Avaliação da Soldabilidade do Aço Sincron EN 10025-4 S355M ... · com consumível de 1,2 mm de...
16
Soldagem & Inspeção.2017;22(4):413-428 http://dx.doi.org/10.1590/0104-9224/SI2204.12 Argos Técnicos Este é um artigo publicado em acesso aberto (Open Access) sob a licença Creative Commons Attribution Non-Commercial, que permite uso, distribuição e reprodução em qualquer meio, sem restrições desde que sem fins comerciais e que o trabalho original seja corretamente citado. Recebido: 16 Nov., 2017 Aceito: 25 Jan., 2018 E-mail: [email protected] (TMDB) a Trabalho apresentado no XLIII CONSOLDA – Congresso Nacional de Soldagem, 06 a 09 de Novembro de 2017 Joinville-SC, Brasil. Resumo: A busca de soluções em melhoria da produtividade tem sido a tônica nas relações entre a siderurgia e os fabricantes de torres eólicas. Nesse sentido, a Usiminas, após a implantação da tecnologia CLC (Continuous on-Line Control), tem realizado diversos projetos de desenvolvimento de produtos e aplicação dos aços estruturais TMCP (Thermo-Mechanical-Control-Process) com características mecânicas e metalúrgicas diferenciadas em relação aos aços convencionalmente utilizados pela indústria brasileira, em especial pelos fabricantes de torres eólicas. Devido à importância que os processos de soldagem representam na fabricação de torres eólicas, estudos de soldabilidade são importantes para a elaboração de procedimentos e a seleção adequada dos aços e consumíveis que permitam o aperfeiçoamento das etapas de soldagem. Nesse contexto, este trabalho visou avaliar comparativamente as propriedades mecânicas e a caracterização microestrutural da região soldada do aço Sincron EN 10025-4 S355M, produzido pelo processo TMCP, e ASTM A572 grau 50, produzido por laminação convencional, ambos soldados pelo processo SAW Tandem Arc, empregando aportes de calor superiores aos comumente utilizados na soldagem convencional dos tramos metálicos. De acordo com os resultados obtidos, foi possível obter juntas soldadas SAW Tandem Arc com excelentes propriedades mecânicas e tenacidade, especialmente quando empregado o aço Sincron EN 10025-4 S355M, em conjunto com a combinação arame/fluxo OK Autrod12.22/OK Flux 10.72. Os procedimentos de soldagem avaliados neste trabalho podem ser uma excelente referência para o aumento da produtividade na fabricação de torres eólicas, com a redução de passes nas soldas longitudinal e circunferencial das virolas. Palavras-chave: Aço TMCP; SAW tandem arc; Energia eólica; Zona afetada pelo calor; EBSD. Weldability Evaluation of Sincron EN 10025-4 S355M Steel Applied in Wind Tower Manufacturing Welding with High Efficiency Process Abstract: The search for solutions to improve productivity has been the emphasis in relations between the steel industry and the wind tower manufacturers. In this sense, Usiminas, after the implementation of CLC technology (Continuous On-Line Control), has conducted several development projects and implementation of structural steel TMCP (Thermo-Mechanical-Control-Process) with mechanical and metallurgical characteristics differentiated in relation to steels conventionally used by Brazilian industry, especially the wind tower manufacturers. Because of the importance of the welding processes in the manufacture of wind towers, weldability studies are important for the development of procedures and the proper selection of steels and consumables enabling the improvement of welding activities. In this context, this work has the objective of comparative evaluate the weldability of steel Sincron EN 10025-4 S355M (TMCP steels) and ASTM A572 grade 50 (Normalizing steels), when welded by SAW Tandem Arc process using heat inputs higher than those commonly used in wind turbine manufacturing. The results obtained showed that is possible to obtain SAW Tandem Arc welded joints with excellent results for mechanical properties and toughness when employed especially Sincron EN 10025-4 S355M steel, together with combination wire/flux OK Autrod12.22/OK Flux 10.72. The welding procedures evaluated in this work can be an excellent way to increase the productivity in the manufacture of wind towers decreasing the number of pass in longitudinal and circumferential welds. Key-words: TMCP Steel; SAW tandem arc; Wind power; Heat affected zone; EBSD. Avaliação da Soldabilidade do Aço Sincron EN 10025-4 S355M Aplicado na Fabricação de Torres Eólicas com Processo de Soldagem de Alta Deposição a Tadeu Messias Donizete Borba 1 , Rodrigo Sanches Oliveira 2 , Hugo Reis Gama 2 , Marília Faria de Oliveira Caizer 1 , Leonardo de Oliveira Turani 3 1 Usinas Siderurgicas de Minas Gerais S.A – USIMINAS, Centro de Pesquisa & Desenvolvimento, Ipanga, MG, Brasil. 2 Elektriska Svetsnings Ake Bolaget – ESAB, Assistência Técnica, Contagem, MG, Brasil. 3 Usinas Siderurgicas de Minas Gerais S.A – USIMINAS, Assistência Técnica, Belo Horizonte, MG, Brasil.
Transcript of Avaliação da Soldabilidade do Aço Sincron EN 10025-4 S355M ... · com consumível de 1,2 mm de...

Soldagem & Inspeção.2017;22(4):413-428http://dx.doi.org/10.1590/0104-9224/SI2204.12
Artigos Técnicos
Este é um artigo publicado em acesso aberto (Open Access) sob a licença Creative Commons Attribution Non-Commercial, que permite uso, distribuição e reprodução em qualquer meio, sem restrições desde que sem fins comerciais e que o trabalho original seja corretamente citado.
Recebido: 16 Nov., 2017 Aceito: 25 Jan., 2018
E-mail: [email protected] (TMDB)
a Trabalho apresentado no XLIII CONSOLDA – Congresso Nacional de Soldagem, 06 a 09 de Novembro de 2017 Joinville-SC, Brasil.
Resumo: A busca de soluções em melhoria da produtividade tem sido a tônica nas relações entre a siderurgia e os fabricantes de torres eólicas. Nesse sentido, a Usiminas, após a implantação da tecnologia CLC (Continuous on-Line Control), tem realizado diversos projetos de desenvolvimento de produtos e aplicação dos aços estruturais TMCP (Thermo-Mechanical-Control-Process) com características mecânicas e metalúrgicas diferenciadas em relação aos aços convencionalmente utilizados pela indústria brasileira, em especial pelos fabricantes de torres eólicas. Devido à importância que os processos de soldagem representam na fabricação de torres eólicas, estudos de soldabilidade são importantes para a elaboração de procedimentos e a seleção adequada dos aços e consumíveis que permitam o aperfeiçoamento das etapas de soldagem. Nesse contexto, este trabalho visou avaliar comparativamente as propriedades mecânicas e a caracterização microestrutural da região soldada do aço Sincron EN 10025-4 S355M, produzido pelo processo TMCP, e ASTM A572 grau 50, produzido por laminação convencional, ambos soldados pelo processo SAW Tandem Arc, empregando aportes de calor superiores aos comumente utilizados na soldagem convencional dos tramos metálicos. De acordo com os resultados obtidos, foi possível obter juntas soldadas SAW Tandem Arc com excelentes propriedades mecânicas e tenacidade, especialmente quando empregado o aço Sincron EN 10025-4 S355M, em conjunto com a combinação arame/fluxo OK Autrod12.22/OK Flux 10.72. Os procedimentos de soldagem avaliados neste trabalho podem ser uma excelente referência para o aumento da produtividade na fabricação de torres eólicas, com a redução de passes nas soldas longitudinal e circunferencial das virolas.
Palavras-chave: Aço TMCP; SAW tandem arc; Energia eólica; Zona afetada pelo calor; EBSD.
Weldability Evaluation of Sincron EN 10025-4 S355M Steel Applied in Wind Tower Manufacturing Welding with High Efficiency ProcessAbstract: The search for solutions to improve productivity has been the emphasis in relations between the steel industry and the wind tower manufacturers. In this sense, Usiminas, after the implementation of CLC technology (Continuous On-Line Control), has conducted several development projects and implementation of structural steel TMCP (Thermo-Mechanical-Control-Process) with mechanical and metallurgical characteristics differentiated in relation to steels conventionally used by Brazilian industry, especially the wind tower manufacturers. Because of the importance of the welding processes in the manufacture of wind towers, weldability studies are important for the development of procedures and the proper selection of steels and consumables enabling the improvement of welding activities. In this context, this work has the objective of comparative evaluate the weldability of steel Sincron EN 10025-4 S355M (TMCP steels) and ASTM A572 grade 50 (Normalizing steels), when welded by SAW Tandem Arc process using heat inputs higher than those commonly used in wind turbine manufacturing. The results obtained showed that is possible to obtain SAW Tandem Arc welded joints with excellent results for mechanical properties and toughness when employed especially Sincron EN 10025-4 S355M steel, together with combination wire/flux OK Autrod12.22/OK Flux 10.72. The welding procedures evaluated in this work can be an excellent way to increase the productivity in the manufacture of wind towers decreasing the number of pass in longitudinal and circumferential welds.
Key-words: TMCP Steel; SAW tandem arc; Wind power; Heat affected zone; EBSD.
Avaliação da Soldabilidade do Aço Sincron EN 10025-4 S355M Aplicado na Fabricação de Torres Eólicas com Processo de Soldagem de Alta Deposiçãoa
Tadeu Messias Donizete Borba1, Rodrigo Sanches Oliveira2, Hugo Reis Gama2, Marília Faria de Oliveira Caizer1, Leonardo de Oliveira Turani3
1 UsinasSiderurgicasdeMinasGeraisS.A–USIMINAS,CentrodePesquisa&Desenvolvimento,Ipatinga,MG,Brasil.2 ElektriskaSvetsningsAktieBolaget–ESAB,AssistênciaTécnica,Contagem,MG,Brasil.3 UsinasSiderurgicasdeMinasGeraisS.A–USIMINAS,AssistênciaTécnica,BeloHorizonte,MG,Brasil.

Borba et al.
414 Soldagem & Inspeção.2017;22(4):413-428 414/428
1. Introdução
Ageraçãodeenergiaelétricaatravésdaconversãodaenergiacinéticadosventos(energiaeólica)éumatecnologia muito utilizada por diversos países por necessitar de baixos investimentos para implantação e para manutençãoemrelaçãoàsusinashidrelétricasenucleares,eporserumafontedegeraçãorenovávelelimpa,independentedautilizaçãodecombustíveisfósseis.
Impulsionadoporincentivosfederais,comdestaqueparaopioneirismodoPROINFA(ProgramadeIncentivoàsFontesAlternativasdeEnergiaElétrica)[1],oBrasilsócomeçouaexploraressaformadegeraçãodeenergia,de formaexpressiva,apartirde2009,principalmentedevidoàreduçãodosníveisdosreservatórioshídricosocorridosnosúltimosanos.Apartirdesseperíodo,aenergiaeólicatemexperimentadoumexponencialevirtuosocrescimentonoBrasil.SegundoaABEEOLICA(AssociaçãoBrasileiradeEnergiaEólica) [2], atualmente o Brasil possuiemoperação400usinascommaisde5milaerogeradoreseumacapacidadeinstaladaparaageraçãode9,4GW/ano,representando7%damatrizenergéticabrasileira.AmaiorgeraçãodeenergiaeólicaseconcentranasregiõesNordesteeSul,sendooRioGrandedoNorte,Bahia,CearáeRioGrandedoSulosestadoscommaiorcapacidade instalada, Figura1(a).
Paraospróximos2anos,estãoprevistosmaisde7bilhõesdedólareseminvestimentosparaodesenvolvimentodemais175parqueseólicos.Estima-sequeoBrasilsetorne,até2020,osextomaiorprodutordeenergiaeólicadomundo,ficandoatrásdaChina,EUA,Alemanha,ÍndiaeEspanha[2].
Figura 1.Mapadosetoreólicobrasileiroaté2016(a)eilustraçãodeumaerogeradoredasprincipaisetapasdafabricaçãodeumtramoparatorreseólicas(b).AdaptaçãoPROINFA[1] e ESAB [3].
Apesardosgrandesinvestimentoseincentivosparaodesenvolvimentodosetoreóliconacional,aindaexisteumagrandenecessidadededesenvolvimentonasdiversastemáticasdosetor,principalmentenatecnologiadefabricaçãodeaerogeradoresedemateriais,embuscademelhordesempenhodefabricação.NoBrasil,maisde60%dosinvestimentosdeumparqueeólicosãodestinadosàfabricaçãodosaerogeradores[4],sendode20a25%deste custo destinado à construção das torres [4], que são na grande maioria do tipo cônicas de aço, podendo utilizar,dependendodesuaaltura,de100a200ton.deaçoparaasuaconstrução.
Torres de aço cônicas envolvem basicamente operações de caldeiraria e corte das chapas, dobramento e váriasoperaçõesdesoldagem.Astorressãoproduzidasem3ou4segmentos,denominadosseçõesoutramos.

Soldagem & Inspeção.2017;22(4):413-428 415415/428
Avaliação da Soldabilidade do Aço Sincron EN 10025-4 S355M Aplicado na Fabricação de Torres Eólicas com Processo de Soldagem de Alta Deposição
Cadatramoéproduzidopelauniãode,geralmente,5a6virolasdeaproximadamente3metrosdecomprimentocada.Tantoparaasoldagemlongitudinal,utilizadanafabricaçãodasvirolas,quantoparaasoldagemcircunferencial,aplicadanauniãoentrevirolas,éutilizadooprocessodesoldagemaarcosubmerso(SAW),Figura1(b).
Dessaforma,aUsiminaseaESAB,vêmrealizandoestudosparaodesenvolvimentodaengenhariadeaplicaçãodeaçoseconsumíveisparaomercadoeólico,otimizandoasváriasetapasdafabricaçãodostramosmetálicosemelhorandoaprodutividadedafabricaçãodessasestruturasmetálicas.Nessecontexto,estetrabalhovisouavaliarodesempenhodosaçosestruturaisS355MeASTMA572grau50,de40mme38mmdeespessura,respectivamente,quandosoldadospeloprocessoSAWcomaadiçãodedoisaramesenergizados(SAWTandem Arc)empregandoaportesdecalorsuperioresaoscomumenteutilizadosnasoldagemconvencionaldostramosmetálicos.
2. Materiais e Métodos
2.1. Materiais
Nesteestudo,foramavaliadoscomometalbase(MB)osaçosestruturaisprocessadosemescalaindustrial:(i)(SincronS355M):materialqueatendeosrequisitosdanormaEN-10025-4S355Mproduzidovialaminaçãocontroladaseguidaderesfriamentoacelerado(Thermo Mechanically Controlled Processed-TMCP)e;(ii)(A572):materialqueatendeosrequisitosdanormaASTMA572grau50produzidoporlaminaçãoconvencionalseguidode tratamento térmicodenormalização.Acomposiçãoquímica realizadaviaespectroscopiaótica,oaspectomicroestruturalapósataquecomreativonital4%,easpropriedadesmecânicasdessesmateriaisseencontramna Tabela 1, Figura 2, e Tabela 2, respectivamente.
Tabela 1.ComposiçãoquímicadosaçosSincronEN-10025-4S355MeASTMA572grau50(%p/p).
Aço C Mn Si P S Al
Sincron S355 M 0,08 1,51 0,24 0,012 0,002 0,042A572 0,17 1,46 0,34 0,022 0,008 0,033
Ca N Cu + Ni + Cr Nb + V + Ti Ceqa
Sincron S355 M 0,0015 0,0052 0,050 0,031 0,34A572 0,0010 0,0030 0,039 0,059 0,42
aCeq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5[5].
Tabela 2.ValoresdepropriedadesmecânicasdeterminadosemtraçãodosaçosSincronEN-10025-4S355MeASTMA572grau50.
Aço Limite de Escoamento (MPa)a Limite de Resistência (MPa)a Alongamento (%)b
Sincron S355 M 451 ± 11 534 ± 11 30 ± 2Especificação ≥345 470 - 630 ≥21
A572 430 ± 9 563 ± 9 23 ± 4Especificação ≥345 ≥450 ≥21
avalormédiodeterminadoapartirdoensaiodetrêscorposdeprova.bBasedeMedida=50mm.
AsmicroestruturascaracterísticasdosaçosSincronS355MeA572podemserobservadasnaFigura 2. O aço A572apresentaumbandeamentomicroestruturaldeferritapoligonaleperlita.NocasodoaçoSincronS355M,percebe-seapresença,emmaiorquantidade,debainitae,emmenorquantidade,deferritapoligonalefinosnódulosdeperlita,bemmaisrefinadasdoqueosconstituintesobservadosnoaçoA572.
OrefinamentomicroestruturaldoaçoSincronS355Mpodeseratribuídoaoefeitocombinadodosparâmetrosdelaminaçãocontroladaedoresfriamentoaceleradoque,associadosàcomposiçãoquímica,afetamsignificativamenteosprodutosdetransformaçãodaaustenita.Comojádemonstradoemdiversostrabalhos[6-8],esserefinamentoestruturalproporcionaumaexcelentecombinaçãoderesistênciamecânicacomelevadosvaloresdetenacidade.

Borba et al.
416 Soldagem & Inspeção.2017;22(4):413-428 416/428
2.2. Confecção e caracterização das juntas soldadas
AsinformaçõestípicasdosconsumíveisempregadosnasoldagemestãoapresentadasnaTabela 3. Como metaldeadição,foiusadaacombinaçãofluxoeeletrodosegundoaclasseAWSA5.17–F7A8-EM12Kde5,0mmdediâmetro.Ofluxoempregadofoiespecialmentedesenvolvidoparaasoldagemdetorreeólicaeédotipoaglomeradoneutro/básico,quepossibilitaadeposiçãodeummetaldeelevadatenacidadeabaixastemperaturas.Paraasoldagemdasduasamostras,foiutilizadoumchanfrosimétrico,duploV,comângulode80°e5mmdenariz.Nasduasjuntas,foirealizadoumpassedeselagemempregandooprocessodesoldagemMAG(Metal Active Gas)comconsumívelde1,2mmdediâmetroAWSSFA5.18ER70S-6.Nãofoiutilizadopreaquecimentoeatemperaturaentrepassesfoimantidaabaixode250°C.
Figura 2.Microestrutura(aeb),distribuiçãodotamanhodegrãoferrítico(c)efraçãovolumétricadosconstituintesmicroestruturaisdosmetaisbaseavaliados(d).Ataque:Nital4%.
Tabela 3.Composiçãoquímicaevaloresdepropriedadesmecânicastípicosdosconsumíveisutilizados[9].
Comercial Classe AWS C Si Mn LE (MPa)
LR (MPa)
AL(%)
CVN(J)
Ok Autrod 12.51 (selagem) ER70S-6 0,8 0,90 1,50 470 560 25 70 (-20°)OK Autrod 12.22 (eletrodo)
F7A8-EM12K 0,05 0,30 1,50 415 500 30 50 (-62°)OK Flux 10.72 (fluxo)
GásAr+20%CO2.
Paraaperfeiçoarasetapasde soldagemutilizadasna fabricaçãodos tramosmetálicos foipropostaaalteraçãodoprocedimentodesoldagem,deformaareduzironúmerodepassesdesoldadepositados.Paraisso,foiconfeccionada,paracadatipodeaço,umajuntasoldadapeloprocessoSAW Tandem arc empregando aporte

Soldagem & Inspeção.2017;22(4):413-428 417417/428
Avaliação da Soldabilidade do Aço Sincron EN 10025-4 S355M Aplicado na Fabricação de Torres Eólicas com Processo de Soldagem de Alta Deposição
decalor superioraoscomumenteutilizadospelos fabricantesde torreseólicas.Osparâmetrosdesoldagemutilizados neste trabalho estão apresentados na Tabela 4(Tandem arc procedimento otimizado)ondetambéméapresentado,apenascomoinformação,oprocedimentodesoldagemconvencional(Tandem arc procedimento convencional)quenãofoiavaliadonesseestudo.
Tabela 4.ParâmetrosdesoldagemTandem Arc, procedimentos convencional e otimizado.
Lado do Chanfro Passe Corrente
(A)Tensão
(V)Velocidade
(cm/min)Aporte de
Calor (kJ/cm)Deposição
(kg/h) Geometria do Chanfro
Proc
edim
ento
de
Sold
agem
Con
venc
iona
l Selagem MAG 270 27 40 12
20,3Externo
1°800a 34a
75 42700b 36b
2° - 5°750a 34a
75 41720b 35b
Interno1°
900a 33a
50 6021,2
580b 35b
2° - 4°750a 34a
75 41720b 36b
Lado do Chanfro Passe Corrente
(A)Tensão
(V)Velocidade
(cm/min)Aporte de
Calor (kJ/cm)Deposição
(kg/h) Geometria do Chanfro
Proc
edim
ento
de
Sold
agem
Oti
miz
ado
Selagem MAG 278 27 34 12
25,3Externo
1°1000a 32a
45 71800b 34b
2°1000a 32a
45 71800b 34b
Interno1°
950a 33a
60 5325,3
800b 34b
2°1000a 32a
43 87900b 34b
afonteretificadoradecorrentecontínua.bfontedecorrentealternadadeondasquadrada.
Apósasoldagem,realizou-seanálisemacrográficadeseçãotransversalàsolda,emamostrasatacadascomreativoquímiconital4%.Nestamesmaseção,foirealizadoomapeamentodedurezaVickerscomcargade1kgfedistânciaentreimpressõesde0,35mm,tantonadireçãoverticalquantonahorizontal,deformaaevidenciaravariaçãodedurezaprovocadapelociclotérmicodesoldagem.Aanálisemicroestruturaldasjuntassoldadastambémfoirealizadaapartirdaseçãoutilizadanaanálisemacrográfica.Paraisto,selecionou-seumaregiãodoladoexternodajunta,emqueometalbasefoiafetadopelociclotérmicodeumúnicopasse.Foiavaliada,viamicroscopiaótica(MO)eapósataquequímicocomreativonitala4%,somentearegiãodegrãosgrosseiros(RGG)dazonaafetadapelocalor(ZAC).
AmicroestruturadaZACtambémfoicaracterizadaemtermosdeorientaçãocristalográficasutilizandoummicroscópioeletrônicodevarreduracapazderealizaranálisedeDifraçãodeElétronsRetroespalhadosEBSD-Electron backscatter diffraction.Paratal,asamostrasforampreparadasviapolimentoconvencionalseguidodepolimentomecânicoautomáticoemsoluçãocontendopastadediamantede0,1µmesílicacoloidal.Asanálisesforamrealizadasposicionandoasamostrasaumadistânciadetrabalhode17,5mmecomumângulodeinclinaçãode70°emrelaçãoaofeixedeelétronsincidentee20kVdetensão.
Oselétronsretroespalhadosgerampadrõesdedifraçãoquesãocapturadosporumateladefósforoposicionadanointeriordacâmaradevácuoetransmitidosàumacâmera(fabricanteHKL)osquaissãoprocessadosatravésdosoftwareHKLfast acquisition 2007ecomparadoscomospadrõesderaiaspré-estabelecidosdeKikuchi(padrãodedifraçãodoselétronsretroespalhados).

Borba et al.
418 Soldagem & Inspeção.2017;22(4):413-428 418/428
Paracadajuntasoldada,foramensaiados4corposdeprova(CPs)detraçãoe2CPsdedobramentoretiradosdoladointernoeexternodochanfro.Acondiçãodedobramentoutilizadafoide4E-180°,sendoEaespessuradachapae4Eoraiodedobramento.OsCPsparaestesensaiosforamconfeccionadossegundoocódigoASME,seção IX [10],eensaiadoscombasenanormaASTMA370[11].OsensaiosdeimpactoCharpy-Vforamrealizadosem5CPsdotipofull size,(10×10×55)mm,retiradosa1/4daespessura,eensaiadosdeacordocomanormaASTMA370[11].Osentalhesforamposicionadosnometaldesolda(MS),linhadefusão(LF)+1mmeLF+5mm,retiradosdeumdosladosdochanfro.OsCPsdoMSedaZACforamensaiadosnastemperaturasde-20e-30°C,respectivamente.
3. Resultados e Discussão
3.1. Caracterização metalográfica e mapeamento de dureza das juntas soldadas
Oaspectomacrográficodasjuntassoldadas,comoslocaisondeforamrealizadasasanálisesmicroestruturaisviaMOeEBSD,assimcomoosresultadosdoensaiodomapeamentodedurezaVickerssãoapresentadosnaFigura 3.Épossívelobservarqueospassesderaizapresentaramboapenetraçãoeasjuntasestavamisentasdedefeitos,comprovandoqueosparâmetrosdesoldagemaplicadosforamapropriados.
Figura 3.AspectomacrográficodaregiãodesoldadasjuntasSAWtandem arcdosaçosSincronS355MeA572emapeamentodedurezaVickerscomcargade1kgfedistânciade0,35mmentreimpressões.

Soldagem & Inspeção.2017;22(4):413-428 419419/428
Avaliação da Soldabilidade do Aço Sincron EN 10025-4 S355M Aplicado na Fabricação de Torres Eólicas com Processo de Soldagem de Alta Deposição
OmapeamentodedurezaéextremamenteútilparaestimarasvariaçõesdepropriedadesaolongodaZACedometaldesolda(MS),umavezqueosvaloresdedurezapodemserempiricamentecorrelacionadoscomaresistênciamecânicaecomasusceptibilidadeàocorrênciadetrincasinduzidaslocalmenteporhidrogênio.Observa-se,nocasodajuntasoldadadoaçoA572,queometaldesoldaapresentavaloresdedureza(170–210HV)próximosaometalbase(175-212HV),indicandoquearesistênciamecânicadasoldaématched(MScomresistênciapróximaaoMB).JánocasodajuntasoldadadoaçoSincronS355M,ometaldesolda(178–205HV)éovermatched(MScomresistênciasuperioraoMB)emrelaçãoaometalbase(158–178HV).
Asregiõesdemaioresvaloresdedurezanocordãodesolda,tantoparaajuntaSincronS355MquantoparaajuntaA572,estãolocalizadasnaraizdasolda,aqualfoirealizadacomeletrodoOKAutrod12.51,quepossuimaioresteoresdecarbonoevaloresdepropriedadesmecânicas,Tabela 4,alémdisso,essaéaregiãoondesofreumamaiorvelocidadederesfriamentoequalitativamenteumamaiordiluiçãodoMS,favorecendo,especialmenteparaajuntadoaçoA572,aformaçãodeestruturasdemaiordureza.Asregiõescommenoresvaloresdedureza(140–150HV)nocordãodesoldadasduasjuntasavaliadasestãoassociadasazonasafetadaspelocalornocordãodesolda(ZACMS)esãoreferentesaospassesdepositadosdoladointernodochanfro.Essasregiõesamaciadas,claramente evidenciadas na Figura 3,sofreramreaquecimentodevidoàdeposiçãodopassesubsequentedoladoexternodochanfro,provocandoseurefinamentoerevenimentomicroestrutural.Demodogeral,areduçãodaestruturabrutadefusãodecorrentedasolidificaçãodopasseanterior,provocaaquedadedurezaeaumentaatenacidade a baixa temperatura do metal de solda [12].
Épossívelobservarquetodososvaloresdedurezaestãobemabaixode350HV,sugerindoqueosdoisaçosavaliadospossuembaixasusceptibilidadeàocorrênciadetrincasafrioinduzidasporhidrogênionaZAC[13-15]. Analisando a Figura 3épossívelevidenciarqueaRGGdajuntaASTMA572grau50(áreascomtonalidadesamarelase vermelhas da Figura 3)apresentou,praticamenteaolongodetodaasuaextensão,comexceçãodasregiõesreaquecidas,valoresdedurezamuitosuperiores(240–260HV)aosvaloresdedurezadometalbase.JáparaoaçoSincronS355Mobserva-sequeessadiferençaentreosresultadosdedurezadaRGGedoMBtambémexiste,porém,nãoétãoexpressiva.OaçoA572possuimaioresvaloresdecarbonoedecarbonoequivalentee,portanto,émaissensívelaosciclostérmicosdesoldagemutilizadosnestetrabalho.
Oprocedimentodesoldagemaplicadonafabricaçãodostramosmetálicosdevelevaremcontaascondiçõesquefavorecemaresistênciaàfadigadatorreeólicaqueconstantementesofresolicitaçõescíclicas.Paraisso,nãobastasomenteaaplicaçãodemetalbaseeconsumíveisdesoldaquepossuemelevadaresistênciamecânica,mastambémadotarprocedimentosdesoldagemquepossibilitemadeposiçãodecordõesdesoldacomgeometriaideal,deformaaminimizaraformaçãodeconcentradoresdetensões,comoporexemplooformatodopédocordão [16,17].SegundoanormaISO5817:2003 [18],oângulodopédocordãodevesermaiorque150°que,nocasodasjuntasdestetrabalho,comopodeservistonaFigura 3,atenderamaesserequisito.Casocontrário,recomenda-seseguirasorientaçõescitadasnaseção8.4danormaAWSD1.1-2010[19]paramodificaroperfildocordãodesoldacomo,porexemplo,aplicandoosmétodosderetificaçãoouderefusão(pelosprocessosdesoldagemaTIGe/ouaplasma).
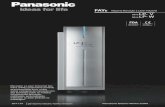
Na Figura 4sãoapresentadasasmicroestruturastípicasdoMSdasduasjuntassoldadas.Aidentificaçãoviamicroscopiaótica(MO)dosdiferentesconstituintesdazonafundidafoirealizadasegundoosistemadeclassificaçãodoInstitutoInternacionaldeSoldagem(IIW)[20].
Demaneirageral,emtermosmicroestruturais,a regiãoMSdasduas juntas soldadasapresentouumamicroestruturapredominantedeferritadecontornodegrão(FG),perlita(P)eferritaacicular(FA).Qualitativamentefoiobservada,paratodasasjuntassoldadas,umamaiorquantidadedeFA,comsuatípicamorfologiadeagulhasnucleadas a partir de inclusões [21],emrelaçãoaosdemaisconstituintes. Jáas regiõesdoMSquesofreramaquecimento acima da temperatura Ac1devidoaociclo térmicodopassede solda subsequente (ZAC-MS),apresentaramumrefinamentodaestruturagrosseiradoMS,formandoferritaequaxial(F)eperlitafina(P)oque,normalmente, melhora a tenacidade dessa região.
Amicroestruturadocordãodesoldaéinfluenciadapelaestruturaprimáriadesolidificação,pelotamanhodegrãodaaustenitaprévia,peladistribuiçãoetipodeinclusõesnãometálicas,peloteordosdiferenteselementosdeligaepelociclotérmicodesoldagem.Aalteraçãodequalquerumadessasvariáveisafetaráasdemais,tornandoaprevisãodamicroestruturafinaldoMScomplexaquandoanalisadaainfluênciadeapenasumdessesfatores[13].
Borba et al.
420 Soldagem & Inspeção.2017;22(4):413-428 420/428
Na Figura5sãoapresentadasasmicroestruturasidentificadasnaregiãodegrãosgrosseiros(RGG)daZACdasjuntassoldadasavaliadas.Estaanáliseconcentrou-seemregiõesquenãosofreramreaquecimentoemfunçãodeciclotérmicodeoutrospassesdesoldaconformeindicadonaFigura 3.AidentificaçãoviaMO,dosdiferentesconstituintesfoirealizadasegundoosistemadeclassificaçãoThe Welding Institute(TWI)[22].Verificou-senasduasjuntasqueamicroestruturaseapresentamaisgrosseirapróximaàlinhadefusãoeàmedidaqueseafastatorna-semaisrefinada.Deformageral,observa-se,próximoalinhadefusão,umaumentodogrãodaaustenitapréviadevidoàaltatemperaturadepicoatingidanessaregião,acimade1100°C,eapresençademicroestruturasmaisgrosseirasedemaiortemperaturadetransformação,favorecidaspelamenorvelocidadederesfriamentoproporcionadapelosaportestérmicosempregadosnaconfecçãodasjuntasemquestão.
AanálisemetalográficaqualitativaaolongodaRGGdasduasjuntassoldadasreveloudiferentesproporçõesdosmesmosconstituintesmicroestruturaisentreosaçosavaliados.NaRGGdoaçoSincronS355Mobserva-seferritadecontornodegrão(FG)e,emalgumasregiões,pequenosnódulosdeperlita(P)eferritapoligonal(FP)noscontornosdegrãosdaaustenitaprévia(CGγp),eferritacomsegundafasealinhada(FSA)enãoalinhada(FSN)nointeriordosgrãos.JáaRGGdoaçoA572(Figura6(a)),émaisextensa,comFGePnosCGγp,enoseuinteriorFSAeFSN.ÉevidentequeasmicroestruturasdaRGGdoaçoSincronS355MsãomaisgrosseirasqueosconstituintesdaRGGdoaçoA572.OaçoTMCP,emfunçãodeseumenorteordecarbonoevalordecarbonoequivalente,apresentao iníciode transformaçãoemtemperaturasmaiselevadasqueoaçoconvencional,favorecendoocrescimentoe,dessaforma,oalargamentodasripasdaferritaFG,FSAeFSN.NocasodoaçoA572,devidoaomaiorteordecarbono,observa-seumamaiorquantidadedesegundafaseentreasripasdasFSAeFSN,asquaispodemsercarbonetos,martensitaemartensita/austenitaretida(M-A),quetemsuaformaçãofavorecidaemfunçãodasbaixasvelocidadesderesfriamento,oqueéocasodasoldagemcomelevadoaportedecalor.Porém,essadiferenciaçãosóépossívelatravésdeanáliseviamicroscopiaeletrônicadetransmissãoouviaataquemetalográficoeletrolítico,quenãoforamrealizadosnesteestudo.OutradiferençasignificativaentreasRGG dos aços avaliados, principalmente nas Figuras6(b),équeotamanhodegrãodaaustenitaprévia,quepodeserestimadapelaposiçãodasFG,équalitativamentemaiornaZACdosaçosA572doquenaZACdosaçosSincronS355M.OmenortamanhodegrãodaaustenitapréviaassimcomoamenorextensãodaRGGdosaçosS355M
Figura 4.MicroestrturadoMS.Ataquenital4%.

Soldagem & Inspeção.2017;22(4):413-428 421421/428
Avaliação da Soldabilidade do Aço Sincron EN 10025-4 S355M Aplicado na Fabricação de Torres Eólicas com Processo de Soldagem de Alta Deposição
Figura 5.Microestruturanaregiãodegrãosgrosseiros(RGG).Ataquenital4%.RGR:Regiãodegrãosrefinados;MS:Metaldesolda;LF:Linhadefusão.
Figura 6.ResultadosdetraçãodasjuntassoldadasdosaçosSincronS355MeA572.

Borba et al.
422 Soldagem & Inspeção.2017;22(4):413-428 422/428
esta associado à presença de precipitados de TiN homogeneamente distribuídos e coerentes com a matriz do MB,osquaisdificultamamigraçãodoscontornosdegrãodevidoaoefeitopinning [21]emregiõesdaZACondea temperatura de pico não supere a temperatura de dissolução dos mesmos.
3.2. Ensaios de tração e de dobramento
TantoajuntadoaçoSincronS355MquantoàdoaçoA572nãoapresentaramtrincasnaregiãodocordãodesoldaduranteoensaiodedobramento,comprovandoaausênciadedefeitoseaboaductilidadedoMS.
OsresultadosobtidosnosensaiosdetraçãodasjuntassoldadaspodemserobservadosnaFigura6. A linha vermelhacontínuaindicaovalorespecificadoparaolimitedeescoamento(LE)que,paraambososaços,devesermaiorque345MPa.Jáalinhavermelhapontilhadamarcaovalorespecificadoparaolimitederesistência(LR)que,paraocasodosaçosSincronEN10025S355M,correspondeàfaixade470MPaa630MPa,eparaoaçoASTMA572grau50devesersuperiora450MPa.
OúnicorequisitoespecificadoparaasjuntassoldadasnoensaiodetraçãoéqueoLRatendaaovalorespecificadopara o metal base [23]. Os valores de limite de escoamento apresentados na Figura6sãoapenasinformativos.EssecritériofoiatendidoparatodososCPsensaiados,comomostradonaFigura6.TodasasfraturasocorreramnoMB,nocasodajuntasoldadadoaçoSincronS355M,enoMS,nocasodasjuntassoldadasdoaçoA572.
Umajuntasoldadapodeserconsideradacomosendoumconjuntodediferentes“materiais”,MS,ZACeMB,apresentandoumaheterogeneidademecânicaemicroestrutural[24]aolongodesuaseção,comojáevidenciadono mapeamento de dureza da Figura 3.Oefeitoda interaçãodaspropriedadesdessasdiferentesregiõesnaspropriedadesdeumaestruturasoldadarealédifícildesermensuradoeosCPstradicionaisparaqualificaçãodeprocedimentosdesoldagemnãosãocapazesdeevidenciarainteraçõesdetaisregiões.Dessaforma,essaheterogeneidadenãoéconsideradanomomentododesenvolvimentodoprojetodeumaestruturasoldada,sendoutilizada,namaioriadoscasos,umaabordagembastanteconservadora.Ressalta-seque,nasúltimasdécadas,váriospesquisadoresvêmtrabalhandoprincipalmentecomumavisãodamecânicadafratura,comdiferentesferramentascomoamodelagemcomputacionaleutilizaçãodeCPsdediferentesconfiguraçõesparadiferentestiposdeensaiosparatentardeterminaroefeitodetalheterogeneidadenaspropriedadesdasjuntassoldadasena integridade de uma estrutura real [25,26].
3.3. Ensaios de impacto Charpy-V
Comrelaçãoaoensaiode impactoCharpydas juntas soldadas,osvaloresdeenergiaabsorvidadevemsatisfazeraosmesmosrequisitosespecificadosparaometalbase(34Ja-30°C).Osresultadosobtidosatenderamaessesrequisitos,conformeilustradonaFigura7.
Todososresultados,independentedotipodeaço,foramsuperioresaomínimoespecificadoparaosmateriaisavaliados.TodososCPscomentalhenoMStambémforamsuperioresa34J.Pode-sedizerqueosexcelentesvaloresobservadosnoMSforamemfunçãodamaiorfraçãodeFAemrelaçãoaFG,evidenciadonaFigura 4.Aferritadecontornodegrãoqueéprejudicialàtenacidadeabaixastemperaturasporapresentarpacotesgrosseirosecontornosdebaixoângulocomoseráevidenciadonaseção3.4atravésdaanaliseviaEBSD.NãoforamobservadasdiferençassignificativasentreosresultadosdoMSdajuntadoaçoSincronS355MedajuntadoaçoASTMA572grau50,comprovandoqueacombinaçãodeconsumíveisutilizadaéapropriadaparaambososmateriais.
OsresultadosdeensaioCharpy-VdaZAC,geralmenteapresentamumamaiordispersãoemfunçãodasuanaturezaheterogênea[27], principalmente no caso dos CPs amostrados na LF + 1 mm, Figura7, propiciando a amostragemdediferentesregiõescomoZAC,MBeMSaolongodoentalhedeummesmoCPCharpy,etambémdevidoapoucaagudezdoentalhe,sendoumtestepoucosensívelàsdiferenteszonasdaZAC[27].SegundoKudohe Pisarski [28],aenergiaabsorvidaemCPsCharpycomumadistribuiçãoheterogêneademicroestruturasaolongodoentalheédominadapelaregiãodemenortenacidade,quandoestaocupamaisde30%doentalhe.
OsmaioresvaloresdetenacidadeforamobservadosparaasjuntassoldadasdoaçoSincronS355M.Issosedeveprincipalmenteaomenortamanhodegrãodaaustenitapréviaeaosmenoresteoresdecarbonoevaloresdecarbonoequivalente,queproporcionamaformaçãodeconstituintesdemenordurezanaZAC,Figura 3, e a formaçãodeumamenorquantidadedesegundafasedosconstituintesFSAeFSN.Segundoaliteratura[21,27], FSAeFSNsãoconstituintesfrágeis,principalmentequandoassociadosagrandestamanhosdegrãosdaaustenita

Soldagem & Inspeção.2017;22(4):413-428 423423/428
Avaliação da Soldabilidade do Aço Sincron EN 10025-4 S355M Aplicado na Fabricação de Torres Eólicas com Processo de Soldagem de Alta Deposição
Figura 7.MapeamentodedurezanolocaldaamostragemdosCPsdeimpactoCharpy-VeosrespectivosresultadosdeenergiaabsorvidosnoMS(-20°C)edaZAC(-30°C).
prévia,devidoaosseuscontornosdebaixoânguloenãoproporcionamimportantesdesviosnafratura,gerandofacetasdeclivagensplanas,asquaisreduzematenacidadedomaterial[14].
3.4. Características cristalográficas da região soldada
OciclotérmicodesoldagemprovocatransformaçõesmicroestruturaiscomplexasnoMBresultandoemumaheterogeneidadedepropriedadesmecânicasaolongodaZAC.AsdiferentesmicroestruturasformadasnaZACgeralmentesãocaracterizadasusandoMOdevidoasuafacilidadedeexecução.Porém,hácertaslimitaçõesprincipalmentequandosedesejacorrelacionarosconstituintesmicroestruturaiscomosresultadosdetenacidadeobtidoscomensaiosCharpy-V.AanáliseviaEBSDéumaeficientetécnicaparacaracterizaçãodemicroestruturascomplexas,especialmentecomrelaçãoaorientaçãocristalográficaedesorientaçãodegrãos,informaçõesúteisparaentenderosmecanismosdefalhaaolongodaZAC[29].
Na Figura 8, sãoapresentadasas imagensdosmapasdeorientaçãopróximosaRGGobtidosviaEBSDatravésdavarreduradeumaáreade2000x450µmusandoumpassedeanálisede0,9µm.Asdiferentescoresindicampacotesdediferentesorientações,osquaissãocompostosporvariassubestruturasmicroestruturaisdemesmaorientaçãocristalográficas.Observa-sequeaRGGdoaçoSincronS355MébemmenorqueaRGGdoaçoASTMA572Gr.50,jáevidenciadonaFigura6,equeestáassociadoaoefeitopinning provocado pelos precipitados de TiN coerentes com a matriz.
Segundo a literatura [30]contornosdegrãodealtoângulo,>45°,sãoefetivosparadificultarapropagaçãodemicrotrincase,dessaforma,favorecematenacidade.Dessaforma,foirealizadoanaliseviaEBSDparaavaliarosgrausdedesorientaçõesentregrãosvizinhosemduasáreasde400×560µmcada,nasregiõesondeforam

Borba et al.
424 Soldagem & Inspeção.2017;22(4):413-428 424/428
amostradososCPsdeCharpy-VLF+1mm.AaquisiçãoeoprocessamentodosdadosforamfeitasatravésdosoftwareHKLfast acquisition 2007easimagenseoshistogramascomadistribuiçãodosângulosdedesorientaçõesforamgeradosautomaticamente.OsresultadosmostradosnaFigura9evidenciamanaturezaheterogêneada
Figura 8.MapadeorientaçãocristalográficadaZACdosaçosavaliadosviaEBSD.
Figura 9.DistribuiçãodograudedesorientaçãodosgrãosvizinhosnaLF+1mmdaZACdosaçosanalisadosviaEBSD.Linhavermelha:Ângulodedesorientaçãoentregrãosvizinhos≥a45°.

Soldagem & Inspeção.2017;22(4):413-428 425425/428
Avaliação da Soldabilidade do Aço Sincron EN 10025-4 S355M Aplicado na Fabricação de Torres Eólicas com Processo de Soldagem de Alta Deposição
amostragem do entalhe Charpy [27,31],ondepróximoaLF,RGG,nãoháumadiferençasignificativaentreosdoisaçoscomrelaçãoàquantidadedegrãosdealtoângulo,>45°.Porém,a1mmdaLF,aZACdoaçoSincronS355MapresentaumaquantidadesuperiordegrãoscomsubestruturasdealtoânguloemrelaçãoaZACdoaçoA572,oqualpossuicercade60%degrãoscompostos,nasuamaioria,porpacotesgrosseirosdeFSAcomsubestruturasparalelasedebaixoângulodedesorientação,<20º, considerados,prejudiciaisa tenacidadedessematerial.Na Figura10e11sãomostradososperfisdedesorientação,nosentidodassetaspretas,nointeriordaFSN(SincronS355M)eFSA(A572)naRGG,enaFAeFGdoMS,respectivamente.Observa-sequeassubestruturasinternasdaFSN(RGGSincronS355M)edaFA(MS)sãopróximasumadasoutraseamaioriadoscontornosédealtoângulocomdesorientaçãosuperiora45°oqueconfereumaexcelentecombinaçãoentreresistênciaetenacidade.JáaFSA(A572)eaFG(MS)sãocompostasporsubestruturasgrosseirasedebaixoânguloprejudicandoatenacidadedessa região [31].
OutrofatorquepodetercontribuídoparaosmelhoresresultadosdetenacidadedasjuntasSincronS355MemrelaçãoaoaçoA572éamenorsusceptibilidadeàformaçãodemicrofasesfrágeiscomoaM-A[21], entre as placas deferritadosconstituintesFSAeFSN,devidoaoseumenorteordecarbono.SegundoIkawaetal.[32]eKomizoeFukado [33],materiaiscommaioresteoresdecarbonoquandosoldadoscommaioresaportestérmicospossuemumamaiortendênciaàformaçãodeconstituintesfrágeisdotipoM-AcomopodeserobservadonaFigura 12, ondeaRGGdomaterialA572apresentaumaquantidadeconsideráveldeM-AemrelaçãoàZACdoaçoSincronS355M.ApresençademicrofasesM-Aentreasplacasdeferritasãopontosfavoráveisparaanucleaçãodetrincas,reduzindoatensãodefraturadomateriale,dessaforma,facilitandoapropagaçãoinstáveldafratura[21,32,33] na ZAC,mesmoseessaapresentarquantidadeconsideráveldecontornosdegrãossuperioresa45°.
Figura 10.MapacristalográficoeperfildedesorientaçãonosentidodasetanointeriordosconstituintesFSN(a)eFSA(b)daRGGdosaçosSincronS355MeASTMA572,respectivamente.

Borba et al.
426 Soldagem & Inspeção.2017;22(4):413-428 426/428
4. Conclusões
NestetrabalhofoiavaliadoodesempenhodosaçosestruturaisSincronS355MeASTMA572,quandosoldadospeloprocessoSAWTandem Arcempregandoelevadoaportedecalor.Osresultadosdosensaiosmecânicosedascaracterizaçõesmicroestruturaisrealizadasnaregiãosoldadapermitiramconcluirque:
•Macrografiaeensaiosmecânicos: (i) todasas juntassoldadasapresentaram-se isentasdedefeito; (ii)oaspectogeométricodoscordõesdesoldafoifavorávelparaaplicaçõescomcarregamentocíclicos;(iii)nãofoiobservadotrincasnoensaiodedobramentoe;(iv)todososCPsdetraçãoapresentaramlimitederesistênciasuperioraosvaloresespecificadosparaosMBs.Todosessesresultadosratificandoqueoprocedimentodesoldagemempregadoestáadequadoparaafabricaçãodostramosmetálicos;
Figura 11.MapacristalográficoeperfildedesorientaçãonosentidodasetanointeriordosconstituintesFA(a)eFG(b)doMSdajuntasoldadadoaçoASTMA572.
Figura 12.AnálisemetalográficaevidenciandomicrofaseM-AnaRGGdoaçoASTMA572(a)esuaausêncianaRGGdoaçoSincronS355M(b).Ataque:picral+metabissulfitodesódio.
Soldagem & Inspeção.2017;22(4):413-428 427427/428
Avaliação da Soldabilidade do Aço Sincron EN 10025-4 S355M Aplicado na Fabricação de Torres Eólicas com Processo de Soldagem de Alta Deposição
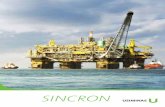
•MapeamentodedurezaVickers:(i)asduasjuntassoldadasapresentaramvaloresinferioresa350HV,indicandobaixasusceptibilidadeàformaçãodetrincasinduzidaspelohidrogênionascondiçõesavaliadasnesteestudo;(ii)osmaioresvaloresdedurezaforamobservadosaolongodetodaaRGGdaZACdoaçoASTMA572grau50;(iii)oMSdasduasjuntasapresentarammaioresvaloresdedurezanaregiãodaraizdevidoamaiorvelocidadederesfriamentodessaregiãoeautilizaçãodoconsumívelER70S-6demaiorresistêncianopassedeselagem;
• TenacidadeCharpy-V:(i)osvaloresdeenergiaabsorvidanoensaiodeimpactoCharpy-V,independentedotipodeaçoedaregiãodasoldaavaliada,ficaramacimadomínimoespecificadoparaosmetaisbase;(ii)oMSdosdoisaçosemquestão,apresentaramexcelentesvaloresdetenacidadesendojustificadopelapresençadeumamaiorfraçãodeFAemrelaçãoaFG;(iii)osmelhoresresultadosdetenacidadeforamobtidosparaoaçoSincronS355Mque,próximoa1mmdalinhadefusão,apresentouvaloresdaordemde370J,superioresaovalormédio,89J,obtidonessamesmaregiãodajuntasoldadadoaçoASTMA572;(iv)omenorteordecarbonoeosmenoresvaloresdecarbonoequivalente,amenortendênciadeformaçãodedemicrofasesfrágeiscomoaM-Ae,principalmente,omenortamanhodegrãodaaustenitapréviadaregiãodegrãosgrosseiras,eamaiorquantidadedeestruturascomcontornosdegrãodealtoângulo,foramosprincipaisfatoresparaamaiortenacidadedoaçoSincronS355M;
•AnáliseCristalográfica:autilizaçãodaanáliseviaEBSDdemonstrouserumaexcelente ferramentaparaauxiliarnacaracterizaçãoediferenciaçãodascomplexasmicroestruturasformadasnaZACesuainfluencianaspropriedadesfinaisdasjuntassoldadas.
Pode-seconcluirqueautilizaçãodacombinaçãoaçoSincronS355Mcomofluxo/eletrodoAWSA5.17–F7A8-EM12KemconjuntocomoprocedimentodesoldagemSAWTandem Arc otimizado apresentado neste trabalhopodeserumaexcelenteopçãoparaoaumentodaprodutividadedosfabricantesdetorres,podendoreduzirdenoveparaquatro,onúmerodepasses,aumentandoataxadedeposiçãomédiade20para25kg/hnassoldaslongitudinalecircunferencialdostramosmetálicos.
Referências[1] MinistériodeMinaseEnergia.Programadeincentivoasfontes
alternativasdeenergiaelétrica[páginadainternet].Brasília:MME;2016[acessoem16ago.2016].Disponívelem:http://www.mme.gov.br/programas/proinfa
[2] AssociaçãoBrasileiradeEnergiaEólica.[páginadainternet].SãoPaulo:ABEEólica;2016[acessoem16ago.2016].Disponívelem:http://www.portalabeeolica.org.br
[3] ElektriskaSvetsningsAktieBolaget.Efficientweldinginthewindtowermanufacturingindustry[páginadainternet].Contagem:ESAB;2016.[acessoem16abr.2016].Disponívelem:http://www.esabna.com/us/en/products/index.cfm?fuseaction=home.product&productCode=971&tab=2
[4] AgênciaBrasileiradeDesenvolvimentoIndustrial.MapeamentodacadeiraprodutivadaindústriaeólicanoBrasil[páginadainternet].SãoPaulo:ABDI;2014 [acessoem16ago.2014].Disponívelem:http://investimentos.mdic.gov.br/public/arquivo/arq1410360044.pdf
[5] MeesterB.Noteon thecarbonequivalent.Welding in theWorld.1990;28(3/4):8-11.
[6] HallEO.Thedeformationandageingofmildsteel:IIIdiscussionof results.Proceedingsof thePhysicalSociety.1951;64(9):747-753.
[7] ArmstrongRW.60yearsofhall:pasttopresentnano-scaleconnections.MaterialsTransactions.2014;55(1):2-12.
[8] KongX,LiangyunL.Optimizationofmechanicalpropertiesofhighstrengthbainiticsteelusingthermo-mechanicalandacceleratedcoolingprocess.JournalofMaterialsProcessingTechnology.2015;217:202-210.
[9] ElektriskaSvetsningsAktieBolaget.Catálogoon-line[páginadainternet].Contagem:ESAB;2016[acessoem26ago.2016].Disponivelem:http://www.esabna.com/us/en/index.cfm
[10] TheAmericanSocietyofMechanicalEngineers.BoilerandpressurevesselCode IX:qualificationstandard forweldingandbrazingprocedures,welders,brazers,andweldingandbrazingoperators.NewYork:ASME;2010.
[11] AmericanSociety forTestingAndMaterials.ASTMA370:standardtestmethodsanddefinitionsformechanicaltestingofsteelproducts.WestConshohocken:ASTM;2009.
[12] EasterlingK.Introductiontothephysicalmetallurgyofwelding.Londres:BMM;1983.231p.
[13] KawanoH.Fatiguestrengthofthermo-mechanicallycontrolledprocesssteelandit’sweldjoint.In:ProceedingsofThe12ndInternationalOffshoreandPolarEngineeringConference;2001;Kitakyushu.EUA:IOPEC;2002.p.368-375.
[14] AléRM,Torres JAO,Turani LO.Soldagemdeaçosdealtaresistênciaproduzidosviaresfriamentoacelerado.In:Anaisdo65°Congresso InternacionaldaAssociaçãoBrasileiradeMetalurgia,MateriaiseMineração;2010Julho26-30;RiodeJaneiro.SãoPaulo:ABM,2010.
[15] MeesterB.Theweldabilityofmodernstructuraltmcpsteel.ISIJInternational.1997;37(6):537-551.
[16] ZhangYH,MaddoxS.Fatiguetestingoffullscalegirthweldedpipesundervariableamplitudeloading.In:ProceedingsofTheAnnualConferenceonOcean,OffshoreandArcticEngineering;2012July1-6;RiodeJaneiro.NewYork:ASME;2012.83054.
[17] PollardB,CoverJ.Fatigueofsteelweldments.WeldingResearchSupplement.1972;544-554.

Borba et al.
428 Soldagem & Inspeção.2017;22(4):413-428 428/428
[18] InternationalOrganizationForStandardization.ENISO5817:welding–fusion-weldedjointsinsteel,nickel,titaniumandtheiralloys-qualitylevelsforimperfections.UnitedKingdom:ISO;2003.
[19] AmericanWeldingSociety.AWSD1.1/D1.1M:structuralweldingcode–steel.Miami:AWS;2010.
[20] InternationalInstituteOfWelding.IIWdoc.n.IX–1533-88:guidetothelightmicroscopeexaminationofferriticsteelweldmetals.Roissy-en-France:IIW;1988.20p.
[21] ALÉ,R.M.EfeitodaAdiçãodeElementosdeLiga(CueNi)nasPropriedadesMecânicaseMicroestruturadaZACdeAçosC-MnMicroligadosaoNb[tesededoutorado].RiodeJaneiro:COPPE,UFRJ;1994.
[22] TheWeldingInstitute.IntroductorynotesonmetallographyofweldsinC-Mnsteels.UnitedKingdom:TheWeldingInstitute;1984.36p.
[23] AmericanWeldingSociety.Weldinghandbook:weldingtechnology.8thed.Miami:AWS;1987.638p.
[24] HerteléS,GubeljakN,WaeleW.Advancedcharacterizationofheterogeneousarcweldsusingmicrotensiletestandtwo-stagestrainhardening (‘ugent’)model. International JournalofPressureVesselsandPiping.2014;119:87-94.
[25] LeeMMK,LuxmooreAR,CrayMJ.Afiniteelementstudyofshortcracksinmis-matcheddouble‘V’welds.In:ProceedingsOfTheInternationalSymposiumOnMis-MatchingOfWelds;1993;England.England:MechanicalEngineeringPublications;1993.p.641-660.
[26] ZhangZL,ThaulowC,HaugeM.Effectsofcracksizeandweldmetalmismatchonthehazcleavagetoughnessofwideplates.EngineeringFractureMechanics.1997;57(6):653-664.
[27] BatteAD,KirkwoodPR.Developmentsintheweldabilityandtoughnessofsteelsforoffshorestructure.In:ProceedingsofThe88th InternationalConferenceonMicroalloying;1988September24-30;Chicago.USA:ASME;1988.p.175-188.
[28] Pisarski,H.G.eKudoh,J.Exploratorystudiesonthefracturetoughnessofmultipasswelds. In:ProceedingsofThe87thInternationalSymposiumOnWeldingMetallurgyOfStructuralSteels;1987February22-26;Denver.USA:AIME;1987.p.269-277.
[29] LeeSG,LeeDH,SohnSS,LeeS.EffectofNiandMnadditiononcriticalcracktipopeningdisplacement(CTOD)ofweld-simulatedheataffectedzonesofthreehigh-strengthlowalloy(HSLA)steels.MaterialsScience&EngineeringA.2017;55-65.
[30] GourguesAF,FlowerHM,LindleyTC.EBSDstudyofacicularferrite,bainitaandmartensiticsteel.MaterialsScienceandTechnology.2000;16:26-40.
[31] BorbaTMD,FloresWD,TuraniLO,CardosoRJr.AssessmentoftheweldabilityofEH36TMCPshipbuildingsteelweldedbyhighheatinputsubmergedarcwelding.WeldingInternational.2016;31(3):184-195.https://doi.org/10.1080/09507116.2016.1218619.
[32] IkawaH,OshigeH,TanoueT.EffectofMAconstituentonHAZtoughnessofahighstrengthsteel.JournaloftheJapanWeldingSociety.1980;49(8):532-537.
[33] KomizoYI,FukadoY.CTODpropertiesandMAconstituentinHAZofC-Mnmicroalloyedsteel.QuarterlyJournaloftheJapanWeldingSociety.1986;4(2):447-452.








![LA BIBLIOTECA NACIONAL ARGENTINA[1] - …eprints.rclis.org/10025/1/LA_BIBLIOTECA_NACIONAL_ARGENTINA[1].pdf · Y al profesor José Fuster Retali por la lectura del trabajo, ... sus](https://static.fdocumentos.com/doc/165x107/5bbf5b1a09d3f28c0d8bd571/la-biblioteca-nacional-argentina1-1pdf-y-al-profesor-jose-fuster-retali.jpg)