As sete ferramentas da qualidade - Verri Veritatis
14
1 AS SETE FERRAMENTAS DA QUALIDADE Introdução: Atribui-se a Kaoru Ishikawa a popularização e mesmo em alguns casos a elaboração inicial do que ele chamou de ferramentas da Qualidade. Vamos discorrer sobre elas, algumas mais úteis que outras dependendo da área de atuação de cada um. 1 – Fluxograma: O fluxograma é um diagrama que expressa um determinado processo, ou fluxo de trabalho, de forma sequencial, gráfica, simples, objetiva e direta. Essa representação é feita a partir de figuras geométricas que simbolizam etapas do determinado processo e são ligadas por setas que indicam a direção e a sequência a ser seguida. O objetivo facilitar o entendimento das etapas que compõem um processo, através de uma representação visual. Esse é um exemplo tradicional de fluxograma de bloco, um dos mais simples e mais utilizados para representar processos simples: 2 - Cartas de controle Uma carta de controle é um conjunto de pontos (amostras) ordenados, no tempo, que são interpretados em função de linhas horizontais, chamadas de LSC (limite superior de controle) e LIC (limite inferior
Transcript of As sete ferramentas da qualidade - Verri Veritatis

1
AS SETE FERRAMENTAS DA QUALIDADE
Introdução: Atribui-se a Kaoru Ishikawa a popularização e mesmo em alguns casos a elaboração inicial do que ele chamou de ferramentas da Qualidade. Vamos discorrer sobre elas, algumas mais úteis que outras dependendo da área de atuação de cada um.
1 – Fluxograma: O fluxograma é um diagrama que expressa um determinado processo, ou fluxo de trabalho, de forma sequencial, gráfica, simples, objetiva e direta. Essa representação é feita a partir de figuras geométricas que simbolizam etapas do determinado processo e são ligadas por setas que indicam a direção e a sequência a ser seguida. O objetivo facilitar o entendimento das etapas que compõem um processo, através de uma representação visual. Esse é um exemplo tradicional de fluxograma de bloco, um dos mais simples e mais utilizados para representar processos simples:
2 - Cartas de controle Uma carta de controle é um conjunto de pontos (amostras) ordenados, no tempo, que são interpretados em função de linhas horizontais, chamadas de LSC (limite superior de controle) e LIC (limite inferior

2
de controle). A utilização da Carta de Controle é muito importante para o processo gerencial, permitindo que a empresa monitore e controle os seus processos. A partir dessa verificação, pode-se agir para corrigir os eventuais problemas no processo, gerando maior produtividade e eficiência.
Algumas definições importantes: Cartas de controle definição: gráficos que mostram a variação da grandeza ou característica de interesse (variabilidade do processo) em função do tempo para avaliar atributos ou desempenho de métodos ou de processo. Causas comuns ou aleatórias: fontes de variação inerentes a um processo que se encontra sob controle estatístico, as quais são difíceis de identificar, porém, juntas criam um sistema constante de variação. Exemplos: mudanças na temperatura, umidade, vibrações, falhas na sistemática do processo, dentre outras. Diz-se que um processo que opera na presença de causas comuns está sob controle estatístico. Causas especiais ou assinaláveis: fontes relativamente grandes de variação quando comparadas com a variabilidade natural, as quais são identificáveis, frequentemente imprevisíveis e ocorrem fora do sistema constante de variação. Exemplos: analista inexperiente, insumos inadequados, erros de operação, equipamentos não qualificados, instrumentos de medição não calibrados, dentre outras. Diz-se que um processo que opera na presença de

3
causas especiais está fora de controle estatístico. Controle Estatístico de Processos (CEP): conjunto de técnicas estatísticas utilizadas para avaliação de um processo, com o objetivo de controle e melhoria da qualidade. Desvio padrão: dispersão dos resultados das medições ou do processo, denotado pela letra grega sigma (δ) ou pela letra (s). Desvio padrão de precisão intermediária: desvio padrão dos resultados das medições. Replicata: valor obtido executando-se o processo em questão, onde cada replicata é o resultado da medida de uma das amostras independentes. Subgrupo: conjunto de replicatas utilizadas para analisar o desempenho de um processo. Por exemplo: cinco conjuntos de resultados contendo três replicatas implica que a quantidade de subgrupos (m) é cinco e que o tamanho do subgrupo (n) é três. Variabilidade: conjunto de diferenças nas variáveis (massas, dimensões, tempos, densidades, etc.) presentes em qualquer atividade do processo. É possível classificá-las em comuns (ou aleatórias) e especiais (ou assinaláveis). Amplitude: diferença entre o maior e o menor valor de um subgrupo.
LSC: Limite superior de controle, Deming preconiza que seja igual a +3 σ (media de todas as amostras + 3 vezes o desvio padrão).
LIC: Limite inferior de controle, Deming preconiza que seja igual a - 3σ (media de todas as amostras menos 3 vezes o desvio padrão). SÍMBOLOS n = Número de replicatas em cada subgrupo (ou tamanho do subgrupo). m = Número ou quantidade de subgrupos. X = Valor da medida da característica avaliada.
(X-barra) = Valor médio dos resultados das replicatas do subgrupo.
= Valor médio das médias de todos os subgrupos (média dos X ).
= Valor médio populacional (de todas as amostras medidas).
= Valor de referência ou valor alvo para a média do processo. R = Amplitude dos resultados das replicatas do subgrupo.
= Valor médio das amplitudes de todos os subgrupos. δ = Desvio padrão dos resultados das replicatas do subgrupo.

4
= Valor médio dos desvios padrão de todos os subgrupos. Uma vez detectada uma medida especial na variação (acima ou abaixo dos LSC e LIC – no exemplo acima do LSC), temos que tomar uma medida, mostradas nas figuras abaixo:
A norma ISO 8258 – Shewhart Control Charts estabelece 8 critérios de decisão em cartas de controle: a) 1 ou mais pontos acima do LSC ou abaixo do LIC; b) 9 pontos consecutivos na zona C ou no mesmo lado do LC;

5
c) 6 pontos consecutivos, todos aumentando ou todos diminuindo; d) 14 pontos consecutivos alternando para cima e para baixo; e) 2 de 3 pontos consecutivos na zona A ou além dela; f) 4 de 5 pontos consecutivos na zona B ou além dela; g) 15 pontos consecutivos na zona C (tanto acima quanto abaixo do LC); h) 8 pontos consecutivos na zona B. ESTE AUTOR SUGERE QUE SE UTILIZE SOMENTE OS TRÊS PRIMEIROS COMO CRITÉRIOS DE DECISÃO.
ATENÇÃO: O limite superior de especificação (LSE) deve estar acima do limite superior de controle (LSC) O limite inferior de especificação (LSE) deve estar abaixo do limite superior de controle (LIC) 3 - Diagrama de Ishikawa: Também conhecido como Diagrama de Causa e Efeito ou Espinha de Peixe, permite estruturar hierarquicamente as causas de um problema ou oportunidade de melhoria. Criado por Kaoru Ishikawa, o diagrama espinha de peixe é bem útil, pois ajuda você a explorar todas as causas potenciais ou reais que resultam em um único defeito ou falha.

6
OBSERVAÇÕES SOBRE O DIAGRAMA DE ISHIKAWA: A – Cada um dos 6 “ramos” é associado a uma “categoria” de problemas e/ou soluções. Para melhor gravar as “fontes” começam todas pela letra “M” (em inglês ou português):
- Procedimentos (Method em inglês) - Pessoas (Man em inglês) - Medidas - Maquinas - Meio ambiente - Materiais
B – É dito que foi criado pensando na cultura japonesa, que tem uma relação de afeto e respeito com os peixes. C – É dito também que a forma de representação estimula a criatividade. D – Este autor, embora respeite o uso de Diagrama de Ishikawa, prefere utilizar a árvore das causas raízes ou árvore dos Porquês para analisar causas básicas de problemas encontrados.

7
4 - Folha de verificação: Apesar de simples, a utilização da folha de verificação economiza tempo, eliminando o trabalho de se desenhar figuras ou escrever números repetitivos, não comprometendo a análise dos dados. Trata-se de tabelas, planilhas ou quadros estruturados usados para facilitar a coleta e análise de dados. As folhas de verificação são formulários em que os dados coletados são preenchidos de forma rápida, fácil e concisa. Registram dados e itens a serem verificados momentaneamente e também serve para identificar não conformidades no processo.
OBSERVAÇÃO DO AUTOR: A Folha de Verificação ou Chek-list, embora na teoria desenvolvida por Ishikawa para colher dados relacionados à Qualidade de Produtos e Serviços, é uma ferramenta ao nosso ver imprescindível dentro do processo de garantir que procedimentos sejam seguidos. A nossa experiência mostra que devido à grande afinidade do ser humano com figuras, a chance de um procedimento ser seguido aumenta exponencialmente com o uso de Figuras, Fotos e Tabelas em forma de Check-list. Como no exemplo abaixo:

8
5 – Histograma: Também conhecido como Diagrama de Distribuição de Frequências, é a representação gráfica, em colunas (retângulos), de um conjunto de dados previamente tabulado e dividido em classes uniformes. A base de cada retângulo representa uma classe; A altura de cada retângulo representa a quantidade ou frequência com que o valor dessa classe ocorreu no conjunto de dados. Ao dispor as informações graficamente, o Histograma permite a visualização dos valores centrais, a dispersão em torno dos valores centrais e a forma da distribuição. O exemplo abaixo é um dos tipos mais tradicionais de histograma, chamado de histograma simétrico:

9
COMO CONSTRUIR UM HISTOGRAMA 1. Determinar a amostra que vai utilizar. Para que você possa representar o
total do que você vai analisar, a amostra tem que ser aleatória. Um ótimo resultado se consegue com 50 a 100 dados, mas é possível elaborar com menor número;
2. Observar qual é o maior e menor valor dos dados escolhidos. A partir disso, calcular a amplitude (R), que é o resultado da diferença entre ambos;
3. Decidir a quantidade de classes (K) que vão ser utilizadas. Isso vai determinar as faixas de variação no gráfico, o que significa que o número definido não pode ser nem tão grande e nem tão pequeno, e sim apenas proporcional ao que será calculado;
4. Depois de definir o valor da amplitude e do número de classes, calcular o intervalo entre elas (H). O cálculo é muito simples, basta dividir a amplitude pela quantidade de classes, ou seja, H = R/K;
5. Calcular os extremos das classes. Para isso, verificar o menor valor dos dados da amostra para definir o limite inferior (LI). Para definir o limite superior da primeira classe, só é preciso somar o intervalo de classe (H) ao limite inferior, ou seja, LS = LI+H. Para calcular os das demais classes, é só usar essa fórmula como base;
6. Contabilizar os números de cada classe e encaixe-os na tabela que vai servir de base para o gráfico.
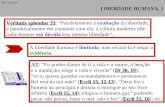
6 - Diagrama de Dispersão Os Diagramas de dispersão, ou Gráficos de Dispersão, são representações de duas ou mais variáveis que são organizadas em um gráfico, uma em função da outra. O diagrama mostra se existe ou não uma correlação entre duas variáveis estudadas, sendo que caso haja correlação, ela pode ser positiva ou negativa. Ao entender a correlação entre duas variáveis e como uma pode influenciar a outra, podemos determinar o melhor uso delas para melhorar a qualidade e produtividade da nossa empresa. Além disso, existe a possibilidade de inferirmos uma relação causal entre variáveis, ajudando na determinação da causa raiz de problemas.

10
Exemplo dos morangos: Um produtor de morangos para exportação deseja produzir frutos grandes, pois frutos pequenos têm pouco valor mesmo no mercado interno. Além disso, os frutos, mesmo grandes, não devem ter tamanhos muito diferentes entre si. O produtor suspeita que uma dos fatores que altera o tamanho dos frutos é o número de frutos por muda. Para investigar a relação entre o número de frutos que uma planta produz e o peso destes frutos, ele observou dados de 10 morangueiros na primeira safra.
TIPOS DE CORRELAÇÃO – VARIÁVEIS

11
Os dados coletados são mostrados na tabela a seguir.
M N Peso dos Frutos (gramas)
1 5 15,2 15,5 15,6 15,7 16,4
2 6 14,0 14,5 15,4 15,9 15,9 16,1
3 7 13,7 13,8 14,1 14,1 14,5 14,9 15,5
4 8 11,0 11,5 12,4 12,4 12,9 14,5 15,5 16,6
5 9 10,2 11,1 12,1 12,4 13,5 13,8 14,0 15,4 16,0
6 10 9,0 9,3 10,7 11,6 11,7 12,6 12,8 12,8 13,4 15,1
7 11 7,8 8,6 8,7 9,6 11,1 11,9 12,1 12,5 14,1 14,2 14,0
8 12 7,3 9,4 10,2 10,3 10,8 10,6 11,1 11,5 11,5 12,9 13,4 15,0
9 13 6,9 7,6 8,5 10,0 10,9 11,0 11,4 11,6 12,0 12,0 12,7 13,5 14,0
10 14 7,0 8,0 9,0 10,0 10,0 10,5 11,0 11,2 11,2 11,7 12,5 12,9 13,5 13,5
E o gráfico de dispersão ficará:
Podemos verificar o que se segue:

12
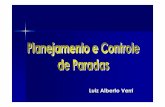
1 - Há um decréscimo no valor médio do peso do fruto por árvore à medida que cresce o número de frutos na árvore. Ou seja, não é vantagem uma árvore produzir muitos frutos, pois ele tenderão a ser muito pequenos. 2 - O segundo fato que percebemos é que, com o aumento no número de frutos na árvores, cresce também a variabilidade no peso, gerando tanto frutos muito grandes, como muito pequenos. CONCLUSÃO: Não é vantagem ter poucas plantas produzindo muito frutos, mas sim muitas plantas produzindo poucos frutos, mas grandes e uniformes. Uma análise mais detalhada poderá determinar o número ideal de frutos por árvore, aquele que maximiza o peso médio e, ao mesmo tempo, minimiza a variabilidade do peso. 7 - Diagrama de Pareto: É uma ferramenta estatística que auxilia na tomada de decisão, permitindo uma empresa priorizar problemas, quando esses se apresentam em grande número. O princípio de Pareto classifica os problemas relacionados à qualidade em duas categorias: Poucos vitais e Muitos triviais. Esse princípio, também conhecido como regra 20-80, nos diz que 20% das causas principais são responsáveis por 80% dos problemas em uma organização. Ou seja, se solucionarmos essas 20% principais, acabamos com boa parte dos problemas.
Exemplo: gestão do estoque de uma loja de informática, considerando os produtos listados abaixo. Cada um deles tem uma frequência distinta e é movimentado de forma diferente no estoque. Como saber o que priorizar? Primeiro montamos uma tabela: Produto x Receita x Percentual de cada um na receita:

13
Então colocamos em um gráfico para melhor visualização:
Conclusão: As melhorias de armazenagem, processo de compras e ações de marketing que forem direcionadas para os 3 primeiros produtos da lista tendem a promover um melhor retorno financeiro.

14
Conclusão do artigo: Apesar de ter feito um mestrado na área e, à época elaborado uma tese e a defendido, não usei ao longo de minha carreira todas as ferramentas apresentadas. Porém, saber a existência delas e escolher a(s) melhor(es) em cada caso me ajudaram bastante na minha jornada profissional. Tenham um bom proveito! Luiz Alberto Verri – Janeiro de 2019 Fonte principal: https://www.voitto.com.br/blog/artigo/7-ferramentas-da-qualidade