
AUTOMAÇÃO I - MATERIAL DIDÁTICO§ão_Industrial_II... · global de um processo, em vez de...
24
Transcript of AUTOMAÇÃO I - MATERIAL DIDÁTICO§ão_Industrial_II... · global de um processo, em vez de...


AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
1
1 – DEFINIÇÃO DE CONTROLADOR LÓGICO PROGRAMÁVEL 1.1 – Introdução 1.2 – O Controlador Programável 1.2.1 – Funcionamento 1.2.2 – Tamanho Físico 1.2.3 – Modularidade 1.2.4 – Facilidade de programação 1.3 – Aplicabilidade 1.3.1 – Automação Industrial 1.3.2 – Automação de Equipamentos 1.3.3 – Passos para Automação de um Processo 2 – COMPOSIÇÃO DO CONTROLADOR LÓGICO PROGRAMÁVEL 2.1 – Característica de Hardware 2.1.1 – Fonte de Alimentação 2.1.2 – Unidade Central de pprocessamento (CPU) 2.1.3 – Memórias 2.1.3.1 – Memória EPROM 2.1.3.2 – Memória do Usuário 2.1.4 – Dispositivos de Entradas e Saídas 2.1.4.1 – Circuitos das Entradas 2.1.4.2 – Circuitos das Saídas 2.1.4.3 – Terminal de programação 3 – SENSORES E ATUADORES 3.1 – Sensores 3.1.1 – Sensores Resistivos 3.1.2 – Sensores Indutivos 3.1.3 – Sensores Capacitivos 3.1.4 – Sensores Ópticos 3.1.5 – Outros Sensores 3.2 – Atuadores 3.2.1 – Atuadores Elétricos 3.2.2 – Atuadores Hidráulicos 3.2.3 – Atuadores Pneumáticos 4 – PROGRAMAÇÃO DO CLP EM LADDER 4.1 – Funções de Instruções Básicas 4.1.1 – Saída Normal 4.1.2 – Saída em Set/Reset 4.1.3 – Saída Pulsante 4.1.4 – Contato Diferencial 4.1.5 – Contato Marcador, Virtual ou Momentâneo 4.2 – Instruções de Aplicações 4.2.1 – Temporizadores 4.2.1.1 – Modo 1 – Retardo na Energização 4.2.1.2 – Modo 2 – Retardo na energização com Reset 4.2.1.3 – Modo 3 – Retardo na Desenergização 4.2.1.4 – Modo 4 – Retardo na Desenergização no Flanco de Subida 4.2.1.5 – Modo 5 – Oscilador Simétrico 4.2.1.6 – Modo 6 - Oscilador Simétrico com Reset 4.2.1.7 – Modo 7 (6P) – Oscilador Assimétrico 4.2.2 – RTC (Relógio em Tempo Real) 4.2.2.1 – Modo 1 4.2.2.2 – Modo 2 4.2.2.3 – Modo 3 4.2.2.4 – Modo 4 4.2.3 – Relé de Contagem 4.2.3.1 – Modo 1 4.2.3.2 – Modo 2 4.2.3.3 – Modo 3 4.2.3.4 – Modo 4

AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
2
4.3 – Alguns Projetos em LADDER 4.3.1 – Alarme de Primeira Falha 4.3.2 – Anunciador de Alarmes 5 - BIBLIOGRAFIA
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
3
1- DEFINIÇÃO DE CONTROLADOR LÓGICO PROGRAMÁVEL
1.1 - INTRODUÇÃO
Os avanços tecnológicos ocorridos após metade deste século se mostraram de forma acelerada. Pesquisas realizadas no
Instituto de Tecnologia de Massachussets nos asseguram que nos próximos cinco anos o desenvolvimento tecnológico será
equivalente aos que já ocorreram nos últimos trinta anos passados, reforçando a idéia de que o crescimento da tecnologia vem
se apresentando em progressão exponencial. Os controladores programáveis junto com outros dispositivos inteligentes estão
inseridos neste quadro de evolução, ocupando uma importante função na área de automação industrial.
Alguns fatores ligados às necessidades da indústria foram responsáveis pela idealização dos Controladores Programáveis:
aumento da produtividade e flexibilidade de processo. Uma produção em escala adequada, assegurando a qualidade e o
custo competitivo e esses fatores associados a uma linha de produção flexível, de fácil ajuste, permitindo uma mudança rápida
nas características do produto, constituíram razões mais do que suficientes para a criação dos controladores programáveis.
Outros fatores como economia de energia, espaço físico e tempo de manutenção reforçam o grau de importância desses
equipamentos.
Os Controladores Programáveis trazem para as fábricas modernas uma estrutura de processo automatizado, que se apoia em
dispositivos de hardware e software, combinados de forma organizada, que permite um controle total acerca das informações
envolvidas, sejam elas operacionais, de supervisão ou estratégicas.
As variáveis encontradas no nível operacional, denominada “chão de fábrica”, estão diretamente relacionados com os
Controladores Programáveis, que através de sensores e atuadores, interagem com o processo.
As variáveis processadas pelos Controladores Programáveis são recebidas pelo nível de supervisão e controle para alimentar,
por exemplo, as telas de alarmes, os cálculos de engenharia ou para dar base real aos gráficos de monitoramento.
O nível de supervisão permite ao operador navegar na realidade virtual das múltiplas etapas do processo, além de alimentar o
nível estratégico com informações capazes de orientar a alta gerência no processo decisório.
1.2 - O CONTROLADOR PROGRAMÁVEL
Um sistema de controle de estado sólido, com memória programável para armazenamento de instruções para controle lógico.
É ideal para aplicações em sistemas de controle de relés e contactores, os quais se utilizam principalmente de fiação,
dificultando, desta forma, o acesso, possíveis modificações e ampliações do circuito de controle existente.
O Controlador Programável monitora o estado das entradas e saídas, em respostas às instruções programadas na memória do
usuário, e energiza ou desenergiza as saídas, dependendo do resultado lógico conseguido através das instruções de
programa.
O programa é uma seqüência de instruções a serem executadas pelo Controlador Programável para executar um processo. A
tarefa do Controlador Programável é ler, de forma cíclica, as instruções contidas neste programa, interpretá-las e processar as
operações correspondentes.
Um Controlador Programável realiza as funções básicas: a) processamento do programa e b) varredura das entradas e
saídas.
Os principais pontos de aplicação dos Controladores Programáveis são: a) máquinas: máquinas operatrizes, máquinas têxteis,
máquinas para fundição, máquinas para indústria de alimentos etc.; b) indústria: mineração, siderúrgicas, laminadoras etc.
Na automação industrial, as máquinas substituem tarefas tipicamente mentais, tais como: memorizações, cálculos e
supervisões. Os Controladores Programáveis dominam os dispositivos pneumáticos, hidráulicos, mecânicos e
eletroeletrônicos. Os Controladores Programáveis substituem a ação do homem como sistema de controle, e podem controlar
grandezas tais como: vazão, temperatura, pressão, nível, velocidade, torque, densidade, rotação, voltagem e corrente elétrica
(variáveis de controle).

AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
4
1.2.1 – FUNCIONAMENTO
Vamos pensar somente na linguagem de programação em diagrama de contatos que é usada nos Controladores Programáveis
instalados nas indústrias. Os técnicos da área elétrica estão habituados com os diagramas elétricos; a programação em
diagramas de contatos é a mais recomendada, devido à similaridade com a representação real.
Veja o exemplo abaixo: uma linha de produção simplificada, onde temos a entrada de matéria-prima e a saída do produto final
acabado. O transporte dessa matéria-prima é feito por uma correia transportadora acionada por um motor elétrico. Entre a
entrada e a saída dessa linha de produção simplificada, temos três etapas de produção. Essa linha de produção não é
controlada por um Controlador Programável.
Linha de produção sem Controlador Programável
Mas os tempos gastos em cada etapa da produção podem ser diferentes, resultando num produto final acabado perto dos
100% desejado. Com um Controlador Programável nesta linha de produção, podemos acionar o motor elétrico de modo que
a matéria-prima na primeira etapa seja bem concluída, acionando novamente, o motor elétrico para a segunda etapa, onde
será novamente bem concluída e, assim, para a terceira etapa, onde será concluído o produto final acabado. Desta forma, o
resultado do produto final acabado será 100% ou bem mais perto disto.
Linha de produção com CLP
1.2.2– TAMANHO FÍSICO
Esta é uma das vantagens apresentadas pelos Controladores Programáveis, pois no mercado encontramos controladores que
cabem na palma da mão e são capazes de interagir com vários pontos de entrada e saída, apresentando um número
satisfatório de instruções, entre elas: temporizadores e controladores.
1.2.3 – MODULARIDADE
É a capacidade do corpo físico do equipamento poder se dividir em módulos, apresentando flexibilidade de escolha na
configuração adequada, relativa a cada caso de automatização. Como exemplo, podemos citar os módulos: de entradas e
saídas digitais, entradas e saídas analógicas, para leitura de termopares, CPU, fonte de alimentação, entre outros.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
5
Módulo Principal Módulo de Expansão
1.2.4 – FACILIDADE DE PROGRAMAÇÃO
A tendência do mercado é tornar cada vez mais intuitiva a programação e a operação dos equipamentos inteligentes
programáveis; os Controladores Programáveis estão incluídos neste contexto e admitem desde o início da sua concepção este
princípio.
1.3 – APLICABILIDADE
1.3.1 – AUTOMAÇÃO INDUSTRIAL
Automação Industrial é um conjunto de técnicas destinados a tornar automáticos vários processos numa indústria: o Comando
Numérico, os Controladores Programáveis, o Controle de Processo e os Sistemas CAD/CAM (Computer Aided Design e
Computer Aided Manufaturing – projetos e manufaturas apoiados em computador).
O Comando Numérico controla automaticamente máquinas operatrizes: tornos, frezas, furadeiras, etc. Os Controladores
Programáveis são equipamentos eletrônicos programáveis, destinados a substituir sistemas controlados por dispositivos
eletromecânicos e interfacear Comandos Numéricos com máquinas operatrizes. Este equipamento substitui o diagrama
elétrico, os relés e suas interligações por programas que simulam estes componentes. O Controle de Processo visa o controle
global de um processo, em vez de parcial, como o Controlador Programável e o Comando Numérico (por exemplo, o controle
de tráfego de trens).
A microeletrônica invade os setores produtivos das indústrias, propiciando a automação. O processo de automatização não
atinge, apenas, a produção em si, substituindo o trabalho braçal por robôs e máquinas com Comando Numérico
Computadorizado (CNC); permite enormes ganhos de produtividade ao integrar tarefas distintas como: a elaboração de
projetos, o gerenciamento administrativo e a manufatura.
1.3.2 – AUTOMAÇÃO DE EQUIPAMENTOS
Na automação ou uso real baseado nos exemplos de programação, alguns itens devem ser avaliados:
• Instalações elétricas compatíveis com pontos de entrada e saída (E/S);
• chaves de proteção do hardware;
• tipo e forma de endereçamento;
• estrutura da palavra;
• tipo e forma de sinais aceitáveis; e
• compatibilidade dos equipamentos eletromecânicos.
1.3.3 - PASSOS PARA AUTOMAÇÃO DE UM PROCESSO
a) Definir pontos de entrada / saída e operandos
Projetar a instalação do equipamento do CLP, verificando quantas saídas e quantas entradas deverá ter o CLP para a
automação desses equipamentos. Verificar os operandos, relés de interfaces entre o CLP e equipamentos.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
6
b) Elaboração do programa do usuário
Projetar o programa que controlará o equipamento, a lógica de diagramas de contatos. Supor os movimentos imprevistos da
máquina, todas as condições de funcionamento, intertravamentos e emergências.
c) Teste do Programa do usuário
Submeter o programa elaborado, já com os “operandos” e a interface entre o CLP e equipamentos instalados, a um teste
elétrico (sem operação do equipamento). Simular todas as condições como se o equipamento estivesse operando.
d) Verificação de funcionamento
Caso o teste do programa tenha sido positivo, ou seja, se o CLP estiver controlando perfeitamente o equipamento, de acordo
com a programação em lógica de diagrama de contatos, até mesmo no pior caso de funcionamento do equipamento ou na
situação mais imprevista, passe para o bloco seguinte. Caso contrário, realize alterações no programa ou projete um outro
programa mais eficiente,
levando em conta o controle que o programa anterior não realizou. É bom lembrar que o programa não está dando bons
resultados, devido ao fato, da lógica de diagrama de contatos não estar de acordo com a lógica de funcionamento do
equipamento, (supondo que o CLP esteja funcionando perfeitamente, os cartões de E/S estejam bons, os cabos bem
interligados, as voltagens de alimentação estejam corretas etc.).
e) Instalação do equipamento e liberação para a produção
Fazer a listagem do programa (lógica de diagramas de contatos), descrevendo linha a linha as instruções e operações das
condicionantes e das saídas. Deixar a listagem próxima ao CLP para manutenção ou alterações futuras.
2 - COMPOSIÇÃO DO CONTROLADOR LÓGICO PROGRAMÁVEL
2.1 - CARACTERÍSTICAS DE HARDWARE (ARQUITETURA INTERNA)
O Controlador Programável consiste basicamente de:
• Fonte de alimentação;
• Unidade Central de Processamento (CPU);
• Memórias;
• Barramentos de Entrada e Saída; e
• Terminal de Programação.
2.1.1- FONTE DE ALIMENTAÇÃO
Fonte de alimentação é um dispositivo que converte a voltagem da rede elétrica local, de corrente alternada, para uma
voltagem em corrente contínua. O Controlador Programável recebe alimentação da rede elétrica local. Caso falte energia
elétrica, a bateria mantém o programa do usuário para não perder toda a programação. Quando a energia elétrica retorna, o
processador entra em operação e reinicia o ciclo de trabalho no programa do usuário.
2.1.2 – UNIDADE CENTRAL DE PROCESSAMENTO – CPU
A Unidade Central de Processamento inclui os circuitos de controle da interpretação e execução do programa em memória. A
CPU do Controlador Programável executa o programa do usuário, atualiza a memória de dados e memória-imagem das
entradas e saídas.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
7
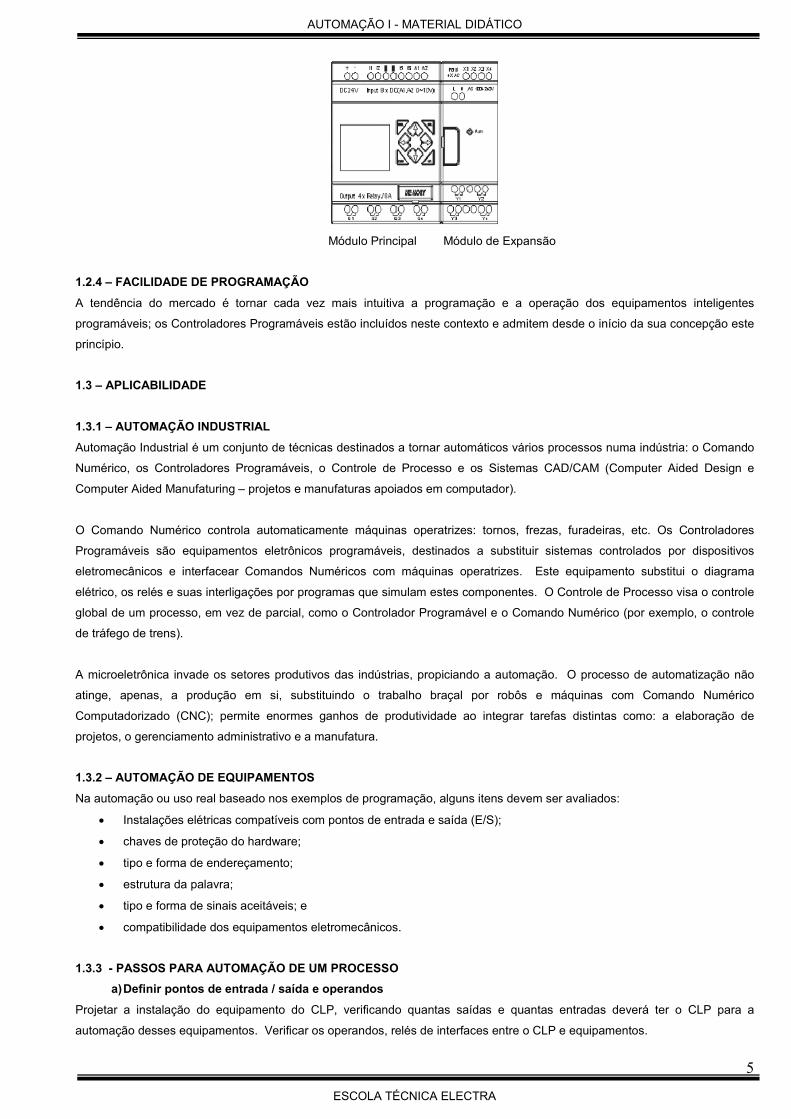
Diagrama em bloco resumido do CLP
2.1.3 - MEMÓRIAS
2.1.3.1 - MEMÓRIA EPROM
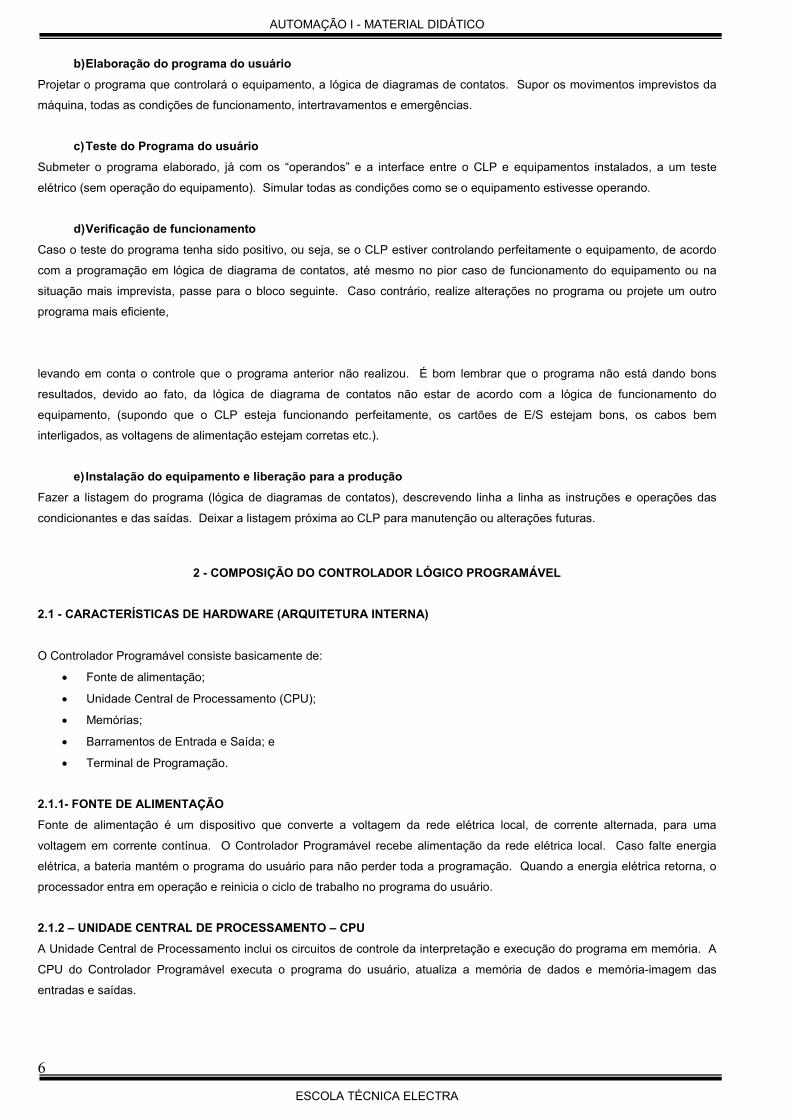
A memória EPROM contém o programa que inicia o Controlador Programável, armazena os programas executivos (sistema) e
gerencia o roteiro de dados e a seqüência de operação. A CPU trabalha junto com este programa já em EPROM, elaborado
pelo fabricante que apresenta dados referentes a este Controlador Programável (figura 2.4).
Diagrama em bloco resumido do canal CPU e da memória EPROM
2.1.3.2 – MEMÓRIA DO USUÁRIO (RAM)
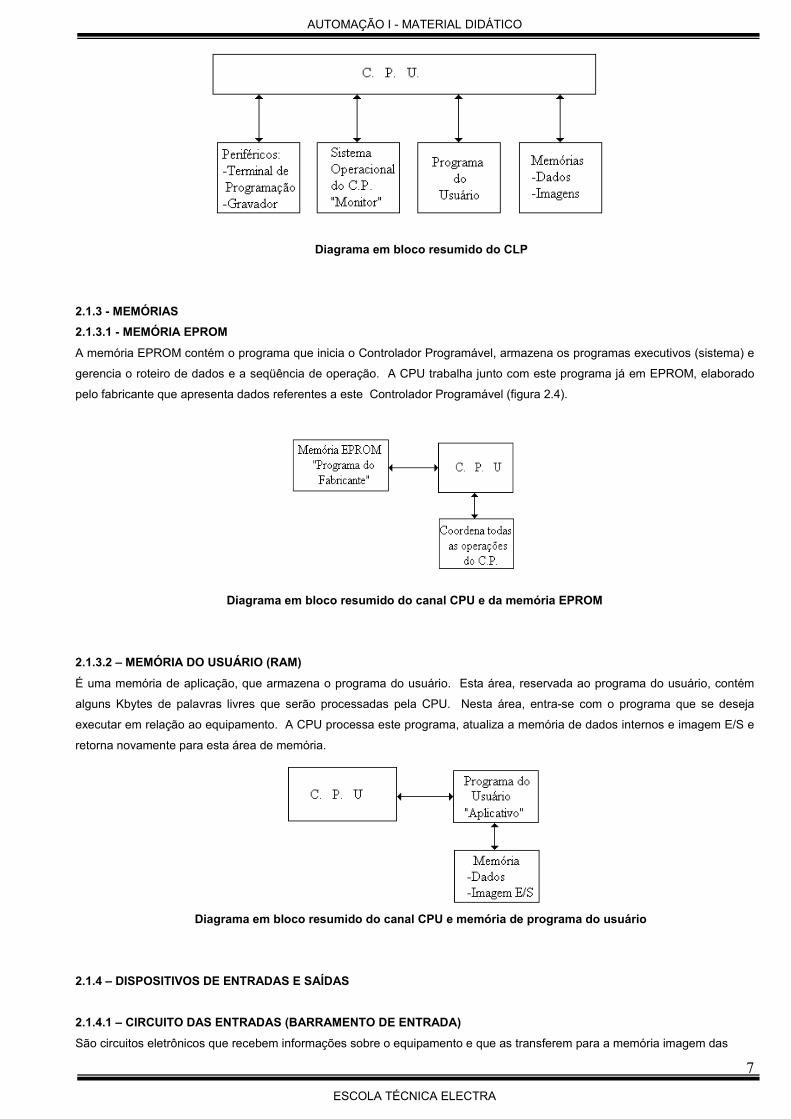
É uma memória de aplicação, que armazena o programa do usuário. Esta área, reservada ao programa do usuário, contém
alguns Kbytes de palavras livres que serão processadas pela CPU. Nesta área, entra-se com o programa que se deseja
executar em relação ao equipamento. A CPU processa este programa, atualiza a memória de dados internos e imagem E/S e
retorna novamente para esta área de memória.
Diagrama em bloco resumido do canal CPU e memória de programa do usuário
2.1.4 – DISPOSITIVOS DE ENTRADAS E SAÍDAS
2.1.4.1 – CIRCUITO DAS ENTRADAS (BARRAMENTO DE ENTRADA)
São circuitos eletrônicos que recebem informações sobre o equipamento e que as transferem para a memória imagem das
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
8
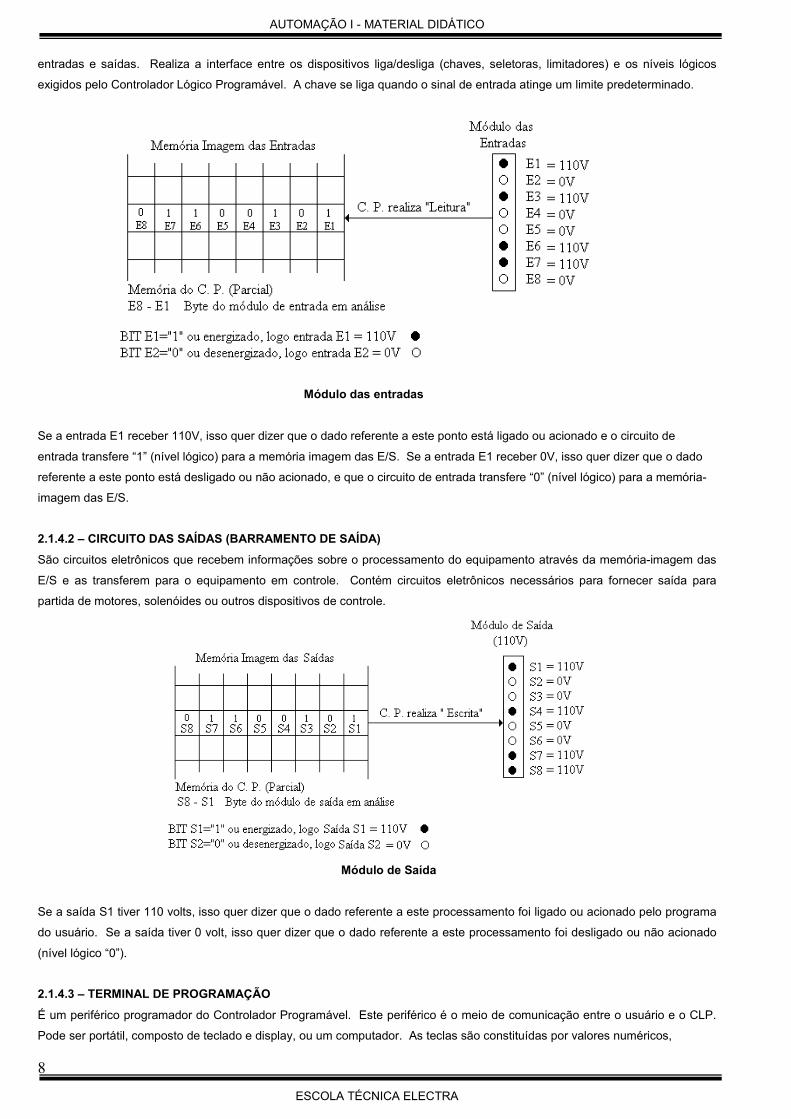
entradas e saídas. Realiza a interface entre os dispositivos liga/desliga (chaves, seletoras, limitadores) e os níveis lógicos
exigidos pelo Controlador Lógico Programável. A chave se liga quando o sinal de entrada atinge um limite predeterminado.
Módulo das entradas
Se a entrada E1 receber 110V, isso quer dizer que o dado referente a este ponto está ligado ou acionado e o circuito de
entrada transfere “1” (nível lógico) para a memória imagem das E/S. Se a entrada E1 receber 0V, isso quer dizer que o dado
referente a este ponto está desligado ou não acionado, e que o circuito de entrada transfere “0” (nível lógico) para a memória-
imagem das E/S.
2.1.4.2 – CIRCUITO DAS SAÍDAS (BARRAMENTO DE SAÍDA)
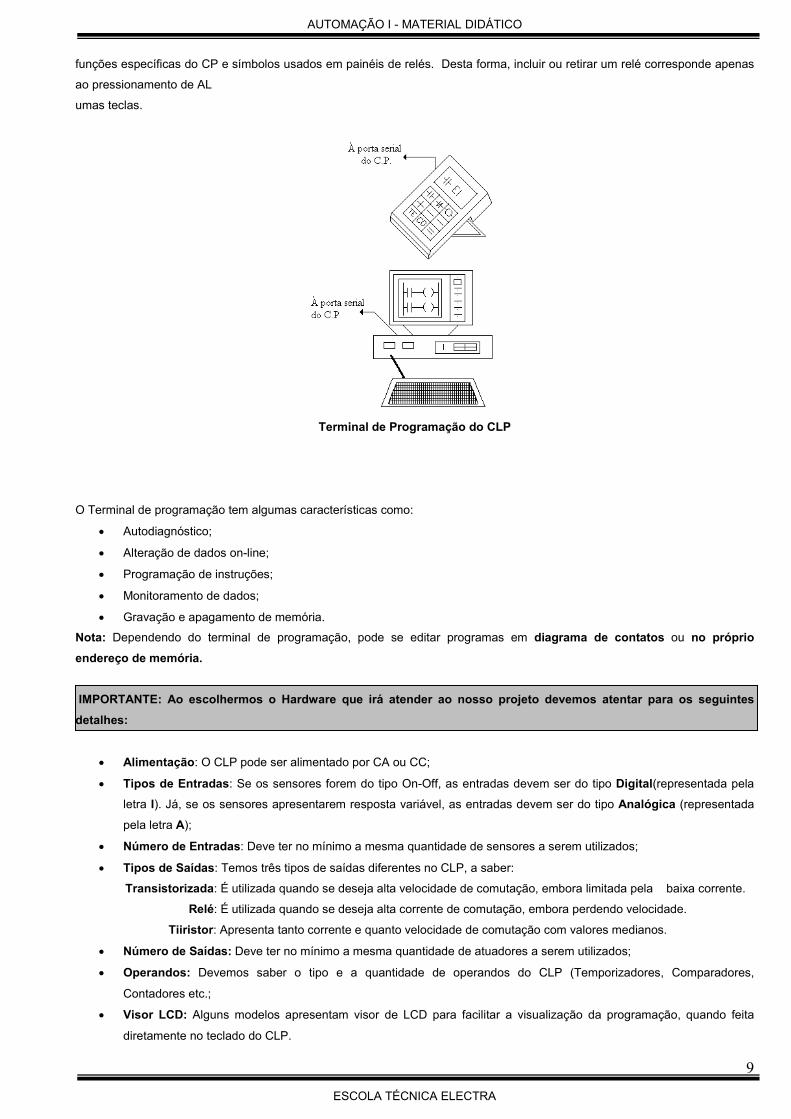
São circuitos eletrônicos que recebem informações sobre o processamento do equipamento através da memória-imagem das
E/S e as transferem para o equipamento em controle. Contém circuitos eletrônicos necessários para fornecer saída para
partida de motores, solenóides ou outros dispositivos de controle.
Módulo de Saída
Se a saída S1 tiver 110 volts, isso quer dizer que o dado referente a este processamento foi ligado ou acionado pelo programa
do usuário. Se a saída tiver 0 volt, isso quer dizer que o dado referente a este processamento foi desligado ou não acionado
(nível lógico “0”).
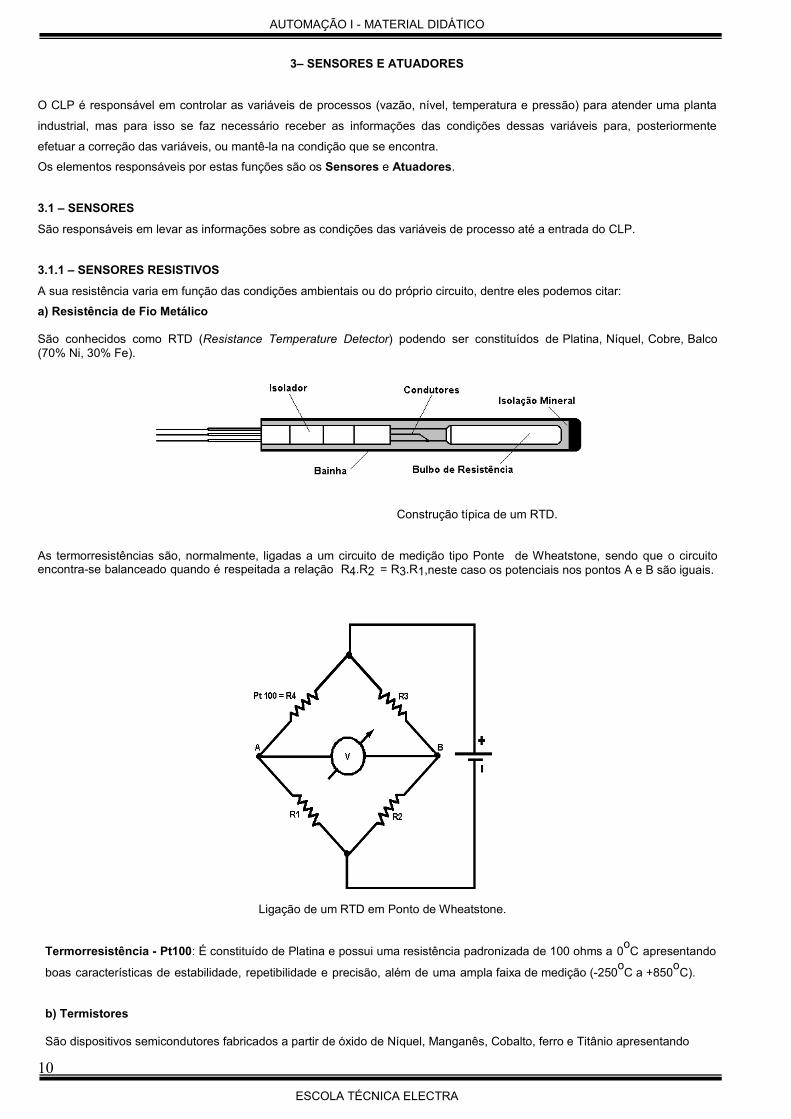
2.1.4.3 – TERMINAL DE PROGRAMAÇÃO
É um periférico programador do Controlador Programável. Este periférico é o meio de comunicação entre o usuário e o CLP.
Pode ser portátil, composto de teclado e display, ou um computador. As teclas são constituídas por valores numéricos,
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
9
funções específicas do CP e símbolos usados em painéis de relés. Desta forma, incluir ou retirar um relé corresponde apenas
ao pressionamento de AL
umas teclas.
Terminal de Programação do CLP
O Terminal de programação tem algumas características como:
• Autodiagnóstico;
• Alteração de dados on-line;
• Programação de instruções;
• Monitoramento de dados;
• Gravação e apagamento de memória.
Nota: Dependendo do terminal de programação, pode se editar programas em diagrama de contatos ou no próprio
endereço de memória.
IMPORTANTE: Ao escolhermos o Hardware que irá atender ao nosso projeto devemos atentar para os seguintes
detalhes:
• Alimentação: O CLP pode ser alimentado por CA ou CC;
• Tipos de Entradas: Se os sensores forem do tipo On-Off, as entradas devem ser do tipo Digital(representada pela
letra I). Já, se os sensores apresentarem resposta variável, as entradas devem ser do tipo Analógica (representada
pela letra A);
• Número de Entradas: Deve ter no mínimo a mesma quantidade de sensores a serem utilizados;
• Tipos de Saídas: Temos três tipos de saídas diferentes no CLP, a saber:
Transistorizada: É utilizada quando se deseja alta velocidade de comutação, embora limitada pela baixa corrente.
Relé: É utilizada quando se deseja alta corrente de comutação, embora perdendo velocidade.
Tiiristor: Apresenta tanto corrente e quanto velocidade de comutação com valores medianos.
• Número de Saídas: Deve ter no mínimo a mesma quantidade de atuadores a serem utilizados;
• Operandos: Devemos saber o tipo e a quantidade de operandos do CLP (Temporizadores, Comparadores,
Contadores etc.;
• Visor LCD: Alguns modelos apresentam visor de LCD para facilitar a visualização da programação, quando feita
diretamente no teclado do CLP.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
10
3– SENSORES E ATUADORES
O CLP é responsável em controlar as variáveis de processos (vazão, nível, temperatura e pressão) para atender uma planta
industrial, mas para isso se faz necessário receber as informações das condições dessas variáveis para, posteriormente
efetuar a correção das variáveis, ou mantê-la na condição que se encontra.
Os elementos responsáveis por estas funções são os Sensores e Atuadores.
3.1 – SENSORES
São responsáveis em levar as informações sobre as condições das variáveis de processo até a entrada do CLP.
3.1.1 – SENSORES RESISTIVOS
A sua resistência varia em função das condições ambientais ou do próprio circuito, dentre eles podemos citar:
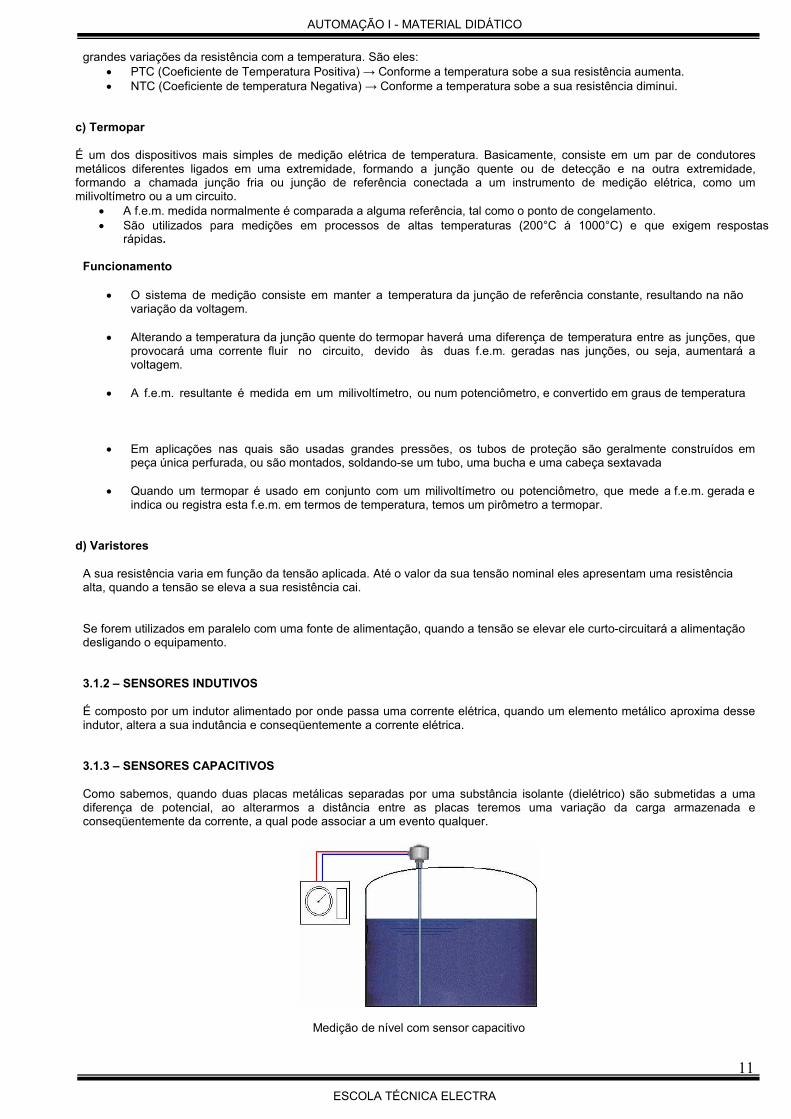
a) Resistência de Fio Metálico São conhecidos como RTD (Resistance Temperature Detector) podendo ser constituídos de Platina, Níquel, Cobre, Balco (70% Ni, 30% Fe).
Construção típica de um RTD. As termorresistências são, normalmente, ligadas a um circuito de medição tipo Ponte de Wheatstone, sendo que o circuito encontra-se balanceado quando é respeitada a relação R4.R2 = R3.R1,neste caso os potenciais nos pontos A e B são iguais.
Ligação de um RTD em Ponto de Wheatstone.
Termorresistência - Pt100: É constituído de Platina e possui uma resistência padronizada de 100 ohms a 0oC apresentando
boas características de estabilidade, repetibilidade e precisão, além de uma ampla faixa de medição (-250oC a +850
oC).
b) Termistores São dispositivos semicondutores fabricados a partir de óxido de Níquel, Manganês, Cobalto, ferro e Titânio apresentando
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
11
grandes variações da resistência com a temperatura. São eles:
• PTC (Coeficiente de Temperatura Positiva) → Conforme a temperatura sobe a sua resistência aumenta. • NTC (Coeficiente de temperatura Negativa) → Conforme a temperatura sobe a sua resistência diminui.
c) Termopar É um dos dispositivos mais simples de medição elétrica de temperatura. Basicamente, consiste em um par de condutores metálicos diferentes ligados em uma extremidade, formando a junção quente ou de detecção e na outra extremidade, formando a chamada junção fria ou junção de referência conectada a um instrumento de medição elétrica, como um milivoltímetro ou a um circuito.
• A f.e.m. medida normalmente é comparada a alguma referência, tal como o ponto de congelamento. • São utilizados para medições em processos de altas temperaturas (200°C á 1000°C) e que exigem respostas
rápidas. Funcionamento
• O sistema de medição consiste em manter a temperatura da junção de referência constante, resultando na não
variação da voltagem.
• Alterando a temperatura da junção quente do termopar haverá uma diferença de temperatura entre as junções, que provocará uma corrente fluir no circuito, devido às duas f.e.m. geradas nas junções, ou seja, aumentará a voltagem.
• A f.e.m. resultante é medida em um milivoltímetro, ou num potenciômetro, e convertido em graus de temperatura
• Em aplicações nas quais são usadas grandes pressões, os tubos de proteção são geralmente construídos em peça única perfurada, ou são montados, soldando-se um tubo, uma bucha e uma cabeça sextavada
• Quando um termopar é usado em conjunto com um milivoltímetro ou potenciômetro, que mede a f.e.m. gerada e
indica ou registra esta f.e.m. em termos de temperatura, temos um pirômetro a termopar. d) Varistores
A sua resistência varia em função da tensão aplicada. Até o valor da sua tensão nominal eles apresentam uma resistência alta, quando a tensão se eleva a sua resistência cai. Se forem utilizados em paralelo com uma fonte de alimentação, quando a tensão se elevar ele curto-circuitará a alimentação desligando o equipamento.
3.1.2 – SENSORES INDUTIVOS É composto por um indutor alimentado por onde passa uma corrente elétrica, quando um elemento metálico aproxima desse indutor, altera a sua indutância e conseqüentemente a corrente elétrica. 3.1.3 – SENSORES CAPACITIVOS Como sabemos, quando duas placas metálicas separadas por uma substância isolante (dielétrico) são submetidas a uma diferença de potencial, ao alterarmos a distância entre as placas teremos uma variação da carga armazenada e conseqüentemente da corrente, a qual pode associar a um evento qualquer.
Medição de nível com sensor capacitivo
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
12
3.1.4 – SENSORES ÓPTICOS A incidência de radiação luminosa, visível ou não, sobre o sensor faz alterar as suas características (resistência, estado de condução, etc.). Dentre eles podemos citar:
• LDR (Fotoresistor) → Na incidência da luz a sua resistência é baixa. • Foto-transistor, Foto-tiristor e Foto-diodo → Na incidência da luz eles entram em estado de condução.
3.1.5 – OUTROS SENSORES Alguns sensores utilizam diretamente algum tipo de fenômeno físico e/ou mecânico fazendo o fechamento de contatos “secos”, servindo como interruptores, tais como: ruído, posição, pressão, radiação, gases, vazão, etc. 3.2 - ATUADORES
Os atuadores recebem as informações processadas pelo CLP excitando os elementos responsáveis em modificarem as condições das variáveis de processos que integram a planta. Os atuadores podem ser: elétricos, pneumáticos e hidráulicos. 3.2.1 – ATUADORES ELÉTRICOS Através de um sinal elétrico eles podem ligar e desligar compressores, motores e outros tipos de cargas que necessitem de corrente elétrica para funcionar. A vantagem de um atuador elétrico é a sua precisão. 3.2.2 – ATUADORES HIDRÁULICOS Tem como objetivo gerar movimento que pode ser linear ou axial. Este movimento é provocado pela injeção de um líquido a alta pressão num recipiente hermeticamente selado onde está uma haste ou um eixo, que serão movimentados pelo fluído. A vantagem do atuador hidráulico é à força, ou torque, do dispositivo. 3.2.3 – ATUADORES PNEUMÁTICOS São os mais simples e mais usados na indústria. Existem tanto pistões como motores. Funciona como os hidráulicos, apenas, o fluído deixa de ser incompressível e, geralmente, é o ar comprimido. A sua vantagem é a velocidade, embora perca em torque e precisão
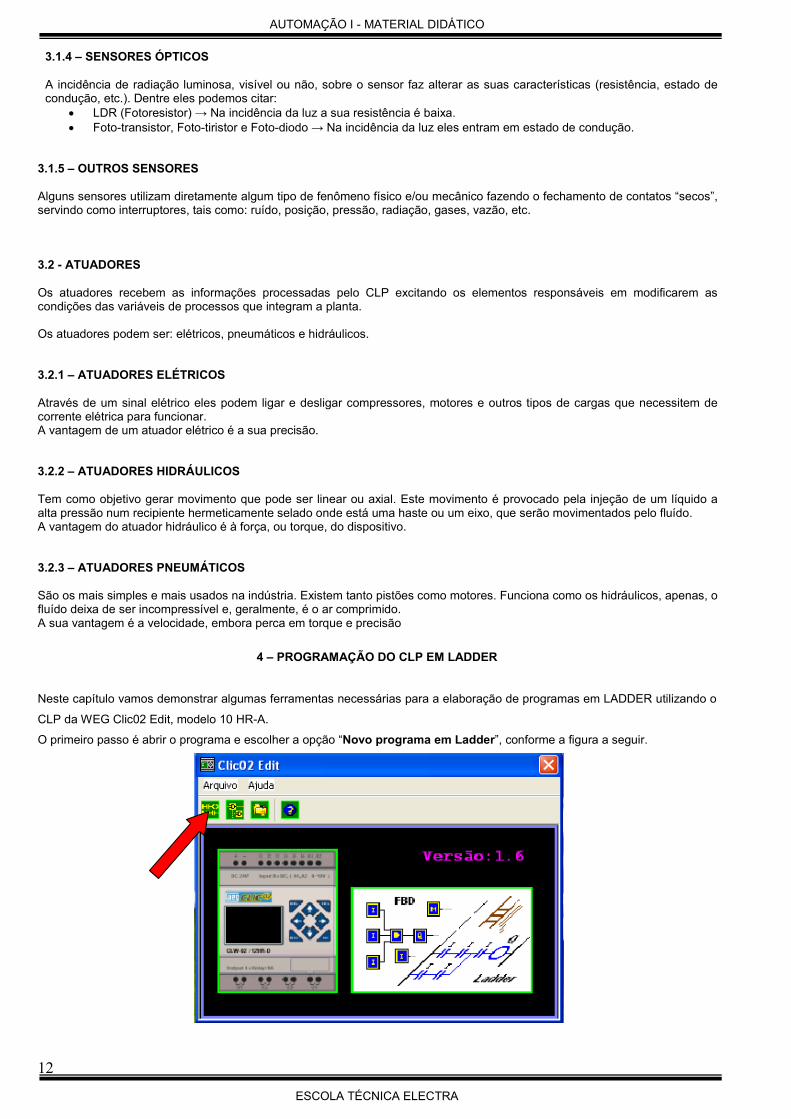
4 – PROGRAMAÇÃO DO CLP EM LADDER
Neste capítulo vamos demonstrar algumas ferramentas necessárias para a elaboração de programas em LADDER utilizando o
CLP da WEG Clic02 Edit, modelo 10 HR-A.
O primeiro passo é abrir o programa e escolher a opção “Novo programa em Ladder”, conforme a figura a seguir.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
13
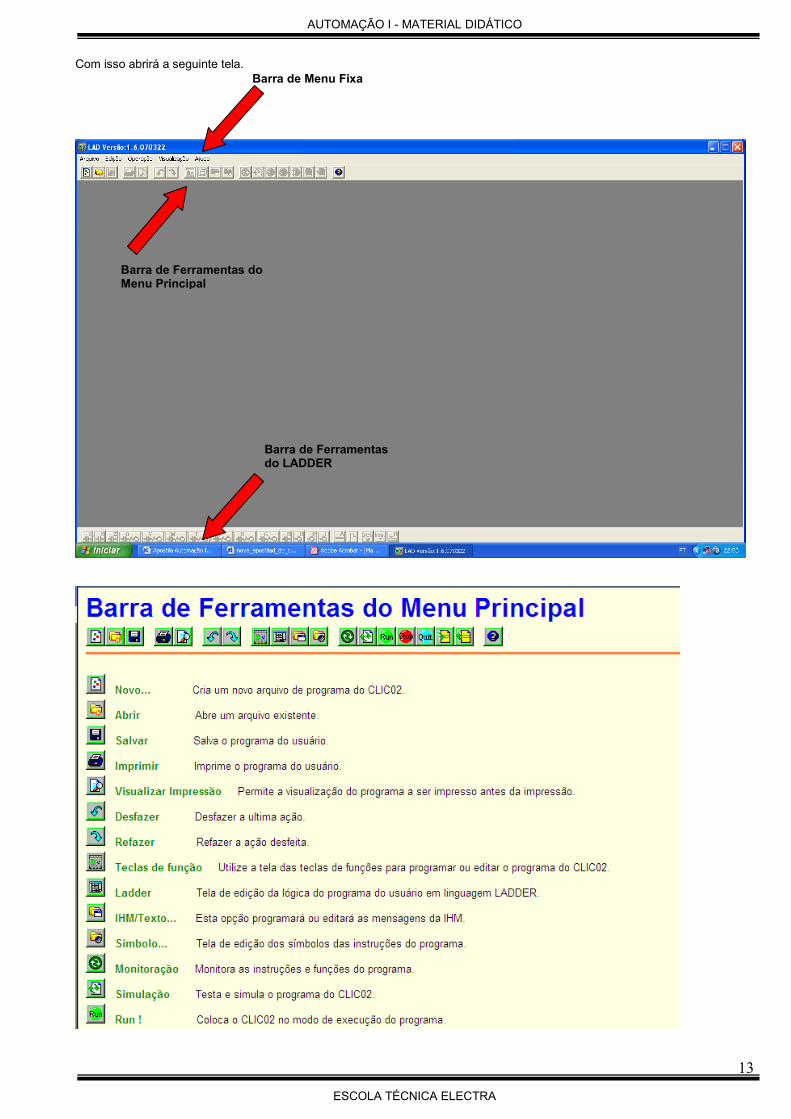
Com isso abrirá a seguinte tela.
Barra de Menu Fixa
Barra de Ferramentas do Menu Principal
Barra de Ferramentas do LADDER
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
14
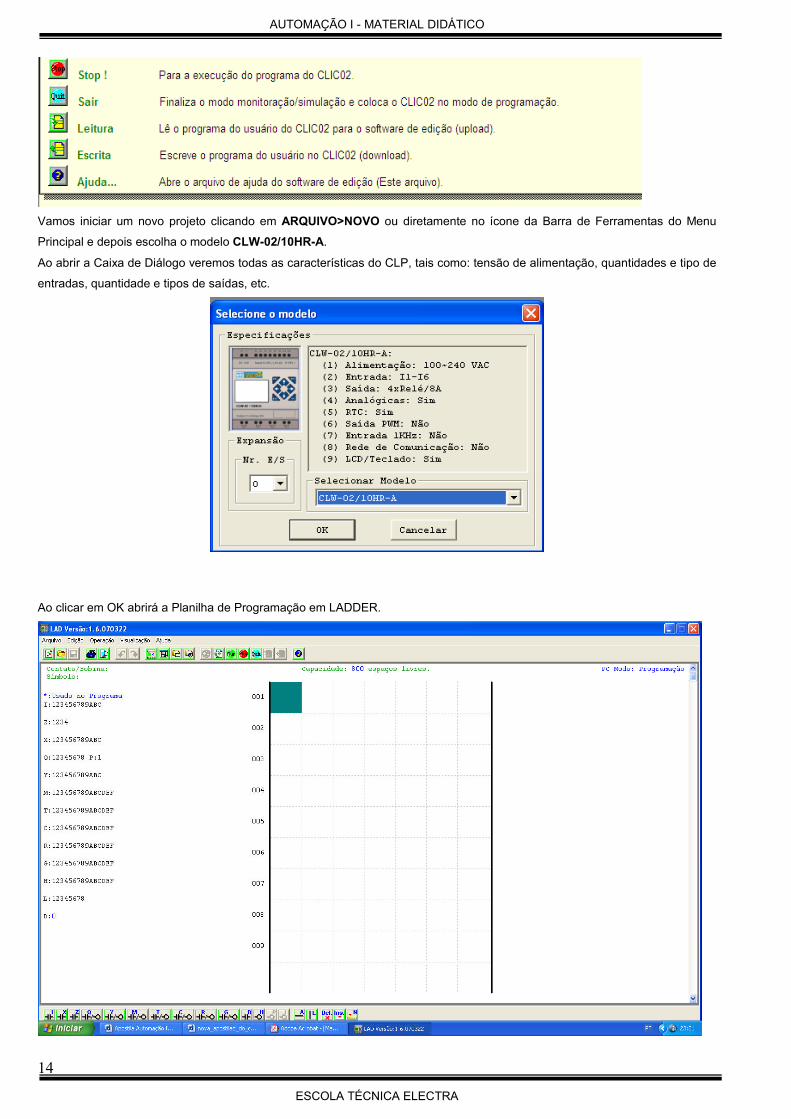
Vamos iniciar um novo projeto clicando em ARQUIVO>NOVO ou diretamente no ícone da Barra de Ferramentas do Menu
Principal e depois escolha o modelo CLW-02/10HR-A.
Ao abrir a Caixa de Diálogo veremos todas as características do CLP, tais como: tensão de alimentação, quantidades e tipo de
entradas, quantidade e tipos de saídas, etc.
Ao clicar em OK abrirá a Planilha de Programação em LADDER.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
15
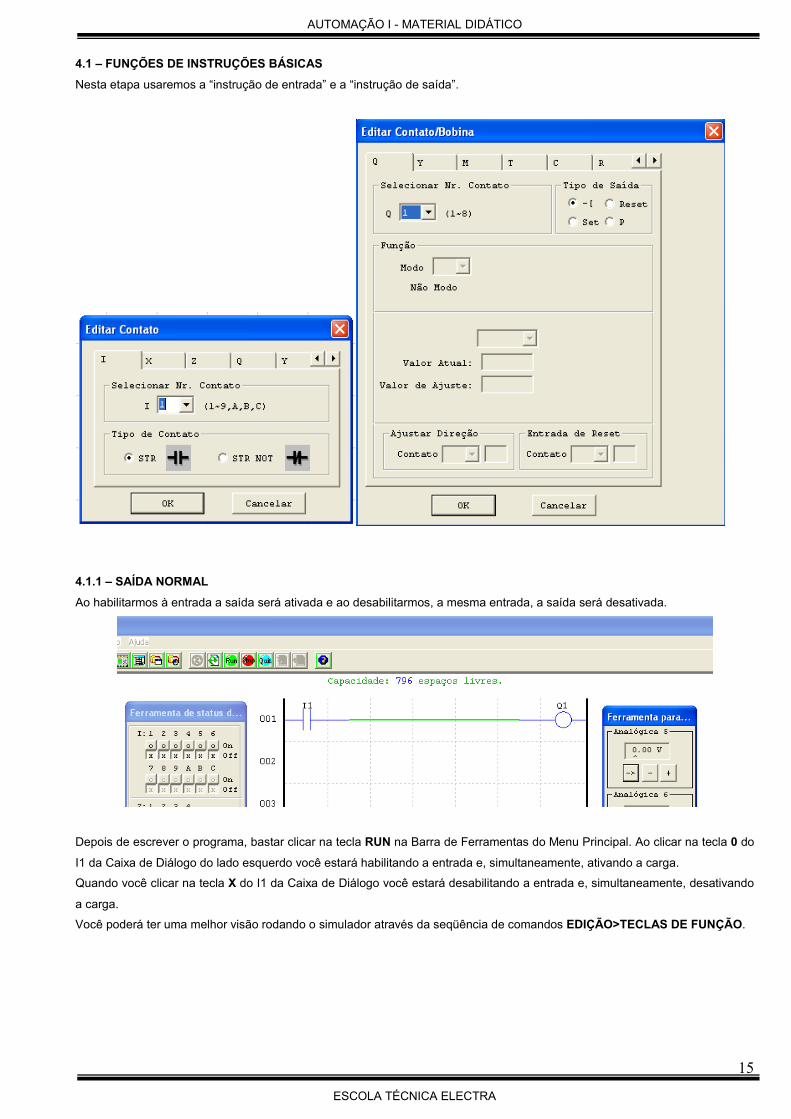
4.1 – FUNÇÕES DE INSTRUÇÕES BÁSICAS
Nesta etapa usaremos a “instrução de entrada” e a “instrução de saída”.
4.1.1 – SAÍDA NORMAL
Ao habilitarmos à entrada a saída será ativada e ao desabilitarmos, a mesma entrada, a saída será desativada.
Depois de escrever o programa, bastar clicar na tecla RUN na Barra de Ferramentas do Menu Principal. Ao clicar na tecla 0 do
I1 da Caixa de Diálogo do lado esquerdo você estará habilitando a entrada e, simultaneamente, ativando a carga.
Quando você clicar na tecla X do I1 da Caixa de Diálogo você estará desabilitando a entrada e, simultaneamente, desativando
a carga.
Você poderá ter uma melhor visão rodando o simulador através da seqüência de comandos EDIÇÃO>TECLAS DE FUNÇÃO.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
16
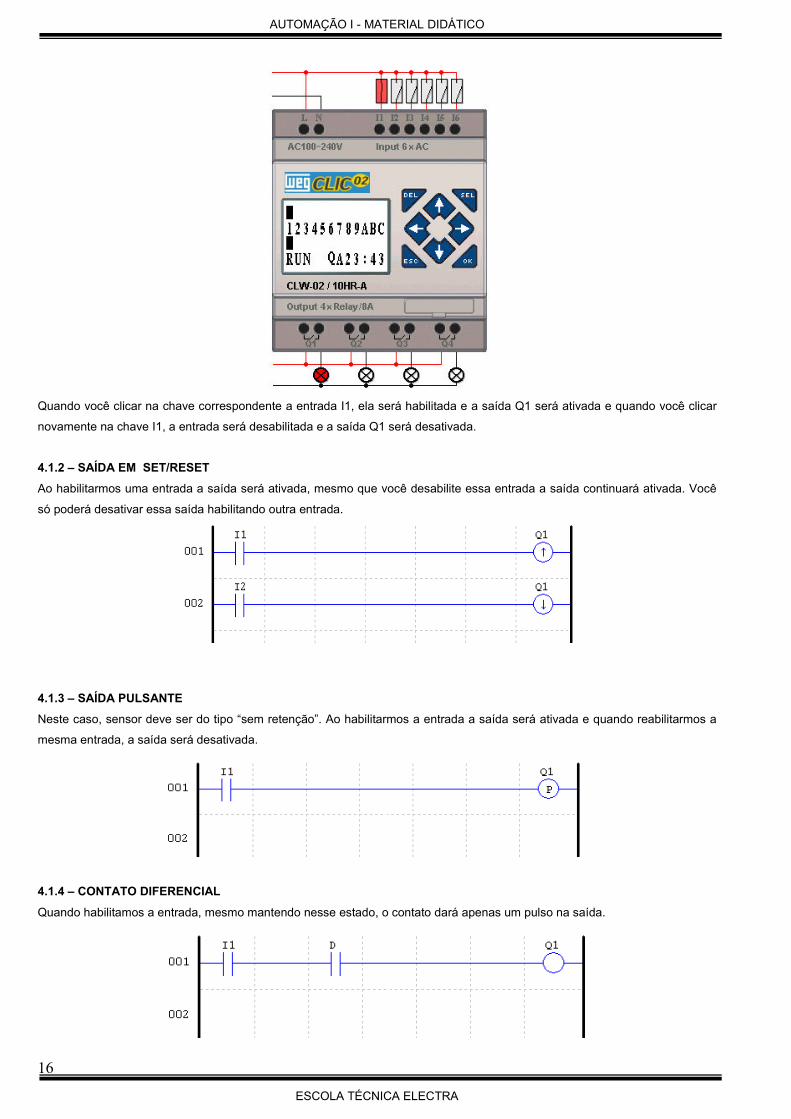
Quando você clicar na chave correspondente a entrada I1, ela será habilitada e a saída Q1 será ativada e quando você clicar
novamente na chave I1, a entrada será desabilitada e a saída Q1 será desativada.
4.1.2 – SAÍDA EM SET/RESET
Ao habilitarmos uma entrada a saída será ativada, mesmo que você desabilite essa entrada a saída continuará ativada. Você
só poderá desativar essa saída habilitando outra entrada.
4.1.3 – SAÍDA PULSANTE
Neste caso, sensor deve ser do tipo “sem retenção”. Ao habilitarmos a entrada a saída será ativada e quando reabilitarmos a
mesma entrada, a saída será desativada.
4.1.4 – CONTATO DIFERENCIAL
Quando habilitamos a entrada, mesmo mantendo nesse estado, o contato dará apenas um pulso na saída.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
17
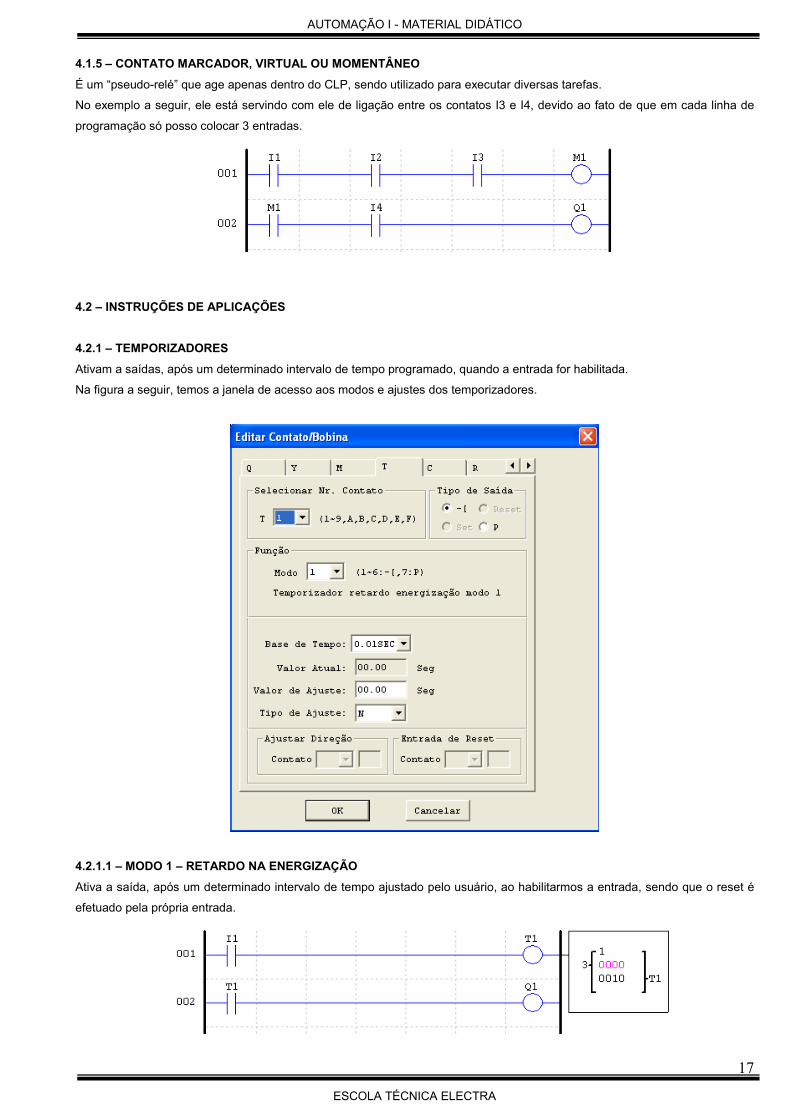
4.1.5 – CONTATO MARCADOR, VIRTUAL OU MOMENTÂNEO
É um “pseudo-relé” que age apenas dentro do CLP, sendo utilizado para executar diversas tarefas.
No exemplo a seguir, ele está servindo com ele de ligação entre os contatos I3 e I4, devido ao fato de que em cada linha de
programação só posso colocar 3 entradas.
4.2 – INSTRUÇÕES DE APLICAÇÕES
4.2.1 – TEMPORIZADORES
Ativam a saídas, após um determinado intervalo de tempo programado, quando a entrada for habilitada.
Na figura a seguir, temos a janela de acesso aos modos e ajustes dos temporizadores.
4.2.1.1 – MODO 1 – RETARDO NA ENERGIZAÇÃO
Ativa a saída, após um determinado intervalo de tempo ajustado pelo usuário, ao habilitarmos a entrada, sendo que o reset é
efetuado pela própria entrada.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
18
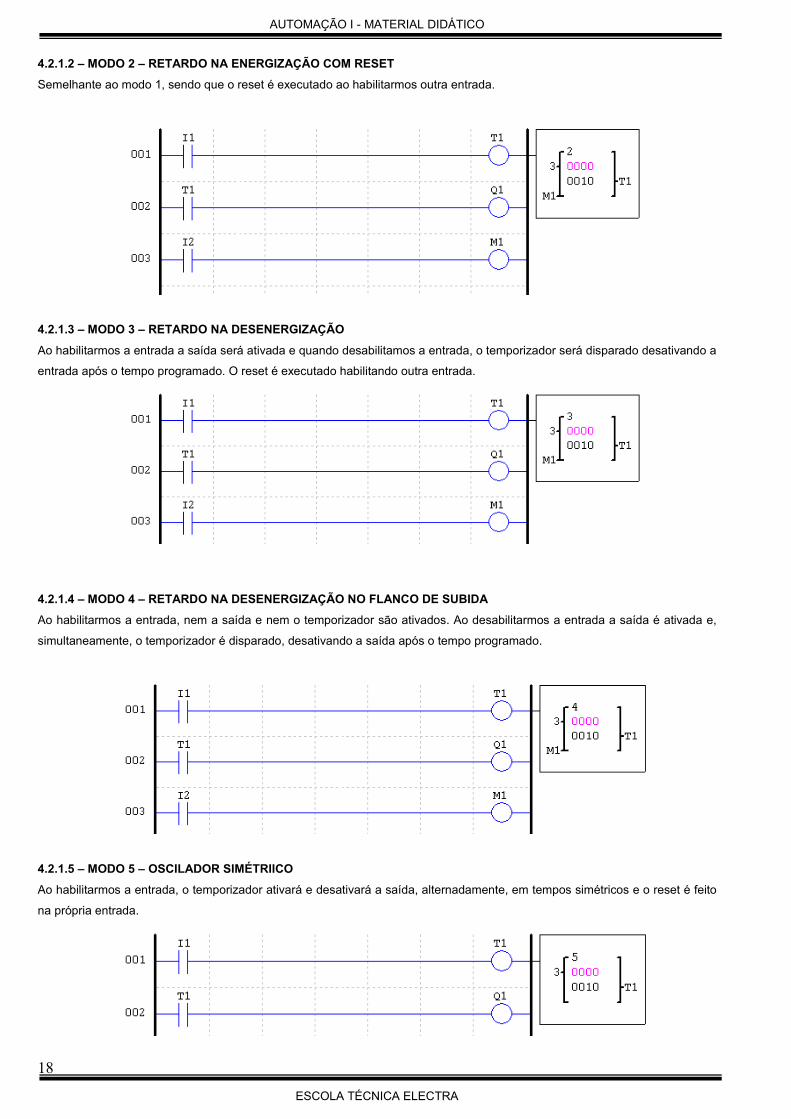
4.2.1.2 – MODO 2 – RETARDO NA ENERGIZAÇÃO COM RESET
Semelhante ao modo 1, sendo que o reset é executado ao habilitarmos outra entrada.
4.2.1.3 – MODO 3 – RETARDO NA DESENERGIZAÇÃO
Ao habilitarmos a entrada a saída será ativada e quando desabilitamos a entrada, o temporizador será disparado desativando a
entrada após o tempo programado. O reset é executado habilitando outra entrada.
4.2.1.4 – MODO 4 – RETARDO NA DESENERGIZAÇÃO NO FLANCO DE SUBIDA
Ao habilitarmos a entrada, nem a saída e nem o temporizador são ativados. Ao desabilitarmos a entrada a saída é ativada e,
simultaneamente, o temporizador é disparado, desativando a saída após o tempo programado.
4.2.1.5 – MODO 5 – OSCILADOR SIMÉTRIICO
Ao habilitarmos a entrada, o temporizador ativará e desativará a saída, alternadamente, em tempos simétricos e o reset é feito
na própria entrada.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
19
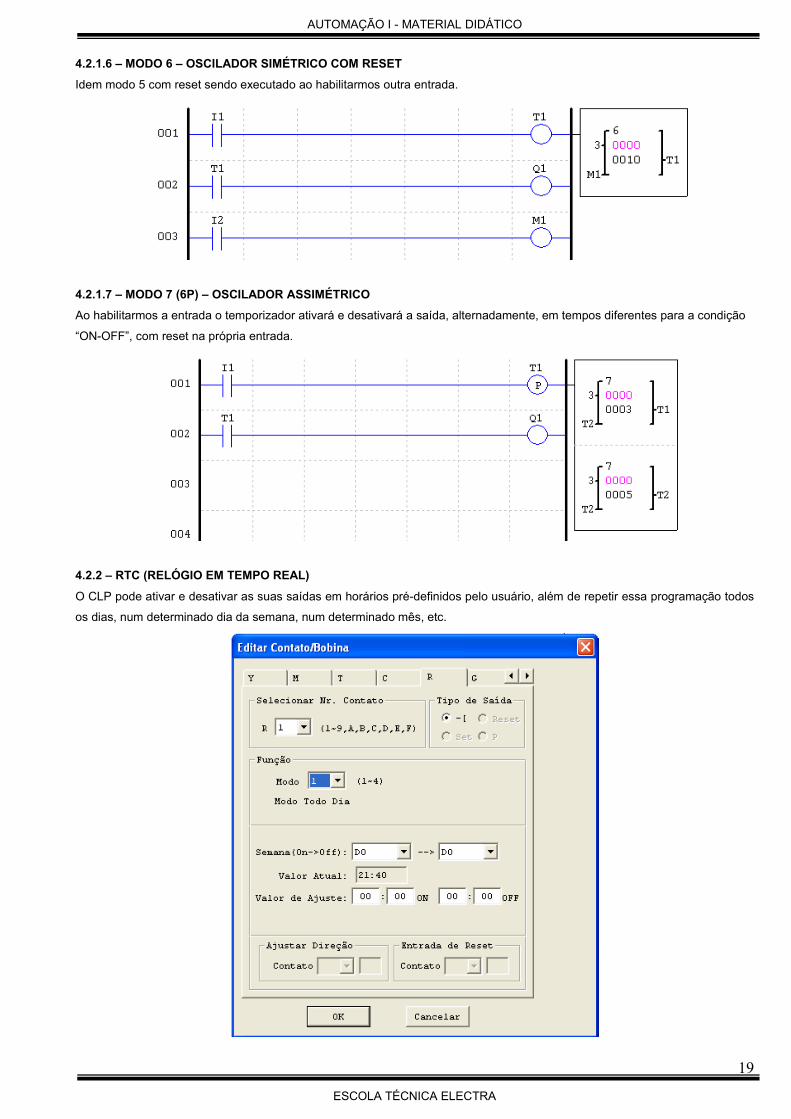
4.2.1.6 – MODO 6 – OSCILADOR SIMÉTRICO COM RESET
Idem modo 5 com reset sendo executado ao habilitarmos outra entrada.
4.2.1.7 – MODO 7 (6P) – OSCILADOR ASSIMÉTRICO
Ao habilitarmos a entrada o temporizador ativará e desativará a saída, alternadamente, em tempos diferentes para a condição
“ON-OFF”, com reset na própria entrada.
4.2.2 – RTC (RELÓGIO EM TEMPO REAL)
O CLP pode ativar e desativar as suas saídas em horários pré-definidos pelo usuário, além de repetir essa programação todos
os dias, num determinado dia da semana, num determinado mês, etc.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
20
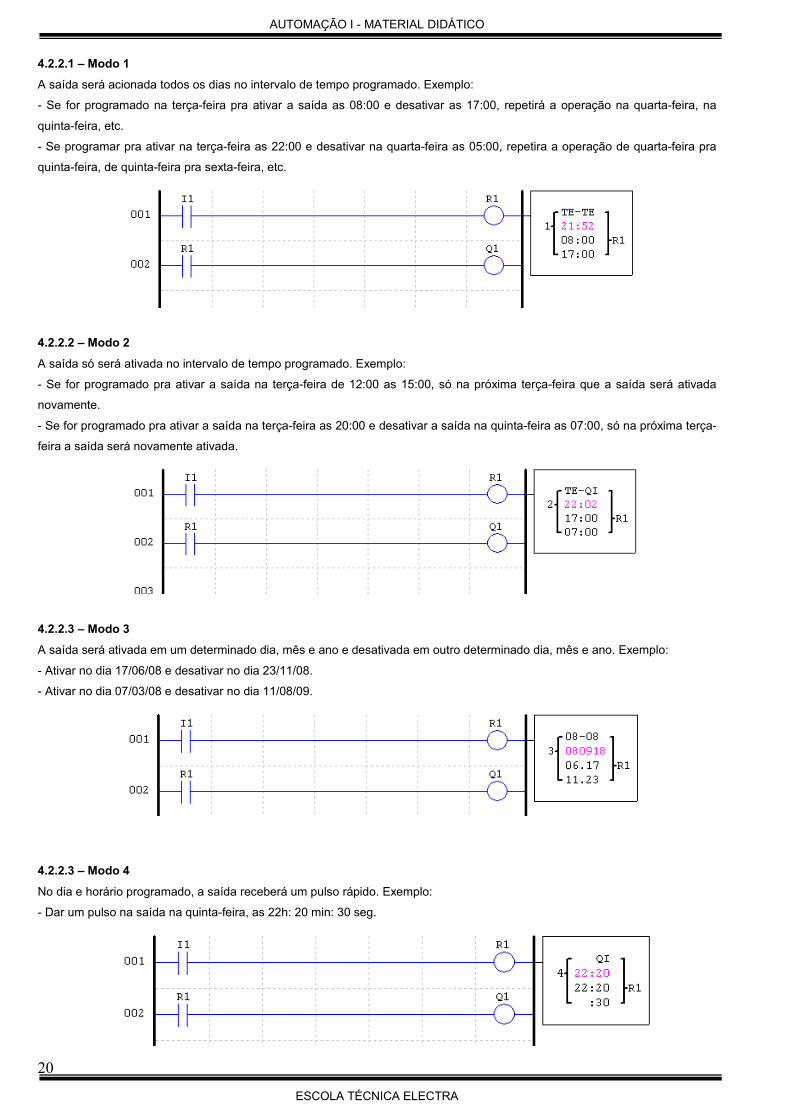
4.2.2.1 – Modo 1
A saída será acionada todos os dias no intervalo de tempo programado. Exemplo:
- Se for programado na terça-feira pra ativar a saída as 08:00 e desativar as 17:00, repetirá a operação na quarta-feira, na
quinta-feira, etc.
- Se programar pra ativar na terça-feira as 22:00 e desativar na quarta-feira as 05:00, repetira a operação de quarta-feira pra
quinta-feira, de quinta-feira pra sexta-feira, etc.
4.2.2.2 – Modo 2
A saída só será ativada no intervalo de tempo programado. Exemplo:
- Se for programado pra ativar a saída na terça-feira de 12:00 as 15:00, só na próxima terça-feira que a saída será ativada
novamente.
- Se for programado pra ativar a saída na terça-feira as 20:00 e desativar a saída na quinta-feira as 07:00, só na próxima terça-
feira a saída será novamente ativada.
4.2.2.3 – Modo 3
A saída será ativada em um determinado dia, mês e ano e desativada em outro determinado dia, mês e ano. Exemplo:
- Ativar no dia 17/06/08 e desativar no dia 23/11/08.
- Ativar no dia 07/03/08 e desativar no dia 11/08/09.
4.2.2.3 – Modo 4
No dia e horário programado, a saída receberá um pulso rápido. Exemplo:
- Dar um pulso na saída na quinta-feira, as 22h: 20 min: 30 seg.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
21
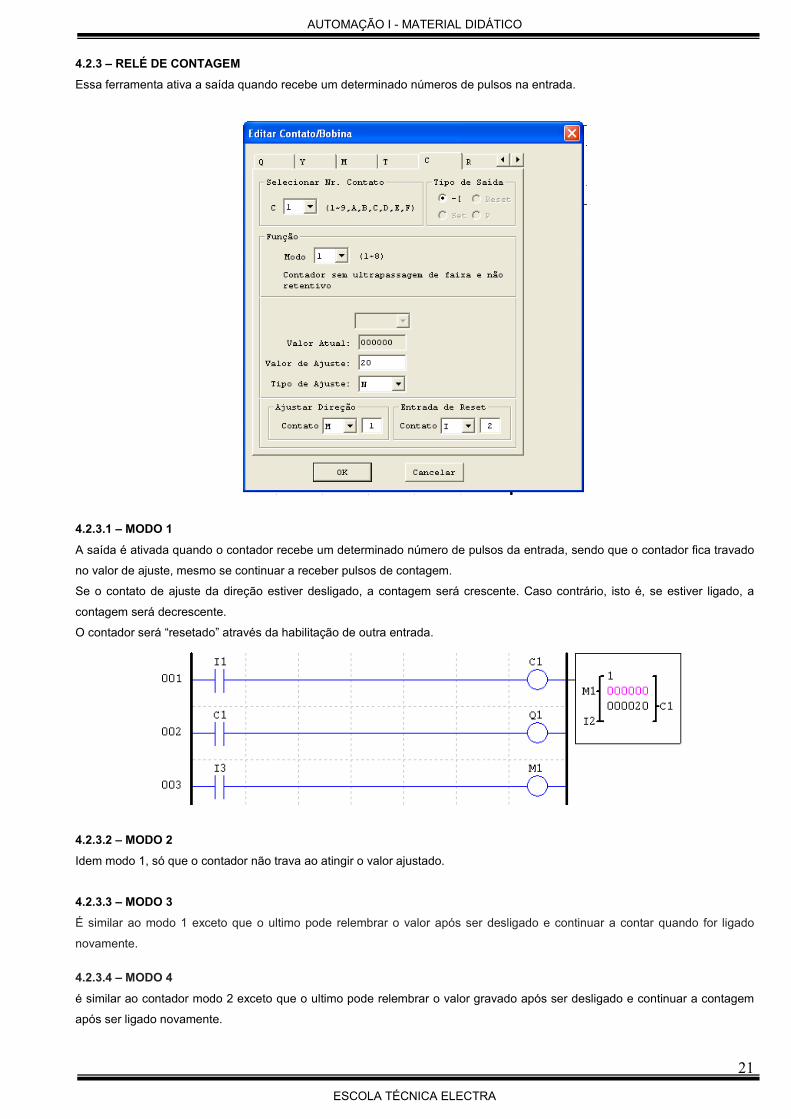
4.2.3 – RELÉ DE CONTAGEM
Essa ferramenta ativa a saída quando recebe um determinado números de pulsos na entrada.
4.2.3.1 – MODO 1
A saída é ativada quando o contador recebe um determinado número de pulsos da entrada, sendo que o contador fica travado
no valor de ajuste, mesmo se continuar a receber pulsos de contagem.
Se o contato de ajuste da direção estiver desligado, a contagem será crescente. Caso contrário, isto é, se estiver ligado, a
contagem será decrescente.
O contador será “resetado” através da habilitação de outra entrada.
4.2.3.2 – MODO 2
Idem modo 1, só que o contador não trava ao atingir o valor ajustado.
4.2.3.3 – MODO 3
É similar ao modo 1 exceto que o ultimo pode relembrar o valor após ser desligado e continuar a contar quando for ligado
novamente.
4.2.3.4 – MODO 4
é similar ao contador modo 2 exceto que o ultimo pode relembrar o valor gravado após ser desligado e continuar a contagem
após ser ligado novamente.
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
22
4.3 – ALGUNS PROJETOS EM LADDER
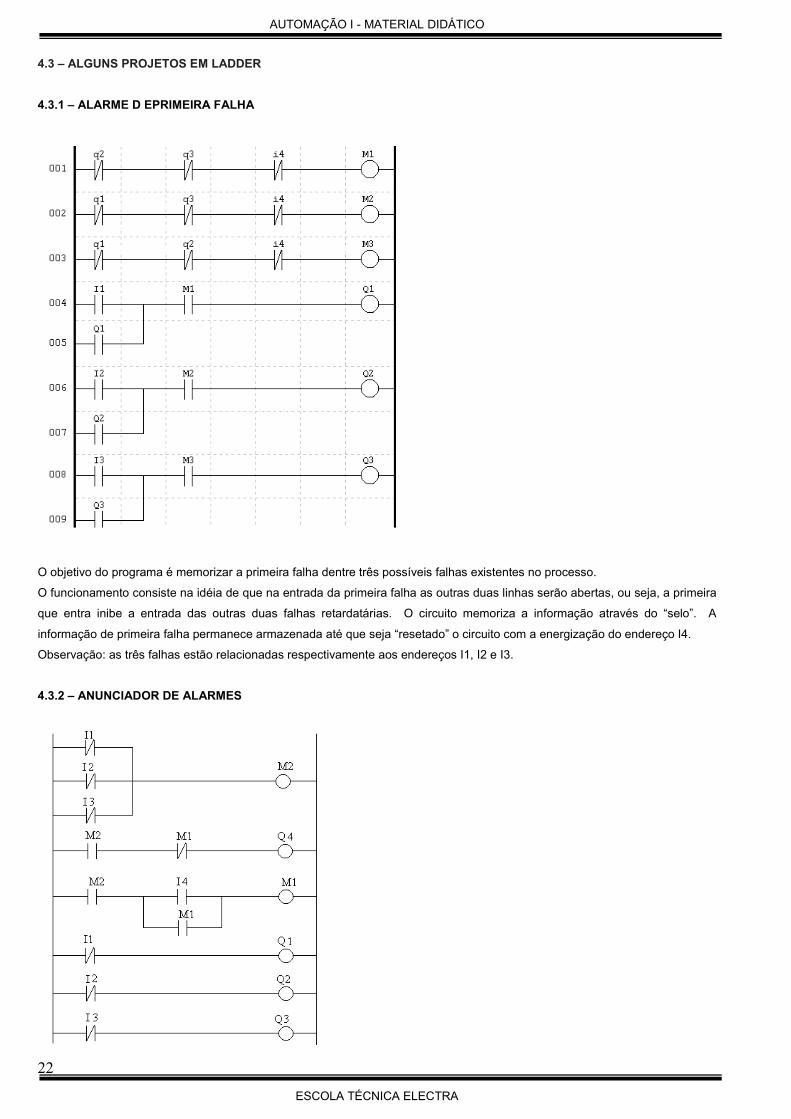
4.3.1 – ALARME D EPRIMEIRA FALHA
O objetivo do programa é memorizar a primeira falha dentre três possíveis falhas existentes no processo.
O funcionamento consiste na idéia de que na entrada da primeira falha as outras duas linhas serão abertas, ou seja, a primeira
que entra inibe a entrada das outras duas falhas retardatárias. O circuito memoriza a informação através do “selo”. A
informação de primeira falha permanece armazenada até que seja “resetado” o circuito com a energização do endereço I4.
Observação: as três falhas estão relacionadas respectivamente aos endereços I1, I2 e I3.
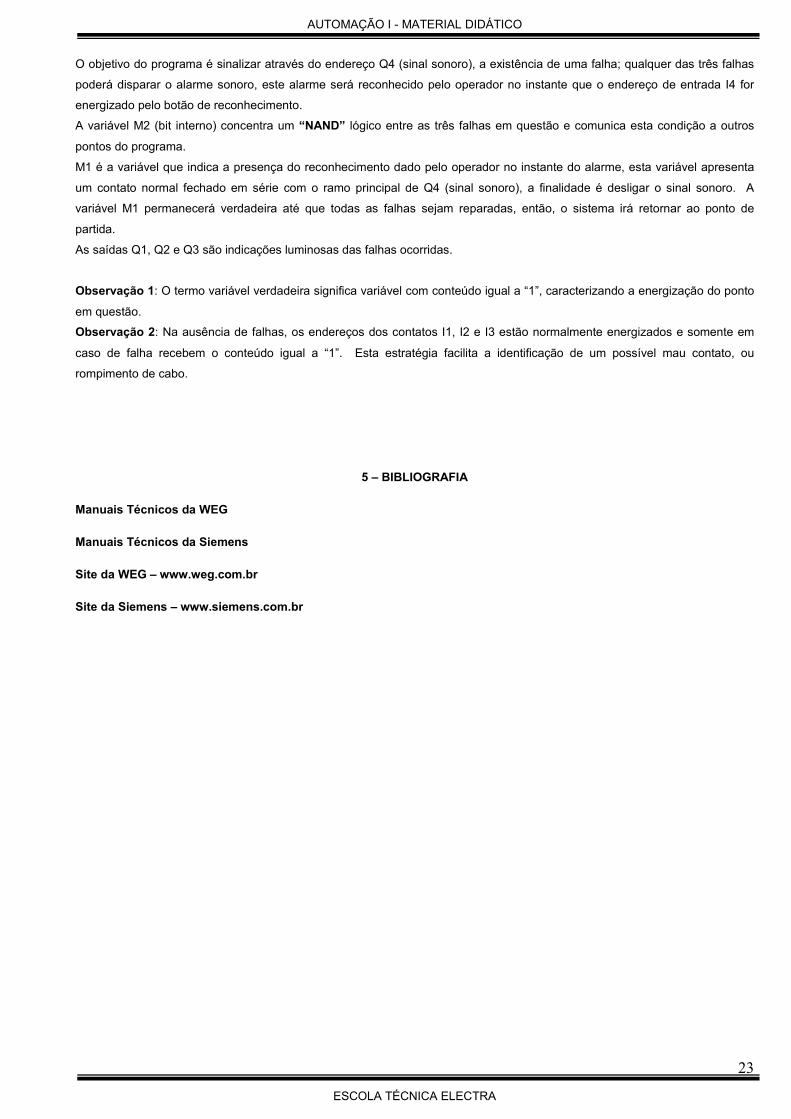
4.3.2 – ANUNCIADOR DE ALARMES
AUTOMAÇÃO I - MATERIAL DIDÁTICO
ESCOLA TÉCNICA ELECTRA
23
O objetivo do programa é sinalizar através do endereço Q4 (sinal sonoro), a existência de uma falha; qualquer das três falhas
poderá disparar o alarme sonoro, este alarme será reconhecido pelo operador no instante que o endereço de entrada I4 for
energizado pelo botão de reconhecimento.
A variável M2 (bit interno) concentra um “NAND” lógico entre as três falhas em questão e comunica esta condição a outros
pontos do programa.
M1 é a variável que indica a presença do reconhecimento dado pelo operador no instante do alarme, esta variável apresenta
um contato normal fechado em série com o ramo principal de Q4 (sinal sonoro), a finalidade é desligar o sinal sonoro. A
variável M1 permanecerá verdadeira até que todas as falhas sejam reparadas, então, o sistema irá retornar ao ponto de
partida.
As saídas Q1, Q2 e Q3 são indicações luminosas das falhas ocorridas.
Observação 1: O termo variável verdadeira significa variável com conteúdo igual a “1”, caracterizando a energização do ponto
em questão.
Observação 2: Na ausência de falhas, os endereços dos contatos I1, I2 e I3 estão normalmente energizados e somente em
caso de falha recebem o conteúdo igual a “1”. Esta estratégia facilita a identificação de um possível mau contato, ou
rompimento de cabo.
5 – BIBLIOGRAFIA
Manuais Técnicos da WEG
Manuais Técnicos da Siemens
Site da WEG – www.weg.com.br
Site da Siemens – www.siemens.com.br


















