
Aula 9 –Uniões soldadas: Definições e...
37
SEM 0326 - Elementos de Máquinas II Aula 9 – Uniões soldadas: Definições e processos SEM 0326 –Elementos de Máquinas II Profa. Zilda de C. Silveira São Carlos, novembro de 2011
Transcript of Aula 9 –Uniões soldadas: Definições e...
SEM 0326 - Elementos de Máquinas II
Aula 9 – Uniões soldadas: Definições e processos
SEM 0326 –Elementos de Máquinas II
Profa. Zilda de C. Silveira
São Carlos, novembro de 2011

1- Considerações
- Processo que envolve a fusão local de superfícies de peças a seremunidas (alteram as propriedades: mecânicas, químicas emetalurgicas, das áreas afetadas)
Calor e ciclo térmico: voltagem, corrente, depósito e tempo.
SEM 0326 –Elementos de Máquinas II
- Na indústria metal-mecânica: alternativa aos processos deconformação mecânica.
- Grande parte das soldas industriais são realizadas por fusão, com omaterial das peças a serem unidas fundindo em suas superfíciescomuns.
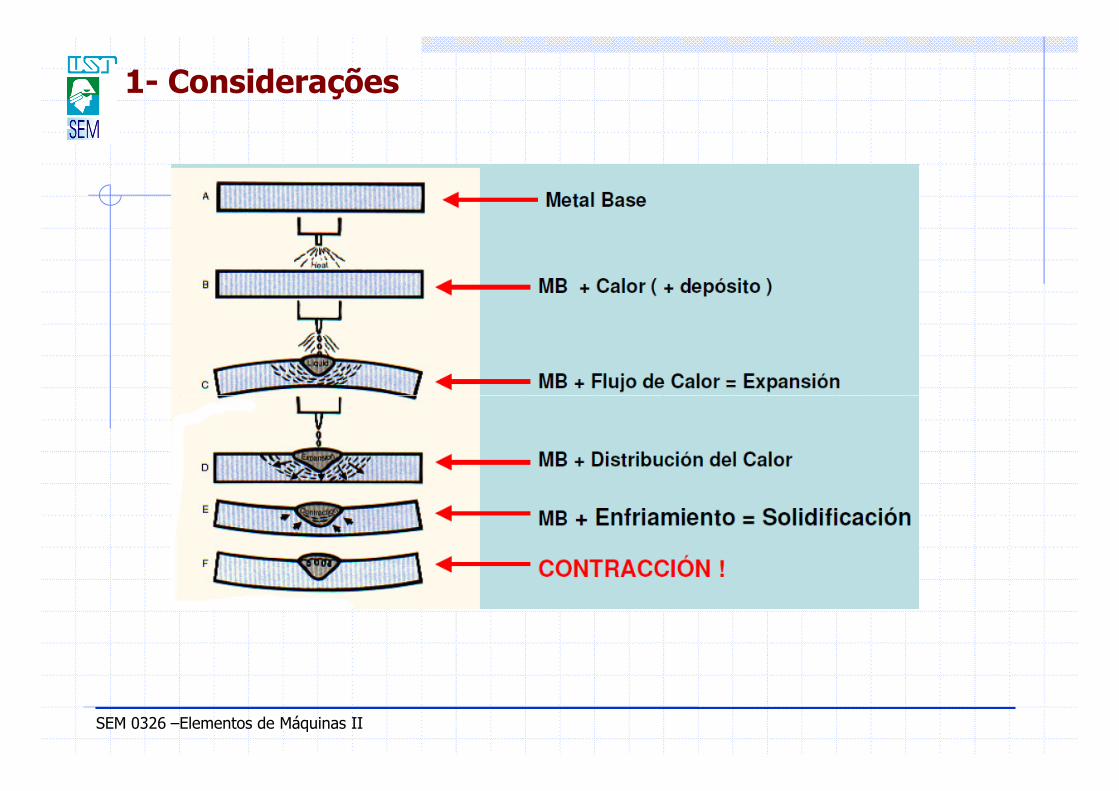
- A resistência de uniões soldadas depende de diversos fatores, quedevem ser controlados, para se obter uma solda mais homogênea ede alta qualidade;
- Calor: provoca alterações metalúrgicas na estrutura do material, bemcomo nas vizinhanças da solda;
- Gradientes térmicos: tensões residuais (e eventuais empenamentos
1- Considerações
SEM 0326 –Elementos de Máquinas II
- Gradientes térmicos: tensões residuais (e eventuais empenamentosdo componente) introduzem expansões e contrações diferenciais,variações nas forças de fixação e alterações na resistência aoescoamento, com a temperatura.
Aquecimento das partes a uma temperatura uniforme, antes do processo de soldagem ; alívio de tensões com recozimento e shot-peening +
“boas práticas de soldagem”
1- Considerações
SEM 0326 –Elementos de Máquinas II
1- Considerações
- Solda de responsabilidade: protótipos/normas.
- Especificação das propriedades das “varetas”/eletrodos de solda(material de preenchimento) adequada, para cada tipo de materialdo componente a ser soldado;
- Análise de tensões e resistência: peça única.
SEM 0326 –Elementos de Máquinas II
Materiais mais utilizados, para processo de soldagem*
- Aços-carbono, fundido, inoxidável.
- Ferro fundido, aluminio*
-Ligas de Al, Cu, Mg
- Ligas cobre, prata e níquel.
- Termoplásticos

SEM 0326 –Elementos de Máquinas II
Cotagem de soldas: ISO 2553:1992
1- Considerações
O processo de soldagem pode ser utilizado para reparos*, como:
- Enchimentos, Trincas, Vedação
a) Menor peso
Até 20% mais leve que uniões por meio de rebitesAté 50% mais leve que peças fundidas
1.1 Vantagens
SEM 0326 –Elementos de Máquinas II
Até 50% mais leve que peças fundidas
b) Menor perda de resistência
Solda : 70% a 90%Rebite : 60% a 87% (da resistência da chapa)
c) Menor tempo de entrega
Pequenos lotes (comparado com peças fundidas)
1.2 Desvantagens
- Necessita de mão de obra especializada*;
- Deformações significativas;
- Alteração local de propriedades mecânicas (oxidação,descarbonetação, variação de dureza, etc.)
1- Considerações
SEM 0326 –Elementos de Máquinas II
1.3 Segurança de soldagem
- Arranjo do cordão de solda e fluxo de forças;- Tipo de soldagem; - Propriedades mecânicas dos materiais;- Estado de deformação e tensões residuais.
1.4 Aplicações das uniões soldadas
� Reservatório de pressão;� Estruturas de pontes;� Sistemas de escape – complexidade dos dutos;� Componentes de sistemas de transmissão automotiva.
1- Considerações
SEM 0326 –Elementos de Máquinas II

2 – Processos de soldagem
2.1 Soldagem por chama (a gás)
- É o mais antigo processo de soldagem.
- Vários processos de usinagem, de uso generalizado estão baseados emfenômenos físicos distintos.
- A aplicação prática de cada um desses processos, resulta em uma enormequantidade de variantes de processo de soldagem.
SEM 0326 –Elementos de Máquinas II
- É o mais antigo processo de soldagem.
- O desenvolvimento de uma “chama” de queima conjunta de acetileno eoxigênio (oxiacetileno) - início do século XX, demostrou o potencial desseprocesso e transformou-se em um processo de manufatura generalizada;
- Apesar das novas tecnologias, é ainda o processo com menor custo.
A solda a gás pode ser realizada em diversas temperaturas como segue abaixo :
Baixas : 1800 °CMédias : 2500 °CAltas : > 3000 °C
2 – Processos de soldagem
2.1 Soldagem por chama (a gás)
SEM 0326 –Elementos de Máquinas II
• Para as altas temperaturas usa-se a solda deoxiacetileno (3100°C), para qualquer trabalho quefunde diretamente o material (paredes delgadas), oupara fundir um arame de solda.
2 – Processos de soldagem
2.1 Soldagem por chama (a gás)
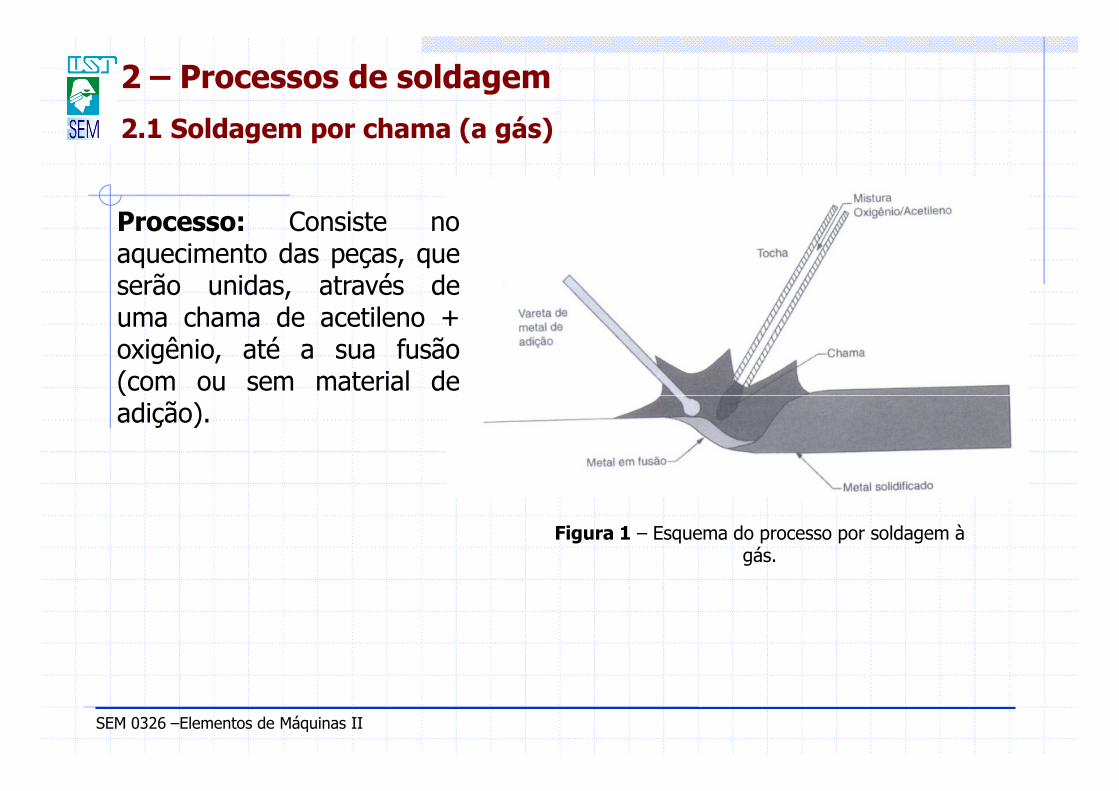
Processo: Consiste noaquecimento das peças, queserão unidas, através deuma chama de acetileno +oxigênio, até a sua fusão(com ou sem material de
SEM 0326 –Elementos de Máquinas II
(com ou sem material deadição).
Figura 1 – Esquema do processo por soldagem à gás.
2 – Processos de soldagem
2.2 Soldagem por arco elétrico
- Processo que teve grande impulso, com o desenvolvimento eaproveitamento comercial da eletricidade.
- Final do século 19: percebeu-se que um arco elétrico era uma fonteinesgotável de calor concentrado, podendo atingir rapidamente 3900°C.
- Neste período foram feitas, várias tentativas de fundir e soldar metais,com arco elétrico.
SEM 0326 –Elementos de Máquinas II
- Inicialmente foram utilizados eletrodos de carbono, numa extremidadedo arco elétrico, sendo o própria peça a ser soldada, que se fundia como outro eletrodo.
- O metal de adição, quando necessário era adicionado, através de umavareta que era “empurrada” progressivamente para o metal em fusão,tal como no processo de soldagem por chama.
2 – Processos de soldagem
2.2 Soldagem por arco elétrico
- O processo se desenvolveu conduzindo a substituição do eletrodo decarbono, por um eletrodo consumível de metal atuando simultâneamentecomo metal de adição e eletrodo.
- Problema: Contaminação do metal em fusão devido à exposição aooxigênio (oxidação) – que era uma limitação tecnológica da época.
- Com o final da 1a. Guerra Mundial a soldagem por arco elétrico começou
SEM 0326 –Elementos de Máquinas II
- Com o final da 1a. Guerra Mundial a soldagem por arco elétrico começoua ser feita com eletrodos revestidos (com alguma proteção do metal emfusão) evitando a contaminação pelo contato com a atmosfera, eproporcionando maior estabilidade do próprio arco elétrico.
- Grande variedade de soldagem por arco elétrico, com característicasespecíficas.
2 – Processos de soldagem
2.2 Soldagem por arco elétrico
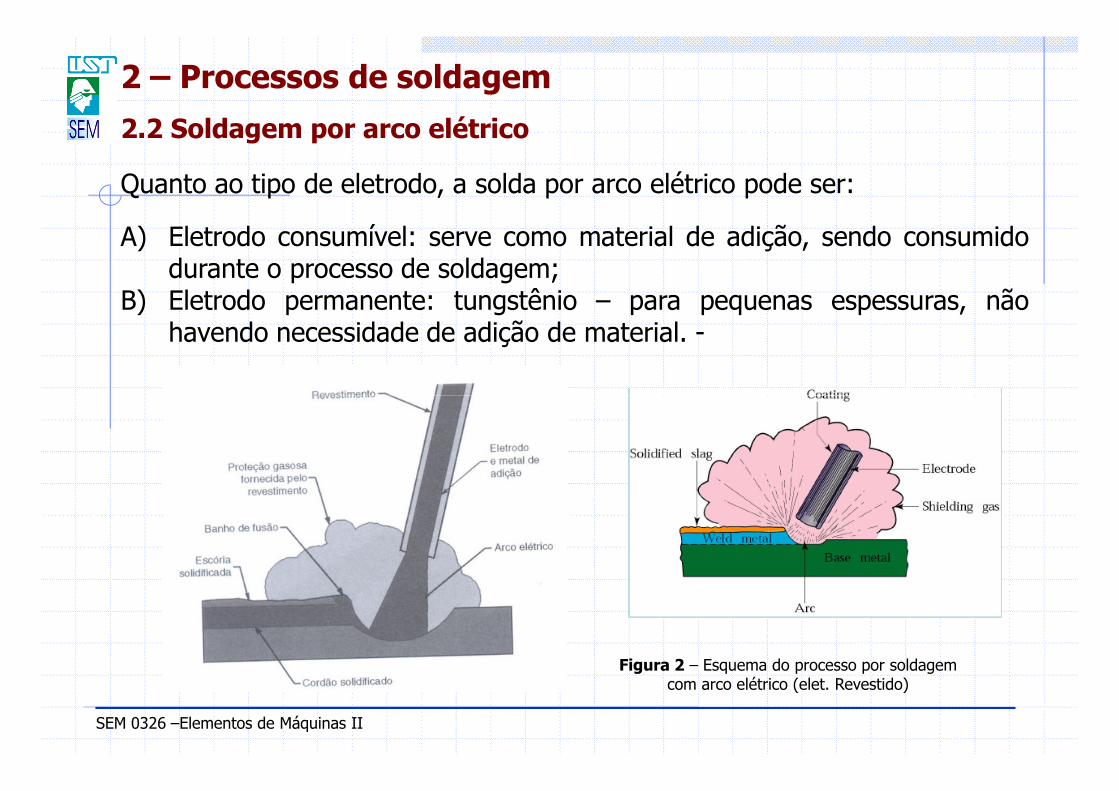
A) Eletrodo consumível: serve como material de adição, sendo consumidodurante o processo de soldagem;
B) Eletrodo permanente: tungstênio – para pequenas espessuras, nãohavendo necessidade de adição de material. -
Quanto ao tipo de eletrodo, a solda por arco elétrico pode ser:
SEM 0326 –Elementos de Máquinas II
Figura 2 – Esquema do processo por soldagem com arco elétrico (elet. Revestido)

2 – Processos de soldagem
2.2 Soldagem por arco elétrico
Dentre os eletrodos revestidos tem-se os seguintes processos:
- Soldagem a arco com metal protegido (vareta): processo manual, comumpara reparos e na soldagem de grandes estruturas.
- O soldador alimenta com um eletrodo consumível a área de trabalho .- O fluxo de cobertura do eletrodo libera um gás de proteção e formaescória no entorno do metal de solda. Uso em aços.
SEM 0326 –Elementos de Máquinas II
escória no entorno do metal de solda. Uso em aços.
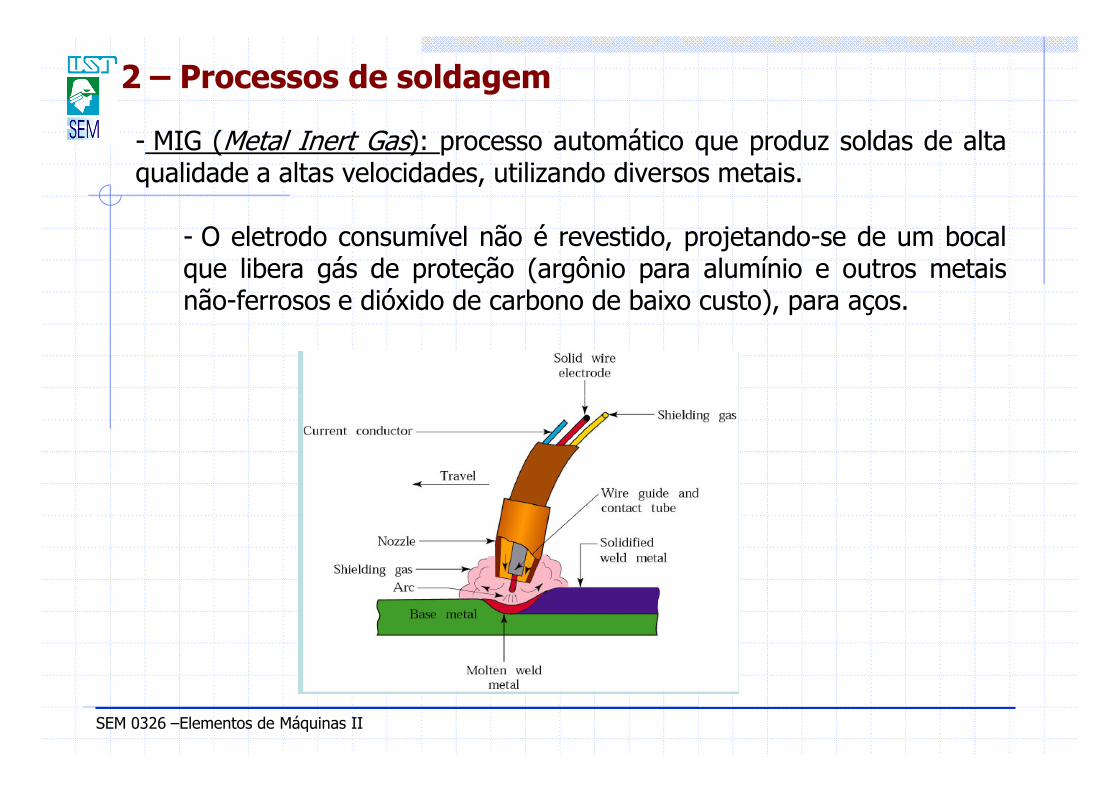
- MIG (Metal Inert Gas): processo automático que produz soldas de altaqualidade a altas velocidades, utilizando diversos metais.
- O eletrodo consumível não é revestido, projetando-se de um bocalque libera gás de proteção (argônio para alumínio e outros metaisnão-ferrosos e dióxido de carbono de baixo custo), para aços.
2 – Processos de soldagem
SEM 0326 –Elementos de Máquinas II

2 – Processos de soldagem
2.2 Soldagem por arco elétrico
-TIG (Tungsten Inert Gas): Bocal circundando o eletrodo de tungstêniolibera gás hélio ou argônio como proteção;
- Processo mais lento do que a solda MIG, mas pode serutilizado em metais nobres (ferrosos e não-ferrosos), com altaqualidade e pode ser automatizado.
SEM 0326 –Elementos de Máquinas II
2 – Processos de soldagem
2.3 Soldagem por resistência
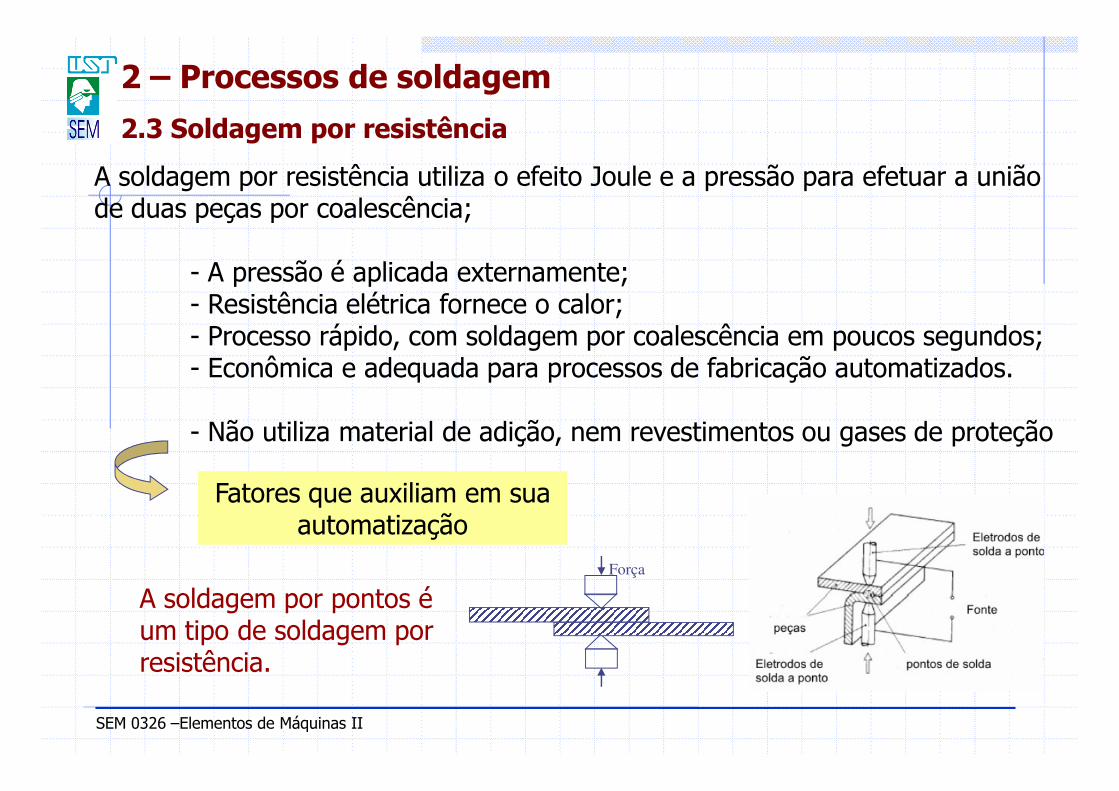
A soldagem por resistência utiliza o efeito Joule e a pressão para efetuar a uniãode duas peças por coalescência;
- A pressão é aplicada externamente;- Resistência elétrica fornece o calor;- Processo rápido, com soldagem por coalescência em poucos segundos;- Econômica e adequada para processos de fabricação automatizados.
SEM 0326 –Elementos de Máquinas II
- Não utiliza material de adição, nem revestimentos ou gases de proteção
Fatores que auxiliam em sua automatização
A soldagem por pontos é um tipo de soldagem por resistência.
Força
2.3 Soldagem por resistência
Figura 4 – Fabricação de um tubo metálico, com
2 – Processos de soldagem
SEM 0326 –Elementos de Máquinas II
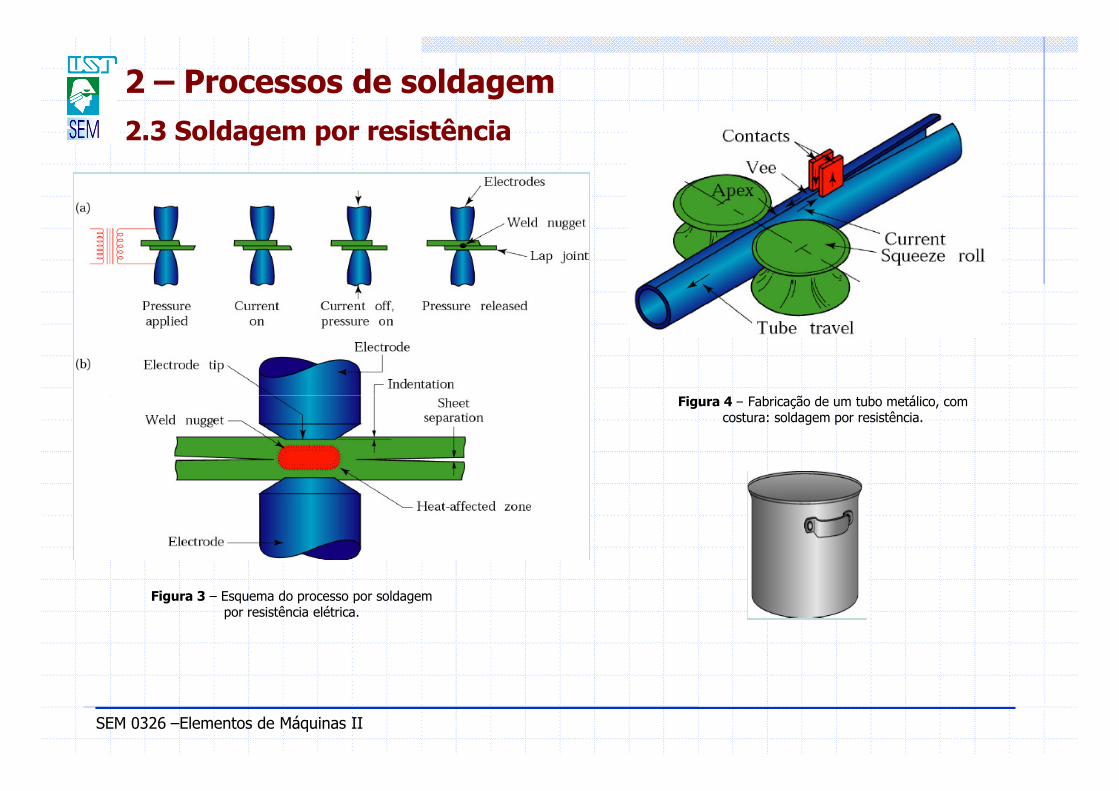
Figura 3 – Esquema do processo por soldagem por resistência elétrica.
Figura 4 – Fabricação de um tubo metálico, com costura: soldagem por resistência.
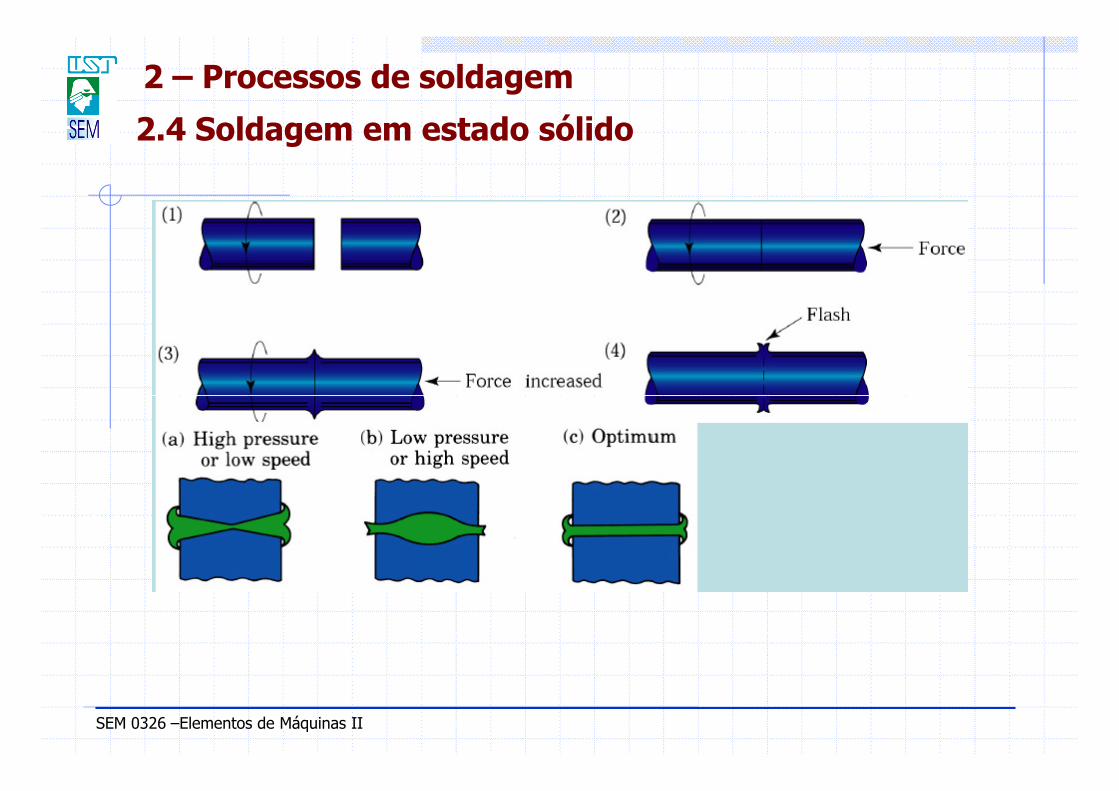
2.4 Soldagem em estado sólido
2 – Processos de soldagem
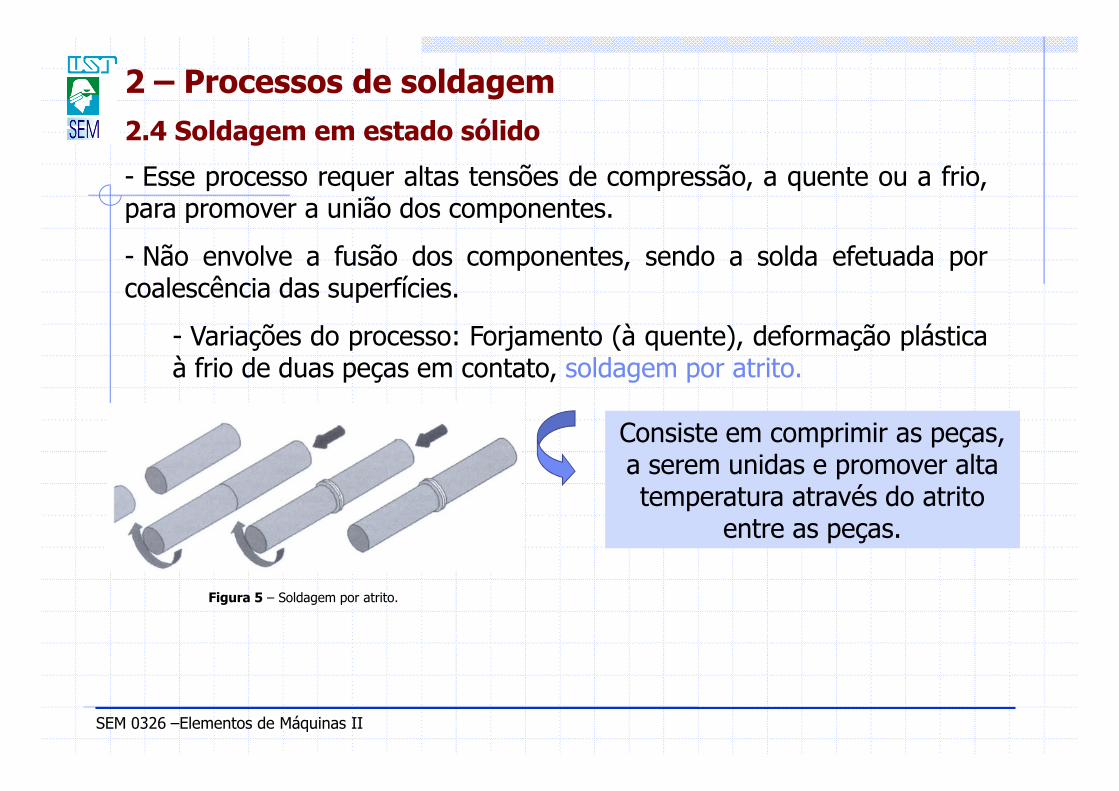
- Esse processo requer altas tensões de compressão, a quente ou a frio,para promover a união dos componentes.
- Não envolve a fusão dos componentes, sendo a solda efetuada porcoalescência das superfícies.
- Variações do processo: Forjamento (à quente), deformação plásticaà frio de duas peças em contato, soldagem por atrito.
SEM 0326 –Elementos de Máquinas II
Consiste em comprimir as peças, a serem unidas e promover alta temperatura através do atrito
entre as peças.
Figura 5 – Soldagem por atrito.
2 – Processos de soldagem
2.4 Soldagem em estado sólido
SEM 0326 –Elementos de Máquinas II
2.5 Outros processos de soldagem
2 – Processos de soldagem
2.5.1 Soldagem a laser: fonte de calor = feixe de laser de grandeintensidade gera uma coluna muito fina de metal vaporizado, que promovea soldagem da união.
- As uniões devem ser bem preparadas com espaçamento muitopequeno ou nulo: Menor zona termicamente afetadas (menor distorçãotérmica); cordão de solda mais estreito (menor tempo de acabamento) epossibilidade de automação do trabalho de soldagem.
SEM 0326 –Elementos de Máquinas II
2.5.2 Soldagem de polímeros: semelhante à soldagem de metais, mas comtemperatura muito inferiores:
Termoplásticos (fundem com temperatura mais elevada)
Termorígidos: degradam ou queima com altas temperaturas.
1) Movimento relativo e atrito geram calor necessário para fusão;
2) Fusão Fonte de calor externa (chama).
2.5 Outros processos de soldagem
2 – Processos de soldagem
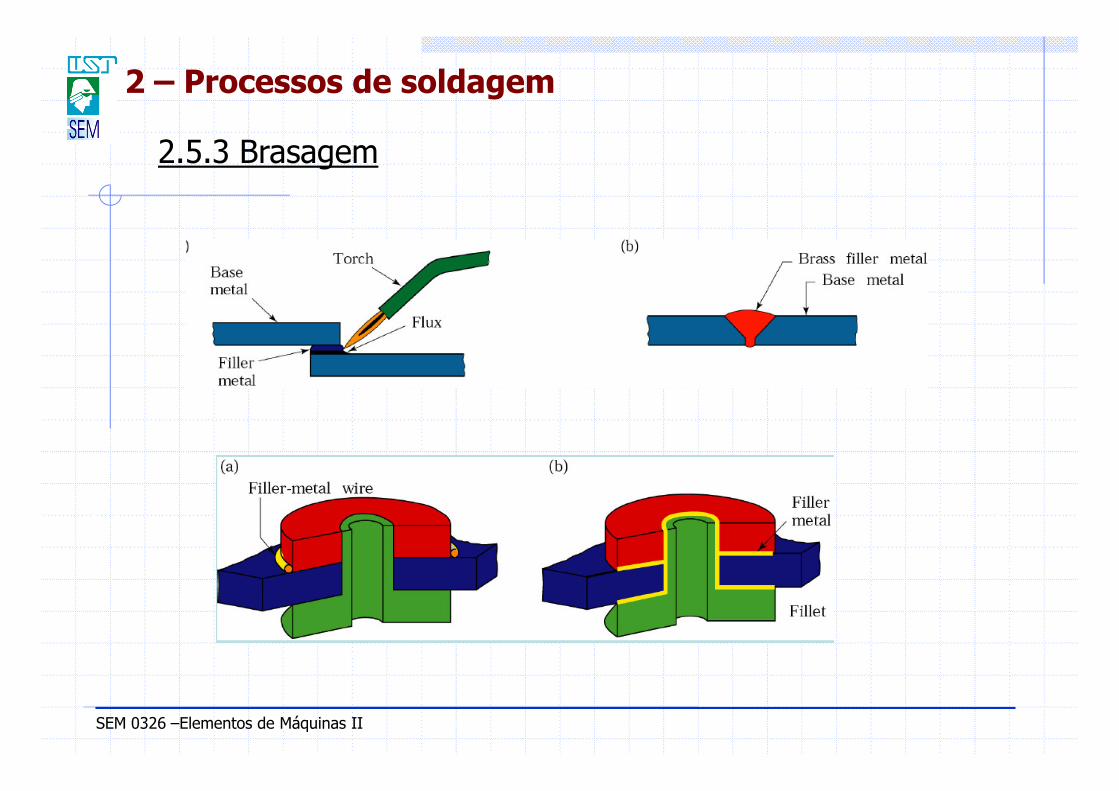
2.5.3 Brasagem:
Processo que usa temperatura mais baixa do que no processo de soldagem, sendo fundido somente o material de adição (“adesivo metálico).
Materiais utilizados:
SEM 0326 –Elementos de Máquinas II
Abaixo de 450°C – chumbo e estanho;Acima de 450°C - ligas de níquel, cobre, alumínio, metais preciosos.
2.5.4 Colagem (Juntas adesivas):
Material de adição não-metálico. União de materiais distintos.
2 – Processos de soldagem
2.5.3 Brasagem
SEM 0326 –Elementos de Máquinas II
3 – Simbologia e especificações
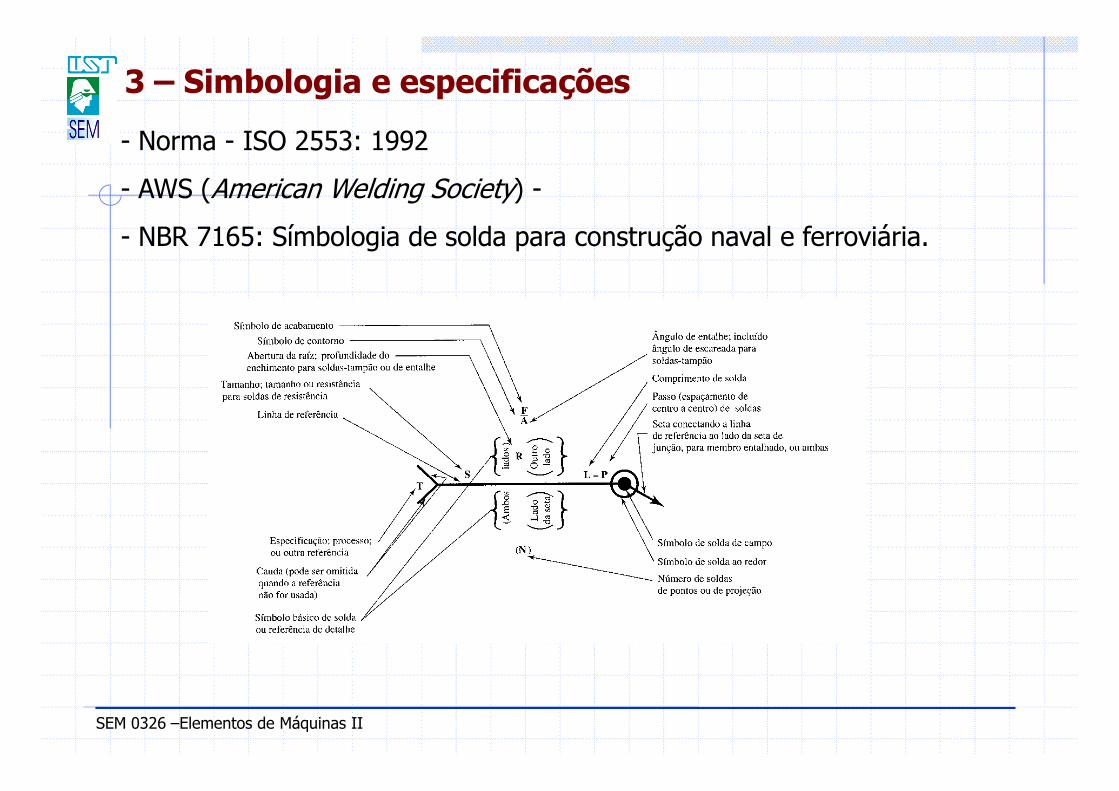
- Norma - ISO 2553: 1992
- AWS (American Welding Society) -
- NBR 7165: Símbologia de solda para construção naval e ferroviária.
SEM 0326 –Elementos de Máquinas II

3 – Simbologia e especificações
SEM 0326 –Elementos de Máquinas II
3 – Simbologia e especificações
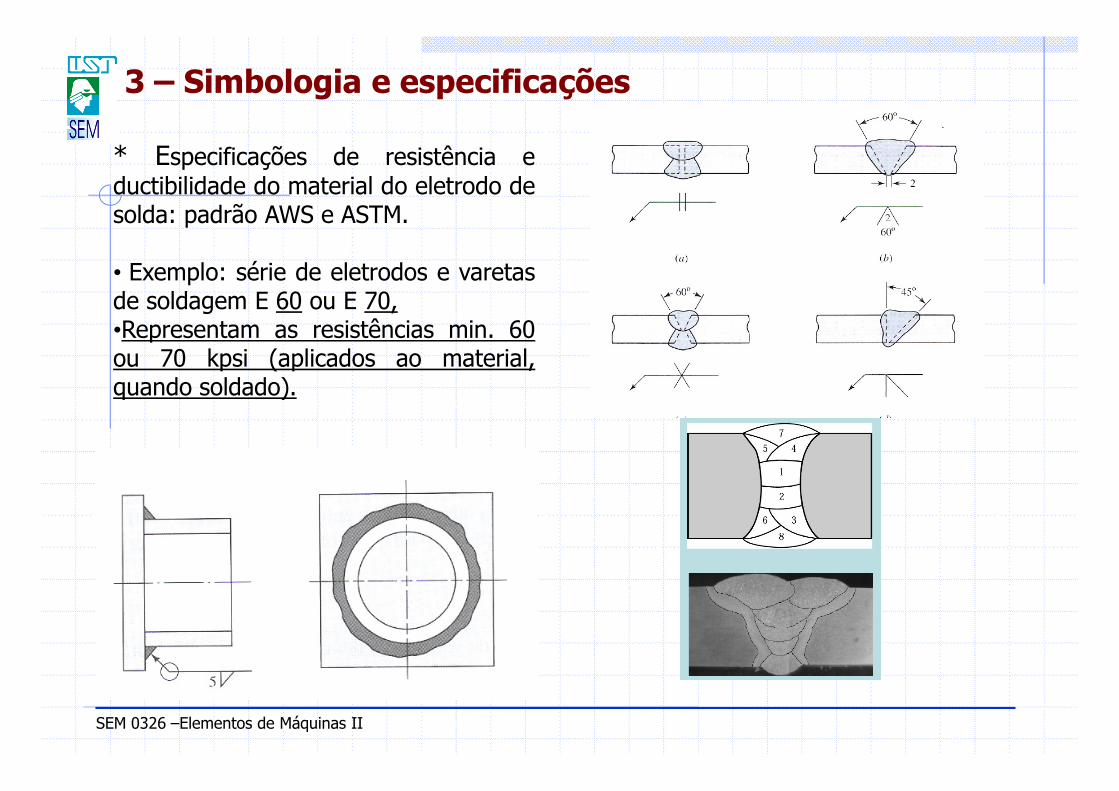
* Especificações de resistência eductibilidade do material do eletrodo desolda: padrão AWS e ASTM.
• Exemplo: série de eletrodos e varetasde soldagem E 60 ou E 70,•Representam as resistências min. 60ou 70 kpsi (aplicados ao material,quando soldado).
SEM 0326 –Elementos de Máquinas II
quando soldado).
3 – Simbologia e especificações
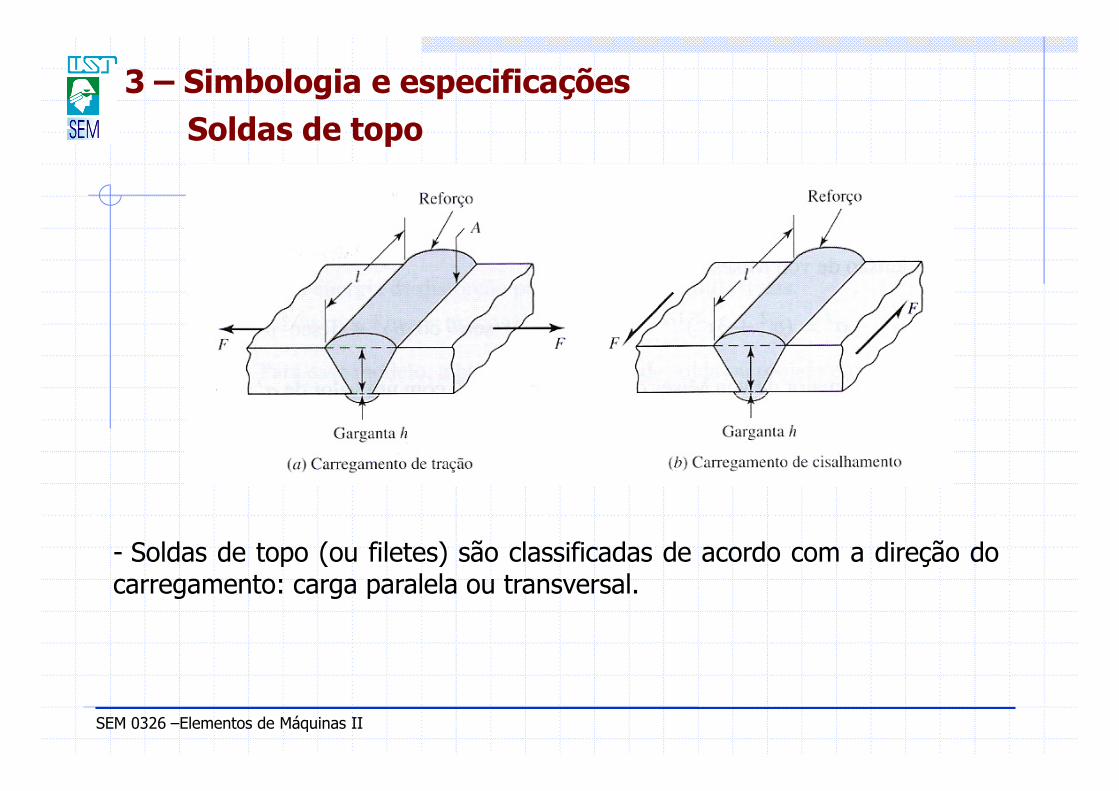
Soldas de topo
SEM 0326 –Elementos de Máquinas II
- Soldas de topo (ou filetes) são classificadas de acordo com a direção docarregamento: carga paralela ou transversal.
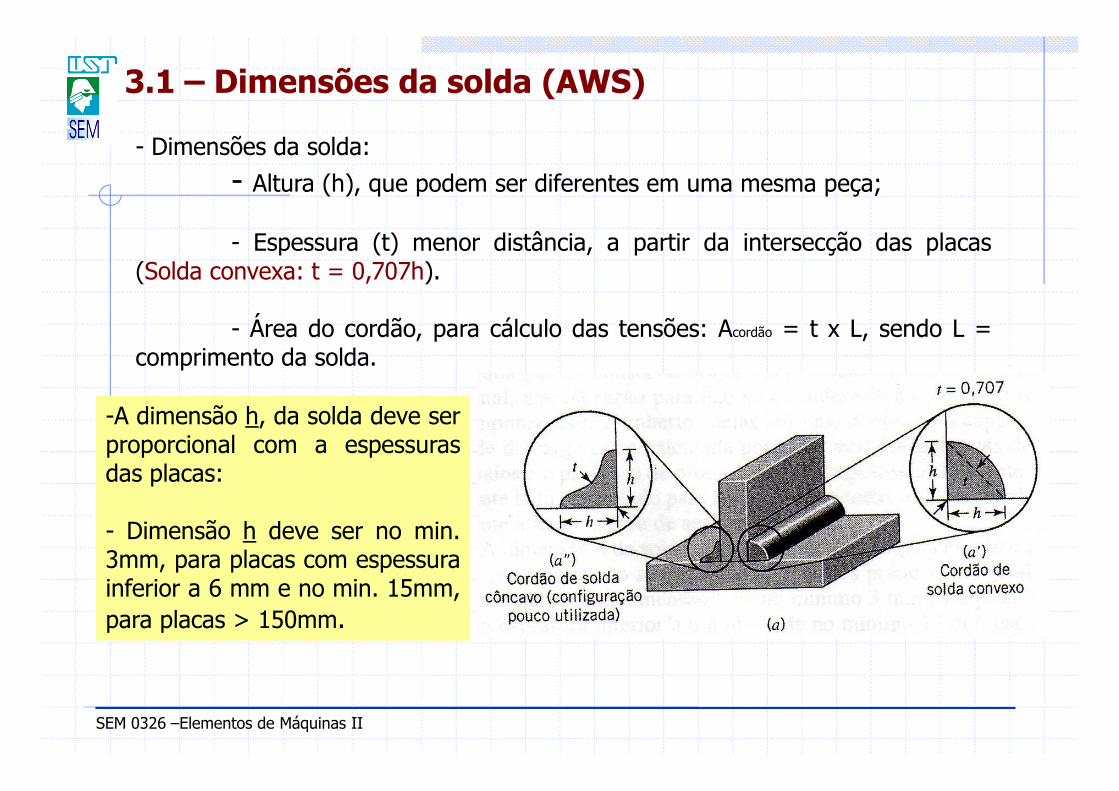
- Dimensões da solda:
- Altura (h), que podem ser diferentes em uma mesma peça;
- Espessura (t) menor distância, a partir da intersecção das placas(Solda convexa: t = 0,707h).
- Área do cordão, para cálculo das tensões: Acordão = t x L, sendo L =comprimento da solda.
3.1 – Dimensões da solda (AWS)
SEM 0326 –Elementos de Máquinas II
-A dimensão h, da solda deve serproporcional com a espessurasdas placas:
- Dimensão h deve ser no min.3mm, para placas com espessurainferior a 6 mm e no min. 15mm,para placas > 150mm.
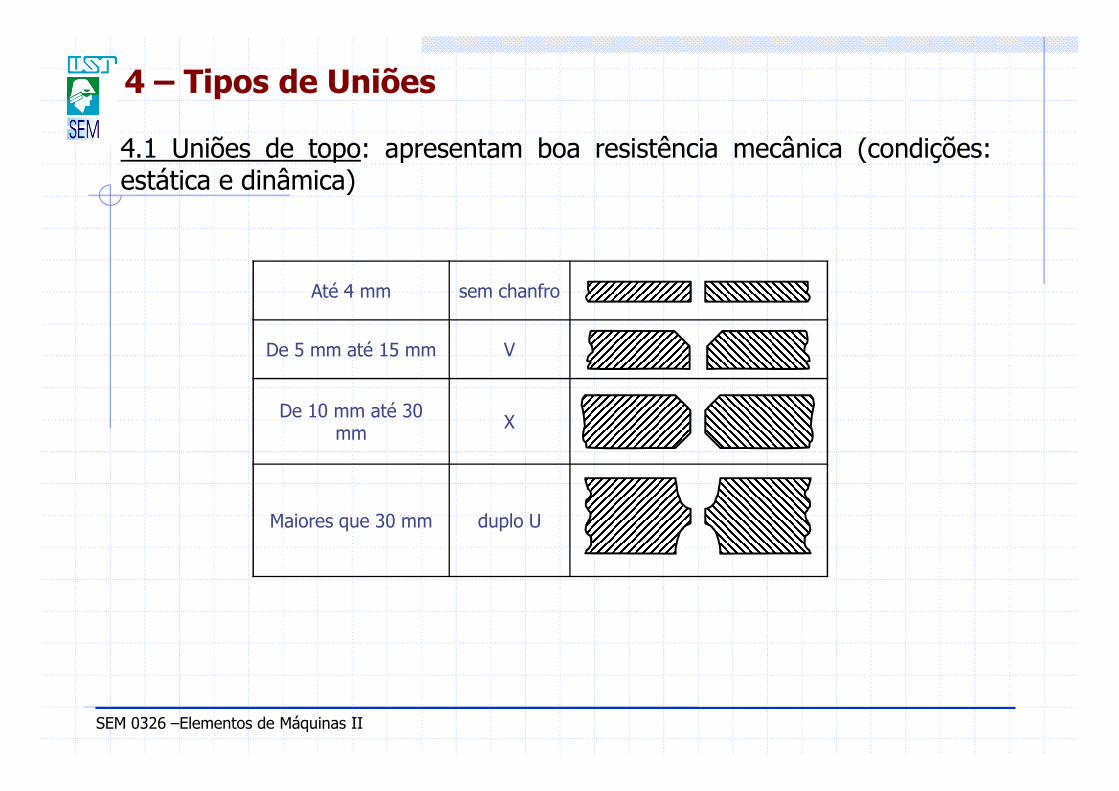
4 – Tipos de Uniões
Até 4 mm sem chanfro
De 5 mm até 15 mm V
4.1 Uniões de topo: apresentam boa resistência mecânica (condições:estática e dinâmica)
SEM 0326 –Elementos de Máquinas II
De 10 mm até 30 mm X
Maiores que 30 mm duplo U

4 – Tipos de Uniões
4.2 Uniões em “T”: suportam cargas inferiores do que as uniões de topo;
permitem cordões angulares;
para cargas dinâmicas pode-se utilizar cordões angulares côncavos.
4.3 Uniões angulares na extremidade: suportam cargas menores, do que a
SEM 0326 –Elementos de Máquinas II
4.3 Uniões angulares na extremidade: suportam cargas menores, do que aunião em “T”.

a sx
y
z
l
b
N
Qy
Qy
N
Mfx Mfx
z
y
x
z
QxMt
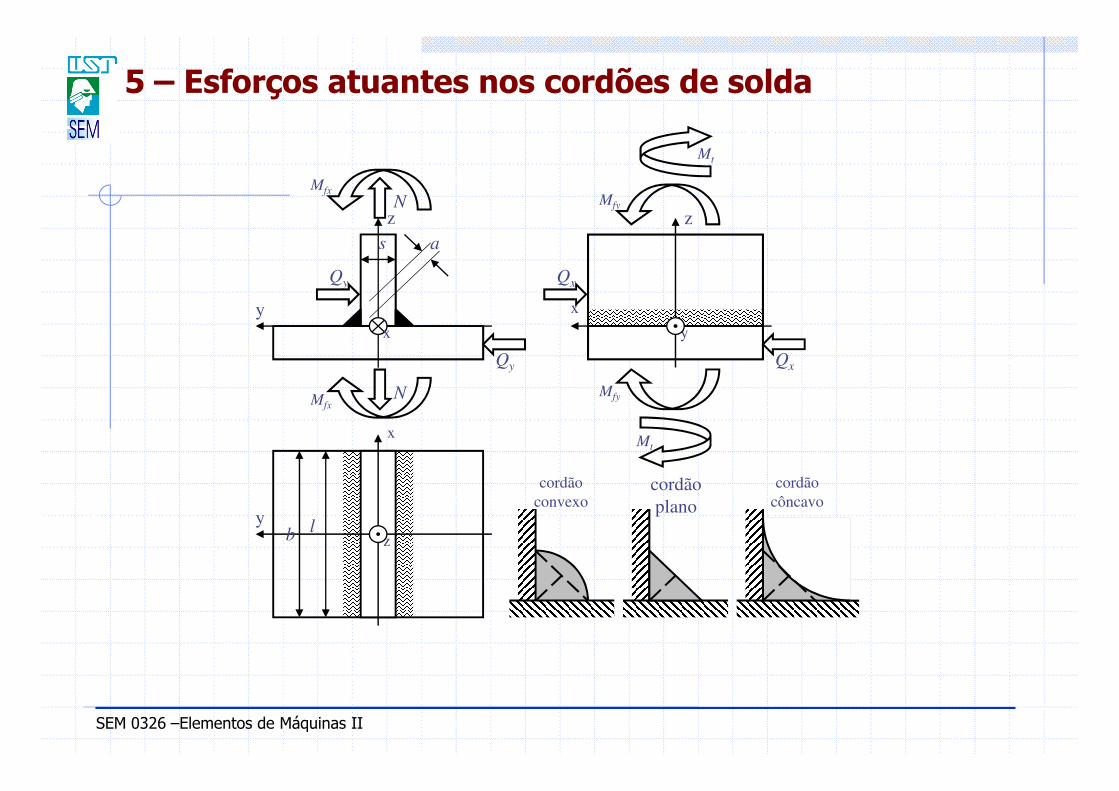
5 – Esforços atuantes nos cordões de solda
SEM 0326 –Elementos de Máquinas II
y
MfyMt
z
xQx
Mfy
y
z
as
Mfx
M N
N
Qy
Qy
x
x
z
Mt
Mfy
Mfy
Qx
Qx
y
5 – Esforços atuantes nos cordões de solda
SEM 0326 –Elementos de Máquinas II
MfxN
cordão
convexo
cordão
côncavocordão
planol
x
y
zb
Mt
Mfy
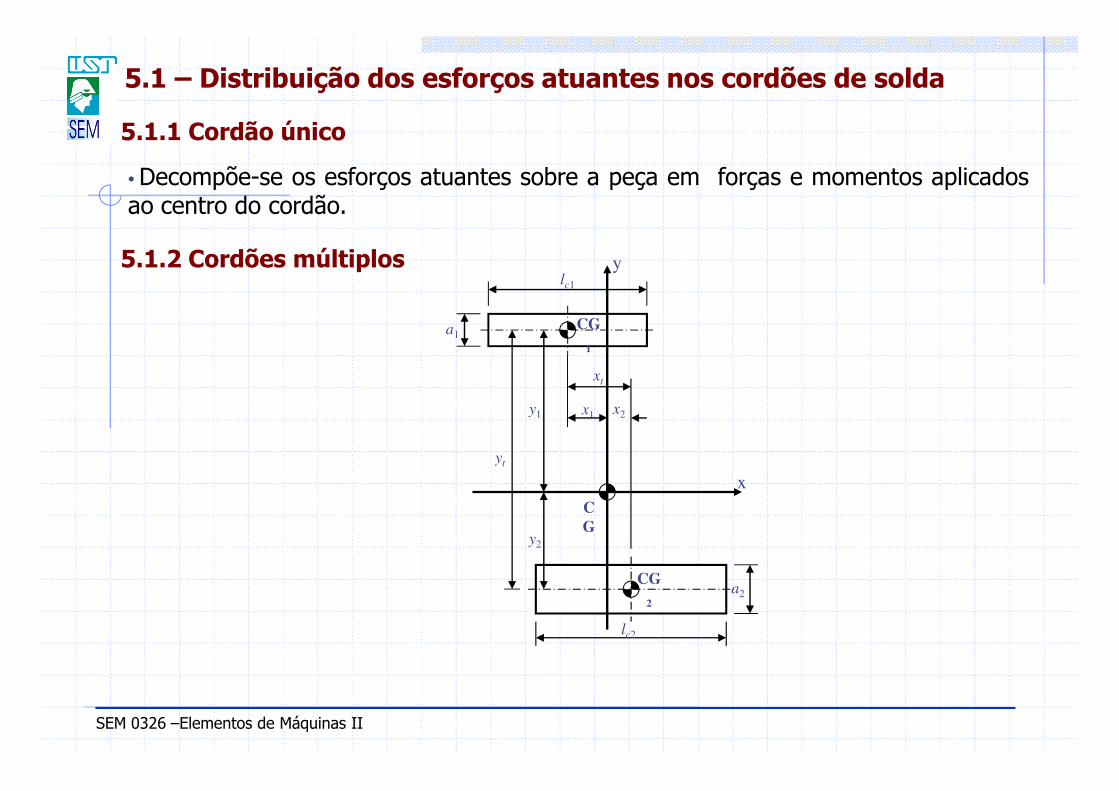
5.1.1 Cordão único
• Decompõe-se os esforços atuantes sobre a peça em forças e momentos aplicadosao centro do cordão.
xt
lc1
a1CG
1
y
5.1 – Distribuição dos esforços atuantes nos cordões de solda
5.1.2 Cordões múltiplos
SEM 0326 –Elementos de Máquinas II
x1 x2
lc2
a2
CG
2
C
G
x
yt
y2
y1
Para que a posição indicada seja o CG (centro de gravidade) é necessárioque:
a1 . lc1 . x1 = a2 . lc2 . x2a1 . lc1 . y1 = a2 . lc2 . y2
- Os esforços aplicados no CG da união por meio de solda são distribuídos acada um dos cordões.
5.1 – Distribuição dos esforços atuantes nos cordões de solda
SEM 0326 –Elementos de Máquinas II
- O cálculo exato depende em alguns casos da compatibilidade dedeformações das peças sendo soldadas e dos próprios cordões (balanço derigidez).
Exemplo 1
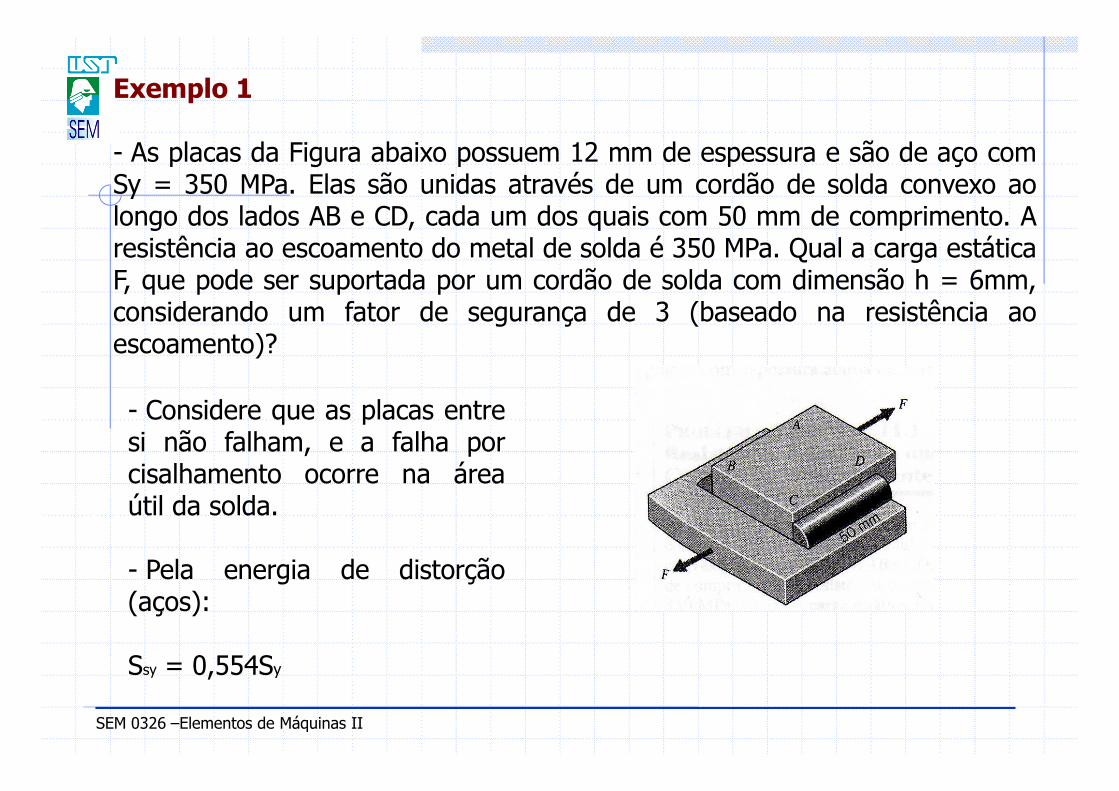
- As placas da Figura abaixo possuem 12 mm de espessura e são de aço comSy = 350 MPa. Elas são unidas através de um cordão de solda convexo aolongo dos lados AB e CD, cada um dos quais com 50 mm de comprimento. Aresistência ao escoamento do metal de solda é 350 MPa. Qual a carga estáticaF, que pode ser suportada por um cordão de solda com dimensão h = 6mm,considerando um fator de segurança de 3 (baseado na resistência aoescoamento)?
- Considere que as placas entre
SEM 0326 –Elementos de Máquinas II
- Considere que as placas entresi não falham, e a falha porcisalhamento ocorre na áreaútil da solda.
- Pela energia de distorção(aços):
Ssy = 0,554Sy


![Processos de Fabricação [Modo de Compatibilidade] · SOLDAGEM EXERCÍCIO PRÁTICO: Identificação dos processos em peças soldadas Danielle Bond SOLDAGEM Em duplas, escolher 01](https://static.fdocumentos.com/doc/165x107/5c05110409d3f2093a8ceba9/processos-de-fabricacao-modo-de-compatibilidade-soldagem-exercicio-pratico.jpg)














