Proposta Para ImplementaÇÃo de Sistema Sms IndÚstria Metal-mecÂnica

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO “Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis”
Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
Aplicação do Método DMAIC numa Indústria
Metal Mecânica em Santo Antônio de Jesus –
Bahia
Jhaidan Ribeiro Cruz (UFRB)
Gilmar Emanoel Silva de Oliveira (UFRB)
Na história atual, as organizações estão renovando suas estratégias
para se manterem ativas. Muitas organizações bem-sucedidas estão
oferecendo, estrategicamente, produtos e serviços cada vez melhores em
preço, entrega, desempenho e qualidade, o que, consequentemente,
satisfaz o cliente e aumenta o lucro. Estas organizações possuem
métodos padronizados e ferramentas projetadas, baseadas em melhorias
contínuas. A pesquisa teve como finalidade analisar a aplicação do
DMAIC, como método estruturado da metodologia Lean Seis Sigma,
para melhoria de processos de uma indústria do setor metal mecânico
em Santo Antônio de Jesus - BA. Para isso foi um realizado um projeto,
com foco na resolução de um problema, seguindo as etapas do método
e aplicando ferramentas na investigação do problema e na proposição
de melhorias. Foi identificado, bem como medido e estratificado, um
elevado tempo gasto pelos profissionais em atividades que não agregam
valor para o cliente. Dentre estas, as atividades de setup de máquinas,
transporte de materiais e busca de ferramentas apresentaram maiores
tempos. Para a melhoria e controle deste valor, foi proposto um plano
de ação com atividades focadas no tratamento de causas raíz, com uma
meta de reduzir o tempo de valor não agregado em 35%. Concluiu-se
que o método DMAIC se apresenta como uma estrutura eficaz na
melhoria contínua de processos da referida indústria.
Palavras-chave: DMAIC, Melhoria Contínua, Lean Seis Sigma, Metal
Mecânica.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
1
1. Introdução No mercado competitivo de hoje, as organizações estão reformulando suas estratégias para
sustentar suas vendas e lucros. Para muitas organizações bem-sucedidas, suas novas estratégias
estão oferecendo produtos e serviços que o cliente reconhece como superiores em preços,
entrega, desempenho e qualidade (ROTANDARO et al.; 2011).
As organizações de sucesso possuem métodos padronizados e ferramentas projetadas para
melhorar suas saídas e explorar oportunidades que resultarão em ganhos financeiros tangíveis.
Elas têm iniciativas baseadas em melhorias repetitivas. A concorrência entre os mercados e o
intenso desenvolvimento tecnológico, tem feito com que as organizações deem maior atenção
aos seus sistemas produtivos, buscando oferecer aos seus consumidores, produtos e serviços
inovadores e de grande qualidade (CORRÊA; CORRÊA, 2014; GAITHER; FRAZIER, 2001).
A melhoria contínua (MC) é um esforço focado na inovação incremental e contínua que
impacta, cumulativamente, de maneira positiva os objetivos de uma organização em todos os
seus níveis. É um conceito, utilizado por diversas empresas, que busca resultados cada vez mais
eficientes, em processos, produtos ou serviços. O maior propósito da MC é concretizar todos
os objetivos definidos por uma organização, de maneira sistemática, consistente e gradual
(CAFFYN, GRANTHAM, 2003; DIAS et al., 2019).
Perante a este cenário, esta pesquisa se amparou na importância da MC em empresas, as quais
necessitam manterem-se alinhadas com as tecnologias tendentes, evitando possíveis impactos
negativos sobre as partes interessadas. A contribuição do estudo buscou atender a questão:
diante da realidade do segmento da metal mecânica (MM) no município de Santo Antônio de
Jesus, na Bahia, como o método DMAIC pode ser aplicado de forma a contribuir com a
implementação da MC de processos numa indústria do segmento, a fim de promover a redução
dos custos de operação e consequentemente, melhorar a produtividade?
O objetivo foi analisar a aplicação do DMAIC como método estruturado da metodologia Lean
Seis Sigma, na melhoria de processos de uma indústria MM. Para isto, buscou-se:
Definir o escopo de um projeto de melhoria, a partir da identificação de um processo
gerador de problema na produção da empresa;
Levantar dados e analisá-los quantitativamente, para identificar e priorizar causas
potenciais (CP) do problema;
Identificar causas raiz (CR) do problema, comprovando-a com fatos e dados;
Elaborar um plano de ação (PA) para resolução do problema;

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
2
Elaborar um plano para monitoramento de resultados após implementação das
melhorias.
2. Fundamentação teórica
O Lean Manufacturing (LM) é uma metodologia focada na eliminação de desperdícios num
sistema produtivo. Ele busca a MC dos processos, a eficiência no uso dos recursos e a satisfação
do cliente, contribuindo dessa forma para a redução dos custos de operação e para a qualidade
do produto (WERKEMA, 2011; WALTER; PALADINI, 2019).
O Seis Sigma (SS) é uma estratégia gerencial que objetiva a redução da variabilidade dos
processos através do uso de ferramentas estatísticas, visando o que é crítico, pelo ponto de vista
do cliente. O SS ajuda na tomada de decisões com informações altamente quantitativas, geradas
por um método estruturado de análise, o que resulta em drásticos aumentos de lucratividade nas
empresas (ROTANDARO et al.; 2011; WERKEMA, 2011; WALTER; PALADINI, 2019).
O Lean Seis Sigma (LSS) é a metodologia resultante da integração entre o LM e o SS, por meio
da incorporação dos pontos fortes de cada. Trata-se de uma estratégia mais abrangente,
poderosa e eficaz do que cada uma das metodologias individualmente e adequada para a solução
de todos os tipos de problemas relacionados à melhoria de processos e produtos. O LM e o SS
são diferentes abordagens de melhoria, porém são compatíveis e complementares na integração
LSS, pois ambas enfatizam o cliente, a visão orientada a processos e contribuem com a redução
de custos (SALAH; RAHIM; CARRETERO, 2010; WERKEMA, 2011; WALTER;
PALADINI, 2019).
Os projetos LSS são esforços temporários, para melhoria de processos específicos, que,
realizados cíclica e continuamente, integram o programa LSS numa empresa. Salah, Rahim e
Carretero (2010) recomendam seguir o método DMAIC na realização de projetos LSS.
Alexander, Antony e Rodgers (2019) afirmam que a estrutura DMAIC é usada na integração
LSS para a solução de problemas. O método DMAIC é uma sequência de etapas para alcance
de metas. A linha de raciocínio da sequência permite uma análise técnica e precisa de todo o
problema. A base de um projeto LSS é o uso das fases do DMAIC: Define (Definir), Measure
(Medir), Analyse (Analisar), Improve (Melhorar) e Control (Controlar) (FRAGA, 2019;
FERNANDES, 2008).
Segundo Werkema (2011), o valor de um produto, isto é, aquilo que o cliente valoriza, é um
dos princípios do LM. Na perspectiva do LM, as atividades de uma empresa podem agregar

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
3
valor ou não. As atividades que agregam valor são as que transformam e acrescentam
características e vantagens ao produto ou serviço que o cliente deseja. As atividades que não
agregam valor são classificadas em atividades incidentais e desperdícios. As atividades
incidentais consomem recursos, não contribuem diretamente para o produto ou serviço, mas
são altamente necessárias. Os desperdícios são atividades que consomem recursos, tempo e
espaço, mas não contribuem diretamente para produzir o que o cliente deseja (GONÇALVES
2018).
Uma das principais ferramentas usadas para colocar em prática os princípios do LM é o 5S.
Trata-se de um programa para organizar melhor o ambiente, a fim de atingir o fluxo regular e
suave de trabalho padronizado e produtivo. São cinco termos em japonês relacionados, que
descrevem práticas para a gestão do ambiente de trabalho: Seiri – separar os itens necessários
e eliminar os desnecessários; Seiton – organizar um lugar para cada coisa e cada coisa em seu
lugar; Seiso – limpeza; Seiketsu – padronização após bom desempenho nos três primeiros S;
Shitsuke – disciplina para manter em andamento os quatro primeiros S. (WERKEMA, 2011;
FERNANDES, 2008; EHRENFELD; BALLÉ, 2017; JIMÉNEZ et al., 2015).
3. Metodologia
A presente pesquisa é classificada como estudo de caso. Este é definido como sendo uma
investigação empírica sob um fenômeno contemporâneo dentro de seu contexto da vida real,
especialmente quando os limites entre o fenômeno e o contexto não estão claramente definidos.
Trata-se de uma estratégia de pesquisa abrangente, com a lógica de planejamento incorporando
abordagens específicas à coleta e à análise de dados (YIN, 2001; LAKATOS; MARCONI,
2017).
Analisou-se a aplicação do DMAIC em uma indústria da MM, a qual dispõe de um particular
processo produtivo. Introduzindo este fato ao contexto do profissional de engenharia, pôde-se
analisar uma forma de como o método DMAIC, bem como suas técnicas e ferramentas, pode
ser utilizado perante à metodologia LSS e às características da organização.
A indústria na qual foi realizada a pesquisa está situada na cidade de Santo Antônio de Jesus,
no estado da Bahia. O campo da presente pesquisa foi o setor de Produção da empresa, onde
são realizadas as atividades da MM. Este setor integra as áreas de caldeiraria e serralheria, que
são compostas pelas atividades de fabricação, instalação, montagem, manutenção e recuperação
de estruturas e componentes metálicos, máquinas e equipamentos mecânicos.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
4
3.1 Etapas
Foram realizadas 5 etapas, de acordo com o método DMAIC.
3.1.1 Definição
Na primeira etapa do projeto, o objetivo foi identificar um problema nos processos do setor e
definir com precisão o escopo do projeto LSS. Para isso, inicialmente, foi necessário conhecer
a empresa, compreendendo seu funcionamento, bem como os problemas presentes. Em seguida,
foi utilizada a ferramenta VOC (Voz do Cliente). Esta tem como objetivo ouvir os clientes
externos, que são os consumidores dos produtos e também os clientes internos, que são os
colaboradores que participam do processo de produção, para levantar informações acerca de
possíveis problemas nos processos. No caso desta aplicação, foram ouvidos, por meio de
diálogos e entrevistas, somente os clientes internos (FRAGA, 2019; COUTINHO, 2019a).
Foi utilizada também a ferramenta SIPOC para visualizar e definir os principais processos
envolvidos. O nome SIPOC é uma sigla que significa Suppliers (Fornecedores), Inputs
(Insumos), Process (Processo), Outputs (Produtos) e Customers (Clientes). Em seguida, foi
utilizada a ferramenta Matriz de Escopo para apresentar a delimitação do projeto, de forma
precisa e clara (GONÇALVES, 2019).
3.1.2 Medição
O objetivo da segunda etapa, a de medição, foi analisar o fenômeno quantitativamente e em
maior profundidade, para que fosse feito o levantamento das CP do problema. Como o indicador
selecionado para o problema não dispunha de histórico quantitativo, foram realizadas a
amostragem e a medição do mesmo. Os dados levantados foram estratificados através da
Estatística Descritiva e dos gráficos de Setores e Pareto, com o auxílio do software Minitab®
18 (FRAGA, 2019).
Em seguida, foi utilizada a ferramenta Mapa de Processos (MP) para uma visualização mais
detalhada dos processos, para identificar entradas e saídas de cada etapa dos processos e para
identificar possíveis causas do problema. Em seguida foi criado o Diagrama de Ishikawa, com
o auxílio da técnica Brainstorming, com a finalidade de identificar e analisar mais causas para
o problema.
Por fim, foram utilizadas as ferramentas Matriz Causa e Efeito (MCE), a qual tem a finalidade
de priorizar e filtrar as entradas (causas) que mais impactam e têm maior correlação com o
problema, e a Matriz Esforço X Impacto, que prioriza as causas de acordo com o esforço e o
impacto necessário para a sua resolução.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
5
3.1.3 Análise
A terceira etapa, a de análise, teve por finalidade identificar, dentre as CP levantadas na etapa
anterior, as CR do problema, como também comprová-las com fatos ou dados. Foi usada a
ferramenta FMEA (Análise de Modos de Falhas e seus Efeitos) para identificar CR e comprová-
las por meio de fatos. Tal ferramenta além de identificar, serve para hierarquizar e prevenir
falhas em potencial de um produto ou processo, como também facilitar a rastreabilidade das
ações para a mitigação das falhas (COUTINHO, 2019b).
3.1.4 Melhoria
Na quinta etapa do projeto, a etapa de melhoria, o objetivo foi propor soluções para o problema.
Para cada CR foi identificada uma solução adequada para ser implementada através de um PA.
Primeiramente foi utilizada a ferramenta Diagrama de Árvore, utilizada para o mapeamento
detalhado dos caminhos (meios ou medidas) a serem percorridos para se alcançar um objetivo
global, que neste caso é a solução do problema (FRAGA, 2019; COUTINHO, 2020).
Em seguida, foi utilizada a Matriz de Priorização, para estabelecer uma ordem de execução das
soluções por prioridade. Esta ferramenta utiliza escores para fazer a correlação entre as soluções
propostas e os critérios de priorização, ajudando, consequentemente, a identificar quais ideias
de melhoria serão levadas adiante, bem como ordená-las (FRAGA, 2019).
Na sequência, foi elaborado um PA, no modelo da ferramenta 5W2H, para a execução das
melhorias priorizadas como soluções das CR. Esta ferramenta guia a elaboração do plano por
meio das questões: o que será feito? (what); quando? (when); quem fará? (who); onde? (where);
por quê? (why); como? (how); quanto custará, qual a quantidade ou qual valor? (how much)
(COUTINHO, 2017).
3.1.5 Controle
A quinta e última etapa, a de controle, teve por objetivo o planejamento de ações de controle,
padronização e monitoramento dos resultados após a implementação das melhorias pela etapa
anterior (FRAGA, 2019).
Foi aplicada a ferramenta OCAP (Planos de Ação para Processos Fora de Controle), a qual se
trata de um fluxograma da sequência de atividades que devem ser realizadas após a ocorrência
de um evento em desconformidade com os padrões estabelecidos (NUNES, 2019).

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
6
4. Resultados
Nas próximas subseções serão apresentados os resultados de cada etapa do método DMAIC na
aplicação do projeto LSS.
4.1 Definição
Por meio de reuniões com a equipe do setor de Qualidade, alguns problemas foram apontados
como oportunidades de aplicação de um projeto LSS. Destes, o escolhido foi a elevada
quantidade de horas em que os funcionários da produção realizavam em atividades que não
agregam valor. Aplicou-se então o VOC para melhor compreensão do problema, apresentado
pela Figura 1.
Figura 1 - VOC
Fonte: Próprio Autor
Necessidade Clientes Direcionadores CTQs/CTPs
Voz do Cliente
Elevar a quantidade de homens hora
agregando valor
Gerente de Produção
Caldeireiro 1
Caldeireiro 2
Serviços realizados sem o conhecimento do gerente
de produção
Ausência de padronização no
processo
Qtd de serviços fora da programação
Padronização do processo
Higienização/organiza-ção do espaço
Tempo gasto com procura/deslocamento
de ferramentas
Má higienização do espaço
Material distante do posto
Higienização/organiza-ção do espaço
Iluminação do espaço
Sucata desorganizada e mal alocada (útil
misturado com lixo)
Ferramentasdesorganizadas e
distantes do posto
Qtd de / tempo gasto com retrabalho
Excesso de solicitação e interferência externa
Qtd de / tempo gasto com paradas por interferência ou
solicitação externa
Material desorganizado, mal alocado e distante do
posto
Material desorganizado, mal alocado e distante do
posto (causa riscos à segurança)
Tempo gasto com procura/deslocamento
de materiais
Máquinas e equipamentos parados
(sem uso)
Espaço desotimizado
Adequação às NRs
Layout de produção (otimização do espaço)
Tempo gasto com procura/deslocamento
de materiais
Alocação inadequada de pessoas no espaço
Iluminação insuficiente na guilhotina
Defeito no batente da guilhotina
Layout de produção (otimização do espaço)
Manutenção planejada das máquinas e equipamentos
Transmissão insuficiente de informações acerca
dos serviços (comunicação)
Padronização do processo
Qtd de / tempo gasto com retrabalho
Ausência de plano de controle de produção

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
7
Os clientes abordados, que nesse caso foram funcionários, apresentaram direcionadores que
foram convertidos em CTPs (Críticos para o Processo) e CTQs (Críticos para a Qualidade), que
são parâmetros mensuráveis.
O projeto foi delimitado, no setor de Produção, para as atividades de caldeiraria, que
representam adequadamente o setor. A Figura 2 abaixo apresenta o SIPOC da área de
caldeiraria.
Figura 2 – SIPOC
Fonte: Próprio Autor
Com um melhor entendimento do problema em meio ao processo, foi definido um indicador,
para que este possibilitasse a quantificação do problema. O 𝑇𝑉𝑁𝐴 (Tempo de Valor Não
Agregado) é medido em minutos por hora (𝑚𝑖𝑛/ℎ) e é interpretado como o tempo, em minutos,
que um profissional executa atividades que não agregam valor, no período de uma hora.
A etapa de definição foi concluída com o escopo do projeto, apresentado na Matriz de Escopo
abaixo, conforme a Figura 3.
S I P O C
Suppliers Inputs Process Outputs Customers
Fornecedores Insumos Processo Produtos Clientes
Engenharia;
Cliente;
Supervisor de produção
Esboço/desenho/projeto;
OP aprovadaReceber OP Plano de execução
Supervisor de produção;
Caldeiraria
Supervisor de produção;
Engenharia;
Almoxarifado
Plano de execução;
Matéria prima/Material;
Guilhotina/Oxicorte/CNC;
Ferramentas
Cortar material Material cortado
Processo de conformação/
soldagem/acabamento;
Cliente/Outro setor
Processo de corte;
Almoxarifado;
Supervisor de produção;
Engenharia
Plano de execução;
Matéria prima/Material
cortado;
Calandra/Dobradeira;
Ferramentas
Conformar material Material conformado
Processo de
soldagem/acabamento;
Cliente/Outro setor
Processo de
corte/conformação;
Almoxarifado;
Supervisor de produção;
Engenharia
Plano de execução;
Matéria prima/Material
cortado/conformado;
Máq. Solda e Consumíveis;
Ferramentas
Soldar material Produto montado
Processo de
montagem/acabamento;
Cliente/Outro setor
Processo de
corte/conformação/
soldagem;
Almoxarifado;
Supervisor de produção;
Engenharia
Plano de execução;
Produto/Material
soldado/cortado/
conformado;
Máquinas de acabamento;
Ferramentas
Finalizar produto
(Acabamento)Produto acabado Cliente/Outro setor
Supervisor de produção;
Engenharia;
Processo de acabamento/
soldagem/conformação/
corte;
Produto acabado Entregar produto Produto entregue Cliente/Outro setor
SIPOC

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
8
Figura 3 – Matriz de Escopo
Fonte: Próprio Autor
4.2 Medição
Como o indicador nunca havia sido medido ou estimado, para possibilitar a medição, seria
necessário estabelecer um tempo mínimo de medição que representasse o real estado do
indicador. Para isso foi realizada uma amostragem probabilística aleatória simples. O cálculo
do tamanho da amostra piloto foi feito para o caso de tamanho conhecido da população. Abaixo
está apresentado o cálculo.
𝑛 =𝑁 × 𝑛0
𝑁 + 𝑛0 ; 𝑛0 =
1
𝐸02 (1)
𝑛: Tamanho da amostra;
𝑛0: Aproximação inicial do tamanho da amostra;
𝑁: Tamanho da população = 44 ℎ𝑜𝑟𝑎𝑠 𝑠𝑒𝑚𝑎𝑛𝑎𝑖𝑠 × 4 𝑠𝑒𝑚𝑎𝑛𝑎𝑠 𝑚𝑒𝑛𝑠𝑎𝑖𝑠 =
176 ℎ𝑜𝑟𝑎𝑠 𝑚𝑒𝑛𝑠𝑎𝑖𝑠;
𝐸0: Erro amostral tolerável = 10%
𝑛0 =1
0,12= 100 ; 𝑛 =
176 × 100
176 + 100; 𝑛 = 63,768 ≈ 64 ℎ𝑜𝑟𝑎𝑠
Portanto, foram necessárias a medição de 64 horas para identificação inicial do TVNA. Esta se
trata da amostra piloto. Foi estabelecido que as amostras subsequentes seriam levantadas
mensalmente baseadas na amostra piloto. Ou seja, para o cálculo do tamanho das amostras
subsequentes, seriam utilizadas as informações obtidas na amostra piloto.
Matriz de Escopo
FORA:
Setores administrativos
(Recepção; RH;
Financeiro; Engenharia;
Direção);
Setor de transportes;
Obras (serviços em
campo);
DENTRO:
Reduzir a Tempo de Valor não Agregado nos serviços de
caldeiraria do setor de Produção da empresa:
- Elevar a eficiência;
- Reduzir desperdícios;
- Melhorar processos;

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
9
Conhecendo o tamanho da amostra, foi possível estabelecer o procedimento para a medição do
TVNA. Abaixo estão apresentados os critérios utilizados para a medição.
A medição foi realizada através da observação de gravações de vídeos das atividades
dentro do setor de produção;
A observação teve por objetivo identificar e cronometrar atividades que não agregam
valor. Estas foram classificadas:
o Falta/Procura de material;
o Transporte de material;
o Retrabalho/Reparo;
o Espera de etapa anterior;
o Defeito/Manutenção de máquina;
o Falta/Busca ferramenta;
o Setup/Ajuste/Configuração;
o Interferência de colega ou terceiros;
o Outros tipos de atividades;
As filmagens dos vídeos foram feitas em um ângulo que favoreceu a observação das
atividades;
Foi realizada uma filmagem por hora (com duração de uma hora), de forma ininterrupta.
Ou seja, para o tamanho da amostra de 64 horas, foram filmados no mínimo 64 vídeos,
cada um com 1 hora de duração. Assim, cada observação resultava num valor de 𝑇𝑉𝑁𝐴;
Para cada vídeo, foi preenchida uma ficha que identificava a classe da atividade que não
agrega valor, bem como sua duração, além de informações necessárias para a
estratificação dos dados. O modelo da ficha de observação pode ser conferido no
ANEXO.
Realizada a medição, os dados foram analisados por meio de estatística descritiva, conforme a
Tabela 1 abaixo.
Tabela 1 - Estatística Descritiva
Fonte: Próprio Autor

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
10
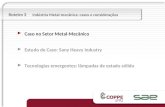
Foi realizado também, pelo Gráfico de Setores, uma análise em torno do indicador. O gráfico
da Figura 4 demonstra a divisão de uma hora trabalhada, composta por atividades que não
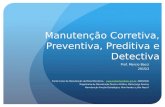
agregam valor (o próprio TVNA) e as atividades que agregam valor. O gráfico da Figura 5 traz
a divisão entre as atividades que não agregam valor em atividades incidentais e desperdícios.
Figura 4 – Gráfico de Setores 1
Fonte: Próprio Autor
Figura 5 – Gráfico de Setores 2
Fonte: Próprio Autor
Valor não agregado
Valor agregado
Categoria
18,3445; 30,6%
Valor agregado
41,6555; 69,4%
Valor não agregado
Minutos por Hora Trabalhada
Desperdício
Atividades Incidentais
Valor agregado
Categoria
18,3445; 30,6%
Valor agregado
25,8651; 43,1%
Atividades Incidentais
15,7904; 26,3%
Desperdício
Minutos por Hora Trabalhada

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
11
Com todas as informações até então demonstradas, foram realizadas algumas interpretações:
Valor médio do 𝑇𝑉𝑁𝐴 = 41,66 𝑚𝑖𝑛/ℎ;
Desvio padrão = 10,22 𝑚𝑖𝑛/ℎ;
Das 176 horas do mês:
o Somente 53,8ℎ agregam valor (122,2ℎ não agregam);
o Das 122,2ℎ que não agregam:
46,3ℎ são desperdiçadas;
75,9ℎ são incidentais;
Se forem reduzidos 30%:
o Redução do 𝑇𝑉𝑁𝐴 de 41,66 𝑚𝑖𝑛/ℎ para 29,16 𝑚𝑖𝑛/ℎ;
o Redução de 122,20ℎ para 85,54ℎ de valor não agregado num mês;
o Aumento de 53,80ℎ para 90,46ℎ de valor agregado num mês;
o 36,66ℎ a mais num mês.
Foi realizada também a estratificação do indicador pelas classes de tempo de valor não
agregado, por meio do Gráfico de Pareto, representado abaixo pela Figura 6.
Figura 6 – Gráfico de Pareto
Fonte: Próprio Autor

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
12
Observa-se que a classe que apresenta maior parcela dentro do 𝑇𝑉𝑁𝐴 (61,7%) é o tempo de
Setup, que neste caso é composto pelo tempo gasto em atividades relacionadas à configuração,
como por exemplo: configurações e ajustes de máquinas, ferramentas e equipamentos;
medições e posicionamento de peças e materiais; troca de ferramentas e acessórios;
interpretação e adaptação de projetos; entre outros.
No gráfico da Figura 6 acima, a barra correspondente ao Setup está em amarelo pelo fato de se
tratar de atividades incidentais. As demais classes, em vermelho são as atividades de
desperdícios. Para a sequência do projeto foram escolhidos como focos, por representarem a
maior parte do 𝑇𝑉𝑁𝐴 (90,6%) , as classes Setup (configuração), Transporte (de materiais e
máquinas) e Busca de Ferramentas. As ações de resolução do problema foram priorizadas a
atacar tais focos.
Com todas as informações do indicador, até o momento, foi estabelecida uma meta para o
projeto: Reduzir o 𝑇𝑉𝑁𝐴 de 41,66 𝑚𝑖𝑛/ℎ para 𝟐𝟕, 𝟎𝟖 𝒎𝒊𝒏/𝒉 (redução de 35%).
Na sequência, foi elaborado o MP, em forma de lista, para cada um dos principais processos da
área de Caldeiraria: Corte, Conformação, Soldagem e Acabamento. Estes apresentam-se
abaixo, nas Figuras 7, 8, 9 e 10.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
13
Figura 7 – MP – Corte
Fonte: Próprio Autor
X's (Entradas) Etapas Y's (Saídas)
Projeto (desenho) com informações suficientes Tempo de leitura de projeto
Projeto (desenho) correto Tempo de planejamento da execução
Profissional disponível Informações recebidas
Projeto recebido
Ferramentas disponíveis Tempo de preparação de gabarito
Ferramentas no local Dimensões corretas
Local/Espaço disponível
Projeto (desenho) com informações suficientes
Projeto (desenho) correto
Material disponível
Profissional disponível
Ferramentas disponíveis Peça correta
Ferramentas no local Local adequado
Máquina/Equipamento de elevação e transporte
disponível Tempo de transporte
Local/Espaço disponível
Caminho desobstruído
Material/sucata/retalho disponível
Material/sucata/retalho no local devido
Pessoal suficiente disponível
Ferramentas disponíveis Local adequado
Ferramentas no local Tempo de transporte
Máquina/Equipamento de elevação e transporte
disponível
Local/Espaço disponível
Caminho desobstruído
Massarico/Esmerilhadeira disponível
Pessoal suficiente disponível
Ferramentas disponíveis Medições corretas
Ferramentas no local Marcações corretas
Projeto (desenho) com informações suficientes Marcações suficientes
Profissional disponível Tempo de medição e marcação
Ferramentas disponíveis Posição adequada
Ferramentas no local Tempo de posicionamento
Máquina/Equipamento de elevação e transporte
disponível
Pessoal suficiente disponível
Ferramentas disponíveis Configurações corretas
Ferramentas no local Tempo de configuração
Massarico/Esmerilhadeira/Guilhotina disponível
Ponto de energia próximo
Ponto de energia disponível
Consumíveis no local
Profissional disponível
Acessórios da máquina em condições de uso
Ferramentas disponíveis Corte conforme configurado
Ferramentas no local Corte correto
Massarico/Esmerilhadeira/Guilhotina em
condições de uso Tempo de corte
Consumíveis em condições de uso
Consumíveis/Combustíveis suficientes
Energia elétrica disponível
Energia elétrica suficiente
Profissional disponível
Ferramentas disponíveis Local adequado
Ferramentas no local Local correto
Máquina/Equipamento de elevação e transporte
disponível Tempo de transporte
Local/Espaço disponível
Caminho desobstruído
Pessoal suficiente disponível
POSICIONAR PEÇAProduto em processo: Peça em posição
CONFIGURAR MÁQUINAProduto em processo: Máquina pronta para cortar
REALIZAR CORTEProduto em processo: Peça cortada
TRANSPORTAR PEÇAProduto em processo: Peça no local de entrega/expedição
Mapa de Processo
RECEBER OPProduto em processo: OP Recebida
PREPARAR GABARITOProduto em processo: Gabarito pronto
TRANSPORTAR PEÇAProduto em processo: Peça no local de corte
TRANSPORTAR MÁQUINAProduto em processo: Máquina no local de corte
MEDIR E MARCAR PEÇAProduto em processo: Peça medida e marcada

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
14
Figura 8 – MP – Conformação
Fonte: Próprio Autor
X's (Entradas) Etapas Y's (Saídas)Projeto (desenho) com informações
suficientes Tempo de leitura de projeto
Projeto (desenho) correto Tempo de planejamento da execução
Profissional disponível Informações recebidas
Projeto recebido
Ferramentas disponíveis Peça correta
Ferramentas no local Local adequado
Máquina/Equipamento de elevação e
transporte disponível Tempo de transporte
Local/Espaço disponível
Caminho desobstruído
Material/sucata/retalho disponível
Material/sucata/retalho no local devido
Pessoal suficiente disponível
Ferramentas disponíveis Medições corretas
Ferramentas no local Marcações corretas
Projeto (desenho) com informações
suficientes Marcações suficientes
Profissional disponível Tempo de medição e marcação
Ferramentas disponíveis Posição adequada
Ferramentas no local Tempo de posicionamento
Máquina/Equipamento de elevação e
transporte disponível
Pessoal suficiente disponível
Ferramentas disponíveis Configurações corretas
Ferramentas no local Tempo de configuração
Calandra/dobradeira disponível
Ponto de energia próximo
Ponto de energia disponível
Profissional disponível
Acessórios da máquina em condições de
uso
Ferramentas disponíveis Conformação conforme configurado
Ferramentas no local Conformação correta
Calandra/Dobradeira em condições de
uso Tempo de conformação
Energia elétrica disponível
Energia elétrica suficiente
Profissional disponível
Ferramentas disponíveis Local adequado
Ferramentas no local Local correto
Máquina/Equipamento de elevação e
transporte disponível Tempo de transporte
Local/Espaço disponível
Caminho desobstruído
Pessoal suficiente disponível
POSICIONAR PEÇAProduto em processo: Peça em posição
CONFIGURAR MÁQUINAProduto em processo: Máquina pronta para conformar
REALIZAR CONFORMAÇÃOProduto em processo: Peça conformada
TRANSPORTAR PEÇAProduto em processo: Peça no local de entrega/expedição
Mapa de Processo
RECEBER OPProduto em processo: OP Recebida
TRANSPORTAR PEÇAProduto em processo: Peça no local de conformação
MEDIR E MARCAR PEÇAProduto em processo: Peça medida e marcada

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
15
Figura 9 – MP – Soldagem
Fonte: Próprio Autor
X's (Entradas) Etapas Y's (Saídas)
Projeto (desenho) com informações
suficientes Tempo de leitura de projeto
Projeto (desenho) correto Tempo de planejamento da execução
Profissional disponível Informações recebidas
Projeto recebido
Ferramentas disponíveis Peça correta
Ferramentas no local Local adequado
Máquina/Equipamento de elevação e
transporte disponível Tempo de transporte
Local/Espaço disponível
Caminho desobstruído
Material/sucata/retalho disponível
Material/sucata/retalho no local devido
Pessoal suficiente disponível
Ferramentas disponíveis Local adequado
Ferramentas no local Tempo de transporte
Máquina/Equipamento de elevação e
transporte disponível
Local/Espaço disponível
Caminho desobstruído
Máquina de solda disponível
Pessoal suficiente disponível
Ferramentas disponíveis Medições corretas
Ferramentas no local Tempo de medição
Projeto (desenho) com informações
suficientes
Profissional disponível
Ferramentas disponíveis Posição adequada
Ferramentas no local Tempo de posicionamento
Máquina/Equipamento de elevação e
transporte disponível
Pessoal suficiente disponível
Ferramentas disponíveis Junção adequada
Ferramentas no local Superfície adequada
Projeto (desenho) com informações
suficientes Tempo de preparação de superf./junta
Projeto (desenho) correto
Esmerilhadeira/retífica disponível
Profissional disponível
Ferramentas disponíveis Configurações corretas
Ferramentas no local Tempo de configuração
Máquina de solda disponível
Ponto de energia próximo
Ponto de energia disponível
Consumíveis/combustível no local
Profissional disponível
Acessórios da máquina em condições de
uso
Ferramentas disponíveis Tempo de soldagem
Ferramentas no local
Máquina de solda em condições de uso
Consumíveis em condições de uso
Consumíveis/combustível suficientes
Energia elétrica disponível
Energia elétrica suficiente
Profissional disponível
Ferramentas disponíveis Solda adequada
Ferramentas no local
Tempo de remoção de escória e
martelamento
Profissional disponível
Ferramentas disponíveis Local adequado
Ferramentas no local Local correto
Máquina/Equipamento de elevação e
transporte disponível Tempo de transporte
Local/Espaço disponível
Caminho desobstruído
Pessoal suficiente disponível
RECEBER OPProduto em processo: OP Recebida
TRANSPORTAR PEÇAProduto em processo: Peça no local de soldagem
TRANSPORTAR MÁQUINAProduto em processo: Máquina no local de soldagem
MEDIR PEÇAProduto em processo: Peça medida
Mapa de Processo
POSICIONAR PEÇAProduto em processo: Peça em posição
CONFIGURAR MÁQUINAProduto em processo: Máquina pronta para soldagem
REALIZAR SOLDAGEMProduto em processo: Peça soldada
TRANSPORTAR PEÇAProduto em processo: Peça no local de entrega/expedição
PREPARAR SUPERFÍCIE/JUNÇÃOProduto em processo: Superfície/junção prontas para soldagem
REMOVER ESCÓRIA E REALIZAR MARTELAMENTOProduto em processo: solda finalizada

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
16
Figura 10 – MP– Acabamento
Fonte: Próprio Autor
Após a realização de um Brainstorming, foi preenchido o Diagrama de Ishikawa, apresentado
pela Figura 11, com CP adicionais.
Figura 11 – Diagrama de Ishikawa
Fonte: Próprio Autor
X's (Entradas) Etapas Y's (Saídas)Projeto (desenho) com informações
suficientes Tempo de leitura de projeto
Projeto (desenho) correto Tempo de planejamento da execução
Profissional disponível Informações recebidas
Projeto recebido
Ferramentas disponíveis Posição adequada
Ferramentas no local Tempo de posicionamento
Máquina/Equipamento de elevação e
transporte disponível
Pessoal suficiente disponível
Ferramentas disponíveis Configurações corretas
Ferramentas no local Tempo de configuração
Esmerilhadeira/Retífica disponível
Ponto de energia próximo
Ponto de energia disponível
Consumível no local
Profissional disponível
Acessórios da máquina em condições de
uso
Ferramentas disponíveis Acabamento adequado
Ferramentas no local Tempo de acabamento
Esmerilhadeira/Retífica em condições de
uso
Consumíveis em condições de uso
Consumíveis suficientes
Energia elétrica disponível
Energia elétrica suficiente
Profissional disponível
Ferramentas disponíveis Local adequado
Ferramentas no local Local correto
Máquina/Equipamento de elevação e
transporte disponível Tempo de transporte
Local/Espaço disponível
Caminho desobstruído
Pessoal suficiente disponível
REALIZAR ACABAMENTOProduto em processo: Peça acabada
TRANSPORTAR PEÇAProduto em processo: Peça no local de entrega/expedição
Mapa de Processo
RECEBER OPProduto em processo: OP Recebida
POSICIONAR PEÇAProduto em processo: Peça em posição
CONFIGURAR MÁQUINAProduto em processo: Máquina pronta para dar acabamento
Ambiente Ferramentas
Manutenção Matéria Prima
Espinha de Peixe (Diagrama de Ishikawa)
Efeito = elevado
Tempo de Valor Não
Agregado (TVNA)
- Layout mal dimensionado - Em locais distantes
- Espaço insuficiente - Desorganizadas- Divididas entre colaboradores
- Preventiva inexistente - Armazenamento inadequado
- Inadequada

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
17
Com as informações levantadas anteriormente, CP foram listadas e algumas foram priorizadas
pela MCE, a qual pode ser conferida no ANEXO. Abaixo estão dispostas as causas priorizadas,
conforme Figura 12.
Figura 12 – Causas priorizadas pela MCE
Fonte: Próprio Autor
Na Matriz Esforço x Impacto a seguir (Figura 13), estas causas foram novamente priorizadas e
ordenadas.
ID PONTUAÇÃO TOTAL ENTRADAS - X'S DO PROCESSO
2 291 Ferramentas desorganizadas
X4 285 Ferramentas em outro local
1 285 Ferramentas em locais distantes
5 279 Espaço insuficiente
X3 235 Ferramentas indisponíveis
3 235 Ferramentas divididas
4 231 Layout mal dimensionado
X26 193 Energia elétrica insuficiente
X11 188Material/sucata/retalho no local indevido
6 188Armazenamento inadequado de matéria prima
X25 164Consumíveis/Combustíveis insuficientes
X20 159Acessórios da máquina sem condições de uso
X1 140Desenho com informações insuficientes
X8 138Máquina/Equipamento de elevação e transporte indisponível
X5 133 Local/Espaço indisponível
X19 122Consumíveis/combustível em outro local

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
18
Figura 13 – Matriz Esforço x Impacto
Fonte: Próprio Autor
4.3 Análise
Nesta etapa as CR foram comprovadas pelo seu NPR (Nível de Priorização de Risco) calculados
pelo FMEA. Na Tabela 2 abaixo estão dispostas as CR selecionadas após a aplicação do FMEA,
bem como propostas de ações a serem tomadas. O FMEA pode ser conferido no ANEXO.
Tabela 2 – CR
Fonte: Próprio Autor
Matriz de Esforço X Impacto
AltoEspaço insuficiente
Layout mal dimensionado Acessórios da máquina sem condições de uso
AltoEspaço insuficiente
Layout mal dimensionado Acessórios da máquina sem condições de uso
Esforço
Esforço
Baixo
Ferramentas desorganizadas
Material/sucata/retalho no local indevido
Armazenamento inadequado de matéria prima
Ferramentas em outro local (distante)
Ferramentas indisponíveis (divididas)
Alto Baixo
Impacto

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
19
No FMEA os modos de falha com NPR entre 0 e 100 são considerados de risco baixo, entre
100 e 500 são considerados de risco moderado, e entre 500 e 1000 de risco alto. Dessa forma,
percebe-se que as causas acima são de risco moderado e alto.
4.4 Melhoria
As ideias para as soluções das CR foram estruturadas no Diagrama de Árvore apresentado
abaixo, conforme Figura 14.
Figura 14 – Diagrama de Árvore
Fonte: Próprio Autor
Na Figura 15 estão apresentadas as soluções por ordem de prioridade, a qual foi estabelecida
pela Matriz de Priorização. Esta pode ser conferida no ANEXO.
Figura 15 – Ordem de priorização
Fonte: Próprio Autor
Diagrama de árvore
Reduzir o Tempo de Valor Não Agregado
Melhorar layout/espaço físico
Melhorar condições de uso dos acessórios das máquinas
Planejar um controle bem definido de separação e organização de diferentes tipos (mat. prima/sucata/retalho) em diferentes locais
Planejar uma divisão clara e específica de áreas dentro do galpão de produção
Aumentar espaço disponível
Listar máquinas, equipamentos e peças não usadas que
podem ser retiradas do galpão
Separar local específicado p/ máquinas, equipamentos e
peças que não estão em uso
Organizar ferramentas
Eliminar divisão de ferramentas
Planejar um controle de uso individual de ferramentas
Eliminar a busca e a procura por ferramentas
Planejar uma forma de organizar as ferramentas no posto de trabalho
Retirar máquinas, equipamentos e peças que não estão em uso do galpão
e colocar nos locais especificados
Consertar/corrigir defeitos nosacessórios e dispositivos das máquinas
ID PONTUAÇÂO TOTAL SOLUÇÔES
4 227Planejar um controle de uso individual de
ferramentas
5 227Planejar uma forma de organizar as
ferramentas no posto de trabalho
3 183
Retirar máquinas, equipamentos e peças
que não estão em uso do galpão e colocar
nos locais especificados
6 143Consertar/corrigir defeitos nos acessórios e
dispositivos das máquinas
2 133
Planejar um controle bem definido de
separação e organização de diferentes tipos
em diferentes locais (mat.
7 131Planejar manutenção nos acessórios e
dispositivos das máquinas
1 117Planejar uma divisão clara e específica de
áreas dentro do galpão de produção

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
20
O PA foi elaborado com base nas soluções acima. Foi verificado que estas ações de solução
fariam mais sentido se incorporadas como aplicação do Programa 5S. Dessa forma, no 5W2H,
que pode ser conferido no ANEXO, está apresentado um plano de implementação das melhorias
integradas aos cinco sensos.
4.5 Controle
Abaixo apresenta-se o OCAP (Figura 16) elaborado para controle e monitoramento dos
resultados.
Figura 16 – OCAP
Fonte: Próprio Autor
Para a padronização das melhorias, no próprio PA, da etapa anterior, estão descritas ações de
padronização, principalmente no que se refere aos sensos de Padronização e Disciplina, do 5S.
Para maior controle e monitoramento do indicador foi elaborado uma padronização do sistema
de medição, o qual apresenta o procedimento para a amostragem e medição periódicas do
indicador. Esta pode ser conferida no ANEXO.
OCAP( Out of control action plan )
Início
O Tempo de Valor Não Agregado está
acima da meta estabelecida?
Continue o processo normalmente
As ferramentas estão sendo
compartilhadas?
Legenda
Ativadores
Pontos de verificação
Finalizadores
A organização das ferramentas, nos
postos de trabalho, está inadequada?
Investigaras causas da inadequação.Consertar/corrigir defeitos presentes.Reelaborar o plano de manutenção.
NãoSim
Sim
Sim Não
NãoInvestigar as causas da continuidade do compartilhamento;Melhorar o controle de uso individual de
ferramentas, mitigando as
causas.
Investigar as causas da inadequação.
Replanejar a organização das ferramentas,
mitigando as causas.
Houve insucesso na implementação do programa 5S?
Reunir a equipe da qualidade;Investigar as causas do
insucesso;Elaborar um plano de ação para mitigar as causas do
insucesso;Replanejar a implementação
do 5S
Não
Sim
Reunir a equipe de qualidade;
Investigar possível falha do projeto Lean Seis
Sigma.Identificar a falha.
Investigar a compatibilidade da metodologia com a
empresa.
A manutenção de acessórios e
dispositivos das máquinas está indadequada?
Sim
Não

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
21
5. Conclusão
Ao serem seguidas as etapas do método DMAIC no projeto LSS, utilizando as ferramentas
compatíveis com o problema, foi possível fazer uma análise da aplicação do método. Fica
evidenciada a aplicabilidade do método DMAIC como uma estrutura eficaz para o tratamento
e a solução do problema, bem como para a MC de processos da empresa.
A definição do problema, a quantificação e medição do indicador, a comprovação das causas e
as ações propostas para melhoria e controle demonstraram resultados consistentes e coerentes,
os quais auxiliam seguramente na tomada de decisões. Fica proposto para a empresa, a solução
do específico problema pelo presente trabalho, bem como o uso deste trabalho como modelo
para resolução de demais problemas.
Para trabalhos futuros, recomenda-se elucidar a implementação da metodologia LSS como
estratégia da empresa. Uma vez que o método DMAIC é aplicável na empresa e usual na
metodologia LSS, é viável a ampliação do estudo. Recomenda-se também estudos de avaliação
da aplicabilidade de cada ferramenta na empresa com o objetivo de estabelecer conjuntos de
ferramentas e técnicas mais adequadas para utilização na empresa.
REFERÊNCIAS
ALEXANDER, P.; ANTONY, J.; RODGERS, B. Lean Six Sigma for small- and medium-sized manufacturing
enterprises: a systematic review. International Journal of Quality & Reliability Management, v.36, n.3,
p.378-397. 2019.
CAFFYN, S.; GRANTHAM, A. Fostering Continuous improvement within new product development process.
International Journal of Technology Management, Geneva, v.26, n.8, p.843-856. 2003.
CORRÊA, H. L.; CORRÊA, C. A. Administração de produção e operações. São Paulo: Atlas, 2014.
COUTINHO, T. 5W2H: o que é e como utilizar. Voitto. 2017. Disponível em:
<https://www.voitto.com.br/blog/artigo/o-que-e-5w2h>. Acesso em: 09 de abr. de 2020.
COUTINHO, T. Afinal, o que é VOC (Voz do Cliente)? Voitto. 2019a. Disponível em:
<https://www.voitto.com.br/blog/artigo/o-que-e-voc?>. Acesso em: 09 de abr. de 2020.
COUTINHO, T. FMEA - O que é e como utilizar para reduzir falhas?. Voitto. 2019b. Disponível em:
<https://www.voitto.com.br/blog/artigo/fmea>. Acesso em: 09 de abr. de 2020.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
22
COUTINHO, T. Diagrama de árvore: o que é, quais os tipos e como aplicar. Voitto. 2020. Disponível em:
<https://www.voitto.com.br/blog/artigo/o-que-e-diagrama-de-arvore>. Acesso em: 09 de abr. de 2020.
DIAS, R. M. F. et al. Application of a proposed tls model in a lean productive system. Independent Journal of
Management & Production. v.10, n.1. 2019.
EHRENFELD, T.; BALLÉ, M. A mina de ouro: guia de estudo da trilogia. São Paulo: Lean Institute Brasil,
2017.
FERNANDES, S. T. Integração dos programas de melhoria Lean Manufacturing e Six Sigma aplicados à
logística de transporte de produtos de uma indústria metalúrgica. 2008. Dissertação (Mestrado em
Engenharia Mecânica) - Faculdade de Engenharia do Campus de Guaratinguetá, Universidade Estadual Paulista,
Guaratinguetá, 2008.
FRAGA, D. Método DMAIC: o que é e como funciona? Voitto. 2019. Disponível em:
<https://www.voitto.com.br/blog/artigo/metodo-dmaic>. Acesso em: 09 de abr. de 2020.
GAITHER, N.; FRAZIER, G. Administração da produção e operações. São Paulo: Thompson Learning, 2001.
GONÇALVES, V. 2018. O conceito de valor agregado no Lean Manufacturing. Voitto. 2018. Disponível em:
<https://www.voitto.com.br/blog/artigo/valor-agregado>. Acesso em: 23 de abr. de 2020.
GONÇALVES, V. Como fazer um SIPOC? Voitto. 2019. Disponível em:
<https://www.voitto.com.br/blog/artigo/como-fazer-um-sipoc>. Acesso em: 09 de abr. de 2020.
JIMÉNEZ, M. et al. 5S methodology implementation in the laboratories of an industrial engineering university
school. Safety Science. v.78, p.163-172. 2015.
LAKATOS, E. M.; MARCONI, M. A. Fundamentos de metodologia científica. 8.ed. São Paulo: Atlas, 2017.
NUNES, L. OCAP: o que é e qual a sua importância. Voitto. 2019. Disponível em:
<https://www.voitto.com.br/blog/artigo/ocap>. Acesso em: 09 de abr. de 2020.
ROTANDARO R. G. et al. Seis Sigma: estratégia gerencial para a melhoria de processos, produtos e serviços.
1.ed. São Paulo: Atlas, 2011.
SALAH, S.; RAHIM, A.; CARRETERO, J. A. The integration of Six Sigma and lean management.
International Journal of Lean Six Sigma. v.1, n.3, p.249-274. 2010.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
23
WALTER, O. M. F. C.; PALADINI, E. P. Lean Six Sigma in Brazil: a literature review. International Journal
of Lean Six Sigma, v.10, n.1, p.435-472. 2019.
WERKEMA, C. Perguntas e respostas sobre o Lean Seis Sigma. 2.ed. Rio de Janeiro: Elsevier, 2011.
YIN, R. K. Estudo de caso: planejamento e métodos. 2.ed. Poto Alegre: Bookman, 2001.

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
24
ANEXO
Anexo 1 – Modelo de Ficha de Observação

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
25
Anexo 2 – MCE
ID PESO 10 10 8 10 8 8 8 8 5 5 5 5 7
X1Desenho com informações insuficientes
5 5 3 0 1 0 1 0 0 0 0 0 0
140
X2 Desenho incorreto3 3 1 0 3 1 1 1 0 0 0 0 0
116
X3 Ferramentas indisponíveis0 0 5 1 5 3 5 5 1 1 1 1 3
235
X4 Ferramentas em outro local0 0 5 5 5 5 5 5 0 0 0 0 5
285
X5 Local/Espaço indisponível0 0 3 5 1 1 1 1 1 1 1 1 1
133
X6 Desenho com informações incorretas3 3 1 0 3 1 1 1 0 0 0 0 0
116
X7 Material indisponível0 0 5 3 0 0 0 0 0 0 0 0 0
70
X8Máquina/Equipamento de elevação e transporte indisponível
0 0 0 5 1 5 0 1 1 3 1 0 1
138
X9 Caminho obstruído0 0 1 5 1 1 0 1 0 0 0 0 0
82
X10 Material/sucata/retalho indisponível0 0 5 0 0 0 0 5 0 0 0 0 0
80
X11Material/sucata/retalho no local indevido
0 5 3 5 3 3 1 1 0 0 0 0 0
188
X12 Pessoal suficiente indisponível0 0 0 5 0 5 0 0 0 0 0 0 0
90
X13Massarico/Esmerilhadeira/Guilhotina indisponível
0 0 3 0 0 0 1 1 0 0 0 0 0
40
X14 Calandra/dobradeira indisponível0 0 0 0 0 0 1 1 0 0 0 0 0
16
X15 Esmerilhadeira/Retífica indisponível0 0 0 0 0 0 1 3 0 0 0 0 3
53
X16 Máquina de solda indisponível0 0 0 0 0 0 1 0 0 0 0 0 0
8
X17 Ponto de energia distante0 0 1 5 1 0 5 1 0 0 0 0 0
114
X18 Ponto de energia indisponível0 0 1 5 1 0 5 1 0 0 0 0 0
114
X19Consumíveis/combustível em outro local
0 0 1 5 0 0 5 3 0 0 0 0 0
122
X20Acessórios da máquina sem condições de uso
0 0 1 0 1 3 5 3 5 5 0 1 0
159
X21Massarico/Esmerilhadeira/Guilhotina sem condições de uso
0 1 1 3 1 3 1 0 5 0 0 0 0
113
X22Calandra/Dobradeira sem condições de uso
0 1 0 3 1 3 1 0 0 5 0 0 0
105
X23Máquina de solda sem condições de uso
0 1 0 3 0 0 1 1 0 0 5 0 0
81
X24Esmerilhadeira/Retífica sem condições de uso
0 1 0 1 0 0 1 0 0 0 0 5 0
53
X25Consumíveis/Combustíveis insuficientes
0 1 0 3 0 0 3 5 3 3 3 3 0
164
X26 Energia elétrica insuficiente0 0 1 3 1 1 3 1 5 5 5 5 1
193
1 Ferramentas em locais distantes0 0 5 5 5 5 5 5 0 0 0 0 5
285
2 Ferramentas desorganizadas0 0 5 5 5 5 5 5 1 1 1 1 3
291
3 Ferramentas divididas0 0 5 1 5 3 5 5 1 1 1 1 3
235
4 Layout mal dimensionado0 5 1 5 1 5 5 1 1 1 1 1 1
231
5 Espaço insuficiente0 5 3 5 3 5 5 3 1 1 1 1 1
279
6Armazenamento inadequado de matéria prima
0 5 3 5 3 3 1 1 0 0 0 0 0
188
Tempo de
acabamento
Tempo de preparação
de superf./juntaTempo de corte
Tempo de
configuração
Matriz de Causa e Efeito
ENTR
AD
AS
- P
OSS
ÍVEI
S X
'S D
O P
RO
CES
SO (
CA
USA
S)
TOTAL
Correlação AUSENTE
Correlação FRACA
Correlação INTERMEDIÁRIA
Correlação FORTE
0
1
3
5
SAÍDAS DO PROCESSO
Tempo de leitura de
projeto
Tempo de
planejamento da
execução
Tempo de
preparação de
gabarito
Tempo de medição e
marcação
Tempo de
posicionamentoTempo de transporte
Tempo de remoção de
escória e
martelamento
Tempo de
conformaçãoTempo de soldagem

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
26
Anexo 3 – FMEA
Equipe de trabalho:
Receber OP (Corte, Conformação,
Soldagem, Acabamento)
Receber, ler e interpretar projeto (desenho) para planejamento da fabricação de determinado produto
Elevada complexidade do projeto e do planejamento
Maior tempo de leitura de projeto e planejamento
8Projeto com informações insuficientes ou erradas
5Bom senso do
projetista3 120
Procurar ferramentasTempo de procura de ferramentas
8Ferramentas desorganizadas
10Almoxarifado; Sala
de ferramentas8 640
Buscar ferramentasTempo de transporte de ferramentas
8Ferramentas em outro local (distantes ou divididas)
8 8 512
Procurar ferramentasTempo de procura de ferramentas
8Ferramentas desorganizadas
10Almoxarifado; Sala
de ferramentas8 640
Buscar ferramentasTempo de transporte de ferramentas
8Ferramentas em outro local (distantes ou divididas)
8 8 512
Procurar materialTempo de procura de material
8Armazenamento inadequado de matéria prima ou sucata/retalho
7Cavaletes; Retalhos
separados8 448
Buscar peças ou material
Tempo de transporte de peça ou material
9Layout mal dimensionado
10Máquinas de elevação e transporte
8 720
Procurar melhor localTempo de procura de espaço
7 Espaço insuficiente 7 8 392
Distância elevadaTempo de transporte de peça ou material
9Layout mal dimensionado
10Máquinas de elevação e transporte
8 720
Obstrução no caminho
Tempo de transporte de peça ou material
9Layout mal dimensionado
10Máquinas de elevação e transporte
8 720
Procurar ferramentasTempo de procura de ferramentas
8Ferramentas desorganizadas
10Almoxarifado; Sala
de ferramentas8 640
Buscar ferramentasTempo de transporte de ferramentas
8Ferramentas em outro local (distantes ou divididas)
8 8 512
Elevada quantidade ou complexidade de medições e marcações
Maior tempo de medições e marcações
4Acessórios da máquina sem condições de uso
7 8 224
Procurar melhor localTempo de procura de espaço
7 Espaço insuficiente 7 8 392
Distância elevadaTempo de transporte de máquina
9Layout mal dimensionado
10Máquinas de elevação e transporte
8 720
Obstrução no caminho
Tempo de transporte de máquina
9Layout mal dimensionado
10Máquinas de elevação e transporte
8 720
Procurar ferramentasTempo de procura de ferramentas
8Ferramentas desorganizadas
10Almoxarifado; Sala
de ferramentas8 640
Buscar ferramentasTempo de transporte de ferramentas
8Ferramentas em outro local (distantes ou divididas)
8 8 512
Espaço limitadoMaior tempo de posicionamento de peça ou material
4 Espaço insuficiente 7 8 224
Procurar ferramentasTempo de procura de ferramentas
8Ferramentas desorganizadas
10Almoxarifado; Sala
de ferramentas8 640
Buscar ferramentasTempo de transporte de ferramentas
8Ferramentas em outro local (distantes ou divididas)
8 8 512
Elevada complexidade de configurações
Maior tempo de configuração
7Acessórios da máquina sem condições de uso
7 9 441
Improvisar o uso de recursos da máquina
Maior tempo de configuração
7Acessórios da máquina sem condições de uso
7 9 441
Procurar ferramentasTempo de procura de ferramentas
8Ferramentas desorganizadas
10Almoxarifado; Sala
de ferramentas8 640
Buscar ferramentasTempo de transporte de ferramentas
8Ferramentas em outro local (distantes ou divididas)
8 8 512
Improvisar o uso de recursos da máquina
Maior tempo de preparação
6Acessórios da máquina sem condições de uso
7 9 378
Realizar Processo(Corte, Conformação,
Soldagem, Acabamento)
Cortar, conformar, soldar ou dar acabamento ao material ou peça
Improvisar o uso de recursos da máquina
Maior tempo de execução do processo
4Acessórios da máquina sem condições de uso
7 9 252
Procurar ferramentasTempo de procura de ferramentas
8Ferramentas desorganizadas
10Almoxarifado; Sala
de ferramentas8 640
Buscar ferramentasTempo de transporte de ferramentas
8Ferramentas em outro local (distantes ou divididas)
8 8 512
Procurar ferramentasTempo de procura de ferramentas
8Ferramentas desorganizadas
10Almoxarifado; Sala
de ferramentas8 640
Buscar ferramentasTempo de transporte de ferramentas
8Ferramentas em outro local (distantes ou divididas)
8 8 512
Procurar melhor localTempo de procura de espaço
7 Espaço insuficiente 7 8 392
Distância elevadaTempo de transporte de peça ou material
9Layout mal dimensionado
10Máquinas de elevação e transporte
8 720
Obstrução no caminho
Tempo de transporte de peça ou material
9Layout mal dimensionado
10Máquinas de elevação e transporte
8 720
FMEA - Análise do Modo de Falha e EfeitoDescrição do Processo Área: Líder:
Corte, Conformação, Soldagem, Acabamento Caldeiraria
Função e requisitos do
processo
Modos de falha
potencial
Efeitos potenciais da
falhaIS Classif.
Construir gabarito, utilizando
ferramentas e material, para ser
utilizado no corte de materiais metálicos
Preparar Gabarito(Corte)
Causas e mecanismos
potenciais de falhaIO
Controles atuais do
processo prevenção
Controles atuais do
processo detecçãoID NPREtapa do processo
Transportar peça do posto de trabalho
para a expedição ou para outra área
Transportar Peça(Corte, Conformação,
Soldagem, Acabamento)
Montar, conectar, ligar, ajustar valores,
trocar acessórios das máquinas
Configurar Máquina(Corte, Conformação,
Soldagem, Acabamento)
Preparar a superfície, ajustar a união e pontear com solda a peça, o par,
ou o conjunto que serão soldados
Preparar Superfície/Junção
(Soldagem)
Fazer medições conforme projeto e marcar na peça ou
material os locais de corte, conformação
ou soldagem
Medir e Marcar Peça (Corte, Conformação,
Soldagem)
Transportar matéria prima de local de armazenamento para posto de
trabalho ou transportar peça entre àreas do
galpão
Transportar Peça (Corte, Conformação,
Soldagem)
Remover a escória resultante da
soldagem e martelar a união soldada
Remover Escória e Realizar
Martelamento(Soldagem)
Transportar máquina do local de
armazenamento para posto de
trabalho
Transportar Máquina (Corte, Soldagem)
Colocar material ou peça na posição
ideal para a realização do
processo
Posicionar Peça (Corte, Conformação,
Soldagem, Acabamento)

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
27
Anexo 4 – Matriz de Priorização
ID PESO 9 8 8 10 7 7
1Planejar uma divisão clara e específica de áreas
dentro do galpão de produção1 1 1 5 1 5
117
2Planejar um controle bem definido de separação e
organização de diferentes tipos em diferentes
locais (mat. prima/sucata/retalho) 1 3 1 5 1 5133
3Retirar máquinas, equipamentos e peças que não
estão em uso do galpão e colocar nos locais
especificados 5 3 1 5 3 5183
4Planejar um controle de uso individual de
ferramentas3 5 5 5 5 5
227
5Planejar uma forma de organizar as ferramentas
no posto de trabalho3 5 5 5 5 5
227
6Consertar/corrigir defeitos nos acessórios e
dispositivos das máquinas1 3 3 3 3 5
143
7Planejar manutenção nos acessórios e dispositivos
das máquinas3 5 5 1 1 1
131
Baixo tempo de
apresentação de
resultados
Matriz de Priorização de Soluções
Solu
ções
TOTAL
Correlação AUSENTE
Correlação FRACA
Correlação INTERMEDIÁRIA
Correlação FORTE
0
1
3
5
Critérios de Priorização
Baixo custo Baixa complexidade Baixo esforçoBaixo tempo de
execuçãoAlto impacto

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
28
Anexo 5 – 5W2H
What Why Who How How Much Where When
O Quê Porque Quem Como Quanto Onde Quando
Solução 4 - Planejar um
controle de uso individual
de ferramentas
Para que seja aliminada a
divisão de ferramentas e o
desperdício com a busca e
deslocamento de
ferramentas, reduzindo assim
o tempo de valor não
agregado
Equipe da Qualidade;
Almoxarife
- Listar quais ferramentas estão
sendo divididas, estão em pouca
quantidade ou estão em falta;
- Levantar ideias sobre como
controlar a entrega, a manutenção,
a responsabilidade e o uso
individual das ferramentas;
- Selecionar e elaborar o controle
Setor de Produção: Galpão de
produção; AlmoxarifadoDe 27/02 a 13/03
Solução 5 - Planejar uma
forma de organizar as
ferramentas no posto de
trabalho
Para que seja eliminado o
desperdício de tempo com a
procura e a busca de
ferramentas, reduzindo assim
o tempo de valor não
agregado
Equipe da Qualidade;
Almoxarife
- Levantar ideias de como organizar
ferramentas individuais;
- Levantar ideias de como organizar
as ferramentas no almoxarifado;
- Selecionar ideias e planejar a
implementação
- Listar o material a adquirir
necessário para implementação da
ideia
Setor de Produção: Galpão de
produção; AlmoxarifadoDe 27/02 a 13/03
Implementação da
metodologia 5S - 1° Senso:
Utilização/Descarte
Para que haja mudança de
hábitos e atitudes, trazendo
melhorias e possibilitando a
aplicação das soluções para a
redução de tempo de valor
não agregado
Coordenação: Equipe da
Qualidade;
Lider/Responsável: "Gerente de
produção"
Equipe: colaboradores da
produção
Separar os objetos úteis (que são
utilizados com frequência) dos
inúteis (que não são utilizados com
frequência ou não serão
utilizados). Remover os objetos
inúteis:
- Os que não tem nenhum tipo de
utilidade, devem ser mandados
para o lixo/reciclagem;
- Máquinas, ferramentas e
acessórios de pouca ou nenhuma
utilização devem ser mandados
para outro local ou, se possível,
vendidos ou doados
Horas de trabalho dos participantesSetor de Produção: Galpão de
produção; AlmoxarifadoDe 02/03 a 13/03
Solução 3 - Retirar
máquinas, equipamentos e
peças que não estão em
uso do galpão e colocar nos
locais especificados
Para aumento do espaço
disponível do galpão,
melhoria de layout e redução
de tempo de valor não
agregado
Coordenação: Equipe da
Qualidade;
Lider/Responsável: "Gerente de
produção"
Equipe: colaboradores da
produção
- Listar máquinas, equipamentos e
peças não usadas que podem ser
retiradas;
- Separar local específicado p/ tais
máquinas, equipamentos e peças;
- Transportar tais máquinas,
equipamentos e peças para locais
especificados
Horas de trabalho dos participantesSetor de Produção: Galpão de
produção
De 02/03 a 13/03 (juntamente com
aplicação do 1° Senso)
Implementação da
metodologia 5S - 2° Senso:
Ordenação
Para facilitar o acesso e o
manuseio de máquinas,
equipamentos, ferramentas,
materiais e peças.
Para que haja mudança de
hábitos e atitudes, trazendo
melhorias e possibilitando a
aplicação das soluções para a
redução de tempo de valor
não agregado
Coordenação: Equipe da
Qualidade;
Lider/Responsável: "Gerente de
produção"
Equipe: colaboradores da
produção
- Estabelecer critérios (local
específico, demarcação,
identificação com
cores/nomes/números, gestão
visual) para organização de
máquinas, equipamentos,
materiais, peças e ferramentas);
- Ordenar os locais específicos
conforme os critérios;
- Arrumar os itens conforme os
locais ordenados e os critérios de
organização
Horas de trabalho dos
participantes;
A orçar: material p/ gestão visual
(tintas, papel, impressão, serviços
de gráfica)
Setor de Produção: Galpão de
produçãoDe 16/03 a 27/03
Solução 2 - Planejar e
implementar um controle
bem definido de separação
e organização de diferentes
objetos (mat.
prima/sucata/retalho) em
diferentes locais
Para facilitar o acesso e o
manuseio de materiais,
peças, sucatas e retalhos,
reduzindo assim o
despaerdício de tempo com a
procura e o transporte de
materiais, contribuindo dessa
forma para a redução de
tempo de valor não agregado
Coordenação: Equipe da
Qualidade;
Lider/Responsável: "Gerente de
produção"
Equipe: colaboradores da
produção
- Estabelecer uma divisão clara e
específica de áreas dentro do
galpão (demarcação de local de
execução de serviços, local de
posicionamento de máquinas,
locais de serviços de caldeiraria e
serralheria, identificação com
cores/nomes/números, gestão
visual);
- Verificar a possibilidade de
atendimento à NR-12;
- Elaborar desenho de layout
conforme divisão estabelecida
- Organizar o galpão conforme
layout proposto
Horas de trabalho dos
participantes;
A orçar: material p/ gestão visual
(tintas, papel, impressão, serviços
de gráfica)
Setor de Produção: Galpão de
produção
De 16/03 a 27/03 (juntamente com
aplicação do 2/ senso)
Solução 4 -Implementar
controle de uso individual
de ferramentas
Para que seja aliminada a
divisão de ferramentas e o
desperdício com a busca e
deslocamento de
ferramentas, reduzindo assim
o tempo de valor não
agregado
Equipe da Qualidade;
Almoxarife
- Adquirir ferramentas e distribuir
individualmente de acordo com o
controle elaborado
A orçar: Aquisição de novas
ferramentas
Setor de Produção: Galpão de
produção; AlmoxarifadoDe 23 a 27/03
Solução 5 - Implementar
uma forma de organizar as
ferramentas no posto de
trabalho
Para que seja eliminado o
desperdício de tempo com a
procura e a busca de
ferramentas, reduzindo assim
o tempo de valor não
agregado
Equipe da Qualidade;
Almoxarife
- Adquirir o material necessário
para implementação da ideia;
- Organizar as ferramentas
conforme a ideia selecionada
A orçar: Aquisição de material
necessário para organizar
ferramentas
Setor de Produção: Galpão de
produção; AlmoxarifadoDe 23 a 27/03
Solução 6 -
Consertar/corrigir defeitos
nos acessórios e
dispositivos das máquinas
Para que sejam melhoradas
as condições de uso das
máquinas, reduzindo assim o
tempo de ajuste e
configuração na operação das
máquinas, contribuindo
dessa forma para a redução
de tempo de valor não
agregado
Equipe da Qualidade;
Operadores das máquinas;
Profissionais de manutenção
- Listar irregularidades e defeitos
específicos nas máquinas
(guilhotina, dobradeira, calandra,
máq de solda, esmerilhadeira);
- Orçar o preço dos consertos e
reparos;
- Realizar os consertos e reparos
A orçar: preço dos consertos e
reparos
Setor de Produção: Galpão de
produçãoDe 30/03 a 10/04
Planos de Ação (5W2H)

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
29
Implementação da
metodologia 5S - 3° Senso:
Limpeza
Para manutenção de um
melhor ambiente de
trabalho.
Para que haja mudança de
hábitos e atitudes, trazendo
melhorias e contribuindo
com a redução de tempo de
valor não agregado
Coordenação: Equipe da
Qualidade;
Lider/Responsável: "Gerente de
produção"
Equipe: colaboradores da
produção
Realizar limpeza imediata de
máquinas, equipamentos,
ferramentas, como também do
espaço físico
Horas de trabalho dos participantesSetor de Produção: Galpão de
produçãoDe 30/03 a 10/04
Implementação da
metodologia 5S - 4° Senso:
Saúde
Para que seja criada uma
cultura de colaboração e
comprometimento entre os
colaboradores, contribuindo
assim com a manutenção dos
padrões de organização e
limpeza.
Para que se mantenha uma
preocupação com a saúde
física, mental e emocional
dos colaboradores, bem
como com aspectos
relacionados à poluição
ambiental
Coordenação: Equipe da
Qualidade;
Lider/Responsável: "Gerente de
produção"
Equipe: colaboradores da
produção
- Estabelecer critérios para manter
o ambiente físico e o clima
organizacional agradáveis;
- Planejar ações para melhorias na
segurança e saúde dos
colaboradores;
- Elaborar um plano para
manutenção dos 3 primeiros sensos
(determinar periodicidade)
Setor de Produção: Galpão de
produçãoDe 27/02 a, no máximo, 17/04
Implementação da
metodologia 5S - 5° Senso:
Autodisciplina
Para que seja criada uma
cultura de maior respeito e
comprometimento em
relação a empresa, com o
cumprimento
disciplinadamente de tudo
que foi determinado nos 4
sensos anteriores.
Para que os outros 4 sensos
sejam mantidos em
funcionamento constante.
Coordenação: Equipe da
Qualidade;
Lider/Responsável: "Gerente de
produção"
Equipe: colaboradores da
produção
- Criar um programa 5S corporativo
(integralizar todas açoes do 5S;
tornar como parte dos
procedimentos e da cultura da
empresa; manter periodicidade das
ações);
- Incentivar os colaboradores, com
palestras e diálogos, tratando dos
valores e benefícios do 5S, e com
mecanismos de avaliação e
motivação;
- Realizar treinamentos, palestras e
diálogos para a conscientização da
importância do cumprimento de
regras, das críticas construtivas
(feedbacks), da responsabilidade,
etc.
- Estabelecer uma periodicidade de
palestras, diálogos, e eventos.
Setor de Produção: Galpão de
produçãoDe 27/02 a, no máximo, 17/04

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
30
Anexo 6 – Procedimento para Amostragem

XL ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO
“Contribuições da Engenharia de Produção para a Gestão de Operações Energéticas Sustentáveis” Foz do Iguaçu, Paraná, Brasil, 20 a 23 de outubro de 2020.
31
Os anexos também podem ser acessados pelo link abaixo.
bit.ly/2Zaz72I