Beneficiamento do leite - UFG · 2 => esterelização da face interna ¾Soldagem horizontal...
41
Beneficiamento do leite Recepção
Transcript of Beneficiamento do leite - UFG · 2 => esterelização da face interna ¾Soldagem horizontal...

Beneficiamento do leite
Recepção
Seleção do leiteProvas de plataforma
Provas sensoriais: aspectos visuais e aroma
Prova do alizarol: leite deve ser estável alizarol 72%v/v
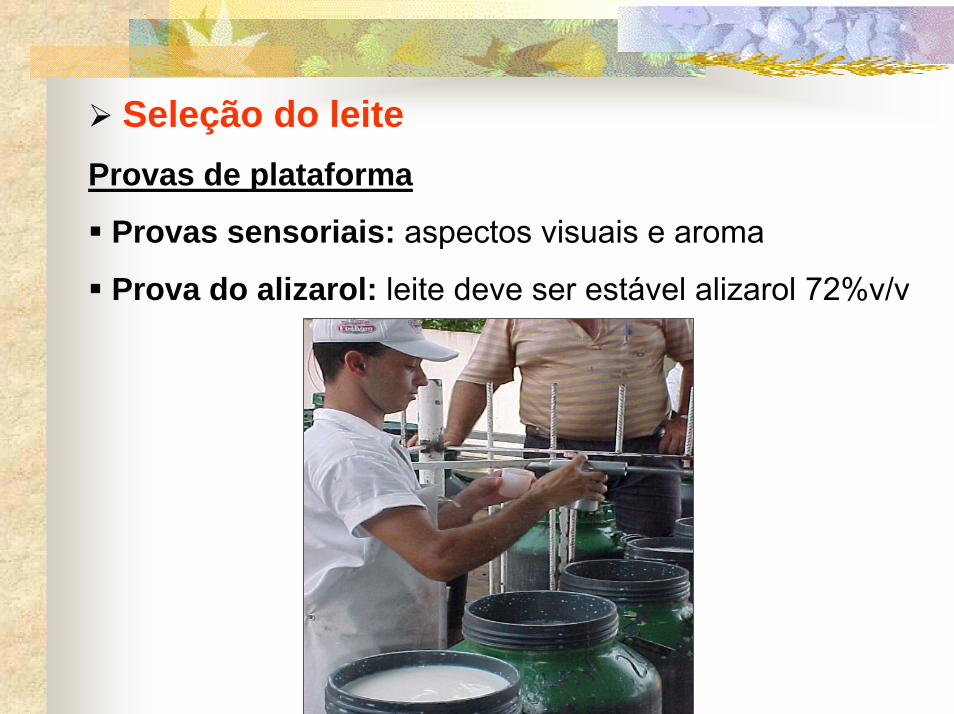
Características de um leite normal
• Densidade: 1,028 a 1,034 g/mL a 15º C
• Ponto de Congelamento ou índice crioscópico: - 0,512 a – 0,550, com média de – 0,522 º C• pH: 6,5 a 6,7
• Acidez titulável: 0,14 a 0,18 g de ácido láctico/100 mL (LANARA/MA, 1981)
Prova de densidade: 1,028 a 1,034 g/mL a 15oC
Prova da crioscopia: - 0,512 a – 0,550, média de – 0,522 ºC
Provas de presença de antimicrobianos:
•Antibióticos
• Defensivos agrícolas
• H2O2
• Formol
• e outros
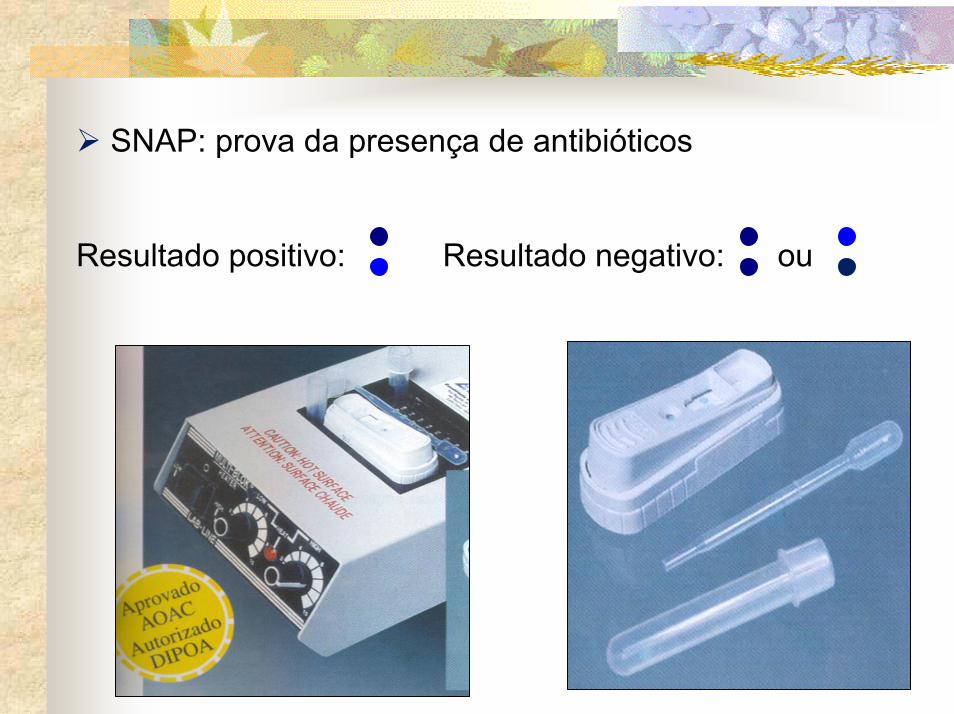
SNAP: prova da presença de antibióticos
Resultado positivo: Resultado negativo: ou

Coagem

Filtração
Clarificação
Operação de centrifugação que visa retirar bactérias,
células somáticas do leite e sedimentos (pêlo, terra,
partículas vegetais e outros)
Bactofugação
Remoção de microrganismos por centrifugação
Bactofugação

Resfriamento e estocagem do leite cruEntre 2ºC a 4ºC
Estocagem
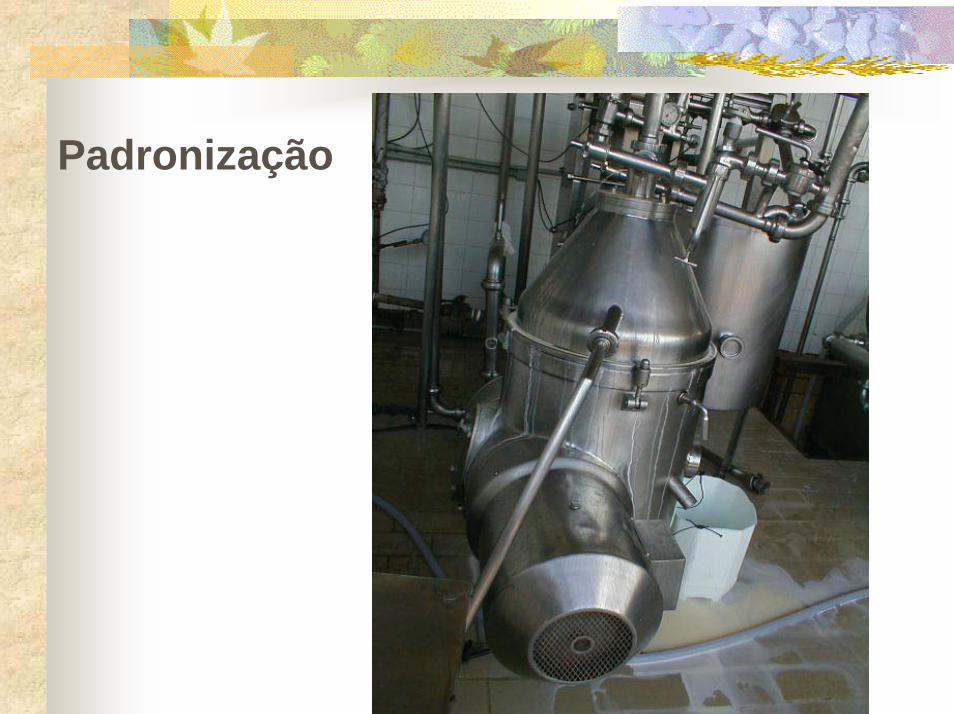
Padronização
Retirada parcial da gordura do leite por desnatadeiras
centrífugas
O leite tipo C e UHT é padronizado com 3% de gordura. O
laticínio usa para si o creme retirado para a fabricação de
manteiga,requeijão, etc.
Padronização
HomogeneizaçãoTemperatura acima de 54ºC
Rompimento do glóbulo de gordura por pressão ou ultra-som em frações menores
Vantagens:
• evita a separação da gordura (transporte, armazenagem, leite UHT);
• torna o leite mais branco e mais saboroso
Desvantagens:
• dificulta o desnate posterior
• aumenta a sensibilidade à luz e às lipases
• diminui a estabilidade das proteínas ao calor
PasteurizaçãoTanques encamisados
Injetor de vapor
Ejetor de vapor
Tubulares
PlacasLenta – 65°C/30 min
BINÔMIOS
Injeção de vapor – 68-79°C/5 min
Ejetor de Vapor – 69 –70°C
Rápida (HTST, Placas) – 72°- 75°C/14-16sg
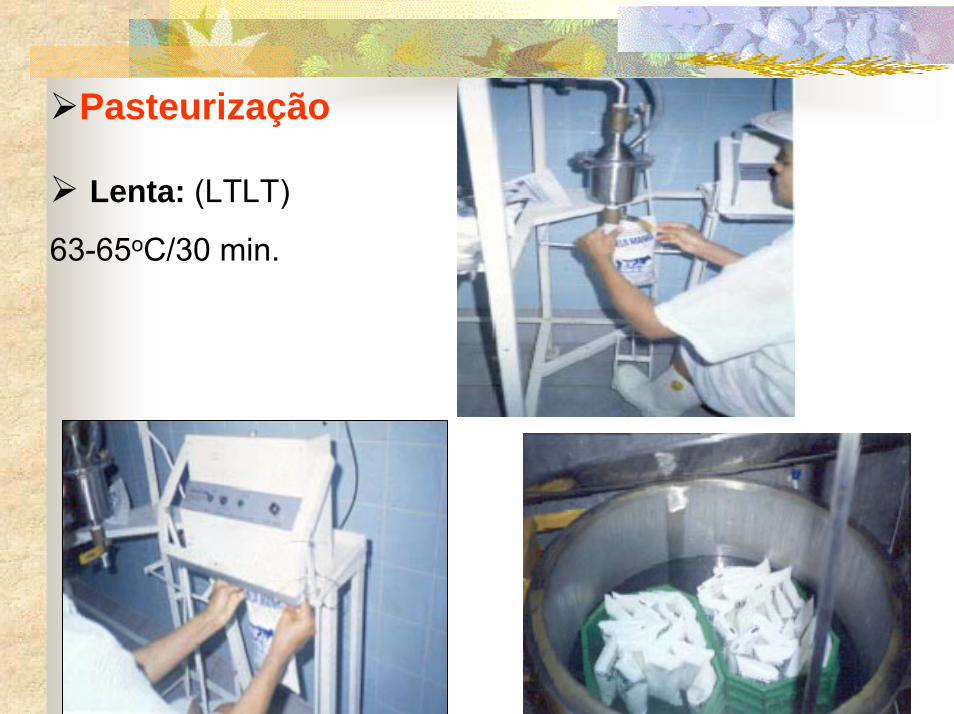
Pasteurização
Lenta: (LTLT)
63-65oC/30 min.

Injeção de vapor
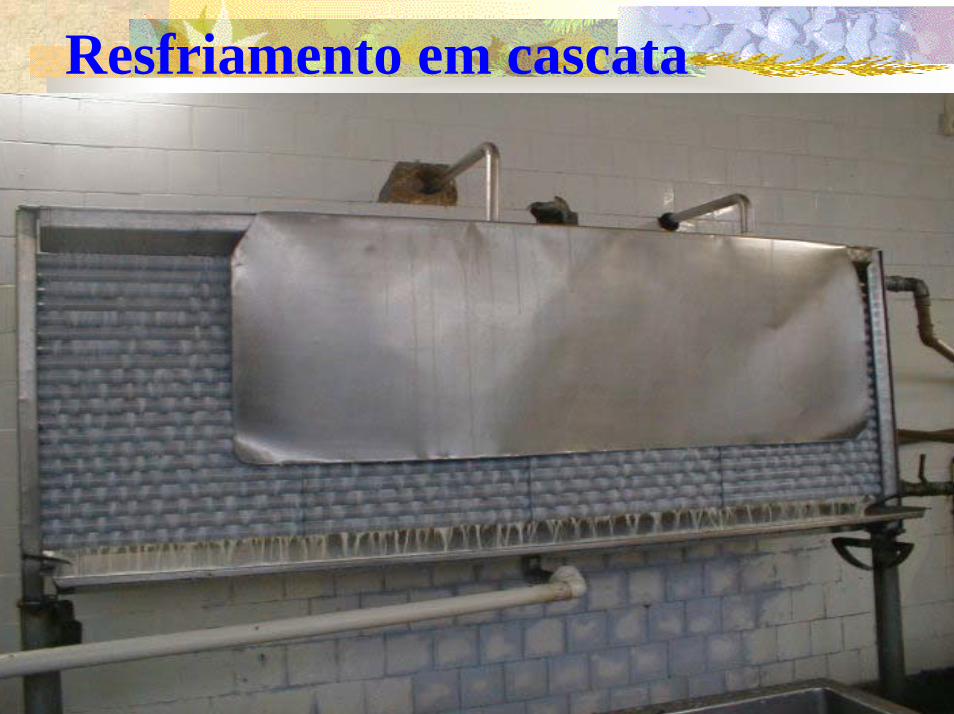
Resfriamento em cascata
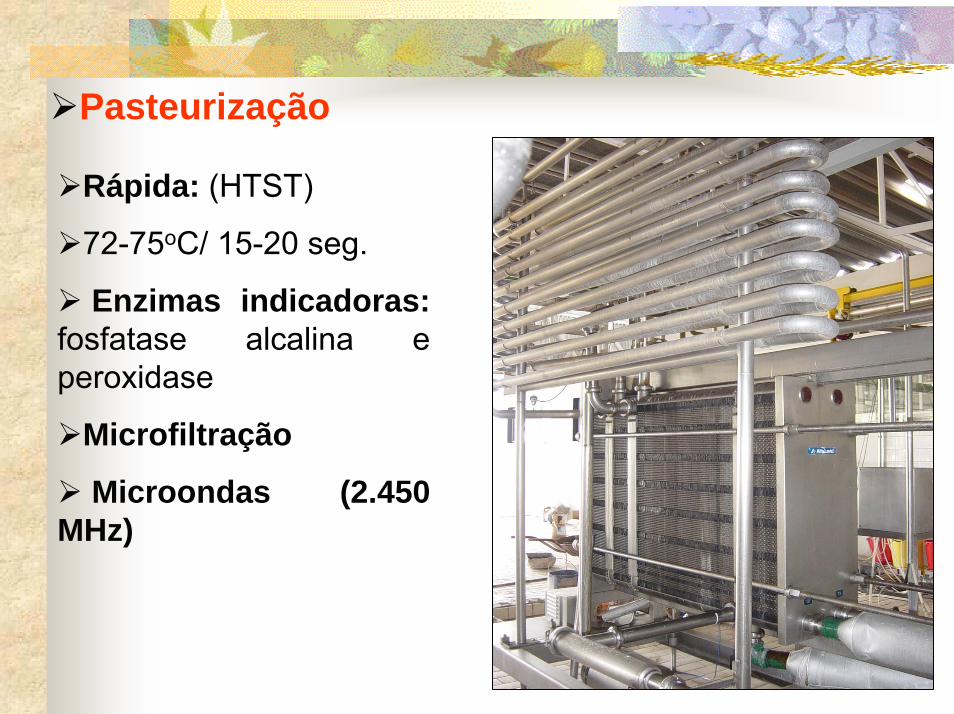
Pasteurização
Rápida: (HTST)
72-75oC/ 15-20 seg.
Enzimas indicadoras:fosfatase alcalina e peroxidase
Microfiltração
Microondas (2.450 MHz)
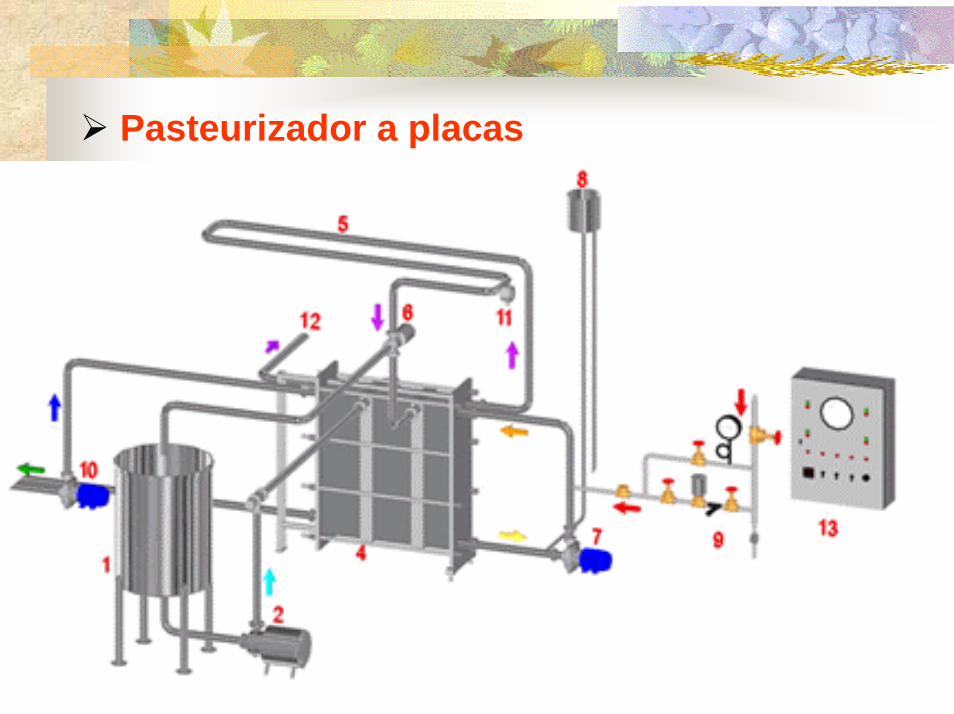
Pasteurizador a placas
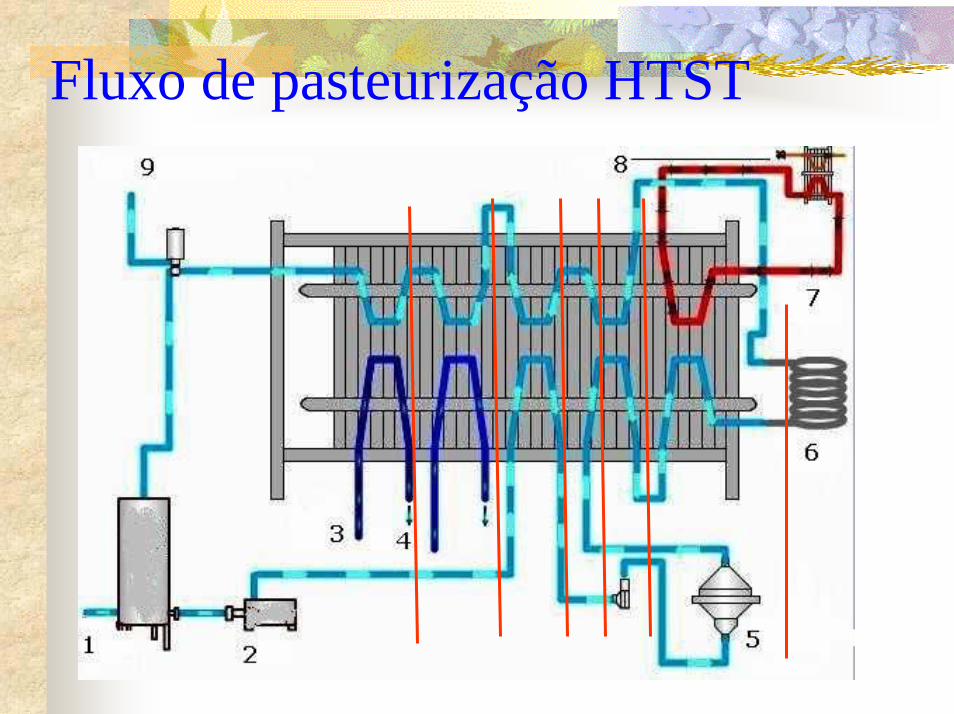
Fluxo de pasteurização HTST

Sala de pasteurização

Sala de pasteurização
ResfriamentoImediato, no próprio pasteurizador a 4ºC
EstocagemDestino…
Envase do leite pasteurizado: Em menor tempo possível
Polietileno de alta densidade em três camadas
Polietileno e cloreto de polivinilideno
Ultrapasteurização
➥LEITE UHT: produzido nas mesmas condições do leite C
Deve ser homogeneizado assepticamente
Sofrer tratamento térmico entre 130°C e150 °C / 2-4 seg.
Pode ser denominado “Longa Vida” (ou UATou UHT)
“Comercialmente estéril”
Quanto ao teor de gordura:
➥Integral: 3,0%
➥Semi-desnatado: 0,6-2,9%
➥Desnatado: máx. 0,5%

Leite UHT
Pré-aquecimento: 80°C/ 20seg. em trocador de calor de tubos múltiplos.
Leite UHT
Aquecimento: Sistema indireto: trocador de calor de tubos múltiplos
ou a placas
Sistema direto: vapor a alta pressão na linha de produção (asséptica)
↑ temp. instantaneamente a 150°C sem ebulição
Câmara de vácuo (sucção e condensação a 81°C): p/ retirar a água injetada (vapor)
Resfriamento a 20°C: por trocador de calor de tubos múltiplos.

UltrafreshBactofugação + tratamento térmico
Legislação
Portaria nº 370, de 4 setembro de 1997
Envase AssépticoNa envasadora asséptica Tetra-Pak: chapa de
embalagem esterilizada com H2O2 [30-35%]
A envasadora dobra a embalagem em forma de tubo.
Uma resistência aquece a face interna do tubo => vapor de H2O2 => esterelização da face interna
Soldagem horizontal
Enchimento com leite estéril e fechamento da embalagem de um litro
Injeção de ar estéril sobre pressão no ambiente de enchimento => assepsia do processo


Envase Asséptico
Embalagem com baixa resistência térmica
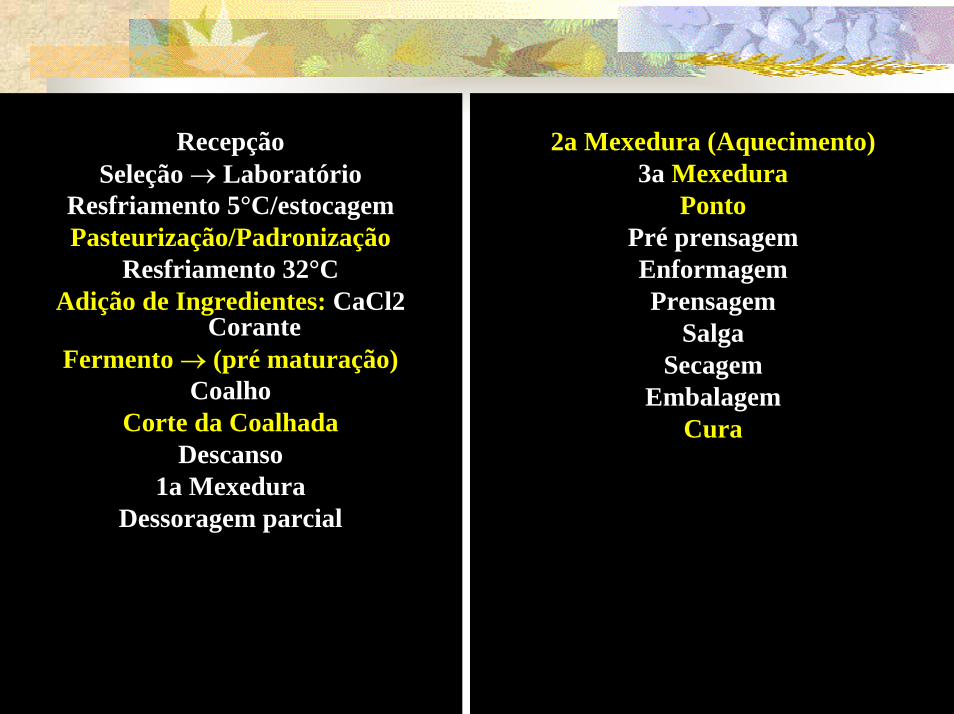
RecepçãoSeleção → Laboratório
Resfriamento 5°C/estocagemPasteurização/Padronização
Resfriamento 32°CAdição de Ingredientes: CaCl2
CoranteFermento → (pré maturação)
CoalhoCorte da Coalhada
Descanso1a Mexedura
Dessoragem parcial
2a Mexedura (Aquecimento)3a Mexedura
PontoPré prensagem EnformagemPrensagem
SalgaSecagem
EmbalagemCura
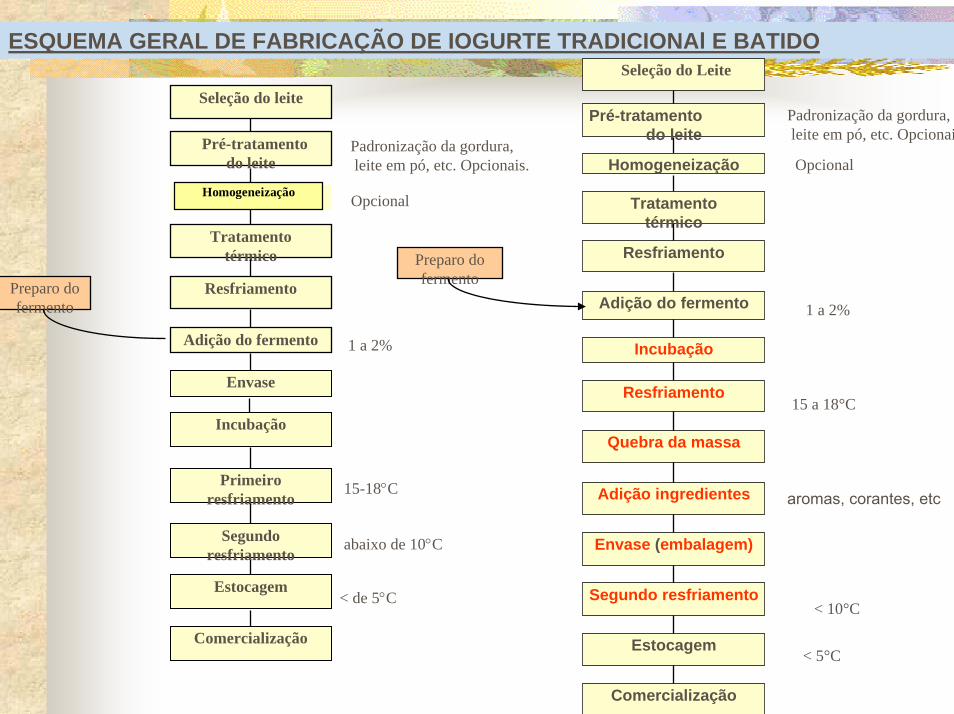
Pré-tratamentodo leite
Padronização da gordura,leite em pó, etc. Opcionais.
Opcional
Tratamento térmico
Resfriamento
Adição do fermento 1 a 2%
Preparo do fermento
Envase
Incubação
Primeiroresfriamento
Segundo resfriamento
Estocagem
Comercialização
< de 5°C
abaixo de 10°C
15-18°C
Seleção do leite
Homogeneização
ESQUEMA GERAL DE FABRICAÇÃO DE IOGURTE TRADICIONAl E BATIDO
Pré-tratamentodo leite
Homogeneização
Tratamento térmico
Resfriamento
Adição do fermento
Incubação
Quebra da massa
Adição ingredientes
Envase (embalagem)
Segundo resfriamento
Estocagem
Comercialização
Seleção do Leite
Preparo do fermento
Padronização da gordura,leite em pó, etc. Opcionai
Opcional
1 a 2%
Resfriamento15 a 18°C
< 5°C
< 10°C
aromas, corantes, etc
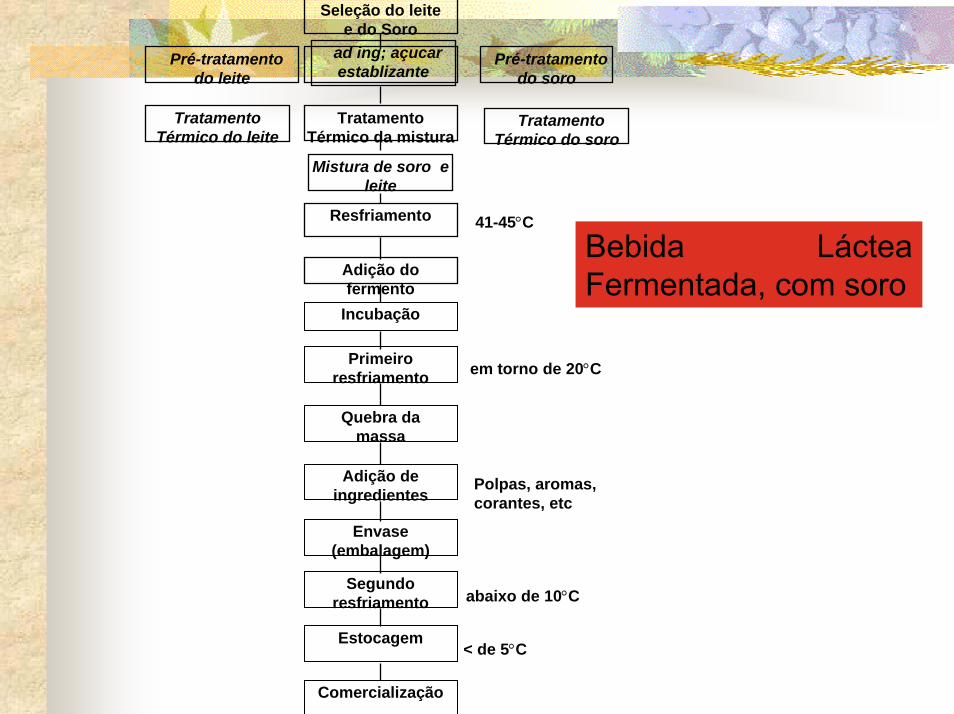
Pré-tratamentodo leite
41-45°C
Polpas, aromas, corantes, etc
em torno de 20°C
abaixo de 10°C
< de 5°C
Pré-tratamentodo soro
TratamentoTérmico do soro
TratamentoTérmico do leite
TratamentoTérmico da mistura
Resfriamento
Adição do fermento
Incubação
Primeiroresfriamento
Quebra damassa
Adição de ingredientes
Envase(embalagem)
Segundo resfriamento
Estocagem
Comercialização
Seleção do leitee do Soro
Mistura de soro e leite
ad ing; açucarestablizante
Bebida LácteaFermentada, com soro

FLUXOGRAMA DE FABRICAÇÃO DE MANTEIGA
OBTENÇÃO DO CREME
PADRONIZAÇÃO
RESFRIAMENTO
MATURAÇÃO
BATEÇÃO
LAVAGEM
SALGA
MAXALAGEM
EMBALAGEM
ARMAZENAMENTO