APLICAÇÃO DA METODOLOGIA OEE PARA ANÁLISE DA ... · Maturidade e desafios da Engenharia de...
12
APLICAÇÃO DA METODOLOGIA OEE PARA ANÁLISE DA PRODUTIVIDADE DO PROCESSO DE DESCOBERTURA DE CARVÃO MINERAL EM UMA MINA A CÉU ABERTO Guilherme Luís Mello Ribeiro (UNIPAMPA) [email protected] Rafael Lipinski Paes (UNIPAMPA) [email protected] Francisco José Kliemann Neto (UFRGS) [email protected] Os estudos de análise e redução de desperdícios representam um grande impacto na indústria de mineração nos dias atuais, pois a redução e/ou eliminação de perdas tende a gerar um incremento nos lucros e com isto viabilizar a manutenção emprresarial no mercado cada vez mais competitivo. O presente artigo trata da aplicação do Método OEE (Overall Equipment Effectiveness ou Eficiência Global dos Equipamentos) direcionado ao processo de descobertura de carvão mineral de uma mina a céu aberto, localizada na Cidade de Candiota no Estado do Rio Grande do Sul. Metodologicamente este artigo está estruturado de maneira que, inicialmente é apresentada uma pesquisa bibliográfica de caráter exploratória abordando temas como TPM (Total Productive Maintenance) e OEE (Overall Equipment Effectiveness), a seguir tem-se a apresentação da metodologia e do estudo de caso realizado e, por fim, é proposto um plano de ação para melhoria da disponibilidade, rendimento e qualidade do equipamento baseado na análise das medições realizadas. Os resultados obtidos demonstraram a evolução do índice de rendimento global de um equipamento destinado a realização de atividades associadas ao processo de descobertura de carvão mineral. Além disso, a análise de suas variáveis permitiu estabelecer um plano de melhoria baseado em categoria de ações para a redução das perdas existentes. Palavras-chaves: OEE, indicadores de desempenho, TPM XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
Transcript of APLICAÇÃO DA METODOLOGIA OEE PARA ANÁLISE DA ... · Maturidade e desafios da Engenharia de...
APLICAÇÃO DA METODOLOGIA OEE
PARA ANÁLISE DA PRODUTIVIDADE
DO PROCESSO DE DESCOBERTURA DE
CARVÃO MINERAL EM UMA MINA A
CÉU ABERTO
Guilherme Luís Mello Ribeiro (UNIPAMPA)
Rafael Lipinski Paes (UNIPAMPA)
Francisco José Kliemann Neto (UFRGS)
Os estudos de análise e redução de desperdícios representam um
grande impacto na indústria de mineração nos dias atuais, pois a
redução e/ou eliminação de perdas tende a gerar um incremento nos
lucros e com isto viabilizar a manutenção emprresarial no mercado
cada vez mais competitivo. O presente artigo trata da aplicação do
Método OEE (Overall Equipment Effectiveness ou Eficiência Global
dos Equipamentos) direcionado ao processo de descobertura de carvão
mineral de uma mina a céu aberto, localizada na Cidade de Candiota
no Estado do Rio Grande do Sul. Metodologicamente este artigo está
estruturado de maneira que, inicialmente é apresentada uma pesquisa
bibliográfica de caráter exploratória abordando temas como TPM
(Total Productive Maintenance) e OEE (Overall Equipment
Effectiveness), a seguir tem-se a apresentação da metodologia e do
estudo de caso realizado e, por fim, é proposto um plano de ação para
melhoria da disponibilidade, rendimento e qualidade do equipamento
baseado na análise das medições realizadas. Os resultados obtidos
demonstraram a evolução do índice de rendimento global de um
equipamento destinado a realização de atividades associadas ao
processo de descobertura de carvão mineral. Além disso, a análise de
suas variáveis permitiu estabelecer um plano de melhoria baseado em
categoria de ações para a redução das perdas existentes.
Palavras-chaves: OEE, indicadores de desempenho, TPM
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
2
1. Introdução
O carvão mineral é a segunda fonte de energia primária mais utilizada no mundo, logo depois
do petróleo. A escassez de energia elétrica aliada à menor disponibilidade de recursos hídricos
competitivos faz com que a geração térmica passe a ser um dos focos principais das
possibilidades de expansão do sistema elétrico nacional. A geração de energia a partir do
carvão mineral, com a aplicação de tecnologia atualizada, é ambientalmente aceitável, além
de ser uma alternativa técnica e economicamente viável, principalmente na Jazida de Candiota
que possui as condições geológicas mais favoráveis do país. Nesse contexto, as termelétricas
brasileiras que utilizam o carvão mineral como fontes de matéria-prima para geração de
energia elétrica estão caracterizadas como uma das organizações mais promissoras dentro da
área de geração. Principalmente, como fonte alternativa de energia, observando-se que sejam
implantadas seguindo o modelo de desenvolvimento sustentável.
A Mina de Candiota, operacionalizada pela Companhia Riograndense de Mineração (CRM)
está inserida na maior jazida de carvão mineral do Brasil, sendo responsável pelo
abastecimento da Usina Termelétrica Presidente Médici, operacionalizada pela Companhia de
Geração Térmica de Energia Elétrica (CGTEE), de 446 MW instalados e em fase de
expansão, com construção de uma nova unidade geradora de 350 MW. Ainda nesse contexto,
existem projetos em fase de licenciamento ambiental, como é o caso da UTE MPX Sul com
previsão para até 600 MW instalados.
A proposta deste trabalho é apresentar uma intervenção realizada na unidade mineradora com
o objetivo de medir e analisar o comportamento do índice de rendimento global de um
equipamento dedicado ao processo de descobertura de carvão mineral e assim propor um
plano de ação para melhoria para sua disponibilidade, qualidade e seu rendimento.
O texto está constituído por uma seção que apresenta o referencial teórico a cerca de TPM
(Total Productive Maintenance) e OEE (Overall Equipment Effectiveness). A seguir é apresentado
a metodologia e o ambiente de desenvolvimento, é descrito o estudo de caso e, por fim, a
última seção apresenta as considerações finais referentes ao trabalho desenvolvido.
2. Sustentação teórica
2.1. TPM - Total Productive Maintenance
Segundo Moubray (1997) apud Tondato (2004), a manutenção em toda a sua história pode
ser descrita por três gerações. Na primeira geração, que teve sua vigência antes da Segunda
Guerra Mundial, onde os consertos ou reparos eram simples e a sistemática da manutenção
não passava de limpezas superficiais e rotinas de lubrificação. A segunda geração
desenvolveu-se no pós-guerra, quando as indústrias tornaram-se mais complexas. Neste
contexto surgiu a manutenção preventiva, com o objetivo de melhorar a confiabilidade e a
qualidade dos equipamentos. A terceira geração, surgida na década de 1980, tem
transformado as indústrias em gerenciadoras dos seus equipamentos, proporcionando baixos
custos de manutenção, diminuição das quebras dos equipamentos e aumento da
produtividade e da qualidade dos produtos, através das técnicas do modelo de TPM.
A Manutenção Produtiva Total, conhecida nos meios onde se aplica pela sigla TPM (Total
Productive Maintenance), pode ser conceituada, segundo Takahashi (2000) como uma
campanha que abrange a empresa inteira, com a participação de todo o corpo de empregados,
para conseguir a utilização máxima dos equipamentos, utilizando a filosofia do
3
gerenciamento orientado para o equipamento. Além disso, está baseada em três pilares
principais: manutenção autônoma, melhorias individuais e manutenção planejada.
Assim, de acordo com Moraes (2004), podemos dizer que TPM não é apenas uma política de
manutenção, mas sim uma filosofia de trabalho, com extrema dependência do envolvimento
de todos os níveis da organização, capaz de gerar um senso de propriedade sobre os
equipamentos, sobre o processo e sobre o produto. Ainda segundo o mesmo autor, o conceito
de perda zero, que leva a obtenção de resultados imediatos, acaba servindo também como
fator motivacional para a continuidade e aceleração da implementação.
Três características importantes podem ser observadas no TPM, conforme relata o estudo de
Nakajima (1989):
- Busca pela economicidade, ou seja, tornar a manutenção uma atividade geradora de ganhos
financeiros para a empresa. Essa característica está presente em todas as políticas de
manutenção baseadas nos conceitos de prevenção de falhas e na melhoria da confiabilidade e
disponibilidade dos equipamentos;
- Participação voluntária dos operadores de produção nas atividades de manutenção, levados
pelo conceito de gerenciamento dos resultados e de atividades de pequenos grupos;
- Integração e otimização de todas as políticas de manutenção disponíveis, de maneira a
promover a melhoria da Eficiência Global dos Equipamentos (OEE).
De acordo com Tondato (2004), o desempenho do programa TPM no chão de fábrica pode
ser precisamente medido através dos seguintes indicadores: grau de eficiência dos
equipamentos, índices de qualidade de produtos e processos, número de acidentes e grau de
incremento na capacidade profissional dos funcionários. À parte tais indicadores, o TPM tem
um efeito positivo nos métodos de trabalho e no espírito de equipe, elementos vitais para
obtenção de uma empresa competitiva.
Nesse sentido torna-se possível relacionar características do TPM com conceitos da filosofia
da Manufatura Enxuta, que devem de acordo com Womack (1998) conferir o máximo
número de funções e responsabilidades a todos os trabalhadores que adicionam valor ao
produto na linha, e adotar um sistema de tratamento de defeitos imediatamente acionado a
cada problema identificado, capaz de alcançar a sua raiz.
2.2. OEE - Overall Equipment Effectiveness
Johnson e Kaplan (1987) defendem a utilização de indicadores de desempenho de cunho não
financeiro para avaliar o desempenho mensal da empresa. Argumentam que apenas a
utilização de indicadores financeiros já não reflete o desempenho recente da organização.
Sustentam que podem ser contestados pelas rápidas mudanças na tecnologia, pelos ciclos de
vida reduzidos dos produtos, pelas inovações na organização das operações de produção e por
inclusão de despesas de períodos passados ou aquelas que incluem benefícios que serão
concretizados no futuro. Indicadores não financeiros permitem fixar e prever melhor as metas
de rentabilidade de longo prazo na empresa.
Ainda segundo Johnson e Kaplan (1987), este panorama justifica a necessidade de novos
atributos de avaliação do desempenho das empresas que efetivamente reflitam a integração e a
flexibilidade de seus recursos. Permite ainda concluir que o desempenho é gerenciável na
proporção em que é medido. Sem medidas os gerentes não conseguem fundamentar
argumentos para comunicar especificamente quais as expectativas de desempenho, quais os
resultados esperados dos subordinados.
4
Slack (2002) destaca que somente através de uma função de manufatura saudável é possível
cumprir as metas e objetivos estratégicos definidos pela organização. Sendo assim, a
adequada utilização dos ativos fixos das empresas, componentes importantes da manufatura,
deve ser priorizada.
Além disso, o mercado atual vem promovendo mudanças significativas nas organizações, e,
com isso, a utilização do Indicador OEE promove ganhos significativos de qualidade e
produtividade, pois ajuda a entender melhor como está o desempenho da área de manufatura e
a identificar qual é a máxima eficácia possível.
Nesse sentido, segundo Hansen (2006), a Eficiência Global dos Equipamentos (OEE), indica
a real eficácia do processo (fazer bons produtos na velocidade considerada) no tempo que o
equipamento está programado para operar.
Ainda de acordo com o mesmo autor o indicador OEE possui três componentes:
- Disponibilidade (µ1), que pode ser definida, conforme a norma ABNT NBR 5462 –
Confiabilidade e Mantenabilidade, como a “Capacidade de um item estar em condições de
executar certa função em um dado instante ou durante um intervalo de tempo determinado”.
- Eficiência de Performance (µ2), que almeja a máxima utilização do equipamento, buscando
redução ou eliminação de possíveis paradas ou reduções de velocidade.
- Taxa de Qualidade (µ3), que pode ser caracterizada como a relação entre as quantidades de
produtos bons e o total de produtos fabricados buscando a ausência de defeitos ou retrabalhos.
Por conseguinte, segundo Hansen (2006), freqüentemente é utilizado um montante
considerável de capital para projetar, construir e implementar um sistema de maneira que o
produto possa ser feito uniformemente, com alta produtividade e mínimas perdas. A fábrica
deve efetivamente entregar o produto a um custo menor do que seria necessário para produzi-
lo individualmente. Qualquer instalação industrial deve levar em consideração projeções com
relação à eficiência do seu sistema proposto e como ele irá contribuir para o limite
operacional. A empresa deve, inclusive, estar atenta ao grau de risco, caso a esperada
eficiência não seja alcançada e sustentada.
Segundo Amorim (2009) o OEE é um indicador que mede o desempenho de uma forma “tri-
dimensional”, pois considera os seguintes aspectos:
- Quanto tempo útil o equipamento tem para funcionar, ou seja, produzir;
- A eficiência demonstrada durante o funcionamento, isto é, a capacidade de produzir à
cadência normal;
- A qualidade do produto obtida pelo processo em que o equipamento está inserido;
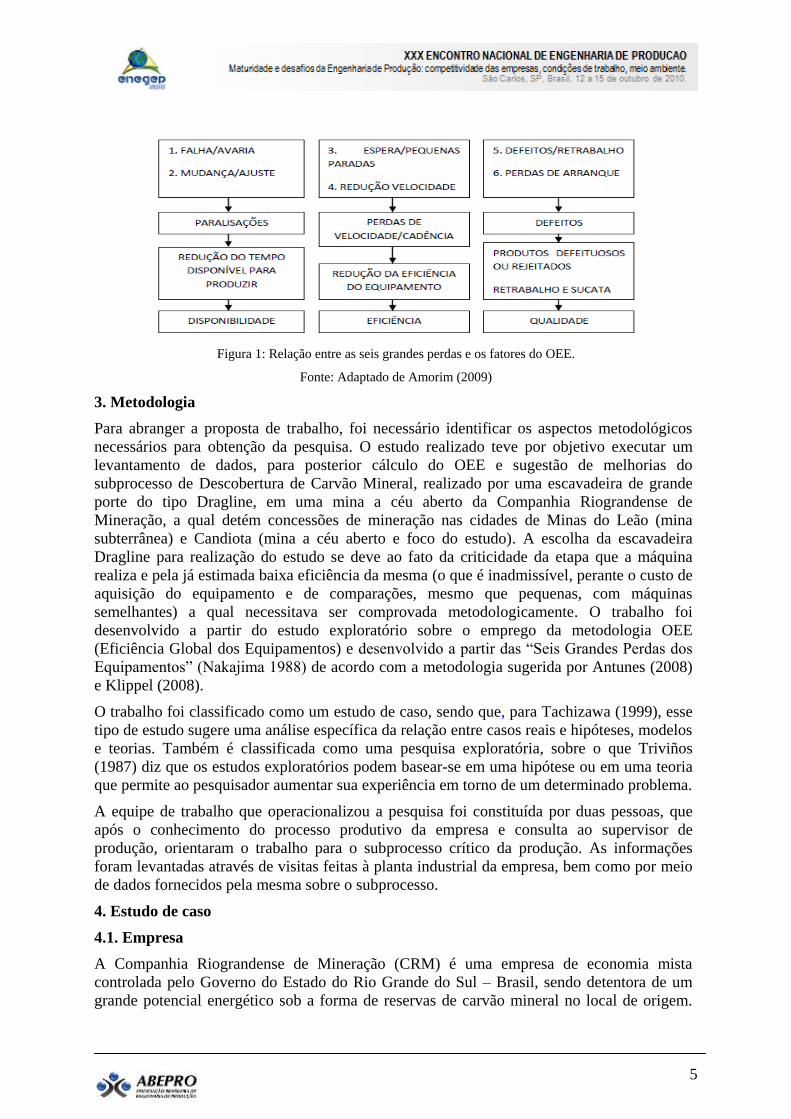
Ainda nesse sentido, podem-se relacionar as seis grandes perdas segundo Nakajima (1988)
nos processos produtivos e seu impacto em cada componente do Indicador OEE, como são
vistos na Figura 1.
5
Figura 1: Relação entre as seis grandes perdas e os fatores do OEE.
Fonte: Adaptado de Amorim (2009)
3. Metodologia
Para abranger a proposta de trabalho, foi necessário identificar os aspectos metodológicos
necessários para obtenção da pesquisa. O estudo realizado teve por objetivo executar um
levantamento de dados, para posterior cálculo do OEE e sugestão de melhorias do
subprocesso de Descobertura de Carvão Mineral, realizado por uma escavadeira de grande
porte do tipo Dragline, em uma mina a céu aberto da Companhia Riograndense de
Mineração, a qual detém concessões de mineração nas cidades de Minas do Leão (mina
subterrânea) e Candiota (mina a céu aberto e foco do estudo). A escolha da escavadeira
Dragline para realização do estudo se deve ao fato da criticidade da etapa que a máquina
realiza e pela já estimada baixa eficiência da mesma (o que é inadmissível, perante o custo de
aquisição do equipamento e de comparações, mesmo que pequenas, com máquinas
semelhantes) a qual necessitava ser comprovada metodologicamente. O trabalho foi
desenvolvido a partir do estudo exploratório sobre o emprego da metodologia OEE
(Eficiência Global dos Equipamentos) e desenvolvido a partir das “Seis Grandes Perdas dos
Equipamentos” (Nakajima 1988) de acordo com a metodologia sugerida por Antunes (2008)
e Klippel (2008).
O trabalho foi classificado como um estudo de caso, sendo que, para Tachizawa (1999), esse
tipo de estudo sugere uma análise específica da relação entre casos reais e hipóteses, modelos
e teorias. Também é classificada como uma pesquisa exploratória, sobre o que Triviños
(1987) diz que os estudos exploratórios podem basear-se em uma hipótese ou em uma teoria
que permite ao pesquisador aumentar sua experiência em torno de um determinado problema.
A equipe de trabalho que operacionalizou a pesquisa foi constituída por duas pessoas, que
após o conhecimento do processo produtivo da empresa e consulta ao supervisor de
produção, orientaram o trabalho para o subprocesso crítico da produção. As informações
foram levantadas através de visitas feitas à planta industrial da empresa, bem como por meio
de dados fornecidos pela mesma sobre o subprocesso.
4. Estudo de caso
4.1. Empresa
A Companhia Riograndense de Mineração (CRM) é uma empresa de economia mista
controlada pelo Governo do Estado do Rio Grande do Sul – Brasil, sendo detentora de um
grande potencial energético sob a forma de reservas de carvão mineral no local de origem.
6
São cerca de três bilhões de toneladas distribuídas em áreas ainda em fase de pesquisa e áreas
com titulação de lavra já consignada pelo órgão regulador federal. A empresa conta
atualmente com quatro minas, Leão I, Leão II, Candiota e Jazida do Iruí. O presente trabalho
foi realizado na Mina de Candiota, localizada no município de Candiota, distante 400
quilômetros ao sul de Porto Alegre, estando inserida na maior jazida de carvão mineral do
Brasil, onde as reservas passíveis de mineração a céu aberto, com profundidade de até 50
metros são da ordem de um bilhão de toneladas. Além disso, a empresa é fornecedora da
usina termelétrica Presidente Médici, localizada na mesma cidade, a qual possui capacidade
instalada de 446 MW e se encontra em fase de expansão de suas instalações
operacionalizando uma terceira fase de produção de energia, fazendo com que a demanda de
carvão mineral, que atualmente é de 1,7 milhões de toneladas por ano, aumente para um
futuro próximo.
4.2. Processo
O gerenciamento de processos reveste-se de grande importância na medida em que empresa
necessita cumprir seu contrato de fornecimento de carvão mineral (matéria-prima) para a
usina termelétrica considerando dimensões competitivas como custo, qualidade e
produtividade.
Nesse sentido desenvolver um entendimento da situação tornou-se necessário elaborar um
macro-fluxo do processo para visualizarmos como funciona cada subprocesso envolvido na
mina. Para entendermos o funcionamento de um processo, é de fundamental importância
termos conhecimento do fluxo da matéria-prima na produção. Nesse contexto, conhecermos
o macrofluxo e sua descrição é indispensável.
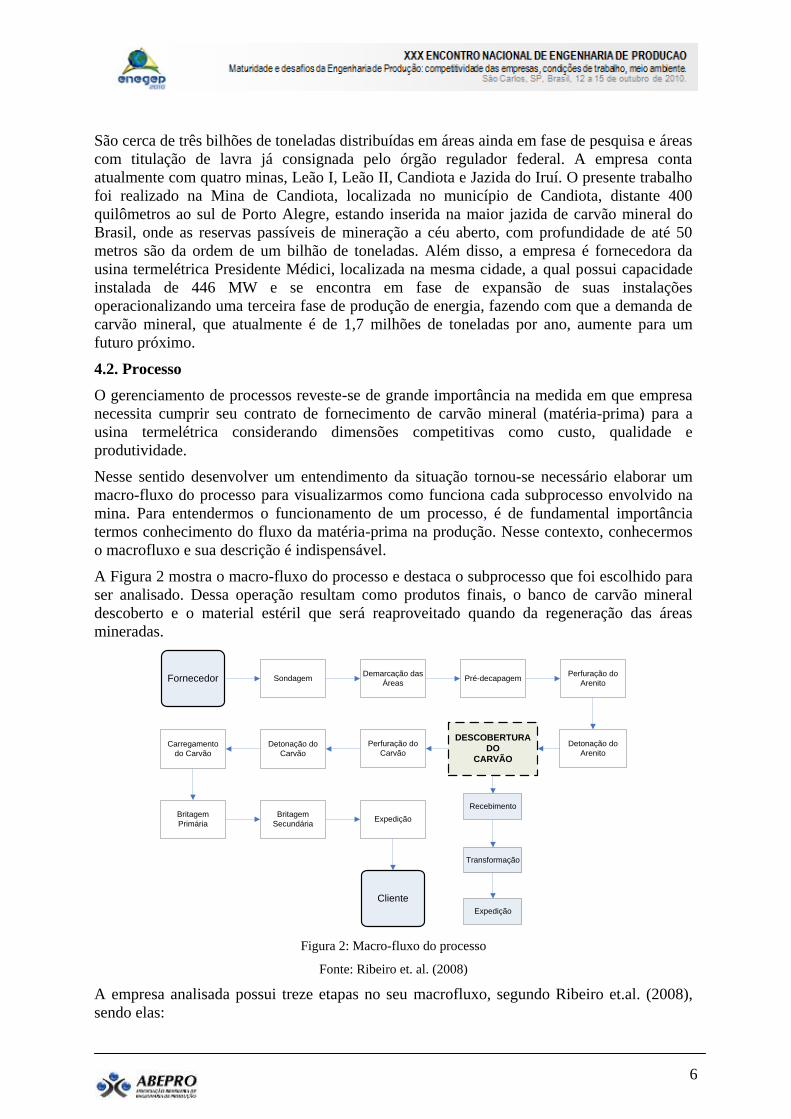
A Figura 2 mostra o macro-fluxo do processo e destaca o subprocesso que foi escolhido para
ser analisado. Dessa operação resultam como produtos finais, o banco de carvão mineral
descoberto e o material estéril que será reaproveitado quando da regeneração das áreas
mineradas.
Fornecedor SondagemDemarcação das
ÁreasPré-decapagem
Perfuração do
Arenito
DESCOBERTURA
DO
CARVÃO
Detonação do
Arenito
Cliente
Perfuração do
CarvãoDetonação do
Carvão
Carregamento
do Carvão
Britagem
Primária
Britagem
SecundáriaExpedição
Recebimento
Transformação
Expedição
Figura 2: Macro-fluxo do processo
Fonte: Ribeiro et. al. (2008)
A empresa analisada possui treze etapas no seu macrofluxo, segundo Ribeiro et.al. (2008),
sendo elas:
7
a) Sondagem: etapa onde é feita a retirada de material do solo via perfuração e coleta para
análise de viabilidade para mineração posterior.
b) Demarcação das Áreas: feito o levantamento topográfico e a demarcação das áreas viáveis
de mineração.
c) Pré-Decapagem: retirada, por meio mecânico (escavadeiras hidráulicas e caminhões), a
primeira camada de solo, chamada de terra vegetal ou fértil. Essa mesma camada é reutilizada
posteriormente para regeneração do terreno.
d) Perfuração do Arenito: perfurada a camada de solo subseqüente à terra vegetal,
denominada camada de arenito, com a finalidade de viabilizar processo de detonação do
mesmo, realizado por meio de perfuratriz roto-percussiva.
e) Detonação do Arenito: a camada de arenito é preparada e detonada com uso de explosivos,
desagregando e diminuindo o volume de pedras. Essa etapa tem a finalidade de facilitar o
processo de descobertura do banco de carvão mineral.
f) Descobertura do Banco de Carvão Mineral: retirado todo o material estéril que está acima
do banco de carvão, de forma que este fique livre para extração. Nesta fase é utilizada uma
escavadeira elétrica de grande porte do tipo Dragline (destacamos que essa fase foi
selecionada como a mais crítica e será alvo do estudo).
g) Perfuração do Banco de Carvão Mineral: o banco de carvão é perfurado com uso de
perfuratriz roto-percussiva, com a finalidade de viabilizar o processo de detonação.
h) Detonação do Banco de Carvão Mineral: nessa etapa, o banco de carvão mineral é
detonado com uso de explosivos, desagregando-o, com a finalidade de facilitar o processo de
carregamento.
i) Carregamento do Carvão: o carvão detonado é descarregado em caminhões Fora de
Estrada, sendo executada por escavadeira elétrica de médio porte do tipo Showel.
j) Transporte do Carvão: onde os caminhões Fora de Estrada transportam o carvão até as
unidades de Britagem.
l) Britagem Primária: o carvão passa pela primeira britagem, de forma que sua granulometria
fique em 5 ” (cinco polegadas).
m) Britagem Secundária: etapa onde o carvão passa pela segunda britagem, de forma que sua
granulometria fique em 3 ” (três polegadas).
n) Expedição: fase em que o carvão é expedido ao cliente final via transportador de correia
para uso em geração de energia termelétrica.
4.3. Equipamento
Tal proposta foi direcionada para o subprocesso de descobertura de carvão mineral, por se
tratar de uma etapa crítica da cadeia de Extração de Carvão Mineral. Etapa esta que é
executada com utilização de uma escaveira de grande porte do tipo Dragline. A Dragline é
uma grande escavadeira de acionamento elétrico, a qual possui uma concha com capacidade
para 60 T e que movimenta em média 800 m³ de material estéril por dia.
4.4. Medição do OEE
Essa etapa teve como objetivo a medição do OEE do equipamento Dragline. Para tanto está
estruturada de forma que inicialmente define os índices, segue uma proposta de detalhamento
das variáveis associadas ao processo de mineração e por fim tem-se a apresentação do
resultado da evolução mensal dos mesmos.
As equações a seguir visam apresentar uma proposta de definição dos índices e variáveis
como mecanismo de incorporação de aspectos específicos do setor de mineração.
8
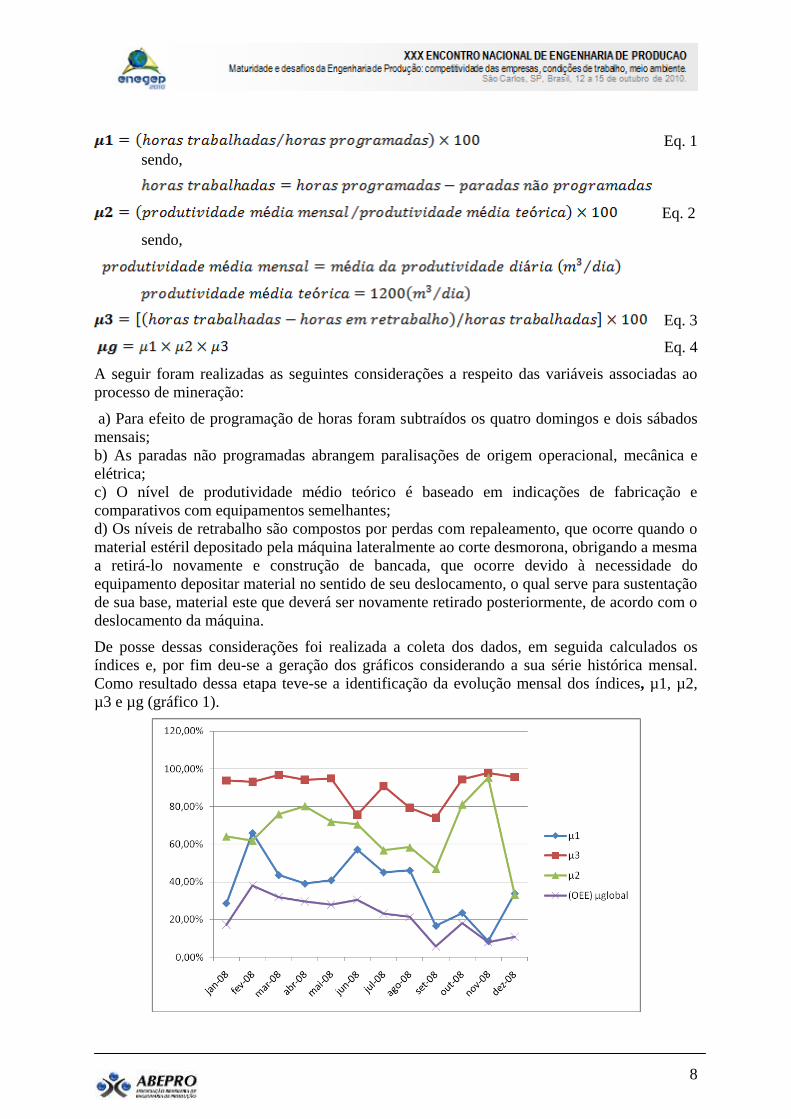
Eq. 1
sendo,
Eq. 2
sendo,
Eq. 3
Eq. 4
A seguir foram realizadas as seguintes considerações a respeito das variáveis associadas ao
processo de mineração:
a) Para efeito de programação de horas foram subtraídos os quatro domingos e dois sábados
mensais;
b) As paradas não programadas abrangem paralisações de origem operacional, mecânica e
elétrica;
c) O nível de produtividade médio teórico é baseado em indicações de fabricação e
comparativos com equipamentos semelhantes;
d) Os níveis de retrabalho são compostos por perdas com repaleamento, que ocorre quando o
material estéril depositado pela máquina lateralmente ao corte desmorona, obrigando a mesma
a retirá-lo novamente e construção de bancada, que ocorre devido à necessidade do
equipamento depositar material no sentido de seu deslocamento, o qual serve para sustentação
de sua base, material este que deverá ser novamente retirado posteriormente, de acordo com o
deslocamento da máquina.
De posse dessas considerações foi realizada a coleta dos dados, em seguida calculados os
índices e, por fim deu-se a geração dos gráficos considerando a sua série histórica mensal.
Como resultado dessa etapa teve-se a identificação da evolução mensal dos índices, µ1, µ2,
µ3 e µg (gráfico 1).
9
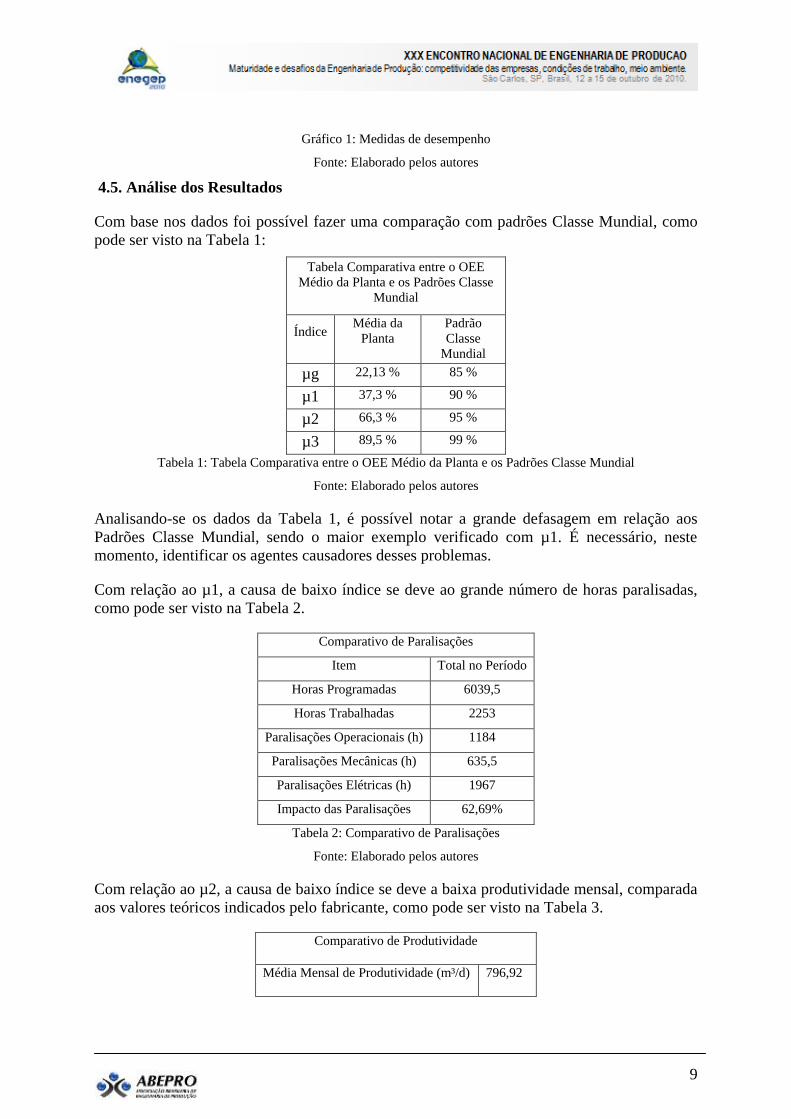
Gráfico 1: Medidas de desempenho
Fonte: Elaborado pelos autores
4.5. Análise dos Resultados
Com base nos dados foi possível fazer uma comparação com padrões Classe Mundial, como
pode ser visto na Tabela 1:
Tabela Comparativa entre o OEE
Médio da Planta e os Padrões Classe
Mundial
Índice Média da
Planta
Padrão
Classe
Mundial
µg 22,13 % 85 %
µ1 37,3 % 90 %
µ2 66,3 % 95 %
µ3 89,5 % 99 %
Tabela 1: Tabela Comparativa entre o OEE Médio da Planta e os Padrões Classe Mundial
Fonte: Elaborado pelos autores
Analisando-se os dados da Tabela 1, é possível notar a grande defasagem em relação aos
Padrões Classe Mundial, sendo o maior exemplo verificado com µ1. É necessário, neste
momento, identificar os agentes causadores desses problemas.
Com relação ao µ1, a causa de baixo índice se deve ao grande número de horas paralisadas,
como pode ser visto na Tabela 2.
Comparativo de Paralisações
Item Total no Período
Horas Programadas 6039,5
Horas Trabalhadas 2253
Paralisações Operacionais (h) 1184
Paralisações Mecânicas (h) 635,5
Paralisações Elétricas (h) 1967
Impacto das Paralisações 62,69%
Tabela 2: Comparativo de Paralisações
Fonte: Elaborado pelos autores
Com relação ao µ2, a causa de baixo índice se deve a baixa produtividade mensal, comparada
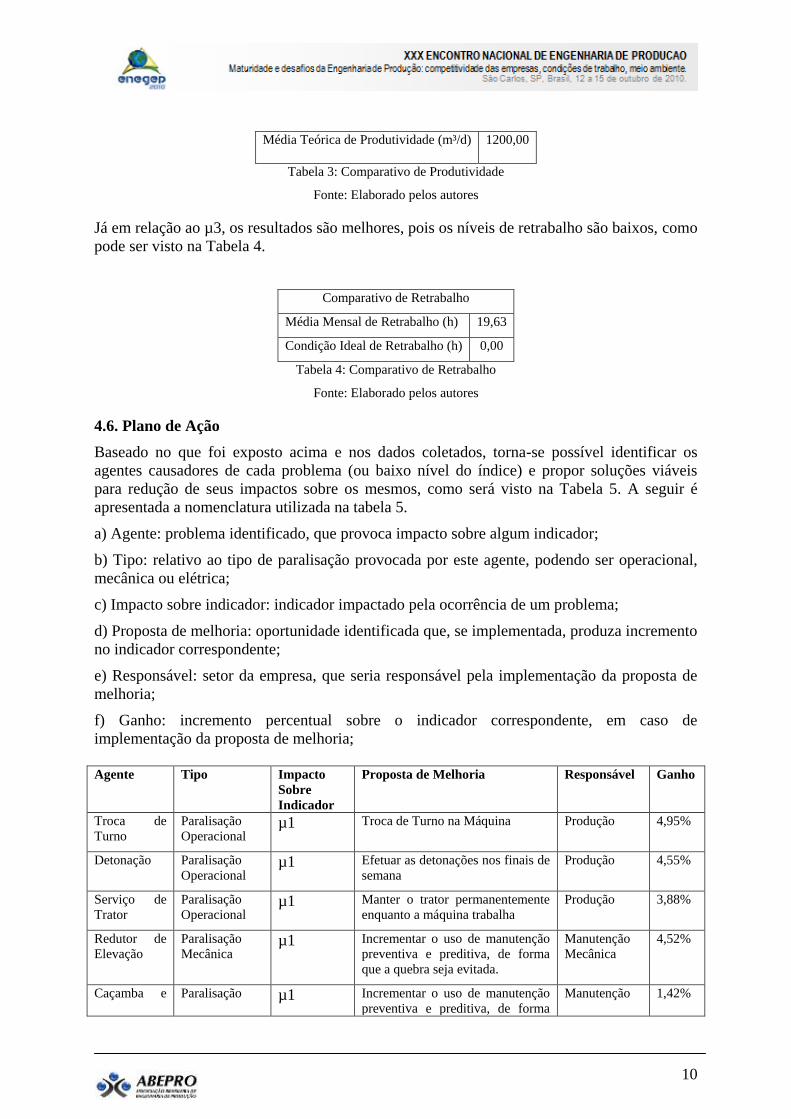
aos valores teóricos indicados pelo fabricante, como pode ser visto na Tabela 3.
Comparativo de Produtividade
Média Mensal de Produtividade (m³/d) 796,92
10
Média Teórica de Produtividade (m³/d) 1200,00
Tabela 3: Comparativo de Produtividade
Fonte: Elaborado pelos autores
Já em relação ao µ3, os resultados são melhores, pois os níveis de retrabalho são baixos, como
pode ser visto na Tabela 4.
Comparativo de Retrabalho
Média Mensal de Retrabalho (h) 19,63
Condição Ideal de Retrabalho (h) 0,00
Tabela 4: Comparativo de Retrabalho
Fonte: Elaborado pelos autores
4.6. Plano de Ação
Baseado no que foi exposto acima e nos dados coletados, torna-se possível identificar os
agentes causadores de cada problema (ou baixo nível do índice) e propor soluções viáveis
para redução de seus impactos sobre os mesmos, como será visto na Tabela 5. A seguir é
apresentada a nomenclatura utilizada na tabela 5.
a) Agente: problema identificado, que provoca impacto sobre algum indicador;
b) Tipo: relativo ao tipo de paralisação provocada por este agente, podendo ser operacional,
mecânica ou elétrica;
c) Impacto sobre indicador: indicador impactado pela ocorrência de um problema;
d) Proposta de melhoria: oportunidade identificada que, se implementada, produza incremento
no indicador correspondente;
e) Responsável: setor da empresa, que seria responsável pela implementação da proposta de
melhoria;
f) Ganho: incremento percentual sobre o indicador correspondente, em caso de
implementação da proposta de melhoria;
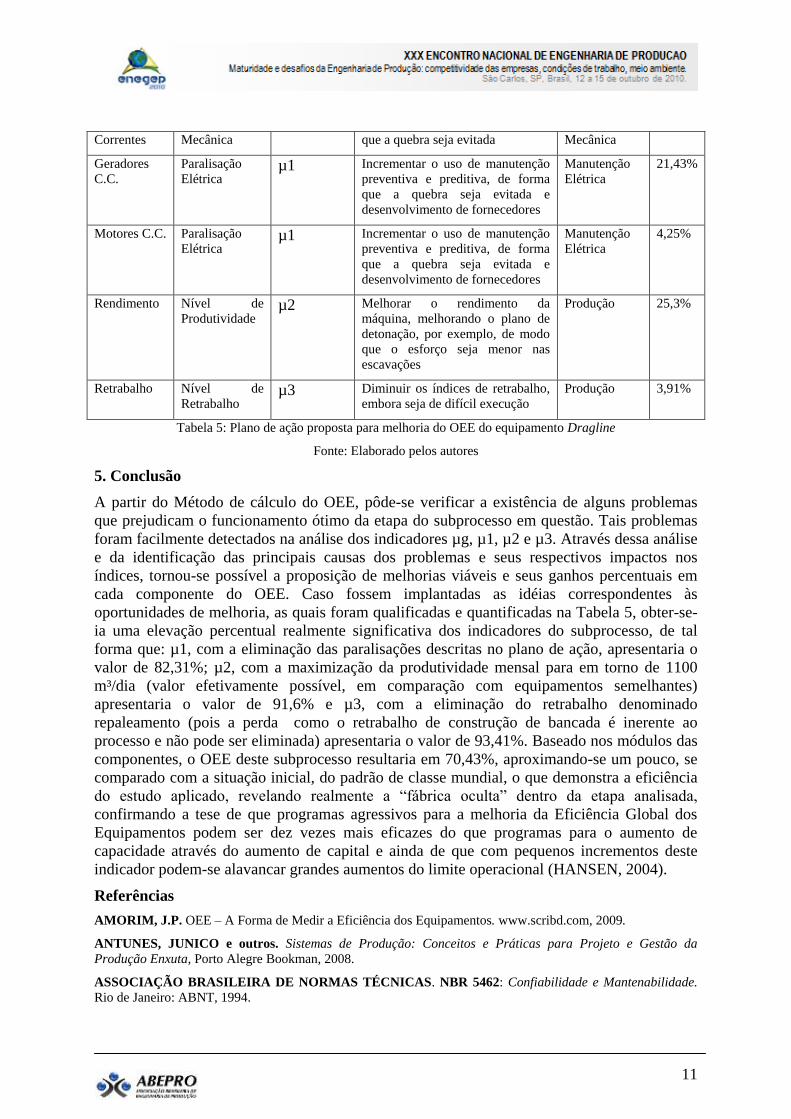
Agente Tipo Impacto
Sobre
Indicador
Proposta de Melhoria Responsável Ganho
Troca de
Turno
Paralisação
Operacional µ1 Troca de Turno na Máquina Produção 4,95%
Detonação Paralisação
Operacional µ1 Efetuar as detonações nos finais de
semana
Produção 4,55%
Serviço de
Trator
Paralisação
Operacional µ1 Manter o trator permanentemente
enquanto a máquina trabalha
Produção 3,88%
Redutor de
Elevação
Paralisação
Mecânica µ1 Incrementar o uso de manutenção
preventiva e preditiva, de forma
que a quebra seja evitada.
Manutenção
Mecânica
4,52%
Caçamba e Paralisação µ1 Incrementar o uso de manutenção
preventiva e preditiva, de forma
Manutenção 1,42%
11
Correntes Mecânica que a quebra seja evitada Mecânica
Geradores
C.C.
Paralisação
Elétrica µ1 Incrementar o uso de manutenção
preventiva e preditiva, de forma
que a quebra seja evitada e
desenvolvimento de fornecedores
Manutenção
Elétrica
21,43%
Motores C.C. Paralisação
Elétrica µ1 Incrementar o uso de manutenção
preventiva e preditiva, de forma
que a quebra seja evitada e
desenvolvimento de fornecedores
Manutenção
Elétrica
4,25%
Rendimento Nível de
Produtividade µ2 Melhorar o rendimento da
máquina, melhorando o plano de
detonação, por exemplo, de modo
que o esforço seja menor nas
escavações
Produção 25,3%
Retrabalho Nível de
Retrabalho µ3 Diminuir os índices de retrabalho,
embora seja de difícil execução
Produção 3,91%
Tabela 5: Plano de ação proposta para melhoria do OEE do equipamento Dragline
Fonte: Elaborado pelos autores
5. Conclusão
A partir do Método de cálculo do OEE, pôde-se verificar a existência de alguns problemas
que prejudicam o funcionamento ótimo da etapa do subprocesso em questão. Tais problemas
foram facilmente detectados na análise dos indicadores µg, µ1, µ2 e µ3. Através dessa análise
e da identificação das principais causas dos problemas e seus respectivos impactos nos
índices, tornou-se possível a proposição de melhorias viáveis e seus ganhos percentuais em
cada componente do OEE. Caso fossem implantadas as idéias correspondentes às
oportunidades de melhoria, as quais foram qualificadas e quantificadas na Tabela 5, obter-se-
ia uma elevação percentual realmente significativa dos indicadores do subprocesso, de tal
forma que: µ1, com a eliminação das paralisações descritas no plano de ação, apresentaria o
valor de 82,31%; µ2, com a maximização da produtividade mensal para em torno de 1100
m³/dia (valor efetivamente possível, em comparação com equipamentos semelhantes)
apresentaria o valor de 91,6% e µ3, com a eliminação do retrabalho denominado
repaleamento (pois a perda como o retrabalho de construção de bancada é inerente ao
processo e não pode ser eliminada) apresentaria o valor de 93,41%. Baseado nos módulos das
componentes, o OEE deste subprocesso resultaria em 70,43%, aproximando-se um pouco, se
comparado com a situação inicial, do padrão de classe mundial, o que demonstra a eficiência
do estudo aplicado, revelando realmente a “fábrica oculta” dentro da etapa analisada,
confirmando a tese de que programas agressivos para a melhoria da Eficiência Global dos
Equipamentos podem ser dez vezes mais eficazes do que programas para o aumento de
capacidade através do aumento de capital e ainda de que com pequenos incrementos deste
indicador podem-se alavancar grandes aumentos do limite operacional (HANSEN, 2004).
Referências
AMORIM, J.P. OEE – A Forma de Medir a Eficiência dos Equipamentos. www.scribd.com, 2009.
ANTUNES, JUNICO e outros. Sistemas de Produção: Conceitos e Práticas para Projeto e Gestão da
Produção Enxuta, Porto Alegre Bookman, 2008.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5462: Confiabilidade e Mantenabilidade.
Rio de Janeiro: ABNT, 1994.
12
HANSEN, R.C. Eficiência Global dos Equipamentos – uma poderosa ferramenta de produção/manutenção para
o aumento dos lucros. Porto Alegre, Bookman, 2006.
JOHNSON, H.T. & KAPLAN, R.S. Relevance Lost: The Rise and Fall of Management Accounting. Boston:
Harvard Business School Press, 1987.
KLIPPEL. A. Notas de Aula, Gestão do Posto de trabalho. Curso Engenharia de Produção Básica, Porto
Alegre, 2008.
MORAES, P. Manutenção produtiva total: estudo de caso em ma empresa automobilística. Taubaté:
Universidade de Taubaté, 2004.
MOUBRAY, J. Reability-centered maintenance. New York: Industria Press Inc., 1997.
NAKAJIMA, S. Introdução ao TPM – Total Productive Maintenance. São Paulo: IMC Internacional Sistemas
Educativos Ltda., 1989.
RIBEIRO, G.M.; ALVES, L.J.; FERRO, F.A.; PEREIRA, A.S.; SCALCON, C.G. Mapeamento do
processo de descobertura de carvão mineral em uma companhia de mineração localizada na região sul do país.
Salvador: Enegep, 2009.
SLACK N. Vantagens competitivas em manufatura: atingindo competitividade nas operações industriais. São
Paulo. Atlas, 2002.
TACHIZAWA, T. Como fazer uma monografia na prática. Rio de Janeiro: Editora FGV, 1999.
TAKAHASHI, Y; OSADA, T. Manutenção Produtiva Total. São Paulo: Instituto IMAN, 2000.
TONDATO, R. Manutenção produtiva total: estudo de caso na indústria gráfica. Porto Alegre: Ufrgs, 2004.
TRIVIÑOS, A. Introdução à pesquisa em ciências sociais: a pesquisa qualitativa em educação. São Paulo: Atlas,
1987.
WOMACK, J.P.; JONES, D.T. A mentalidade enxuta nas empresas. Rio de Janeiro: Editora Campos, 1998.