ALGUMAS OBSERVAÇÕES SOBRE OS ENSAIOS ...
52
PGMEC PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESCOLA DE ENGENHARIA UNIVERSIDADE FEDERAL FLUMINENSE Dissertação de Mestrado ALGUMAS OBSERVAÇÕES SOBRE OS ENSAIOS HIDROSTÁTICOS DE LONGA DURAÇÃO EM TUBULAÇÕES DE ÁGUA PRODUZIDA UTILIZADAS NA EXPLORAÇÃO DO PETRÓLEO OFFSHORE LEONARDO MACKMILLAN PAIM FEVEREIRO DE 2011
-
Upload
hoangkhuong -
Category
Documents
-
view
217 -
download
2
Transcript of ALGUMAS OBSERVAÇÕES SOBRE OS ENSAIOS ...
PGMEC PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESCOLA DE ENGENHARIA UNIVERSIDADE FEDERAL FLUMINENSE
Dissertação de Mestrado
ALGUMAS OBSERVAÇÕES SOBRE OS
ENSAIOS HIDROSTÁTICOS DE LONGA
DURAÇÃO EM TUBULAÇÕES DE ÁGUA
PRODUZIDA UTILIZADAS NA
EXPLORAÇÃO DO PETRÓLEO OFFSHORE
LEONARDO MACKMILLAN PAIM
FEVEREIRO DE 2011
2
LEONARDO MACKMILLAN PAIM
ALGUMAS OBSERVAÇÕES SOBRE ENSAIOS HIDROSTÁTICOS DE LONGA DURAÇÃO EM
TUBULAÇÕES DE ÁGUA PRODUZIDA UTILIZADAS NA EXPLORAÇÃO DE PETRÓLEO OFFSHORE
Dissertação de Mestrado apresentada ao
Programa Francisco Eduardo Mourão Saboya
de Pós-Graduação em Engenharia Mecânica
da UFF como parte dos requisitos para a
obtenção do título de Mestre em Ciências em
Engenharia Mecânica
Orientadores: Heraldo Silva da Costa Mattos (PGMEC/UFF )
João Marciano Laredo Reis (PGMEC/UFF)

3
UNIVERSIDADE FEDERAL FLUMINENSE NITERÓI, 23 DE FEVEREIRO DE 2011
ALGUMAS OBSERVAÇÕES SOBRE ENSAIOS HIDROSTÁTICOS DE LONGA DURAÇÃO EM
TUBULAÇÕES DE ÁGUA PRODUZIDA UTILIZADAS NA EXPLORAÇÃO DE PETRÓLEO OFFSHORE
Esta Tese é parte dos pré-requisitos para a obtenção do título de
MESTRE EM ENGENHARIA MECÂNICA
Área de concentração: Termociências
Aprovada em sua forma final pela Banca Examinadora formada pelos professores:
Prof. Heraldo Silva da Costa Mattos (D.Sc.) Universidade Federal Fluminense
(Orientador)
Prof. João Marciano Laredo Reis (Ph.D.) Universidade Federal Fluminense
(Orientador)
Prof. Luiz Carlos Nunes da Silva (D.Sc.) Universidade Federal Fluminense
Prof. Rogério Martins Saldanha da Gama (D.Sc.) Universidade do Estado do Rio de Janeiro

4
i
Dedico este trabalho aos meus pais,
aos professores, e a todos os meus amigos.
5
ii
Agradecimentos
À Universidade Federal Fluminense.
Aos Professores Heraldo Siva da Costa Mattos e João Marciano Laredo Reis pela
orientação , pelas palavras de incentivo, pela amizade e pelo apoio constantes.
À CAPES, por ter me concedido esta Bolsa de Mestrado, sem a qual tudo teria sido mais
difícil.
Ao Curso de Pós-Graduação em Engenharia Mecânica da Universidade Federal Fluminense
que me concedeu esta oportunidade de aumentar meus conhecimentos.
À minha família que foi responsável pela minha formação.
E a todos os meus amigos e colegas, pela ajuda sempre presente.
6
iii
RESUMO
O presente trabalho pretende desenvolver uma metodologia de análise de ensaio
hidrostático especial para a verificação da integridade estrutural de dutos de água produzida
utilizados na exploração de petróleo offshore. Uma vez que o duto real não é um cilindro
fechado, conclusões equivocadas podem ser feitas se os efeitos causados pelas
extremidades fechadas do corpo de prova são negligenciadas na análise. Equações
constitutivas elasto-plásticas e também um quadro termodinâmico são usados para modelar
esses ensaios. Sugestões de procedimentos mais adequados de ensaio são propostos a fim
de minimizar estas perturbações assim como procedimentos simples para corrigir os seus
efeitos. As previsões do modelo são comparadas com resultados experimentais, onde
apresentam uma boa concordância.

7
iv
ABSTRACT
The present work is concerned with special hydrostatic tests developed to analyse
the structural integrity of produced water pipelines used in offshore oil exploitation. Since
the real pipeline is not a closed-ended cylinder, mistaken conclusions can be made if the
perturbations caused by the closed ends of the specimen are neglected in the analysis.
Elasto-plastic constitutive equations and also a thermodynamic framework are used to
model these tests. Suggestions of more adequate test procedures in order to minimize these
perturbations and also simple procedures to correct this effect are proposed. Model
predictions are compared with experimental results showing a good agreement.
8
v
SUMÁRIO
Dedicatória..............................................................................................................................i
Agradecimentos......................................................................................................................ii
Resumo................................................................................................................................. iii
Abstract .................................................................................................................................iv
Lista de Figuras .....................................................................................................................vi
Lista de Tabelas ...................................................................................................................vii
Capítulo 1 . Introdução
1.1. Revisão bibliográfica.....................................................................................................11
1.2. Considerações Gerais ....................................................................................................18
Capítulo 2. Modelagem da pressão de ruptura de cilindros elasto-plásticos
2.1. Introdução:.....................................................................................................................22
2.2. Resumo das equações constitutivas elasto-plásticas: ....................................................23
2.3 Cilindro elasto-plástico de paredes finas sob pressão interna: .......................................27
Capítulo 3. Modelagem do efeito de pequenas variações de temperatura da água em ensaios hidrostáticos de longa duração
3.1. Introdução......................................................................................................................34
3.2. Resumo da equação de estado para água líquida sob altas pressões .............................36
Capítulo 4. Resultados e discussão
4.1. Ensaios de Ruptura ........................................................................................................38
4.2. Ensaios hidrostáticos de longa duração .........................................................................43
Capítulo 5. Conclusões e Sugestões para Trabalhos Futuros ...............................................49
Referências: ..........................................................................................................................51

9
vi
Lista de Figuras Figura 1.1 – Tubulação danificada .......................................................................................14 Figura 1.2: Sistema básico de reparo .. .. .. .... . .. ... ... . .. ... ... . .. ... .. .. .. ... ... . .. ... .16 Figura 1.3 – Dano por corrosão em tubulações para água produzida. . . ... ...16 Figura 1.4 – 1:unidade móvel para ensaios de sistemas de tubulações Marca Flutrol Modelo FLUASF100-MS7, 2: Compressor Schulz 7,5 kW, 3: Sistema de controle de temperatura , 4:Geração de energia.............................................................................................................17 Figura 2.1: Domínio elástico no espaço das direções principais do desviador do tensor tensão.....................................................................................................................................24 Figura 4.1 – Equipamentos básicos para o ensaio.................................................................43
Figura 4.2: Sistema de controle de temperatura. 1 conexão da linha de pressão da máquina, 2 é o termostato para o controle de temperatura e 3 resistência elétrica...............................44 Figura 4.3 – Curva típica de pressão versus tempo, sob pressão média de 1500 psi (≈ 10.34 MPa) e temperatura de 80°C. O sistema de controle de temperatura permite +- 1 oC variação. Ensaio realizado sem válvula de alívio de pressão................................................45 Figura 4.4: Densidade de água versus temperatura à uma pressão constante de 1 atm........45
Figura 4.5: Detalhe da curva ρ θ× apresentados na Fig. 5. oθ = 80 oC...............................46
Figura 4.6: Curva ( )( )o oP P θ θ− × − obtido usando eq. (28.1).........................................47
10
vii
Lista de Tabelas
Tabela 4.1 – Composição química da liga de alumínio [13].................................................39 Tabela 4.2: Pressões de ruptura previstas [13]......................................................................40 Tabela 4.3: Pressões de ruptura previstas [10]......................................................................41 Tabela 4.4: Pressões de ruptura previstas para diferentes espessuras de parede [11]...........42
Tabela 4.5: Variação da pressão com a temperatura a partir do estado de referencia, usando
eqs. (26).................................................................................................................................46
Tabela 4.6: Água. Parâmetros materiais...............................................................................47
11
Capítulo 1
Introdução
1.1. Revisão bibliográfica
A extensão da vida útil de equipamentos usados é importante em diversos
segmentos industriais e, em particular, na indústria petroquímica nacional. Desde a
década de 50, l inhas de tubulações (dutos) são uti lizadas como a maneira
mais econômica e segura para transportar óleo e gás. Inúmeras redes de
tubulação continuam sendo construídas nos dias de hoje. Porém, com o
crescente número de dutos também cresce o número de falhas operacionais e
de acidentes. Corrosão interna e externa tornou-se uma das principais
causas de falha em dutos.
Atualmente, a contaminação do solo e da água devido à falha dessas
tubulações é levantada como uma das principais causas que afetam a
preservação do meio ambiente. Por estas razões, intensos esforços têm sido
realizados na avaliação da integridade estrutural de dutos conduzindo
petróleo e seus derivados. No Brasil, alguns dutos que conduzem derivados
de petróleo estão próximos do l imite de vida úti l previsto no projeto
original.
12
Devido a razões econômicas, tem-se optado por tentar continuar a
operar com estes dutos o máximo de tempo possível, procurando-se estender
a sua vida úti l para além da vida originalmente prevista. No entanto, não
existem normas que permitam essa extensão sem o risco de falhas
inesperadas e acidentes. Portanto, o interesse na área de sistemas de
reparos em dutos se deve a necessidade de se reduzir as paradas para
manutenção, a necessidade de evitar paradas imprevistas, a considerações
de segurança e a necessidade de se estender a operação de componentes
mecânicos além da vida original de projeto.
Assim como em outras partes do mundo, a descoberta de
hidrocarbonetos na costa brasileira feita pela companhia PETROBRAS, fez
com que fosse investido cada vez mais na instalação de plataformas de
extração do petróleo. A exploração desses poços de petróleo constitui um
negócio altamente lucrativo e por isso se investe na pesquisa sabendo-se
que o retorno é garantido. Para atingir a máxima extração de óleo, água
salgada é injetada nos poços para forçar o óleo at ingir a superfície. A água
injetada é produzida eventualmente junto com os hidrocarbonetos e,
enquanto um campo de óleo se torna esgotado, a quantidade de água
produzida aumenta enquanto o reservatório se enche com a água do mar
injetada.
13
Essa água produzida ao passar pelas tubulações das plataformas
offshore promove um elevado grau de corrosão causando danos importantes.
O dano resultante do processo de corrosão em tubulações para água
produzida causa perdas econômicas significativas porque a operação tem
que ser suspensa enquanto o reparo está sendo feito
A água produzida é a água aprisionada em formações subterrâneas que é trazido à
superfície junto com o petróleo ou gás. É de longe o maior volume de subproduto ou fluxo
de resíduos associados a produção de petróleo e gás. A gestão da água produzida apresenta
desafios e os custos para os operadores. Em [1] observa-se informações básicas sobre
diversos aspectos da água produzida, incluindo os seus componentes, como é gerada, como
ela é administrada e regulada em diferentes configurações, e os custos da sua gestão.
Como parte do processo de produção de petróleo e gás natural, os operadores
também devem gerenciar grandes quantidades de água que são encontrados nas mesmas
formações subterrâneas. A quantidade dessa água, conhecido como
água produzida, gerada a cada ano é tão grande que representa um componente
significativo do custo de produção de petróleo e gás, como pode ser visto em [1].
Em formações subterrâneas, as rochas naturais são geralmente permeadas com
fluidos tais como água, óleo ou gás (ou alguma combinação desses fluidos). Os
hidrocarbonetos menos densos migraram para alguns locais específicos, deslocando um
pouco da água da formação para se tornar reservatórios de hidrocarbonetos. Assim, os
reservatórios formados pelas rochas normalmente contêm hidrocarbonetos tanto de petróleo
(líquido e gás) e água.
14
As fontes desta água podem incluir fluxo acima ou abaixo da zona de
hidrocarbonetos, fluxo de dentro da zona de hidrocarbonetos, ou fluxo a partir da injeção
de fluídos e aditivos decorrentes das actividades de produção. Esta água é frequentemente
referida como "água conata"ou "água de formação" e torna-se "água produzida" quando o
reservatório de água é produzido e esses fluidos são trazidos à superfície. A água produzida
é toda a água que está presente em um reservatório com a fonte de hidrocarbonetos e é
enviada à superfície com o óleo bruto ou gás natural.
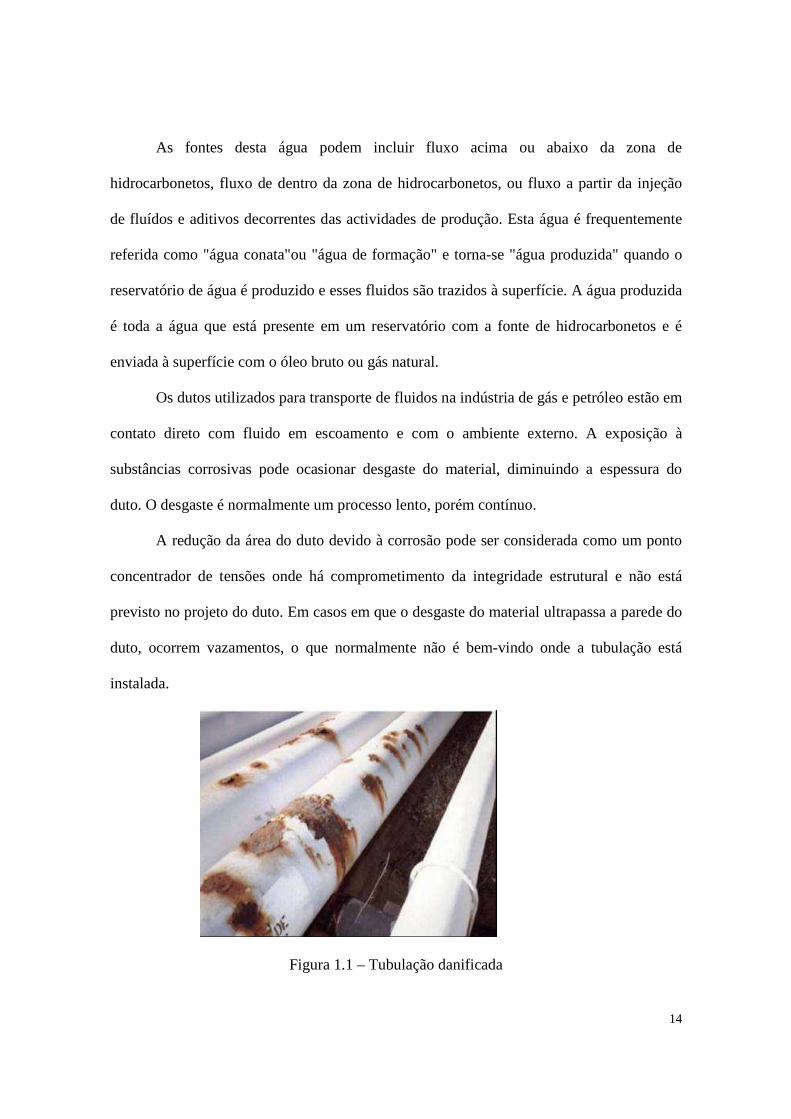
Os dutos utilizados para transporte de fluidos na indústria de gás e petróleo estão em
contato direto com fluido em escoamento e com o ambiente externo. A exposição à
substâncias corrosivas pode ocasionar desgaste do material, diminuindo a espessura do
duto. O desgaste é normalmente um processo lento, porém contínuo.
A redução da área do duto devido à corrosão pode ser considerada como um ponto
concentrador de tensões onde há comprometimento da integridade estrutural e não está
previsto no projeto do duto. Em casos em que o desgaste do material ultrapassa a parede do
duto, ocorrem vazamentos, o que normalmente não é bem-vindo onde a tubulação está
instalada.
Figura 1.1 – Tubulação danificada
15
Quando é constatado que um segmento da tubulação contem uma anomalia ou
defeito, uma opção extrema é fechar a tubulação, remover os resíduos do fluido e cortar o
segmento, substituindo-o por um novo trecho. Este procedimento geralmente tem um custo
elevado, devido à queda de receita por conta da interrupção da produção. Por este motivo,
buscam-se alternativas que permitam reparar o duto, restabelecendo a integridade estrutural
sem a remoção do trecho instalado.
O trabalho apresentado em [2] trata da análise de sistemas de reparo à
base de resinas epóxi para dutos metálicos com danos por corrosão
localizados. Devido a perda de material por corrosão, esses dutos podem
estar submetidos à deformações elásticas ou inelásticas que impedem sua
operação. Para o caso de danos transpassantes, o foco principal é assegurar,
além da integridade estrutural, uma apl icação adequada do adesivo epóxi
em tal maneira que a tubulação não apresente vazamentos após o reparo. Tal
procedimento pode ser usado ou não associado com uma luva de material
compósito de forma a assegurar um nível satisfatório de integridade
estrutural.
Dutos com redução de espessura das paredes devido ao processo de corrosão podem
ser reparados ou reforçados através de uma luva de material compósito, após o
preenchimento do defeito com algum tipo de resina epóxi. No entanto, até o presente
momento, sistemas de reparos com compósitos poliméricos são pouco eficazes para
defeitos transpassantes em tubulações, pois, geralmente, não são capazes de evitar
vazamentos.
16
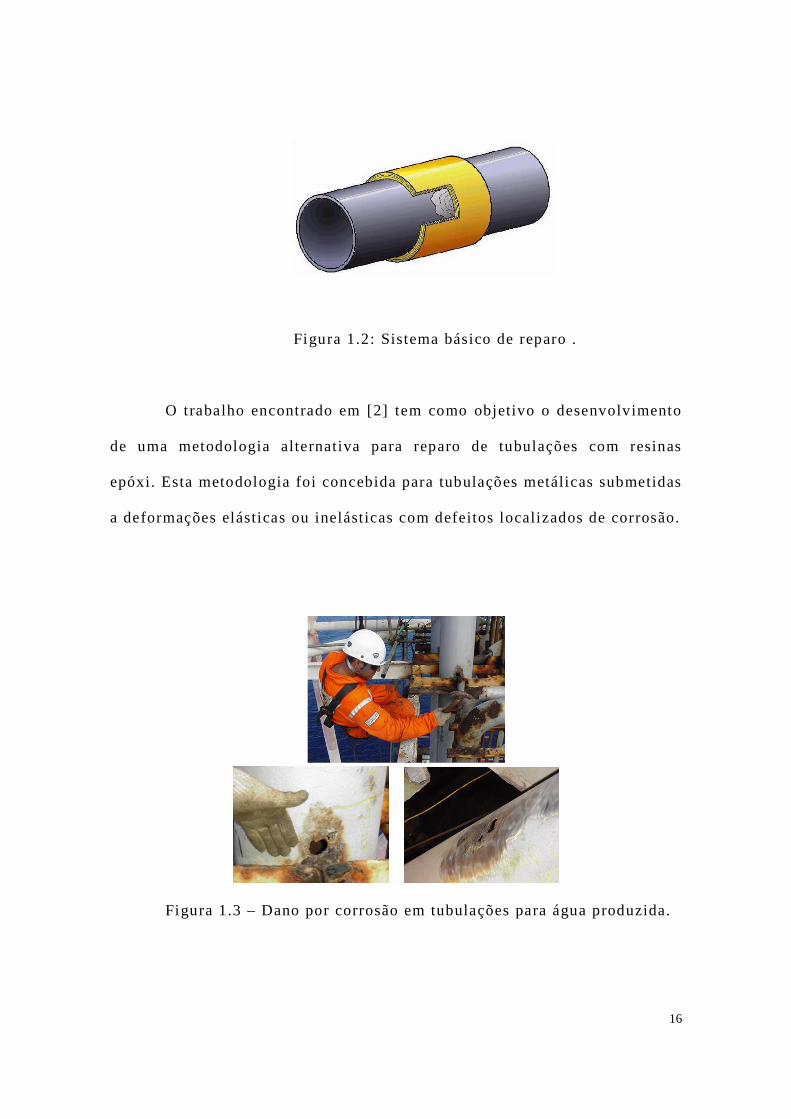
Figura 1.2: Sistema básico de reparo .
O trabalho encontrado em [2] tem como objetivo o desenvolvimento
de uma metodologia alternativa para reparo de tubulações com resinas
epóxi. Esta metodologia foi concebida para tubulações metálicas submetidas
a deformações elásticas ou inelást icas com defeitos localizados de corrosão.
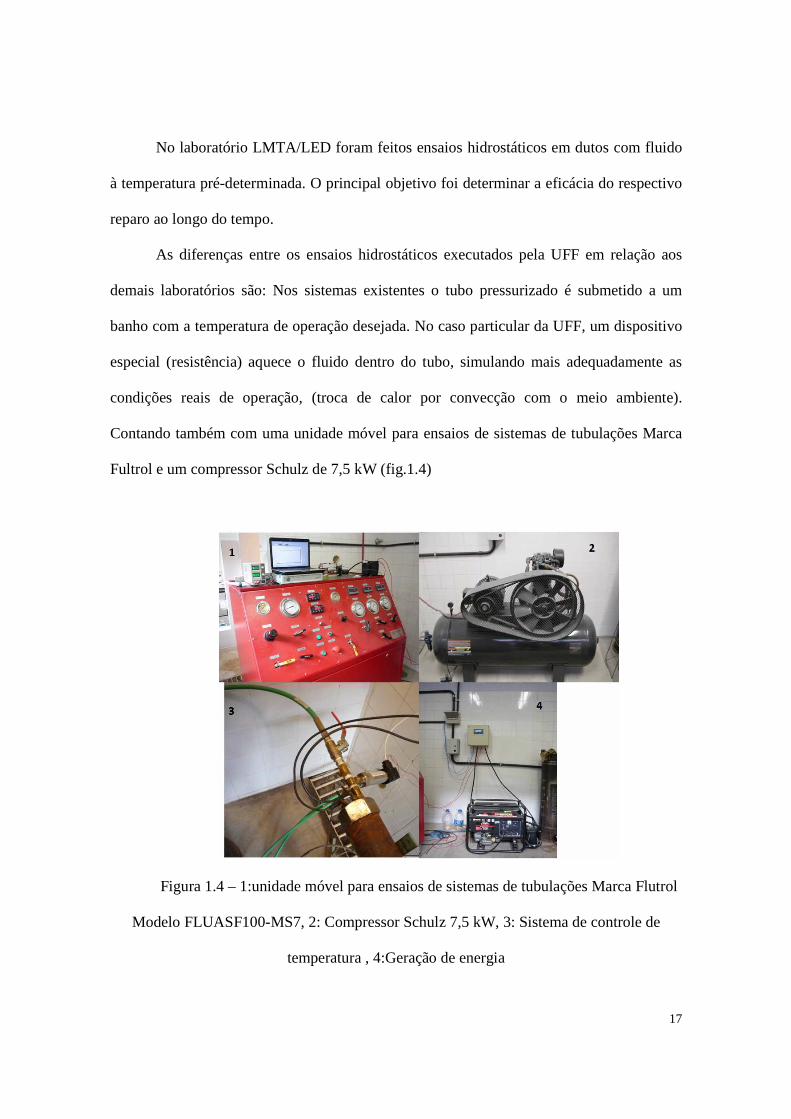
Figura 1.3 – Dano por corrosão em tubulações para água produzida.
17
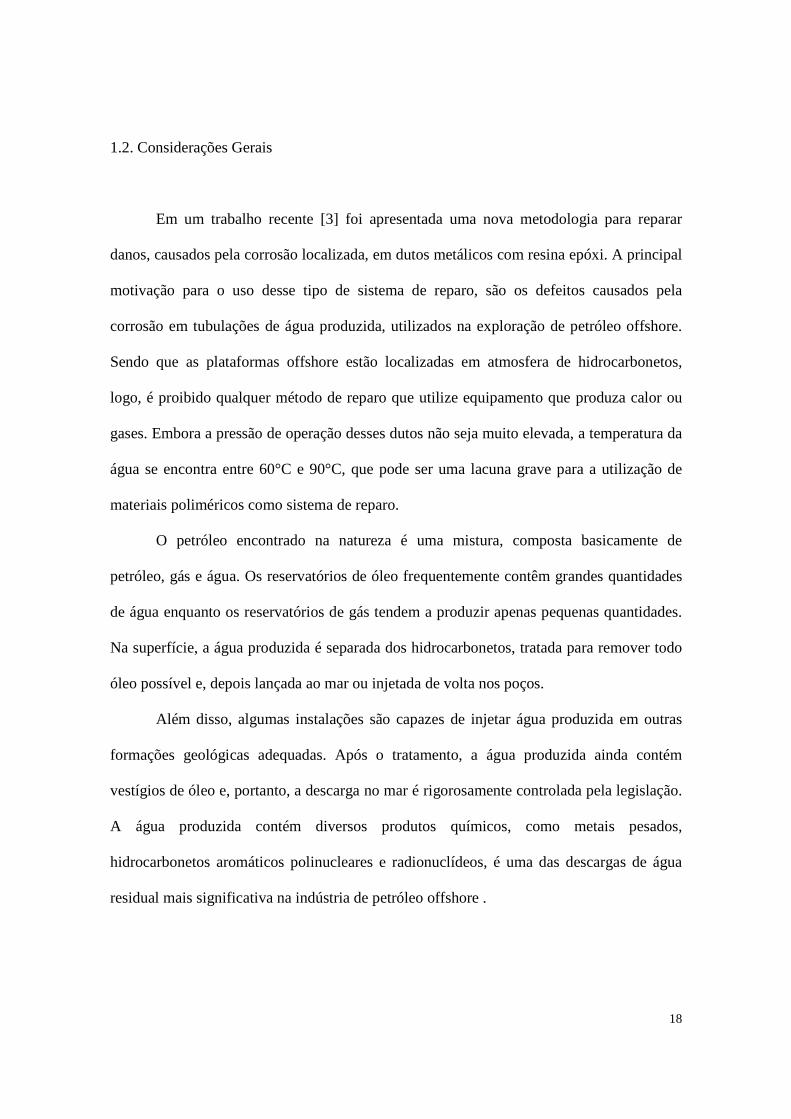
No laboratório LMTA/LED foram feitos ensaios hidrostáticos em dutos com fluido
à temperatura pré-determinada. O principal objetivo foi determinar a eficácia do respectivo
reparo ao longo do tempo.
As diferenças entre os ensaios hidrostáticos executados pela UFF em relação aos
demais laboratórios são: Nos sistemas existentes o tubo pressurizado é submetido a um
banho com a temperatura de operação desejada. No caso particular da UFF, um dispositivo
especial (resistência) aquece o fluido dentro do tubo, simulando mais adequadamente as
condições reais de operação, (troca de calor por convecção com o meio ambiente).
Contando também com uma unidade móvel para ensaios de sistemas de tubulações Marca
Fultrol e um compressor Schulz de 7,5 kW (fig.1.4)
Figura 1.4 – 1:unidade móvel para ensaios de sistemas de tubulações Marca Flutrol
Modelo FLUASF100-MS7, 2: Compressor Schulz 7,5 kW, 3: Sistema de controle de
temperatura , 4:Geração de energia
18
1.2. Considerações Gerais
Em um trabalho recente [3] foi apresentada uma nova metodologia para reparar
danos, causados pela corrosão localizada, em dutos metálicos com resina epóxi. A principal
motivação para o uso desse tipo de sistema de reparo, são os defeitos causados pela
corrosão em tubulações de água produzida, utilizados na exploração de petróleo offshore.
Sendo que as plataformas offshore estão localizadas em atmosfera de hidrocarbonetos,
logo, é proibido qualquer método de reparo que utilize equipamento que produza calor ou
gases. Embora a pressão de operação desses dutos não seja muito elevada, a temperatura da
água se encontra entre 60°C e 90°C, que pode ser uma lacuna grave para a utilização de
materiais poliméricos como sistema de reparo.
O petróleo encontrado na natureza é uma mistura, composta basicamente de
petróleo, gás e água. Os reservatórios de óleo frequentemente contêm grandes quantidades
de água enquanto os reservatórios de gás tendem a produzir apenas pequenas quantidades.
Na superfície, a água produzida é separada dos hidrocarbonetos, tratada para remover todo
óleo possível e, depois lançada ao mar ou injetada de volta nos poços.
Além disso, algumas instalações são capazes de injetar água produzida em outras
formações geológicas adequadas. Após o tratamento, a água produzida ainda contém
vestígios de óleo e, portanto, a descarga no mar é rigorosamente controlada pela legislação.
A água produzida contém diversos produtos químicos, como metais pesados,
hidrocarbonetos aromáticos polinucleares e radionuclídeos, é uma das descargas de água
residual mais significativa na indústria de petróleo offshore .
19
O presente trabalho trata da análise de alguns ensaios especiais desenvolvidos para a
análise da integridade estrutural de dutos de água produzida utilizados na exploração de
petróleo offshore:
(i) ensaio realizado para determinação da tensão de escoamento e ruptura dos corpos
de prova não danificados;
(ii) ensaios de longo prazo realizados a uma pressão constante (geralmente acima
de 3MPa), com temperatura da água entre 60°C e 90°C, em corpos de prova danificados
para verificar a durabilidade de algum sistema de reparo com resina epóxi.
Os ensaios hidrostáticos são normalmente conduzidos sob os requisitos e/ou
especificações da indústria e/ou do cliente. Eles são geralmente realizados tendo como
corpo de prova, um recipiente cilíndrico e fechado nas extremidades, e são frequentemente
utilizados para avaliar as informações sobre a resistência mecânica da tubulação (ou sobre a
eficácia do reparo dado ou sistema de reforço de um duto danificado) . O material, o
diâmetro e a espessura da parede do corpo de prova são normalmente os mesmos da
tubulação real. O cilindro é fechado nas extremidades com uma tampa soldada ou um
flange de pressão aparafusado. No entanto, uma vez que a tubulação real não é um
recipiente fechado, conclusões equivocadas podem ser feitas se a perturbação causada pelas
extremidades fechadas do corpo de prova não for levado em conta.
A fim de identificar e, eventualmente “corrigir” ou até mesmo eliminar o efeito
causado pelas extremidades fechadas do corpo de prova em resultados experimentais, uma
análise teórica é realizada fazendo o uso de um conjunto de equações constitutivas elasto-
plástica e também um lei de estado especial para água líquida sob altas pressões.
20
No caso de ensaios de escoamento e de ruptura, a tensão axial induzida pela pressão
aplicada nas extremidades do corpo de prova. No presente trabalho, o problema é modelado
no contexto da elasto-plasticidade como um cilindro de paredes finas fechado nas
extremidades sob pressão. Uma solução analítica é obtida e está demonstrado que ambas as
pressões de escoamento e de ruptura obtidos experimentalmente para o corpo de prova é de
aproximadamente 2/√3 (1.155) superior ao obtido em uma tubulação longa. O caráter dos
corpos de prova pode levar à conclusões equivocadas. Dutos reais são longos e os efeitos
das tensões axiais em linhas retas são quase insignificante, o que não é o caso das amostras
para os ensaios hidrostáticos. Portanto, essa diferença deve ser levada em conta ou a
resistência da tubulação é superestimada. As previsões de pressões de ruptura de diferentes
corpos de prova usando o modelo elasto-plástico apresentam uma boa concordância com os
resultados experimentais. Os resultados previstos se aproximam mais dos resultados
experimentais que o obtido usando o ASME Boiler and Pressure Vessel Code [4].
No caso dos ensaios de longa duração (mais de 1000 horas), sob temperaturas mais
elevadas do líquido, podem ocorrer previsões erradas, dependendo de como o sistema de
ensaio é preparado. Nesses ensaios, os corpos de prova com defeito transpassante por
corrosão, reparado com algum sistema com epóxi, são submetidos a uma pressão constante
(geralmente acima de 3MPa) em temperaturas entre 60°C e 90°C. A idéia é verificar a
durabilidade do reparo.
21
Experimentalmente verifica-se que, em um vaso de pressão fechado com água sob
condições similares, se uma válvula de alívio não é usada (daí, o corpo de prova é
completamente fechado e que a massa do fluído é constante no seu interior), uma variação
de temperatura muito baixa (até 1K) pode induzir uma variação enorme de pressão, levando
o reparo à falha. No presente estudo, propõe-se uma simples equação constitutiva para água
em pressões muito altas. É uma lei de estado simples que estende a equação de Tait para
fluídos barotrópicos (ou chamada de equação de estado de Murnaghan no contexto de um
sólido elástico [5-7]) para contabilizar pequenas variações de temperatura.
As previsões das variações de pressão causadas por pequenas variações de
temperatura usando a lei de estado proposta estão de acordo com os resultados
experimentais. Com essa lei de estado, também é possível verificar o pico de pressão
induzido por uma pequena variação de temperatura. Portanto, ensaios hidrostáticos de
longa duração devem ser realizados com a utilização de uma sistema de alívio de pressão.
Sem uma válvula de alívio, a durabilidade e eficácia do sistema de reparo podem ser
subestimadas devido a uma falha causada por picos de pressão indesejáveis e inesperados,
induzidos pela variação de temperatura muito pequena, admitidos pelo sistema de controle
de temperatura.
22
Capítulo 2
Modelagem da pressão de ruptura de cilindros
elasto-plásticos
2.1. Introdução:
A tensão axial induzida pela pressão aplicada nas extremidades do corpo de
prova pode ser importante no caso de ensaios de ruptura de cilindros pressurizados. Embora
uma variedade de artigos relacionados com este assunto tem sido desenvolvida no contexto
da plasticidade moderna [8-10], o objetivo desta seção é propor uma análise teórica, restrita
às tubulações de paredes finas, e considerando um determinado conjunto de equações
constitutivas elasto-plásticas, a fim de obter uma expressão simples e útil para as
estimativas de pressão de ruptura. Curiosamente, uma das principais motivações para a
realização de investigações experimentais sobre os ensaios de ruptura de cilindros
pressurizados, é a avaliação do comportamento da falha da câmara de motores de foguetes
de aço sob pressão interna [11-12].

23
2.2. Resumo das equações constitutivas elasto-plásticas:
O conjunto de equações constitutivas elasto-plásticas a seguir é um caso particular de
equações constitutivas discutidos em [13], mas restrito ao endurecimento isotrópico. Essas
equações são adequadas para modelar o comportamento monótono inelástico de um
material metálico à temperatura ambiente.
No caso de pequenas deformações e processos isotérmicos, além do tensor da tensões σ
e o tensor deformação 1[ ( ) ]
2Tu uε = ∇ + ∇ (u é o deslocamento de um ponto material
dado), nesta é considerado as variáveis auxiliares a seguir: tensor deformação plástica pε ,
deformação plástica acumulada p e uma outra variável Y , relacionada com o
endurecimento isotrópico. Um conjunto completo de equações constitutivas elasto-plásticas
é dado por:
(1 )
( - )1 ( - ) ( - ) - ( )1(1 )(1 - 2 ) (1 )
p p pE E
tr trE E
ν ν νσ ε ε ε ε ε ε σ σ
ν νν+
= + ⇒ =+ +
(1)
3
2
p S pJ
ε =ɺ ɺ (2)
1 2[1 exp( )]y v v pY σ= + − − (3)
0; ( ) 0; 0p F J Y pF≥ = − ≥ =ɺ ɺ (4)
com
33
2
11
3 3( : ) ( )
2 2 ijji
J S S S==
= = ∑∑ (5)

24
Onde E é o modulo de young, ν coeficiente de Poisson e yσ , 1v , 2v são
constantes positivas que caracterizam o comportamento plástico do material. 1 é o tensor
identidade, e (•)tr é o traço de um tensor ( )• . σ é o tensor tensão e S é o desviador do
tensor tensão dado por:
( )1 ( )13
S trσ σ = −
(6)
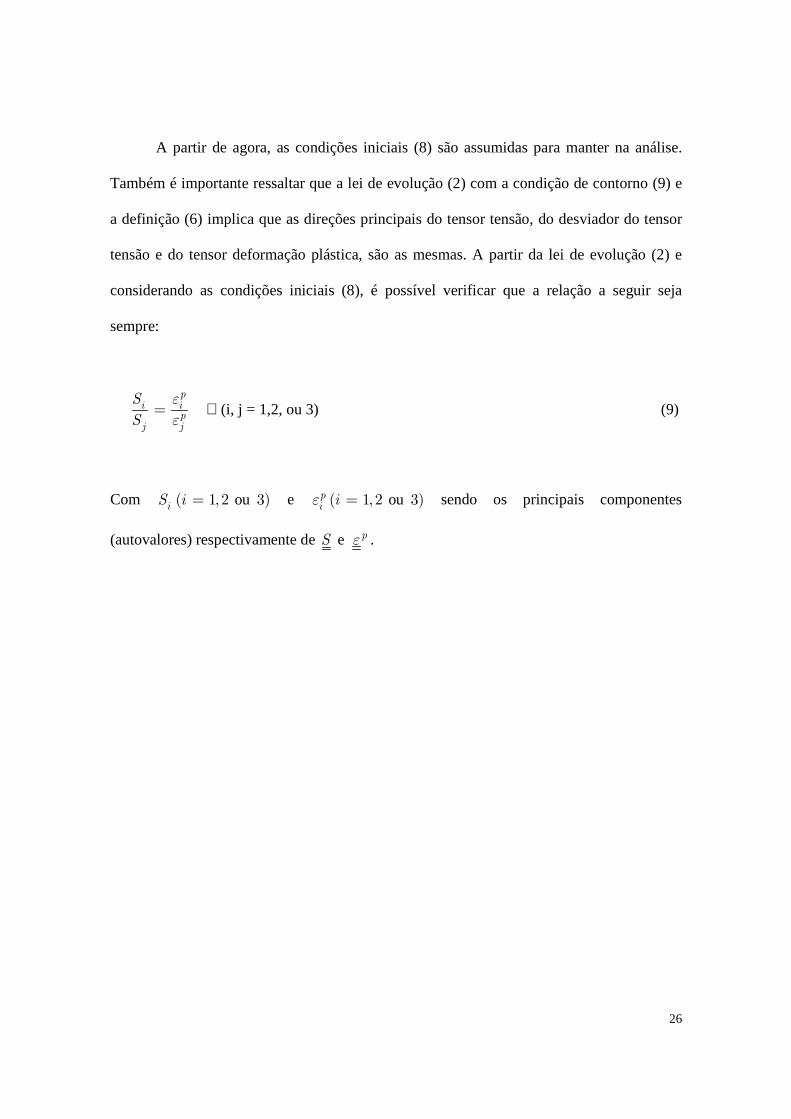
J é a tensão equivalente de von Mises. Y é uma variável auxiliar relacionada com o
endurecimento isotrópico. Observando os autovalores de S dados por 1 2 3{ , , }S S S , o
domínio elástico pode ser representado no espaço das direções principais da tensão
desviadora, como uma esfera centrada na origem com raio 2/3 R Y= (ver Fig 1).
Figura 2.1: Domínio elástico no espaço das direções principais do desviador do tensor
tensão.

25
p é usualmente chamado de deformação plástica acumulada e pɺ pode ser interpretado
como multiplicador de Lagrange associado à restrição 0F ≤ . A função F caracteriza o
domínio elástico e a região de escoamento. Da eq. (2) é possível verificar que
0
2 2: ( ) ( 0) ( ) ( )
3 3
t
p p p p
t
p p t p t dε ε ε ζ ε ζ ζ
=
= ⇒ = = + ⋅ ∫ɺ ɺ ɺ ɺɺ (7)
Se F < 0, a partir da segunda relação em (4) segue que J <Y . Assim, a partir da
relação 0pF =ɺ , é possível concluir que 0p =ɺ . Se 0p ≠ɺ , da condição 0pF =ɺ que se
trata, necessariamente 0F = . Além disso, a partir das eqs. (2) e (3) é possível verificar
que, neste caso 0pε ≠ɺ e 0Y ≠ɺ . Portanto, o material elasto-plástico é caracterizado por
um domínio elástico no espaço da tensão, onde não ocorre escoamento
( 0pε =ɺ , 0p Y= =ɺɺ se 0F < ). Geralmente as condições iniciais a seguir são usadas
para material ‘’virgem’’.
( 0) 0, ( 0) 0pp t tε= = = = (8)
26
A partir de agora, as condições iniciais (8) são assumidas para manter na análise.
Também é importante ressaltar que a lei de evolução (2) com a condição de contorno (9) e
a definição (6) implica que as direções principais do tensor tensão, do desviador do tensor
tensão e do tensor deformação plástica, são as mesmas. A partir da lei de evolução (2) e
considerando as condições iniciais (8), é possível verificar que a relação a seguir seja
sempre:
p
i ip
j j
S
S
ε
ε= ∀ (i, j = 1,2, ou 3) (9)
Com iS ou( 1, 2 3)i = e p
iε ou( 1, 2 3)i = sendo os principais componentes
(autovalores) respectivamente de S e pε .

27
2.3 Cilindro elasto-plástico de paredes finas sob pressão interna:
Nessa seção considera-se um cilindro elasto-plástico com raio internto ir , espessura
e submetido a pressão interna P . O raio interno ir e a espessura e são tais que:
10ir
e> (10)
Os componentes do tensor tensão σ em coordenadas cilíndricas para um cilindro de
paredes finas são classicamente aproximados no contexto da teoria de membranas pelas
seguintes equações:
0 0
0 0
0 0
r
z
θ
σ
σ σ
σ
=
com, (11)
0rσ = ; iPr
eθσ = ;
para cilindros abertos
para cilindros fechados
0,
,2 2
ziPr
eθ
σ σ
= =
rσ é o componente radial da tensão, θσ componente circunferencial da tensão e
zσ o componente axial da tensão. Todos os outros componentes são considerados iguais a
zero.

28
Desde que os componentes circunferencial e axial não sejam independentes, no caso
de tubos fechados ( /2z θσ σ= ), simplificações adicionais podem ser obtidas. O traço do
tensor das tensões é, então, dado por:
para cilindros abertos
para cilindros fechados
,1 1 3( ) ( )3 3 ,
2
r ztr
θ
θθ
σ
σ σ σ σ σ
= + + =
(12)
Introduzindo as eqs. (11), (12) na eq. (6), é possível concluir que a componente
radial, circunferencial e axial rS ,Sθ, zS do desviador do tensor tensão S são suas únicas
componentes não nulas: ( )3 3r rS θ θσ σ
σ= − = − ; 2
( )3 3
S θ θθ θ
σ σσ= − = ,
( )3 3z zS θ θσ σ
σ= − = − para cilindros abertos e 02 2rSθ θσ σ
= − = − ;
2 2S θ θθ θ
σ σσ= − = ; 0
2 2zSθ θσ σ
= − = para cilindros fechados nas extremidades.
Assim
10 0
32
0 03
10 0
3
r
z
S
S S
S
θ
θ θ
θ
σ
σ
σ
= − = = = −
;
0 02
0 02
0 0 0
r
z
S
S S
S
θ
θθ
σ
σ
=− = = =
(13)
Cilindros abertos nas extremidades Cilindros fechados nas extremidades

29
É importante observar que os principais componentes da tensão desviadora e da
deformação plástica não são independentes, o que permite a introdução de novas
simplificações nas equações. Da eq. (9), vem que
p
r rp
S
Sθ θ
ε
ε= (14)
Em particular, a partir das eqs. (13) e (14), é possível verificar que as seguintes relações
sempre assegura-se
1
2p p pr z θε ε ε= = − , para cilindros abertos (14.1)
, 0p p pr zθε ε ε= − = , para cilindros fechados (14.2)
Portando, usando a eq. (2) e as condições iniciais (8), é possível concluir que o tensor
deformação plástica é dado por:
10 0
20 0
10 0
2
p pr
pp
p pz
θ
θ
θ
ε ε
ε ε
ε ε
= −
= = −
;
0 0
0 0
0 0 0
p pr
pp
pz
θ
θ
ε ε
ε ε
ε
=− = =
(15)
cilindro aberto cilindro fechado

30
Usando a definição (5) e a eq. (13) é possível obter a tensão equivalente de von
Mises.
iPrJeθ
σ= = ; para cilindros abertos (16.1)
3 3
2 2i
PrJ
eθσ= = ; para cilindros fechados (16.2)
Introduzindo as eqs (11), (15), (16) em (1) – (4), é possível obter o seguinte
conjunto de equações constitutivas para cilindros de paredes finas.
1
( )pi
PrEeθ θ
ε ε− = , para cilindros abertos (17.1)
(2 - )
)2
( - pi
PrEeθ θ
νε ε = , para cilindros fechados (17.2)
p pθε =ɺ ɺ , para cilindros abertos (18.1)
3
2p pθε = ɺɺ , para cilindros fechados (18.2)
0;p ≥ɺ 0F ≤ ; 0pF =ɺ (19)
com
- 0iPrF Ye
= ≤ , para cilindros abertos (20.1)
3
- 02
iPr
F Ye
= ≤ , para cilindros fechados (20.2)
1 2[1 exp( )]y v v pY σ= + − − (21)

31
Esse conjunto de equações {(17.2), (18.2), (19), (20.2), (21)} que modelam o
comportamento de um cilindro fechado que coincide com um modelo de um cilindro aberto
dados os parâmetros E , yσ , 1v , 2v que, em { (17.1), (18.1), (19), (20.1), (21) } são
substituídos, respectivamente por 2
(2 - )
E
ν
,
2
3yσ
, 12
3
v , 22
3
v .
As deformações radial e axial não são independentes e podem ser obtidas a partir da
deformação circunferencial, como segue:
( ) ( ) - ( )2 2
p pp
r zθ θ
θ θ
ε εε ε ν ε ε+ = + = − , para cilindro abertos (22.1)
3
) )(2 - )
( ( -p pr θ θ θ
ν
νε ε εε+ =− ;
(1 2 ))
(2 - )( - pz θ θ
ν
νε ε ε
−= , para cilindros fechados (22.2)
Para uma solicitação monótona (i.e. , >0P tα α= ), o comportamento do cilindro é
elástico ( 0pθε = ) enquanto 0F ≤ . A partir da condição 0pF =ɺ em (19) , é possível
concluir que 0F = quando 0p >ɺ ( e portanto, quando ocorre escoamento: 0pθε >ɺ ).
Usando a definição de F nas eqs. (20.1) e (20.2), segue que:
1 20 0 [1 exp( )]piy
i
Pr eF Y P v v
e r θσ ε = ⇒ − = ⇒ = + − − , para cilindro aberto
1 2
3 20 0 [1 exp( )]
2 3pi
y
i
Pr eF Y P v v
e r θσ ε = ⇒ − = ⇒ = + − − , para cilindro fechado

32
Como conseqüência, uma vez que a carga é monótona, a pressão P esta relacionada
com o componente da deformação plástica circunferencial pθε pela seguinte relação:
1 2[1 exp( )]py
i
eP v v
r θσ ε = + − − , se i
y
Pr
eσ≥ - para cilindros abertos (23.1)
1 2
2[1 exp( )]
3p
y
i
eP v v
r θσ ε = + − − , se
3
2i
y
Pr
eσ≥ - para cilindros fechados (23.2)
A pressão para o escoamento yP é obtida tomando, 0pθε =
y y
i
eP
rσ= , para cilindros abertos (24.1)
2
3y y
i
eP
rσ= ,para cilindros fechados (24.2)
A pressão de ruptura é a máxima pressão maxP é obtida tomando o limite de P
como pθε → ∞ . Portanto
max 1 2
max1
[1 exp( )]lim
( ) ( )
py
i
y
i i
p
eP v v
r
e ev
r r
θ
θε
σ ε
σ σ
→∞
= + − − =
= + =, para cilindro aberto (25.1)
max 1 2
max1
2 [1 exp( )]lim
3
2 2( ) ( )
3 3
py
i
yi i
p
eP v v
r
e ev
r r
θ
θε
σ ε
σ σ
→∞
= + − − =
= + =
, para cilindro fechado (25.2)
33
É possível mostrar em [12] que max 1( )y vσ σ= + é a tensão de ruptura obtida num
ensaio de tração. Desde 1 2[1 exp( )]py v vθ
σ σ ε = + − − , se yσ σ≥ então:
max 1 2 1[1 exp( )] ( )lim py ypv v v
θ
θε
σ σ ε σ→∞
= + − − = + (26)
Eqs. (24.1), (24.2) e (25.1), (25.2) mostram que, a fim de determinar a pressão de
escoamento e pressão de ruptura para um dado cilindro com raio interno ir e espessura de
parede e (com 10ir e≥ ), é somente necessário conhecer a tensão de escoamento yσ e a
tensão de ruptura maxσ , obtidos experimentalmente em um ensaio de tração do material da
tubulação. Além disso, as eqs. (24.1), (24.2) e (25.1), (25.2) mostram que tanto a pressão
para o escoamento quanto a pressão de ruptura em um cilindro fechado, são 2
3 vezes
maior (1.155 vezes – 15.5%) que o cilindro aberto.
Linhas retas de tubulações com paredes finas, são modeladas razoavelmente
considerando dutos abertos. Corpos de prova para ensaios hidrostáticos são mais bem
modelados, levando em consideração o cilindro com as extremidades fechadas. Assim,
tanto a pressão para o escoamento quanto a pressão de ruptura de um corpo de prova
metálico, medido em um ensaio de laboratório, tendem a ser maiores do que as pressões em
tubulações retas de paredes finas com o mesmo material, diâmetro e espessura da parede.
Isso significa que os resultados dos ensaios de ruptura, podem ser usados com cuidado, pois
eles podem levar a uma superestimação da pressão de uma linha real.
34
Capítulo 3
Modelagem do efeito de pequenas variações de
temperatura da água em ensaios hidrostáticos de
longa duração
3.1. Introdução
A reabilitação de dutos corroídos com sistema de reparo epóxi está se tornando uma
prática de engenharia bem aceita e uma alternativa interessante aos métodos de reparo
clássico para tubos metálicos, principalmente na indústria de petróleo, poupando tempo e
permitindo operações mais seguras.
Nestes sistemas de reparo, um segmento de tubulação ou vaso é reforçado com
material compósito aderido concentricamente, após a aplicação do enchimento de epóxi no
defeito de corrosão. Dutos corroídos com defeitos transpassantes, também podem ser
reparados com diferentes sistemas epóxi (veja [3], por exemplo). Neste caso, o desafio é
assegurar um nível satisfatório de integridade estrutural e também que o tubo não apresente
vazamento após o reparo.
35
No caso de defeitos transpassantes por corrosão em dutos de água produzida, usados
na exploração de petróleo offshore, a temperatura da água é uma lacuna importante para o
uso de material polimérico como sistema de reparo. Neste caso, é comum realizar ensaios
hidrostáticos de longa duração (entre 1000 e 2000 horas), com pressão interna constante e
temperatura (entre 60°C e 90°C) para verificar a eficácia do reparo para evitar vazamento.
Ensaios hidrostáticos de longa duração, nesta faixa de temperatura (entre 60°C e
90°C) podem ser realizados com o uso de um tanque de água quente, no qual o corpo de
prova é submerso, ou então com um sistema especialmente desenvolvido para este
procedimento (veja[3]) em que o sistema como um todo (incluindo a resistência elétrica) é
enroscada em uma das extremidades do corpo de prova.
Não importa o equipamento de ensaio hidrostático de longa duração adotado, para
controlar com precisão a temperatura sem o envolvimento manual do operador, um sistema
de controle de temperatura depende de um controlador, que aceita um sensor de
temperatura, tais como: termopares ou RTD como entrada. Ele compara a temperatura real
para o controle de temperatura desejado e fornece uma saída para um elemento de controle.
O controlador é uma parte do sistema de controle inteiro, e todo o sistema deve ser
analisado na escolha do tratamento adequado. Existem alguns tipos diferentes de
controladores, mas o mais simples e mais usual neste tipo de ensaio é o controlador ‘’on-
off’’. Geralmente, as oscilações de temperatura são pequenas comparadas com a
temperatura de controle (set point). No entanto, em um recipiente fechado com água líquida
em alta pressão, uma pequena variação da temperatura acima da temperatura de controle
desejado, pode causar uma variação enorme da pressão.
36
No caso de um ensaio de longa duração em um tubo danificado, reparado com um
sistema epóxi, pequenas variações de temperatura devido ao sistema de controle, pode
causar um pico de pressão, levando à falha. Geralmente esse tipo de pico de pressão é
muito rápido e, eventualmente, não é registrado, o que pode causar conclusões equivocadas
sobre a durabilidade do sistema de reparo de epóxi. A falha do reparo pode ser causada pela
variação de pressão e não por causa do efeito da temperatura no comportamento do
polímero.
3.2. Resumo da equação de estado para água líquida sob altas pressões
O objetivo desta seção é apresentar uma equação de estado da água líquida sob altas
pressões. A equação proposta é uma generalização da equação de estado de Tait, para
incluir as variações de temperatura muito pequenas. A equação de estado de Tait para
líquidos compressíveis (ou chamada de equação de estado de Murnaghan no contexto de
um sólido elástico [5]-[7]), modela um líquido tais como a água, como compressível,
líquido barotrópico, cujo módulo de compressibilidade é uma função da pressão. Por isso,
esta equação de estado envolve apenas as variáveis de densidade e pressão. No entanto, é
uma equação altamente não linear, da forma:
( )1/
( )o oo o
P BP P B B
P B
γ γρ
ρ ρρ
+ = + − ⇒ = + (27)
onde P e ρ denotam a pressão e a densidade, respectivamente. oP e oρ são a pressão e a
densidade no estado de referência. B e γ são parâmetros positivos.

37
Duas alternativas de equações constitutivas são sugeridas para estender a lei de
estado (27) a fim de considerar a pequena variação de temperatura a partir da a temperatura
de referência oθ .
( )
( )[ ] [ ]1/
11 ( ) 1 ( )o o oo o o
P BP P B B
P B
γγρ ρ
η θ θ η θ θρ ρ
− + = − − ⇒ = + − − − + (28.1)
ou
( )
( )1/
( ) ( )o o oo o o
P BP P B B
P B
γγρ ρ
η θ θ η θ θρ ρ
+ = − − ⇒ = + + − − + (28.2)
Com η sendo um parâmetro de pressão positive dependente.
38
Capítulo 4
Resultados e Discussão
4.1. Ensaios de Ruptura
Essa seção tem como objetivo comparar o modelo de previsão da pressão de ruptura
de vasos de pressão cilíndricos fechados nas extremidades, com alguns resultados
experimentais. A seguinte expressão para calcular a pressão de ruptura é encontrado na
ASME Boiler an Pressure Vessel Code [4].
max max( )0.6
i
eP
r e
ωσ=
+ (29)
Onde maxσ é a tensão de ruptura obtida em um ensaio de tração; ω (0 1ω< ≤ ) é a
eficiência da junta soldada = 1 (para tubos sem costura); ir é o raio interno (in) e e a
espessura da parede (in).
39
De agora em diante, a pressão de ruptura de um corpo de prova será aproximada por
meio de duas abordagens distintas: (i) multiplicar a tensão de ruptura obtida no ensaio de
tração por um fator 0.6
i
e
r e
ω
+ (padrão ASME) ou (ii) multiplicar a tensão de ruptura obtido
no ensaio de tração por um fator 2
3i
e
r
ω ( modelo da elasto-plasticidade).
Ensaios hidrostáticos realizados por Loureiro em [14], em tubo sem costura foram
escolhidos como passo preliminar para avaliar a adequação do modelo de precisão da
pressão de ruptura. O raio interno e a espessura da parede do tubo foram ir =2.52’’ (64.01
mm) e e = 0.258’’ (6.55 mm) e o material do tubo era uma liga de alumínio SB – 241 6063
– T5, cuja composição é mostrada na tabela 4.1.
Tabela 4.1 – Composição química da liga de alumínio [14] Al Si Fe Cu Mn Mg Zn Ti
98.83 0.41 0.07 0.003 0.004 0.19 0.006 0.003
O valor médio para maxσ foi 25762 psi (177.62 MPa), obtidos após 5 ensaios de
tração realizados segundo a norma ASTM B557 [14]. Nesses ensaios de ruptura, a pressão
foi gradualmente aumentada até a ruptura. A tabela 4.2 apresenta os dados experimentais e
as pressões de ruptura previstas. A pressão de ruptura para esta tubulação sem costura
usando o código ASME eq. (25) é ≈ 82.5% da pressão medida experimentalmente
(respectivamente 17.13 MPa e 20.76 MPa). A pressão de ruptura prevista com o modelo da
elasto-plasticidade foi 20.99 MPa (≈ 1.0 % acima do experimentas). A previsão do código
ASME é mais conservadora, enquanto o resultado da teoria elasto-plástica é mais próximo
da realidade.
40
As previsões usando a expressão fornecida pelo código ASME são mais adequadas
para linhas longas que podem ser modelados como tubos abertos. No caso de tubos
fechados, a pressão de ruptura estimada a partir do código ASME e também da elasto-
plasticidade, podem ser usados respectivamente como limites inferior e superior para
projeto.
Tabela 4.2: Pressões de ruptura previstas [13]. Pressão de ruptura experimental [13] 3011 psi (20.76 MPa)
ASME pressão de ruptura previsto 2485 psi (17.13 MPa)
Modelo pressão de ruptura previsto 3044 psi (20.99 MPa)
Ensaios de ruptura em câmaras de motor de foguete, foram realizados por Beena et
al [11], também foram utilizados para verificar a adequação do modelo de previsão. O raio
interno e a espessura da parede do tubo foram ir = 103.3 mm e e = 2.6 mm, sendo o
material do tubo um aço 15CDV6 com maxσ = 1010.0 MPa. O nome 15DCV6 é uma
designação francesa em que o primeiro número é igual a cem vezes a concentração de
carbono. As letras que seguem indicam os outros elementos presentes, na ordem
decrescente de concentração. O ultimo dígito é igual a quatro vezes a concentração de
cromo. Nesta representação francesa, C representa o cromo, D para o molibdênio, e V do
vanádio. Daí resulta que, em aço 15CDV6, a concentração de carbono é de 0,15%,
enquanto que o cromo é de 1,5%, e as concentrações de molibdênio e vanádio, são menos
de 1,5% cada. Por isso, é um aço de baixa liga, em que a proporção de peso de todos os
elementos de liga conjunta seja inferior a 5%.
41
A pressão de ruptura obtidos em dois ensaios experimentais foram 28.86 MPa e
29.23MPa (média de 29.05 MPa). A pressão de ruptura prevista usando eq. (27) é 25.48
MPa. A pressão de ruptura prevista usando o modelo elasto-plástico é 29.39 MPa (1.15
vezes o código ASME), que está em boa concordância com os dois resultados de ensaio de
ruptura dos casos de motor de foguete. A tensão de escoamento experimental de 0.2%,
medida em ensaios de tração foi 915.27 MPa. A pressão de escoamento experimental foi
26,49 MPa. A previsão da pressão de escoamento usando a teoria elasto-plástica é 26.63
MPa.
Como pode ser verificado, mais uma vez a precisão da pressão de ruptura segundo
código ASME, são mais próximos aos obtidos utilizando a teoria da elasto-plasticidade
para tubos abertos (a pressão de ruptura para tubos fechados é 15.5% vezes maior que para
um tubo aberto). Portanto, as previsões segundo o código ASME são mais adequadas para
linhas longas que podem ser modeladas como tubulações abertas.
Nos resultados apresentados na tabela 4.3 que foi adotado a eficiência 1ω = , mas
nos casos de tubos com costura os autores em [11] afirmam que a eficiência da solda é
93.5-98% (0.935 ω≤ ≤0.98). Com essa correção, a pressão de ruptura prevista com o
modelo elasto-plástico está ainda mais perto do que os obtidos experimentalmente.
Tabela 4.3: Pressões de ruptura previstas [11]. Pressão de ruptura experimental [10] 29.05 MPa
ASME pressão de ruptura previsto 25.48 MPa
Modelo pressão de ruptura previsto 29.39 MPa
42
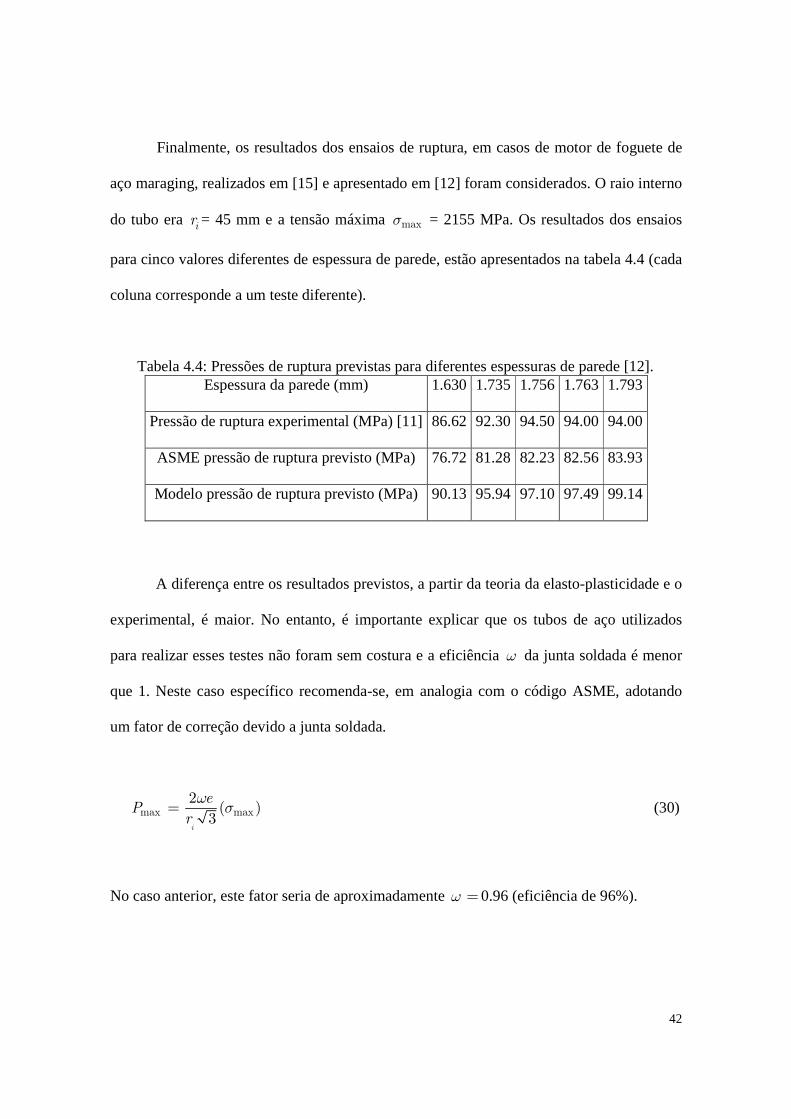
Finalmente, os resultados dos ensaios de ruptura, em casos de motor de foguete de
aço maraging, realizados em [15] e apresentado em [12] foram considerados. O raio interno
do tubo era ir = 45 mm e a tensão máxima maxσ = 2155 MPa. Os resultados dos ensaios
para cinco valores diferentes de espessura de parede, estão apresentados na tabela 4.4 (cada
coluna corresponde a um teste diferente).
Tabela 4.4: Pressões de ruptura previstas para diferentes espessuras de parede [12]. Espessura da parede (mm) 1.630 1.735 1.756 1.763 1.793
Pressão de ruptura experimental (MPa) [11] 86.62 92.30 94.50 94.00 94.00
ASME pressão de ruptura previsto (MPa) 76.72 81.28 82.23 82.56 83.93
Modelo pressão de ruptura previsto (MPa) 90.13 95.94 97.10 97.49 99.14
A diferença entre os resultados previstos, a partir da teoria da elasto-plasticidade e o
experimental, é maior. No entanto, é importante explicar que os tubos de aço utilizados
para realizar esses testes não foram sem costura e a eficiência ω da junta soldada é menor
que 1. Neste caso específico recomenda-se, em analogia com o código ASME, adotando
um fator de correção devido a junta soldada.
max max2
( )3
i
eP
r
ωσ= (30)
No caso anterior, este fator seria de aproximadamente ω =0.96 (eficiência de 96%).
43
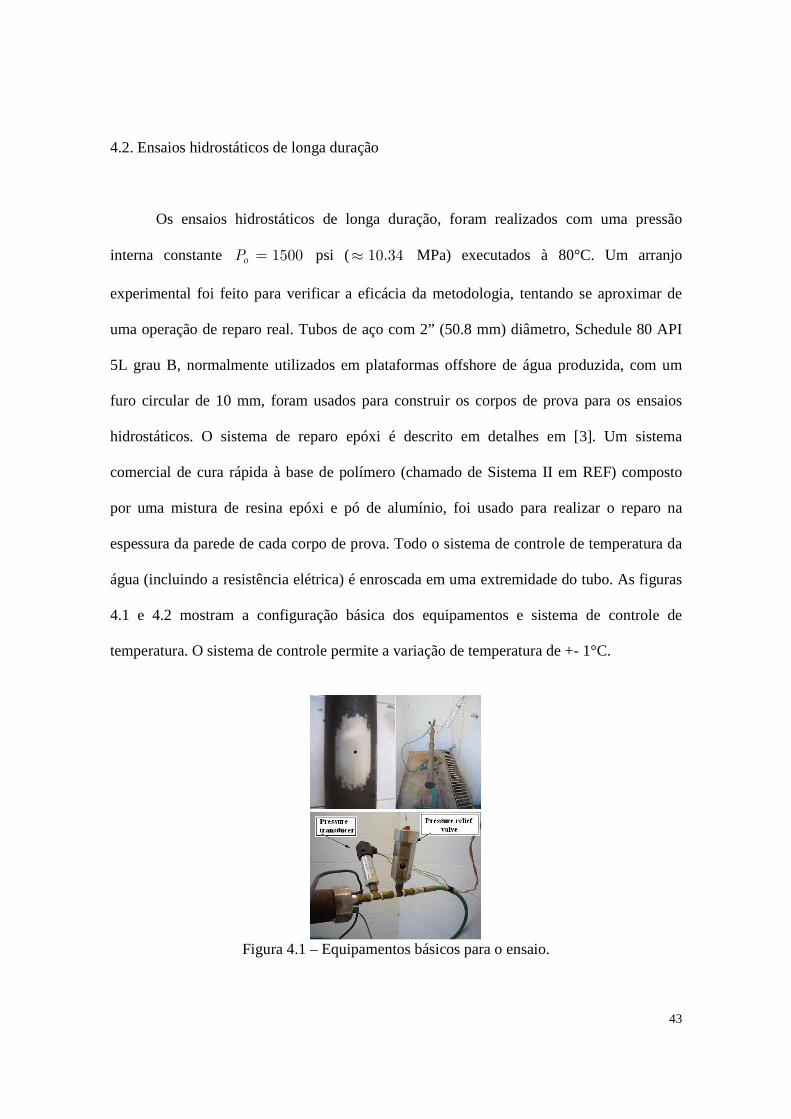
4.2. Ensaios hidrostáticos de longa duração
Os ensaios hidrostáticos de longa duração, foram realizados com uma pressão
interna constante 1500oP = psi ( 10.34≈ MPa) executados à 80°C. Um arranjo
experimental foi feito para verificar a eficácia da metodologia, tentando se aproximar de
uma operação de reparo real. Tubos de aço com 2” (50.8 mm) diâmetro, Schedule 80 API
5L grau B, normalmente utilizados em plataformas offshore de água produzida, com um
furo circular de 10 mm, foram usados para construir os corpos de prova para os ensaios
hidrostáticos. O sistema de reparo epóxi é descrito em detalhes em [3]. Um sistema
comercial de cura rápida à base de polímero (chamado de Sistema II em REF) composto
por uma mistura de resina epóxi e pó de alumínio, foi usado para realizar o reparo na
espessura da parede de cada corpo de prova. Todo o sistema de controle de temperatura da
água (incluindo a resistência elétrica) é enroscada em uma extremidade do tubo. As figuras
4.1 e 4.2 mostram a configuração básica dos equipamentos e sistema de controle de
temperatura. O sistema de controle permite a variação de temperatura de +- 1°C.
Figura 4.1 – Equipamentos básicos para o ensaio.
44
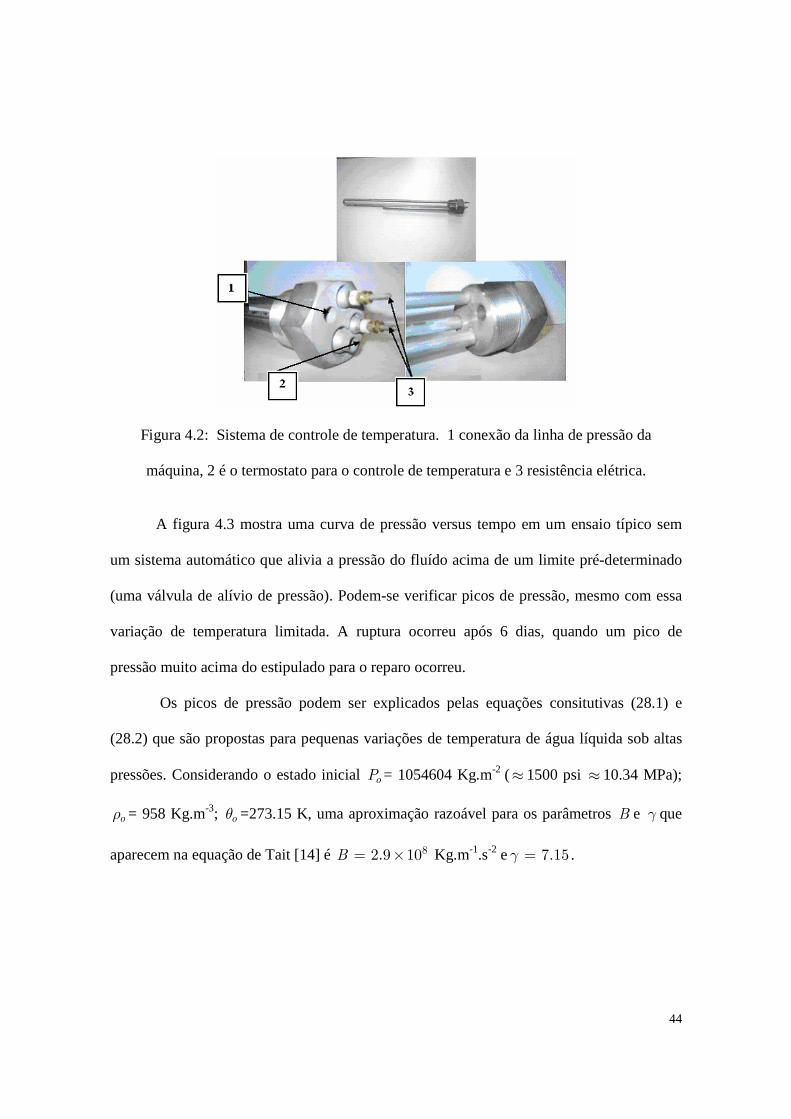
Figura 4.2: Sistema de controle de temperatura. 1 conexão da linha de pressão da
máquina, 2 é o termostato para o controle de temperatura e 3 resistência elétrica.
A figura 4.3 mostra uma curva de pressão versus tempo em um ensaio típico sem
um sistema automático que alivia a pressão do fluído acima de um limite pré-determinado
(uma válvula de alívio de pressão). Podem-se verificar picos de pressão, mesmo com essa
variação de temperatura limitada. A ruptura ocorreu após 6 dias, quando um pico de
pressão muito acima do estipulado para o reparo ocorreu.
Os picos de pressão podem ser explicados pelas equações consitutivas (28.1) e
(28.2) que são propostas para pequenas variações de temperatura de água líquida sob altas
pressões. Considerando o estado inicial oP = 1054604 Kg.m-2 (≈ 1500 psi ≈ 10.34 MPa);
oρ = 958 Kg.m-3; oθ =273.15 K, uma aproximação razoável para os parâmetros B e γ que
aparecem na equação de Tait [14] é 82.9 10B = × Kg.m-1.s-2 e 7.15γ = .
45
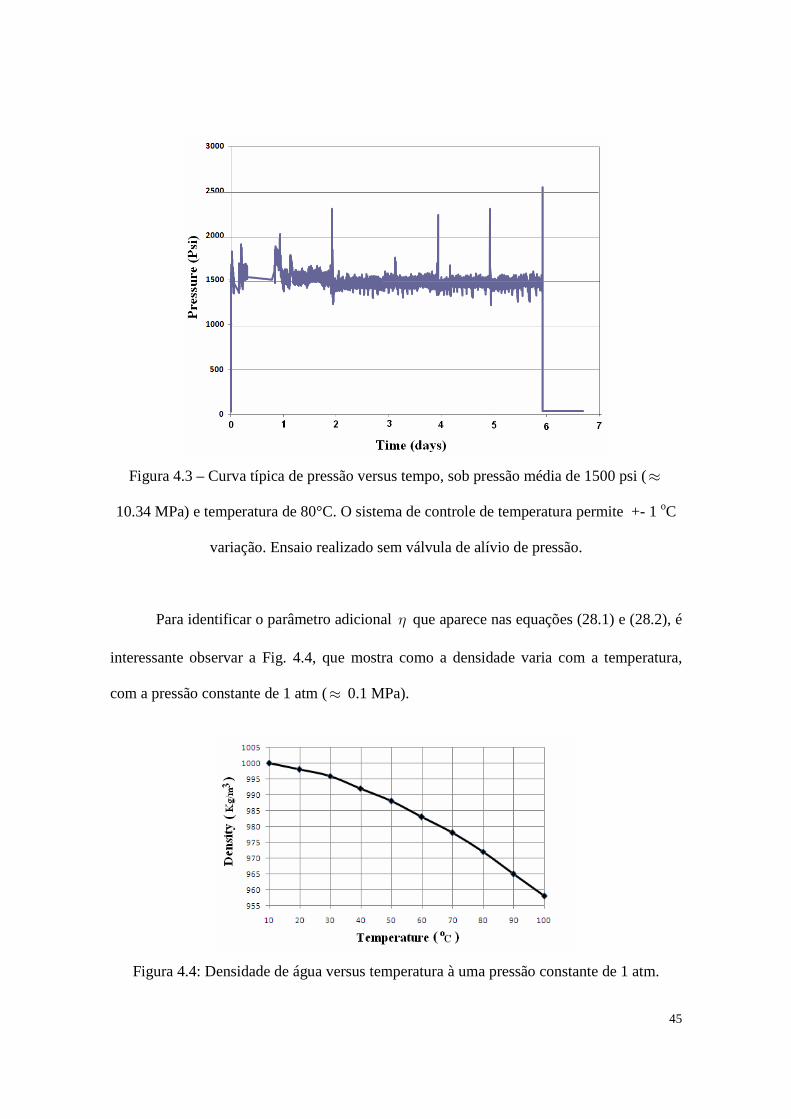
Figura 4.3 – Curva típica de pressão versus tempo, sob pressão média de 1500 psi (≈
10.34 MPa) e temperatura de 80°C. O sistema de controle de temperatura permite +- 1 oC
variação. Ensaio realizado sem válvula de alívio de pressão.
Para identificar o parâmetro adicional η que aparece nas equações (28.1) e (28.2), é
interessante observar a Fig. 4.4, que mostra como a densidade varia com a temperatura,
com a pressão constante de 1 atm (≈ 0.1 MPa).
Figura 4.4: Densidade de água versus temperatura à uma pressão constante de 1 atm.

46
Embora a curva ρ θ× mostrada na Fig. 4.4 apresenta um comportamento não-
linear, isso pode ser aproximado por uma função linear na região da temperatura de
referência oθ ( ver Fig. 6). η é um parâmetro dependente da pressão. No entanto, da Fig.
4.5, admitindo pequenas variações de temperatura a partir da temperatura de referência oθ ,
é razoável assumir um valor constante para 46.5 10η −= × K-1.
Figura 4.5: Detalhe da curva ρ θ× apresentados na Fig. 5. oθ = 80 oC.
No caso de um vaso de pressão sem válvula de alívio, a densidade ρ tende a
aumentar quando uma pressão maior e aplicada: 1o
ρ
ρ
> . A tabela 4.5 apresenta a
variação de pressão obtidas usando as equações (28.1) e (28.2), os parâmetros do material
na tabela 4.6 e assumindo 1o
ρ
ρ
≈ .
Tabela 4.5: Variação da pressão com a temperatura a partir do estado de referencia, usando
eqs. (28).
Temperatura oC Pressão
Eq. (28.1)
Pressão
Eq.(28.2)
80.0 1500.00 psi (10.34 MPa) 1500.00 psi (10.34 MPa)
80.5 2463.25 psi (16.98 MPa) 2462.94 psi (16.98 MPa)
81.0 3429.06 psi (23.64 MPa) 3427.81 psi (23.63 MPa)

47
Tabela 4.6: Água. Parâmetros materiais. B (Kg.m-1.s-2) γ η (K-1)
82.9 10× 7.15 46.5 10−×
A pressão prevista usando as equações (28.1) e (28.2) são muito próximas, o que
significa que, para pequenas variações de temperatura a partir da temperatura de referência,
é quase indiferente usando qualquer das equações citadas. Para variações muito pequenas
de temperatura ( )oP P− aumenta quase linearmente com ( )oθ θ− como mostrado na
Fig.4.6.
Figura 4.6: Curva ( )( )o oP P θ θ− × − obtido usando eq. (28.1)
A principal pressão de falha medida no ensaio hidrostático, no qual uma carga
monótona crescente é aplicada até a falha do reparo, é fP =1465 psi (≈ 17 MPa). Como
isso pode ser verificado no ensaio mostrado na Fig. 4.3, a pressão interna no corpo de prova
atingiu a pressão limite rP , devido à oscilação de temperatura admitida pelo sistema de
controle (sempre menor que 1°C).
48
Portanto, a previsão de uma alta variação de pressão feita na tabela 4.5, é
confirmada experimentalmente, indicando que uma pequena variação de temperatura ( em
cerva de 0.5°C) pode eventualmente levar o reparo à falha e o uso de uma válvula de alívio
é essencial a fim de evitar uma grande oscilação da pressão durante o ensaio. Todos tubos
reparados com o mesmo sistema epóxi e testado sob a mesma pressão e temperatura (5
corpos de prova), mas usando válvula de alívio, não falharam após 2000 horas.
49
Capítulo 5
Conclusões
Ensaios hidrostáticos são normalmente conduzidos sob requisitos ou especificações
de clientes e/ou indústria. Eles são geralmente realizados tendo como corpo de prova
cilindros fechados nas extremidades e são frequentemente utilizados para avaliar as
informações sobre a resistência mecânica das tubulações (ou sobre a eficácia do reparo
dado, ou sistema de reforço de um duto danificado). O material, diâmetro e espessura da
parede dos corpos de prova são normalmente os mesmos da tubulação real. O cilindro é
fechado nas extremidades com uma tampa soldada ou um flange aparafusado. No entanto,
uma vez que a tubulação real não são dutos fechados, conclusões equivocadas podem ser
feitas se não for levado em consideração o efeito causado pelas extremidades fechadas.
O presente trabalho usa equações constitutivas elasto-plásticas e também um perfil
termodinâmico para corrigir os ensaios hidrostáticos especiais desenvolvidos para analisar a
integridade estrutural das tubulações de água produzida usadas na exploração offshore de
óleo e para propor procedimentos adequados de ensaio para corrigir os efeitos causados
pelo fechamento dos tubos em resultados experimentais A teoria proposta permite uma
melhor compreensão entre a resistência dos corpos de prova usados nos ensaios
hidrostáticos (melhor modelados como tubos fechados) e tubulações longas (melhor
modelados com tubos abertos).
50
Um resultado interessante é que a pressão de ruptura e de escoamento em um tubo
pode ser prevista através do conhecimento da curva unidimensional tensão-deformação e
ambas as pressões de ruptura e de escoamento medidas em um ensaio hidrostático típico
são cerca de 2
3 vezes maior (15.5%) que a pressão de ruptura e de escoamento para uma
tubulação longa.
Também é importante ressaltar que conclusões erradas podem ser feitas se a uma
válvula de alívio de pressão não for utilizada em ensaios hidrostáticos de longa duração
realizados à temperaturas entre 60°C e 90°C. Neste caso, não importa o equipamento
adotado para o ensaio hidrostático, o sistema de controle de temperatura depende de um
controlador que aceita um sensor de temperatura, comparando a temperatura real com a
temperatura desejada, a fim de deixar a temperatura estabilizada. É mostrado
experimentalmente e teoricamente que, sem uma válvula de alívio de pressão, uma pequena
variação de temperatura acima da temperatura de controle desejado pode causar uma
variação brusca da pressão, em um recipiente fechado com água líquida sob alta pressão.
No caso de um ensaio de longa duração em um tubo danificado reparado com sistema
epóxi, pequenas variações de temperatura causada pelo sistema de controle, provoca uma
variação de pressão que pode levar o reparo à falha. Geralmente este tipo de pico de
pressão é muito rápido e, eventualmente, não é registrado, o que pode causar conclusões
equivocadas sobre a durabilidade do sistema epóxi.
51
Referências:
[1] Veil JA; Puder M; Elcock D; Redweik Jr. RA. White Paper Describing Produced Water
from Production of Crude Oil, Natural Gas, and Coal Bed Methane, prepared by
Argonne National Laboratory, Argonne, Illinois for the U.S. Department of Energy,
National Energy Technology Laboratory; 2004.
http://www.evs.anl.gov/pub/dsp_detail.cfm?PubID=1715
[2] Sampaio R. F. DESENVOLVIMENTO DE UMA METODOLOGIA DE REPARO DE DEFEITOS
TRANSPASSANTES EM DUTOS METÁLICOS COM ADESIVOS EPÓXI. Tese de Doutorado.
Agosto de 2009. DEM-UFF
[3] da Costa Mattos HS, Reis JML, Perrut V, Sampaio RF. An alternative methodology to
repair localized corrosion damage in metallic pipelines with epoxy resins. Materials and
Design 2009, 30: 3581-3591.
[4] ASME Boiler and Pressure Vessel Code – Section VII – Division 1, 1992 ed. 1995
addenda.
[5] Murnaghan, FD. Finite Deformation of an Elastic Solid, Wiley, New York; 1951.
[6] Shyue KM. A fluid-mixture type algorithm for barotropic two-fluid flow problems.
Journal of Computational Physics 2004, 200: 718–748.
[7] Farhat C, Rallu A, Shankaran S. A higher-order generalized ghost fluid method for the
poor for the three-dimensional two-phase flow computation of underwater explosions
and implosions
Journal of Computational Physics 2008, 227: 7674-7700.
[8] Durban D. Large strain solution for pressurized elasto-plastic tubes. Trans ASME J
Appl Mech 1979; 46: 228–30.
52
[9] Durban D. A finite strain axially symmetric solution for elastic tubes. Int J Solids Struct
1988; 24: 675–82.
[10] Durban D, Kubi M. A general solution for the pressurized elasto-plastic tube. Trans
ASME J Appl Mech 1992; 59: 20–6.
[11] Beena AP, Sundaresan MK, and Nageswara Rao B. Destructive stress of 15CDV6
steel rocket motor cases and their application to lightweight design. Int. J. Pres. Ves. &
Piping 1995; 62-3: 313-320.
[12] Subhananda Rao A, Venkata Rao G, Nageswara Rao B. Effect of long-seam mismatch
on the burst pressure of maraging steel rocket motor cases. Engineering Failure
Analysis 2005; 12-2: 325-336.
[13] da Costa Mattos HS, Soares Filho PF. Approximate local elasto-plastic solution for
notched plates undergoing cyclic tensile loading. Materials and Design 2010; 31:
4336–4347.
[14] Loureiro, SMNA. Reinforcement of cylindrical pressure vessels using polymeric
composites (in Portuguese). MSc Thesis, COPPE - Universidade Federal do Rio de
Janeiro, 1999.
[15] Margetson J. Burst pressure predictions of rocket motors. AIAA Paper No.78-1567.
AIAA/SAE 14th Joint Propulsion Conference Las Vegas, NV USA; 1978.
[16] ASTM Standart B557. Standard test methods for tension testing wrought and cast
aluminum- and magnesium-alloy products.
.