Aula 4 - Extrusão
28
PROCESSOS BASEADOS EM EXTRUSÃO
Transcript of Aula 4 - Extrusão

PROCESSOS BASEADOS EM EXTRUSÃO

EXTRUSÃO DE TUBOS E CANOS
Tubos – diâmetro inferior a 12,7mm (1/2 in)
Materiais mais utilizados: PE e PVC (canos), PA, POM (tubos).
Extrusora → matriz → resfriamento/calibração corte
enrolado

Matriz de Extrusão – Tipo direta 1- matriz
2- crivo (placa de quebra fluxo)
3- aquecimento
4- porca de limpeza
5- torpedo
6- parafuso de fixação
7- Paralelo/mandril/entradade ar
EXTRUSÃO DE TUBOS E CANOS

Arranha
(2 patas)
Matriz do tipo arranha forma frentes de fluxo
União no mandril → linhas de solda no sentido longitudinal
Se a matriz for bastante comprida e mantida a T elevada o material contido na linha de emenda irá fluir bastante tempo
junto → formando linhas de solda fortes.
EXTRUSÃO DE TUBOS E CANOS

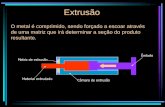
Dimensionamento da matriz, considerar:
Inchamento do extrudado
[ ]5,0
222
21)
100
100().2(
+−−−=
IESDDDD
R
D1: diâmetro interno da matriz
D2: diâmetro externo da matriz
D: diâmetro externo do tubo
SR: espessura da parede do tubo
IE: razão de inchamento (%)
Entrada de ar- furo freqüentemente deixado aberto para equalizar a pressão externa com a pressão interna e muitas vezes este furo é conectado com uma linha de ar comprimido com a finalidade de se aumentar a pressão interna no tubo
EXTRUSÃO DE TUBOS E CANOS

Matriz transversal para extrusão de tubos e canos
Trajetórias diferentes
Equalização pela redução da seção transversal
Diferença nas trajetórias de fluxo equalizadas

Saída da matriz
Extrusão livre: puxamento em um banho de água, resfriamento e dimensões estabelecidas.
Sistema de calibração
vácuo
Ar comprimido
EXTRUSÃO DE TUBOS E CANOS

Calibração com ar comprimido
-Ar comprimido prensa o tubo contra a parede do sistema de calibragem
- 0,2 a 1,5 atm – paredes finas
- 6 a 15 atm – paredes grossas
EXTRUSÃO DE TUBOS E CANOS

Estiramento → a taxa de estiramento é calculada dividindo-se a área de abertura da matriz pela área do artigo em questão
Calibração com vácuo
Placa perfurada que faz com que o vácuo “jogue” o material contra a parede.
Parede não muito grossa
EXTRUSÃO DE TUBOS E CANOS

Repuxes ao longo do produto���� Excesso de peso do produto, provocado pela baixa rotação do puxador.☺Aumentar gradativamente a velocidade do puxador
Amarelecimento do Produto���� Temperatura de processo elevada
Tempo de residência altoMaterial com baixa estabilidade térmica
☺☺☺☺ Acertar temperatura de processoReduzir tempo de residênciaAcertar formulação e/ou grade do material.
EXTRUSÃO DE TUBOS E CANOS

Riscos Longitudinais���� Saliência na matriz provocadas por desgaste,
pancadas, etcImpurezas retidas
☺Desmontar cabeçote e efetuar reparos ou limpeza
Irregularidade das paredes���� Matriz fora de centro
Banheira de calibragem fora do alinhamento da extrusora
☺☺☺☺ Centralizar macho e/ou matrizAlinhar a banheira de calibração
EXTRUSÃO DE TUBOS E CANOS

Produto apresentando material não plastificado
���� Composto com materiais de diferentes característicasBaixa temperatura de processamentoBaixa contra-pressão no cabeçote
☺☺☺☺ Corrigir matéria-primaRegular temperatura de processoAbaixar temperatura do cabeçote e/ou aumentar (ou
substituir) as telas.
EXTRUSÃO DE TUBOS E CANOS

Manchas ao longo do produto���� Material contaminado
Degradação térmica do materialFalta de dispersão do pigmento
☺☺☺☺ Verificar o material Diminuir a temperatura de processamentoAumentar a contrapressão do processo
Aparecimento de bolhas���� Excesso de umidade na matéria-prima
Desprendimentos de gases no processo☺☺☺☺ Fazer a secagem adequada na matéria-prima
Verificar entupimento na degasagem da extrusora.
EXTRUSÃO DE TUBOS E CANOS

Tubo Ovalizado���� Baixa refrigeração na zona de calibração
Vácuo reduzido na zona de calibragemProduto com irregularidade de parede
☺☺☺☺ Aumentar a refrigeração no tanque de calibraçãoAumentar a pressão de vácuoCentralizar macho e/ou matriz
EXTRUSÃO DE TUBOS E CANOS

Extrusão de Filmes: Tubulares e Planos
Filmes e Chapas Planas
→ Chapas: espessura entre 0,2 a 2,5 mm, rígidas e utilizadas em termoformagem
→ Elevada produtividade e boa uniformidade de espessura (10 a 20 µm)

Matrizes Planas – Flat Die
- Normalmente possuem superfície larga – altas pressões
- Importância em manter a espessura das placas.
Seções das matrizes planas:a) Canal de Alimentação
-sentido transversal → distribui o material a partir da entrada (portal)
- formato tradicional é o circular, mas existem outros formatos (n ↓↓↓).
Extrusão de Filmes: Tubulares e Planos

Extrusão de Filmes: Tubulares e Planos
b) Estrangulador ou restritor
- espessura pequena
- dimensões balanceadas para promover fluxo uniforme
c) Câmara de relaxações- seções mais espessas que se localizam após o restritor- vel. de fluxo diminui →vantagem?- nível de relaxação: tipo de polímero, temperatura e vazão e geometria das seções de alimentação e restrição.

d) Lábios
- seção final
- ajuste da espessura do filme
- correção de variação na espessura (reguladores móveis e independentes).
Extrusão de Filmes: Tubulares e Planos

Extrusão de Filmes: Tubulares e Planos
Dependendo do formato do restritor tem-se:
Matriz T
- Mais usado em chapas
- Materiais com alta fluidez
- Recobrimentos

Matriz “rabo de peixe”
Matriz distributiva
Extrusão de Filmes: Tubulares e Planos

Extrusão de Filmes: Tubulares e Planos

Extrusão de Filmes: Tubulares e Planos
Controle da pressão em matrizes planas
Um dos parâmetros mais importantes (fluxo regular e estável com o menor número de tensionamento –evita queima e degradação).
- Pressão deve ser igual na direção X

Simulação:
– volumes de controle (reologia do polímero, geometria, temperatura, vazão, propriedades de superfície da matriz (acabamento superficial).
-Perda de pressão em volumes pré-estabelecidos e ∆Px=zero.
-Ideal: fluxo uniforme nos lábios- projetar lábios reguláveis e projetar dimensões do alimentador, restritor e das demais câmaras de forma a compensar os diferentes comprimentos de fluxo.
Extrusão de Filmes: Tubulares e Planos

Extrusão de Filmes: Tubulares e Planos
Controle de espessura:
- Alteração mínima de propriedades
- Variações na alimentação
- Presença de aditivos
- Parâmetros do processo
- Variações na equações de projeto
Ajuste dos lábios

Extrusão de Filmes: Tubulares e Planos
Pontilhada: PP (n=0,40)
Cheia: PP (n=0,46)

Extrusão de Filmes: Tubulares e Planos
Controle de Bordas:
A) Distanciadores
- Regulam a largura do filme (móveis)
- Evitar uso para polímeros termodegradáveis

Extrusão de Filmes: Tubulares e Planos
B) Puxadores
- Reduz o inchamento do extrudado
- Orientação
- Encolhimento do perfil do extrudado:
▪ temperatura de saída
▪ força de puxamento
▪ distância dos puxadores em relação a máquina