figura 4: Representação do Diagrama
Fonte: Adaptado de ORGANIZAÇÃO, SISTEMA E METODOS E AS MODERNAS FERRAMENTAS DE GESTÃO ORGANIZACIONAL 2001.
4.1.7 Gráfico de Pareto
O diagrama de Pareto é um gráfico de barras que ordena as frequências das
ocorrências, da maior para a menor, permitindo a priorização dos problemas, procurando levar
a cabo o principio de Pareto, isto é, há muitos problemas sem importâncias diante de outros
mais graves. Montgomery (2009, p. 125) afirma que; “estes gráficos de controle demonstram
eficazes na identificação de causas atribuíveis; isto é período de tempo durante os quais as
taxas de erros produzidos pelo sistema eram mais altas do que aquelas que poderiam ser
justificadas pelo simples acaso, apenas.”.
Sua maior utilidade é de permitir uma fácil visualização diante de outros graves. Sua
maior utilidade é a de permitir uma fácil visualização e identificação das causas ou problemas
mais importantes, possibilitando a concentração de esforços sobre os mesmos. Esta
ferramenta é um recurso gráfico utilizado para estabelecer uma ordenação nas causas de
perdas que devem ser sanadas. É originado dos estudos de um economista italiano chamado
Pareto.
O diagrama de Pareto tem o objetivo de compreender a relação ação/beneficio, ou
seja, prioriza a ação que trará o melhor resultado. O diagrama é composto por um gráfico de
barras que ordena as frequências das ocorrências em ordem decrescente, e permite a
localização de problemas vitais e a eliminação de futuras perdas. O diagrama é uma das
ferramentas básicas da qualidade e baseia-se no principio de que a maioria das perdas tem
poucas causas, ou, que poucas causas são vitais, a maioria é trivial.
Método Maquinas Medidas
Meio ambiente Mão de obra Materiais
Efeitos

50
Muitas vezes no diagrama de Pareto são incluídos valores em porcentagem e o valor
acumulado das ocorrências. O diagrama de Pareto é uma ferramenta muito importante porque
através dele é possível identificar pequenos problemas que são críticos e causam grandes
perdas.
Para o diagrama ser aplicado, é importante seguir passos básicos:
• Determinar o objetivo do diagrama, ou seja, que tipo de perda você quer
investigar;
• Definir o aspecto do tipo de perda, ou seja, como os dados serão classificados;
• Em uma tabela, ou folha de verificação, organizar os dados com as categorias
do aspecto definido;
• Fazer os cálculos de frequências e agrupar as categorias que ocorrem com
baixa frequência sob a denominação outros, calcular também o total e a porcentagem de cada
sobre o total e o acumulado;
• Traçar o diagrama;
O diagrama de Pareto esta intimamente ligada com a lei de Pareto, também conhecida
como princípios 80-20, ou lei 20/80. De acordo com esta lei, 80% das consequências
decorrem de 20% das causas. Esta lei foi proposta por Joseph M Juran, famoso consultor de
negócios, que deu nome como homenagem ao economista italiano Vilfredo Pareto. Durante as
suas pesquisas, Pareto descobriu que 80% da riqueza estavam nas mãos de 20% da população.
Através desta lei é possível afirmar que:
• 20% dos clientes são responsáveis por mais de 80% dos lucros de uma
determinada empresa;
• Mais de 80% das descobertas no mundo cientifico resultam de 20% dos
cientistas.
4.1.8 Histograma
Um histograma também é conhecido como distribuição de frequências ou diagrama
das frequências, são uma representação gráfica na qual um conjunto de dados é agrupado em
classes uniformes, representados por um retângulo cuja base horizontal é as classes e seu
intervalo e a altura vertical representado a frequência com que os valores desta classe estão
presentes no conjunto de dados. É uma das ferramentas da qualidade. Sendo assim
Montgomery (2009) afirma que;

51
O histograma pode ajudar na estimação da capacidade de um processo. A fim de obtermos uma estimativa razoavelmente confiável da capacidade do processo e puder controlar o trabalho de coleta de dados. (MONTGOMERY, 2009 p. 222.).
O histograma é um gráfico composto por retângulos justapostos em que a base de
cada um deles corresponde ao intervalo de classe e a sua altura e respectiva frequência passa
para uma distribuição de densidade de probabilidade. A construção de histograma tem caráter
preliminar em qualquer estudo e é um importante indicador da distribuição de dados. Porem
indicar se uma distribuição aproxima-se de uma função normal, como pode indicar mistura de
população quanto se apresentam bimodais.
Um histograma pode ser construído considerando dado como qualquer medida ou
resultado experimental, para responder as seguintes questões;
• Que tipo distribuição os dados estão sugerido?
• Como os dados estão localizados?
• Os dados são simétricos?
• Existem dados que devem ser desconsiderados por estarem distantes dos
demais dentro do conjunto?
• Como os dados estão dispersos?
Tipos gráficos de um histograma:
• Frequência absoluta: o gráfico de frequência absoluta é o histograma usual,
onde no eixo dos y, ordenadas, estão a frequência com uma classe aparece de medidas.
• Frequência relativa: Para a construção da frequência relativa e acumulativa,
precisamos fazer uma tabela associando a cada classe o numero porcentual em que ela
aparece no conjunto de dados.
• Frequência cumulativa: na frequência cumulativa soma-se, em ordem
crescente, o valor de uma frequência relativa de uma classe com todas as classes com valores
inferiores, conforme a tabela. Este gráfico é útil para obter informações a respeito de uma
faixa de valores.
• Polígono de frequências: O polígono de frequência nada mais é do que um
gráfico onde a frequência absoluta é representada por segmentos de retas.
Neste entendimento Montgomery (2009, p. 223) entende que; “uma vantagem de usar
o histograma para estimar a capacidade do processo é que ele dá uma impressão visual e
imediata do desenho do processo.”.
52
4.1.9 Gráficos de Dispersão
Gráficos de dispersão são comumente usados para exigir e comparar valores
numéricos como dados científicos, estatísticos e de engenharia. O gráfico de dispersão tem
dois eixos de valores, mostrando um conjunto de dados numéricos ao longo do eixo
horizontal e outros ao lado do eixo vertical. Combinam esses valores em pontos de dados
únicos e exibe a intervalos irregulares, ou agrupamentos.
Assim este gráfico para Montgomery (2009, p.70) é “verificação de Hipótese quando
do uso de procedimento de interferência estatisticamente que exigem a hipótese de
normalidade.”.
Os diagramas de dispersão são representações de duas ou mais variáveis que são
organizadas em um gráfico, uma em função da outra.
Esse tipo de diagrama é muito mais utilizado para correlacionar dados, como as
influências de um fator em propriedade, dados obtidos em diferentes laboratórios ou de
diversas maneiras (predição X medição, por exemplo).
Quando uma variável tem o seu valor diminuído com o aumento da outra, diz-se que
elas são negativamente correlacionadas. Por exemplo, a venda de carros é negativamente
correlacionada com o aumento de desemprego. Quanto maior o índice de desemprego, menor
a venda de carros.
Para Montgomery (2009) este gráfico permite;
Note que o gráfico não apresenta qualquer indicação de que a distribuição normal seja inapropriada para modelar as medidas de forças de resistência. Naturalmente, desvios moderados da normalidade não afetam seriamente o teste mais a violação mais siguinificativa poderia indicar a necessidade de usar outros métodos de analise, tais como métodos estatísticos não-paramétricos. (MONTGOMERY, 2009, p.70).
Dentre vários benefícios da utilização de diagrama de dispersão como ferramenta de
qualidade, um de particular importância á possibilidade de inferimos uma relação causal entre
variáveis, ajudando na determinação da causa raiz de problemas.
O diagrama de dispersão é também utilizado como ferramenta de qualidade. Um
método de análise que permite verificar a existência ou não de relação entre duas variáveis de
natureza quantitativa, ou seja, variáveis que podem ser medidas ou contadas, tais como:
sinergia, horas de treinamento, intenções, número de horas em ação, jornada, intensidades,
velocidade, tamanho do lote, pressão, temperatura entre outros.

53
• Desta forma, o diagrama de dispersão é usado para se verificar uma possível relação
de causa e efeito.
• Isto não prova que uma variável afeta a outra, mas torna claro se a relação existe e em
que intensidade.
Na prática muitas vezes temos a necessidade de estudar a relação de correspondência entre
duas variáveis.
4.2 Metas para melhorar
As metas para melhorar, ou metas de melhoria, surgem de fato de que o mercado
(cliente) sempre deseja um produto cada vez melhor, a um custo cada vez mais baixo e com
uma entrega cada vez mais precisa. As entradas de novos concorrentes no mercado e
surgimento de novos materiais e novas tecnologias também o levam à necessidade do
estabelecimento de metas de melhorias.
Assim neste pensamento Paladini afirma que: as metas são os controles de ações que visa analisar, pesquisar e prevenir a concorrência de defeitos em processos e produtos. A análise e a pesquisa são atividade-meio; A prevenção é a atividade-fim do controle da qualidade. (PALADINE, 2008, p.105).
Observe que as metas de melhoria são metas que devem ser atingidas e para que isto
seja possível será necessário modificar a forma atual de trabalhar. As expressões “reduzir em
10% a variação na natureza das peças fabricadas pela empresa até o final do ano” e “reduzir o
prazo máximo de entrega do produto ao cliente de 5 dias para 4 dia até o final do ano” são
exemplos de metas para melhorar. Lembramo-nos da definição de problema apresentada na
seção anterior, percebemos que cada meta de melhoria gera um problema que deverá ser
“atacado” pela empresa.
4.3 Impactos positivos de adotar uma ferramenta de qualidade
Embora as técnicas estatísticas sejam as ferramentas técnicas críticas para o controle e
melhoria da qualidade, precisam, para ser usado com maior eficiência, ser implementadas
dentro e como parte de um sistema de gerenciamento orientado pela qualidade. De fato, o
sistema de gerenciamento deve dirigir a filosofia de melhoria da qualidade e garante sua
implementação em todos os aspectos do negócio.
Neste sentido Montgomery afirma que: uma situação de propósito focada na melhoria de produtos e serviços. Tente, constantemente, melhorar o projeto e o desempenho do produto. Investimento em pesquisa, desenvolvimento e inovação trarão retorno a longo prazo para a organização. (MONTGOMERY, p. 12, 2009).

54
Estes benefícios decorrem de fatos simples: produzindo qualidade, a empresa assegura
maior atuação no mercado consumidor, o que gera vendas e aumenta receitas; possui maior
competitividade, o que significa ganhos de novas faixas de mercado e, portanto, aumenta
receitas; trabalha com preços mais estáveis, já que bons produtos mantêm preços, evitam
descontos e ampliam receitas; cria melhor fidelidade de consumidores, que assegura um
estável fluxo de receitas; coloca a empresa em impactos, como se vê, são sentimentos no
momento atual da organização e em futura.
Sendo assim Paladini, (2008, p.125), afirma que: “O conjunto de impactos positivos
da qualidade sobre a economia da organização tem sido chamado “valor da qualidade” e diz
respeito a ganhos efetivos, por acréscimo de faturamento ou receitas. Trata-se de ganhar e não
deixar de perder.”
4.4 Fundamentos para implementar o programa de qualidade
A implantação de um programa de qualidade é um processo de aprendizado e,
portanto não deve ter regras muito rígidas, mas esta adaptada as necessidades, usos e
costumes da empresa. Um programa de qualidade deve ser visto como os aperfeiçoamentos
do gerenciamento já existem. No entanto há alguns pontos que devem ser seguidos:
“a. o TQC é implantado pela linha de cima para baixo (top-down). Esta implantação é assistida pelo “escritório do TQC”. b. A implantação do TQC é de responsabilidade indelegável do presidente da empresa. Se ele não percebe a necessidade do TQC, a sua implantação é impossível. Você poderá implantar controle de qualidade mas não TQC! Não adianta criar um “departamento de qualidade” vou nomear um diretor como “responsável” pelo programa. c. A implantação do TQC é um processo de mudança comportamental e cultural e, portanto, é baseada num grande esforço de educação e treinamento. d. Nunca implante o TQC sem a orientação continua de instituição qualidade e credenciada.”. FALCONI (2004, p.199).
4.5 Implantação do programa de Qualidade
A implantação do programa de qualidade ou ate mesmo de apenas uma das
ferramentas existentes da qualidade não deixa de ser uma mudança, todas as pessoas
envolvida em uma organização desde gerente ou funcionários na área operacional é resistente
a mudança. Neste sentido é correto afirma segundo Falcone, (2004) “todas as pessoas da
empresa estão favoráveis a adotar mudanças para de melhorar os resultados, pois esta é uma
atividade motivadora quando bem conduzida”. No entanto o principio básico do conceito de

55
controle é que para melhorar é necessário antes de tudo saber manter a diretriz de controle, ou
seja, ter sentido de direção para saber ate e como chegar ao resultado desejado.
4.6 Requisitos para o Sistema de Gestão da Qualidade
Conforme cada organização existe característica única, ou seja, não existe uma receita
exata para se adotar como ferramenta adequada para ser utilizada na empresa assim existe a
necessidade que o gestor esteja atento aos eventos que rodeiam a organização.
Assim, Falcone, (2004) estes eventos são úteis por criarem uma situação de fato que leva os
participantes a efetivamente fazerem as mudanças ou, do contrario, nada haverá para
representação no fim da aplicação do programa.
4.7 Definição de Produção
Do latim productĭo, o termo produção refere-se à ação de produzir, à coisa produzida,
à forma de se produzir ou à totalidade dos produtos da terra ou da indústria. A produção é a
atividade econômica que fornece valor agregado criação e fornecimento de bens e serviços,
ou seja, é a criação de produtos ou serviços e, ao mesmo tempo, criar valor.
Produção, segundo (CHIAVENATO, 2006), significa a transformação de matérias primas
(insumos) em produtos ou serviços. É um conjunto de atividades que permitem a conversão
de um bem para outro. A produção necessita de recursos e competências para que os
resultados gerados sejam plausíveis. Para Moreira (2001), produção é tudo o que esta
relacionado ao fato de ser possível transformar uma necessidade em algo atendido pode ser
bens e serviços.
Produção é adicionar valor utilitário, e ou valor emocional, mudando ou
deliberadamente alterando a condição física de produtos para, assim, para o homem, as
propriedades desejadas (ou percepção dessas propriedades) para obter ou manter negócios.
Quando, na produção da condição física, aparência de um produto é alterada obtém o produto
também outras propriedades. Existe uma relação direta entre o estado e as características de
um produto.
A capacidade de produção é o nível de atividade máxima que pode ser atingida com
uma estrutura de produção dado. O estudo de capacidade é essencial para a gestão de
negócios, pois permite compreender e analisar o grau de utilização de cada um deles na
organização e, assim, ter uma oportunidade para aperfeiçoá-los.

56
57
5.0 ESTUDO DE CASO
No presente estudo de caso a idéia é apresentar o que pode fazer e como pode ser feito
ou como foi feito. No estudo de caso a idéia é o uso de casos como tentativas de reprodução
da realidade para aprendizado. O estudo de caso é uma forma de se fazer pesquisa social, ao
investigar um fenômeno atual dentro de seu contexto de vida real, onde as fronteiras entre o
fenômeno e o contesto não são claramente definidas e na situação entre múltiplas fontes de
evidenciar são usadas.
O estudo intensivo de um caso permite a descoberta de relações que não seriam
encontradas de outra forma, sendo as analises e inferências em estudo de casos feitas por
analogia de situações, respondendo principalmente as questões. Principalmente,é necessário
definir-se claramente o problema a ser pesquisado, deixando claro que o uso de estudo e
estratégica adequada para resolver o problema.
5.1 Histórico da Empresa
Na década de 80, o Sr. Olímpio Almério de Freitas funda, juntamente com seus filhos,
o Sr. Adilson Olímpio de Freitas e o Sr. Waltuir Olívio de Freitas a Indústria de Vassouras
Líder Ltda.No início a produção era quase que em sua totalidade artesanal, produção ainda
muito pequena, os funcionários eram os próprios sócios e a entrega do produto feita através de
bicicleta cargueira e mais a frente passando a ser por uma carroça e não havia sistema de
informatização.
Em meados de 1990 a empresa muda de endereço, com um espaço mais amplo e
contrata então seus primeiros funcionários; a produção agora passa a ser em grande escala,
conquista o mercado de Paracatu e passa ainda a revender para algumas cidades vizinhas
como Vazante, Guarda Mor e João Pinheiro, tudo feito pessoalmente por um dos sócios da
empresa – as vendas e a entrega das mercadorias.
Hoje a empresa abastece o comércio de Paracatu e um revendedor que abastece a
cidade de João Pinheiro. A empresa hoje é informatizada, a produção é 90 % industrializada,
conta com o próprio veículo para entrega de mercadorias e somente um dos sócios fundadores
permanece a frente da empresa.

58
5.2 Diagnostico sobre a Situação atual da Indústria de Vassouras Líder.
Devido entrada de novos concorrentes no mercado e a necessidade de inovação a
Indústria de Vassouras Líder esta passando por um processo de renovação nas operações em
busca de minimizar as partes de manufaturar e fabricação para maximizar o volume de
produção vendas e sem perder a cultura e confiança alcançada ao longo dos anos no mercado.
A Indústria de Vassouras Líder esta passando por momento de adequação as novas
tendências de mercado devido a globalização e industrialização dos novos produtos. Assim a
Indústria de Vassouras líder esta buscando novos métodos e técnica aonde possa se manter
cada vez mais líder de mercado aonde esta localizada buscando a desindustrialização ficando
com apenas a montagem e distribuição dos produtos e sempre com o mesmo foco que é
proporcionar produtos de qualidade aos seus clientes.
Após conversa informal com gente da empresa o mesmo relatou a intenção futura da
empresa, que é de deixar de fabricar e ficar com montagem e trabalhar apenas com seu nome
de forma que o mesmo ficaria com parte de lucros proveniente de revendas dos produtos
vendidos, assim o mesmo identifica a necessidade de diminuir gastos desnecessários que será
uma forma de aumentar sua margem de lucro e também aumentar seu fluxo de venda sem
aumentar seu efetivo na linha de produção.
59
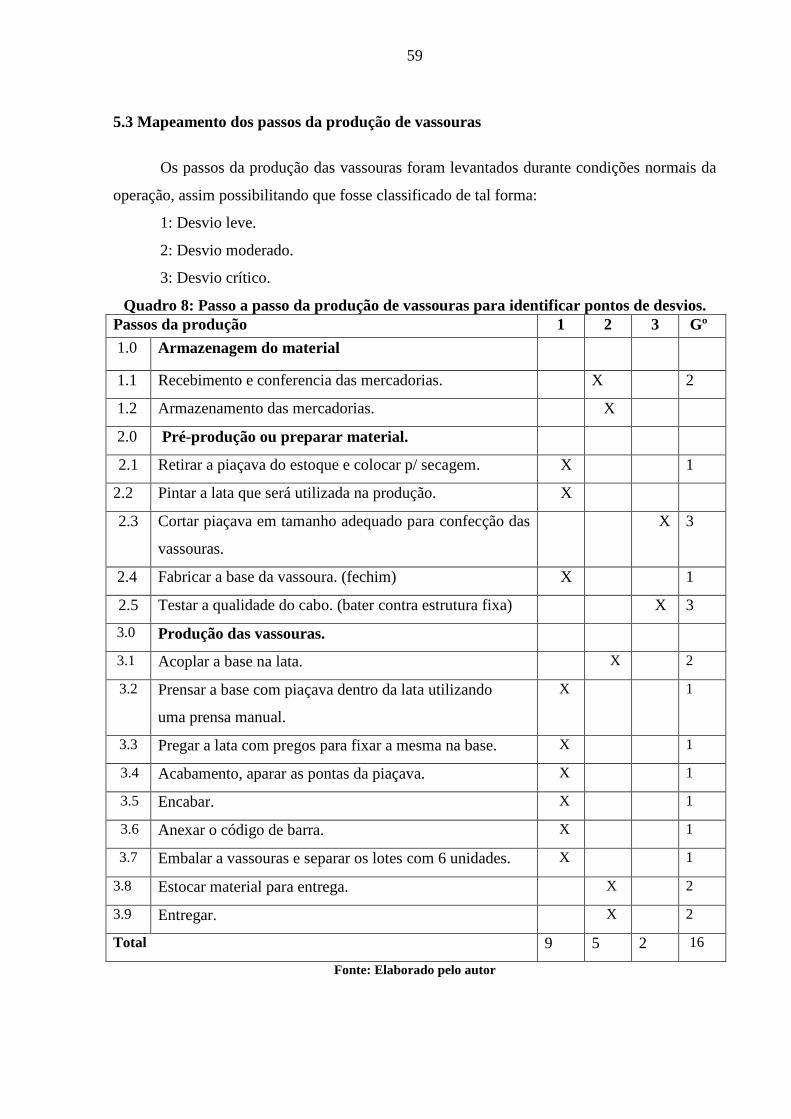
5.3 Mapeamento dos passos da produção de vassouras
Os passos da produção das vassouras foram levantados durante condições normais da
operação, assim possibilitando que fosse classificado de tal forma:
1: Desvio leve.
2: Desvio moderado.
3: Desvio crítico.
Quadro 8: Passo a passo da produção de vassouras para identificar pontos de desvios. Passos da produção 1 2 3 Gº
1.0 Armazenagem do material
1.1 Recebimento e conferencia das mercadorias. X 2
1.2 Armazenamento das mercadorias. X
2.0 Pré-produção ou preparar material.
2.1 Retirar a piaçava do estoque e colocar p/ secagem. X 1
2.2 Pintar a lata que será utilizada na produção. X
2.3
Cortar piaçava em tamanho adequado para confecção das
vassouras.
X 3
2.4 Fabricar a base da vassoura. (fechim) X 1
2.5 Testar a qualidade do cabo. (bater contra estrutura fixa) X 3
3.0 Produção das vassouras.
3.1 Acoplar a base na lata. X 2
3.2
Prensar a base com piaçava dentro da lata utilizando
uma prensa manual.
X 1
3.3 Pregar a lata com pregos para fixar a mesma na base. X 1
3.4 Acabamento, aparar as pontas da piaçava. X 1
3.5 Encabar. X 1
3.6 Anexar o código de barra. X 1
3.7 Embalar a vassouras e separar os lotes com 6 unidades. X 1
3.8 Estocar material para entrega. X 2
3.9 Entregar. X 2
Total 9 5 2 16
Fonte: Elaborado pelo autor

60
Durante a fabricação das vassouras é utilizado matérias que estão prontos para
montagem, a produção da estrutura é artesanal faltando o cabo, este é comprado pronto
faltando apenas a montagem na base da vassoura.
A intenção de realizar o levantamento dos passos da produção de vassouras foi para
ser possível a construção do fluxograma da produção e para identificar os pontos críticos
aonde a produção poder ser melhorada ou adaptada uma ou mais ferramentas com intenção de
reduzir ou ate neutralizar a perda de produção, tempo ou o retrabalho. Assim após a realização
foi mapeado 16 passos do processo produtivo aonde foi possível identificar 2 passos que cabe
uma nova forma ou método de desenvolvimento que são:
2.3 Cortar a piaçava em tamanho adequado para a confecção das vassouras;
2.5 Testar a qualidade do cabo, batendo contra estrutura fixa.
Levando inconsideração que o passo 2.3 citado acima é um gargalo da produção de
vassouras porque é um material vegetal e uniforme este passo esta improvável de ser mudado.
Porém o passo 2.5 esta possível de mudança uma vez que ao receber o material do
fabricante o responsável pelo recebimento não realiza a inspeção adequada no material, se no
ato de receber o material for realizado a devida inspeção de qualidade este processo seria
neutralizado, reduzindo tempo e deixando de acumular resíduos de madeira jogados na área
de produção.
5.4 Mapeamento dos passos para produção do rodo.
Os passos da produção do rodo também foram levantados durante condições normais
da operação, assim possibilitando que fosse classificado de tal forma:
1: Desvio leve.
2: Desvio moderado.
3: Desvio crítico.
Quadro 9: Passo a passo das fazes da produção do rodos para identificar os desvios. Passos da produção 1 2 3 Gº
1.0 Armazenagem.
1.1 Recebimento e conferencia das mercadorias. X 2
1.2 Armazenamento das mercadorias. X 2
2.0 Pré-produção ou preparar material.
2.2 Envernizar a base. X 3
2.3 Testar a qualidade do cabo. (bater contra estrutura fixa) X 3

61
3.0 Produção dos rodos.
3.1 Pregar a borracha na base utilizando revolver pneumático. X 1
3.2 Aparar a pontas da borracha. X 3
3.3 Colocar o cabo na base. X 2
3.4 Pregar o cabo utilizando pego no centro na base. X 1
3.5 Anexar o código de barra. X 1
3.6 Embalar e separar os lotes com 6 unidades. X 1
3.7 Estocar material para entrega. X 2
3.8 Entregar. X 2
Total 3 5 3 12
Fonte: Elaborado pelo autor
Durante a fabricação dos rodos é utilizado matérias que estão prontos para montagem,
a maioria dos materiais já é comprado na condição de pré-fabricados faltando a montagem,
acabamento e embalagem.
A intenção de realizar o levantamento dos passos da produção de rodo como foi
também realizado os passos das vassouras foi de ser possível a construção do fluxograma da
produção e para identificar os pontos críticos aonde a produção poder ser melhorada ou
adaptada uma ou mais ferramentas com intenção de reduzir ou ate neutralizar a perda de
produção, tempo ou o retrabalho. Assim após a realização foi mapeado 12 passos do processo
produtivo aonde foi possível identificar 3 passos que cabe uma nova forma ou método de
desenvolvimento que são:
2.2 Envernizar a base;
2.3 Testar a qualidade do cabo, batendo contra estrutura fixa.
3.2 Aparar as pontas da borracha.
O passo 2.2 citado acima é realizado devido a produção do rodo ser com uma madeira
de reflorestamento mais barata, (pinho) ficar inviável trocar de material e neutralizar esta
parte do processo devido as outras madeiras serem ate duas vezes mais caras, este
procedimento faz com que fique com a mesma aparência e com um menor curto de produção.
Assim como na produção de vassoura o passo 2.3 esta possível de mudança uma vez
que ao receber o material do fabricante o responsável pelo recebimento não realiza a inspeção
adequada no material, se no ato de receber o material for realizado a devida inspeção de
qualidade este processo seria neutralizado, reduzindo tempo e deixando de acumular resíduos
de madeira jogados na área de produção.

62
Já o passo 3.2 que cita em aparar as pontas da borracha, esta passível também de
alteração mais já passa de uma questão regencial, devido a borracha ser comprada de
indústrias têxteis e ser material reaproveitado de fabricação, estas borrachas já vem cortadas
em tamanho variado de 30 cm até 50 cm de comprimento e serem comprada por peso cabe
uma possível negociação com o fornecedor. Pode ser determinar o tamanho ou até mesmo a
devolução e ressarcimento de parte da borracha que não foram utilizadas provenientes de
sobras no procedimento de aparar as pontas uma vez que não é possível comprar peças únicas
e serem cortada do tamanho certo durante a produção do rodo.
5.6 Fluxograma da Indústria de Vassouras Líder
Figura 5: Fluxograma de produção da Vassouras Líder
Não
Não Sim
Não Sim
Sim
Sim
Sim
Fonte: Adaptado de ORGANIZAÇÃO, SISTEMAS E METODOS 2012. Nota: Elaborado pelo autor com informações obtidas na empresa.
Recebimento do material
Estoque dos materiais
Pré-Produção preparar o material para montagem e realizar testes.
Montagem das mercadorias
Entrega
Esta nos padrões mínimos de qualidade
Estoque de produtos prontos para entrega
Acabamento e embalagem dos materiais

63
Através desta representação gráfica é possível compreender de forma rápida e fácil a
transição de informações ou documentos entre os elementos que participam no processo em
causa. O fluxograma pode ser definido também como o gráfico em que se representa o
percurso ou caminho percorrido por certo elemento, através dos vários departamentos das
organizações, bem como o tratamento que cada um vai lhe dando.
Este fluxograma foi elaborado pelo autor através conversa informal com os
funcionários e gestor da empresa e através de observação durante a produção.
Durante o levantamento da produção de ambos os itens lá fabricados foi possível
realizar o fluxograma e identificar dois procedimentos que posem ser adotados pelo gesto que
são;
A realização de inspeção de qualidade durante o recebimento de matérias primas e
devolução no ato da entrega, isso reduziria o trabalho de guardar matérias primas de ma
qualidade aonde ocupa espaço e gera retrabalho na hora de testar para ser montados os rodos e
vassouras elem de reduzir o acumulo de material na área produtiva, quando para ser devolvida
pode chagar a semanas.
Outra manobra que poder ser adotada é no procedimento de entrega, o entregador
apenas realiza a entrega nos depósitos dos supermercados da cidade e vezes reclama que seus
materiais não estão em exposição nos mostruários assim poderia ser adotada a prática de que
os entregadores ocuparem mais alguns minutos do dia e realizar a reposição aonde a mesma
não esta sendo eficiente. Desta forma seus materiais ficariam expostos maior parte do tempo e
conseguentemente aumentaria as vendas e numero de novos pedidos.
64
6.0 PROJETO DE MELHORIA
Após a identificação das necessidades e falhas dos processos será adequado uma das
ferramentas e acompanhamentos dos colaboradores no dia a dia demonstrando resultados em
pautas nas reuniões. Dependendo da ferramenta adotada pode ser demonstrados de várias
formas com antes e depois de adotar o novo procedimento nas operações tanto em resultados
e ate mesmo em gráficos.
6.1 Objetivos da melhoria
Dano em vista que o gerenciamento da Indústria de Vassouras Líder não segue
nenhum padrão de qualidade e também não adota qualquer que seja uma das ferramentas da
qualidade o pressuposto projeto lhe vem propor um treinamento com gestor e funcionários de
todas as áreas da empresa para que alem de adotar treinar e aplicar esta ferramenta
posteriormente ao treinamento. Esta ferramenta necessita de que seja factível a realidade da
empresa e de fácil gerenciamento.
Conforme esta colocação possui três ferramentas de fácil gerenciamento e adoção,
fluxograma, ciclo PDCA e programa 5S.
6.2 Proposta de treinamento
Depois de realizado o levantamentos dos passos da produção desde recebimento das
mercadorias até a entrega do produto é possível levantar os pontos em que pode ser adotado
mudanças dos procedimentos realizados, levantando as dificuldades ou pontos fracos, após
levantar as dificuldades defeitos nas operações seria realizado uma reunião com o gestor da
empresa afim de viabilizar treinamentos com os colaboradores da empresa.
6.3 Técnica de treinamento adequada
Embora os funcionários não saiam completamente preparados para a realização e
implantação do programa de qualidade total e nem em algumas das ferramentas da qualidade,
esse processo leva tempo. Com esse entendimento, “Gestão da qualidade é o conjunto de
atividade destinas a viabilizar a política da qualidade e os objetivos gerais da organização em
termos da qualidade.” (PALADINE,2009, p. 160).

65
Assim a proposta é realizar treinamentos periódicos com foco de identificar os
procedimentos e operações aonde possa identificar no processo métodos e atividades em que
existe a não qualidade na operação que acaba em resultar não qualidade nos produtos finais.
Geralmente, as falhas são determinadas por uma grande quantidade de fatores, como
deterioração dos diversos mecanismos, falhas de partes componentes.
6.4 Cronograma de treinamento
Quadro 10: Cronograma de treinamento para 2014.
Atividades a desenvolver\2014 Jan/Fev Mar/Abr Mai/Jun Jul/Agos
Reunião com gestor
Aplicar treinamento
Aplicar as ferramentas
Acompanhar desenvolvimento
Reciclagem
Acompanhar desenvolvimento
Fechamento
Demonstrar possíveis resultados
Fonte: Elaborado pelo autor
6.5 Proposta de gerar produtividade por funcionário
Poderia se estipulada uma meta por funcionário que será avaliava conforme sua
atividade desenvolvida na operação da organização. Essa meta terá que ser a adequada com a
necessidade de produção mensal a fim de suprir a demanda.
Outra forma de estipular metas para os funcionários pode ser em determinar tarefas
diárias para cada um, desta forma cada um tem sua parte na produção já pré-estabelecida em
determinada a sua função. Esse método pode ser um pouco mais difícil para o gestor
controlar, pois necessita de acompanhamento e demonstrar para os mesmos que além de
realizar sua parte na produção essa mesma parte esta diretamente ligada e cada um dos
envolvidos são responsáveis pelo andar de todas as partes e principalmente no resultado final
que é produto em espécie.

66
6.6 Orçamento do projeto
O Valor esta retirando como referencia os valores cobrados pelo SEBRAE conforme
anexo.
No final será apresentado um orçamento para o Gerente com intenção de demonstrar
os custos e tempo que poderá ser aplicado, demonstrando as ferramentas que podem ser
utilizadas na produção da empresa.
Devido a linha de produção da Indústria de Vassouras líder possui poucos funcionários
e limitação de tempo o treinamento, acompanhamento, verificação e reciclagem será
dissolvido em seis meses som reuniões e acompanhamento pontuais conforme a possibilidade
de tempo estabelecido pelo gerente. No treinamento engloba debate com funcionários e gestor
mostrando os benefícios após a aplicação das ferramentas e forma de aplicação, o mesmo será
ministrado com auxilio de slides na própria empresa com data a combinar com o gerente.
Segue abaixo orçamento para a aplicação de treinamentos dos funcionários.
Quadro 11: Cronograma de desembolso do treinamento para 2014. CRONOGRAMA DE DESEMBOLSODOTREINAMENTO
Período Atividades a desenvolver Horas Valor
Jan/Fev Reunião e apresentação da proposta de treinamentos para o gerente 2 R$ 60,00
Jan/Fev Apresentação do programa e integração com equipe 2 R$ 60,00
Mar/Abr Demonstrar formas de aplicar as ferramentas. (teórica) 2 R$ 60,00
Mar/Abr Demonstrar formas de aplicar as ferramentas. (Pratica) 2 R$ 60,00
Mai/Jun Demonstrar formas de aplicar as ferramentas. (Pratica) 2 R$ 60,00
Mai/Jun Demonstrar e acompanhar desenvolvimento 2 R$ 60,00
Jul/Agos Reciclagem do treinamento 2 R$ 60,00
Agosto Demonstrar desenvolvimento e fechamento do programa 1 R$ 30,00
Total 15 R$
450,00
Fonte: Elaborado pelo autor

67
7.0 CONSIDERAÇÕES FINAIS
O trabalho desenvolvido na Confecção desde estudo proporcionou meios de se aplica
na prática o entendimento de aspectos teóricos aprendidos ao longo de quatro anos de estudo
na graduação em Administração de Empresas.
Levando em consideração os pontos críticos levantados na Indústria de Vassoura Líder
ficou visível a necessidade de se aplicar ferramentas que auxiliam a busca por qualidade nas
operações e ferramentas que proporciona melhoria de trabalho para os funcionários, assim
também levanta a necessidade de trabalhar o fator humano como diferencial competitivo.
Neste mundo globalizado em que a produtividade pode ser fator decisivo, em que o
mercado exige das empresas cada vez mais habilidade e que as estratégicas empresariais vêm
tornando algo essencial para se manter os funcionários em uma rotina permanente quando a
aprendizagem, o treinamento assume o papel de destaque no aprimoramento das capacidades
individuais e organizacionais.
Para aplicar o um programa de treinamento na empresa, necessita-se que se faça um
diagnostico das necessidades de treinamento adequado para a organização. E após a aplicação
do treinamento é necessário uma avaliação da eficácia do programa, observando se os
objetivos forem alcançados e trouxe resultados positivos para a empresa.
Como se viu a palavra qualidade não esta apenas relacionada com a qualidade direta
do produto, ou a sua conformidade com as especificações. Esta relacionada também com o
ambiente de trabalho e com as relações interpessoais dentro e fora da empresa, que outros
fatores.
Assim no final deste conclui-se que alem das ferramentas utilizadas no meio
empresarial para melhoria das condições operacionais é também fundamental a utilização de
ferramentas que melhores as condições humanas dentro das empresas.

68
REFERÊNCIAS
ARAUJO, Luiz César. Organização, sistema e métodos e as modernas ferramentas de gestão organização: arquitetura, benchmarking, empowerment, gestão pela qualidade total, reengenharia. São Paulo: Atlas, 2001. CAMPOS, Vicente Falcone. Controle de qualidade total. 4 ed. Rio de Janeiro: Editora Bloch Editores S.A, 2004.p.13. CARLOS, A.Correia; CORREIA L, Henrique. Administração da produção e operações. 2. ed. São Paulo: Editora Atlas, 2009. CHIAVENATO, Idalberto. Adminstração: teoria processo e prática. Editora Campos. São Paulo: campos, 2006. D’ASCENÇÃO, Luiz Carlos M. Organização, sistema e métodos: análise, redesenho e informação de processos administrativos. 1 ed. São Paulo, Atlas 2012. OLIVEIRA, Djalma Pinto Rebouças. Sistema, Organização e métodos: uma abordagem gerencial. 20 ed. São Saulo: Atlas, 2011. FALCONE, Vicente Campos. Controle da qualidade total. Nova Lima – MG: INDG tecnologia e serviços Ltda, 2004. LAS CASAS, Alexandre Luzzi. Qualidade total em serviços: conceito, exercícios, casos práticos. 6 ed. São Paulo: Atlas, 2008. MAXIMILIANO, Antonio César Amaru. Teoria geral da administração: da escola científica a competitividade na economia globalizada2. ed. São Paulo: Editora Atlas,2000. MONTGOMERY, Douglas C. Introdução ao controle estatístico da qualidade. 4 ed. Rio de Janeiro: Europa LTC,2009. MARCONI, Marina de Andrade; LAKATOS, Eva Maria. Metodologia científica. 4 ed. São Paulo: Atlas, 2005. MOREIRA, Daniel Augusto. Administração da produção e operações. 2. ed. São Paulo: Cengage Learing, 2013. MOTTA, Fernando C Prestes. Teoria geral da Administração. In: O desenvolvimento organizacional. São Paulo: Editora Pioneira, 1998. Cap. 6, p.105. MAXIMILIANO, Antonio César Amaru. Teoria Geral da administração: da escola cientifica à competitividade na economia globalizada 2ª ed. São Paulo: Editora Atlas, 2000. PERES, Sinésio da silva. As ferramentas de qualidade usadas na companhia mineira de metais. 2004. (Conclusão de curso de administração) Faculdade Tecsoma, Paracatu.

69
PALADINI, Edson Pacheco; Gestão estratégica da qualidade: Princípios, métodos e processos. São Paulo: Atlas, 2008. PALADINI, Edson Pacheco; Gestão estratégica da qualidade: Princípios, métodos e processos. 2. Ed. São Paulo: Atlas, 2009. PONTIFÍCIA UNIVERSIDADE CATÓLICA DE MINAS GERAIS. Pró-Reitoria de Graduação. Sistema de Bibliotecas. Padrão PUC Minas de normalização: normas da ABNT para apresentação de teses, dissertações, monografias e trabalhos acadêmicos. 9. ed. rev. ampl. atual.Belo Horizonte: PUC Minas, 2011. Disponível em: <http://www.pucminas.br/ biblioteca>. Acesso em: Novembro de 2013. SILVA, Adelfino Teixeira da. Administração e controle. ed ampl. São Paulo; atlas,1997.

70
ANEXO

71
ANEXO 02

72