
Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
71
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA AVALIAÇÃO DOS PARÂMETROS DO PROCESSO DE FOSFATIZAÇÃO TRICATIÔNICA DEISE MARIANA CAMILO ORIENTADORA: Prof.ª Dra. DANIELA CAMARGO VERNILLI Lorena, 2011
-
Upload
maria-da-graca -
Category
Documents
-
view
218 -
download
0
Transcript of Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 1/71
UNIVERSIDADE DE SÃO PAULOESCOLA DE ENGENHARIA DE LORENA
AVALIAÇÃO DOS PARÂMETROS DO PROCESSO DE FOSFATIZAÇÃOTRICATIÔNICA
DEISE MARIANA CAMILO
ORIENTADORA: Prof.ª Dra. DANIELA CAMARGO VERNILLI
Lorena, 2011

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 2/71
II
UNIVERSIDADE DE SÃO PAULOESCOLA DE ENGENHARIA DE LORENA
AVALIAÇÃO DOS PARÂMETROS DO PROCESSO DE FOSFATIZAÇÃO
TRICATIÔNICA
DEISE MARIANA CAMILO
ORIENTADORA: Prof.ª Dra. DANIELA CAMARGO VERNILLI- EEL/USP
BANCA EXAMINADORA: Prof.Dr. ALAIN LAURENT M. ROBIN- EEL/USP
Prof. Dr. FERNANDO VERNILLI- EEL/USP
Lorena, 2011
MONOGRAFIA APRESENTADA PARACONCLUSÃO DE CURSO DE GRADUAÇÃOEM ENGENHARIA QUÍMICA.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 3/71
III
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, PORQUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO EPESQUISA, DESDE QUE CITADA A FONTE.
CAMILO, Deise Mariana
Avaliação dos Parâmetros do Processo de Fosfatização Tricatiônica/ DeiseMariana Camilo; Orientadora: Daniela Camargo Vernilli – Lorena: Escola deEngenharia de Lorena/USP, 2011.
62 f.: il.
Trabalho de conclusão de curso (Graduação em Engenharia Química)-Escola de Engenharia de Lorena- Universidade de São Paulo.
1. Fosfatização; 2. Processo de Eletrodeposição; 3. Tratamento deSuperfície.
I.Título.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 4/71
IV
DEDICO ESTE TRABALHO À MINHA FAMÍLIA E AMIGOS QUE ME APOIARAM DIANTEDAS MAIS DIVERSAS DIFICULDADES E A TODOS QUE DE ALGUMA MANEIRA
CONTRIBUIRAM PARA MINHA FORMAÇÃ O.
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 5/71
V
AGRADECIMENTOS
À Deus em Primeiro lugar por sempre ter me dado forças para nunca desistir nemdesanimar;
Aos meus familiares que ofereceram as bases para me sustentar firme diante dasminhas decisões;
Aos tios Álvaro Camilo Neto e Stella Márcia Carlos e Camilo pela hospitalidade;
Aos amigos que entenderam a minha ausência em momentos de diversão;
Ao meu namorado Paulo Júnior que sempre me apoiou em minhas decisões e meincentivou a nunca desistir de lutar;
À minha orientadora Professora Dra. Daniela Camargo Vernilli;
Ao Professor Dr. Carlos Ângelo Nunes pelo empréstimo do Microscópio Eletrônico deVarredura;
Ao Doutorando Antônio Augusto que realizou com grande capricho e atenção as
análises utilizando o Microscópio Eletrônico de Varredura;
Aos técnicos dos laboratórios do Departamento de Engenharia de Materiais da EEL-USP pela ajuda durante os experimentos;
À Equipe de Engenharia de Processos da Automotiva Usiminas, em especial Srs.Fernando de Lucca, Guilherme Amaral Silva e Edson Carlos Rossi que meauxiliaram na elaboração e desenvolvimento deste trabalho;
A todos aqueles que ajudaram direta e indiretamente na conclusão não só deste
trabalho como também durante todo o meu curso de Engenharia Química.
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 6/71
VI
CAMILO, Deise Mariana. Avaliação dos Parâmetros de Processo de FosfatizaçãoTricatiônica. 2011. Monografia para Graduação em engenharia Química. Escola deengenharia de Lorena, Lorena, 2011.
RESUMO
Neste trabalho foi estudada a influência de duas variáveis de Processo para aFosfatização por Imersão de Superfícies Metálicas Eletrogalvanizadas: Temperatura eo tempo de imersão em uma concentração mínima de trabalho estipulada pelosfornecedores de produtos fosfatizantes. Os corpos de prova foram obtidos de chapasde Aço Eletrogalvanizadas produzidas pela Usiminas (EG), Eletrogalvanizados comzinco com camada de 60/60 g/m2, denominado neste estudo EG para avaliar osresultados na qualidade dos produtos fosfatizados que passam pelo processo deeletrodeposição. Buscou-se trabalhar com a concentração mais baixa determinadapelo fabricante dos produtos fosfatizadores para garantir uma redução da quantidadede resíduos do processo, tais como Lama de Fosfato. Pode-se observar as diferentesmorfologias dos cristais de fosfato antes da realização da pintura eletrodepositada queconsiste em Pintura Cataforética com resina epóxi modificada. As amostras foramtratadas com diferentes temperaturas variando da temperatura ambiente para as
temperaturas de 44°C, 48ºC, 52ºC, 56ºC até 60°C. Além da quantidade depositadatambém foi avaliada a aderência do filme de tinta eletrodepositada através de testes
de aderência em grade conforme NBR 11003 (ABNT, 1990). Posteriormente paravalidação do trabalho foi realizado o teste de corrosão por imersão em solução deNaCl 5%m/v com duração de 700 horas.Com as imagens obtidas pelo MicroscópioEletrônico de Varredura da Escola de Engenharia de Lorena pode-se observar comclareza a quantidade de poros formados depois das superfícies fosfatizadas.
Palavras-Chave: Fosfatização; Processo de Eletrodeposição; Tratamento deSuperfície.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 7/71
VII
CAMILO, Deise Mariana. Evaluation of Process Parameters PhosphatingTricatiônica. 2011. Monograph for Graduation in Chemical Engineering. School ofEngineering of Lorena,Lorena, 2011.
ABSTRACT
In this work was studied the influence of two variables Process for Phosphating MetalSurfaces by Immersion Eletrocgalvanized: The temperature and immersion time inminimum concentration of work stipulated by the suppliers of products Phosphatizant.
The specimens were obtained from electrogalvanized steel sheet produced byUsiminas (EG), with obtained from electrogalvanized zinc layer of 60/60 g/m² , calledEG in this study to evaluate the results in product quality phosphatized who undergothe Process of Eletrodeposition. Sought to work with the lowest concentrationdetermined by the manufacturer of the products Phosphatized to ensure a reduction inthe amount of process waste, such as phosphate Lama.We can observe the differentmorphologies of phosphate crystals prior to the painting that consists of electroplatedCataforética Painting with modified epoxy resin, the samples were treated with differenttemperatures ranging from room temperature of 44°C, 48ºC, 52ºC, 56ºC to 60°C .Inaddition to the amount deposited was also evaluated the adherence of the paint film
electroplated through tests of compliance grid according to NBR 11003 (ABNT, 1990).Subsequent to validation work was performed by immersion corrosion test in NaClsolution 5% m/v with a duration of 700 hours. With the images generated by scanningElectron Microscopy of the Engineering School of Lorena can observe clearly theamount of pores formed after the Phosphatized Surfaces.
Keywords: Phosphating, Electroplating Process, Surface Treatment.
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 8/71
VIII
SUMÁRIO
1. INTRODUÇÃO ........................................................................................................ 1
2. OBJETIVO .............................................................................................................. 2
3. REVISÃO BIBLIOGRÁFICA ................................................................................... 3
3.1. Aços Galvanizados e Eletrogalvanizados ................................................................ 3
3.2. Preparação das Superfícies .................................................................................... 6
3.3. Processos de Pintura Automotiva ............................................................................ 9
3.4. Fosfatização .......................................................................................................... 11
3.5. Problemas causados durante e após a Fosfatização em caso de falhas no
Processo. (HENKEL,2011) .............................................................................................. 213.6. Pintura por Eletrodeposição Catódica ................................................................... 24
4. MATERIAIS E MÉTODOS .................................................................................... 33
4.1. Características dos Corpos de Prova .................................................................... 33
4.2. Simulação do Processo ......................................................................................... 33
4.3. Ecoat ..................................................................................................................... 38
5. ENSAIOS REALIZADOS ...................................................................................... 39
5.1. Microscopia Eletrônica de Varredura: (MEV) ......................................................... 395.2. Testes de Aderência ............................................................................................. 40
5.3. Massa da Camada Fosfatizada ............................................................................. 41
5.4. Teste de Corrosão ................................................................................................ 41
5.5. Teste Cone Imhoff ................................................................................................. 41
6. RESULTADOS E DISCUSSÕES .......................................................................... 42
6.1. Resultados Obtidos pela Microscopia Eletrônica de Varredura (MEV) .................. 42
6.2. Teste de Aderência ............................................................................................... 53
6.3. Teste Cone Imhoff ................................................................................................. 54
6.4. Quantidade de Massa aderida .............................................................................. 55
6.5. Teste de corrosão por imersão .............................................................................. 56
7. CONCLUSÃO ....................................................................................................... 57
8. TRABALHOS FUTUROS...................................................................................... 58
9. REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................... 59
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 9/71
1
1. INTRODUÇÃO
Com a crescente competitividade entre as indústrias do setor metalúrgico e de
revestimentos, foi necessário o desenvolvimento de técnicas que assegurassem aproteção contra a corrosão garantindo uma melhor qualidade dos produtos
processados. (Aguiar, 2003)
Os Tratamentos de Superfície apresentam papel fundamental na prevenção da
corrosão, aumentando a durabilidade e a vida útil dos metais e promovem a melhor
aderência da pintura que é o principal meio de proteção contra a corrosão formando
uma camada não só protetora como também decorativa.
Os processos de tratamento de superfície são divididos em duas categorias: A
Camadas de Conversão e a novas tendências. As Camadas de Conversão sãosubdivididas em: Fosfatização, Cromatização e Anodização. Já para as novas
tendências pode-se citar a Silanização e as Nanocerâmicas. (Costa, 1987)
Nas Indústrias de revestimentos como um dos principais Tratamentos de
Superfície usados, encontra-se a Fosfatização. A Fosfatização é um processo de
conversão do metal em um Fosfato (sal) insolúvel do íon metálico, na maioria das
vezes Fosfato de Zinco que deposita na superfície modificando as propriedades
superficiais. (Banckzec, 2005)
O Processo de Fosfatização é utilizado na maioria das vezes para preparar a
superfície metálica para uma boa aderência da tinta e proteger a superfície do
desenvolvimento dos processos de corrosão. A durabilidade da tinta está diretamente
ligada à eficácia do sistema de pré-tratamento no substrato.
O tratamento de superfícies metálicas através da Fosfatização garante um
melhor desempenho dos processos seguintes de pintura para proteção anticorrosiva,
sendo necessários os processos de Ecoat (KTL), aplicação de Surface e Base Coat
para a efetiva proteção contra a corrosão.
O objetivo de tratar as superfícies dos metais antes da pintura é o de tornar
então a superfície uma base inerte para receber a tinta e desta maneira proteger o
substrato.
A Fosfatização ainda é o processo mais aceito como base para pintura,
desenvolvido para Aço chapa sem revestimento, Aços Galvanizados e
Eletrogalvanizados. Este tipo de tratamento de superfície pode ser realizado por
imersão ou por sprays direcionados. Neste trabalho o estudo foi feito baseado na
Planta Industrial de Pintura Automotiva da Automotiva Usiminas em Pouso Alegre que
trabalha com o processo em imersão.
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 10/71
2
2. OBJETIVO
Avaliar os parâmetros de tempo de imersão e temperatura do processo de
fosfatização à concentração mínima de fosfato de zinco tricatiônico em chapas de açoeletrogalvanizadas produzidas pela Usiminas, eletrogalvanizado com zinco com
camada de 60 g/m2 e espessura de 5,72 µm, denominado neste estudo EG para
avaliar os resultados na qualidade dos produtos fosfatizados que passam pelo
Processo de Eletrodeposição.
Detalhar os resultados quanto à qualidade visual exigida pelo mercado atual
após a aplicação de KTL, ganhos de produção na indústria, melhoria da proteção
anticorrosiva e redução de resíduos com o processo em concentração mínima
fornecida pelos fabricantes de produtos fosfatizantes.Trabalhando com concentração mínima pode-se obter ganhos econômicos na
indústria e reduzir a formação de resíduos, por esta razão foi fixada a concentração
mínima determinada pelos fornecedores de fosfatos tricatiônicos para pré-tratamento
de pintura, variando a temperatura acima e abaixo do especificado e tempos de
imersão visando ganhos na produção de peças para Indústria Automotiva.
Avaliar as chapas pintadas através de teste de corrosão em solução de NaCl
5%m/v para poder validar os tempos e temperaturas estudadas neste trabalho, esta
metodologia também foi estudada por Saint-Clair Dantas Oliveira Santos em 2005 na
sua Dissertação de Mestrado da UFRJ,FORMULAÇÃO E ENSAIOS DE TINTAS COM
BASE NA TECNOLOGIA DE FERRUGEM PROTETORA PARA EMPREGO EM AMBIENTE
ANTÁRTICO.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 11/71
3
3. REVISÃO BIBLIOGRÁFICA
3.1. Aços Galvanizados e Eletrogalvanizados
Com o recente crescimento das Indústrias Automobilísticas e do setor de
estruturas para a construção civil, foi necessário o desenvolvimento de novas técnicas
para proteção dos aços contra a corrosão; com isso surgiram os Aços
Eletrogalvanizados.
Os aços eletrogalvanizados possuem excelente resistência a corrosão
atmosférica, além de ótima condição de pintura. Os aços eletrogalvanizados são
laminados a frio e revestidos com camada uniforme de zinco que protege as chapascontra corrosão durante a estocagem. (Catálogo Usiminas,2011)
O zinco oferece três formas para a proteção das chapas:
Uma camada forte e dura de revestimento que evita o contato do metal com o
ambiente corrosivo;
Proteção Galvânica (sacrificial), quando o revestimento sofre danos mecânicos
e o metal base, mais nobre que o zinco, fica exposto ao meio;
Ação de proteção adicional às menores descontinuidades no revestimento,como resultado da formação de produtos de corrosão acumulados na área
danificada, formam uma barreira para proteção eletroquímica adicional.
(NEVISON, 1987).
Esse tipo de aço é utilizado em processos de estampagem média à extra
crítica, nos quais o compromisso entre resistência mecânica, ductilidade e corrosão
atmosférica é requerido. Os eletrogalvanizados são usados principalmente nos setores
automotivo, linha branca e construção civil. (Catálogo Usiminas,2011) A eletrogalvanização é um processo eletrolítico, em que o zinco é transferido
de um anodo para a chapa de aço que está negativamente carregada. Para este
processo utilizam-se equipamentos eletro intensivos, controlando a espessura do
revestimento por modelo matemático.
A corrente elétrica é uma das principais matérias-primas do processo
eletrolítico. Antes de entrar no processo a energia elétrica é convertida de corrente
alternada (redes de distribuição de energia elétrica) para corrente contínua, com o uso
de retificadores. Com esta transformação em corrente contínua é possível separar as

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 12/71
4
duas partes sendo uma positiva e a outra negativa da corrente. (Catálogo
Rioinox,2011)
Na parte negativa, são colocadas as peças a serem revestidas. Na parte
positiva, é colocado o metal, que fornece os íons para a solução eletrolítica. Como o
aço se dissocia através da corrente elétrica ou dissolução química em cátions,
carregados positivamente, há cátions dispersos na solução eletrolítica e, através de
reações de oxi-redução, passam a ser convertidos novamente em metal depositado
sobre a superfície da peça. Quanto maior energia é fornecida, mais espessa é a
camada depositada. (Catálogo Rioinox,2011)
Na Imersão à quente a chapa de aço é imersa em uma cuba de zinco fundido,
entre 445 °C e 460 °C. O ferro reage com o zinco, formando quatro camadas que irão
compor o revestimento de proteção. São elas: camada Eta de zinco quase puro,
camada Zeta de liga ferro-zinco com 5,8 a 6,2% de Fe, camada Delta de liga ferro-
zinco com 7 a 12% de Fe e camada Gama muito fina de liga ferro-zinco com 21 a 28
de Fe. (Catálogo Rioinox,2011)
Para que a camada de proteção tenha o mesmo tempo de formação em toda a
chapa, a imersão deve ser rápida, entre 6 e 7 min. No entanto, a remoção deve ser
lenta e constante para que o revestimento seja uniforme. A camada Eta (última) é
formada por arraste de material da superfície do banho, no momento da remoção da
chapa. Recomenda-se velocidade de 1,5 m/min.
Observa-se na tabela 1 abaixo as vantagens e desvantagens dos processos de
Galvanização.
Tabela 1- Vantagens e Desvantagens da Galvanização.(Catálogo Rioinox,
2011)
A estrutura do revestimento eletrogalvanizado é mais homogênea e simples por
ser composta por zinco puro. Sua aparência superficial pode variar de acordo com
aditivos e com os tratamentos especiais quando for necessário um fino acabamento
superficial.
Geralmente são tratados com cromato para melhorar a aparência, reduzir
manchas e prevenir contra a formação de corrosão branca, que acontece emambientes de alta umidade. (NEVISON, 1987)

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 13/71
5
Devido a alguns defeitos superficiais que ocorrem durante o processo de
conformação causados pelas partículas de zinco, a indústria do setor automobilístico
sofre com problemas de desprendimento de revestimento nos painéis dos carros.
Segundo Alvarenga (2006) e Zhang (2001), o desprendimento ocorre devido a dois
fenômenos: Pós (powdering) e lascas (flaking).
De acordo com alguns autores, o desprendimento de zinco durante a
conformação de chapas eletrogalvanizadas ocorre devido à camada de zinco mais
espessa e mais significativamente à maior elevada dureza quando a massa de zinco é
superior a 40 g/m². (MARQUES, 2008)
Com exceção de alguns metais qualificados de nobres, os metais são quase
sempre encontrados na natureza na forma de compostos: óxidos, sulfetos, etc. Isso
significa que esses compostos são as formas mais estáveis e necessitam de
processos para obtenção de metais puros para as mais diversas aplicações.
A corrosão pode ser vista como a tendência ao retorno para um composto
estável. Assim, por exemplo, quando uma peça de aço enferruja, o ferro, principal
componente, está retornando à forma de óxido, que é o composto original do minério.
A massa de camada de zinco exerce papel importante na resistência à
corrosão dos Aços Eletrogalvanizados, Fosfatizados e pintados. A redução da massa
da camada de zinco não é uma boa opção, porque dependendo da quantidade de
zinco escolhida, a resistência à corrosão dos aços revestidos com zinco é menor que a
dos aços com características de resistência à corrosão atmosférica sem zinco como
revestimento. (ALVARENGA, 2007)
O segmento automotivo é um dos grandes consumidores de aços revestidos
com zinco. Este seguimento industrial buscou atender garantias cada vez maiores de
suas carrocerias contra corrosão. Nas últimas décadas, as chapas revestidas com
zinco por galvanização por imersão a quente e Eletrogalvanizadas são as mais
utilizadas.
O custo elevado dos Aços Eletrogalvanizados é um dos fatores limitantes douso deste tipo de aço. Para diminuir os custos do processo de galvanização por
imersão a quente foram desenvolvidos estudos que levaram ao desenvolvimento do
revestimento “Galvanneal” que atende às mesmas exigências do Aço
eletrogalvanizado e é obtido por recozimento da chapa de aço após imersão em banho
de Zinco.
O ambiente automotivo pode resultar em várias formas de corrosão. As
principais são:
Corrosão uniforme ou generalizada; Corrosão em frestas;
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 14/71
6
Corrosão galvânica;
Corrosão sob depósito;
Corrosão por pites.
3.2. Preparação das Superfícies
Além da proteção oferecida pelo processo de eletrogalvanização, para que o
aço esteja protegido de ambientes agressivos como atmosferas marítimas é preciso
garantir o isolamento da superfície que é feita através do processo de pintura.
Para obter uma superfície totalmente lisa e livre de impurezas é preciso
preparar a superfície antes de receber o revestimento de tinta.Existem vários processos de tratamento de superfície para receber o
revestimento de pintura e para proteção anticorrosiva, dentre os mais usados estão:
Fosfatização, Cromatização, Anodização, Nanocerâmicas e Silanos.
Cerca de 90% dos produtos químicos no Brasil que são destinados aos
tratamentos de superfície, são de origem estrangeira. As empresas brasileiras fazem a
formulação final da mistura e os ajustes de acordo com o clima da região onde os
produtos serão utilizados. (REVISTA TRATAMENTO DE SUPERFÍCIE, 2008)
Após as etapas de preparação para receber o revestimento orgânico de tinta, a
superfície metálica deve apresentar uma boa ancoragem para as partículas de tinta,
no caso do processo de fosfatização esta ancoragem é feita graças à estrutura dos
cristais de fosfatos que devido às porosidades formadas na superfície metálica
consegue garantir uma aderência melhor das partículas de tinta.
Para obter uma superfície tratada uniformemente é preciso que as chapas
estejam limpas e isentas de particulados vindos dos processos anteriores, como
laminação, estampagem e montagem de peças.
As impurezas mais comuns que devem ser removidas da superfície a ser
tratada são:
Camadas de óxido;
Óleos, graxas, resinas, parafinas;
Poeira, resíduos do processo de fabricação;
Sais e crostas de tratamento térmico;
Manchas de tinta;
Resíduo de lama de fosfato.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 15/71
7
Na tabela 2 abaixo estão relacionadas as vantagens e desvantagens para cada
tipo de produto utilizado na limpeza das superfícies metálicas.
Tabela 2- Difentes tipos de produtos de limpeza superficial. (ALMEIDA, 2000)
A remoção destas impurezas é primordial para garantir a qualidade da
superfície a ser pintada após os tratamentos de preparação de superfície. Estima-se
que cerca de 85% das falhas em revestimentos de superfícies sejam decorrentes de
problemas no pré-tratamento. (Bem, 2008)
Para limpeza das superfícies geralmente as indústrias utilizam produtos
desengraxantes com tensoativos, emulgadores e sequestrantes aplicados por imersão
ou aspersão. Na figura 1 é possível visualizar o mecanismo de limpeza das
superfícies:
Figura 1- Desenho esquemático do mecanismo de limpeza superficial com utilização de
tensoativos. (Revista Meio Filtrante, 2005)
Como nos processos de imersão todo o óleo e limalha retirados da superfície
permanecem dispersos no banho, é preciso realizar a filtração dos banhos
desengraxantes. Para tal finalidade são utilizados filtros tipo bag (Bolsa), separadoresmagnéticos e separador água e óleo, filtros mantas e os filtros tipo centrifuga.
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 16/71
8
É extremamente importante a filtração nos estágios de desengraxe, pois:
(Revista Meio Filtrante, 2005)
Mantém os banhos com baixo nível de contaminação;
Prolonga a vida útil dos banhos;
Melhora a qualidade de lavagem;
Reduz custos de manutenção e limpeza dos sprays;
Contribuiu para o aumento da produtividade.
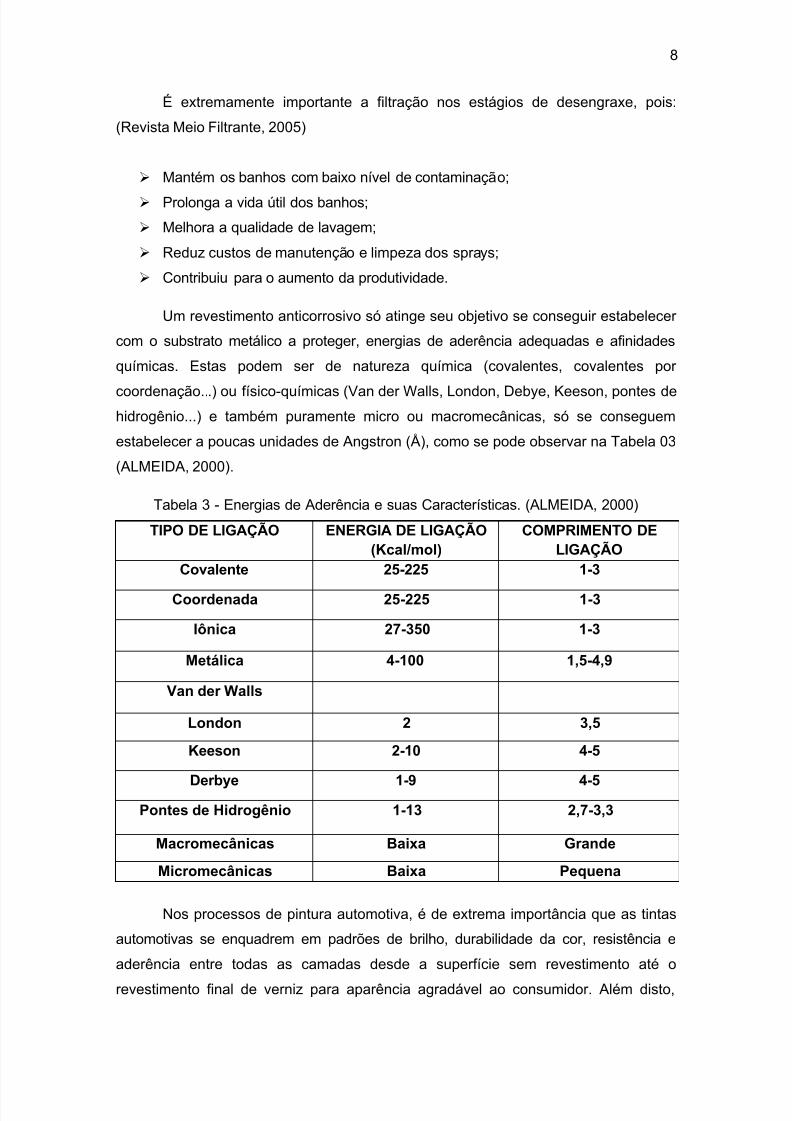
Um revestimento anticorrosivo só atinge seu objetivo se conseguir estabelecer
com o substrato metálico a proteger, energias de aderência adequadas e afinidades
químicas. Estas podem ser de natureza química (covalentes, covalentes por
coordenação...) ou físico-químicas (Van der Walls, London, Debye, Keeson, pontes dehidrogênio...) e também puramente micro ou macromecânicas, só se conseguem
estabelecer a poucas unidades de Angstron (Å), como se pode observar na Tabela 03
(ALMEIDA, 2000).
Tabela 3 - Energias de Aderência e suas Características. (ALMEIDA, 2000)
TIPO DE LIGAÇÃO ENERGIA DE LIGAÇÃO(Kcal/mol)
COMPRIMENTO DELIGAÇÃO
Covalente 25-225 1-3
Coordenada 25-225 1-3
Iônica 27-350 1-3
Metálica 4-100 1,5-4,9
Van der Walls
London 2 3,5
Keeson 2-10 4-5
Derbye 1-9 4-5Pontes de Hidrogênio 1-13 2,7-3,3
Macromecânicas Baixa Grande
Micromecânicas Baixa Pequena
Nos processos de pintura automotiva, é de extrema importância que as tintas
automotivas se enquadrem em padrões de brilho, durabilidade da cor, resistência e
aderência entre todas as camadas desde a superfície sem revestimento até o
revestimento final de verniz para aparência agradável ao consumidor. Além disto,
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 17/71
9
requisitos legais de segurança, meio-ambiente e saúde devem ser considerados como
objetivos no desenvolvimento seguro das tintas automotivas. Os custos e a
competitividade são fatores que motivam também o aperfeiçoamento técnico
(JURGETZ, 1995).
3.3. Processos de Pintura Automotiva
Grande parte das indústrias automobilísticas utiliza o processo de fosfatização
para o Pré-Tratamento das superfícies metálicas dos carros, este processo consegue
atender às exigências do mercado para a proteção anticorrosão e para a aderência do
filme de tinta aplicado por eletrodeposição.
Uma linha contínua de pintura automotiva consiste basicamente das seguintes
etapas:
Pré-tratamento: fosfatização por aspersão ou imersão total;
Pintura eletroforética catódica ou cataforética (e-coat): aplicação catódica de
um filme de 25 µm a 30 µm de espessura. A principal finalidade é aumentar a
proteção contra corrosão. Tinta de fundo (surfacer): camada de 25 µm a 30 µm de espessura.
Tinta de acabamento (base colour coat): aplicação de uma camada de 15
µm a 25 µm de espessura na cor final desejada pelo cliente.
Verniz (clear coat): aplicação de uma camada de 35 µm a 50 µm para
proporcionar o brilho e realçar a cor.
Para obter uma camada uniforme de Fosfato é necessário que a camada esteja
não só isenta de impurezas, mas também condicionar as superfícies a seremfosfatizadas para a obtenção de uma camada de fosfato uniforme, densa e micro-
cristalina, evitando falhas ou imperfeições da camada de fosfato depositada, para não
comprometer a qualidade do processo.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 18/71
10
Segue abaixo o fluxograma dos principais processos de produção de
carrocerias na indústria automobilística que utilizam o processo de fosfatização:
Figura 2- Fluxograma do Processo de Produção de Carrocerias.
(AUTOMOTIVA USIMINAS, 2008).
Para condicionar a superfície são utilizados os produtos Refinadores,
geralmente são compostos a base de sais de Titânio, podendo ser aplicado por
aspersão ou imersão.
Entre cada etapa dos processos de Pré-Tratamento normalmente as chapas
são lavadas com água desmineiralizada para evitar que os banhos sejam
contaminados e que eventualmente alguma impureza permaneça na superfície
danificando o resultado final da pintura. (BUSTAMANTE, 2000)
A eliminação de enxágüe ou incorporação de estágios é um problema
ambiental que deve ser eliminado com tratamentos antes do descarte na natureza.
Como a maior parte das reações químicas são incompatíveis ente si a retirada do
enxágüe prejudica a qualidade do tratamento e diminui a vida útil do banho,exigindo
um descarte total do mesmo periodicamente.
Observa-se na figura 2 abaixo oesquema de enxágüe no setor de Pré-Tratamento de Pintura.
No setor de Pré-Tratamento, uma dos grandes avanços tecnológicos têm sido
os estudos para substituição dos processos tradicionais por processos envolvendo
Nanocerâmicas e compostos químicos à base de fluorzirconia para o tratamento de
metais.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 19/71
11
Figura 3 – Esquema de Enxágüe no Setor de Pré-Tratamento. (VILLAS, 2006)
3.4. Fosfatização
Os tratamentos de superfícies metálicas de Fosfatização fazem parte de
processos de conversão química superficial, e são utilizados em todo mundo, tanto no
setor industrial de deformação a frio (extrusão, trefilação, etc.), como no setor de
preparação de superfícies metálicas antes da pintura, conhecidos como Pré-
Tratamento. (BEM, 2008)
Segundo CAPE (1992), os fosfatos podem ser classificados em duas classes,
os inorgânicos e os orgânicos.
Fosfatos inorgânicos podem ser citados:
Fosfato de Ferro: [(Fe5H2(P04)4.4H20)];
Fosfato de zinco: (Zn3(P04)2.4H20);
Fosfato de manganês: [(Mn-Fe)5H2(P04)4.4H20];
Fosfato tricatiônico: (Zn, Ni, Mn);
Fosfato de zinco e nióbio: (Zn, Nb).
A Fosfatização é um processo de tratamento de superfície realizado em metais
como o ferro, o zinco e o alumínio e suas ligas, o tratamento é feito com uma solução
de ácido fosfórico e outros aditivos. A camada de fosfato é responsável por inibir
processos corrosivos e constitui-se, em virtude da sua rugosidade, em excelente base
para pintura garantindo a aderência da pintura. (MARQUES, 2008)
A superfície que receberá o revestimento de fosfato deve estar isenta de
impurezas por isso o banho de desengraxe que é um estágio para remoção de óleos,
gorduras e contaminantes é uma etapa importante do processo. Segundo SANKARA
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 20/71
12
NARAYANAN(2005), o teor de carbono na superfície do aço destinado a
fosfatização deve situar-se dentro de limites especificados.Contaminações
maiores do que 8 mg/m2 deterioram a camada de fosfato e diminuem a
resistência à corrosão após pintura. Outros autores argumentam que é ideal um teor
máximo de 7 mg/m2 ou até mesmo 4,3 mg/m2 , uma vez que somente obtêm-se
bons resultados de resistência à corrosão quando o teor de resíduo carbono se
situa entre 4,3 mg/m2 e 6,4 mg/m2.
A Fosfatização pode ser efetuada de 3 maneiras: Fosfato 3 em 1, Fosfato por
imersão, Fosfato por spray.
O produto resultante das reações eletroquímicas sobre a superfície dos metais
resulta na formação de uma camada de fosfato cristalino insolúvel que varia de 2,8
g/m² a 3,2 g/m². Os cristais de fosfato que são formados na superfície têm sua
morfologia influenciada pelo processo de agitação no tratamento por imersão e
diferem também se o processo for por aspersão.
A morfologia dos cristais formados determina o grau de porosidade na
superfície e conseqüentemente interfere nos resultados do processo, pois onde não há
cristal formado na superfície, esta ficará sujeira a corrosão. A etapa de refinação é
importante também, pois um pH alto promove a precipitação dos fosfatos, formando
cristais pequenos.Se a decapagem ácida for muito longa e a superfície não for bem
lavada após este banho, poderão resultar cristais longos, o que também não é
interessante para o processo de pintura.(Catálogo Galvano,2011)
Conforme BEM, 2008 (As etapas de limpeza do Pré-Tratamento superficial
realizados antes da etapa de fosfatização também podem afetar consideravelmente a
taxa de crescimento da camada, sua espessura e o tamanho do cristal de fosfato.
Para diminuir o tempo de formação da camada de fosfato são utilizados
aditivos como o Níquel, Zinco e Manganês dissolvidos na solução de
fosfatização,quando temos um único sistema, denominado Fosfatização Tri-Catiônica
considerada uma das mais uteis na indústria automobilística. O Níquel, dentre os íonsde metais que são usados como aditivos na fosfatização, é o que desempenha melhor
papel, porém é muito agressivo à saúde humana e ao meio ambiente. (DONOFRIO,
2003)
O uso de aceleradores nos banhos de fosfato tem duas funções: 1º
Despolarizar a superfície do metal, principalmente nas áreas de maior densidade
eletrônica (catódicas) e 2º, oxidar os metais dissolvidos nas regiões de ataque
anódico, o que causa a precipitação de sais insolúveis de fosfato. (GENTIL, 1996)
Substâncias de nitritos e nitratos, cloratos, peróxidos ou compostos orgânicostambém podem ser usados para aumentar a velocidade de reação. (GRUSS, 2003)
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 21/71
13
Em substituição ao níquel, estudos demonstraram que o nióbio e o benzotriazol são
alternativos para o processo de fosfatização de maneira menos agressiva ao meio
ambiente.
Fosfato tri-catiônico, desenvolvido para fosfatização de aço, aço galvanizado e
alumínio, geralmente é fornecido na forma líquida, formulado para o tratamento
superficial do metal com características especiais de proteção anticorrosiva nos
processos de pintura. É utilizado nos processos por spray ou imersão à quente.
A Fosfatização 3 em 1 é um processo simples com relativa resistência
anticorrosiva, onde os componentes desengraxante, decapante e fosfatizante são
formulados e embalados juntos. Esse processo é empregado por spray com alta
pressão, tendo bom resultado quando aplicado em 2 passes e a quente.
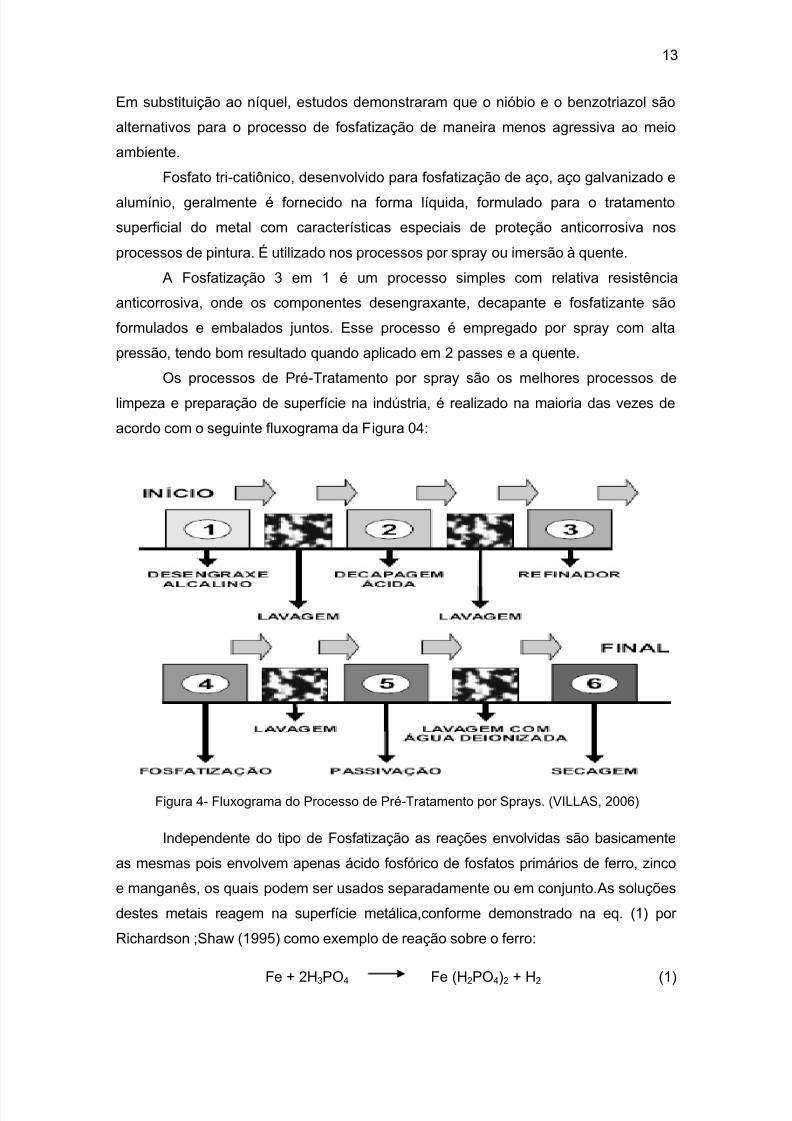
Os processos de Pré-Tratamento por spray são os melhores processos de
limpeza e preparação de superfície na indústria, é realizado na maioria das vezes de
acordo com o seguinte fluxograma da Figura 04:
Figura 4- Fluxograma do Processo de Pré-Tratamento por Sprays. (VILLAS, 2006)
Independente do tipo de Fosfatização as reações envolvidas são basicamente
as mesmas pois envolvem apenas ácido fosfórico de fosfatos primários de ferro, zinco
e manganês, os quais podem ser usados separadamente ou em conjunto.As soluções
destes metais reagem na superfície metálica,conforme demonstrado na eq. (1) por
Richardson ;Shaw (1995) como exemplo de reação sobre o ferro:
Fe + 2H3PO4 Fe (H2PO4)2 + H2 (1)

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 22/71
14
Nesta fase da reação há produção de fosfato primário de ferro solúvel,
consumindo ácido fosfórico da interface metal/solução e liberação de gás H2. Devido à
solubilidade dos fosfatos primários ocorre a dissociação e várias reações ocorrem em
seguida. As equações representadas abaixo eq. (2), (3) e (4) descritas por Richardson;
Shaw (1995) descrevem de maneira generalizada quais são as interações durante a
Fosfatização:
Me (H2PO4)2 Me H3PO4 + H3PO4 (2)
3MeHPO4 Me3(PO4 ) + H3PO4 (3)
3Me(H2PO4)2 Me3(PO4 ) + 4H3PO4 (4)
Ocorre a neutralização do ácido fosfórico na eq.(1) que desloca os equilíbriosdas equações eq. (2), (3) e (4) para a direita, o que leva a deposição de um excesso
de fosfatos secundários solúveis , excesso de zinco e fosfatos terciários insolúveis na
superfície metálica .
Na figura 05 abaixo se pode observar o mecanismo de formação da camada de
fosfato:
Figura 5- Mecanismo de formação da camada de fosfato. (REIS, 2004)
A camada de fosfato formada sobre a superfície do aço é constituída
basicamente de “xFeHPO4.yZn3(PO4)3.zH2O”, sendo a hopeíta e a fosfofilita as
principais fases, cujas reações de formação são, respectivamente, as seguintes
eq. (5),(6),(7),(8),(9) e eq.(10): (MARQUES , 2008) .

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 23/71
15
Substrato de aço:
Fe + 2H3PO4 Fe(H2PO4)2 + H2 (5)
3Fe(H2PO4)2 Fe3(PO4)2 + 4H3PO4 (6)
2Zn(H2PO4)2 + Fe(H2PO4)2 H2O Zn2Fe(PO4)2.4H2O + 4H3PO4 (7)
Fosfofilita
Substrato revestido com zinco:
Zn + 2H3PO4 Zn(H2PO4)2 + H2 (8)
3Zn(H2PO4)2 3ZnHPO4 + 3H3PO4 (9)
3ZnHPO4 H2O Zn3(PO4)2.4H2O + H3PO4 (10)
Hopeíta
Observa-se na figura 06 abaixo as diferenças entre os cristais formados na
camada de Aço e os formados sobre a camada de Zinco:
Figura 6- Micrografia Eletrônica da camada de fosfato em aço e em Zn, com aumento
de 2000 vezes o tamanho real. (CHEMETALL, 2005)
Em processos de fosfatização por imersão e sem agitação, a relação entre a
quantidade de fosfofilita [Zn2Fe(PO4)2.4H2O] e de hopeíta [Zn3(PO4)2.4H2O], presentes
na camada formada de fosfato, é de 95% para a primeira e 5% para a segunda. No
caso da camada formada por aspersão será praticamente constituída da fase hopeíta
CONTROLE
TAMANHO DOS CRISTAIS
PESO DE CAMADA
RECOBRIMENTO
P-RATIO 95%
RESULTADO
2,84 microns
2,22 g/m²
100% (CAMADA FECHADA)
CONTROLE
TAMANHO DOS CRISTAIS
PESO DE CAMADA
RECOBRIMENTO
P-RATIO ---
RESULTADO
menor que 5 microns
2,38 g/m²
100% (CAMADA FECHADA)
AÇO Zn

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 24/71
16
[Zn3(PO4)2.4H2O], não havendo participação direta do metal base (Fe) na formação da
camada de fosfato cristalina. (MARQUES, 2008)
As reações envolvidas no processo de fosfatização provocam a formação de
bolhas que perturbam o processo. Em conseqüência para conservar suas
características é ideal que o banho seja filtrado por recirculação sobre filtro
pressurizado para retirada também do resíduo de fosfato. O efluente deve ser enviado
ao tanque de tratamento de efluentes e tratado antes de ser descartado.
A relação entre a quantidade de cristais fosfofilita [Zn2Fe(PO4)2.4H2O] e de
hopeíta [Zn3(PO4)2.4H2O] vem sendo estudada em muitos trabalhos e demonstrada
que a maioria dos cristais encontrados são cristais de fosfolita que conduzem a
revestimentos de maior grau de proteção, quando avaliados em conjunto com a
pintura à base de eletroforese catódica. (OLIVEIRA, 2006)
Segundo Miller, Petschel e Hart (1995) a estabilidade da fosfofilita no meio
alcalino é responsável pela maior proteção das superficies fosfatizadas e processadas
em banhos com eletrodeposição catódica que são meios alcalinos, a hopeíta não é
estável em meio alcalino.
A relação entre as duas composições cristalinas é conhecida na literatura como
relação P(PR),RICHARDSON;SHAW(1995) descreveu a equação (11) desta relação:
PR= P/(P+H) (11)
Na equação 11, P corresponde à porção de fosfofilita e H, os teores de hopeíta
presentes na película de fosfato. Na Figura 07 abaixo é possível visualizar os
resultados da equação 11 e sua influencia nos resultados de prevenção da corrosão.
Figura 7- Influência de P(PR) na resistência a alcalinidade catódica. (Miller, Petschel e Hart,
1995)
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 25/71
17
ALLEN, apud RIBE (1971) citam que se o conteúdo de ácido livre for muito
baixo, a dissociação do fosfato ocorre na solução, bem como na interface
metal/solução e leva a formação de precipitados de fosfatos insolúveis formando a
lama de fosfato.
Formação da Lama:
Fe2+ + H+ + Oxidante Fe3+ +Hox (12)
Fe3+ + H2PO4- FePO4 + 2 H+ (13)
A agitação da solução fosfatizante, provocada pela aspersão, não permite que
os íons ferro, formados pela reação anódica de dissolução, se concentrem próximos à
superfície do substrato metálico e assim fazer parte na formação da camada de
fosfato. Os íons ferro são constantemente diluídos na solução fosfatizante.
As camadas de fosfato são usadas para diferentes funções, a camada amorfa
geralmente é usada para proteção à corrosão temporária, com faixa de peso
depositada de 0,1 a 4,0 g/m². Camadas amorfas são formadas por fosfatização sem
enxágüe (Revestimentos em bobinas) ou por fosfatização alcalina, com soluções à
base de Zinco e Ferro. (GUERREIRO, 2009)
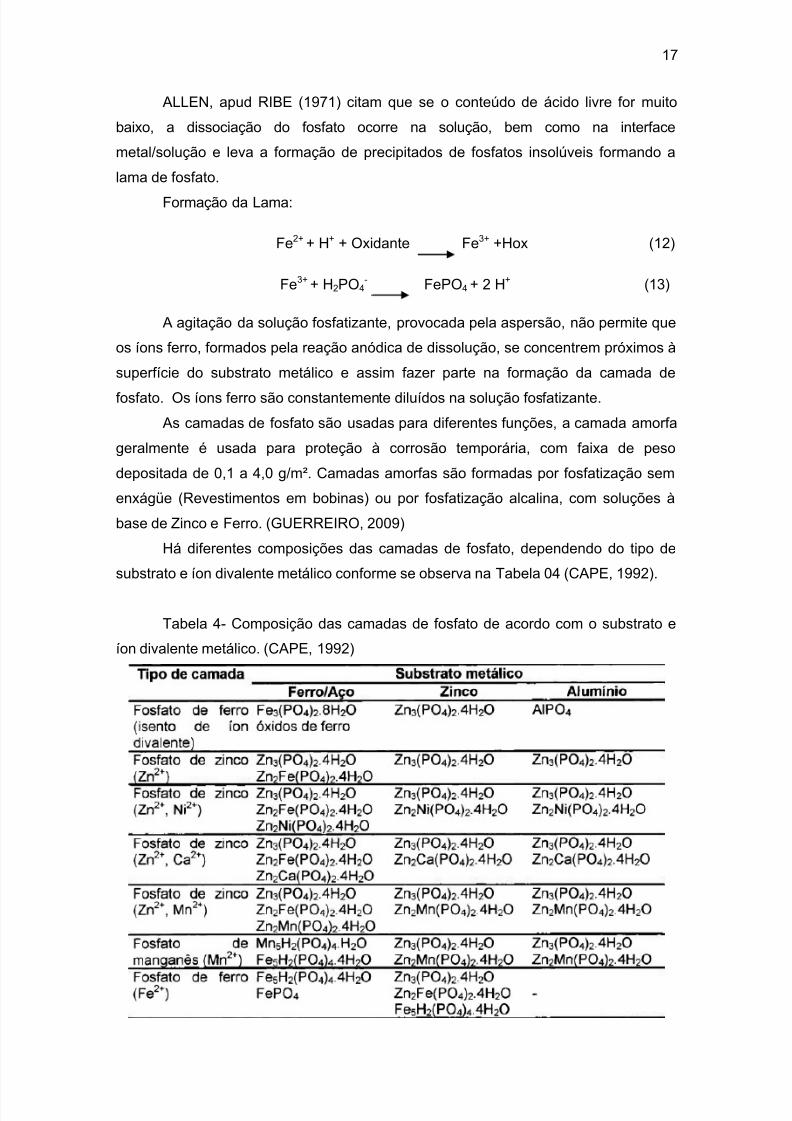
Há diferentes composições das camadas de fosfato, dependendo do tipo de
substrato e íon divalente metálico conforme se observa na Tabela 04 (CAPE, 1992).
Tabela 4- Composição das camadas de fosfato de acordo com o substrato e
íon divalente metálico. (CAPE, 1992)

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 26/71
18
Segundo a estrutura do fosfato depositado, podemos diferenciar em estruturas
amorfas e fosfatos cristalinos, como pode ser observado na Figura 08.
Figura 8 – Micrografias eletrônicas de varredura para comparação (direita: Estrutura cristalina e
à esquerda: cristais amorfos) (WOLPERS, et.al. 2003)
Em processos de pintura que utilizam soluções com baixo teor de zinco, ou
zinco padrão, são usadas com massa de revestimento de 1 a 7g/m² .Valores de 7g/m²
podem ser obtidos sobre aços Galvannealed e aços de alta resistência. Nas
utilizações de aços revestidos para laminação à frio é comum encontrar camadas de
até 60g/m².As camadas com altos valores como 60g/m² são chamadas de “heavy
phosphating” e na grande maioria camadas de fosfato a base de manganês, ao invés
de zinco. (WOLPERS, et.al. 2003)
Muitas funções podem ser atribuídas à camada de fosfato “cristalina”. Devido à
natureza não condutora dos cristais de fosfato é formada uma barreira contra os
agentes causadores de corrosão, como a umidade.
A camada mais simples de fosfato formada sobre a superfície metálica a partir
de soluções com ácido fosfórico e fosfato ferroso, consiste em um revestimento cuja
cor varia de verde escuro à preto, de cristais de fosfato ferroso terciário Fe 3(PO4)2 e
fosfato ferroso secundário FeHPO4 , com uma pequena proporção de fosfato férrico
terciário FePO4 .(OLIVEIRA, 2006)
De maneira geral, as camadas de fosfato apresentam granulações grosseiras e
o resfriamento destas pode ser feito através de soluções coloidais de fosfato de titânio.
Constituídas por Na4TiO(PO4)2O-7H2O. Na literatura alguns autores afirmam que os
fosfatos de Titânio são adsorvidos pela superfície metálica e durante a ativação atuam
como agentes de nucleação para uma maior deposição de cristais menores de fosfato
na superfície para uma maior uniformidade da superfície. (TEGEHALL, 1990)
Camadas cristalinas de fosfatos (inorgânicos) são excelentes para ancorar
compostos para deformação a frio, lubrificantes, óleos protetores, ceras etc. São
particularmente proveitosas na deformação do metal por extrusão e trefilação, na qual
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 27/71
19
atuam como um reservatório e retêm os lubrificantes no lugar; assim o metal desliza
livremente sob pressão, melhorando o acabamento final e vida útil da ferramenta.
Os processos de fosfatização podem ser classificados não só pela composição
do banho e forma de aplicação, mas também podem ser classificados quanto a
temperatura de aplicação e tempo de imersão.
Quanto à temperatura o processo pode ser classificado como a quente (acima
de 80°C), tépido (entre 50ºC e 80°C) e a frio (abaixo de 50ºC).
Para conservar a temperatura dos banhos de fosfato são usados trocadores de
calor. De acordo com a temperatura máxima do banho e do fluído de trocador de calor.
Pode ser necessário um necessário utilizar um circuito primário para sua circulação.
(BEM, 2008)
Para processos de fosfatização à temperatura ambiente a possibilidade de
aumentar o ph durante as operações é bem maior que em processos com temperatura
mais alta, é possível neutralizar o banho através de adição de carbonatos do metal,
que formam o revestimento (carbonato de zinco em um banho de zinco). A
temperatura de trabalho e a concentração dos constituintes do banho são importantes
na escolha do valor ideal de acidez livre para manter o equilíbrio. Excesso de ácido
fosfórico atrasa a reação de formação do revestimento e também causa perda
excessiva de metal.
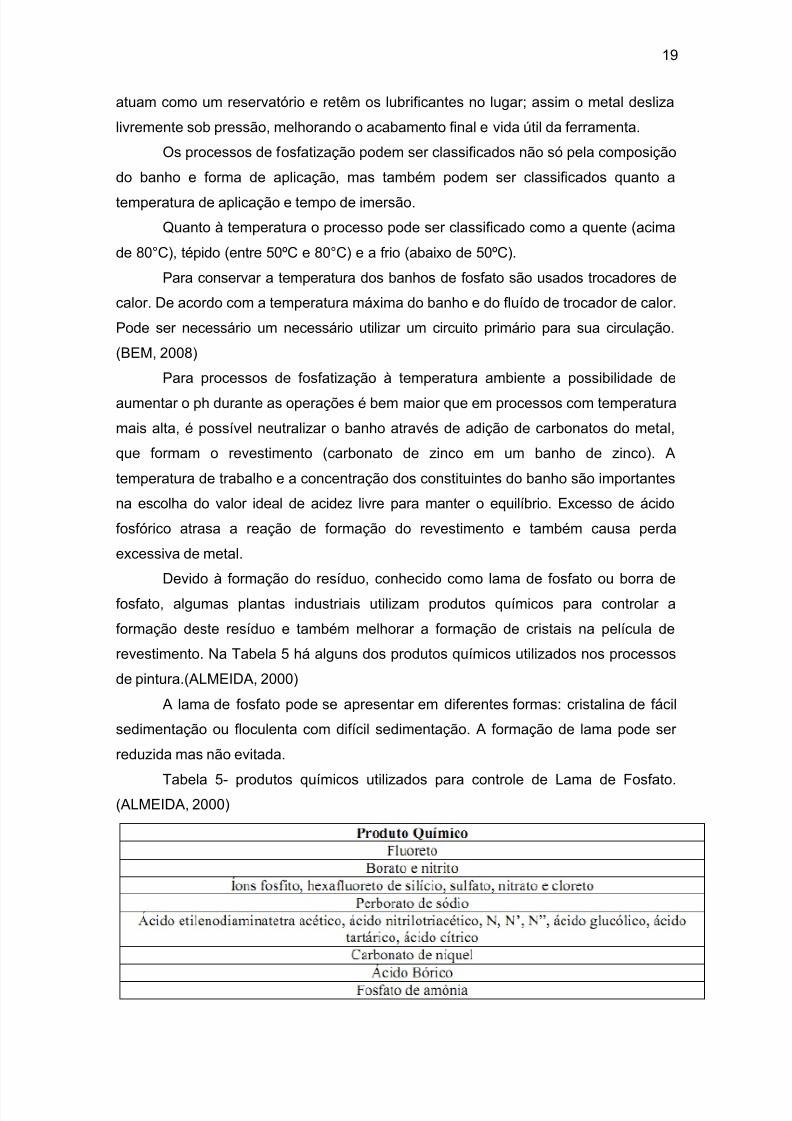
Devido à formação do resíduo, conhecido como lama de fosfato ou borra de
fosfato, algumas plantas industriais utilizam produtos químicos para controlar a
formação deste resíduo e também melhorar a formação de cristais na película de
revestimento. Na Tabela 5 há alguns dos produtos químicos utilizados nos processos
de pintura.(ALMEIDA, 2000)
A lama de fosfato pode se apresentar em diferentes formas: cristalina de fácil
sedimentação ou floculenta com difícil sedimentação. A formação de lama pode ser
reduzida mas não evitada.
Tabela 5- produtos químicos utilizados para controle de Lama de Fosfato.(ALMEIDA, 2000)

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 28/71
20
Geralmente a remoção dos resíduos sólidos de fosfato dos banhos
fosfatizantes é feita com auxílio de decantadores e dos filtros tipo prensa.
Muitas alternativas sustentáveis para a destinação do resíduo de fosfato foram
estudadas, dentre a mais utilizada encontra-se a destinação de lama de fosfato para
formulação de fertilizantes e como matéria prima para fabricação de tijolos.
Devido ao grau de porosidade das superfícies fosfatizadas é necessário a
selagem desta porosidade para garantir a proteção desejada da superfície e a
uniformidade, para tal finalidade são realizados os banhos Passivantes que através de
preenchimento destas porosidades impede a formação de corrosão, porque todo metal
que estaria desprotegido entre um cristal de fosfato e outro, passa a estar coberto.
Tal banho há muitos anos era composto por ácido crômico que reduzia a
porosidade em até 50%, consistia na deposição de cromato insolúvel nos poros da
película fosfatizada.
Mesmo em concentrações baixa de ácido crômico, aconteciam muitos casos de
empolamento e outros defeitos de pintura aplicados posteriormente. Mesmo com o
custo baixo dos produtos passivantes a base de ácido crômico, o custo do tratamento
do efluente desta etapa do processo é consideravelmente elevado devido a presença
de Cromo Hexavalente, tóxico e cancerígeno. (SPRING, 1965)
Como alternativa ao uso de Passivadores a base de ácido crômico foram
estudadas novas composições conforme mencionados por ALMEIDA (2000):
Banhos com compostos orgânicos: inibidores, quelatos, bezoatos, silanos,
titanos e óxidos de alquilo; (mais difíceis de controlar)
Banhos com compostos inorgânicos não oxidantes: fosfatos, silicatos, sais de
terras raras e sais de zircônio;
Banhos com íons inorgânicos oxidantes: permanganato, vanadato, molibdato e
tungstato;
Fazer intervir métodos eletroquímicos. (Baseados em utilização de Cr
3+
).
Mesmo com tantas alternativas para a substituição do uso de Cr 6+ os
resultados não são tão bons quanto com o uso de soluções de ácido crômico.
(TECNOLOGY, 1996)
O mecanismo de passivação pode ser demonstrado na Figura 09.
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 29/71

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 30/71
22
Excesso de óleo no banho.
Soluções Possíveis:
Ajustar concentrações dos banhos desengraxantes;
Melhorar sistema de separação de óleo (Filtrado ou separado);Trocar o banho.
Camada Aberta
Causas Possíveis:
Acidez livre alta;
Concentração do refinador baixa;
Baixa agitação do banho;
Acidez total baixa.
Soluções Possíveis:
Ajustar concentração do Refinador e do Fosfatizador.
Passivação
Causas Possíveis:
Paradas de linha;
Concentração do refinador alta;
Acidez livre alta;
pH do refinador baixo;
Deficiência do estágio do fosfato.
Soluções Possíveis:Evitar paradas;
Ajustar acidez livre;
Drenar banho refinador;
Verificar dosagem do refinador ou sprays de agitação do fosfato;
Inspecionar, desobstruir ou reorientar agitação do fosfato. Verificar bomba de
recalque.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 31/71
23
Amarelamento
Causas Possíveis:
Desengraxante ineficiente;
Concentração do refinador baixa;
Contaminação do refinador;
Temperatura do banho de fosfato baixa;
Acidez total baixa;
Lavagem após fosfato muito ácida;
Teor de zinco baixa;
Bicos estágio fosfato entupidos;
Concentração do passivador muito alta.
Soluções Possíveis:
Ajustar concentração (verificar dosadora);
Renovar banho;
Aumentar temperatura e acidez total;
Aumentar transbordamento;
Ajustar teor de Zinco para faixa especificada;
Ajustar pressão (verificar bombas de recalque);
Desobstruir bicos do estagio fosfatizante;Drenar banho e ajustar pH.
Poeira e aspereza:
Causas Possíveis:
Alto teor de borra no banho de fosfato;
Lavagem após fosfato ineficiente;
Soluções Possíveis:
Verificar sistema de filtragem;
Verificar bicos e bomba de recalque
Estrias Amarelas
Causas Possíveis:

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 32/71
24
Excesso de Passivador;
Parada de linha.
Soluções Possíveis:
Verificar lavagem com H2O deionizada;Evitar paradas.
Pontos Brancos HDG e EGA
Causas Possíveis:
Baixo pH do desengraxante;
Vida útil do refinador;
Banho de fosfato com filtração deficiente;
Excesso de refinador.
Soluções Possíveis:
Corrigir pH;
Aumentar freqüência de troca do banho;
Otimizar sistema de filtração;
Ajustar concentração do banho.
É importante ressaltar que toda parada de linha é prejudicial ao sistema de
fosfatização e também compromete os resultados de aderência e proteção contra
corrosão.
3.6. Pintura por Eletrodeposição Catódica
Consiste na pintura por imersão com deslocamento de partículas da solução
através de campo elétrico, as quais se dirigem para o pólo de carga oposta, são
neutralizadas e depois podem ser polimerizadas para formar um filme consistente e
resistente. (cataforese= deslocamento para cátodo) (PONTE et al.,2000) O processo
de eletrodeposição é o método mais automático, controlável e eficiente para a
aplicação de um Primer inibidor de corrosão a peças metálicas.Num sistema de
aplicação total, a eletrodeposição é aplicada entre as camadas de fosfato e Primer. A

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 33/71
25
camada de eletrodeposição é a camada principal de proteção à corrosão. (Catálogo
Dupont, 2011)
A solução nos tanques de imersão para pintura por eletrodeposição é
basicamente composta de: (BEM, 2008)
Água desmineralizada;
Resina catiônica;
Pasta pigmentada.
Nas indústrias de pintura automotiva é possível encontrar duas variações de
cor para a Pasta pigmentada. As instalações mais antigas utilizam a pasta com
pigmento preto e as instalações mais modernas já trabalham com pigmento cinza
podendo não aplicar o revestimento Surface após a Eletrodeposição. Graças a
formulação especial das tintas aplicadas por eletrodeposição é possível ocorrer a
polarização.
Os produtos de eletrodeposição variam de compostos com baixos teores
de VOC (Compostos Orgânicos Voláteis) à alta proteção de bordas, a uma variedade
de produtos de eletrodeposição coloridos. (Catálogo Dupont, 2011)
A pintura por eletrodeposição é conhecida na indústria de revestimentos como
Ecoat ou KTL, foi este processo de pintura que garantiu uma maior qualidade aos
carros que garante a proteção das carrocerias de 3 anos no Brasil, 8 anos nos países
da Europa e de até 18 anos no Japão.(Revista Química e Derivados,2010)
No Brasil as principais fornecedoras de tintas para o processo Ecoat são a
Dupont, a Basf e a PPG que alinharam suas estratégias de mercado ao mercado
automobilístico. Muitas indústrias utilizam o sistema CPU, custo por unidade, na qual
as instalações são da montadora, porém o fornecedor de tinta é o responsável pelo
gerenciamento completo do processo de pintura, sendo auditado pela montadora.
O processo de eletrodeposição se impôs como sistema de proteção a corrosão
na indústria automobilística na década de 70. Primeiro dominaram os veículosaniônicos. As tintas eram depositadas na peça ligada como anodo.
A evolução do processo foi a tinta catódica, composta de um polímero com
características alcalinas quando eletrodepositada. Materiais alcalinos possuem
características inibidoras de corrosão. A consolidação do Ecoat no setor
automobilístico ocorreu em 1977, nos Estados Unidos, quando o processo de pintura
passou a ser realizado por imersão. O automóvel imerge em um tanque gigante, com
capacidade média para 250 mil litros de tinta, garantindo que todas as peças sejam
atingidas pela tinta de modo uniforme, um requisito importante quando se aplica orevestimento sobre uma chapa de aço estampada em vários recortes diferentes e rica
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 34/71
26
em detalhes, como ocorre na indústria de automóveis.(Revista Química e Derivados,
2010)
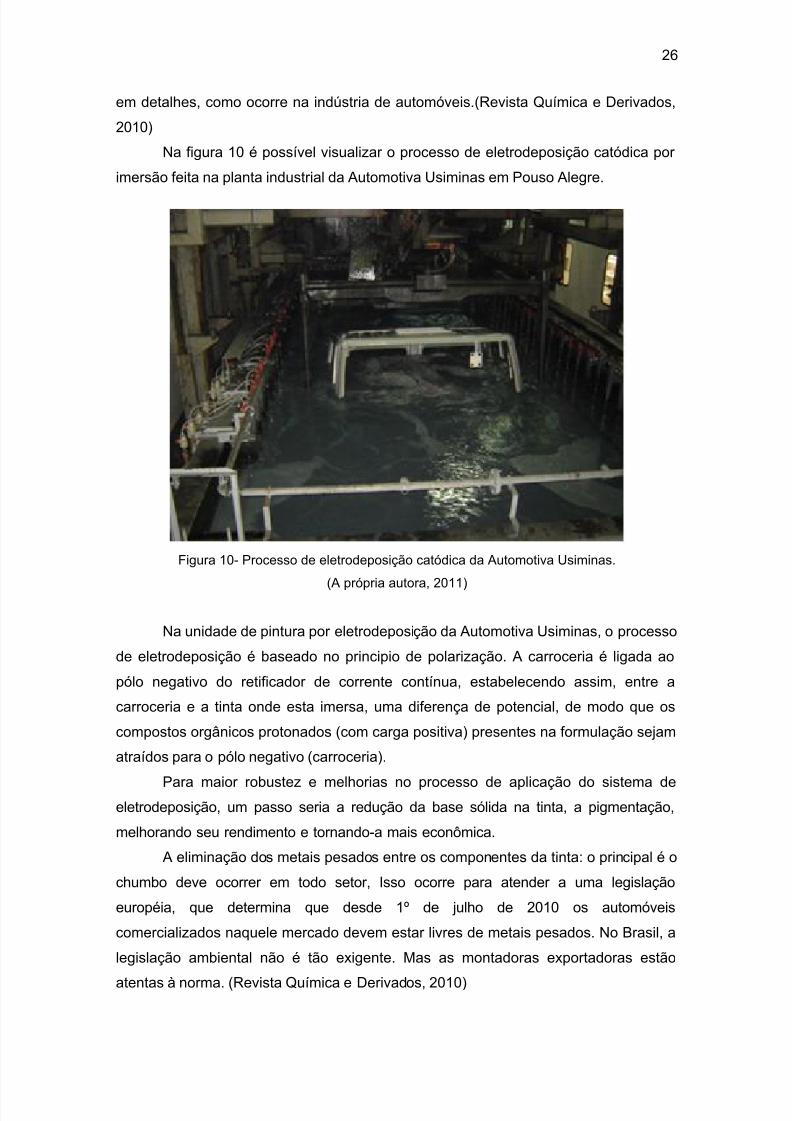
Na figura 10 é possível visualizar o processo de eletrodeposição catódica por
imersão feita na planta industrial da Automotiva Usiminas em Pouso Alegre.
Figura 10- Processo de eletrodeposição catódica da Automotiva Usiminas.
(A própria autora, 2011)
Na unidade de pintura por eletrodeposição da Automotiva Usiminas, o processo
de eletrodeposição é baseado no principio de polarização. A carroceria é ligada ao
pólo negativo do retificador de corrente contínua, estabelecendo assim, entre a
carroceria e a tinta onde esta imersa, uma diferença de potencial, de modo que os
compostos orgânicos protonados (com carga positiva) presentes na formulação sejam
atraídos para o pólo negativo (carroceria).
Para maior robustez e melhorias no processo de aplicação do sistema deeletrodeposição, um passo seria a redução da base sólida na tinta, a pigmentação,
melhorando seu rendimento e tornando-a mais econômica.
A eliminação dos metais pesados entre os componentes da tinta: o principal é o
chumbo deve ocorrer em todo setor, Isso ocorre para atender a uma legislação
européia, que determina que desde 1º de julho de 2010 os automóveis
comercializados naquele mercado devem estar livres de metais pesados. No Brasil, a
legislação ambiental não é tão exigente. Mas as montadoras exportadoras estão
atentas à norma. (Revista Química e Derivados, 2010)
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 35/71

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
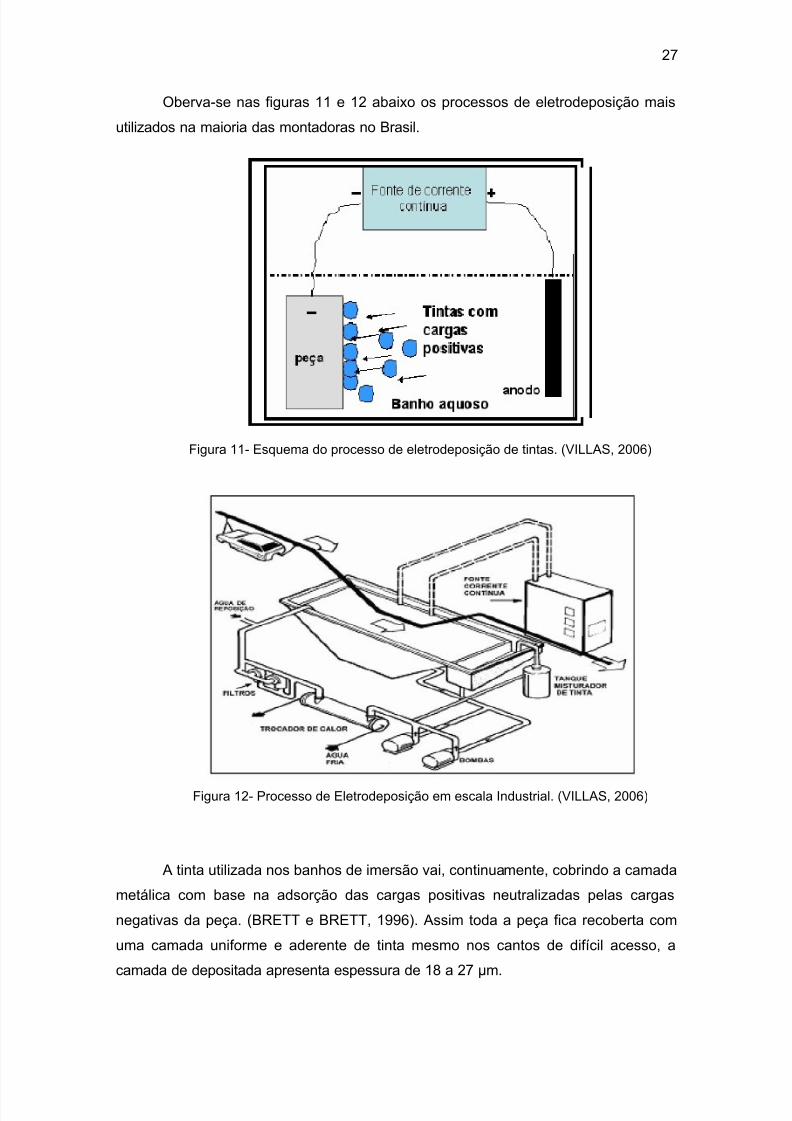
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 36/71
28
Com formulações á base de água, a aplicação de corrente elétrica contínua
nos eletrodos, gera hidrogênio e oxigênio continuamente conforme mostram as
equações 14 e 15 abaixo:
Reação Catódica: 4H2O + 4e- 2H2 + 4OH- (14)
Reação Anódica: 4H2O 4H+ + O2 + 4e- (15)
A quantidade de tinta depositada é função direta da tensão aplicada que varia
de 280 à 350 volt. O pH do banho é mantido numa faixa de 6,0 à 6,4 pela adição de
ácido acético e a condutividade do banho varia de 0,95 à 1,6 µS/cm numa temperatura
de 25 à 30ºC.
A água deionizada é o principal meio de dissolução das tintas eletroforéticas e
deve apresentar baixa condutividade ≤ 10 µS/cm-1, pois a alta condutividade indica a
presença de sais dissolvidos que causam a instabilidade do banho, alterando os
parâmetros de trabalho e causando defeitos na película depositada. (VILLAS, 2006)
O sistema de produção de água deionizada possui uma capacidade de
retenção de íons que quando atingida exige que seja feita a regeneração das resinas
usadas na troca iônica.
Os filmes de pintura também são permeáveis, desta forma, sua função principal
é inibir e/ou evitar o processo corrosivo diminuindo a permeabilidade da água e de
íons,gases e até mesmo o oxigênio do ar. Esta proteção depende das características
físico químicas das resinas após a cura e a velocidade de migração da água e dos
sais (VILLAS,2006),observado na figura 13 a proteção contra corrosão em meios
gasosos corrosivos:
Figura 13- Esquema de película de tinta aplicada sobre o aço.(VILLAS, 2006)
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 37/71
29
Ensaios eletroquímicos por impedância realizados por Suay et al.(2003)
mostram que a camada de fosfatização apresentam excelente adesão das tintas
eletrodepositadas permitindo assim a formação de camadas uniforme e aderentes.
As tintas de eletrodeposição podem ser fornecidas tanto em um único
componente de alta viscosidade, que deve ser previamente misturado com água antes
de sua adição ao tanque de pintura, ou como um sistema bi-componente consistindo
em uma resina em dispersão e de uma pasta pigmentada.(Dupont, 2011)
Composição de um banho E-coat:
82% água DI.
10% resina.
5% pigmento.
3%solvente.
A solubilidade em água das resinas envolvidas é obtida pela introdução de
grupos funcionais na molécula da resina que podem ser neutralizados de modo a
formar um “sal” com o agente neutralizante.
A determinação e o controle de certos parâmetros são vitais para a correta
operação de um banho Ecoat. Controlando-se adequadamente esses parâmetros, o
banho continuará “vivo”, dentro de sua janela de operação ótima e um alto nível de
qualidade da pintura será obtido. Os parâmetros necessários para gerenciar o
processo de pintura em um tanque em operação estão mostrados na Tabela 07.
O filme de Ecoat formado após a coagulação deposita no substrato com teor de
sólidos de 80%, em contraste com o banho de tinta, que possui teor de sólido de 10 a
20%. (Dupont, 2011)
Em função da baixa condutividade da resina e dos pigmentos, a resistência
elétrica do filme depositado é muito alta.
Durante o processo de pintura, a peça a ser pintada deve estar com um bomcontato elétrico com o “skid” (equipamento que transporta e sustenta as peças no
tanque de tinta). Estes pontos devem ser levados em consideração quando as partes
e o “skid” estão sendo projetados.
Após deixar o tanque de e-coat a peça pintada passa pela zona de rinse, onde
a tinta mecanicamente aderida é enxaguada.
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 38/71
30
Tabela 7- Controles do Processo de Eletrodeposição Ecoat. (A própria autora,2011)
O primeiro enxágüe deve ser efetuado sobre o tanque para prevenir que a
secagem de espuma aderida ao filme depositado. Logo após, a peça passa por duas
ou três zonas de enxágüe. Ultra-filtrado fresco é aspergido por bicos de pressão na
ultima zona de enxágüe, sendo coletado no tanque abaixo e enviado ao próximo
conjunto de bicos de pressão próximos ao tanque. Finalmente o U.F é bombeado de
volta ao tanque principal. Assim é fechado o circuito de:
Geração de U.F (liquido incolor extraído do banho).
Uso de U.F (para rinse das peças).
Retorno para o tanque (sem perda de material).
Se as peças forem pintadas ainda com acabamento, deve-se instalar um ultimo
rinse de água D.I.Verificando o crescimento do filme em função dos vários parâmetros de
deposição da tinta, as seguintes regras podem ser observadas:
Existe uma correlação linear entre a tensão de aplicação e o crescimento do
filme, o aumento na tensão de aplicação resulta no maior crescimento do filme.
Tempo de aplicação.
pH Bactérias
Condutividade Eletrólitos
Sólidos Resíduos de filtração
Cinzas Dispersão
MEQ Painel “L”
Solventes

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 39/71
31
Durante os primeiros segundos a deposição do filme é muito rápida. Esta
velocidade decresce com o aumento da camada depositada (aumenta o isolamento do
metal).
Uma propriedade importante do processo de eletrodeposição é a sua
habilidade de depositar tinta em áreas de difícil acesso, que os outros métodos de
pintura são incapazes de pintar.
O poder de penetração é função de quatro parâmetros elétricos:
Alta resistência elétrica do filme.
Alta tensão de pintura (250 – 500 Volt).
Alta condutividade do banho.
Baixo limite de tensão para inicio da coagulação (Voltagem mínima de
deposição).
Se o poder de penetração somente não é suficiente para penetrar e pintar a
peça completamente, eletrodos auxiliares devem ser utilizados.
Planta de Eletrodeposição:
Sistema de transporte;
Pré-tratamento;
Tanque de tinta E-coat;
Zona de rinse;
Estufa.
É essencial que uma boa circulação do tanque seja mantida de forma a evitar a
deposição de sólidos do banho.
Deve conter sistema de filtração para evitar partículas metálicas (vindas da
área de montagem “body shop), e outras impurezas de contaminar o tanque e -coat é
necessário um sistema de filtração “by-pass”. Como grande parte da energia necessária para depositar a tinta é convertida
em calor. Isso também ocorre com parte da energia mecânica geradas pelas bambas
de circulação principais. A temperatura do banho tem impacto considerável no
crescimento do filme, o banho deve sempre ser mantido a uma temperatura constante,
que pode ser conseguido com o uso de um equipamento de resfriamento (chiller)
normalmente situados perto dos filtros.
O anolito nada mais é do que água desmineralizada (ou D.I) no inicio do
processo.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 40/71
32
Como a tinta existente no banho é consumida no processo de pintura, é
necessário a reposição. A reposição pode ser feita de duas formas, a saber, mono -
componente e bi - componente.
A alimentação mono - componente (60 a 80% de sólidos) é altamente viscosa e
precisa ser pré-misturado no banho antes da sua adição ao tanque. É alimentada a
partir de um tanque em separado, o tanque de pré-mix equipado com um agitador
vigoroso.
Sistemas bi - componente (dispersão de resina e pasta de pigmento) podem
ser adicionados diretamente ao tanque por meio de mixers estáticos separados.
Recomenda-se a alimentação nas linhas acima da bomba principal. A razão de
mistura pasta/dispersão é informada pelo fornecedor do e-coat. Esta relação é critica
para o resultado final da tinta, devendo sempre se obedecida. Pode variar de 2:1 a 6:1.
Após tratamento Eletroforético as peças metálicas são lavadas nos sprays 1 e
2 com o Ultra filtrado e por ultimo há uma lavagem com água deionizada.Este último
enxágüe é feito manualmente com água DI para que haja uma boa eficiência na
remoção da espuma sobre o filme de tinta. A eficiente remoção desta espuma é
necessária para garantir um bom aspecto e uma boa qualidade na pintura final. O
liquido que escorre das peças é coletado por uma bandeja no fundo da cabine e
retorna ao tanque de U.F sujo para que não haja nenhuma perda de material.
Para a cura da pintura eletrodepositada, utilizam-se estufas que atingem cerca
de 200ºC onde as peças são transportadas permanecendo aproximadamente 30
minutos para a cura.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 41/71
33
4. MATERIAIS E MÉTODOS
O processo estudado foi o processo Tricatiônico de fosfatização (tri-catiônico
de zinco, níquel e manganês) por imersão. Os procedimentos experimentais serviram
para determinar os parâmetros ideais para formação da camada de fosfato.
A avaliação foi feita na camada de fosfato formada na superfície em função do
tempo de imersão e da temperatura do banho tricatiônico em condições de
concentração mínima determinada pelos fabricantes de produtos fosfatizantes.
4.1. Características dos Corpos de Prova
Foram utilizadas para os ensaios chapas de aço eletrogalvanizado produzidas
nacionalmente pela Usiminas, nas dimensões de 50 mm X 50 mm espessura de
5,72µm e revestimento de zinco de camada 60g/m². (NBR 8754: Corpos de Prova
revestidos e expostos a ambientes corrosivos, 1985).
4.2. Simulação do Processo
Antes da avaliação do processo de fosfatização as chapas forão limpas e
desengraxadas para garantir a qualidade das análises conforme esquematizado nas
figuras 14 e 15:
Figura14- Processo de Pré-Tratamento por Fosfatização Tricatiônica
(Fonte: A própria autora)
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 42/71
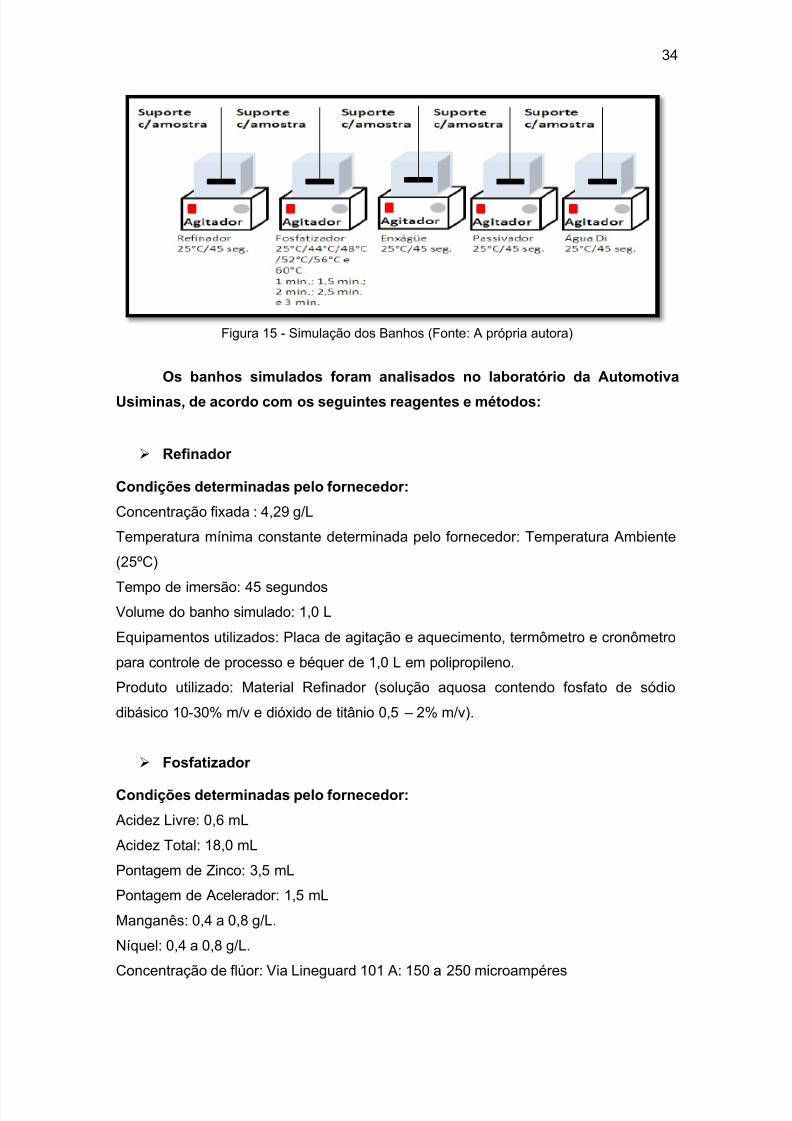
34
Figura 15 - Simulação dos Banhos (Fonte: A própria autora)
Os banhos simulados foram analisados no laboratório da Automotiva
Usiminas, de acordo com os seguintes reagentes e métodos:
Refinador
Condições determinadas pelo fornecedor:
Concentração fixada : 4,29 g/L
Temperatura mínima constante determinada pelo fornecedor: Temperatura Ambiente
(25ºC)
Tempo de imersão: 45 segundosVolume do banho simulado: 1,0 L
Equipamentos utilizados: Placa de agitação e aquecimento, termômetro e cronômetro
para controle de processo e béquer de 1,0 L em polipropileno.
Produto utilizado: Material Refinador (solução aquosa contendo fosfato de sódio
dibásico 10-30% m/v e dióxido de titânio 0,5 – 2% m/v).
Fosfatizador
Condições determinadas pelo fornecedor:
Acidez Livre: 0,6 mL
Acidez Total: 18,0 mL
Pontagem de Zinco: 3,5 mL
Pontagem de Acelerador: 1,5 mL
Manganês: 0,4 a 0,8 g/L.
Níquel: 0,4 a 0,8 g/L.
Concentração de flúor: Via Lineguard 101 A: 150 a 250 microampéres
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 43/71
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 44/71
36
Também adicinou-se 10 mL de H2SO4 (solução 50%). As amostras foram levadas paraaquecer 50 a 60°C. Adicionou-se gotas de KMnO4 0,1 N até a solução permanecer rosa por 15segundos.Em seguida adicionou-se 5 gotas de ferrocianeto de potássio (indicador)1,0% foram adicionadas.
Adicionou-se 10 gotas de difenilamina sulfonado de bário (indicador) até coloraçãovioleta.Titulou-se com ferrocianeto de potássio 0,025 mol/L, até cor verde clara persistente.O teor de zinco, em g/L foi calculado utilizando-se a equação 16:
Teor de Zinco (g/l) = volume de ferrocianeto 0,025 M X 0,25. (16)
Teor de Manganês: 0,6 mL
Retirou-se uma alíquota de 10 mL. (Vb)Transferiram-se as 3 aliquotas para um erlenmeyer de 500 mL limpo e seco. Adicionou-se 75 mL de água destilada. Adicionou-se 30 mL de ácido nítrico (P.A.)Em seguida foi adicionada 0,5 g de Bismutato de Sódio (P.A.), agitou-sevigorosamente por 1 minuto e foram deixadas em repouso.Filtrou-se utilizando papel faixa preta. Após filtrar, lavou-se bem as paredes doerlenmeyer e funil, tomando cuidado para que não passessem resíduos. Após alavagem, adicionou-se 25 ml de sulfato ferroso amoniacal 0,1 N com o auxilio debureta.Titulou-se com KMnO
4 0,1 N até cor rosa persistente.Anotou-se o volume como
Va=4,5mL sendo este valor utilizado para o calculo do teor de Manganês conformeequação 17.
Teor de Mn° (g/L) = (Vb – Va) X 0,11. (17)
Teor de Níquel: 0,6 mL
Retirou-se uma alíquota de 10 mL.Transferiu-se para um erlenmeyer de 250 mL limpo e seco. Adicionou-se 75 mL de água destilada. Adicionou-se NH4OH (P.A.) até pH 10. Adicionou-se uma ponta de espátula de Murexida (indicador) e em seguida titulou-secom EDTA 0,1 mol/L, até cor violeta.Os teores de Zn, Mn e Ni utilizando as equações 18 a 21:
Vzinco = [Zn° (3,8mL)] / 0,6537* (18)
Vmanganês = [Mn° (0,6mL)] / 0,5494* (19)
Vniquel = ( Volume de EDTA 0,1 M gasto X Fator(=8,1X0,9876654) –(Vzinco +Vmanganês) (20)
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 45/71
37
Vniquel =1,02197mL
Teor de Níquel (g/L) = Vniquel X 0,5871* (21)
Teor de Níquel= 0,6 mL
*constantes fornecidas pelo fabricante do produto fosfatizante.
Análise da concentração de Flúor via Lineguard 101 A: 230 Microampéres
Ajustou-se a temperatura da amostra do banho para 23°C.Lavou-se internamente o copo medidor três vezes com a amostra do banho.Encheu-se o copo medidor com a amostra do banho até o nível indicado no mesmo.Tampou-se o copo medidor com plástico transparente.Ligou-se o aparelho Lineguard 101 A (posição on) com o botão seletor na posiçãocheck battery, o aparelho indicou um valor acima de 220, pelo contrario a bateriadeveria ser substituída.Logo em seguida iniciou-se a cronometragem durante 6 minutos.Girou-se o botão seletor na posição X5 dependendo da concentração de flúor nobanho. Se a leitura for obtida na posição X2, por exemplo, multiplicar o valor obtido por2, como foi na posição X5, multiplicou-se o valor por 5. Após término do tempo (6 minutos) efetuou-se a leitura. O valor foi dado em 230 µA.
Enxágüe:
Acidez total: 2,0 mL
Temperatura constante: Temperatura Ambiente (25ºC)
Tempo de imersão: 45 segundos
Volume do banho simulado: 1,0 L
Equipamentos utilizados: Placa de agitação, cronômetro para controle de processo e
béquer de 1,0L de polipropileno.
Produto utilizado: Água potável.
Passivador:
Concentração fixada em: 2,5 g/L
Temperatura mínima constante determinada pelo fornecedor: Ambiente (25ºC)
Tempo de imersão: 45 segundosVolume do banho simulado: 1,0 L

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 46/71
38
pH do banho: 4,0 a 5,0.
Equipamentos utilizados: Placa de agitação e aquecimento, termômetro e cronômetro
para controle de processo e béquer de 1,0L em polipropileno.
Produto utilizado: Material Passivador (composição não fornecida pela empresa).
Enxágüe: Água Di
Condutividade: 20 Microsiemens.
Temperatura constante: Temperatura Ambiente (25ºC)
Tempo de imersão: 45 segundos
Volume do banho simulado: 1,0 LEquipamentos utilizados: Placa de agitação, cronômetro para controle de processo e
béquer de 1,0L de polipropileno.
Produto utilizado: Água deionizada.
4.3. Ecoat
Após o tratamento e amostragem para determinação do parâmetro ideal parafosfatização as chapas passaram pelo processo de eletrodeposição para avaliação daqualidade do produto anticorrosão. Para isso foi utilizado o processo industrial daempresa Automotiva Usiminas que utiliza o processo Ecoat para proteçãoanticorrosiva nas carrocerias de carros de diversas empresas mundialmenteconhecidas.
A Pintura Ecoat (ou KTL) é feita através da aplicação de uma corrente continua(retificador) em uma tensão entre 240 e 320V (a tensão normal de trabalho, nascondições atuais de processo é de 260 V). O processo de pintura durou cerca de 4minutos e 20 segundos.
Para a cura da Pintura Eletrodepositada, a Automotiva Usiminas conta comuma estufa que atinge cerca de 200ºC onde as peças são transportadaspermanecendo aproximadamente 30 minutos para a cura.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 47/71
39
5. ENSAIOS REALIZADOS
5.1. Microscopia Eletrônica de Varredura: (MEV)
As amostras estudadas foram analisadas por microscopia eletrônica de
varredura na superfície das chapas para determinação de grau de porosidades e para
determinação da quantidade e qualidade dos cristais depositados na camada
superficial.
As amostras analisadas foram as seguintes:
1 amostra da chapa limpa e desengraxada.
1 amostra da chapa após imersão em banho refinador
1 amostra para cada tempo de imersão estudado no banho de fosfatização,com
concentração fixa e temperatura constante.
1 amostra para cada temperatura estudada no banho de fosfatização, com tempo e
concentração fixos.
1 amostra da chapa após banho Passivador para cada parâmetro avaliado.
1 amostra da chapa após imersão em água deionizada para cada parâmetro avaliado.
1amostra em Ecoat para cada parâmetro estudado: tempo e temperatura.
O equipamento utilizado foi o Microscópio Eletrônico de Varredura modelo de
bancada O TM-3000 que é o mais recente Lançamento da Hitachi High Technologies,
Figura 16, propriedade do Departamento de Materiais da Escola de Engenharia de
Lorena.
Figura 16 - Microscópio Eletrônico de Varredura modelo para bancada TM-3000
(Site Hitachi, 2011)
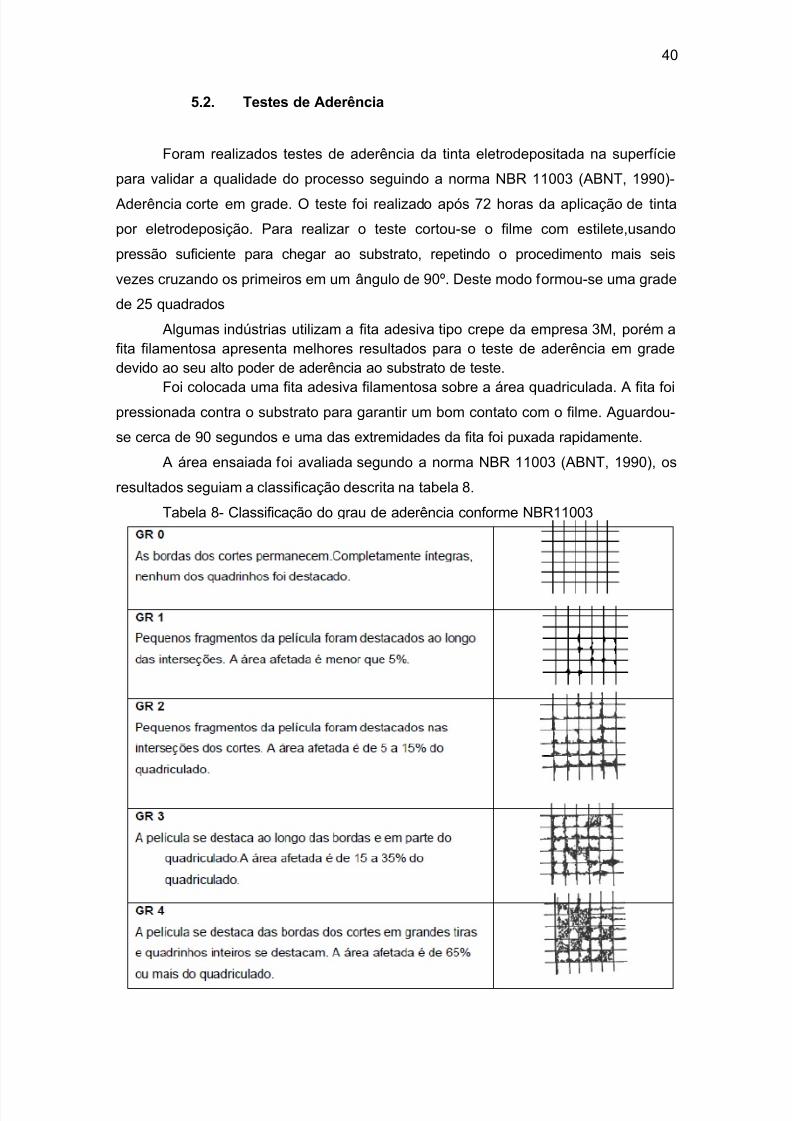
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 48/71
40
5.2. Testes de Aderência
Foram realizados testes de aderência da tinta eletrodepositada na superfície
para validar a qualidade do processo seguindo a norma NBR 11003 (ABNT, 1990)-
Aderência corte em grade. O teste foi realizado após 72 horas da aplicação de tinta
por eletrodeposição. Para realizar o teste cortou-se o filme com estilete,usando
pressão suficiente para chegar ao substrato, repetindo o procedimento mais seis
vezes cruzando os primeiros em um ângulo de 90º. Deste modo formou-se uma grade
de 25 quadrados
Algumas indústrias utilizam a fita adesiva tipo crepe da empresa 3M, porém afita filamentosa apresenta melhores resultados para o teste de aderência em gradedevido ao seu alto poder de aderência ao substrato de teste.
Foi colocada uma fita adesiva filamentosa sobre a área quadriculada. A fita foipressionada contra o substrato para garantir um bom contato com o filme. Aguardou-
se cerca de 90 segundos e uma das extremidades da fita foi puxada rapidamente.
A área ensaiada foi avaliada segundo a norma NBR 11003 (ABNT, 1990), os
resultados seguiam a classificação descrita na tabela 8.
Tabela 8- Classificação do grau de aderência conforme NBR11003

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 49/71
41
5.3. Massa da Camada Fosfatizada
Para a realização dessa análise utilizou-se um painel padrão (alumínio, aço
galvanizado e aço carbono) de 50 X 50 mm, o qual é processado passando por todos
os estágios do pré-tratamento. Após ser processado, o padrão foi pesado (massa A) e
em seguida passou-se por um processo de decapagem (remoção da camada de
fosfato). A decapagem do padrão de aço carbono galvanizado foi feita utilizando-se
solução de dicromato de potássio, sendo que o padrão ficou imerso nessa solução por
cerca de 10 minutos. Após esse tempo o padrão foi retirado da solução, lavado com
água, seco em estufa (10 minutos), resfriado em dessecador (20 minutos) e pesado
(massa B). De posse desses valores foi realizado o seguinte cálculo de acordo com a
equação 22.
MASSA DA CAMADA = (A – B)/2 X área [g/m2]. (22)
.
5.4. Teste de Corrosão
O teste para corrosão nas chapas pintadas foi feito através de teste de
corrosão em solução de NaCl 5%m/v para poder validar os tempos e temperaturasestudados neste trabalho, metodologia também estudada por Saint-Clair DantasOliveira Santos em 2005 na sua Dissertação de Mestrado da UFRJ.
As chapas foram riscadas até o substrato com dois riscos unindo vértice àvértice para avaliar a proteção contra corrosão da pintura e da camada fosfatizada eem seguida imersas verticalmente na solução 5%m/v de NaCl.
Para efeito de comparações foi também realizado o teste em chapa semcamada fosfatizante, apenas com a pintura eletrodepositada.
5.5. Teste Cone Imhoff
O teste baseia-se na sedimentação em Cone Imhoff de 1000 mL durante cercade 1 hora para determinação da quantidade de Lama de Fosfato produzida após oprocessamento das chapas.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 50/71
42
6. RESULTADOS E DISCUSSÕES
6.1. Resultados Obtidos pela Microscopia Eletrônica de Varredura(MEV)
Para as amostras sem tratamento fosfatizantes foram obtidos os seguintesresultados de imagens da superfície metálica conforme figuras de 17 a 39:
Figura 17- Amostra de chapa sem tratamento fosfatizante. Aumento de 2000 vezes.
Figura 18- Amostra de chapa com tratamento fosfatizante à temperatura ambiente e tempo deimersão igual a 1 minuto. Aumento de 200 vezes.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 51/71
43
Figura 19- Amostra de chapa com tratamento fosfatizante à temperatura ambiente e tempo deimersão igual a 1,5 minutos.Aumento de 200 vezes
Figura 20- Amostra de chapa com tratamento fosfatizante à temperatura ambiente e tempo deimersão igual a 1,5 minutos.Aumento de 2000 vezes.
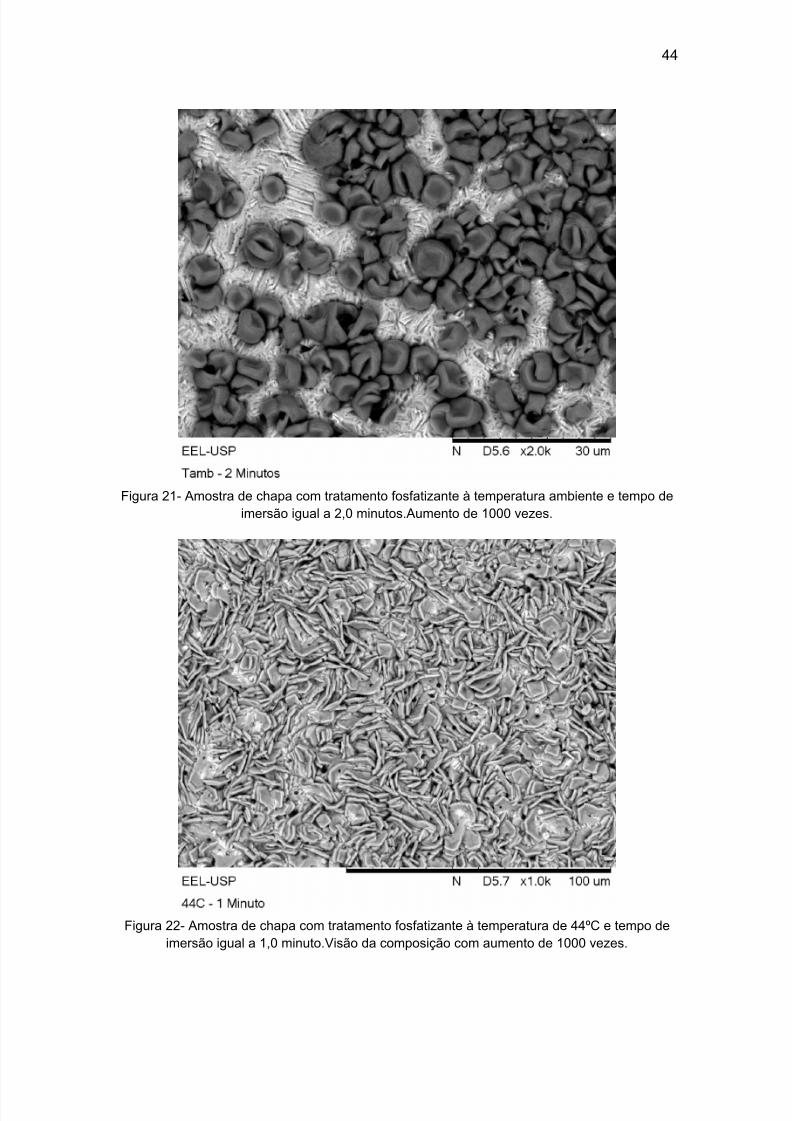
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 52/71
44
Figura 21- Amostra de chapa com tratamento fosfatizante à temperatura ambiente e tempo deimersão igual a 2,0 minutos.Aumento de 1000 vezes.
Figura 22- Amostra de chapa com tratamento fosfatizante à temperatura de 44ºC e tempo deimersão igual a 1,0 minuto.Visão da composição com aumento de 1000 vezes.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 53/71
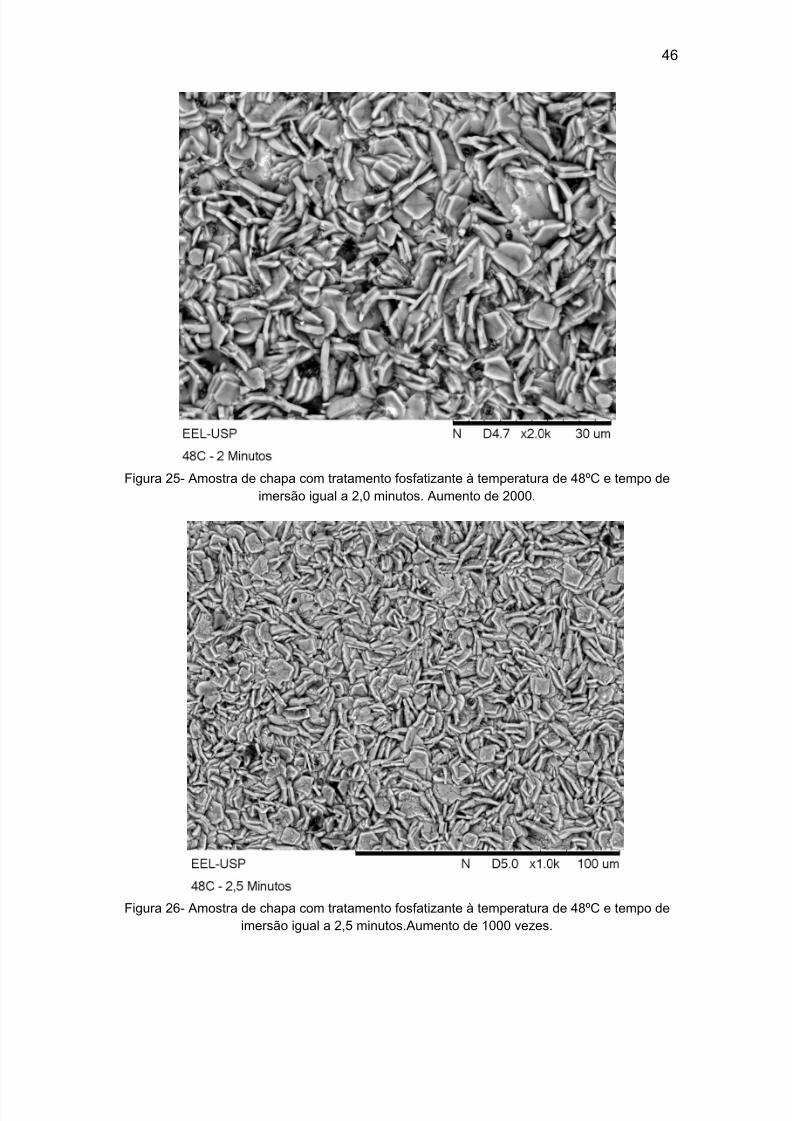
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 54/71

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 55/71
47
Figura 27-Amostra de chapa com tratamento fosfatizante à temperatura de 48ºC e tempo deimersão igual a 3,0 minutos.Aumento de 2000 vezes.
Figura 28-Amostra de chapa com tratamento fosfatizante à temperatura de 52ºC e tempo deimersão igual a 2,0 minutos. Aumento de 2000 vezes.
3

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 56/71
48
Figura 29-Amostra de chapa com tratamento fosfatizante à temperatura de 52ºC e tempo deimersão igual a 2,5 minutos.Aumento de 2000 vezes.
Figura 30-Amostra de chapa com tratamento fosfatizante à temperatura de 56ºC e tempo deimersão igual a 1,0 minuto.Aumento de 1000 vezes.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 57/71
49
Figura 31-Amostra de chapa com tratamento fosfatizante à temperatura de 56ºC e tempo deimersão igual a 2,0 minutos.Aumento de 2000 vezes.
Figura 32-Amostra de chapa com tratamento fosfatizante à temperatura de 56ºC e tempo deimersão igual a 2,5 minutos.Aumento de 1000 vezes.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 58/71
50
Figura 33-Amostra de chapa com tratamento fosfatizante à temperatura de 56ºC e tempo deimersão igual a 2,5 minutos.Aumento de 2000 vezes.
Figura 34-Amostra de chapa com tratamento fosfatizante à temperatura de 56ºC e tempo deimersão igual a 3,0 minutos. Aumento de 2000 vezes.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 59/71
51
Figura 35-Amostra de chapa com tratamento fosfatizante à temperatura de 60ºC e tempo deimersão igual a 1,0 minuto.Aumento de 1000 vezes.
Figura 36-Amostra de chapa com tratamento fosfatizante à temperatura de 60ºC e tempo deimersão igual a 2,5 minutos.Aumento de 1000 vezes.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 60/71

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 61/71
53
6.2. Teste de Aderência
O teste seguiu a metodologia descrita pela Norma NBR 11003(ABNT, 1990)- Aderência corte em grade, utilizou-se a fita filamentosa da marca tesa sendoobservados os piores resultados de aderência para as chapas sem camadafosfatizada e as chapas fosfatizadas nas temperaturas ambiente (25ºC) e de 44ºCconforme oberva-se na tabela 9.
Tabela 9- Resultados do teste de desplacamento
ParâmetrosGraus de
DesplacamentoParâmetros
Graus de
Desplacamento
Sem Fosfato 2 1,0 min. T=52°C 0
1,0 min. T.amb.
2 1,5 min. T=52°C 0
1,5 min. T.
amb.2 2,0 min. T=52°C 0
2,0 min. T.
amb.2 2,5 min. T=52°C 0
2,5 min. T.
amb.2 3,0 min. T=52°C 0
3,0 min. T.
amb.2 1,0 min. T=56°C 0
1,0 min.
T=44°C
2 1,5 min. T=56°C 0
1,5 min.
T=44°C1 2,0 min. T=56°C 0
2,0 min.
T=44°C1 2,5 min. T=56°C 0
2,5 min.
T=44°C1 3,0 min. T=56°C 0
3,0 min.
T=44°C1 1,0 min. T=60°C 0
1,0 min.
T=48°C1 1,5 min. T=60°C 0
1,5 min.T=48°C
1 2,0 min. T=60°C 0
2,0 min.
T=48°C1 2,5 min. T=60°C 0
2,5 min.
T=48°C0 3,0 min. T=60°C 0
3,0 min.
T=48°C0

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 62/71
54
Pode-se observar que para os resultados de aderência nas temperaturas de25ºC e 44ºC o grau de desplacamento da tinta eletrodepositada foi de GR2 a GR1informado na tabela 08.
Nas temperaturas de 48ºC, 52ºC, 56ºC e 60ºC ocorreu grau de desplacamentoigual a GR0, sendo excelente para cobertura metálica destinada ao mercado
automobilístico.
6.3. Teste Cone Imhoff
A quantidade de Lama formada nos banhos de fosfato não deve ultrapassar 2,0mL conforme as normas das industriais automobilísticas.
Após 1 hora do processamento das chapas nos banhos simulados foramcoletadas 1000 mL da solução fosfatizada e colocada no cone conforme figura 39 parasedimentação.O valor encontrado foi de 1,0mL.
Figura 39 - Cone Imhoff de 1000 mL
A maioria das indústrias automobilísticas geram cerca de 12 toneladas de lamade fosfato ao ano e reduzindo a quantidade em 50% colabora-se com o meio ambientee a imagem da empresa.
As qualidades avaliadas com a concentração mínima de fosfato no banhosimulado resultaram numa diminuição dos resíduos formados, utilizando o cone de

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 63/71
55
inhoff de 1000mL foram encontradas apenas 1,0mL de lama formada, estando abaixodo limite de 2,0mL determinado pelas industrias de produtos fosfatizantes.
6.4. Quantidade de Massa aderida
Os resultados obtidos após imersão na solução fosfatizante em função dostempos e das temperaturas estudadas estão apresentados na tabela 10, como ocalculo da massa depositada foi feito com base em uma chapa para cada parâmetroavaliado não há determinação de desvio padrão.
Tabela 10- Quantidade de Massa depositada
Temperatura1,0minuto
(g/m²)
1,5 minutos
(g/m²)
2,0 minutos
(g/m²)
2,5 minutos
(g/m²)
3,0 minutos
(g/m²)
25 0,04 0,244 0,356 0,596 0,708
44 0,648 0,708 0,756 0,776 0,8
48 1,2 1,22 1,396 1,496 1,576
52 1,276 1,632 1,676 1,708 1,776
56 1,908 1,992 2,636 3,048 3,06
60 3,06 3,064 3,12 3,22 3,38
A camada mínima exigida pelas principais indústriais automobilísticas é de 0,6g/m² e a máxima de 2,5 g/m², na temperatura de 48°C obteve-se camadas de 1,2 g/m²a 1,576g/m² e com o tratamento em 52°C conseguiu uma camada mínima de1,276g/m² para 1,0 minuto de imersão e máxima de 1,776g/m² para 3,0 minutos deimersão. Já com a temperatura de 56°C obteve-se a quantidade máxima deposita de3,06g/m² estando acima do limite das indústrias automobilísticas.
Com base nos dados da tabela é possível verificar que no intervalo de 48°C e1,0 min de imersão à 56°C e 1,5 minutos de imersão na solução fosfatizante obtém-sebons resultados de deposição.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 64/71
56
6.5. Teste de corrosão por imersão
Após imersão em solução salina de NaCl 5% m/v durante 700 horas não foidetectado sinais fortes de corrosão na superfície das chapas com camada
eletrodepositada de tinta. A qualidade da pintura eletrodepositada garantiu ótimos resultados no teste de
imersão, protegendo a superfície de forma homogênea. Na chapa sem camadafosfatizada pode-se observar pequenos pontos de corrosão de difícil visualização casoa observação não seja criteriosa.
Observa-se na figura 40, como foi realizado o teste e as chapas queapresentaram os piores resultados de proteção.
Figura 40- Resultados do teste de corrosão em solução salina.
As outras temperaturas estudadas não apresentaram pontos de oxidação apóspintura Ecoat.
Sem fosfatoFosf. 1,0 min,25°C Fosf. 1,5 min,25°C
Fosf. 2,0 min,25°C Fosf. 2,5 min,25°C Fosf. 3,0 min,25°C
8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 65/71
57
7. CONCLUSÃO
Com as análises realizadas foi possível determinar que o intervalo detemperatura de 52°C e 56°C para um intervalo de tempo de cerca de 2,5 minutos emtermos de deposição de cristais de fosfato tornam-se intervalos de tempo ótimos paraa realização do processo de fosfatização.
Como algumas indústrias automobilísticas utilizam temperatura de 56°C etempo de imersão superiores à 3,0 minutos pode-se obter ganhos na indústria emrelação ao tempo de setup do processo caso passem a utilizar temperaturas abaixo de52°C e tempo de imersão mais baixos.
Foram obtidos bons resultados quanto à porosidade da superfície também nointervalo de 48°C a 52°C com tempo de 2,5 minutos sendo observados no MicroscópioEletrônico de Varredura e na realização de testes de aderência.Também peloMicroscópio Eletrônico de Varredura pode-se observar as diferenças entre os cristais
formados em temperaturas abaixo de 44ºC,neste intervalo os cristais possuem formasmais arredondadas porém não obtiveram bons resultados pois não foi uniforme acobertura fosfatizada na superfície,após 48°C foi possível identificar cristaispontiagudos e uma cobertura maior da superfície fosfatizada.
Afirmações a respeito do tempo ideal só poderão ser confirmadas com autilização de testes mais modernos de corrosão, como a utilização de câmaras úmidaspara teste Salt Spray com tempo de duração acima de 1000 horas.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 66/71

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 67/71
59
9. REFERÊNCIAS BIBLIOGRÁFICAS
AGUIAR, Fábio E. Cardoso. Estudo Eletroquímico da Corrosão em Chapas de açoGalvanizado e Fosfatizado por Coil-Coating. Dissertação de Mestrado. UniversidadeEstadual Paulista. Faculdade de Engenharia do Campus Guaratinguetá, 2003.
ALMEIDA, M.E.M. Guia sobre Proteção Anticorrosiva na Indústria Automobilística.Protap, 2000.
ALVARENGA, E. ; MOREIRA, J.; BUONO, V. Resistência a Corrosão de açosEletrogalvanizados Fosfatizados e Pintados. Tecnologia em Metalurgia e Materiais,São Paulo, v.4, n.2, p. 21-26, out.-dez, 2007.
ALVARENGA, E. A.; MOREIRA, J. G., BUONO, V. T. L. Influência da Massa daCamada de Zinco na Resistência à Corrosão de Aços Eletrogalvanizados Fosfatizadose Pintados. In: 61° Congresso Anual da ABM. Rio de Janeiro, RJ, 24 a 27 de Julho de2006.
ALVARENGA, E.A.; BUONO, V.T. L. Influência do Substrato Metálico na Resistência àCorrosão de Aços Eletrogalvanizados Fosfatizados e Pintados. In: 60° CONGRESSO ANUAL DA ABM, 60., 2005, Belo Horizonte. Anais… São Paulo: ABM, 2005.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 11003: Aderência corte
em grade, 1990.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – NBR 8754: Corpos de Provarevestidos e expostos a ambientes, 1985.
AUTOMOTIVA USIMINAS. Processo de Pintura. AUTOMOTIVA USIMINAS Empresado Grupo Usiminas. 2008.
BANCZEK, E. ; OLIVEIRA, MARILEI; CUNHA, MAICO; RODRIGUES, PAULO. Study
of the Electrochemical Behaviour of Tolitritriazole in Phosphating Bathings of CarbonSteel 1008.Portugaliae Electrochimica Acta 23; 379 – 391, 2005.
BEM, Patrícia. Minimização do Efluente Gerado em Pré-Tratamento de Pintura Automotiva: Um caso Industrial. Dissertação de Mestrado. Departamento de PósGraduação em Engenharia Mecânica. Universidade Federal do Paraná. Curitiba, 2008.
BRETT, A. M. BRETT, C. M. A. Eletroquímica, princípios, métodos e aplicações.Coimbra, Portugal: ALmedina , 1996.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 68/71
60
BUSTAMANTE, G.; FABRI-MIRANDA, F.J.; MARGARIT, I.C.P.; MATTOS, O.R.Influence of prephosphating on painted electrogalvanized steel. Progress in OrganicCoatings 46 (2003) 84 –90.GENTIL, V. Corrosão. 3. Ed. Rio de Janeiro: LTC, 1996.
CAPE,Thomas W.; Chemfill Corporation ; Phosphate conversion coatings ; ASMHandbook ; Vol.13;pp-869-882.
CHEMETALL. Processo de Fosfatização. Chemetall do Brasil Ltda. 2007.
COSTA, S. L. F. A.; RUBIM, J. C; AGOSTINHO, S. M. L.Spectroelectrochemical studyof the corrosion of a copper electrode in deaerated 1.0 M HCI solutions containingFe(lll)-Effect of the corrosion inhibitor benzotriazole Journal Electroanalycal Chemistry,v. 220, p.259-268, 1987.
DONOFRIO, J. Zinc phosphating. In: Metal Finish,2003 .Disponivel em:http://www.metalfinishing.com./WZ/MetalFinishing/guidebooks/organic_Pretreatme Acesso em: Setembro 2011.
Dupont.The Miracles of Science.http://www2.dupont.com/Automotive_Coatings/pt_BR/automotive_science/ciencia_automotiva_index.html Acesso em: Setembro de 2011.
EROL, P.; THOMING, J. ECO-optimization of pre-treatment processes in metal
finishing.Computers and Chemical Engineering, 587-598. 2005
GALVANO, Catálogo de Produtos. 2011. http://www.galvano.com.br/. Acesso em:Setembro de 2011.
GENTIL, V. Corrosão. 3. Ed. Rio de Janeiro: LTC, 1996.
GUERREIRO, Maria A. Vieira; Avaliação de Processo de Fosfatização. Trabalho deGraduação Engenharia de Materiais. Universidade Federal do Rio Grande do Sul.
Novembro, 2009.
GRUSS, B. Iron Phosphating.In Metal Finish .New York .Disponível em:http://www.metalfinishing.com./WZ/MetalFinishing/guidebooks/organic_Pretreatme Acesso em:Agosto 2011.
HENKEL, Processo de Fosfatização Tricatiônica.http://www.henkel.com.br/cps/rde/xchg/henkel_brb/hs.xsl/index.htm. Acesso em Agosto de 2011.

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 69/71

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 70/71
62
REVISTA TRATAMENTO DE SUPERFÍCIE, Edição n°150 – Julho / Agosto-2008.Disponível em: http://www.b8comunicacao.com.br/edicoes.asp.Acessado em: Outubro,2011.
RIBE, A. P.; et.al. Fosfatização. In:FOLDES,A.G. Curso de Corrosão e TratamentoSuperficiais de Metais.São Paulo:Associação Brasileira de Metais,1971 ,p.198-217.
RICHARDSON, M.O.W.; SHAW, R.E. Phosphate coatings. In:SHEIR ,L.L.,et.al.Corrosion.Butterworth : Heinemann,1995,v.2.cap.15,p.22-37.
Rioinox, SOLUÇÕES EM AÇO INOX. http://www.rioinox.com/ consultado em Setembro,2011.
SANKARA NARAYANAN, T.S.N. Performance Evaluation of Phosphating Formulationsin Continuous Operation. Metal Finishing. 40-43. Setembro, 1996.
SANTOS, D. O.Saint-Clair, Formulação e ensaios de tintas com base na tecnologia deferrugem protetora para emprego em ambiente ártico. Dissertação de Mestrado.Universidade Federal do Rio de Janeiro. Agosto, 2005.
SPRING, S. Preparation of Metals for Painting. Reinhold Publishing Corporation, NovaYorque, 204, 1965.
TECNOLOGY. http://www.tecnology.com.br/ Acesso em Outubro: 2011.
TEGEHALL, P. E., AUGUSTSSON, P. E., Proceeding 9th Scandinavian CorrosionCongress, Copenhagen, 1983, p. 315.
USIMINAS, Catálogo de Produtos. 2011.http://www.usiminas.com/irj/portal?NavigationTarget=navurl://b9550c6a5ba15c7c7e5ff 882496a52b2 Acesso em: Outubro de 2011.
VILLAS, Márcia R. Alves.Processo de deposição de tintas por eletroforese e suascorrelações com a qualidade.Dissertação de Mestrado.Universidade FederalFluminense.2006.
ZHANG, X. G. A., GOODWIN, F. E. Software for Predicting Zinc Coating Life.International Conference on Zinc and Zinc Alloy Coated Steel Sheet,(GALVATECH),Brussels: 2001, p.311-316.
WOLPERS, Kevin Ogle e M.; Phosphate Conversion Coatings; ASM Handbook; ASMInternational; 2003; Vol.13 A; pp. 712-719;

8/19/2019 Avaliação Dos Parâmetros Do Processo de Fosfatização Tricationica
http://slidepdf.com/reader/full/avaliacao-dos-parametros-do-processo-de-fosfatizacao-tricationica 71/71
63


















