
APLICAÇÃO DO ULTRA-SOM AUTOMATIZADO NA INSPEÇÃO DE...
163
UNIVERSIDADE DE TAUBATÉ Humberto Silva Campinho APLICAÇÃO DO ULTRA-SOM AUTOMATIZADO NA INSPEÇÃO DE SOLDA CIRCUNFERENCIAL EM DUTOS NA INDÚSTRIA DE PETRÓLEO E GÁS TAUBATÉ – SP 2007
-
Upload
truongphuc -
Category
Documents
-
view
217 -
download
0
Transcript of APLICAÇÃO DO ULTRA-SOM AUTOMATIZADO NA INSPEÇÃO DE...

UNIVERSIDADE DE TAUBATÉ Humberto Silva Campinho
APLICAÇÃO DO ULTRA-SOM AUTOMATIZADO NA INSPEÇÃO DE SOLDA CIRCUNFERENCIAL
EM DUTOS NA INDÚSTRIA DE PETRÓLEO E GÁS
TAUBATÉ – SP 2007

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

UNIVERSIDADE DE TAUBATÉ Humberto Silva Campinho
APLICAÇÃO DO ULTRA-SOM AUTOMATIZADO NA INSPEÇÃO DE SOLDA CIRCUNFERENCIAL
EM DUTOS NA INDÚSTRIA DE PETRÓLEO E GÁS
Dissertação apresentada para obtenção do Título de
Mestre pelo curso de Engenharia Mecânica do
Departamento de Engenharia Mecânica da Universidade
de Taubaté.
Área de Concentração: Materiais e Processos de
Fabricação Orientador: Prof. Dr. José Rubens de Camargo
TAUBATÉ – SP 2007

C196a
Campinho, Humberto Silva Aplicação do ultra-som automatizado na inspeção de
solda circunferencial em dutos na indústria de petróleo e gás / Humberto Silva Campinho. – Taubaté: UNITAU, 2007.
147 f. :il;30 cm.
Dissertação (Mestrado) – Universidade de Taubaté. Faculdade de Engenharia Mecânica. Curso de Engenharia Mecânica.
Orientador: José Rubens de Camargo.
1. Inspeção. 2. Dutos. 3. Solda circunferencial. I. Universidade de Taubaté. Departamento de Engenharia Mecânica. II. Título.
CDD(21) 671.56
HUMBERTO SILVA CAMPINHO
APLICAÇÃO DO ULTRA-SOM AUTOMATIZADO NA INSPEÇÃO DE SOLDA CIRCUNFERENCIAL EM DUTOS NA INDÚSTRIA DE PETRÓLEO E GÁS
Dissertação apresentada para obtenção do Título de
Mestre pelo curso de Engenharia Mecânica do
Departamento de Engenharia Mecânica da
Universidade de Taubaté.
Área de Concentração: Materiais e processos de
Fabricação
Data:
Resultado:
COMISSÃO JULGADORA
Prof. Dr. José Rubens de Camargo Universidade de Taubaté
Assinatura ____________________________________________
Prof. Dr. João Marcos Alcoforado Rebello COPPE/UFRJ
Assinatura ____________________________________________
Prof. Dr. José Rui Camargo Universidade de Taubaté
Assinatura ____________________________________________

Dedico este trabalho,
A minha esposa Gilda de Almeida Rego Campinho pelo amor, apoio, carinho,
paciência e dedicação na minha caminhada como pessoa e familiar.
Aos meus filhos Fábio, Alexandre, João, Isabel e Beatriz pelo carinho, estímulo e
compreensão nos momentos de ausência no dia-a-dia.
AGRADECIMENTOS
Este trabalho não poderia ser concluído sem a ajuda de diversas pessoas, às
quais presto minha homenagem:
Ao meu orientador, Prof. Dr. José Rubens Camargo, pela amizade e estímulo
durante esta jornada.
Ao amigo José Maurício Barbosa Rabello, companheiro de jornada.
Aos companheiros de mestrado pela excelente convivência e amizade.
Aos meus colegas da Engenharia / SL / SEQUI da Petrobras pelo estímulo,
amizade e apoio técnico.
À Petrobras, pela oportunidade que me propicia a participar deste mestrado.
Aos meus Gerentes Luiz César de Almeida e José Antônio Duarte em
acreditar no meu potencial, incentivando o desenvolvimento técnico na minha vida
profissional.
Aos professores Doutores Ana Paula Rossifini Alves, Anselmo Monteiro Ilkiu,
Durval Rodrigues Junior, Eduardo Norberto Codaro, Evandro Luís Nohara, Eveline
Mattos Tápias Oliveira, Carlos Alberto Chaves e Marcos Valério Ribeiro, que
partilharam seu conhecimento.
A todos aqueles que direta ou indiretamente contribuiram para realização
deste trabalho.

RESUMO
Aplicação do ultra-som automatizado na inspeção de solda circunferencial em dutos
na indústria de petróleo e gás
Esta dissertação apresenta os resultados qualitativos e quantitativos da inspeção de
juntas soldadas pelo processo GMAW (Gas Metal Arc Welding), na etapa de
validação da soldagem, utilizando-se o ensaio por ultra-som automatizado e
radiográfico convencional, em uma análise que envolve um total de 44 juntas
soldadas e 73 descontinuidades, realizado em uma obra de duto da Engenharia da
Petrobras. Utilizando como base os requisitos da norma API 1104 (1999), os quais
definem os procedimentos e critérios de aceitação para execução da inspeção por
ensaio não destrutivos aplicados nos dois processos, bem como os da norma ASTM
E 1961-1998 que apresenta critérios para inspeção por ultra-som automatizado.
Palavras-chave: Ultra-som automatizado. Inspeção. Solda circunferencial.
Dutos. Petróleo e gás.

ABSTRACT
Application of automated ultrasonic for girth weld inspection in oil and gas pipelines This dissertation presents the qualitative and quantitative results of inspection of
welded joints by the process GMAW (Gas Metal Arc Welding) in validation of welding
step using the automated ultrasonic testing and conventional radiographic, in an
analysis that involves a total of 44 joints welded and 73 discontinuities held in a
project of duct of Engineering's Petrobras. Using as bases the requirements of the
API 1104 (1999) standard which define the procedures and criteria for acceptance for
the implementation of inspection by non-destructive test applied in two cases, as well
as those of ASTM E 1961-1998 which presents criteria for inspection by automated
ultrasonic.
Key-words: Automated ultrasonic. Inspection. Girth Weld. Pipeline. Oil and Gas.

LISTA DE FIGURAS
Figura 1 - Fluxograma das atividades de construção e montagem de um duto
terrestre.....................................................................................................................19
Figura 2 - Processo de inspeção por ensaio não-destrutivo .....................................20
Figura 3 - Gráfico tensão/corrente em função do tempo, para o processo STT®,
mostrando em cada fase a gênese do metal fundido................................................22
Figura 4 - Descontinuidades: (a) Falta de penetração, (b) falta de fusão e (c)
porosidade.................................................................................................................24
Figura 5 - Faixas de freqüências do som ..................................................................27
Figura 6 - Ciclo da onda ............................................................................................28
Figura 7 - Esquema ilustrativo da direção de propagação das ondas longitudinais e
transversais ...............................................................................................................29
Figura 8 - Ondas longitudinais...................................................................................30
Figura 9 - Onda transversal.......................................................................................31
Figura 10 - Interação da onda com uma descontinuidade ........................................36
Figura 11 - Sistema de ultra-som convencional ........................................................38
Figura 12 - Sistema de ultra-som computadorizado..................................................40
Figura 13 - Diagrama do Sistema Eletrônico de Ultra-som .......................................41
Figura 14 - Mostrador A-Scan - Retificado ................................................................42
Figura 15 - Mostrador A-Scan - Rádio freqüência (RF) ou não retificado .................42
Figura 16 - Conjunto de vista para ultra-som automatizado......................................44
Figura 17 - Registro da varredura do US-AUT para dutos ........................................45
Figura 18 - Varredura passo a passo em um sistema mecanizado...........................46
Figura 19 - Varredura linear ......................................................................................46
Figura 20 - Feixe sônico (xz) e pressão sônica em função do percurso ...................48
Figura 21 - Relação da amplitude normalizada com o ângulo de divergência e
diâmetro do feixe em função da distância e queda de dB ........................................49
Figura 22 - Semi-ângulo de abertura do feixe para queda de 6 dB no aço ...............50
Figura 23 - Cabeçote feixe focalizado .......................................................................51
Figura 24 - Influência da resolução lateral na descontinuidade ................................51
Figura 25 - (a) lentes côncavas; (b) espelho côncavo na água; (c) com uma sapata e
uma lente côncava para feixes em ângulo; lente convexa; (e) cristal côncavo; (f)
lente cônica ...............................................................................................................52
Figura 26 - Cabeçote com feixe focalizado ...............................................................53
Figura 27 - Fator de focalização normalizado ( FS ) na queda de 6 dB ......................55
Figura 28 - Distância focal, ponto focal e comprimento focal ....................................55
Figura 29 - Influência do fator de focalização ( FS ) na zona focal .............................56
Figura 30 - Crescimento da sensibilidade do pulso-eco versus fator de focalização
normalizado...............................................................................................................57
Figura 31 - Feixe dos transdutores plano (a) e focalizado (b) ...................................58
Figura 32 - Simulação do perfil do feixe sônico do cabeçote ...................................59
Figura 33 - Pulso ultra-sônico típico ..........................................................................60
Figura 34 - Medida da largura da banda ...................................................................61
Figura 35 - Cabeçote Phased Array ..........................................................................61
Figura 36 - Classificação dos cabeçotes baseada na largura da banda ...................62
Figura 37 - Técnica ToFD - ondas longitudinais e as transversais do feixe sônico ...64
Figura 38 - Incidência de feixe sônico na extremidade do entalhe............................65
Figura 39 - Identificação de sinal típico de difração no entalhe.................................66
Figura 40 - Princípio do ToFD e a fase do sinal para os quatro principais sinais ......68
Figura 41 - Técnica ToFD - medição da altura e ligamento da descontinuidade.......70
Figura 42 - Zonas-mortas do ToFD causadas pela ondas lateral e do eco de fundo 71
Figura 43 - Imagem ToFD de descontinuidades típicas de solda..............................72
Figura 44 - Princípio da técnica Phased Array ..........................................................74
Figura 45 - Técnica TANDEM utilizada para detecção de descontinuidades
perpendiculares à superfície do duto ........................................................................75
Figura 46 - Esquema das zonas da solda e descontinuidades .................................76
Figura 47 - Esquema das posições dos cabeçotes focalizado na solda ...................77
Figura 48 - Representação esquemática de três tipos de chanfros 78
Figura 49 - Imagem do ultra-som automatizado........................................................79
Figura 50 - Registro da apresentação B-Scan e A-Scan (RF) da técnica ToFD .......80
Figura 51 - Sistema automatizado de inspeção por ultra-som de solda de dutos .....81
Figura 52 - Bloco de referência esquemático e foto do bloco em processo de
calibração da sensibilidade .......................................................................................83
Figura 53 - Comparação da probabilidade de detecção dos ensaios de ultra-som
manual, radiografia e ultra-som automatizado ..........................................................86
Figura 54 - Etapa de construção e montagem de duto .............................................88

Figura 55 - Fluxograma das etapas do trabalho........................................................89
Figura 56 - Tipo e dimensões da junta ......................................................................90
Figura 57 - Ensaio Radiográfico – exposição panorâmica – Crawler ........................91
Figura 58 - Zonas de discriminação ..........................................................................92
Figura 59 - Técnica de exposição de parede simples – vista simples, com a fonte no
centro do tubo ...........................................................................................................95
Figura 60 - Técnica de exposição de parede simples – vista simples, com a fonte
deslocada do centro do tubo .....................................................................................95
Figura 61 - Corpo-de-prova para validação do procedimento de US-AUT................96
Figura 62 - Esquema da traçagem da linha referência..............................................97
Figura 63 - Bloco de Referência..............................................................................100
Figura 64 - Arranjo dos cabeçotes em relação a linha de centro da solda..............101
Figura 65 - Posicionamento dos cabeçotes por zona de discriminação..................102
Figura 66 - Definição da amplitude e do tempo de percurso...................................104
Figura 67 - Sistema de inspeção automatizado ......................................................105
Figura 68 - Mostrador da inspeção realizada pela empresa RTD ...........................106
Figura 69 - Junta soldada do duto em construção ..................................................107
Figura 70 - Negatoscópio, ultra-som automatizado e os corpos-de-prova ..............108
Figura 71 - Amostra para o ensaio de tração ..........................................................108
Figura 72 - Ensaio de tração do corpo-de-prova com descontinuidade ..................109
Figura 73 - Inspeção por ultra-som automatizado e radiografia por junta soldada..111
Figura 74 - Tendência de aceitação, rejeição e descontinuidades não encontradas
das juntas................................................................................................................115
Figura 75 - Descontinuidades detectadas pelo ensaio radiográfico ........................116
Figura 76 - Descontinuidades detectadas pelo ensaio de ultra-som automatizado.116
Figura 77 - Comprimento detectadas pelos ensaios de ultra-som automatizado e
radiográfico..............................................................................................................117
Figura 78 - Variabilidade dos dados de ultra-som e radiografia ..............................119
Figura 79 - Quantidade e tipo de descontinuidades detectadas por ultra-som
automatizado e radiografia ......................................................................................120
Figura 80 - Correlação do ensaio radiográfico e ultra-som automatizado. ..............120
Figura 81 – Descontinuidade 6 da junta 4 – US-AUT identifica a existência da altura
................................................................................................................................125
Figura 82 - Descontinuidade 2 da junta 3 – detectada pela radiografia ..................126

Figura 83 - Descontinuidade 21 da junta 11 na raiz da solda .................................127
Figura 84 - Fotomacrografia da Descontinuidade 21 da Junta 11 não detectadas pelo
ER ...........................................................................................................................127
Figura 85 - Radiografia (raios gama) da descontinuidade 21 da junta 11 – não
detectou descontinuidade .......................................................................................128
Figura 86 - Radiografia (raios X) da descontinuidade 21 da junta 11 - dimensão de
20 mm .....................................................................................................................128
Figura 87 - US-AUT descontinuidade 22 da junta 11 – dimensão de 16 mm –
Aceitável..................................................................................................................129
Figura 88 - Radiografia descontinuidade 22 da junta 11 - dimensão aceitável de 16
mm ..........................................................................................................................129
Figura 89 - Fotomacrografia da descontinuidade 22 da Junta 11 ...........................130
Figura 90 - Fratura da descontinuidade 22 da Junta 11..........................................130
Figura 91 -US-AUT da descontinuidade 23 da junta 11 –– dimensão de 38 mm – não
relatado ...................................................................................................................131
Figura 92 - Descontinuidade 23 da Junta 11 com desalinhamento de 1,2 mm.......131
Figura 93 - Descontinuidade 23 da Junta 11 com desalinhamento e falta de fusão
................................................................................................................................132
Figura 94 - US - AUT da descontinuidade 24 da Junta 11 com dimensão do
comprimento de 12 mm...........................................................................................132
Figura 95 - US-AUT - Descontinuidade 27 da Junta11, comprimento igual a 50 mm
................................................................................................................................133
Figura 96 - US –AUT – descontinuidade 27 Junta 11, comprimento 50 mm e altura
de 9 mm ..................................................................................................................133
Figura 97 – Descontinuidade 27 da radiografia da junta 11 –– comprimento de 34
mm ..........................................................................................................................134
Figura 98 - Junta11 descontinuidade 27 - Seção longitudinal da solda – 34 mm de
comprimento............................................................................................................134
Figura 99 - Junta11 descontinuidade 27 - Seção longitudinal da solda – falta de
fusão .......................................................................................................................134
LISTA DE TABELAS Tabela 1 - Divergência do feixe para cristais circulares ............................................49
Tabela 2 - Dimensão do foco versus cabeçote) ........................................................58
Tabela 3 - Cabeçotes e refletores por zona de discriminação.................................100
Tabela 4 - Resultado da inspeção US - AUT & ER .................................................113
Tabela 5 - Análises Totais - US-AUT x ER..............................................................113
Tabela 6 - Análise Horizontal - US-AUT x ER .........................................................114
Tabela 7 - Análise Vertical - US-AUT x ER .............................................................114
Tabela 8 - Resultados do testes de Student. ..........................................................118
Tabela 9 - Resumo da estatística descritiva do ultra-som e radiografia. .................118
Tabela 10 - Comparação dos pareceres divergentes..............................................122
Tabela 11 - Descontinuidades não detectada pela radiografia e detectadas pelo US
................................................................................................................................123
Tabela 12 - Descontinuidades não detectada pelo ultra-som e detectada pela
radiografia ...............................................................................................................123
Tabela 13 - Descontinuidades US-AUT – Rejeitada x ER – Aceitável ....................124
Tabela 14 - Descontinuidades US-AUT – Aceitável x ER - Rejeitada .....................125
Tabela 15 - Relação das descontinuidades detectadas na junta 11 .......................126

LISTA DE SIGLAS ECA – Engineering critical assessment
US-AUT – Ultra-som automatizado
ER – Ensaio radiográfico
END – Ensaio não-destrutivo
STT – Surface test transfer
RF – Modo de rádio freqüência
ToFD – Time of flight difrection – tempo de percurso da onda difratada
US – Ultra-som manual
POD – Probabilidade de detecção
SNQC – Sistema Nacional de Qualificação e Certificação
PSVS – Parede simples vista simples
IQI – Indicador de qualidade de imagem
FBH – Furo de fundo plano
A – Aceitável
R – Rejeitado
PO – Porosidade
IE – Inclusão de escória
FF – Falta de fusão
FP – Falta de penetração
MO – Mordedura

SUMÁRIO 1. INTRODUÇÃO ...................................................................................................16
2. REVISÃO DA LITERATURA..............................................................................18
2.1. CONSTRUÇÃO DE DUTOS NO BRASIL ...................................................18
2.2. PROCESSO DE INSPEÇÃO POR ENSAIO NÃO-DESTRUTIVO ..............19
2.3. APLICAÇÃO DO ULTRA-SOM NO BRASIL ...............................................20
2.3.1. Requisitos das normas .................................................................................20
2.3.2. Processos de soldagem ...............................................................................21
2.4. TIPOS DE DESCONTINUIDADES .............................................................23
2.5. ENSAIO RADIOGRÁFICO..........................................................................24
2.6. HISTÓRIA DA APLICAÇÃO DO ULTRA-SOM ...........................................25
2.7. O ULTRA-SOM – CONCEITOS..................................................................26
2.8. TIPOS DE ONDAS ULTRA-SÔNICAS........................................................29
2.8.1. Onda longitudinal ...........................................................................................30
2.8.2. Onda transversal............................................................................................31
2.8.3. Onda superficial .............................................................................................31
2.9. O ENSAIO ULTRA-SÔNICO.......................................................................34
2.9.1. Interação da onda com uma descontinuidade ..........................................35
2.9.2. Sistemas do ultra-som manual ....................................................................37
2.9.3. Sistemas automatizados de ultra-som .......................................................39
2.9.4. Tipos de mostradores dos equipamentos de ultra-som ..........................41
2.9.5. Tipos de varreduras na inspeção automatizada.......................................45
2.9.6. Características dos cabeçotes de ultra-som .............................................47
2.9.7. Campo próximo ..............................................................................................47
2.9.8. Divergência do feixe ......................................................................................48
2.9.9. Feixes sônicos focalizados...........................................................................50
2.9.10. Tamanho do foco do feixe ............................................................................52
2.9.11. Zona focal .......................................................................................................54
2.9.12. Forma da onda e do espectro do transdutor .............................................59
2.9.13. Técnica do tempo de percurso da onda difratada ....................................63
2.10. INSPEÇÃO PELA TÉCNICA ToFD .........................................................67
2.10.1. Onda lateral ....................................................................................................67
2.10.2. Reflexão na parede oposta ..........................................................................67
2.10.3. Onda refletida .................................................................................................68

2.10.4. Onda difratada na extremidade ...................................................................68
2.11. TÉCNICA PHASED ARRAY....................................................................73
2.12. TÉCNICA TANDEM.................................................................................74
2.13. TÉCNICA DE ULTRA-SOM AUTOMATIZADO (US-AUT).......................75
2.14. SISTEMA DE REGISTRO DE RESULTADOS........................................79
2.14.1. Acoplamento...................................................................................................82
2.14.2. Cabeçotes de ultra-som................................................................................82
2.14.3. Blocos de referência......................................................................................82
2.15. PARECERES DO USO DO ULTRA-SOM E DA RADIOGRAFIA............83
3. PROPOSIÇÃO ...................................................................................................87
4. MATERIAIS E MÉTODOS .................................................................................88
4.1. PLANEJAMENTO DA INSPEÇÃO NA CONSTRUÇÃO E MONTAGEM....88
4.2. MATERIAIS.................................................................................................90
4.3. EQUIPAMENTOS .......................................................................................91
4.3.1. Radiografia com fonte de raios gama.........................................................91
4.3.2. Radiografia com fonte de raios X ................................................................91
4.3.3. Ultra-som automatizado................................................................................92
4.4. PESSOAL QUALIFICADO ..........................................................................93
4.5. PROCEDIMENTOS DE ENSAIO NÃO-DESTRUTIVO...............................93
4.5.1. Procedimento de ensaio visual....................................................................94
4.5.2. Procedimento de ensaio radiográfico .........................................................94
4.5.3. Procedimento de ensaio por ultra-som ......................................................95
4.6. INSPEÇÕES POR ENSAIO VISUAL ..........................................................97
4.7. INSPEÇÕES POR ENSAIO RADIOGRÁFICO ...........................................98
4.8. INSPEÇÕES POR ENSAIO POR ULTRA-SOM AUTOMATIZADO............99
4.8.1. Tipos de Cabeçotes e refletores por zona de inspeção ..........................99
4.8.2. Bloco de referência........................................................................................99
4.8.3. Disposição dos cabeçotes no escaner.....................................................101
4.8.4. Sensibilidade de calibração .......................................................................102
4.8.5. Regulagem dos parâmetros de inspeção ................................................103
4.8.6. Sistema de inspeção por ultra-som automatizado .................................104
4.8.7. Sistema de Registro de resultado .............................................................105
4.9. PROCESSOS DE CONSOLIDAÇÃO DOS PARECERES........................107
4.10. CARACTERIZAÇÃO DAS DESCONTINUIDADES ENCONTRADAS...107
4.10.1. Amostra para ensaio de tração e macrografia ........................................107
4.10.2. Ensaio de tração ..........................................................................................109
5. RESULTADOS E DISCUSSÃO .......................................................................110
5.1. RESULTADOS DA INSPEÇÃO POR JUNTA SOLDADA .........................110
5.2. INSPEÇÃO POR DESCONTINUIDADES DETECTADAS........................112
5.3. RESULTADOS DA INSPEÇÃO REFERENTE A DIMENSÃO DA
DESCONTINUIDADES........................................................................................115
5.4. ANÁLISE DAS DESCONTINUIDADES DIVERGENTES..........................121
6. CONCLUSÕES ................................................................................................135
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................136
APÊNDICE A – Resultados ER x US – AUT...........................................................146
APÊNDICE B - CRITÉRIO DE REGISTRO E ACEITAÇÃO DE
DESCONTINUIDADES ...........................................................................................149
APÊNDICE C – CRITÉRIO DE ACEITAÇÃO API 1104 ..........................................154
APÊNDICE D – EXEMPLO TÍPICO DE BLOCO DE REFERÊNCIA.......................155

16
1. INTRODUÇÃO
A inspeção de solda circunferencial em dutos tem sido tradicionalmente
dominada pelo ensaio radiográfico e o ensaio visual. Com o advento do processo
automatizado de soldagem, o ultra-som automatizado (US-AUT) tem sido uma opção
para detecção de falta de fusão orientada desfavoravelmente para a aplicação do
ensaio radiográfico, além de conseguir acompanhar a frente de soldagem, obtendo
assim um rápido controle do processo (GINZEL; BOER; HOFF, 1997).
A inclusão na norma API 1104, em sua edição de 1994, tem requisitos
permitindo a utilização do ultra-som em substituição ao ensaio radiográfico, e foi um
dos fatores fundamentais para que este tipo de técnica fosse utilizado de forma
abrangente. Neste mesmo ano, este método de inspeção também foi aceito
oficialmente pelo ASTM Standard (ASTM E 1961, 1998) e um outro fator que
colaborou para a utilização do ultra-som automatizado foram os requisitos das
normas de proteção radiológica, nos quais os controles do manuseio com fontes
radioativas são rigorosos, objetivando proteger o trabalhador e o indivíduo do
público, reduzindo assim a possibilidade de acidentes (GINZEL, 2000a).
O sistema de ultra-som automatizado, utilizado atualmente, dispõe de um
conjunto de cabeçotes com movimentos mecanizados, conectados a um sistema
computadorizado no qual a aquisição e o tratamento de dados são efetuados com
recursos digitais e de alta velocidade (DUBÉ; GINZEL; MOLES, 1999).
No Brasil, a construção e montagem de gasodutos e oleodutos para indústria
de petróleo e gás utilizam materiais que seguem a norma API (American Petroleum
Institute) e o processo de soldagem circunferencial de campo utilizado
freqüentemente é SMAW (Shielded Metal Arc Weld). As inspeções destas juntas
devem ser executadas atendendo os requisitos da norma API 1104 (Welding of
Pipelines and Related Facilities), conforme critério de aceitação convencional, na
qual a avaliação da descontinuidade é feita baseada na amplitude, comprimento e
sua morfologia (RICHTER; QUADRADO, 1998).
No exterior, também são aplicados os requisitos do API 1104, utilizando
processo de soldagem automatizado e critérios de aceitação alternativos (ECA –
Engineering Critical Assessment), definidos por meio de requisitos de cálculo da

17
mecânica da fratura, que define as dimensões das descontinuidades aceitáveis
levando em consideração o dimensionamento da altura e o comprimento.
A grande aplicação do ultra-som automatizado ocorreu em 1993 na construção
do gasoduto construído pela empresa canadense “TransCanada Pipelines Ltda
(TCPL)” e a principal motivação do uso da técnica foram os benefícios e vantagens
que poderiam trazer no transcorrer dos trabalhos (GINZEL, et al.,1993), que são os
seguintes:
- Inspeção sem utilização de fontes radioativas;
- Resultados emitidos em tempo real;
- Realimentação imediata da qualidade da solda, reduzindo assim o número
de reparos;
- Permite o uso de critério alternativo (ECA);
- Redução significativa do tempo de inspeção;
- Sem demoras ou obstruções no processo de fabricação do duto;
- Exatidão no posicionamento do defeito em 3 dimensões, incluindo
profundidade e largura.
No Brasil, existe uma forte tendência ao uso da inspeção por US-AUT com
sistemas convencionais (Pulso-Eco e ToFD – Time of Flight Difrection) e os sistemas
que utilizam cabeçotes Phased Array acrescido de ToFD nas soldas circunferenciais
de dutos (Petrobras N-464, 2004).
Este trabalho apresenta os resultados qualitativos e quantitativos da inspeção
de juntas soldadas pelo processo GMAW (Gas Metal Arc Welding) utilizando-se o
ensaio por ultra-som automatizado e ensaio radiográfico convencional, em uma
análise que envolve um total 44 juntas soldadas e 73 descontinuidades, na etapa de
validação da soldagem. Esta análise tem como base os requisitos da norma API
1104 (1999), os quais definem os procedimentos para execução da inspeção por
ensaio não destrutivos utilizados nos dois processos. Esta norma define os critérios
de aceitação do US-AUT e do ER, estabelecendo quando uma descontinuidade
encontrada deve ser considerada defeito, acarretando a retirada da mesma, por
meio de reparo. Caso o defeito seja identificado como trinca a junta soldada deve
ser cortada e o processo de soldagem iniciado em novas condições de soldagem
(CAMPINHO, 2006).

18
2. REVISÃO DA LITERATURA
Nesse capítulo será abordado uma pequena apresentação das etapas que
envolve a construção de dutos relatando os aspectos do processo de soldagem e
inspeção de solda (visual, radiográfica e ultra-sônica) que foram utilizados na
amostra utilizada para a pesquisa desta dissertação. Também, foi feita uma revisão
dos conceitos teóricos no qual se fundamenta a inspeção por ultra-som
automatizado, ferramenta em que se baseia o presente trabalho. Os conceitos
descritos são: a história da inspeção por ultra-som, os princípios básicos e físicos do
som, o comportamento da onda ultra-sônica, os sistemas de inspeção, as
características dos cabeçotes da técnica, a técnica pulso-eco, a técnica do tempo de
percurso da onda difratada (ToFD).
2.1. CONSTRUÇÃO DE DUTOS NO BRASIL
Em uma obra de construção e montagem de dutos (gasoduto e oleoduto)
terrestres existe uma seqüência de construção que deve ser seguida no transcorrer
da montagem, que contempla várias especialidades da engenharia, conforme
mostrado no fluxograma da Figura 1.

19
Figura 1 - Fluxograma das atividades de construção e montagem de um duto terrestre
(Petrobras N 464, 2004)
2.2. PROCESSO DE INSPEÇÃO POR ENSAIO NÃO-DESTRUTIVO
O processo de inspeção por ensaio não-destrutivo correlaciona várias etapas
presentes, conforme mostra a Figura 2. Quando definido o produto (equipamento), e
em seguida a norma de projeto do produto, que estabelece os requisitos de
inspeção, neste momento é necessário um conhecimento prévio do tipo de
descontinuidade que se espera encontrar, com o objetivo que sejam feitas as
escolhas mais adequadas das técnicas de inspeções e os respectivos equipamentos
a serem utilizados (CARVALHO, 2006).
Para assegurar a confiabilidade e qualidade dos resultados de uma inspeção
de ensaios não-destrutivos (END), são necessários inspetores bem treinados e
certificados, bem como o uso de materiais que agregam tecnologia avançada, e
procedimento de inspeção qualificado para situação específica a ser aplicada e
ainda atenção adequada para os impactos ambientais no resultado da inspeção
(JINHONG; JIANYING; ZAIQI, 2000).
Todas essas etapas do processo de inspeção devem ser bem avaliadas antes
da inspeção, considerando que toda técnica possui capacidades e limitações,

20
portanto o atendimento a esses requisitos implicam em uma probabilidade de
detecção máxima possível.
Figura 2 - Processo de inspeção por ensaio não-destrutivo (CARVALHO, 2006)
2.3. APLICAÇÃO DO ULTRA-SOM NO BRASIL
2.3.1. Requisitos das normas
No processo de construção e montagem de dutos, existem normas que definem
os requisitos mínimos que devem ser atendidos em todo o processo, incluídos os
requisitos de inspeção. Do ponto de vista da integridade estrutural, as fases de
soldagem e a inspeção não-destrutiva são as principais da etapa de construção e
montagem de um duto terrestre. Na fase da soldagem, a escolha do processo
adequado, a qualificação dos procedimentos de soldagem e dos soldadores,
contribuem para a boa qualidade da obra.
É interessante ressaltar que existem normas para construção e montagem de
dutos terrestres e submarinos (API 1104, 1999; CSA Z622, 2003; DNV-OS-F101,
2000; AS 2885.2, 2002; ISO 13847, 2000), porém esta dissertação adotou como
linha central os requisitos da norma API 1104 (1999), por que todo material de

21
estudo (juntas soldadas, inspeções, corpos-de-prova) são referentes a construção e
montagem de um gasoduto terrestre construído segundo a norma API.
2.3.2. Processos de soldagem
Tradicionalmente o processo de soldagem mais utilizado no Brasil, na
soldagem de juntas circunferenciais de campo é feita utilizando-se a soldagem
manual com eletrodos revestidos (Shielded Metal Arc Welding – SMAW). Este é um
processo de soldagem lento, cujas descontinuidades são principalmente geradas
pelo fator humano. É a inspeção não-destrutiva, por meio do ensaio radiográfico ou
do ensaio por ultra-som que irá verificar a qualidade da solda, buscando detectar
descontinuidades que por ventura tenham ocorrido durante o processo de soldagem
da junta (CAMPINHO, 2006).
A definição do método de inspeção a ser utilizado, a qualificação dos
procedimentos de inspeção não-destrutiva e dos inspetores irá conferir uma maior
confiabilidade nos resultados alcançados na fase de inspeção.
A busca de novas tecnologias construtivas na montagem de oleodutos e
gasodutos tem como objetivo o aprimoramento da qualidade, por intermédio do
aumento na confiabilidade do processo de soldagem, na redução do prazo de
construção, acarretando redução nos custos de execução. O processo de soldagem
utilizado na montagem do duto que está sendo usado para esta dissertação é o
comercialmente denominado como Surface Test Transfer - STT®, que se apresenta
como alternativa à substituição aos processos convencionais de soldagem manual
do eletrodo revestido.
O STT® é uma derivação do processo MIG/MAG (Gas Metal Arc Welding -
GMAW) que utiliza a transferência metálica por curto-circuito com controle de
corrente. Alguns autores denominam este processo como processo de soldagem
MIG/MAG em transferência metálica por curto-circuito com controle de corrente
(SILVA, R.H.G., 2005).
Diferentemente do processo GMAW padrão, a máquina para STT® não
possui controle para tensão. Ela usa controle de corrente para o ajuste do aporte de
calor, independente da velocidade do arame, isto é, trocas na extensão do eletrodo
22
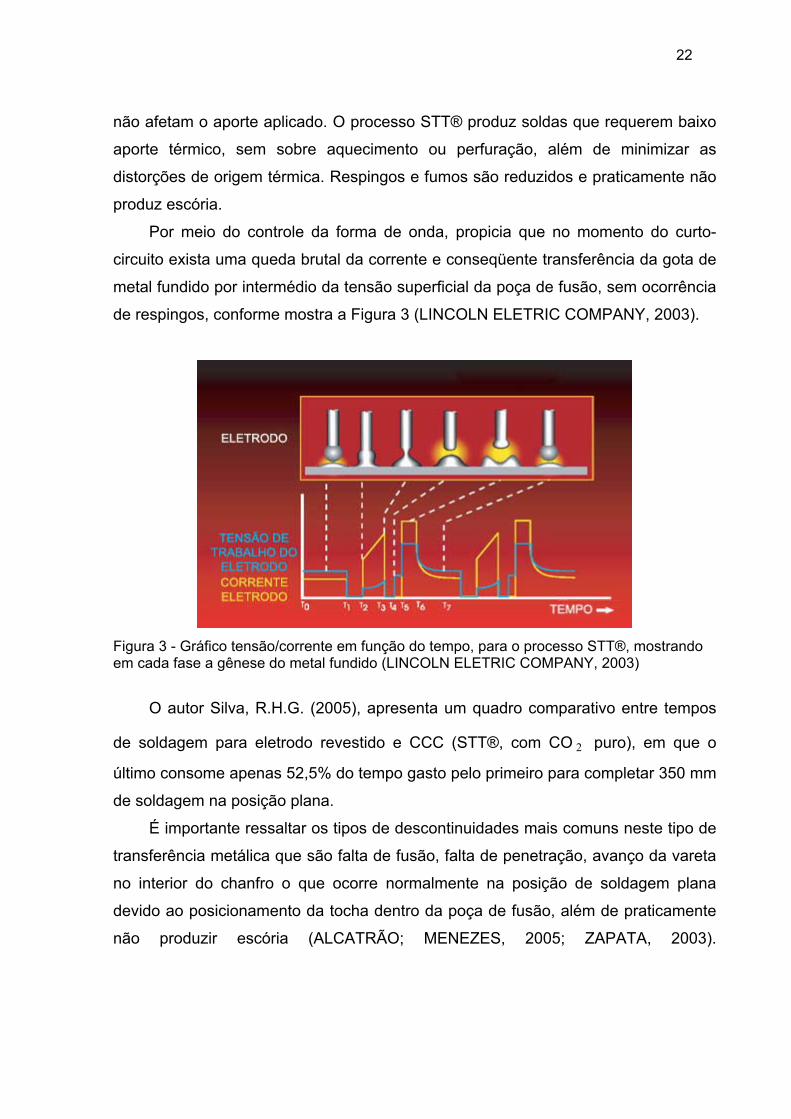
não afetam o aporte aplicado. O processo STT® produz soldas que requerem baixo
aporte térmico, sem sobre aquecimento ou perfuração, além de minimizar as
distorções de origem térmica. Respingos e fumos são reduzidos e praticamente não
produz escória.
Por meio do controle da forma de onda, propicia que no momento do curto-
circuito exista uma queda brutal da corrente e conseqüente transferência da gota de
metal fundido por intermédio da tensão superficial da poça de fusão, sem ocorrência
de respingos, conforme mostra a Figura 3 (LINCOLN ELETRIC COMPANY, 2003).
Figura 3 - Gráfico tensão/corrente em função do tempo, para o processo STT®, mostrando em cada fase a gênese do metal fundido (LINCOLN ELETRIC COMPANY, 2003)
O autor Silva, R.H.G. (2005), apresenta um quadro comparativo entre tempos
de soldagem para eletrodo revestido e CCC (STT®, com CO 2 puro), em que o
último consome apenas 52,5% do tempo gasto pelo primeiro para completar 350 mm
de soldagem na posição plana.
É importante ressaltar os tipos de descontinuidades mais comuns neste tipo de
transferência metálica que são falta de fusão, falta de penetração, avanço da vareta
no interior do chanfro o que ocorre normalmente na posição de soldagem plana
devido ao posicionamento da tocha dentro da poça de fusão, além de praticamente
não produzir escória (ALCATRÃO; MENEZES, 2005; ZAPATA, 2003).

23
2.4. TIPOS DE DESCONTINUIDADES
Os processos de soldagem ocasionam no transcorrer da execução da
montagem do duto vários tipos de descontinuidades que são identificadas por ensaio
não-destrutivo (ensaio visual, radiografia ou ultra-som). A existência destas
descontinuidades devem ser avaliadas quanto a dimensão e as respectivas
tolerâncias, conforme definido no critério de aceitação definido na norma específica
da construção do duto ou outros documentos de referência, segundo os requisitos
da norma API -1104 (1999).
De acordo com a norma API, as descontinuidades devem ser identificadas,
mensuradas e avaliadas, levando em consideração a localização das
descontinuidades, podendo ser internas ou superficiais à solda, e quanto a suas
características podem ser planares ou volumétricas, conforme descritas a seguir:
abertura de arco, ângulo excessivo do reforço, concavidade, deposição insuficiente,
embicamento, falta de fusão, falta de penetração, mordedura, penetração excessiva,
perfuração, poro, porosidade, rechupe de cratera, reforço excessivo, respingos,
trinca, sobreposição e desalinhamento. Essas descontinuidades podem ser
identificadas por ensaios não-destrutivos superficiais (líquido penetrante, visual e
partículas magnéticas) ou por ensaios que identificam, também, descontinuidades
internas a solda (ultra-som e radiografia).
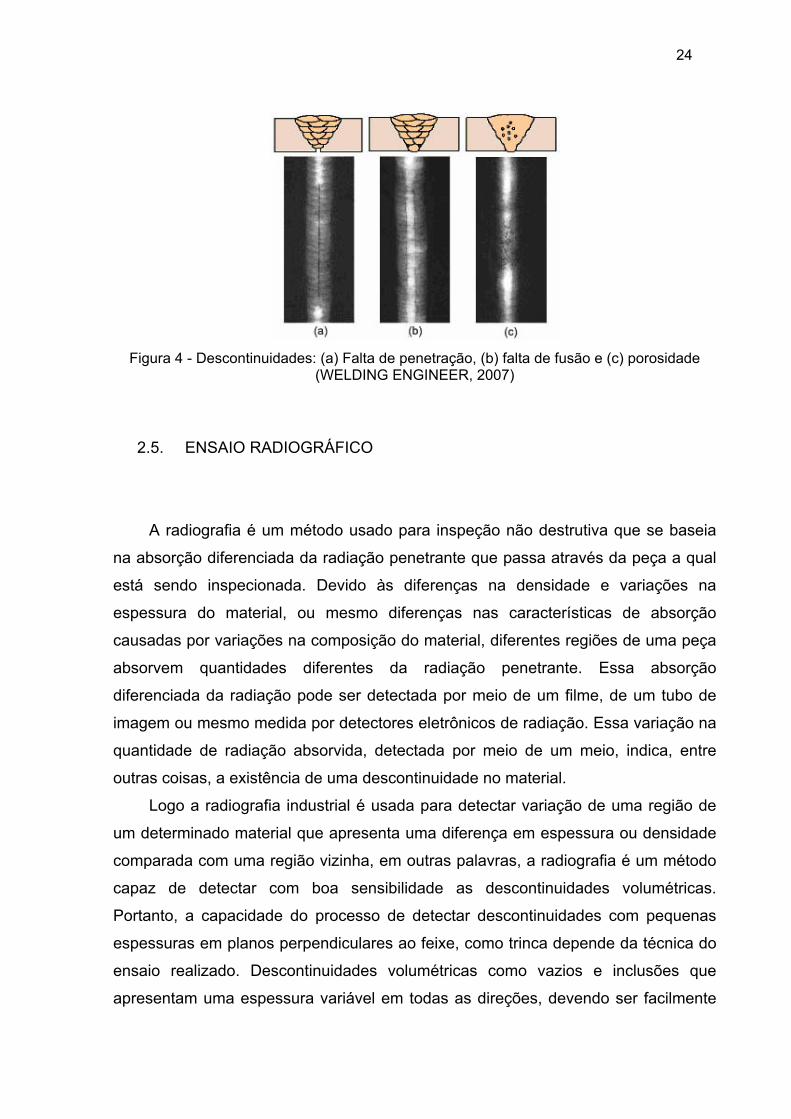
A Figura 4 mostra três tipos de descontinuidades, normalmente ocasionadas
pelos processos de soldagem utilizados, como a falta de penetração, falta de fusão e
porosidade detectadas pelo ensaio radiográfico, encontram-se registradas em filmes
radiográficos (WELDING ENGINEER, 2007).
24
Figura 4 - Descontinuidades: (a) Falta de penetração, (b) falta de fusão e (c) porosidade
(WELDING ENGINEER, 2007)
2.5. ENSAIO RADIOGRÁFICO
A radiografia é um método usado para inspeção não destrutiva que se baseia
na absorção diferenciada da radiação penetrante que passa através da peça a qual
está sendo inspecionada. Devido às diferenças na densidade e variações na
espessura do material, ou mesmo diferenças nas características de absorção
causadas por variações na composição do material, diferentes regiões de uma peça
absorvem quantidades diferentes da radiação penetrante. Essa absorção
diferenciada da radiação pode ser detectada por meio de um filme, de um tubo de
imagem ou mesmo medida por detectores eletrônicos de radiação. Essa variação na
quantidade de radiação absorvida, detectada por meio de um meio, indica, entre
outras coisas, a existência de uma descontinuidade no material.
Logo a radiografia industrial é usada para detectar variação de uma região de
um determinado material que apresenta uma diferença em espessura ou densidade
comparada com uma região vizinha, em outras palavras, a radiografia é um método
capaz de detectar com boa sensibilidade as descontinuidades volumétricas.
Portanto, a capacidade do processo de detectar descontinuidades com pequenas
espessuras em planos perpendiculares ao feixe, como trinca depende da técnica do
ensaio realizado. Descontinuidades volumétricas como vazios e inclusões que
apresentam uma espessura variável em todas as direções, devendo ser facilmente

25
detectadas desde que não sejam muito pequenas em relação à espessura da peça
(ANDREUCCI, 2006).
2.6. HISTÓRIA DA APLICAÇÃO DO ULTRA-SOM
O primeiro aparelho de ultra-som foi desenvolvido em 1942 por D. O. Sproule,
um físico que trabalhava para Kelvin & Hugues. Entretanto, foi Sokolov na Rússia,
em 1929, que primeiro registrou experiências usando cristais de quartzo para
introduzir vibrações ultra-sônicas em materiais. Sokolov demonstrou que ondas ultra-
sônicas poderiam ser utilizadas no lugar de raios X para detectar descontinuidades
em materiais. Estes estudos, além dos desenvolvidos por um grupo de alemães
(Mulauser, Pohlman e outros) eram baseados no método de transmissão sônica e
teve grande sucesso na inspeção de fundidos. Porém, até o desenvolvimento do
método pulso-eco por Sproule, os resultados não foram satisfatórios em forjados e
outros materiais com grande atenuação sônica (GÓMES, 1982).
Após a Segunda Guerra Mundial, descobriu-se que Trost e Gots da Alemanha
e Firestone nos Estados Unidos haviam desenvolvido, independentemente, sistemas
similares. Em 1947, Sproule desenvolveu o cabeçote angular que permitia a
introdução do som em diversos ângulos no material, sem a produção de sinais
indesejáveis.
Desde então, os princípios gerais do método permanecem os mesmos. Os
maiores desenvolvimentos têm sido na instrumentação, eletrônica e processamento
dos dados, e mais recentemente o avanço se deve a introdução da micro-
informática. Nos anos cinqüenta, ocorreu um extenso aprendizado desta nova
ferramenta. O grande desenvolvimento e utilização do ensaio por ultra-som só
ocorreram, entretanto, a partir dos anos 60.
No Brasil, o ensaio por ultra-som teve nas décadas de 70 e 80 o seu grande
impulso em termos de utilização e credibilidade, com a construção das primeiras
plataformas de produção de petróleo da bacia de Campos, da usina nuclear em
Angra dos Reis, e o início da qualificação de inspetores de ultra-som. Atualmente,
este ensaio atingiu uma grande aceitação, principalmente como alternativa ao
26
ensaio radiográfico, para as situações nas quais existam dificuldades quanto à
proteção radiológica (SANTIN, 2003).
O ultra-som automatizado em dutos foi utilizado e desenvolvido sua aplicação
de forma industrial no início da década de 90, de forma pioneira pelas empresas
SGS (Société Générale de Surveillance) em parceria com a Krautkrämer
(HECKHÄUSER; SCHULZ, 1996), R/D Tech e a Weldsonic (GINZEL, 2006).
Em 1993, a TransCanada PipeLines Limited (TCPL) tornou-se a primeira
empresa Norte Americana a introduzir em sua especificação requisitos para
inspecionar soldas circunferenciais de dutos por ultra-som automatizado (GINZEL, et
al. ,1993).
No Brasil, em 1998, a Petrobras e governo Boliviano construíram uma
importante linha de gás, chamada GASBOL (Gasoduto Bolívia-Brasil). Nesta
construção, foi usado processo para soldagem GMAW (Gas Metal Arc Welding)
mecanizado das juntas entre o Rio Grande (Bolívia) e Paulínia (Brasil). Este
processo foi escolhido com o objetivo do aumento da produtividade, necessitando
utilizar um sistema de inspeção que acompanhasse a produção e detectasse as
descontinuidades inerentes ao processo de soldagem (RICHTER; QUADRADO,
1998).
Os autores Richter e Quadrado (1998) em seu trabalho, relatam a grande a
aplicação no Brasil do ensaio por ultra-som automatizado em substituição ao ensaio
radiográfico, tradicionalmente usado em construção e montagem de duto, na
inspeção das soldas circunferenciais dos dutos do GASBOL, com a obtenção de
resultados satisfatórios nos aspectos de prazo, qualidade e produtividade.
2.7. O ULTRA-SOM – CONCEITOS
O ensaio por ultra-som é um método não–destrutivo caracterizado pela
produção de ondas mecânicas que se propagam no material a ser inspecionado,
produzindo um feixe sônico de alta freqüência com o objetivo de detectar
descontinuidades internas e superficiais. O som que percorre o material é refletido
pelas interfaces sendo detectado e analisado para determinar a presença e
localização de descontinuidades interna e superficial (SANTIN, 2003).

27
O comportamento das ondas de ultra-som é o mesmo das ondas do intervalo
audível; elas propagam-se em meios elásticos, sejam sólidos, líquidos, ou gasosos,
mas não se propagam no vácuo. A velocidade com que se movem nestes meios
materiais e a taxa com que a amplitude e a energia decrescem durante a
propagação são propriedades características do meio em que a onda está se
movendo.
Qualquer onda mecânica é composta de oscilações de partículas discretas, no
meio em que se propaga. A passagem de energia acústica pelo meio faz com que as
partículas sejam desbalanceadas em relação ao seu estado de equilíbrio
(CATUNDA; REBELLO; SILVA, 2002). Assumindo-se que o meio em estudo é
elástico, ou seja, as partículas que o compõem não estão rigidamente ligadas,
podendo oscilar em qualquer direção, então as ondas acústicas são classificadas em
várias categorias; dentre as mais conhecidas têm-se: ondas internas (ou de corpo),
superficiais e guiadas.
Estas ondas podem ser classificadas em infra-som, som audível e ultra-som em
relação aos valores de freqüência. Normalmente a freqüência empregada no ensaio
não-destrutivo por ultra-som é na faixa 100 kHz a 50 MHz. A Figura 5 mostra o
espectro de freqüências das ondas sonoras.
Figura 5 - Faixas de freqüências do som (OLYMPUS®, 2006)
O ensaio por ultra-som é fundamentado no conceito da boa condutividade
sonora dos materiais sólidos, apesar de ser bastante conhecido o fenômeno de
28
formação de ondas sonoras no ar e nos líquidos, essas ondas com determinada
velocidade dependem do material no qual a vibração se propaga, da temperatura, do
tratamento térmico do material, etc. (NEPOMUCENO, 1980).
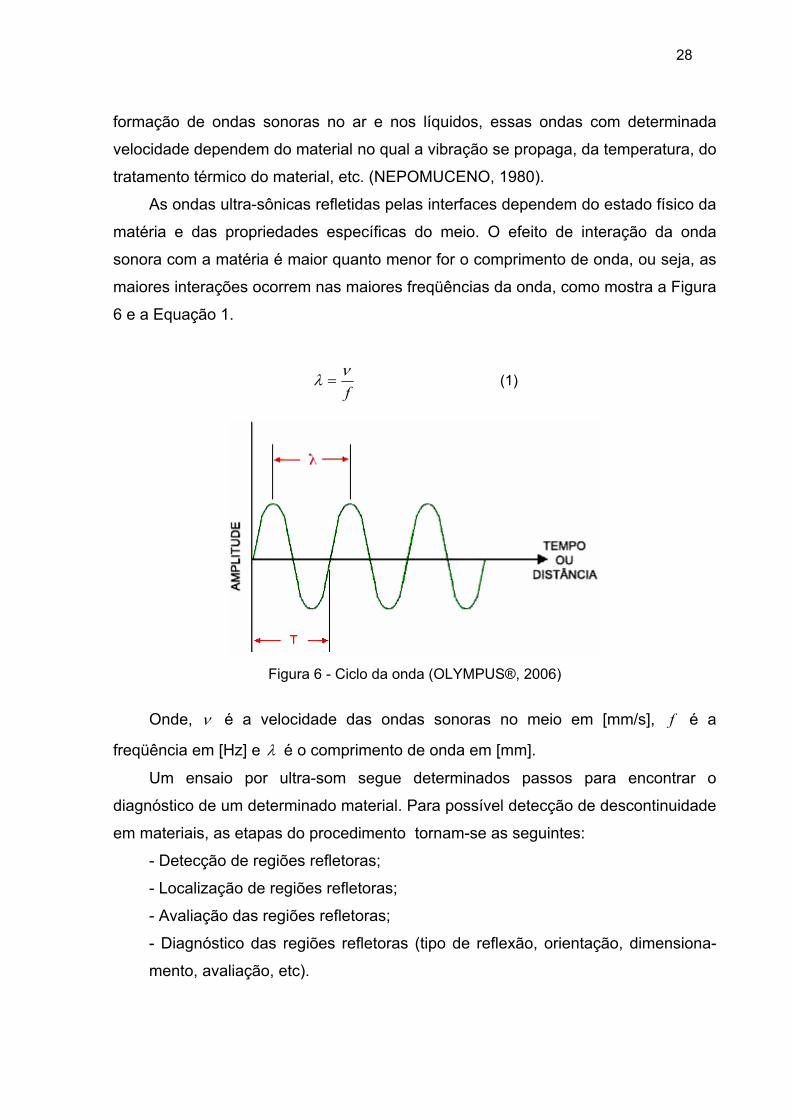
As ondas ultra-sônicas refletidas pelas interfaces dependem do estado físico da
matéria e das propriedades específicas do meio. O efeito de interação da onda
sonora com a matéria é maior quanto menor for o comprimento de onda, ou seja, as
maiores interações ocorrem nas maiores freqüências da onda, como mostra a Figura
6 e a Equação 1.
fνλ = (1)
Figura 6 - Ciclo da onda (OLYMPUS®, 2006)
Onde, ν é a velocidade das ondas sonoras no meio em [mm/s], f é a
freqüência em [Hz] e λ é o comprimento de onda em [mm].
Um ensaio por ultra-som segue determinados passos para encontrar o
diagnóstico de um determinado material. Para possível detecção de descontinuidade
em materiais, as etapas do procedimento tornam-se as seguintes:
- Detecção de regiões refletoras;
- Localização de regiões refletoras;
- Avaliação das regiões refletoras;
- Diagnóstico das regiões refletoras (tipo de reflexão, orientação, dimensiona-
mento, avaliação, etc).

29
A designação “região refletora” geralmente é substituída pelo inspetor de ultra-
som, pelo termo “descontinuidade”. Esta denominação é definida como sendo uma
“irregularidade no produto em inspeção a qual pesquisa-se a existência de defeito”
(BERKE, 2000). Na realidade, somente após a localização, avaliação e o diagnóstico
ter sido realizado, é que se pode determinar a existência ou não de um defeito.
Descontinuidades como trincas, poro, falta de fusão e outros tipos, podem ser
detectadas por ultra-som, pois geram uma interface sólida - gás de fácil detecção.
Outras descontinuidades como inclusões, falta de penetração e outras podem ser
também detectadas por reflexão parcial ou espalhamento do feixe sônico, ou até
mesmo pela produção de outros efeitos detectáveis (SILVA, I.C., 1999).
2.8. TIPOS DE ONDAS ULTRA-SÔNICAS
Qualquer onda mecânica é composta de oscilações de partículas discretas no
meio que se propaga, com direções definidas conforme mostra Figura 7. A
passagem de energia acústica pelo meio faz com que as partículas que o compõe
executem um movimento de oscilação em torno da posição de equilíbrio, cuja
amplitude diminui com o tempo, em decorrência da perda de energia da onda
(CARVALHO, 2006).
Figura 7 - Esquema ilustrativo da direção de propagação das ondas longitudinais e
transversais (ROSA FILHO, 2002)

30
Levando em consideração que os materiais em estudo são elásticos, logo as
partículas não estão rigidamente ligadas, mas podem oscilar em qualquer direção,
sendo assim pode-se classificar as ondas ultra-sônicas, conforme definido na norma
de terminologia da ABNT NBR 8050 (2004).
A literatura de forma geral classifica em três categorias as ondas ultra-sônicas:
ondas longitudinal, transversal e superficial ou de Rayleigh e Lamb ou de chapas
(GOLIS, 2001).
Existem na literatura outros tipos de ondas que não foram contempladas na
norma ABNT 8050 (2004) e que normalmente são utilizadas pelos profissionais que
atuam na área de END.
2.8.1. Onda longitudinal
“Movimento ondulatório no qual o deslocamento das partículas é paralelo à
direção de propagação da perturbação, também chamada de onda de compressão.”
(ABNT NBR 8050, 2004).
As ondas longitudinais apresentadas na Figura 8 são feixes cujas partículas do
meio vibram na mesma direção da propagação da onda (ondas de pressão). As
oscilações de tais ondas são descritas pela compressão e descompressão atômica
do material, ou seja, uma alternância de compressões e distensões das partículas
que compõem o meio, proporcionando alterações de volume sem alterar a forma
(considerando as partículas como elementos cúbicos infinitesimais, os ângulos entre
as arestas não se alteram). Essas ondas podem se propagar tanto em meios sólidos
como em fluidos e, quando comparadas aos outros tipos de ondas, apresentam
pequena compressão e determinam o comprimento de onda, também denominadas
amplitudes, períodos curtos e velocidades altas (OLYMPUS®, 2006).
Figura 8 - Ondas longitudinais (OLYMPUS®, 2006)

31
2.8.2. Onda transversal
“Movimento ondulatório no qual o deslocamento é perpendicular à direção de
propagação da perturbação, também denominada onda cisalhante” (ABNT NBR
8050, 2004).
As ondas transversais mostradas na Figura 9 são observadas quando as
partículas do meio vibram na direção perpendicular ao de propagação, ou seja, com
cisalhamentos ou rotações nestas direções, ocasionando alterações de forma
(ângulos entre arestas dos elementos cúbicos infinitesimais se deformam) sem
alterar o volume. Neste caso, são criados com a passagem da onda, picos e vales
decorrentes do movimento vertical das partículas.
As ondas transversais são incapazes de se propagarem nos líquidos e gases
pelas características das ligações entre partículas destes meios e, mostram
amplitudes e períodos maiores e velocidades mais baixas (CATUNDA, 2004).
Figura 9 - Onda transversal (OLYMPUS®, 2006)
2.8.3. Onda superficial
“Perturbação que se propaga em uma superfície na forma de movimento
ondulatório” (ABNT NBR 8050, 2004).
As ondas superficiais podem ser classificadas como: ondas de Rayleigh, de
Lamb e Creeping.

32
2.8.3.1. Onda de Rayleigh
“Onda superficial caracterizada pelo movimento elíptico das partículas em torno
do eixo de propagação, apresentando penetração inferior a um comprimento de
onda” (ABNT NBR 8050, 2004).
As ondas Rayleigh se propagam nas superfícies livres do meio. Nelas, os
deslocamentos ocorrem no plano que contém a direção de propagação da onda e
são, simultaneamente, perpendiculares à superfície na qual a onda se propaga. Sua
ocorrência está vinculada à finas camadas, de espessura equivalente a um
comprimento de onda. A condição para ser gerado este tipo de onda pode ser
calculada pela lei de Snell, por intermédio do cálculo do segundo ângulo crítico,
aquele em que a onda tangencia a superfície do material.
Uma onda de Rayleigh pura, somente provoca uma fina camada de oscilação,
na qual a penetração da onda é na ordem de um comprimento de onda (SANTIN,
2003).
Uma característica marcante das ondas Rayleigh é que as amplitudes dos
deslocamentos, que são bastante grandes nas superfícies em que se propagam,
decrescem exponencialmente com o aumento da distância à superfície livre. As
ondas Rayleigh apresentam ciclos de freqüências e velocidades distintos, e que,
quando comparadas aos outros tipos de ondas, apresentam períodos longos e
velocidades de propagação próximas às das ondas superficiais.
2.8.3.2. Onda de Lamb
“Tipo de onda que se propaga através da espessura de uma chapa fina e que
pode ser gerada apenas a determinados valores de ângulos de incidência,
freqüência e espessura da chapa” (ABNT NBR 8050, 2004).

33
2.8.3.3. Onda de Creeping
As ondas de Creeping são ondas longitudinais que se propagam na superfície
do material, geradas pela incidência de um feixe sobre o primeiro ângulo crítico de
propagação. Estas são fortemente atenuadas, pois a cada ponto em seu
deslocamento, uma onda transversal é gerada e transmitida para o interior do
material com certo ângulo. Existem cabeçotes projetados especialmente para
produzir ondas de Creeping, utilizados principalmente para a detecção de
descontinuidades superficiais e sub-superficiais em materiais diversos.
Em peças com superfícies paralelas, estas ondas transversais são novamente
transformadas em ondas de Creeping no lado oposto, e desta forma é possível
detectar descontinuidades na superfície oposta (SANTIN, 2003).
Deve-se observar que uma onda elástica não contém massa, quando cessado
o movimento de oscilação, cada partícula volta à posição de equilíbrio. Sabe-se, que
o que se propaga através do material é apenas um estado de movimento e energia.
Também é importante observar também que a velocidade com que a maioria das
ondas elásticas se propagam em um dado material é constante e independente da
freqüência, depende apenas do material e do tipo de onda (CARVALHO, 2006).
É importante ressaltar que as ondas ultrasônicas são ondas mecânicas
diferente das ondas geradas pelo ensaio radiográfico (raios X ou raio gama) que são
ondas eletromagnéticas (KRAUTKRÄMER; KRAUTKRÄMER, 1990).
A geração das ondas ultra-sônicas é por meio do efeito piezelétrico, que
transforma a energia elétrica aplicada em um elemento piezelétrico em energia
mecânica quando deformado mecanicamente. Inversamente, ocorre a deformação
do elemento quando uma diferença de potencial elétrico (efeito piezelétrico reverso).
Uma corrente elétrica alternada gera vibrações mecânicas no elemento na
freqüência correspondente à freqüência de excitação. Estes elementos piezelétricos
são chamados de transdutores por transformar energia de um tipo em outro
(SANTIN, 2003).

34
2.9. O ENSAIO ULTRA-SÔNICO
O ensaio por ultra-som é um método não-destrutivo no qual um feixe sônico de
alta freqüência (nível de MHz, no caso da maioria dos materiais metálicos) é
introduzido no material a ser inspecionado com o objetivo de detectar
descontinuidades superficiais e sub-superficiais. O som que percorre o material é
refletido pelas interfaces, sendo detectado e analisado para determinar a presença,
localização e dimensão de descontinuidades.
A energia sônica refletida pelas interfaces depende essencialmente do estado
físico da matéria que está do lado oposto da interface e em menor grau das
propriedades específicas da matéria. Por exemplo, as ondas sônicas são quase
totalmente refletidas em interfaces metal-gás. Reflexões parciais ocorrem em
interfaces metal-líquido e metal-sólido, sendo o percentual de energia dependente
de certas propriedades físicas dos materiais que compõem a interface (SILVA, I.C.,
1999).
Trincas, laminações, rechupes, poros, falta de fusão e outras descontinuidades
que atuam como interfaces metal-gás, podem ser facilmente detectadas por ultra-
som. Inclusões e outras descontinuidades podem também ser detectadas pela
reflexão parcial, espalhamento do feixe sônico ou até mesmo pela produção de
outros efeitos detectáveis.
A maioria dos aparelhos para o ensaio por ultra-som detecta descontinuidades
por meio da monitoração das reflexões sônicas transmitidas ao material por
intermédio de um cabeçote acoplado a peça. O aparelho geralmente dispõe de um
visor que possibilita determinar a intensidade da energia refletida e a localização das
interfaces. Pela análise destas reflexões, o inspetor consegue determinar a
existência ou não de descontinuidades no material.
Na maioria das aplicações de ensaio não-destrutivo por ultra-som procura-se
propagar um único modo de onda no material. Isto, porque as ondas longitudinais e
as transversais têm velocidades diferentes. Caso existam os dois modos, é difícil
interpretar corretamente o sinal de eco recebido. As ondas transversais permitem
confeccionar sistemas com melhor resolução axial devido ao menor comprimento de
onda (SIMON, 1993).
35
2.9.1. Interação da onda com uma descontinuidade
Quando as ondas sônicas que percorrem um material atingem a interface com
um segundo material, parte da energia incidente é refletida de volta para o primeiro
meio e a energia restante é transmitida para o segundo.
Se as impedâncias acústicas dos dois materiais forem iguais, não haverá
reflexão e toda energia será transmitida; se as impedâncias forem muito diferentes,
como por exemplo, a interface metal-ar, haverá reflexão pura. Esta característica é
usada no ensaio por ultra-som para calcular as quantidades de energia refletida e
transmitida por descontinuidades e, assim, determinar a posição, tamanho, forma, e
natureza dos mesmos.
No instante em que a onda ultra-sônica atinge uma descontinuidade no material
que percorre, todos os fenômenos interativos de propagação de ondas ocorrem
simultaneamente, como mostra a Figura 10 (CATUNDA, 2004).
Quando ocorrem associações entre duas ou mais classes de propagação de
ondas de mesma fase aparente, diz-se que as ondas resultantes são ondas
acopladas, como o caso de deslocamentos dos tipos de ondas longitudinal e
transversal, características de camadas de baixa velocidade, encaixadas entre
camadas de velocidades mais altas. Nos casos em que ocorrem conversões entre
modos de propagação de ondas, as ondas resultantes recebem o nome de
convertidas (conversão de modo). O fenômeno da conversão de modo é um fator
complicador porque gera uma variedade de ecos que dificultam a distinção dos
sinais difratados pelas pontas das descontinuidades (CATUNDA; REBELLO; SILVA,
2002). Para evitar este tipo de problema utilizam-se ondas longitudinais incidentes,
de modo que os ecos das ondas difratadas ocorram bem antes dos sinais com modo
convertido, está solução confirma a utilização de cabeçotes para a técnica do tempo
de percurso da onda difratada (ToFD) usar cabeçotes com ondas longitudinais
(SILVA, I.C., 1999). Isto é possível graças a diferença de velocidade entre as ondas
transversal e longitudinal (CATUNDA, 2004) e mostrado na Equação 2.
Onda refletida:
TL νν ×= 83,1 (2)

36
Onde, Lν e Tν são as velocidades longitudinais e transversais da onda
respectivamente. A Lν depende da massa específica, do módulo de elasticidade, do
coeficiente de Poison, sendo que Tν depende somente do módulo de rigidez e da
massa específica, por meio dessas propriedades foi calculado o fator de
proporcionalidade de 1,83 para o aço conforme a Equação 2.
A origem da onda difratada (difração) está na superposição das vibrações
originadas em cada ponto de uma frente de onda. Cada frente de onda é um
conjunto de fontes de vibração que se propagam para diante, e da superposição das
vibrações originadas em cada ponto dessa frente é que se forma a frente de onda
vizinha. Em condições normais, o processo se desenvolve de modo que a forma das
frentes de onda é preservada durante a propagação.
Assim, quando uma onda sônica encontra em seu percurso uma
descontinuidade, além de ocorrer a reflexão por uma parte da onda, a difração
permite que a mesma contorne a descontinuidade, e continue se propagando, além
dele (SILVA, I.C., 1999).
Figura 10 - Interação da onda com uma descontinuidade (CATUNDA, 2004)
Independentemente se a inspeção é realizada por imersão ou com contato, e
se o cabeçote é monotransdutor ou Phased Array linear, a interação entre o feixe
sônico e a peça é governada pela chamada região de detectabilidade; a área está
37
onde se pode detectar e dimensionar descontinuidades específicas com ganho
suficiente e com sinal 6 dB maior que o ruído, entre o final do sinal de entrada e o
início do eco de fundo (DUBÉ, 2004).
2.9.2. Sistemas do ultra-som manual
O conhecimento da utilização do ultra-som manual é fator preponderante para o
desenvolvimento do ultra-som automatizado.
O diagrama da Figura 11 mostra o método de inspeção do tipo pulso-eco ou
reflexão, que funciona dentro das seguintes características (ASM, 1997):
- em intervalos regulares de tempo (60 a 3000 vezes por segundo) o
temporizador eletrônico aciona o gerador de pulsos, o qual envia um pulso
de corrente elétrica ao transdutor. Este pulso é na ordem de 100 a 1000 V.
Ao mesmo tempo, o temporizador ativa o circuito de varredura (circuito de
medição de tempo), que está conectado ao mostrador de sinais;
- o transdutor converte a energia elétrica em energia acústica e transfere o
pulso sônico gerado para a peça por meio de um acoplante. Quando o pulso
sônico encontra uma interface que está posicionada perpendicularmente à
direção do feixe, o som é refletido e retorna ao transdutor;
- o pulso sônico atingindo o transdutor, por meio do acoplante, provoca a
vibração do elemento piezelétrico, induzindo uma corrente alternada de
pequena intensidade (0,001 a 1 V), que retorna ao aparelho;
- a voltagem induzida é instantaneamente amplificada para cerca de 100 V e
alimentada no mostrador de sinais, que indicará o tempo decorrido entre a
emissão e a recepção do sinal.

38
Figura 11 - Sistema de ultra-som convencional (ASM, 1997)
O mostrador do tipo A-Scan é basicamente um gráfico de amplitude versus
tempo, no qual a linha horizontal em um osciloscópio representa o tempo decorrido;
e as deflexões verticais, a amplitude dos ecos. O tamanho das descontinuidades
pode ser estimado por comparação da altura do eco da descontinuidade com um
outro refletor de tamanho conhecido. A localização da descontinuidade
(profundidade) é determinada por meio da leitura de uma escala graduada no
osciloscópio do aparelho. Para esta leitura é necessário a calibração da linha base,
que é feita por meio de blocos com dimensões conhecidas.
O uso do mostrador tipo A-Scan é limitado à detecção e caracterização de
descontinuidades. Pode ser utilizado também para medição de espessuras,
velocidade sônica, atenuação e geometria sônica.
Os sinais no mostrador tipo A-Scan podem ser apresentados de dois modos:
- modo de vídeo – no qual somente é mostrado o sinal retificado
correspondendo ao envelope das ondas RF (Figura 11). Este é o modo mais
comumente utilizado nas inspeções convencionais.

39
- modo rádio freqüência (RF) – no qual são mostrados os ciclos individuais
completos de cada pulso, mostrado na Figura 15. O modo RF é pouco utilizado
nas inspeções convencionais. Seu uso predominante é na inspeção com
equipamentos de ultra-som automatizado e na inspeção pela técnica ToFD.
2.9.3. Sistemas automatizados de ultra-som
A estrutura básica do sistema automatizado de ultra-som tem características
essenciais como: movimentação dos cabeçotes e/ou material inspecionado,
aquisição de dados automatizada, dados da medição da posição-relativa e os
resultados do ensaio (BARBIAN, 2004).
Um sistema está compreendido pelos componentes utilizados usualmente para
a execução da varredura automatizada, que são: Sistema manual de cabeçotes,
cabeçotes e cabos, técnica de acoplamento, equipamento de ultra-som, dados de
aquisição e processamento, dados de avaliação, representação gráfica e controle do
sistema.
Os requisitos para o layout de um sistema para uma aplicação prática são
determinados por meio do objetivo do ensaio e pela área de aplicação (tamanho e
geometria da peça de ensaio, além dos requisitos da norma do equipamento
especificado ou da norma referente às técnicas de ultra-som e o tipo de
equipamento a ser inspecionado (BARBIAN, 2004).
Os sistemas podem ser estacionários ou móveis. A aplicação dos sistemas
estacionários é usada em: linha de produção com inspeção durante a produção de
um grupo de produto, em locais de alto nível de automação, em avaliação
automatizada, em que exista necessidade de velocidade de inspeção e avaliação
em tempo real.
No caso de sistemas móveis, existe a necessidade de portabilidade, com
aplicação principalmente na inspeção da fabricação de equipamentos, na construção
e montagem de unidade industrial e nas unidades de processamento em serviço.
As configurações podem ser divididas em categorias dependendo do número
de canais: podem ser de sistemas de um simples canal ou de múltiplos canais com
operação paralela de um simples canal.
40
A extensão do sistema de manuseio depende do tipo de inspeção, inicia-se
com uma simples ferramenta para suportar o cabeçote e caminha para inspeção por
robôs com controle múltiplo e simultâneo. Tipicamente, a extensão da aquisição de
dados e do sistema de avaliação é dependente do número de canais de ensaio,
velocidade de teste e de requisitos do resultado do ensaio (BARBIAN, 2004).
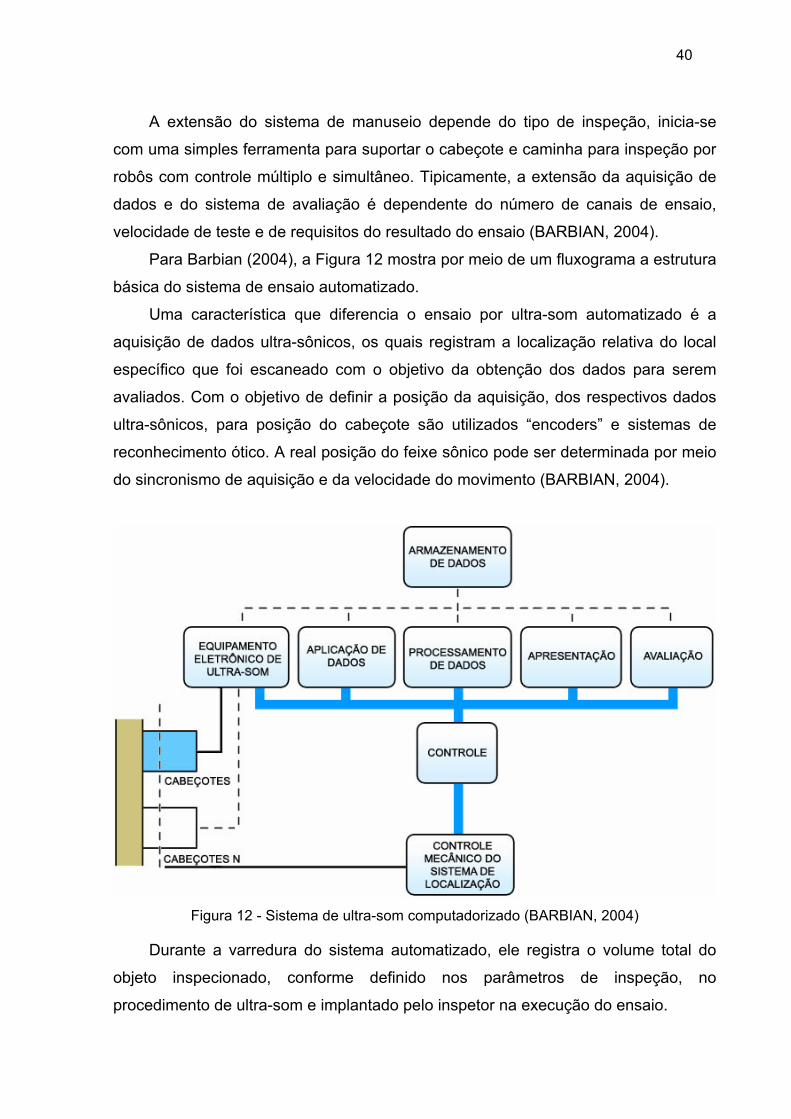
Para Barbian (2004), a Figura 12 mostra por meio de um fluxograma a estrutura
básica do sistema de ensaio automatizado.
Uma característica que diferencia o ensaio por ultra-som automatizado é a
aquisição de dados ultra-sônicos, os quais registram a localização relativa do local
específico que foi escaneado com o objetivo da obtenção dos dados para serem
avaliados. Com o objetivo de definir a posição da aquisição, dos respectivos dados
ultra-sônicos, para posição do cabeçote são utilizados “encoders” e sistemas de
reconhecimento ótico. A real posição do feixe sônico pode ser determinada por meio
do sincronismo de aquisição e da velocidade do movimento (BARBIAN, 2004).
Figura 12 - Sistema de ultra-som computadorizado (BARBIAN, 2004)
Durante a varredura do sistema automatizado, ele registra o volume total do
objeto inspecionado, conforme definido nos parâmetros de inspeção, no
procedimento de ultra-som e implantado pelo inspetor na execução do ensaio.
41
Outra característica importante é a oportunidade que o proprietário do
equipamento possui de reavaliar a inspeção realizada a qualquer momento sem a
necessidade de nova inspeção no equipamento.
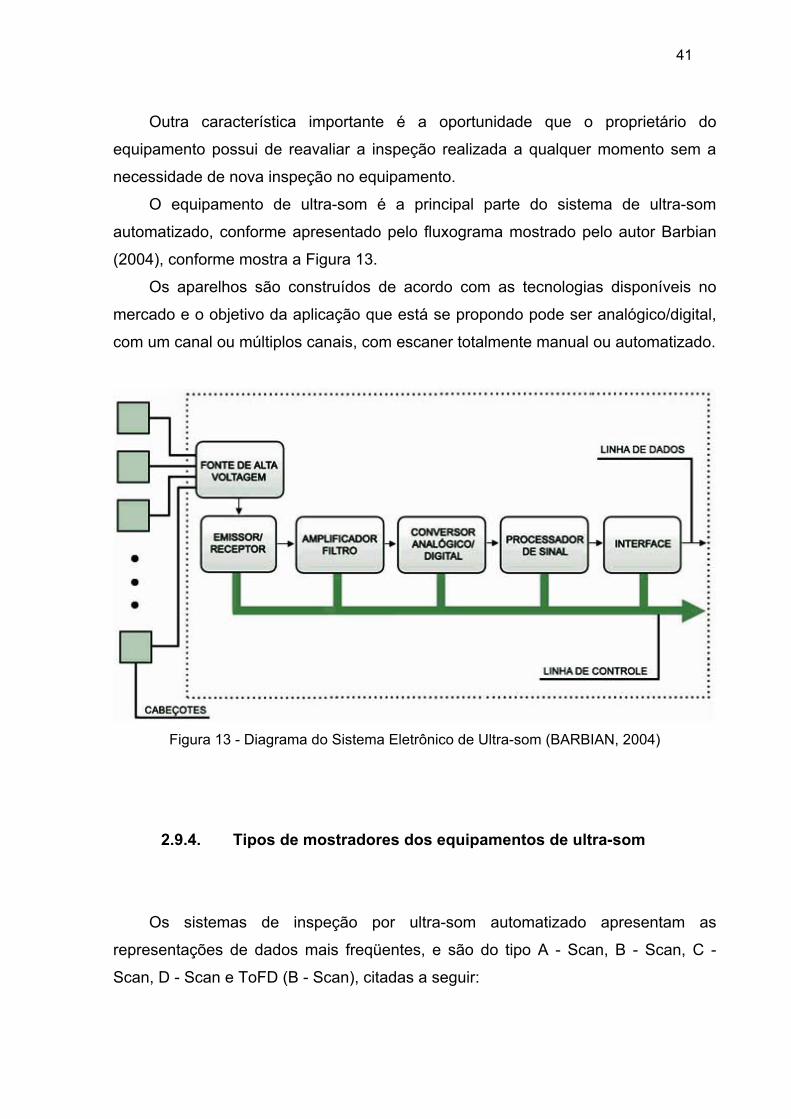
O equipamento de ultra-som é a principal parte do sistema de ultra-som
automatizado, conforme apresentado pelo fluxograma mostrado pelo autor Barbian
(2004), conforme mostra a Figura 13.
Os aparelhos são construídos de acordo com as tecnologias disponíveis no
mercado e o objetivo da aplicação que está se propondo pode ser analógico/digital,
com um canal ou múltiplos canais, com escaner totalmente manual ou automatizado.
Figura 13 - Diagrama do Sistema Eletrônico de Ultra-som (BARBIAN, 2004)
2.9.4. Tipos de mostradores dos equipamentos de ultra-som
Os sistemas de inspeção por ultra-som automatizado apresentam as
representações de dados mais freqüentes, e são do tipo A - Scan, B - Scan, C -
Scan, D - Scan e ToFD (B - Scan), citadas a seguir:

42
2.9.4.1. A-Scan
Forma de apresentação de dados empregando uma linha base horizontal que
indica distância, ou tempo, e uma deflexão da linha base que indica a amplitude. A
representação do sinal A-Scan pode ser RF (rádio-freqüência) e sinal retificado,
conforme mostrado nas Figura 14 e Figura 15 respectivamente.
Figura 14 - Mostrador A-Scan - Retificado
Figura 15 - Mostrador A-Scan - Rádio freqüência (RF) ou não retificado
2.9.4.2. B-scan
Forma de apresentação de dados ultra-sônicos que mostra a seção longitudinal
da amostra indicando a posição, largura e altura das descontinuidades existentes,
conforme apresentado na Figura 16.

43
2.9.4.3. C-scan
Forma de apresentação de dados ultra-sônicos que mostra a vista plana do
objeto inspecionado, a posição e comprimento das descontinuidades existentes, em
relação ao chanfro da solda, conforme apresentado na Figura 16.
2.9.4.4. D-Scan
Forma de apresentação de dados ultra-sônicos que mostra a seção transversal
da amostra indicando a posição, largura e altura das descontinuidades existentes,
em relação a espessura ou chanfro da solda, conforme apresentado na Figura 16.
2.9.4.5. A técnica ToFD
Tipo particular de apresentação B-Scan (normalmente em tons de cinza) nos
quais os sinais são obtidos a partir da difração do ultra-som nas descontinuidades,
sendo detalhada no item 2.10 e mostrada na Figura 50.
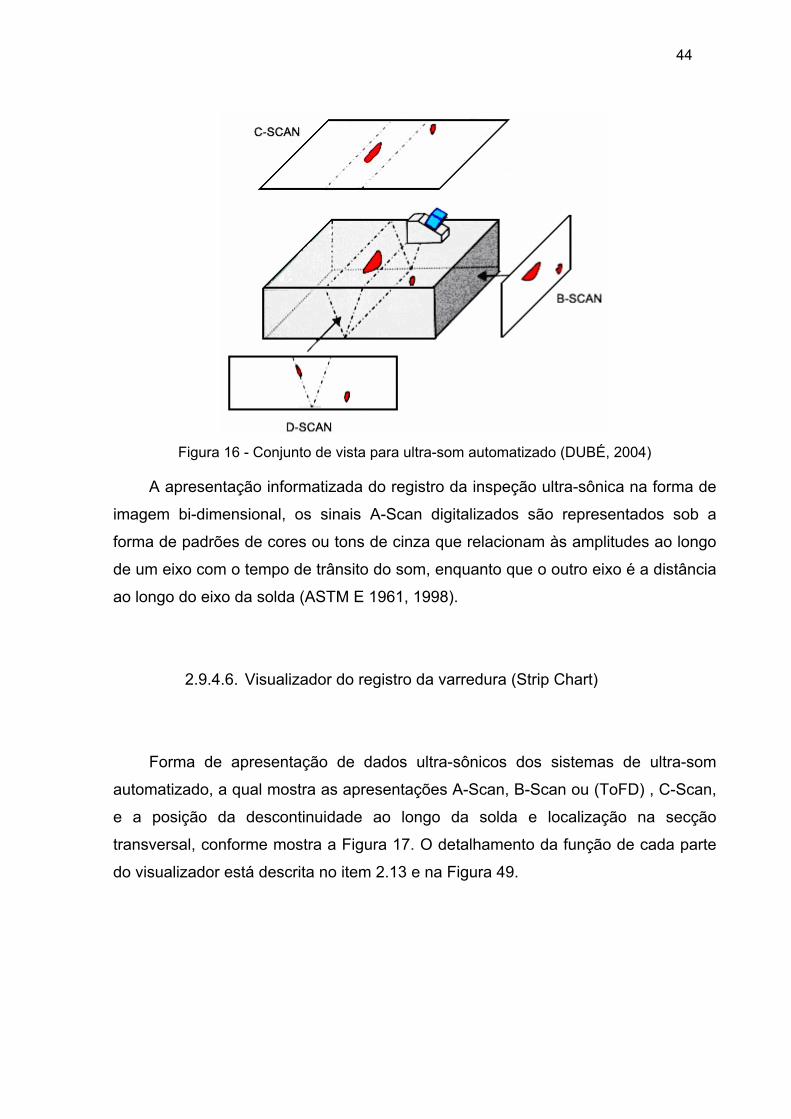
A Figura 16 mostra o esquema da formação da apresentação das imagens em
relação a posição de visualização nos sistemas informatizados; cada sistema define
quais são as apresentações importantes para garantir a confiabilidade da inspeção,
no caso de ultra-som automatizado para dutos, a norma define estes requisitos.
A apresentação dessa figura atende os requisitos das normas americanas, nas
quais existem outras apresentações que atendem as normas européias (DUBÉ,
2004).
44
Figura 16 - Conjunto de vista para ultra-som automatizado (DUBÉ, 2004)
A apresentação informatizada do registro da inspeção ultra-sônica na forma de
imagem bi-dimensional, os sinais A-Scan digitalizados são representados sob a
forma de padrões de cores ou tons de cinza que relacionam às amplitudes ao longo
de um eixo com o tempo de trânsito do som, enquanto que o outro eixo é a distância
ao longo do eixo da solda (ASTM E 1961, 1998).
2.9.4.6. Visualizador do registro da varredura (Strip Chart)
Forma de apresentação de dados ultra-sônicos dos sistemas de ultra-som
automatizado, a qual mostra as apresentações A-Scan, B-Scan ou (ToFD) , C-Scan,
e a posição da descontinuidade ao longo da solda e localização na secção
transversal, conforme mostra a Figura 17. O detalhamento da função de cada parte
do visualizador está descrita no item 2.13 e na Figura 49.

45
Figura 17 - Registro da varredura do US-AUT para dutos (CAMPINHO, 2006)
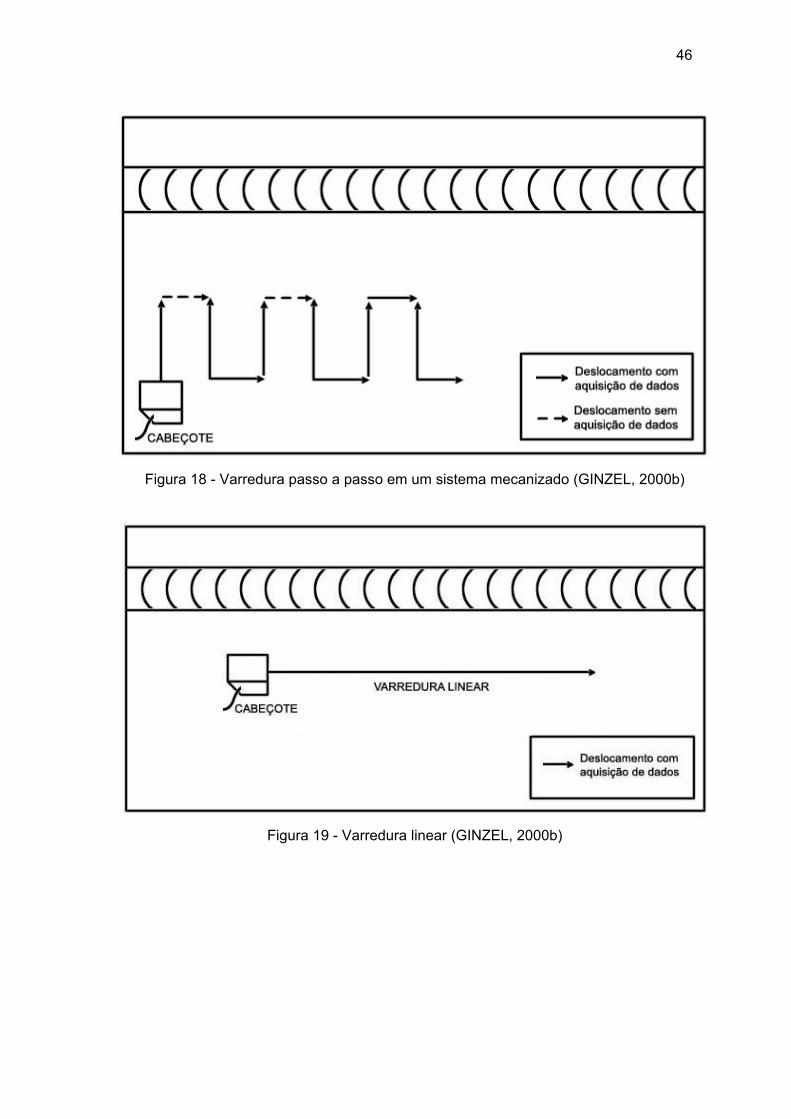
2.9.5. Tipos de varreduras na inspeção automatizada
Existem dois tipos de varreduras (escaneamento): passo a passo (raster) e
varredura linear (escaneamento linear). O primeiro sistema (Figura 18) é a varredura
mais tradicional utilizada no ultra-som, agora com um sistema mecanizado que faz a
aquisição de dados no percurso do deslocamento perpendicular ao cordão de solda
e o segundo sistema mostrado na Figura 19, consiste no movimento do cabeçote
paralelo a solda a ser inspecionada, propiciando assim o aumento da velocidade de
aquisição de dados (GINZEL, 2000b). A varredura linear é o sistema mais utilizado
na inspeção por ultra-som automatizado das juntas soldadas circunferencialmente,
ocasionado pela sua grande velocidade de aquisição de dados em relação aos
outros tipos de varredura manuais e mecanizadas.
46
Figura 18 - Varredura passo a passo em um sistema mecanizado (GINZEL, 2000b)
Figura 19 - Varredura linear (GINZEL, 2000b)

47
2.9.6. Características dos cabeçotes de ultra-som
Para aplicação do ultra-som automatizado é importante o conhecimento
detalhado das características dos cabeçotes e das respectivas formações dos feixes
de som que cada cabeçote deve atender em relação às características de uma
respectiva inspeção, na qual existem variáveis que envolvem diretamente o
desempenho e confiabilidade dos resultados apresentados pelo sistema de inspeção
que envolve o tipo de material, a espessura, o tipo de junta e o processo de
soldagem. Levando em consideração as características dos cabeçotes com
transdutores circulares deve ser analisada de forma específica os requisitos que
impacta a inspeção, desde a pressão sônica como campo próximo, incluindo
também a divergência do feixe e as características do feixe sônico focalizado
(GINZEL, 2001).
2.9.7. Campo próximo
Campo próximo é a pressão sônica produzida por transdutores circulares ou
outra forma geométrica que apresenta variações ao longo do eixo de propagação
(acústico) e também na direção perpendicular a essa. No caso de transdutores
circulares, a relação entre diâmetro do cabeçote (D) e comprimento de onda (λ)
fornece uma resposta para localização dos máximos e mínimos, bem como a
divergência e o diâmetro do feixe. Para uma propagação livre do feixe (mesmo meio
de propagação, sem interação com descontinuidades, sem reflexões), a distância
em frente ao cabeçote é dividida em três regiões: Campo próximo (0 < z < N);
Campo de transição (N < z < 3N) e Campo longínquo (z > 3N), sendo que o campo
próximo é definido pela Equação 3.
ν4
2 fDN transdutor= (3)

48
A Figura 20 mostra o campo sônico no plano xz de um transdutor circular os
campos em função do campo próximo (N ) e a variação da pressão sônica no
percurso sônico (DUBÉ, 2004).
Figura 20 - Feixe sônico (xz) e pressão sônica em função do percurso (DUBÉ, 2004)
2.9.8. Divergência do feixe
O ângulo de divergência (γ ) do feixe no campo longínquo depende do diâmetro
)(D , freqüência do transdutor )( f e fator de correção de ondas )(K , de forma geral,
é apresentada pela Equação 4 e na Figura 21 aponta a relação da amplitude
normalizada com o ângulo de divergência e, na parte inferior da figura, o diâmetro do
feixe em função da distância e da queda dB da amplitude para transdutores
circulares.
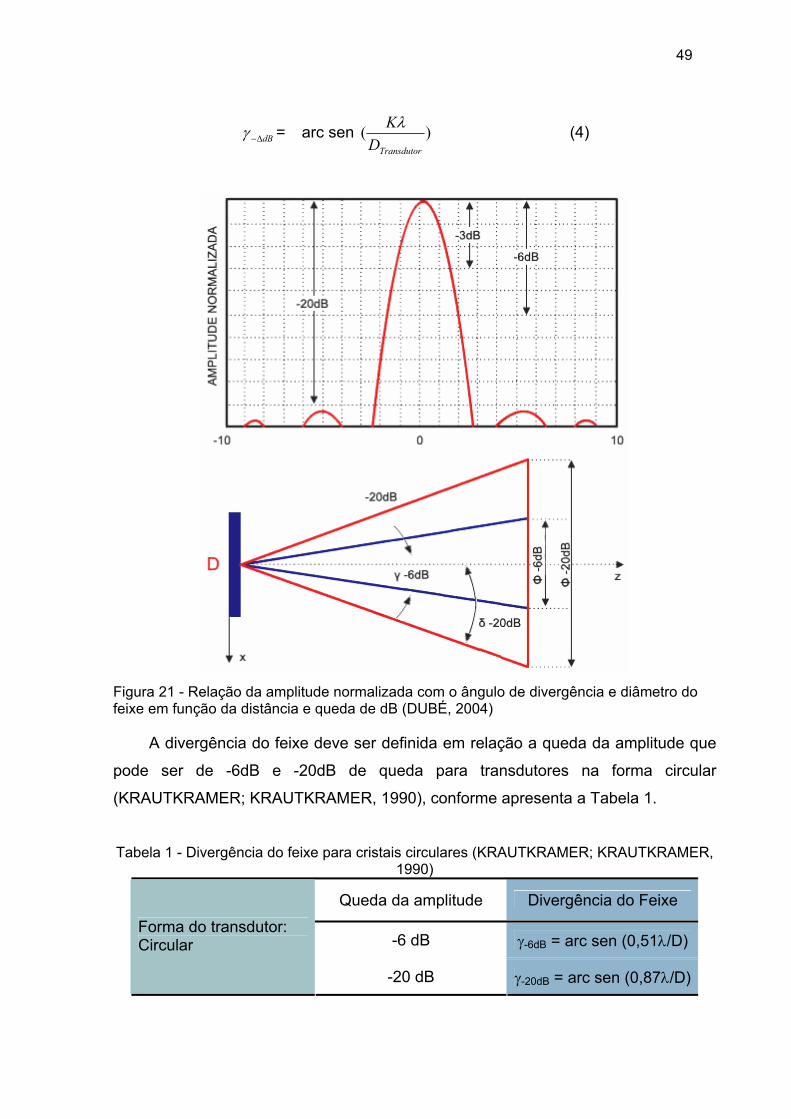
49
dB∆−γ = arc sen )(TransdutorDKλ (4)
Figura 21 - Relação da amplitude normalizada com o ângulo de divergência e diâmetro do feixe em função da distância e queda de dB (DUBÉ, 2004)
A divergência do feixe deve ser definida em relação a queda da amplitude que
pode ser de -6dB e -20dB de queda para transdutores na forma circular
(KRAUTKRAMER; KRAUTKRAMER, 1990), conforme apresenta a Tabela 1.
Tabela 1 - Divergência do feixe para cristais circulares (KRAUTKRAMER; KRAUTKRAMER,
1990)
Queda da amplitude Divergência do Feixe
-6 dB γ-6dB = arc sen (0,51λ/D) Forma do transdutor: Circular
-20 dB γ-20dB = arc sen (0,87λ/D)

50
Na Figura 22, observa-se o semi-ângulo da abertura do feixe ( 2λ ) em graus
para queda de 6 dB em ondas longitudinais no aço, evidenciando a relação do
diâmetro do transdutor com a freqüência, mostrando de forma gráfica que o aumento
da freqüência acarreta na redução da divergência, além de mostrar também que
quando o diâmetro do transdutor aumenta a divergência diminui (DUBÉ, 2004).
Figura 22 - Semi-ângulo de abertura do feixe para queda de 6 dB no aço (DUBÉ, 2004)
2.9.9. Feixes sônicos focalizados
O ultra-som automatizado para dutos com a utilização de zona de
discriminação para a inspeção da junta soldada necessita do uso de cabeçotes
(transdutor e sapata) com feixe sônico focalizado e os que devem ter características
de sensibilidade e resolução altas. Sendo assim, é importante que seja analisada as
características de cada cabeçote (divergência, resolução lateral, ponto focal,
focalização, comprimento da focalização) que pode ser utilizado levando em
consideração a espessura, diâmetro, material e tipo de junta a ser soldada, conforme
ilustrado na Figura 23.

51
Figura 23 - Cabeçote feixe focalizado (GINZEL; et al., 1993)
Inicia-se o estudo das características desses cabeçotes pela divergência do
feixe sônico no campo-longínquo (região Fraunhofer) e pela pressão sônica variável
no campo-próximo (região Fresnel) que causam efeitos negativos na avaliação das
descontinuidades e na resolução lateral. A resolução lateral depende da largura do
feixe, este fato tem influência na discriminação de duas descontinuidades
adjacentes.
A Figura 24(a) mostra o movimento do cabeçote com feixe focalizado, na
Figura 24(b) a apresentação do eco dinâmica das duas descontinuidades e na
Figura 24(c) a vista em C-Scan com informações para identificar descontinuidades
volumétricas, na mesma profundidade e mesmo ângulo de detecção separados por
distância menor que 1 mm (DUBÉ, 2004).
Figura 24 - Influência da resolução lateral na descontinuidade (DUBÉ, 2004)
Quando os requisitos da norma do produto que está sendo inspecionado,
demanda uma resolução lateral constante em toda a faixa de inspeção (percurso), a
abertura do feixe ultra-sônico deve ser independente do caminho sônico percorrido
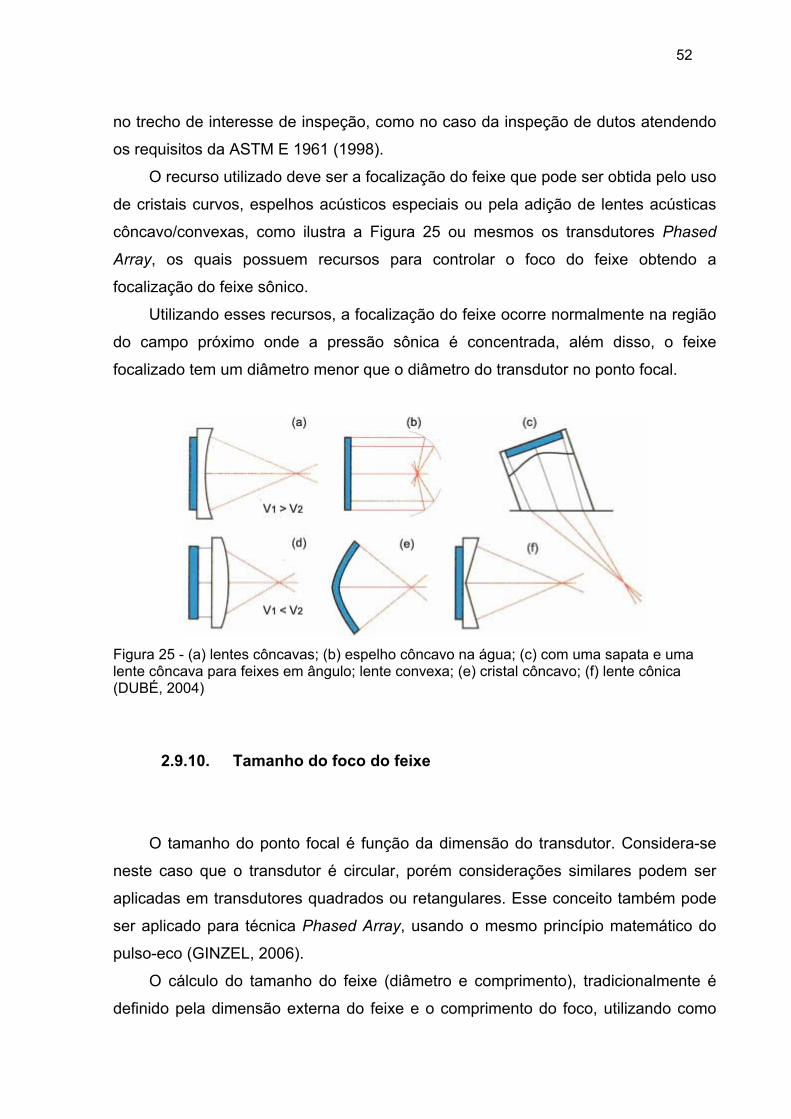
52
no trecho de interesse de inspeção, como no caso da inspeção de dutos atendendo
os requisitos da ASTM E 1961 (1998).
O recurso utilizado deve ser a focalização do feixe que pode ser obtida pelo uso
de cristais curvos, espelhos acústicos especiais ou pela adição de lentes acústicas
côncavo/convexas, como ilustra a Figura 25 ou mesmos os transdutores Phased
Array, os quais possuem recursos para controlar o foco do feixe obtendo a
focalização do feixe sônico.
Utilizando esses recursos, a focalização do feixe ocorre normalmente na região
do campo próximo onde a pressão sônica é concentrada, além disso, o feixe
focalizado tem um diâmetro menor que o diâmetro do transdutor no ponto focal.
Figura 25 - (a) lentes côncavas; (b) espelho côncavo na água; (c) com uma sapata e uma lente côncava para feixes em ângulo; lente convexa; (e) cristal côncavo; (f) lente cônica (DUBÉ, 2004)
2.9.10. Tamanho do foco do feixe
O tamanho do ponto focal é função da dimensão do transdutor. Considera-se
neste caso que o transdutor é circular, porém considerações similares podem ser
aplicadas em transdutores quadrados ou retangulares. Esse conceito também pode
ser aplicado para técnica Phased Array, usando o mesmo princípio matemático do
pulso-eco (GINZEL, 2006).
O cálculo do tamanho do feixe (diâmetro e comprimento), tradicionalmente é
definido pela dimensão externa do feixe e o comprimento do foco, utilizando como
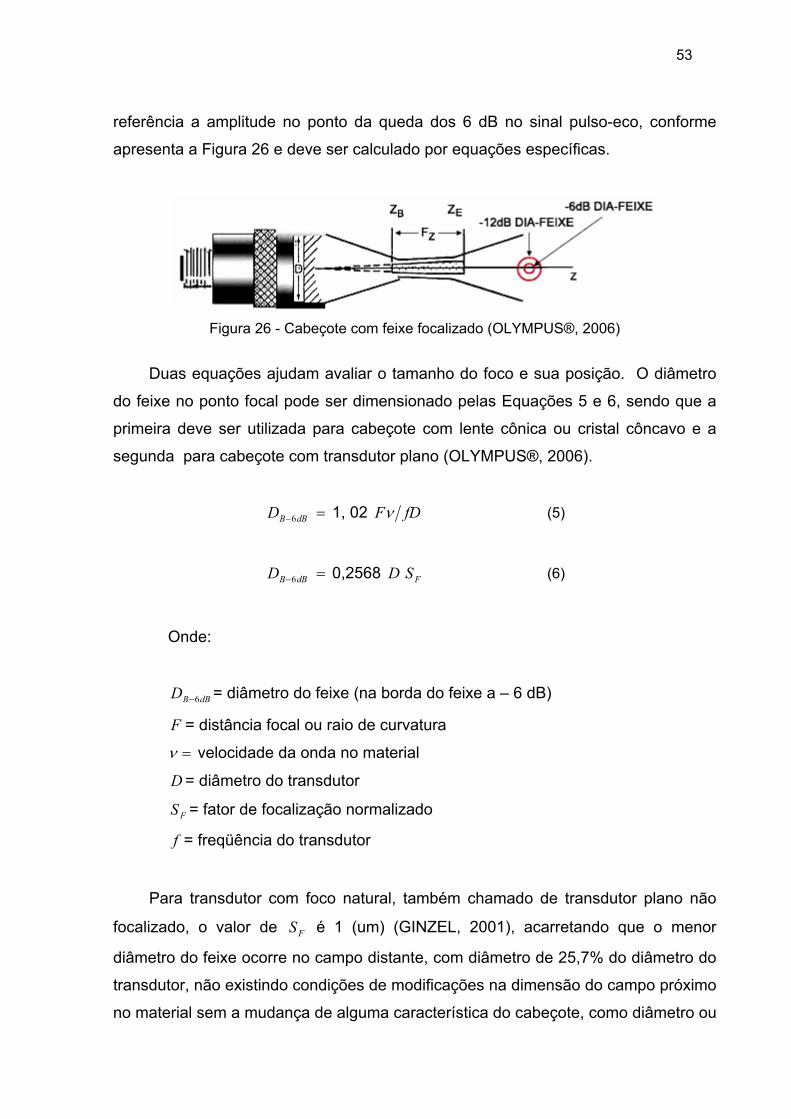
53
referência a amplitude no ponto da queda dos 6 dB no sinal pulso-eco, conforme
apresenta a Figura 26 e deve ser calculado por equações específicas.
Figura 26 - Cabeçote com feixe focalizado (OLYMPUS®, 2006)
Duas equações ajudam avaliar o tamanho do foco e sua posição. O diâmetro
do feixe no ponto focal pode ser dimensionado pelas Equações 5 e 6, sendo que a
primeira deve ser utilizada para cabeçote com lente cônica ou cristal côncavo e a
segunda para cabeçote com transdutor plano (OLYMPUS®, 2006).
dBBD 6− = 1, 02 fDFν (5)
dBBD 6− = 0,2568 D FS (6)
Onde:
dBBD 6− = diâmetro do feixe (na borda do feixe a – 6 dB)
F = distância focal ou raio de curvatura
=ν velocidade da onda no material
D = diâmetro do transdutor
FS = fator de focalização normalizado
f = freqüência do transdutor
Para transdutor com foco natural, também chamado de transdutor plano não
focalizado, o valor de FS é 1 (um) (GINZEL, 2001), acarretando que o menor
diâmetro do feixe ocorre no campo distante, com diâmetro de 25,7% do diâmetro do
transdutor, não existindo condições de modificações na dimensão do campo próximo
no material sem a mudança de alguma característica do cabeçote, como diâmetro ou

54
freqüência (GINZEL, 2006). Exceto para cabeçotes Phased Array que podem ser
ajustados o campo próximo, utilizando somente mais elementos com a mesma
freqüência, reduzindo a distância para onde ocorre a pressão máxima, isso é
denominado focalização (GINZEL, 2006).
O fator de focalização normalizado é dado pela Equação 7 que mostra a razão
da distância focal ou raio de curvatura do transdutor pelo valor do campo próximo
(N) (OLYMPUS®, 2006).
=FS NF (7)
2.9.11. Zona focal
O início e final da zona do ponto focal são localizados quando a amplitude axial
do sinal da queda da amplitude de 6 dB no ponto focal. O comprimento desta zona
focal ( ZF ) deve ser calculado pelas Equações 8 e 9.
2FZ NSF = [ 1(2 +0,55 FS )] (8)
ZF = ( BZ - EZ ) (9)
A Figura 27 mostra o gráfico do fator de focalização normalizado do início ( BS )
e término ( ES ) da zona focal, dados importantes para o dimensionamento da zona
focal, dimensão importante na escolha dos cabeçotes para inspeção por ultra-som
automatizado utilizando zona de discriminação da solda (OLYMPUS®, 2006).

55
Figura 27 - Fator de focalização normalizado ( FS ) na queda de 6 dB (OLYMPUS®, 2006)
FS = Fator de focalização normalizado
BS = Fator de focalização normalizado do início da zona focal
ES = Fator de focalização normalizado do término da zona focal
Na Figura 28 mostra os eixos x (caminho sônico) e y (amplitude) mostrando as
características e os constituintes do feixe sônico focalizado (cabeçote focalizado).
Figura 28 - Distância focal, ponto focal e comprimento focal (BS EN 12668-2, 2001)

56
O feixe focalizado pode ser classificado como: forte focalização (0,1 < FS <
0,33), média focalização (0,33 < FS < 0,67) e fraca focalização (0,67 < FS < 1,0),
sendo a maioria das aplicações industriais que trabalham com feixes focalizados
usam o fator de focalização normalizado ( FS ) menor que 0,6 (DUBÉ, 2004).
A influência de FS na profundidade de campo de acordo com as fórmulas
apresentadas anteriormente pode ser vista na Figura 29.
Figura 29 - Influência do fator de focalização ( FS ) na zona focal (DUBÉ, 2004)
Para FS < 0,6, o comprimento focal ( dBL 6− ) é calculada pela Equação 10
2
6 7
×=−
TransdutordB D
FL λ sendo NF < (10)
A Figura 30 apresenta o relativo crescimento da amplitude de sinal para
pequenos refletores ocasionado pela focalização do cabeçote. O ganho da

57
sensibilidade (dB) para focos com formato cilíndrico pode ser estimado em ¾ do
ganho para foco esférico (OLYMPUS®, 2006).
Figura 30 - Crescimento da sensibilidade do pulso-eco versus fator de focalização
normalizado (OLYMPUS®, 2006)
Comparando os dois tipos de transdutores da Figura 31, o transdutor da Figura
31(a) apresenta feixe sônico de um transdutor plano (não focalizado) e o transdutor
da Figura 31(b) apresenta um feixe de um transdutor com as mesmas dimensões,
porém com arranjo para focalização do feixe em 15 mm. Essa diferença reduz a
metade o comprimento do campo próximo em relação ao cabeçote com transdutor
plano. Além disso, o diâmetro do ponto focal do transdutor plano é 3,2 mm a uma
distância de 30 mm e o cabeçote focalizado com um diâmetro focal de 1,6 mm a
uma distância de 15 mm. A otimização da escolha do cabeçote depende da
configuração da junta a ser inspecionada, considerando a utilização da técnica de
discriminação da solda e as características de cada cabeçote (GINZEL, 2006).

58
Figura 31 - Feixe dos transdutores plano (a) e focalizado (b) (GINZEL, 2006)
A característica do feixe sônico está ligada diretamente ao tipo de cabeçote
(transdutor, freqüência, feixe na sapata, campo próximo, diâmetro do foco). A Tabela
2 define alguns parâmetros necessários para otimização da escolha do cabeçote,
além disso, existe a Figura 32 que mostra a simulação do feixe dos seis diferentes
cabeçotes, apresentados na Tabela 2. Portanto, deve-se avaliar o ponto focal e o
caminho do feixe sônico dentro dessas opções, devendo escolher o mais adequado
para a inspeção por zona de discriminação, levando em consideração as
características da junta (tipo e ângulo do chanfro, e espessura do metal base) a ser
inspecionada (AUT SOLUTIONS, 2001).
Tabela 2 - Dimensão do foco versus cabeçote (AUT SOLUTIONS, 2001)
Cabeçote
Transdutor plano e
diâmetro (mm)
Freqüência (MHz)
Feixe na sapata (mm)
Campo próximo no aço (mm)
Diâmetro do foco (mm)
1 6,4 5 7,0 9,6 ~ 1,6
2 6,4 7,5 7,0 17,0 ~ 1,6
3 9,5 5 10,0 25,3 ~ 3,0
4 9,5 7,5 10,0 41,8 ~3,0
5 12,5 5 12,0 49,5 ~ 6,0
6 12,5 7,5 12,0 78,8 ~ 6,0

59
Figura 32 - Simulação do perfil do feixe sônico do cabeçote (AUT SOLUTIONS, 2001)
Uma resolução lateral constante para uma grande faixa de caminho sônico
pode ser alcançada apenas empregando sondas com diferentes fatores de
focalização ( FS ). Esse inconveniente pode ser superado pelo uso de cabeçotes
Phased Array (linear, anular, matriz), trabalhando com a profundidade dinâmica de
campo (DUBÉ, 2004).
2.9.12. Forma da onda e do espectro do transdutor
A análise da forma da onda e do espectro é feito de acordo com as condições
dos testes e definições da norma ASTM E 1065 (1999) ou da norma BS EN 12668-2
(2001) (definição da norma a ser utilizada depende da escolhida pelo projeto). As
unidades típicas são MHz para a análise da freqüência, microsegundos para análise
da forma da onda, e dB para queda da amplitude de pico (ASTM E 1065,1999; BS
EN 12668-2, 2001).
A Figura 33 mostra a duração da forma da onda do sinal RF (sinal de rádio-
freqüência ou sinal não retificado) até o nível -20 dB ou 10% do pico da amplitude.
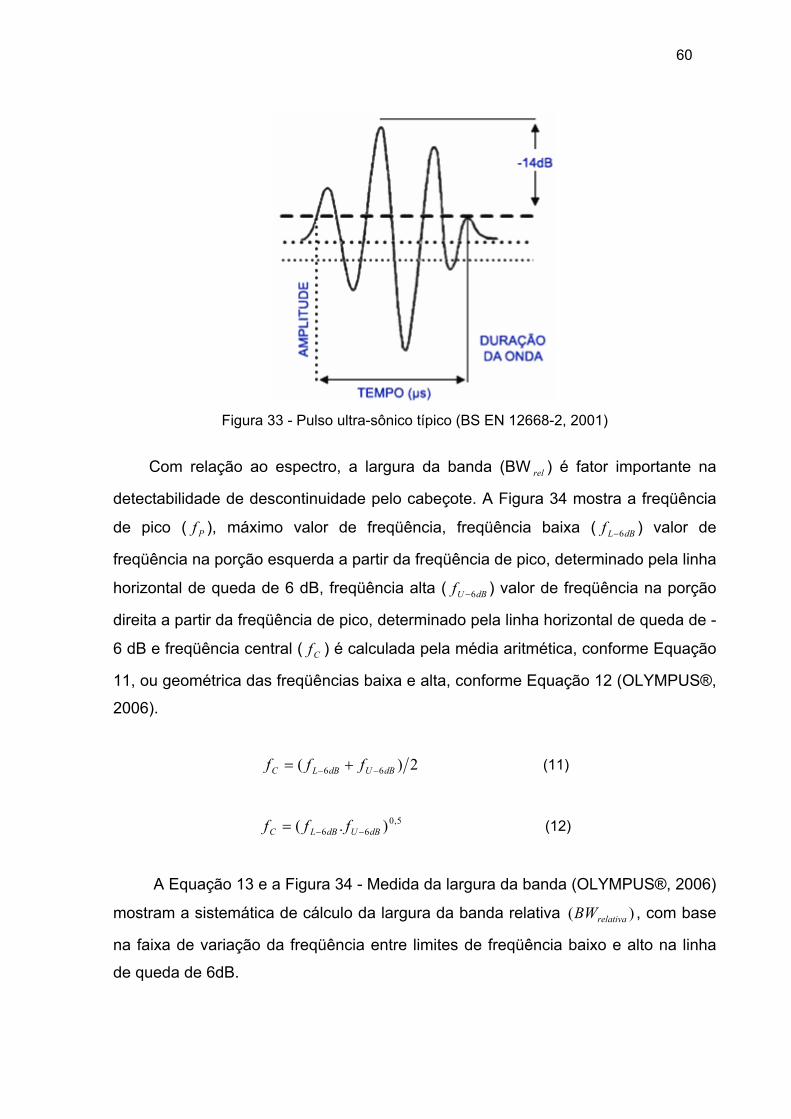
60
Figura 33 - Pulso ultra-sônico típico (BS EN 12668-2, 2001)
Com relação ao espectro, a largura da banda (BW rel ) é fator importante na
detectabilidade de descontinuidade pelo cabeçote. A Figura 34 mostra a freqüência
de pico ( Pf ), máximo valor de freqüência, freqüência baixa ( dBLf 6− ) valor de
freqüência na porção esquerda a partir da freqüência de pico, determinado pela linha
horizontal de queda de 6 dB, freqüência alta ( dBUf 6− ) valor de freqüência na porção
direita a partir da freqüência de pico, determinado pela linha horizontal de queda de -
6 dB e freqüência central ( Cf ) é calculada pela média aritmética, conforme Equação
11, ou geométrica das freqüências baixa e alta, conforme Equação 12 (OLYMPUS®,
2006).
2)( 66 dBUdBLC fff −− += (11)
5,0
66 ).( dBUdBLC fff −−= (12)
A Equação 13 e a Figura 34 - Medida da largura da banda (OLYMPUS®, 2006)
mostram a sistemática de cálculo da largura da banda relativa )( relativaBW , com base
na faixa de variação da freqüência entre limites de freqüência baixo e alto na linha
de queda de 6dB.

61
[ ]C
dBLdBUrelativa f
ffBW )(%100% 66 −− −×= (13)
Figura 34 - Medida da largura da banda (OLYMPUS®, 2006)
A Figura 35 apresenta um exemplo do perfil de um cabeçote Phased Array, na
qual é definida a freqüência nominal, freqüência de pico, freqüência baixa,
freqüência alta, a largura da banda relativa. Estas características que devem ser
observadas na escolha dos cabeçotes na inspeção por ultra-som, principalmente por
ultra-som automatizado (DUBÉ, 2004).
Figura 35 - Cabeçote Phased Array 5 MHz Cf = 5,2 MHz e BWrel = 54% (DUBÉ, 2004)

62
Para utilização do ultra-som automatizado, a escolha do cabeçote deve levar
em consideração a classificação baseada na largura de banda (BW), é fator
importante em relação ao objetivo da inspeção, quando se define um
comprometimento da detectabilidade ou dimensionamento, ou ambos. A seguir, tem-
se a classificação da largura da banda recomendada:
- banda estreita (15 - 30%) melhor para detecção
- banda média (31 - 75%) detecção e dimensionamento
- banda larga (76 - 110%) melhor para dimensionamento
A Figura 36 ilustra os gráficos das faixas de largura de banda, recomendados
principalmente para materiais ferríticos (DUBÉ, 2004).
A forma do pulso (duração) tem efeito direto na resolução axial (com ângulo de
cabeçote e posição fixos). Resolução axial é a capacidade do ensaio em resolver
(identificar) duas descontinuidades adjacentes separadas ao longo do feixe sônico
por uma pequena diferença de caminho ∆z.
Para uma boa resolução axial, os refletores devem produzir ecos com
amplitudes separadas por mais de 20 dB (pico-vale).
Figura 36 - Classificação dos cabeçotes baseada na largura da banda (DUBÉ, 2004)

63
2.9.13. Técnica do tempo de percurso da onda difratada A técnica do tempo de percurso da onda difratada, ToFD - Time Of Flight
Diffraction [do ingl], foi primeiramente descrita por Maurice G. Silk em 1975 (SILK;
LIDINGTON, 1975; LAMY, 1990). Até então, a detecção e o dimensionamento das
descontinuidades em materiais por técnicas ultra-sônicas utilizavam somente a
amplitude do eco obtido e a relacionava diretamente com a dimensão da
descontinuidade. A possibilidade de se utilizar a diferença entre os tempos de
percurso dos sinais ultra-sônicos que são difratados pelas pontas superiores e
inferiores dos defeitos como referência para seu dimensionamento abriu um novo
horizonte às inspeções ultra-sônicas. É uma técnica desenvolvida prioritariamente
para dimensionar descontinuidades (DIJKSTRA; RAAD; BOUMA, 1998).
Esta técnica é baseada na análise do tempo percorrido dos sinais difratadas
nas extremidades das descontinuidades, do tempo que levam para percorrer do
cabeçote que emite até o cabeçote que recebe. Esses sinais fazem o mapeamento
das posições das extremidades das descontinuidades.
As dificuldades encontradas na inspeção de materiais metálicos com o método
radiográfico, como a detecção de trincas paralelas ao feixe de raios X, estão sendo
superadas com a utilização dessa técnica (SILVA,I.C.,1999). Em geometria
inadequada para o ensaio radiográfico pode ser utilizada, pois a técnica ToFD incide
um feixe ultra-sônico inclinado em relação a superfície de inspeção no interior do
material (CATUNDA, 2004).
A técnica ToFD utiliza cabeçotes angulares gerando ondas longitudinais, em
que são preferidas às transversais por serem as primeiras a alcançar as
extremidades da descontinuidade e ao cabeçote receptor, já que sofrem menor
atenuação (causada pelo material da peça inspecionada).
Estes cabeçotes são altamente amortecidos com largura de banda maior que
90% e normalmente com freqüência maior que 6 MHz (DUBÉ, 2004). A divergência
do feixe é suficiente para produção da onda lateral e a reflexão na parede oposta,
desse modo, toda a espessura de parede é apresentada entre o sinal da onda lateral
e da reflexão na parede oposta.
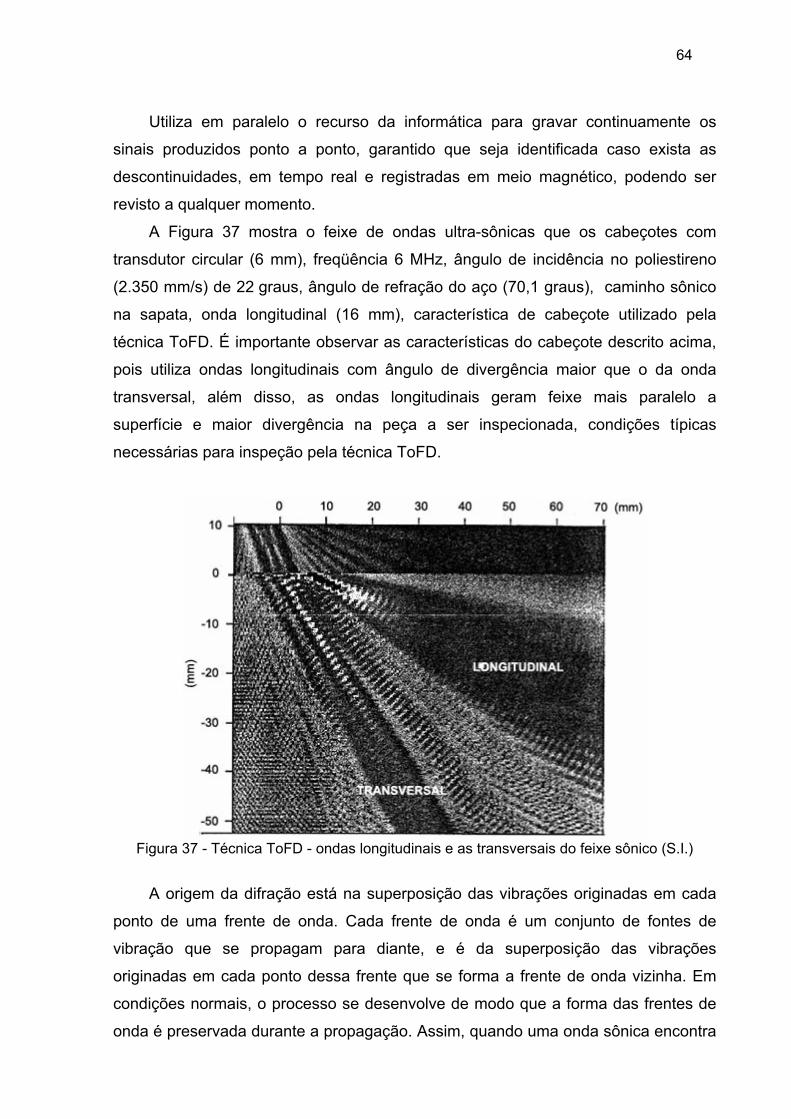
64
Utiliza em paralelo o recurso da informática para gravar continuamente os
sinais produzidos ponto a ponto, garantido que seja identificada caso exista as
descontinuidades, em tempo real e registradas em meio magnético, podendo ser
revisto a qualquer momento.
A Figura 37 mostra o feixe de ondas ultra-sônicas que os cabeçotes com
transdutor circular (6 mm), freqüência 6 MHz, ângulo de incidência no poliestireno
(2.350 mm/s) de 22 graus, ângulo de refração do aço (70,1 graus), caminho sônico
na sapata, onda longitudinal (16 mm), característica de cabeçote utilizado pela
técnica ToFD. É importante observar as características do cabeçote descrito acima,
pois utiliza ondas longitudinais com ângulo de divergência maior que o da onda
transversal, além disso, as ondas longitudinais geram feixe mais paralelo a
superfície e maior divergência na peça a ser inspecionada, condições típicas
necessárias para inspeção pela técnica ToFD.
Figura 37 - Técnica ToFD - ondas longitudinais e as transversais do feixe sônico (S.I.)
A origem da difração está na superposição das vibrações originadas em cada
ponto de uma frente de onda. Cada frente de onda é um conjunto de fontes de
vibração que se propagam para diante, e é da superposição das vibrações
originadas em cada ponto dessa frente que se forma a frente de onda vizinha. Em
condições normais, o processo se desenvolve de modo que a forma das frentes de
onda é preservada durante a propagação. Assim, quando uma onda sônica encontra

65
em seu percurso uma descontinuidade, além da reflexão sofrida por uma parte da
onda, a difração permite que a mesma contorne a descontinuidade, e continue se
propagando.
A Figura 38 mostra a imagem elástica-foto da incidência de um feixe sônico em
um entalhe, o qual apresenta o comportamento do feixe com o aparecimento da
difração na extremidade do entalhe (GINZEL, 2006).
Figura 38 - Incidência de feixe sônico na extremidade do entalhe (GINZEL, 2006)
Essa onda circular difratada na extremidade do entalhe na peça
(descontinuidade), também é identificada pelo cabeçote com o uso da técnica pulso
eco, podendo ser observado a propriedade de difração característica, analisando o
sinal no mostrador A-Scan. Esse sinal, típico de difração, é muito fraco na faixa de
20 a 25 dB, abaixo do que a reflexão do maior volume da onda refletida no entalhe
(MOLES; LABBÉ, 2004). Com isso, pode-se dimensionar a altura da
descontinuidade calculando a diferença entre o caminho sônico do eco do entalhe e
eco da extremidade do entalhe, conforme ilustrado na Figura 39.
Além disso, as técnicas pulso eco ou Phased Array oferecem exatidão similares
a técnica ToFD (BABY; BALASUBRAMANIAN; PARDIKAR, 2002; JACQUES;
MOREAU; GINZEL, 2003), porém a característica do sinal na tela e análise do
Phased requer tempo, impossível de ser aplicado em ambiente de alta produção
(GINZEL, 2006).

66
Figura 39 - Identificação de sinal típico de difração no entalhe (JAQUES, MOREAU,
GINZEL, 2003)
Nas inspeções por ultra-som pela técnica pulso-eco, a maioria da energia
transmitida é dissipada por absorção e difusão no material em inspeção ou é
refletida por alguma descontinuidade. Mas, também há alguma energia que é
irradiada pela descontinuidade e são nestes sinais difratados que o ToFD confia
(BOYNARD; BARROS; QUINTINO, 2004).
Portanto, melhor que monitorar a alta amplitude de resposta da energia refletida
é utilizá-la para fazer avaliação comparativa da dimensão da descontinuidade
comparada a dimensão do refletor equivalente. A técnica ToFD analisa o tempo que
os sinais difratados de relativa amplitude baixa, nas extremidades da
descontinuidade. Está é uma diferença marcante com relação ao ultra-som pela
técnica pulso-eco, que leva em consideração a amplitude das reflexões proveniente
da descontinuidade detectada (DIJKSTRA; RAAD; BOUMA, 1998; ERHARD;
EWERT, 1999; BROWNE, 1997).
É importante ressaltar que na técnica ToFD a amplitude do sinal não está
relacionada à dimensão ou gravidade da descontinuidade, como ocorre com a
técnica pulso-eco.
O fato da técnica ToFD não depender da absorção da energia refletida implica
também em não depender da amplitude dos sinais. Diferente da técnica de pulso-
eco, que depende da amplitude, e conseqüentemente das condições ideais de
superfície e do acoplamento (DIJKSTRA; RAAD; BOUMA, 1998; ERHARD; EWERT
1999; HECHT, 1997).
O ToFD também difere da inspeção por ultra-som convencional pela vantagem
de utilizar e interpretar somente ondas longitudinais e logo converte qualquer modo

67
de sinal propagado a menor velocidade, diminuindo a indefinição da imagem
(DIJKSTRA; RAAD; BOUMA, 1998; ERHARD; EWERT, 1999).
2.10. INSPEÇÃO PELA TÉCNICA ToFD
A inspeção pela técnica ToFD utiliza dois cabeçotes trabalhando na forma
emissor-receptor, um de frente para o outro, utilizando onda longitudinal e com
varredura linear.
Esta técnica baseia-se na medida precisa do tempo de chegada dos pequenos
sinais difratados pelas pontas dos defeitos. As difrações são separadas no espaço,
logo suas recepções são separadas no tempo em que esta diferença é usada para
localizar e dimensionar descontinuidade (BOYNARD; BARROS; QUINTINO, 2004).
A técnica ToFD utiliza quatro tipos de ondas sônicas para detectar e registrar
os sinais difratados nas extremidades da descontinuidade com a finalidade de
detecção e dimensionamento, ilustradas na Figura 40 e relacionadas a seguir.
2.10.1. Onda lateral
Onda longitudinal que se propaga sub-superficial gerada a partir do amplo feixe
sônico e tem o menor tempo de percurso. Esta onda não é verdadeiramente do tipo
superficial já que a sua amplitude não decai exponencialmente com a distância entre
cabeçotes.
2.10.2. Reflexão na parede oposta
Onda longitudinal refletida na parede oposta da peça inspecionada.

68
2.10.3. Onda refletida
Onda longitudinal refletida por um defeito laminar planar.
2.10.4. Onda difratada na extremidade
Onda circular difratada pela extremidade da descontinuidade. São normalmente
gerados os modos longitudinal e transversal de vibração. O modo longitudinal é
tipicamente utilizado na técnica ToFD (DUBÉ, 2004), conforme mostra a Figura 40.
Figura 40 - Princípio do ToFD e a fase do sinal para os quatro principais sinais
(DUBÉ, 2004)

69
Assumindo que a descontinuidade está posicionada simetricamente com
relação aos cabeçotes, as Equações 14, 15, 16 e a Figura 41 mostram os dados de
como calcular a altura da descontinuidade ( h ) e o ligamento superior (d ):
LLLATERALONDA
SPCSTνν2
== (14)
Onde:
LATERALONDAT = tempo de percurso da onda lateral
PCS = distância entre os cabeçotes ToFD (probe center spacing)
S = semi-distância entre os cabeçotes
Lν = velocidade da onda longitudinal
LSUPERIOREEXTREMIDAD
dSTν
5,022 )(2 += (15)
Onde:
T extrem.superior = tempo de percurso da onda difratada na extremidade superior
da descontinuidade
d = ligamento superior da descontinuidade
LOPOSTAPAREDE
tSTν
5,022 )(2 += (16)
Onde:
T parede oposta = tempo de percurso da onda refletida na parede oposta
t = espessura da peça
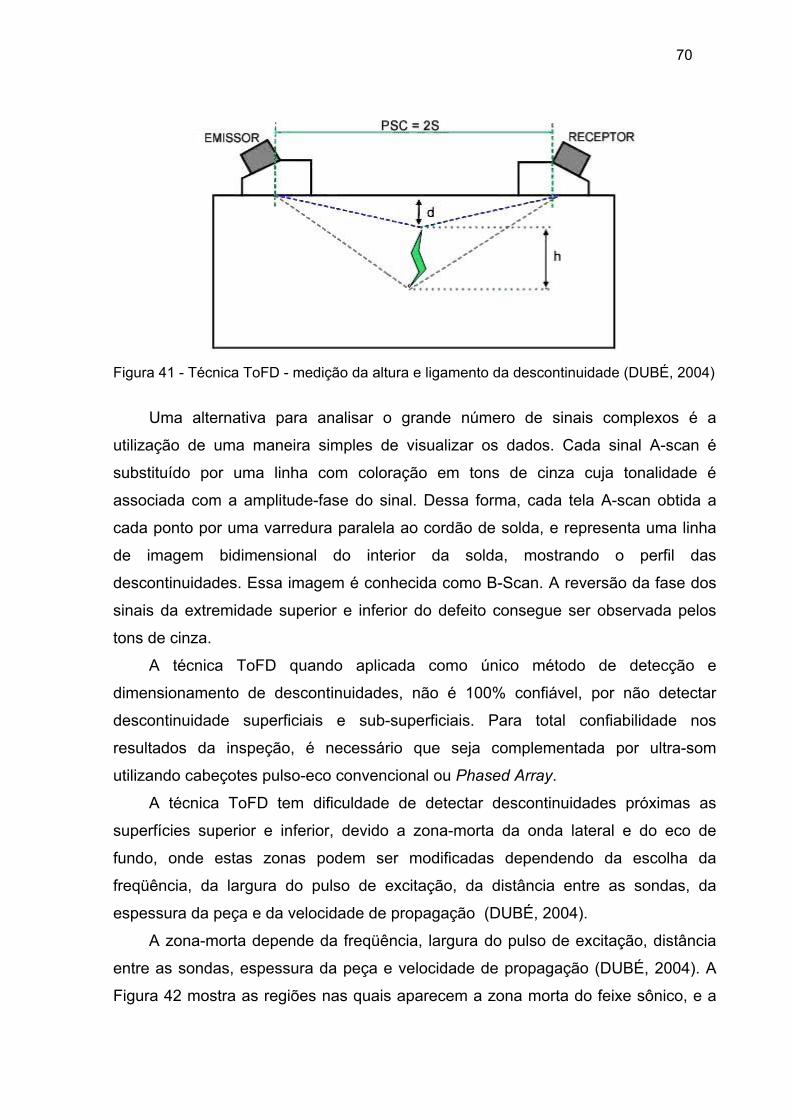
70
Figura 41 - Técnica ToFD - medição da altura e ligamento da descontinuidade (DUBÉ, 2004)
Uma alternativa para analisar o grande número de sinais complexos é a
utilização de uma maneira simples de visualizar os dados. Cada sinal A-scan é
substituído por uma linha com coloração em tons de cinza cuja tonalidade é
associada com a amplitude-fase do sinal. Dessa forma, cada tela A-scan obtida a
cada ponto por uma varredura paralela ao cordão de solda, e representa uma linha
de imagem bidimensional do interior da solda, mostrando o perfil das
descontinuidades. Essa imagem é conhecida como B-Scan. A reversão da fase dos
sinais da extremidade superior e inferior do defeito consegue ser observada pelos
tons de cinza.
A técnica ToFD quando aplicada como único método de detecção e
dimensionamento de descontinuidades, não é 100% confiável, por não detectar
descontinuidade superficiais e sub-superficiais. Para total confiabilidade nos
resultados da inspeção, é necessário que seja complementada por ultra-som
utilizando cabeçotes pulso-eco convencional ou Phased Array.
A técnica ToFD tem dificuldade de detectar descontinuidades próximas as
superfícies superior e inferior, devido a zona-morta da onda lateral e do eco de
fundo, onde estas zonas podem ser modificadas dependendo da escolha da
freqüência, da largura do pulso de excitação, da distância entre as sondas, da
espessura da peça e da velocidade de propagação (DUBÉ, 2004).
A zona-morta depende da freqüência, largura do pulso de excitação, distância
entre as sondas, espessura da peça e velocidade de propagação (DUBÉ, 2004). A
Figura 42 mostra as regiões nas quais aparecem a zona morta do feixe sônico, e a
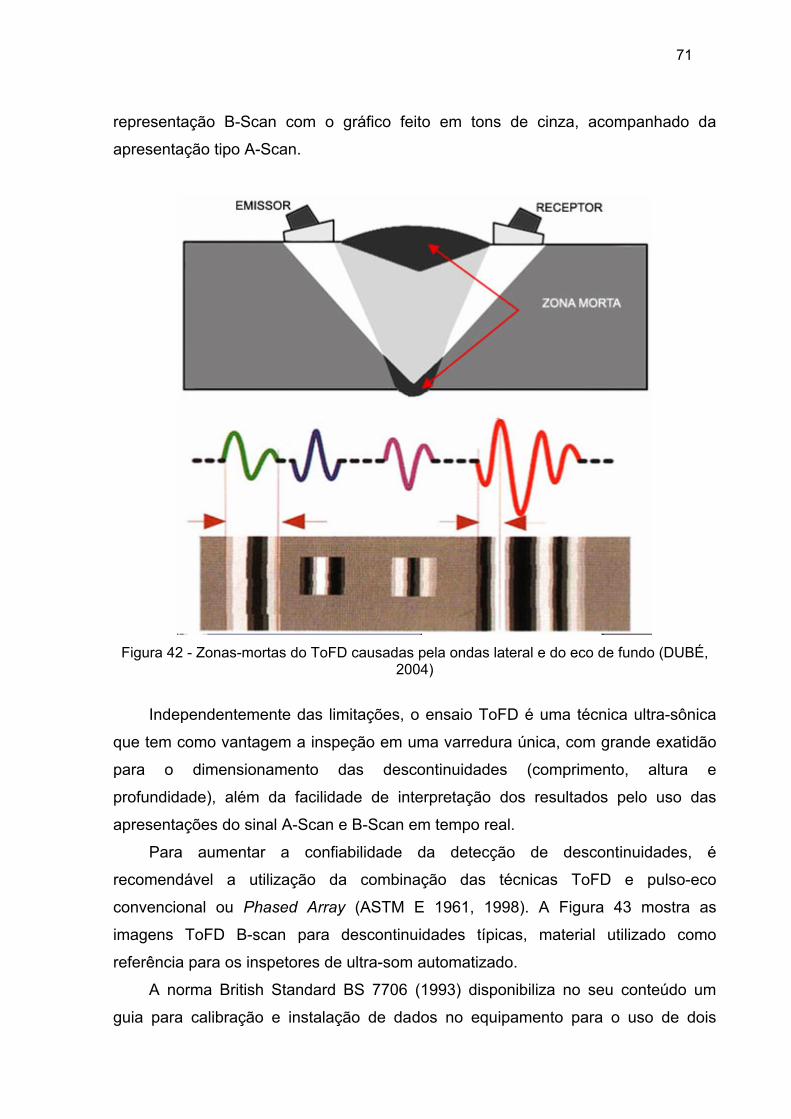
71
representação B-Scan com o gráfico feito em tons de cinza, acompanhado da
apresentação tipo A-Scan.
Figura 42 - Zonas-mortas do ToFD causadas pela ondas lateral e do eco de fundo (DUBÉ,
2004)
Independentemente das limitações, o ensaio ToFD é uma técnica ultra-sônica
que tem como vantagem a inspeção em uma varredura única, com grande exatidão
para o dimensionamento das descontinuidades (comprimento, altura e
profundidade), além da facilidade de interpretação dos resultados pelo uso das
apresentações do sinal A-Scan e B-Scan em tempo real.
Para aumentar a confiabilidade da detecção de descontinuidades, é
recomendável a utilização da combinação das técnicas ToFD e pulso-eco
convencional ou Phased Array (ASTM E 1961, 1998). A Figura 43 mostra as
imagens ToFD B-scan para descontinuidades típicas, material utilizado como
referência para os inspetores de ultra-som automatizado.
A norma British Standard BS 7706 (1993) disponibiliza no seu conteúdo um
guia para calibração e instalação de dados no equipamento para o uso de dois
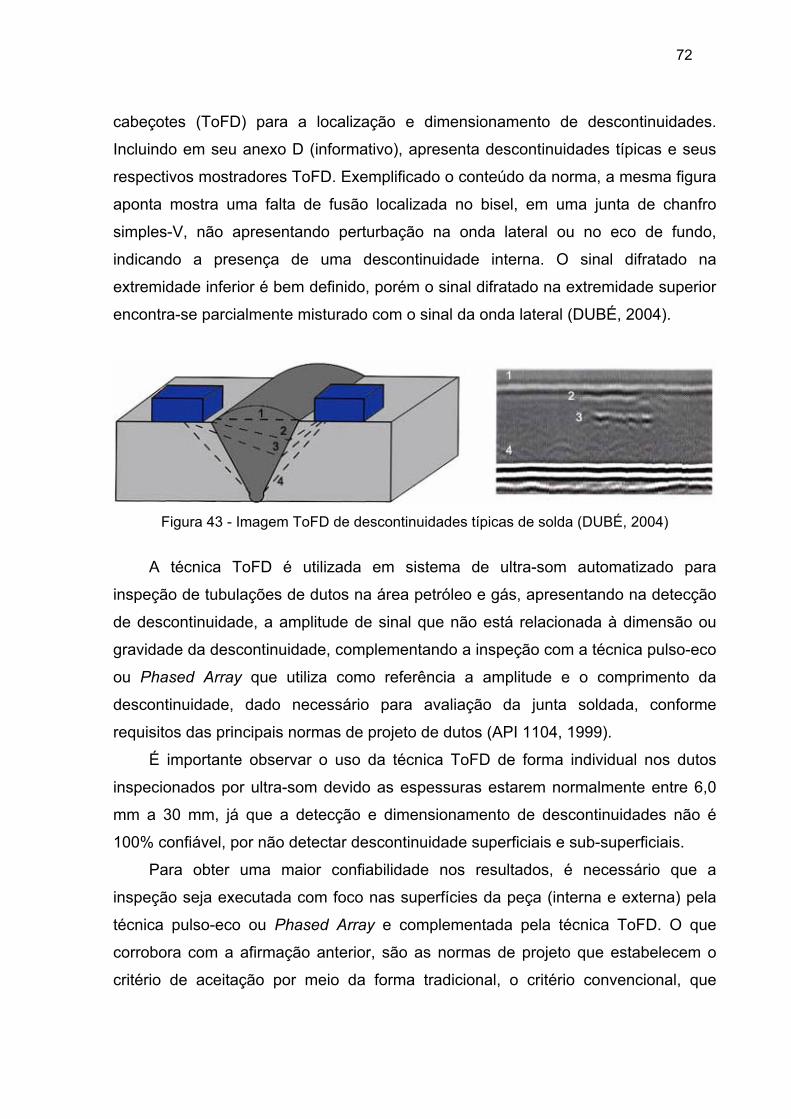
72
cabeçotes (ToFD) para a localização e dimensionamento de descontinuidades.
Incluindo em seu anexo D (informativo), apresenta descontinuidades típicas e seus
respectivos mostradores ToFD. Exemplificado o conteúdo da norma, a mesma figura
aponta mostra uma falta de fusão localizada no bisel, em uma junta de chanfro
simples-V, não apresentando perturbação na onda lateral ou no eco de fundo,
indicando a presença de uma descontinuidade interna. O sinal difratado na
extremidade inferior é bem definido, porém o sinal difratado na extremidade superior
encontra-se parcialmente misturado com o sinal da onda lateral (DUBÉ, 2004).
Figura 43 - Imagem ToFD de descontinuidades típicas de solda (DUBÉ, 2004)
A técnica ToFD é utilizada em sistema de ultra-som automatizado para
inspeção de tubulações de dutos na área petróleo e gás, apresentando na detecção
de descontinuidade, a amplitude de sinal que não está relacionada à dimensão ou
gravidade da descontinuidade, complementando a inspeção com a técnica pulso-eco
ou Phased Array que utiliza como referência a amplitude e o comprimento da
descontinuidade, dado necessário para avaliação da junta soldada, conforme
requisitos das principais normas de projeto de dutos (API 1104, 1999).
É importante observar o uso da técnica ToFD de forma individual nos dutos
inspecionados por ultra-som devido as espessuras estarem normalmente entre 6,0
mm a 30 mm, já que a detecção e dimensionamento de descontinuidades não é
100% confiável, por não detectar descontinuidade superficiais e sub-superficiais.
Para obter uma maior confiabilidade nos resultados, é necessário que a
inspeção seja executada com foco nas superfícies da peça (interna e externa) pela
técnica pulso-eco ou Phased Array e complementada pela técnica ToFD. O que
corrobora com a afirmação anterior, são as normas de projeto que estabelecem o
critério de aceitação por meio da forma tradicional, o critério convencional, que

73
define o nível de aceitação em relação a curva de referência e comprimento máximo
admitido (API 1104,1999).
2.11. TÉCNICA PHASED ARRAY
A técnica “Phased Array” utiliza um cabeçote composto por um mosaico de
transdutores, que por meio de um “software”, são ativados de maneiras diversas, de
modo a produzir um feixe sônico com as características desejadas. Os resultados
obtidos com esta técnica otimiza as inspeções, aumentando a eficácia e
produtividade, uma vez que é possível focalizar o feixe sônico ao longo do volume
de solda sob inspeção em intervalos de 1 grau, conferindo à inspeção, além de
maior exatidão e grande confiabilidade, conforme apresentado na Figura 44
(RICHTER; CAMPINHO; DUARTE, 2003).
A técnica por ultra-som Phased Array é uma nova forma de gerar e receber
ondas ultra-sônicas. Ao invés de utilizar um simples transdutor com um feixe sônico,
o ultra-som “Phased Array” utiliza transdutores com múltiplos cristais pulsados em
intervalos de tempo diferentes, para criar feixes sônicos com interferências
construtivas e destrutivas, controlando a forma (feixe invertido, focado), os ângulos (-
85 a + 85 graus) e o movimento dos mesmos (varredura eletrônica lineares ou
setorial). Desta forma, o ultra-som pela técnica Phased Array oferece vantagens
técnicas significativas para inspeção de soldas, quando comparado ao ultra-som
com cabeçotes convencionais, pois os ângulos e as áreas a serem inspecionadas
podem ser controlados eletronicamente. A programação dos ângulos a serem
utilizados, por exemplo, permite que os mesmos possam ser o mais perpendicular
possível a uma descontinuidade (falta de fusão em soldas executada por processo
automatizado), melhorando sua detectabilidade. A varredura linear eletrônica permite
rápida cobertura das regiões de interesse em todo o volume da solda, superior ao
ultra-som manual com cabeçote convencional, que se limita a um fixo de cada vez. A
inspeção utilizando ângulos múltiplos de forma simultaneamente pode ser varredura
eletrônica setorial ou azimutal.
O foco eletrônico permite otimizar o formato e o tamanho do feixe sônico na
região em que existe probabilidade de ocorrer descontinuidade, e detectá-la,

74
Está técnica também utiliza sistemas de ultra-som automatizado definindo
zonas de discriminação para inspeção de juntas soldadas circunferenciais, reduzindo
significativamente o número de cabeçotes em relação aos sistemas.
A utilização do ultra-som Phased Array otimiza a detectabilidade das
descontinuidades, aumentando assim a confiabilidade dos ensaios, minimizando o
prazo de inspeção (GRANILLO; MOLES; MOREIRA, 2006).
Figura 44 - Princípio da técnica Phased Array (DUBÉ, 2004)
2.12. TÉCNICA TANDEM
A técnica TANDEM é mais um recurso que pode ser utilizado na inspeção por
ultra-som automatizado nas juntas soldadas em chanfros com ângulos de bisel de
aproximadamente dois graus.
O arranjo para a técnica TANDEM utiliza dois cabeçotes angulares, um atrás do
outro, sendo um emissor e outro receptor, fixos a distância da solda e também fixa
entre eles. Esse método é utilizado para detecção de descontinuidades
perpendiculares à superfície da tubulação do duto, em certa zona de profundidade
pré-estabelecida no procedimento de inspeção. Caso exista descontinuidade, o
cabeçote receptor apresenta um sinal de reflexão. Essa técnica também pode ser
utilizada com cabeçotes com características Phased Array, modificando assim o
conceito da utilização de dois cabeçotes e sim um arranjo no qual um conjunto de
elementos trabalha como emissor e outro como receptor, conforme mostrado na
Figura 45 (GINZEL, 2006).

75
O caminho do ultra-som tem três segmentos distintos causados pelas duas
reflexões do feixe ultra-sônico. A interpretação dos dados da amplitude do sinal e do
tempo de percurso é baseada no conhecimento dessa geometria.
Alguns fatores, como rugosidade da superfície de reflexão, reforço da solda e
defeitos não perpendiculares à superfície de inspeção, afetam a habilidade dessa
técnica em detectar e dimensionar as descontinuidades.
Figura 45 - Técnica TANDEM utilizada para detecção de descontinuidades perpendiculares
à superfície do duto (GINZEL, 2006)
2.13. TÉCNICA DE ULTRA-SOM AUTOMATIZADO (US-AUT)
O ensaio pela técnica de ultra-som automatizado em juntas circunferenciais
inspecionam o volume total da solda e a zona termicamente afetada, nos dois lados
da junta soldada, incluído a raiz, o enchimento e o acabamento (CAMPINHO, 2006).
A técnica empregada divide a solda ao meio virtualmente durante a inspeção
por US-AUT, separando a análise da inspeção antes e depois da junta soldada.
Adicionalmente, trabalha baseada na discriminação de zonas na qual a solda é
dividida em faixas de inspeções iguais (zonas) de aproximadamente 2 a 3 mm de
altura, cada uma dessas faixas sendo avaliada por um par de cabeçotes ultra-
sônicos, conforme mostra a Figura 46. Os cabeçotes focalizados são utilizados para
evitar sinais de interferências originadas de refletores com orientação diferente do
eixo da solda evitando a sobreposição excessiva de sinais das zonas adjacentes
(API 1104, 1999).
O número de zonas verticais depende da espessura do material, tipo de junta e
o procedimento de soldagem.

76
A faixa de espessura do material examinado encontra-se entre 6 a 25 mm e o
diâmetro da tubulação a partir de 150 mm, podendo ser aplicada a outras
espessuras e diâmetros se as técnicas provarem fornecer a discriminação de zonas
requeridas (API 1104, 1999).
Figura 46 - Esquema das zonas da solda e descontinuidades (API 1104, 1999)
Na sistemática de discriminação de zonas, os cabeçotes devem ser
selecionados observando o ângulo do feixe com características para otimizar a
detectabilidade das descontinuidades na face do bisel da junta. O feixe do cabeçote
tem a intenção de observar a área específica ao longo da linha de fusão, na qual
para a maioria das aplicações é requerido o uso de cabeçotes focalizados, para
evitar sinais de interferência originados de refletores com orientação diferente do
eixo da solda e a sobreposição excessiva de sinais das zonas adjacentes. No caso
específico da junta da figura 46 torna-se imprescindível a utilização dos cabeçotes
pulso-eco (PE), além da utilização da técnica TANDEM com par de cabeçotes sendo
um emissor (E) e outro receptor (R) para inspecionar a região em que o ângulo da
junta é de aproximadamente 3 graus, esse arranjo pode ser observado na Figura 47.
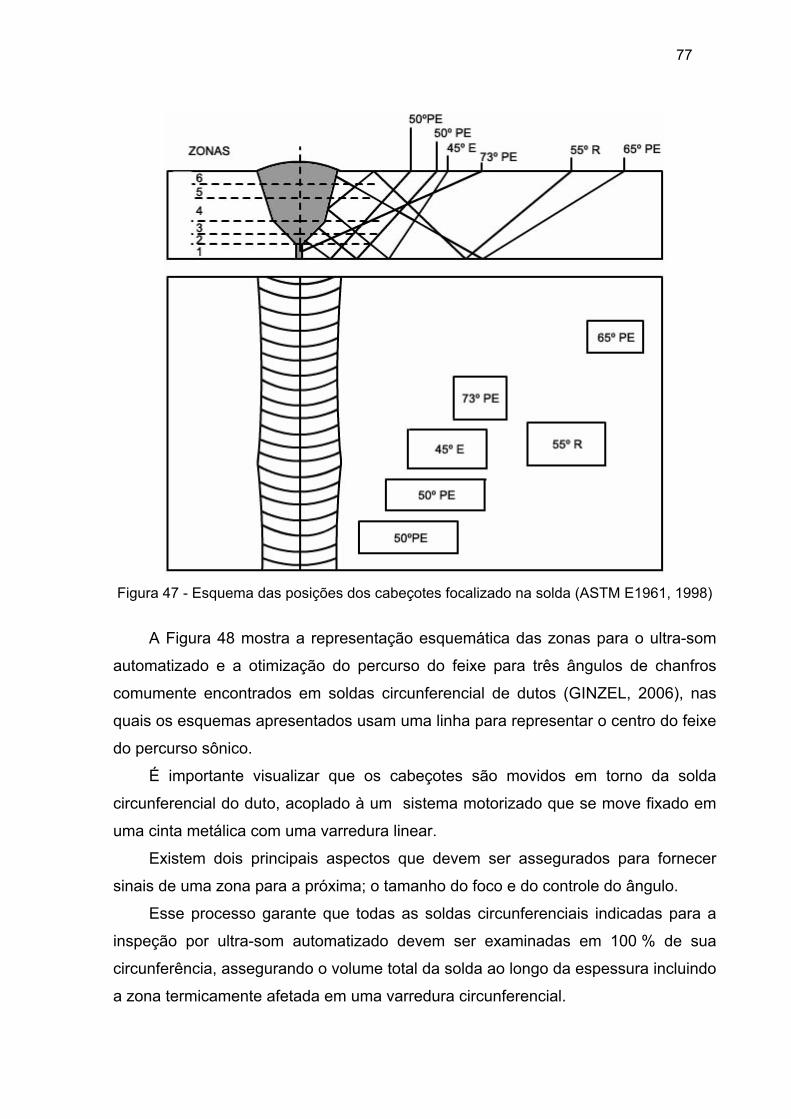
77
Figura 47 - Esquema das posições dos cabeçotes focalizado na solda (ASTM E1961, 1998)
A Figura 48 mostra a representação esquemática das zonas para o ultra-som
automatizado e a otimização do percurso do feixe para três ângulos de chanfros
comumente encontrados em soldas circunferencial de dutos (GINZEL, 2006), nas
quais os esquemas apresentados usam uma linha para representar o centro do feixe
do percurso sônico.
É importante visualizar que os cabeçotes são movidos em torno da solda
circunferencial do duto, acoplado à um sistema motorizado que se move fixado em
uma cinta metálica com uma varredura linear.
Existem dois principais aspectos que devem ser assegurados para fornecer
sinais de uma zona para a próxima; o tamanho do foco e do controle do ângulo.
Esse processo garante que todas as soldas circunferenciais indicadas para a
inspeção por ultra-som automatizado devem ser examinadas em 100 % de sua
circunferência, assegurando o volume total da solda ao longo da espessura incluindo
a zona termicamente afetada em uma varredura circunferencial.
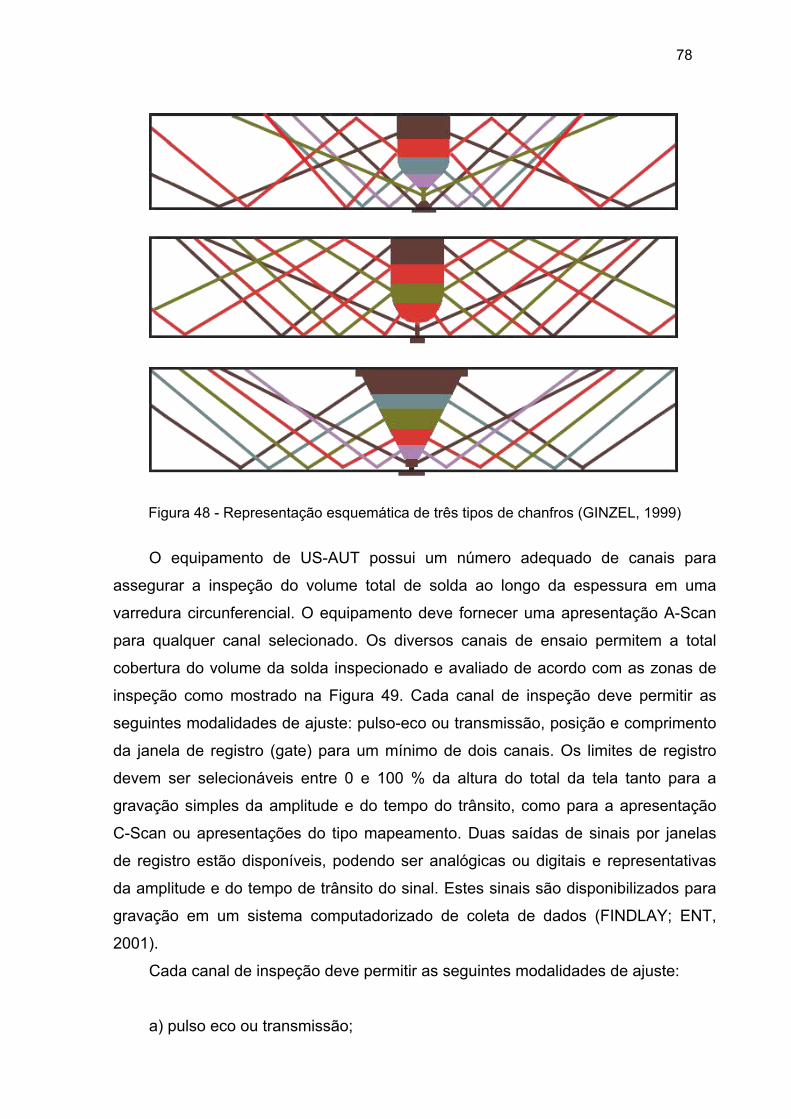
78
Figura 48 - Representação esquemática de três tipos de chanfros (GINZEL, 1999)
O equipamento de US-AUT possui um número adequado de canais para
assegurar a inspeção do volume total de solda ao longo da espessura em uma
varredura circunferencial. O equipamento deve fornecer uma apresentação A-Scan
para qualquer canal selecionado. Os diversos canais de ensaio permitem a total
cobertura do volume da solda inspecionado e avaliado de acordo com as zonas de
inspeção como mostrado na Figura 49. Cada canal de inspeção deve permitir as
seguintes modalidades de ajuste: pulso-eco ou transmissão, posição e comprimento
da janela de registro (gate) para um mínimo de dois canais. Os limites de registro
devem ser selecionáveis entre 0 e 100 % da altura do total da tela tanto para a
gravação simples da amplitude e do tempo do trânsito, como para a apresentação
C-Scan ou apresentações do tipo mapeamento. Duas saídas de sinais por janelas
de registro estão disponíveis, podendo ser analógicas ou digitais e representativas
da amplitude e do tempo de trânsito do sinal. Estes sinais são disponibilizados para
gravação em um sistema computadorizado de coleta de dados (FINDLAY; ENT,
2001).
Cada canal de inspeção deve permitir as seguintes modalidades de ajuste:
a) pulso eco ou transmissão;

79
b) posição e comprimento da porta de registro (gate) para um mínimo de dois
canais;
c) ganho.
A mesma figura mostra a apresentação da imagem da inspeção por ultra-som
automatizado, na qual se pode observar a vista da zona de discriminação da solda
com o posicionamento dos cabeçotes e os mostradores ToFD, C-Scan, A-Scan para
cada zona (raiz, Z1, Z2, Z3, Z4), além de um cabeçotes focado na superfície interna
e um outro na externa com o objetivo de detectar descontinuidades transversais ao
cordão de solda, existe também a região que identifica acoplamento e o registro de
sinal a ser analisado (passa-não-passa). A amplitude do registro a ser analisado
deve ser definida pela norma de projeto, no caso do API 1104 (1999) é a partir de
25% de amplitude.
Figura 49 - Imagem do ultra-som automatizado (CAMPINHO; et al., 2006)
2.14. SISTEMA DE REGISTRO DE RESULTADOS
Um circuito eletrônico ou um dispositivo de medição da distância deve ser
conectado ao sistema de coletas de dados computadorizado para determinar a
posição circunferencial na solda em que normalmente, um codificador ótico é usado

80
para tal medida de distância. Esse posicionamento deve ter exatidão de ±10 mm. Os
comprimentos programados de varredura devem ser suficientes para assegurar que
todos os cabeçotes percorram o perímetro máximo da tubulação (consideradas as
tolerâncias de fabricação).
Para os equipamentos com codificadores guiados por uma trilha ou uma faixa
de referência à solda, um fator de correção deve ser incorporado para assegurar que
a distância circunferencial gravada no registro corresponda à posição exata da
indicação na superfície exterior da tubulação.
O sistema de registro deve indicar claramente a posição das descontinuidades
considerada à posição inicial da varredura, com exatidão de ± 10 mm.
Deve haver registro de cada cabeçote de inspeção para as descontinuidades
detectadas, bem como a confirmação da existência de acoplamento acústico por
cabeçote no monitor de apresentação de resultados.
A apresentação do tipo C-Scan (pulso-eco) deve ser utilizada para detecção e
identificação das descontinuidades volumétricas, acrescida da técnica ToFD para
facilitar a caracterização, localização e o dimensionamento.
O sistema de registro da técnica ToFD deve ser capaz de apresentar pelo
menos 256 tons de cinza e de registrar completamente as formas de onda do tipo
não-retificada (RF) para todos os pares de cabeçotes do ensaio ToFD, conforme
ilustrado na Figura 50 (RICHTER; CAMPINHO; DUARTE, 2003).
.
Figura 50 - Registro da apresentação B-Scan e A-Scan (RF) da técnica ToFD (RICHTER;
CAMPINHO; DUARTE, 2003)

81
O sistema automatizado de inspeção por ultra-som tem tipicamente os
seguintes componentes (ASTM 1961, 1998), conforme apresentado na Figura 51:
Dispositivo para portar e dar movimento aos cabeçotes
posicionados em ambos os lados da solda;
Sistema eletromecânico de movimentação do escaner;
Aparelho de ultra-som computadorizado;
Sistema de coleta ou digitalização de dados;
Microcomputador;
Monitor para apresentação dos resultados da inspeção;
Impressora para imprimir os resultados da inspeção;
Reservatório porta acoplante;
Padrão de calibração e de referência.
Figura 51 - Sistema automatizado de inspeção por ultra-som de solda de dutos (RICHTER,
QUADRADO, 1998)

82
2.14.1. Acoplamento
O acoplamento deve ser obtido usando um meio apropriado para esta
finalidade. Um agente de molhabilidade ambientalmente seguro pode ser requerido
para melhorar o acoplamento acústico. Nenhum resíduo deve permanecer na
superfície da tubulação depois que o líquido evaporar, normalmente é utilizado água
como acoplante. Este meio líquido pode ser recuperado e filtrado para reuso (ASTM
1961, 1998).
2.14.2. Cabeçotes de ultra-som
Cada cabeçote deve apresentar as seguintes identificações: nome do
fabricante, número de série, tipo de cabeçote, ponto da saída do feixe, ângulo do
feixe incidente ou ângulo de feixe refratado para relação de velocidades (material da
cunha/aço), e freqüência/ tamanho do cristal (ASME V, 2005).
O conjunto de cabeçotes da unidade de inspeção deve ser específico ao
projeto da tubulação a ser inspecionada, em que os cabeçotes para técnica pulso-
eco normalmente utilizados são os focalizados (MOLES; DUBÉ; GINZEL, 2000). A
otimização da escolha do conjunto de cabeçotes deve garantir a inspeção do volume
total da junta soldada (GROSS, et al.,2001)
2.14.3. Blocos de referência
Deve ser usado para estabelecer a sensibilidade do ensaio, qualificar o sistema
de inspeção de campo e monitorar o desempenho do sistema ao longo do tempo.
Os blocos de referência devem ser fabricados com o material da tubulação,
diâmetro e espessura a ser inspecionado (sem descontinuidades naturais), conforme
mostrado na Figura 52. As descontinuidades artificiais introduzidas devem atender
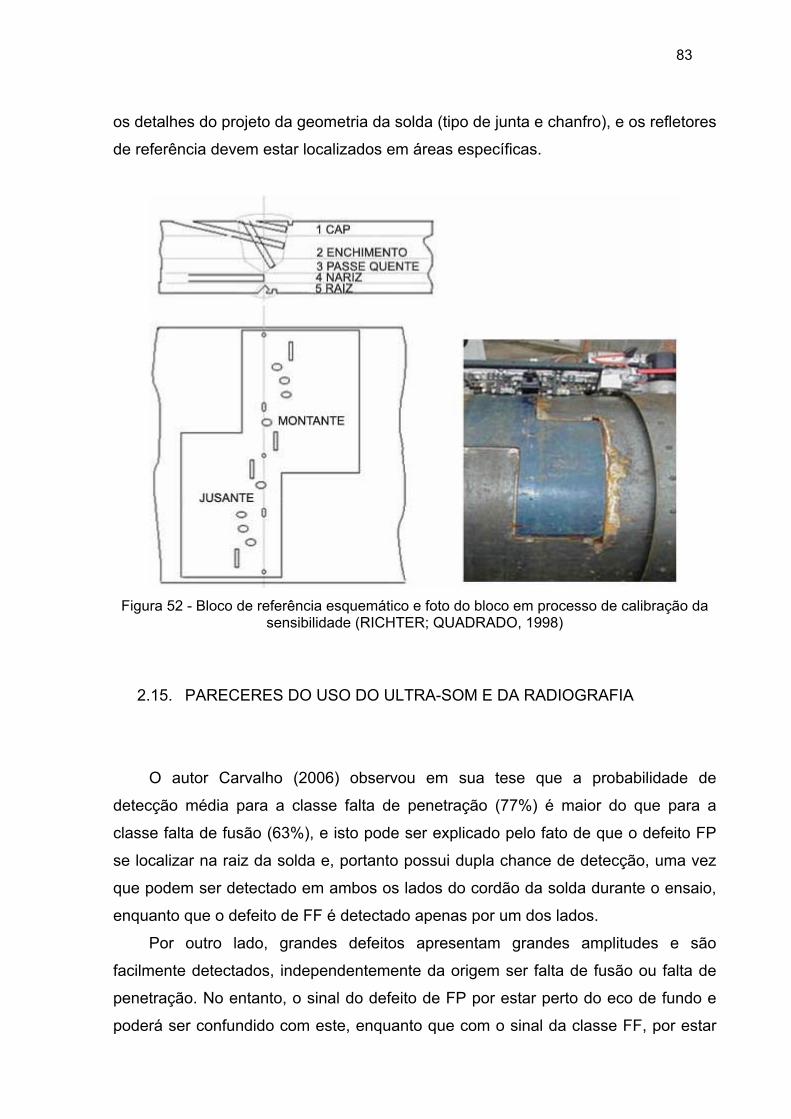
83
os detalhes do projeto da geometria da solda (tipo de junta e chanfro), e os refletores
de referência devem estar localizados em áreas específicas.
Figura 52 - Bloco de referência esquemático e foto do bloco em processo de calibração da
sensibilidade (RICHTER; QUADRADO, 1998)
2.15. PARECERES DO USO DO ULTRA-SOM E DA RADIOGRAFIA
O autor Carvalho (2006) observou em sua tese que a probabilidade de
detecção média para a classe falta de penetração (77%) é maior do que para a
classe falta de fusão (63%), e isto pode ser explicado pelo fato de que o defeito FP
se localizar na raiz da solda e, portanto possui dupla chance de detecção, uma vez
que podem ser detectado em ambos os lados do cordão da solda durante o ensaio,
enquanto que o defeito de FF é detectado apenas por um dos lados.
Por outro lado, grandes defeitos apresentam grandes amplitudes e são
facilmente detectados, independentemente da origem ser falta de fusão ou falta de
penetração. No entanto, o sinal do defeito de FP por estar perto do eco de fundo e
poderá ser confundido com este, enquanto que com o sinal da classe FF, por estar

84
mais afastado, dificilmente ocorrerá este problema. Portanto, isto explica o fato da
probabilidade de detecção, para maiores comprimentos de defeitos, ser maior para a
classe FF. Dijkstra; Raad; Bouma (1998) evidenciaram em seu trabalho que na
inspeção de raiz de soldas com ultra-som automatizado existe uma dificuldade em
diferenciar sinal proveniente da geometria do chanfro do sinal de um defeito.
Quando o ultra-som automatizado é comparado com ultra-som manual, outros
trabalhos como dos autores Dijkstra; Raad; Bouma (1998), Washer (2003),
Hoppenbrowers (2000) têm evidenciado as vantagens do ensaio por ultra-som
automatizado sobre o ultra-som manual, como por exemplo, o aumento da
velocidade de inspeção, a alta probabilidade de detecção (POD) e conseqüente
aumento da confiabilidade da inspeção, documentação do registro da inspeção,
interpretação dos resultados por meio de imagens, possibilidade de processamento
computadorizado como redes neurais artificiais (DITCHBURN; BURKE; SCALA,
1996; GUO-HUA, 2001; BETTAYEB; BENBARTAOUI; ROUAROUA, 2000), entre
muitas outras. Alguns desses sistemas, inclusive, utilizam cabeçotes operando no
modo pulso-eco e cabeçotes empregando a técnica ToFD em um mesmo
dispositivo, para aumentar a eficiência da inspeção (MORENO, 2002; ERHARD;
EWERT, 1999; STEPHENS, 2000).
Uma vez definido o componente que será inspecionado é necessário um
conhecimento prévio do tipo de descontinuidade que se espera encontrar para fazer
a escolha mais adequada da técnica de inspeção a ser utilizada.
O autor Carvalho (2006) cita em sua tese “o ensaio por ultra-som é muito mais
eficiente para detectar defeito de falta de fusão na lateral do chanfro do que o ensaio
por radiografia” e que todos esses elementos devem ser bem avaliados antes da
inspeção para que a probabilidade de detecção seja a máxima possível.
Apesar das várias modificações realizadas nos procedimentos de inspeção ao
longo do tempo, dos bons programas para certificação de operadores e do rigor nos
testes para qualificação de inspetores, medidas precisam ser tomadas para tentar
eliminar erros, além de indicar que o principal vilão da inspeção por ultra-som
manual ainda seja o inspetor, apesar de ser qualificado (CARVALHO, 2006).
No entanto, apesar das vantagens do ensaio ultra-sônico automatizado sobre o
ultra-som manual, como pôde ser comprovado por meio de vários artigos citados e
também por meio deste trabalho, muitos autores têm constatado que na maioria das
vezes o uso de ensaio automatizado não é economicamente viável. Por exemplo,
85
para pequenos comprimentos de soldas inspecionados, o que represente 70% dos
casos práticos, a inspeção manual se torna muito mais econômica do que
automatizada. Pode ser levado em consideração ainda que mesmo sistemas
automatizados requeiram ajustes de operadores e interpretação humana. Portanto,
simplesmente substituir a inspeção manual talvez não seja a solução, e sim dispor
de meios que melhorem o desempenho do inspetor, aumentando a confiabilidade na
inspeção manual (ALEXIEV; MIHOVSKI, 2000).
O trabalho de Verkooijem (1998) mostra que a probabilidade de detecção para
defeitos do tipo falta de fusão, falta de penetração, inclusão e porosidade, têm
alcançado 52,3% para o ensaio de ultra-som manual, 83,6% para o pulso-eco
automatizado e 82,4% para a técnica do tempo de percurso da onda difratada (ToFD
– Time of Flight Difraction).
O ensaio ultra-sônico por pulso-eco e por ToFD automatizado possui uma alta
detecção de defeitos (100%) tanto para a classe de defeito de falta de penetração
quanto para a classe de falta de fusão. Enquanto o ensaio por ultra-som manual
alcançou 77% para a classe de falta de penetração e 63% para a classe de falta de
fusão.
Reforçando o conceito descrito anteriormente, a norma Canadian Standards
Association CSA Z662, 2003 descreve o seguinte:
Na seleção da técnica de ensaio não-destrutivo, a empresa deve considerar a
natureza das descontinuidades que podem resultar do processo de soldagem usado,
a capacidade da técnica de inspeção para detectar cada descontinuidade e a
exatidão da indicação, interpretação e a possibilidade de avaliação com cada técnica
de inspeção de END.
A empresa deve permitir que soldas sejam rejeitadas apesar das
descontinuidades estarem dentro do critério de aceitação, ou quando essa
descontinuidade, na opinião da empresa, bem com a profundidade, localização, a
altura, ou a orientação da descontinuidade podem comprometer significativamente a
integridade estrutural da junta soldada.
O trabalho de Ginzel; Bôer; Hoff (1997), afirma que: “Está comprovado que o
ensaio por ultra-som pode detectar todas as descontinuidades localizadas pelo
ensaio radiográfico”. Uma notável exceção na lista de descontinuidades considerada
detectável pelo ultra-som tem sido a porosidade.

86
Na inspeção ultra-sônica, além da sua eficiência relacionada à inspeção de
soldas, pode detectar descontinuidades inerentes ao processo MAG, como por
exemplo, falta de fusão, que é muito difícil de se detectar por meio de inspeção
radiográfica devido a sua orientação e morfologia (RICHTER, QUADRADO, 1998).
A Figura 53 é um gráfico de comparação dos resultados de detecção de cinco
diferentes soldas de um vaso de pressão, utilizando inspeção com ultra-som manual,
radiografia convencional e ultra-som automatizado. A probabilidade de detecção (%
POD) encontrada foi inferior na técnica de ultra-som manual, média para técnica de
radiografia convencional e superior na técnica de ultra-som automatizado (GINZEL,
2006).
Figura 53 - Comparação da probabilidade de detecção dos ensaios de ultra-som manual,
radiografia e ultra-som automatizado (GINZEL, 2006)
87
3. PROPOSIÇÃO
No Brasil e no exterior a construção e montagem de gasodutos e oleodutos
para indústria de petróleo e gás utilizam materiais que seguem a norma API
(American Petroleum Institute) e o processo de soldagem circunferencial de campo
utilizado freqüentemente é SMAW (Shielded Metal Arc Weld). As inspeções destas
juntas devem ser executadas atendendo os requisitos da norma API 1104 (Welding
of Pipelines and Related Facilities), conforme critério de aceitação conservativo na
qual a avaliação da descontinuidade é baseada na amplitude, em seu comprimento
e sua morfologia.
Este trabalho tem como objetivo elaborar um estudo qualitativo e
quantitativo para mostrar a detectabilidade e eficiência dos processos de ensaio de
ultra-som automatizado (US-AUT) e a radiografia convencional aplicado na inspeção
de soldas circunferenciais de dutos.
O processo de soldagem utilizado na montagem do duto que está sendo usado
como amostra para esta dissertação é o comercialmente denominado Surface Test
Transfer - STT®, que se apresenta como alternativa à substituição dos processos
convencionais de soldagem manual do eletrodo revestido.
Com isso, este estudo do processo de inspeção por ultra-som automatizado
proporcionará a comunidade técnica e científica o conhecimento tecnológico para
atuar na melhoria da qualidade do processo de soldagem, reduzindo assim os
índices de reparos e retrabalhos.
88
4. MATERIAIS E MÉTODOS
4.1. PLANEJAMENTO DA INSPEÇÃO NA CONSTRUÇÃO E MONTAGEM
Na construção e montagem de gasoduto ou de oleoduto existe a etapa de
inspeção por ensaio não destrutivo que engloba o ensaio visual, radiográfico e por
ultra-som. A Figura 54 - Etapa de construção e montagem de duto, ilustra uma vista
panorâmica da construção e montagem de um duto a qual mostra a fase de
montagem, etapa que os tubos encontram-se soldados em tramo, preparado para
ser lançado na vala e soldado com outro tramo.
Figura 54 - Etapa de construção e montagem de duto
Para entendimento da execução do planejamento experimental, foi elaborado
um fluxograma definindo as principais etapas realizadas nesse trabalho, conforme
mostrado na Figura 55.

89
Figura 55 - Fluxograma das etapas do trabalho

90
4.2. MATERIAIS
No desenvolvimento do presente trabalho, foram utilizadas 44 juntas soldadas
circunferenciais da obra de construção e montagem de gasoduto da Malha Sudeste
da Petrobras, no qual foram usados tubos na espessura de 0,625” (15,9 mm)
conforme a especificação API 5L na edição de 2004 no grau X70 com 70.300 psi de
limite de escoamento, acrescido do requisito suplementar PSL 2.
O processo de soldagem utilizado na construção e montagem do duto foi o
comercialmente denominado STT®, pela empresa LINCOLN ELETRIC COMPANY.
A Figura 56 mostra o tipo e as dimensões da junta utilizada na fabricação da
solda circunferencial.
Figura 56 - Tipo e dimensões da junta
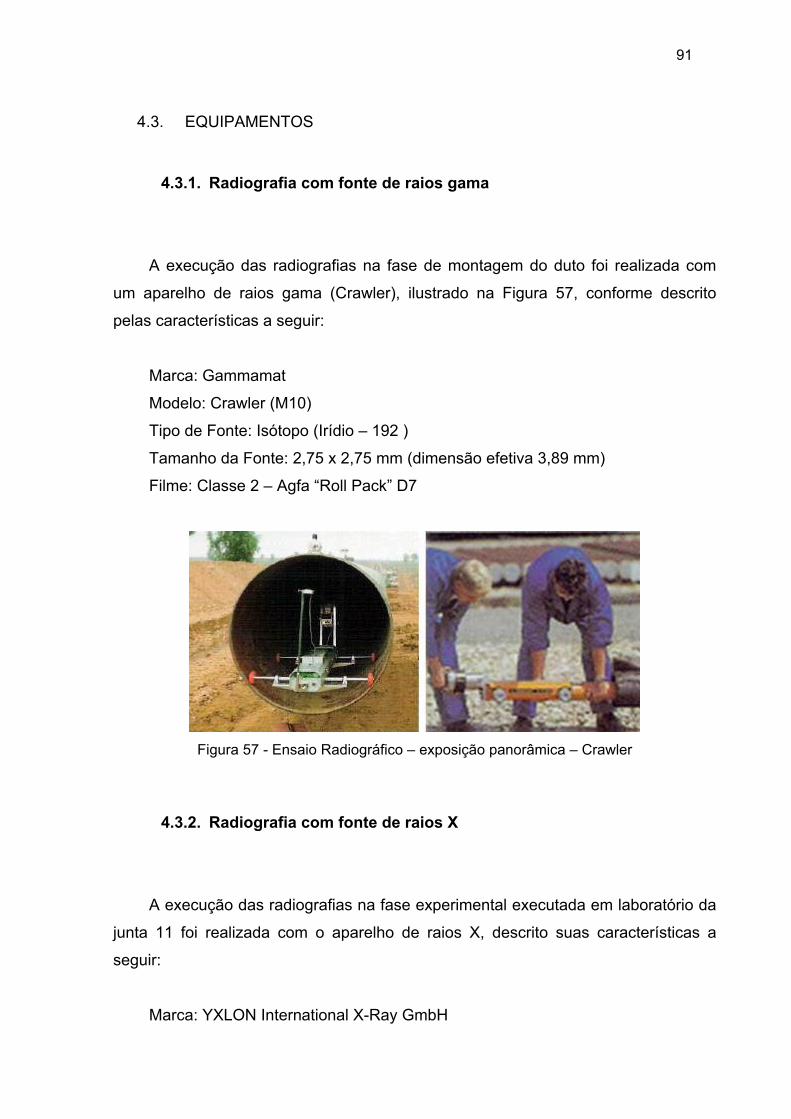
91
4.3. EQUIPAMENTOS
4.3.1. Radiografia com fonte de raios gama
A execução das radiografias na fase de montagem do duto foi realizada com
um aparelho de raios gama (Crawler), ilustrado na Figura 57, conforme descrito
pelas características a seguir:
Marca: Gammamat
Modelo: Crawler (M10)
Tipo de Fonte: Isótopo (Irídio – 192 )
Tamanho da Fonte: 2,75 x 2,75 mm (dimensão efetiva 3,89 mm)
Filme: Classe 2 – Agfa “Roll Pack” D7
Figura 57 - Ensaio Radiográfico – exposição panorâmica – Crawler
4.3.2. Radiografia com fonte de raios X
A execução das radiografias na fase experimental executada em laboratório da
junta 11 foi realizada com o aparelho de raios X, descrito suas características a
seguir:
Marca: YXLON International X-Ray GmbH

92
Modelo: MG 325 – Potencial constante
Ampola: Y. TU 320-D03
Foco: 5.5 mm
Tipo de Fonte: raios X
Tensão nominal da ampola: 320 kV
Tamanho da Fonte: diâmetro de 3 mm
Filme: Classe 1 – Kodak M 100
4.3.3. Ultra-som automatizado
A execução da inspeção foi realizada com o Rotoscan da empresa RTD Group,
um sistema de inspeção por ultra-som automatizado para inspecionar juntas
soldadas, utilizando a técnica pulso–eco, acrescentado de uma imagem de
mapeamento (C-Scan) e a técnica do tempo de percurso da onda difratada (ToFD).
O equipamento Rotoscan possui 32 canais que podem ser utilizados
simultaneamente para assegurar a inspeção do volume total de solda ao longo da
espessura em uma varredura circunferencial. O equipamento fornece uma
apresentação A-Scan para qualquer canal selecionado. Os diversos canais do
equipamento permitem a total cobertura do volume da solda inspecionado e avaliado
de acordo com as zonas de inspeção definidas no procedimento identificado como
“UT 05521” da empresa RTD, conforme mostrado na Figura 58.
Figura 58 - Zonas de discriminação
93
4.4. PESSOAL QUALIFICADO
Os inspetores utilizados na inspeção dos ensaios não-destrutivos, nas
modalidades de ensaio visual de solda, de ultra-som e radiografia, são certificados
por organismo de certificação independente que atendem os requisitos da norma
ISO 17024 (2003) e que operam em conformidade com as normas ISO 9712 (2005)
no território nacional o SNQC-END (Sistema Nacional de Qualificação Certificação
de Pessoal em END) para atender a esses requisitos.
No caso do ensaio por ultra-som automatizado, além da certificação pelo
organismo de certificação, foi necessário que a empresa prestadora do serviço de
inspeção emitisse um certificado de treinamento do profissional no equipamento
específico a ser utilizado, com aprovação do nível 3 da empresa, disponibilizando
também as evidências do treinamento, avaliação e o período de experiência na
atividade de inspeção sob a supervisão do nível 3, como também certificado pelo
SNQC - END.
4.5. PROCEDIMENTOS DE ENSAIO NÃO-DESTRUTIVO
As inspeções de ensaio visual, radiográfico e ultra-som automatizado foram
realizados com procedimento elaborado e qualificado por profissional certificado
nível 3 na modalidade da atividade a ser inspecionada. No caso do procedimento de
ultra-som automatizado o API -1104 (1999), inclui requisito de validação do
procedimento, estabelecendo o número de corpos-de-prova, descontinuidades que
devem ser introduzidas e os ensaios não-destrutivos a serem realizados para
comparação dos resultados.
94
4.5.1. Procedimento de ensaio visual
O procedimento utilizado no ensaio visual foi elaborado pela empresa Brasitest,
para inspecionar a junta a ser soldada e após a soldagem, atendendo os requisitos
da norma API 1104 (1999).
4.5.2. Procedimento de ensaio radiográfico
O procedimento utilizado pela empresa Brasitest, foi elaborado segundo os
requisitos da norma API 1104 (1999), para a inspeção por radiografia com
equipamento radiográfico do tipo Crawler, utilizando fonte de Irídio 192 (raios gama)
incorporado a um carrinho, para se movimentar no interior do duto de grande
comprimento com o objetivo de obter radiografias panorâmicas das juntas soldadas
circunferenciais do duto. Para execução da radiografia, foi aplicada a técnica de
exposição panorâmica, PSVS (parede simples – vista simples), com um único filme
em tira,o qual envolve o perímetro externo do duto. O equipamento foi colocado
internamente ao duto, estando a fonte de irradiação posicionada no centro da
circunferência, eqüidistante da parede do duto, do filme e posicionado na direção da
junta a ser inspecionada, conforme ilustrado na Figura 59. Com este
posicionamento, com uma única exposição da fonte, o filme disposto a 360º é
igualmente irradiado. O equipamento “Crawler” percorre toda sua extensão, parando
nos pontos em que a fonte deve ser exposta para a execução da radiografia, sendo
que o controle remoto do equipamento é feito pelo lado externo do duto.

95
Figura 59 - Técnica de exposição de parede simples – vista simples, com a fonte no centro
do tubo (ANDREUCCI, 2006)
A Figura 60 mostra a técnica de exposição de parede simples – vista
simples (PS – VS), com a fonte deslocada do centro do tubo, situação que foi
aplicada em laboratório na inspeção radiográfica com o equipamento de raios X na
junta 11 extraídas do duto, em que neste caso foram realizadas várias exposições
até completar a inspeção no perímetro total do tubo.
Figura 60 - Técnica de exposição de parede simples – vista simples, com a fonte deslocada
do centro do tubo (ANDREUCCI, 2006)
4.5.3. Procedimento de ensaio por ultra-som
Foi elaborado o procedimento (RDT, 2005) de ultra-som automatizado para
inspeção de soldas em juntas circunferenciais de dutos pelo inspetor nível 3 da
empresa RTD, atendendo os requisitos do API 1104 (1999) e da norma ASTM E
1961 (1998). Para a validação do procedimento, as seguintes etapas foram
executadas e acompanhadas pela Petrobras, após essas etapas os resultados
foram consolidados e documentados pelo inspetor nível 3:

96
- Dois corpos-de-prova foram fabricados contendo defeitos e imperfeições
aceitáveis preparados a partir de tubos do mesmo material utilizado na
construção no qual foi aplicado procedimento de soldagem aceitáveis e
soldadores qualificados, Figura 61;
- Os ensaios radiográficos nas juntas preparadas, foram realizados por inspetor
de ensaio radiográfico níveis 1 e 2 e os resultados documentados;
- As diferenças nos resultados de detecção foram documentadas (diferenças
entre detectabilidade, resolução entre radiografia e ultra-som).
A qualificação do procedimento de US-AUT na inspeção das soldas foi baseada
na capacidade de detecção, na localização circunferencial, comprimento,
determinação da profundidade em relação à superfície, localização axial,
imperfeições/defeitos nos corpos-de-prova. Adicionalmente, o procedimento inclui o
critério de aceitação da solda de acordo com norma API 1104 (1999).
Figura 61 - Corpo-de-prova para validação do procedimento de US-AUT
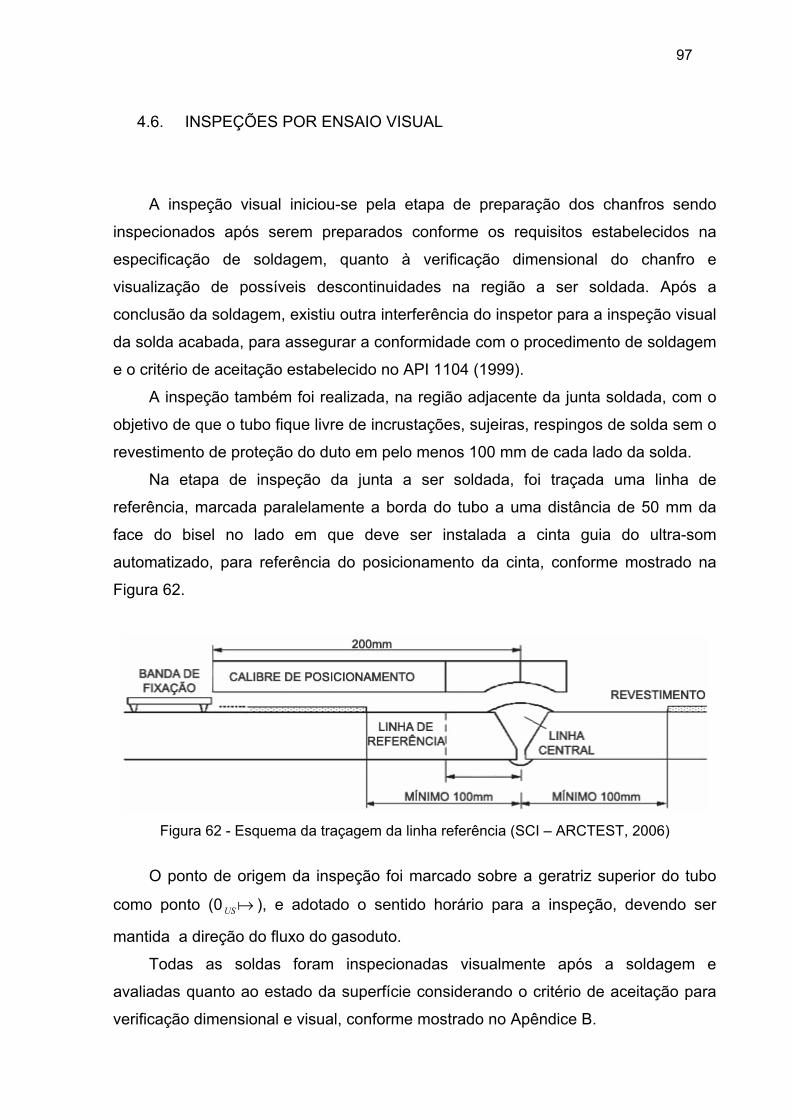
97
4.6. INSPEÇÕES POR ENSAIO VISUAL
A inspeção visual iniciou-se pela etapa de preparação dos chanfros sendo
inspecionados após serem preparados conforme os requisitos estabelecidos na
especificação de soldagem, quanto à verificação dimensional do chanfro e
visualização de possíveis descontinuidades na região a ser soldada. Após a
conclusão da soldagem, existiu outra interferência do inspetor para a inspeção visual
da solda acabada, para assegurar a conformidade com o procedimento de soldagem
e o critério de aceitação estabelecido no API 1104 (1999).
A inspeção também foi realizada, na região adjacente da junta soldada, com o
objetivo de que o tubo fique livre de incrustações, sujeiras, respingos de solda sem o
revestimento de proteção do duto em pelo menos 100 mm de cada lado da solda.
Na etapa de inspeção da junta a ser soldada, foi traçada uma linha de
referência, marcada paralelamente a borda do tubo a uma distância de 50 mm da
face do bisel no lado em que deve ser instalada a cinta guia do ultra-som
automatizado, para referência do posicionamento da cinta, conforme mostrado na
Figura 62.
Figura 62 - Esquema da traçagem da linha referência (SCI – ARCTEST, 2006)
O ponto de origem da inspeção foi marcado sobre a geratriz superior do tubo
como ponto (0 aUS ), e adotado o sentido horário para a inspeção, devendo ser
mantida a direção do fluxo do gasoduto.
Todas as soldas foram inspecionadas visualmente após a soldagem e
avaliadas quanto ao estado da superfície considerando o critério de aceitação para
verificação dimensional e visual, conforme mostrado no Apêndice B.

98
4.7. INSPEÇÕES POR ENSAIO RADIOGRÁFICO
A inspeção foi realizada com equipamento de ensaio radiográfico “Crawler”,
atendo os requisitos estabelecidos no procedimento da empresa Brasitest, emitindo
parecer com base no critério de aceitação do API 1104 (1999) nos relatórios de
registros de resultados (modelo anexo ao procedimento) pelo inspetor de radiografia
nível 2.
Todos os pareceres foram reavaliados por três inspetores e os resultados foram
consolidados. Os principais itens de avaliação que foram verificados na etapa de
consolidação dos relatórios de registro de resultados encontram-se abaixo:
Verificação da densidade
A densidade na região de interesse deve estar compreendida na faixa
de 2,0 a 3,5H-D, conforme estabelecido na norma Petrobras N-1595
(2004).
Verificação dos Indicadores de qualidade de imagem (IQI)
Foram empregados para exposição panorâmica a quantidade de 4 IQIs
de arame, segundo a norma ASTM E-747 (2004), igualmente
espaçados a 90º.
A sensibilidade radiográfica foi verificada pelo uso correto do IQI, os
quais devem apresentar no filme radiográfico uma imagem
perfeitamente definida, incluído seus números, letra de identificação e
o arame essencial bem visível.
A imagem do arame essencial deve aparecer claramente sobre a solda
e a zona termicamente afetada.
Considerando o diâmetro do tubo de Ø 28” e espessura 0,625” (15,9
mm), para técnica PSVS e exposição panorâmica o diâmetro do
arame essencial (IQI) SET B 0,016” (ASTM E-747, 2004), sendo o
equivalente 6 ISO 12-10 (BS EN 462-1, 1994).
Os pareceres de aceitação e rejeição foram avaliados segundo o critério de
aceitação do API 1104 (1999) e consolidados conforme mostra o Apêndice A.

99
4.8. INSPEÇÕES POR ENSAIO POR ULTRA-SOM AUTOMATIZADO
A inspeção foi realizada com equipamento Rotoscan, atendendo os requisitos
estabelecidos no procedimento (RDT, 2005) da empresa RDT, relatando os itens
importantes que afetam diretamente os resultados, requisitos que fazem parte do
procedimento da empresa de inspeção e as normas API 1104 (1999) e ASTM E
1961 (1998), conforme mostrado no Apêndice C.
O parecer foi emitido com base no critério de aceitação do API 1104 (1999),
nos relatórios de registros de resultados (modelo anexo ao procedimento), pelo
inspetor de ultra-som nível 2, habilitado a operar e dar parecer utilizando o
equipamento de ultra-som automatizado.
4.8.1. Tipos de Cabeçotes e refletores por zona de inspeção
O procedimento de inspeção define os cabeçotes e os refletores (entalhe e furo
de fundo plano - FBH) que foram utilizados para calibração do sistema. Esses dois
parâmetros são considerados variáveis essenciais, confirmando a necessidade da
verificação no momento da inspeção. A Tabela 3 mostra os cabeçotes e refletores
por zona de discriminação utilizados na inspeção das juntas soldadas usadas para
pesquisa desse trabalho.
4.8.2. Bloco de referência
O bloco de referência foi fabricado com o mesmo material do tubo utilizado na
construção e montagem do gasoduto, conforme mostrado na Figura 63. Em cada
bloco é registrado de forma indelével a identificação do material, fabricante, número
do tubo, diâmetro e espessura. O bloco de referência foi calibrado
dimensionalmente, incluindo os furos e entalhes, com emissão de certificado por
organismo acreditado e validado pelo profissional nível 3 de ensaio não-destrutivo.
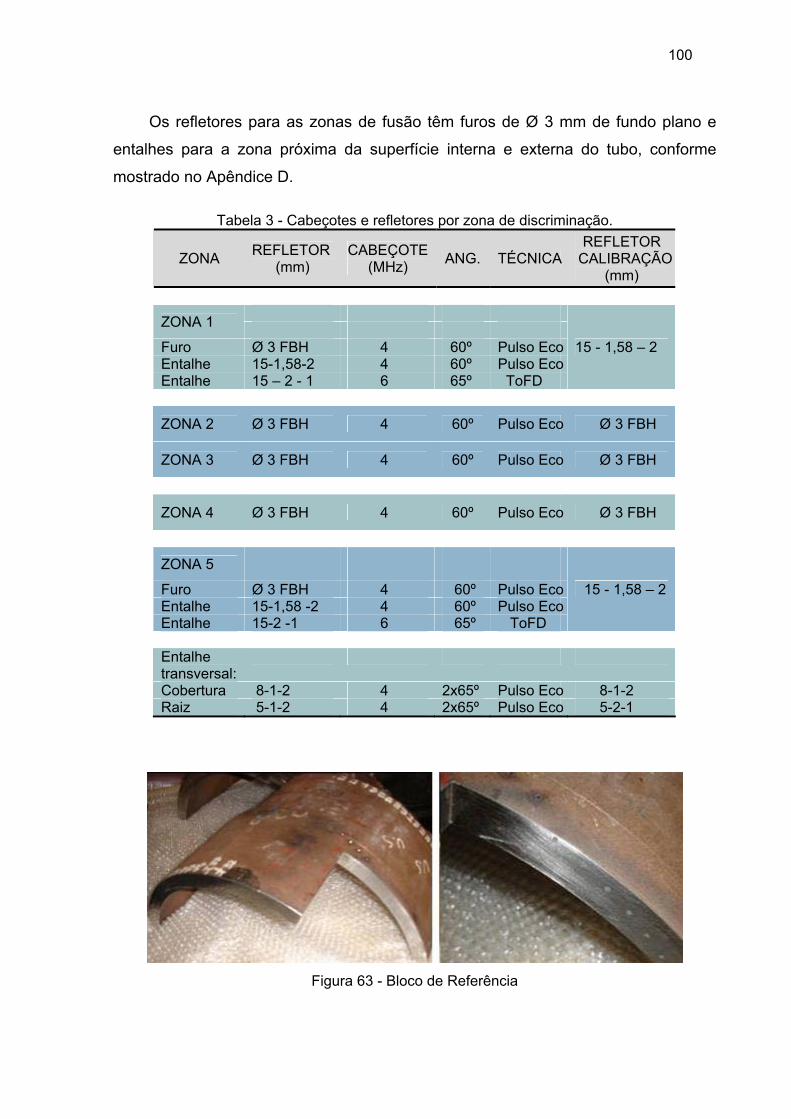
100
Os refletores para as zonas de fusão têm furos de Ø 3 mm de fundo plano e
entalhes para a zona próxima da superfície interna e externa do tubo, conforme
mostrado no Apêndice D.
Tabela 3 - Cabeçotes e refletores por zona de discriminação.
ZONA REFLETOR (mm)
CABEÇOTE (MHz) ANG. TÉCNICA
REFLETOR CALIBRAÇÃO
(mm)
ZONA 1 Furo Ø 3 FBH 4 60º Pulso Eco Entalhe 15-1,58-2 4 60º Pulso Eco Entalhe 15 – 2 - 1 6 65º ToFD
15 - 1,58 – 2
ZONA 2 Ø 3 FBH 4 60º Pulso Eco Ø 3 FBH
ZONA 3 Ø 3 FBH 4 60º Pulso Eco Ø 3 FBH
ZONA 4 Ø 3 FBH 4 60º Pulso Eco Ø 3 FBH
ZONA 5
Furo Ø 3 FBH 4 60º Pulso Eco Entalhe 15-1,58 -2 4 60º Pulso Eco Entalhe 15-2 -1 6 65º ToFD
15 - 1,58 – 2
Entalhe transversal:
Cobertura 8-1-2 4 2x65º Pulso Eco 8-1-2 Raiz 5-1-2 4 2x65º Pulso Eco 5-2-1
Figura 63 - Bloco de Referência

101
4.8.3. Disposição dos cabeçotes no escaner
A localização e os tipos de cabeçotes utilizados no ensaio foram verificados em
relação ao estabelecido no procedimento antes da execução da inspeção. A Figura
64 mostra de forma esquemática o arranjo dos cabeçotes em relação a linha de
centro da junta soldada.
Figura 64 - Arranjo dos cabeçotes em relação a linha de centro da solda
A Figura 65 mostra a distância do cabeçote em relação a linha de centro da
solda, além de que cada cabeçote tem como objetivo inspecionar uma determinada
zona da solda, exceto os cabeçotes da técnica ToFD que inspecionam o volume
total da solda.
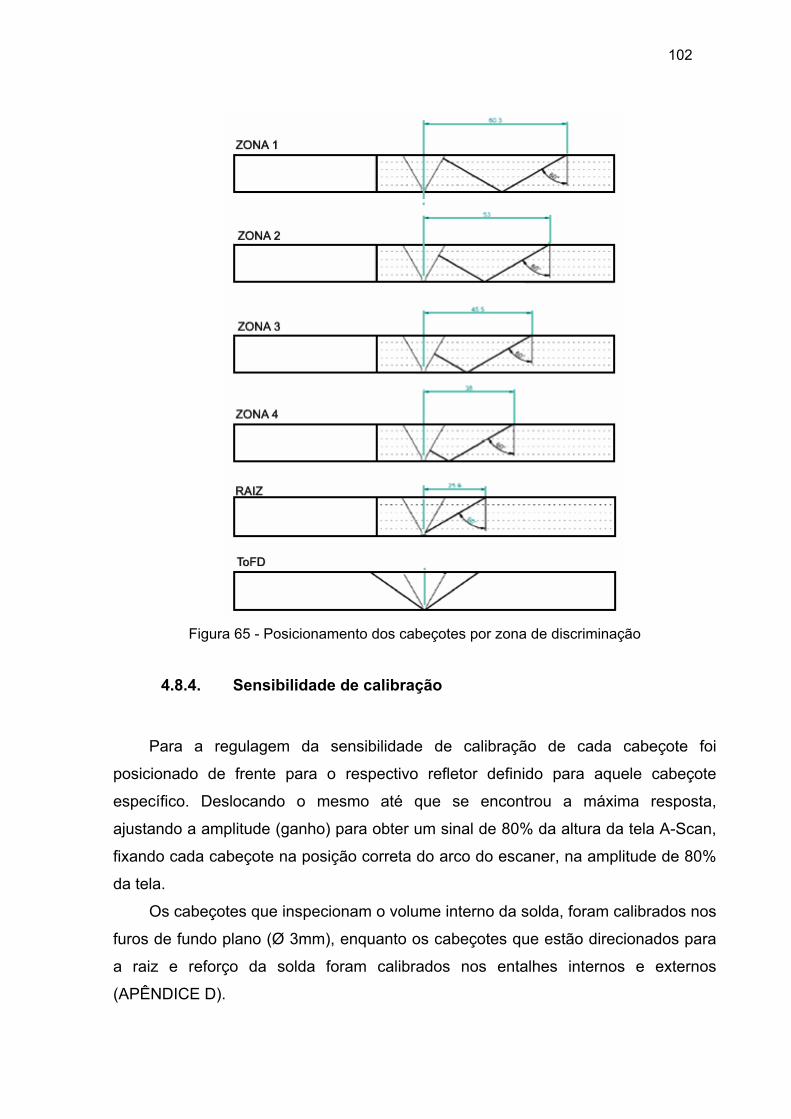
102
Figura 65 - Posicionamento dos cabeçotes por zona de discriminação
4.8.4. Sensibilidade de calibração
Para a regulagem da sensibilidade de calibração de cada cabeçote foi
posicionado de frente para o respectivo refletor definido para aquele cabeçote
específico. Deslocando o mesmo até que se encontrou a máxima resposta,
ajustando a amplitude (ganho) para obter um sinal de 80% da altura da tela A-Scan,
fixando cada cabeçote na posição correta do arco do escaner, na amplitude de 80%
da tela.
Os cabeçotes que inspecionam o volume interno da solda, foram calibrados nos
furos de fundo plano (Ø 3mm), enquanto os cabeçotes que estão direcionados para
a raiz e reforço da solda foram calibrados nos entalhes internos e externos
(APÊNDICE D).
103
Para os cabeçotes que utilizam a técnica pulso-eco foram estabelecidos níveis
de registro de avaliação de 25% da amplitude da tela a A-Scan.
No caso da representação C-Scan o sistema aquisitou os sinais com uma
amplitude, que foi acrescida de 4 a 6 dB acima da amplitude correspondente a 80%
da altura da tela calibrada nos furos de fundo plano e entalhes para cada cabeçote.
Este procedimento foi adotado para estabelecer amplitudes maiores para a detecção
de descontinuidades consideradas volumétricas (poro e porosidades), sendo
avaliadas na representação C-Scan.
A sensibilidade do conjunto de cabeçotes utilizados pela técnica ToFD foi
ajustada maximizando o sinal no furo localizado a 31 da espessura do bloco de
referência, com um campo de visualização da técnica ToFD ajustado para incluir o
eco da onda lateral com amplitude a 40% da tela do A-Scan não retificada (RF) e o
eco da reflexão do eco de fundo.
4.8.5. Regulagem dos parâmetros de inspeção
O equipamento de ultra-som automatizado Rotoscan possui 32 canais de
inspeção e cada canal permite as seguintes modalidades de ajuste: pulso-eco ou
transmissão, posição e comprimento da porta de registro (gate) para um mínimo de
dois canais. Os limites de registro são selecionáveis entre 0 e 100 % da altura total
da tela tanto para a gravação simples da amplitude e do tempo de percurso, bem
como para a apresentação C-Scan. Duas saídas de sinais por porta de registro
estão disponíveis, representativas da amplitude e do tempo de percurso do sinal. As
portas (gates) devem ser colocadas à 5 mm antes da zona de fusão e com um
comprimento suficiente que cubra ao menos 1 mm além da linha central da solda,
sendo que comprimento do percurso do tempo dos canais de raiz deve ser maior
que a porta da amplitude para registrar a penetração na raiz, conforme ilustrado na
Figura 66. Assim os registros dos sinais devem ser compreendidos entre 0% e 100%
de altura do eco da tela.
Estes sinais são disponibilizados para gravação em um sistema
computadorizado de coleta de dados.

104
Figura 66 - Definição da amplitude e do tempo de percurso
4.8.6. Sistema de inspeção por ultra-som automatizado
O sistema de inspeção é composto de componentes que formam o sistema de
ultra-som automatizado, conforme apresentado a seguir:
- Escaner de varredura – um arco que possibilita a sustentação dos cabeçotes
em ambos os lados da solda de maneira que uma vez fixados de forma simétrica
permitem a inspeção dos dois lados da solda em uma só volta em torno do tubo. O
arco está preparado para alojar 10 pares de cabeçotes, fixados em braços, sendo
que cada braço deve ser direcionado para inspecionar uma zona específica da
solda.
- Codificador de posição – controla o movimento do escaner sobre a tubulação
para identificar as distâncias percorridas pelo cabeçote e a posição dos sinais
captados.
- Cordão umbilical – faz a união dos cabeçotes ao equipamento eletrônico por
meio de uma única mangueira de 20 m, com comprimento suficiente para assegurar
o movimento do conjunto do escaner, trabalhando a uma distância razoável da
cabine, na qual se encontra o inspetor e os equipamentos eletrônicos.
- Equipamentos eletrônicos – formado do equipamento de ultra-som, a unidade
de alimentação (corrente contínua e controlador do motor), computador que se

105
encarrega de receber e armazenar os sinais durante a inspeção, o monitor e outros
elementos (bomba d’água, regulador de vazão, etc.).
- Programa informatizado (software) – o sistema permite que sejam definidos
até 32 canais do equipamento. Cada um deles pode ser programado independente
de forma para que se estabeleçam distintos parâmetros, como: ganho, tempo de
atraso na cunha, programação das portas “gates”, distância de deslocamento, etc.
Para monitorar o acoplamento dos cabeçotes é utilizado canais diferentes do
programa, com o objetivo de captar os sinais das zonas da solda e a transmissão-
recepção entre os cabeçotes situados simetricamente em relação à linha de centro
da solda.
A Figura 67 mostra o sistema de inspeção automatizado composto do ultra-
som, escaner com os cabeçotes, monitor, cinta e o bloco de calibração.
Figura 67 - Sistema de inspeção automatizado
4.8.7. Sistema de Registro de resultado
Todos os resultados foram reavaliados utilizando o visualizador do sistema de
ultra-som automatizado. Os arquivos das 44 juntas foram disponibilizados, além dos
arquivos das calibrações realizadas a cada 10 juntas inspecionadas, onde essa
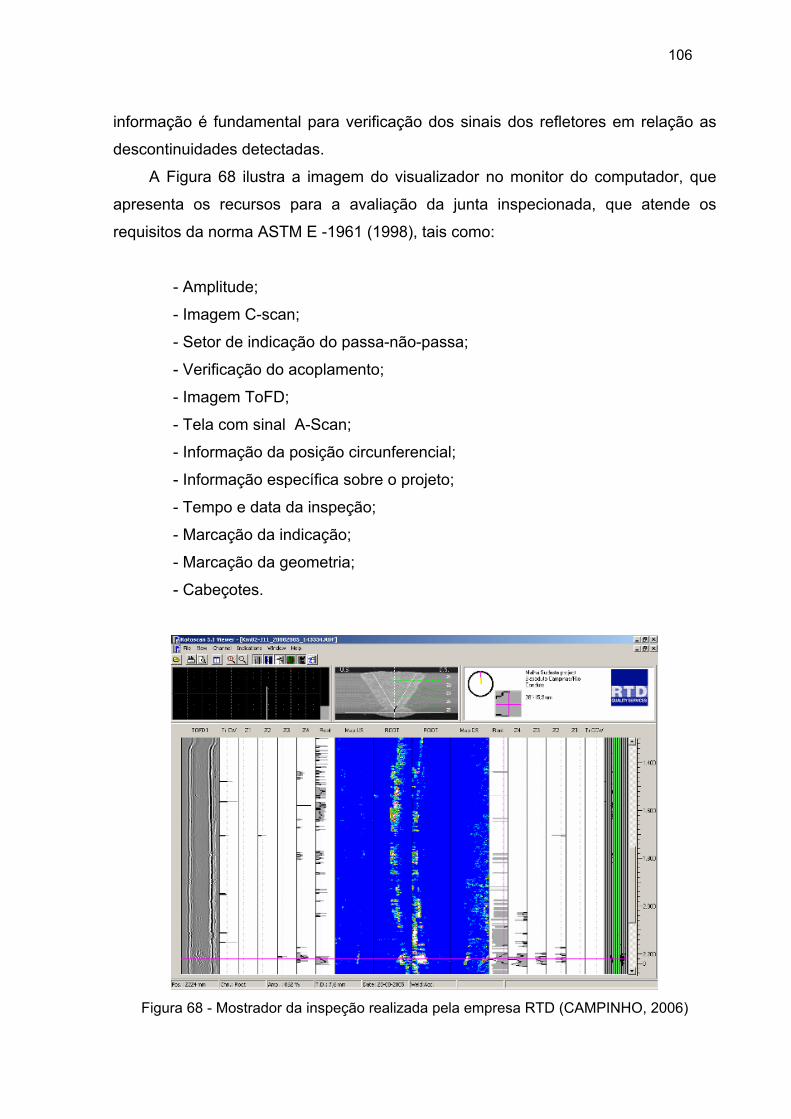
106
informação é fundamental para verificação dos sinais dos refletores em relação as
descontinuidades detectadas.
A Figura 68 ilustra a imagem do visualizador no monitor do computador, que
apresenta os recursos para a avaliação da junta inspecionada, que atende os
requisitos da norma ASTM E -1961 (1998), tais como:
- Amplitude;
- Imagem C-scan;
- Setor de indicação do passa-não-passa;
- Verificação do acoplamento;
- Imagem ToFD;
- Tela com sinal A-Scan;
- Informação da posição circunferencial;
- Informação específica sobre o projeto;
- Tempo e data da inspeção;
- Marcação da indicação;
- Marcação da geometria;
- Cabeçotes.
Figura 68 - Mostrador da inspeção realizada pela empresa RTD (CAMPINHO, 2006)

107
4.9. PROCESSOS DE CONSOLIDAÇÃO DOS PARECERES
Todos os resultados do ensaio radiográfico e do ensaio por ultra-som
automatizado foram analisados em relação as dimensões, tipo de descontinuidade e
consolidados em quadro conforme apresentado no Apêndice A.
4.10. CARACTERIZAÇÃO DAS DESCONTINUIDADES ENCONTRADAS
Com o objetivo de verificação das características, dimensões de comprimento e
altura das descontinuidades da junta 11, foram utilizadas os recursos do ensaio
radiográfico com raios X e do ensaio destrutivo (tração).
4.10.1. Amostra para ensaio de tração e macrografia
Após a execução do ensaio radiográfico por raios X, a solda circunferencial
(Figura 69) foi cortada em vários segmentos para preparação de corpos-de-prova de
tração e macrografia, para caracterização das descontinuidades.
Figura 69 - Junta soldada do duto em construção

108
A Figura 70 mostra, simultaneamente, a imagem radiográfica obtida com filmes
ASTM classe 1 utilizando o equipamento de raios X de 320 kV da região escolhida e
a imagem do ultra-som automatizado para a escolha do seccionamento.
Figura 70 - Negatoscópio, ultra-som automatizado e os corpos-de-prova
Escolhida a região da solda, foram retiradas e preparadas as amostras, de
forma a induzir o rompimento no local das descontinuidades na máquina de tração,
conforme ilustrado na Figura 71. Este procedimento foi efetuado para facilitar o
estudo da fratura da amostra e a comparação detectada na radiografia e no ultra-
som.
Figura 71 - Amostra para o ensaio de tração

109
4.10.2. Ensaio de tração
O ensaio de tração foi realizado com o objetivo de evidenciar as
descontinuidades detectadas pelos ensaios de ultra-som e radiográfico. Os corpos-
de-prova foram preparados com redução da seção resistente, direcionando e
preservando a morfologia da descontinuidade durante o ensaio de tração, conforme
mostrado na Figura 72.
Figura 72 - Ensaio de tração do corpo-de-prova com descontinuidade

110
5. RESULTADOS E DISCUSSÃO
Neste capítulo são apresentados os resultados da inspeção por ultra-som
automatizado (US-AUT) e o ensaio radiográfico (ER) para análise que envolve um
total de 44 juntas soldadas e 73 descontinuidades, conforme dados reais
apresentados no Apêndice A. A análise destes resultados tem como base a norma
API 1104 (1999), que define os procedimentos usados nos dois processos de
inspeção. Além dos requisitos do critério de aceitação que estabelecem que uma
descontinuidade é detectada na solda, deve ser considerada defeito, acarretando a
retirada sua retirada por meio de reparo. Caso o inspetor identifique uma
descontinuidade como trinca (defeito), a junta deve ser reparada independente da
sua dimensão e revisto o processo de montagem/soldagem pesquisando as causas
que acarretaram o desvio, tomando ações corretivas para que não exista
reincidência. Após esta etapa, o processo de soldagem é iniciado com novas
condições de construção e montagem do duto.
5.1. RESULTADOS DA INSPEÇÃO POR JUNTA SOLDADA
A análise por junta soldada tem grande importância no processo de inspeção e,
existe um índice de reparo que monitora o controle do processo de soldagem e do
soldador. Este índice demonstra a qualidade das soldas inspecionadas como
também impacta diretamente nos custos da obra, além de ter impacto contratual de
prazo e financeiro, principalmente, no caso de contratos que tem cláusula de bônus
caso o índice de reparo esteja abaixo de 3% como valor estabelecido.
É importante ressaltar que no início da soldagem das 50 primeiras juntas
circunferenciais de um duto ou quando houver mudança no procedimento de
soldagem, devem ser inspecionadas por radiografia e ultra-som automatizado para
avaliação do processo de soldagem (Petrobras N-464, 2004).
A Figura 73 mostra um resumo da inspeção por ultra-som automatizado e do
ensaio radiográfico nas 44 juntas inspecionadas, com objetivo de exemplificar o
índice de aprovação e rejeição por junta soldada.
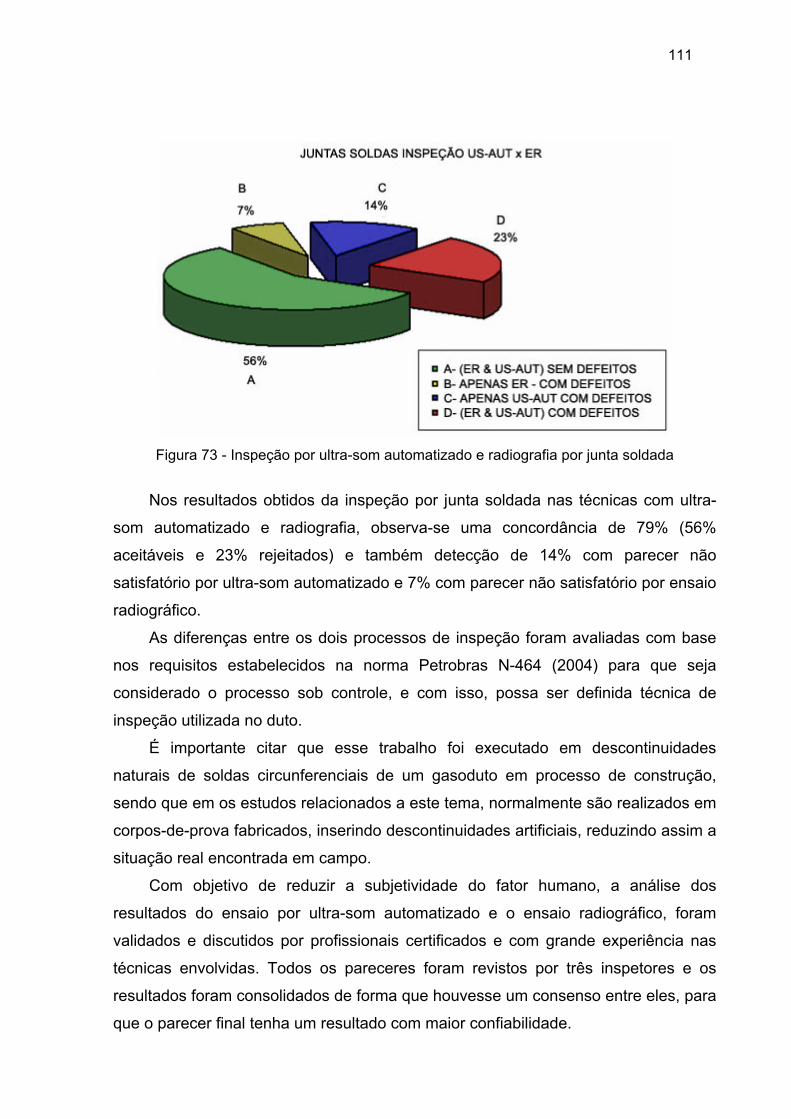
111
Figura 73 - Inspeção por ultra-som automatizado e radiografia por junta soldada
Nos resultados obtidos da inspeção por junta soldada nas técnicas com ultra-
som automatizado e radiografia, observa-se uma concordância de 79% (56%
aceitáveis e 23% rejeitados) e também detecção de 14% com parecer não
satisfatório por ultra-som automatizado e 7% com parecer não satisfatório por ensaio
radiográfico.
As diferenças entre os dois processos de inspeção foram avaliadas com base
nos requisitos estabelecidos na norma Petrobras N-464 (2004) para que seja
considerado o processo sob controle, e com isso, possa ser definida técnica de
inspeção utilizada no duto.
É importante citar que esse trabalho foi executado em descontinuidades
naturais de soldas circunferenciais de um gasoduto em processo de construção,
sendo que em os estudos relacionados a este tema, normalmente são realizados em
corpos-de-prova fabricados, inserindo descontinuidades artificiais, reduzindo assim a
situação real encontrada em campo.
Com objetivo de reduzir a subjetividade do fator humano, a análise dos
resultados do ensaio por ultra-som automatizado e o ensaio radiográfico, foram
validados e discutidos por profissionais certificados e com grande experiência nas
técnicas envolvidas. Todos os pareceres foram revistos por três inspetores e os
resultados foram consolidados de forma que houvesse um consenso entre eles, para
que o parecer final tenha um resultado com maior confiabilidade.

112
Vários trabalhos (STEPHENS, 2000; DYMKIN; KONSHINA, 2000; FUCSOK,
1998), incluindo a tese de doutorado de Carvalho (2006), mostram que o fator
humano continua sendo uma das causas da não detecção de algumas
descontinuidades, mesmo quando realizadas por inspetores experientes, bem
treinados e certificados. Os trabalhos defendem que a solução para remover a
influência do fator humano, e assim melhorar a capacidade de detecção e a
confiabilidade no ensaio, é por meio da automação da inspeção. Para o ensaio ultra-
sônico, por exemplo, a probabilidade de detecção de um sistema automatizado é
muito maior do que o ultra-som manual (CARVALHO, 2006).
De acordo com Moré (2004), estão descritos 59 atributos que podem influenciar
no desempenho do inspetor de ultra-som, podendo variar desde características
ambientais como iluminação e temperatura, até fatores psicológicos como o estado
emocional do inspetor.
5.2. INSPEÇÃO POR DESCONTINUIDADES DETECTADAS
Os dados obtidos dos relatórios dos ensaios de ultra-som automatizado e o
ensaio radiográfico foram organizados por descontinuidades que obtiveram
pareceres aceitáveis (A), rejeitados (R) e não detectados (N), para facilitar a análise
dos dados. Os resultados dos pareceres foram apresentados por meio de tabelas de
forma quantitativa das descontinuidades detectadas. As tabelas foram analisadas de
forma horizontal tendo como referência o ultra-som e por último a análise vertical
tendo como referência o ensaio radiográfico.
A Tabela 4 mostra as quantidades totais dos resultados das inspeções de ultra-
som automatizado e do ensaio radiográfico convencional nas juntas circunferenciais
soldadas em tubulações de um gasoduto. Os resultados refletem a aplicação do
critério de aceitação da norma API 1104 (1999) para ensaios não-destrutivos pelos
métodos de ultra-som automatizado e o ensaio radiográfico.

113
Tabela 4 - Resultado da inspeção US - AUT & ER
ER US - AUT X ER (Totais) A R N
TOTAL
A 36 2 3 41
R 9 12 3 24 US
N 2 6 0 8
TOTAL 47 20 6 73
Legenda: A – Aceitável; R – Rejeitado; N – Não detectado
A Tabela 5 apresenta as inspeções realizadas pelo ensaio de ultra-som
automatizado e radiografia convencional contendo 65,7% (49,3+16,4+0) de
concordância com uma população total de 73 descontinuidades detectadas,
demonstrando uma “razoável“ concordância entre os métodos.
Tabela 5 - Análises Totais - US-AUT x ER
ER (%) US -AUT X ER (Análises Totais) A R N
TOTAL
A 49,3 2,7 4,1 56,2
R 12,3 16,4 4,1 32,9 US
(%) N 2,7 8,2 0,0 11,0
TOTAL 64,4 27,4 8,2 100
Legenda: A – Aceitável; R – Rejeitado; N – Não detectado
A Tabela 6 mostra a análise horizontal de uma amostragem com 100% de
descontinuidades aceitáveis na inspeção por ultra-som automatizado, em que se
verifica que 87,8% também foram aceitáveis pelo ensaio radiográfico.

114
Tabela 6 - Análise Horizontal - US-AUT x ER
ER (%) US -AUT X ER (Análises
Horizontais) A R N TOTAL
A 87,8 4,9 7,3 100
R 37,5 50,0 12,5 100 US
(%) N 25,0 75,0 0,0 100
TOTAL 64,4 27,4 8,2 100
Legenda: A – Aceitável; R – Rejeitado; N – Não detectado
A Tabela 7 mostra a análise vertical de uma amostragem com 100% de
descontinuidades aprovadas na inspeção por radiografia em que se verifica que
76,6% também foram aceitáveis pelo ensaio de ultra-som automatizado.
Tabela 7 - Análise Vertical - US-AUT x ER
ER (%) US X ER (Análise Vertical) A R N
TOTAL
A 76,6 10,0 50,0 56,2
R 19,1 60,0 50,0 32,9 US
(%) N 4,3 30,,0 0,0 11,0
TOTAL 100 100 100 100
Legenda: A – Aceitável; R – Rejeitado; N – Não detectado
Na Tabela 6 e na Tabela 7, pode-se verificar uma equivalência de 87,8% das
descontinuidades aprovadas pelo ultra-som automatizado, sendo que 76,6% das
descontinuidades também foram aprovadas pelo ensaio radiográfico.
Os dados das Tabelas 4, 5, 6 e 7 foram consolidados de forma gráfica,
conforme histograma apresentado na Figura 74, na qual pode ser observado o
comportamento dos ensaios por US - AUT e ER na detecção e na avaliação das
descontinuidades, apresentando um cruzamento de dados, pelo qual pode-se
observar que 36 juntas foram consideradas aceitáveis por ambas técnicas (AA) e 12
juntas rejeitadas (RR).

115
Figura 74 - Tendência de aceitação, rejeição e descontinuidades não encontradas das
juntas
5.3. RESULTADOS DA INSPEÇÃO REFERENTE A DIMENSÃO DA
DESCONTINUIDADES
As descontinuidades detectadas foram dimensionadas pelos dois ensaios para
atender os requisitos estabelecidos na norma API -1104 (1999). Com base nos
resultados da inspeção, foram elaborados gráficos com o objetivo de analisar a
detectabilidade de cada ensaio, considerando as dimensões encontradas. No caso
dos histogramas, os grupos foram divididos usando como referência as dimensões
do critério de aceitação.
A Figura 75 e a Figura 76 mostram predominância de detecção de
descontinuidades até o intervalo de (9; 25] da variação dos comprimentos das
descontinuidades do ensaio radiográfico de 62,5% (16,1 + 46,4) e do ensaio do
ultra-som automatizado de 45,1% ( 2,0 + 43,1).

116
Figura 75 - Descontinuidades detectadas pelo ensaio radiográfico
Figura 76 - Descontinuidades detectadas pelo ensaio de ultra-som automatizado A Figura 77 apresenta o histograma que demonstra o número e o comprimento
das descontinuidades para os ensaios por ultra-som automatizado e radiográfico, em
que pode-se observar que para as descontinuidades nos intervalos de até 25 mm de
comprimento, o ensaio radiográfico apresenta um maior número de
descontinuidades que o ensaio por ultra-som automatizado. Para descontinuidades
com comprimento superiores a 25 mm, em somatório, o ultra-som apresenta um
número maior de descontinuidades. Isso, provavelmente, porque a radiografia

117
detecta individualmente descontinuidades próximas e o ultra-som automatizado
considera como uma única descontinuidade. Em alguns casos, existem ligações
entre as descontinuidades individuais que a radiografia não registra e o ultra-som
evidencia a ligação como uma única descontinuidade.
Morgan (2002) mostra que na sua pesquisa de descontinuidades detectadas foi
observado que US-AUT registra mais descontinuidades acima de 10 mm, enquanto
o ensaio radiográfico registra maior número de descontinuidade com dimensão
menor.
Figura 77 - Comprimento detectadas pelos ensaios de ultra-som automatizado e radiográfico
A Tabela 8 mostra a média, desvio padrão e o teste de Student para os ensaios
de ultra-som automatizado e radiográfico.

118
Tabela 8 - Resultados do testes de Student.
Teste t de Student US ER
Média 30,5952 25,9048
Desvio Padrão 22,202 18,5562
(t)= 2,0407 ---
(p)= 0,0477 ---
A diferença observada entre os dois métodos é estatisticamente significante,
concluindo-se que o ensaio radiográfico localiza descontinuidades de tamanhos
inferiores ao ultra-som automatizado. Para descontinuidades com dimensões
superiores, os dois métodos são equivalentes.
A Tabela 9 mostra o resumo estatístico para as técnicas de ultra-som
automatizado e o ensaio radiográfico.
Tabela 9 - Resumo da estatística descritiva do ultra-som e radiografia.
ESTATÍSTICA DESCRITIVA US ER
Tamanho da amostra 42 42
Mínimo 8 4
Máximo 90 85
Amplitude Total 82 81
Mediana 26 20
Média Aritmética 30,60 25,90
Desvio Padrão 22,20 18,56
Coeficiente de Variação 72,57% 71,63%
A Figura 78 identifica parâmetros importantes em função da média, em que o
ultra-som detecta descontinuidades superiores ao ensaio radiográfico. Em função do
desvio padrão, verifica-se que o ensaio por ultra-som provoca maior variabilidade
que o ensaio radiográfico. Em função da amplitude, observa-se que o ensaio
radiográfico detecta valores inferiores ao ensaio por ultra-som.
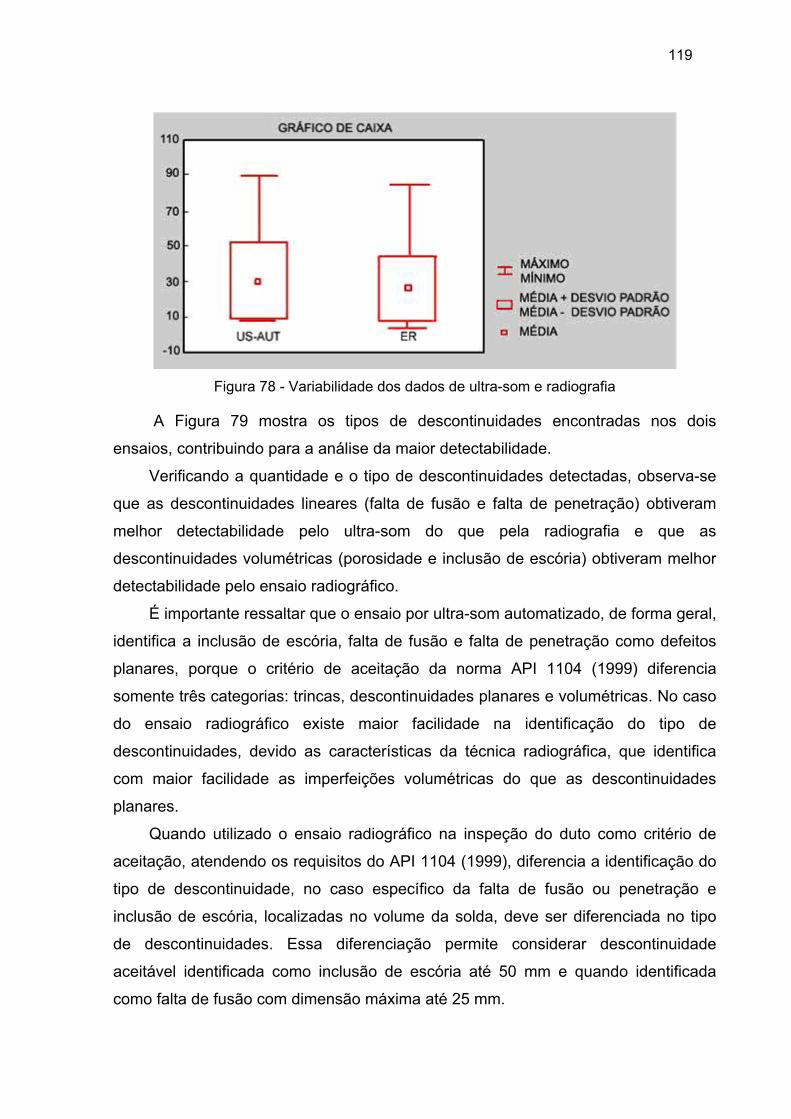
119
Figura 78 - Variabilidade dos dados de ultra-som e radiografia
A Figura 79 mostra os tipos de descontinuidades encontradas nos dois
ensaios, contribuindo para a análise da maior detectabilidade.
Verificando a quantidade e o tipo de descontinuidades detectadas, observa-se
que as descontinuidades lineares (falta de fusão e falta de penetração) obtiveram
melhor detectabilidade pelo ultra-som do que pela radiografia e que as
descontinuidades volumétricas (porosidade e inclusão de escória) obtiveram melhor
detectabilidade pelo ensaio radiográfico.
É importante ressaltar que o ensaio por ultra-som automatizado, de forma geral,
identifica a inclusão de escória, falta de fusão e falta de penetração como defeitos
planares, porque o critério de aceitação da norma API 1104 (1999) diferencia
somente três categorias: trincas, descontinuidades planares e volumétricas. No caso
do ensaio radiográfico existe maior facilidade na identificação do tipo de
descontinuidades, devido as características da técnica radiográfica, que identifica
com maior facilidade as imperfeições volumétricas do que as descontinuidades
planares.
Quando utilizado o ensaio radiográfico na inspeção do duto como critério de
aceitação, atendendo os requisitos do API 1104 (1999), diferencia a identificação do
tipo de descontinuidade, no caso específico da falta de fusão ou penetração e
inclusão de escória, localizadas no volume da solda, deve ser diferenciada no tipo
de descontinuidades. Essa diferenciação permite considerar descontinuidade
aceitável identificada como inclusão de escória até 50 mm e quando identificada
como falta de fusão com dimensão máxima até 25 mm.
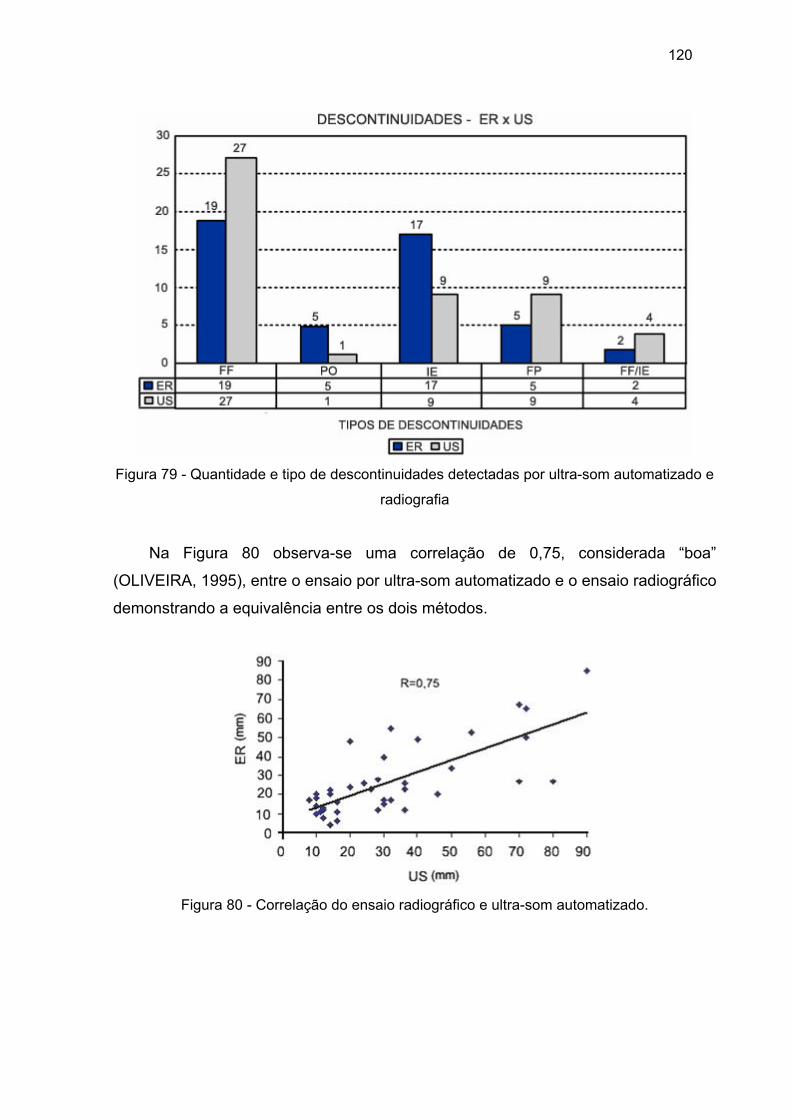
120
Figura 79 - Quantidade e tipo de descontinuidades detectadas por ultra-som automatizado e
radiografia
Na Figura 80 observa-se uma correlação de 0,75, considerada “boa”
(OLIVEIRA, 1995), entre o ensaio por ultra-som automatizado e o ensaio radiográfico
demonstrando a equivalência entre os dois métodos.
Figura 80 - Correlação do ensaio radiográfico e ultra-som automatizado.

121
5.4. ANÁLISE DAS DESCONTINUIDADES COM PARECERES
DIVERGENTES
Existem pareceres divergentes emitidos sobre os resultados apresentados nas
inspeções pelo US-AUT e ER. A Tabela 10 mostra detalhadamente esses conflitos
de pareceres. Uma análise detalhada é feita com o objetivo de correlacionar as
causas com os aspectos práticos das inspeções e as limitações de cada técnica.
Existem 25 descontinuidades que tiveram resultados divergentes, mostrando
que em alguns casos o ultra-som automatizado e o ensaio radiográfico reprovam ou
não detectam, necessitando a análise dos motivos das divergências na detecção
das descontinuidades.
O estudo prático do projeto do Health & Safety Executive (HSE) preparado por
Babcock (2005) mostra também que quando o ensaio de ultra-som pela técnica
pulso-eco é empregado, algumas descontinuidades, tais como: inclusão de escória e
porosidade são de difícil detecção e, portanto podem não ser relatadas. O trabalho
de Babcock (2005) cita que a técnica de inspeção por ultra-som é capaz de detectar
todas as descontinuidades consideradas críticas, como: trincas e falta de fusão,
existentes na amostra da pesquisa. Enquanto que ensaio radiográfico em várias
ocasiões não relata essas descontinuidades.
Babcock (2005) também afirma que a confiabilidade da inspeção pode ser
aumentada com a aplicação do ultra-som automatizado.
A Tabela 11 e a Tabela 12 confirmam os comentários de Babcock (2005)
quando mostram que existem 6 descontinuidades do tipo falta de fusão (FF) que não
foram detectas pelo ensaio radiográfico, entretanto, existem 6 poros que não foram
detectados pelo ultra-som automatizado.

122
Tabela 10 - Comparação dos pareceres divergentes
ULTRA-SOM AUTOMATIZADO ENSAIO RADIOGRÁFICO
N° Junta
N° Desc. Tipo Posição Compr.
(mm) Parecer Tipo Posição Compr. (mm) Parecer
03 1 FF 218 18 A - - - N
03 2 - - - N PO 1100 15 R
03 3 FF 1620 38 R - - - N
08 17 FF 0 66 R - - - N
10 20 - - - N FF/IE 150 65 R
11 21 FF 668 42 R - - N
11 23 - - - N FF 1400 38 R
11 24 FF 1510 12 A - - - N
12 28 FP 657 46 R FF/IE 657 20 A
12 29 FF 2193 26 R FF 2210 23 A
41 32 FP 0 36 R IE 0 26 A
45 34 FF 2230 30 R IE 0 17 A
50 40 - - - N PO 850 15 R
50 41 - - - N PO 950 18 R
53 44 FF 2171 30 R FF/IE 2171 40 A
54 45 - - - N PO 125 12 R
54 46 - - - N PO 250 9 A
54 47 FP 2190 30 R - - - A
55 48 FP 610 32 R IE 614 17 A
55 51 FF/IE 2228 10 A - - - N
59 54 IE 0 14 A IE 0 20 R
68 62 - - - N PO 900 9 A
72 68 FF 2122 36 R FF 2120 23 A
73 69 FF/IE 2156 20 A IE 2100 48 R
77 72 FF 2116 36 R IE 2200 12 A
Legenda: A – Aceitável; R – Rejeitado; N – Não detectado

123
Tabela 11 - Descontinuidades não detectada pela radiografia e detectadas pelo US
N° Junta N° Descontinuidade Tipo - US
Comprimento (mm)
US – AUT Parecer:
03 1 FF 18 A
03 3 FF 38 R
08 17 FF 66 R
11 21 FF 42 R
11 24 FF 12 A
55 51 FF/IE 10 A
Legenda: A – Aceitável; R – Rejeitado; N – Não detectado
Tabela 12 - Descontinuidades não detectada pelo ultra-som e detectada pela radiografia
N° Junta N° Descontinuidade Tipo -ER
Comprimento (mm) Parecer
03 02 PO 15 R
10 20 FF/IE 65 R
11 23 FF 38 R
50 41 PO 15 R
50 43 PO 18 R
54 45 PO 12 R
54 46 PO 9 A
68 62 PO 9 A
Legenda: A – Aceitável; R – Rejeitado; N – Não detectado
A Tabela 13 mostra sete descontinuidades do tipo falta de fusão detectada pelo
ensaio radiográfico, com dimensão subestimada em comparação ao ultra-som
automatizado. Tais fatos podem ser justificados pela maior facilidade do ensaio
radiográfico em identificar as descontinuidades como inclusão de escória, ao
contrário do US-AUT que tem maior facilidade de detectar descontinuidades
planares.

124
A classificação do tipo de descontinuidade definida no critério de aceitação no
ensaio radiográfico como inclusão de escória (IE), acarreta indicativo parecer
satisfatório, pois o critério de aceitação permite que a junta soldada tenha
descontinuidade até 50 mm.
As faltas de penetração identificadas pelo ultra-som foram consideradas como
inclusão de escória pelo ensaio radiográfico, com isso, mais uma vez o critério de
aceitação do API 1104 (1999) para radiografia admite valor maior para inclusão de
escória provocando desvio de pareceres (aceitação da descontinuidade pelo ER e
rejeição pelo US-AUT).
Tabela 13 - Descontinuidades US-AUT – Rejeitada x ER – Aceitável
ULTRA-SOM AUTOMATIZADO. ENSAIO RADIOGRÁFICO
N° Junta
N° Desc. Tipo Comprimento Parecer Tipo Comprimento Parecer
12 28 FP 46 R FF/IE 20 A
12 29 FF 26 R FF 23 A
41 32 FP 36 R IE 26 A
45 34 FF 30 R IE 17 A
53 44 FF 30 R FF/IE 40 A
54 47 FP 30 R - - A
55 48 FP 32 R IE 17 A
72 68 FF 36 R FF 23 A
77 72 FF 36 R IE 12 A
Legenda: A – Aceitável; R – Rejeitado; N – Não detectado
Interessante foi o parecer dos inspetores de radiografia que reprovaram as
juntas 59 e 73 da Tabela 14, quando o critério de aceitação aprova inclusão de
escória menor que 50 mm, porém foi observado pelos inspetores uma largura
excessiva na descontinuidade acarretando a reprovação. Fato que não pode ser
observado pelo ultra-som automatizado.

125
Tabela 14 - Descontinuidades US-AUT – Aceitável x ER - Rejeitada
ULTRA-SOM AUTOMATIZADO ENSAIO RADIOGRÁFICO
N° Junta
N° Desc. Tipo Posição Compr.
(mm) Parecer Tipo Posição Compr. (mm) Parecer
59 54 IE 0 14 A IE 0 20 R
73 69 FF/IE 2156 20 A IE 2100 48 R
Legenda: A – Aceitável; R – Rejeitado; N – Não detectado
Na Figura 81, observa-se a descontinuidade número “6” da junta J4 detectada
pelo ultra-som automatizado e pela radiografia, os dois ensaios emitiram pareceres
satisfatórios (aceitáveis). A imagem da inspeção por ultra-som automatizado,
evidência que a descontinuidade possui altura significativa, mostrada em vermelho,
sendo recomendável que a junta seja reparada para retirada desta descontinuidade.
O sistema automatizado disponibiliza recursos para o dimensionamento da altura da
descontinuidade, fato que contribui significativamente para a confiabilidade da
qualidade da junta soldada. Consta no Apêndice A da norma API-1104 (1999)
parâmetros para a definição de critérios alternativos, os quais definem os limites
permitidos do comprimento e altura da descontinuidade máxima admissível.
Figura 81 – Descontinuidade 6 da junta 4 – US-AUT identifica a existência da altura
A Figura 82 mostra a descontinuidade número “2” da junta 3, que foi detectada
pela radiografia e considerada não aceitável demonstrando que as descontinuidades
volumétricas são detectadas pelo ultra-som com baixa refletividade que neste caso
foi considerada aceitável.

126
Figura 82 - Descontinuidade 2 da junta 3 – detectada pela radiografia
A radiografia e ultra-som automatizado são os ensaios mais comuns utilizados
para inspecionar o volume das soldas. Estes ensaios têm vantagens e desvantagens
quanto à detecção, identificação e ao dimensionamento das descontinuidades. A
radiografia é particularmente adequada para identificar descontinuidades
volumétricas, tais como: trincas, cavidades, inclusão de escória e falta de
penetração.
Quando analisados os defeitos detectados pelo ER e não detectados pelo
US-AUT pode-se observar que são defeitos com características volumétricas (PO ou
IE), e que essa ocorrência está descrita em outros trabalhos comparativos sobre o
uso do ultra-som no lugar do ensaio radiográfico (BABCOCK, 2005).
O ultra-som tem maior capacidade de detecção e dimensionamento de
descontinuidade planares, tais como: trinca, falta de fusão e falta de penetração.
Estes tipos de descontinuidades são críticas para a confiabilidade das juntas
soldadas (BABCOCK, 2005).
A Tabela 15 mostra as sete descontinuidades detectadas pelo ultra-som
automatizado e pela radiografia convencional na junta 11.
Tabela 15 - Relação das descontinuidades detectadas na junta 11
ULTRA-SOM AUTOMATIZADO ENSAIO RADIOGRÁFICO
N° Junta
N° Desc. Tipo Posição Compr.
(mm) Parecer Tipo Posição Compr. (mm) Parecer
11 21 FF 668 42 R _ _ _ N
11 22 IE 1192 16 A IE 1178 16 A
11 23 _ _ _ N FF 1400 38 R
11 24 FF 1510 12 A _ _ _ N
11 25 FF 1570 70 R FF 1575 67 R
11 26 FF 1782 10 A FF 1770 20 A
11 27 FF/IE 2210 50 R FF/IE 2175 34 R
Legenda: A – Aceitável; R – Rejeitado; N – Não detectado

127
A seguir, são apresentadas principais evidências das descontinuidades da junta
11 inspecionadas pela radiografia convencional e ultra-som automatizado, com
objetivo de fundamentar a discussão dos resultados obtidos.
A Figura 83 mostra a identificação da descontinuidade 21 da junta 11 localizada
na raiz da solda, podendo ser observado no A-Scan da técnica ToFD e no C-Scan.
Figura 83 - Descontinuidade 21 da junta 11 na raiz da solda
A Figura 84 mostra a foto da macrografia da descontinuidade 21 da junta 11
que confirma a existência da descontinuidade planar na raiz da solda.
Figura 84 - Fotomacrografia da Descontinuidade 21 da Junta 11 não detectadas pelo ER
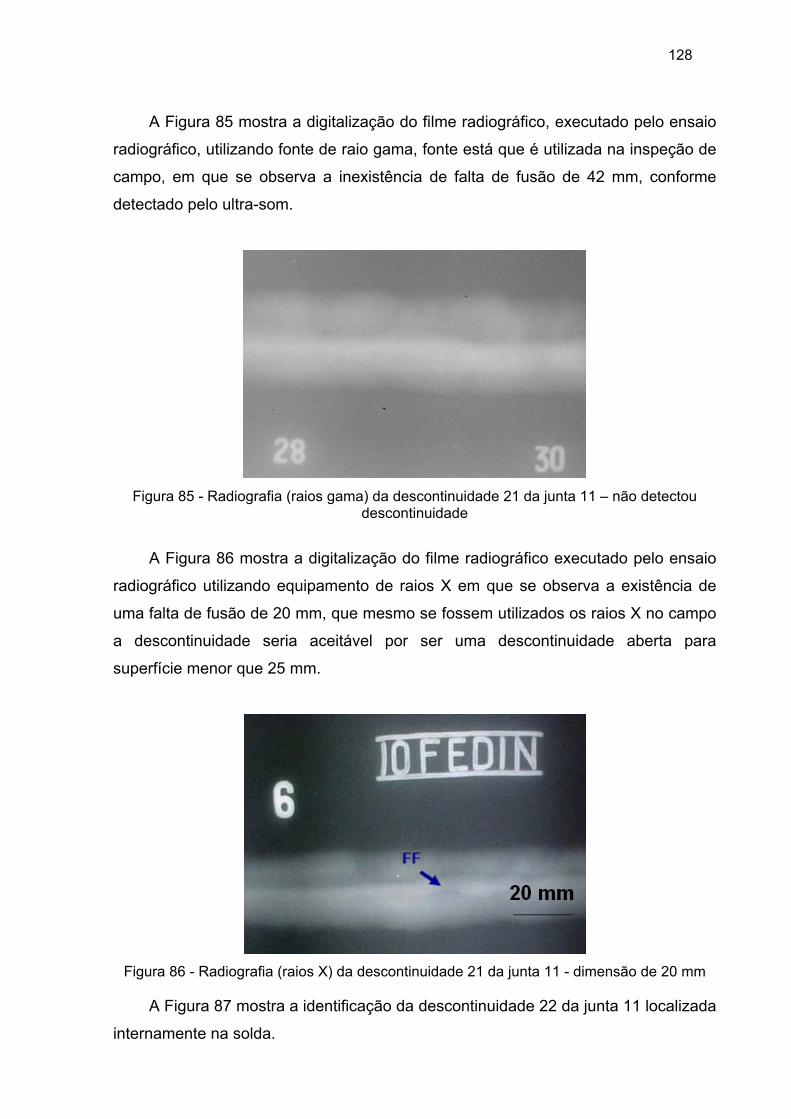
128
A Figura 85 mostra a digitalização do filme radiográfico, executado pelo ensaio
radiográfico, utilizando fonte de raio gama, fonte está que é utilizada na inspeção de
campo, em que se observa a inexistência de falta de fusão de 42 mm, conforme
detectado pelo ultra-som.
Figura 85 - Radiografia (raios gama) da descontinuidade 21 da junta 11 – não detectou
descontinuidade
A Figura 86 mostra a digitalização do filme radiográfico executado pelo ensaio
radiográfico utilizando equipamento de raios X em que se observa a existência de
uma falta de fusão de 20 mm, que mesmo se fossem utilizados os raios X no campo
a descontinuidade seria aceitável por ser uma descontinuidade aberta para
superfície menor que 25 mm.
Figura 86 - Radiografia (raios X) da descontinuidade 21 da junta 11 - dimensão de 20 mm
A Figura 87 mostra a identificação da descontinuidade 22 da junta 11 localizada
internamente na solda.

129
Figura 87 - US-AUT descontinuidade 22 da junta 11 – dimensão de 16 mm – Aceitável
A Figura 88 mostra a digitalização do filme radiográfico executada por raios X,
em que se observa a descontinuidade 22 da junta 11 localizada internamente na
solda.
Figura 88 - Radiografia descontinuidade 22 da junta 11 - dimensão aceitável de 16 mm
A Figura 89 mostra a fotomacrografia da descontinuidade 22 da junta 11
localizada internamente na solda.

130
Figura 89 - Fotomacrografia da descontinuidade 22 da Junta 11
A Figura 90 mostra a fratura da descontinuidade 22 da junta 11 localizada
internamente na solda.
Figura 90 - Fratura da descontinuidade 22 da Junta 11
A Figura 91 mostra a identificação da descontinuidade 23 da junta 11 localizada
na superfície interna do duto (falta de fusão na raiz), com baixa refletividade sendo
considerada aceitável.
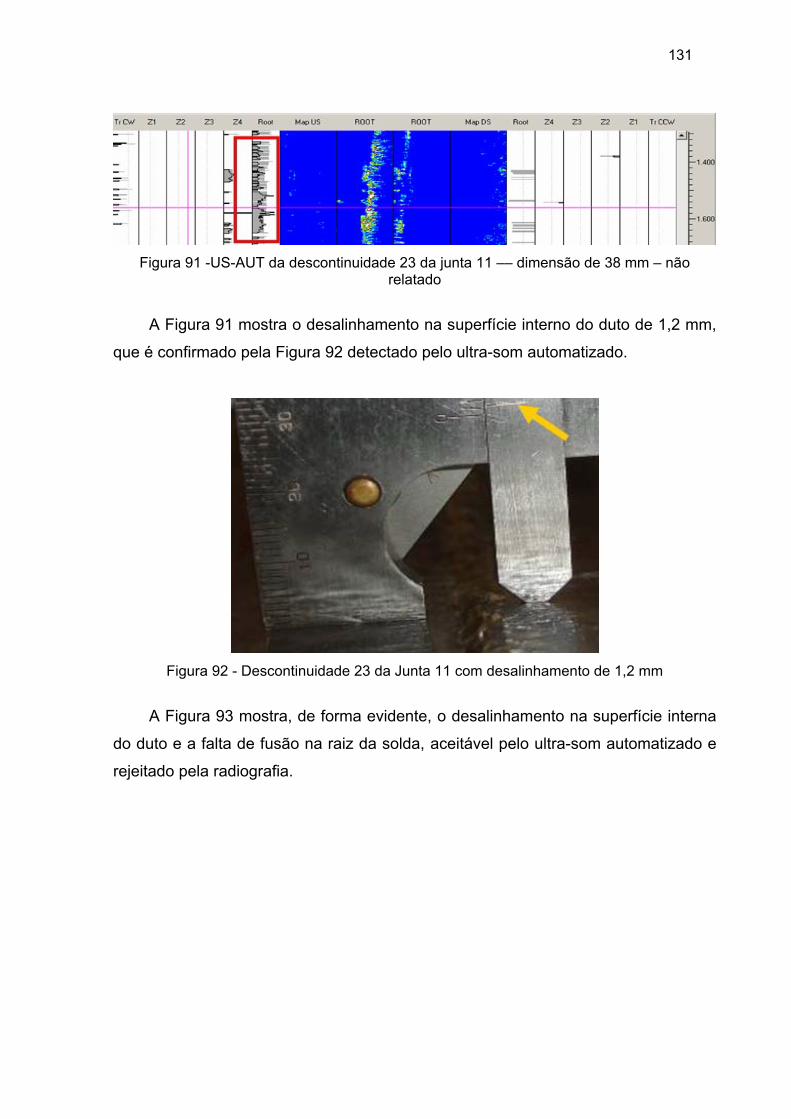
131
Figura 91 -US-AUT da descontinuidade 23 da junta 11 –– dimensão de 38 mm – não
relatado
A Figura 91 mostra o desalinhamento na superfície interno do duto de 1,2 mm,
que é confirmado pela Figura 92 detectado pelo ultra-som automatizado.
Figura 92 - Descontinuidade 23 da Junta 11 com desalinhamento de 1,2 mm
A Figura 93 mostra, de forma evidente, o desalinhamento na superfície interna
do duto e a falta de fusão na raiz da solda, aceitável pelo ultra-som automatizado e
rejeitado pela radiografia.

132
Figura 93 - Descontinuidade 23 da Junta 11 com desalinhamento e falta de fusão
A Figura 94 mostra a imagem da inspeção por US-AUT que detectou a
descontinuidade 24 da junta 11 localizada na superfície interna do duto (falta de
fusão na raiz), com baixa refletividade sendo considerada aceitável.
Figura 94 - US - AUT da descontinuidade 24 da Junta 11 com dimensão do comprimento de 12 mm
É interessante observar a imagem da inspeção por US-AUT na Figura 95, que
mostra a caracterização da descontinuidade 27 da junta 11 que pode ser vista
iniciando na zona da raiz (root), se prolongando até a zona dois (Z2), com altura de
aproximadamente 9 mm e comprimento de 50 mm.
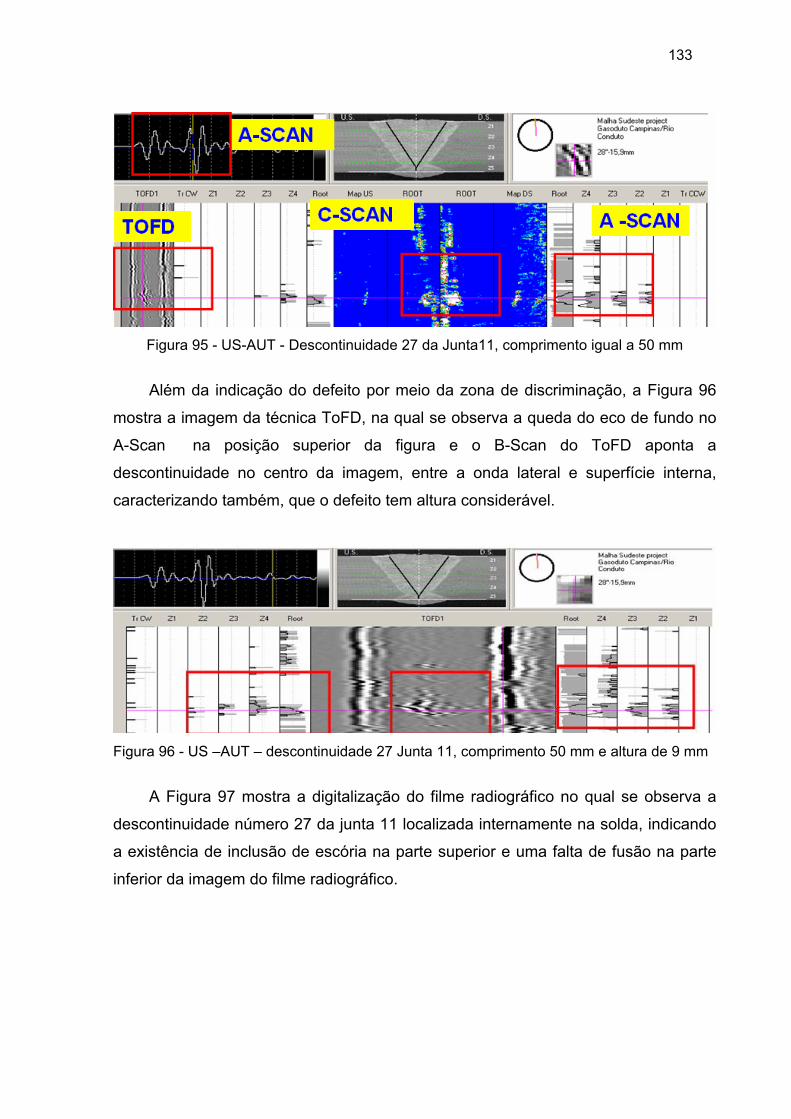
133
Figura 95 - US-AUT - Descontinuidade 27 da Junta11, comprimento igual a 50 mm
Além da indicação do defeito por meio da zona de discriminação, a Figura 96
mostra a imagem da técnica ToFD, na qual se observa a queda do eco de fundo no
A-Scan na posição superior da figura e o B-Scan do ToFD aponta a
descontinuidade no centro da imagem, entre a onda lateral e superfície interna,
caracterizando também, que o defeito tem altura considerável.
Figura 96 - US –AUT – descontinuidade 27 Junta 11, comprimento 50 mm e altura de 9 mm
A Figura 97 mostra a digitalização do filme radiográfico no qual se observa a
descontinuidade número 27 da junta 11 localizada internamente na solda, indicando
a existência de inclusão de escória na parte superior e uma falta de fusão na parte
inferior da imagem do filme radiográfico.
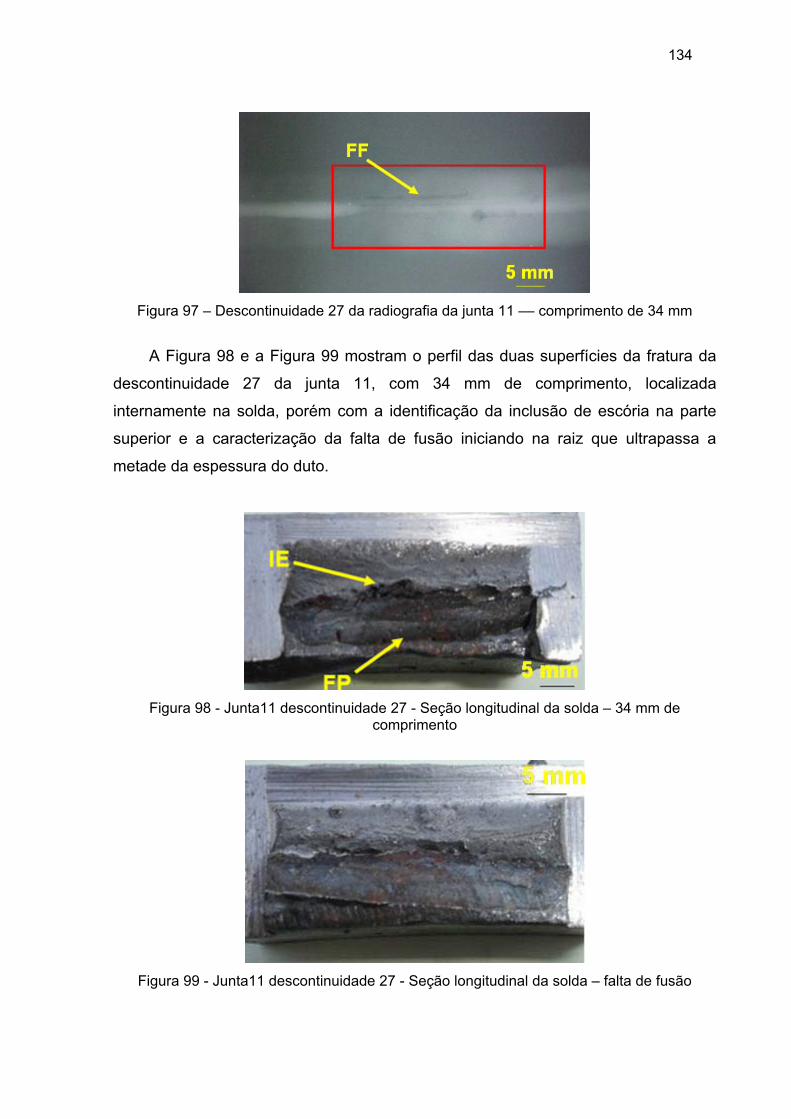
134
Figura 97 – Descontinuidade 27 da radiografia da junta 11 –– comprimento de 34 mm
A Figura 98 e a Figura 99 mostram o perfil das duas superfícies da fratura da
descontinuidade 27 da junta 11, com 34 mm de comprimento, localizada
internamente na solda, porém com a identificação da inclusão de escória na parte
superior e a caracterização da falta de fusão iniciando na raiz que ultrapassa a
metade da espessura do duto.
Figura 98 - Junta11 descontinuidade 27 - Seção longitudinal da solda – 34 mm de
comprimento
Figura 99 - Junta11 descontinuidade 27 - Seção longitudinal da solda – falta de fusão

135
6. CONCLUSÕES
De acordo com os resultados obtidos foi possível concluir que:
A análise dos resultados por juntas soldadas nas técnicas por ultra-som
automatizado e a radiografia convencional, foi obtido 79% de concordância nos
resultados aceitáveis, rejeitados e não encontrados, porém o ultra-som considera
14% a mais de juntas que devem ser reparadas do que a radiografia.
A técnica por ultra-som automatizado apresentou uma maior detectabilidade
para as descontinuidades planares (falta de fusão, falta de penetração), que são
mais críticas para a integridade estrutural do que o ensaio radiográfico convencional.
A técnica de radiografia convencional apresentou maior detectabilidade para as
descontinuidades volumétricas (porosidades e inclusão de escória) do que o ensaio
por ultra-som automatizado.
A inspeção por ultra-som automatizado permite a visualização e o
dimensionamento do comprimento e a altura das descontinuidades, recurso
fundamental para a confiabilidade da integridade estrutural dos dutos da indústria de
petróleo e gás.
Existe a necessidade da inclusão da dimensão da altura das descontinuidades
no critério de aceitação do ensaio por ultra-som automatizado referente a inspeção
de solda circunferencial em dutos da indústria de petróleo e gás.

136
REFERÊNCIAS BIBLIOGRÁFICAS
ALCATRÃO, M.S.; MENEZES, M.S., . Relatório de técnica à obra de construção do
Oleoduto III Friendship Oil Pipeline – Polônia. São Paulo: Petrobras, 2005.
documento interno restrito.
ALEXIEV, A.; MIHOVSKI, M. Human Reliability In Ultrasonic Inspection. In:
ORGANISATION OF THE INSPECTION RELIABILITY STUDIES. In: 15, WCNDT.,
2004, Itália. Roma, 2000.
AMERICAN PETROLEUM INSTITUTE, API 1104: Welding pipeline and realated
facilities. USA, 1999.
AMERICAN SOCIETY FOR TESTING AND MATERIALS, ASTM E 747: Design,
Manufacture and Material Grouping Classification of Wire Image Quality Indicators
(IQI) Used for Radiology. U.S.A., 2004.
______, ASTM E 1065 : Standard guide for evaluating characteristics of ultrasonic
search units. U.S.A, 1999.
______, ASTM E 1961: Mechanized ultrasonic examination of girth welds using
zonal discrimination with focudes search units. United States of America, 1998.
AMERICAN SOCIETY OF MECHANICAL ENGINEERS. ASME V nondestructive examination: ASME boiler and pressure vessel code and international code. New
York, 2005.
ANDREUCCI, R. Radiologia industrial 6 ed. São Paulo: Abende, 2006. 111 p.
http://www.abende.org.br/down2/radiologia_2006.pdf. Acesso em: 25 ago. 2007.
ASM HANDBOOK. Nondestrutive evaluation and quality control 15 ed. U.S.A:
ASM International, 1997. 1608 p. v. 17.

137
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 8050 : Ensaio
não-destrutivo - Ultra-som - Terminologia. Brasil, 2004.
AUSTRALIAN STANDARD. AS 2885.2 :Pipelines - gas and liquid petroleum. 2002.
AUT SOLUCTIONS Ltd, AUT Handbook for pipeline weld inspection, 2001,
BABCOCK, M.; Replacement of radiography by ultrasonic inspection. Health
and Safety Executive: HSE BOOKS, 2005. 119 p. Research report 301.(RR301) (RR
301).
BABY, S.; BALASUBRAMANIAN, T.; PARDIKAR, R.J. Estimation of the height of
surface breaking cracks using ultrasonic timing methods. Insight, v. 44, n. 11, p.
679, 2002.
BARBIAN, O.A. Handbook automated ultrasonic testing systems. 1 ed. Berlim:
DGZfP, 2004. 119 p. (IIW Handbook.).
BERKE, M. Nondestructive material testing with ultrasonic. Germany:
Krautkrämer GmbH, 2000. 41 p.
BETTAYEB, F.; BENBARTAOUI, H.; ROUAROUA , B. The artificial intelligence in service of ultrasonic inspection reliability. In: WCNDT, 15., 2000, Roma.
Germany: NDTnet, 2000.
http://www.ndt.net/article/wcndt00/papers/idn581/idn581.htm. Acesso em: 25 ago.
2006.
BOYNARD, C.; BARROS, P.; QUINTINO, L. Potencial de aplicação da técnica ToFD
(Time of Flight Diffraction) no controle não destrutivo de construção soldada.
Soldagem e Inspeção, n. 1, p. 10, mar. 2004.
BRITISH STANDARD. BS EN 462-1: Non-destructive testing. Image quality of
radiographs. Image quality indicators (wire type). Determination of image quality
value. Londres., 1994.

138
______, BS 7706 : Calibration and setting-up of the ultrasonic tima of flight diffraction
(ToFD) technique for the detection, location and sizing of flaws. England, 1993.
______, BS EN 12668-2: Non-destrutive testing - Characterization and verification of
ultrasonic examination equipment - Part 2: Probes. European, 2001.
BROWNE, B. Time of diffraction it´s limitations - actual and perceived. NDT net, v. 2,
n. 9, 1997.
CAMPINHO, H. S. Ultra-som automatizado na inspeção de soldas em juntas
circunferenciais em dutos. Revista Abende, São Paulo, jan. 2006. 12.
CAMPINHO, H. S.; RABELO, J. M. B.; CARDOSO, M. D.; CAMARGO J. R. Ultra-som automatizado na inspeção de soldas em juntas circunferenciais em dutos
In: XXIV CONAEND, São Paulo, 2006.
CAMPINHO, H. S.; CARNEVAL, R. O.; RICHER, M. R.; CAMARGO, J. R.;
REBELLO, J. M. A. Requisitos internacionais para qualificação de sistemas de inspeção automática de ultra-som para soldagem de dutos In: COTEQ, 2007,
Salvador. Bahia, 2007.
CANADIAN STANDARDS ASSOCIATION. CSA Z662 : Oil and gas pipeline systems.
Canadá, 2003.
CARVALHO, A. A. Confiabilidade de técnicas de ensaios não destrutivos na inspeção de dutos utilizados na indústria do petróleo. Rio de Janeiro, 2006. 272
f. Tese (Doutorado em Ciências em Engenharia Metalúrgica e de Materiais) -
Engenharia Metalúrgica e de Materiais, Universidade Federal do Rio de Janeiro.
CATUNDA, C. E. G; REBELLO, J. M. A.; SILVA, I. C. et al. Desenvolvimento de um veículo de ensaio com rodas magnéticas, XXI CONAEND, Salvador, Bahia,
2002

139
CATUNDA, C. E. G.. Implementação da modelagem elástica para detecção de defeitos por ultra-som em juntas soldadas dissimilares. Rio de Janeiro, 2004.
147 f. Dissertação (Mestrado em Ciências em Engenharia Metalúrgica e de
Materiais) - Engenharia Metalúrgica e de Materiais, Universidade Federal do Rio de
Janeiro.
DIJKSTRA, F. H.; RAAD, J.A.; BOUMA, T. Time of flight diffraction and accetance
criteria: A perfect team. Materials Evaluation. p.395-398, March 1998.
DITCHBURN, R. J.; BURKE, S. K.; SCALA, C. M., NDT of welds: state of the art, NDT & international, v. 29, n 2, 1996. p 111-117.
DET NORSKE VERITAS: DNV-OS-F101 Submarine pipeline systems. Det Norske
Veritas, 2000.
DUBÉ, N.; GINZEL, E.A.;MOLES, M.D.C. Mechanized Ultrasonic Inspection Of Large
Diameter Gas Pipeline Girth Welds. NDTnet, v. 4, n. 2, feb. 1999.
http://www.ndt.net/article/pacndt98/4/4.htm. Acesso em: 25 ago. 2006.
DUBÉ, N. Introduction to phased array ultrasonic technology applications 1 ed.
Canada: R/D Tech Guideline, 2004. 348 p.
DYMKIN, G. Y.; KONSHINA, V. N. Systematic of NDT Reability. In: WCNDT -
WORLD CONFERENCE NON- DESTRUCTIVE TESTING, 10. 2000, Roma.
Germany: NDTnet, 2000.
http://www.ndt.net/article/wcndt00/papers/idn738/idn738.htm. Acesso em: 25 ago.
2006.
ERHARD, A.; EWERT, U. The ToFD method - between radiography and ultrasonic
in weld testing. NDTnet, Germany, v. 4, n. 9, maio 1999. Disponível em:
http://www.ndt.net/article/v04n09/erhard/erhard.htm. Acesso em: 25 ago. 2006.
FINDLAY, N.; ENT, J. V. D. Automated Ultrasonic Rotoscan Weld Inspection. In: APCNDT BRISBANE, 10, 2001, Australia. Germany: NDTnet.
140
Disponível em: <http://www.ndt.net/apcndt2001/papers/630/630.htm> Acesso em:
29 julho 2007.
FUCSOK, F. Experiences and problems of a manual. In: EUROPEAN
CONFERENCE NON-DESTRUCTIVE TESTING, 10, 1998, Copenhagen.
Copenhagen: NDTnet, 1998. http://www.ndt.net/article/ecndt98/weld/190/190.htm.
Acesso em: 25 ago. 2006.
GINZEL, E. A. New ASTM standard for pipeline inspection. NDTnet, Germany , v. 4,
n. 4, p. 4, 1999. http://www.ndt.net/article/v04n04/astm_pi/astm_pi.htm. Acesso em:
25 ago. 2006.
GINZEL, E. A. Mechanised ultrasonic inspections of Girth Welds. NDTnet, Germany,
v. 5, n. 3, p. 8,mar. 2000a. Disponível em:
http://www.ndt.net/article/v05n03//eginzel/eginzel.htm. Acesso em: 21 set. 2006.
GINZEL, E. A. Amplitude sizing and mechanised ultrasonic inspection using linear
scanning. NDTnet, Germany, v. 5, n. 04, p. 12, apr. 2000b.
http://www.ndt.net/article/v05n04/eginzel/eginzel.htm. Acesso em: 11 set. 2006.
GINZEL, E. A. Beam with analysis. NDTnet, Germany, v. 6, n. 9, p. 8, 2001.
http://www.ndt.net/article/v06n09//eginzel/eginzel.htm. Acesso em: 21 set. 2006.
GINZEL, E. A. Automated ultrasonic testing for pipeline girth welds. Canada:
Olympus NDT, 2006. 366 p. (Advanced Pratical NDT).
GINZEL, E. A.; BOER, P.; HOFF, M. Application of mechanized ultrasonic inspection
to manually welded pipeline girth. NDTnet, Germany,v. 2, n. 5, may 1997.
http://www.ndt.net/article/wsho0597/ginzel3/ginzel3.htm. Acesso em: 25 ago. 2006.
GINZEL, E. A.; GINZEL, R, A.; HOFF, M.; GROSS, B. ; MANUEL, P. Developments
in ultrasonic for total inspection of pipeline girth welds. In:Symposium on Pipeline
Research, 8., Houston, Texas, August 1996.

141
GINZEL, E, A; GINZEL, R, A. ; HOFF, M. ; GROSS, B. ; MANUEL, P. Further
developments in ultrasonic inspection of pipeline girth welds. NDTnet, Germany, v.
11, n. 06, p. 21, 1996. http://www.ndt.net/article/ginz_pl/ginz_pl.htm. Acesso em: 16
out. 2006.
GOLIS, M.J. ASNT level III study guide ultrasonic method. 3 ed. United States of
America: ASNT, 2001. 111 p. (ASNT Level 3 Study Guide).
GÓMES, F.R., “Introduccion a los Métodos de Ensayos no Destructivos de Control de la Calidad de los Materiales", 3 ed., Madrid, Instituto Nacional de
Técnica Aeroespacial. 1982.
GRANILLO, J.; MOLES, M.; MOREIRA, F. Ultra-som phased array Revista Abende, São Paulo, n. 8, p. 10 -15, maio 2006.
GROSS, B.; CONNELLY, T. S.; DIJK, H. V.; GILROY-SCOTT, A. Flaw Sizing Using Mechanized Ultrasonic Inspection On Pipeline Girth Welds. Germany: NDTnet, v. 6, n. 7, 2001.Disponível em:
<http://www.ndt.net/article/v06n07/connelly/connelly.htm> Acesso em: 25 ago. 2006.
GUO-HUA, C. The Advancement of NDT Technology and its Application in the
Safety Assessment of Pressure Vessels. In: APCNDT, 10 0 , 2001, Bristane.
HECHT, A. Time of Fight Diffraction techinique (ToFD) an ultrasonic testing method
for all applications?.NDT.net, Germany, v. 2, n. 9, 1997,
http://www.ndt.net/article/tofd/hecht/hecht.htm. 16 out. 2006.
HECKHÄUSER, H.; SCHULZ, S. Advanced Technology in Automatic Ultrasonic
Weld Inspection of Pipeline Girth Welds. Germany: NDTnet , v. 1, n. 11, 1996.
Disponível em: <http://www.ndt.net/article/schulz/schulz.htm> Acesso em: 11 set.
2006.
HOPPENBROUWERS, M.B. Advanced ultrasonic methods for in service condition assessment of industrial process installations. NDTnet, v. 5, n. 3,

142
2000 http://www.ndt.net/article/v05n03/hoppenb/hoppenb.htm. Acesso em: 29 julho
2007.
INTERNACIONAL STANDARD ORGANIZATION: ISO 9712 Non-desstructive testing
– Qualification and certification of personnel, 2005.
______ISO 13847 Petroleum and natural gas industries - Pipeline transportations
systems, 2000.
______ISO 17024 Conformity assessment – General requiments for bodies
operating certification of personnel, 2003.
JACQUES, F.; MOREAU, F.; GINZEL, E. Ultrasonic backscatter sizing using phased
array developments in tip diffraction sizing. Insight - Non-destructive Testing and
Condition Monitoring, v. 45, n. 11, novembro 2003.
JINHONG, L.; JIANYING, D.; ZAIQI, Z. Quality assurance for non-destructive
testing. In: WCNDT, 15, 2000, Roma. Anais. Itália: NDTnet, 2000.
KRAUTKRÄMER, J.; KRAUTKRÄMER, H. Ultrasonic testing of materials 4 ed.
New York: Springer-Verlag, 1990. 677 p.
LAMY, C. A. Um estudo sobre o dimensionamento de descontinuidades superficiais pela técnica do tempo de percurso. Rio de Janeiro, 1990. Tese
(Engenharia Mecânica) - COPPE/UFRJ, Universidade Federal do Rio de Janeiro .
LINCOLN ELETRIC COMPANY. Surface Tension Transfer –STT®. U.S.A, 2003,
documento NX-2.20 4/03. 5f.
MOLES, M.; LABBÉ, S. Defect sising in pipeline welds-what can we really achieve:
In: Proceedings of ASME PVP Conference, 2004, San Diego, California. 9p.
MOLES, M.; DUBÉ, N.; GINZEL, E. A. Pipeline Girth Weld Inspections Using Ultrasonic Phased Arrays. In: WCNDT, 15, 2000, Roma. Anais. Roma: NDTnet,

143
2000. p. 11.
http://www.ndt.net/article/wcndt2004/pdf/petrochemical_industry/85_moles.pdf.
Acesso em: 25 ago. 2006.
MORÉ, J. D. Aplicação da lógica Fuzzy para avaliação da confiabilidade humana nos ensaios não-destrutivos tipo ultra-som. Rio de Janeiro, 2004. Tese
(Engenharia Metalúrgica e de Materiais) - COPPE/UFRJ, Universidade Federal do
Rio de Janeiro.
MORENO, R. M. Automatic Ultrasonic Systems - Nuclear and Conventional Applications. In: ECNDT - EUROPEAN CONFERENCE NONDESTRUCTIVE
TESTING, 8, Barcelona. Germany: NDTnet, 2002.
http://www.ndt.net/article/ecndt02/370/370.htm. Acesso em: 29 julho 2007.
MORGAN, L. The Performance Of Automated Ultrasonic Testing (AUT) Of Mechanised Pipeline Girth Welds, March 2003 Vol. 8. N3. ECNDT, Barcelona,
June 2002.
NEPOMUCENO, L. X. Tecnologia ultra-sônica. São Paulo: Edgard Blücher , 1980.
300 p.
OLIVEIRA, S. T. Ferramentas para o aprimoramento da qualidade. São Paulo:
Pioneira, 1995. 115 p. (Qualidade Brasil, n. 3.) v. 3.
OLYMPUS®, Technical notes. Pág. 41 - 48. catálogo 2006.
PETROBRAS, N 464, Construção, montagem e condicionamento de duto terrestre,
julho 2004.
______ N 1595, Ensaio não-destrutivo - radiografia, 2004.
______ Critério de aceitação em juntas preparadas para soldagem e soldadas,
2005.

144
RICHTER, M.R; QUADRADO, F.E. END Na Construção do Gasoduto Bolívia - Brasil (GASBOL). In: CONFERÊNCIA SOBRE TECNOLOGIA DE
EQUIPAMENTOS, 17, 1998, Congresso Nacional de Ensaios Não Destrutivos. São
Paulo: ABENDE, 1998. p. 29-40.
RICHTER, M. R.; CAMPINHO, H. S.; DUARTE, J. A. Aplicação prática de ultra-som computadorizado na inspeção de vasos de pressão, baseado no “code case” 2235. In: COTEQ,Florianópolis, 2003.
RTD, UT- 05521 Ultrasonic examination procedure, 2005.
ROSA FILHO, J.C. Modelagem sísmicas de ondas elásticas e migração reversa no tempo em meios transversalmente isotrópicos. Rio de Janeiro, 2002. Tese
(Engenharia Civil) - Universidade Federal do Rio de Janeiro, COPPE/UFRJ.
SANTIN, J. L. Ultra-som técnica e aplicação 2 ed. Curitiba: Pró end, 2003. 276 p.
SCI–ARCTEST, UT-21-006 PIPESYS Procedimento de ensaio não destrutivo por
ultra-som automatizado, com registro gráfico – sistema “PIPESYSCAN”, 2006.
SILK, M. G.; LIDINGTON, B.H. Defect sizing using an ultrasonic time delay approach. British Journal of NDT, British, p. 33-36, março 1975
SILVA, I. C. Avaliação da técnica ultra-sônica do tempo de percurso da onda difratada no dimensionamento de descontinuidades. Rio de Janeiro, 1999. 56 f.
Tese (mestrado em Ciências em Engenharia Metalúrgica e de Materiais) -
Engenharia Metalúrgica e de Materiais, Universidade Federal do Rio de Janeiro.
SILVA, R. H. G. Soldagem MIG/MAG em Transferência Metálica por Curto Circuito com Controle de Corrente Florianópolis, 2005. 106 f. Dissertação
(Mestrado em Engenharia) - Instituto de Mecânica, Universidade Federal de Santa
Catarina.

145
SILVA, S. G.; SILVA, I. C.; REBELLO, J. M. A. Avaliação do erro entre a técnica do tempo de percurso da onda difratada - ToFD (Time-Of-Flight Difraction) e as técnicas convencionais na inspeção de cordões de aços. In: 6ª CONFERENCIA
SOBRE TECNOLOGIA DE EQUIPAMENTOS, 6, 2002, Salvador, 2002. p. 8.
http://www.aaende.org.ar/sitio/biblioteca/material/PDF/COTE013.PDF. Acesso em:
05 out. 2006.
SILK, M. G.; LIDINGTON, B. H. Defect sizing using na ultrasonic time delay approach . British Journal of NDT. N2. pp 33-66, March, 1975.
SIMON, C. Técnicas de processamento digital de sinais aplicadas a ensaios não destrutivos por ultra-som. São Paulo, 1993. 99 f. Dissertação (Mestrado em
Engenharia) - Escola Politécnica, Universidade de São Paulo.
STEPHENS, H. M. NDE Reliability - Human Factors - Basic Considerations. In:
WCNDT, 15., 2000, Roma. Anais. Espanha: NDTnet, 2006. p. 9.
http://www.ndt.net/article/wcndt00/papers/idn736/idn736.htm. Acesso em: 11 set
2007.
VERKOOIJEN, J. The need for reliable NDT measurements in plant management
systems. In: ECNT - EUROPEAN CONFERENCE NONDESTRUCTIVE TESTING,
10., 1998, Germany: NDTnet, 1998.
http://www.ndt.net/article/ecndt98/chemical/121/121.htm. Acesso em: 29 julho 2007
WASHER, G. Nondestructive evaluation for highway bridges in the United States In:
NONDESTRUCTIVE TESTING IN CIVIL ENGINEERING, 2003.
WELDING ENGINEER, 2007. www.weldingengineer.com. Acesso em: 29 julho 2007.
ZAPATA, H. Tecnologia en la soldadura de tuberia: Ventajas de processo “STT” pra
el pase de raiz Congresso Internacional de ductus, Puebla, novembro 2003.

146
APÊNDICE A – Resultados ER x US – AUT ULTRA-SOM AUTOMATIZADO ENSAIO RADIOGRÁFICO
N° Junta
N° Descontinuidade Descontinuidade Posição Comprimento Aceitação Descontinuidade Posição Comprimento Aceitação
3 1 FF 218 18 A N 3 2 PO 1050 30 R PO 1100 15 R 3 3 FF 1620 38 R N 3 4 IE 2058 12 A IE 2100 8 A 3 5 FP 2184 16 A FP 2200 6 A 4 6 FF 1156 26 A FF 1156 23 A 4 7 FF 1242 590 R FF 1275 540 R 4 8 IE 2070 10 A IE 2050 10 A 5 9 FF 1361 379 R FP 1450 350 R 5 10 FF 2190 28 A FF 2150 28 R 6 11 FP 580 20 A FP 550 24 A 6 12 FP 1475 10 A FP 1475 10 A 6 13 FF 2235 10 A FF 2225 18 A 7 14 A MR 800 150 A 7 15 A IE 1150 16 A 8 16 FF 2180 56 A FF/IE 2180 53 R 8 17 FF 0 66 R N 9 18 FF 160 72 R FF 170 65 R
10 19 FF 605 70 R FF 605 27 R 10 20 N FF/IE 150 65 R 11 21 FF 668 42 R N 11 22 1192 16 A IE 1178 16 A 11 23 N FF 1400 38 R 11 24 FF 1510 12 A N 11 25 FF 1570 70 R FF 1575 67 R 11 26 FF 1782 10 A FF 1770 20 A
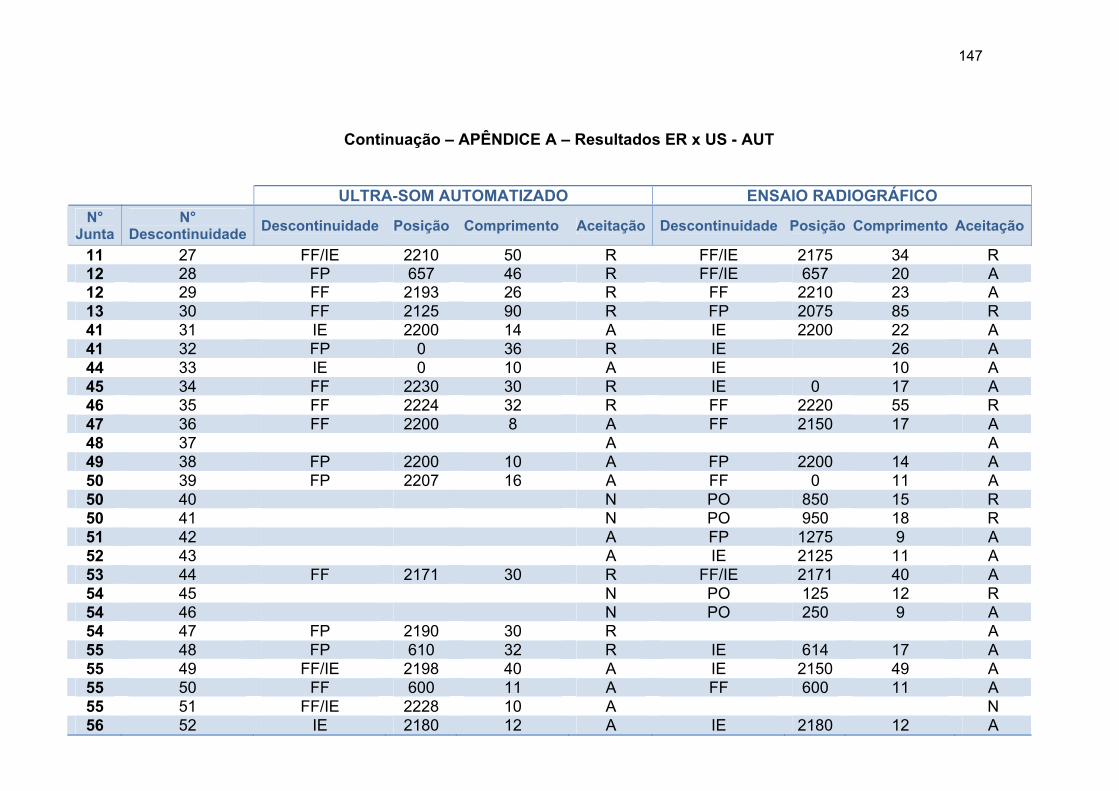
147
Continuação – APÊNDICE A – Resultados ER x US - AUT
ULTRA-SOM AUTOMATIZADO ENSAIO RADIOGRÁFICO N°
Junta N°
Descontinuidade Descontinuidade Posição Comprimento Aceitação Descontinuidade Posição Comprimento Aceitação
11 27 FF/IE 2210 50 R FF/IE 2175 34 R 12 28 FP 657 46 R FF/IE 657 20 A 12 29 FF 2193 26 R FF 2210 23 A 13 30 FF 2125 90 R FP 2075 85 R 41 31 IE 2200 14 A IE 2200 22 A 41 32 FP 0 36 R IE 26 A 44 33 IE 0 10 A IE 10 A 45 34 FF 2230 30 R IE 0 17 A 46 35 FF 2224 32 R FF 2220 55 R 47 36 FF 2200 8 A FF 2150 17 A 48 37 A A 49 38 FP 2200 10 A FP 2200 14 A 50 39 FP 2207 16 A FF 0 11 A 50 40 N PO 850 15 R 50 41 N PO 950 18 R 51 42 A FP 1275 9 A 52 43 A IE 2125 11 A 53 44 FF 2171 30 R FF/IE 2171 40 A 54 45 N PO 125 12 R 54 46 N PO 250 9 A 54 47 FP 2190 30 R A 55 48 FP 610 32 R IE 614 17 A 55 49 FF/IE 2198 40 A IE 2150 49 A 55 50 FF 600 11 A FF 600 11 A 55 51 FF/IE 2228 10 A N 56 52 IE 2180 12 A IE 2180 12 A
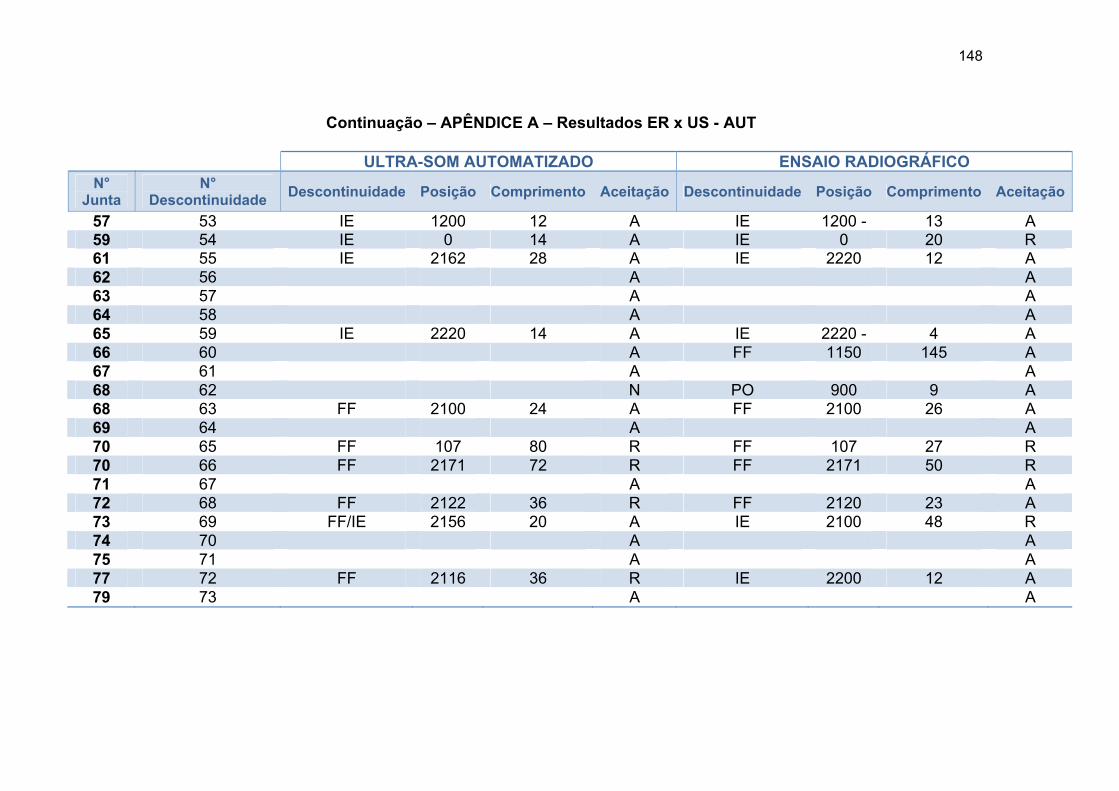
148
Continuação – APÊNDICE A – Resultados ER x US - AUT
ULTRA-SOM AUTOMATIZADO ENSAIO RADIOGRÁFICO N°
Junta N°
Descontinuidade Descontinuidade Posição Comprimento Aceitação Descontinuidade Posição Comprimento Aceitação
57 53 IE 1200 12 A IE 1200 - 13 A 59 54 IE 0 14 A IE 0 20 R 61 55 IE 2162 28 A IE 2220 12 A 62 56 A A 63 57 A A 64 58 A A 65 59 IE 2220 14 A IE 2220 - 4 A 66 60 A FF 1150 145 A 67 61 A A 68 62 N PO 900 9 A 68 63 FF 2100 24 A FF 2100 26 A 69 64 A A 70 65 FF 107 80 R FF 107 27 R 70 66 FF 2171 72 R FF 2171 50 R 71 67 A A 72 68 FF 2122 36 R FF 2120 23 A 73 69 FF/IE 2156 20 A IE 2100 48 R 74 70 A A 75 71 A A 77 72 FF 2116 36 R IE 2200 12 A 79 73 A A

149
APÊNDICE B - CRITÉRIO DE REGISTRO E ACEITAÇÃO DE DESCONTINUIDADES
As descontinuidades encontradas pela inspeção visual em juntas preparadas
para soldagem e soldadas, devem ser avaliadas conforme critério da norma API
1104, que está descrito abaixo:
Critério de aceitação em juntas preparadas para soldagem e soldadas (Petrobras, 2005)
DESCONTINUIDADES EXTENSÃO VALORES DE LIMITES
ACEITÁVEIS
Abertura de aço Qualquer Inaceitável (2)
Concavidade (3)
a) A espessura resultante na
região menor que a do
material de base mais fino
adjacente, em qualquer
comprimento.
b) Para espessuras
resultantes menores que a do
material de base adjacente,
utilizar os critérios de
perfuração (Burn-Through)
Inaceitável
Deposição insuficiente Qualquer Inaceitável
Desalinhamento Não aplicável
≤ 3 mm (1/8”) p/ tubos com
a mesma espessura
nominal de parede.
Desalinhamentos maiores
causados por variações
dimensionais devem ser
igualmente distribuídos em
torno da circunferência do
tubo.

150
DESCONTINUIDADES EXTENSÃO VALORES DE LIMITES
ACEITÁVEIS
a) Comprimento de indicação
individual > 25 mm (1”)
Inaceitável
b) Comprimento acumulado
das indicações em quaisquer
300mm (12”) de solda
contínua
< 25 mm (1”)
Falta de fusão (3)
c) Comprimento acumulado
das indicações exceder a 8%
do comprimento da solda em
qualquer solda menor que 300
mm (12”)
Inaceitável
Falta de penetração
devido ao
desalinhamento
Comprimento acumulado das
indicações exceder 75 mm (3”)
de comprimento em qualquer
solda menor que 300 mm (12”)
< 50 mm (2”)
a) Comprimento de indicação
individual > 25 mm (1”)
Inaceitável
b) Comprimento acumulado
das indicações em quaisquer
300 mm (12”) de solda
contínua
< 25 mm (1”)
Falta de penetração (3)
c) Comprimento acumulado
das indicações exceder a 8%
do comprimento da solda em
qualquer solda menor que 300
mm (12”)
Inaceitável

151
DESCONTINUIDADES EXTENSÃO VALORES DE LIMITES
ACEITÁVEIS
a) Profundidade > 0,8 mm
(1/32”) ou 12,5% da
espessura de parede do tubo,
o que for menor
Inaceitável
b) Profundidade > 0,4 mm
(1/64”) ou 6% - 12,5% da
espessura de parede do tubo,
o que for menor
50 mm (2”) em um
comprimento contínuo de
300 mm (12”) de solda ou
um sexto (1/6) do
comprimento de solda, o
que for menor
Mordedura e mordedura
na raiz
c) Profundidade < 0,4 mm
(1/64”) ou 6% da espessura
de parede do tubo, o que for
menor
Aceitável, independente do
comprimento
Reforço excessivo Qualquer ≤ 1,6 mm (1/16”)
Largura do cordão Qualquer
Aproximadamente 3 mm
(1/8”) mais largo que a
largura original do chanfro.
Perfuração / Cratera
(Burn-Through) (3)
1 - Diâmetro externo do tubo
≥ 60,3 mm (2,375”)
a) A maior dimensão da
perfuração exceda a 6 mm
(1/4”), e a espessura
resultante no local, é menor do
que a do material de base
mais fino adjacente
b) A maior dimensão da
perfuração exceda a menor
das espessuras de parede.
Inaceitável
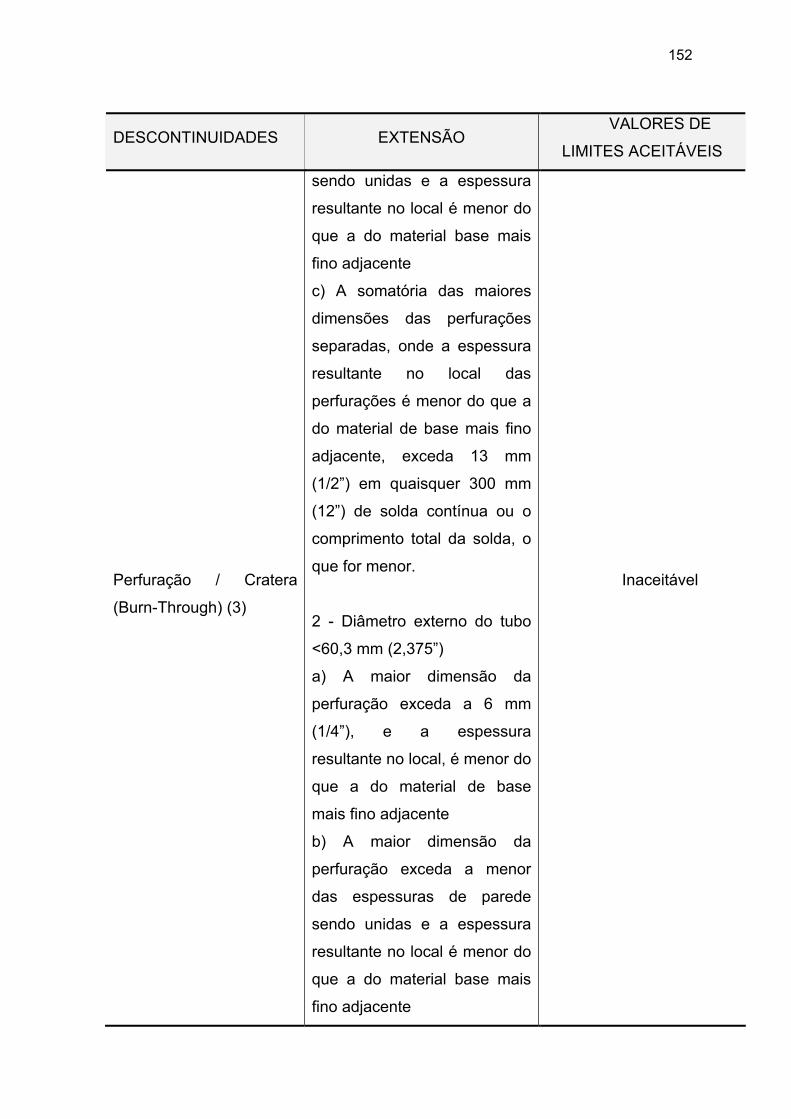
152
DESCONTINUIDADES EXTENSÃO VALORES DE
LIMITES ACEITÁVEIS
Perfuração / Cratera
(Burn-Through) (3)
sendo unidas e a espessura
resultante no local é menor do
que a do material base mais
fino adjacente
c) A somatória das maiores
dimensões das perfurações
separadas, onde a espessura
resultante no local das
perfurações é menor do que a
do material de base mais fino
adjacente, exceda 13 mm
(1/2”) em quaisquer 300 mm
(12”) de solda contínua ou o
comprimento total da solda, o
que for menor.
2 - Diâmetro externo do tubo
<60,3 mm (2,375”)
a) A maior dimensão da
perfuração exceda a 6 mm
(1/4”), e a espessura
resultante no local, é menor do
que a do material de base
mais fino adjacente
b) A maior dimensão da
perfuração exceda a menor
das espessuras de parede
sendo unidas e a espessura
resultante no local é menor do
que a do material base mais
fino adjacente
Inaceitável

153
DESCONTINUIDADES EXTENSÃO VALORES DE LIMITES
ACEITÁVEIS
Perfuração / Cratera
(Burn-Through) (3)
c) Mais do que uma
perfuração de qualquer
dimensão esteja presente e a
espessura no local de mais de
uma perfuração seja menor do
que a espessura do material
mais fino adjacente
Inaceitável
Poro Superficial (3)
a) poro individual ≥ 3 mm
(1/8”)
b) o diâmetro de um grupo
exceder a 13 mm (1/2”)
c) o comprimento acumulado
de um grupo em quaisquer
300 mm (12”) de solda
contínua exceder 13 mm (12”)
d) um poro individual dentro
de um grupo exceder 2 mm
(1/16”)
Inaceitável
Trincas Qualquer Inaceitável
Sobreposição Qualquer Inaceitável
Respingos Qualquer Inaceitável
NOTAS: (1) Abertura de raiz, altura da face da raiz, ângulo do bisel, ângulo do chanfro e
profundidade de preparação devem estar de acordo com procedimento de soldagem
aplicável.
(2) As Aberturas de Arco devem ser removidas por esmerilhamento e sua
remoção verificada por ataque com uma solução de persulfato de amônia a 20% e
ensaio complementar com Líquido Penetrante. A espessura remanescente de
parede, após a remoção da Abertura de Arco, não deve ser menor que a mínima
estabelecida pela especificação do material ou projeto.
(3) O critério mencionado acima é derivado do critério de Ensaio Radiográfico.

154
APÊNDICE C – CRITÉRIO DE ACEITAÇÃO API 1104

155
APÊNDICE D – EXEMPLO TÍPICO DE BLOCO DE REFERÊNCIA

156
CONTINUAÇÃO - APÊNDICE D – EXEMPLO TÍPICO DE BLOCO DE REFERÊNCIA

157
CONTINUAÇÃO - APÊNDICE D – EXEMPLO TÍPICO DE BLOCO DE REFERÊNCIA

158
CONTINUAÇÃO - APÊNDICE D – EXEMPLO TÍPICO DE BLOCO DE REFERÊNCIA

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo


















