AM (Material de Treinamento)

of 32
-
Upload
raphaelmobile -
Category
Documents
-
view
217 -
download
0
Transcript of AM (Material de Treinamento)
-
8/18/2019 AM (Material de Treinamento)
1/32
1
A01 /63
Melhorar a DISPONIBILIDADE das condições de trabalho e a QUALIDADE dos
produtos, por meio do envolvimento dos responsáveis pela produção, entregando-lhes
maiores responsabilidades na gestão e na manutenção do maquinário e dos equipamentos,
realizando os controles de inspeção, a lubrificação, a identificação imediata de anomalias,
a substituiçãode alguns componentes ou pequenos reparos.
2
-
8/18/2019 AM (Material de Treinamento)
2/32
2
A01 /63
A A
A Manutenção Autônoma realiza as atividades que devem ser executadas principalmente
pelos operadores de máquinas, com a finalidade de:
restabelecer as condições de base das instalações
Interromper a deterioração acelerada
desenvolver as competências no produto e nas instalações
definir e realizar os ciclos de manutenção
criar postos de trabalho com a finalidade de eliminar anomalias, interrupções e
defeitos de qualidade.
3
A01 /63
A?
Medir
a degradaçãoRemediar
a degradação
• Inspeção diária• Inspeção periódica• Controle dascondições operacionais
Prevenir a degradação
• Gestão correta• Limpeza• Lubrificação• Inspeção• Pequenos reparos
• Detectar prontamente asanomalias
• Estudar as medidas• Executar pequenosreparos
4
-
8/18/2019 AM (Material de Treinamento)
3/32
3
A01 /63
Atividades para prevenir a degradação Atividades para medir a degradação
1. Gestão correta (prevenir os erroshumanos
2. Realizar as condições de base(limpeza, lubrificação, inspeção)
3. Regulagem (principalmenteregulagens operacionais e deinstrumentos)
4. Registro dos dados relativos àsregulagens e anomalias)
5. Colaboração com a Manutenção nadefinição das medidas
1. Inspeções diárias
2. Inspeções periódicas
3. Controle das condiçõesoperacionais
Atividades para remediar adegradação
1. Substituição dos componentesmenores e soluções de emergência
2. Notificação rápida e correta dasavarias e outros defeitos defuncionamento
3. Assistência nos reparos das avarias eàs outras intervenções dosresponsáveis pela Manutenção
5
A01 /63
A
A Manutenção Autônoma propõe-se a transformar as instalações e os equipamentos
com a finalidade de torná-los e mantê-los:
seguros
limpos
confiáveis
velozes
inspecionáveis
fáceis de manter
6
-
8/18/2019 AM (Material de Treinamento)
4/32
4
A01 /63
7
Programa deManutençãoAutônomatotalmenteimplementado(GestãoAutônoma)
Inspeçãogeral
Passo 4
Passo 5
Passo 6
Passo 7
Passo 3
Passo 2Eliminaçãodas fontesde sujeira edas áreasdifíceis delimpar
Criação emanutençãodosparâmetros delimpeza elubrificação
Inspeçãoautônoma
Passo1
Limpeza einspeção
Passo 0
Atividadespreliminares depreparação
Padronização
7
A01 /63
A A
Atividades necessárias para atividades de manutenção autônoma:
Definição das Áreas de atuação
Definição do time
Formação do time
Preparo do equipamento de limpeza
Preparo da tabela de atividades
Preparo do Check list de certificação do término do passo
8
-
8/18/2019 AM (Material de Treinamento)
5/32
5
A01 /63
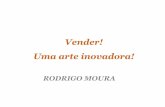
No diagrama de Pareto da
Matriz C (perdas – custos) de
estabelecimento, isolar a
fração das perdas valorizadas
relativas às avarias;
Dividir a perda total devida às
avarias nas contribuições
apontadas pelas máquinas;
Na fase reativa os passos de classificação das máquinas são:
9
Perdas da oficina(Matriz C)
0
200
400
600
800
1000
1200
NVAA Quebra Desat uração Ret raba lho T ranspor tedesnecessários
Energia
Perdas por maquinas(Matriz C)
0
20
40
60
80
100
120
140
Maq. 1 Maq. 2 Maq. 3 Maq. 4 Maq. 5 Maq. 6 Maq. 7
A01 /63
Atores que fazem parte do time de pilar no interior da Fábrica
Líder do pilar AM: Coordena, desenvolve e monitora os projeto de AM de acordo com a
estratégia geral WCM da Fábrica.
Gerentes de Unidade: Garantem o compromisso nos projetos de AM e apóia o líder de Pilar no planejamento e gestão das atividades.
Líder do pilar PD: Auxilia o líder do Pilar AM na identificação das necessidades, em termos
de know-how, e na geração dos planos de treinamento destinados à eventual recuperação
de falhas e na resolução de causas geradas por comportamentos e/ou erros humanos.
Contribui na gestão do processo de capitalização do know-how desenvolvido dentro das
atividades.
10
-
8/18/2019 AM (Material de Treinamento)
6/32
6
A01 /63
Atores que fazem parte do time de pilar no interior da Fábrica
Líder do pilar CD: Apóia o líder do pilar e a equipe de AM na escolha das prioridades.
Coordena o grupo na gestão dos dados que alimentam a Distribuição de Custos
Líder do pilar FI: Auxilia o time de pilar e a equipe de projetos de AM na resolução de
problemáticas de caráter específico. Fornece um suporte de tipo metodológico no que
concerne as ferramentas a serem utilizadas, tais como Cartões, análises de Quebras, 5S,
etc.
Líder do pilar PM: Auxilia o líder de Apoio na gestão do treinamento específico e na
coordenação das equipes no desenvolvimento das atividades de AM.
11
A01 /63
SEGURANÇA
Antes de tudo é necessário formar a Equipe mediante OPL de segurançahomem/máquina sobre eventuais riscos que poderiam ocorrer operando no interior da máquina. Eventuais OPL específicas de risco nas instalações em que estamosoperando serão feitas e distribuídas à Equipe.
12
-
8/18/2019 AM (Material de Treinamento)
7/32
7
A01 /63
0: ( )
13
(Ver documento ferramentas padrões: QC_OnePointLesson_R01.xls)
A01 /63
0: A
14
AM Team
CostDeployment
Área
TimeLíder: Nome 1
Nome 2Nome 3
Mapa dascompetências
Layout daárea
GanttPlano de atividades e
avançamento
Certificaçãodos passos
Paradas
Objetivo e
atividades
Objetivo e
atividades
Objetivo e
atividades OPL
Métodos e
ferramentas
Tempos delimpeza
Lista doscartões
Lista dasmelhorias: pontos
de inspeçãoMapa áreas
Check listdos passos
Ciclos de limpezae manutenção
Tempos deinspeção
Andamentocartões
Lista dasmelhorias: pontos
de lubrificação
Plano deatividades:
limpeza, inspeção,lubrificação
Exemplos demelhorias:
fotos / dados
Exemplos demelhorias:
fotos / dados
Tempos delubrificação
Cartõesnovos,
emitidos,retirados
Lista fontes desujeira
Registro daslimpezas, inspeção
e lubrificação
Espaço paracomunicações e
informações
INDICADORES PASSO 1 PASSO 2 PASSO 3
Cartõesnovos,
emitidos,retirados
Cartõesnovos,
emitidos,retirados
Cartõesnovos,
emitidos,retirados
Espaço paracomunicações e
informações
-
8/18/2019 AM (Material de Treinamento)
8/32
8
A01 /63
AUTO AVALIAÇÃO
OK com o 91%
AVALIAÇÃOPOR PARTE DAEQUIPE WCM
OK com o 91%
A
A passagem de um Passo para o sucessivo ocorre através de umaverificação, para garantir que todas as atividades foram efetuadas eque todos os requisitos foram satisfeitos.
Para cada Passo existe um check list de verificação.
15
(vide standard tool: AM_CheckListAM_R01.xls)
EXEMPLOAM
Autonomous
Maintenance
A01 /63
A /
As atividades de desenvolvimento de AM podem ter um custo elevado, que tem que ser calculado o mais meticulosamente possível e que compreende:
Mão de obra (normal e eventuais extraordinários, dos responsáveis pelas máquinas e damanutenção), material extra (para limpeza, recuperação de partes danificadas, trocas, …),
equipamentos (novos ou revisados), despesas com empresas externas,…
Tal custo deve ser calculado, sobre base anual e para cada passo, e comparado com osbenefícios obtidos anualmente pela aplicação da metodologia.
A relação custos/benefícios é calculada e representada no quadro de trabalho de manutençãoautônoma para cada passo e deve justificar e validar as atividades desenvolvidas eprosseguimento dos passos.
16
-
8/18/2019 AM (Material de Treinamento)
9/32
9
A01 /63
7 A
Passo 7
Programa deManutençãoAutônomatotalmenteimplementado(GestãoAutônoma)
Inspeçãogeral
Passo 4
Passo 5
Passo 6
Passo 3
Passo 2Eliminaçãodas fontesde sujeira edas áreas delimpezadifícil
Criação e
manutençãodos padrõesde limpeza elubrificação
Inspeçãoautônoma
Passo 1
Limpezainicial einspeção
Passo 0
Atividadespreliminares depreparo
Padronização
17
A01 /63
Levar a instalação às condições originais
Detectar as anomalias e as fontes de sujeira
Identificar as zonas inacessíveis para limpeza, inspeção e lubrificação
Remover todos os objetos não necessários e criar ordem e limpeza
Criar uma ligação direta entre os participantes do grupo e as suas máquinas
Ajustar um modelo de referência em termos de condições de funcionamento
Objetivos
1:
18
-
8/18/2019 AM (Material de Treinamento)
10/32
10
A01 /63
Avaria Deterioração forçada
A sujeira e a infiltração de corposestranhos nas partes rotatórias, naspartes deslizantes, nos sistemaspneumáticos e hidráulicos, nossistemas elétricos e de controle, nossensores, determinam uma falta deprecisão, um funcionamento incorretoe avarias devidas ao uso, obstrução,resistência e alimentação de corrente
inadequada.
Defeitos
A infi ltração de corpos estranhosnos produtos e o funcionamentoincorreto das máquinas provocamdefeitos
A poeira e vazamentos dificultam oscontroles e a identificação de folgas,rachaduras, jogos, consumo deóleo, com conseqüentedeterioração forçadacontínua.
Quedas de velocidadeA falta de limpeza aumenta aresistência ao deslizamento, comconseqüente redução de capacidade,parada da máquina e outras quedasde velocidade.
Perdas causadas por limpeza insuficiente
1:
19
A01 /63
Objetivos do Passo 1 – nas pessoas:
- Aproximar os operadores dasmáquinas
- Explicar aos operadores que a
limpeza não é uma finalidade nelamesma, mas è sobretudo inspeção
- Educar as pessoas na descoberta dosproblemas
- Treinar os operadores no melhor conhecimento das máquinas
- Treinar os operadores naidentificação das fontes de sujeira
1:
20
-
8/18/2019 AM (Material de Treinamento)
11/32
11
A01 /63
Limpar significa inspecionar
(o verdadeiro significado dalimpeza)
1:
21
A01 /63
Limpar (remover completamente todos os vestígios de sujeira de todas as partes dainstalação)
Inspecionar (assinalar, aplicando o quadro AM, todas a anomalias, as fontes de sujeira eas zonas de difícil acesso)
Identificar os pontos onde somente os responsáveis pela manutenção podem intervir edeixar para eles a tarefa de intervir naquelas áreas
Intervir e/ou reparar (mesmo que de maneira provisória) onde for possível (Kaizenvelozes)
Somente após a realização da intervenção resolutiva (definitiva), destacar o quadro
Compilar a lista de anomalias (feita pelo líder da equipe)
Avaliar a evolução das atividades (check list)
Como fazer
1:
22
-
8/18/2019 AM (Material de Treinamento)
12/32
12
A01 /63
Quando se efetua a limpeza inicial
A segurança deve estar em primeiro lugar
Os operadores têm consciência de que manter a máquina limpa faz parte das suastarefas
É preciso remover completamente a sujeira acumulada no tempo
É preciso abrir as tampas e proteções e limpar também as partes internas damáquina
É preciso não desistir se a máquina sujar novamente em pouco tempo. È importante
entender após quanto tempo ela suja e de onde vem a sujeira
Devem ser eliminados todos os objetos não necessários que se encontrem nasproximidades da máquina
1:
23
A01 /63
•O PARAFUSOESTÁFALTANDO!
ONDE ESTÁ A
ETIQUETA
DO BOTÃO?
OS LIMITES DE
CORRENTE E
VOLTAGEM ESTÃO
MARCADOS?
•O QUE É ESTEFURO ?
OS 4 PARAFUSOS
ESTÃO AQUI ?
CABEAMENTO
EMBARAÇADO
Quantas coisas se descobre começando a limpar
1:
24
-
8/18/2019 AM (Material de Treinamento)
13/32
13
A01 /63
Exemplo de cartão AM
O cartão é constituído por 2 cópias:
- A primeira é posicionada no bolso apropriado no quadropara o registro posterior
- A segunda permanece presa na máquina próxima àanomalia até a solução definitiva do problema
1:
25
(ver documentação ferramentas padronizadas: AM_Cartão de Anomalia_R01.xls)
(ver documentação ferramentas padronizadas: AM_Registro Cartelas_R01.xls)
A01 /63
Normas para a cartela
1. Identificar as anomalias da máquina (de qualquer tipo,até aquelas que parecempequenas)
2. Preencher a cartela. Escrever claramente osdados requeridos
3. Prender as cartelas ao lado do defeito ou doproblema. (Setrata de um problema situado numa parte móvelda máquina, prendê-lo o mais próximo possível – como alternativautilizar adesivos)
4. Registrar os dados nos módulos a seremrelatados no quadro (Verificar se os números coincidemtanto na cartela quanto na lista, a descrição da avaria e a posição
destana máquina ).
O registro nas cartelas é uma ação contínua, cada vez que for verificada uma anomalia na máquina, deve-se
pregar uma cartela
N.B. O quadro deve conter 3 listas diferentes para Anomalias, Fontes de sujeira e Zonas de difícilacesso.
1:
26
-
8/18/2019 AM (Material de Treinamento)
14/32
14
A01 /63
Prender uma cartela onde há alguma anomalia
1:
27
A01 /63
Indicadores:
• Andamento Tempos de limpeza
• Andamento Tempos de inspeção
• Andamento Tempos de lubrificação
• Andamento Avarias (por falta de condição de base)
• Andamento descartes
• Andamento consumo de óleo
• Cartelas emitidas/ Cartelas concluídas
• Avaliação custos/ Benefícios
• Andamento emissão OPL (One Point Lesson)
• Número de pessoas envolvidas
1:
28
-
8/18/2019 AM (Material de Treinamento)
15/32
15
A01 /63
1:
29
Exemplos de resultados obtidos com a limpeza inicial
A01 /63
1:
30
Exemplos de resultados obtidos com a limpeza inicial
-
8/18/2019 AM (Material de Treinamento)
16/32
16
A01 /63
1:
31
Exemplos de resultados obtidos com a limpeza inicial
A01 /63
1:
32
Exemplos de resultados obtidos com a limpeza inicial
-
8/18/2019 AM (Material de Treinamento)
17/32
17
A01 /63
1:
33
Exemplos de resultados obtidos com a limpeza inicial
A01 /63
1:
34
Exemplos de resultados obtidos com a limpeza inicial
-
8/18/2019 AM (Material de Treinamento)
18/32
18
A01 /63
Exemplos de resultados obtidos com a limpeza inicial
1:
35
A01 /63
Passo7Programa deManutençãoAutônomatotalmenteimplementado(GestãoAutônoma)
Inspeçãogeral
Passo 4
Passo5
Passo 6
Passo 3
Passo 2
Eliminaçãodas fontesde sujeira edas áreas dedifícillimpeza
Criação demanutençãodos padrõesde llimpeza elubrificação
Inspeção
autônoma
Passo 1
Limpesainicial einspeção
Passo 0
Atividadespreliminares depreparação
Padronização
7 A
36
-
8/18/2019 AM (Material de Treinamento)
19/32
19
A01 /63
Realizar as intervenções para a eliminação das causas de sujeira (*)
Realizar as intervenções para a eliminação das zonas de difícil inspeçãoe lubrificação (*)
Reduzir o tempo necessário para limpeza, inspeção e lubrificação dainstalação
Desenvolver padrões provisórios de manutenção
Implementar ações de melhoria
Melhoras iniciais de gestão à vista
(*) Os cartões AM referentes a problemas mais complexos serão geridos nas atividades de MelhoramentoFocalizado (FI) e/ou Manutenção Profissional (PM).
Objetivos
2:
37
A01 /63
SOLUÇÃO TEMPORÁRIA
• VOLTADAA REMOVERA ANOMALIA
• RESTAURAASCONDIÇÕESINICIAIS
• RESTITUIAEFICIÊNCIAEMBREVE
• “INJEÇÃO”DE MANUTENÇÃOTRADICIONAL
• NENHUMA MODIFICAÇÃO NA MODALIDADE DE
FUNCIONAMENTOE GESTÃO
MELHORIA
• VOLTADA A REMOVER A CAUSADESENCADEADORA
• MELHORA AS CONDIÇÕES OPERACIONAIS DAPARTE DETERIORADA
• REDUZ INEFICIÊNCIASA MÉDIO-LONGOPRAZO
• “INJEÇÃO”DE MANUTENÇÃOPARA MELHORIA
• MODIFICAAS MODALIDADES DEFUNCIONAMENTOE GESTÃO
PA
SSO
2
O CARTÃO AINDA NÃO FOI
CONCLUÍDO E NÃO SEREMOVE
O CARTÃO AGORA FOICONCLUÍDO E SE DEVE
REMOVER
2:
38
-
8/18/2019 AM (Material de Treinamento)
20/32
20
A01 /63
Utilização de proteções locais ou telas para evitar a difusão de líquidos e fagulhas
1. O fluxo de líquido refrigerador estáconcentrado corretamente sobre oponto de corte?
2. Evidenciar a direção, o ângulo, aqualidade e a velocidade da efusão
3. Há problemas de operacionalidadee de segurança?
2:
39
A01 /63
Freqüentemente a proteção dificulta a limpeza – lubrificação - inspeção
Não há mais derramamentos!
Sim, mas é impossívellimpar, lubrificar,
e inspecionar!
2:
40
-
8/18/2019 AM (Material de Treinamento)
21/32
21
A01 /63
Proteção local pequena … grande resultadoComeçamos
fazendo uma pequenaproteção local
“à mão”.
2:
41
A01 /63
Antes
Depois:
1°
°°
°
solução
Depois:
Solução
final
Redução dos tempos de limpeza:
2:
42
-
8/18/2019 AM (Material de Treinamento)
22/32
22
A01 /63
Evidenciando o alcance nomanômetro a verificação do valor de
pressão pode ser feita de longe
Antes
Depois
Para verificar o valor da pressão
é preciso aproximar-sedo instrumento
Redução dos tempos de inspeção:
2:
43
A01 /63
Tornar as máquinas fáceis de inspecionar
Realizando uma abertura em acrílicopara efetuar a inspeção não é maisnecessár io parar a máquina e abrir aporta
Antes Depois
Para verificar o valor da pressão eeventuais vazamentos de óleo erapreciso parar a máquina para poder abrir a porta e efetuar a inspeção
2:
44
-
8/18/2019 AM (Material de Treinamento)
23/32
23
A01 /63
Tornar as máquinas fáceis de inspecionar
Realizando uma abertura em acrílicopara efetuar a inspeção de detalheselétricos não é mais necessário parar amáquina e abrir a porta
Depois
2:
45
A01 /63
Tornar as máquinas mais fáceis de serem inspecionadas
Realizando uma abertura em acrílicopara efetuar a inspeção de detalheselétricos não é mais necessário parar amáquina e abrir a porta
Depois
2:
46
-
8/18/2019 AM (Material de Treinamento)
24/32
24
A01 /63
Marcar os parafusos maissignificativos de modo a detectar imediatamente com uma inspeçãovisual o eventual afrouxamento(quando o parafuso afrouxa a linhade verniz se rompe)
Tornar as máquinas fáceis de inspecionar
2:
47
A01 /63
O Controle visual reduz o tempo necessário para a inspeção e os erros
Um lugar para cada coisaE
cada coisa em seu lugar EXEMPLO
EXEMPLO
2:
48
-
8/18/2019 AM (Material de Treinamento)
25/32
25
A01 /63
O Controle visual reduz o tempo necessário para a inspeção e os erros
1. TORNAR VISÍVEIS OS PONTOSDE INSPEÇÃO ESCONDIDOS
2. COLOCAR OS PONTOS DEINSPEÇÃO NA ALTURADOS OLHOS
3.TORNAR VISÍVEIS ASPARTES
ESCONDIDAS
2:
49
A01 /63
Indicadores:
• Andamento Tempos de limpeza
• Andamento Tempos de inspeção
• Andamento Tempos de lubrificação
• Andamento Falhas (por falta de condições básicas)• Andamento refugo
• Andamento consumo de óleo
• Cartelas emitidas/ Cartelas concluídas
• Avaliação Custos/Benefícios
• Andamento emissão OPL (One Point Lesson)
• Número de pessoas envolvidas
2:
50
-
8/18/2019 AM (Material de Treinamento)
26/32
26
A01 /63
Eliminadas as fontes de sujeira o tempo de limpeza também deve ser otimizado.O mesmo vale para a lubrificação e a inspeção.
2:
-91%
REDUÇÃO DO TEMPO DE LIMPEZA
51
A01 /63
Passo 7Programa deManutençãoAutônomatotalmenteimplementado(GestãoAutônoma)
Inspeçãogeral
Passo 4
Passo 5
Passo 6
Passo 3
Passo 2
Eliminaçãodas fontesde sujeira edas áreas dedifícillimpeza
Criação emanutençãodos padrões delimpeza elubrificação
Inspeção
autônoma
Passo 1
Limpezainicial einspeção
Passo 0
Atividadespreliminares depreparação
Padronização
7 A
52
-
8/18/2019 AM (Material de Treinamento)
27/32
27
A01 /63
A equipe com o suporte dos especialistas define um padrão com tempos, freqüências emodalidades de limpeza, inspeção e lubrificação
A equipe com o suporte dos especialistas revê e se for necessário otimiza o sistema delubrificação
A equipe com o suporte dos especialistas tenta aplicar o que for definido e coloca emprática estas atividades
A equipe com o suporte dos especial istas modifica/completa os ciclos de limpeza,
inspeção e lubrificação com base nas experimentações
OBJETIVOS
3: ,
53
A01 /63
1. A EQUIPE MANTÉM O NÍVEL DE LIMPEZA DA MÁQUINA OBTIDO COM ASATIVIDADES DESENVOLVIDASNAS FASES PRECEDENTES.
2. A EQUIPE EM COLABORAÇÃO COM OS ESPECIALISTAS IDENTIFICAM OSPONTOS DA MÁQUINA A SEREM MANTIDOS SOB CONTROLE NO QUE SE
REFERE ÀS ATIVIDADES DE LIMPEZA, INSPEÇÃO E LUBRIFICAÇÃO E APLICAOS CICLOS NA MÁQUINA.
3. A EQUIPE RETARDA NO TEMPO AS MODALIDADES, AS FREQÜÊNCIAS E ADURAÇÃO DAS INTERVENÇÕES, COM BASE NOS MAIORESCONHECIMENTOS ADQUIRIDOS SOBRE A MÁQUINA DURANTE A EXEXUÇÃODASATIVIDADES PLANEJADAS E ATUALIZA OS CICLOS.
4. A EQUIPE AJUSTA, COM A COLABORAÇÃO DOS ESPECIALISTAS, UM CHECKLIST DE VERIFICAÇÃO DA APLICAÇÃO DOS PADRÕES DE LIMPEZA,INSPEÇÃO E LUBRIFICAÇÃO.
Seqüência operacional a ser seguida
54
3: ,
-
8/18/2019 AM (Material de Treinamento)
28/32
28
A01 /63
O principal obstáculo à aplicação de um padrão ocorre
quando a pessoa que deve aplicá-lo não é aquele que o
gerou
Por que os responsáveis pela máquina
não obedecem os padrões?
ATENÇÃO
55
3: ,
A01 /63
Os padrões estabelecidos por pessoas de equipe são dificilmente observados
Deixem decidir os padrões
àqueles quetrabalham aqui !
56
3: ,
-
8/18/2019 AM (Material de Treinamento)
29/32
29
A01 /63
Locais/partes do maquinário (lay-out))
Métodos padrões de regulagem
Tempos/freqüências
Atribuição de responsabilidades
Avarias/anomalias objetivos
ONDE
COMO
QUANDO
QUEM
PORQUE
Para definir um padrão é necessário determinar:
57
3: ,
A01 /6358
3: ,
ILHA DE SOLDA SUPORTE RM Tg. 921210574 LAY-OUTINSPEÇÃO
-
8/18/2019 AM (Material de Treinamento)
30/32
30
A01 /6359
3: ,
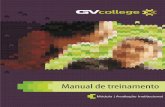
MANUTENÇÃO AUTÔNOMA: CICLO DE INSPEÇÃO PASSO 3
A01 /63
IMPIANTO COMPONENTE PROG. ATTIVITA' CICLO S TD FREQUENZADURATA(minuti)
1 2 3 4 5 6 7 8 9 1 0 11 1 2 1 3 1 4 1 5 1 6 17 1 8 1 9 2 0 2 1 22 2 3 2 4 2 5 2 6 27 2 8 2 9 3 0 3 1 3 2 33 3 4 3 5 3 6 3 7 38 3 9 4 0 4 1 4 2 4 3 44 4 5 4 6 4 7 4 8 49 5 0 5 1 5 2
PRESSA DIPIANTAGGIO I1Controllareil livello ela pressione dell'oliodelle
pressedi piantaggio
SETT.
(Lunedi1°T)4 MF P
GRUPPO DI
TRATTAMENTO ARIA+ELETTROVALVOLE
I2Controllarela pressione dell'impianto
pneumatico,l'assenza di trafilamenti dalleelettrovalvole ed illivellodell'olio del
SETT.(Lunedi1°T)
3 ML E
VALVOLEREGOLAZIONEPRESSIONEMETANO
I3Controllarela pressione diesercizio
dell'impiantodel metanoSETT.
(Lunedi1°T)3 ML M
SALDATRICI I4Controllare il livello dell'acquaall'interno delle
saldatrici
SETT.
(Venerdì 2° T)2 ML S
TAVOLEDI LAVORO E DISALDATURA
I5Controllare la rotazione e le posizionidi lavoro
delle tavoledi lavoro e disaldaturaSETT.
(Venerdì 2° T)8 MF A-B
TAVOLAA P1 Pulizia delle stazioni 1-2-3 e delle fotocelluledellaTAVOLAAdilavoro
SETT.(Venerdì 2° T)
5 MF A-B
TAVOLAB P2Eliminare i residuidi saldatura dellla TAVOLAB
SETT.(Venerdì 2° T)
5 MF A-B
TAVOLAC P3Pulizia delle stazioni 1-2-3 e delle fotocellule
della TAVOLACdi lavoro
SETT.
(Venerdì 2° T)5 MF C- D
TAVOLAD P4Eliminare i residuidi saldatura dellla TAVOLAD
SETT.
(Venerdì 2° T)5 MF C- D
RIPARIESTERNIMACCHINA
P5 Pulizia deiripari in lexan latoesterno macchina ANNO 120 ML TUTTE10
RIPARIINTERNOMACCHINA
P6 Pulizia deiripari in lexan latointerno macchina ANNO 120 ML TUTTE
PAVIMENTO ESTERNOMACCHINA
P7 Pulizia delpavimento esternomacchina 3MESI 30 ML TUTTE
PAVIMENTO INTERNOMACCHINA
P8 Pulizia delpavimentointerno macchina 3MESI 30 MF TUTTE
TRASPORTO DI CARICO ESCARICO
P9 Pulizia catene 3MESI 30 MF TC -TS
ALIMENTATORIBROWIND P10 Pulizia canaline MESE 15 MF F -G
PRESSA DIPIANTAGGIO P11 Pulizia zona piantaggio 6MESI 12 MF P
MOTORI ELETTRICI P12 Pulizia delle calotte e ventolediraffreddamento ANNO 20 MF TUTTE
A A
MAGGIO LUGLIO
LEGENDA
AGOSTOGIUGNO SETTEMBREGENNAIO
I S O L A
D I S A L D A T U R A S U P P O R T O R
M C
O M P L E T O T
g .
9 2 1 2 1 0 5 7 4
% ATTIVITA' EFFETTUATE
I S P E Z I O N E
P U L I Z I A
OTTOBRE
20%
%ATTIVITA' PROGRAMMATE
100%
90%
70%
60%
80%
30%
40%
50%
ISOLA DI SALDATURA SUPPORTO COMPLETO RETRO MARCIA C514
CICLI MANUTENZIONE AUTONOMA STEP 3
PLANNING
S T A T O I
M P I A N T O
M L = L A V O R A
M F = F E R M O
RIF.LAYOUT
ANNO 2008FEBBRAIO MARZO APRILE NOVEMBRE DICEMBRE
OPERAZIONE COMPLETATA
OPERAZIONEPROGRAMMATA
ESEGUITO PER
GUASTO MACCHINA
ESEGUITO INSEGUITO
A LAVORIEXTRA
60
3: ,
(ver documentação ferramentas padronizadas: AM_TabCIRLAM_R01.xls)
-
8/18/2019 AM (Material de Treinamento)
31/32
31
A01 /6361
3: ,
A01 /63
Indicadores:
• Andamento Tempos de limpeza
• Andamento Tempos de inspeção
• Andamento Tempos de lubrificação
• Andamento Falhas (por falta de condições básicas)
• Andamento refugo
• Andamento consumo de óleo
• Cartões emitidos/ retirados
• Avaliação Custos/Benefícios
• Andamento emissão OPL (One Point Lesson)
• Número de pessoas envolvidas
62
3: ,
-
8/18/2019 AM (Material de Treinamento)
32/32
A01 /63
63