ASPECTOS MICROSTRUTURAIS ASSOCIADOS À … · Através de um dispositivo acoplado a uma...
12
ASPECTOS MICROSTRUTURAIS ASSOCIADOS À USINABILIDADE DO AÇO INOXIDÁVEL MARTENSÍTICO AISI 630 Hidekasu Matsumoto, Departamento de Engenharia Mecânica – UNESP - Campus de Ilha Solteira, Avenida Brasil, 56, 15.385-000 - Ilha Solteira, SP, Brasil, e-mail: [email protected] José Minatogawa, Centro Federal de Educação Tecnológica – CEFET, São Paulo, SP, Brasil. Juno Gallego, Departamento de Engenharia Mecânica – UNESP - Campus de Ilha Solteira Wyser José Yamakami, Departamento de Engenharia Mecânica – UNESP - Campus de Ilha Solteira Vicente Afonso Ventrella, Departamento de Engenharia Mecânica – UNESP - Campus de Ilha Solteira RESUMO O aço inoxidável martensítico AISI 630 é um material que se caracteriza pelos elevados níveis de resistência mecânica e fadiga que o torna, além da tradicional resistência à corrosão, uma das opções para a fabricação de componentes aeronáuticos e industriais. Entretanto, a alta dureza comumente observada nesses aços endurecíveis por precipitação contribui para o aumento do desgaste das ferramentas de corte, podendo-se assim comprometer o desempenho dos processos de usinagem. O presente trabalho visa investigar a usinabilidade de dois aços inoxidáveis AISI 630, sendo um convencional e o outro modificado com a adição de cálcio e enxofre, os quais foram submetidos a um torneamento cilíndrico com pastilhas de metal duro a uma velocidade de corte máxima de 250 m/min. Os efeitos dos parâmetros de corte sobre o desgaste da ferramenta, assim como a qualidade da superfície usinada, foram avaliados em cada um dos materiais investigados. Através de um dispositivo acoplado a uma plaina-limadora foi possível preparar uma amostra da região onde se forma o cavaco, cuja microestrutura foi observada por microscopia ótica. Os ensaios de torneamento realizados mostraram que a modificação da composição química favoreceu a usinagem do aço AISI 630, contribuindo para que houvesse uma significativa redução tanto no desgaste das ferramentas de corte como também na rugosidade superficial. A análise por microscopia ótica possibilitou correlacionar tais resultados com a microestrutura observada na região do cavaco. Embora a diferença entre as microestruturas dos aços investigados não fosse característica, constatou-se que a presença de cálcio e enxofre favoreceu a formação de um grande número de inclusões de morfologia complexa e cuja observação não foi tão freqüentemente notada no aço AISI 630 convencional. Assim sendo, sugere-se que o comportamento frágil das partículas dessa natureza seja um dos principais fatores responsáveis pela melhoria do processo de torneamento, favorecendo o cisalhamento do material e do cavaco, e conseqüentemente, aumentando a vida da ferramenta de corte e melhorando o acabamento superficial na usinagem do aço inoxidável AISI 630 modificado. Palavras-chave: aço inoxidável AISI 630; torneamento; usinabilidade; microestrutura.
Transcript of ASPECTOS MICROSTRUTURAIS ASSOCIADOS À … · Através de um dispositivo acoplado a uma...

ASPECTOS MICROSTRUTURAIS ASSOCIADOS À USINABILIDADE DO AÇO INOXIDÁVEL MARTENSÍTICO AISI 630
Hidekasu Matsumoto, Departamento de Engenharia Mecânica – UNESP - Campus de Ilha Solteira,
Avenida Brasil, 56, 15.385-000 - Ilha Solteira, SP, Brasil, e-mail: [email protected]
José Minatogawa, Centro Federal de Educação Tecnológica – CEFET, São Paulo, SP, Brasil.
Juno Gallego, Departamento de Engenharia Mecânica – UNESP - Campus de Ilha Solteira
Wyser José Yamakami, Departamento de Engenharia Mecânica – UNESP - Campus de Ilha Solteira
Vicente Afonso Ventrella, Departamento de Engenharia Mecânica – UNESP - Campus de Ilha Solteira
RESUMO O aço inoxidável martensítico AISI 630 é um material que se caracteriza pelos elevados
níveis de resistência mecânica e fadiga que o torna, além da tradicional resistência à corrosão, uma
das opções para a fabricação de componentes aeronáuticos e industriais. Entretanto, a alta dureza
comumente observada nesses aços endurecíveis por precipitação contribui para o aumento do
desgaste das ferramentas de corte, podendo-se assim comprometer o desempenho dos processos
de usinagem. O presente trabalho visa investigar a usinabilidade de dois aços inoxidáveis AISI 630,
sendo um convencional e o outro modificado com a adição de cálcio e enxofre, os quais foram
submetidos a um torneamento cilíndrico com pastilhas de metal duro a uma velocidade de corte
máxima de 250 m/min. Os efeitos dos parâmetros de corte sobre o desgaste da ferramenta, assim
como a qualidade da superfície usinada, foram avaliados em cada um dos materiais investigados.
Através de um dispositivo acoplado a uma plaina-limadora foi possível preparar uma amostra da
região onde se forma o cavaco, cuja microestrutura foi observada por microscopia ótica. Os ensaios
de torneamento realizados mostraram que a modificação da composição química favoreceu a
usinagem do aço AISI 630, contribuindo para que houvesse uma significativa redução tanto no
desgaste das ferramentas de corte como também na rugosidade superficial. A análise por
microscopia ótica possibilitou correlacionar tais resultados com a microestrutura observada na região
do cavaco. Embora a diferença entre as microestruturas dos aços investigados não fosse
característica, constatou-se que a presença de cálcio e enxofre favoreceu a formação de um grande
número de inclusões de morfologia complexa e cuja observação não foi tão freqüentemente notada
no aço AISI 630 convencional. Assim sendo, sugere-se que o comportamento frágil das partículas
dessa natureza seja um dos principais fatores responsáveis pela melhoria do processo de
torneamento, favorecendo o cisalhamento do material e do cavaco, e conseqüentemente,
aumentando a vida da ferramenta de corte e melhorando o acabamento superficial na usinagem do
aço inoxidável AISI 630 modificado.
Palavras-chave: aço inoxidável AISI 630; torneamento; usinabilidade; microestrutura.
Administrador
topo2

INTRODUÇÃO Com a crescente utilização de aços inoxidáveis nas indústrias aeronáuticas, aeroespaciais,
alimentícias e indústrias mecânicas em geral, a otimização dos processos de fabricação das peças de
aço inoxidável se torna cada vez mais importante. Dentre os processos de fabricação, a usinagem é
um dos processos mais empregados, pois grande parte das peças oriundas de matérias prima não
planas são fabricadas por usinagem ou necessitam de algum tipo de usinagem, como por exemplo,
furação, acabamento superficial, corte e rebarbação. Assim, a escolha adequada do material a ser
usinado, dos parâmetros de corte, da ferramenta de corte, dos fluidos de corte, dos dispositivos de
fixação e da máquina-ferramenta, garante a otimização do processo e a qualidade do produto a um
custo otimizado.
Considerando que neste trabalho o assunto a ser tratado está relacionado com
usinabilidade, aços inoxidáveis e microestrutura, será apresentada a seguir, uma breve revisão sobre
esses assuntos.
O grau de dificuldade de se usinar um determinado material é conhecido como
usinabilidade. De um modo geral, pode-se definir usinabilidade como sendo uma grandeza
tecnológica que expressa, por meio de um valor numérico comparativo (índice de usinabilidade), um
conjunto de propriedades de usinagem de um material em relação a outro tomado como padrão.
Entende-se como propriedades de usinagem de um material aquelas que expressam seu efeito sobre
grandezas mensuráveis inerentes ao processo de usinagem, tais como a vida da ferramenta, o
acabamento superficial da peça, o esforço de corte, a temperatura de corte, a produtividade e as
características do cavaco. Pode-se ter um material que tenha uma boa usinabilidade quando se leva
em conta uma propriedade de usinagem, como por exemplo, a vida da ferramenta e não possuir boa
usinabilidade quando se leva em conta outra propriedade, como por exemplo, a rugosidade da peça
usinada. A usinabilidade depende do estado metalúrgico da peça, da dureza, das propriedades
mecânicas do material, de sua composição química, das operações anteriores efetuadas sobre o
material, e do eventual encruamento. Depende ainda das condições de usinagem, das características
da ferramenta, das condições de refrigeração, da rigidez do sistema máquina-ferramenta-peça-
dispositivos de fixação-ferramenta de corte e dos tipos de trabalhos executados pela ferramenta
(operação empregada, corte contínuo ou intermitente, condições de entrada e saída da ferramenta).
Assim, um material pode ter um valor de usinabilidade baixo em certas condições de usinagem e um
valor maior em outras condições de usinagem (Diniz, Marcondes e Coppini, 2001). Em termos de
usinabilidade, os aços inoxidáveis são famosos por apresentarem mais dificuldades do que os aços
comuns ou de construção mecânica. Mesmo entre os aços inoxidáveis temos diferentes graus de
usinabilidade, em função da metalurgia própria, característica e estado de fornecimento de cada um.
De uma maneira genérica, os aços inoxidáveis podem ser classificados em quatro grupos
principais: austeníticos, martensíticos, ferríticos e endurecíveis por precipitação (Padilha e Guedes,
1994). Apresentam em comum, altas energias de corte requeridas nas operações de usinagem.
Possuem alta resistência à tração e baixa condutividade térmica, o que resulta em altas temperaturas
na interface ferramenta-cavaco durante a usinagem. Além disso, as presenças de carbonetos

abrasivos nos aços inoxidáveis provocam rápido desgaste na ferramenta de corte. Os aços
inoxidáveis austeníticos apresentam, além de tais problemas citados, um alto coeficiente de
encruamento, promovendo fortes ligações por aderência, elevando as forças e temperaturas de
usinagem, que promovem maiores taxas de desgaste nas ferramentas de corte (Pizzi et al, 1997).
Os ferríticos e martensíticos raramente apresentam dificuldades, enquanto os austeníticos e
duplex são bem mais difíceis, sendo que o grau de dificuldade aumenta com o aumento do teor de
elementos de liga. As dificuldades de usinagem dos aços inoxidáveis austeníticos normalmente
concentram-se em:
- Forte desgaste das ferramentas com baixa qualidade de acabamento;
- Péssima característica da saída de cavaco (quebra), causando congestionamento;
- Baixas velocidades de corte, levando à baixa produtividade.
Nos aços inoxidáveis austeníticos, suas propriedades é que baixam sua usinabilidade em
virtude de alta ductilidade e tenacidade, alta taxa de encruamento e baixa condutibilidade térmica,
durante o corte, formando uma camada encruada de alta resistência que se opõe ao avanço da
ferramenta. Ao mesmo tempo a formação de cavacos contínuos, causada pela alta ductilidade do
material, e o atrito elevado na interface metal-ferramenta, causam um aquecimento na região de
corte. Os aços inoxidáveis, por terem baixa condutibilidade térmica, dissipam muito pouco o calor
gerado pelo corte (atrito). O aquecimento excessivo compromete a vida da ferramenta e
conseqüentemente a qualidade superficial da peça usinada, sugerindo redução na velocidade de
corte. Além disto, em alguns casos, existe forte tendência ao caldeamento entre a ferramenta e o
cavaco em trânsito.
Os aços endurecíveis por precipitação foram desenvolvidos na década de 40, para atender as
exigências da indústria aeronáutica. Esses aços foram rapidamente selecionados para outras
aplicações como componentes de aeronaves, naves espaciais, componentes de usinas nucleares,
instrumentos cirúrgicos, equipamentos fotográficos, molas, válvulas para água salgada, conexões
para fluidos agressivos, etc. O aço inoxidável, endurecível por precipitação, conforme a necessidade
da fabricação de peças, apresenta combinações extremamente favoráveis de propriedades
mecânicas, resistência à corrosão, soldabilidade e usinabilidade, reunindo, assim, as vantagens dos
austeníticos e martensíticos convencionais. Para produtos não planos, a usinabilidade destaca-se
como a principal característica de fabricação, constituindo o escopo deste trabalho. Existem diversas
tendências para melhorar a usinabilidade dos aços inoxidáveis, como, uso de aços ressulfurados,
controle de morfologia de inclusões e adição de metais.
O aumento da usinabilidade geralmente está acompanhado de queda na resistência à
corrosão. Nos últimos anos, tem-se utilizado a técnica de controle das inclusões óxidas para melhorar
a usinabilidade, sem deterioração das outras propriedades. Isto é alcançado através de tratamento
especial durante a fabricação do aço líquido. Atualmente, materiais de engenharia são reformulados
(composições química, tratamentos e reprocessamentos), de modo a acrescentar às suas
especificações técnicas normais, alta resistência mecânica, alta tenacidade, superior resistência à
corrosão e compatível com o meio ambiente. Entretanto, estes novos incrementos qualitativos dos
materiais vão de encontro à sua outra característica igualmente importante, a usinabilidade.

Processamento de aços inoxidáveis é exemplo cotidianamente crescente deste desafio, que nos leva
à procura de novos arranjos na composição química dos aços, seleção criteriosa de materiais, novos
parâmetros de usinagem (acabamento, velocidades de corte e de avanço e profundidade), geometria
de corte, taxa de remoção de cavaco e novas concepções da tecnologia de manufatura. Uma opção
racional, econômica e de excelentes resultados, para contribuir com a necessidade de otimização do
processo de fabricação, é a utilização de aços com usinabilidade melhorada. Entretanto, a melhoria
na usinabilidade tem apresentado algumas interferências nas propriedades mecânicas do aço, como
atestam a adição de enxofre e chumbo, que afetam a resistência à corrosão. O enxofre, além disso, é
segregado durante a fundição causando anisotropia e afetando a uniformidade da
microestrutura.(Tessler, Barbosa – 2002).
A tentativa de se conseguir uma diminuição nos custos de fabricação de peças usinadas
através de maiores taxas de remoção de material e aumento de vida útil de ferramenta de corte sem,
contudo, acarretar prejuízo nas propriedades mecânicas dos aços levou ao desenvolvimento dos
aços com usinabilidade melhorada pela desoxidação com cálcio, muitas vezes denominados “aços
tratados ao cálcio” (Fang e Zhang, 1996) A adição de cálcio para modificação da natureza e
morfologia das inclusões constitui uma técnica já conhecida pelas aciarias modernas. O cálcio é
adicionado geralmente em forma de fios de Ca-Si durante o refino do aço líquido, transformando as
inclusões de alumina em aluminatos de cálcio. Enquanto as inclusões de alumina são duras e
abrasivas, com ponto de fusão de 2045oC, compostos eutéticos do sistema SiO2-CaO-Al2O3,
apresentam ponto de fusão bem mais baixo, de até cerca de l300oC. A formação de tais compostos
gera inclusões globulares, geralmente envolvida por uma camada de sulfetos de cálcio e de
manganês e conferem melhoria de usinabilidade, principalmente a altas velocidades de corte (Fang e
Zhang, 1996)
Neste trabalho, serão abordadas as características básicas da usinabilidade dos aços
inoxidáveis martensíticos, AISI-630, convencional e tratado com cálcio AISI630UF, em termos de
desgaste da ferramenta de corte, mecanismos de desgaste das ferramentas de corte e acabamento
superficial. Através de um dispositivo acoplado a uma plaina-limadora serão preparadas amostras da
região onde se forma o cavaco, cuja microestrutura será observada por microscopia ótica visando
relacionar a microestrutura dos dois aços com a usinabilidade.
MATERIAIS E MÉTODOS Para a realização dos ensaios de usinabilidade foi utilizado um torno CNC de 5,6 kW de
potência e rotação máxima de 4000 rpm. A ferramenta de corte utilizada foi um inserto de metal duro,
intercambiável, ISO WNMG-06T308-TF-IC907, com cobertura PVD de TiAlN, comprimento da aresta
de corte de 6,52 mm, espessura de 3,9 mm;raio de ponta de 0,8 mm e ângulo de saída de 13°. Porta
ferramenta ISO PWLNR 20X20-K-08, ângulo de posição 90° e ângulo de folga 6°.
A rugosidade da peça usinada foi medida com um rugosímetro Taylor/Robson “Surtronic 3”,
digital de 0,01µm e o desgaste da ferramenta foi medido com o auxílio de um microscópio.

Os materiais ensaiados foram os aços inoxidáveis AISI-630 convencional e modificado com
adição de cálcio (630-UF), com as principais composições químicas apresentadas na tabela 1.
Tabela 1. Composição dos aços inoxidáveis investigados (% peso).
aço C Cr Ni Cu Ca P S
630 0,07 16,0 4,6 3,6 0,001 0,019 0,007
630UF 0,07 16,0 4,5 3,4 0,003 0,016 0,022
Os corpos de prova utilizados nos ensaios de usinabilidade tinham a forma e as dimensões
da figura 1.
Figura 1. Corpos de prova utilizados nos ensaios de usinabilidade.
Os aços inoxidáveis AISI-630 convencional e modificado, foram ensaiados nas mesmas
condições de usinagem por torneamento, com velocidade de corte Vc = 250 m/min, profundidade de
corte ap = 1,0 mm, avanço f = 0,25 mm. Em cada caso, após duas passadas da ferramenta ao longo
da peça, foi retirada a pastilha para avaliação e medição do desgaste máximo de flanco (VBBmáx) e da
rugosidade. Como critério de fim de vida foi adotado VBBmáx = 0,3 mm ou tempo de corte = 25
minutos, prevalecendo o que ocorresse primeiro, ou seja, os ensaios eram finalizados quando
ocorresse qualquer um dos casos, salvo acidentes de percurso como trincas ou lascamento da
pastilha, os quais finalizaram automaticamente o ensaio
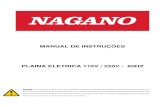
A análise da microestrutura do cavaco, ainda anexo à peça bruta, foi realizada em uma
amostra preparada a partir de um dispositivo mecânico acoplado a uma plaina-limadora. Tal aparato
possibilitou a interrupção do movimento relativo entre a ferramenta e a peça em ensaio, de modo que
o cavaco gerado não fosse arrancado. A Figura 2 apresenta a montagem do dispositivo sobre a
plaina, bem como uma amostra típica usada para a análise da microestrutura da região do cavaco.

Figura 2 - (a) Montagem do dispositivo para geração de amostras de cavaco sobre uma plaina-
limadora. (b) Exemplar de cavaco usado para a preparação metalográfica.
Após o embutimento em resina de poliéster as amostras de cavaco foram preparadas da
maneira convencional: lixamento até a grana #600, seguido de polimento mecânico com alumina de
granulometria 0,3µm. A dispersão de partículas de segunda fase observada nas amostras polidas foi
investigada, sendo estimados o tamanho e a quantidade das inclusões em no mínimo 10 áreas
distintas. A microestrutura dos aços inoxidáveis martensíticos foi revelada através do ataque químico
com o reativo de Villela (Vander Voort, 1984). Medidas de microdureza Vickers, com carga padrão de
0,2 N, foram feitas tanto na região deformada (cavaco) quanto em áreas da amostra que não foram
afetadas pela ferramenta de corte. Para as medidas de macrodureza a carga aplicada foi padronizada
em 196 N.
RESULTADOS Os resultados serão apresentados em dois subtítulos, sendo o primeiro relacionado com a
usinabilidade dos aços em relação ao desgaste da ferramenta de corte e acabamento superficial, e o
segundo relacionado com a microestrutura dos materiais ensaiados.
Usinabilidade
Desgaste da Ferramenta para os Aços AISI-630CON e AISI-630UF
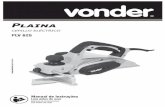
Na Figura 3, tem-se o gráfico com as curvas comparativas do desgaste da aresta de corte
na usinagem dos aços AISI-630CON e AISI-630UF, em idênticas condições, isto é, com velocidade
de corte de 250m/min, avanço 0,25mm/volta, profundidade de corte 0,75mm e sem refrigeração Estes
parâmetros de corte foram escolhidos por constituírem o conjunto mais comumente utilizado na
usinagem de produção. Neste confronto direto dos dois aços, o que muito facilita a análise
comportamental de ambos, pode-se notar através das curvas uma tendência de produtividade maior
do aço modificado em relação ao convencional. Até o fim de vida da aresta de corte, preestabelecida
em VBBmáx=0,30 mm, o aço modificado, tratado com cálcio, apresentou um incremento adicional de
produção, na ordem de 15 a 20% em relação ao aço convencional de composição básica. O ensaio

teve prosseguimento além do fim de vida para se poder visualizar as tendências comportamentais
dos desempenhos dos aços em função da ferramenta de corte e condições de usinagem.
D es g as te x L c - V c =2 5 0 m/min
0
0 ,1
0 ,2
0 ,3
0 ,4
0 ,5
0 ,6
0 ,7
0 ,8
0 ,9
1
0 :0 1 :1 3 0 :0 2 :2 2 0 :0 3 :2 7 0 :0 4 :2 8 0 :0 5 :2 5 0 :0 6 :2 0 0 :0 7 :1 1 0 :0 7 :5 8 0 :0 8 :4 1
T em p o (m im )
VBB
máx
(m m
)
"630 U F ""630 C O N "
Figura 3 - Desgaste da ferramenta na usinagem dos aços AISI-630CON e AISI-630UF, em função do
comprimento de corte Lc(m). vc=250m/min, f=0,25mm/volta, ap=10mm, sem refrigeração.
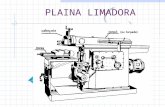
Acabamento Superficial dos Aços AISI-630CON e AISI-630UF
R ugosidade x Lc - C orte a Seco, Vc=250m /m in
0
0,5
1
1,5
2
2,5
3
308 594 859 1102
C om prim ento de C orte - Lc (m )
Ra
(u m
)
630 U F, Vc=250 m /m in
630 ,Vc= 250 m /m in
Figura 4 - Rugosidade em função do comprimento de corte Lc(m), usinagem a seco, aços AISI-
630CON e AISI-630UF, vc=250m/min, f=0,25mm/volta, ap=1,00mm.
As curvas da figura 4 foram obtidas utilizando as mesmas condições de usinagem para
obter as curvas da figura 3. Pode-se observar que o acabamento superficial do aço AISI-630UF foi

cerca de 30% melhor que o do aço convencional, ou seja, a rugosidade em Ra no aço com adição de
cálcio foi significativamente menor que no convencional.
Análise Metalográfica
Os testes realizados mostraram que o dispositivo usado foi eficaz na obtenção de amostras
de cavacos dos aços inoxidáveis investigados, apesar da elevada macrodureza dessas ligas: 3250 ±
200 MPa para o aço 630 e 3340 ± 215 MPa para o aço 630UF, considerando um intervalo de
confiança de 95%. As medidas de microdureza comprovaram o encruamento da região do cavaco,
independentemente do aço ensaiado. Assim o aço 630 apresentou uma microdureza de 4224 ± 526
MPa no cavaco, valor reduzido para 3543 ± 322 MPa nas regiões não deformadas. De maneira
semelhante, a microdureza do cavaco do aço 630UF foi estimada em 4331 ± 464 MPa, sendo 3437 ±
258 MPa o valor desta propriedade na região isenta de deformação (ASTM, 1991).
A observação das amostras polidas por microscopia ótica permitiu a identificação de
partículas de segunda fase em ambos os aços. A dispersão das inclusões mostrou ser bastante
regular, independentemente da seção da barra observada (transversal ou longitudinal). As partículas,
cujos tamanhos variavam entre 0,5 a 2,5 µm, aparentavam ser preponderantemente globulares. A
Figura 5(a) apresenta o aspecto típico da distribuição das inclusões encontradas nos aços
observados por microscopia ótica, enquanto em (b) é mostrada em detalhe uma das microfissuras
encontradas na região do cavaco do aço 630UF. Parâmetros quantitativos associados às inclusões
observadas são apresentados na Tabela 2, onde é possível verificar que o aço 630UF apresentou
uma densidade planar de partículas NA significativamente superior ao aço inoxidável convencional. O
aumento do número de inclusões no aço modificado levou a um menor espaçamento médio λ entre
as partículas, que pôde ser estimado por (Russ, 1986)
AN⋅=
21λ (1)
Tabela 2: Parâmetros quantitativos associados às distribuições de partículas de 2a. fase.
Aço Número de partículas
Área observada [mm2]
Densidade NA [mm-2]
Espaçamento λ
[µm]
630 533 0,25 2132 11
630UF 1067 0,20 5335 7

Figura 5 - Micrografias tiradas da superfície polida mostrando em (a) uma típica dispersão de partículas de segunda fase encontrada no aço 630UF e em (b) o detalhe de uma microfissura observada na região do cavaco. Aumentos de 400 e 1500 vezes.
A revelação da microestrutura com o reativo de Villela mostrou que as diferenças entre os
aços analisados foram pequenas, como pode ser constatado com as micrografias da Figura 6. Nota-
se a aparência típica dos aços inoxidáveis martensíticos, caracterizada pela textura na forma de
plaquetas.
Figura 6 - Microestruturas dos aços inoxidáveis martensíticos 630 em (a) e 630UF em (b), reveladas pelo reativo de Villela. Aumento padrão de 400 vezes.
DISCUSSÃO O aço AISI-630UF apresentou melhores índices de usinabilidade utilizando como critério o
desgaste da ferramenta de corte e também utilizando como critério o acabamento superficial.
As medidas de dureza realizadas permitiram verificar que não houve alterações
significativas na propriedade mecânica, que pudessem ser atribuídas à adição de cálcio e enxofre.

Entretanto, a presença do triplo desses elementos no aço 630UF favoreceu a formação de um
número maior de inclusões, se comparado ao aço inoxidável convencional. Embora não tenha sido
possível realizar um estudo mais minucioso utilizando microanálise por espectometria por energia
dispersiva de elétrons (EDS), acredita-se que as partículas observadas por microscopia ótica sejam
preponderantemente constituídas por sulfetos de cálcio – hipótese bastante plausível, considerando o
nível de energia livre para a sua formação ser extremamente baixo em relação a outros sulfetos
encontrados nos aços (Rosenqvist, 1983).
O encruamento do material na região do cavaco, verificado através das medidas de
microdureza, foi perceptível. O ataque metalográfico permitiu visualizar no cavaco uma textura
semelhante à descrita por Ferraresi (1970), na qual microvolumes de material deformado orientam-se
paralelamente entre si como se fossem cartas de um baralho. A Figura 7 demonstra a textura
encontrada nos cavacos analisados e permite determinar o ângulo de cisalhamento φ, estimado em
40° em ambos os aços investigados. Orientações semelhantes foram encontradas na disposição das
microfissuras observadas nos cavacos (Fig. 5(b)). Este valor mostrou ser bastante próximo ao ângulo
de cisalhamento teórico, que pode ser calculado por (Ferraresi, 1970)
γγ
φsen
cos−
=CR
tg (2)
onde γ é o ângulo de saída do cavaco (18° na ferramenta usada nos experimentos) e Rc é o grau de
recalque, definido como a razão entre as espessuras do cavaco e de corte. Nos experimentos
realizados foram determinados os valores de 1,33 e 1,28 para o grau de recalque dos aços 630 e
630UF, respectivamente, o que implicaria em ângulos de cisalhamento teóricos de 43° e 44,4° para
os aços investigados.
Os ensaios de torneamento realizados mostraram que a usinabilidade do aço 630UF era
superior ao aço convencional. A análise por microscopia ótica permitiu constatar que este
comportamento não poderia ser associado diretamente à matriz, considerando que não haviam
diferenças significativas entre estes materiais (Fig. 6). Entretanto, a maior quantidade de inclusões de
segunda fase encontradas no aço 630UF pode ser o fator responsável pela melhoria da usibilidade
nesta liga. As estimativas feitas sobre a dispersão de partículas mostraram que o aumento na
quantidade promoveu uma aproximação entre as inclusões, favorecendo a propagação das
microfissuras geradas no material do cavaco e a sua ruptura. A formação de cavacos descontínuos
minimiza os mecanismos de desgaste que ocorrem na ferramenta, além de contribuir para a melhoria
do acabamento superficial (rugosidade) das peças usinadas.

Figura 7 - Micrografias mostram em (a) a região de transição entre a peça usinada e o cavaco e em (b) a microestrutura do cavaco mostrando uma textura orientada, conforme o ângulo de cisalhamento φ. Ataque: Villela. Aumento padrão de 150 vezes.
CONCLUSÕES
A observação de aspectos microestruturais vinculados à usinagem de aços inoxidáveis
martensíticos permitiu que fossem tiradas as seguintes conclusões:
- a adição de quantidades extras de cálcio e enxofre à composição química do aço inoxidável
martensítico AISI 630 favoreceu a formação de inclusões, que foram observadas por microscopia
ótica;
- a melhoria da usinabilidade observada no aço 630UF não foi promovida por alterações
microestruturais da matriz e sim pela presença de um maior número de partículas de segunda fase,
as quais podem ter contribuído para a propagação das microfissuras responsáveis pela quebra do
cavaco;
- a observação por microscopia ótica permitiu identificar e caracterizar a textura da região encruada
no cavaco, determinando valores experimentais dos ângulos de cisalhamento bastante aproximados
aos previstos por modelo teórico.
REFERÊNCIAS
1) ASTM. Standard Test for Microhardness of Materials: E384-89, V. 3.01, pp. 463-481, 1991. 2) Diniz A.E., Marcondes F.C. e Coppini N.L. – Tecnologia da usinagem dos materiais –
Ed.Artliber – 2000 3) FANG,X.D. And ZHANG,D. – An investigation of adhering layer formation during tool wear
progression in turning of free-cutting steel - Wear – l996 – v.l97, p. 169-178. 4) Ferraresi, D. Fundamentos da Usinagem dos Metais. Ed. Edgard Blücher, São Paulo, pp. 89-
140, 1970.

5) Padilha, A.F. e Guedes, L. – Aços inoxidáveis austeníticos – Ed. Hemus – São Paulo – l994. 6) Pizzi, R., Sales, W.F., Abrão, A.M. e Machado, A.R. – Fresamento dos aços inoxidáveis
austeníticos ABNT-316 – XIV Congresso Brasileiro de Engenharia Mecânica – Bauru –SP – 1997
7) Rosenqvist, T. Principles of Extractive Metallurgy. McGraw-Hill Book Co, New York, pp. 486-
487, 1983.
8) Russ, J. C. Practical Stereology. Plenum Press, New York, pp. 35-52, 1986.
9) Tessler, M.B. e Barbosa C.A. – A Usinabilidade dos aços inoxidáveis – Centro de Pesquisa e Desenvolvimento – Villares Metals – 2002.
10) Vander Voort, G. F. Metallography: Principles and Practice. McGraw-Hill Book Co, New York,
pp. 219-221, 1984.
MICROSTRUCTURAL FEATURES ASSOCIATED WITH MACHINABILITY OF
AISI 630 MARTENSITIC STAINLESS STEELS
ABSTRACT
The AISI 630 martensitic stainless steel is characterized by higher levels of mechanical
strength and toughness, which is combined with good corrosion resistance too. Their properties have
become this steel a traditional choice for materials which has been commonly used to make
components for chemical and aircraft industry. When machining processes have been employed in
manufacturing, very significant wear on the cutting tool may be observed due to the hardness of those
steels. In the present work, the machinability of two AISI 630 stainless steels, being one of them
modified with additions of calcium and sulphur, was investigated by controlled turning where tests
were carried out with speed cutting up to 250 m/min. The effects of cutting parameters on the tools’
wear, as well as surface roughness, have been determined and discussed. Using a planing machine
equiped with special device samples of chips were achieved, where was possible to observe the
microstructure of these pieces of metal still coupled with the blank. Turning tests showed that higher
calcium and sulphur amounts increased machinability of the modified stainless steel which has
presented decrease in both surface roughness and tool’s wear. Observations made by optical
microscopy have allowed to conclude that machinability behavior from modified steel cannot be
associated with microstructural aspects of martensitic matrix, but the property raised due to extensive
formation of inclusions – probably calcium sulphides. So, it was suggested that larger volume fraction
of these brittle particles should be responsible for increasing machining properties of Ca-S modified
AISI 630 stainless steel.
Key-words: AISI 630 stainless steel; turning; machinability; microstructure; inclusions;