Avaliação técnico-econômica da produção de monômeros...
49
UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA MATHEUS GOMES REIS Avaliação técnico-econômica da produção de monômeros furânicos a partir de biomassa empregando simulação de processo Lorena 2015
Transcript of Avaliação técnico-econômica da produção de monômeros...
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
MATHEUS GOMES REIS
Avaliação técnico-econômica da produção de
monômeros furânicos a partir de biomassa
empregando simulação de processo
Lorena
2015
MATHEUS GOMES REIS
Avaliação técnico-econômica da produção de
monômeros furânicos a partir de biomassa
empregando simulação de processo
Trabalho de conclusão de curso apresentado à
Escola de Engenharia de Lorena - Universidade
de São Paulo como requisito parcial para
conclusão da Graduação do curso de Engenharia
Química.
Orientadora: Profa. Drª Rita de Cássia Lacerda
Brambilla Rodrigues.
Lorena
2015

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA
FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
Ficha catalográfica elaborada pelo Sistema Automatizado da Escola de Engenharia de
Lorena, com os dados fornecidos pelo(a) autor(a)
Gomes Reis, Matheus
Avaliação técnico-econômica da produção de monômeros furânicos a partir
de biomassa empregando simulação de processo Matheus Gomes Reis. -
Lorena, 201. 49 f.
Monografia apresentada como requisito parcial para a conclusão do Curso de
Graduação de Engenharia Química - Escola de Engenharia de Lorena da
Universidade de São Paulo. 2015
Orientadora: Rita de Cássia Lacerda Brambilla Rodrigues.
1. Polímeros furânicos. 2. Biopolímero. 3. Modelagem de processo. 4.
avaliação técnico econômica. I.Rodrigues, Rita de Cássia Lacerda
Brambilla, Orient.
Dedicatória
Dedico essa monografia à todos que me apoiaram, em especial a Dr.Shaibal Roy e a
Doutora Rita de Cássia. Não posso deixar de agradecer aos meus amigos que sempre
estiveram comigo me animando e me dando apoio para realizar meus sonhos fazendo com
que uma jornada longa e maçante se tornasse uma aventura cheia de conhecimento.
Gostaria de dedicar a todos os professores da EEL por me tornarem um engenheiro, é de
bons professores que precisamos e tenho prazer de falar que conheci muitos que se
preocuparam muito em ensinar.
AGRADECIMENTOS
Gostaria de agradecer pelo apoio de todos os membros DuPont – Estados Unidos que me
ajudaram a desenvolver um projeto de alto nível logo na minha primeira missão como
estagiário. Quanto mais acreditavam em mim, mais empolgado e instigado a desenvolver
eu continuava.
Agradecimentos especiais ao Dr. Shaibal Roy por sempre ter calma e me instruir no
desenvolvimento do projeto nos Estados Unidos e também à Doutora Rita de Cássia que
sempre esteve disponível para atender minhas dúvidas, sua orientação fez com que eu
buscasse sempre mais o rumo à nota máxima por mais difícil que seja consegui-la.
RESUMO
REIS, M.G; Avaliação técnico-econômica da produção de monômeros furânicos a
partir de biomassa empregando simulação de processo. 2015. 49 f. Trabalho de
conclusão de curso – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2015
Com a preocupação em preservar o meio ambiente de forma a garantir o seu
desenvolvimento através de ações mais sustentáveis e cientes de que as reservas de
petróleos são limitadas, os países são impulsionados a desenvolverem novas tecnologias
que utilizem matérias primas renováveis competitivas. Muitos produtos finais e
intermediários químicos de grande interesse para a humanidade, hoje originários do
petróleo, podem também ser produzidos a partir de matérias primas renováveis, em
particular da biomassa vegetal. Entre estes, encontra-se os polímeros derivados de
monômeros furânicos. Estes monômeros são obtidos pela desidratação catalisada por
ácidos de açúcares tais como glicose, frutose e xilose que são compostos derivados da
biomassa vegetal. Especialmente os furânicos 5-hidroximethilfurfural (HMF) e furfural são
reconhecidos como potenciais precursores renováveis para a produção de biocombustíveis
e vários plásticos de alto valor agregado. Especificamente alguns derivados destes
monômeros furânicos podem substituir os monômeros obtidos a partir do petróleo na
obtenção do polietileno tereftalato (PET) que é um produto empregado amplamente no
setor de embalagens alimentícias e que acarreta grande problema ambiental em função de
seu longo tempo para sua decomposição. Este trabalho visou à avaliação técnica
econômica da produção de polímeros furânicos a partir de biomassa vegetal empregando
modelagem de processo em uma planta industrial. Inicialmente, foi estudado as unidades
da produção do polímero furânico através da implementação e simulação das condições
operacionais e equipamentos para otimização dessas unidades pelo software de processos
ASPEN Plus® 8.4. De forma a obter condições ótimas de operação das unidades de
produção em função de configurações de processos específicas, possibilitando a avaliação
do rendimento da planta e redução de custos. A seguir, foi avaliado o custo dos
equipamentos envolvidos no processo otimizado pela simulação inicial pelo software
Aspen In-Plant Cost Estimator (Aspen Tech). A avaliação global do custo para
investimento neste processo foi obtida a partir do uso do software DOME (não comercial),
desenvolvido pela empresa DuPont. O desenvolvimento deste projeto apresenta resultados
obtidos no período de intercâmbio acadêmico “Ciências Sem Fronteiras” na empresa
DuPont localizada na cidade de Wilmington-DE, USA. A proposta da empresa foi obter o
“bio-PET” e para isso houve a necessidade da obtenção de um monômero furânico
especifico e analise do seu custo de produção. Assim, foi possível buscar alterações para
que o processo fosse viável tecnicamente e economicamente para a empresa.
Palavras-chave: Polímeros furânicos, biopolímero, modelagem de processo, avaliação
técnico econômica.
LISTA DE TABELAS
Tabela 5.1 - Especificações para trocadores de calor...........................................................26
Tabela 5.2 - Especificações detalhadas para trocadores de calor.........................................26
Tabela 5.3 – Especificações das colunas de destilação.......................................................27
Tabela 5.4 - Especificações de bombas................................................................................28
Tabela 5.5 - Especificações dos fluxos modelados..............................................................28
Tabela 5.6 - Exemplo de planilha de custos dos equipamentos..........................................31
Tabela 5.7 - Análise Total de Custos ..................................................................................36
Tabela 5.8 - Custos dos equipamentos para o novo modelamento......................................40
LISTA DE FIGURAS
Figura 3.1 - Produtos de degradação de materiais lignocelulósicos.....................................15
Figura 3.2 - O funcionamento da modelagem em um diagrama..........................................16
Figura 3.3 - Exemplificação de uma modelagem diagramática...........................................17
Figura 3.4 - A Modelagem econômica integrada com a simulação de processos................18
Figura 5.1- Fluxograma do processo de produção do DMT................................................21
Figura 5.2 - A Modelagem do Processo de EDF..................................................................23
Figura 5.3 - Exemplo utilizando Aspen In-Plant Cost Estimator........................................30
Figura 5.4 - DOME: Tela Inicial..........................................................................................33
Figura 5.5 - DOME: Custo dos equipamentos.....................................................................33
Figura 5.6 - DOME : Dados Adicionais...............................................................................34
Figura 5.7 - DOME: Estimativa do tempo...........................................................................35
Figura 5.8 - Novo modelamento do novo processo..............................................................39
Figura 5.9 - Análise em torno do investimento inicial.........................................................42
Figura 5.10 - Análise DOME em torno dos diferentes cenários..........................................43
Figura 5.11 - Análise em torno do custo dos rejeitos por cenário........................................44
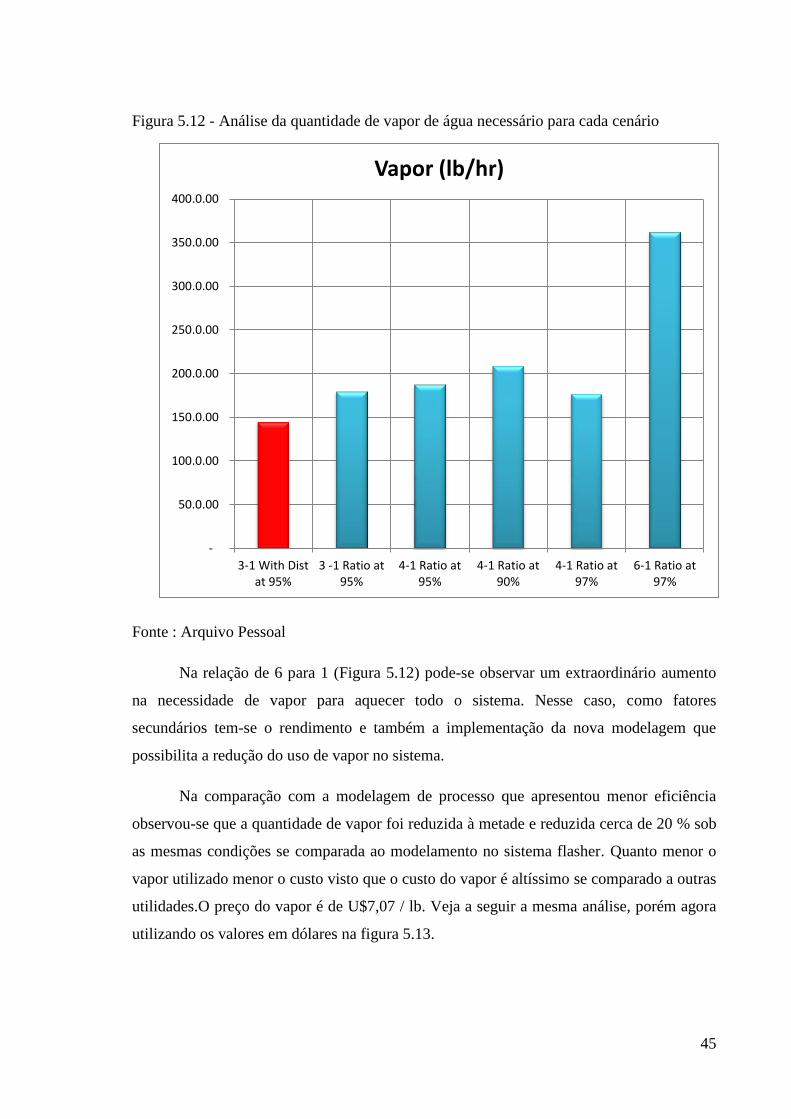
Figura 5.12 - Análise da quantidade de vapor de água necessário para cada cenário..........45
Figura 5.13 - Análise do custo de vapor de água em diferentes cenários............................46
Lista de Abreviaturas e Siglas
ACDF Ácido Carboxílico Derivado do Furano
BIO-PET Material advindo de base biológica
DMT Dimetil Tereftalato
EDF Éster Derivativo do Furano
FIPECAFI Fundação Instituto de Pesquisas Contábeis, Atuariais e Financeiras
HMF 5-Hidroximethilfurfural
LMTD Logarithmic Mean Temperature Difference
PET Polietileno Tereftalato
ROI Rate of Interest
SAR Stock Appreciation Right
TPA Ácido Tereftálico
Tabela de Conversões
1 Pound = 1 Libra = 0,453592 kg
1 Fahrenheit = 1,8 Celsius + 32
1L = 0,001 m3
1 ft.lbf/s = 0,001818182 hp = 3,7661609675872⋅10-7 kWh
1 psia = 6894,757 Pa
SUMÁRIO
1. INTRODUÇÃO E JUSTIFICATIVA ............................................................. 11
2. OBJETIVOS ...................................................................................................... 13
3. REVISÃO BIBLIOGRÁFICA ......................................................................... 14
3.1. Materiais lignocelulósicos ................................................................................... 14
3.2. Produtos de degradação de materiais lignocelúlósicos ........................................ 15
3.3. Modelagem de Processos ..................................................................................... 16
4. METODOLOGIA ............................................................................................. 19
5. RESULTADO E DISCUSSÃO ........................................................................ 20
5.1. Simulação das unidades de processo de produção do polímero furânico através
do software de uso comercial ASPEN Plus 8.4 da ASPEN TECH®.................. 20
5.1.1. O processo de modelagem ........................................................................... 20
5.1.2. Modelagem de processo para a produção de EDF ....................................... 23
5.2. Avaliação do custo dos equipamentos envolvidos no processo otimizado
empregando o software Aspen In-Plant Cost Estimator (Aspen Tech). ............. 29
5.3. Avaliação global do custo de investimento para construção da planta química de
produção do polímero furânico proveniente da biomassa vegetal pelo uso do
software DOME desenvolvido pela empresa DuPont (não disponível
comercialmente). ................................................................................................. 31
5.4. Comparação dos custos (fixos e variáveis) envolvidos nas etapas anteriores
através da utilização de planilhas do EXCEL ..................................................... 35
5.4.1. Análise total de custos ................................................................................. 36
5.5. Alterações para que o processo de produção de polímeros furânicos a partir de
biomassa vegetal seja mais viável tecnicamente e economicamente para a
empresa. ............................................................................................................... 37
5.5.1. Sugestão Modificações do processo ............................................................ 38
5.5.2. Análise de cenários ...................................................................................... 41
6. CONCLUSÃO ................................................................................................... 46
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................. 48
11
1. INTRODUÇÃO E JUSTIFICATIVA
Atualmente, a utilização da biomassa vegetal como fonte de energia e produtos de base
para a indústria química, é considerada uma boa alternativa para substituir o petróleo,
diminuindo uma parcela da poluição ambiental. Um melhor uso dessa biomassa disponível
como “resíduos” nas agroindústrias resulta benefícios para a terra, gerando mais produto, e
diminuindo a área necessária a ser plantada. Com a preocupação em preservar o meio
ambiente de forma a garantir o seu desenvolvimento através de ações mais sustentáveis e
cientes de que as reservas de petróleos são limitadas os países são impulsionados a
desenvolverem novas tecnologias que utilizem matérias primas renováveis competitivas.
Em regras gerais, a biomassa é composta de 40-50% de celulose, 25-30% de hemicelulose
e 15-20% lignina.
Muitos produtos finais e intermediários químicos de grande interesse para a
humanidade, hoje originários do petróleo, podem também ser produzidos a partir de
matérias primas renováveis, em particular da biomassa vegetal. Entre estes, encontram-se
os polímeros derivados de monômeros furânicos. Estes monômeros são obtidos pela
desidratação catalisada por ácidos de açúcares tais como glicose, frutose e xilose que são
compostos derivados das frações celulósicas e hemicelulósicas da biomassa vegetal.
Especialmente os furânicos 5-hidroximethilfurfural (HMF) (proveniente da degradação de
açúcares de 6 carbonos das frações celulósicas e hemicelulósicas) e furfural (proveniente
da degradação de açucares de 5 carbonos da fração hemicelulósica). Estes monômeros são
reconhecidos como potenciais precursores renováveis para a produção de biocombustíveis
e vários plásticos de alto valor agregado.
Neste contexto, este trabalho visa à avaliação técnico-econômica da produção de
monômeros furânicos a partir de biomassa vegetal empregando modelagem de processo
em uma planta industrial. Especificamente alguns derivados destes monômeros furânicos
podem substituir os monômeros furânicos provenientes do petróleo utilizados atualmente
na produção do polietileno tereftalato (PET) que é um produto empregado amplamente no
setor de embalagens alimentícias e que acarreta grande problema ambiental em função de
seu longo tempo para sua decomposição, além de sua contribuição na redução da
biodiversidade, devido ao fato de seus fragmentos poderem ser digeridos por animais os
levando a morte. Assim, a utilização de monômeros furânicos para a obtenção de
12
biopolímeros que possam substituir o PET é de grande importância para o
desenvolvimento sustentável em nosso planeta.
O desenvolvimento deste projeto apresenta resultados obtidos no período de
intercâmbio acadêmico ciências sem fronteiras na empresa DuPont localizada na cidade de
Wilmington-DE, USA. A proposta da empresa foi obter o “bio-PET” e para isso houve a
necessidade da obtenção de um monômero furânico especifico e analise do seu custo de
produção. Foi solicitado sigilo pela empresa sobre a descrição do nome específico dos
intermediários químicos para esta produção.
O trabalho está apresentado em quatro etapas: inicialmente, foi estudado as unidades da
produção do polímero furânico através da implementação e simulação das condições
operacionais e equipamentos para otimização dessas unidades pelo software de processos
ASPEN Plus® 8.4. De forma a obter condições ótimas de operação das unidades de
produção em função de configurações de processos específicas, possibilitando a avaliação
do rendimento da planta e redução de custos. A seguir, foi avaliado o custo dos
equipamentos envolvidos no processo otimizado pela simulação inicial pelo software
Aspen In-Plant Cost Estimator (ASPEN Tech). O ASPEN proporciona um ambiente
integrado de auxílio à modelagem, validação, verificação e implementação de sistemas que
pode ser executado sobre diversos sistemas operacionais apresentando-se muito útil no
desenvolvimento de processos químicos. A avaliação global do custo para investimento
neste processo foi obtida a partir do uso do software DOME (não comercial), desenvolvido
pela empresa DuPont. Assim, foi possível buscar alterações para que o processo fosse
viável tecnicamente e economicamente para a empresa.
13
2. OBJETIVOS
Geral: Contribuir para o desenvolvimento de uma tecnologia de produção de polímeros
furânicos a partir de biomassa vegetal.
Específicos:
Avaliação técnica econômica da produção de polímeros furânicos a partir de
biomassa vegetal empregando modelagem de processo em uma planta industrial.
Estudar as unidades de produção do polímero furânico baseado no processo
químico convencional utilizando matéria-prima da indústria petroquímica.
Modelar as unidades de produção do polímero furânico proveniente da biomassa
com base dos estudos preliminares do polímero obtido pela indústria petroquímica
através da implementação e simulação das condições operacionais e equipamentos
para otimização dessas unidades pelo software de processos Aspen Plus® 8.4.
Obter condições ótimas de operação das unidades de produção em função de
configurações de processos específicas, possibilitando a avaliação do rendimento
da planta.
Avaliação do custo dos equipamentos envolvidos no processo otimizado pelo
software Aspen In-Plant Cost Estimator (Aspen Tech) com base na simulação
inicial.
Avaliação global do custo para investimento neste processo a partir do uso do
software DOME (não comercial), desenvolvido pela empresa DuPont.
Buscar alterações para que o processo de produção de polímeros furânicos a partir
de biomassa vegetal seja mais viável tecnicamente e economicamente para a
empresa.
14
3. REVISÃO BIBLIOGRÁFICA
3.1. Materiais lignocelulósicos
A utilização de biomassa como uma fonte de energia e também como produtos de
base para a indústria química, é considerada uma boa alternativa para substituir o petróleo,
diminuindo assim uma parcela da poluição ambiental. (PRIMOYUFERA et al., 1995)
Esses materiais lignocelulósicos são a maior fonte de biomassa disponível e não são
utilizadas de uma maneira que dê para aproveitar todo seu potencial. Um melhor uso dessa
biomassa disponível como “resíduos” nas agroindústrias resulta benefícios para a terra,
gerando mais produto, e diminuindo a área necessária a ser plantada. Em regras gerais, a
biomassa é composta de 40-50% de celulose, 25-30% de hemicelulose e 15-20% lignina.
(KNAUF et al., 2004).
A celulose é um polissacarídeo com cadeia linear formada apenas de monômeros de
celobiose unidos através de ligações β(14) (ARANTES et al., 2010). A celobiose é um
dímero de glicose que, quando ligado em uma longa cadeia, apresenta uma conformação
linear, e pode chegar à um grau de polimerização de 1000 a 50000 moléculas de glicose.
(KUHAD; SING, 1993).
A hemicelulose é um polissacarídeo com cadeia não linear formada de monômeros
de D-xilose, L-arabinose, D-manose, D-glicose, D-galactose e D-ácido glucurônico
(ARANTES et al., 2010). Esta cadeia não linear apresenta ramificações, dificultando seu
empacotamento, fazendo com que a hidrólise de sua cadeia seja mais facilmente executada,
uma vez que o empacotamento é menor (KNAUF; MONIRUZZAMAN, 2004).
A lignina é um composto polimérico fenólico amorfo, composto de três monômeros
distintos, o álcool cumarílico, álcool coniferílico e álcool sinapílico (ARANTES et al.,
2010). Esta macromolécula está associada à hemicelulose e à celulose, fazendo com que a
biomassa seja mais resistente a ataques de microrganismos, impedindo a penetração de
enzimas em seu interior, conferindo rigidez as fibras dos vegetais e diminuindo sua
degradação (KNAUF; MONIRUZZAMAN, 2004).
15
3.2. Produtos de degradação de materiais lignocelúlósicos
O principal inconveniente de qualquer processo químico para a hidrólise de
lignocelulósicos é que não é possível, nem tecnicamente ou em escala de laboratório,
separar estes três componentes: celulose, hemicelulose e lignina, na forma pura sem mudar
suas estruturas químicas (NIMZ e CASTEN 1986). Em processos que visam a obtenção de
hidrolisados hemicelulósicos ricos em açucares pode deve ser considerado a presença,
também, de compostos provenientes do próprio processo de hidrólise. Dentre estes, os sub-
produtos de hidrólise mais importantes são furanos, ácidos carboxílicos e compostos
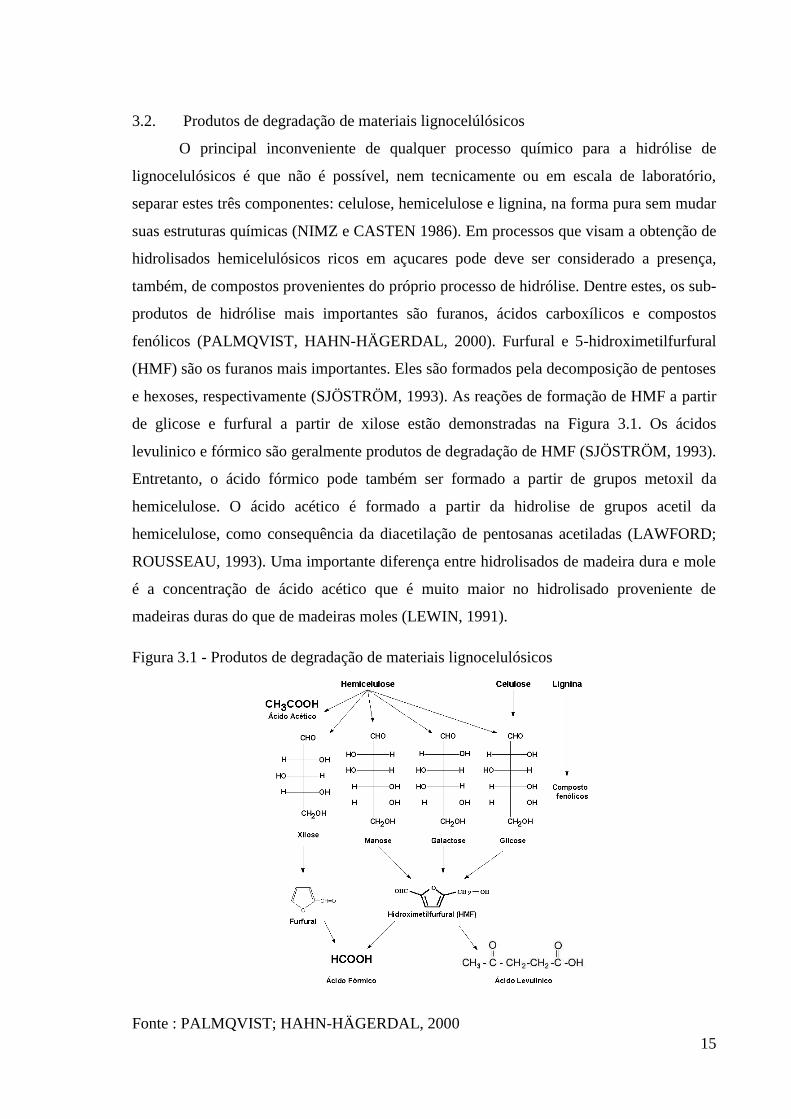
fenólicos (PALMQVIST, HAHN-HÄGERDAL, 2000). Furfural e 5-hidroximetilfurfural
(HMF) são os furanos mais importantes. Eles são formados pela decomposição de pentoses
e hexoses, respectivamente (SJÖSTRÖM, 1993). As reações de formação de HMF a partir
de glicose e furfural a partir de xilose estão demonstradas na Figura 3.1. Os ácidos
levulinico e fórmico são geralmente produtos de degradação de HMF (SJÖSTRÖM, 1993).
Entretanto, o ácido fórmico pode também ser formado a partir de grupos metoxil da
hemicelulose. O ácido acético é formado a partir da hidrolise de grupos acetil da
hemicelulose, como consequência da diacetilação de pentosanas acetiladas (LAWFORD;
ROUSSEAU, 1993). Uma importante diferença entre hidrolisados de madeira dura e mole
é a concentração de ácido acético que é muito maior no hidrolisado proveniente de
madeiras duras do que de madeiras moles (LEWIN, 1991).
Figura 3.1 - Produtos de degradação de materiais lignocelulósicos
Fonte : PALMQVIST; HAHN-HÄGERDAL, 2000
16
3.3. Modelagem de Processos
Técnicas para modelagem de processos como o fluxograma, diagrama de blocos
funcionais de fluxo, diagrama de fluxo de controle, gráfico de Gantt, PERT diagrama, e
IDEF surgiram no início do século 20 (UNISUL , 2014). A simulação de modelos permite
ao analista realizar estudos sobre os correspondentes sistemas para responder suposições
com a possibilidade de estudar sistemas que ainda não existem (FREITAS, 2008).
A modelagem pode ser utilizada para otimização de processos, bem como
ferramenta para sua documentação. Devido a sua grande importância, existem áreas
específicas dentro das empresas para a realização da etapa de modelagem com a utilização
de softwares especiais (ASPEN TECH, 2014), como o ASPEN (ASPEN TECH, 2014). De
forma a facilitar o processo de modelagem, este software apresenta em seu banco de dados
propriedades físico-químicas de diversos produtos químicos, como temperatura de
ebulição, fusão, miscibilidade, densidade dentre outras. Devido a isto, atualmente este
software é o mais utilizado e confiável mundialmente para o desenvolvimento da
modelagem de processos químicos pelas grandes empresas (ASPEN TECH, 2014).
A Figura a seguir mostra as etapas envolvidas na modelagem dentro das empresas:
Figura 3.2 - O funcionamento da modelagem em um diagrama
Fonte: SOFTEXPERT , 2014
17
As etapas seguem uma sequência lógica de melhoramento contínuo muito utilizado
em algumas metodologias de Lean e qualidade. Esse sistema de modelagem começa pela
descoberta do processo , aonde temos a parte de pesquisa sobre processos similares ou o
desenvolvimento de processos novos. A partir de dados históricos pode-se modelar o
processo através de algum software - no caso o ASPEN- . Em seguida fazemos a simulação
desse processo utilizando o ASPEN para ver se o processo é mesmo viável ou não. A parte
de implementação é a mais difícil pois o que for implementado experimentalmente têm de
ser similar com o que estava descrito na modelagem e simulação. Por fim temos a etapa de
otimização; Não há processo tão bom que não possa ser otimizado e por isso é uma parte
crucial para o processo.
Softwares como MATLAB, SCILAB, ARENA baseiam-se nos mesmos princípios
do ASPEN Plus, porém para cada tipo de modelagem deve-se ter o software apropriado.
Diversos tipos de modelagens foram criados de acordo com a necessidade. A modelagem
tem vasta aplicabilidade podendo ser para negócios, para sistemas elétricos, mecânicos,
físicos e químicos. Nos diferentes tipos de modelagens empregam-se softwares com
métodos específicos como: design gráfico, diagramas, modelos matemáticos ou icônicos.
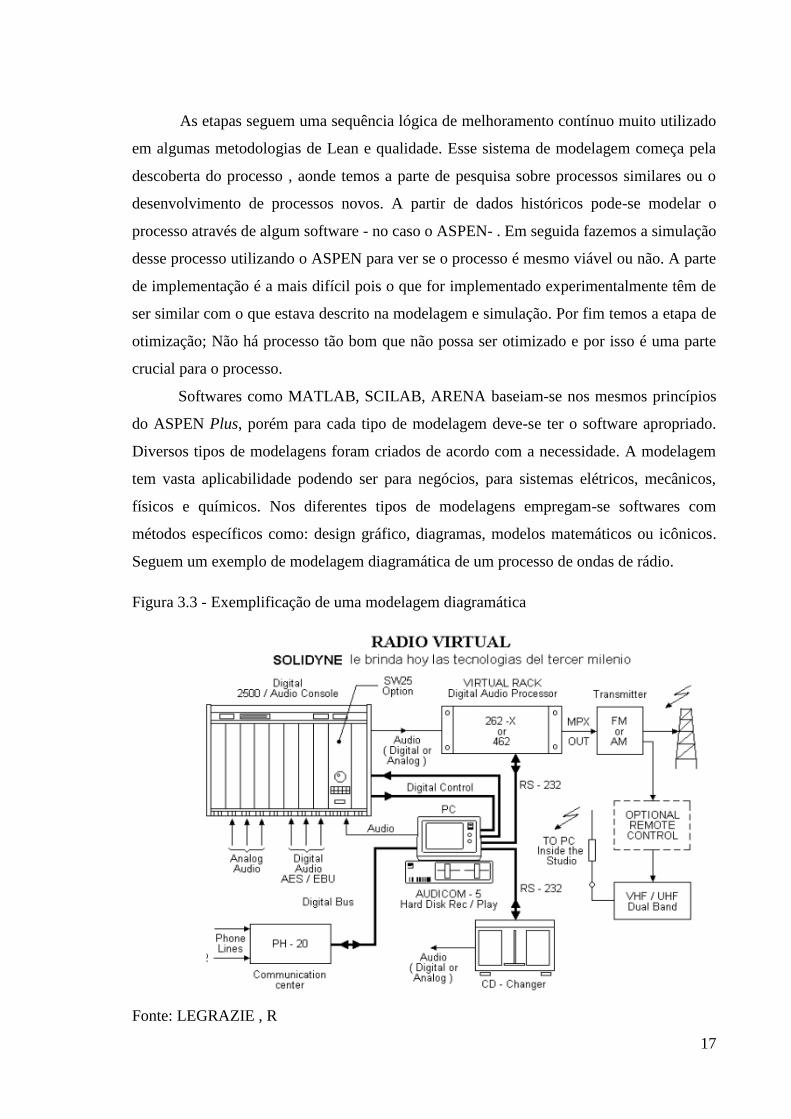
Seguem um exemplo de modelagem diagramática de um processo de ondas de rádio.
Figura 3.3 - Exemplificação de uma modelagem diagramática
Fonte: LEGRAZIE , R
18
A modelagem econômica vem logo em seguida para analisar se o trabalho é ou não
viável considerando aspectos econômicos do projeto. Hoje em dia essa é uma área muito
lucrativa em que companhias e faculdades ministram cursos sobre a análise da viabilidade
econômica e financeira de projetos, como por exemplo, a FIPECAFI (Fundação Instituto
de Pesquisas Contábeis, Atuariais e Financeiras) e DuPont. A modelagem econômica
envolve a abordagem de ciclos de um projeto, questões financeiras ligadas a um projeto e
métodos de avaliação de investimentos (FIPECAFI – 2014).
O Planejamento econômico-financeiro integrado envolve o planejamento baseado
na modelagem desde os custos e despesas com receitas de investimentos até a apuração e
projeção do resultado econômico emitindo no final um balanço final sobre a viabilidade do
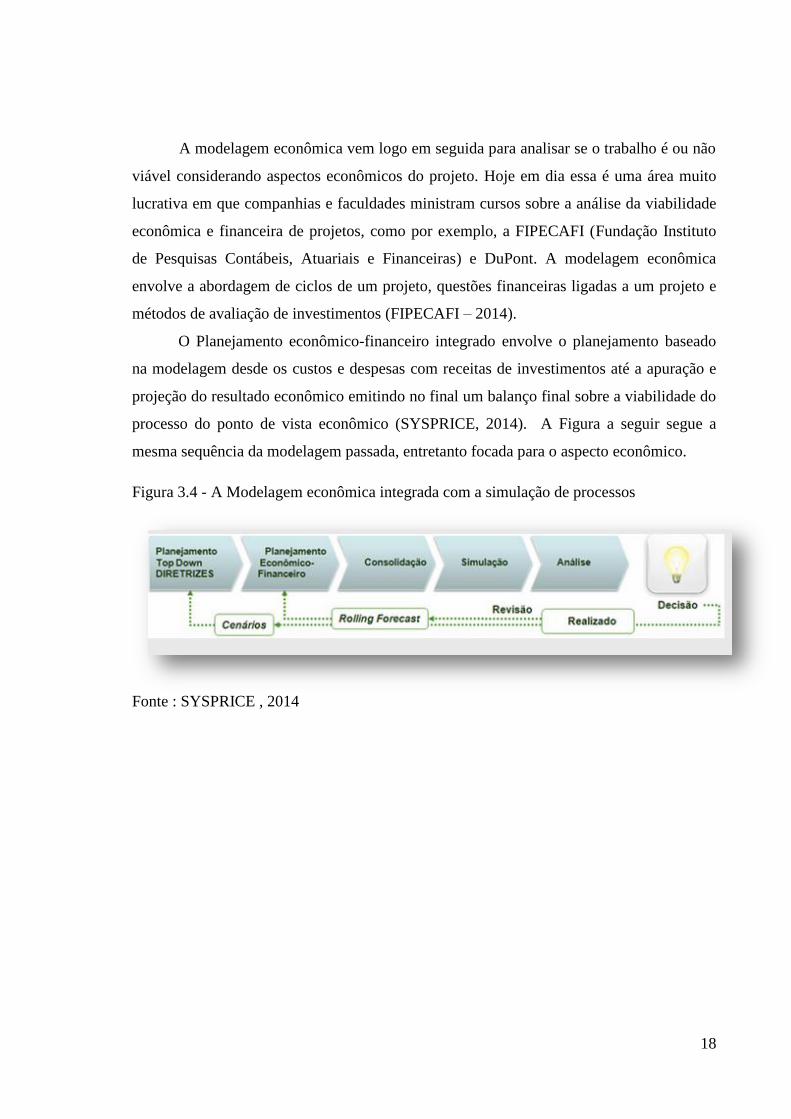
processo do ponto de vista econômico (SYSPRICE, 2014). A Figura a seguir segue a
mesma sequência da modelagem passada, entretanto focada para o aspecto econômico.
Figura 3.4 - A Modelagem econômica integrada com a simulação de processos
Fonte : SYSPRICE , 2014
19
4. METODOLOGIA
Este projeto desenvolvido no período de intercâmbio acadêmico ciências sem fronteiras
na empresa DuPont localizada na cidade de Wilmington-DE, USA utilizou em sua etapa
inicial para simulação das unidades de processo de produção do polímero furânico o
software de uso comercial ASPEN Plus 8.4 da ASPEN TECH®. Este software é uma
ferramenta de modelagem útil no desempenho da indústria química. Na segunda etapa para
avaliação do custo dos equipamentos envolvidos no processo otimizado pela simulação
inicial foi utilizado o software Aspen In-Plant Cost Estimator (Aspen Tech). Na terceira
etapa foi efetuada a avaliação global do custo de investimento para construção da planta
química de produção do polímero furânico proveniente da biomassa vegetal pelo uso do
software DOME desenvolvido pela empresa DuPont (não disponível comercialmente). A
seguir os custos envolvidos nas etapas anteriores (fixos e variáveis) foram comparados em
uma planilha Excel. As planilhas no Excel apresentam os vários cenários que foram
modelados e com isso foi possível analisar em qual cenário houve menor custo de
produção e tratamento de resíduos, bem como menor custo de água, vapor e energia para o
processo. Essa planilha permitiu a verificação das etapas do processo que precisavam ser
alteradas de forma a melhorá-lo.
20
5. RESULTADO E DISCUSSÃO
5.1. Simulação das unidades de processo de produção do polímero furânico através do
software de uso comercial ASPEN Plus 8.4 da ASPEN TECH®.
Na apresentação dos resultados deste trabalho, por questão de confidencialidade,
serão omitidos os nomes técnicos dos produtos e reagentes, bem como outras informações
relevantes ao processo. Deve-se salientar que os dados referentes à valores de monetários
referem-se a dólares.
5.1.1. O processo de modelagem
A modelagem do processo de produção do polímero furânico foi baseada em um
fluxograma já existente na empresa para a produção do DMT (Dimetil tereftalato) (Figura
5.1) a partir do ácido tereftálico (TPA). Isto foi possível, visto que esse processo de
produção é semelhante ao processo de transformação do monômero derivado do furano,
que neste trabalho será chamado de ACDF (ácido carboxílico derivado do furano). Este
será transformado em um éster derivado do furano chamado de EDF. O EDF é o reagente
necessário para produção do “Bio-pet”.
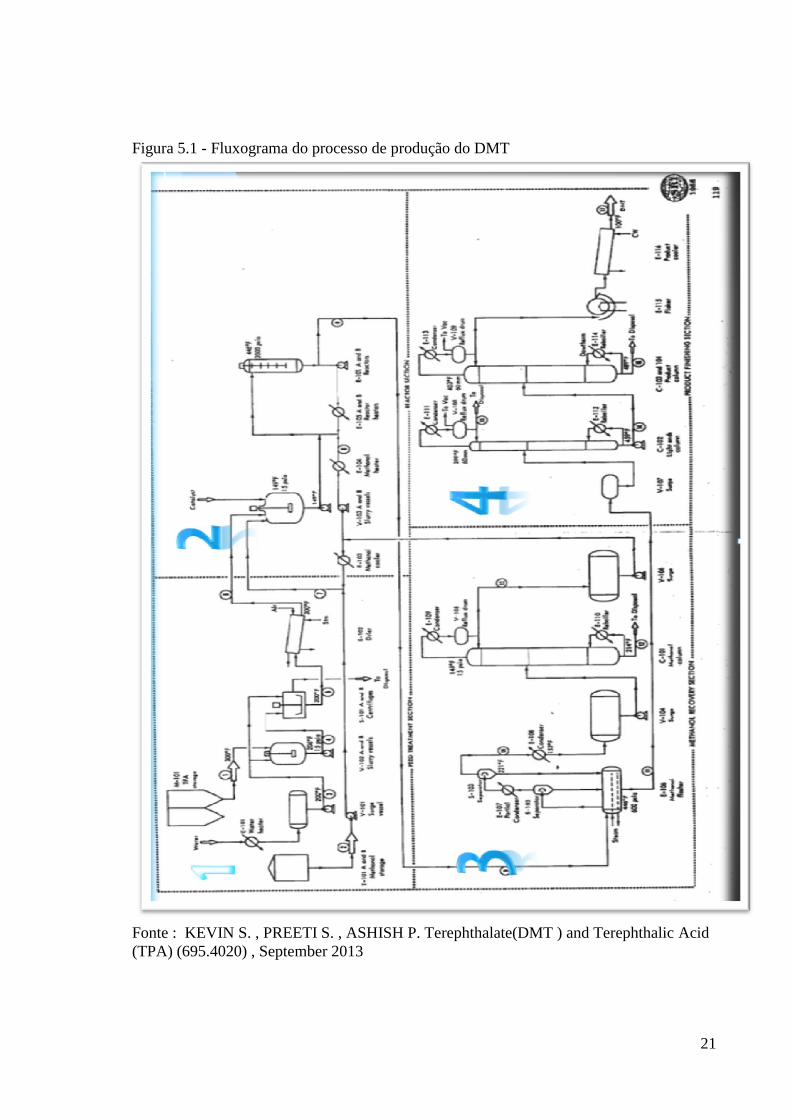
A Figura 5.1 mostra os quatro estágios do processo de produção do DMT:
Primeiro estágio : A purificação do reagente
Segundo estágio: Reação para produção do DMT.
Terceiro estágio: Refere-se à purificação e reciclo do metanol
Quarto estágio: Exclusivamente para a purificação do DMT.
Na primeira etapa o reagente é purificado passando por um misturador para
substâncias muito viscosas e em seguida é centrifugado junto com água, onde impurezas e
água saem na parte superior da centrifuga enquanto o reagente purificado fica na base da
centrifuga. Neste trabalho, as demais etapas serão explicadas detalhadamente.
21
Figura 5.1 - Fluxograma do processo de produção do DMT
Fonte : KEVIN S. , PREETI S. , ASHISH P. Terephthalate(DMT ) and Terephthalic Acid
(TPA) (695.4020) , September 2013
22
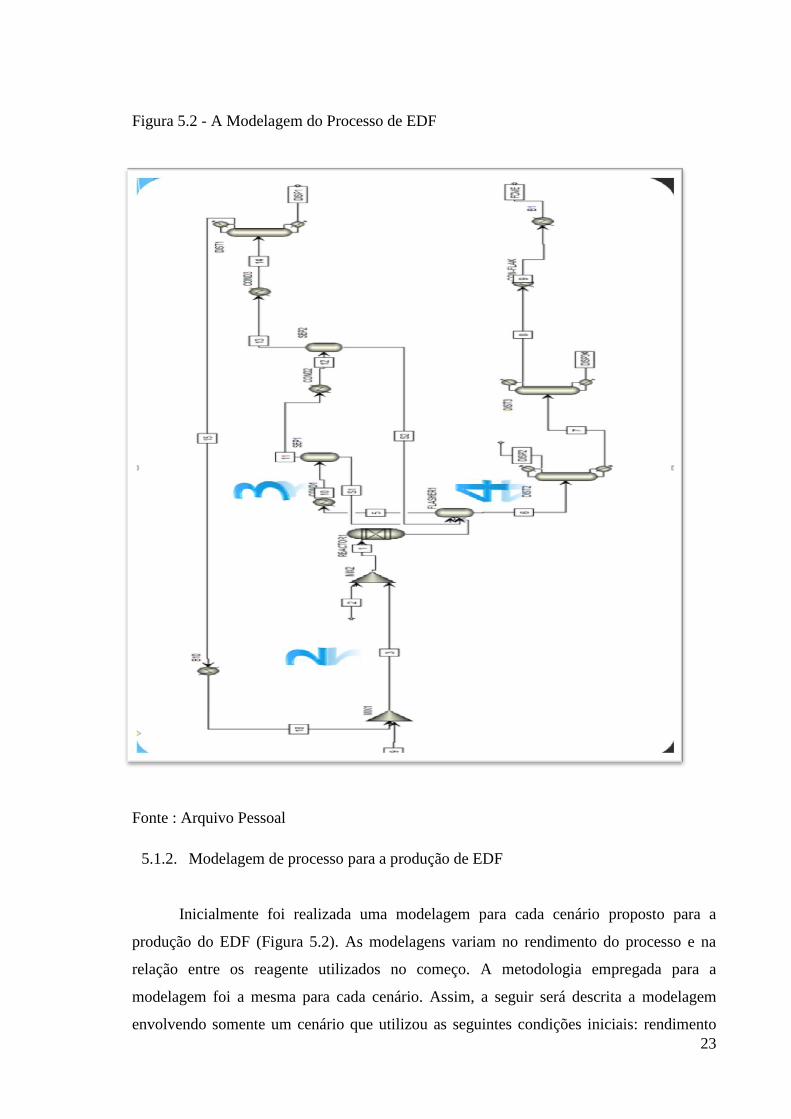
A Figura 5.2 mostra os estágios do processo de produção do EDF, sendo este o
reagente para a produção do Bio-pet”. Comparando os fluxogramas das Figuras 5.1. e 5.2,
observa-se que o primeiro estágio na produção de EDF (Figura 5.2) referente à purificação
não foi necessário, pois para este processo foi utilizado um reagente de alto grau de pureza.
Assim, a produção de EDF envolveu somente os estágios 2, 3 e 4. Inicialmente (segundo
estágio), o reagente ACDF (ácido carboxílico derivado do furano) foi misturado com
metanol no misturador MIX 2 (Figura 5.2). Essa mistura segue para o reator químico onde
se tem o reagente ACDF, impurezas e metanol. A seguir, essa mistura (ACDF, impurezas e
metanol) é encaminhada para dois processos de separação simultâneos (terceiro estágio). O
primeiro é o sistema flasher(formado por destilação tipo flash seguida por separadores e
condensadores) com a finalidade de remover o metanol do EDF e impurezas.
Na sequência, o metanol é condensado na presença de água e destilado para a
remoção de vestígios de impurezas, água e EDF. Este procedimento permite que o metanol
seja reciclado ao início do processo e misturado novamente ao EDF no misturador MIX1
(Figura 5.2). Simultaneamente (quarto estágio) à destilação do metanol, o EDF passa por
etapas que visam a remoção de vestígios ainda presentes de metanol e impurezas. Este
processo ocorre com a passagem do EDF primeiramente por uma coluna de destilação para
eliminar impurezas mais leves (menor ponto de ebulição), bem como metanol e água
residuais. A seguir, ocorre a passagem do EDF (já processado na coluna de destilação
anterior) para uma segunda coluna de destilação para eliminar impurezas pesadas (maior
ponto de ebulição). Por fim o EDF passa por um floculador (nomeado de flaker) e por um
resfriador ( nomeado de cooler). A seguir serão discutidos os cenários envolvidos na etapa
de modelagem do processo para a produção de EDF baseado no fluxograma de produção
apresentado na Figura 5.2.
23
Figura 5.2 - A Modelagem do Processo de EDF
Fonte : Arquivo Pessoal
5.1.2. Modelagem de processo para a produção de EDF
Inicialmente foi realizada uma modelagem para cada cenário proposto para a
produção do EDF (Figura 5.2). As modelagens variam no rendimento do processo e na
relação entre os reagente utilizados no começo. A metodologia empregada para a
modelagem foi a mesma para cada cenário. Assim, a seguir será descrita a modelagem
envolvendo somente um cenário que utilizou as seguintes condições iniciais: rendimento
24
de 95% do processo de conversão de matéria prima; relação Metanol/ACDF de 4:1.
Também serão descritos os equipamentos envolvidos nesta modelagem do processo.
Descrição do processo
O ACDF é um sólido insolúvel em água que, depois de misturado com metanol
forma uma “lama homogênea”. Esse material foi alimentado em um reator onde se
processou sob pressão a reação entre ACDF (1 mol) com metanol (2 mols) produzindo
EDF juntamente com impurezas. A seguir o meio reacional contendo essas impurezas
(EDF-Heavy e EDF-Light.) passou por um sistema flasher composto por dois
condensadores acoplados individualmente a um separador. Desta maneira, o metanol foi
condensado em água e destilado (processo de purificação e reciclo do metanol). Na parte
inferior da coluna de destilação recolheu-se elevada quantidade de água e na parte superior
recolheu-se o metanol (97% de pureza) com aproximadamente 3 % de água. Esse metanol
foi reciclado reagindo novamente com ACDF no misturador MIX2 (Figura 5.2)
recomeçando o ciclo produtivo de EDF. Deve-se ressaltar que o terceiro estágio por
envolver a reciclagem de metanol é um ponto crítico, visto que perdas neste procedimento
poderão acarretar na elevação do custo final de produção do EDF.
No quarto estágio foi obtido o EDF com pureza de 99.9%. Para isso, foi necessário
incluir na modelagem do processo duas colunas de destilação. A primeira coluna de
destilação removeu o metanol e as impurezas leves do EDF. Na segunda coluna de
destilação foram removidas as impurezas pesadas do EDF. Os rejeitos da etapa de
destilação foram incinerados. O produto EDF com 99.9% foi obtido na forma líquida e
através de sua passagem no floculador (Flaker) foi transformado em pellets (termo para
designar pequenas esferas). A seguir, o material foi resfriado a 100 graus Fahrenheit
através de sua passagem pelo resfriador.
Nesta modelagem foi especificado que a planta de produção de EDF estava
operando à 90% do tempo efetivo de trabalho da planta correspondendo à 7884 horas por
ano.
25
Especificações dos equipamentos escolhidos para compor a modelagem do processo :
No geral, os equipamentos utilizados com meio líquido e sob pressão foram
construídos com aço inoxidável 316. Os silos de armazenagem de metanol e ACDF foram
construídos com aço inoxidável 304. O floculador foi constituído de um tubo de Titânio
TI50A com fundo de níquel. O fundo do reator foi de aço inoxidável 316 com jaqueta de
aquecimento apenas de aço carbono. A seguir especificações detalhadas dos equipamentos
modelados.
Misturadores:
Foram utilizados na modelagem dois misturadores a 149 graus Fahrenheit e 15 psia.
Os fluxos de ACDF, metanol e água no primeiro misturador foram de 11319,7 lb/h,
43881 lb/hr e 1357,15 lb/hr, respectivamente. O primeiro misturador que mistura o
metanol reciclado com o não reciclado é estático ,enquanto o segundo é um tanque agitado
fechado com potência de 10 HP.
Reator :
As condições de operação do reator de alta pressão foram com temperatura de 446
graus fahrenheit e pressão de 2000 psia. É um reator CSTR. O tempo de residência foi
estimado em 15 minutos com descarregamento de EDF (12881,1 lb/hr), EDF-Pesado
(479lb/hr) , EDF-Leve (951lb/hr), metanol (38965lb/hr), e os catalisadores pó de zinco
(14,8lb/hr) e óxido de antimônio (14,8 lb/hr). Na modelagem foram considerados dois
reatores sendo que cada um operava com metade de sua capacidade. A potência de cada
reator foi de 15 HP.
Destilação Flash :
As condições estabelecidas no flasher foi temperatura de 550F e pressão de
250 psia com utilização de vapor.
Trocadores de Calor :
Para a análise de um trocador de calor com fluxo e propriedades térmicas do fluido
constantes foi utilizado o método conhecido como LMTD (diferença de temperatura média
logarítmica) para determinar a força que conduz as temperaturas para a transferência de
calor. O LMTD é uma média logarítimica da diferença de temperatura entre as correntes
26
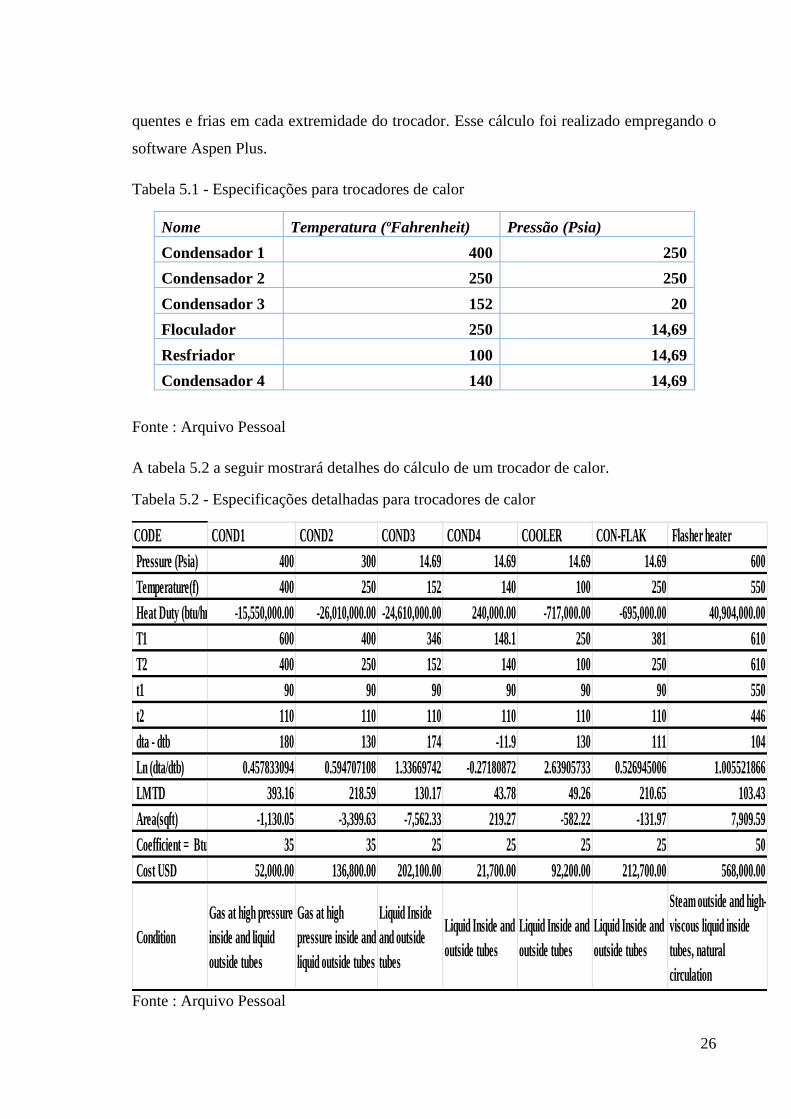
quentes e frias em cada extremidade do trocador. Esse cálculo foi realizado empregando o
software Aspen Plus.
Tabela 5.1 - Especificações para trocadores de calor
Nome Temperatura (ºFahrenheit) Pressão (Psia)
Condensador 1 400 250
Condensador 2 250 250
Condensador 3 152 20
Floculador 250 14,69
Resfriador 100 14,69
Condensador 4 140 14,69
Fonte : Arquivo Pessoal
A tabela 5.2 a seguir mostrará detalhes do cálculo de um trocador de calor.
Tabela 5.2 - Especificações detalhadas para trocadores de calor
Fonte : Arquivo Pessoal
CODE COND1 COND2 COND3 COND4 COOLER CON-FLAK Flasher heater
Pressure (Psia) 400 300 14.69 14.69 14.69 14.69 600
Temperature(f) 400 250 152 140 100 250 550
Heat Duty (btu/hr) -15,550,000.00 -26,010,000.00 -24,610,000.00 240,000.00 -717,000.00 -695,000.00 40,904,000.00
T1 600 400 346 148.1 250 381 610
T2 400 250 152 140 100 250 610
t1 90 90 90 90 90 90 550
t2 110 110 110 110 110 110 446
dta - dtb 180 130 174 -11.9 130 111 104
Ln (dta/dtb) 0.457833094 0.594707108 1.33669742 -0.27180872 2.63905733 0.526945006 1.005521866
LMTD 393.16 218.59 130.17 43.78 49.26 210.65 103.43
Area(sqft) -1,130.05 -3,399.63 -7,562.33 219.27 -582.22 -131.97 7,909.59
Coefficient = Btu/hr-sqft-f 35 35 25 25 25 25 50
Cost USD 52,000.00 136,800.00 202,100.00 21,700.00 92,200.00 212,700.00 568,000.00
Condition
Gas at high pressure
inside and liquid
outside tubes
Gas at high
pressure inside and
liquid outside tubes
Liquid Inside
and outside
tubes
Liquid Inside and
outside tubes
Liquid Inside and
outside tubes
Liquid Inside and
outside tubes
Steam outside and high-
viscous liquid inside
tubes, natural
circulation
27
*Esses dados do método DTML são necessárias para que obtenhamos maior precisão na modelagem de cada
trocador de calor separado.
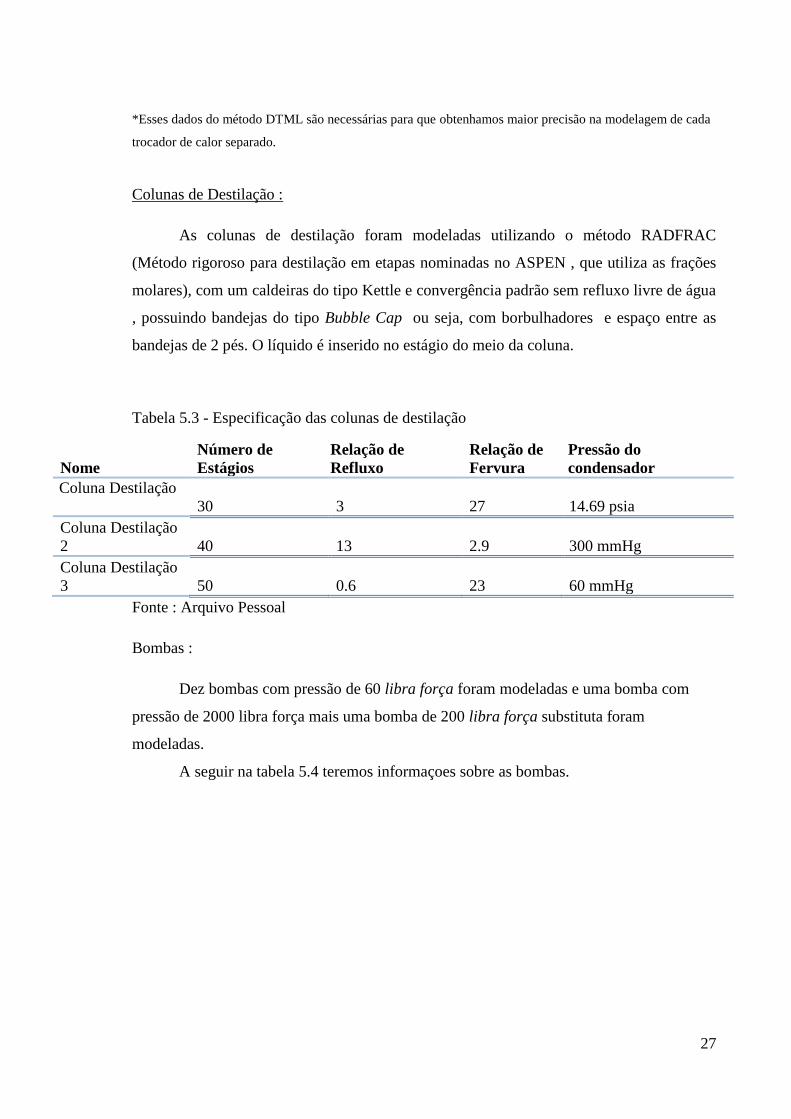
Colunas de Destilação :
As colunas de destilação foram modeladas utilizando o método RADFRAC
(Método rigoroso para destilação em etapas nominadas no ASPEN , que utiliza as frações
molares), com um caldeiras do tipo Kettle e convergência padrão sem refluxo livre de água
, possuindo bandejas do tipo Bubble Cap ou seja, com borbulhadores e espaço entre as
bandejas de 2 pés. O líquido é inserido no estágio do meio da coluna.
Tabela 5.3 - Especificação das colunas de destilação
Nome
Número de
Estágios
Relação de
Refluxo
Relação de
Fervura
Pressão do
condensador
Coluna Destilação
1 30 3 27 14.69 psia
Coluna Destilação
2 40 13 2.9 300 mmHg
Coluna Destilação
3 50 0.6 23 60 mmHg
Fonte : Arquivo Pessoal
Bombas :
Dez bombas com pressão de 60 libra força foram modeladas e uma bomba com
pressão de 2000 libra força mais uma bomba de 200 libra força substituta foram
modeladas.
A seguir na tabela 5.4 teremos informaçoes sobre as bombas.
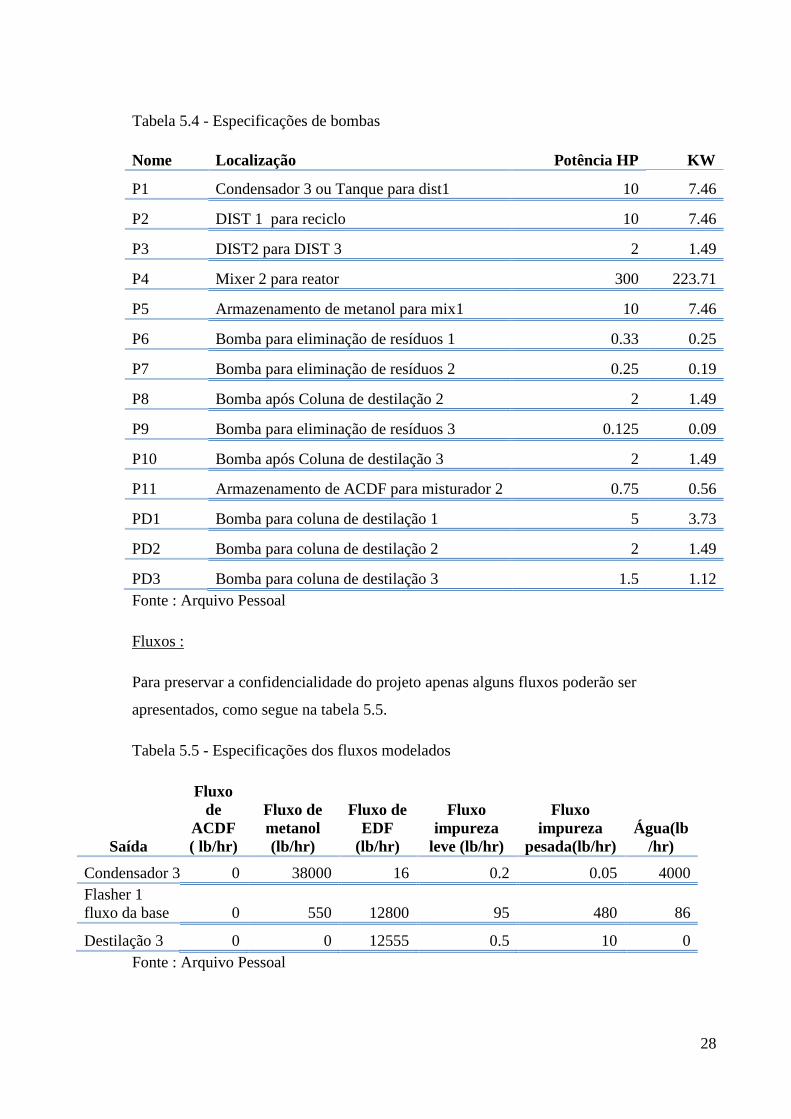
28
Tabela 5.4 - Especificações de bombas
Nome Localização Potência HP KW
P1 Condensador 3 ou Tanque para dist1 10 7.46
P2 DIST 1 para reciclo 10 7.46
P3 DIST2 para DIST 3 2 1.49
P4 Mixer 2 para reator 300 223.71
P5 Armazenamento de metanol para mix1 10 7.46
P6 Bomba para eliminação de resíduos 1 0.33 0.25
P7 Bomba para eliminação de resíduos 2 0.25 0.19
P8 Bomba após Coluna de destilação 2 2 1.49
P9 Bomba para eliminação de resíduos 3 0.125 0.09
P10 Bomba após Coluna de destilação 3 2 1.49
P11 Armazenamento de ACDF para misturador 2 0.75 0.56
PD1 Bomba para coluna de destilação 1 5 3.73
PD2 Bomba para coluna de destilação 2 2 1.49
PD3 Bomba para coluna de destilação 3 1.5 1.12
Fonte : Arquivo Pessoal
Fluxos :
Para preservar a confidencialidade do projeto apenas alguns fluxos poderão ser
apresentados, como segue na tabela 5.5.
Tabela 5.5 - Especificações dos fluxos modelados
Saída
Fluxo
de
ACDF
( lb/hr)
Fluxo de
metanol
(lb/hr)
Fluxo de
EDF
(lb/hr)
Fluxo
impureza
leve (lb/hr)
Fluxo
impureza
pesada(lb/hr)
Água(lb
/hr)
Condensador 3 0 38000 16 0.2 0.05 4000
Flasher 1
fluxo da base 0 550 12800 95 480 86
Destilação 3 0 0 12555 0.5 10 0
Fonte : Arquivo Pessoal
29
5.2. Avaliação do custo dos equipamentos envolvidos no processo otimizado
empregando o software Aspen In-Plant Cost Estimator (Aspen Tech).
5.2.1. Análise de custos
A modelagem de processo de vários cenários envolvendo os fluxos de reagentes e
produtos, tamanhos e materiais de construção dos equipamentos que foi exemplificada
anteriormente foi importante para a otimização do processo em termos econômicos. A
seguir, será apresentado o procedimento para a realização de análise de custos. Este foi o
foco de maior interesse para a empresa onde este trabalho foi realizado. O software
utilizado para estimar o custo dos equipamentos foi o Aspen In-Plant Cost estimator,
também conhecido como ICARUS. Para o funcionamento correto do software é necessário
colocar alguns dados do material modelado, sendo que quanto mais dados o operador
inserir, maior será a precisão do resultado, como pode ser visto na Figura 5.3
É importante mencionar que para o software gerar o custo do equipamento
selecionado foi necessário incluir alguns dados mínimos que o software identifica com a
cor vermelha (Figura 5.3); os fatores importantes destacados em amarelo referem-se aos de
maior precisão, enquanto os fatores em verde são utilizados apenas quando a precisão
desejada é muito alta. Essas cores, de acordo com a importância, são dadas pelo próprio
software a cada equipamento.
30
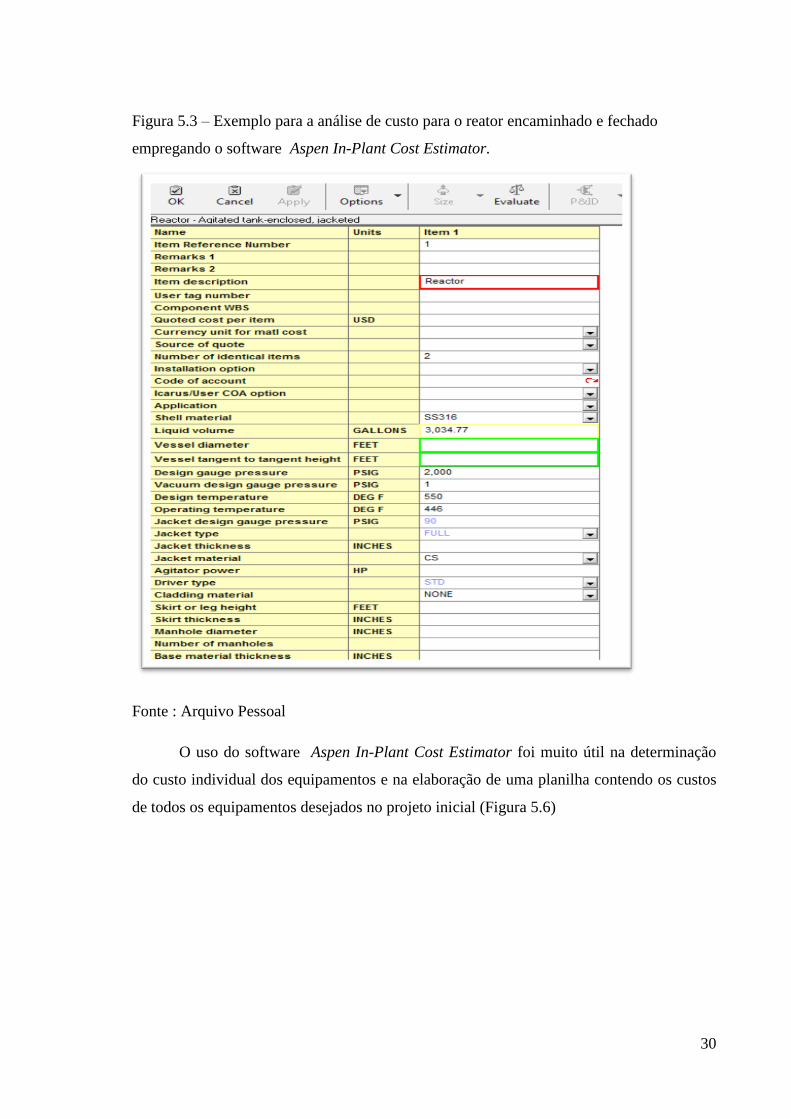
Figura 5.3 – Exemplo para a análise de custo para o reator encaminhado e fechado
empregando o software Aspen In-Plant Cost Estimator.
Fonte : Arquivo Pessoal
O uso do software Aspen In-Plant Cost Estimator foi muito útil na determinação
do custo individual dos equipamentos e na elaboração de uma planilha contendo os custos
de todos os equipamentos desejados no projeto inicial (Figura 5.6)
31
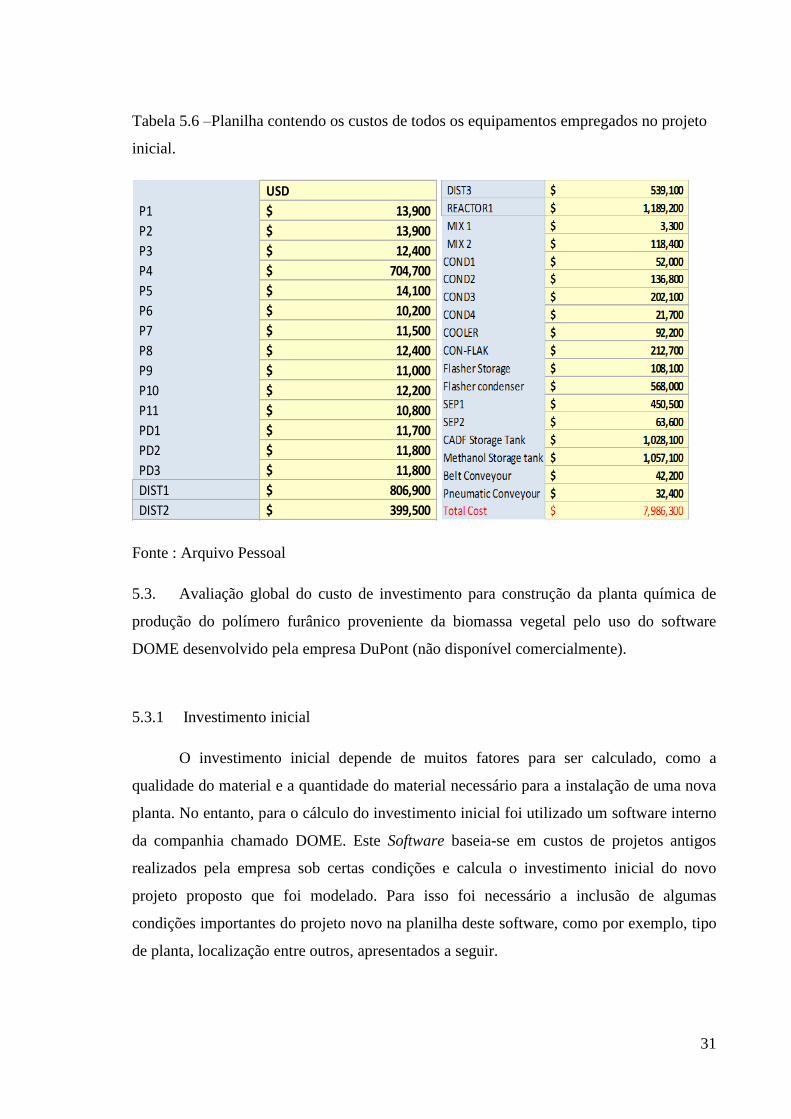
Tabela 5.6 –Planilha contendo os custos de todos os equipamentos empregados no projeto
inicial.
Fonte : Arquivo Pessoal
5.3. Avaliação global do custo de investimento para construção da planta química de
produção do polímero furânico proveniente da biomassa vegetal pelo uso do software
DOME desenvolvido pela empresa DuPont (não disponível comercialmente).
5.3.1 Investimento inicial
O investimento inicial depende de muitos fatores para ser calculado, como a
qualidade do material e a quantidade do material necessário para a instalação de uma nova
planta. No entanto, para o cálculo do investimento inicial foi utilizado um software interno
da companhia chamado DOME. Este Software baseia-se em custos de projetos antigos
realizados pela empresa sob certas condições e calcula o investimento inicial do novo
projeto proposto que foi modelado. Para isso foi necessário a inclusão de algumas
condições importantes do projeto novo na planilha deste software, como por exemplo, tipo
de planta, localização entre outros, apresentados a seguir.
USD
P1 13,900$
P2 13,900$
P3 12,400$
P4 704,700$
P5 14,100$
P6 10,200$
P7 11,500$
P8 12,400$
P9 11,000$
P10 12,200$
P11 10,800$
PD1 11,700$
PD2 11,800$
PD3 11,800$
DIST1 806,900$
DIST2 399,500$
32
Neste trabalho assumiram-se as seguintes condições:
Tipo de Planta : Continua com reator de alta pressão
Local: Costa do Golfo Americano
Tipo de região: Brown Field (campo sem infraestrutura porém sem vegetação ao
redor )
Contingência do projeto : 25%
Data de Autorização: Primeiro bimestre de 2015 ( Data aonde o projeto terá início)
Ponto médio de projeto: Terceiro bimestre de 2017 (Data do ponto médio do
projeto)
Além dessas condições, foi considerada a estrutura da instalação com canos e
revestimentos de aço inoxidável com inserção de linhas de resfriamento, bem como novas
unidades de energia e de controle.
Após processamentos dos dados obteve-se o custo inicial do projeto em
U$ 76 Milhões, sendo que o custo com equipamentos correspondeu a U$7.9 Milhões.
33
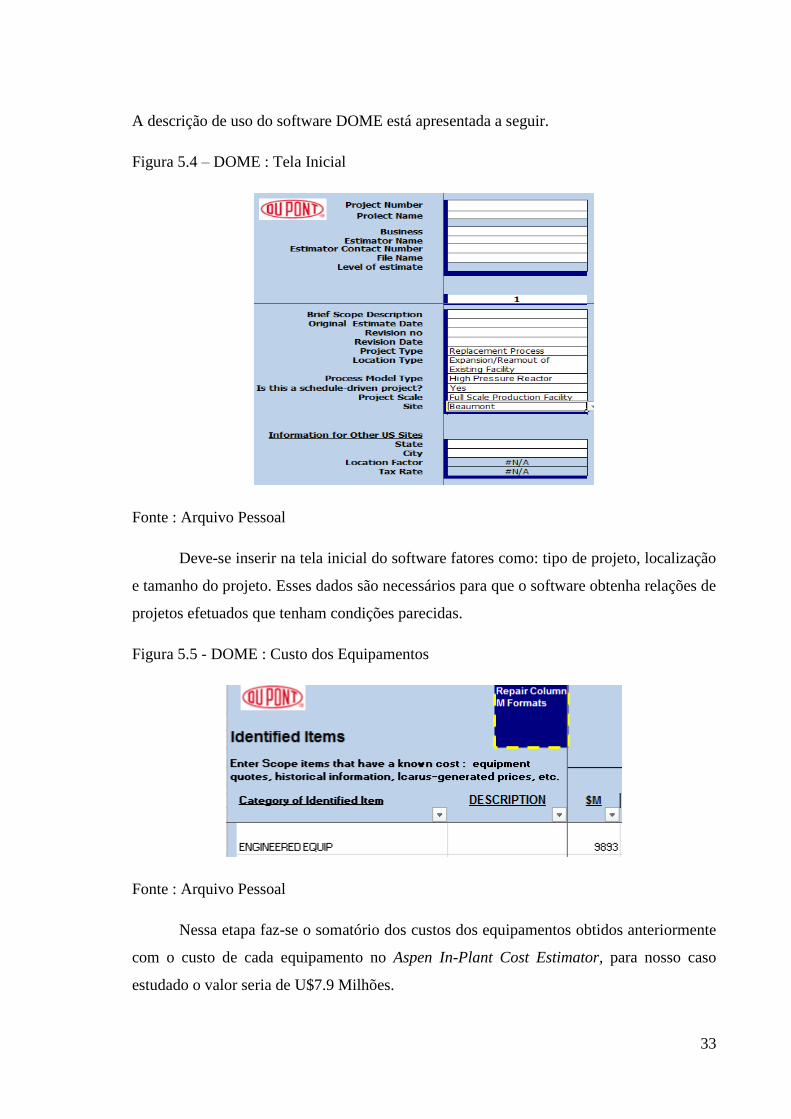
A descrição de uso do software DOME está apresentada a seguir.
Figura 5.4 – DOME : Tela Inicial
Fonte : Arquivo Pessoal
Deve-se inserir na tela inicial do software fatores como: tipo de projeto, localização
e tamanho do projeto. Esses dados são necessários para que o software obtenha relações de
projetos efetuados que tenham condições parecidas.
Figura 5.5 - DOME : Custo dos Equipamentos
Fonte : Arquivo Pessoal
Nessa etapa faz-se o somatório dos custos dos equipamentos obtidos anteriormente
com o custo de cada equipamento no Aspen In-Plant Cost Estimator, para nosso caso
estudado o valor seria de U$7.9 Milhões.
34
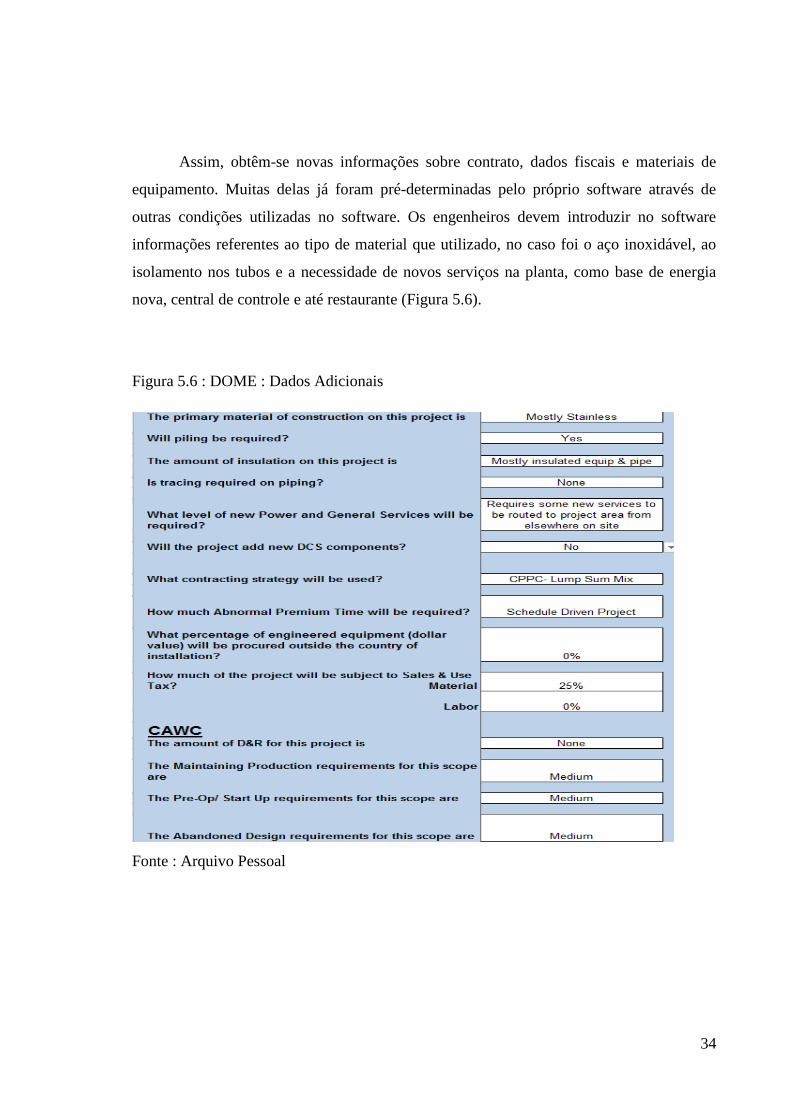
Assim, obtêm-se novas informações sobre contrato, dados fiscais e materiais de
equipamento. Muitas delas já foram pré-determinadas pelo próprio software através de
outras condições utilizadas no software. Os engenheiros devem introduzir no software
informações referentes ao tipo de material que utilizado, no caso foi o aço inoxidável, ao
isolamento nos tubos e a necessidade de novos serviços na planta, como base de energia
nova, central de controle e até restaurante (Figura 5.6).
Figura 5.6 : DOME : Dados Adicionais
Fonte : Arquivo Pessoal
35
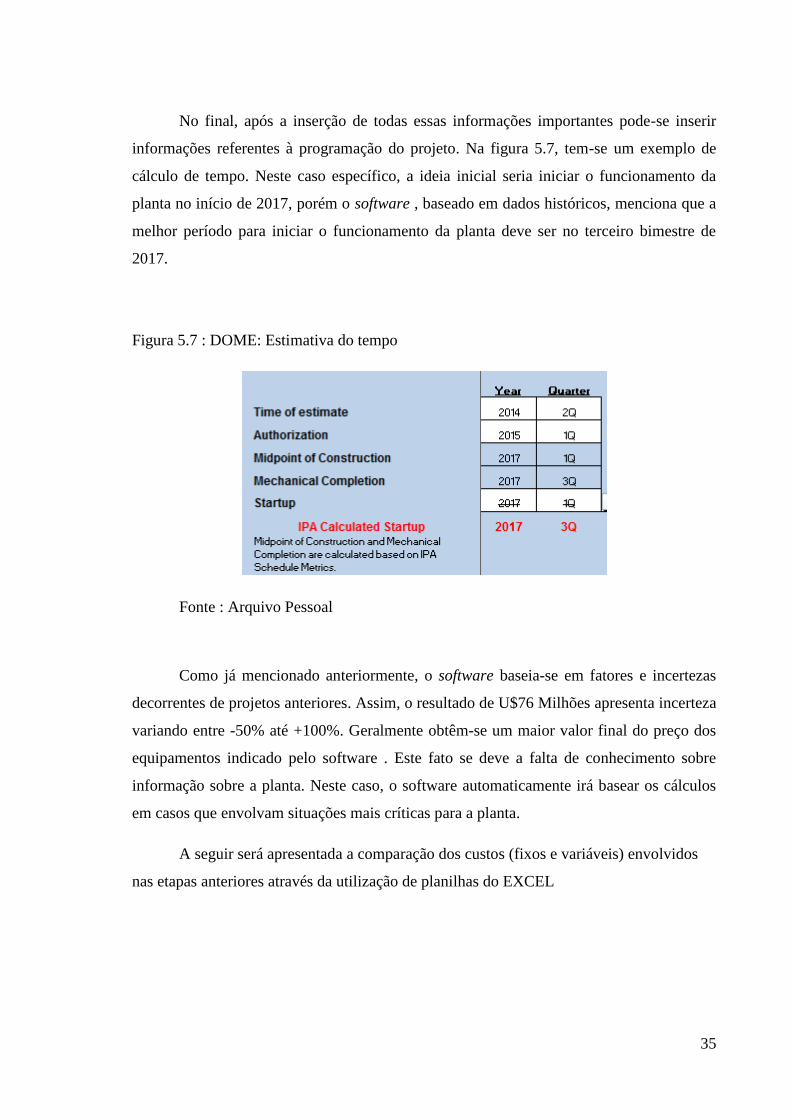
No final, após a inserção de todas essas informações importantes pode-se inserir
informações referentes à programação do projeto. Na figura 5.7, tem-se um exemplo de
cálculo de tempo. Neste caso específico, a ideia inicial seria iniciar o funcionamento da
planta no início de 2017, porém o software , baseado em dados históricos, menciona que a
melhor período para iniciar o funcionamento da planta deve ser no terceiro bimestre de
2017.
Figura 5.7 : DOME: Estimativa do tempo
Fonte : Arquivo Pessoal
Como já mencionado anteriormente, o software baseia-se em fatores e incertezas
decorrentes de projetos anteriores. Assim, o resultado de U$76 Milhões apresenta incerteza
variando entre -50% até +100%. Geralmente obtêm-se um maior valor final do preço dos
equipamentos indicado pelo software . Este fato se deve a falta de conhecimento sobre
informação sobre a planta. Neste caso, o software automaticamente irá basear os cálculos
em casos que envolvam situações mais críticas para a planta.
A seguir será apresentada a comparação dos custos (fixos e variáveis) envolvidos
nas etapas anteriores através da utilização de planilhas do EXCEL
36
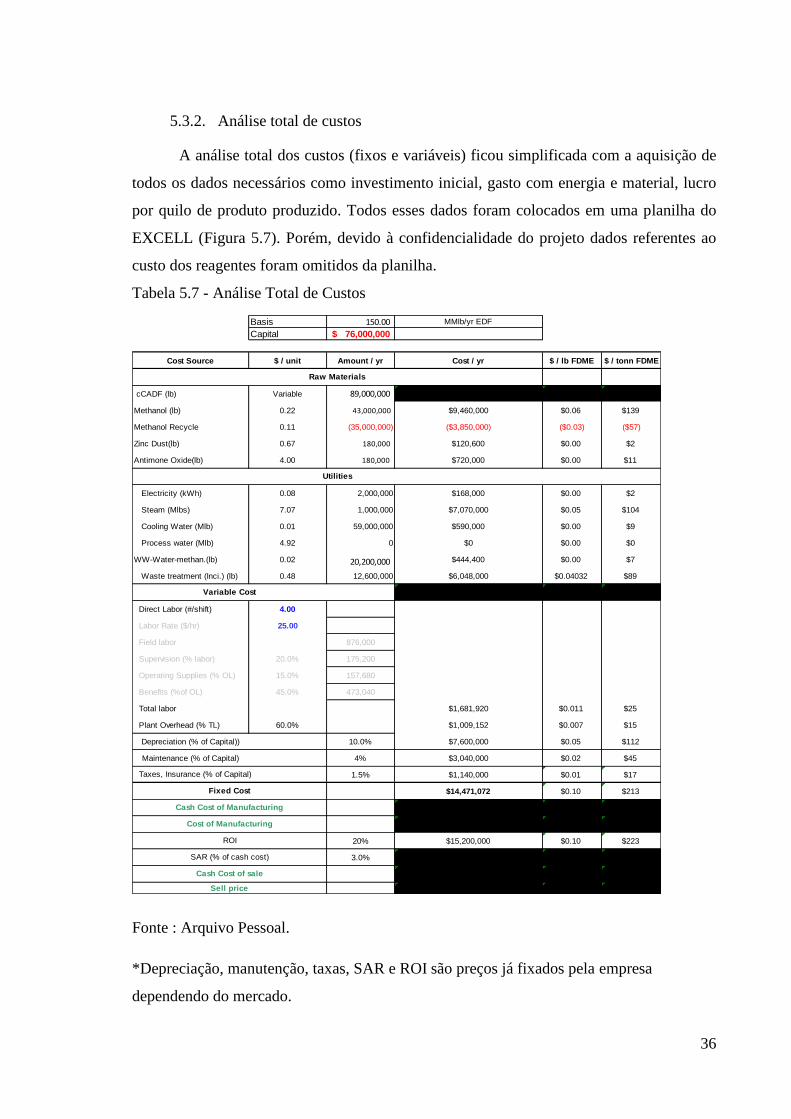
5.3.2. Análise total de custos
A análise total dos custos (fixos e variáveis) ficou simplificada com a aquisição de
todos os dados necessários como investimento inicial, gasto com energia e material, lucro
por quilo de produto produzido. Todos esses dados foram colocados em uma planilha do
EXCELL (Figura 5.7). Porém, devido à confidencialidade do projeto dados referentes ao
custo dos reagentes foram omitidos da planilha.
Tabela 5.7 - Análise Total de Custos
Fonte : Arquivo Pessoal.
*Depreciação, manutenção, taxas, SAR e ROI são preços já fixados pela empresa
dependendo do mercado.
Basis 150.00 MMlb/yr EDF
Capital 76,000,000$
Cost Source $ / unit Amount / yr Cost / yr $ / lb FDME $ / tonn FDME
cCADF (lb) Variable 89,000,000 #VALUE! #VALUE! #VALUE!
Methanol (lb) 0.22 43,000,000 $9,460,000 $0.06 $139
Methanol Recycle 0.11 (35,000,000) ($3,850,000) ($0.03) ($57)
Zinc Dust(lb) 0.67 180,000 $120,600 $0.00 $2
Antimone Oxide(lb) 4.00 180,000 $720,000 $0.00 $11
Electricity (kWh) 0.08 2,000,000 $168,000 $0.00 $2
Steam (Mlbs) 7.07 1,000,000 $7,070,000 $0.05 $104
Cooling Water (Mlb) 0.01 59,000,000 $590,000 $0.00 $9
Process water (Mlb) 4.92 0 $0 $0.00 $0
WW-Water-methan.(lb) 0.02 20,200,000 $444,400 $0.00 $7
Waste treatment (Inci.) (lb) 0.48 12,600,000 $6,048,000 $0.04032 $89
#VALUE! #VALUE! #VALUE!
Direct Labor (#/shift) 4.00
Labor Rate ($/hr) 25.00
Field labor 876,000
Supervision (% labor) 20.0% 175,200
Operating Supplies (% OL) 15.0% 157,680
Benefits (%of OL) 45.0% 473,040
Total labor $1,681,920 $0.011 $25
Plant Overhead (% TL) 60.0% $1,009,152 $0.007 $15
Depreciation (% of Capital)) 10.0% $7,600,000 $0.05 $112
Maintenance (% of Capital) 4% $3,040,000 $0.02 $45
1.5% $1,140,000 $0.01 $17
$14,471,072 $0.10 $213
#VALUE! #VALUE! #VALUE!
#VALUE! #VALUE! #VALUE!
20% $15,200,000 $0.10 $223
3.0% #VALUE! #VALUE! #VALUE!
#VALUE! #VALUE! #VALUE!
#VALUE! #VALUE! #VALUE!
Cash Cost of Manufacturing
Raw Materials
Utilities
Variable Cost
Taxes, Insurance (% of Capital)
Fixed Cost
Cost of Manufacturing
ROI
SAR (% of cash cost)
Cash Cost of sale
Sell price
37
5.4. Busca de alterações para que o processo de produção de polímeros furânicos a
partir de biomassa vegetal seja mais viável tecnicamente e economicamente para a
empresa.
Um estudo minucioso do processo de produção de polímeros furânicos foi realizado
e alguns pontos foram apontados como importantes para a redução de custo. A seguir,
encontra-se uma discussão envolvendo esses pontos críticos no processo e sugestões de
mudança.
Relação metanol/reagente: Essa relação altera significativamente o custo do
processo aumentando-se o número de equipamentos necessários no processo e assim o
custo.
Custo dos rejeitos: Uma quantidade elevada de metanol foi descartada pelo sistema
flasher-condensador-separador localizado logo após o reator. Este sistema não conseguiu
separar eficientemente o metanol da mistura de produtos. Como o custo de incineração dos
rejeitos é muito alto ocorre elevação do custo total. Além desse aspecto, o reciclo do
metanol proporcionou redução nos custos totais.
Alta pressão do reator: A possibilidade de substituir o reator de elevada pressão por
outro de menor pressão reduziria custos de operação. Pois, essa opção exigiria bombas
menores. Para isto, serão necessários mais estudos laboratoriais.
Investimento Inicial: Ao modelarmos na planilha do Excel custos de investimentos
fictícios em valores dobrados (cerca de 150 Milhões de dólares) ou com valores pela
metade (cerca de 35 milhões de dólares) dos valores inicialmente obtidos (76 Milhões de
dólares) observou-se uma alteração de custo final de ±3 centavos. Esse fato, mostrou que o
investimento inicial não alterou os resultados em longo prazo. No entanto, o importante
para o processo será produzir com menor custo associado com menor perda de reagentes
devido aos custos variáveis serem muito mais importantes que o preço do investimento
inicial.
Utilidades: Muito vapor de água e água de resfriamento foram gastos pelo sistema
flasher-condensador-separador isso fez com que o custo das utilidades subisse
significantemente.
38
5.4.1. Modificações do processo
Através da análise de custo do processo foi possível verificar que o sistema flasher-
condensador-separador aumentava muito os custos por ser um sistema altamente
ineficiente. Assim, foi necessário buscar uma alternativa economicamente viável para esse
sistema. Após verificação cautelosa concluiu-se que uma coluna de destilação em torre
poderia ser uma solução viável mesmo que ela não tenha sido utilizada na versão teste
deste modelamento. Este fato foi observado através de uma nova modelagem através do
software Aspen Plus. A Figura 5.8 está representando este novo modelamento.
39
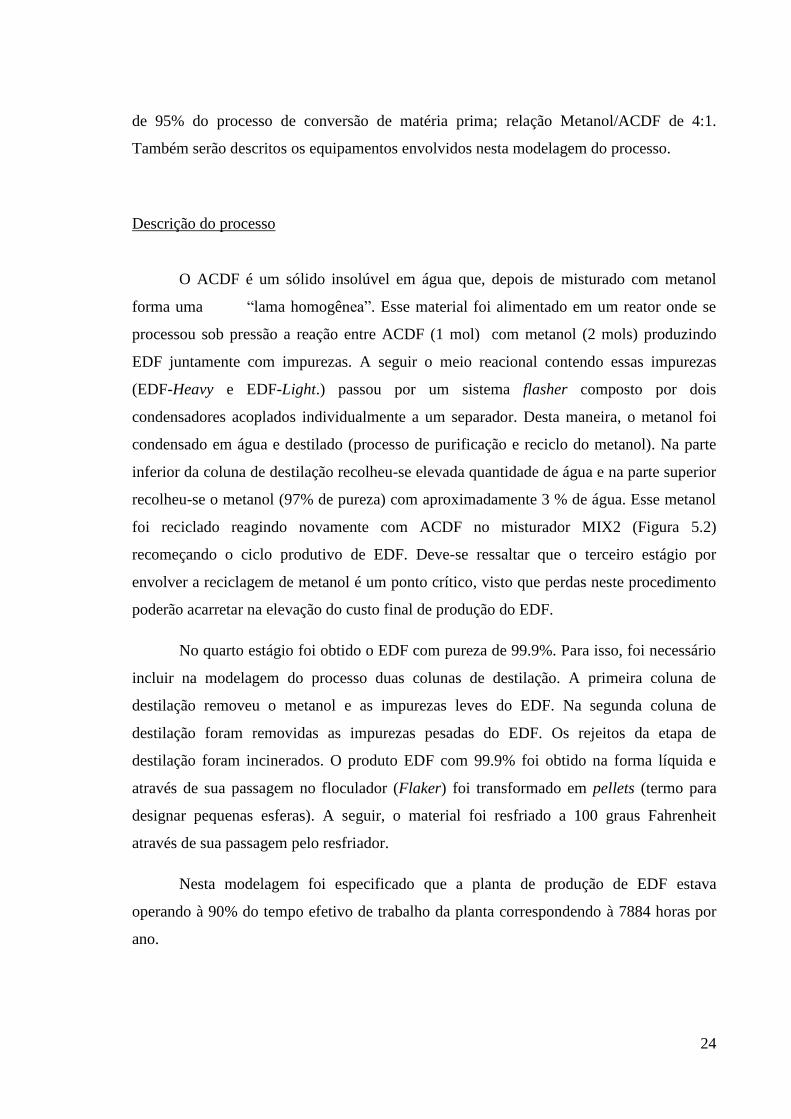
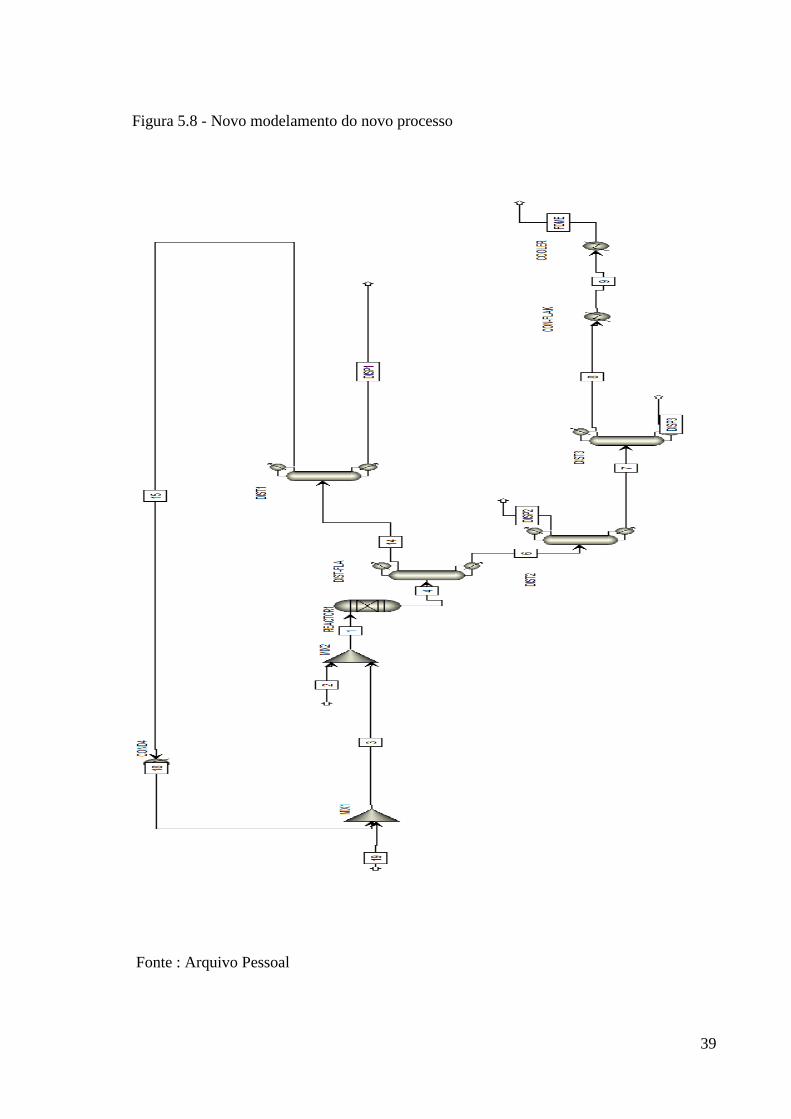
Figura 5.8 - Novo modelamento do novo processo
Fonte : Arquivo Pessoal
40
O novo modelamento incluindo uma coluna de destilação em torre chamada de
“DIST-FLA” contem 40 estágios com uma relação de refluxo(do topo) 1 e com uma
relação de fervura de 2 para 1 (referente ao reciclo da base). A pressão do condensador
dessa coluna foi de 300 psia e o modelo utilizado possuia uma caldeira tipo Kettle. O
cálculo utilizado usa o método RadFrac.
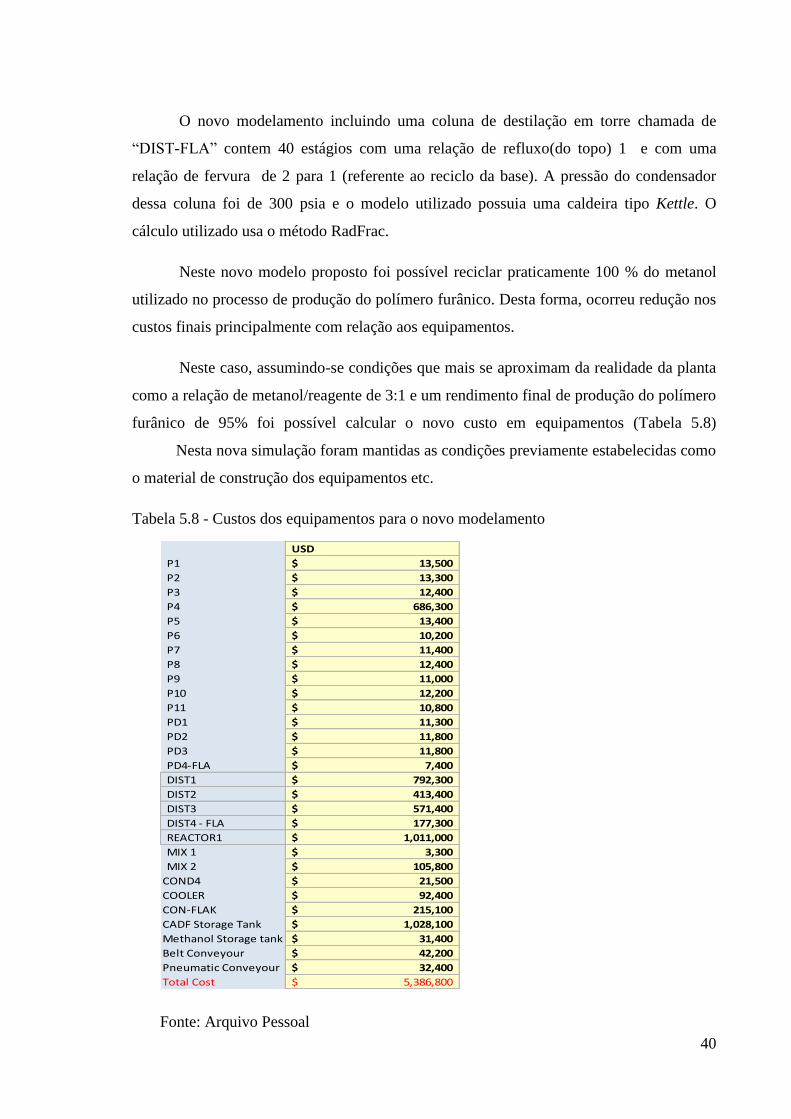
Neste novo modelo proposto foi possível reciclar praticamente 100 % do metanol
utilizado no processo de produção do polímero furânico. Desta forma, ocorreu redução nos
custos finais principalmente com relação aos equipamentos.
Neste caso, assumindo-se condições que mais se aproximam da realidade da planta
como a relação de metanol/reagente de 3:1 e um rendimento final de produção do polímero
furânico de 95% foi possível calcular o novo custo em equipamentos (Tabela 5.8)
Nesta nova simulação foram mantidas as condições previamente estabelecidas como
o material de construção dos equipamentos etc.
Tabela 5.8 - Custos dos equipamentos para o novo modelamento
Fonte: Arquivo Pessoal
USD
P1 13,500$
P2 13,300$
P3 12,400$
P4 686,300$
P5 13,400$
P6 10,200$
P7 11,400$
P8 12,400$
P9 11,000$
P10 12,200$
P11 10,800$
PD1 11,300$
PD2 11,800$
PD3 11,800$
PD4-FLA 7,400$
DIST1 792,300$
DIST2 413,400$
DIST3 571,400$
DIST4 - FLA 177,300$
REACTOR1 1,011,000$
MIX 1 3,300$
MIX 2 105,800$
COND4 21,500$
COOLER 92,400$
CON-FLAK 215,100$
CADF Storage Tank 1,028,100$
Methanol Storage tank 31,400$
Belt Conveyour 42,200$
Pneumatic Conveyour 32,400$
Total Cost 5,386,800$
41
Como resultado foi possível observar que no novo modelamento ocorreu 67 % de
redução nos custos de equipamentos em relação ao sistema anteriormente modelado. Além
de apresentar redução de 9% com relação ao custo total e 26% em relação ao custo de
conversão de matéria prima. É importante salientar que esta nova alternativa também
reduziu perdas em água e metanol concomitantemente com redução de 43% no custo de
tratamento de rejeitos. Desta forma, a seguir será apresentado uma nova análise
comparativa entre as principais modelagens do processo através de uma nova análise de
cenários.
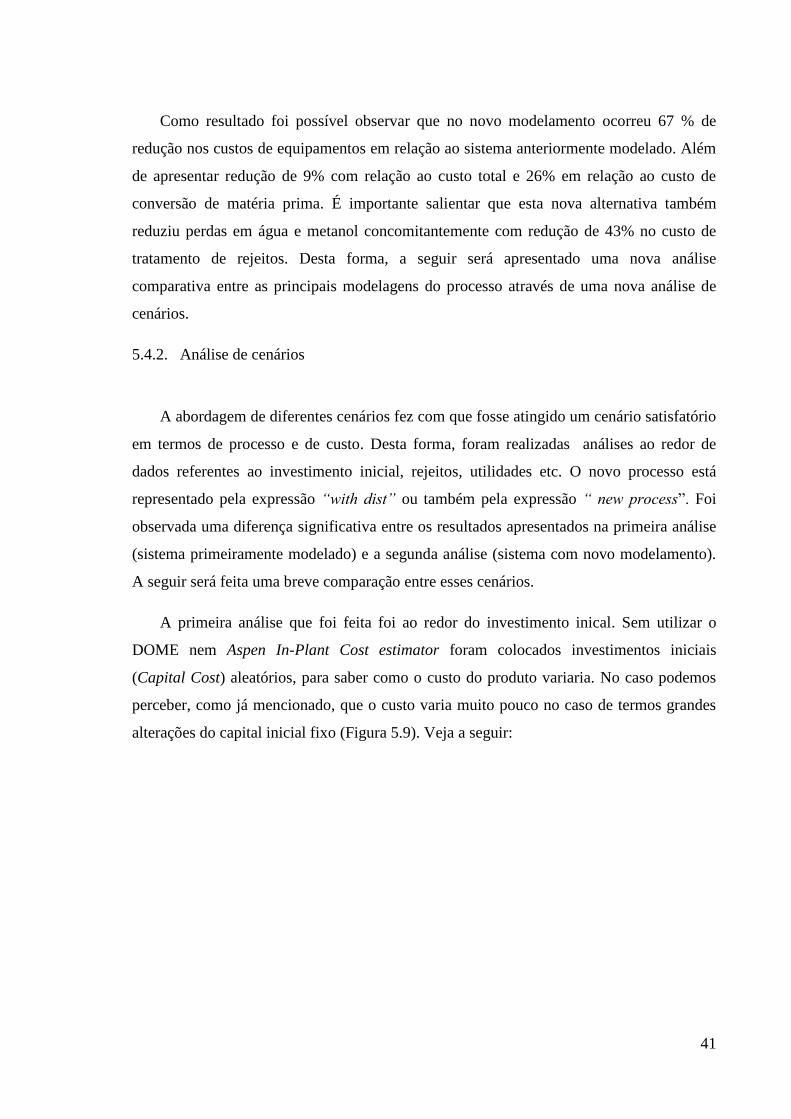
5.4.2. Análise de cenários
A abordagem de diferentes cenários fez com que fosse atingido um cenário satisfatório
em termos de processo e de custo. Desta forma, foram realizadas análises ao redor de
dados referentes ao investimento inicial, rejeitos, utilidades etc. O novo processo está
representado pela expressão “with dist” ou também pela expressão “ new process”. Foi
observada uma diferença significativa entre os resultados apresentados na primeira análise
(sistema primeiramente modelado) e a segunda análise (sistema com novo modelamento).
A seguir será feita uma breve comparação entre esses cenários.
A primeira análise que foi feita foi ao redor do investimento inical. Sem utilizar o
DOME nem Aspen In-Plant Cost estimator foram colocados investimentos iniciais
(Capital Cost) aleatórios, para saber como o custo do produto variaria. No caso podemos
perceber, como já mencionado, que o custo varia muito pouco no caso de termos grandes
alterações do capital inicial fixo (Figura 5.9). Veja a seguir:
42
Figura 5.9 - Análise em torno do investimento inicial
Fonte : Arquivo pessoal
A diferença de custo processo mais caro para o mais barato é cerca de 20%, e que
uma diferença de 50 milhões de investimento inicial alterará o custo do produto de 2 a
3 centavos americanos por libra, o que é considerado muito baixo.
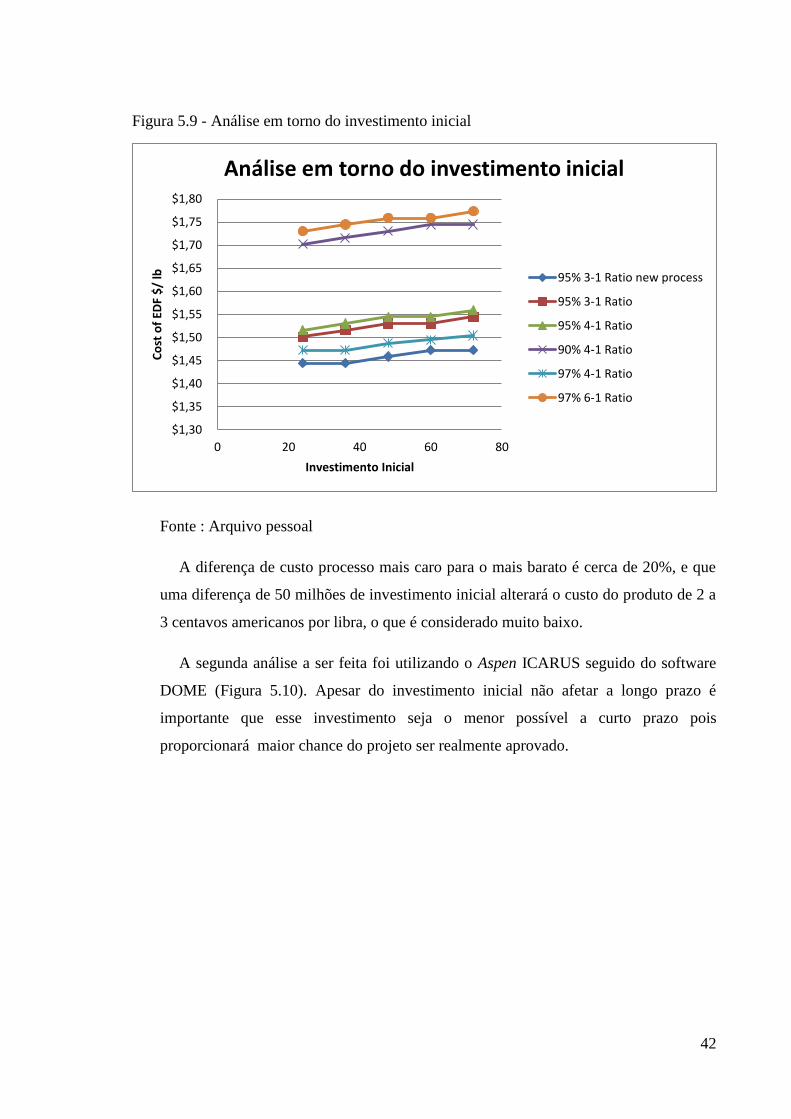
A segunda análise a ser feita foi utilizando o Aspen ICARUS seguido do software
DOME (Figura 5.10). Apesar do investimento inicial não afetar a longo prazo é
importante que esse investimento seja o menor possível a curto prazo pois
proporcionará maior chance do projeto ser realmente aprovado.
$1,30
$1,35
$1,40
$1,45
$1,50
$1,55
$1,60
$1,65
$1,70
$1,75
$1,80
0 20 40 60 80
Co
st o
f ED
F $
/ lb
Investimento Inicial
Análise em torno do investimento inicial
95% 3-1 Ratio new process
95% 3-1 Ratio
95% 4-1 Ratio
90% 4-1 Ratio
97% 4-1 Ratio
97% 6-1 Ratio
43
Figura 5.10 - Análise DOME em torno dos diferentes cenários
Fonte : Arquivo pessoal
Na Figura 5.10 observa-se que a relação metanol/reagente é importantíssima para a
redução dos custos de equipamento e consequentemente do investimento inicial.
Quanto menor a relação metanol/reagente, menor deverá ser o número de
equipamentos a serem utilizados para o mesmo volume de produção.
Consequentemente, o investimento será menor na construção da planta química.
Anteriormente, foram mencionados outros fatores preocupantes como: o custo total
dos rejeitos e o custo das utilidades. Nestes casos, o vapor de água é a utilidade que
mais preocupa em termos econômicos. Assim, também foram realizadas análises em
torno desse fator.
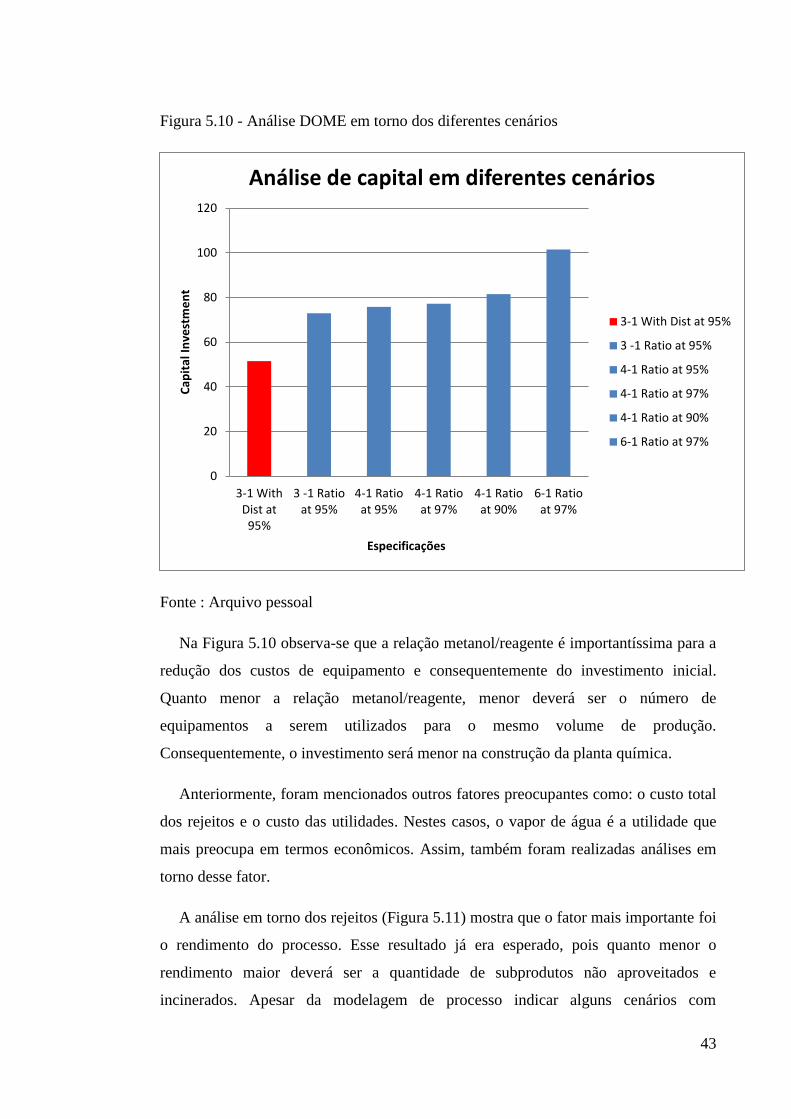
A análise em torno dos rejeitos (Figura 5.11) mostra que o fator mais importante foi
o rendimento do processo. Esse resultado já era esperado, pois quanto menor o
rendimento maior deverá ser a quantidade de subprodutos não aproveitados e
incinerados. Apesar da modelagem de processo indicar alguns cenários com
0
20
40
60
80
100
120
3-1 WithDist at95%
3 -1 Ratioat 95%
4-1 Ratioat 95%
4-1 Ratioat 97%
4-1 Ratioat 90%
6-1 Ratioat 97%
Cap
ital
In
vest
me
nt
Especificações
Análise de capital em diferentes cenários
3-1 With Dist at 95%
3 -1 Ratio at 95%
4-1 Ratio at 95%
4-1 Ratio at 97%
4-1 Ratio at 90%
6-1 Ratio at 97%
44
rendimento de 97%, não se acredita na possibilidade de rendimentos acima de 95%.
Entretanto a nova modelagem apresentou-se competitiva mesmo em comparação ao
processo antigo modelado com rendimento de 97%.
Figura 5.11 - Análise em torno do custo dos rejeitos por cenário
Fonte : Arquivo pessoal
A próxima análise relacionou-se ao preço do vapor. Nessa análise temos o custo
extremamente relacionado à relação metanol/reagente (Figura 5.12).
$-
$0,02
$0,04
$0,06
$0,08
$0,10
$0,12
$0,14
$0,16
$0,18
3-1 WithDist at 95%
3 -1 Ratioat 95%
4-1 Ratio at95%
4-1 Ratio at90%
4-1 Ratio at97%
Custo dos rejeitos por libra de EDF
3-1 With Dist at 95%
3 -1 Ratio at 95%
4-1 Ratio at 95%
4-1 Ratio at 90%
4-1 Ratio at 97%
45
Figura 5.12 - Análise da quantidade de vapor de água necessário para cada cenário
Fonte : Arquivo Pessoal
Na relação de 6 para 1 (Figura 5.12) pode-se observar um extraordinário aumento
na necessidade de vapor para aquecer todo o sistema. Nesse caso, como fatores
secundários tem-se o rendimento e também a implementação da nova modelagem que
possibilita a redução do uso de vapor no sistema.
Na comparação com a modelagem de processo que apresentou menor eficiência
observou-se que a quantidade de vapor foi reduzida à metade e reduzida cerca de 20 % sob
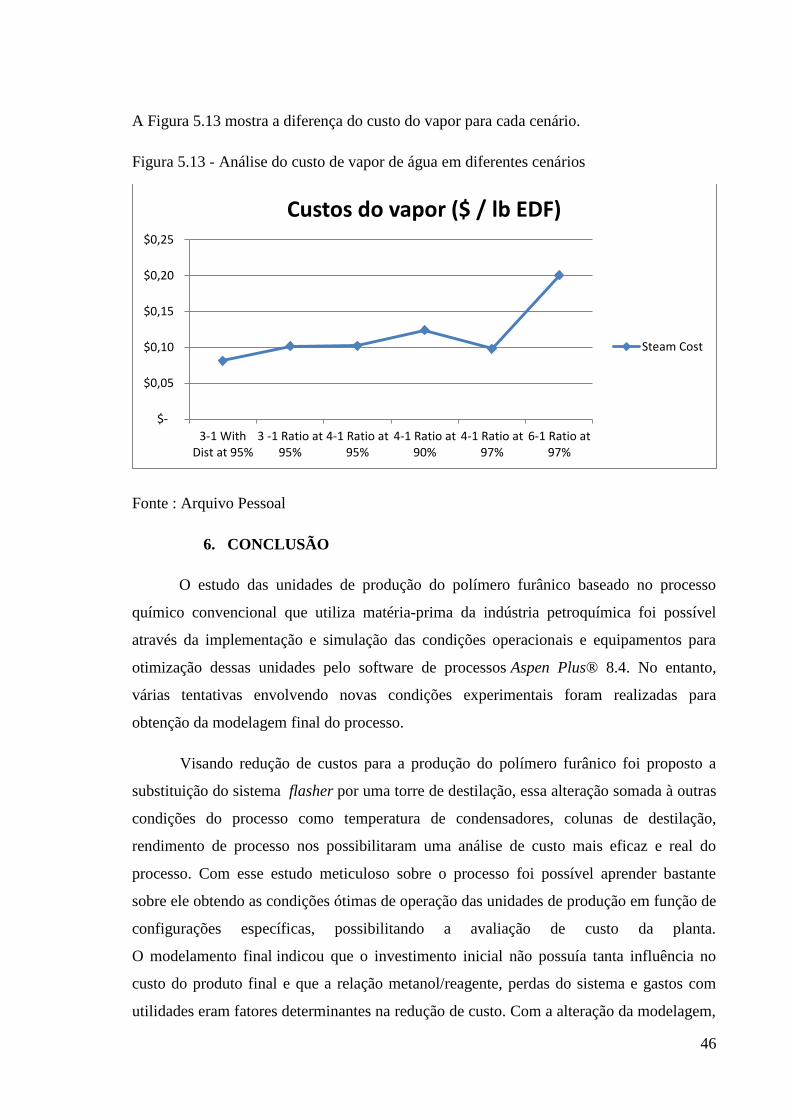
as mesmas condições se comparada ao modelamento no sistema flasher. Quanto menor o
vapor utilizado menor o custo visto que o custo do vapor é altíssimo se comparado a outras
utilidades.O preço do vapor é de U$7,07 / lb. Veja a seguir a mesma análise, porém agora
utilizando os valores em dólares na figura 5.13.
-
50.0.00
100.0.00
150.0.00
200.0.00
250.0.00
300.0.00
350.0.00
400.0.00
3-1 With Distat 95%
3 -1 Ratio at95%
4-1 Ratio at95%
4-1 Ratio at90%
4-1 Ratio at97%
6-1 Ratio at97%
Vapor (lb/hr)
46
A Figura 5.13 mostra a diferença do custo do vapor para cada cenário.
Figura 5.13 - Análise do custo de vapor de água em diferentes cenários
Fonte : Arquivo Pessoal
6. CONCLUSÃO
O estudo das unidades de produção do polímero furânico baseado no processo
químico convencional que utiliza matéria-prima da indústria petroquímica foi possível
através da implementação e simulação das condições operacionais e equipamentos para
otimização dessas unidades pelo software de processos Aspen Plus® 8.4. No entanto,
várias tentativas envolvendo novas condições experimentais foram realizadas para
obtenção da modelagem final do processo.
Visando redução de custos para a produção do polímero furânico foi proposto a
substituição do sistema flasher por uma torre de destilação, essa alteração somada à outras
condições do processo como temperatura de condensadores, colunas de destilação,
rendimento de processo nos possibilitaram uma análise de custo mais eficaz e real do
processo. Com esse estudo meticuloso sobre o processo foi possível aprender bastante
sobre ele obtendo as condições ótimas de operação das unidades de produção em função de
configurações específicas, possibilitando a avaliação de custo da planta.
O modelamento final indicou que o investimento inicial não possuía tanta influência no
custo do produto final e que a relação metanol/reagente, perdas do sistema e gastos com
utilidades eram fatores determinantes na redução de custo. Com a alteração da modelagem,
$-
$0,05
$0,10
$0,15
$0,20
$0,25
3-1 WithDist at 95%
3 -1 Ratio at95%
4-1 Ratio at95%
4-1 Ratio at90%
4-1 Ratio at97%
6-1 Ratio at97%
Custos do vapor ($ / lb EDF)
Steam Cost
47
tivemos um processo diferente o qual foi muito mais eficaz do aspecto econômico para a
empresa que proporcionou como resultado redução nos custos de equipamentos em
relação ao sistema anteriormente modelado , além de de redução em relação ao custo de
conversão de matéria prima.
É importante salientar que esta nova alternativa também reduziu perdas em água e
metanol concomitantemente com redução no custo de tratamento de rejeitos. Desta forma,
conclui-se que os resultados deste trabalho foram satisfatórios permitindo a continuidade
do projeto pela empresa. Os softwares utilizados neste trabalho foram eficientes. No
entanto, recomenda-se a realização de uma análise mais profunda em outros parâmetros,
que não foram abordados, como buscar usos alternativos para os subprodutos do processo
afim de diminuir a geração de rejeitos. Este novo estudo poderá aumentar ainda mais o
rendimento da planta. Para que os resultados deste trabalho possam ser certificados de sua
possibilidade de implementação sugeriu-se que o modelo proposto fosse realizado em uma
planta piloto.
48
REFERÊNCIAS BIBLIOGRÁFICAS
ARANTES V, SADDLER JN. Access to cellulose limits the efficiency of enzymatic
hydrolysis: the role of amorphogenesis. Biotechnol Biofuels 2010;3-4:1e11
ASPEN TECH , Process Industry Leadership. Disponível em :
<http://www.aspentech.com/Company/Process-Industry-Leadership/ > acessado em
08/09/2014 .
DUPONT AND TATE & LYLE , Dupont Tate & Lyle bio products begin bio-pdo
production in Tenesse. Disponível em : < http://www.duponttateandlyle.com/news_112706
>acessado em 18/10/2014.
FIPECAFI , Disponível em <http://www.fipecafi.org/> Acessado em 05/10/2014
FREITAS, P. J. F. F. , Introdução à Modelagem e Simulação de Sistemas Com Aplicações
Arena - 2ª Ed. - Paulo José Freitas Filho , 2008
HENDGES, A. S. A Reciclagem do PET no Brasil
<http://www.revistaecologica.com/producao-utilizacao-descarte-e-reciclagem-do-pet-no-
brasil/ > . Acessado em 1/10/2014
KNAUF M, MONIRUZZAMAN M. Lignocellulosic biomass processing: a perspective.
Int Sugar J 2004; 106:147e50
KEVIN S. , PREETI S. , ASHISH P. Terephthalate(DMT ) and Terephthalic Acid (TPA)
(695.4020) , September 2013
LAWFORD, H.G., ROUSSEAU, J.D. Effects of pH Acetic Acid on Glucose and Xylose
Metabolism by a Genitically Engineered Ethanologenic Escherichia coli. Applied
Biochemistry and Biotechnology, v.39/40, p. 301-322, 1993.
LEGRAZIE R. Planejamento , Modelagem e Simulacão na Engenharia. Disponível em : <
http://engenho.info/docs/Materiais/2012/rodrigo_legrazie/Planejamento_Modelagem_e_Si
mulacao_na_Engenharia.pdf >. Acessado em 5/18/2014
LEWIN, M. Wood Structure and Composition, Marcel Dekker, August 1991.
LLOYD M. E. , FUMIHIKO Y. Report “Terephthalic Acid and Dimethyl Terephthalate”
from “Process Economics Program” August/1976
NIMZ, H.H., CASTEN, R. Chemical Processing of Lignocellulosics. Hols als roh-und
werstoff, Berlin, v. 44, p. 207-212,1986.
49
PALMQVIST, E., HAHN-HÄGERDAL, B. Fermentation of lignocellulosic hydrolysates.
I: inhibition and detoxification. Bioresource Technology, v.74, n.1,p.17-24, August 2000.
PRIMOYUFERA, E., C. GILTORTOSA, and F. GARCIABREIJO, 1995, HYDROLYSIS
OF CORN-COB LIGNOCELLULOSIC RESIDUE FROM PENTOSE PREPARATION:
Bioresource Technology, v. 52, p. 1-4.
RIBEIRO, P. R., CARVALHO, J.R.M., GERIS, R “ Furfural – da biomassa ao laboratório
de química orgânica” Quim. Nova, Vol. XY, No. 00, 1-6, 2012
Sjöström, E. (1993). Wood Chemistry. Fundamentals and Applications, 2nd edition,
Academic Press, San Diego, CA, USA, 293 p.
SOFTEXPERT , Otimização de Performance . Disponível em :
<http://www.softexpert.com.br/otimizacao-performance.php >. Acessado em 08/09/2014
SYSPRICE , Gestão Financeira – Business Performance Management Disponível em
<http://www.sysprice.com.br/pt-br/servicos/gestao-financeira/planejamento-e-modelagem-
economica-financeira.html acessado em 08/09/2014 > . Acessado em 08/09/2014
UNISUL , Grupo de sistemas integrados de gestão , Disponível em:
<http://inf.unisul.br/~gsig/modelagem-de-processos-de-neg%C3%B3cio > . Acessado em
08/09/2014