
Avaliação de tensões em uma prensa de 750 t com … - Simulação.pdf · Simulação 82 Corte &...
8
Simulação 82 Corte & Conformação de Metais – Abril 2011 U ma prensa hidráulica é um dispositivo no qual uma força aplicada em um pequeno êmbolo transmite pressão através de um fluido até um grande êm- bolo, originando uma grande força. Seu funcionamento baseia- se no princípio de Pascal (século XVII), de acordo com o qual a pressão aplicada em qualquer ponto de um fluido fechado em um recipiente é transmitida uni- formemente em todas as dire- ções (1) . O equipamento hidráulico possui um custo elevado, o que justifica a busca pelo seu máximo rendimento. Avaliação de tensões em uma prensa de 750 t com auxílio de um software CAE Este trabalho avalia a estrutura de uma prensa hidráulica com capacidade de 750 toneladas com a assistência de um software CAE. A estrutura da prensa hidráulica foi modelada em um programa de desenho CAD 3D, e a partir desse modelo criou-se uma malha de elementos finitos para que fossem feitas simulações com cargas concentradas, permitindo a visualização das tensões geradas. O sistema hidráulico é respon- sável pelo funcionamento correto da prensa, e para que ele tenha um bom rendimento aliado a pouca manutenção é importante a escolha correta do fluido hi- dráulico, que deve satisfazer duas finalidades básicas: transmitir com eficiência a potência que lhe é fornecida e lubrificar satisfatoria- mente os componentes internos do sistema (2,3) . Um elemento vital para a durabilidade de uma prensa hidráulica é a sua estrutu- ra metálica, que deve ter rigidez suficiente para executar sua total capacidade de carga, isto V. Martins, P. von Pritzelwitz, A. Sinatora e L. Schaeffer é, os esforços gerados durante a conformação, bem como suas consequentes deformações para vários materiais. A rigidez estáti- ca necessária para uma prensa é Vinícius Martins ([email protected]) é Mestre pelo Instituto Federal Sul-Rio-Grandense (IFSul) e Doutorando do Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e Materiais (PPGEM), vinculado ao Departamento de Metalurgia da Universidade Federal do Rio Grande do Sul (UFRGS). Phillip von Pritzelwitz (pritzelwitz@usp. br) é doutor do Programa de Pós-Graduação em Engenharia Mecânica da Escola Politécnica da USP, vinculado ao Departamento de Engenharia Metalúrgica. Amilton Sinatora é professor doutor do Departamento de Engenharia Mecânica da Escola Politécnica da USP e coordenador do Laboratório de Fenômenos de Superfície (LFS) da universidade. Lírio Schaeffer é coordenador do Laboratório de Transformação Mecânica (LdTM), vinculado ao Departamento de Metalurgia (PPGEM) da UFRGS. Este artigo foi apresentado originalmente durante a 14ª Conferência Internacional de Forjamento, realizada em Porto Alegre (RS) entre os dias 20 e 22 de outubro de 2010. Fig. 1 – (a) Prensa do LdTM; (b) Modelo digital em CAD; (c) Simplificação estrutura Fig. 2 – (a) Malha de elementos finitos; (b) Carga centralizada; (c) Carregamento na malha
Transcript of Avaliação de tensões em uma prensa de 750 t com … - Simulação.pdf · Simulação 82 Corte &...

Simulação
82 Corte & Conformação de Metais – Abril 2011
u ma prensa hidráulica é um dispositivo no qual uma
força aplicada em um pequeno êmbolo transmite pressão através de um fluido até um grande êm-bolo, originando uma grande força. Seu funcionamento baseia-se no princípio de Pascal (século XVII), de acordo com o qual a pressão aplicada em qualquer ponto de um fluido fechado em um recipiente é transmitida uni-formemente em todas as dire-ções(1). O equipamento hidráulico possui um custo elevado, o que justifica a busca pelo seu máximo rendimento.
Avaliação de tensões em uma prensa de 750 t com auxílio de um software CAEEste trabalho avalia a estrutura de uma prensa hidráulica com capacidade de 750 toneladas com a assistência de um software CAE. A estrutura da prensa hidráulica foi modelada em um programa de desenho CAD 3D, e a partir desse modelo criou-se uma malha de elementos finitos para que fossem feitas simulações com cargas concentradas, permitindo a visualização das tensões geradas.
O sistema hidráulico é respon-sável pelo funcionamento correto da prensa, e para que ele tenha um bom rendimento aliado a pouca manutenção é importante a escolha correta do fluido hi-dráulico, que deve satisfazer duas finalidades básicas: transmitir com eficiência a potência que lhe é fornecida e lubrificar satisfatoria-mente os componentes internos do sistema (2,3 ). Um elemento vital para a durabilidade de uma prensa hidráulica é a sua estrutu-ra metálica, que deve ter rigidez suficiente para executar sua total capacidade de carga, isto
V. Martins, P. von Pritzelwitz, A. Sinatora e L. Schaeffer
é, os esforços gerados durante a conformação, bem como suas consequentes deformações para vários materiais. A rigidez estáti-ca necessária para uma prensa é
Vinícius Martins ([email protected]) é Mestre pelo Instituto Federal Sul-Rio-Grandense (IFSul) e Doutorando do Programa de Pós-Graduação em Engenharia de Minas, Metalúrgica e Materiais (PPGEM), vinculado ao Departamento de Metalurgia da Universidade Federal do Rio Grande do Sul (UFRGS). Phillip von Pritzelwitz ([email protected]) é doutor do Programa de Pós-Graduação em Engenharia Mecânica da Escola Politécnica da USP, vinculado ao Departamento de Engenharia Metalúrgica. Amilton Sinatora é professor doutor do Departamento de Engenharia Mecânica da Escola Politécnica da USP e coordenador do Laboratório de Fenômenos de Superfície (LFS) da universidade. Lírio Schaeffer é coordenador do Laboratório de Transformação Mecânica (LdTM), vinculado ao Departamento de Metalurgia (PPGEM) da UFRGS. Este artigo foi apresentado originalmente durante a 14ª Conferência Internacional de Forjamento, realizada em Porto Alegre (RS) entre os dias 20 e 22 de outubro de 2010.
Fig. 1 – (a) Prensa do LdTM; (b) Modelo digital em CAD; (c) Simplificação estrutura
Fig. 2 – (a) Malha de elementos finitos; (b) Carga centralizada; (c) Carregamento na malha
Corte & Conformação de Metais – Abril 2011 83
estabelecida como a relação entre a carga e a deformação, enquanto a rigidez dinâmica tem os mesmos parâmetros em função da frequência(4,5). A análise por elementos fini-tos (FEA), também chamada de FEM, é uma ferramenta fundamental para a avaliação de tensões, carregamento nas estruturas e outros parâmetros(6). Após as etapas de modelamento do produto em um software CAD (computer-aided design), a peça em análise passa para um soft-ware de CAE (computer-aided engineering ) . Esse programa gera malhas de elementos finitos que têm como funções auxiliar o projeto de produtos e ferramen-tas (moldes e matrizes) por meio de simulações do processamen-to e do uso do produto, além de apoiar na determinação dos parâmetros de processamento por meio de simulações da rea-lidade (7). Os diversos sistemas CAE permitem que o desenhista analise os resultados relativos à
moldabilidade do projeto, custo do processo industrial e qualida-de do produto(8).
Materiais e métodos
A primeira etapa deste trabalho consistiu no modelamento da pren-sa hidráulica de 750 t da marca FKL
com o auxílio do software CAD SolidWorks 2008. Nesta etapa a máquina em questão foi fielmente copiada, com todos os seus detalhes, para avaliação da estrutura. A simplificação da estrutura para o cálculo por FEA foi feita com uso do software
CosmosWorks 2008, com a finali-dade de diminuir o peso do arquivo para o seu processamento – seu conjunto estrutural seria avaliado, mas caso alguma região necessi-tasse de avaliação, nesta área não seria realizada simplificação.
Na segunda ação gerou-se a malha de elementos finitos, e em
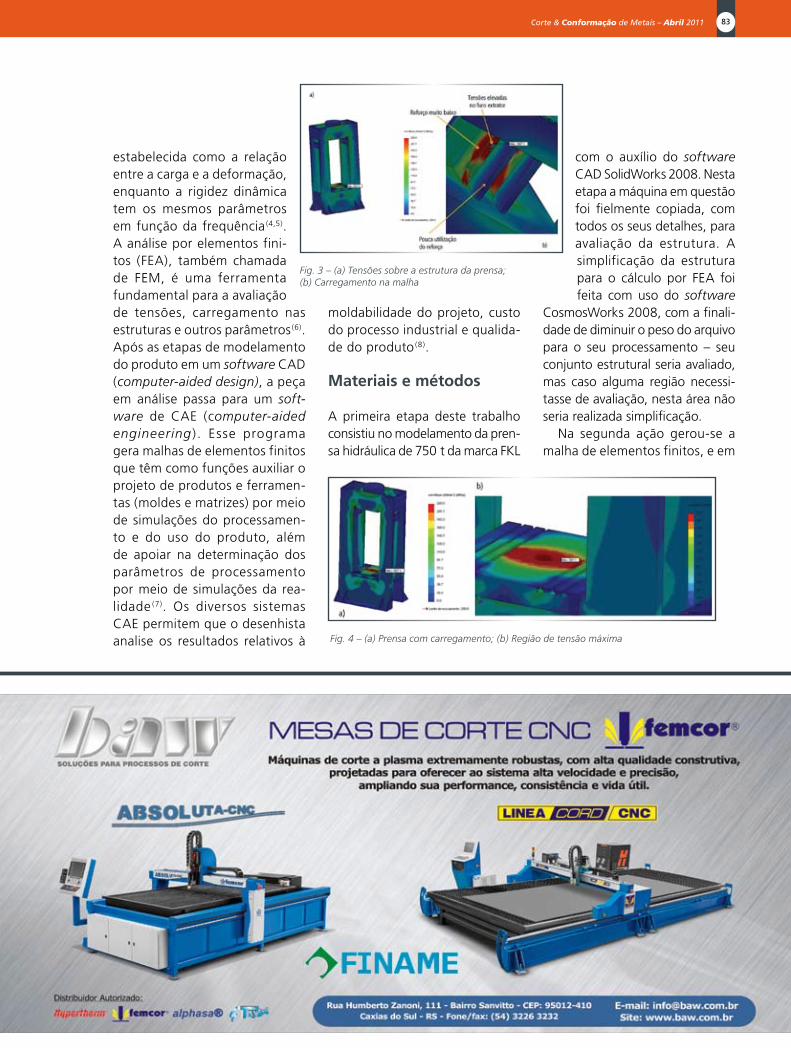
Fig. 3 – (a) Tensões sobre a estrutura da prensa; (b) Carregamento na malha
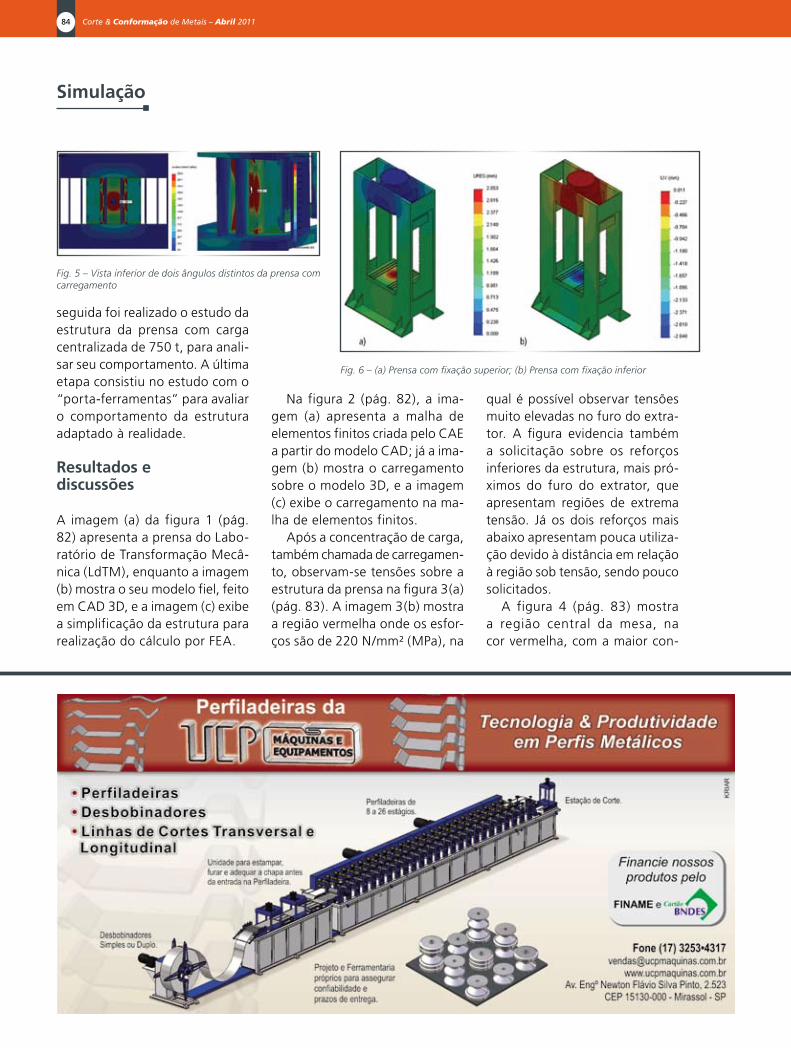
Fig. 4 – (a) Prensa com carregamento; (b) Região de tensão máxima
Corte & Conformação de Metais – Abril 201184
Simulação
seguida foi realizado o estudo da estrutura da prensa com carga centralizada de 750 t, para anali-sar seu comportamento. A última etapa consistiu no estudo com o “porta-ferramentas” para avaliar o comportamento da estrutura adaptado à realidade.
Resultados ediscussões
A imagem (a) da figura 1 (pág. 82) apresenta a prensa do Labo-ratório de Transformação Mecâ-nica (LdTM), enquanto a imagem (b) mostra o seu modelo fiel, feito em CAD 3D, e a imagem (c) exibe a simplificação da estrutura para realização do cálculo por FEA.
Na figura 2 (pág. 82), a ima-gem (a) apresenta a malha de elementos finitos criada pelo CAE a partir do modelo CAD; já a ima-gem (b) mostra o carregamento sobre o modelo 3D, e a imagem (c) exibe o carregamento na ma-lha de elementos finitos.
Após a concentração de carga, também chamada de carregamen-to, observam-se tensões sobre a estrutura da prensa na figura 3(a) (pág. 83). A imagem 3(b) mostra a região vermelha onde os esfor-ços são de 220 N/mm² (MPa), na
qual é possível observar tensões muito elevadas no furo do extra-tor. A figura evidencia também a solicitação sobre os reforços inferiores da estrutura, mais pró-ximos do furo do extrator, que apresentam regiões de extrema tensão. Já os dois reforços mais abaixo apresentam pouca utiliza-ção devido à distância em relação à região sob tensão, sendo pouco solicitados.
A figura 4 (pág. 83) mostra a região central da mesa, na cor vermelha, com a maior con-
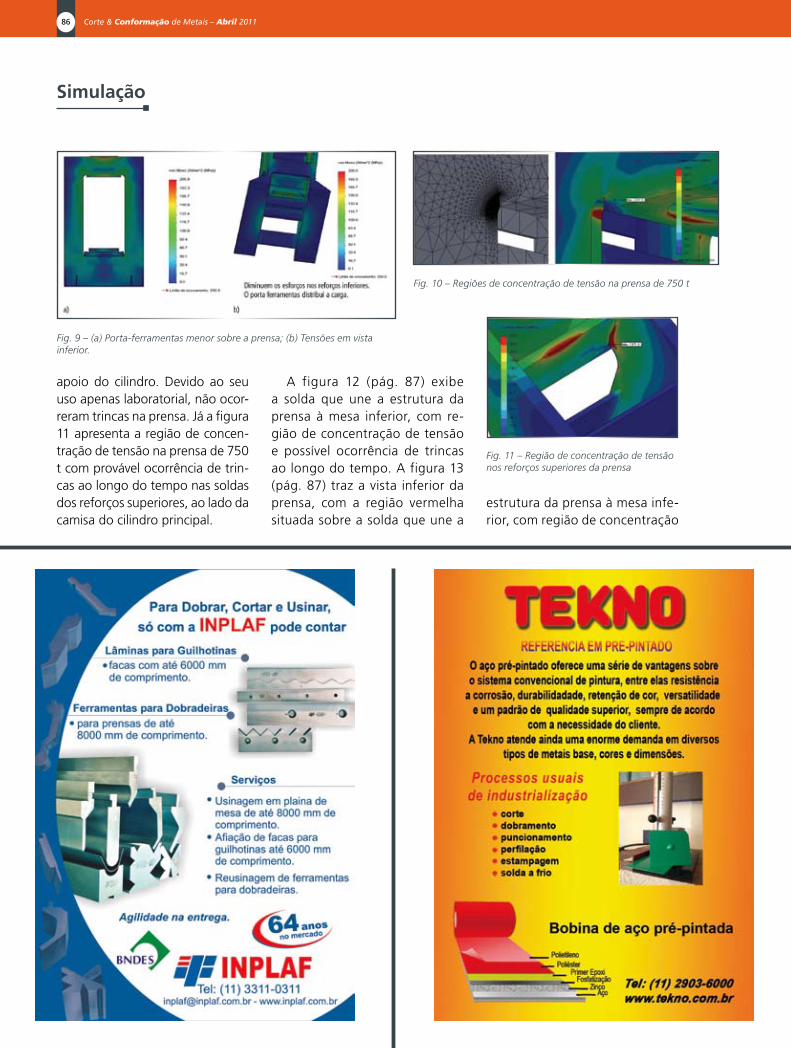
Fig. 5 – Vista inferior de dois ângulos distintos da prensa com carregamento
Fig. 6 – (a) Prensa com fixação superior; (b) Prensa com fixação inferior

Corte & Conformação de Metais – Abril 2011 85
centração, alcançando tensão máxima de 567 MPa. Já a figura 5 (pág. 84) apresenta a região inferior da prensa com seus re-forços sob carregamento, onde é possível observar todas as tensões geradas nessa região da prensa hidráulica.
A figura 6(a) (pág. 84) apre-senta as deformações simuladas e analisa o retorno elástico da es-trutura da prensa com fixação na região superior e tracionamento na região inferior; e na figura 6(b) a região inferior foi engastada e a região superior foi tracionada. Já a figura 7 apresenta duas rotas
de análise, sendo a primeira com um porta-ferramentas menor e a segunda com um porta-fer-ramentas utilizando uma maior área da mesa da prensa.
A figura 8 apresenta o porta-ferramentas menor sofrendo o carregamento sobre a mesa da prensa. É possível observar que os esforços inferiores nos reforços da estrutura diminuíram devido ao fato de o porta-ferramentas ter distribuído as tensões do carregamento.
A figura 9 (pág. 86) apresenta o porta-ferramentas maior sofren-
do o carregamento sobre a mesa da prensa. É possível observar que as tensões do carregamento nos reforços inferiores da estrutura diminuíram muito se comparados com o porta-ferramentas menor, devido à maior distribuição da carga sobre a maior área do por-ta-ferramentas.
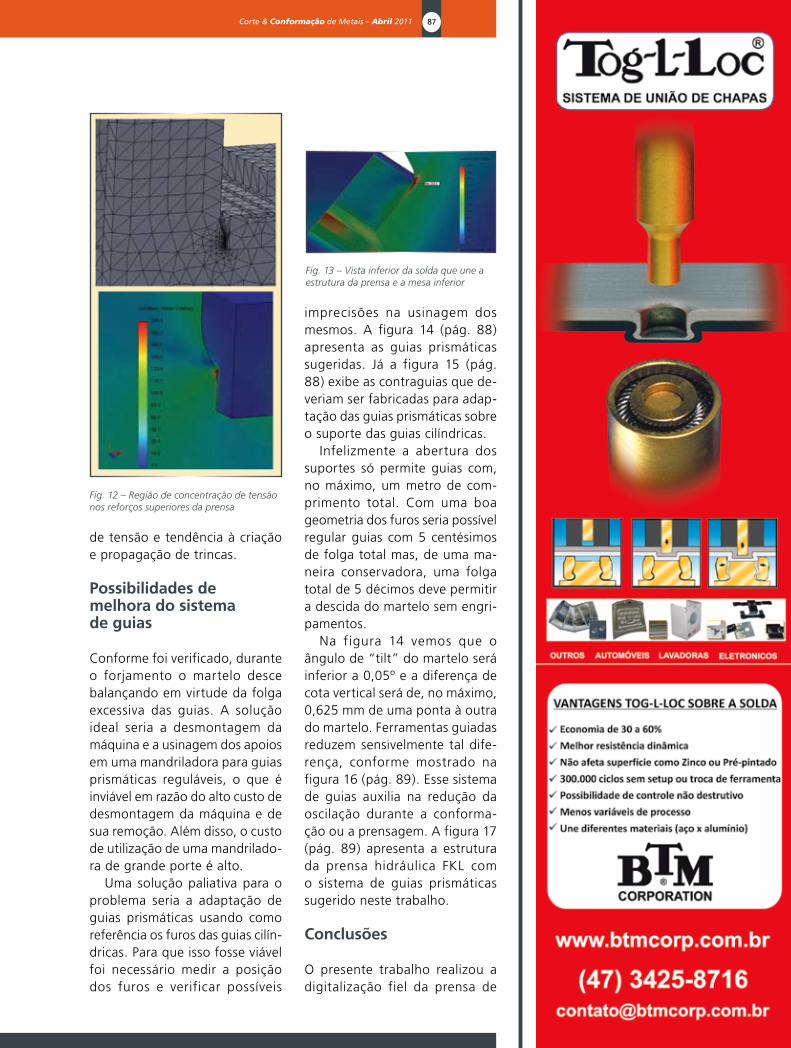
A figura 10 (pág. 86) apresenta regiões de concentração de tensão na prensa de 750 t com provável ocorrência de trincas ao longo do tempo, caso estes problemas não fossem corrigidos logo. As tensões se concentram no raio e mais no
Fig. 7 – (a) Porta-ferramentas menor; (b) Porta-ferramentas maiorFig. 8 – (a) Porta-ferramentas menor sobre a prensa; (b) Tensões em vista inferior
Corte & Conformação de Metais – Abril 201186
Simulação
apoio do cilindro. Devido ao seu uso apenas laboratorial, não ocor-reram trincas na prensa. Já a figura 11 apresenta a região de concen-tração de tensão na prensa de 750 t com provável ocorrência de trin-cas ao longo do tempo nas soldas dos reforços superiores, ao lado da camisa do cilindro principal.
A figura 12 (pág. 87) exibe a solda que une a estrutura da prensa à mesa inferior, com re-gião de concentração de tensão e possível ocorrência de trincas ao longo do tempo. A figura 13 (pág. 87) traz a vista inferior da prensa, com a região vermelha situada sobre a solda que une a
estrutura da prensa à mesa infe-rior, com região de concentração
Fig. 9 – (a) Porta-ferramentas menor sobre a prensa; (b) Tensões em vista inferior.
Fig. 10 – Regiões de concentração de tensão na prensa de 750 t
Fig. 11 – Região de concentração de tensão nos reforços superiores da prensa
Corte & Conformação de Metais – Abril 2011 87
de tensão e tendência à criação e propagação de trincas.
Possibilidades de melhora do sistema de guias
Conforme foi verificado, durante o forjamento o martelo desce balançando em virtude da folga excessiva das guias. A solução ideal seria a desmontagem da máquina e a usinagem dos apoios em uma mandriladora para guias prismáticas reguláveis, o que é inviável em razão do alto custo de desmontagem da máquina e de sua remoção. Além disso, o custo de utilização de uma mandrilado-ra de grande porte é alto.
Uma solução paliativa para o problema seria a adaptação de guias prismáticas usando como referência os furos das guias cilín-dricas. Para que isso fosse viável foi necessário medir a posição dos furos e verificar possíveis
imprecisões na usinagem dos mesmos. A figura 14 (pág. 88) apresenta as guias prismáticas sugeridas. Já a figura 15 (pág. 88) exibe as contraguias que de-veriam ser fabricadas para adap-tação das guias prismáticas sobre o suporte das guias cilíndricas.
Infelizmente a abertura dos suportes só permite guias com, no máximo, um metro de com-primento total. Com uma boa geometria dos furos seria possível regular guias com 5 centésimos de folga total mas, de uma ma-neira conservadora, uma folga total de 5 décimos deve permitir a descida do martelo sem engri-pamentos.
Na figura 14 vemos que o ângulo de “tilt” do martelo será inferior a 0,05º e a diferença de cota vertical será de, no máximo, 0,625 mm de uma ponta à outra do martelo. Ferramentas guiadas reduzem sensivelmente tal dife-rença, conforme mostrado na figura 16 (pág. 89). Esse sistema de guias auxilia na redução da oscilação durante a conforma-ção ou a prensagem. A figura 17 (pág. 89) apresenta a estrutura da prensa hidráulica FKL com o sistema de guias prismáticas sugerido neste trabalho.
Conclusões
O presente trabalho realizou a digitalização fiel da prensa de
Fig. 12 – Região de concentração de tensão nos reforços superiores da prensa
Fig. 13 – Vista inferior da solda que une a estrutura da prensa e a mesa inferior

Corte & Conformação de Metais – Abril 201188
Simulação
750 toneladas utilizada pelo LdTM com auxílio do software SolidWorks 2008, que com-por tou-se de acordo com o esperado devido à sua estrutura parametrizada. O CosmosWorks mostrou regiões de esforços de 220 N/mm² (MPa), tendo sido observadas tensões muito su-periores no furo do extrator. Na região inferior, os dois reforços abaixo da mesa da prensa foram pouco solicitados devido à dis-
tância desses em relação à região de tensão.
Foram apresentadas duas ro-tas de análise, sendo a primeira com um porta-ferramentas de menor área e a segunda com um porta-ferramentas que uti-liza uma área maior da mesa da prensa. A primeira sofre carregamento e o distribui so-bre a estrutura da prensa, no entanto o porta-ferramentas com maior base distribui me-
lhor esse carregamento sobre a mesa.
O sof tware CAE mostrou várias regiões de concentração de tensão na prensa de 750 t, com provável ocorrência de trincas ao longo do tempo caso não fossem corrigidos esses problemas. A não-ocorrência ou propagação dessas trincas na prensa real deve-se ao seu uso apenas laboratorial, já que existe uma concentração de tensões em alguns raios, nos quais há maior probabilidade
Fig. 15 – Contraguias prismáticas propostas
Fig. 14 – Guias prismáticas propostas

Corte & Conformação de Metais – Abril 2011 89
de ocorrência de trincas, além de uma enorme região de con-centração de tensões nas soldas dos reforços superiores, ao lado da camisa do cilindro principal que une a estrutura da prensa à mesa inferior.
Agradecimentos
Os autores agradecem o La-boratór io de Transformação Mecânica (LdTM), o Laboratório de Fenômenos de Superfície (LFS), a Universidade Federal do Rio Grande do Sul (UFRGS), a Universidade de São Paulo
(USP) e as instituições de apoio financeiro como a CAPES (Coor-denação de Aperfeiçoamento de Pessoal de Nível Superior) e o CNPq (Conselho Nacional de Desenvolvimento Científico e Tecnológico).
Referências
1) Prensa hidráulica. In: Infopédia. Porto: Porto Editora, 2003-2010. <URL: http://www.infopedia.pt/$prensa-hidraulica> Acesso em: 30 mai 2010
2) Palmieri, A. C. Manual de hidráulica básica. Porto Alegre, RS: Editora Racine-Albarus hidráulica, 1989. 7ª edição, p. 28 – 45.
3) Petrobras, 2003. Especificação técnica Lubrax HR EP.
4) Stoeterau, R. L. Introdução ao Projeto de Máquinas-Ferramenta Modernas, Universidade Federal de Santa Catarina, 2004.
5) Sant’ Anna, D. R.; Nunes, J. M. E Gomes, J.O. Análise estrutural de máquinas-ferramenta pelo método dos elementos finitos. Anais do 15o Encontro de Iniciação Científica e Pós-Graduação do ITA – XV ENCITA, São José dos Campos (SP), 19 a 22 de outubro de 2009.
6) Filho, A. A. Elementos Finitos - A Base da Tecnologia CAE, Ed. Érica, S. Paulo, 2007, p. 292.
7) Azevedo, A. F. M. Método dos Elementos Finitos, Universidade do Porto. Portugal 2003.
8) Y. - M. Deng, Y. C. Lam, S. B. Tor E G. A. Britton. CAD – CAE: Injeção Integrada, Modelamento e Design.
Fig. 16 – Folgas do martelo e das guias prismáticas
Fig. 17 – Prensa hidráulica com as guias prismáticas


















