ALAVANCANDO RESULTADOS NA FÁBRICA OCULTA: UM … · desenvolvida por um grupo de israelenses, do...
17
ALAVANCANDO RESULTADOS NA FÁBRICA OCULTA: UM ESTUDO DE CASO SOBRE OEE NO SETOR ALIMENTÍCIO Rafael Rodrigues Guimarães Wollmann (PUCPR) Resumo Um sistema de medição de desempenho é fundamental para os equipamentos de produção, pois algumas decisões para alavancar resultados e faturamento estão diretamente ligadas a tal desempenho. Sendo assim, este trabalho tem como objetivo apressentar a maneira como foi aplicado o indicador OEE (Overall Equipment Effectiveness) e os resultados obtidos em uma indústria do setor alimentício localizada na região Sul do Brasil. O trabalho é sustentado por um estudo de caso em diferentes linhas de produção com diferentes processos. Além da implantação do indicador, procurou-se identificar e agir sobre os fatores que estavam acarretando perdas e desperdícios. Os resultados são apresentados ao longo de dois anos de estudo dando robustez para a avaliação do indicador e análises acerca das melhorias realizadas. Palavras-chaves: indicador, OEE, produtividade, eficiência 12 e 13 de agosto de 2011 ISSN 1984-9354
Transcript of ALAVANCANDO RESULTADOS NA FÁBRICA OCULTA: UM … · desenvolvida por um grupo de israelenses, do...
ALAVANCANDO RESULTADOS NA
FÁBRICA OCULTA: UM ESTUDO DE
CASO SOBRE OEE NO SETOR
ALIMENTÍCIO
Rafael Rodrigues Guimarães Wollmann
(PUCPR)
Resumo Um sistema de medição de desempenho é fundamental para os
equipamentos de produção, pois algumas decisões para alavancar
resultados e faturamento estão diretamente ligadas a tal desempenho.
Sendo assim, este trabalho tem como objetivo apressentar a maneira
como foi aplicado o indicador OEE (Overall Equipment Effectiveness)
e os resultados obtidos em uma indústria do setor alimentício
localizada na região Sul do Brasil. O trabalho é sustentado por um
estudo de caso em diferentes linhas de produção com diferentes
processos. Além da implantação do indicador, procurou-se identificar
e agir sobre os fatores que estavam acarretando perdas e desperdícios.
Os resultados são apresentados ao longo de dois anos de estudo dando
robustez para a avaliação do indicador e análises acerca das
melhorias realizadas.
Palavras-chaves: indicador, OEE, produtividade, eficiência
12 e 13 de agosto de 2011
ISSN 1984-9354

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
2
1. Introdução
A indústria brasileira de alimentos é uma das indústrias de transformação que tem
mais crescido e um dos setores econômicos que apresenta maior potencial de crescimento.
Com crise ou sem crise, trata-se de um segmento que está sempre crescendo, porque atende a
uma das necessidades básicas da população (GAVA, 2007).
Tendo em vista tal crescimento, as indústrias alimentícias, devem buscar novas
técnicas de pesquisa, desenvolvimento e inovação para baixar custos de produção dos
produtos existentes e lançar novos produtos a fim de aumentar sua lucratividade. Para isso, é
necessário que os processos de produção tenham um acompanhamento eficaz, com uma
ferramenta capaz de medir sua eficiência a fim de garantir um resultado confiável para
tomada de decisões. Segundo Campos (2004), o que não é medido, não pode ser gerenciado.
Identificada esta questão, foi decidido realizar um estudo de caso de implantação do
indicador OEE (Overall Equipment Effectiveness), em português, Eficiência Global do
Equipamento, em uma indústria alimentícia de grande porte na região Sul do Brasil, para
verificar o comportamento do indicador em diferentes tipos de processo. Nakajima (1988)
afirma que a utilização deste indicador como ferramenta de análise de produção permite
descobrir os custos escondidos da empresa, chamados por Hansen (2006) de “fábrica oculta”.
O presente trabalho consiste em verificar o comportamento do indicador OEE em
diferentes processos, a fim de avaliar o resultado gerado em cada um deles com suas
respectivas particularidades, de maneira a propor soluções de melhoria e alavancar a “fábrica
oculta”.
Este trabalho está divido como segue. A seção 2 apresenta a metodologia utilizada, a
seção 3 apresenta a estrutura conceitual teórica, a seção 4 apresenta o estudo de caso, a seção
5 apresenta os resultados e discussão e a seção 6 apresenta as considerações finais.
2. Metodologia
A metodologia utilizada neste trabalho é o estudo de caso que, segundo Miguel (2010),
é uma abordagem metodológica de pesquisa muito utilizada na engenharia de produção.
As etapas para a condução deste trabalho seguirão a proposta de conteúdo e sequência
para a condução de um estudo de caso estabelecida com base nos trabalhos de Forza (2002),

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
3
Croom (2005) e Souza (2005), apresentada no livro de Miguel et alli (2010) conforme figura
1.
Figura 1 – Condução do estudo de caso
Fonte: Miguel et alli (2010)
3. Estrutura conceitual teórica
O referencial teórico apresentado não abrange os temas em sua totalidade. Serve
apenas para delimitar as fronteiras do que será investigado e proporcionar suporte teórico para
a pesquisa.
3.1 TPS (Toyota Production System)
O TPS, em português, Sistema Toyota de Produção, também conhecido como Lean
Manufacturing (Manufatura Enxuta), surgiu no Japão logo após a segunda guerra mundial,
em uma fábrica de automóveis, a Toyota. Womack et alli (1992), relata que nesta época,
devido às condições pós-guerra, a indústria tinha baixa produtividade e escassez de material,
tendo que realizar muito, com pouco. A partir desta dificuldade, Sakichi, Kiichiro e Ohno,
criaram o TPS que, segundo Ohno (1997), evoluiu a partir das exigências do mercado, com
produção em pequenas quantidades e muitas variedades sob condições de baixa demanda.
Sánchez & Pérez (2001) afirmam que a manufatura enxuta é uma estrutura conceitual
com base nos seguintes princípios e técnicas: times multifuncionais, eliminação de atividades

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
4
que não agregam valor, melhoria contínua, produção e entrega no momento exato (JIT – Just
In Time) e integração com fornecedores.
Segundo Slack et alli (2002), identificar desperdícios é o primeiro passo para eliminá-los.
O autor ainda afirma que, a Toyota identificou sete tipos de desperdício, os quais acredita-se
serem aplicáveis em vários tipos de operações diferentes e que formam a base da filosofia JIT:
a) Superprodução. Produzir mais do que o necessário para a próxima etapa de produção;
b) Tempo de espera. Recursos e/ou insumos ociosos;
c) Transporte. Movimentação de materiais que não agregam valor;
d) Processo. Processos desnecessários dentro do processo produtivo;
e) Estoque. Dentro da filosofia JIT, todo estoque torna-se alvo para a eliminação;
f) Movimentação. Atividades do operador que não agregam valor;
g) Produtos defeituosos. Desperdício de qualidade com produtos não-conforme.
3.1. OPT (Optimized Production Technology)
Segundo Corrêa & Gianesi (2007), OPT é uma técnica de gestão de produção
desenvolvida por um grupo de israelenses, do qual fazia parte o físico Eliyahu Goldratt, que
acabou por ser o principal divulgador de seus princípios. Corrêa ainda salienta que embora o
nome pelo qual a técnica tenha ficado conhecida, não é um método otimizante no sentido
científico do termo, pois nada garante que, por meio de sua aplicação, sejam atingidos
resultados ótimos, já que a técnica é baseada em uma série de procedimentos heurísticos.
A abordagem OPT advoga que o objetivo básico das empresas é “ganhar dinheiro”
(Corrêa & Gianesi, 2007).
Segundo o OPT, para a empresa ganhar mais dinheiro, é necessário que, no nível da
fábrica, se aumente o fluxo e ao mesmo tempo se reduzam os estoques e as despesas
operacionais (Corrêa & Gianesi, 2007). Estes fatos, para Nakajima (1988) são custos
escondidos da empresa e são tratados por Hansen (2006) como “fábrica oculta”, responsável
pelos baixos índices de eficiência normalmente encontrados, oriundos de perdas existentes
nos processos de produção.
Corrêa & Gianesi (2007) afirmam que para programar as atividades no sentido de permitir
o atingimento dos objetivos é necessário compreender o inter-relacionamento entre dois tipos
de recursos: recursos-gargalo e recursos não-gargalos e ainda anunciam nove princípios com
relação aos recursos:
a) Balanceie o fluxo e não a capacidade;

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
5
b) A utilização de um recurso não-gargalo não é determinada por sua disponibilidade,
mas por alguma outra restrição do sistema (por exemplo, um gargalo);
c) Utilização e ativação de um recurso não são sinônimos;
d) Uma hora ganha num recurso-gargalo é uma hora ganha para o sistema global;
e) Uma hora ganha num recurso não-gargalo não é nada, é só uma miragem;
f) O lote de transferência pode não ser e, frequentemente, não deveria ser, igual ao lote
de processamento;
g) O lote de processamento deve ser variável e não fixo;
h) Os gargalos não só determinam o fluxo do sistema, mas também definem seus
estoques;
i) A programação de atividades e a capacidade produtiva devem ser consideradas
simultaneamente e não sequencialmente. Os lead-times são um resultado da
programação e não podem ser assumidos a priori.
3.2. OEE (Overall Equipment Effectiveness)
Inicialmente, a OEE era relacionada com a TPM e frequentemente foi vista como uma
forma simples de medição para a obtenção do Prêmio TPM. À medida que um maior número
de profissionais apresentou a OEE em seminários e artigos relacionados à TPM, ela começou
a ser vista como uma ferramenta autônoma para medir o real desempenho de um
equipamento, por meio do inter-relacionamento de indicadores de disponibilidade, eficiência
e qualidade (HANSEN, 2006).
O indicador de disponibilidade é calculado por meio da divisão do tempo real de
operação pelo tempo programado, conforme (1).
(1)
O indicador de eficiência, também conhecido como produtividade, é calculado por
meio da divisão da produção real pela produção teórica (nominal), conforme (2).
(2)
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
6
O indicador de qualidade é calculado por meio da divisão da quantidade de produtos
bons, em conformidade com o especificado pela quantidade total de produtos produzidos,
conforme (3).
(3)
Os três indicadores supracitados definem o indicador OEE, por meio da multiplicação
entre eles, conforme (4).
(4)
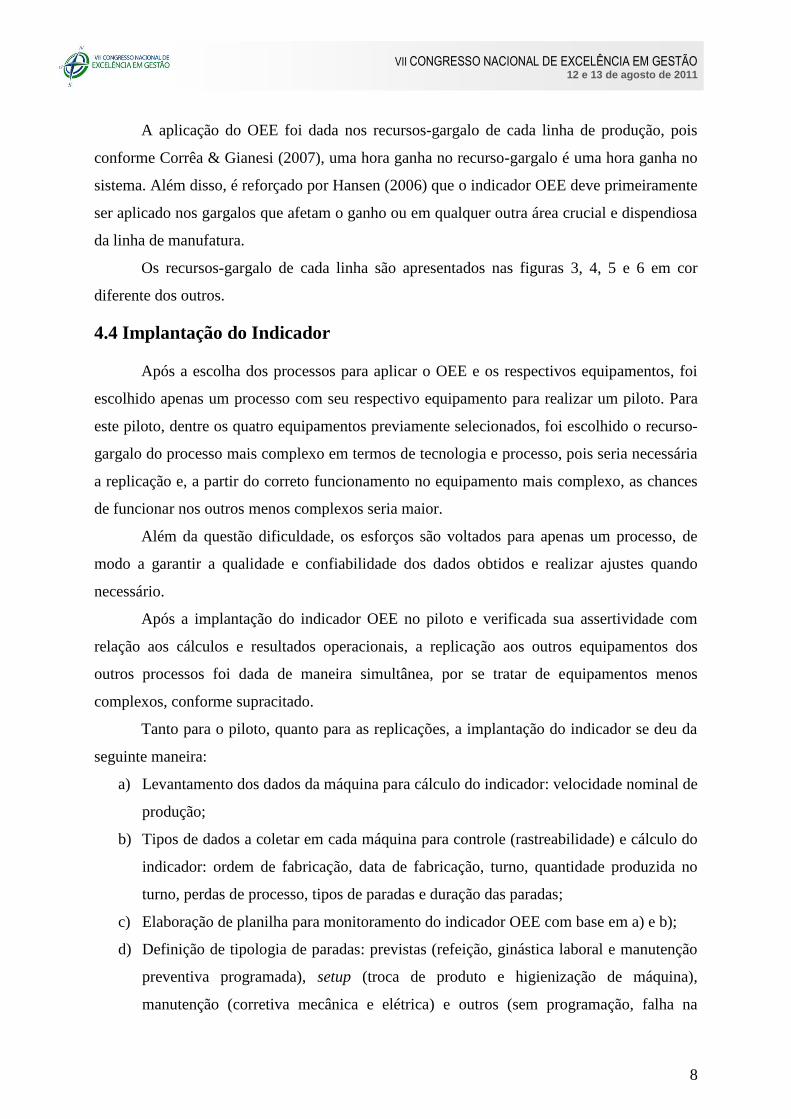
Nakajima (1989) definiu seis grandes perdas que influenciam diretamente na
disponibilidade, produtividade, qualidade e, consequentemente no índice do OEE, conforme
figura 2.
Figura 2 – Índices do OEE e respectivas perdas
Fonte: Adaptado de Chiaradia, 2004
4. Estudo de Caso
Este estudo de caso não é apenas teórico, tem caráter de aplicação onde são
apresentados resultados reais ao longo das seções.
4.1 Limitações do autor
Embora os dados da pesquisa sejam reais, não foi possível divulgar o nome da
empresa e nome dos produtos, por motivo de confidencialidade, exposto pela alta direção.

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
7
Sendo assim, a empresa será tratada como uma indústria do setor alimentício da região Sul do
Brasil.
Pelo mesmo motivo, os processos serão descritos de maneira macro, sem
detalhamento.
4.2 Descrição dos Processos
Após a avaliação dos dez processos da empresa, in modus operandis, foram escolhidos
quatro processos produtivos com diferentes produtos para avaliar o comportamento do
indicador OEE em múltiplos casos. Entre os produtos avaliados estão: barras de cereal,
refrescos em pó, envase de farinhas e doces com chocolate, apresentados pelas figuras 3, 4, 5
e 6, respectivamente.
Figura 3 – Processo de fabricação das barras de cereal
Figura 4 – Processo de fabricação dos refrescos em pó
Figura 5 – Processo de fabricação de envase de farinhas
Figura 6 – Processo de fabricação de doces com chocolate
Os quatro processos são fabricados utilizando o conceito de produção contínua, e não
por bateladas. Além disso, embora os quatro processos sejam distintos nas etapas de
produção, é possível observar a semelhança entre eles no recurso-gargalo que, para todos os
processos é a embaladora, destacada nos fluxogramas que representam os processos nas
figuras 3, 4, 5 e 6.
4.3 Definição dos Equipamentos
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
8
A aplicação do OEE foi dada nos recursos-gargalo de cada linha de produção, pois
conforme Corrêa & Gianesi (2007), uma hora ganha no recurso-gargalo é uma hora ganha no
sistema. Além disso, é reforçado por Hansen (2006) que o indicador OEE deve primeiramente
ser aplicado nos gargalos que afetam o ganho ou em qualquer outra área crucial e dispendiosa
da linha de manufatura.
Os recursos-gargalo de cada linha são apresentados nas figuras 3, 4, 5 e 6 em cor
diferente dos outros.
4.4 Implantação do Indicador
Após a escolha dos processos para aplicar o OEE e os respectivos equipamentos, foi
escolhido apenas um processo com seu respectivo equipamento para realizar um piloto. Para
este piloto, dentre os quatro equipamentos previamente selecionados, foi escolhido o recurso-
gargalo do processo mais complexo em termos de tecnologia e processo, pois seria necessária
a replicação e, a partir do correto funcionamento no equipamento mais complexo, as chances
de funcionar nos outros menos complexos seria maior.
Além da questão dificuldade, os esforços são voltados para apenas um processo, de
modo a garantir a qualidade e confiabilidade dos dados obtidos e realizar ajustes quando
necessário.
Após a implantação do indicador OEE no piloto e verificada sua assertividade com
relação aos cálculos e resultados operacionais, a replicação aos outros equipamentos dos
outros processos foi dada de maneira simultânea, por se tratar de equipamentos menos
complexos, conforme supracitado.
Tanto para o piloto, quanto para as replicações, a implantação do indicador se deu da
seguinte maneira:
a) Levantamento dos dados da máquina para cálculo do indicador: velocidade nominal de
produção;
b) Tipos de dados a coletar em cada máquina para controle (rastreabilidade) e cálculo do
indicador: ordem de fabricação, data de fabricação, turno, quantidade produzida no
turno, perdas de processo, tipos de paradas e duração das paradas;
c) Elaboração de planilha para monitoramento do indicador OEE com base em a) e b);
d) Definição de tipologia de paradas: previstas (refeição, ginástica laboral e manutenção
preventiva programada), setup (troca de produto e higienização de máquina),
manutenção (corretiva mecânica e elétrica) e outros (sem programação, falha na
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
9
ordem de produção, problemas com embalagem, falta de matéria-prima, entre outras
paradas pertinentes aos processos). Cada tipo de parada recebe um código individual
para facilitar e dar agilidade às anotações nos apontamentos de produção;
e) Modificação dos apontamentos de produção: além dos campos existentes como
quantidade produzida, data e hora da produção, etc., foram inseridos campos
referentes à tipologia de paradas e observações para computar os tempos de máquina
parada com o respectivo motivo;
f) Definição da equipe para participar de reuniões em cada setor: coordenador de área,
analista de produção, operador de máquina e mecânico do setor;
g) Treinamento da equipe e da operação: orientação na maneira de coletar os dados do
chão-de-fábrica e inseri-los na planilha;
Após as etapas de implantação, foram definidas as etapas para operacionalização:
a) Alimentação diária da planilha de controle com dados coletados no chão-de-fábrica;
b) Análise dos resultados;
c) Reuniões diárias e semanais para discussão sobre resultados e proposição de
melhorias;
d) Reuniões mensais para apresentação de resultados.
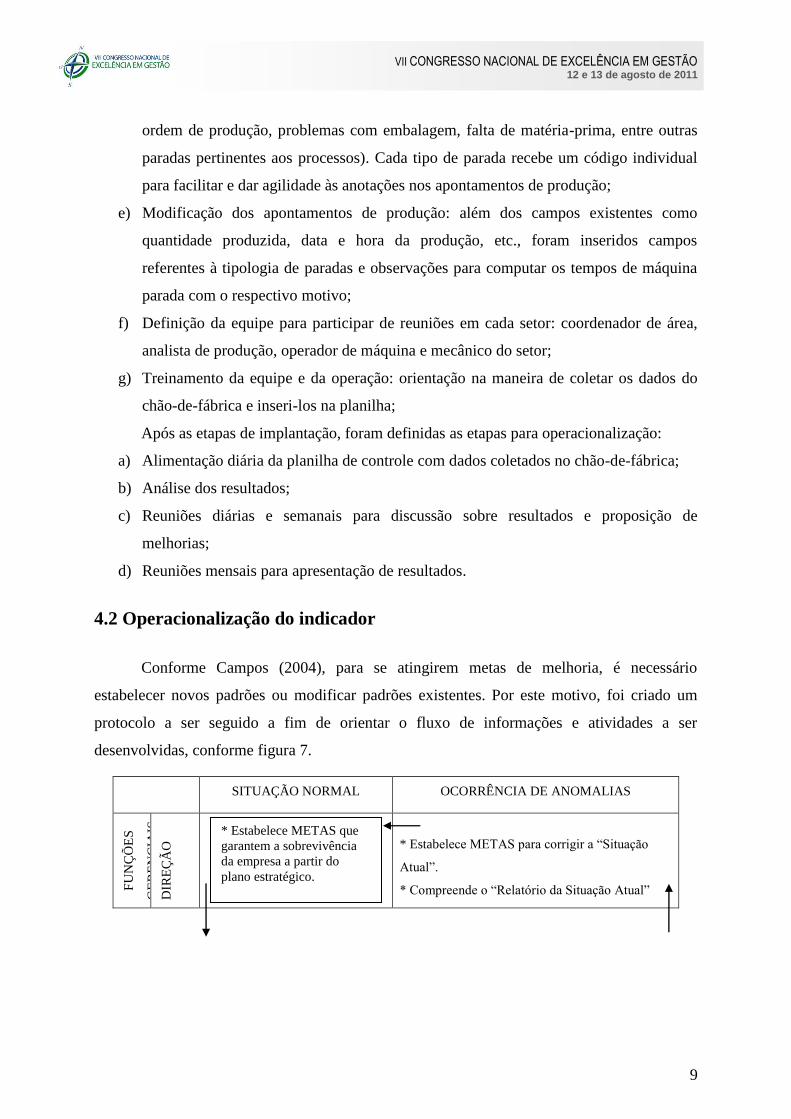
4.2 Operacionalização do indicador
Conforme Campos (2004), para se atingirem metas de melhoria, é necessário
estabelecer novos padrões ou modificar padrões existentes. Por este motivo, foi criado um
protocolo a ser seguido a fim de orientar o fluxo de informações e atividades a ser
desenvolvidas, conforme figura 7.
SITUAÇÃO NORMAL OCORRÊNCIA DE ANOMALIAS
FU
NÇ
ÕE
S
GE
RE
NC
IAIS
D
IRE
ÇÃ
O
* Estabelece METAS para corrigir a “Situação
Atual”.
* Compreende o “Relatório da Situação Atual”
* Estabelece METAS que
garantem a sobrevivência
da empresa a partir do
plano estratégico.
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
10
GE
RE
NC
IAM
EN
TO
* Atinge METAS (PDCA).
* Treina a função supervisão.
* Faz, diariamente, o “Relatório da Situação
Atual” para a chefia.
* Elimina as anomalias crônicas, atuando nas
causas fundamentais (PDCA).
* Revê periodicamente as anomalias detectando as
anomalias crônicas (Análise de Pareto).
* Verifica diariamente as anomalias no local de
ocorrência, atuando complementarmente à função
supervisão.
FU
NÇ
ÕE
S O
PE
RA
CIO
NA
IS
SU
PE
RV
ISÃ
O
* Verifica se a função operação
está cumprindo os procedimentos
operacionais padrão.
* Treina a função operação.
* Registra as anomalias e relata para a função
gerencial.
* Conduz Análise das Anomalias, atancado as
causas imediatas (p. ex.: o padrão foi cumprido?)
OP
ER
AÇ
ÃO
* Cumpre os Procedimentos
Operacionais Padrão.
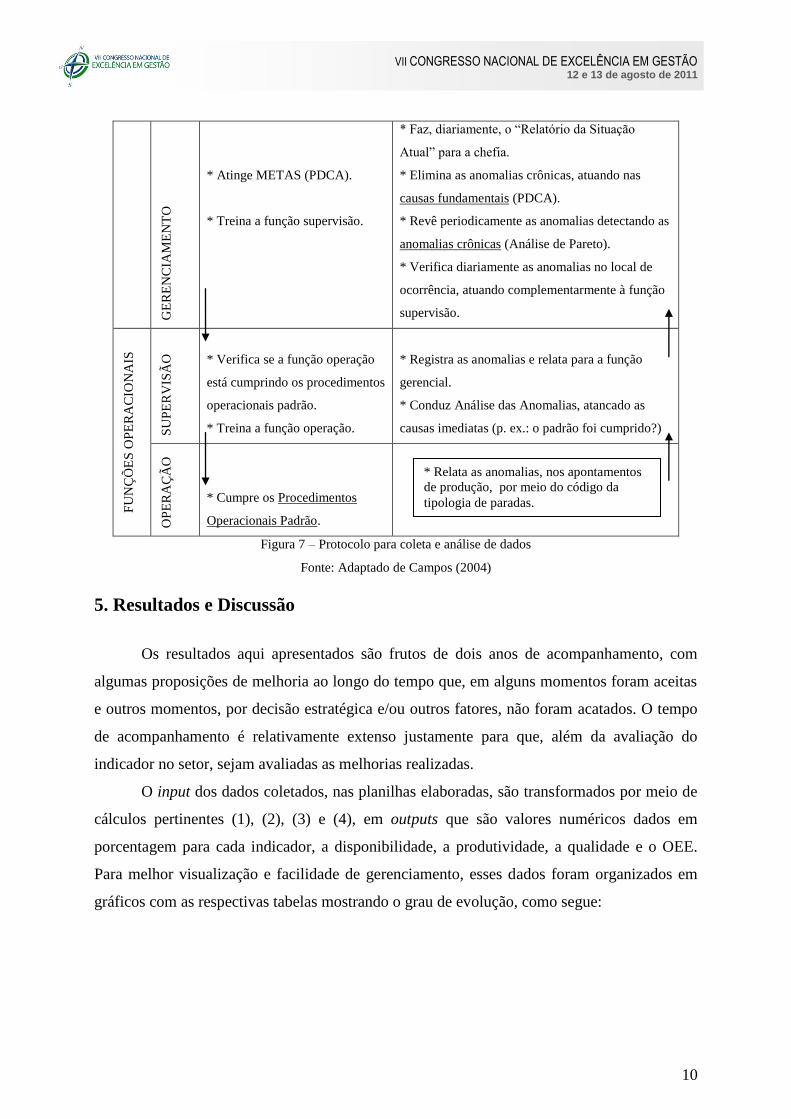
Figura 7 – Protocolo para coleta e análise de dados
Fonte: Adaptado de Campos (2004)
5. Resultados e Discussão
Os resultados aqui apresentados são frutos de dois anos de acompanhamento, com
algumas proposições de melhoria ao longo do tempo que, em alguns momentos foram aceitas
e outros momentos, por decisão estratégica e/ou outros fatores, não foram acatados. O tempo
de acompanhamento é relativamente extenso justamente para que, além da avaliação do
indicador no setor, sejam avaliadas as melhorias realizadas.
O input dos dados coletados, nas planilhas elaboradas, são transformados por meio de
cálculos pertinentes (1), (2), (3) e (4), em outputs que são valores numéricos dados em
porcentagem para cada indicador, a disponibilidade, a produtividade, a qualidade e o OEE.
Para melhor visualização e facilidade de gerenciamento, esses dados foram organizados em
gráficos com as respectivas tabelas mostrando o grau de evolução, como segue:
* Relata as anomalias, nos apontamentos
de produção, por meio do código da
tipologia de paradas.

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
11
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
110%
jan/09
fev/09
mar/09
abr/09
mai/09
jun/09
jul/09
ago/09
set/09
out/09
nov/09
dez/09
jan/10
fev/10
mar/10
abr/10
mai/10
jun/10
jul/10
ago/10
set/10
out/10
nov/10
dez/10
Produtividade Qualidade Disponibilidade OEE
Gráfico 1 – Evolução mensal do setor de barras de cereal
Período de análise Grau de evolução dos indicadores
Ano Mês Produtividade Disponibilidade Qualidade OEE
2009 Janeiro 84,14% 77,59% 95,13% 62,84%
2009 Dezembro 84,57% 89,57% 97,38% 73,76%
2010 Janeiro 87,81% 90,49% 96,57% 76,73%
2010 Dezembro 92,59% 88,85% 96,28% 79,21%
Tabela 1 – Evolução anual dos indicadores do setor de barras de cereal
O processo de barras de cereal é um processo que não sofreu, ao longo dos dois anos,
modificação em maquinário. Nestes dois anos, o aumento de 16,37% no OEE foi dado apenas
por mudanças na forma de gestão, tanto de fábrica quanto de manutenção, que a partir dos
valores observados foram tomadas ações.
As primeiras ações tomadas, em 2009, no setor de barras de cereal foram com relação
à disponibilidade, de maneira a garantir o funcionamento do equipamento para a produção,
fato que pode ser observado, na tabela 1, pelo indicador Disponibilidade. As ações foram
tomadas junto à engenharia de manutenção por meio de planos de inspeção de ronda no
equipamento, planejamento de manutenções programadas e levantamento de peças críticas
para deixar como material sobresalente no almoxarifado.
Mesmo após observada a evolução do indicador Disponibilidade em 2009, as ações
para melhorar este indicador foram mantidas, mas em 2010 o foco foi para melhorar a
produtividade, ou seja, a taxa de produção barras de cereais, fato que pode ser observado na

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
12
tabela 1, pelo indicador Produtividade. As ações tomadas para melhorar a produtividade do
equipamento foram relacionadas ao setor de PCP (Planejamento e Controle de Produção) de
maneira a garantir os lotes econômicos de produção e a melhor sequência de produção, do
produto claro para o escuro, por exemplo.
Como o foco no ano de 2010 foi para alavancar a produtividade, a disponibilidade
acabou ficando um pouco aquém do fechamento do ano de 2009, mas fazendo um balanço
geral e tratando do indicador OEE, que é o foco deste estudo, o aumento foi progressivo ao
longo desses dois anos.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
110%
jan/09
fev/09
mar/09
abr/09
mai/09
jun/09
jul/09
ago/09
set/09
out/09
nov/09
dez/09
jan/10
fev/10
mar/10
abr/10
mai/10
jun/10
jul/10
ago/10
set/10
out/10
nov/10
dez/10
Produtividade Qualidade Disponibilidade OEE
Gráfico 2 – Evolução mensal do setor de refrescos em pó
Período de análise Grau de evolução dos indicadores
Ano Mês Produtividade Disponibilidade Qualidade OEE
2009 Janeiro 63,47% 53,03% 99,66% 33,54%
2009 Dezembro 83,82% 68,32% 99,55% 57,01%
2010 Janeiro 87,22% 68,39% 99,51% 59,36%
2010 Dezembro 90,42% 75,75% 99,42% 68,10%
Tabela 2 – Evolução anual dos indicadores do setor de refrescos em pó
No final do ano de 2008, foi instalada no setor de refrescos em pó uma nova
embaladora que, mesmo sendo nova estava atuando como um gargalo, fato que foi detectado
no início das análises, devido às propriedades do produto e a falta de conhecimento dos
analistas de PCP para sequenciar com a embaladora nova.
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
13
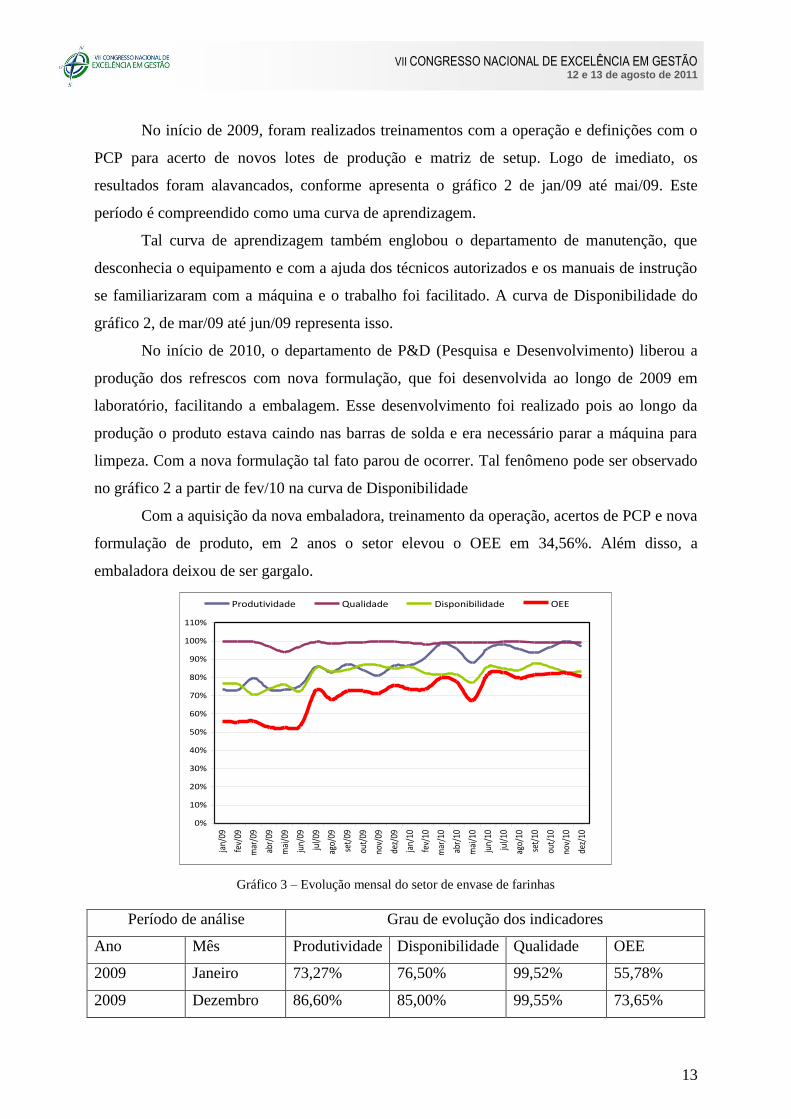
No início de 2009, foram realizados treinamentos com a operação e definições com o
PCP para acerto de novos lotes de produção e matriz de setup. Logo de imediato, os
resultados foram alavancados, conforme apresenta o gráfico 2 de jan/09 até mai/09. Este
período é compreendido como uma curva de aprendizagem.
Tal curva de aprendizagem também englobou o departamento de manutenção, que
desconhecia o equipamento e com a ajuda dos técnicos autorizados e os manuais de instrução
se familiarizaram com a máquina e o trabalho foi facilitado. A curva de Disponibilidade do
gráfico 2, de mar/09 até jun/09 representa isso.
No início de 2010, o departamento de P&D (Pesquisa e Desenvolvimento) liberou a
produção dos refrescos com nova formulação, que foi desenvolvida ao longo de 2009 em
laboratório, facilitando a embalagem. Esse desenvolvimento foi realizado pois ao longo da
produção o produto estava caindo nas barras de solda e era necessário parar a máquina para
limpeza. Com a nova formulação tal fato parou de ocorrer. Tal fenômeno pode ser observado
no gráfico 2 a partir de fev/10 na curva de Disponibilidade
Com a aquisição da nova embaladora, treinamento da operação, acertos de PCP e nova
formulação de produto, em 2 anos o setor elevou o OEE em 34,56%. Além disso, a
embaladora deixou de ser gargalo.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
110%
jan/09
fev/09
mar/09
abr/09
mai/09
jun/09
jul/09
ago/09
set/09
out/09
nov/09
dez/09
jan/10
fev/10
mar/10
abr/10
mai/10
jun/10
jul/10
ago/10
set/10
out/10
nov/10
dez/10
Produtividade Qualidade Disponibilidade OEE
Gráfico 3 – Evolução mensal do setor de envase de farinhas
Período de análise Grau de evolução dos indicadores
Ano Mês Produtividade Disponibilidade Qualidade OEE
2009 Janeiro 73,27% 76,50% 99,52% 55,78%
2009 Dezembro 86,60% 85,00% 99,55% 73,65%
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
14
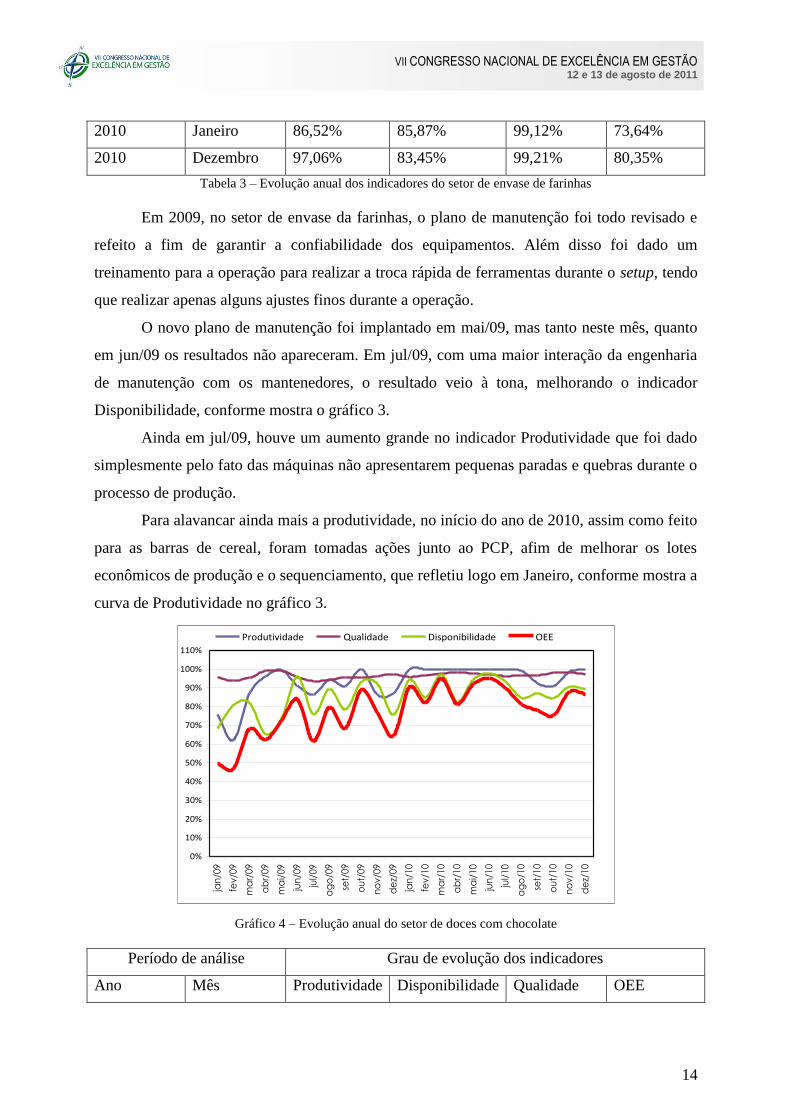
2010 Janeiro 86,52% 85,87% 99,12% 73,64%
2010 Dezembro 97,06% 83,45% 99,21% 80,35%
Tabela 3 – Evolução anual dos indicadores do setor de envase de farinhas
Em 2009, no setor de envase da farinhas, o plano de manutenção foi todo revisado e
refeito a fim de garantir a confiabilidade dos equipamentos. Além disso foi dado um
treinamento para a operação para realizar a troca rápida de ferramentas durante o setup, tendo
que realizar apenas alguns ajustes finos durante a operação.
O novo plano de manutenção foi implantado em mai/09, mas tanto neste mês, quanto
em jun/09 os resultados não apareceram. Em jul/09, com uma maior interação da engenharia
de manutenção com os mantenedores, o resultado veio à tona, melhorando o indicador
Disponibilidade, conforme mostra o gráfico 3.
Ainda em jul/09, houve um aumento grande no indicador Produtividade que foi dado
simplesmente pelo fato das máquinas não apresentarem pequenas paradas e quebras durante o
processo de produção.
Para alavancar ainda mais a produtividade, no início do ano de 2010, assim como feito
para as barras de cereal, foram tomadas ações junto ao PCP, afim de melhorar os lotes
econômicos de produção e o sequenciamento, que refletiu logo em Janeiro, conforme mostra a
curva de Produtividade no gráfico 3.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
110%
jan/09
fev/09
mar/09
abr/09
mai/09
jun/09
jul/09
ago/09
set/09
out/09
nov/09
dez/09
jan/10
fev/10
mar/10
abr/10
mai/10
jun/10
jul/10
ago/10
set/10
out/10
nov/10
dez/10
Produtividade Qualidade Disponibilidade OEE
Gráfico 4 – Evolução anual do setor de doces com chocolate
Período de análise Grau de evolução dos indicadores
Ano Mês Produtividade Disponibilidade Qualidade OEE

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
15
2009 Janeiro 75,76% 68,52% 95,69% 49,67%
2009 Dezembro 87,18% 75,69% 97,34% 64,23%
2010 Janeiro 101,39% 94,21% 95,87% 90,31%
2010 Dezembro 99,99% 89,24% 97,12% 86,66%
Tabela 4 – Evolução anual dos indicadores do setor de doces com chocolate
Em 2009, o setor não possuia climatização, fator que influenciava diretamente na
produtividade, tendo em vista que no processo de produção é utilizado chocolate e a
velocidade do equipamento era reduzida para não danificar o produto. A qualidade era
aceitável (produtos conformes), mas com uma produtividade de máquina baixa.
Em jan/10, o setor foi climatizado, dando um grande incremento no indicador de
produtividade e melhorando o processo. O gráfico 4 apresenta a evolução do indicador
Produtividade, que foi dada a partir de jan/10.
A grande ocilação apresentada no gráfico 4 é dada principalmente pelo indicador
Disponibilidade. Ao longo do tempo foi observado que um mês apresentava um resultado
satisfatório para o indicador e outro mês não. Esse fenômeno é explicado pelo efeito chicote,
pois as demandas para esse setor são muito instáveis, ora com um volume de produção muito
alto, ora muito baixo, fato que afeta os fornecedores que deixam de entregar algumas
matérias-primas em tempo hábil. Essa falta de entrega de matéria-prima, neste caso,
embalagem, em alguns momentos deixava a máquina parada pois a fábrica estava aguardando
a embalagem chegar.
De qualquer maneira, mesmo com o efeito chicote ao longo dos dois anos, o OEE do
setor aumentou 36,99% principalmente pelo aumento do indicador Produtividade, pois a
questão do efeito chicote ainda não foi corrigida, por decisão da alta direção.
6. Considerações Finais
Este trabalho abordou sobre a implantação do indicador OEE em uma indústria
alimentícia da região Sul do Brasil e mostrou os principais resultados obtidos por meio da
avaliação do indicador ao longo de dois anos. A partir dos valores encontrados, muitas
oportunidades para alavancar a “fábrica oculta” se tornaram evidentes, o que permitiu, por
meio de uma gestão focada na excelência em execução, criar planos de ação e traçar metas de
melhoria. O cumprimento dessas metas pôde ser observado na seção anterior com os
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
16
resultados apresentados nos gráficos e tabelas, onde é retratada a evolução crescente dos
indicadores nos diferentes processos.
Embora as curvas dos gráficos apresentados mostrem uma oscilação, cada uma com
sua particularidade, são notórias as melhorias em todos os setores e provam que, por meio de
um monitoramento adequado do sistema de produção e a correta gestão do indicador OEE, os
ganhos ao longo do tempo se tornam evidentes, alavancando a fábrica oculta e o faturamento
da empresa.
Além disso, como foi referido, o efeito chicote em um dos processos não foi
solucionado, fato que demonstra a necessidade do comprometimento da alta direção para a
melhoria dos processos. Apenas o monitoramento por meio do indicador não garante o
sucesso e as melhorias, faz-se necessário tal apoio.
O resultado obtido com esse estudo serve de referência para as empresas que almejam
a implantação do indicador, mas não garante o sucesso da aplicação, pois esse trabalho tratou
de uma empresa em particular. Além disso, é sugerida para trabalhos futuros a correlação do
OEE com o efeito chicote e a utilização do indicador de maneira automatizada, em tempo
real, por meio da coleta automática de dados no chão-de-fábrica para garantir a confiabilidade
dos dados.
Referências
CAMPOS, V.F. Gerenciamento da rotina do trabalho do dia-a-dia. 8ª edição. INDG - 2004.
CORRÊA, H.L & GIANESI, I.G.N. Just in Time, MRP II e OPT. Atlas: São Paulo, 2007.
CHIARADIA, A. J. P.. Utilização do Indicador de Eficiência Global de Equipamentos na
gestão e melhoria contínua dos equipamentos: Um estudo de caso na indústria
automobilística. (Dissertação de Mestrado, UFGRS) Porto Alegre, 2004.
GAVA, Altanir Jaime; SILVA, Carlos Alberto da; FRIAS, Jenifer Ribeiro Gava.
Tecnologia de alimentos, princípios e aplicações. Nobel, 2007.
HANSEN, Robert C. Eficiência Global dos Equipamentos, uma poderosa ferramenta de
produção/ manutenção para o aumento dos lucros. Bookman, 2006.
MIGUEL, P.A.C.; FLEURY, A.; MELLO, C.H.P.; NAKANO, D.N.; TURRIONI, J.B.;
HO, L.L.; MORABITO, R.; MARTINS, R.A.; PUREZA, V. Metodologia de Pesquisa em
Engenharia de Produção e Gestão de Operações. Rio de Janeiro. Elsevier, 2010.
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
17
OHNO, T., “O sistema Toyota de Produção - Além da produção em larga escala”, Porto
Alegre, Editora Bookman, 1997.
SÁNCHEZ, A. M. & PÉREZ, M. P.. Lean indicators and Manufacturing Strategies.
International Journal of Operations & Production Management, Volume 21, Number11,
pp.1433-1451, 2001.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. 2. ed. São
Paulo: Atlas, 2002.
WOMACK, J. P. & JONES, D.T. & ROOS, D. A máquina que mudou o mundo. Rio de
Janeiro: Campus, 1992.


















