
Brunimento Processos de Usinagem. Definições O brunimento é um processo mecânico de usinagem...
14
Brunimento Processos de Usinagem
-
Upload
liliana-bergler-sanches -
Category
Documents
-
view
258 -
download
0
Transcript of Brunimento Processos de Usinagem. Definições O brunimento é um processo mecânico de usinagem...
Brunimento
Processos de Usinagem
Definições O brunimento é um processo mecânico de
usinagem por abrasão, com remoção de cavaco, empregado no acabamento de peças.
O brunimento é um processo de usinagem por abrasão após mandrilhamento, torneamento, fresamento, retificação interna etc., proporcionando uma geometria precisa do furo e bom acabamento superficial.
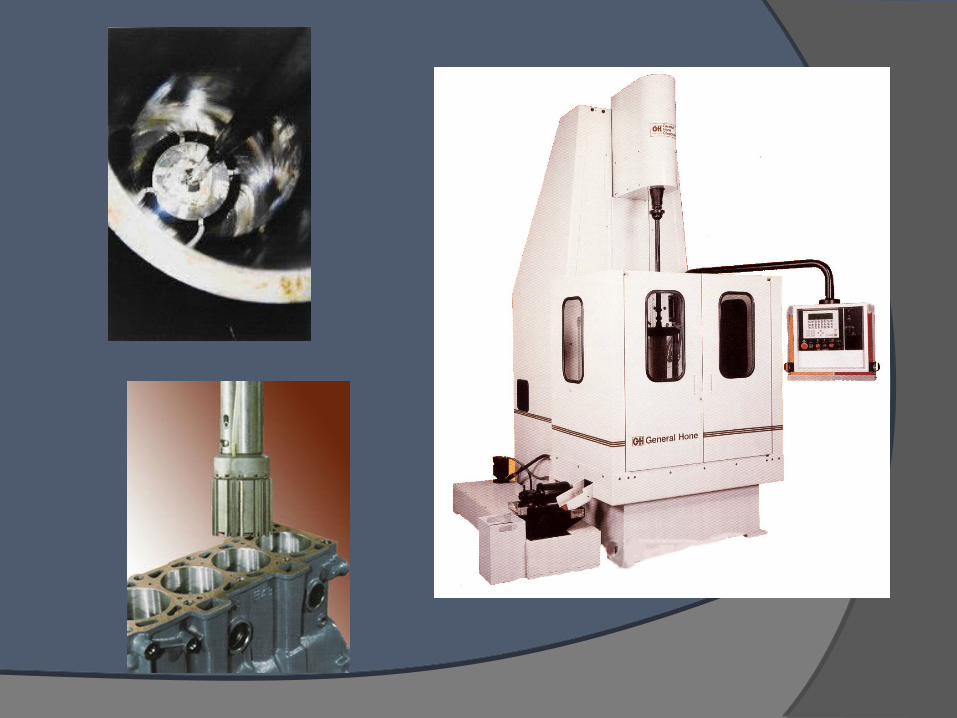
Características do processo Geralmente é realizada na usinagem de cilindros de motores,
êmbolos hidráulicos, canos de canhão , eixos, mancais, cilindros hidráulicos e tambores de revólveres, etc. A rugosidade superficial fica em torno de 5in ou menos.
O brunimento produz uma superfície em relevo xadrez, que é característica deste processo de usinagem. Esta superfície tende a reter óleos lubrificantes durante o uso do componente, o que contribui para a função e vida útil do componente.
Consiste num esmagamento da rugosidade de superfícies usinadas, a frio, sob pressão de roletes tratados (ferramentas ou roletes de brunimento). As ferramentas acionam em rotação a peça a brunir.
O brunimento alarga e dá acabamento ao furo, mas não pode mudar a posição do furo.
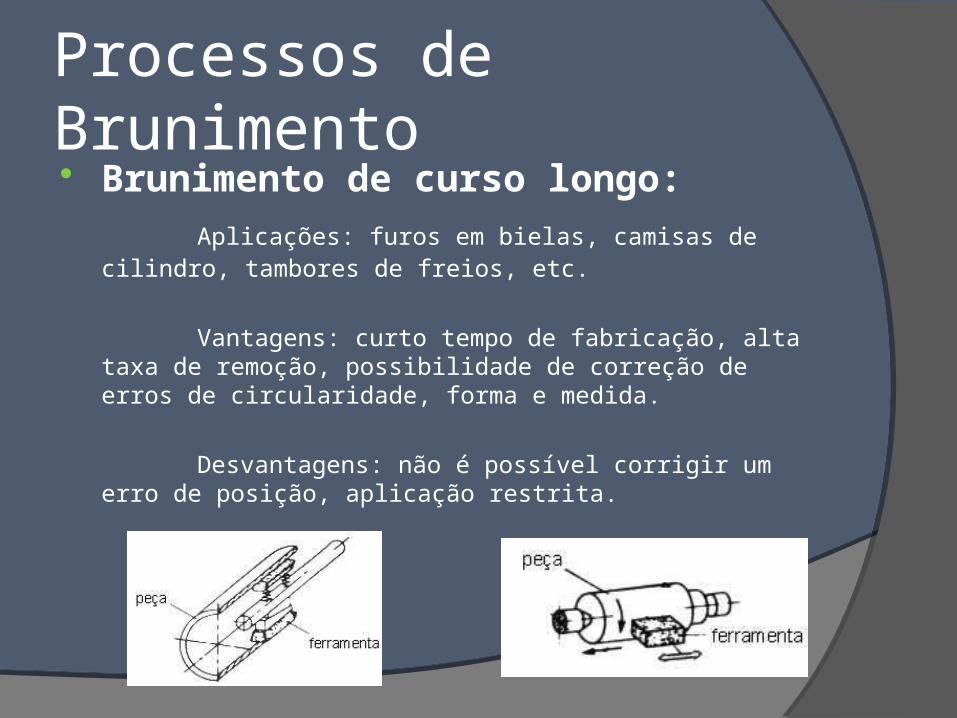
Processos de Brunimento Brunimento de curso longo:
Aplicações: furos em bielas, camisas de cilindro, tambores de freios, etc.
Vantagens: curto tempo de fabricação, alta taxa de remoção, possibilidade de correção de erros de circularidade, forma e medida.
Desvantagens: não é possível corrigir um erro de posição, aplicação restrita.
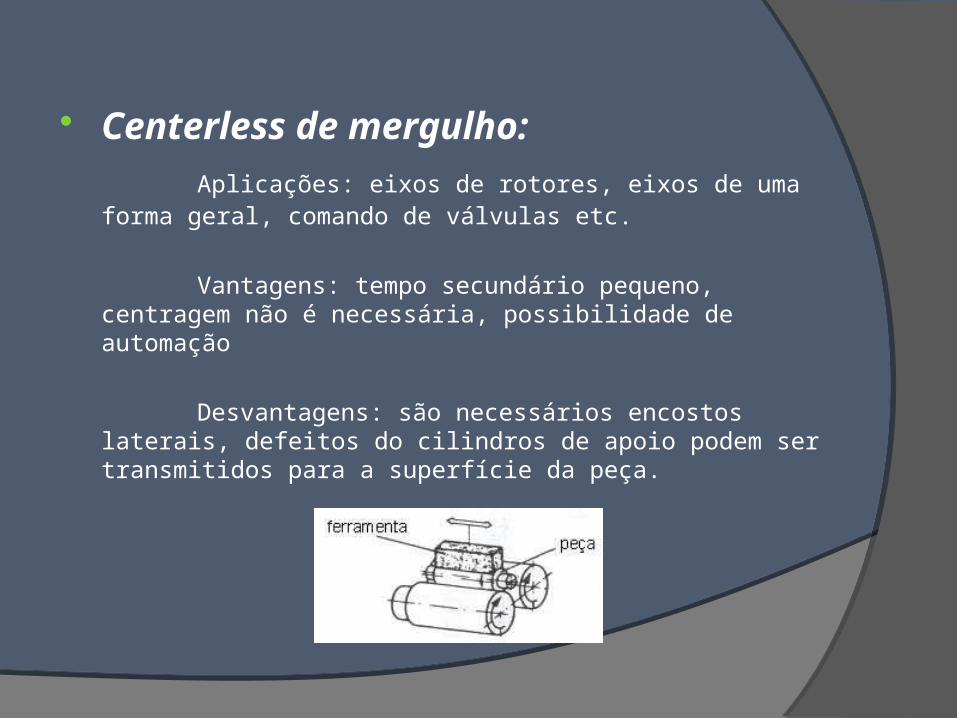
Centerless de mergulho:Aplicações: eixos de rotores, eixos de uma forma geral,
comando de válvulas etc.
Vantagens: tempo secundário pequeno, centragem não é necessária, possibilidade de automação
Desvantagens: são necessários encostos laterais, defeitos do cilindros de apoio podem ser transmitidos para a superfície da peça.
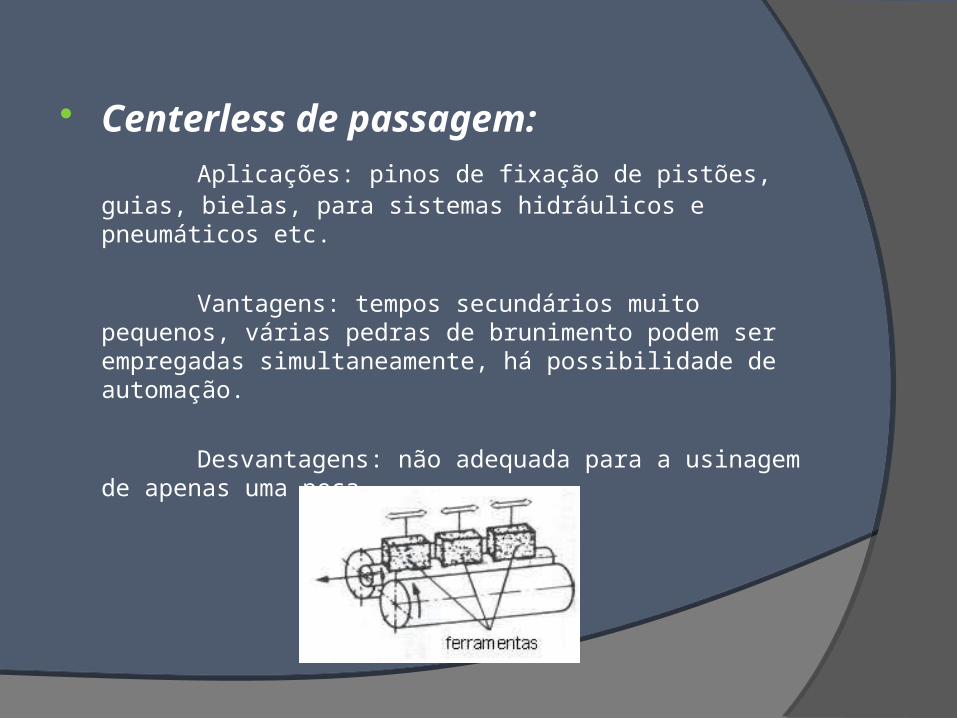
Centerless de passagem:Aplicações: pinos de fixação de pistões, guias, bielas,
para sistemas hidráulicos e pneumáticos etc.
Vantagens: tempos secundários muito pequenos, várias pedras de brunimento podem ser empregadas simultaneamente, há possibilidade de automação.
Desvantagens: não adequada para a usinagem de apenas uma peça.
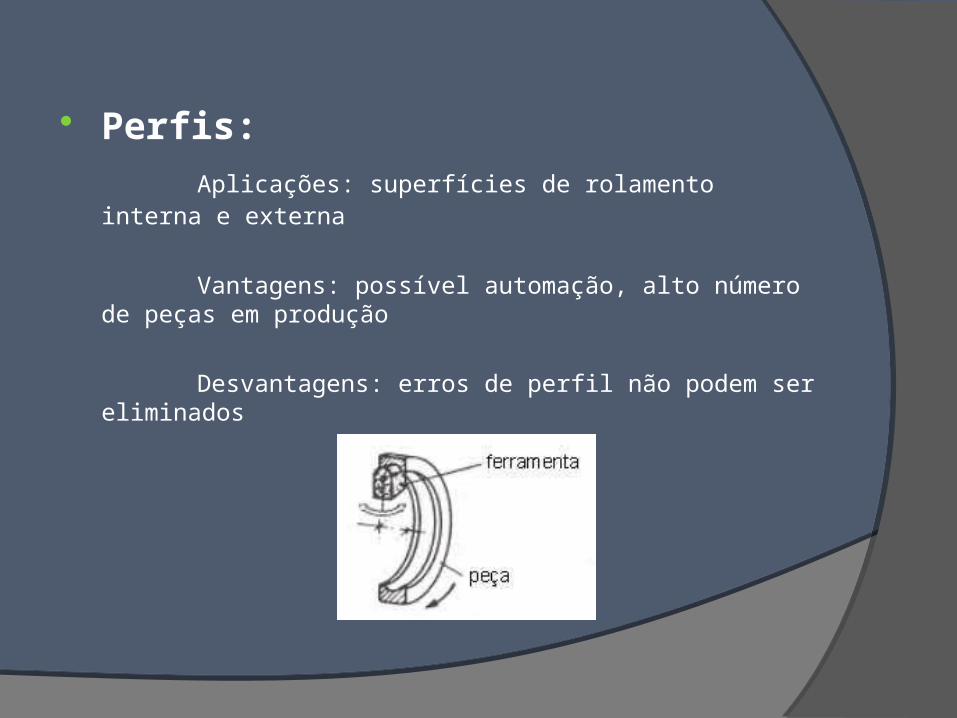
Perfis:Aplicações: superfícies de rolamento interna e externa
Vantagens: possível automação, alto número de peças em produção
Desvantagens: erros de perfil não podem ser eliminados
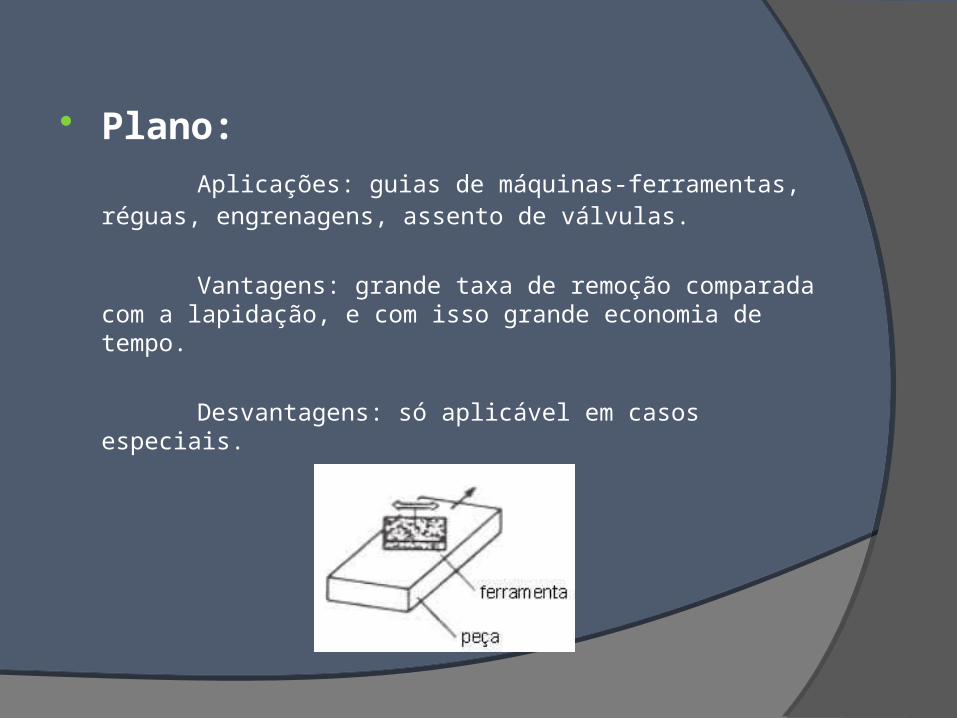
Plano:Aplicações: guias de máquinas-ferramentas, réguas,
engrenagens, assento de válvulas.
Vantagens: grande taxa de remoção comparada com a lapidação, e com isso grande economia de tempo.
Desvantagens: só aplicável em casos especiais.
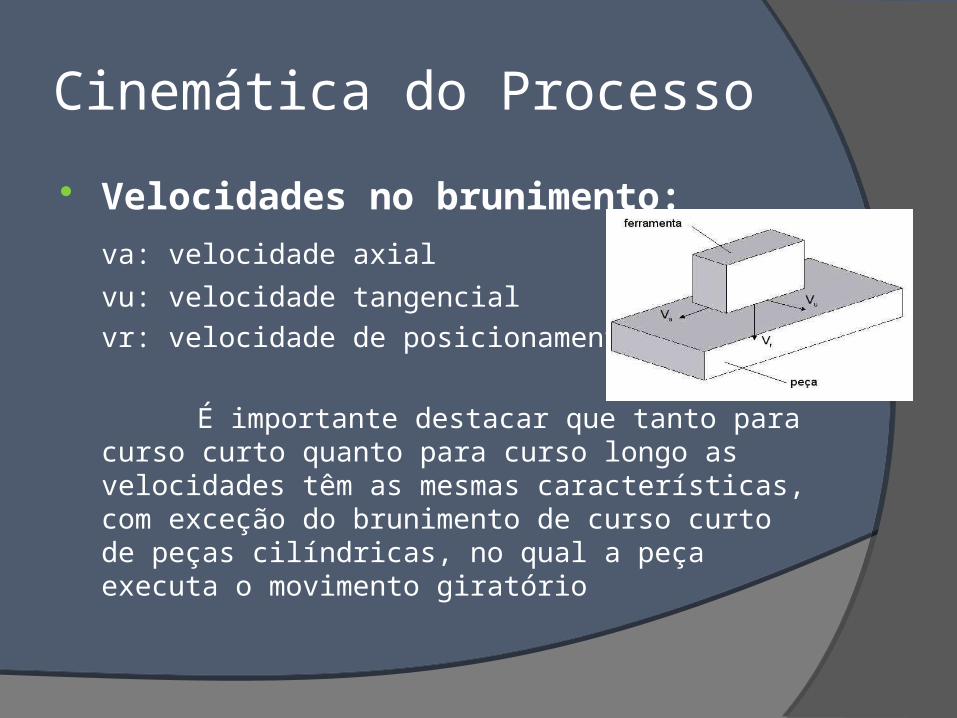
Cinemática do Processo Velocidades no brunimento:
va: velocidade axialvu: velocidade tangencialvr: velocidade de posicionamento
É importante destacar que tanto para curso curto quanto para curso longo as velocidades têm as mesmas características, com exceção do brunimento de curso curto de peças cilíndricas, no qual a peça executa o movimento giratório

Ferramenta
Influência da ferramenta São levados em conta a granulometria, tipo de ligante, dureza e
embebimento Materiais abrasivos utilizados: corindum, carboneto de silício, CBN,
diamante Utilização de grãos maiores: maior taxa de remoção, diminuição da
qualidade superficial e menor desgaste Grãos afiados produzem uma rugosidade elevada, enquanto que
grãos cegos provocam o alisamento da superfície. Para melhor cilindricidade são utilizadas ferramentas de brunir mais
longas. Materiais de peças mais duros induzem a um melhor acabamento
no brunimento, em vista da menor deformação plástica, e do maior cegamento dos grãos abrasivos durante o processo
Bibliografia http://pt.wikipedia.org/wiki/Brunimento
http://www.lmp.ufsc.br/disciplinas/emc5240/Aula-23-U-2006-1brunim_lapid_jateam_lixam.pdf
http://members.fortunecity.com/camusp/relatorios/pmc200/PMC-200.rtf
Trabalho apresentado pelo curso de Eng. De Produção - Uniararas
Marcio Borges RA: 46991 Paulo Ruozo RA: 46983 Maurício Orzari RA: 47895 Carlos Camparotti RA: 48608
















![USINAGEM parte 1 junho2016 [Modo de Compatibilidade] · Conformação por Corte ou Usinagem ... USINAGEM Processos Mecânicos de Fabricação Danielle Bond USINAGEM. 3 Danielle Bond](https://static.fdocumentos.com/doc/165x107/5be30e4f09d3f20f518cce9d/usinagem-parte-1-junho2016-modo-de-compatibilidade-conformacao-por-corte.jpg)