Automação da Colocação de Reforços numa Linha de Produção ... · Na descrição da linha de...
99
Automação da Colocação de Reforços numa Linha de Produção de Soldadura Pedro Miguel de Carvalho Santiago Dissertação para a obtenção do grau de Mestre em Engenharia Mecânica Júri Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista Orientador: Profª Maria Luísa Coutinho Gomes de Almeida Co-Orientador: Prof. Artur Jorge da Cunha Barreiros Vogais: Eng. Maria Bernardete Castro Prof. Rui Manuel Assis Monteiro Abril de 2012
Transcript of Automação da Colocação de Reforços numa Linha de Produção ... · Na descrição da linha de...

Automação da Colocação de Reforços
numa Linha de Produção de Soldadura
Pedro Miguel de Carvalho Santiago
Dissertação para a obtenção do grau de Mestre em
Engenharia Mecânica
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Profª Maria Luísa Coutinho Gomes de Almeida
Co-Orientador: Prof. Artur Jorge da Cunha Barreiros
Vogais: Eng. Maria Bernardete Castro
Prof. Rui Manuel Assis Monteiro
Abril de 2012

I

II
Agradecimentos
Por detrás das nossas realizações pessoais, além de um considerável esforço próprio, esconde-se
normalmente um número muito grande de contribuições, apoios, sugestões, comentários ou críticas
vindos de muitas pessoas. A sua importância assume no caso presente uma valia tão preciosa que,
sem elas, com toda a certeza, teria sido muito difícil chegar a qualquer resultado digno de menção.
Assim, e depois de um percurso académico longo que culminou com a conclusão deste trabalho, não
posso deixar de agradecer por tudo, a todos:
À Professora Luísa Coutinho pelos ensinamentos, conselhos, sugestões e críticas que constituíram
os pilares de todo o trabalho.
Ao Professor Artur Barreiros pelos conhecimentos partilhados, pelo apoio e amabilidade constantes.
À Engenheira Bernardete Castro por me ter recebido, apoiado e aconselhado durante a minha
estadia na Holanda.
Ao Engenheiro Joost Koevoets pela excelência dos conhecimentos transmitidos e pelo respeito no
tratamento e desenvolvimento do meu estágio no estaleiro IHC Merwede, na Holanda.
Ao Engenheiro Reinier Rijke pela compreensão e apoio durante todo o desenvolvimento do meu
estágio no estaleiro IHC Merwede, na Holanda.
Aos amigos do IST, em particular ao Pedro Martins pela amizade e pela partilha de conhecimentos
vividos em conjunto e ao longo destes anos de estudo e trabalho.
Aos amigos de sempre, pela amizade que apoia, distrai e aconselha.
Aos meus pais, pelos valores e princípios, pelo amor incondicional.
À minha irmã e ao João, pelo exemplo de vida.
À Matilde e ao Miguel, pelos sorrisos que suavizam problemas.
E a ti, Andreia, pelo amor dos dias a fio...

III

IV
Resumo
O aumento crescente da concorrência ocorrido ao nível dos estaleiros navais em todo o mundo levou
à necessidade de aumento da competitividade através da implementação de medidas de melhoria da
produtividade.
O presente estudo tem como objectivo principal dar resposta à necessidade de optimização da
produção na construção naval, tendo como caso de estudo a empresa IHC Merwede, através do
estudo do processo de reforço de painéis numa linha de produção.
Em termos teóricos serve de suporte ao estudo a filosofia Lean Manufacturing cuja origem assenta na
tentativa constante de eliminação de desperdícios existentes para o consequente aumento da
produtividade; e o modelo matemático das filas de espera como meio complementar à referida
filosofia utilizado como fundamento de análise dos valores obtidos em fase de diagnóstico e
potenciais melhoramentos na produção.
Na descrição da linha de produção de colocação de reforços em painéis teve-se em consideração as
questões logísticas associadas, os processos de soldadura aplicados, bem como os resultados
obtidos através da aplicação da Engenharia dos Métodos e Estudo dos Tempos de Produção. Com o
estudo aprofundado da linha encontraram-se as tão necessárias soluções para o aumento da
produtividade com a redução dos desperdícios inerentes, na tentativa crescente de aumento da
competitividade, baseada na sustentabilidade efectiva da produção.
As soluções sugeridas evidenciam a necessidade de resposta para que a produção obedeça aos
padrões de excelência e qualidade numa conjuntura concorrencial: reorganização da estrutura
orgânica e funcional da empresa, conjugada com a aquisição de equipamentos inovadores.
Palavras-chave: Linha de colocação de reforços em painéis, Lean Manufacturing, Desperdícios,
Optimização, Processos de Soldadura, Engenharia dos Métodos e Estudo dos Tempos.

V
Abstract
The increase of competition that has occurred at the level of shipyards around the world has led to the
need for an increase in competitiveness through the implementation of productivity improving
measures.
The main aim of this study is to address the need for optimization of production in shipbuilding, taking
the IHC Merwede company as a case study and studying the process of strengthening panels on a
production line.
In theoretical terms, this paper serves to support the study of the Lean Manufacturing philosophy
whose origin lies in the constant attempt to eliminate existing wastes for the consequent increase in
productivity; and the mathematical model of queues as a complementary philosophy to that used as
the basis for the analysis of the values obtained in the diagnostic phase and for the potential
improvements in production.
The description of the production line of placement stiffeners on panels took into account the logistical
issues associated, the welding processes used, together with the results obtained by applying the
Engineering of Methods and Study of Times of Production. The in-depth study of the production line
showed the much needed solutions to increase productivity by reducing the inherent waste, in an
attempt to increase competitiveness based on the effective sustainability of production.
The suggested solutions stress the need to respond so that production meets the standards of
excellence and quality in a competitive conjuncture: reorganization of the organic and functional
structure of the company, in conjunction with the purchase of innovative equipment.
Keywords: Line of placement stiffeners on panels, Lean Manufacturing, Wastes, Optimization,
Welding Processes, Engineering of Methods and Study of Times.

VI
Índice
1. Introdução ................................................................................................................................................ 1
1.1 Objectivos ........................................................................................................................................ 2
2. Estado de Arte ......................................................................................................................................... 3
2.1 O Sistema Toyota de Produção ...................................................................................................... 3
2.2 Lean Thinking .................................................................................................................................. 4
2.3 Lean Manufacturing ......................................................................................................................... 7
2.3.1 Os Desperdícios.................................................................................................................... 7
2.3.2 Ferramentas associadas ao Lean Manufacturing ................................................................. 9
2.3.3 O Lean na Indústria Naval .................................................................................................. 11
2.4 O modelo das Filas de Espera ...................................................................................................... 14
2.4.1 Introdução ........................................................................................................................... 14
2.4.2 Os Elementos do Modelo .................................................................................................... 14
2.4.3 Classificação das Filas de Espera ...................................................................................... 15
2.4.4 Notação das Filas de Espera .............................................................................................. 15
2.4.5 Modelo Básico com 1 Servidor (M/M/1) .............................................................................. 16
3. Estudo da Linha de Produção de Colocação de Reforços ................................................................... 19
3.1 Metodologias de análise................................................................................................................ 19
3.1.1 Estudo dos Métodos ........................................................................................................... 20
3.1.2 Estudo dos Tempos ............................................................................................................ 21
3.1.3 Análise das Implantações ................................................................................................... 23
3.2 Características do Produto ............................................................................................................ 23
3.2.1 Os Perfis ............................................................................................................................. 24
3.2.2 Família de Produtos ............................................................................................................ 25
3.3 Apresentação da Empresa ............................................................................................................ 26
3.3.1 Os Navios Produzidos ........................................................................................................ 27
3.2.2 Descrição Geral de Produção de um navio ........................................................................ 27
3.2.3 Resumo das Principais Etapas de Produção ..................................................................... 29
3.4 Descrição da Linha de Colocação de Reforços em Painéis ......................................................... 30
3.4.1 O Sistema de Produção ...................................................................................................... 30
3.4.2 Descrição dos Postos de Trabalho ..................................................................................... 32
4. Processos de Soldadura na Indústria Naval ......................................................................................... 36
4.1 Indices Gerais de Produção .......................................................................................................... 36

VII
4.1.2 Os Processos Utilizados ..................................................................................................... 36
4.2 Os Processos de Soldadura na Linha de Colocação de Reforços ............................................... 38
4.3 Novas Tecnologias de Soldadura na Industria Naval ................................................................... 39
4.3.1 A Soldadura com Tecnologia Laser .................................................................................... 39
4.3.2 Soldadura por Laser Híbrido ............................................................................................... 40
4.4 O Processo de Laser-Híbrido ........................................................................................................ 40
4.4.1 Impacto do processo de Laser-Híbrido ............................................................................... 42
5. Análise dos Tempos e Diagnóstico ....................................................................................................... 46
5.1 Análise da taxa de ocupação ........................................................................................................ 46
5.2 Estudo dos Sectores Produtivos ................................................................................................... 48
5.2.1 Soldadura de Painéis .......................................................................................................... 49
5.2.2 Controlo e Remarcação dos painéis ................................................................................... 50
5.2.3 Colocação de Perfis ............................................................................................................ 51
5.2.4 Soldadura dos Perfis ........................................................................................................... 52
5.3 Análise de Fluxos .......................................................................................................................... 53
5.3.1 Fluxo dos Diferentes Estados de Produção ....................................................................... 53
5.3.2 Fluxo de Valor Acrescentado .............................................................................................. 54
6. Soluções ................................................................................................................................................ 56
6.1 Tempos Não Produtivos ................................................................................................................ 56
6.1.1 Soluções de Implementação ............................................................................................... 56
6.1.2 Estimativa do impacto das melhorias ................................................................................. 59
6.2 Balanceamento da Linha de Painéis ............................................................................................. 61
6.3 Tempos Produtivos ....................................................................................................................... 63
6.3.1 Equipamentos / Mecanismos de Automação ..................................................................... 63
6.4 Implantação ................................................................................................................................... 68
6.4.1 Layout - Geral ..................................................................................................................... 68
6.4.2 Layout – Linha de Painéis ................................................................................................... 69
7. Conclusões e Trabalho Futuro .............................................................................................................. 72
7.1 Conclusões .................................................................................................................................... 72
7.2 Trabalhos Futuros ......................................................................................................................... 74
8. Referências Bibliográficas ..................................................................................................................... 76
9. Anexos ................................................................................................................................................... 80
VIII
Lista de Figuras
Fig. 1 - Exemplo dos diferentes tipos de operações que decorrem durante a construção de um navio
[Adaptado 27] ............................................................................................................................. 8
Fig. 2 - Volume de Produção Mundial na Construção Naval no ano de 2009 [Adaptado 31] .............. 12
Fig. 3 - Figura que ilustra o navio-modelo criado por Liker e Lamb [21] ............................................... 13
Fig. 4 - Modelo M/M/1 [33]..................................................................................................................... 16
Fig. 5 - Exemplo de uma linha de produção de painéis. ....................................................................... 19
Fig. 6 - Estratégia usada na elaboração da análise .............................................................................. 20
Fig. 7 - Exemplo de um Painel reforçado na linha de reforço de painéis ............................................. 24
Fig. 8 - Perfil bolbo usado no reforço de painéis e exemplo de sua aplicação. .................................... 24
Fig. 9 - Figura com as diferentes famílias de produtos que existem no estaleiro IHC ......................... 26
Fig. 10 - Vista geral do estaleiro IHC Merwede em Kinderdijk .............................................................. 27
Fig. 11 - Exemplo do Planeamento de Produção de um Navio TSHD. ................................................ 28
Fig. 12 - Sequência de processos na construção de um navio [Adaptado 55] ..................................... 29
Fig. 13 - Resumo das Etapas de Produção ao longo da construção do navio. .................................... 30
Fig. 14 - Enquadramento da Linha de Painéis na estrutura de Produção. .......................................... 31
Fig. 15 - Processo de Junção de Painéis usando a soldadura por pontos. .......................................... 33
Fig. 16 - Equipamento da marca TTS de soldadura (FCB) de placas de aço ...................................... 33
Fig. 17 - Sector de controlo dimensional e remarcação de painéis. ..................................................... 34
Fig. 18 - Equipamento da marca TTS de posicionamento dos perfis sobre os painéis. ....................... 35
Fig. 19 - Equipamento de soldadura (FCAW) de perfis a painéis ......................................................... 35
Fig. 20 - Conjunto de Vantagens dos processos de Arco Eléctrico e Laser na Soldadura Laser -
Híbrido. .................................................................................................................................... 40
Fig. 21 - Processo de soldadura Laser-Híbrido (HLAW) [Adaptado 52] ............................................... 41
Fig. 22 - Estação móvel IPG YLR 10000 de Yad/Nd-Laser com 10KW de Potência com unidade de
refrigeração, e cabeça de soldadura Laser integrada num pórtico. ........................................ 42
Fig. 23 - Tractor autopropolsor de soldadura Laser-Híbrido de perfis e equipamento de soldadura
Laser-Híbrido de painéis. ........................................................................................................ 44
Fig. 24 - Diferença entre tempos estimados de soldadura utilizando o processo de Laser Híbrido e os
processos SAW e FCAW na soldadura de painéis e perfis. ................................................... 44
Fig. 25 - Percentagens dos diferentes estados de produção do Sector 1 ............................................ 49
Fig. 26 - Exemplo de tempos medidos para a produção do Painel 1225 LB1 no sector 1 ................... 50
Fig. 27 - Percentagens dos diferentes estados de produção do Sector 2 ............................................ 50
Fig. 28 - Percentagens dos diferentes estados de produção do Sector 3 ............................................ 51

IX
Fig. 29 - Percentagens dos diferentes estados de produção do Sector 4 ............................................ 52
Fig. 30 - Os diferentes estados de produção do sistema ao longo de um dia de trabalho. .................. 53
Fig. 31 - Análise dos tipos de actividade por cada sector da linha de produção. ................................. 54
Fig. 32 - Esboço da Plataforma de Junção de Painéis a serem Soldados. .......................................... 64
Fig. 33 - Trolley de transporte de Cassetes de Perfis numa Estação de colocação de Perfis [31] ...... 65
Fig. 34 - Equipamento de colocação de perfis e soldadura por pontos automatizado [30] .................. 67
Fig. 35 - Acutal layout geral de produção da empresa IHC Merwede. ................................................. 68
Fig. 36 - Actual layout do Hall da linha de produção de painéis. .......................................................... 70
Fig. 37 - Layout optimizado do Hall da linha de produção de painéis. ................................................. 70
Lista de Tabelas
Tab. 1 - Sumário dos princípios do modelo M/M/1 [33] ........................................................................ 16
Tab. 2 - Estimativa em 1999 dos consumíveis entre 1975 e 1996 segundo a ESAB [Adaptado 37] ... 37
Tab. 3 - Comparativo dos processos de soldadura na linha de produção ............................................ 38
Tab. 4 - Comprimentos de cordões de soldadura de SAW e FCAW de alguns painéis analisados. ... 43
Tab. 5 - Avaliação do tempo médio de processamento em cada sector da linha de produção. .......... 46
Tab. 6 - Índices gerais de produção do sistema. .................................................................................. 47
Tab. 7 - Avaliação da Capacidade actual de Processamento do sistema analisado. ......................... 47
Tab. 8 - Resultados obtidos com a melhoria dos tempos não produtivos ............................................ 60
Tab. 9 - Estimativa de melhoria com aplicação de medidas para a melhorias dos tempos em não
produção .................................................................................................................................. 60
Tab. 10 - Valores obtidos no balanceamento de da linha de produção. ............................................... 61
Tab. 11 - Resultados obtidos com o balanceamento de linha de painéis. ............................................ 62
Tab. 12 - Tabela de melhoria estimadas com a aplicação de uma plataforma de junção de Painéis .. 64
Tab. 13 - Tabela de melhorias estimadas com a aplicação de um carrinho de transporte de cassete de
Perfis ........................................................................................................................................ 65
Tab. 14 - Tabela de melhorias estimadas com a implementação de uma estação de colocação de
reforços automatizada ............................................................................................................. 67

X
Lista de Abreviaturas Ts - Tempo médio de Serviço
u - Nº médio de painéis servidos
Qd – Número de peças servidas durante o tempo de serviço disponível
- Nº médio de painéis servidos
ρ [%] - Taxa de ocupação em percentagem
P0 [%] – Taxa de desocupação em percentagem
Ls – Média de peças na estação
Ws – Tempo médio de espera de peças no sistema
T – Intervalo de Tempo medido
NP – Número de Peças Processadas
TC – Tempo médio de Chegada de Peças
σ - Desvio Padrão
– Taxa média de chegada de Painéis ao sistema
Qd - Capacidade de processamento de peças do sistema
SAW (Submerg Arc Welding) – Soldadura por Arco Submerso
FCB (Flux Copper Backing) – processo de soldadura de arco submerso que se caracteriza pelo facto
de existir uma placa de cobre que se encontra por baixo do cordão de solda fazendo com que o fluxo
da base forme uma escoria durante a soldadura.
MIG / MAG (MIG – Metal Inert Gas/ MAG – Metal Active Gas) – Soldadura por arco eléctrico com gás
de protecção
FCAW (Flux-Cored Arc Welding) – Soldadura por arco eléctrico com Fios Fluxados
HLAW (Hybrid Laser Arc Welding) – Soldadura por Laser Híbrido
HAZ (Heat-Affected Zone) - Zona Afectada Termicamente pelo processo de Soldadura.

XI

1
1. Introdução
Atenta a evolução que tem ocorrido nos estaleiros navais por todo o mundo pode-se observar que a
concorrência tem sido cada vez maior e, por isso, exige que todos os estaleiros navais estejam cada
vez mais competitivos. Tendo em conta o mercado mundial de construção naval, em que o Japão e a
Coreia do Sul têm a grande quota parte de produção mundial, seguindo-se os estaleiros do oeste da
Europa e a China. Devido ao crescimento exponencial que a China tem tido na construção de navios,
o mercado de construção naval, especialmente dos construtores europeus exige que estes estejam a
par das últimas tecnologias e processos de construção para se poderem manter no mercado. A
competitividade, por isso mesmo, tem vindo a ser cada vez maior e para isso todos os construtores
navais têm de tomar medidas para se tornarem cada vez mais competitivos e com isso poderem
sobreviver aos tempos difíceis que vêm enfrentando nestes últimos anos. Como medidas para o
aumento de competitividade as empresas têm de estar em constante mudança para conseguirem
obter um produto final ao mais baixo preço, mas, ainda assim, com os padrões de qualidade exigidos
nesta área.
Para conseguirem obter os padrões de competitividade todos os estaleiros têm trabalhado para a
melhoria da produtividade, essa melhoria obriga muitas vezes a que sejam tomadas várias medidas a
diferentes níveis de produção. Medidas essas que vão desde a redução do número de trabalhadores,
a um maior comprimento de metas de produção, redução de tempo de concepção e planeamento de
construção de navios com uma tendência para a produção em série, melhoramentos ao nível das
precisões de construção e de controlo de qualidade, entre outras medidas que têm sido
exaustivamente estudadas nestes últimos anos.
O estudo demonstrativo teve lugar no estaleiro naval IHC Kinderdijk, localizado na cidade de
Kinderdijk, perto de Roterdão, que faz parte da empresa IHC Merwede BV, empresa composta por
vários estaleiros espalhados por toda a Holanda. O estaleiro IHC Kinderdijk é um estaleiro com uma
longa história na indústria naval, considerado o maior estaleiro em escala mundial na sua área de
especialização, o estaleiro produz navios de dragagem e de offshore, sendo de realçar a importância
dos navio draga como principal produto.
Recorrer-se-á à filosofia Lean que se tem vindo a assumir como uma revolução na gestão de
produção desde há alguns anos para cá. Este conceito teve origem exactamente na necessidade de
melhorar a produtividade para assim conseguir ultrapassar dificuldades impostas pelos mercados
mundiais. Tem como base a melhoria constante da produção assente num conhecimento profundo de
todos os processos produtivos, pois só assim se consegue perceber onde é que existem desperdícios
e onde é que realmente se consegue melhorar.
Fazendo uso do conjunto de medidas e ferramentas que o Lean Manufacturing põe ao dispor e
adaptando-as à realidade que se encontra no estaleiro, destacando a Engenharia dos Métodos e o
Estudos dos Tempos como a ferramenta utilizada para um profundo conhecimento do sistema de
produção e a filosofia dos 5´s que visa a organização geral das linhas produtivas como a ferramenta
que mais ajudou a identificar alguns problemas e apresentar soluções para os mesmos.
Como complemento do Lean Manufacturing usam-se também conceitos relacionados com o modelo
das filas de espera, que permite solucionar alguns dos problemas relativos à linha de produção.

2
Assim, são abordados alguns conceitos relacionados com o modelo das filas de espera onde se
procurou mostrar os indicadores de produção usados para a análise de produção tendo em conta a
aleatoriedade de tempos de produção. Este estudo propõe ser uma mais valia para a empresa, no
sentido de poder demonstrar novos conceitos e abordagens para o melhoramento da produção.
1.1 Objectivos
Este estudo vai ao encontro da necessidade de melhoria de produção na indústria naval, como
anteriormente referido, sendo feito um estudo do processo de reforço de painéis, ”Panel Line”, tendo
em consideração os tempos de realização, técnicas de soldadura e questões logísticas. Em resumo
será uma análise de todo o processo com o objectivo final de encontrar uma solução para o aumento
de produtividade actual.
Tendo isto como base traçaram-se os objectivos de maneira a ir ao encontro das necessidades
actuais, sabendo dos elevados custos anexos aos extensos tempos de produção que ocorrem na
indústria naval e que são cada vez mais um factor determinante na competitividade do sector naval.
Para isso irá ser estudado o sistema de produção de reforço de painéis em três das suas principais
vertentes: métodos de produção praticados pelos operários, equipamentos de produção utilizados e
por fim os processos de soldadura aplicados no reforço de painéis.
Com os métodos de produção utilizados procurar-se-á perceber e determinar quais os desperdícios
existentes no sistema segundo a filosofia Lean, através da engenharia dos métodos e estudo dos
tempos, percebendo qual o impacto que estes têm na produção. Estes desperdícios têm diversas
origens e podem ter uma grande influência no sistema de produção, por isso têm de ser tidos em
conta para se perceber que tipos de desperdícios existem e quais os ganhos que são possíveis obter
com a sua eliminação.
No que se refere aos equipamentos utilizados na produção de painéis reforçados irão ser analisados
os equipamentos existentes e propostos novos equipamentos/mecanismos que visam o aumento de
automação de processos existentes, estimando-se o impacto que essas equipamentos terão na
produtividade da linha de painéis e o seu enquadramento na linha de produção existente.
Quanto aos processos de soldadura usados é de realçar a sua extrema importância, uma vez que
são responsáveis pelas actividades que acrescentam valor ao produto a fabricar, não podendo por
isso ser deixados de parte. Neste trabalho apresentar-se-á os processos actualmente usados para o
reforço de painéis onde se destacam as principais características de cada um e seguidamente
propõem-se alternativas de novos processos de soldadura que poderiam ser implementados no
sistema de produção, com os ganhos em termos de tempos de produção que se alcançariam com o
sua implantação.
Este trabalho propõe-se, assim, a ser um importante contributo para o estudo de uma linha de reforço
de painéis inserida no plano de produção de navios, servindo para a apresentar novos conceitos que
permitem uma nova e diferente abordagem ao sistema de produção, baseando-se na eliminação de
desperdícios e na melhoria contínua. Para além disso, também se propõe ser uma mais valia para a
empresa no sentido em que serão apresentados possíveis melhoramentos ao nível dos
equipamentos utilizados e de processos de ligação no reforço de painéis.

3
2. Estado de Arte
Este capítulo está reservado à exposição teórica da gestão de produção que está assente na filosofia
Lean Manufacturing e que será reforçada com o modelo matemático das filas de espera que
complementa este método. Através destas teorias tenta-se compreender melhor o quanto podem
ajudar para alcançar os objectivos propostos inicialmente. Irão ser abordados vários conceitos,
expostos com pormenor para uma melhor compreensão da sua importância ao longo do processo
produtivo e da sua influência na indústria em estudo.
2.1 O Sistema Toyota de Produção
Com o objectivo de conseguir alcançar uma produção de fluxo contínuo e com isso não depender de
longos ciclos de produção, nem de elevados níveis de stocks para alcançar altos níveis de eficiência
em oposição ao que se defendia com a Produção em Massa criou-se o Toyota Production System ou
TPS. [2] As suas origens remontam ao século XIX no Japão, sendo que a sua origem é devida a
Sakuscichi Toyota, considerado por muitos como o pai da Toyota, que em 1918 criou a sua própria
empresa de tecelagem equipada com teares automáticos, e que assim começou toda a sua
metodologia. A sua empresa assentava já em vários conceitos que depois se vieram a revelar
fundamentais no TPS, tal como é conhecido hoje em dia. A automação de vários processos baseados
em sistemas mecânicos de detecção de falhas despertaram um dos pilares fundamentais do TPS, o
conceito Jidoka, que defende que as máquinas devem ser ‘inteligentes’, ou por outras palavras, deve
haver uma “automação com inteligência humana” para assim prevenir a produção de peças
defeituosas.
Em 1929 Sakichi vendeu a sua patente de teares para dar a possibilidade ao seu filho Kiichiro Toyoda
para este se poder iniciar na indústria automóvel. Este decidiu alterar o nome da empresa do pai e
mudá-la para Toyota Motores Company, onde em 1935 produziu o seu primeiro automóvel. Devido à
Segunda Guerra Mundial teve de suspender a produção, passando também ele, tal como a maioria
das empresas, a dedicar-se ao fabrico de materiais militares em vez de qualquer outro tipo de
produto. Por volta de 1950 a Toyota deparou-se com graves problemas financeiros que levaram ao
despedimento de vários trabalhadores que fizeram greve durante um longo período que só terminou
quando Kiichiro renunciou ao cargo de presidente dando assim lugar ao seu primo Eiji Toyoda.[3]
Após a Segunda Guerra Mundial o sistema produtivo desenvolvido por Eiji Toyoda e por Taichi Ohno,
engenheiro mecânico e considerado por todos um dos principais impulsionadores do TPS. Ohno
vindo de uma indústria totalmente distinta da indústria automóvel acreditava que apesar de não ter
uma visão totalmente pré-concebida isso poderia ser uma vantagem para conseguir implementar um
novo sistema produtivo. Este novo sistema tinha como base o conceito Jidoka, aplicado nos teares de
Sakichi, e o conceito Just-in-Time (JIT) de Kichiiro que defendia que a peça deveria estar no local
certo a hora certa e na quantidade precisa, completando todos estes conceitos criou assim a
4
estrutura do TPS [7]. Este novo sistema de produção surgiu então como alternativa aos modelos que
já existiam no Mundo Ocidental, onde os americanos Alfred Sloan (da General Motors) e Henry Ford
(da Ford Motor Company) eram as principais linhas orientadoras da chamada Produção em Massa.
[6]
2.2 Lean Thinking
Em 1990, Womack, Jones e Roos decidiram publicar o livro “The Machine That Changed The World”
com o objectivo de descreverem os métodos e filosofias de trabalho nas empresas japonesas
fabricantes de automóveis, em particular da Toyota. Na Toyota surgiu pela primeira vez o conceito do
“Lean Manufacturing”. Este livro descreve a evolução da indústria automóvel no mercado Japonês,
Europeu e Americano e pela primeira vez surge o conceito associado à produção Lean [6], neste livro
fez então com que várias empresas tentassem passar algumas ideias de produção para as suas
próprias realidades, tentando substituir as suas produções em massa para produções Lean (Lean
Production). [9]
O ”Lean Manufacturing” foi inicialmente concebido para a indústria automóvel, mas nos dias de hoje
está aplicado a outros tipos de indústria, tal como a indústria naval, onde o seu objectivo é a
eliminação de desperdícios, o aumento de produtividade e de eficiência, a redução das etapas sem
valor acrescentado, a redução de custos e também o aumento da competitividade da própria
empresa. Todos estes objectivos têm como principal alvo a satisfação do cliente, uma vez que na
filosofia Lean o cliente é o elemento central. [10]
A filosofia Lean tem, assim, como principal característica a flexibilidade das linhas produtivas através
da aplicação em pequenos lotes de produção de várias ferramentas para, dessa forma, conseguir
responder de uma maneira eficaz às constantes variações dos mercados. [11]
Tendo como base de fundo a eliminação dos desperdícios existentes ao longo de todo o sistema
produtivo, a filosofia Lean atribui assim uma visão de valor total do produto ao longo de todo o
sistema que não é apenas aplicado às empresas produtivas, mas também a fornecedores. Assim
consegue abranger a totalidade do percurso que o produto segue, eliminando todos os desperdícios
em todas as etapas. Então, e apesar de todos os benefícios que se conseguem obter com esta
filosofia, é preciso ter em consciência que implementá-la não é uma tarefa fácil. [12]
Esta dificuldade de implementação surgiu naturalmente, tendo em conta que o livro “The Machine that
Changed the World” não fazia referência a quaisquer técnicas para pôr em prática as ideias Lean, e
por isso muitas empresas não sabiam como implementá-las.
Foi este o motivo que, em 1996, levou Womack e Jones a publicarem o livro “Lean Thinking – Banish
Waste and Creat Wealth in your Corporation” que foi ao encontro das necessidades que muitas
empresas tinham para conseguirem implementar as teorias da filosofia Lean, este livro surge então
como um guia prático onde oito conceitos fundamentais para a implementação Lean são definidos [5]:

5
1. Especificar valor – A definição do valor é feita pelo cliente final, sendo este passo o primeiro
a ter em linha de conta num processo de implementação da filosofia Lean. Determinar com
exactidão o que o cliente pretende evitando assim produzir algo que não vai ao encontro das
características pretendidas pelo cliente, despendendo com isso recursos e gastos totalmente
desnecessários.
2. Definir a cadeia de valor no processo – O seguinte passo consiste em definir todos os
passos pelos quais o produto irá passar desde a sua chegada como matéria prima até à sua
entrega ao cliente, em que se incluí todos os desperdícios anexos à produção.
3. Criar fluidez na linha produtiva – O objectivo é criar uma fluidez entre os vários sectores de
produção, para que o produto flutue sem interrupções e desperdícios de tempo. Em todos os
processos é criado um fluxo entre as várias etapas de produção que acrescentam valor ao
produto a ser produzido.
4. Produção “puxada” pelas necessidades dos clientes – A produção de um bem ou serviço
não deve ser feita sem que o cliente assim o requeira, é preciso ter em conta que na filosofia
Lean o sector a jusante é considerado como o cliente do sector a montante, isto para que
seja o cliente a solicitar o produto no momento certo e na quantidade correcta e para evitar
que se caia numa produção empurrada, em que a empresa empurra os seus produtos para o
mercado sem que estes sejam pedidos pelo cliente. Ao evitar este tipo de produção está-se a
prevenir elevados níveis de stocks com todos os inconvenientes que isso acarreta.
5. Busca pela perfeição – Este conceito é um dos principais na filosofia Lean, em que incentiva
à busca constante pela perfeição, designado por Kaizen, eliminando ou reduzindo ao máximo
os desperdícios existentes durante as várias fases pelas quais o produto passa. Esta busca
assenta nos operários e na sua vontade contínua de melhorar a sua forma de trabalhar, é
com esta vontade que se procura atingir a perfeição.
Para além destes 5 princípios básicos para a implementação da filosofia Lean numa empresa,
também e como suplemento destes, surgem outros 3 princípios que também não deixam de ser
fundamentais para alcançar o sucesso na implementação. [13]
6. Implementação de um ciclo Plan-Do-Check-Act (PDCA) - Consiste num ciclo de
desenvolvimento de produção que se foca na melhoria constante. Este ciclo está dividido em
quatro etapas:
a. Planeamento (Plan) – Nesta primeira etapa é onde se estabelecem as metas ou se
identificam os problemas que poderão estar na origem do que impede o alcance dos
resultados pretendidos. Para além disso também se faz uma análise de todo o
processo produtivo e elabora-se um plano de acção.
b. Execução (Do) – Realizam-se as acções ou tarefas que foram traçadas no plano de
acção.

6
c. Verificação (Check) – Análise periódica de valores ou resultados que foram
recolhidos conforme o plano de acção anteriormente estipulado. Estes dados são
confrontados com o planeado, com os objectivos e/ou especificações do estado
desejado. Também se actualiza ou se implementa a gestão à vista.
d. Acção (Act) – Agir consoante os resultados ou valores determinados nas etapas
anteriores, eventualmente determinar e realizar novos planos de acção de forma a
melhorar a eficiência e eficácia da produção, indo ao encontro de eventuais falhas ou
melhoramentos de execução.
7. Uso de indicadores operacionais – O uso destes operadores é bastante importante para ter
conhecimento da performance produtiva em tempo real, e com isso poder actuar com
objectivo da resolução de problemas.
8. Actividades de abordagem para melhoria de produção – Por vezes é necessário que
existam actividades com o objectivo de abordar os vários sectores da empresa, de forma a
analisar as medidas que poderão ser aplicadas para obter melhores índices de
produtividade.
A implementação do sistema produtivo Lean contribui, assim, para um grande aumento da eficiência
de uma fábrica, aumentando a sua capacidade produtiva e velocidade de resposta às exigências do
mercado actual. Outra característica a realçar é também o aumento da flexibilidade de produção que
permite assim abranger uma vasta gama de produtos com um reduzido stock, um aumento de
qualidade e redução de defeitos. [14]
Contudo é preciso considerar que mesmo tendo em conta as inúmeras vantagens que a
implementação do sistema Lean traz, existem vários factores contrários à sua implementação. Entre
as várias forças opostas à implementação do Lean destacamos como a principal a “resistência
natural à mudança” que existe em muitas empresas. Isto reflecte-se sobretudo quando se encontra
empresas que estão a trabalhar há vários anos em diferentes sistemas e que por isso têm ideias pré-
concebidas de longa data. Isto leva a ter de vencer enormes resistências que têm na sua origem os
velhos hábitos criados ao longo dos anos, estas resistências residem no cepticismo relativo à
validade da filosofia, na falta de tempo disponível para a mudança, tal como nas demasiadas
preocupações sobre o impacto das alterações no cumprimento dos regulamentos. Tendo tudo isto em
conta é necessário que haja uma consciencialização dos benefícios do sistema Lean para que toda a
empresa possa compreender as melhorias que se podem alcançar com a sua implementação e
vencer todas as resistências encontradas. [2]
Pode-se concluir que o sistema Lean traduz-se na maneira de “produção magra”, em que com menos
esforço humano, menos espaço de produção, menos investimento, menos tempo, menos stocks e
menos defeitos se consegue produzir mais e melhor. [6]

7
2.3 Lean Manufacturing
A filosofia Lean Manufacturing assume-se como uma grande evolução no sentido de um
melhoramento do potencial efectivo de produção, que pode ser aplicado a qualquer empresa. Esta
filosofia assenta numa aprendizagem prática e dinâmica dos processos produtivos e usa esse
conhecimento numa tentativa constante de eliminação de desperdícios existentes nos processos
produtivos, para assim obter uma melhor produtividade, mais rápida, mais barata, com menos
ocupação de espaços, reduzindo o inventário e as horas de trabalho para conseguir evitar todos os
desperdícios práticos.
Esta filosofia numa vertente mais prática consiste numa implementação de um conjunto de técnicas e
ferramentas que visam optimizar toda a linha de produção.
Através desta metodologia pode-se definir três sistemas primários onde tudo assenta: existem por um
lado as capacidades/qualidades de cada trabalhador, os processos de produção e por último as
ferramentas e tecnologias utilizadas nos processos de produção. Todos estes subsistemas estão
dependentes uns dos outros e não é possível olhar para cada um individualmente e conseguir ter
uma visão completa de toda a actividade produtiva sem o exercício de interligação. [1]
Como base para toda esta filosofia exige um profundo conhecimento de como funciona todo o
sistema produtivos que opera, e só depois disso é que e possível perspectivar hipotéticas melhorias
que poderão ser implementadas. Assim, visa ser uma mais-valia para a empresa no sentido de
contribuir com novos conceitos que permitam uma diferente abordagem produtiva, utilizando as
metodologias Lean para uma eliminação dos desperdícios e a busca de uma melhoria contínua. [1]
2.3.1 Os Desperdícios
Com o objectivo de uma melhoria constante, Taiichi Ohno definiu então como desperdício (“muda”,
em Japonês) qualquer actividade que consuma recursos e adicione custos e que não acrescente
qualquer valor ao produto requerido pelo cliente. [5] Com base nisso Ohno definiu no livro que
publicou, em 1988, sete tipos de desperdícios em processos produtivos que devem ser eliminados
[15]:
1. Subprodução – Produção em excesso e antes do que é necessário.
2. Esperas – Operários ou máquinas que por motivo de falta de stock, atrasos ou interrupção
dos processos produtivos têm intervalos de tempo de espera.
3. Transporte – Movimentos desnecessários de material/stock em processamento.
4. Retrabalho – Operações extraordinárias devido a defeitos, excesso de produção ou de
inventário.
5. Excesso de Stock – Excesso de matéria-prima ou material em processamento que não está
a ser utilizado.

8
6. Movimento desnecessário – Movimentos desnecessários por parte dos
materiais/operadores por questões de Layout da empresa, de defeitos, de
reprocessamentos, de superprodução ou excesso de stock.
7. Defeitos – Produção de produtos defeituosos ou que não cumpram os requisitos pedidos
pelo cliente.
Outros autores, tal como Liker, incluem ainda um oitavo tipo de desperdício que consiste no
desperdício ou no subaproveitamento dos trabalhadores, onde a perda de habilidades, melhorias, ou
de oportunidades de aprendizagem dos trabalhadores faz com que a empresa empregadora não
utilize as capacidades totais dos seus trabalhadores. [8] Também Womack e Jones consideram a
existência de um oitavo desperdício que consiste na falta de projecto de produtos e serviços que não
correspondem às necessidades do cliente. [5]
De todos os desperdícios anteriormente referidos há que destacar o excesso de stock como sendo
um dos de maior relevo, isto porque pode acarretar um grande impacto financeiro para a empresa e,
para além disso, também impossibilita a fluidez entre os vários sectores de produção. A existência
destes stocks numa linha de produção pode ter graves impactos na produtividade, pois pode omitir
graves problemas existentes e pode, consequentemente, fomentar uma atitude menos exigente por
parte dos operários. [16]
Tendo em consideração o que Ohno definia como desperdício, em todas as operações efectuadas
por trabalhadores, para a filosofia Lean só existem dois tipos de tarefas: as que acrescentam valor e
as que não acrescentam valor ao produto. Contudo, dentro das que não acrescentam valor tem de se
fazer uma distinção entre as “Necessárias” e as “Não Necessárias”, sendo que as “Não Necessárias”
devem anular-se imediatamente e, dessa forma, aumentar o tempo disponível para a realização de
tarefas que acrescentem valor ao produto final. [16]
Fig. 1 - Exemplo dos diferentes tipos de operações que decorrem durante a construção de um navio [Adaptado 27]

9
2.3.2 Ferramentas associadas ao Lean Manufacturing
Numa perspectiva mais prática da filosofia do Lean Manufacturing, esta consiste na aplicação de um
conjunto de técnicas/ferramentas que contribuem para um único objectivo, que passa pela melhoria
de desempenho e eficiência da produção. Os vários tipos de ferramentas que existem têm diferentes
aplicações que passam pela detecção de desperdícios, regulação de sistemas produtivos ou outras
soluções para problemas de produção. Como principais Ferramentas Lean temos:
Engenharia dos métodos e Estudo dos tempos – Analisa a organização e os métodos de
produção usados, ajudando à compreensão operativa das linhas de produção, para além de
contribuir para uma análise qualitativa e quantitativa das mesmas, como de todo o
planeamento de trabalho existentes.
Kanban – Significa “Cartão” ou “Etiqueta” e tem como objectivo o controlo dos níveis de
stocks tendo em conta a produção e o fornecimento de componentes, esta técnica está
associada ao conceito de produção puxada em cooperação com o JIT (Just-in-Time).
SMED (Single Minute Exchenge of Dies) – Conjunto de técnicas que permitem melhorar o
processo de mudança de ferramenta. Este processo tem como base a preparação atempada
da mudança de ferramenta, sendo que o objectivo é que a máquina esteja o mínimo de
tempo parada durante a sua produção, aumentando assim o seu tempo de produção.
Mapeamento do fluxo de valor – É uma ferramenta de diagnóstico que permite
compreender o estado actual de funcionamento de sistemas produtivos por meio do
levantamento do fluxo de materiais e de informações que acontecem na organização, desde
o recebimento da matéria-prima até a entrega do produto acabado.
Poka-Yoke – Ferramenta associada a prevenção de falhas de produção, traduzindo-se numa
mais valia por detectar e evitar erros, prevenindo as suas consequências ao logo de uma
linha de produção.
5´S – Metodologia que traduz o desenvolvimento de novos hábitos e regras de trabalho,
reduzindo avarias e perdas de tempo em actividades produtivas, envolvendo directamente os
trabalhadores para que estes procurem as melhores condições para os seus postos de
trabalho.
Desenvolve-se nos seguintes tópicos, com maior pormenor as técnicas de Engenharia dos Métodos e
estudo dos Tempos e os 5’S.
2.3.2.1 Engenharia dos Métodos e Estudo dos Tempos
O estudo dos métodos e dos tempos tem um papel fundamental em toda a análise dos processos que
constituem um sistema de produção, esta ferramenta é de uma extrema utilidade, e tem como
principal objectivo o de perceber como funciona todo o sistema operativo e, dessa forma, se entender
as deficiências ou falhas que possam existir para assim as poder melhorar.

10
Engenharia dos Métodos
O estudo dos métodos reside na análise dos métodos usados na produção de um bem ou serviço.
Através da melhoria da organização e/ou dos métodos usados alcançar-se maiores índices de
produtividade, utilizando todos os recursos disponíveis. Esta análise passa por perceber a
organização/métodos que estão implementados na linha de produção e com isso tentar organizá-los
e torná-la mais eficaz. O estudo dos métodos é constituído por duas técnicas diferentes:
Análise Visual – Na análise visual faz-se um reconhecimento geral da linha de produção em causa,
e com isso fica-se já com uma ideia geral do fluxo de valor;
Entrevistas – São de enorme utilidade, pois consegue-se obter informações que só com a análise
visual não eram possíveis. São recolhidos dados importantes para uma melhor compreensão do
funcionamento de cada etapa de produção.
Estudo dos Tempos
O estudo dos tempos tem como objectivo a análise dos tempos de mão-de-obra num sistema
produtivo, que em conjugação com o estudo dos métodos dará uma análise bastante aprofundada da
produção de uma empresa.
Inicialmente tem de ser feita uma boa avaliação dos métodos de trabalho de forma a poder garantir
que se está a medir uma boa solução, no que diz respeito aos métodos, e depois disso, conseguir
avançar para a sua análise temporal.
Esta análise dos tempos é dividida em três métodos distintos:
Estimativas – Nas Medições de tempo estimado usa-se a experiência dos trabalhadores que
operam numa linha de produção, para que a par das características dos produtos a serem produzidos
se consiga estimar os tempos de produção. Depois de estimados esses tempos é possível compará-
los com os tempos reais, e tentar posteriormente perceber as diferenças entre eles.
Histórico de Tempos – Estes tempos são referentes a acontecimentos já ocorridos, são,
pois, tempos de produção que no passado foram medidos e que podem ser muito úteis para se
perceber a produção que existia.
Medições de tempo in situ – Este método é constituído por duas técnicas diferentes:
Observações instantâneas – Consiste na separação dos diferentes estados da máquina e do
operador, onde depois de algum tempo de observação se define um número determinado de tarefas
que cada operador tem de fazer. Estas medidas também possibilitaram a distinção dos intervalos de
tempo gastos em operações que acrescentam valor e as que não acrescentam.
Cronometragens – Esta técnica consiste na medição de tempo contínuo que determinada operação
demora a ser realizada. Assim consegue-se determinar quanto tempo na realidade demora a ser
produzido um produto e com isso determinar os tempos de cada estação de trabalho na linha de
produção. [17]

11
2.3.2.2 Os 5’S
A metodologia designada por 5’s visa obter uma organização de trabalho, com um desenvolvimento
na área da organização de trabalho, num ambiente limpo e com fluxos de produção claramente
identificados, onde os materiais e as informações estão prontamente disponíveis, com os
procedimentos operacionais normalizados e com isso tornar mais fácil a detecção de qualquer tipo de
erro ou defeito.
Os 5’s envolvem directamente as pessoas na procura das melhores condições organizacionais nos
seus postos de trabalho, através de uma compreensão global de todo o sistema produtivo, com o
objectivo de tornar os trabalhadores mais dinâmicos e multi-facetados para que com isso consigam
perceber melhor as dificuldades de cada posto de trabalho e assim tentar contorná-las ao máximo e
obter um maior nível de produtividade.
Esta metodologia é constituída por 5 palavras começadas por “S”:
Escolher (Sorting) – Verificação de material, ferramentas e maquinarias, nos sítios certos, em
determinados postos de trabalho e removendo todo o que e excedentário
Ordenar (Straighten) – Organizar todo o material, ferramentas, e o espaço entre outras coisas, de
modo a que esteja sempre tudo acessível e alcançável no mínimo espaço de tempo
Varrer (Sweeping) – Limpar toda a área de trabalho, equipamento e máquinas, com o intuito de
tornar mais visível e ordenado o espaço de trabalho.
Normalizar (Standardizing) – Utilizar a mesma disposição, o mesmo controlo visual, as mesmas
ferramentas por todas as áreas de trabalho de modo a tornar mais fácil a flexibilização dos operários.
Manter (Sustaining) – Manter e rever as alterações efectuadas com o intuito da melhoria contínua da
produção.
Estes são os cinco princípios da metodologia designada por 5’s, mas, e para além disso, hoje em dia,
aplica-se mais um ‘s’ a estes princípios, em que o 6’s esta relacionado com a (Safety), Segurança nos
vários postos de trabalho, que tem com principal objectivo identificar e corrigir todos os perigos
existentes no trabalho e com isso tentar preveni-los.
O que a aplicação dos 5’s pode trazer, reside no facto da ampliação das condições dadas aos
trabalhadores gerar que se cometam cada vez menos erros, menos desperdícios, menos atrasos,
menos lesões, produzindo com uma qualidade melhor. Segundo Parrie, a filosofia dos 5´s é a base
da implementação da filosofia Lean. [18]
2.3.3 O Lean na Indústria Naval
A implementação da filosofia Lean na indústria naval é algo que tem vindo a ser desenvolvido nos
últimos anos, não havendo por isso grandes exemplos de aplicação desta ferramenta neste tipo de
indústria. Contudo, é considerado como sendo uma extensão do Lean a sua aplicação neste tipo de
indústria, estando a indústria automóvel como exemplo de aplicação, numa tentativa de
12
implementação à indústria naval, em que os principais estudos vêm da fundação NSRP (The National
Shipbuilding Research Program) dos Estados Unidos e do Norwegian Research Program Maroff
sedeado na Noruega.
Assim, e partilhando dos mesmos princípios do Lean Manufacturing, o Lean Shipbuilding tem como
referência a redução de custo através da eliminação dos desperdícios, das operações de valor não
acrescentado e da existência de longos inventários, tudo com o objectivo de satisfazer da melhor
maneira o cliente final.
Estudos feitos anteriormente revelam que na indústria naval é possível obter com a implementação
do Lean aumentos de produtividade na ordem dos 50% e melhorias de tempos de produção na
ordem dos 100%. [22] De referir que nesta indústria, como em outras, temos o exemplo do Japão
como exemplo a ser seguido. Entre 1965 e 1995 os estaleiros japoneses melhoraram a sua
produtividade em certa de 150% com a aplicação e desenvolvimento de alguns princípios do Lean.
[21]
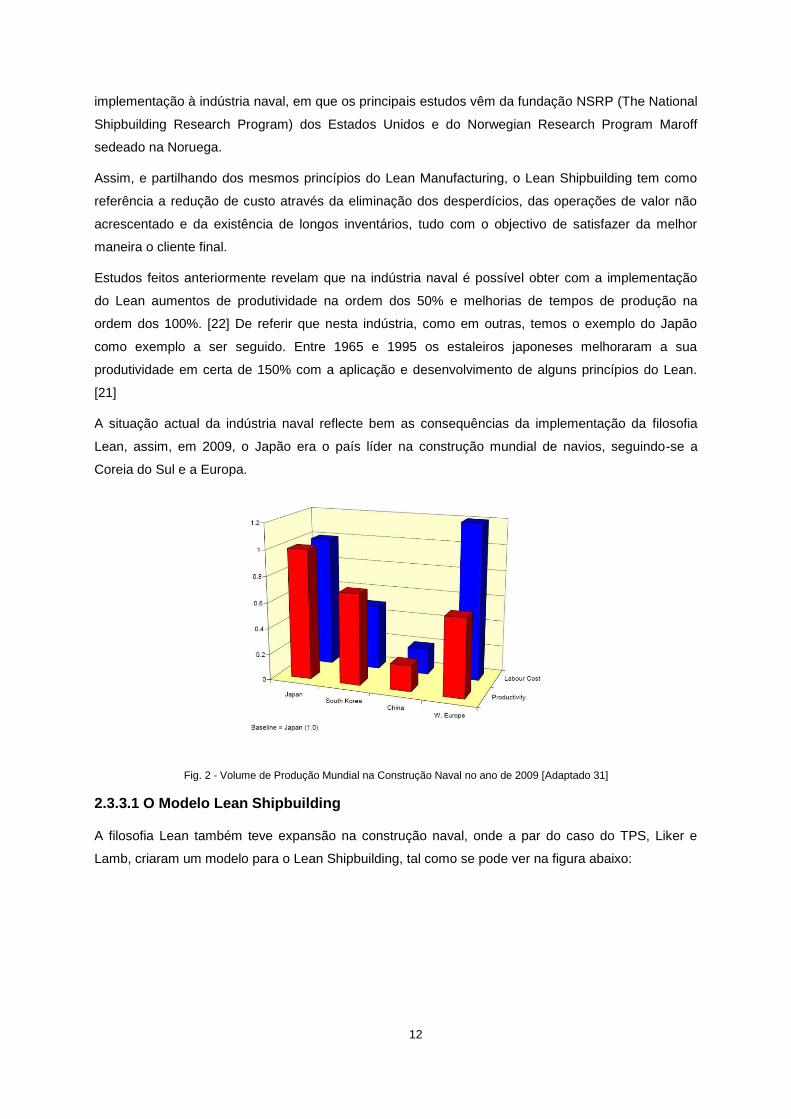
A situação actual da indústria naval reflecte bem as consequências da implementação da filosofia
Lean, assim, em 2009, o Japão era o país líder na construção mundial de navios, seguindo-se a
Coreia do Sul e a Europa.
Fig. 2 - Volume de Produção Mundial na Construção Naval no ano de 2009 [Adaptado 31]
2.3.3.1 O Modelo Lean Shipbuilding
A filosofia Lean também teve expansão na construção naval, onde a par do caso do TPS, Liker e
Lamb, criaram um modelo para o Lean Shipbuilding, tal como se pode ver na figura abaixo:

13
Fig. 3 - Figura que ilustra o navio-modelo criado por Liker e Lamb [21]
Sendo este modelo considerado um sucesso por muitos responsáveis nesta indústria, pode-se ver
que ao contrário do exemplo do TPS, este modelo mostra que os elementos não são dependentes
uns dos outros, o que quer dizer que a falta de qualquer usm dos elementos não tem consequência
directa no desempenho da produção.
Contudo, no modelo de Lean-Shipbuilding as ideias são comuns ao TPS e ao Lean Manufacturing,
onde se encontra patente a busca pela eliminação dos desperdícios, a filosofia JIT, o controlo da
construção usando diversas ferramentas, sistemas desenhados para prevenir erros de produção, a
qualificação dos operários, sempre com o objectivo de uma melhoria constante e da satisfação do
cliente.
Um dos principais pilares do Lean na indústria naval para Liker e Lamb é a criação de um fluxo JIT,
em que isso possibilitará a obtenção de uma melhor qualidade do produto final, isto pode ser
alcançado através da criação de um fluxo de produto, onde as linhas de produção se dediquem a
famílias de produtos ou peças, que passem por os mesmos conjunto de processos.
Uma característica importante de realçar na indústria naval é a dificuldade de standardizar a
produção, esta dificuldade advêm do facto que para muitos estaleiros é difícil conseguirem dedicar-se
somente à construção de um navio em especifico, sendo que no Japão e também em alguns
estaleiros europeus se opta por produzir por encomenda, devido à especificidade dos navios e aos
inúmeros requisitos disponíveis para escolha do cliente, evitando assim opções desnecessárias e
variedade de produtos em excesso. [21] [23]
Esta indústria é caracterizada por um intenso trabalho laboral, onde a automação da produção é algo
limitada, uma vez que os produtos a serem fabricados são, por norma, de grandes dimensões,
volume e peso, e para além disso, são constituídos por inúmeros componentes diferentes, tornando
os processos de produção algo complicados, realçando por isso a necessidade de ter um bom
trabalho em equipa para a obtenção de bons resultados. [26]
No entanto, os estaleiros em todo o mundo têm mecanismos específicos nas suas práticas de
produção e, assim, a sua abordagem para a implementação do Lean varia consoante o estaleiro em
causa.

14
2.4 O modelo das Filas de Espera
2.4.1 Introdução
O estudo das filas de espera surge no início do século XX pelo dinamarquês Agner Krarup Erlang,
que foi a primeira pessoa a estudar o problema das redes de telefones, onde desenvolveu a fórmula
de Erlang tal como ficou conhecida e que foi a base matemática de todo esse estudo. Este modelo de
Erlang apesar da sua simplicidade é um modelo que ainda hoje está por trás do estudo das
complexas redes de telefones actuais. [34]
O estudo das filas de espera caracteriza-se por ter uma aplicação muito prática em que a sua
utilização pode ser aplicada em vários contextos diferentes, tal como para um simples caso de um
supermercado até a sistema de produção em linha. A estrutura deste método considera um
determinado padrão de chegada de clientes a um sistema, a distribuição de tempo que um cliente
demora a ser atendido dependendo do número de cliente do sistema, a distribuição do serviço
prestado ao cliente e o tempo que o cliente demora a ser servido e a sair do sistema, tudo isto são
factores a ter em conta quando se aplica este método ao sistema em estudo. A aplicação deste
método visa exactamente ir ao encontro da aleatoriedade de tempos de chegada e de serviço
constatada na linha de produção estudada e enquadra-la numa distribuição lógica, para assim ser
possível estuda-la com maior exactidão.
O estudo de filas de espera é bastante vasto sendo por isso difícil de resumir tudo o que já existe
sobre este tema neste trabalho, por isso aqui aborda-se apenas os casos mais simples e que se
enquadram no sistema de produção estudado tentando assim expor os mais importante conceitos
deste método para assim aplicar e demonstrar a sua potencialidade no estudo realizado. [35]
2.4.2 Os Elementos do Modelo
O modelo de filas de espera tem como objectivo optimizar o funcionamento de sistemas que possam
ser considerados sistemas de prestação de serviços, e com isso encontrar um equilíbrio entre o
congestionamento que pode acontecer quando os clientes estão demasiado tempo à espera e a
desocupação que acontece quando os serviços permanecem inactivos durante longo intervalo de
tempo. Para isso os principais pontos a ter em conta neste modelo são: o tempo de espera do cliente,
o número de clientes na fila e a razão entre o tempo de espera e o tempo de prestação de serviço.
Para caracterizar um sistema de filas de espera tem de mencionar cinco elementos fundamentais na
sua constituição que podem tomar vários formatos tal como: a população em estudo, a fila de espera
a considerar, o serviço prestado, a capacidade do sistema e o padrão de atendimento do cliente.
Estes cinco elementos são preponderantes num estudo de filas de espera e por isso há que
descreve-los genericamente para melhor se perceber a sua importância.

15
2.4.3 Classificação das Filas de Espera
A notação usada para a classificação de filas de espera é da responsabilidade do matemático David
Kendakk que propôs a seguinte notação para representar cada fila de espera:
A/S/m/K/N/Q
onde se tem:
A - indica o tipo de distribuição dos tempos entre chegadas(Padrão de chegada) onde:
S - indica o tipo de distribuição dos tempos de serviço(Padrão de Serviço) onde:
m - indica o número de servidores (m ∈ )
K - indica a capacidade do sistema (K )
N - indica o tamanho da população(N )
Q - disciplina de atendimento
Por vezes neste modelo os últimos 3 símbolos são omitidos, pois assume-se que a capacidade é
ilimitada, a população infinita e a disciplina de atendimento a de FIFO (First In First Out). Enquanto
isso para os dois primeiros símbolos usa-se a letra D para o caso de um padrão de chegada/serviço
determinístico e a letra M para uma distribuição exponencial. [32]
2.4.4 Notação das Filas de Espera
Como em todos os modelos matemáticos existe uma notação própria que é preciso ser tida em conta
para assim melhor se perceber os valores obtidos. Assim passa-se a descrever as principais
características das filas de espera onde se pode destacar em particular o uso de algumas letras cujo
o seu significado em inglês se enquadra no que se tem vindo a referir por isso dão-se aqui os
exemplos da letra L (de Length – comprimento em inglês) que é usada em questões relativas ao
comprimento da fila de espera ou da letra W (de Waiting – espera em inglês) que é relativa a tempos
de espera na fila. Para além destas letras descreve-se outras notações usadas neste modelo tais
como [33]:
A taxa de chegada ( ), ou por outro lado o número médio de clientes que chegam por
unidade de tempo, em que essa taxa depende do número de clientes (n) então a taxa de
chegada pode ser designada por ( n);
Taxa de serviço ( ou número médio de clientes que cada servidor atende por unidade de
tempo, sendo que tal como na taxa de chegada este número depende do número de clientes
(n), pode-se designa-lo ( n).
Comprimento médio da fila (Lq) (sem incluir os clientes que estão a ser atendidos)
Número médio de clientes no sistema (LS)
Tempo médio de permanência no sistema (Ws)

16
Taxa de ocupação do sistema ( ), percentagem de tempo durante o qual o sistema esta em
serviço.
2.4.5 Modelo Básico com 1 Servidor (M/M/1)
O modelo pelo qual foram feitos mais estudos e o mais simples, é o que tem como definido o padrão
de chegada de clientes como ocorrência segundo um processo de Poisson (aleatório) e o tempo de
serviço como uma ocorrência segundo uma distribuição exponencial, designando-se por M/M/k.[35]
Fig. 4 - Modelo M/M/1 [33]
No caso em estudo assume-se que existe um só servidor no sistema e por isso o modelo designa-se
por M/M/1, em que tal como a figura a cima representa, cada número está associado aos diferentes
estados do sistema e em que as setas representam as transições possíveis em cada um dos estados
do sistema.
Este modelo enquadra-se no sistema de produção estudado visto que cada sector é assim tratado
como um sistema independente com uma única chegada e um única saída, em que o comprimento
de fila não ilustra fisicamente a existência real de peças na linha de produção mas sim a espera que
cada peça terá para ser atendida, visto que as peças poderão estar em outros locais a aguardar.
De maneira a simplificar as principais características deste modelo, mostra-se na tabela que se segue
os principais valores que se podem retirar usando este modelo e as suas respectivas fórmulas.
Probabilidade de ocorrência do estado 0 P0 = 1- ρ
Probabilidade de ocorrência do estado n Pn = ρn.P0
Número médio de clientes no sistema Ls =
-1
Tempo médio de espera no sistema Ws =
SL
Taxa de ocupação ρ =
Tab. 1 - Sumário dos princípios do modelo M/M/1 [33]

17
O estudo das filas de espera tem uma aplicação bastante prática, conseguindo-se quantificar
inúmeras situações que ocorrem em diversos sistemas de produção, o que se revela como sendo
uma preciosa ajuda para o estudo da linha de reforço de painéis. Designando-se um sistema de fila
de espera como uma estrutura que engloba: a distribuição de chegada de clientes ao sistema; a
distribuição de tempo que os clientes demoram a ser atendidos, dependendo do número de clientes
que se encontram na fila de espera; a distribuição do serviço do cliente e o tempo que o cliente
demora a ser atendido e a sair do sistema. Nesta perspectiva temos as ferramentas necessárias para
podermos estudar os tempos de serviço que a linha analisada pratica actualmente e quais as
potenciais melhorias que poderão ser aplicadas com os devidos resultados.

18

19
3. Estudo da Linha de Produção de Colocação de Reforços
Neste capítulo será inicialmente apresentada a metodologia utilizada para a análise da linha de
produção de colocação de reforços, seguindo-se a apresentação das características do produto,
apresentação da empresa e descrição geral do plano de produção do navio. Descrever-se-á, de um
modo geral, cada etapa e fases de produção do navio, fazendo uma análise do sistema produtivo
actual. Por fim será feita a descrição dos postos de trabalho que constituem a linha de produção em
estudo.
Fig. 5 - Exemplo de uma linha de produção de painéis.
3.1 Metodologias de análise
A análise feita à linha de produção de painéis de reforços necessitou que se tivesse em análise de
estudo, durante cerca de 5 meses no referido estaleiro naval, para que houvesse um ambientar ao
seu “modus operandi” e, assim, se absorver um conhecimento mais aprofundado de todas as etapas
de construção de um navio, tal como de todas as características que cada navio possui. Para além
disso, houve a oportunidade de conversar com vários operários e pessoas relacionadas com a
produção o que ajudou muito a compreender alguns pormenores e características da empresa.
A empresa é constituída por vários departamentos que directa ou indirectamente estão relacionados
com a produção. A unidade de produção em estudo irá integrar-se no departamento de IHC
Dredgers, que é um dos principais responsáveis pela produção do navio nas suas várias etapas,
porém não é o único departamento, existindo outros. Assim sendo teve-se de ter em conta os
constrangimentos que este departamento tinha relativamente a outros, no que se refere a todo o
sistema produtivo.
Apesar da empresa ser constituída por diversas linhas/etapas de produção, este estudo incide
somente na designada linha de produção de painéis reforçados – “Panel Line” – responsável pela
produção de painéis reforçados que são usados na construção de todo o navio. Considerada como a
etapa chave e bastante dispendiosa de toda a construção do navio, tornou-se ainda mais interessante
o seu estudo, pois as suas melhorias poderão ter no futuro um forte impacto para a empresa.
O diagnóstico realizado foi constituído por várias etapas, quer tendo por base toda a documentação
fornecida pela empresa quer tendo por base a observação in loco do processo produtivo e das

20
tecnologias utilizadas, sempre com o objectivo de realizar um estudo aprofundado do funcionamento
da empresa, numa sólida e estruturada análise, com vista a conseguir garantir resultados
sustentáveis a serem aplicados no futuro.
Depois de observado o modo de funcionamento da linha de produção tomou-se, então, conhecimento
da família de produtos que a linha de produção abrangia – de salientar que todos esses produtos têm
processos de produção idênticos – e dos seus fluxos de valor, na perspectiva de uma melhor
percepção da sua integração na construção do navio.
Com a ajuda dos responsáveis de produção e com base em dados fornecidos pela IHC Merwede foi
possível obter vários tempos de fabrico relativamente à produção de painéis e assim perspectivar
onde residiriam as etapas críticas. Partiu-se assim, e posteriormente, para o diagnóstico de todas as
etapas da linha de produção para se poder perceber realmente onde estava a etapa ou as etapas
críticas, e assim identificar os desperdícios existentes em todo o processo e solucionar as melhores
medidas para os eliminar.
Conhecimento da
empresa e do seu
modo de
funcionamento
Aprofundamento dos
conhecimentos
relativos a Produção
Identificar as etapas
criticas
Idendificar e
diagnosticar familas de
produtos em estudo
Diagnostico as etapas
criticas
Identificar
desperdicios
Fig. 6 - Estratégia usada na elaboração da análise
Usando esta estratégia analisou-se toda a linha de produção, tanto no que se refere a tempos
produtivos como a tempos não produtivos, ao transporte de matéria-prima e aos métodos usados nos
vários postos de trabalho. Para isso recorreu-se a análises visuais, a entrevistas informais,
observações instantâneas e a cronometragens. Teve-se em atenção também a análise de
implantações de maneira a identificar eventuais problemas que possam ocorrer no fluxo de materiais
devido à disposição da linha de produção em estudo e na sua integração com os vários sectores que
constituem a produção de um navio.
3.1.1 Estudo dos Métodos
Este estudo tem como objectivo a compreensão da linha produtiva aqui abordada, tendo sido
bastante importante ao longo de todo o processo de diagnóstico, uma vez que permitiu ter o
conhecimento das operações e procedimentos de cada estação de trabalho. Este estudo é
constituído por duas técnicas diferentes: a análise visual e as entrevistas informais, sendo que
qualquer uma delas permite obter uma boa análise qualitativa do processo produtivo.

21
Análise Visual
A análise visual é uma importante base de estudo dos métodos, permitindo visualizar todo o processo
de produção e, assim, obter um conhecimento dos comportamentos e funções de cada operário na
linha produtiva. Esta técnica contou, no início do estudo, com a colaboração de um responsável do
departamento de produção, que ajudou a perceber melhor a causa de alguns dos procedimentos
realizados na linha.
Esta técnica foi usada durante um longo intervalo de tempo, permitindo obter informação relativas a
vários aspectos como a questão do Layout da linha de produção, locais de buffer usados na
alimentação de material da linha e questões de ordem organizacional da própria empresa. Esta
técnica permitiu uma compreensão geral sobre todo o processo de fabrico e a interligação entre
etapas, o que se tornou fundamental para a identificação do fluxo de valor e bastante eficaz para se
vislumbrar como se procede a produção de painéis reforçados.
Entrevistas Informais
Esta técnica revelou-se bastante útil no aprofundamento do conhecimento dos métodos de produção,
pois nas várias conversas com os operários teve-se a oportunidade de perceber com maior precisão
alguns pormenores operativos que através da análise visual não eram possíveis. Também se tomou
conhecimento das ideias dos trabalhadores de como, em seu entender, se poderia melhorar a linha
de produção, sabendo aquilo que para eles funcionava pior ou as principais dificuldades que
enfrentavam. Todas estas opiniões contribuíram para a obtenção de inúmeras ideias para
consequentes e eventuais melhorias na linha, percebendo assim a receptividade dos operários em
realizá-las, visto ser este um aspecto bastante importante na obtenção e concretização prática de
melhorias.
Ainda nesta fase houve a oportunidade de entrevistar o chefe de turno responsável pela construção
de painéis, tal como o engenheiro de produção com o qual se trabalhou durante bastante tempo, e
que elucidaram através da partilha de inúmeros anos de experiência de cada um deles na indústria
naval.
3.1.2 Estudo dos Tempos
Este estudo teve como base três técnicas bastante distintas: as estimativas de tempo, o histórico de
tempos e a medição de tempo in situ.
Todas estas técnicas contribuíram para a análise de cada um dos sectores de produção, permitindo
fazer uma análise quantitativa de desempenho e de eficiência de produção, obtendo resultados reais
de tempos de produção e de não produção. Estes dados recolhidos têm uma especial importância,
pois permitiram concluir algumas ideias que vinham a ser tidas na análise dos métodos na linha de
produção analisada, e assim conseguir-se materializar essas ideias em resultados concretos.

22
Estimativas
As estimativas de tempo de produção realizadas na linha de produção foram uma técnica usada com
base nos conhecimentos de vários trabalhadores directamente relacionados com a produção, e que
teve como objectivo determinar a diferença entre o histórico de tempos de produção e as estimativas
desses tempo. Estes tempos estimados foram calculados a partir das características dos produtos a
serem fabricados e de todos os processos de produção que englobavam. Pode-se concluir que havia
uma grande diferença entre tempos estimados e tempos reais de produção e a partir daí tentar
perceber o porquê dessas diferenças, analisando toda a linha de produção.
Histórico de Tempos
O histórico de tempos fornecidos foi uma ferramenta que permitiu analisar o passado da produção da
empresa, para dessa forma retirar algumas conclusões com base no seu histórico de tempos. Estes
tempos de produção também permitiram perceber a organização da empresa ao nível do controlo da
produção e quais as medições que eram efectuadas aos seus processos de produção. Estes dados
estavam guardados na base de dados da empresa que constantemente eram actualizados.
Da base de dados que a empresa disponibilizou nos vários momentos podem-se referir o uso de um
software ERP (Sistemas Integrados de Gestão Empresarial) com um sistema MARS (Software de
gestão de Materiais e de Produção usado em estaleiros Navais), a partir de onde se teve acesso a
dados como o número de horas de trabalho de soldadores na linha de produção analisada, tal como
para outros trabalhadores. Neste sistema foi onde se pôde consultar o registo de horas de trabalho de
cada operário, onde através da atribuição de códigos para cada tipo de trabalho e para cada etapa de
produção diferente pode-se ter acesso ao historial de horas de trabalho, bem como ao tipo de
trabalho. Todos estes dados facultados foram muito úteis para a realização deste estudo e para a
conclusão dos desperdícios de produção.
Medições de tempo in situ
Nas medições em tempo in situ foram utilizadas duas técnicas de medição diferentes: a técnica das
observações instantâneas e a técnica de cronometragens de tempo.
Estas duas técnicas foram bastantes importantes, tal como a análise visual, uma vez que foram
retiradas junto da linha de produção e através do contacto directo com a produção, onde foram
recolhidos tempos de produção de duas maneiras diferentes e que possibilitaram duas formas
distintas de abordagem do que ocorre na produção.
Observações instantâneas
Esta técnica de medição consistiu em primeiro lugar e depois de algumas conversas com o
responsável pela produção, na definição dos vários estados operativos dos trabalhadores e das
máquinas da linha de produção. Para a elaboração desta análise foi necessária a presença física,
durante algum tempo, para uma definição com um certo rigor das principais tarefas/estados que ao
longo de um dia de trabalho eram realizadas. Feita esta análise houve uma deslocação para a linha
de produção e com um intervalo de 5 minutos registavam-se as acções de cada trabalhador ao longo

23
da linha, com a ajuda de um pequeno aparelho (PDA) que possibilitou guardar todos os dados e
importá-los, posteriormente, para um computador. Com esta contagem obtiveram-se os valores
percentuais das diferentes tarefas/estados de produção, e através da sua análise foi possível
perceber onde é que existiam perdas de produção em cada um dos postos de trabalho e perspectivar
potenciais melhorias.
De referir que o intervalo de tempo de medições foi extenso, uma vez que se recorreu a cerca de 5
mil observações nesta análise, estes registos tornaram, assim, possível reproduzir o que acontece na
realidade de uma linha de produção.
Cronometragens
O método das cronometragens de tempo foi usado para possibilitar a determinação de tempos
efectivos de produção, tal como de tempos de ciclo em cada posto de trabalho. Estes registos
representam assim uma medição de tempo contínuo de produção de cada produto nas várias etapas
de produção, acrescentando, de um modo mais concreto, mais um dado para se perceberem os
desperdícios ocorridos e se poder chegar à conclusão dos pontos críticos existentes na linha de
produção.
3.1.3 Análise das Implantações
A implantação existente na fábrica IHC está desde há alguns anos sem sofrer grandes alterações. A
implantação tem uma grande influência em todo o processo produtivo, pois pode influenciar a
eficiência de produção com o facto de poder causar desperdícios, como o transporte, movimentos e
esperas de materiais que acarretam custos de produção. Tendo isto em conta partiu-se para a
análise das disposições físicas da actual linha de produção, analisando os percursos feitos pelos
operadores e pelos materiais, de modo a perceber-se se existe a necessidade de transformar os
espaços existentes. Com esta transformação procura-se potenciar todas as capacidades produtivas
de modo a aproveitar da melhor maneira as condições disponíveis, melhorando a produção.
3.2 Características do Produto
O produto abordado trata-se de um produto que faz parte de um complexo plano de produção de um
navio, sendo que o navio é composto por alguns milhares de painéis de aço. Visto isto, mostrar-se-á
o aspecto geral de um painel sendo que há inúmeros painéis diferentes ao longo de um navio, por
isso mostra-se aqui um exemplo genérico. Os painéis produzidos nesta linha de produção
partilhavam praticamente as mesmas dimensões, tendo aproximadamente 12,5 metros de largura e 3
de comprimento, no que se refere à espessura os painéis podem variar entre os 10mm e os 20mm
sendo que depende da secção em causa e da seu enquadramento na estrutura do navio. Estas são
dimensões gerais, e cada painel desta família de produtos tem aproximadamente as mesmas
características, sendo que estas características podem variar de painel para painel dependendo da
secção a que corresponde, tendo um exemplo em desenho técnico no Anexo 2.
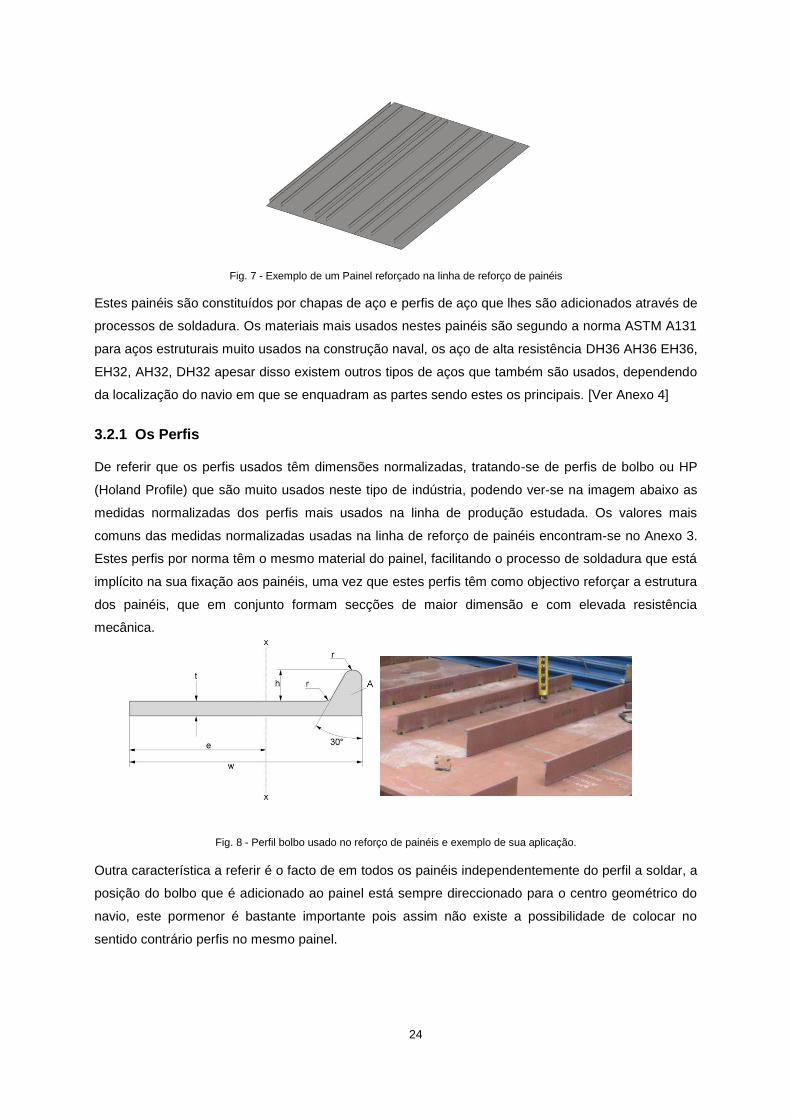
24
Fig. 7 - Exemplo de um Painel reforçado na linha de reforço de painéis
Estes painéis são constituídos por chapas de aço e perfis de aço que lhes são adicionados através de
processos de soldadura. Os materiais mais usados nestes painéis são segundo a norma ASTM A131
para aços estruturais muito usados na construção naval, os aço de alta resistência DH36 AH36 EH36,
EH32, AH32, DH32 apesar disso existem outros tipos de aços que também são usados, dependendo
da localização do navio em que se enquadram as partes sendo estes os principais. [Ver Anexo 4]
3.2.1 Os Perfis
De referir que os perfis usados têm dimensões normalizadas, tratando-se de perfis de bolbo ou HP
(Holand Profile) que são muito usados neste tipo de indústria, podendo ver-se na imagem abaixo as
medidas normalizadas dos perfis mais usados na linha de produção estudada. Os valores mais
comuns das medidas normalizadas usadas na linha de reforço de painéis encontram-se no Anexo 3.
Estes perfis por norma têm o mesmo material do painel, facilitando o processo de soldadura que está
implícito na sua fixação aos painéis, uma vez que estes perfis têm como objectivo reforçar a estrutura
dos painéis, que em conjunto formam secções de maior dimensão e com elevada resistência
mecânica.
Fig. 8 - Perfil bolbo usado no reforço de painéis e exemplo de sua aplicação.
Outra característica a referir é o facto de em todos os painéis independentemente do perfil a soldar, a
posição do bolbo que é adicionado ao painel está sempre direccionado para o centro geométrico do
navio, este pormenor é bastante importante pois assim não existe a possibilidade de colocar no
sentido contrário perfis no mesmo painel.

25
3.2.2 Família de Produtos
Este estudo restringe-se exclusivamente ao estudo da linha de produção de reforço de grandes
painéis, mas há que mencionar ainda as restantes famílias de painéis que também existem em todo o
processo de construção de um navio. Estas outras famílias de painéis tornam-se importantes pois
têm em comum os processos de produção pelos quais passam e para além disso também o facto de
serem constituídas pela mesma gama de materiais. Sabendo isto consideraram-se três tipos de
famílias diferentes que são produzidas na mesma área onde se encontra a linha de produção por
estudada, descrevendo de maneira a perceber melhor as principais diferenças entre eles.
Família 1 – Linha de pequenos Painéis em Perfis-T
Estes pequenos painéis têm uma menor dimensão em comparação com os grandes painéis
produzidos na linha de produção estudada. Nestes painéis os reforços podem ser perfis em I,
T, L, Bolbo ou simples barras/chapas de diferentes dimensões, sendo que estão orientadas
longitudinalmente de maneira a serem soldados ao longo de todo o comprimento do painel. A
linha de produção destes painéis é designada por Linha de soldadura de perfis em que é
usado o processo de soldadura similar ao da linha de grandes painéis na soldadura dos
reforços.
Família 2 – Linha de Mini Painéis Reforçados
Estes Painéis têm características muito similares aos produzidos na linha de produção aqui
estuda tendo como principal diferença as suas dimensões, sendo que estes painéis podem
ter uma largura máxima até aos 3,5 metros e em que os reforços neste caso não são só
perfis mas também podem ser barras de dimensão reduzida que são soldados aos pequenos
painéis. Estes Mini Painéis são produzidos também numa linha de produção de pequenas
dimensões que se encontra no mesmo hall da linha estudada, esta linha está equipada com
uma máquina automatizada de soldadura, sendo que o processo de soldadura com arames
tubulares é similar ao usado na linha de grandes painéis.
Família 3 – Painéis Curvos
Os painéis curvos têm uma grande importância na construção do navio sendo que a sua
maior característica é a curvatura de forma, este painéis têm dimensões que podem variar
entre os grandes e os mini painéis, sendo que a sua curvatura impede que sejam produzidos
tanto na linha dos mini como dos grandes painéis. Por isso esta família de painéis é
produzido numa área à parte dos restantes sendo que não existe uma linha própria para
estes casos, assim estes são produzidos sobre uma plataforma que permite o seu
manuseamento e soldadura a mais painéis, ainda de referir que nestes painéis não são
soldados perfis na sua superfície curva.

26
Família 1 Família 2 Família 3
Fig. 9 - Figura com as diferentes famílias de produtos que existem no estaleiro IHC
3.3 Apresentação da Empresa
A empresa onde se realizou este trabalho é a IHC Merwede, empresa que se enquadra no sector
marítimo, com uma vasta gama de produtos, possuindo uma enorme experiência acumulada ao longo
de vários anos na construção naval, sendo o desenvolvimento e o design naval uma constante em
todo o trabalho feito por esta empresa, onde a dedicação se mantém sempre presente na cultura
vivida por todos os seus empregados. Esta empresa está implementada em vários países espalhados
por todo o mundo, tais como a África do Sul, China, Croácia, Franca, Índia, Reino Unido ou USA
entre outros, onde emprega mais de 3000 trabalhadores espalhados pelos vários locais. Esta
empresa holandesa tem na Holanda 5 estaleiros navais: estaleiros de Hardinxveld-Giessendam, de
Heusden, de Krimpen e por último o de Sliedrecht. Nestes estaleiros são produzidos diferentes tipos
de navios, sendo que o estaleiro de IHC Krimpen é o maior estaleiro coberto da Europa, onde são
fabricados normalmente navios offshore. Para além destes 4 estaleiros temos o estaleiro de IHC
Kinderdijk BV, onde é feito este trabalho, e também onde se encontram os principais departamentos
responsáveis pelo desenvolvimento de todos os projectos para a construção de navios e que
fornecem aos restantes estaleiros, este encontra-se na província da Holanda do Sul perto de
Roterdão na margem do rio Noord.
Esta empresa teve um volume de facturação no ano de 2009 na ordem dos 1.13 Biliões de Euros,
sendo que obtiveram nesse ano o recorde de facturação com um lucro líquido na ordem dos 57
Milhões de Euros, sendo que este valor foi maior no ano de 2008, o que se deveu a alguns problemas
relacionados com a operacionalidade de processos de construção de navios que a empresa tem
vindo a ter com o aumento de volume de encomendas.
O departamento IHC Dredgers onde este trabalho teve lugar está certificado com a Certificação ISO
9001: 2008 Bureau Veritas que certifica os requisitos do sistema de gestão de qualidade, esta norma
foca-se na eficiência do sistema de gestão de qualidade de forma ao produto ir ao encontro das
exigências do cliente. Os requisitos para a obtenção desta norma vão no sentido da empresa
estabelecer com clareza os processos necessários para o sistema de gestão de qualidade ser
aplicado em toda a sua organização, assegurando a qualidade do produto final, sendo que a

27
qualidade de produção está sempre assegurada durante as várias etapas de produção que decorrem
na construção de navios.
Fig. 10 - Vista geral do estaleiro IHC Merwede em Kinderdijk
3.3.1 Os Navios Produzidos
A produção de navios divide-se segundo dois ramos de especialização, em que cada um deles está
direccionado para a produção de diferentes tipos de produto, podendo, assim, encontrar-se uma
grande variedade de gama que faz com que esta empresa seja uma das maiores no mundo da
construção naval.
Na área de “Dredging and Mining” toda a área relacionada com a construção de navios de dragagem
e mineração existe uma vasta gama de navios já produzidos anteriormente, sendo esta a principal
área de especialidade da empresa.
Não se pode deixar de referir que durante o estudo deste trabalho estavam a ser finalizados os
trabalhos no navio ATHENA (“CSD-Cutter Suction Dredger”) no estaleiro de Kinderdijk e por isso
pode-se observar a sua fase final de construção e o seu lançamento, como posteriormente se referirá
alguns dados de estudo relativos a este navio, este modelo tem uma especial importância neste
trabalho, em que se apresenta uma vista geral, em desenho técnico, no Anexo 1.
Existem também os navios de Offshore e Marine, em que não se pode especificar um modelo, pois
são produzidos consoante os interesses do cliente. Pode-se, no entanto, adiantar que já foram
produzidos diferentes tipos de navios para diferentes funções, tais como apoio a mergulho, a
“pipelines”, suporte a várias intervenções entre outras funções, pode-se ver no Anexo 6 as principais
classes de navios fabricados pela IHC Merwede.
3.2.2 Descrição Geral de Produção de um navio
A construção de um navio só é possível de realizar tendo na sua base um grande trabalho de
planeamento, este planeamento é distribuído por os vários departamentos da empresa IHC Merwede,
que se encontra resumido, de forma esquemática, no Anexo 7. Assim, para além do planeamento,
existe o design e a coordenação de material que antecedem a produção. Todo este trabalho que se
antecede tem uma grande importância na produção geral do navio e, por isso mesmo, uma grande
importância em todo o processo de construção.

28
Assim, o cliente pode, por exemplo, escolher um navio TSHD (“Trailing Suction Hopper Dredger”) ou
um navio CSD (“Cutter Suction Dredger”) consoante a finalidade que pretende dar-lhe. Atendendo a
isso, posteriormente tem também de definir que características quer no modelo a comprar, tais como
o volume de dragagem que pretende ou o número de pessoas a trabalhar a bordo e com isso as
acomodações que serão necessárias, para além disso, tem ainda de escolher quais os equipamentos
e maquinarias que quer que lhe sejam anexos durante a sua produção para com isso se poder dar
início ao planeamento de produção.
Na figura abaixo podem observar-se as várias fases de planeamento que antecedem o início da
produção de um navio:
Fig. 11 - Exemplo do Planeamento de Produção de um Navio TSHD.
No planeamento de produção do navio utiliza-se o cálculo de massa de material em unidades – DWT
(Deadweight tonnage) – para cada uma das partes que constituem o navio para assim se poder ter
uma estimativa de todo o material que irá ser preciso para a construção do navio. Posteriormente, e
para cada parte é estimado o número de horas de mão-de-obra por tonelada de material que cada
secção do navio irá precisar para a sua construção. Esta medida de cálculo de horas de mão-de-obra
por toneladas de material é uma unidade muito específica para o planeamento de produção, que com
isso consegue uma estimativa do número de horas que exigirá a construção do navio. Feitos estes
cálculos estabelece-se uma relação do número de horas de trabalho por cada semana de cada mês
que serão necessários para a construção das diferentes secções que constituem o navio, e também o
número de horas que são necessários para a sua montagem final e, por consequência a montagem
das diferentes partes do navio.
A montagem de todos os blocos que constituem o navio é a etapa de maior complexidade e, por isso
mesmo, é uma etapa muito morosa, que implica um elevado tempo de produção, e que comparada
com o tempo necessário para a construção de secções ou mesmo de painéis, é a etapa, sem dúvida,
mais demorada de todo o processo de construção do navio.

29
A figura abaixo exemplifica da melhor forma a sequência de processos utilizados na construção de
um navio:
Fig. 12 - Sequência de processos na construção de um navio [Adaptado 55]
3.2.3 Resumo das Principais Etapas de Produção
Serão referidos esquematicamente as principais etapas que constituem a produção de um navio, para
dessa forma se perceber quais as relações existentes entre cada um delas e assim se entender
algumas das dificuldade que se impõem neste tipo de indústria. As principais etapas de produção
consideradas são as seguintes:
Fabrico de Painéis
Fabrico de Secções / Pré equipamento
Montagem das Secções
Montagem e Instalação de Equipamento
Comissionamento e Testes
Entre todas as etapas de produção existe uma grande interligação a vários níveis, tendo na sua base
uma exigente coordenação, visto que em todas elas existe a necessidade de utilização de inúmeros
recursos, tanto ao nível humano como de equipamentos. Exemplo disso é o transporte e
manuseamento de materiais entre as várias etapas, para além de um controlo dimensional e de
qualidade constantes que tem de ser efectuado durante a construção do navio, pois só assim se
consegue assegurar os padrões de qualidade e de rigor que são exigidos pelos clientes finais. A
optimização da coordenação entre as várias etapas tem vindo a ser um desafio que todos os
estaleiros a nível mundial se têm vindo a deparar, o que leva vários estaleiros à utilização de
softwares de gestão avançados, para assim conseguirem obter melhores tempos de produção e de
utilização de recursos. De seguida apresenta-se um resumo do fluxo de material que ocorre ao longo
das principais etapas de produção para se perceber a importância que a coordenação entre as
etapas tem no estaleiro IHC Merwede.

30
Fig. 13 - Resumo das Etapas de Produção ao longo da construção do navio.
3.4 Descrição da Linha de Colocação de Reforços em Painéis
Nesta etapa da construção do navio são recebidas placas de aço, que anteriormente foram cortadas
e maquinadas, para que nesta secção sejam soldados reforços também de aço a essas placas, todo
este processo decorre ao longo da linha de produção, onde seguidamente se explicitará com maior
pormenor os principais detalhes.
3.4.1 O Sistema de Produção
Esta linha de produção de solda de reforços a painéis é uma das primeiras etapas de toda a
construção do navio, a linha de produção encontra-se num pequeno hall junto ao hall da construção
do navio, onde se encontra a área de construção de secções e a área de montagem do casco. Esta
linha tem, então, um papel fundamental, sendo responsável pela alimentação de todos os painéis que
servirão para a construção das várias secções que compõem o casco, tal como também para os
painéis que serão montados ao casco directamente. Esta linha de produção recebe os materiais da
secção de “Metalix”, de onde todos os painéis saem já cortados à medida do planeamento de
produção do navio. Assim, estes painéis chegam à “Panel Line” através de uma plataforma de carga
que é a responsável por toda a alimentação de material para a linha de produção. Estes painéis antes
de chegarem a esta fase são escolhidos e seleccionados consoante o plano de trabalhos que irá
decorrer na linha de produção, esta escolha está a cargo do Engenheiro de Produção que tem como
função indicar ao trabalhador os painéis que tem de carregar para a plataforma e descarregá-la no
interior do hall onde se encontra a linha de produção de painéis.
Recepção e
Preparação de Materia
Prima
Marcação, Corte e
Condicionamento de
Chapas e Perfis de Aço
Fabrico de Paineis
Fabrico de Secções
Montagem de Secções
Montagem e Instalação
de equipamento
Lançamento
Acabamentos
interiores e inst.
equipamentos
Comissionamento
e Testes
Entrega
Ja
tea
men
to e
Pin
tura
/Re
vestim
en
to
Tra
nsp
ort
e e
Ma
nu
sea
men
to d
e M
ate
ria
is
Con
trolo
Dim
ensio
nal e
In
sp
ecçõ
es
Pre
-equ
ipa
me
nto
Ap
licaçã
o d
e S
upo
rtes;
Tub
ag
en
s;
Mo
du
los

31
Linha de Produção de Painéis
Fig. 14 - Enquadramento da Linha de Painéis na estrutura de Produção.
Descrevendo o actual sistema de produção que vigora na linha de produção aqui estudada. Começa-
se pelas diferentes tipologias de produção que existem na indústria, pelas quais as empresas se
diferenciam por diversos factores, tais como as quantidades fabricadas ou o grau de repetição, a
organização dos fluxos de produção ou mesmo pelo relacionamento que estabelecem com os
clientes. A partir destes critérios pode-se enquadrar a linha de produção quanto à sua tipologia de
produção para assim se escolher correctamente os métodos de gestão mais adequados, o que se
torna fundamental para um novo projecto de implantação ou a reestruturação de uma sistema de
produção.
3.4.1.1 Caracterização do Sistema Produtivo
De acordo com as quantidades de produção da linha de produção em causa pode-se caracterizá-la
como uma produção de grandes séries, para além disso também se pode referir que se trata de uma
produção não repetitiva, pois existe uma produção de inúmeros diferentes tipos de painéis em que
dependendo da secção do navio e do tipo de navio que está a ser produzido, os painéis são
diferentes entre si. Quanto ao fluxo de produção está-se perante uma produção contínua ou
designada por “flow shop”, neste tipo de produção as máquinas e instalações estão dedicadas
somente ao produto a fabricar não permitindo uma grande flexibilidade de produtos, mas com isso
tem o objectivo de evitar a criação de estrangulamentos e de tornar o mais fluído possível o
escoamento dos produtos em que o balanceamento de produção de cada máquina tem de ser tido
em conta cuidadosamente. Este tipo de produção deve ser acompanhado de um avançado grau de
automação de processos de produção, bem como dos sistemas de movimentação de materiais, para
com isso conseguirmos obter custos de produção baixos, com um nível de qualidade elevado e
estável, manter um reduzido volume de produtos em curso de fabricação e uma movimentação rápida
dos produtos entre postos de trabalho e na fábrica. Outro aspecto que é preciso ter em conta é a
necessidade de haver uma manutenção preventiva das máquinas sob pena de se correr o risco de
parar a produção caso ocorra alguma avaria.
Como já foi anteriormente referido este tipo de produção trata-se de uma produção por encomenda,
onde é apenas iniciada a partir do momento em se dispõe de um compromisso firme entre o cliente e
a empresa, assim evita-se o stock de produtos acabados e com isso, consequentemente, os custos
financeiros associados. [4]
Linha de
Reforço de
Painies
Metalix
Construção
de Secções

32
3.4.2 Descrição dos Postos de Trabalho
Aqui irá ser descrito mais detalhadamente como é constituído todo o processo ao longo da linha de
produção, cada processo será explicado ao pormenor para depois se perceber melhor todos os
dados relativos a ele. Todos estes processos estão enquadrados em quatro postos de trabalho que
subdividem as várias tarefas a realizar ao longo da linha de colocação de reforços, em que cada
posto de trabalho está referido como um sector produtivo em que lhe foi atribuído um conjunto de
tarefas a realizar.
Resumo dos processos realizadas na Linha de Produção:
3.4.2.1 Sector 1
Selecção de Painel
Tal como já se referiu na primeira fase de todo o processo da linha de produção, os painéis são
transportados sobre uma plataforma de carga e são descarregados no local previamente definido
para isso, os painéis aqui transportados são anteriormente seleccionados por um trabalhador com
funções para escolher os painéis devidos, e colocados na plataforma de transporte (“FlatTruck”) que
tem capacidade para transportar vários painéis ao mesmo tempo, sendo que por questões de
segurança só é carregada com um número máximo de 10 painéis. Depois desses painéis serem
descarregados já no hall da linha de produção, ficam ao dispor do trabalhador do sector 1 para assim
dar entrada da matéria-prima no processo de produção da linha de colocação de reforços.
Junção de Placas
Depois dos painéis serem seleccionados dá-se início à primeira etapa de produção, os painéis são
posicionados de maneira correcta com a ajuda de dispositivos hidráulicos instalados na máquina de
soldadura FCB e depois são soldados entre si. Estes dispositivos hidráulicos são de uma enorme
utilidade pois facilitam o posicionamento das placas e assim permitem que sejam cumpridos todos os
requisitos planeados, tais como as dimensões entre as juntas a soldar ou o ângulo de soldadura a
respeitar. Depois de posicionadas as placas o operador une-as por soldadura por pontos ou o
chamado “Tack welding”. Este processo é necessário para que as placas sejam primeiramente
fixadas uma a outra antes de poderem ser soldadas pelo processo FCB (“Flux Core Backing”), caso
contrário as placas sofreriam uma distorção e deformavam-se durante a soldadura. Para além disso
também são soldadas pequenas placas de aço no final de cada junta a soldar, estas placas servem
para poder analisar como é que decorreu a solda das placas, pois as costuras de soldadura
começam e acabam nestas pequenas placas, onde depois é feita uma verificação da qualidade da
soldadura através de testes de ultra-sons ao cordão de solda. Estas pequenas placas tem de ter a
mesma espessura dos painéis que se está a soldar, sendo também adicionadas por soldadura por
pontos.

33
Fig. 15 - Processo de Junção de Painéis usando a soldadura por pontos.
Soldadura de Painéis
Feito todo este trabalho, as placas estão preparadas para poderem ser soldadas, em primeiro lugar
as placas já unidas entre si são posicionadas sobre a máquina de soldar e dá-se início ao processo
de soldadura.
Antes do inicio da soldadura propriamente dita são colocados por baixo das placas pequenas tiras de
aço que assim evitam a flexão da calha de cobre preenchida de fluxo granulado de soldadura
aquando da fixação das placas a soldar pelo equipamento OSW (“One-Side-Welding Station”).
Depois de soldados os painéis estes são movidos para o próximo posto de produção com o auxílio de
um sistema de correias que permite o avanço dos painéis.
As velocidades de soldadura realizadas pela máquina estão dependentes do cordão de solda a
efectuar, tal como da espessura das placas, pois quanto maior for a espessura dos painéis maior terá
de ser a quantidade de material a adicionar na soldadura. Por vezes pode haver a necessidade de
fazer várias soldas na mesma costura dependendo da espessura das placas a soldar, sendo que as
espessuras variam entre os 10 mm e os 17 mm, contudo placas com espessura igual ou superior a
20 mm terão de ser soldadas na etapa de construção de secções, uma vez que a máquina não tem
capacidade para conseguir soldar espessuras tão elevadas.
Outra situação que também poderá ocorrer neste processo é o facto de por vezes as placas terem de
ser viradas ao contrário para poderem ser soldadas do lado contrário, isto depende do tipo de junta a
soldar que é pretendida. Para além disso, também há que referir que quando são soldadas placas
com espessuras elevadas estas não são imediatamente removidas da máquina, pois durante o
processo de soldadura a máquina tem um sistema pneumático que pressiona as placas de maneira a
prevenir as deformações devido a acumulação de tensões que são criadas em todo o processo de
soldadura, e assim sendo, por vezes, não é possível remover imediatamente os painéis.
Fig. 16 - Equipamento da marca TTS de soldadura (FCB) de placas de aço
3.4.2.2 Sector 2
Controlo e Remarcação dos painéis

34
Nesta fase, e depois de removidos os painéis da máquina de soldadura FCB, estes são medidos e
são-lhes remarcadas algumas medidas para que no final tudo esteja conforme os desenhos de
planeamento, neste etapa são medidas as larguras, comprimentos e distâncias das diagonais de
cada painel e, para além disso, também as posições de colocação dos perfis, isto tendo em conta já o
aumento de dimensões do conjunto causado pelo cordão de soldadura. Depois de todas estas
medições serem feitas são escritas algumas notas no próprio Painel sobre as tolerâncias que terão
de ser tidas em conta na etapa seguinte de construção de secções.
Fig. 17 - Sector de controlo dimensional e remarcação de painéis.
3.4.2.3 Sector 3
Colocação de Perfis
Esta fase consiste na colocação de perfis sobre os painéis, aqui os perfis chegam ao hall de
produção da “Panel Line” juntamente com as placas, na plataforma plana de transporte de material, e
seguidamente são carregados numa cassete própria para o transporte de perfis, que os leva até à
linha de produção. Esta cassete um vez carregada e levada até à “Panel Line” é colocada sobre um
painel que se encontre em fase de produção e são descarregados os perfis com a ajuda de uma grua
especifica para o efeito. Esta grua agarra os perfis um a um e coloca-os na posição devida em cada
painel, antes dos perfis serem colocados a cassete de transporte é posicionada perpendicularmente
aos painéis e são alinhados os perfis relativamente aos painéis para facilitar a sua colocação. De
seguida, os perfis são descarregados da cassete e fixados sobre o Painel através da soldadura por
pontos (“Tack Welding”). Antes de ocorrer a soldadura, os perfis são pressionados contra o painel e o
painel é puxado para cima de maneira a se conseguir reduzir ao máximo todas as ondulações que os
painéis/perfis possuam e assim maximizar a área de contacto entre eles. De referir ainda que tem de
se garantir a perpendicularidade entres os perfis e o painel nesta fase. Este processo de pressão dos
perfis contra os painéis é realizado com o auxílio de um sistema de ímanes magnéticos que equipa a
máquina de colocação de perfis em combinação com um sistema hidráulico de pressão.

35
Fig. 18 - Equipamento da marca TTS de posicionamento dos perfis sobre os painéis.
3.4.2.4 Sector 4
Soldadura dos Perfis
Depois de colocados os perfis nos painéis, inicia-se o processo de soldadura dos perfis. Aqui é usada
uma máquina de soldadura por Fios Fluxados (FCAW), em que se solda os dois lados do perfil ao
mesmo tempo. Antes de se dar inicio a este processo, o operador tem de configurar a máquina
consoante as dimensões do perfil a soldar e depois tem de monitorizar a máquina durante o processo
de solda para garantir que todo o processo ocorre dentro da normalidade. Este processo é o último
processo que ocorre na “Panel Line”, tendo uma importância especial devido ao facto de ter de
garantir uma qualidade superior no processo de soldadura dos perfis.
Fig. 19 - Equipamento de soldadura (FCAW) de perfis a painéis
3.4.2.5 Preparação Final
Chegados ao fim da linha de produção os painéis são empilhados e são transportados para o exterior
do hall para depois serem guiados até à área da construção de secções e assim se dá início à
construção das secções. Porém e como o espaço no exterior do hall se encontra quase sempre muito
lotado devido ao facto de existirem também várias secções já construídas no exterior e à espera de
poderem ser montadas ao casco, no final é feita uma preparação dos painéis para a sua montagem
nas secções. Esta preparação reduz assim algum do trabalho que teria de ser feito pela etapa de
Construção de Secções, que consiste na soldadura manual de pequenos reforços perpendiculares
aos perfis anteriores, sendo estes de pequenas dimensões. Para isso existe um pórtico no final da
linha que suporta vários equipamentos de soldadura (FCAW) portáteis e que permite realizar estas
tarefas. Contudo, estas operações não se realizam sempre, sendo que é decidido pelo chefe de
turno, dependendo da disponibilidade que existe para fazer este trabalho. Para estas tarefas a
empresa está a projectar uma segunda linha de reforço de painéis, sendo que esta linha irá ser
equipada com novos equipamentos de soldadura robotizados que procuram maximizar a produção de
painéis reforços, por isso neste trabalho estas tarefas não foram tidas em conta.

36
4. Processos de Soldadura na Indústria Naval
Neste capítulo serão abordados os principais processos de soldadura utilizados na indústria naval
dos maiores produtores mundiais, descrevendo com rigor as principais características dos processos
usados na linha de soldadura em estudo. Será, ainda, descrito o processo de soldadura por laser
híbrido e serão analisados os resultados do seu impacto ao nível dos tempos de soldadura que se
conseguiram obter com esta tecnologia em comparação com os processos implementados na linha.
4.1 Indices Gerais de Produção
Os processos de soldadura são de uma extrema importância na indústria naval, pois são
responsáveis por grande parte dos processos de ligação usados durante toda a construção de um
navio. Estes processos representam uma importante tecnologia que é aplicada na construção naval
sendo que estudos realizados por várias entidades estimam que entre 3% a 4% do peso final de um
navio é da responsabilidade do material depositado pelos vários processos de soldadura que existem
na produção. Apesar da sua pequena percentagem de massa é preciso ter em conta que os custos
relativos aos processos de soldadura representam uma grande fatia do preço final do navio, e por
isso torna-se essencial tomá-los em conta nas várias etapas de produção em que se aplicam.
Nos vários processos de soldadura que existem nesta indústria é preciso ter em consideração que
para além da taxa de material depositado, os maiores custos são relativos aos soldadores e às suas
horas de trabalho, por isso mesmo, temos de ter em conta as velocidades de soldadura que são
possíveis de obter nos diferentes processos de soldadura, tendo em consideração que essas
velocidades estão dependentes de vários factores, tais como a posição de soldadura, espessuras de
placas ou tamanho do cordão de soldadura, entre outras.
Com o aumento das exigências que o mercado mundial da indústria naval tem vindo a sofre nos
últimos anos e em particular o mercado asiático, houve a necessidade de procurar optimizar todos os
processos de soldadura. Segundo alguns estudos, os processos de soldadura representam cerca de
25% a 30% de todas as operações que ocorrem durante a construção de navios, por isso tornam-se
num elemento chave de todo o processo de produção. [41]
Esta premissa vem no sentido de que as escolhas dos processos de soldadura têm de ser feitas
tendo em consideração o aumento da produtividade que cada vez mais é uma prioridade para os
estaleiros mundiais. Esta procura também se reflecte no aumento da utilização de processos
automatizados e robotizados para que assim consigam reduzir custos de produção dos processos de
soldadura que tanto impacto tem nesta indústria. [42]
4.1.1 Os Processos Utilizados
Fazendo uma pesquisa pelos principais processos de soldadura usados na indústria naval, pode-se
recolher informação sobre as percentagens dos mais usados nos principais países mundiais

37
construtores de navios. Assim, e segundo uma estimativa da marca ESAB, conclui-se, tal como a
tabela abaixo ilustra, que o processo de MIG/MIG é um dos principais processos de soldadura que é
utilizado nesta indústria, seguindo-se os processos de Soldadura com Fios Fluxados (FCW) e o de
Eléctrodo Revestido. [37]
Processo de Soldadura Europa Ocidental U.S.A. Japão
SMAW (Eléctrodo
Revestido) 18% 22% 16%
GMAW (MIG/MAG c/ Fios
Sólidos) 68% 52% 53%
FCW 8% 20% 25%
SAW 6% 6% 6%
Tab. 2 - Estimativa em 1999 dos consumíveis entre 1975 e 1996 segundo a ESAB [Adaptado 37]
Dados recolhidos recentemente provam que o processo de soldadura por Fios Fluxados (FCW) tem
vindo a ser cada vez mais usado, tendo o seu aumento de utilização nos U.S.A já ultrapassado os
50% de aplicação na construção naval. Ao contrário, o processo de Eléctrodo Revestido, ao longo
dos anos vem sendo cada vez menos utilizado devido ao facto de ter baixos índices de produtividade.
[38]
A produção que usa a soldadura por fios fluxados (FCWs) no Japão vem aumentando ano após ano,
atingindo mais de cerca de 35% do consumo anual total de todos os consumíveis de soldagem no
Japão. A soldadura por FCWs é usada principalmente por construtores navais sendo que
actualmente cerca de 60% de todos os consumíveis de soldadura utilizados em estaleiros japonês
são FCWs. [41]
Assim, os processos de eléctrodos revestidos e de MIG/MAG têm sido ao longo dos últimos anos
substituídos pelo processo de Fios Fluxados. Esta tendência vem no sentido da procura de processos
que tenham maior produtividade na construção naval.
Contudo, a selecção de um processo de soldadura deve envolver outros factores além da
produtividade. O tipo de junta, chanfro e espessura, a posição de soldadura e a habilidade dos
soldadores disponíveis, a natureza do material a ser unido e o nível de qualidade requerido também
devem ser levados em consideração. Uma vez escolhido o processo de soldadura, a selecção do
metal de adição deve ser feita com base nos valores de propriedades mecânicas. Assim, os valores
de limite de escoamento, limite de resistência e tenacidade do metal de adição devem ser
compatíveis com os valores do metal de base. [44]
Os metais de adição normalmente empregados para a soldadura dos aços comuns na indústria naval
são os eléctrodos revestidos, utilizados no processo manual, os arames sólidos para os processos
MIG/MAG e Arco Submerso e os arames tubulares para a soldagem FCW com ou sem protecção
gasosa.
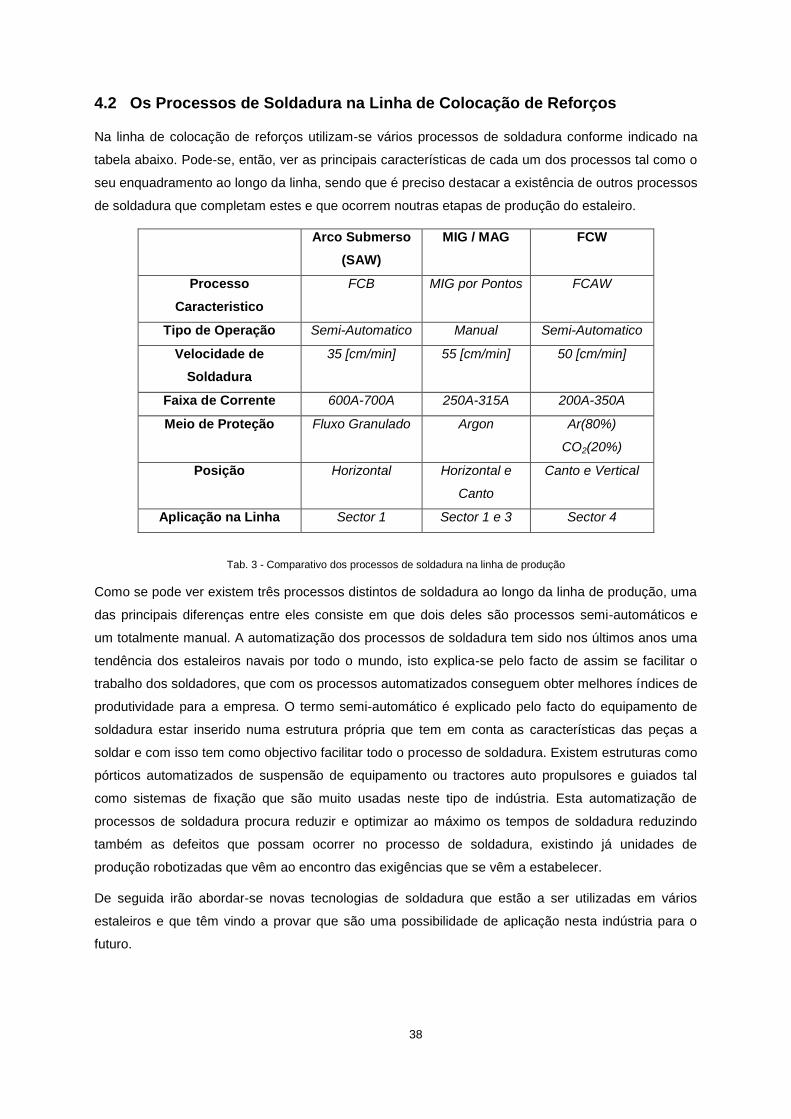
38
4.2 Os Processos de Soldadura na Linha de Colocação de Reforços
Na linha de colocação de reforços utilizam-se vários processos de soldadura conforme indicado na
tabela abaixo. Pode-se, então, ver as principais características de cada um dos processos tal como o
seu enquadramento ao longo da linha, sendo que é preciso destacar a existência de outros processos
de soldadura que completam estes e que ocorrem noutras etapas de produção do estaleiro.
Arco Submerso
(SAW)
MIG / MAG FCW
Processo
Caracteristico
FCB MIG por Pontos FCAW
Tipo de Operação Semi-Automatico Manual Semi-Automatico
Velocidade de
Soldadura
35 [cm/min] 55 [cm/min] 50 [cm/min]
Faixa de Corrente 600A-700A 250A-315A 200A-350A
Meio de Proteção Fluxo Granulado Argon Ar(80%)
CO2(20%)
Posição Horizontal Horizontal e
Canto
Canto e Vertical
Aplicação na Linha Sector 1 Sector 1 e 3 Sector 4
Tab. 3 - Comparativo dos processos de soldadura na linha de produção
Como se pode ver existem três processos distintos de soldadura ao longo da linha de produção, uma
das principais diferenças entre eles consiste em que dois deles são processos semi-automáticos e
um totalmente manual. A automatização dos processos de soldadura tem sido nos últimos anos uma
tendência dos estaleiros navais por todo o mundo, isto explica-se pelo facto de assim se facilitar o
trabalho dos soldadores, que com os processos automatizados conseguem obter melhores índices de
produtividade para a empresa. O termo semi-automático é explicado pelo facto do equipamento de
soldadura estar inserido numa estrutura própria que tem em conta as características das peças a
soldar e com isso tem como objectivo facilitar todo o processo de soldadura. Existem estruturas como
pórticos automatizados de suspensão de equipamento ou tractores auto propulsores e guiados tal
como sistemas de fixação que são muito usadas neste tipo de indústria. Esta automatização de
processos de soldadura procura reduzir e optimizar ao máximo os tempos de soldadura reduzindo
também as defeitos que possam ocorrer no processo de soldadura, existindo já unidades de
produção robotizadas que vêm ao encontro das exigências que se vêm a estabelecer.
De seguida irão abordar-se novas tecnologias de soldadura que estão a ser utilizadas em vários
estaleiros e que têm vindo a provar que são uma possibilidade de aplicação nesta indústria para o
futuro.

39
4.3 Novas Tecnologias de Soldadura na Industria Naval
Os processos de soldadura na indústria naval, tal como já se referiu, têm uma enorme importância,
uma vez que a competitividade mundial tem vindo a ser cada vez maior, e por isso a parcela
significativa dos custos anexos aos processos de soldadura são cada vez mais tidos em conta. Ao
serem estudadas novas tecnologias que podem ser aplicadas a esta indústria tem-se em conta não
só o custo Hora - Homem total, mas também outros aspecto como as distorções metalúrgicas devidas
às transferências de calor que ocorrem nos processos de soldadura e todas as operações de
reparação que essas distorções implicam. Estes factores têm uma enorme interferência nos
equipamentos usados e nos “Lead Times” de produção que se reflectem nos custos de produção final
dos navios. Para além disso é preciso ter em conta também as propriedades dos materiais usados e
a sua qualidade final na construção de navios.
4.3.1 A Soldadura com Tecnologia Laser
Nos últimos anos os processos de soldadura com tecnologia laser têm vindo a ser aplicados à
indústria naval devido a trazerem grandes mais valias que podem ser exploradas na construção de
navios. As vantagens que se podem destacar facilmente são: a maior velocidade de soldadura que é
possível obter com estes processos, tal como a diminuição da transferência de calor e do trabalho de
reparação, a redução do material de adição na soldadura e por fim a qualidade final que se consegue
obter.
A Soldadura por Laser oferece altos índices de energia com um reduzido custo de produção, mas
necessita de um maior rigor de aplicação em comparação com outros processos de soldadura. Por
isso os equipamentos desenvolvidos para aplicação desta tecnologia requerem uma grande precisão,
isto porque a orientação do feixe de laser para a peça a soldar tem de ser feita com algum rigor o que
implica uma profunda alteração em toda a cadeia de produção nos estaleiros, sendo esta limitação
considerada como um dos entraves para a aplicação desta tecnologia na indústria naval. Como forma
de combater esta limitação, sistemas móveis que combinam tecnologia laser com estruturas
mecânicas automatizadas têm vindo a ser desenvolvidas nos últimos anos para assim facilitar a
aplicação desta tecnologia nas várias fases de produção de navios, sendo que tudo isso acarreta
alguns custos de implementação no futuro.
Uma das características do processo de soldadura por laser é o facto deste processo exigir em
muitos casos uma preparação prévia das juntas a soldar devido à pequena e precisa dimensão das
juntas que são possíveis de soldar com este processo, devido a isso teve-se em conta os processos
híbridos de soldadura que conseguem combinar os benefícios dos processos de arco eléctrico com
os de feixe de laser.
Desta forma surgiu a possibilidade de aplicação de processo de soldadura por laser híbrido. Este
processo tem vindo a ter nos últimos anos uma grande aplicação nos estaleiros europeus,
nomeadamente na Alemanha e Finlândia, com a utilização deste processo conseguem, em

40
comparação com o laser “puro”, ultrapassar as dificuldades anteriores, permitindo a sua aplicação,
considerando tolerâncias maiores e atingindo velocidades de soldadura superiores. [47]
4.3.2 Soldadura por Laser Híbrido
O processo de soldadura híbrido utilizado na indústria naval é um processo que tem como base a
combinação em paralelo do processo GMAW com a tecnologia Laser, conseguindo-se assim obter
reduzidos índices de metal de adição, com uma base de fusão comum aos dois processos. Com a
combinação do processo GMAW-Laser consegue-se melhoramentos na estabilidade metalúrgica dos
metais após a soldadura, com taxas de arrefecimento elevadas, produzindo-se assim cordões de
solda com maior resistência mecânica e menor fragilidade.
O Laser Híbrido (HLAW) combina a profunda penetração da soldadura com baixos índices de calor
introduzidos, caracterizando-se por isso por possuir uma elevada eficiência energética e com
tolerâncias de soldadura superiores a outros processos, nomeadamente em relação aos processos
GMAW e SAW. A profundidade de penetração aliada às elevadas velocidades de soldadura reduzem
a área de calor afectado (HAZ) introduzidos no processo, o que faz com que se consigam reduzir as
tensões residuais e distorções, evitando as curvaturas ou deformações de placas muito comuns após
a sua soldadura. [52]
Fig. 20 - Conjunto de Vantagens dos processos de Arco Eléctrico e Laser na Soldadura Laser - Híbrido.
4.4 O Processo de Laser-Híbrido
Para além dos parâmetros normalmente mencionados nos processos de soldadura, tal como a
tensão e corrente do arco eléctrico, posições e velocidades de soldadura para os processos de arco
eléctrico ou a potência e geometria do laser a aplicar no caso dos processos laser, surge a
necessidade, devido à sua importância, de diferenciar o meio activo do laser usado neste tipo de
soldadura. O meio activo utilizado na soldadura por Laser Híbrido é de uma enorme importância
devido à influência que tem no banho de fusão formado e em todas consequências que daí advêm.
Devido a isso existem dois tipos principais de soldadura híbrida, a que utiliza Nd/Yag e CO2 como
Arco Eléctrico: Baixo Custo de Energia;
Elevada Capacidade de Preenchimento
de Material; Material de Adição;
Influência na estrutura do Cordão de Solda.
Soldadura Laser: Profundidade de
penetração de Soldadura; Elevada
Velocidade de Soldadura; Reduzidas
Transferências de Calor.
Processo Híbrido: Melhor capacidade de preenchimento de Material em comparação ao Laser; Melhores velocidades de
Soldadura em comparação ao Arco Eléctrico; Maiores Penetrações de soldadura em comparação ao Arco Eléctrico e
Laser; Menor Transferência de Calor em comparação ao Arco Eléctrico.

41
meios de activação laser. A combinação entre o feixe de laser e a sua intensidade com os diferentes
parâmetros ajustáveis da GMAW asseguram uma grande variabilidade de geometrias de soldadura
possíveis de executar, contudo e em relação ao meio de activação de laser tem de se ter em conta o
comprimento de onda de radiação emitida pelos diferentes meios de activação, reflectindo-se isso na
potência do feixe de laser emitido. Assim, é de referir que a grande diferença é que no processos de
Laser Híbrido CO2 é utilizado um meio activo composto por misturas de CO2/N2/He enquanto no
Laser Híbrido Nd/Yag esse meio activo é sólido e composto por um varão de Yittrium excitado por
iões de Nd+3
sendo que os feixes de laser estão protegidos por misturas de Ar/CO2/He proveniente do
processo GMAW, no caso do Laser CO2 o uso de Ar puro é perigoso devido ao alto risco de ignição.
No caso do Laser Híbrido CO2 conseguem-se maiores potências de feixe laser, mas em contra
partida, menores tolerâncias de soldadura em comparação com o Laser Híbrido Nd/Yag. [39]
Fig. 21 - Processo de soldadura Laser-Híbrido (HLAW) [Adaptado 52]
Outro aspecto que é bastante importante e que não pode ser deixado de parte devido à sua
importância no que diz respeito à aplicabilidade do processo de Laser Híbrido na industria naval, são
as possibilidade de transferência de feixe de Laser para o local a soldar, no caso do Laser Nd/Yag
existem já cabos de fibras ópticas e cabeças de soldadura Laser, o que facilita a sua adaptação aos
equipamentos de linhas de produção já existentes na construção naval, pelo contrário no caso do
Laser CO2 exige um sistema de espelhos que direccionem o feixe, o que dificulta a transferência do
feixe Laser para o local de trabalho necessitando para isso de unidades de repartição do laser, o que
dificulta a sua adaptação às estruturas existentes.
Assim já existe equipamento para o suporte da soldadura Laser-hibrido, que asseguram elevadas
potências de laser a aplicar. Essas unidades são constituídas por estações móveis com fontes de
alimentação de potências variadas e com unidades de arrefecimento incorporadas. Estas unidades
são de uma grande utilidade permitindo a ligação da fonte até 6 sistemas de manipulação ou cabeças
de laser, o que optimiza o espaço que possa existir no estaleiro ou noutro ambiente industrial.
Legenda:
1 - Cordão de Solda
2 - Gás Inerte de Protecção
3 - Foco de Raio Laser
4 - Tocha de GMAW
5 - Fio Eléctrodo
6 - Arco Eléctrico
7 - Banho de Fusão
8 – ‘Key-Hole’

42
Fig. 22 - Estação móvel IPG YLR 10000 de Yad/Nd-Laser com 10KW de Potência com unidade
de refrigeração, e cabeça de soldadura Laser integrada num pórtico.
Já existem alguns casos de aplicações práticas desta tecnologia na construção naval, aqui destacam-
se dois casos que merecem ser referidos devido a sua inovação, o primeiro no estaleiro alemão
Meyer-Werft construtor de navios cruzeiro e onde na produção de painéis já existe implementada a
tecnologia Laser-CO2-GMA–Hibrido com óptimos resultados obtidos, e o outro, o estaleiro “Kvaerner
Warnow Werft” em que neste caso optará pelo uso de tecnologia Laser Nd:YAG-GMA-Hibrido
adaptando assim os equipamentos existentes a esta nova tecnologia de soldadura, sendo que este
factor é bastante importante pois pode reduzir os custos anexos à implementação desta tecnologia, o
que é uma enorme vantagem para qualquer indústria que procura modernizar-se, sendo este um
caso de estudo a seguir.
Com a Soldadura Híbrida conseguem-se assim melhores índices de produtividade e de eficiência
com uma elevada qualidade de soldadura, com baixos custos de produção e com uma grande
variabilidade de aplicação. Isto traduz-se num novo patamar de exigência que cada vez mais se torna
necessário alcançar para conseguir a competitividade que tanto se deseja.
4.4.1 Impacto do processo de Laser-Híbrido
Para uma análise do impacto que o processo de soldadura híbrida poderia ter no sistema de
produção em estudo, e tendo em conta alguns dos principais parâmetros que estão envolvidos neste
análise, fez-se uma estimativa geral da diferença de tempos de soldadura que ocorreriam caso se
opta-se por este processo de soldadura. Para este estudo recolheu-se uma pequena amostra de
alguns painéis ou subsecções produzidas na linha de reforço de painéis, e comparou-se os diferentes
tempos de produção entre os actuais processos de soldadura utilizados na linha, com os tempos de
produção que seriam obtidos no caso da utilização do processo de soldadura por Laser-Hibrído.
Na amostra em análise recolheram-se alguns painéis que estavam a ser produzidas, considerando as
principais características relevantes para os processos de soldadura, onde se destacou o número de
chapas que constituem cada uma dos painéis, tal como o número de perfis que reforçam todos esses
painéis.

43
Para se poder comparar os diferentes tempos de soldadura que ocorriam na linha de produção para
os diferentes processos de soldadura, teve-se de determinar os comprimentos dos cordões de
soldadura que seriam necessários operar para os dois principais sectores da linha de produção. No
caso do sector 1 que tem de soldar diferentes painéis entre si, e que para isso recorre ao processo de
Soldadura por arco-submerso (SAW) determinou-se o somatório dos comprimentos de todos os
cordões de solda que tem de efectuar para cada secção. No caso do sector 3, tendo em conta o
número de perfis que cada painel tem, determinou-se o comprimento total da soldadura de todos os
perfis para cada secção sabendo que o processo de soldadura usado é o FCAW como anteriormente
referido.
Painel Nº de Cordões de Soldadura Comprimento da Soldadura de
SAW [m]
Nº
Perfis
Comprimentos
da Soldadura
de FCAW [m]
1301 TT 4 26.74 17 90.06
1301 Vlak 3 28.27 17 82.79
1302 TT 4 23.74 25 94.48
1302 Vlak 5 49.57 17 95.13
1304 TT 4 44.25 17 128.67
1436 TD LB1 3 18.78 13 40.24
1436 TD LB2 1 3.57 15 35.59
1436 BLH LB1 3 43.56 16 123.01
1436 BLH LB2 3 35.61 11 97.79
Tab. 4 - Comprimentos de cordões de soldadura de SAW e FCAW de alguns painéis analisados.
As velocidades de soldadura que são possíveis alcançar com o processo de soldadura Laser-Hibrido
são dependentes de vários factores que têm de ser tidos em conta em todos os processos de
soldadura. Para este estudo é preciso diferenciar, em primeira análise, o processo de Laser-Hibrido
utilizado para a soldadura de painéis e o utilizado na soldadura de perfis a esses mesmos painéis.
Nesta análise teve-se em consideração alguns dos testes desenvolvidos pela empresa SLV M-V
GmbH no estaleiro Meyer-Werft para a implementação desta tecnologia, onde nestes testes foram
utilizados aços estruturais de alta resistência como o HSLA 65 e o EH36 muito comuns nesta
indústria, inclusive este último utilizado na linha de painéis da IHC, e foram obtidos utilizando Laser
CO2 bons resultados no que diz respeito a velocidades de soldadura. [49] Um resultado bastante
relevante foi a soldadura de placas de aço EH36 com espessura de 16 mm soldadas em ambos os
lados e utilizando um laser com uma potência de 10 KW, obtiveram-se velocidades de soldadura de
3.5 m/min, o que representa uma grande evolução em comparação com os convencionais processos
utilizados neste tipo de soldas, nomeadamente do processo SAW. [50]
No que diz respeito à soldadura de perfis também foram analisados alguns resultados obtidos com o
uso desta tecnologia, nomeadamente testes realizados pela empresa DockLaser e utilizados no
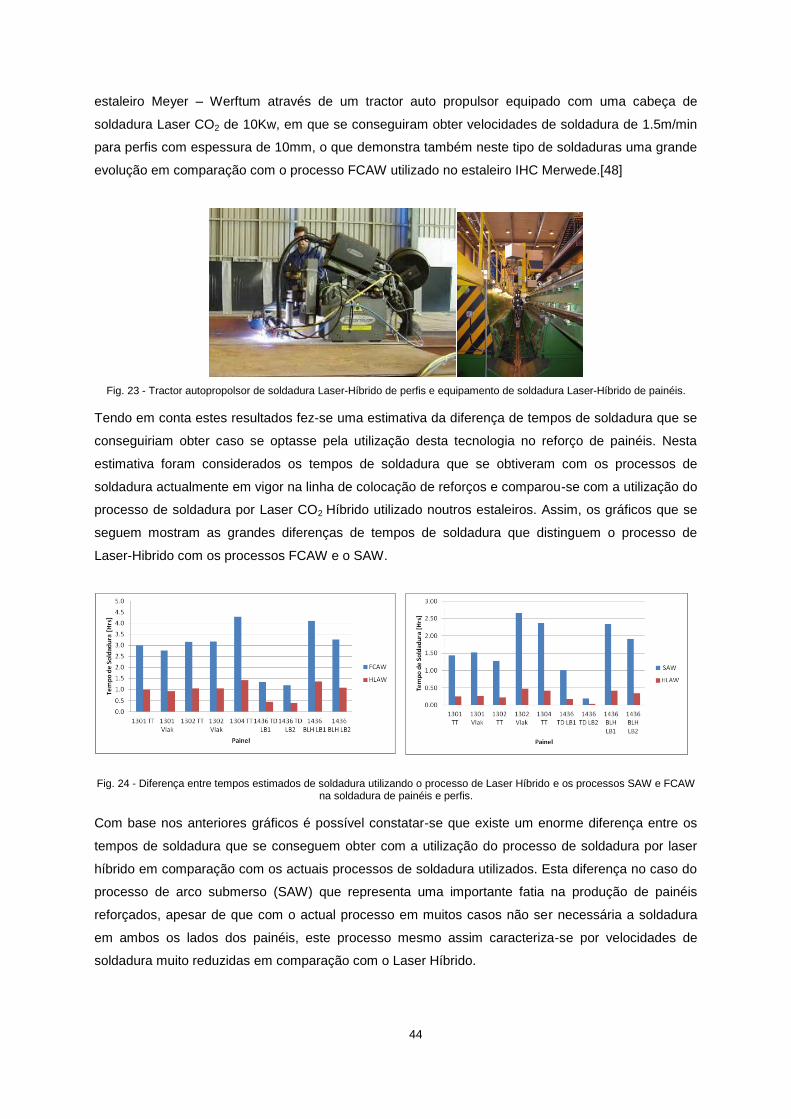
44
estaleiro Meyer – Werftum através de um tractor auto propulsor equipado com uma cabeça de
soldadura Laser CO2 de 10Kw, em que se conseguiram obter velocidades de soldadura de 1.5m/min
para perfis com espessura de 10mm, o que demonstra também neste tipo de soldaduras uma grande
evolução em comparação com o processo FCAW utilizado no estaleiro IHC Merwede.[48]
Fig. 23 - Tractor autopropolsor de soldadura Laser-Híbrido de perfis e equipamento de soldadura Laser-Híbrido de painéis.
Tendo em conta estes resultados fez-se uma estimativa da diferença de tempos de soldadura que se
conseguiriam obter caso se optasse pela utilização desta tecnologia no reforço de painéis. Nesta
estimativa foram considerados os tempos de soldadura que se obtiveram com os processos de
soldadura actualmente em vigor na linha de colocação de reforços e comparou-se com a utilização do
processo de soldadura por Laser CO2 Híbrido utilizado noutros estaleiros. Assim, os gráficos que se
seguem mostram as grandes diferenças de tempos de soldadura que distinguem o processo de
Laser-Hibrido com os processos FCAW e o SAW.
Fig. 24 - Diferença entre tempos estimados de soldadura utilizando o processo de Laser Híbrido e os processos SAW e FCAW na soldadura de painéis e perfis.
Com base nos anteriores gráficos é possível constatar-se que existe um enorme diferença entre os
tempos de soldadura que se conseguem obter com a utilização do processo de soldadura por laser
híbrido em comparação com os actuais processos de soldadura utilizados. Esta diferença no caso do
processo de arco submerso (SAW) que representa uma importante fatia na produção de painéis
reforçados, apesar de que com o actual processo em muitos casos não ser necessária a soldadura
em ambos os lados dos painéis, este processo mesmo assim caracteriza-se por velocidades de
soldadura muito reduzidas em comparação com o Laser Híbrido.

45
No caso da soldadura de perfis por fios fluxados (FCAW) temos de ter em consideração que os
comprimentos de soldadura a efectuar são de uma grandeza superior aos dos painéis, devido ao
número de perfis a soldar em cada painel e que por isso torna-se mais evidente os ganhos de
produção que se poderiam obter com a aplicação desta tecnologia. Para alem de todas as vantagens
anteriormente referidas, pode-se concluir que estes resultados são uma boa base para um estudo
com maior profundidade sobre os reais impactos que a implementação desta tecnologia poderá ter na
industria naval, pois já existem estaleiros que optaram por a aplicação da Soldadura por Laser
Híbrido (HLAW) e que comprovaram que é possível alcançar níveis superiores de produtividade com
inferiores custos de produção.

46
5. Análise dos Tempos e Diagnóstico
Neste capítulo apresentam-se os resultados decorrentes das medições efectuadas durante a
permanência no estaleiro. Estes resultados são essencialmente resultantes de dois métodos de
medição distintos: o método das observações instantâneas e as cronometragens de produção. Com
estes resultados tenta-se quantificar a realidade de processos encontrada na linha de produção em
estudo, e com isso avaliar o estado do processo produtivo e identificar os sectores críticos, para
assim se solucionar potenciais melhorias no sistema.
5.1 Análise da taxa de ocupação
As taxas de ocupação dos sectores produtivos são valores que têm de ser tidos em conta no início da
análise de uma linha de produção, pois estes índices representam a relação entre tempo produtivo e
o número de horas disponíveis de trabalho. A análise destes valores permite descobrir qual ou quais
os sectores que têm uma sobrecarga de trabalho e que por isso estrangulam a produção da linha,
não permitindo que a linha aumente os seus índices de produtividade.
Este valores foram obtidos através das medições realizadas junto da linha de produção, em que se
contabiliza o número de peças processadas na linha num determinado intervalo de tempo e assim se
determinada a média de horas de chegada de peça aos diferentes sectores produtivos.
Sector 1 Sector 2 Sector 3 Sector 4
T (H) 129 95 120 91
NP 22 21 22 21
TC [H/P] 5.86 4.50 5.44 4.33
Tab. 5 - Avaliação do tempo médio de processamento em cada sector da linha de produção.
Tendo os valores de cada um dos sectores de produção ao longo da linha procede-se à
caracterização do estado geral do sistema, em que considerando agora a linha de produção como um
sistema produtivo se obtém assim os seus índices gerais de produção.
Estes índices mostram o estado actual do sistema, que determinam, segundo o modelo das linhas de
espera, alguns índices que o caracterizam, esses índices são a taxa de chegada de cada
painel/cliente ao sistema ( ) em causa, o tempo médio de chegada de peças ao sistema (TC), o seu
desvio padrão considerando os quatro sectores ao longo da linha de produção (σ) e por fim o número
de peças que são atendidas/servidas nas condições actuais do sistema de produção (Qd) durante o
horário laboral. Estes valores são apresentados na tabela que se segue e permitem então fazer uma
primeira análise.

47
TC [H/P] 5.03
σ [min] 44.4
[P/h] 0.20
Qd [P/d] 3.41
Tab. 6 - Índices gerais de produção do sistema.
Dos valores acima determinados destaca-se o desvio padrão do sistema (σ), cerca de 15% do tempo
médio em processo de cada peça no sistema, isto explica-se pela diferença de tipo de tarefas
executadas pelos sectores de produção. É ainda de referir o valor do número de peças atendidas no
sistema que permite ter noção do número de peças que a linha consegue produzir por dia durante os
dois turnos de trabalho. O valor da taxa de chegada de peças ao sistema indica que o sistema recebe
uma determinada quantidade de peças a processar, sendo que este valor caracteriza a necessidade
de processamento pelo qual o sistema tem de responder para os índices de produção actuais.
Todos estes dados servem para caracterizar o estado actual do sistema de produção, servindo assim
como ponto de partida para o estudo de melhoramento. Através do conhecimento que se obteve
durante o intervalo de tempo de medições pode-se concluir que era importante considerar as pausas
referentes aos dois turnos de trabalho pelos quais se dividia a produção do sistema. Assim, teve-se
em conta o número de horas teóricas de trabalho em que se desconta todos os intervalos de tempo
que os trabalhadores tinham direito e dessa forma se obtêm o número de horas úteis disponíveis de
trabalho que existia em cada um dos sectores de produção. Tendo isto em conta e realizadas as
cronometragens de tempo que se mediram em cada sector para os diferentes painéis, determinou-se
os tempos de serviço para cada sector de produção do sistema, fazendo assim uma avaliação mais
rigorosa das reais capacidades de resposta. Nesta análise tem ainda de se considerar a Equação 1
apresentada mais a frente, em que o valor de α = 1, sendo α a fracção dos tempos não produtivos
que se estima não ser possível de recuperar, considerando assim todas as perdas não produtivas do
sistema em estudo. Tendo tudo isto em consideração mostra-se de seguida a tabela com os valores
obtidos:
Sector 1 Sector 2 Sector 3 Sector 4
Ts [Hu/P] 5.07 4.19 4.76 3.95
ρ [%] 112 93 105 87
P0 [%] - 7 - 13
Ls [P] - 12.63 - 6.94
Ws [H] - 63.54 - 34.94
Tab. 7 - Avaliação da Capacidade actual de Processamento do sistema analisado.
Da análise da tabela acima pode-se, desde já, afirmar que o sector 1 e o sector 3 se encontra em
estado de sobrecarga de trabalho, com um valor de taxa de ocupação que excede os 100%
designando-se por isso como os sectores críticos da linha de produção sendo que o sector 1 tem uma

48
taxa de ocupação superior e por isso pode-se designar-se como o gargalo da linha de produção. Este
sector, devido ao facto de ser o primeiro da linha, e por isso estar responsável pela alimentação de
material, apresentava um buffer de matéria-prima a montante, razão pela qual não foi possível numa
primeira análise perceber o quanto este sector estrangulava o sistema de produção. Este valor de
taxa de ocupação obteve-se e justifica-se pelo facto do sector 1e do sector 3 terem a necessidade de
um maior número de horas de serviço para assim poder dar resposta à taxa de chegada exigida à
linha. Para isso, e em conformidade com as informações recolhidas, estes sectores tinham a
necessidade de muitas vezes efectuar horas extras, nomeadamente essas horas decorriam durante
os fins-de-semana em que a linha, e em particular estes sectores, tinham de operar.
Com base na anterior tabela pode-se também concluir que o sector 3 é o segundo sector com maior
taxa de ocupação na linha de produção. No caso deste sector foi possível visualizar a existência de
um buffer a seu montante que denunciava o facto de se estar perante um sector também ele com
uma elevada sobrecarga de trabalho, tal como acontece no sector 1. Perante esta situação pode-se
afirmar que estes dois sectores são os de maior importância no que se refere à produtividade da
linha.
5.2 Estudo dos Sectores Produtivos
Para a realização do estudo dos sectores produtivos recorreu-se à utilização do método das
observações instantâneas que permitiu obter a relação entre os diferentes estados produtivos pelos
quais cada sector se caracterizava. Assim conseguiu-se determinar percentualmente as diferentes
fases que ocorriam no sistema e com isso chegar a algumas conclusões. Para isso definiu-se quatro
estados essenciais para cada sector de produção:
Tempo em Produção – Corresponde ao conjunto de tarefas definidas inicialmente como
sendo necessárias para o funcionamento do equipamento ou para o comprimento das
funções do respectivo sector. Nesta análise incluem-se actividades que acrescentam valor ao
produto, mas também actividades que são necessárias, visto que não se podem considerar
desperdícios, pois são tarefas que estão directamente ligadas à produção.
Tempo de Alimentação – Representa o conjunto de tarefas necessárias para a alimentação
dos equipamentos, englobando os tempos de transporte/selecção de todo o material ao
longo da linha. Este conjunto representa uma fracção de tempo sem valor acrescentado, mas
de tarefas necessárias para o funcionamento da linha.
Tempo de Espera – Representa o conjunto de estados temporais que se definiu como sendo
esperas de tempo produtivo. Neste conjunto estão representados alguns dos motivos em que
se pode constatar que levavam a pausas de produção dos sectores ao longo da linha. Esta
fracção temporal corresponde a actividades que não acrescentam valor e que são
consideradas como desperdícios no sistema de produção.

49
Tempo Não Produtivo – Corresponde a um conjunto de causas que levavam a que os
trabalhadores da linha não estivessem em produção, consideradas por isso como
desperdícios que foram detectados nas medições. Estas causas estão directamente
interligadas com a responsabilidade organizacional e pessoal dos trabalhadores devendo ser
consideradas pelo impacto que têm na produção.
Feita esta distinção entre os vários estados de produção da linha efectuou-se o registo de
observações instantâneas e obtiveram-se os seguintes resultados para os diferentes sectores de
produção.
5.2.1 Soldadura de Painéis
Neste sector de produção, que tem como principal função a soldadura de painéis, utilizando-se os
anteriores critérios, obtiveram-se os seguintes resultados nas medições:
Fig. 25 - Percentagens dos diferentes estados de produção do Sector 1
Este sector tal como se viu anteriormente é o sector crítico da linha de produção, razão pela qual tem
de ser analisado de um modo mais detalhado, visto que condiciona toda produtividade da restante
linha. No gráfico acima pode-se ver uma elevada percentagem em estado de produção, em que
nessa percentagem estão incluídos cerca de 10% correspondente a tempos de Setup e reposição de
fluxo de solda, sendo que o restante corresponde na maioria ao manuseamento de painéis, a
soldadura FCB e a soldadura por pontos.
Outro aspecto que tem uma grande importância neste sector é a elevada percentagem de tempo
despendido para a alimentação de material, e isto deve-se sobretudo ao facto do operário
responsável por este sector ter de seleccionar e transportar todos os painéis que dão entrada na
linha, e que por sua vez vão percorrer todos os restantes sectores. Este facto contribui assim para
que este sector tenha um elevado tempo médio de serviço por painel. De seguida mostra-se a título
de exemplo a sequência de tarefas efectuadas neste sector para a soldadura do painel 1225-LB1
[desenho em Anexo 2] em que se mostram as actividades que acrescentam valor ao produto,
representadas a preto, e todas as complementares.

50
Fig. 26 - Exemplo de tempos medidos para a produção do Painel 1225 LB1 no sector 1
Nesta análise pode-se então constatar a pequena percentagem de tempo relativo a soldadura de
painéis devido ao facto de existir um grande conjunto de tarefas a realizar para que isso seja
possível. No caso deste painel pode-se ver que é constituído por três placas de aço que assim
obrigam a realizar duas soldaduras diferentes, caso muito comum na generalidade dos painéis, e que
exemplifica a importância dos tempos de produção directamente relacionados com os processos de
soldadura, visto que estes processos são os de maior importância neste sector.
É ainda de destacar que na soldadura por pontos o operário tem de cumprir os requisitos dos
diferentes tipos de juntas conforme o planeado, o que se constata ser uma tarefa que demora algum
tempo devido à dificuldade de manuseamento de painéis no sector e ao facto do operário ter
dificuldades de interpretação dos desenhos técnicos fornecidos pelo departamento de produção. A
par destas dificuldades é de salientar também algumas questões logísticas que os operários deste
sector referiam como dificultando o seu trabalho no que se refere ao transporte de painéis. Estas
questões são abordadas no seguimento deste trabalho.
5.2.2 Controlo e Remarcação dos painéis
No caso do sector 2 e tal como se descreveu anteriormente, este está responsável por todo o
controle dimensional dos painéis a serem reforçados, tendo isso em consideração obtiveram-se os
seguintes resultados nas medições:
Fig. 27 - Percentagens dos diferentes estados de produção do Sector 2

51
Analisando o gráfico dos diferentes estados de produção que este sector obteve nas medições é de
destacar a elevada percentagem em estado de produção, que se deve à principal tarefa de marcação
e medição de dimensões gerais de painéis que ocorre neste sector. Ao contrário disso existe uma
relevante percentagem de tempo em não produção que se explica por dois motivos principais: um
deles pelas várias conversas que os trabalhadores deste sector mantinham, e outro, devido ao
desnível de tempo médio de produção de painéis, o que constata ser motivo de alguma perda de
produção. Outro aspecto a destacar é a percentagem de tempo de espera deste sector, que se deve
ao facto de muitas vezes os operários em geral alongarem os seus intervalos de tempo de
repouso/pausa um pouco mais para além do estipulado pela empresa, o que é de relevar devido às
suas potenciais consequências na produção.
Neste sector em particular tem de ser tido em linha de conta o facto do conjunto de tarefas a serem
desenvolvidas nesta fase, na sua generalidade, não acrescentarem valor ao produto final, o que torna
este sector como um sector de pouca valia, servindo sobretudo para o controlo de tolerâncias de
produção que os painéis têm de cumprir e não como uma mais valia de produção.
Outra característica importante que se pôde verificar durante as medições foi a existência de um
buffer de material na área definida para este sector. Este buffer deve-se ao facto deste sector se
encontrar entre dois sectores com elevadas taxas de ocupação, sendo que esse buffer dificultava a
elaboração das medições, visto que os painéis acabavam por estar empilhados uns sobre os outros o
que impossibilitava a realização das suas medições.
5.2.3 Colocação de Perfis
O sector de colocação de perfis na linha de produção representa uma importante etapa ao longo de
todo o processo visto ser responsável por uma das principais tarefas de reforço dos painéis. Assim
tendo por base os critérios definidos anteriormente obtiveram-se os seguintes resultados:
Fig. 28 - Percentagens dos diferentes estados de produção do Sector 3
Sendo este sector responsável pela colocação de perfis sobre os painéis a reforçar é natural que nos
resultados obtidos se tenha uma elevada percentagem de tempo de alimentação, o que leva a
perceber a importância que este estado tem no desempenho do sector. Este sector a par dos
anteriores também mostra uma percentagem em produção elevada devendo isso à sua principal
actividade, que reside na soldadura e alinhamento de perfis, seguindo-se o posicionamento de perfis
sobre os painéis como a segunda actividade de maior relevo registada.

52
Este sector tal como o sector 1 são os que têm uma maior taxa de ocupação registada, servindo isso
para ilustrar a sua importância no desempenho da linha. No caso das tarefas consideradas como em
produção há que referir que para além das consideradas principais, existem outras que podem, numa
análise mais global, ser consideradas de segundo plano. Estas poderiam estar a cargo de um outro
operário para que assim se pudesse libertar este sector para tarefas mais directas. Nesta análise
também se englobou os tempos do sector registados em alimentação, que do conhecimento obtido
durante as medições se verificou também ter uma grande influência na produção deste sector e na
sua taxa de ocupação.
O equipamento que servia este sector de produção apresentava já algum desgaste de utilização, o
que interferia no trabalho do operário responsável pelo sector. A par disso, há também que destacar a
vontade do departamento de produção da empresa na melhoria deste equipamento, o que evidência
a necessidade de melhoramento do equipamento.
5.2.4 Soldadura dos Perfis
No último sector de produção considerado na linha encontra-se o sector de soldadura de perfis, esta
etapa é, então, aquela onde se realiza a soldadura dos perfis aos painéis e, por isso mesmo, tem
uma grande responsabilidade no que se refere à qualidade do produto final. Devido a essa forte
responsabilidade tem de ser tido em conta não só os tempos de produção, mas também as
exigências de produção. Referido isto, e com base nos critérios anteriores, obtiveram-se os seguintes
resultados:
Fig. 29 - Percentagens dos diferentes estados de produção do Sector 4
Da análise do gráfico acima pode-se destacar, desde já, a elevada percentagem de tempo não
produtivo que este sector obteve nas medições e que se pode explicar pelo facto desta etapa de
produção ter um grande desnível no que se refere ao tempo médio de produção em comparação com
o sector a montante, e como consequência disso, este sector encontrar-se por diversas vezes sem
operário devido à ausência de trabalho a realizar.
Outro aspecto importante a ser analisado é a percentagem de tempo em alimentação que este sector
obteve e que se deve ao facto do operário responsável ter por diversas vezes de transportar painéis
finalizados para o final da linha de produção e de os ter de acomodar para o seu transporte. Esta
tarefa verificou-se ser essencial devido ao facto de por diversas vezes a linha se encontrar
condicionada pelos vários painéis espalhados no final da linha e que dificultavam o posicionamento
do equipamento de soldadura dos perfis. Esta tarefa normalmente acontecia no final de cada turno de
trabalho, o que fazia com que o pórtico principal do hall permanecesse durante algum tempo

53
ocupado, isto porque o sistema de correias para o transporte de painéis se encontrava em mau
funcionamento.
No que se refere ao tempo em produção deste sector destaca-se que 10% dessa percentagem
corresponde a tempos de setup do equipamento de soldadura, o que é devido ao monitorização das
características de soldadura que cada perfil possui, e que difere de painel para painel, que o operador
tem de configurar com frequência. Para além disso, há também que mencionar a percentagem em
produção de 7% correspondente à reparação de cordões de soldadura que tem de ser feita depois de
verificada a qualidade do cordão de solda efectuado. Essa verificação representa cerca de 8% da
percentagem em produção.
5.3 Análise de Fluxos
Nesta análise mencionam-se duas abordagens bastante relevantes na produção de painéis, em que
temos, por um lado, os diferentes tipos de tarefas que são executadas ao longo de um dia de trabalho
e, por outro, o conjunto de actividades de tempo de valor acrescentado. Num primeiro caso esta
análise permite analisar o fluxo médio de trabalho que é realizado ao longo de um dia e com isso
perceber as variações que ocorrem influenciadas pelos mais diversos factores, onde se incluem todas
as rotinas presenciadas na linha de produção e que desta maneira são realçadas nesta análise, visto
o seu impacto na produção. No caso das actividades de tempo de valor acrescentado teve-se em
conta as tarefas que realmente representam tempo de operação que gera valor ao produto, sendo de
relevar o conjunto de todas as restantes tarefas que são necessárias para que se consiga
acrescentar valor ao produto e perceber a sua relação.
5.3.1 Fluxo dos Diferentes Estados de Produção
Os resultados obtidos com a análise do fluxo de trabalho servem, de certa maneira, para espelhar
alguns dos problemas que foram constatados durante o período de diagnóstico da linha, sendo que já
se referiu anteriormente algumas das causas para desperdícios de produção que existiam, no gráfico
apresentado de seguida é possível perceber outros desperdícios detectados:
Fig. 30 - Os diferentes estados de produção do sistema ao longo de um dia de trabalho.

54
A figura acima mostra a relação dos diferentes estados de produção ao longo das horas que
representam um dia de trabalho na linha. Neste gráfico pode-se destacar, em primeiro lugar, a menor
percentagem de tempo em produção que existe no início do dia, às 7h, e que se volta a repetir às 16h
e no final do dia de trabalho. Observa-se estas quedas de produção como um aspecto a ser
melhorado, pois devem-se ao prolongamento de pausas e intervalos a que os operários têm direito.
Este resultado vai ao encontro do que se visualizou durante o período de medições. Outro aspecto
interessante é a evolução do estado de tempo em espera, que ocorre com maior frequência durante o
turno da noite e por isso a horas mais avançadas do dia, em comparação com a primeira metade do
dia em que são menores esses registos. Este resultado serve, também, para explicar algumas razões
para a existência de desperdícios que ocorriam no turno da noite, no que se refere à espera de
produção e que se deviam sobretudo à falta de supervisão e acompanhamento por parte do
departamento de produção.
No que se refere ao tempo de alimentação há que destacar a sua evolução ao longo das horas de
trabalho e referir que ocorria com maior frequência durante as primeiras horas do turno da noite. Este
resultado explica-se devido ao primeiro turno deixar um grande aglomerado de peças ao longo da
linha e não haver escoamento de peças durante o seu turno, o que implicava que o turno da noite
tivesse de perder algum tempo em alimentação para conseguir dar continuidade ao trabalho do turno
anterior escoando todo o material que estava a ser processado para os diferentes sectores.
5.3.2 Fluxo de Valor Acrescentado
Na análise do tempo de valor acrescentado há, em primeiro lugar, que fazer a distinção entre o que
se considera inicialmente como tarefas de valor acrescentado e as restantes. Nas tarefas de valor
acrescentado destacam-se as tarefas de soldadura que são as de maior importância em toda a linha
de produção, não sendo porém as únicas consideradas nesta análise. Das restante tarefas
consideradas fez-se uma distinção sobre as consideradas como necessárias para a produção e as
não necessárias, nesta diferença realça-se sobretudo o que se considera como tarefas que não
gerando valor ao produto são desperdícios de produção e as que não são.
Fig. 31 - Análise dos tipos de actividade por cada sector da linha de produção.

55
Na figura acima mostra-se o resultado da análise do fluxo de valor nos quatro sectores que
constituem a linha de produção, deste resultado destaca-se, numa primeira análise, as reduzidas
tarefas de valor acrescentado que ocorrem no sector 2, sendo que já seria de esperar este resultado
visto que este sector serve maioritariamente como um controlador de produção. Outra conclusão que
é possível retirar nesta análise é que no sector 1 e 4 existe uma grande percentagem de actividades
necessárias para a produção, revelando que não existem grandes desperdícios registados, sendo
que grande parte das actividades realizadas nestes sectores não geram valor, devendo isso ser tido
em conta. No que se refere às actividades que representam desperdícios na produção, no sector 3 foi
onde se registou uma maior frequência, sendo que isto se deveu a vários factores, sendo de referir os
principais.
Tendo presente o conjunto dos resultados anteriores pode-se facilmente concluir que têm de ser
resolvidas algumas questões na produção da linha de painéis, tendo como objectivo a redução ao
máximo dos desperdícios detectados, com vista a optimizar a produção e a aumentar a eficiência de
processos. Para isso, de seguida, apresentam-se algumas propostas com vista a solucionar os
problemas detectados e o seu impacto na produção de painéis.

56
6. Soluções
Neste subcapítulo apresentam-se soluções aos desperdícios detectados com o objectivo de melhorar
o sistema produtivo segundo a filosofia Lean, tendo como base o diagnóstico obtido anteriormente.
Na secção 6.1, apresentam-se algumas medidas de implementação que visam os tempos de não
produção que foram detectados no diagnóstico e os resultados previstos no seu melhoramento como
também se aborda o balanceamento da linha de painéis. Seguidamente, na secção 6.2 sugerem-se
soluções para os tempos de produção, em que se aborda o Layout, mas também soluções nos
diferentes sectores no que se refere a alternativas de equipamentos para a linha de produção. Assim,
consegue-se abranger o conjunto de soluções que se propõem para melhorar a produção do sistema
em estudo.
6.1 Tempos Não Produtivos
Após o diagnostico efectuado surge a necessidade de sugerir algumas medidas que solucionem, de
forma sustentada, os desperdícios ou defeitos detectados na análise da linha de produção,
nomeadamente no que se refere a tempos não produtivos. Para isso aqui apresentam-se algumas
medidas que devem ser tomadas para aumentar a produção e reduzir custos na produção de painéis.
As medidas que seguidamente se sugerem para o melhoramento, surgem devido ao facto de se ter
constatado elevados intervalos de tempo em que os operários, por diversas razões não efectuavam
as suas tarefas e por isso prejudicavam a produtividade do sistema. Esta constatação foi o ponto de
partida para algumas das medidas a implementar, considerando o seu elevado impacto na produção
não podendo por isso ser tomadas em consideração levianamente.
Nesta fase incluem-se somente medidas que visam a redução dos tempos anteriormente
mencionados como estados em não produção e em espera, isto explica-se devido ao facto destes
estados representarem no cômputo geral 28% do conjunto de todas as actividades que decorriam no
sistema. Estas perdas justificam-se devido a inúmeros factores que se referem com maior pormenor
em seguida e em que se mencionam também as medidas a serem tomadas para colmatar esses
desperdícios.
6.1.1 Soluções de Implementação
Nas medidas propostas nesta secção, surge a necessidade de fazer uma distinção entre as medidas
a aplicar, devido às diferentes razões que levam à necessidade destes melhoramentos. Por um lado
temos as medidas necessárias para colmatar os tempos em não produção e por outro lado as
medidas que visam os tempos de espera detectados no sistema.

57
6.1.1.1 Medidas para os Tempos de Espera
Nos desperdícios que foram diagnosticados relativamente a tempos de espera nos vários sectores
tem de ser referido que estes tempos se devem principalmente a três factores preponderantes, os
factores são os seguintes:
Espera pelo Sector a Montante/Jusante
Espera pelo Fim do Turno de Trabalho
Prolongamento de Pausas
Estes três factores são por isso a principal causa dos registos que foram medidos relativamente aos
tempos de espera de produção da linha de painéis. Para se conseguirem solucionar estes três
factores vai-se, de seguida, explicar as medidas a implementar para os conseguir reduzir e com isso
reduzir também os desperdícios de tempo do sistema.
Espera pelo Sector a Montante/Jusante
O tempo de desperdício registado devido a este factor, depois de uma análise à linha de painéis, teve
origem na falta de balanceamento que os diferentes sectores produtivos tinham entre si. Este facto
aliado à pouca fluidez que o material tinha devido ao sistema de transporte de painéis da linha
apresentar deficiências de utilização, resultou num dos problemas diagnosticados e que devem ser
tidos em linha de conta com bastante atenção.
Para solucionar estes desperdícios propõe-se que o volume de trabalho entre os vários sectores seja
balanceado para com isso evitar a existência de buffers de material entre sectores. Em conjunto com
esta medida, que de seguida se aborda, surge também a necessidade de substituição do sistema de
correias utilizado na linha de produção, para que os operários da mesma consigam de um modo
independente e com maior facilidade o transporte dos painéis ao longo da linha, e assim não estarem
dependentes da única grua de maiores dimensões do hall que assegurava esta tarefa e que muitas
vezes obrigava à paragem de produção dos sectores devido ao congestionamento de material.
Espera pelo Fim do Turno de Trabalho
O registo de espera pelo fim do turno de trabalho é um desperdício bastante fácil de resolver, visto
que se deve ao facto de ter sido diagnosticado durante os dois turnos de trabalho em que se dividia a
produção da linha, numa espera de todos os operários pelo final do seu turno. Em conversa com os
responsáveis pela produção esta espera não deveria acontecer visto que fazia parte do conjunto de
horas de trabalho que cada turno tem de realizar. Estes intervalos de tempos representavam uma
significativa parcela de tempo de produção visto que ocorriam com uma elevada frequência e que
significavam cerca de 40 minutos de produção desperdiçados em cada turno.
Tendo em conta que todos os operários tinham de passar o seu cartão pessoal por um sistema de
registo de horas de trabalho no final de cada turno, este sistema tornava-se ineficaz visto que os
trabalhadores permaneciam no hall da linha de produção à espera do final do seu turno. Assim, e
58
para solucionar este desperdício, propõe-se que em parceria com o chefe de turno e único
responsável presente pela produção no turno da noite, que seja feita uma maior vigilância do tempo
que efectivamente os operários tinham em produção e com isso tentar reduzir ao máximo os
desperdícios ocorridos em cada turno no final do horário laboral.
Prolongamento de Pausas
Este factor à semelhança do anterior, também ocorre devido à ausência de produção dos operários,
que por usa vez prolongavam os tempos de pausas durante longos intervalos de tempo. Este facto
revelou-se como tendo alguma influência na produtividade do sistema devido à repetibilidade com
que ocorria em cada intervalo de pausa previsto. Propõe-se assim como medida de prevenção que o
controlo dos tempos de pausa seja mais rigoroso por parte dos responsáveis de produção, inclusive
pelo chefe de turno, com vista a poder-se aumentar o tempo em produção do sistema, visto que este
desperdício tem maior significado se analisado ao longo de um grandes intervalos de tempo de
produção.
6.1.1.2 Medidas para os Tempos em Não Produção
Nos desperdícios que foram diagnosticados relativamente a tempos de não produção nos vários
sectores, tem de ser referir que estes tempos se devem principalmente a três factores
preponderantes:
Conversação
Outras Actividade Fora da Linha
Pausas Pessoais
Estes três factores são a principal causa dos registos que foram medidos relativamente aos tempos
de Não de Produção da linha de painéis . Para se conseguir solucionar estes três factores vai-se, de
seguida, explicar as medidas a implementar para os conseguir reduzir e com isso reduzir também os
desperdícios de tempo do sistema.
Conversação
Os registos de conversação entre operários foram um facto ocorrido que tem de ser destacado devido
à sua influência na produção. Os tempos gastos em conversas entre os trabalhadores representam
um factor que, por sua vez, representava uma parte significativa dos tempos de serviço que cada
sector tinha de realizar. Este facto deve-se, em parte, também pela falta de rigor de trabalho que os
operários possuíam e a falta de supervisão por parte do departamento responsável, sendo que
também reflectia a pouca organização e planeamento por parte da produção.
Outras Actividades Fora da Linha
Nas actividades registadas como sendo fora da linha de painéis estas ficaram-se a dever ao mau
balanceamento de produção que a linha possuía. Este facto resultava da ausência de trabalho que
por diversas vezes alguns sectores tinham, visto que os sectores a seu montante não conseguiam
processar as peças com a mesma rapidez. No sector 1 e 4 este factor tinha uma enorme relevância,

59
visto que estes sectores tinham baixas taxas de ocupação, o que fazia com que por várias vezes
estes sectores trabalhassem em sub-rendimento ou mesmo o operário abandonasse o sector ficando
a aguardar peças para processar.
Os tempos de desperdícios registados com estas actividades são possíveis de resolver se existir um
maior equilibro de produção ao longo da linha, considerando a implementação de um sistema com
maior fluidez de material estas actividades serão convertidas de processos WIP (“Work-in-Progress”)
para processos directamente produtivos aquando do balanceamento da linha de produção,
conseguindo assim incluir estes processos no conjunto de trabalhadores da linha.
Pausas Pessoais
As pausas pessoais registadas não são de grande relevo tendo em conta a frequência de ocorrência
registada, ainda assim verificou-se que estes tempos eram efectivamente necessários para que os
trabalhadores pudessem, fora dos intervalos previstos, ir à casa de banho ou fazerem outro tipo de
pausas pessoais necessárias. Sendo que não tem grande interferência na produção da linha de
painéis estas pausas são assim consideradas como necessárias para o sistema de produção e por
isso são tidas em conta como fazendo parte do conjunto de actividades necessárias que ocorrem no
sistema.
6.1.2 Estimativa do impacto das melhorias
Para se fazer uma estimativa das melhorias de produção que ocorreriam se se conseguisse
implementar as soluções para os tempos não produtivos recorreu-se à elaboração de um estudo do
conjunto de todas as actividades que ocorrem na linha de painéis. Neste estudo então tomou-se em
consideração os tempos produtivos e não produtivos que constituem o tempo de serviço do sistema
de produção, e estimou-se o impacto que teriam as melhorias dos tempos não produtivos em cada
sector. Assim chegou-se à seguinte fórmula para o estudo do impacto, considerando os tempos de
serviço como a soma dos diferentes estados:
TServiço = TProd. + αTNão Prod. com 0 ≤ α ≤ 1 (Equação 1)
Da fórmula acima destaca-se o α como sendo a fracção dos tempos não produtivos que se estima
não ser possível de recuperar, esta fracção resulta do conjunto de medidas anteriormente referidas e
que uma vez implementadas terão um significativo impacto no tempo final de serviço da linha de
painéis. Para uma melhor estimativa teve-se em conta a proporção dos tempos de produção e não
produção que foram diagnosticados, em que nos tempos de não produção considerou-se o conjunto
de tarefas relativas a tempos de espera e de não produção. Assim foi possível determinar o resultado
das melhorias desses tempos, sendo que tem de se considerar que não é possível eliminá-los na
íntegra visto que fazem parte do sistema de produção, mas sim que devem ser reduzidos ao máximo
e continuamente para assim se conseguir uma produtividade mais elevada.

60
6.1.2.1 Resultados obtidos
Tal como foi referido anteriormente o valor da fracção de melhoria (1-α) que foi tido em conta para os
resultados de melhoria determinados é um valor ponderando todas as circunstâncias próprias de um
meio industrial que implica alguns constrangimentos a vários níveis e que por isso não é correcto nem
real avaliar-se de uma forma demasiado rigorosa os possíveis ganhos que se conseguiram obter com
as melhorias dos tempos não produtivos. Assim estimou-se uma fracção de tempo não recuperado de
α = 0.3, o que corresponde a um aproveitamento de 70% dos tempos não produtivos obtendo-se os
seguintes resultados para os diferentes sectores de linha de painéis:
Sector 1 Sector 2 Sector 3 Sector 4
Ts [Hu/P] 4.10 3.39 3.85 3.19
ρ [%] 91 75 85 71
P0[%] 9 25 15 29
Ls [P] 9.78 2.98 5.72 2.41
Ws [H] 49.20 15.02 28.79 12.12
Tab. 8 - Resultados obtidos com a melhoria dos tempos não produtivos
Numa primeira análise pode-se concluir que os sectores 1 e 3 continuam a ser os sectores com maior
taxa de ocupação, apesar de com estas melhorias já não apresentarem taxas de ocupação
superiores a 100% o que demonstra que com as melhorias dos tempos não produtivos deixariam de
estar com uma sobrecarga de trabalho, o que é um bom exemplo da importância que estas melhorias
têm no sistema de produção em análise. Outro aspecto bastante relevante neste resultado é o facto
de em média todos os sectores de produção aumentarem a sua capacidade de processamento de
peças em uma unidade por dia o que pode ser bastante importante se se tiver em conta um longo
período de produção e o impacto que isso poderá ter no conjunto de produção de um navio e no
elevado número de painéis que o constituem.
Sector 1 Sector 2 Sector 3 Sector 4
TsMelhorado [Hu/P] 4.10 3.39 3.85 3.19
Ts [Hu/P] 5.07 4.19 4.76 3.95
% Média de Melhoria no Ts 19 %
Tab. 9 - Estimativa de melhoria com aplicação de medidas para a melhorias dos tempos em não produção
Estes resultados são assim demonstrativos da importância que os tempos não produtivos têm no
sistema de produção, tal como seria de esperar esta conclusão é um bom ponto de partida para
aquilo que a filosofia Lean defende, visto que todas as melhorias alcançadas com o melhoramento
destes desperdícios não acarretam custos, mas antes uma maior atenção aos desperdícios de
produção que são muitas vezes desprezados, e que analisados mais aprofundadamente representam

61
uma fatia significativa, de cerca de 19% do tempo total de serviço, as melhorias que são possíveis
alcançar sem qualquer investimento por parte da empresa.
6.2 Balanceamento da Linha de Painéis
O balanceamento de uma linha de produção consiste em ajustar a utilização de cada um dos postos
ou estações de trabalho, para, assim, conseguir-se aproximar ao máximo o tempo de execução de
cada produto ao longo da linha de produção. A linha de produção é constituída por uma sequência de
postos de trabalho que constituem estações de trabalho dependentes entre si, em que cada estação
tem um determinado número de tarefas a executar. Se o tempo de cada uma das estações para a
produção de um produto for aproximadamente o mesmo, então, pode-se afirmar que a linha de
produção está equilibrada. No caso em que este equilíbrio não existe há um problema de
balanceamento de linha de produção (ALBP- “Assembly Line Balancing Problem”), havendo a
necessidade de realizar um estudo sobre a melhor maneira de equilibrar a linha de produção com o
objectivo de aumentar a sua eficiência de produção.
Para o fabrico de um produto ao longo de uma linha de produção é preciso para isso que o trabalho
se divida num conjunto de operações elementares, em que cada tarefa ao longo da linha de produção
leva a um determinado tempo a ser executada, tempo de tarefa, que necessita para ser realizado um
determinado equipamento e/ou operador especializado. Tem-se, então, de introduzir os
constrangimentos, tanto na questão tecnológica, como na questão organizacional.
Tendo tudo isto em conta e depois de algumas simulações num programa de gestão de produção,
nomeadamente o software “Tecnomatix Plan Simulation”, consegue-se obter um resultado positivo
para o balanceamento de linha de painéis. Nas simulações que foram realizadas teve-se em conta
vários factores que poderiam variar de modo a que se conseguisse obter uma boa relação entre a
produtividade da linha e o aumento de custos relativos às mudanças a operar, visto isto passa-se a
explicar a solução que se propõe para o balanceamento da linha de produção.
Com vista a um aumento de produção da linha de painéis e fazendo uma análise do conjunto de
tarefas que se realizam ao longo da linha, redistribuiu-se o conjunto de tarefas para assim se
conseguir um melhor balanceamento de todas as estações de trabalho. Considerando os resultados
obtidos anteriormente pode-se facilmente perceber que os sectores 1 e 3 são os que mais
necessitam de um reajustamento de tarefas adjudicadas, para que se consiga um aumento da taxa
de chegada de painéis ( ) com o balanceamento da linha. Nesta nova configuração da linha de
painéis propõe-se que sejam adicionados dois operários ao conjunto dos já existentes para assim se
conseguir balancear os sectores e aumentar a produção de painéis.
Situação actual Cenário melhorado
[P/h] 0.20 0.265
Qd [P/d] 3.41 4.55
Aumento de Produção 33.35%
Tab. 10 - Valores obtidos no balanceamento de da linha de produção.
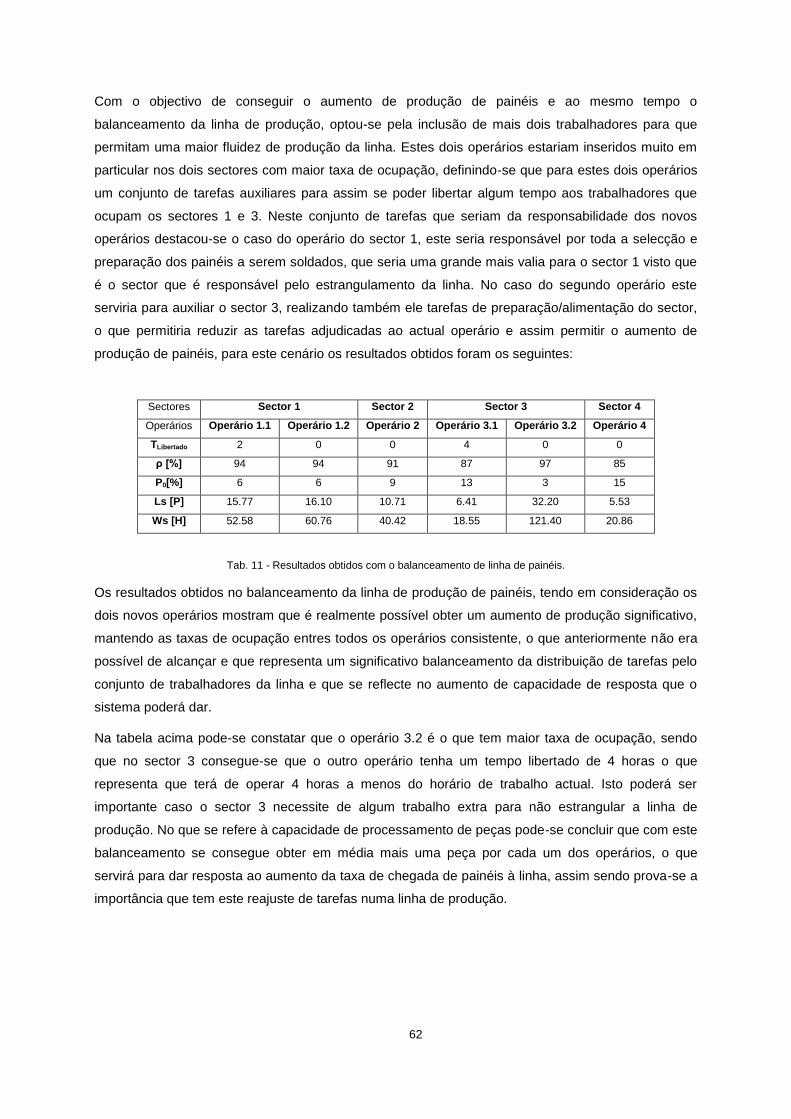
62
Com o objectivo de conseguir o aumento de produção de painéis e ao mesmo tempo o
balanceamento da linha de produção, optou-se pela inclusão de mais dois trabalhadores para que
permitam uma maior fluidez de produção da linha. Estes dois operários estariam inseridos muito em
particular nos dois sectores com maior taxa de ocupação, definindo-se que para estes dois operários
um conjunto de tarefas auxiliares para assim se poder libertar algum tempo aos trabalhadores que
ocupam os sectores 1 e 3. Neste conjunto de tarefas que seriam da responsabilidade dos novos
operários destacou-se o caso do operário do sector 1, este seria responsável por toda a selecção e
preparação dos painéis a serem soldados, que seria uma grande mais valia para o sector 1 visto que
é o sector que é responsável pelo estrangulamento da linha. No caso do segundo operário este
serviria para auxiliar o sector 3, realizando também ele tarefas de preparação/alimentação do sector,
o que permitiria reduzir as tarefas adjudicadas ao actual operário e assim permitir o aumento de
produção de painéis, para este cenário os resultados obtidos foram os seguintes:
Sectores Sector 1 Sector 2 Sector 3 Sector 4
Operários Operário 1.1 Operário 1.2 Operário 2 Operário 3.1 Operário 3.2 Operário 4
TLibertado 2 0 0 4 0 0
ρ [%] 94 94 91 87 97 85
P0[%] 6 6 9 13 3 15
Ls [P] 15.77 16.10 10.71 6.41 32.20 5.53
Ws [H] 52.58 60.76 40.42 18.55 121.40 20.86
Tab. 11 - Resultados obtidos com o balanceamento de linha de painéis.
Os resultados obtidos no balanceamento da linha de produção de painéis, tendo em consideração os
dois novos operários mostram que é realmente possível obter um aumento de produção significativo,
mantendo as taxas de ocupação entres todos os operários consistente, o que anteriormente não era
possível de alcançar e que representa um significativo balanceamento da distribuição de tarefas pelo
conjunto de trabalhadores da linha e que se reflecte no aumento de capacidade de resposta que o
sistema poderá dar.
Na tabela acima pode-se constatar que o operário 3.2 é o que tem maior taxa de ocupação, sendo
que no sector 3 consegue-se que o outro operário tenha um tempo libertado de 4 horas o que
representa que terá de operar 4 horas a menos do horário de trabalho actual. Isto poderá ser
importante caso o sector 3 necessite de algum trabalho extra para não estrangular a linha de
produção. No que se refere à capacidade de processamento de peças pode-se concluir que com este
balanceamento se consegue obter em média mais uma peça por cada um dos operários, o que
servirá para dar resposta ao aumento da taxa de chegada de painéis à linha, assim sendo prova-se a
importância que tem este reajuste de tarefas numa linha de produção.

63
6.3 Tempos Produtivos
Após a análise dos tempos não produtivos surge agora a necessidade de algumas medidas que
solucionem os tempos considerados como produtivos, para isso e de uma forma sustentada, propõe-
se a optimização dos processos de produção usados. Neste subcapítulo abordam-se algumas
soluções para facilitar a produção de painéis na linha, através de mecanismos de automação que
ajudam a realização dos processos/tarefas utilizados, passando também por questões de layout que
poderão ser alteradas para o melhoramento da produção.
As soluções que se preconizam vão ao encontro dos possíveis ganhos de produção que são
possíveis alcançar com a aquisição de novos equipamentos e com o melhoramento do layout actual,
estas soluções serão explicadas de seguida e apresentados os melhoramentos que serão possíveis
de alcançar com a sua implementação.
6.3.1 Equipamentos / Mecanismos de Automação
Tendo em consideração que os actuais equipamentos que existem na linha de painéis já apresentam
alguns sinais de desgaste fruto do intenso uso na produção de painéis é possível perceber que é
importante pensar na substituição dos mesmos, mas com a preocupação de tentar encontrar
soluções com maiores índices de automação, visto que os actuais equipamentos devido à sua idade
de fabrico estão um pouco desactualizados.
Na perspectiva de se encontrarem soluções para os actuais equipamentos propõe-se de seguida
alguns mecanismos que poderiam ser aplicados na linha de produção, indo ao encontro de algumas
das necessidades que foram possíveis de constatar, procurando um nível superior de automação no
reforço de painéis.
Plataforma de Junção de Painéis
Constatando as enormes dificuldades que o operário do sector 1 tinha no processo de
manuseamento e junção de painéis, cumprindo os requisitos das juntas a solda, projectou-se uma
plataforma de junção de painéis através de soldadura por pontos que irá facilitar o trabalho do
operário do sector 1. Esta plataforma servirá como a primeira estação de trabalho da linha de
produção e terá a responsabilidade de juntar os painéis a serem soldados, evitando assim que esta
tarefa se realize na área que antecede o equipamento de soldadura por FCB, visto que este espaço é
de dimensões reduzidas atendendo às dimensões dos painéis e que por isso dificulta em muito o
manuseamento e soldadura dos mesmos.
Esta plataforma estará ligada à área que antecede a soldadura por FCB o que permitirá aumentar a
fluidez de processos de junção e alimentação de painéis a linha, esta solução prevê-se ser uma
grande ajuda no que respeita ao estrangulamento do sector 1 que se constatou ser o sector critico da
linha de painéis.

64
Esta plataforma estará equipada com um equipamento de soldadura por pontos portátil já existente
no sector 1, este equipamento irá encontrar-se suspenso num aro instalado na plataforma de forma a
tornar o mais fácil possível o seu uso na soldadura de juntas.
Fig. 32 - Esboço da Plataforma de Junção de Painéis a serem Soldados.
Tendo em consideração as vantagens que esta plataforma trará a produção da linha, estimou-se o
impacto que traria nos tempos de produção da mesma, por isso apresentamos a tabela que se segue
com as reduções estimadas. Os valores apresentados demonstram a importância que este
equipamento poderia significar nomeadamente nas tarefas de manuseamento de painéis e na
soldadura por pontos que passariam a ser realizados sobre esta plataforma.
Sector 1 Tempo de Ciclo
Actual [hrs] % de
Tempo % Estimada de
Redução % de
Tempo Tempo de Ciclo Estimado [hrs]
Manuseamento de Painéis
0.80 13.69%
35%
8.90% 0.52
Soldadura por Pontos
0.71 12.15% 7.90% 0.46
Total 1.52 25.84% 16.79% 0.98
Tab. 12 - Tabela de melhoria estimadas com a aplicação de uma plataforma de junção de Painéis
Tal como se pode constatar pelos valores apresentados na tarefa acima, o manuseamento de painéis
representa 14% do conjunto de tarefas desenvolvidas pelo sector 1, levando a concluir que esta
tarefa tem uma grande importância no desenvolvimento da produção deste sector. Indo ao encontro
desta constatação esta plataforma serve para tentar reduzir ao máximo os tempos gastos no
manuseamento de painéis mas também na soldadura por pontos dos mesmos, tendo estas tarefas
uma percentagem de 25% no seu computo geral. Estimou-se que com a inclusão desta plataforma
será possível reduzir estes tempos em cerca de 35%, o que representa um significativo aumento de
disponibilidade do sector 1 que assim vê reduzido em cerca de 10% o tempo gasto na preparação
dos painéis e retira a precedência existente relativamente ao processo de soldadura por FCB que
assim poderá ser efectuada ao mesmo tempo que ocorre a junção de painéis.
Com independência de tarefas criada por esta plataforma é possível a inclusão de mais um operário
tal como foi sugerido anteriormente, e eliminando um dos principais problemas de linha tal como se
diagnosticou no sector 1 e que residia na alimentação de painéis e em todo o estrangulamento que
produzia na restante linha de produção.

65
Carrinho de Transporte de Cassetes de Perfis
Indo ao encontro das necessidades diagnosticadas na linha de painéis, nomeadamente no sector 3
que representa o segundo sector com maiores taxas de ocupação da linha registadas, e constatando
que o operário deste sector colocava a cassete de perfis sobre um painel em processamento na linha
e com isso bloqueava o escoamento de material, propõem-se um carrinho de transporte de cassete
de perfis que é usado em linhas de reforço de painéis e que sua utilização traz inúmeras vantagens
na colocação de perfis.
Este carrinho estará assente tal como o pórtico de colocação de perfis em carris que se encontram ao
longo da linha, e que permite que este carrinho possa deslocar-se em todo o comprimento da linha e
independentemente do pórtico de colocação de perfis tal como a imagem abaixo demonstra. Este
mecanismo permite assim que os painéis possam continuar a ser deslocados ao longo da linha sem
que a cassete de perfis os impeça, conseguindo-se aumentar a fluidez de material em toda a linha.
Fig. 33 - Trolley de transporte de Cassetes de Perfis numa Estação de colocação de Perfis [31]
Tendo em consideração todas as vantagens anteriormente referidas que este mecanismo poderá
trazer a linha de painéis, estimou-se o impacto nos tempos que produção que se teria caso se aplica-
se na actual linha de produção, a tabela que se segue apresenta as reduções estimadas. Os valores
apresentados referem-se as tarefas que estão directamente relacionadas com o uso deste
mecanismo contudo e como já foi referido, o facto de este permitir uma maior fluidez de material é
algo que não se consegue quantificar linearmente tendo em conta o impacto em todo o sistema de
produção. Assim, as tarefas que são tidas em conta nesta estimativa são o posicionamento da
cassete de perfis na linha e a reposição de perfis na cassete.
Sector 3 Tempo de Ciclo
Actual [hrs] % de
Tempo % Estimada de
Redução % de
Tempo Tempo de Ciclo Estimado [hrs]
Posicionamento de Cassete de Perfis
0.22 4.07%
30%
2.85% 0.15
Reposição de Perfis na Cassete
0.08 1.53% 1.07% 0.06
ResultadoTotal 0.30 5.60% 3.92% 0.21
Tab. 13 - Tabela de melhorias estimadas com a aplicação de um carrinho de transporte de cassete de Perfis

66
Nas tarefas de posicionamento e recarregamento da cassete de perfis com este mecanismo será
possível estimarmos uma redução de 30% dos tempos gastos em produção. Nesta analise é
importante ter em conta que também se torna possível fazer uma melhor gestão entre os espaços
pelos quais as estações se podem movimentar ao longo da linha e com isso aumentar a mobilidade
do sector 3, que assim poderá posicionar os perfis numa área maior de painéis. Neste sector esta
implementação torna assim mais fácil todo o processo de alimentação de perfis a linha, sendo que
esse factor não se reflecte directamente de forma significativa na taxa de ocupação do sector 3 visto
que este sector tem uma elevada taxa de ocupação.
Assim com este carrinho de transporte estima-se que o sector 3 obtenha um maior flexibilidade de
produção visto que tornará possível uma melhor gestão do espaço relativo a linha de painéis e com
isso reduzir ao máximo a congestionamento de painéis.
Da tabela acima podemos salientar que o posicionamento de cassete de perfis representa quase 15
minutos por cada painéis processado no sector 3, o que evidencia que se terá uma margem grande
de melhoramento se tivermos em conta todo o impacto que ser poderá ter com a sua implementação.
Estação de Colocação de Reforços Automatizada
Com o aumento das necessidades de produção que poderão ser necessárias de disponibilizar em
particular nas linhas de produção de painéis reforçados, já existe equipamento de colocação de perfis
automatizado, recorrendo a aplicação de controladores lógicos programáveis (CLP). Estes
equipamentos tornam assim possível o processo de colocação de perfis recorrendo ao uso de
sistemas de controlo de processos que estão presentes em varias outras indústrias, e que permitem
melhorias de produção a vários níveis, visto que retira uma grande influência humana em vários
processos. O uso destes controladores permite nas mais diversas condições industriais, a ligação
entre um computador as diversos sensores e actuadores que tornam possível o uso desta tecnologia
no comando de motores eléctricos, pneumáticos ou hidráulicos usados em linhas de painéis. Estes
controladores permitem inúmeras combinações de entrada e saída de processamento de informação
o que se reflecte em elevadas velocidades de resposta com reduzidas tolerâncias dimensionais de
fabrico.
Com este objectivo surge então o equipamento de colocação e soldadura automatizado que permite
estimarmos ganhos de produção que poderiam ser alcançados, caso se opta-se por implementar esta
tecnologia ao sector 3 da linha de reforço de painéis. De seguida apresenta-se o exemplo de um
equipamento que é usado neste tipo de linhas, tal como o interface que tem com o operador do
sector, neste equipamento o posicionamento dos perfis é da responsabilidade da monitorização do
operário mas o processo de soldadura por pontos é totalmente automático, permitindo que se consiga
garantir com qualidade a correcta colocação de perfis, sem que existam falhas no contacto entre os
perfis e o painéis.

67
Fig. 34 - Equipamento de colocação de perfis e soldadura por pontos automatizado [30]
Analisando os actuais tempos de produção nos processos de posicionamento de perfis e na
soldadura dos mesmos, percebe-se rapidamente que estas duas tarefas representam a grande parte
do trabalho desenvolvido pelo operário do sector 3, sendo estes processos são os de maior
importância. Assim e tentando perceber quais os impactos que este tipo de equipamento poderia
trazer a linha de painéis e em particular ao sector apresentamos de seguida uma tabela que mostrar
os valores possíveis de obter.
Sector 3 Tempo de Ciclo
Actual [hrs] % de
Tempo % Estimada de
Redução % de
Tempo Tempo de Ciclo Estimado [hrs]
Posicionamento de
Perfis 0.84 15.43%
35%
10.03% 0.55
Soldadura por
Pontos 2.12 38.91% 25.29% 1.38
Resultado Total 2.96 54.34% 35.32% 1.92
Tab. 14 - Tabela de melhorias estimadas com a implementação de uma estação de colocação de reforços automatizada
Tal como podemos ver da tabela acima o processo de soldadura por ponto representa quase 40% de
todas as tarefas que são realizadas no sector 3, sendo por isso de considerar um mecanismo que
automatiza esta tarefa que contabiliza mais de 2 horas em media que são gastos em cada painel para
se conseguirem soldar todos os seus perfis, este tempo deve-se aos inúmeros perfis que cada painel
tem e que somado representa grandes comprimentos de soldadura por pontos. A redução do tempo
gasto neste processo poderá trazer enormes ganhos de produção e permitir um maior automatismo
de processos que seria uma grande mais valia para a linha de painéis. Assim estimou-se que seria
possível reduzir cerca de 35% dos tempos de produção que actualmente são necessários para o
posicionamento e soldadura dos perfis, este valor representa bem os ganhos que se podem alcançar
com maiores índices de automação aplicada a realização destes processos, é um grande avanço na
industria naval que ainda esta a dar os primeiros passos na área de automação industrial.
Podemos concluir através dos valores obtidos que com este equipamento poderíamos reduzir
significativamente o tempo de ciclo do sector 3, estimando-se que essa melhoria poderia representar
mais do que 1 hora a menos por cada painel a processar, aumentando a disponibilidade do sector
para uma maior necessidade de resposta a chegada de painéis.

68
6.4 Implantação
A implantação existente na empresa IHC Merwede apresentava já alguns anos de implementação
sem sofrer grandes alterações, o que demonstrava bem a necessidade de alguns reajustes a ter em
conta para o seu melhoramento. Para demonstrar isso mesmo começa-se por apresentar o layout
geral passando de seguida ao layout do hall de reforço de painéis para se conseguir referir e
perceber todos os ajustes que deveriam ser feitos.
6.4.1 Layout - Geral
O layout geral de sistema produtivo é um factor com bastante importância para qualquer empresa,
sendo ainda de maior importância no caso da construção naval uma vez que se operam peças de
grandes dimensões e com uma manobrabilidade muito reduzida. Para além disso também tem de se
referir as grandes dimensões que o casco de um navio ocupa no hall o que muitas vezes é um facto
limitativo neste tipo de indústria e que realça a importância do layout existente e a sua influência nas
várias fases de produção de navios.
Na figura que se segue mostra-se o layout geral, destacando o fluxo de material que decorre até à
chegada do material à linha de painéis, de realçar os vários locais de buffer de material existentes no
hall geral, o que tem uma enorme importância em todas as etapas da construção do casco, pois está
em causa a alimentação de diverso tipo de material, tanto para a construção de secções como para a
montagem do casco na rampa de lançamento do navio.
Sendo:
1 Linha de Reforço de Painéis 5 Área de Armazenamento de Perfis
2 Área de Descarga de Material 6 Área de Recepção de Material da Metalix
3 Área da Plataforma de alimentação da Linha de Painéis 7 Área Armazenamento de Equipamentos Diversos
4 Área de Plataforma de carga Painéis
Fig. 35 - Acutal layout geral de produção da empresa IHC Merwede.

69
Na figura acima destaca-se o fluxo de material que ocorre entre o departamento de tratamento de
material, Metalix, até ao hall da linha de reforço de painéis. Neste percurso a distância que o material
tem de percorrer é de cerca de 90 metros, o que é um valor a ter em conta devido ao tempo que essa
operação demora em todos os momentos de produção. Outro aspecto a referir é o facto de um dos
operários relativos à linha de painéis ser responsável por seleccionar o conjunto de painéis e perfis
que irão ser processados na linha, esta selecção deverá ter em consideração a ordem pela qual
descarrega o material no hall da linha para facilitar o trabalho aos restantes operários.
6.4.2 Layout – Linha de Painéis
Surgiu a necessidade de uma mudança de layout para assim se resolverem inúmeros problemas
detectados no que se refere a transportes incorrectos, movimentos de operadores e de material
desnecessários no hall, para isso se propor uma nova configuração do layout actual para resolver
alguns destes problemas, visando um aumento de fluência de materiais e uma melhor interacção
entre os diversos sectores ao longo na linha de painéis.
Esta nova implementação deverá ser sustentada com a aplicação de um plano com base na filosofia
5’s de forma a conseguir-se um ambiente limpo, organizado, prático e seguro, tornando as tarefas
dos operários nos postos de trabalho mais fáceis e agradáveis. Neste plano também deverá ser tido
em atenção a existência de uma bancada de apoio com ferramentas necessárias e bem identificadas
para cada posto de trabalho para facilitar e tornar mais intuitivo o trabalho dos operários e assim
contribuir para uma maior flexibilidade e independência de cada sector de produção.
Apresenta-se o actual layout da linha de Painéis e o respectivo fluxo de material e em comparação o
layout sugerido para se perceber a sugestão da nova disposição e de fluxo de material do layout
proposto:
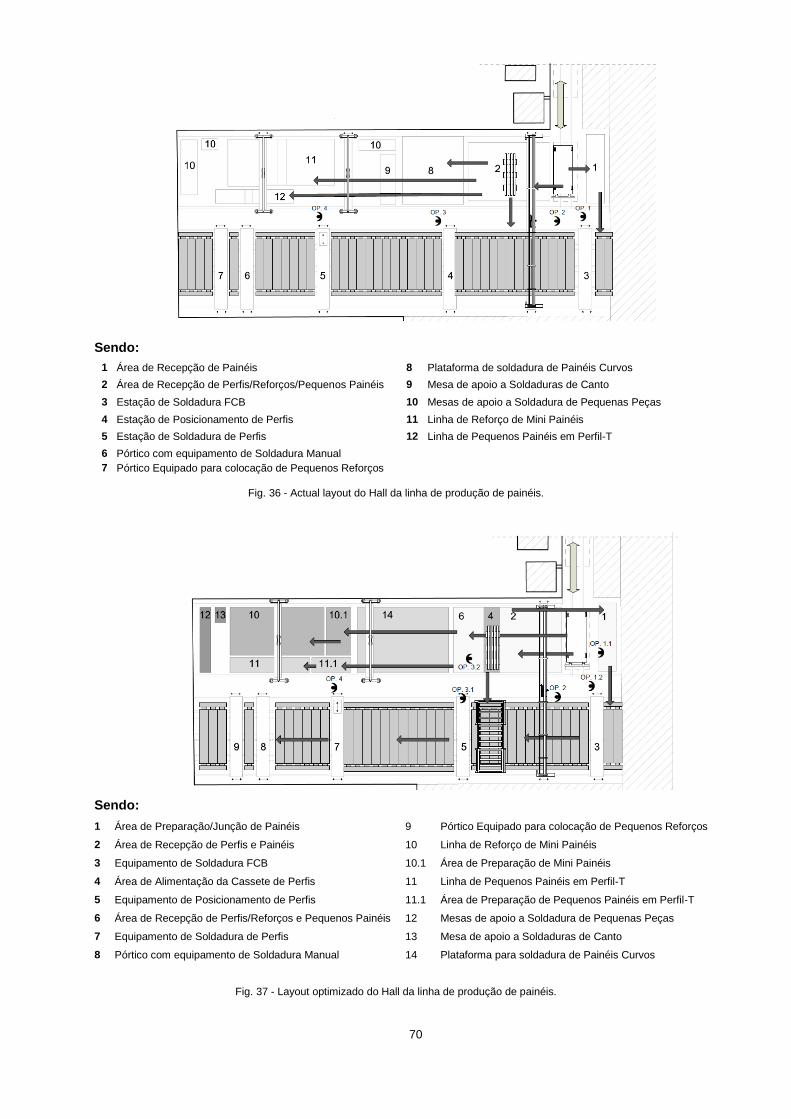
70
Sendo:
1 Área de Recepção de Painéis 8 Plataforma de soldadura de Painéis Curvos
2 Área de Recepção de Perfis/Reforços/Pequenos Painéis 9 Mesa de apoio a Soldaduras de Canto
3 Estação de Soldadura FCB 10 Mesas de apoio a Soldadura de Pequenas Peças
4 Estação de Posicionamento de Perfis 11 Linha de Reforço de Mini Painéis
5 Estação de Soldadura de Perfis 12 Linha de Pequenos Painéis em Perfil-T
6 Pórtico com equipamento de Soldadura Manual
7 Pórtico Equipado para colocação de Pequenos Reforços
Fig. 36 - Actual layout do Hall da linha de produção de painéis.
Sendo:
1 Área de Preparação/Junção de Painéis 9 Pórtico Equipado para colocação de Pequenos Reforços
2 Área de Recepção de Perfis e Painéis 10 Linha de Reforço de Mini Painéis
3 Equipamento de Soldadura FCB 10.1 Área de Preparação de Mini Painéis
4 Área de Alimentação da Cassete de Perfis 11 Linha de Pequenos Painéis em Perfil-T
5 Equipamento de Posicionamento de Perfis 11.1 Área de Preparação de Pequenos Painéis em Perfil-T
6 Área de Recepção de Perfis/Reforços e Pequenos Painéis 12 Mesas de apoio a Soldadura de Pequenas Peças
7 Equipamento de Soldadura de Perfis 13 Mesa de apoio a Soldaduras de Canto
8 Pórtico com equipamento de Soldadura Manual 14 Plataforma para soldadura de Painéis Curvos
Fig. 37 - Layout optimizado do Hall da linha de produção de painéis.

71
No novo layout da linha de reforço de painéis destaca-se, numa primeira análise, a criação de uma
área de preparação de painéis que não existe na actual, e que resultará numa maior facilidade de
junção de painéis através da soldadura por pontos. A existência desta área vai ao encontro das
dificuldades que o operário do sector 1 tem na junção de painéis devido às suas elevadas dimensões
e do curto espaço que este sector tem para os manusear e juntar os painéis com as tolerância
definidas. Nesta área prevê-se a existência de uma plataforma própria para essa junção de painéis
que terá ligação à linha de produção, o que poderá facilitar muito todo o tempo que decorre na
preparação de painéis para a sua soldadura por arco submerso.
Outra diferença bastante importante é a diferenciação na ocupação de espaços de recepção de
material, o que tem bastante importância devido à selecção que se poderá fazer com esta divisão.
Nesta divisão destaca-se uma área reservada para a alimentação da cassete de perfis, tal como uma
área reservada para a recepção de grandes painéis e outra para pequenos painéis/reforços e perfis,
com esta divisão procura-se uma alimentação da linha mais equilibrada, permitindo com isso um
melhor aproveitamento de todo o comprimento da linha de produção, evitando a proximidade entre a
área de alimentação de perfis com o sector de controle e remarcação de painéis, prevenindo assim a
existência de buffers e estrangulamentos entre sectores que prejudicam a fluência de produção.
Devido aos vários defeitos detectados e provenientes do layout actual sugeriu-se esta nova
disposição de áreas no hall da linha de reforço de painéis, procurando assim contribuir para a
existência de um fluxo de material mais directo e claro da linha de painéis, evitando movimentos e
transportes desnecessários por parte dos operários e de matéria-prima indo ao encontro de uma
organização e optimização do espaço existente.

72
7. Conclusões e Trabalho Futuro
7.1 Conclusões
O estudo aqui apresentado consistiu na análise de uma linha de reforço de painéis inserido no
sistema de produção do estaleiro naval IHC Merwede. Desenvolveu-se o presente tendo por base a
seguinte estrutura lógica: exposição teórica aplicada ao sistema de produção, elaboração do
diagnóstico, identificação dos sectores críticos e apresentação de soluções aos problemas
detectados.
Através das soluções sugeridas conseguiu-se dar uma resposta clara e concreta aos objectivos
inicialmente traçados, visando a linha de produção de reforço de painéis.
Tendo em consideração os resultados obtidos através da engenharia dos métodos e estudo
dos tempos detectou-se dois principais tipos de desperdícios de produção, que no seu
cômputo geral representavam 28% dos tempos totais de produção registados: tempos de
espera e tempos de não produção.
A anulação dos desperdícios mencionados levou, em termos gerais, à tomada de medidas
que passam pela adopção de um maior rigor profissional por parte dos operários em
conjugação com uma maior supervisão e coordenação dos responsáveis de produção, no
sentido da anulação de sectores em sobrecarga de trabalho e em consequência um aumento
de fluência de produção da linha. Representando uma melhoria de cerca de 20% do tempo
médio de serviço em todos os sectores de produção.
Na sequência da aplicação das medidas que visam a anulação dos desperdícios e com base
nos valores obtidos em fase de diagnóstico surgiu a necessidade de propor o balanceamento
da linha de produção. Só com a eliminação dos desperdícios não seria possível alcançar um
aumento significativo de produção de painéis, visto que existiam dois sectores com taxas de
ocupação elevadas, tendo isto como base surgiu como necessidade propor um
balanceamento da linha para se conseguirem alcançar níveis de produção superiores.
Estimou-se que com a inclusão de mais dois operários e o reajustamento de tarefas
efectuadas se conseguiria obter um melhoramento de 34% na produção efectiva de painéis.
Relativamente aos tempos de produção considerados sugeriram-se soluções ao nível da
aquisição de novos equipamentos que permitam maiores índices de automação de
processos de produção. Os equipamentos referidos foram três, com diferentes funções e
aplicabilidades: plataforma de junção de painéis que facilita a junção de painéis através da
soldadura por pontos, a aplicar no sector 1 anulando a precedência da tarefa de junção de
painéis com a da sua soldadura por FCB, tornando mais eficiente a alimentação de painéis a
linha; carrinho de transporte da cassetes de perfis para posicionamento em painéis que
facilita a sequência de posicionamento de perfis a colocar em painéis, a aplicar no sector 3 e

73
equipamento de colocação de perfis e soldadura por pontos automatizado a aplicar no sector
3, que permite através de um Controlador Lógico Programável (CLP), a soldadura de pontos
por parte do equipamento necessitando só da monitorização por parte do operário.
Quanto ao actual layout da linha o mesmo sofria de graves debilidades de funcionamento
devido à antiguidade da sua implementação, tendo sido sugerido um novo layout, com um
reajuste da ocupação de espaços de recepção/triagem de matérias, com o objectivo de
melhorar a alimentação de material à linha, aproveitando o comprimento de toda a linha e
considerando as áreas de separação entre os diferentes sectores.
Os processos de soldadura abordados surgiram com a necessidade de se perceber as
possíveis melhorias a alcançar com a aplicação de novas tecnologias de soldadura que
estão a ser utilizadas internacionalmente por estaleiros navais com maior evolução
tecnológica. Apesar dos tempos de soldadura registados serem substancialmente inferiores a
dos os processos de produção a eles anexos tal como os seus custos, teve-se em
consideração os tempos de soldadura praticados no reforço de painéis, apresentando-se
uma nova tecnologia de soldadura, a soldadura por laser híbrido. A aplicação da soldadura
por laser híbrido implica grandes mudanças quer ao nível de formação por parte dos
operários quer ao nível dos equipamentos utilizados o que poderá ser um grande entrave a
sua aplicação neste indústria. Mesmo assim conclui-se que o uso desta tecnologia traz
inúmeras mais valias quer ao nível metalúrgico quer ao nível de produção e que será uma
solução a considerar num futuro próximo.
Assim, e no intuito futuro de implementação deste estudo deverá ser tomado em consideração a
necessidade de formação contínua de todos os órgãos das diferentes hierarquias da empresa, uma
vez que só tendo por base um objectivo comum será possível efectuar alterações ao nível proposto.
Com o desenvolvimento deste trabalho espera-se que o mesmo sirva de motivação futura para a
empresa tentar atingir níveis superiores de produção, conseguindo com isso ir ao encontro das
exigências de mercado que têm vindo a ser cada vez mais elevadas e que só com a conjugação de
um maior rigor organizacional e operacional será possível alcançar.
Conclui, como autor, que o presente trabalho realizado na empresa IHC Merwede foi extremamente
aliciante do ponto de vista de iniciativa pessoal num estaleiro naval e serviu como uma boa
ferramenta de iniciação profissional, indo ao encontro das expectativas inicialmente propostas.
Tendo, porém, e em consciência que muito do trabalho realizado poderá servir como um bom ponto
de partida para a implementação real de uma nova filosofia de controlo e gestão de produção.

74
7.2 Trabalhos Futuros
Pela necessidade constatada ao longo do estudo efectuado sugerem-se como trabalhos futuros os
seguintes temas: criação e implementação de um plano de manutenção a aplicar à linha de produção
devido aos inúmeros problemas detectados na mesma e à sua influência na produção da linha;
criação de um Lean Office de maneira a responder à aplicação da filosofia Lean a outras etapas de
produção inseridas no plano de produção de navios; análise de custos de implementação da
soldadura por laser híbrido em todas as etapas de produção existentes ao longo da construção dos
navios.
As inúmeras interrupções de produção devido aos problemas que os equipamentos apresentavam e
as conversações mantidas com os técnicos de manutenção do estaleiro levaram a concluir que havia
uma grande falha na área da manutenção, sendo que esta nem era considerada, havendo uma
atitude reactiva e não pró-activa como seria desejado. Esta necessidade leva à criação e
implementação de um plano de manutenção.
Com a criação de um Lean office pretende-se ir ao encontro das exigências da competitividade dos
mercados mundiais, aplicando a filosofia Lean a todas as etapas de produção existentes ao longo da
construção de navios, nomeadamente na etapa de montagem do casco que é, sem margem de
dúvida, o Bottleneck (etapa estranguladora) de todo o processo de construção.
Pelo impacto positivo registado ao nível dos tempos de produção na aplicação da soldadura por laser
híbrido surge a necessidade de entender quais os reais custos de adaptação dos processos de
soldadura actuais ao de laser híbrido, no sentido de se perceber a viabilidade da sua aplicação em
termos de custos e influência no preço final dos navios a produzir.

75

76
8. Referências Bibliográficas
1- James M. Morgan, Jeffrey K. Liker, The Toyota Product Development System, Productivity
Press, 2006 .
2- Melton, T., The Benefits of Lean Manufacturing, What Lean Thinking has to offer the process
Industries. MIME Solutions Ltd, UK, Junho 2005 .
3- Ohno, T.,Toyota, Production System: Beyond Large-Scale Production, Produtivity Press,
Portland, Oregon, 1988 .
4- A.Courtois, M. Pillet, C. Martin, Horácio Costa, Gestão da Produção, Lidel, 4ºedição 1997 .
5- James P. Wormack and Daniel T. Jones, Lean thinking: Banish waste and create wealth in
your corporation., New York Simon &. Schuster 1996 .
6- Womack, J.P., Jones, D.T., Ross D., The Machine that changed the world, Macmillan
Publishing, New York, 1990 .
7- Holweg, M., The genealogy of lean production, Journal of Operations Management 27, 2007 .
8- Liker, J.K., The Toyota Way. MacGraw-Hill Companies, Inc., New York, 2004 .
9- Poppendieck, Mary., Principles of Lean Thinking, Poppendieck. LLC, 2002 .
10- Alukal, G., Creat a Lean, Mean Machine, Quality Progress, 2003 .
11- Cakmakci, M., Progress improvement: Performance analysis of the Setup time reduction-
Smed in automobile industry. Engineering Faculty Industrial Engineering Department, Dokuz
Eylul University, Bornova Turkey, 2008 .
12- Scherrer-Rathje, M., Boyle, T.A., Deflorin P., Lean, take two! Reflections from the second
attempt at Lean Implementation, 2009.
13- Ross&Associates Environmental Consulting, Ltd.. Findings and Recommendations on Lean
Production and Environmental Management Systems in the Shipbuilding and Reapir Sector,
2004.
14- Arbós, L.C.., Design of a rapid response and high efficiency service in production principles:
Methodology and evaluation of variability of performance, Int. J. Production Economics, 2002 .
15- Ohno, T. Toyota Production System: Beyond Large-Scale Production. Produtivity Press,
Portland, Oregon, 1988 .
16- Luis Vieira, Tese de Mestrado em Aplicação de Lean Manufacturing na Linha Productiva da
Fedima Tyres, Instituto Superior Tecnico, 2010 .
17- Henriques E., Peças P., Gestão da Produção. Instituto Superior Tecnico .
18- Parrie, J., ”Minimize waste with the 5S system” PFM Production 2007 .
19- Abdulmalek, F.A., Rajgopal, J., Analyzing the benefits of lean manufacturing and value stream
mapping via simulation: A process sector case study, Int J. Production Economics 107 223-
236, 2007 .

77
20- Bertholey, F., Bourniquel, P., Rivery, E., Coudurier, N., Follea, G., Méthodes d’amelioration
organisationnelle appliquées aux activités des établissements du transfusuion saguine(ETS):
Lean Manufacturing, VSM, 5S, Transfusion Clinique et Biologique, 16 93-100, 2009 .
21- Liker, J., and T. Lamb. Lean Manufacturing Principles Guide. A Guide to Lean Shipbuilding.
University of Michigan, Ann Arbor, Michigan. 2000 .
22- Lamb, Thomas. World-Class Shipbuilders: Thier Productivity and Use of Lean Manufacturing
Principles. SNAME Transactions, 2001 .
23- Luis Filipe Cabedal de Oliveira, Tese de Mestrado em Efeito de variabilidade no Desempenho
de Sistemas Produtivos, Instituto Superior Tecnico, 2009 .
24- J.T. Black, The Design of the Factury with a Future, McGraw-Hill, New York 1991
25- Becker, Christian; Scholl, Armin, A survey on problems and methods in generalized assembly
line balancing”, September 2004 .
26- Damir kolić, Rijeka, Phd dissertation,” Methodology for Improving flow to achieve lean
manufacturing in shipbuilding”, 2011 .
27- F. Schutter, Tese de Mestrado na Universidade de Delf, Add-on module to generate
preliminar planning of a panel line at IHC Krimpen Shipyard, 2008.
28- Joram Schurink, Tese na Universidade de Delft, Consequenses of varying for Deckhouse
wall, 2008 .
29- Aguiar, Giancarlo F., Peinado, Jurandir, Graeml, Alexandre R., Simulações de arranjos fisicos
por producto e balanceamento de uma linha de produção: O estudo de um caso real no
ensino para estudantes de engenharia., XXXV Congresso Brasileiro de Educação em
Engenharia. Cobenge 2007.
30- The Automation and Integration of Production Processes in Shipbuilding, Fivos Andritsos;
Juan Perez-Prat, DG Enterprise, unit E.6, Junho 2000.
31- Fonte: Thomas, G., Seward, M., Ship Production Lectures, Australian Maritime College, 2009.
32- ISEL - DEEC – SST, Modelos e Simulação em Sistemas de Telecomunicações Nuno
Cota,2009 .
33- Claudia Pereira, Tese em Matematica, Uma Introdução ás filas de espera, Julho de 2009.
34- Brockmeyer, E., Halstrom, Jesen, A. (1948), The life and works of A. K. Erlang, Transactions
os the Danish Academy of technical Science, No. 2, pp 1-288 .
35- Apontamentos das Aulas, Prof. Artur Barreiros, IST, 2001.
36- Prof. Dr. Marcos Mendes de Oliveira Pinto, Escola politécnica da universidade de São Paulo,
Departamento de engenharia naval e oceânica, Desenvolvimento e aplicação de método para
definição da estrutura de produto de um navio tanque (suezmax) com aplicação de
planejamento, programação e controle da produção num estaleiro, 2007.
37- Fivos Andritsos; Juan Perez-Prat, The Automation and Integration of Production Processes in
Shipbuilding, , DG Enterprise, unit E.6, Junho 2000.
38- E.M. Dias Lopes, R. M. Miranda, Metalurgia da Soldadura, Edições Técnicas do Instituto de
Soldadura e Qualidade.

78
39- José F. Oliveira Santos, Luisa Quintino, Processos de Soldadura, Edições Técnicas do
Instituto de Soldadura e Qualidade .
40- Shipbuilder Association of Japan. Shipbuilding Stat, Mar. 2008.
41- Takeuchi and Suga. Robot Welding of Large Structures. Seizado.
42- D.W. Miller Welding Automation in Japanese ShipBuilding. Welding & Metal Fabrication, Mar.
2000.
43- Eng. Ricardo A. Fedele, Soldagem na Indústria Naval moderna: materiais e processos, Artigo
Publicado na revista soldagem & inspeção – Brasil, 2006.
44- Mathias Lundin, SIMR Joining Technology Centre and Herbert Kaufmann, Tandem MIG/MAG,
Welding by Sven Goecke, Füge- und Beschichtungstechnik TU Berlin, Joakim Hedegård,
SIMR Joining Technology Centre, , ESAB Welding Equipment AB.
45- The National Shipbuilding Research Program September 1991 Nsrp 0340 U.S. Department Of
The Navy Carderock Division, Naval Surface Warfare Center 1991 Ship Production
Symposium.
46- Frank Roland, Luciano Manzon, Pentti Kujala, Markus Brede, and Jan Weitzenbo¨Advanced
Joining Techniques in European Shipbuilding, Ck.
47- Paper and presentation for the RWIA’2002 – 2002 International Conference on Robotic
Welding, Intelligence and Automation, Shanghai, December 9-12, 2002.
48- Hybrid Fiber Laser – Arc welding of thick section high strength alloy steel., X. Cao, P Wanjara,
J. Huang, A Nolting 2011 .
49- Catalogo de IPG Feature: Fiber Frenzy, Industrial Laser Solutions, June 2004.
50- Site de IPG Photonics: Technology, http://www.ipg.photonics.com .
51- U. Jasnau A. Sumpf, Hybrid Welding with High Power Fibre Laser - New Chances for use of
laser technollogy, Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern
GmbH Dec 2006 .
52- X.Cao, P. Wanjara, J.Huang, C. Munro, A. Nolting, Hybrid fiber laser – Arc Welding of Think
section high strength low alloy steel, ScienceDirect, Elsevier 2001 .
53- Donghun Lee, Namkung Ku, Tae-Wan Kim, Jongwon Kim, Kyu-Yeul Lee, Young-Shuk Son,
Development and application of an intellgent welding robot system for shipbuilng,
ScienceDirect, Elsevier 2011 .
54- Hee Seon Bang, Han Sur Bang, You Chul Kim, Sung Min Joo, Analysis of resitual stress on
AH32 butt joint by hybrid CO2 laser-GMA welding, ScienceDirect, Elsevier 2010.

79
80
9. Anexos
Anexo 1 – Vista geral, de um desenho técnico do navio ATHENA
Anexo 2 – Desenho do Painel 1225 LB1 produzido na Linha de Produção
Anexo 3 – Dimensões Normalizadas dos Perfis HP
Anexo 4 – Os Materiais na Construção Naval
Anexo 5 – Principais classes de navios fabricados pela IHC Merwede
Anexo 6 – Resumo do Planeamento da construção do navio

81
Anexo 1 – Vista geral, em desenho técnico do navio ATHENA

82
Anexo 2 – Desenho do Painel 1225 LB1 produzido na Linha de Produção

83
Anexo 3 – Dimensões Normalizadas dos Perfis HP Classe de Perfis de Bolbo, segundo a classificação de autenticação de Qualidade para as classes: LR, ABS, NK, GL, DNV, BV, KR, RINA, CCS
Especificação HP (mm)
Dimensão Nominal (mm) Área de Secção
(A) (cm2)
Peso Teórico (kg/m)
w t h r
180x8
180
8 33
7
18.86 14.8
180x9 9 34 20.66 16.22
180x10 10 35 22.46 17.63
180x11 11 36 24.26 19.04
200x9
200
9 37
8
23.66 18.57
200x10 10 38 25.66 20.14
200x11 11 39 27.66 21.71
200x12 12 40 29.66 23.28
220x10
220
10 41
9
29.66 22.77
220x11 11 42 29 24.5
220x12 12 43 31.2 26.22
240x10
240
10 40
10
33.49 25.5
240x11 11 45 34.89 27.39
240x12 12 46 37.29 29.27
260x10
260
10 47
11
36.11 28.35
260x11 11 48 38.71 30.39
260x12 12 49 41.31 32.43
280x10
280
11 51
12
42.68 33.5
280x11 12 52 45.48 35.7
280x12 13 53 48.28 37.9
300x11
300
11 54
13
46.78 36.7
300x12 12 55 49.79 39.09
300x13 13 56 52.79 41.44
320x11
320
12 58
14
54.25 42.6
320x12 13 59 57.25 45.09
320x13 14 60 60.85 47.6
340x11
340
12 61
15
58.84 46.2
340x12 13 62 62.24 48.86
340x13 14 63 65.54 51.5
370x11
370
13 66.5
16.5
69.7 54.7
370x12 14 67.5 73.4 57.6
370x13 15 68.5 77.1 60.5
400x11
400
14 72
18
81.48 63.96
400x12 15 73 85.48 67.1
400x13 16 74 89.48 70.2
430x14
430
14 76.5
19.5
89.7 70.6
430x15 15 77.5 94.19 73.9
430x17 17 79.5 102.79 80.7
430x19 19 81.5 111.39 87.4
430x20 20 82.5 115 90.8

84
Anexo 4 – Os Materiais na Construção Naval
Os aços comuns, empregues na construção de navios e embarcações são geralmente classificados
de acordo com os valores de resistência mecânica em dois grandes grupos: aços de resistência
moderada ou normal e aços de resistência elevada. O primeiro grupo subdivide-se ainda em classes
A, B, D e E conforme os valores de tenacidade do aço. Já o segundo grupo apresenta uma
subdivisão mais detalhada em classes AH, DH, EH e FH de acordo com os valores de tenacidade,
seguidos dos dígitos 32 e 36 conforme os valores do limite de escoamento do aço.
As propriedades mecânicas apresentadas na tabela abaixo estão directamente relacionadas às
composições químicas destes materiais. Os aços de resistência moderada possuem apenas o
carbono e o manganês como elementos endurecedores principais. O carbono provoca a formação de
microestruturas mais resistentes enquanto que o manganês colabora para o aumento da tenacidade
do material em baixas temperaturas. No entanto, conforme pode ser visto na tabela que se segue, os
aços das classes D e E devem atender requisitos mais severos de tenacidade, os quais nem sempre
são conseguidos somente com adições de manganês. Por este motivo, é feita a adição de alumínio, o
qual funciona como desoxidante durante o processo de fabricação do aço e refinador de grão durante
a solidificação do metal fundido.
No caso dos aços de resistência elevada, as propriedades mecânicas requeridas pela Norma são
atingidas através da adição de carbono, manganês e alumínio de maneira semelhante aos aços de
resistência moderada. No entanto, devido aos maiores limites de resistência e tenacidade requeridos
por estes aços, outros elementos ainda devem ser adicionados. O nióbio, o vanádio e o titânio
apresentam a mesma função do alumínio e, portanto, agem como refinadores de grão.
O cobre, o cromo, o níquel e o molibdênio podem ser adicionados com o objectivo de endurecer o
aço pelo mecanismo metalúrgico de solução sólida.
Na tabela que se segue apresentamos as principais classes de aços que o estaleiro utiliza na
construção de navios, tal como as suas composições e principais propriedades.
Composição das principais classes de aço usadas na construção de navios
Classe C%≤ Mn % Si % P %
≤ S %
≤ Al % Nb % V %
A 0.22 ≥ 2.5C 0.10~0.35 0.04 0.40 — — —
B 0.21 0.60~1.00 0.10~0.35 0.04 0.40 — — —
D 0.21 0.60~1.00 0.10~0.35 0.04 0.04 ≥0.015 — —
E 0.18 0.70~1.20 0.10~0.35 0.04 0.04 ≥0.015 —
A32 D32 E32
0.18 0.70~1.60 0.90~1.60 0.90~1.60
0.10~0.50 0.04 0.04 ≥0.015 — —
A36 D36 E36
0.18 0.70~1.60 0.90~1.60 0.90~1.60
0.10~0.50 0.04 0.04 ≥0.015 0.015~0.050 0.030~0.10

85
Propriedades Mecânicas das principias classes de aço usadas no estaleiro
Classe de Aços
Espessura (mm)
Limite de Elasticidade
(Mpa) ≥
Resistência a Tracção
(Mpa)
Extensões
(%)≥
A ≤50 235 400~490 22
B
D
E
AH32 ≤50 315 440~590 22
DH32
EH32
AH36 ≤50 355 490~620 21
DH36
EH36
As diferentes classes de aços usadas na construção naval
CERTIFICADO ABS DNV GL LR BV KR NK CCS RINA
Aços de resistência normal usados na construção
Naval
1.
2.
3.
Aços de alta resistência usados na construção naval
ABS A ABS B ABS D ABS E
ABS AH32 ABS DH32 ABS EH32 ABS FH32 ABS AH36 ABS DH36 ABS EH36 ABS FH36 ABS AH40 ABS DH40 ABS EH40 ABS FH40
NVA NVB NVD NVE
NV
AH32 NV
DH32 NV
EH32 NV
FH32 NV
AH36 NV
DH36 NV
EH36 NV
FH36 NV
AH40 NV
DH40 NV
EH40 NV
FH40
GL A GL B GL D GL E
GL
AH32 GL
DH32 GL
EH32 GL
FH32 GL
AH36 GL
DH36 GL
EH36 GL
FH36 GL
AH40 GL
DH40 GL
EH40 GL
FH40
LR A LR B LR D LR E
LR
AH32 LR
DH32 LR
EH32 LR
FH32 LR
AH36 LR
DH36 LR
EH36 LR
FH36 LR
AH40 LR
DH40 LR
EH40 LR
FH40
BV A BV B BV D BV E
BV
AH32 BV
DH32 BV
EH32 BV
FH32 BV
AH36 BV
DH36 BV
EH36 BV
FH36 BV
AH40 BV
DH40 BV
EH40 BV
FH40
KR A KR B KR D KR E
KR
AH32 KR
DH32 KR
EH32 KR
FH32 KR
AH36 KR
DH36 KR
EH36 KR
FH36 KR
AH40 KR
DH40 KR
EH40 KR
FH40
NK A NK B NK D NK E
NK
AH32 NK
DH32 NK
EH32 NK
FH32 NK
AH36 NK
DH36 NK
EH36 NK
FH36 NK
AH40 NK
DH40 NK
EH40 NK
FH40
4.
CCS A CCS B CCS D CCS E
CCS AH32 CCS DH32 CCS EH32 CCS FH32 CCS AH36 CCS DH36 CCS EH36 CCS FH36 CCS AH40 CCS DH40 CCS EH40 CCS FH40
RINA A
RINA B
RINA D
RINA E
AH32 DH32 EH32 FH32 AH36 DH36 EH36 FH36 AH40 DH40 EH40 FH40

86
Anexo 5 – Principais classes de navios fabricados pela IHC Merwede
Principais Classes de
Navios Fabricados
IHC Merwede
Dredging Offshore e Marine
TSHD (Trailing Suction
Hopper Dredgers)
Mining
CSD (Cutter Suction
Dredgers)Special vessel
Grab Hopper Dredgers
Backhoe Dredgers
Split Hopper Barges
Custom-built CDS Standard CDS

87
Anexo 6 – Resumo do Planeamento da construção do navio
Questionario
Pre-Design
Contrato
Design Basico
Descrição do
Design
Etapas de
Construção
Planeamento de Produção
Fabrico de Paineis e Secções
Montagem do Casco
Montagem e Instalação de
equipamento
Lançamento
do Navio
Acabamentos e instalação de
ultimos equipamentos
Testes de Mar
Entrega do
Navio
Programação da automação de
equipamentosPre
-
Eq
uip
am
en
to
Pla
ne
am
en
to d
e T
rab
alh
o e
Pre
pa
raçã
o
Controlo de
Produção
Gestão de
Materiais e Peças
Controlo de
Trabalho Externo