APLICAÇÃO DA FERRAMENTA SMED EM UMA LINHA DE...
55
1 Leandro de Paula Santos APLICAÇÃO DA FERRAMENTA SMED EM UMA LINHA DE EMBALAGEM DE MEDICAMENTOS LORENA 2014
Transcript of APLICAÇÃO DA FERRAMENTA SMED EM UMA LINHA DE...

1
Leandro de Paula Santos
APLICAÇÃO DA FERRAMENTA SMED EM UMA LINHA DE
EMBALAGEM DE MEDICAMENTOS
LORENA
2014

2
Leandro de Paula Santos
Monografia do Curso de Graduação
em Engenharia Química da
Universidade de São Paulo (USP)
Orientador: Fabrício Maciel Gomes
APLICAÇÃO DA FERRAMENTA SMED EM UMA LINHA DE
EMBALAGEM DE MEDICAMENTOS
LORENA
2014

3
Dedicatória:
Aos meus pais que sempre me incentivaram e me deram
forças nos momentos de maiores turbulências,
e a minha namorada que esteve comigo
desde o início dessa jornada.

4
Agradecimentos
Agradeço primeiramente a Deus por me dar forças e guiar meu caminho sempre para
as direções corretas.
Aos meus pais Benedito e Maria que sempre estiveram comigo nos momentos não só
da minha graduação mas como da minha vida.
Aos meus familiares (Tios, primos, madrinha e padrinho) que sempre torceram por mim,
e que fazem parte da minha história.
Aos Dionísios por acreditarem e me apoiarem.
A minha namorada Bruna que junta dos meus pais foi a pessoa que mais ao meu lado
esteve e vai estar.
Aos meus amigos, os quais tive o prazer de viver por 4 anos na original Rep Cocobongo
(Edson, Bixo, José Felipe, Leonardo, Maurício).
A todos os meus amigos que de alguma forma colaboraram com meu trabalho,
especialmente Arthur, Jão, Acre, Paulo.
Aos colegas da Sanofi Farmacêutica (Mauro Mota, Alexandre Valente, Tatiana Salado,
Ana Cambraia, Silvia Massarenti, Janaína Paraizo, Ana Zanata, Vinicius VilasBoas, Alice
Kojima, Heitor Alves, Beatriz Martins) e principalmente a Webster Baroni, Eduardo
Terciotti, Ítalo Feal e Renan Cardoso pelas oportunidades e ensinamentos.
Ao meu professor orientador Fabrício Maciel que terá meu eterno respeito e admiração
pelos ensinamentos e contemporâneos

5
“Melhorar geralmente significa fazer algo que nunca fizemos antes.”
Shigeo Shingo

6
RESUMO
SANTOS, L.P. APLICAÇÃO DA FERRAMENTA SMED EM UMA LINHA DE EMBALAGEM DE
MEDICAMENTOS. 2014. 56. Projeto de trabalho de conclusão de curso (Engenharia Química)
– Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
No mundo contemporâneo é evidente o crescimento da competitividade em qualquer
segmento industrial, isso faz com que as empresas busquem tornar seus processos mais
eficientes para minimizar seus custos e atender a demanda de seus clientes. Desta forma
torna-se necessário a busca de estratégias produtivas para otimizar a produtividade e
diminuição de desperdícios. O trabalho realizado visou abordar a filosofia do Sistema Toyota
de Produção e estudar a aplicação dos conceitos do SMED em uma linha de embalagem de
medicamentos. A fundamentação teórica proveniente da literatura foi aplicada e adaptada ao
momento e cultura da empresa em questão. A análise de OEE possibilitou o entendimento da
oportunidade de melhoria na linha de embalagem escolhida. O principal objetivo foi definir
um padrão na realização do processo de changeover além de diminuir o tempo de setup a
partir da ferramenta estudada. Tais metas foram atingidas, 69% de redução no tempo de
setup e um check list padrão de desempenho das atividades foi definido e validado entre os
participantes. Foi possível concluir que a ferramenta abordada obteve êxito e a metodologia
foi um sucesso.
Palavras-chave: SMED. Toyota. Lean. Farmacêutica.

7
ABSTRACT
SANTOS, L.P. APLICATION OF TOOL SMED IN A PRODUCTION PACKAGING LINE OF DRUGS
LINE. 2014. 56. Project of work for conclusion course (Chemical Engineering) – Escola de
Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
In the contemporary world is a clear increase competitiveness in any industrial
segment, this makes companies seek to make their processes more efficient to minimize their
costs and meet the demand of its customers. Thus, it becomes necessary to search for
production strategies to optimize productivity and reduced waste. The work aimed to address
the philosophy of the Toyota Production System and study the application of SMED concepts
in a drug packaging line. The theoretical framework from the literature was applied and
adapted to the time and company culture in question. The OEE analysis allowed the
understanding of the improvement opportunity in the chosen packaging line. The main
objective was to define a standard in making the changeover process in addition to reducing
setup time from the study tool. These goals were achieved, 69% reduction in setup time and
a standard checklist of performance of activities was defined and validated among
participants. It was possible to concluded that the methodology discussed was successful and
satisfactory
Key Words: SMED. Toyota. Lean. Pharmaceutical.

8
LISTA DE FIGURAS:
Figura 1. Figura esquemática com as etapas do SMED......................................................22
Figura 2. Esquema de uma linha de embalagem de medicamentos sólidos...................28
Figura 3. Embalagem primária (Emblistadeira)...............................................................29
Figura 4. Embalagem primária (Emblistadeira)...............................................................29
Figura 5. Diferentes tipos de Blísteres.............................................................................30
Figura 6. Máquina de processamento de Embalagem secundária (Buleiro)...................31
Figura 7. Embalagem secundária (Blíster, cartucho e Bula) ...........................................31
Figura 8. Máquina de processamento de Embalagem secundária (Encartuchadeira)....32
Figura 9. Máquina de processamento de Embalagem terciária (Encaixotadeira)...........33
Figura 10. Caixa de embarque...........................................................................................33
Figura 11. OEE de junho na empresa estudada.................................................................35
Figura 12. OEE de julho na empresa estudada..................................................................36
Figura 13. Agenda da Semana Workshop..........................................................................37
Figura 14. Formatos utilizados na dinâmica de setup.......................................................38
Figura 15. Gráfico de tempo, por operador, necessário para completa o setup..............45
Figura 16. Diagrama de Gantt do setup realizado........................................................... .46
Figura 17. Check List padrão proposto..............................................................................50
LISTA DE QUADROS E TABELAS:

9
Quadro 1. Estágios conceituais do SMED e as técnicas associadas.................................. 24
Tabela 1. Tempo de Setups em Junho............................................................................. 35
Tabela 2. Tempo de Setups em Julho...............................................................................36
Tabela 3. Atividades realizadas pelo operador 1 durante o setup estudado...................42
Tabela 4. Atividades realizadas pelo operador 2 durante o setup estudado...................43
Tabela 5. Atividades realizadas pelo operador 3 durante o setup estudado...................44
Tabela 6. Tempo de setup estratificado para cada operador e % de Redução................51
Tabela 7. Setups posteriores ao workshop..................................................... .................52

10
LISTA DE ABREVIAÇÕES:
JIT: Just in time
MIT: Massachusetts Institute of Technology
SKU: Stock Keeping Unit
SMED: Single Minute Exchange to die
STP: Sistema Toyota de Produção
TPI: Tempo de Preparação Interno
TPE: Tempo de Preparação Externo
TRF: Troca Rápida de Ferramentas
PVC: Polyvinyl chloride
PVDC: Polyvinylidene chloride
OEE: Overall Equipment Effectiveness

11
SUMÁRIO
1. INTRODUÇÃO...................................................................................................13
1.1 . Empresa............................................................................................................14
1.2 . Justificativa.......................................................................................................15
1.3 . Objetivos...........................................................................................................16
1.3.1. Objetivos Gerais................................................................................................16
1.3.2. Objetivos Específicos........................................................................................16
2. REVISÃO BIBLIOGRÁFICA.................................................................................17
2.1. Lean Thinking (Mentalidade Enxuta)................................................................17
2.2. 7 Mudas............................................................................................................18
2.3. Setup.................................................................................................................19
2.3.1. SMED................................................................................................................ 20
2.3.2. Estágios da aplicação do SMED.........................................................................22
2.4. OEE....................................................................................................... ............25
3. METODOLOGIA................................................................................................ 26
3.1. Metodologia de pesquisa..................................................................................26
3.2. Metodologia de pesquisa aplicada ao caso.......................................................26
3.3. Processo de embalagem.................................................................................. 28
3.4. Planejamento e escopo do trabalho.................................................................34
3.4.1. Análise de performance da linha Pré-SMED......................................................34
3.4.2. Planejamento pré-workshop............................................................................37

12
3.4.3. Evolução do workshop………………………………………………………………………………… 38
3.4.4. Pós workshop....................................................................................................40
4. RESULTADOS E DISCUSSÕES.............................................................................41
4.1.1. Atividades operacionais no setup antes da aplicação do SMED........................41
4.1.2. Classificação das atividades..............................................................................45
4.2. Adequação de atividades externas...................................................................46
4.3. Melhoria nas atividades internas......................................................................47
4.4. Criação da proposta de check list.....................................................................49
5. CONCLUSÃO.................................................................................................................53
6. REFERÊNCIAS BIBLIOGRÁFICAS....................................................................................54

13
1. INTRODUÇÃO
O Sistema Toyota de Produção (TPS, ou o Lean Manufacturing como proposto por
Wolmack, Jones e Roos em “A máquina que mudou o mundo”) se originou após o término da
Segunda Guerra Mundial. Nesta época as indústrias automobilísticas japonesas passavam por
momentos de baixa produtividade, por consequência de dificuldades financeiras (pouco
capital para investimento) além da escassez de recursos causados pelos gastos que a guerra
gerou (WOMACK; JONES; ROOS, 1990).
Diante deste cenário, as empresas foram forçadas a evoluírem e adaptarem seus
métodos de fabricar veículos em relação aos utilizados pelas indústrias americanas, que
possuíam como filosofia a produção em massa (Fordismo), na qual o principal objetivo é ter a
maior produtividade possível.
A criação do sistema se deve principalmente a duas pessoas: Eiji Toyoda e o engenheiro
Taiichi Ohno. O Sistema Toyota de Produção objetiva aumentar a eficiência da produção pela
eliminação contínua de desperdícios (SHINGO 2000).
A produção enxuta combina as vantagens da produção artesanal e em massa, evitando
os altos custos da primeira e a rigidez desta última. Com essa finalidade, a produção enxuta
emprega equipes de trabalhadores multi qualificados em todos os níveis da organização, além
de máquinas altamente flexíveis e cada vez mais automatizadas, para produzir imensos
volumes de ampla variedade (WOMACK; JONES; ROOS, 1990).
Segundo OHNO (1997), fazer grandes lotes de um único formato, ou seja, produzir uma
grande quantidade de peças sem uma única troca de matriz, ainda é hoje uma regra de
consenso de produção. Esta é a chave do sistema de produção em massa de Ford. A indústria
automotiva americana tem mostrado continuamente que a produção em massa planejada
tem o maior efeito na redução de custos. O Sistema Toyota de Produção toma o curso inverso.
O slogan de produção é: “produção em pequenos lotes e troca rápida de ferramentas”. O
Sistema Ford preconiza os grandes lotes, lida com grandes quantidades, e produz muito
inventário. Por outro lado, o STP trabalha com a premissa de eliminar totalmente a produção

14
excessiva gerada pelo inventário e custos relacionados a operários, propriedade e instalações
necessárias à gestão do inventário.
Com o objetivo de visualizar as perdas (espera, movimentação e transporte
desnecessários) e eliminá-las, no final da década de 60, a Toyota implantou um método
suporte para o STP visando atingir as perdas nas atividades de setup, tal ferramenta foi
denominada de SMED (Single Minute Exchange of Die) que no Brasil é chamado de Troca
Rápida de Ferramentas (TRF). Este método foi proposto pelo consultor Shingeo Shingo, que já
havia conduzido dois estudos de redução de setup, o primeiro realizado na planta da Mazda
da Tokyo Kogyo em Hiroshima em 1950 e outra em 1957 no estaleiro da Mitsubshi Heavy
Industries na mesma cidade. Entretanto, foi apenas na Toyota que Shingo conseguiu implantar
o SMED de forma robusta, reduzindo o setup de uma prensa de 1000 toneladas cujo tempo
antes era de 240 minutos e após a aplicação da ferramenta foi para 3 minutos em 9 meses de
trabalho (SHINGO, 2000).
Mudando de cenário (focando no mercado farmacêutico), no Brasil, as multinacionais
farmacêuticas dominam o mercado há várias décadas (destaque para Pfizer, Novartis, Sanofi,
Roche e Astrazeneca), entretanto nos últimos 20 anos houveram mudanças significativas (Lei
das patentes no Brasil e o surgimento dos Genéricos, que implicam em custos menores ao
consumidor). Desta forma, a partir do século 21 as indústrias farmacêuticas tiveram que se
adaptar à crescente concorrência para que seu produto chegue em um custo competitivo ao
mercado.
Em virtude deste novo cenário, as empresas farmacêuticas tradicionais tiveram que
rever seus métodos e tomar rotas para garantirem que seus produtos continuem competitivos
levando em consideração custos e qualidade, ou seja, tiveram que se adaptar para o mercado
contemporâneo.
1.1. EMPRESA
A empresa estudada neste trabalho é uma multinacional francesa de grande porte, no
Brasil, existem diversas plantas cada qual com uma vertente de produção (vacinas,
medicamentos veterinários, genéricos além do tradicionais) a planta industrial apoiada no

15
trabalho se localiza na cidade de Suzano. No mundo, atua em mais de 100 países e conta com
mais de 110 mil colaboradores.
No Brasil seu portfólio contempla mais de 1600 SKU’s (Stock Keeping Unit), com isso a
empresa se encontra entre os 3 industrias com maior participação no mercado nacional e
entre as 5 maiores no cenário global do mercado farmacêutico.
A empresa se baseia na mentalidade enxuta para melhorar seus processos e
consequentemente eliminar perdas e proporcionar maior competitividade garantindo o
padrão de qualidade.
1.2. JUSTIFICATIVA
Embora as etapas nos processos de fabricação farmacêutica sejam parecidas, a
diferença de formatos e tamanhos de granel (comprimidos e cápsulas), dimensionais de
blísteres, bulas, cartuchos e frascos, mecanismos de embalagens (blíster, strips, shrinks,
bisnagas) bem como a apresentação das unidades comerciais (SKU’s) onde temos diferentes
configurações de blísteres por cartucho e comprimidos por blísteres, faz com que seus
processos sejam caracterizados por complexidade de ajuste, setup e estoques ao longo do
fluxo, devido a isso, fica evidente a oportunidade de implementação de melhorias para
minimizar esses efeitos. Outro fato pertinente à complexidade é o de algumas máquinas
serem compartilhadas por diversos produtos (mix de produtos em linhas produtivas). Devido
a isso, se faz necessário a aplicação dos conceitos de SMED para diminuir o tempo morto
envolvido principalmente nos setup’s.
Uma vez aplicada a ferramenta SMED com sucesso, ela pode ser replicada para
qualquer linha de embalagem de uma indústria farmacêutica, seguindo a mesma abordagem
e premissas segundo a metodologia em estudo.

16
1.3. OBJETIVOS
1.3.1. Objetivo Geral
Este trabalho tem como objetivo descrever e analisar a aplicação do SMED
dentro de uma linha de produção de embalagens de sólidos de uma indústria
farmacêutica,
1.3.2. Objetivos específicos
Avaliar os resultados obtidos quanto a redução do tempo de troca de
ferramenta, a melhoria das atividades operacionais e o aumento da
flexibilidade da linha de produção.
Analisar a aderência dos colaboradores quanto a ferramenta SMED.
Estudar os mecanismos gerenciais ao que diz respeito a disponibilizar todos os
alicerces necessários para padronização das atividades,
Estudar o comportamento operacional quando existe um padrão igual para
todos desempenharem a mesma tarefa.

17
2. REVISÃO BIBLIOGRÁFICA
2.1. LEAN THINKING (Mentalidade Enxuta)
Lean é um termo criado nos anos 80 durante um projeto de pesquisa do Massachusetts
Institute of Technology (MIT) sobre a indústria automobilística mundial. A pesquisa mostrou
comparativos entre a Toyota e as empresas que utilizavam do método de Ford, como
conclusão foi revelado que a Toyota havia desenvolvido um novo e superior método gerencial
nas principais dimensões dos negócios (manufatura, desenvolvimento de produtos e
relacionamento com os clientes e fornecedores).
A pesquisa teve êxito e foi de tamanha importância que pouco tempo depois foi base
para o livro “A máquina que mudou o mundo”. Uma obra que impulsionou e disseminou as
ideias da Toyota no hemisfério ocidental. E ainda hoje é uma referência de gestão mesmo
após quase 25 anos sua primeira edição.
Em 1956, o engenheiro chefe da Toyota japonesa Taiichi Ohno, em visita às fábricas
das Ford nos EUA, notou o grande gap existente em relação a produtividade (unidades
produzidas) entre os americanos e os japoneses. Entretanto Ohno também percebeu que a
produção em massa e de baixa variedade, utilizada pela Ford, não iria funcionar em um país
quebrado pela segunda guerra mundial, com uma economia em crise, poucos recursos, e com
uma demanda de mercado bem baixa (IMAI, 1990). Dessa forma, Ohno levou consigo a ideia
de adaptar a produção em massa para a realidade e cultura da Toyota.
Além de ter como objetivo produzir maior variedade de carros em pequenas
quantidades (ao invés de produzir muitos carros do mesmo modelo), o período de baixo
crescimento na época pós-guerra (falta de recursos) e também mais à frente na crise do
petróleo, colocou a redução de custos, através da redução de desperdícios e a busca pela
qualidade, como principal objetivo da metodologia Lean. Outro princípio definido por Ohno
(1997) era de que o aumento da eficiência só faz sentido quando associado à redução de
custos, ou seja, produzir o necessário usando o mínimo possível. A eficiência atual de uma
empresa é uma soma do trabalho e do desperdício que há na fábrica (onde o desperdício é

18
uma perda, ou seja um ponto negativo), assim sendo, evitar o desperdício corresponde a
melhorar a eficiência (OHNO, 1997).
Segundo (OHNO, 1997), a eliminação de desperdícios e elementos desnecessários a
fim de reduzir custos é fundamental; sendo assim, a ideia básica é produzir apenas o
necessário, no momento necessário e na quantidade requerida.
Segundo Liker o Sistema Toyota de Produção não dever ser simplificado como sendo
apenas um conjunto de ferramentas, já que é um sistema de gestão e não de técnicas isoladas,
como Just in Time, SMED, entre outras. Tais ferramentas não são o ponto principal do STP,
mas sim o comprometimento e a filosofia de trabalho que define o Sistema Toyota de
Produção, onde gestores e colaboradores de uma empresa devem convergir para essa
ideologia e sempre aliarem forças no caminho da extinção dos desperdícios e levarem a diante
a cultura de melhoria continua (LIKER, 2005).
2.2. 7 MUDAS
Com a filosofia de eliminar os desperdícios dos processos, Ohno listou e classificou em
7 as “mudas” (muda é uma palavra em japonês cuja tradução para o idioma português significa
“desperdício”), tais fenômenos são muito comuns de se ver não só em uma linha produtiva
mas como em diversos processos do dia a dia:
I. Desperdício por superprodução: Produzir além do necessário, ou seja, produzir mais
do que o mercado necessita (ou produzir além da capacidade em processos
conjugados). Este tipo de desperdício é considerado o pior, pois quando ele ocorre
acaba por gerar os outros como consequência.
II. Desperdício por espera: Qualquer tipo de espera entra nessa classificação
(maquinários, operadores, documentação ou matéria prima).
III. Desperdício por transporte: Toda a movimentação desnecessária de produtos ou
peças na fábrica (nessa classificação não entra transporte de pessoas ou operários).

19
IV. Desperdício de processamento excessivo ou ineficiência: Processamentos que não
agregam valor ao produto, ou que não são necessárias, gera etapas desnecessárias.
V. Desperdício por estoque excessivo: Muita matéria-prima, intermediários ou produtos
estocados, gera custos de warehouse (depósito), e fluxo interrompido.
VI. Desperdício por movimentação: Movimentação desnecessária de pessoas, inclui-se
não só movimentação horizontal, mas também movimentação ergonômica e
ergométrica.
VII. Desperdício por retrabalho: Reprocessamento de algum refugo, produtos fora de
especificação (com alguma avaria ou fora da qualidade especificada).
2.3. SETUP (Changeover)
Processo de mudança da produção de um item para outro em uma mesma máquina
ou equipamento que exija troca de ferramenta, ajustes e/ou dispositivo. O tempo de setup é
compreendido entre a última unidade produzida de um ciclo até a primeira unidade, com
qualidade, do ciclo seguinte (GOUBERGEN e LANDEGHEM, 2002).
Setup são as atividades que antecedem a uma operação, seja para sua preparação,
regulagem, troca de ferramenta, dispositivo, limpeza e outros, num processo industrial.
Também se pode definir o termo setup como sendo o tempo decorrido entre o final da
produção de uma peça e o início da produção da próxima peça diferente, envolvendo nesta
parcela de tempo toda a preparação para reiniciar o ciclo, ou seja, o tempo dispensado na
preparação do equipamento para habilitá-lo ao reinício da atividade (SHINGO, 2000). Setup
também é popularmente conhecido como o tempo morto da produção, já que durante o
tempo em acontece essa troca a produção é nula.
Shingo também esclarece que o termo setup não se aplica apenas à preparação e ao
pós-ajuste de uma operação de processamento; refere-se também às operações de inspeção,

20
de transporte e de espera relacionadas à preparação do posto de trabalho, ou seja, tudo
aquilo que for necessário fazer antes do processamento do novo formato.
Considerando que o setup não adiciona valor, pois não há produção durante esse
período, o tempo ideal para sua execução é zero. Quanto mais se aproxima deste ideal, tanto
menor será seu custo dado que há a transferência direta do tempo reduzido ao setup ao
tempo de operação do equipamento, resultando em maior produtividade. O tempo que se
reduz do total de setup implica na adição de capacidade produtiva à atividade de
processamento (SANTOS, 1999).
2.3.1. SMED
O método da Troca Rápida de Ferramentas (TRF) nasceu a partir de estudos de
melhoria da eficiência desenvolvidos por Shigeo Shingo na planta da Toyo Kogyo da Mazda,
em Hiroshima, em 1950.
O trabalho consistia em eliminar os gargalos em determinadas máquinas. Shingo criou
então o chamado sistema SMED (Single Minute Exchange to Die), termo em inglês que significa
que o tempo de preparação de máquinas, ou setup, deve ser completado em no máximo 9
minutos e 59 segundos, ou “não mais do que um dígito de minuto”.
No relato da criação do SMED, Shingo distingue três etapas para o desenvolvimento da
metodologia que foi concebida ao longo de 19 anos (SHINGO, 1985).
A primeira etapa ocorreu na planta da Mazda Toyo Kogyo em 1950, na cidade de
Hiroshima. Ao analisar as atividades de troca de matrizes de uma prensa, Shingo identificou e
classificou como setup interno o conjunto de atividades realizadas com a máquina parada, e
setup externo como o conjunto de operações realizadas com máquina em funcionamento.
A segunda etapa foi no estaleiro da Mitsubishi Heavy Industries, em Hiroshima no ano
de 1957, na qual foi realizada a duplicação de ferramentas para que o setup fosse feito
separadamente, gerando aumento de 40% na produção. Conforme relato do autor, apesar da
euforia com o resultado, esta etapa de trabalho não contribuiu diretamente para formar o
corpo da metodologia.

21
Por fim, a terceira e última etapa ocorreu em 1969 na Toyota Motors Company, em
que cada operação de setup de uma prensa de 1.000 toneladas exigia quatro horas de
trabalho, enquanto que uma prensa similar na Volkswagen exigia apenas duas horas. Em uma
primeira fase de seu trabalho de consultoria, Shingo conseguiu uma redução desse tempo
para 90 minutos. Após exigência da diretoria da Toyota, aplicaram-se mais esforços na
redução do tempo, gerando o conceito de conversão de setup interno em setup externo, isto
é, a transferência de algumas atividades com a máquina parada para o momento que esta
estivesse em funcionamento. Dessa forma, houve uma considerável redução do tempo da
máquina parada para apenas três minutos.
Shingo (2000) através de seu método, objetivando melhor analisar os tempos de setup
identificou dois tipos: um interno, quando a preparação somente poderá ser feita quando a
máquina ou equipamento estiver parado; e outro externo, quando a preparação somente
poderá ser feita quando a máquina ou equipamento estiver em funcionamento, conforme
descrito a seguir:
Setup interno (TPI – Tempo de Preparação Interno), tais como a montagem ou
remoção das matrizes, que podem ser realizadas somente quando a máquina
estiver parada;
Setup externo (TPE - Tempo de Preparação Externo), tais como o transporte das
matrizes já utilizadas para o almoxarifado ou o transporte das novas para a
máquina, operações que podem ser realizadas com a máquina em funcionamento;
Conforme Shingo (2000), no paradigma tradicional os procedimentos de setup são
infinitamente variados, dependendo do tipo de operação e do equipamento utilizado, o que
deveria impedir a generalização de um método para a redução do setup. Contudo, Shingo
(2000) observou que todas as operações de setup compreendem uma sequência de passos
genérica e, portanto, é passível a generalização de um método com o objetivo de comprimir
o tempo de setup.

22
2.3.2. ESTÁGIOS DA APLICAÇÃO DO SMED
A aplicação da metodologia foi descrita por Shingo e classificada em 4 estágios de
desenvolvimento (Estágio preliminar, primeiro estágio, segundo estágio e terceiro estágio). A
representação é vista na figura 1 conforme Shingo apresentou em seu livro:
Figura 1. Esquema com as etapas do SMED
Fonte. SHINGO, 2000 (adaptado).
Estágio inicial - Preliminar
No Estágio inicial ou estratégico as condições de setup interno e externo não se
distinguem. Como nas operações de setup tradicionais, o setup interno e o externo são
confundidos, portanto se estuda detalhadamente as reais condições do chão-de-fábrica. Há
que se demonstrar às gerências, neste estágio, as necessidades e vantagens decorrentes da
implantação de um sistema de TRF, cujos benefícios vêm aumentar as potencialidades
produtivas da empresa, pois objetivam uma maior produtividade por redução de tempos e
custos (SHINGO, 2000).

23
Estágio 1- Separação de setup interno e externo:
Distinção das atividades segundo a classificação fundamental do SMED, isto é, aquelas
que podem ser realizadas com o equipamento em funcionamento (setup externo), e aquelas
que só podem ser executadas com o equipamento parado (setup interno), além da
determinação das atividades segundo os critérios de interno e externo elas podem também
ser consideradas desnecessárias (mudas). Neste último caso, o objetivo é a eliminação desta
tarefa. Tal artifício é importante para a redução do tempo de changeover contribuindo para a
eficácia do projeto. É creditado como o estágio mais importante do projeto visto que ele
implica na discriminação clara de cada operação que é parte do setup interno e cada operação
que é parte do setup externo.
Segundo Shingo (2000), “Através, simplesmente, da separação e organização das
operações internas e externas, o tempo de setup interno (paradas inevitáveis da máquina)
podem ser reduzidas de 30% a 50%”.
Estágio 2 – Convertendo setup Interno em Externo
Neste estágio efetua-se a real conversão do setup interno em externo.
Ainda é necessário um reexame das operações para verificar se alguma operação
tenha sido erroneamente alocada e para fazer um esforço para converter estas atividades em
setup externo.
No processo de transformação do setup interno em externo é possível que algumas
operações identificadas sejam passíveis de serem eliminadas do processo. Neste caso, em se
tratando do setup interno, também haverá um ganho em termos de redução do tempo de
ciclo e do próprio lead-time.

24
Estágio 3 – Otimização das tarefas.
É a implementação de melhorias com o intuito de reduzir os tempos de execução das
atividades de setup externo e interno. Seu principal objetivo é analisar detalhadamente todas
as atividades do setup, visando sua execução no menor tempo possível.
De modo geral, são aplicadas algumas técnicas padrões para o desenvolvimento de
cada estágio, tais técnicas norteiam o projeto e facilitam a sua elaboração em qualquer que
seja o processo (qualquer seguimento de indústria pode-se utilizar os passos seguintes). Como
descrito no quadro 1.
Quadro 1. Estágios conceituais do SMED e as técnicas associadas.
Fonte. SHINGO, 2000.

25
2.4. OEE – Overall Equipment Effectiveness
O OEE é um indicador de performance utilizado para avaliar a eficiência de máquinas. É
composto pela multiplicação de 3 fatores diretamente ligados aos resultados dos
equipamentos:
Disponibilidade: A porcentagem do tempo em que o maquinário esteve
disponível para produzir em relação ao tempo em que foi programado para
trabalhar.
Performance: A relação entre a velocidade real em que o maquinário trabalha
e a velocidade standard considerada como máxima para o equipamento.
Qualidade: A porcentagem de peças boas em relação ao número total de peças
das quais o maquinário entrega.
O OEE pode ser calculado através da equação 1:
𝑂𝐸𝐸 = 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 𝑥 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 𝑥 𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 (1)

26
3. METODOLOGIA
3.1. METODOLOGIA DE PESQUISA:
O trabalho foi realizado pelo método de pesquisa ação, tal metodologia é considerada uma
estratégia de desenvolvimento de um trabalho científico utilizando dados práticos,
geralmente gerados pelo próprio autor. Durante o desenvolvimento da investigação o intuito
é aprimorar a prática pela oscilação sistemática entre agir no campo da prática e investigar a
respeito dela. Planeja-se, implementa-se, descreve-se e avalia-se uma mudança para a
melhora de sua execução.
Segundo Tripp (2005) a pesquisa ação é uma maneira de investigação-ação cujas técnicas
de pesquisa consagradas tem o intuito de informar à tomada de ação que se opta em tomar.
Craighead e Meredith (2008) afirmam que a pesquisa-ação é um dos métodos qualitativos
emergentes, podendo ser empregada para que o pesquisador aprofunde seus conhecimentos
acerca de um fenômeno e estabeleça questões de pesquisa mais pertinentes.
Na pesquisa-ação, o termo pesquisa se refere à construção do conhecimento e o termo
ação, à uma modificação intencional de uma dada realidade (uma influência do próprio
pesquisador em prol do aprofundamento do tema). A pesquisa-ação é a produção de
conhecimento guiada pela prática, com a modificação de uma dada realidade ocorrendo como
parte do processo de pesquisa. Neste método de pesquisa, o conhecimento é produzido e a
realidade é modificada simultaneamente, cada um ocorrendo devido ao outro (OQUIST,
1978).
Coghlan e Brannick (2008) consideram que a pesquisa-ação é apropriada quando a
questão da pesquisa relaciona-se com descrever o desdobramento de uma série de ações ao
longo do tempo em um dado grupo, comunidade ou organização; para explicar como e porque
a ação de um membro de um grupo pode mudar ou melhorar o trabalho de alguns aspectos
do sistema; e para entender o processo de mudança ou de melhoria e aprender com ele.

27
3.2. METODOLOGIA DE PESQUISA APLICADA AO CASO
Conforme relatado, a metodologia de aplicação de SMED segue quatro estágios
conceituais, o estágio preliminar onde se nota o cenário sem qualquer relação com a
ferramenta SMED, o estágio de separação de setup nas modalidades “interno” e “externo”, a
conversão de setup interno em externo e o estágio de otimização e simplificação dos aspectos
envolvidos no setup.
A metodologia de aplicação de SMED ligado a metodologia de pesquisa-ação, gerou 6
etapas de execução:
Etapa 1 – Planejamento do escopo da Pesquisa-ação
o Na etapa inicial, foi realizado o levantamento bibliográfico e repassado
em forma de treinamento ao time multifuncional todos os conceitos
intrínsecos a metodologia de melhoria no tempo de setup.
Etapa 2 – Coleta de dados
o Nesta etapa, foram coletados os dados necessários para continuidade
da pesquisa, foi realizado um setup e através de observações,
cronoanálises e fotografias foram determinadas as informações.
Etapa 3 – Análise dos dados
o A análise dos dados foi feita embasada na fundamentação teórica
seguindo a premissa de evitar desperdício.
Etapa 4 – Planejamento das ações
o Através da análise dos dados, foram planejadas ações para cada
oportunidade encontrada afim de cumprir o objetivo (criação de um
sequenciamento padrão de processo de setup e a redução do mesmo).
Etapa 5 – Implementação das ações
o Nesta etapa (fase de maior demanda de tempo), foram implementadas
as ações criadas na etapa anterior.

28
Etapa 6 – Avaliação dos resultados:
o Nesta etapa o pesquisador descreveu suas atividades e suas conclusões
em um trabalho cientifico.
3.3. PROCESSO DE EMBALAGEM
O processo de embalagem de sólidos na indústria farmacêutica varia de acordo com
as linhas produtivas, existem linhas totalmente automáticas ou semiautomáticas (que utilizam
de alguma etapa manual em qualquer que seja o ponto).
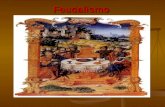
No geral, o processo pode ser descrito em 3 fases (embalagem primária, embalagem
secundária e embalagem terciária), é contínuo e linear e seu arranjo físico é linear. Como pode
ser visto na figura 2.
Figura 2. Esquema de uma linha de embalagem de medicamentos sólidos
Fonte. BATISTA, 2009.
Fase 1 - Embalagem Primária:
É a embalagem que tem contato direto com o medicamento (comprimidos revestidos,
drágeas ou cápsulas se forem sólidos, e xaropes, soluções, suspensão se forem líquidos), no
caso em estudo é embalagem de sólidos.
Um exemplo de embalagem primária é o blíster (popularmente conhecido como
“cartela de remédio”), este é feito unindo o material PVC com o laminado (rolo de alumínio)
conformando o blíster. O equipamento faz essa junção geralmente utilizando calor

29
(termoformação). Na formação do blíster o PVC (em alguns casos usa-se PVDC e tri-laminado)
é conformado para criar buracos (conhecidos na indústria farmacêutica por alvéolos), que
posteriormente serão preenchidos pelos comprimidos. A descrição do processo está
detalhada a seguir:
Moldagem dos alvéolos no rolo de PVC/Tri-laminado/PVDC via termoformação
(em raros processos pode-se fazer via mecanismos de pressão quando o
medicamento possui um princípio ativo que se oxida facilmente)
Alimentação e posicionamento do granel dentro dos alvéolos via mecanismo
da gravidade.
Selagem do Blister via ação térmica (neste instante a folha de alumínio entra
em contato com o “plástico” contendo os comprimidos)
Corte e gravação das cartelas: Há a necessidade de fazer a separação dos
blisteres. Neste momento há o corte das cartelas, e em seguida cada blister é
carimbado com dados variáveis de acordo com datas de fabricação e
vencimento, além do lote do medicamento.
A embalagem primária é considerada a etapa mais crítica do processamento de
produção, pois o medicamento está em contato com o ambiente, devido a isso o fluxo ocorre
sempre em uma zona mais limpa (em cabines que isolam os ambientes, e ainda com um
diferencial de pressão para evitar que a atmosfera externa se equalize com a interna).
Abaixo, figuras 3 e 4, é mostrado as máquinas envolvidas no processo de embalagem
primário, bem como o output do maquinário (blíster), figura 5.
Figura 3. Embalagem primária (Emblistadeira) Figura 4. Embalagem primária (Emblistadeira)
Fonte. Empresa Estudada Fonte. Empresa Estudada

30
Figura 5. Diferentes tipos de Blísteres
Fonte. www.pharmacy-machinery.com.br
Fase 2 - Embalagem Secundária:
A embalagem secundária é a que está em contato direto com a primária, não tendo
contato com o medicamento. Ela é composta por bulas e cartuchos (“caixinha do remédio”),
ou seja, dentro do cartucho é adicionado o blister e a bula, ao término desta etapa o produto
já é considerado uma SKU ou uma unidade comercial. A descrição do processo está detalhada
a seguir:
Transferência do blíster da máquina de emblistamento para a esteira de
encartuchamento.
Em paralelo ocorre a dobra das bulas em uma máquina chamada de buleiro
(mostrado na figura 5) e a armação do cartucho (conhecido popularmente
como “caixa de remédio”) em uma máquina denominada encartuchadeira,
mostrada na figura 6.
Em fase, o buleiro, a encartuchadeira e a esteira de blíster são levados até a
mesma posição onde ocorre a inserção da bula e blister dentro do cartucho.
Posteriormente ocorre o fechamento do cartucho via cola quente (hot melt), a
gravação de dados variáveis em um carimbo (mesmas informações já gravadas
no blister na embalagem primária).

31
Figura 6. Embalagem secundária (Buleiro)
Fonte. Empresa Estudada
Figura 7. Embalagem secundária (Blíster, Bula e Cartucho)
Fonte. Empresa estudada

32
Figura 8. Embalagem Secundária (Encartuchadeira)
Fonte. Empresa Estudada
Fase 3 - Embalagem Terciária:
Na fase onde ocorre a embalagem terciária (caixas de embarque), é realizado o
encaixotamento, isto é, colocação dos cartuchos em caixas-padrão de papelão, que por sua
vez, constituirão os paletes. Esta etapa devido a simplicidade, pode ser feita com uma
máquina automática ou semi-automática, quando não automática fica a cargo do operador
armar a caixa e posicioná-la na máquina para que esta faça a inserção dos cartuchos, no caso
de máquina automática o próprio maquinário (conhecido como encaixotadeira) realiza a
armação da caixa, insere os cartuchos no seu interior e em seguida faz o fechamento com a
passagem de fita adesiva. Como mostrado abaixo na figura 7.
Em geral o operador tem o trabalho de acondicionar as caixas de embarque em um
palete para posteriormente movimentar o produto acabado.

33
Figura 9. Embalagem Terciária (Encaixotadeira)
Fonte. Empresa Estudada
Figura 10. Embalagem Terciária (Caixa de Embarque)
Fonte. Google
Como mostrado acima, o processo de embalagem possui várias etapas, e cada produto
tem sua peculiaridade em seu processamento, seja pelo dimensional das embalagens
(exemplos: tamanho de blísteres, formato de comprimido, tamanho de bula, formato de
cartucho, entre outros) ou pelo material a ser utilizado (exemplos: gramatura de bulas,
gramatura de cartuchos, tipo de plástico no blister).
Devido a isso a adequação da máquina ao produto que será processado deve ser
padronizada com atividades sequenciadas, para garantir que todas as necessidades de tarefas
durante o setup sejam concluídas com êxito e no menor tempo.

34
3.4. PLANEJAMENTO E ESCOPO DO PROJETO
3.4.1. Análise de performance da Linha Pré-SMED
A definição da linha que receberia o projeto de melhoria no tempo de setup foi realizada
a partir dos indicadores de performance além de volume de produção e capacidade de
produção.
A linha escolhida foi feita considerando algumas premissas:
Premissa 1:
A linha vinha mostrando um baixo valor de OEE se comparado as demais, isso refletia
diretamente na produtividade e entrega dos produtos embalados na linha em questão.
Premissa 2:
A linha em questão é considerada de alta performance, ou seja, a velocidade de produção
é muito alta se comparada à média do site.
Premissa 3:
O volume de produção nessa linha de embalagem era muito alto (3 turnos em 5 dias
semanais), dessa forma, possuía um grande peso nos resultados do site.
A partir da definição do foco do projeto, na figura 8 e tabela 1, é mostrado a análise da
eficiência do processo produtivo de embalagem (dados provenientes da empresa estudada)
para a linha em questão no mês de Junho e na figura 9 e tabela 2 é mostrado os dados do mês
de julho.

35
Junho/2014:
Figura 11. OEE de junho na empresa estudada
Fonte. Desenvolvido pelo Autor do Trabalho
Tabela 1. Tempo de Setups em Junho
Data
Tempo de
setup (em
minuto)
jun/14 665
jun/14 535
jun/14 480
jun/14 335
Média 503,75
Fonte. Desenvolvido pelo Autor do Trabalho

36
Julho/2014
Figura 12. OEE de julho na empresa estudada
Fonte. Desenvolvido pelo Autor do Trabalho
Tabela 2. Tempo de Setups em Julho
Data
Tempo de
setup (em
minuto)
jul/14 515
jul/14 415
jul/14 400
Média 443,3333333
Fonte. Desenvolvido pelo Autor do Trabalho
Os resultados acima da linha de embalagem escolhida para aplicação do projeto mostram
que nos dois meses anteriores ao workshop SMED o resultado de OEE se manteve na mesma
ordem de grandeza com pequena variação, além disso foi possível notar que a média de

37
tempo de setup do mês de julho foi 12% menor do que o de junho, apesar disso não foi notado
nenhum padrão de melhora, isso mostra que o resultado foi um evento ao acaso.
3.4.2. Planejamento Pré-Workshop
O conceito SMED aplicado de maneira prática é desenvolvido sob dois focos principais:
a separação e transferência de elementos do setup interno para elementos externos e a
eliminação das “mudas” (perdas) do processo de troca ou setup.
No trabalho proposto, o Workshop de SMED foi realizado no estudo do setup mais
complexo de uma linha de embalagem de medicamentos sólidos, durante um workshop de 5
dias, onde um time multifuncional analisou cada atividade desenvolvida para cada operador
envolvido nas tarefas.
O planejamento dos 5 dias foi realizado com antecedência objetivando a aderência ao
cronograma previamente definido, para que todos os participantes pudessem atualizar suas
próprias agendas a fim de estarem aptos a participar do workshop, e também para que a
gerencia deslocasse os operadores para o horário administrativo por pelo menos uma
semana. A agenda da semana elaborada segue abaixo na figura 10.
Figura 13. Agenda da Semana Workshop
Fonte. Empresa Estudada

38
3.4.3. Evolução do Workshop
Dia 1:
O primeiro dia se realiza em uma sala de treinamentos, onde é introduzida a parte
teórica, apresenta-se ao grupo diversos conceitos (Histórico do Lean, 7 mudas, SMED,
Atividades Internas e Externas) necessários para o desenvolvimento do workshop.
Complementando a teoria, é apresentada a ferramenta “chronoexcel” (conjunto de
macros desenvolvida para o excel com o intuito de cronometrar e descrever cada atividade
durante sua utilização) em uma dinâmica que simula-se o processo de um setup onde o
objetivo é realizar a troca de formato de uma peça, os quais ilustrados na figura 14.
Figura 14. Formatos utilizados na dinâmica de setup
Fonte. Empresa Estudada
Ao término do dia são definidos o que cada membro da equipe fará no decorrer do
setup que será então realizado no dia 2, tal definição é realizada de acordo com o setor e as
habilidades de cada integrante do time. Além disso é determinado, previamente entre todos
os participantes, uma meta de tempo para se alcançar nos setups após a finalização do projeto
SMED.

39
Dia 2:
No segundo dia há o acompanhamento do setup, nesta ocasião 3 operadores realizam o
mesmo, enquanto o restante dos integrantes tem papéis definidos objetivando a coleta de
dados durante o setup, os dados a serem coletados são pontuados a seguir:
Quantidade de movimentações dos operadores;
Mudas que aconteciam durante o processo de setup;
Tempo de cada atividade desenvolvida (como citado anteriormente).
Dia 3:
No terceiro dia com base na coleta de dados feita no dia 2, os integrantes da equipe são
encarregados de criar o diagrama de Gantt do setup executado, de maneira visual, o diagrama
deve mostrar quantos e quais operadores participam do setup e qual a duração das atividades,
além da classificação das tarefas quanto a externas, internas e mudas.
Após a construção do diagrama inicial este é analisado com o intuito de haver o
entendimento das principais dificuldades que o setup apresenta, ou seja quais atividades
demandam mais tempo e esforço para ser concluída.
Dia 4:
No quarto dia é criado o cenário futuro, com o seguinte racional:
Todas as atividades classificadas como externas, teriam de ser realizadas antes ou depois
do setup propriamente dito (produção igual a zero), para que isso ocorresse deveria ser criado
um meio disso suceder, ou seja, um plano de ação cujo propósito fosse promover um meio
para os operadores realizarem determinada atividade concomitante com a linha em
produção.
Todas as atividades classificadas como mudas, teriam de ser eliminadas do cenário futuro,
também por meio de plano de ação para suportar a eliminação da tarefa em questão.
Como um adendo ao método de SMED, todas as atividades internas seriam desafiadas
quanto ao tempo de execução, ou seja o time foi instigado a pensar em melhorias no próprio
processo de setup quanto ao mecanismo de realização das atividades, e ao passo que as

40
melhorias são propostas também deverão ser tratadas em um plano de ação com um líder
para realizá-la.
Desta forma, os planos de ações que surgiram são classificados em 3 categorias, mostradas
a seguir, em cada categoria uma área suporte deverá ser responsável para concluir as ações:
Plano de ação organizacional: Todas as ações que envolvessem disposição de espaços,
layout, ferramentas de utilização frequente.
Plano de ação de máquinas: Todas as ações voltadas ao maquinário da linha produtiva,
desde o conserto de avarias, até adaptações que podem melhorar a realização das atividades.
Plano de ação de métodos/processos: Todas as ações em prol da modificação do
mecanismo de realização das atividades, exemplos: parametrização, melhor alocação de
tarefas.
Dia 5:
No quinto dia, no período da manhã é realizado um setup com base no cenário futuro
proposto pelo time envolvido no projeto, afim de verificar a funcionalidade do check list
definido. Todas as melhorias e mudanças no mecanismo das atividades serão simuladas afim
de se determinar a eficiência dos planos de ação.
Ao término do trabalho, há o encerramento oficial.
3.4.4. Pós Workshop
Após o Workshop, um grupo de coordenação se reúne semanalmente em prol da
discussão da evolução do plano de ação criado e follow-ups dos status de cada plano.
As reuniões ocorrem até o último plano de ação ser concluído.

41
4. RESULTADOS E DISCUSSÕES
Neste tópico será abordado o tempo que cada um dos 3 operadores precisou para realizar
o setup (de maneira comparativa sem SMED e em sequência com a utilização dos conceitos
do Single Minute Exchange of Dies).
4.1.1. Atividades operacionais no setup antes da aplicação do SMED
No segundo dia de workshop os operadores fizeram um setup usual (na maneira como
acontecia normalmente) enquanto o restante do grupo coletava dados referente àquela
atividade.
Na ocasião, cada operador tinha uma “sombra”, ou seja, uma pessoa que o acompanhava
com um computador registrando quais atividades sequenciadas ele fazia além do tempo de
conclusão da atividade.
Abaixo seguem as tarefas coletadas, além das considerações do desempenho geral de
cada operador.
Operador 1
As atividades contempladas pelo operador 1 foram voltadas em sua grande parte à
limpeza e sanitização, montagem e desmontagem de peças e ajustes de parâmetros voltados
as áreas pertinentes ao processo de embalagem primário. Devido a criticidade em
contaminação na primeira etapa do processo de embalagem, foi necessário seguir diversos
procedimentos de limpeza, os quais demandam maior atenção do operador. Pode-se ver parte
das atividades desempenhadas pelo operador 1 na tabela 3.
O operador apresentou conhecimento técnico em suas atividades, com algumas
dificuldades em poucas tarefas, entretanto mostrou em diversos momentos falta de
organização e estruturação ordenada em seus afazeres.

42
Tabela 3. Atividades realizadas pelo operador 1 durante o setup estudado
Fonte. Empresa Estudada
Operador 2
O Operador realizou atividades de limpeza e ajustes do restante das máquinas da linha
de embalagem contemplando a embalagem secundária e terciária (as tarefas de limpeza
foram realizadas com procedimentos de limpeza mais brandos, tornando mais simples as
atividades). Pode-se ver parte das atividades desempenhadas pelo operador 1 na tabela 4.
As atividades desempenhadas pelo Operador 2 não demandaram conhecimentos
técnicos sobre os mecanismos das máquinas, entretanto de maneira semelhante ao operador
1 mostrou falta de organização no desempenho das tarefas.

43
Tabela 4. Atividades realizadas pelo operador 2 durante o setup estudado
Fonte. Empresa Estudada
Operador 3
As atividades do Operador 3 foram dedicadas a parte organizacional da linha em si, tais
como organização do Layout, retirada de resíduos, materiais que sobraram do lote anterior
dentre outros. Além disso, tarefas administrativas, tais como liberação de lote, fechamento
de folha de processo e preenchimento de folhas via SAP. Pode-se ver parte das atividades
desempenhadas pelo 3 na tabela 5.

44
Tabela 5. Atividades realizadas pelo operador 3 durante o setup estudado
Fonte. Empresa Estudada
Ao término do Setup, foi visto que o setup teve duração de 387 minutos (6 horas e 27
minutos) e demandou 3 operadores para desempenhar o processo de changeover.
Evidenciado na figura 15.

45
Figura 15. Gráfico de tempo, por operador, necessário para completa o setup
Fonte. Desenvolvido pelo Autor do Trabalho
4.1.2. Classificação das Atividades
Com base na descrição das atividades realizada, classificou-se em relação a atividades
Externas/Internas/Mudas. A classificação das atividades dentre o critério utilizado
(proveniente da metodologia) é mostrada:
Internas: Atividades que realmente são necessárias durante o processo de
changeover: Limpeza e sanitização, montagem e desmontagem de peças, retirada de
resíduos e material de embalagem restante do lote anterior ao setup, dentre outros.
Externas: Atividades que podem ser realizadas antes ou depois do setup propriamente
dito (máquina parada): Atividades organizacionais, retirada parcial de material de
embalagem restante, preenchimento parcial de documentação, dentre outras.
Mudas: Atividades que não precisam ocorrer durante o processo de setup: Esperar
ajustes, manutenção, fabricação, transporte qualquer tipo de material, procurar
ferramentas, dentre outros.
387 387 387
0
50
100
150
200
250
300
350
400
450
Operador 1 Operador 2 Operador 3
Tem
po
em
min
uto
s
Operadores no processo de setup
Tempo de Setup

46
A figura 16 ilustra a construção do Gantt.
Figura 16. Diagrama de Gantt do setup realizado
Fonte. Empresa Estudada
4.2. Adequação de Atividades Externas
Para garantir a realização das atividades, que naquele momento eram desempenhadas
durante o setup, fora do período em que a máquina estaria parada, foi necessário a criação
de medidas que dessem a possibilidade ao operador de fazê-las no melhor momento. Devido
a algumas medidas demandarem custos e tempo, elas foram realizadas em um prazo
adequado para que fossem disponibilizadas. As medidas seguem listadas abaixo:
Troca dos carimbos de dados variáveis (lote, data de fabricação e data de
validade): durante o setup estudado foi visto que o operador esperou o lote acabar
e dentre suas atividades ele pegou o mesmo carimbo e trocou suas teclas. A tarefa
demandou um tempo considerável devido ao pequeno tamanho das teclas, e da
necessidade do ajuste fino ao colocá-lo para garantir que o carimbo iria gravar os
dados legíveis.

47
o Como ação para “externizar” essa atividade, foi proposto a compra a
disponibilização de um carimbo reserva, neste caso o operador poderia
montar o carimbo previamente e apenas desacoplar o carimbo do lote
anterior e acoplar o carimbo do lote posterior. O Ganho na troca do
mecanismo da atividade foi de 30 minutos.
Atividades Organizacionais (Obtenção de materiais de limpeza, ferramentas
operacionais, sacos de lixo, pallets, etiquetas): No decorrer do changeover
estudado notou-se que em grande parte das atividades que os operadores
desempenhavam eles só pensavam no material que iam utilizar no instante do ato,
e em diversas vezes ele perdia tempo para procurar o artefato que o auxiliaria na
atividade. Exemplo: Procurar álcool 70 % no momento de uma sanitização de
alguma máquina. Tal perda de tempo além de ser uma muda segundo classifica de
Shingo, também pode ser realizada em um momento anterior, na separação de um
kit de preparação para o setup.
o Para garantir que os operadores realizem um check dos principais artefatos
que se usa como suporte das atividades, foi proposto a criação de uma lista
de checagem de preparação de um kit de utensílios necessários para se
realizar as atividades de maneira mais rápida e simples. O kit proposto
continha: Macacão para transferência entre áreas limpas, sacos de lixo,
pallets para transferência de material em geral, etiquetas de informações e
material de limpeza. O ganho considerado é de pelo menos 30 minutos.
4.3. Melhoria nas Atividades Internas
Com o objetivo de melhorar a execução das atividades internas, também foi considerada
uma etapa de melhorias no processo de realização das mesmas, o mecanismo de execução de
todas as tarefas não necessariamente se alterou, mas em alguns casos foi avaliado se o
payback do investimento necessário traria os ganhos estipulados.
Foi considerada cada atividade, questionada se o tempo medido no estudo do setup era
coerente e levantado através de um brainstorm entre os participantes o que poderia ser feito

48
para torná-la mais rápida e mais fácil. De acordo com as tarefas para cada operador as
propostas foram as seguintes:
Operador 1:
Desmontagem falha e repetitiva de peças: Criação de um procedimento
sequenciado de montagem e desmontagem das peças na máquina de
processamento de embalagem primária.
Longo tempo na limpeza da emblistadeira: Realização da atividade por duas
pessoas (concluindo a tarefa em um tempo menor).
Dificuldade nos ajustes de guias, sensores, carimbo, e corte de blísteres:
Alinhamento e calibração dos ajustes, determinação de lista de parâmetros
otimizados para cada dimensional de material de embalagem e realizar
treinamento operacional para capacitar os operadores no desempenho das
tarefas.
Falta de ferramentas e desorganização das existentes: Compra das ferramentas
necessárias e organização das mesmas.
Excesso de pó vindo da tubulação da fabricação: Realizar manutenção corretiva
no sistema de alimentação de comprimidos.
Operador 2:
Mangueira de ar comprimido muito curta (dificultando a passagem de ar
comprimido nas máquinas): Troca da mangueira de ar comprimido por uma de
maior tamanho.
Parafusos espanados (dificultando o ajuste e a troca): Adequação dos parafusos
por manípulos onde o mecanismo de ação da máquina permitir.
Porta-tipos desgastados e faltantes: Compra de um novo porta-tipo e dos tipos
faltantes.
Atividades repetitivas: Orientação para realizar a tarefa de maneira única e
eficiente.

49
Operador 3:
Lavagem de peças durante o setup: Compra de ferramental reserva. A lavagem das
peças será feita após a máquina entrar em processo de produção.
Dificuldade no encaixe da mangueira na exaustão: Troca da mangueira por uma
mais flexível que facilite a execução da tarefa.
Erro na separação do material de material proveniente da sala de formatos:
Criação de um check list de material necessário para realização do changeover.
4.4. Criação da proposta de Check List do Setup.
As tarefas internas foram divididas entre os operadores a fim da diminuição do tempo de
setup e também o nivelamento das atividades entre os colaboradores quanto ao esforço
desempenhado por cada um.
Na divisão proposta, fica claro quais atividades cada operador fará, bem como a ordem e
a quantidade de tempo que cada tarefa deverá ser realizada. Tal disposição genericamente é
mostrada na figura 17.

50
Figura 17. Check List padrão proposto
Fonte. Desenvolvido pelo Autor do Trabalho
Após validação do check list criado, foi realizado um estudo de porcentagem de redução
de tempo de setup. Foi visto que a proposta do setup sequenciado traria maior organização,
facilidades para o operador e ainda ganho considerável no tempo (69%). Abaixo segue o
estudo realizado na tabela 6.

51
Tabela 6. Tempo de setup estratificado para cada operador e % de Redução.
Fonte. Desenvolvida pelo Autor do Trabalho
Em seguida a criação do check list, foi realizado um novo setup utilizando o roteiro
desenvolvido. Para as etapas nas quais haveriam um plano de melhoria (exemplo:
Ferramentais Reservas) foi simulado o procedimento de realização da atividade.
O tempo obtido nesse segundo setup com os conceitos do SMED foi de 131 minutos,
dentro desse tempo foi visto que os operadores ainda não sabiam ainda o sequenciamento
das atividades o que perdia tempo para rever o check list para desempenhar as tarefas, além
disso foi notado que o setup ocorreu num dia atípico (fora da rotina de produção), devido a
isso a linha produtiva não estava no estado de costume (nível de sujeira, quantidade de
resíduos, além da disponibilidade das pessoas suporte necessárias), tal fato leva a crer que na
ocasião o setup foi facilitado por ter sido um evento na área produtiva, mas que em dias
normais as dificuldades serão maiores e poderão refletir num tempo maior.
Após a semana de workshop, foram monitorados os setups em processo, para avaliar a
aderência da produção em solucionar todos os planos de ações criados durante a workshop,
além disso avaliar se a equipe operacional tem seguido o racional desenvolvido. A tabela 7
com os setups que ocorreram e quanto tempo levaram.

52
Tabela 7. Setups posteriores ao workshop
Fonte. Desenvolvido pelo Autor do Trabalho
Colaboradores da empresa (gerentes, engenheiros, operadores entre outros) trataram o
projeto como um evento. Gerentes e Supervisores deram suporte e foram ativos nos
momentos oportunos, dando alicerce para que a ferramenta SMED evoluísse ao longo do
tempo de maturação. Operadores aderiram ao trabalho inicialmente e parcialmente nos
meses seguintes, muito em função da visibilidade que eles tiveram durante o trabalho,
entretanto em situações normais do dia a dia não tiveram o ímpeto que se esperava em buscar
atingir o tempo acordado.

53
5. CONCLUSÃO
Foi possível verificar a melhoria do tempo de setup ao comparar o antes e depois do
workshop. Nos três meses seguintes ao workshop foi visto que a média de setup teve um
decréscimo evidente mês a mês (387 minutos até 130 minutos ao final de 3 meses), isto era
esperado uma vez que todas as ações necessárias tinham datas que variavam de dias a 3
meses.
O ganho total foi de 69% de redução de perda por setup. O resultado mostrou que a
metodologia aplicada no workshop se mostrou eficiente na questão técnica, ao que diz
respeito aos conceitos e atividades desenvolvidas durante aquela semana. Entretanto sugere-
se uma atenção maior as questões pessoais, do convencimento das pessoas quanto a eficácia
do método não só como melhoria para a empresa mas também como melhoria na qualidade
de vida no trabalho.
Entretanto, não foi notado logo nos primeiros meses maior flexibilidade por conta da
variação de produtos embalados na linha como se esperava por conta da melhoria no
processo de setup. Isso principalmente por conta da filosofia Lean ser recente na empresa
estudada, no dado momento as ferramentas Lean tem se sobressaído em cima da ideologia
citada por Shingo.

54
6. REFERÊNCIAS BIBLIOGRÁFICAS
BATISTA, F.L, Redução de Lean Time através do mapeamento do Fluxo de valor em uma
indústria farmacêutica. 193p. Trabalho de conclusão de curso (Graduação em Engenharia de
Produção) – Universidade de São Paulo, São Paulo, 2009.
BARNES, RALPH MOSSER. Motion and time study, New York, John Wiley & Sons, 7º ed.,
1900.
COGHLAN, D.; BRANNICK, T. Doing action research in your own organization. 2nd ed. London:
Sage, 2008
CRAIGHEAD, C. W.; MEREDITH, J. Operations management research: evolution and alternative
future paths. International Journal of Operations & Production Management, v. 28, n. 8,
p.710-726,2008
DENNIS, P. Produção Lean Simplificada: Um guia para entender o sistema de produção mais
poderoso do mundo. Ed 1. Porto Alegre: Bookman, 2008.
GOUBERGEN, D. V.; LANDEGHEM, H. V. Rules for integrating fast changeover
capabilities into new equipment design. Robotics and Computer Integrated Manufacturing
18 (2002) 205–214.
IMAI, M. (Kaizen: a estratégia para o sucesso competitivo. 3ª Ed. IMAM, São Paulo, 1990.
LEAN INSTITUTE BRAZIL <http://www.lean.org.br>. Acesso em 26 de abril de 2014.
LIKER K.J., O Modelo Toyota. Porto Alegre: Ed. Bookman, 2005.

55
MONDEN Y. Sistema Toyota de Produção. IMAM, São Paulo, 1984.
OHNO, T. Sistema Toyota de Produção – Além da Produção em Larga Escala. Porto Alegre:
Ed. Bookman, 1997.
OQUIST, P. The epistemology of action research. ActaSociologica, v. 21, n. 2, p. 143-163, 1978.
SANTOS, H. A, Análise da aplicação do SMED em uma linha de produção de embalagem de
líquidos de uma empresa da indústria farmacêutica. 48 f. Trabalho de Conclusão de Curso
(Graduação em Engenharia de Produção) – Universidade Federal de São Carlos, São Carlos,
2013.
SHINGO, SHIGEO. O Sistema de Troca Rápida de Ferramentas. Porto Alegre: Bookman
Editora, 2000.
TRIPP, D. Pesquisa-ação: uma introdução metodológica, Revista Educação e Pesquisa, V.31,
n.3, p. 443-466, São Paulo, 2005.
WOMACK, J. P.; JONES, D. T. A Mentalidade Enxuta nas empresas: elimine o desperdício e
crie riqueza. Tradução de Ana Beatriz Rodrigues e Priscilla Martins Celeste. 5. Ed. Rio de
Janeiro: Campus, 1998.
WOMACK, J.P.; JONES, D.T.; ROOS, D.A Máquina que mudou o mundo. Campus: Rio de
Janeiro, 1990.