Admpro2 Prod Enxuta

of 48
-
Upload
zeadolfo726 -
Category
Documents
-
view
241 -
download
0
Transcript of Admpro2 Prod Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
1/48
Ricardo OliveiraRicardo Oliveira
Sistemas de ProduoEnxuta
-
8/4/2019 Admpro2 Prod Enxuta
2/48
2
Ricardo OliveiraRicardo Oliveira
Produo Enxuta ( do original em ingls, lean) um termo cunhado no final dos anos 80 pelos
pesquisadores do IMVP (International MotorVehicle Program), um programa de pesquisasligado ao MIT, para definir um sistema de produomais eficiente, flexvel, gil e inovador do que a
produo em massa; um sistema habilitado aenfrentar um mercado em constante mudana.
O que Sistema de Produo Enxuta?
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
3/48
3
Ricardo OliveiraRicardo Oliveira
Produo EnxutaProduo Enxuta
A abordagem cultural;
A abordagem centrada nas relaes humanas;
A abordagem do ponto de vista do controle daproduo.
Trs Abordagens para a Explicao do SucessoJapons:
Os autores ocidentais tendem a apresentar o
modelo atravs do ponto de vista do controle daproduo em detrimento dos fatores culturais erelaes humanas.
-
8/4/2019 Admpro2 Prod Enxuta
4/48
4
Ricardo OliveiraRicardo Oliveira
pode-se falar de um modelo, ou trata-sesimplesmente de um conjunto de tcnicas e
mtodos? A maioria acredita que o modelo japones
apresenta-se como alternativa de organizaoindustrial aos pases ocidentais.
Mas afinal, existe mesmo um Modelo Japons?
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
5/48
5
Ricardo OliveiraRicardo Oliveira
Uma abordagem muito difundida: utilizao dofordismo como contra-ponto.
Da surgem definies tais comopr-fordismo,ultra-fordismo, ps-fordismo, neo-fordismoeoutras tantas.
O tema ainda est cercado de muita polmica.Existe uma grande distncia separando-nos deuma interpretao e definio clara e nica dosistema japons.
Analisando o modelo do ponto de vista docontrole da produo
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
6/48
6
Ricardo OliveiraRicardo Oliveira
O modelo japons no se contrapes ao princpiode produo em massa, mas sim, necessidade de
produzir em grandes lotes. Esta idia de continuidade reforada pelas
inmeras declaraes de Ohno, reconhecendo queo Sistema Toyota de Produo foi constitudo,
inspirado em vrios aspectos da organizao dasfbricas de Ford.
Modelo Japons: Continuismo ou Inovao?
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
7/48
7
Ricardo OliveiraRicardo Oliveira
Ohno gosta de se apresentar como umcontinuador de Ford, indo alm das aplicaes
redutoras que os herdeiros e sucessores de Fordteriam feito, os quais se apegaram muito mais letra do que ao esprito das recomendaesfordistas.
A Ford como modelo para a Toyota
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
8/48
8
Ricardo OliveiraRicardo Oliveira
No Sistema Toyota de Produo, o princpio dostempos alocados ou impostos, caracterstica daescola Taylorista, substitudo portarefas
mltiplas empadres de tempo e trabalhoflexveis, definindo o que se pode chamar deprincpio do trabalho em tempos partilhados.
Esta deve ser considerada como uma mudana detremendo impacto sobre a teoria de gesto daproduo, muito embora os estudos de tempos emovimentos estejam mais presentes do que nunca.
Uma mudana fundamental
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
9/48
9
Ricardo OliveiraRicardo Oliveira
Cresce o nmero de adeptos da definio dosistema de gerenciamento japons como ummodelo hbrido, que alia algumas das velhas
prticas fordistas (estudo de tempos emovimentos, linhas de montagem, ...) a novastcnicas (JIT, autonomao, Kanban, ...)genuinamente japonesas.
O Modelo Japons: Um Modelo Hbrido?
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
10/48
10
Ricardo OliveiraRicardo Oliveira
O sucesso do sistema de produo em massaFordista inspirou diversas iniciativas em todo o
mundo.
A Toyota Motor Company tentou, sem sucesso, porvrios anos desde a sua fundao em 1937,reproduzir a organizao e os resultados obtidosnas linhas de produo da Ford.
Sistema Toyota de Produo Um novo marco naorganizao da produo
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
11/48
11
Ricardo OliveiraRicardo Oliveira
Interferncia governamental;
Discreto mercado domstico (produo de 25milveculos em 1949 1008 carros de passeio);
Disputas trabalhistas (demisses em massa egreves); Leis trabalhistas introduzidas pela ocupao
americana;
A economia japonesa, devastada pela guerra,
estava vida por capitais e trocas comerciais. Acompra de tecnologia de produo ocidental eraquase impossvel .
Ameaa de entrada dos grandes fabricantesmundiais no mercado japons e dificuldade deexportaes japonesas.
Alguns Obstculos Enfrentados
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
12/48
12
Ricardo OliveiraRicardo Oliveira
A motivao da Toyota:Alcanar a Amrica em 3anos (Kiichiro Toyoda, 1945).
Nesta poca, a produtividade dos trabalhadores nafbricas americanas era muitas vezes superior aprodutividade japonesa (aprox. 10x).
A diferena s poderia ser explicada pelas perdas
do sistema de produo japons. Deu-se incio a um sistemtico processo de
perseguio s perdas.
A Motivao da Toyota
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
13/48
13
Ricardo OliveiraRicardo Oliveira
Um robusto sistema de gerenciamentodaproduo, benchmark para operaes industriaisno mundo inteiro.
Resultado de um profundo estudo dos sistemas deproduo que retomou as idias de Taylor e dosGilbreths sobre tempos e movimentos e osconceitos de Ford.
O sistema de Produo Enxuta
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
14/48
14
Ricardo OliveiraRicardo Oliveira
um poderoso sistema de gerenciamento daproduo cujo objetivo o aumento do lucroatravs da reduo dos custos. Este objetivo, por
sua vez, s pode ser alcanado atravs daidentificao e eliminao das perdas, isto ,atividades que no agregam valor ao produto.
A Essncia da Produo
Produo EnxutaProduo Enxuta
Perdas: So atividades completamentedesnecessrias que geram custo, no agregamvalore que, portanto, devem ser imediatamenteeliminadas.
-
8/4/2019 Admpro2 Prod Enxuta
15/48
15Ricardo OliveiraRicardo Oliveira
1. Perdas por superproduo (quantidade eantecipada);
2. Perdas por espera;
3. Perdas por transporte;
4. Perdas no prprio processamento;
5. Perdas por estoque;6. Perdas por movimentao;
7. Perdas por fabricao de produtos defeituosos.
As Sete Perdas Fundamentais
Produo EnxutaProduo Enxuta
-
8/4/2019 Admpro2 Prod Enxuta
16/48Ricardo OliveiraRicardo Oliveira
Caractersticas dos sistemas de
produo enxuta:just-in-time Mtodo de puxar o fluxo de materiaisMtodo de puxar o fluxo de materiais Qualidade alta e consistenteQualidade alta e consistente Lotes de pequeno tamanhoLotes de pequeno tamanho Cargas uniformes das estaes de trabalhoCargas uniformes das estaes de trabalho Componentes padronizados e mtodosComponentes padronizados e mtodos
de trabalhode trabalho Relaes prximas com os fornecedoresRelaes prximas com os fornecedores
Fora de trabalho flexvelFora de trabalho flexvel Fluxos em linhaFluxos em linha Produo automatizadaProduo automatizada Manuteno preventivaManuteno preventiva
-
8/4/2019 Admpro2 Prod Enxuta
17/48Ricardo OliveiraRicardo Oliveira
Tamanho do lote e estoque cclico
-
8/4/2019 Admpro2 Prod Enxuta
18/48Ricardo OliveiraRicardo Oliveira
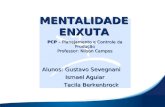
Tamanho do lote e estoque cclico
Tamanho do lote = 100
Estoque
dispon
vel
5 10 15 20 25 30
Tempo (horas)
100
75
50
25
0
Estoque cclicomdio
-
8/4/2019 Admpro2 Prod Enxuta
19/48Ricardo OliveiraRicardo Oliveira
Tamanho do lote e estoque cclico
Tamanho do lote = 100
Estoque
dispon
vel
5 10 15 20 25 30
Tempo (horas)
100
75
50
25
0
Estoque cclicomdio
-
8/4/2019 Admpro2 Prod Enxuta
20/48Ricardo OliveiraRicardo Oliveira
Tamanho do lote e estoque cclico
Estoque cclicomdio
Tamanho do lote = 100
Tamanho do lote = 50Estoque
dispon
vel
5 10 15 20 25 30
Tempo (horas)
100
75
50
25
0
-
8/4/2019 Admpro2 Prod Enxuta
21/48Ricardo OliveiraRicardo Oliveira
Tamanho do lote e estoque cclico
Estoque cclicomdio
Tamanho do lote = 100
Tamanho do lote = 50Estoque
dispon
vel
5 10 15 20 25 30
Tempo (horas)
100
75
50
25
0
-
8/4/2019 Admpro2 Prod Enxuta
22/48Ricardo OliveiraRicardo Oliveira
Tamanho do lote e estoque cclico
Estoque cclicomdio
Tamanho do lote = 100
Tamanho do lote = 50Estoque
dispon
vel
5 10 15 20 25 30
Tempo (horas)
100
75
50
25
0
-
8/4/2019 Admpro2 Prod Enxuta
23/48
Ricardo OliveiraRicardo Oliveira
Melhoria contnua comsistemas enxutos
RetalhosRetalhos Fornecedores no
confiveisDesbalanceamento
da capacidade
-
8/4/2019 Admpro2 Prod Enxuta
24/48
Ricardo OliveiraRicardo Oliveira
O sistema kanban de um nico carto
-
8/4/2019 Admpro2 Prod Enxuta
25/48
Ricardo OliveiraRicardo Oliveira
rea de
armazenagem
Contentores vazios
Contentorescheios
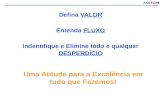
O sistema kanban de um nico carto
PainelCarto kanbanpara o produto 1
Carto kanbanpara o produto 2
Figura 13.3
Clula deproduo
O1
O2
O3
O2
Linha de montagem 1
Linha de montagem 2
-
8/4/2019 Admpro2 Prod Enxuta
26/48
Ricardo OliveiraRicardo Oliveira
rea de
armazenagem
Contentores vazios
Contentorescheios
O sistema kanban de um nico carto
PainelCarto kanbanpara o produto 1
Carto kanbanpara o produto 2
Figura 13.3
Clula deproduo
O1
O2
O3
O2
Linha de montagem 1
Linha de montagem 2
-
8/4/2019 Admpro2 Prod Enxuta
27/48
Ricardo OliveiraRicardo Oliveira
rea de
armazenagem
Contentores vazios
Contentorescheios
O sistema kanban de um nico carto
PainelCarto kanbanpara o produto 1
Carto kanbanpara o produto 2
Figura 13.3
Clula deproduo
O1
O2
O3
O2
Linha de montagem 1
Linha de montagem 2
-
8/4/2019 Admpro2 Prod Enxuta
28/48
Ricardo OliveiraRicardo Oliveira
rea dearmazenagem
Contentores vazios
Contentorescheios
O sistema kanban de um nico carto
Painel Carto kanbanpara o produto 1
Carto kanbanpara o produto 2
Figura 13.3
Clula deproduo
O1
O2
O3
O2
Linha de montagem 1
Linha de montagem 2
-
8/4/2019 Admpro2 Prod Enxuta
29/48
Ricardo OliveiraRicardo Oliveira
rea de
armazenagem
Contentores vazios
Contentorescheios
O sistema kanban de um nico carto
Painel Carto kanbanpara o produto 1
Carto kanbanpara o produto 2
Figura 13.3
Clula deproduo
O1
O2
O3
O2
Linha de montagem 1
Linha de montagem 2
-
8/4/2019 Admpro2 Prod Enxuta
30/48
Ricardo OliveiraRicardo Oliveira
rea dearmazenagem
Contentores vazios
Contentorescheios
O sistema kanban de nico carto
Painel Carto kanbanpara o produto 1
Carto kanbanpara o produto 2
Figura 13.3
Clula deproduo
O1
O2
O3
O2
Linha de montagem 1
Linha de montagem 2
-
8/4/2019 Admpro2 Prod Enxuta
31/48
Ricardo OliveiraRicardo Oliveira
rea de
armazenagem
Contentores vazios
Contentorescheios
O sistema kanban de um nico carto
Painel Carto kanbanpara o produto 1
Carto kanbanpara o produto 2
Figura 13.3
Clula deproduo
O1
O2
O3
O2
Linha de montagem 1
Linha de montagem 2
-
8/4/2019 Admpro2 Prod Enxuta
32/48
Ricardo OliveiraRicardo Oliveira
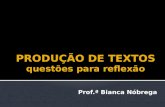
O sistema kanban de um nico carto
KANB
AN
Nm
ero
dape
a:
1234
567
Z
Loca
lizao:
Ala:
5
Caixa47
Quant.
dolot e
:
6
Forn
eced o
r:
WS8
3
Clien
te:
WS1
16
Cada caixa precisa ter um cartoCada caixa precisa ter um carto A linha de montagem sempre retira materiaisA linha de montagem sempre retira materiais
da clula de produo (mtodo de puxarda clula de produo (mtodo de puxaro fluxo de materiais)o fluxo de materiais)
Os contentores no podem ser movimentadosOs contentores no podem ser movimentadossem um kanbansem um kanban
Os contentores devem conter o mesmoOs contentores devem conter o mesmonmero de peasnmero de peas
Somente peas sem defeito so transferidasSomente peas sem defeito so transferidas
A produo total no deve ultrapassar aA produo total no deve ultrapassar aquantidade autorizadaquantidade autorizada
-
8/4/2019 Admpro2 Prod Enxuta
33/48
Ricardo OliveiraRicardo Oliveira
Sistemas de produoenxuta em servios
Alta qualidade consistente Nvel de ocupao uniforme das instalaes Mtodos de trabalho padronizados Relaes prximas com os fornecedores Equipe de trabalho flexvel Automao Manuteno preventiva
Mtodo de puxar o fluxo de materiais Fluxos em linha
-
8/4/2019 Admpro2 Prod Enxuta
34/48
Ricardo OliveiraRicardo Oliveira
Vantagens operacionais
Reduzem a necessidade de espao Diminuem o investimento em estoques Reduzem os prazos de entrega Aumentam a produtividade da
mo-de-obra Aumentam a utilizao do equipamento Reduzem a papelada e requerem sistemas
de planejamento simples Determinam prioridades vlidas para
a programao Participao da equipe de trabalho Aumentam a qualidade do produto
-
8/4/2019 Admpro2 Prod Enxuta
35/48
35Ricardo OliveiraRicardo Oliveira
Questes de implementao
Consideraes organizacionaisConsideraes organizacionais Custos humanos dos sistemas JITCustos humanos dos sistemas JIT Cooperao e confianaCooperao e confiana
Sistemas de remunerao eSistemas de remunerao eclassificao de cargosclassificao de cargos
Consideraes sobre o processoConsideraes sobre o processo Estoque e programaoEstoque e programao
Preparaes de mquinasPreparaes de mquinas Compras e logsticasCompras e logsticas
-
8/4/2019 Admpro2 Prod Enxuta
36/48
36Ricardo OliveiraRicardo Oliveira
ZERO DEFEITOZERO DEFEITO
Enfermeira, verifica na receita se o pacienteEnfermeira, verifica na receita se o pacientevai se operar de vescula ou mudana devai se operar de vescula ou mudana desexo!!!????sexo!!!????
ndice de falhas nas turbinas de avies: 1/100.000hndice de falhas nas turbinas de avies: 1/100.000h
Estamos completando o nmero de horas hoje.Estamos completando o nmero de horas hoje.
Vai viajar??????Vai viajar??????
-
8/4/2019 Admpro2 Prod Enxuta
37/48
37Ricardo OliveiraRicardo Oliveira
Zero DefeitoZero Defeito
InspeoInspeo Controle estatstico da qualidadeControle estatstico da qualidade
Garantia da qualidadeGarantia da qualidade
Gesto estratgica da qualidadeGesto estratgica da qualidade
-
8/4/2019 Admpro2 Prod Enxuta
38/48
38Ricardo OliveiraRicardo Oliveira
Zero DefeitoZero Defeito
Detectar problemasDetectar problemas
Aes corretivasAes corretivas
Nveis aceitveis de qualidadeNveis aceitveis de qualidade
No significa que o cliente ir receberNo significa que o cliente ir receberaquilo que foi pedidoaquilo que foi pedido
ABORDAGEM SEM PRECISO
-
8/4/2019 Admpro2 Prod Enxuta
39/48
39Ricardo OliveiraRicardo Oliveira
Zero DefeitoZero Defeito
nfase no processonfase no processo
Aes preventivasAes preventivas
Coerncia com os requisitosCoerncia com os requisitosestabelecidosestabelecidos
Significa que o cliente ir receber aquiloSignifica que o cliente ir receber aquilo
que foi pedidoque foi pedido
ABORDAGEM COM PRECISO
-
8/4/2019 Admpro2 Prod Enxuta
40/48
40Ricardo OliveiraRicardo Oliveira
Zero DefeitoZero Defeito
A definio das exignciasA definio das exigncias
A conformidade s exignciasA conformidade s exigncias
O Zero defeito - ZDO Zero defeito - ZD
A prevenoA preveno
Custo da no conformidadeCusto da no conformidade
Gesto Estratgica daQualidade Conceitos Chaves
-
8/4/2019 Admpro2 Prod Enxuta
41/48
41Ricardo OliveiraRicardo Oliveira
Zero DefeitoZero Defeito
Padro de desempenho.Padro de desempenho.
Fazer certo da primeira vez.Fazer certo da primeira vez. Evitar os defeitos ao invs de encontr-Evitar os defeitos ao invs de encontr-los e corrigi-los.los e corrigi-los.
No Japo usado como uma ferramentaNo Japo usado como uma ferramentamotivacional, o que contraria a definiomotivacional, o que contraria a definiodo Crosby.do Crosby.
ZD O que ?
-
8/4/2019 Admpro2 Prod Enxuta
42/48
42Ricardo OliveiraRicardo Oliveira
Zero DefeitoZero Defeito
Verticalizada de cima para baixoVerticalizada de cima para baixo
ZD Requisitos para implantaoZD Requisitos para implantao Envolvimento de todos os funcionriosEnvolvimento de todos os funcionriosincluindo os gerentes.incluindo os gerentes.
Planejamento da implantao.Planejamento da implantao.
ZD - Implantao
-
8/4/2019 Admpro2 Prod Enxuta
43/48
43Ricardo OliveiraRicardo Oliveira
Zero DefeitoZero Defeito
Estabelecer como atingir de maneiraEstabelecer como atingir de maneirapermanente e progressiva o aperfeioamentopermanente e progressiva o aperfeioamento
do Processo de reduo de Defeitos at atingirdo Processo de reduo de Defeitos at atingiro ZD.o ZD.
Equipe ZD:Equipe ZD:
programa ZD: participao dos executivosprograma ZD: participao dos executivosParticipao dos funcionriosParticipao dos funcionrios
Lanamento do Programa ZDLanamento do Programa ZD
ZD Planejamento da Implantao
-
8/4/2019 Admpro2 Prod Enxuta
44/48
44
Ricardo OliveiraRicardo Oliveira
Zero DefeitoZero Defeito
Programao ZDProgramao ZD
Garantia da participao ativa dos gerentes;Garantia da participao ativa dos gerentes;
Especificao das funes que sero cumpridas;Especificao das funes que sero cumpridas;
Determinao e garantia dos recursos;Determinao e garantia dos recursos;
Estabelecimento de poltica de reconhecimentoEstabelecimento de poltica de reconhecimento Valorizao da melhoria do desempenho;Valorizao da melhoria do desempenho;
ZD Planejamento da Implantao
-
8/4/2019 Admpro2 Prod Enxuta
45/48
45
Ricardo OliveiraRicardo Oliveira
Zero DefeitoZero Defeito
Programao ZDProgramao ZD
Identificar o programa causa de erro e planejarIdentificar o programa causa de erro e planejara sua execuo;a sua execuo;
Definio do mtodo de lanamento do ProgramaDefinio do mtodo de lanamento do Programade acordo com ambiente cultural da organizao;de acordo com ambiente cultural da organizao;
Explicaes do Conceito e do Programa ZD Explicaes do Conceito e do Programa ZD Superviso para posterior treinamento dosSuperviso para posterior treinamento dosdemais funcionrios;demais funcionrios;
ZD Planejamento da Implantao
-
8/4/2019 Admpro2 Prod Enxuta
46/48
46
Ricardo OliveiraRicardo Oliveira
Zero DefeitoZero Defeito
Lanamento do Programao ZD Dia ZDLanamento do Programao ZD Dia ZD
Objetivo: Que todos que compem a organizaoObjetivo: Que todos que compem a organizaosintam-se esclarecidos e comprometidos com osintam-se esclarecidos e comprometidos com oPrograma ZD.Programa ZD.
Escolher e ensaiar aqueles que participaro;Escolher e ensaiar aqueles que participaro;
Escolher local, horrio e natureza do evento;Escolher local, horrio e natureza do evento; Garantir a estrutura necessria para o sucessoGarantir a estrutura necessria para o sucessodo evento.do evento.
ZD Planejamento da Implantao
-
8/4/2019 Admpro2 Prod Enxuta
47/48
47
Ricardo OliveiraRicardo Oliveira
Zero DefeitoZero Defeito
Reduo de custos (retrabalho);Reduo de custos (retrabalho);
Aumento da Auto-Estima;Aumento da Auto-Estima;
Melhoria da Imagem da Empresa;Melhoria da Imagem da Empresa;
Diferencial Competitivo.Diferencial Competitivo.
ZD Aspectos Motivadores paraImplantao.
-
8/4/2019 Admpro2 Prod Enxuta
48/48
48
Zero DefeitoZero Defeito
Falta de conhecimento;Falta de conhecimento;
Falta de ateno;Falta de ateno;
ZD Correo das Causas dosDefeitos.
PANE EM PLENO VO !!!!!!!
Algum aqui sabe jogar o simulador de vo daMicrosoft??????