Calidad Industrial de la Cebada Cervecera.pdf

of 55
Transcript of Calidad Industrial de la Cebada Cervecera.pdf
-
I 1iInstitutoNacional deInvestigacinAgropecuaria
URUGUAY
CALIDAD INDUSTRIAL DE LA
CEBADA CERVECERA
Gerardo Arias
* Ing. Agr. Ph.D. Tcnico principal del Proyecto, INIA La EstanzuelaActualmente, Coordinador de Investigaciones en Cebada, EMBRAPA, CNIT Passo Fundo, Brasil
-
Titulo: CALIDAD INDUSTRIAL DE LA CEBADA CERVECERA
Autor: Gerardo Arias
Serie Tcnica N 18
1991. INIA
Editado por la Unidad de Difusin e Informacin Tecnolgica del INIAAndes 1365, Piso 12. Montevideo - Uruguay
ISBN: 9974-556-17-1
Quedan reservados todos los derechos de la presente edicin. Este libro no se podr reproducirtotal o parcialmente sin expreso consentimiento del INIA.
-
CONTENIDO
PARTE 1 : ANAUSIS DE CEBADA Y MALTA
1. Introduccin 92. Calidad de la cebada 10
2.1 Calidad comercial 102.2 Caracteres subjetivos 1 1
2.2.1 Color y brillo de la cebada 112.2.2 Olor 122.2.3 Porcentaje de cascaras 122.2.4 Forma del grano 132.2.5 Aspecto del grano de cebada al corte 14
2.3 Caracteres objetivos 152.3.1 Humedad 152.3.2 Pureza varietal 152.3.3 Poder germinativo 162.3.4 Peso del grano 182.3.5 Peso hectoltrico 182.3.6 Clasificacin por tamao 192.3.7 Porcentaje de protena 202.3.8 Homogeneidad 22
3. Calidad de la malta 233.1 Extracto 233.1.1 Definicin de extracto 233.1.2 Evaluacin del extracto 243.1.3 Prediccin de extracto 24
3.1.3.1 Por protena y peso del grano 243.1.3.2 Por energa de molienda 26
3.2 Enzimas amilolticas 263.2.1 Poder diastsico 263.2.2 Sacarificacin 27
3.3 Disolucin citoltica 273.3.1 Diferencia de extracto 273.3.2 Viscosidad del mosto 283.3.3 Dureza de la malta 293.3.4 Prdida de dureza durante el malteo 29
-
43.4 Disolucin proteoltica 303.4.1 Porcentaje de protena de la malta 303.4.2 ndice de Kolbach 303.4.3 Nitrgeno soluble en el mosto 30
3.5 Otros anlisis 313.5.1 ndice de Hartong a 45 C (VZ 45) 313.5.2 Caractersticas del mosto 323.5.3 Atenuacin final 32
3.6 Merma del malteado 323.7 Micromalteo 33
4. Calidad cervecera 345. Prediccin de calidad a partir de la cebada 356. Tipificacin de cultivares de cebada 35
6.1 Identificacin de cultivares 366.2 Definicin de tipo cervecero 36
7. Resumen 378. Bibliografa 37
PARTE 2: EVALUACIN DE ANAUSIS DE MALTA
1. Introduccin 412. ndice de calidad del EBC 423. ndice de calidad del NIBEM 424. ndice de calidad de Alemania 435. ndice de calidad del Brasil 44
5.1 Valor de rendimiento 445.2 ndice de Hartong a 45 C (VZ 45) 475.3 Tenor de protena 475.4 Nitrgeno soluble en el mosto 485.5 Color de coccin 50
6. Otras caractersticas importantes 517. ndice de calidad de Uruguay 518. Mejoramiento de cebada para calidad industrial 529. Resumen 5310. Bibliografa 54
-
5CUADROS Y FIGURAS
PARTE 1 : ANAUSIS DE CEBADA Y MALTA
Figura 1. Modificacin del grano de cebada durante el malteado 12Figura 2. Diferentes formas de grano obtenidas en cruzamientos entre un cultivar de grano redon
deado y otro alargado 14Cuadro 1 . Variacin de las diferentes fracciones de protenas de la cebada en funcin del porcen
taje total de protenas. Osborne citado por Bishop 21Cuadro 2. Relacin entre protenas y extracto. Resultados obtenidos por Haase (1903), Lers (1950)
y por el cultivar Villa en 1968-70 25
PARTE 2: EVALUACIN DE ANAUSIS DE MALTA
Cuadro 1. ndice de calidad del EBC 42Cuadro 2. ndice de calidad del NIBEM 42Cuadro 3. Sociedad Alemana de Cebada Cervecera. Grados de Calidad APS 43Cuadro 4. ndice de calidad del Brasil 43Cuadro 5. ndice de calidad del Brasil. Valor de Rendimiento (VR) 44Cuadro 6. ndice de calidad del Brasil. Valor de Rendimiento. Ejemplos de la misma malta 45Cuadro 7. ndice de calidad del Brasil. Valor de Rendimiento. Ejemplos de tres diferentes maltas
con la misma humedad (4%) 45Cuadro 8. ndice de calidad del Brasil. ndice de Hartong a 45 C (VZ 45) 47Cuadro 9. Evaluacin del ndice de Hartong 45 C 47Cuadro 10. ndice de calidad del Brasil. Protena de la malta. Porcentaje en sustancia seca 48Cuadro 11. ndice de calidad del Brasil. Nitrgeno soluble en el mosto (mg/100 g de malta s.s.) .... 48Cuadro 12. Nitrgeno soluble en el mosto. Sociedad Alemana de Cebada Cervecera 48Cuadro 13. ndice de Kobach (%) 49Cuadro 14. ndice de calidad del Brasil. Nitrgeno soluble. Ejemplos de maltas con diferentes
protenas e ndices de Kolbach 49Cuadro 15. ndice de calidad del Brasil. Color de coccin (Kochfarbe). Unidades EBC 50Cuadro 1 6. Influencia del genotipo, el medio y la tecnologa en la calidad de la malta, segn L
Narziss 53
-
7PRESENTACIN
El presente trabajo tuvo sus comienzos con las conferencias pronunciadas por el autoren las Segundas Jornadas Norteas de Cebada Cervecera realizadas en Montevideo el 17 deJunio de 1989 y en la Primera Reunin Anual de Investigadores de Cebada, realizada en LaEstanzuela el 18 de Abril de 1990.
Los tcnicos que trabajan en investigacin y extensin de cebada cervecera de lasempresas privadas y del INIA, sugirieron que se editase una monografa sobre la calidadindustrial de la cebada cervecera. Con este motivo se intent hacer una revisin y ampliacinde las conferencias para publicar un resumen de los principales aspectos de la calidadindustrial de la cebada y de la malta.
Agradecemos a todos los que colaboraron en la lectura y correccin del presente textoentre los que destacamos al Dr. Walter Baethgen y al Ing. Agr. Flavio Capettini del ProyectoFAO/PNUD/INIA "Mejoramiento de Cebada" de INIA La Estanzuela, a la Ing. Qum. LilinTroche, Jefa del Laboratorio Tecnolgico, y al Ing. Agr. Eduardo de la Rosa, Jefe del Serviciode Semillas de INIA La Estanzuela.
Tambin colaboraron en la correccin de los textos sugiriendo modificaciones y ampliaciones el Maestro Maltero Gero Holz e Ing. Qum. Eduardo Dapueto de CYMPAY, el Ing. Qum.Francisco Lezama del Establecimiernto Maltera de FNC, el Ing. Qum. Rafael Maiante deMaltera Uruguay S.A. y el Ing. Agr. Domingo Luizzi de OMUSA.
-
9CALIDAD INDUSTRIAL DE LA CEBADA CERVECERA
PARTE 1 : ANLISIS DE CEBADA Y MALTA
Dr. Gerardo Arias
1. INTRODUCCIN
La cebada cultivada en el Uruguay ha sido destinada casi exclusivamente a la elaboracinde malta para uso cervecero, aunque tambin se destinan algunos lotes a la fabricacin demalta para Whisky.
Esto genera un especial inters en el tema de la calidad industrial de la cebada cervecera,especialmente si consideramos que el 90% de la misma es destinada a la exportacin. Comoel pas produce volmenes pequeos en relacin al mercado mundial, una alta calidad es lamejor garanta que el pas, la industria y los agricultores pueden tener para el mantenimientoy expansin de las actuales exportaciones.
En qu consiste exactamente la calidad de la cebada cervecera? Qu caractersticasson tomadas en cuenta para definir calidad? Qu medidas se pueden adoptar para mejorarla calidad de la produccin? y finalmente: Es posible realizar grandes avances mediante elmejoramiento gentico?
A todas estas preguntas se han dado diversas respuestas. Bendelow en 1 981 estim quela calidad de la malta es difcil de definir, ya que vara con los diferentes procesos de fabricacinde cerveza y con los tipos de cerveza en diversos pases. Afirma tambin que, an dentro deun pas, es difcil definir normas nicas de calidad.
Segn Narziss (1 976) las variaciones de la mayora de los parmetros de calidad puedenser corregidas dentro de ciertos lmites. Esto implica modificaciones durante el malteado o lafabricacin de la cerveza que aumentan los costos.
En materia de calidad se pueden considerar tres aspectos: calidad comercial, calidad
(1) Conferencia pronunciada en las Segundas Jornadas Norteas de Cebada Cervecera, el 17.06.89 en Montevideo, revisada yampliada para esta publicacin.
-
10
maltera y calidad cervecera de la cebada. No consideraremos aqu ni la malta para whisky niel uso en panadera de la cebada malteada.
2. CAUDAD DE LA CEBADA
Definir la calidad de la cebada cervecera ha sido motivo de constantes debates. Paraaunar criterios, los malteros y cerveceros europeos comenzaron a reunirse en congresosinternacionales a fines del siglo pasado con el fin de uniformizar los mtodos de anlisis decebada, malta y cerveza. Finalmente se constituy la Convencin Europea de Cervecera, oEBC (European Brewery Convention), con el fin de coordinar el trabajo cientfico de los pasesmiembros, en los campos tcnicos de maltera y cervecera. Uno de los medios para estoconsisti en la realizacin de Congresos cada dos aos, realizndose el primero en 1947 enScheveningen. Se crearon comits permanentes del EBC, como el Comit de Anlisis quien fijalas normas de anlisis para los pases miembros. Muchos pases productores de cebadacervecera que no son miembros siguen estas normas, como el Uruguay, Brasil y Argentina. EnEstados Unidos, las normas fueron fijadas por el ASBC (American Society of BreweryChemists).
En diversos pases se instalaron con anterioridad o posteriormente institutos parafomentar el cultivo de cebada de buena calidad como la SECOBRA de Francia en 1 903 (Socitpour l'Encouragement de l'Orge de Brasserie) que se dedic principalmente al mejoramientogentico y el NIBEM de Holanda (Instituto Holands de la Cebada, Maltay Cerveza), que fueronfinanciados por toda la industria del pas. Interesa destacar el caso de Dinamarca donde unasola cervecera, la Carlsberg, ha realizado investigacin desde el siglo pasado hasta nuestrosdas en el rea de tecnologa de malta y cerveza y mejoramiento de cebada y levadura.
2.1 Calidad comercial
Podemos definir la calidad comercial de cebada cervecera como las normas a las queest sujeta su comercializacin y que se refieren a caractersticas objetivas y subjetivas de lacebada que estn relacionadas en mayor o menor grado con el comportamiento quepresentar en la maltera.
Estas normas varan en los diferentes pases, reguladas en la mayor parte de los casospor decretos gubernamentales que fijan los tipos, con sus lmites y tolerancias para porcentajede protena, semillas de malezas, pureza varietal, granos quebrados, brotados, descascarados, porcentaje inferior a la zaranda 2,2 mm, etctera.
Las normas de comercializacin distinguen siempre las variedades cerveceras de lasforrajeras. Estas normas son vlidas solamente para un grupo de cultivares que ha sidoaceptado como apto para la fabricacin de malta y es el nico que se puede denominar cebadacervecera.
-
11
En el Uruguay no hay normas oficiales de comercializacin y las malteras aplicandiversos criterios. ltimamente dos de ellas estn determinando el porcentaje de protena decada lote adquirido mediante el uso de equipos NIT (Near Infrared Transmitance). Esto trae laposibilidad de aplicar precios diferenciales.
Para los fines de la calidad comercial bastara con que la cebada cumpliera apenas losrequisitos de ser sana, seca, limpia, y presentara los adecuados porcentajes de protena, podergerminativo y clasificacin comercial para tener una buena calidad comercial. En realidad senecesita mucho ms que eso y las normas comerciales debern adaptarse a los cambios quelos requerimientos de los compradores y los nuevos datos obtenidos por la investigacinaporten en los prximos aos.
2.2 Caracteres subjetivos
Tradicionalmente, los malteros se basaron en mtodos subjetivos para la adquisicin decebada, expresando la apreciacin de diversos caracteres en escalas de puntos que ayudabana dar una nota final a cada lote. Entre los caracteres observados figuran: color, brillo, olor, formadel grano, finura de las cascaras, harinosidad, dureza, etctera.
2.2.1 Color y brillo de la cebada
Lo primero que se considera en una muestra de cebada para comercializar o paramejoramiento es el aspecto general, especialmente el color, que debe ser amarillo pajizo conun cierto brillo. Esto indica buenas condiciones sanitarias de maduracin y cosecha.
La influencia de factores climticos adversos como el exceso de lluvias al final de lamaduracin provoca una decoloracin ms o menos intensa y la aparicin de coloracin negraen la base del grano que indica presencia de hongos que perjudican la germinacin y la calidaddel malteado (Bipolaris sorokiniana, Drechslera teres, Alternara sp.). Una mayor decoloraciny alta incidencia de punta negra puede motivar el rechazo del lote en algunos pases. EnAustralia en el estado de Queensland un porcentaje del 5% de punta negra es motivo dedescalificacin aunque los otros estados aceptan hasta un mximo de 12%.
Algunas variedades de cebada pueden presentar diferentes colores en las glumas:negro, rojo, etc., pero todas las cebadas cerveceras carecen de estas coloraciones. Por eso,suelen usarse como marcadores de cebada forrajera para evitar mezclas con las destinadas acervecera. La aleurona puede tambin tener diversas coloraciones. Las cebadas cervecerascanadienses deben tener aleurona azul. La variedad brasilea MN 599 tiene aleurona azul y enmaduracin los granos presentan un aspecto verdoso que puede parecer decoloracin.
Muchas variedades cerveceras presentan antocianina a lo largo de las nervaduras de lasglumelas, que se transforman en lneas negras en el grano maduro.
El brillo es un buen ndice de las condiciones de maduracin, cosecha y adecuadomanejo del almacenamiento. El mejor brillo se obtiene en los aos ms secos.
-
12
2.2.2 Olor
El olor debe ser el propio de este cereal, definido y sano. En Alemania se menciona un"olor de humedad", en aquellos lotes con porcentajes elevados de la misma. En Brasil, dondees necesario secar ms del 50% de la cosecha, se separan los lotes que tienen olor de secadopara hacer test de germinacin mediante tetrazolium a fin de determinar si no se perjudic elpoder germinativo.
El olor de moho junto a la decoloracin es indicio de que el lote ha sufrido condicionesadversas durante la cosecha o el almacenamiento y puede motivar su rechazo.
2.2.3 Porcentaje de cascaras
El porcentaje de las cascaras (glumelas) y la forma del grano de la cebada tiene una graninfluencia en el rendimiento en extracto de la malta obtenida. Las cascaras pueden representardel 7 al 1 3% de la sustancia seca de la cebada, lo que va a reflejarse directamente en elrendimiento en extracto, ya que se solubiliza muy poca materia seca en el mosto y la casitotalidad se separa despus del braseado, ayudando al filtrado del mismo. Las sustancias quese solubilizan en el mosto son perjudiciales al gusto o a la estabilidad de la cerveza. Por esoun bajo porcentaje de cascaras beneficia la calidad. Las buenas cebadas cerveceras tienensolamente de 7 a 9% de glumelas.
Figura 1 . Modificacin del grano de cebada durante el malteo.Al: capa de aleurona; E: endosperma: Em: embrin;
G: cido giberlico; M: modificacin.
-
13
Durante la maduracin las glumelas se adhieren al grano que al perder humedad ysecarse disminuye su volumen. Cuando las cascaras de la cebada son finas y elsticasacompaan esta disminucin de volumen formando una serie de arrugas transversales. Estopermite hacer una evaluacin visual de la finura de las glumelas que est muy directamenterelacionada con el porcentaje de cascaras en la sustancia seca total. La mayor o menorexpresin de estas arrugas depende de las condiciones de maduracin y es variable endiferentes localidades o aos.
Ya en 1752, Lisie citado por Beaven (1947), informaba sobre la comercializacin decebada cervecera en Inglaterra entre 1 666 y 1 727 y destacaba la importancia de las arrugas delas cascaras "cuanto ms, mejor".
Las cascaras deben ser finas y elsticas para evitar que se rompan durante la trilla en la
que deben sufrir el menor dao posible. Tambin deben estar bien adheridas al grano. Todosestos requisitos se pueden apreciar visualmente. En el Estado de Queensland en Australia seadmite un mximo del 5% de cebada con daos en las cascaras.
Para evaluar lafinura de las glumelas se debe observar solamente la cara dorsal del granoya que la ventral siempre est arrugada en las cebadas cerveceras y no considerar la parte querecubre al embrin, que permanece lisa.
2.2.4 Forma del grano
La forma del grano tambin tiene una importancia relevante sobre la calidad industrial. Enprimer lugar porque, debido a la relacin entre la superficie y el volumen, cuanto msredondeado sea el grano de cebada y ms cerrado el surco central, mayor ser el porcentajede almidn y menor el de cascaras. En segundo lugar, porque durante el malteo, latransformacin del grano se produce a partir del scutellum (Figura 1 ). Por este motivo un granoalargado tendr siempre tendr una disolucin desuniforme.
A la izquierda de la figura podemos apreciar el concepto antiguo de que la transformacinse produca a partir del embrin hacia la parte distal del grano. A la derecha un concepto msmoderno, mostrando cmo el cido giberlico producido por el scutellum se traslada a travsdel endosperma y va a inducir en la capa de aleurona la produccin de diversas enzimas.
Cuanto ms redondeados sean los granos, ms uniforme va a ser la distribucin de lasenzimas y la transformacin, mejorando no solamente el extracto, sino tambin la mayora delas caractersticas relacionadas con la disolucin.
En la Figura 2 se muestran granos de diferente forma obtenidos del material segregantede un cruzamiento entre una cebada de grano redondeado con otra de grano alargado. Estavariacin ha sido observada en La Estanzuela en material segregante de cruzamientos con lavariedad FNC I 22, que posee una excelente forma de grano.
La finura de las cascaras y la forma del grano no son en s factores de calidad sino apenasndices de la misma. Sin embargo, antes de poder disponer de modernos mtodos de anlisisy basados en estas simples evaluaciones, juntamente con el anlisis de protena, los malteroshan comprado sus lotes de cebada y los mejoradores han realizado la seleccin para obtenermejor calidad.
-
14
Figura 2. Diferentes formas de grano obtenidas de cruzamientos entre uncultivar redondeado y otro alargado.
2.2.5 Aspecto del grano de cebada al corte
Los compradores de cebada siempre consideraron el aspecto que presentan los granosal corte: si son en su mayora harinosos o si presentan un aspecto vitreo total o parcial,semivtreo o manchado. El grano vitreo puede ser una caracterstica pasajera y desaparecerdespus de remojado y secado nuevamente. Esto sera causado por condiciones del climadurante maduracin y no se considera negativo. Los granos vitreos permanentes se vinculancon diversas causas, entre ellas, acumulacin de protenas y/o beta-glucanos.
Para este procedimiento se efecta un corte de unos cincuenta granos usando elfarintomo de Pohl o el de Grobecker y se cuentan los granos vitreos, semivtreos y harinosos.El corte puede ser transversal o longitudinal.
La evaluacin del aspecto del grano al corte informa sobre el comportamiento que cabe
esperar de una cebada durante el malteo.
-
15
2.3 Caracteres objetivos
Estas caractersticas se pueden medir mediante anlisis fsicos o qumicos y se usan paradefinir la calidad comercial de la cebada cervecera. Ya en 1 903, G. Haase sugiri complementarlas escalas de puntos usadas en la comercializacin de cebada por anlisis objetivosproponiendo: peso hectoltrico, clasificacin por zarandas, peso de mil granos y porcentaje deprotena.
2.3.1 Humedad
El porcentaje de humedad de una cebada es muy importante para la comercializacin,ya que est directamente relacionado con las posibilidades de almacenamiento y futuraconservacin de los lotes. Los compradores establecen descuentos por humedad y costos desecado.
Para conservar la cebada por perodos cortos puede almacenarse a 1 3% de humedad.Para plazos ms largos no deber pasar de 1 2%. Por supuesto que para ser almacenada nopuede contener sustancias extraas o granos de cebada con humedad superior a lasmencionadas, ya que podran deteriorarse y arruinar todo el lote. La mezcla de cebadas dediferentes humedades es, por este motivo, totalmente desaconsejable.
La conservacin de la cebada en ptimas condiciones para el malteado, implicamantener el poder germinativo en ms de 95% durante ms de un ao. Para evitar que el granoalmacenado se deteriore es indispensable contar con silos que tengan ventilacin y control dela temperatura y transilar a menudo.
El lmite de humedad establecido como eje de comercializacin vara de pas a pas. EnEuropa vara entre un 1 5 y un 1 6%. En Brasil es del 1 3%, ya que los lotes de cebada son secadospara llevarlos a un 12% para su conservacin. En Uruguay se acepta hasta un 13,5% dehumedad. A partir del 14% se hacen descuentos.
2.3.2 Pureza varietal
Para realizar un buen malteo es muy importante que se trabaje con lotes de alta purezavarietal, ya que los diversos genotipos se comportan en forma diferente durante al malteado,especialmente en la absorcin de agua durante el remojo. En caso de que las variedadesmezcladas difieran mucho en su comportamiento, el resultado es muy negativo, y no es posibleobtener una malta homognea. El resultado final ser inferior al de cualquiera de las variedadesconsideradas, malteadas por separado.
Si bien es difcil hacer una determinacin varietal de la cebada en grano, hoy da esposible hacerlomediante la electroforesis de las hordenas. En Europa se est comercializandomalta con elevada pureza varietal.
-
16
El control de la pureza varietal ha sido uno de los motivos del lanzamiento comercial dela variedad brasilea MN 599 con aleurona azul, que permite apreciar la pureza varietal en loslotes adquiridos. En Brasil las normas de comercializacin establecen un mnimo de 95% depureza varietal.
La mezcla de variedades es mucho ms grave cuando se trata de cultivares nocerveceros o forrajeros.
Unpas como Uruguay que exporta entre el 90y el 95%de laproduccin demalta ycebadacervecera debe cuidar el mantenimiento del nivel de calidad alcanzado.
Para alcanzar este fin es indispensable controlar el cultivo de variedades no cervecerasque carezcan de un gen marcador que impida su mezcla con las de alta calidad destinadas aexportacin.
La cebada para alimentacin animal en Uruguay deber ser la cebada cervecera conelevada protena, ya que todas las otras caractersticas de una buena cebada cervecera (altocontenido de almidn, bajo tenor en beta-glucanos, etc.) tambin son necesarias para lanutricin animal. La cebada usada para pastoreo deber tener tambin calidad industrialcervecera.
En Europa se ha experimentado con el malteo de mezclas de variedades que tienen comportamiento similar. Esto est vinculado a la estrategia de sembrar mezclas de variedades. EnGran Bretaa fue lanzada comercialmente la variedad Tacapo en 1 982, que era la mezclamecnica de las variedades Tasman, Carnival y Potter.
2.3.3 Poder germinativo
Es la principal caracterstica de una cebada cervecera, ya que todos los granos deberangerminar durante el malteo. Los que no germinan no colaborarn en la produccin de enzimasni transformarn y sern ms atacados por los microorganismos durante la germinacin.
Los granos que no germinen jams sern malta sino adjuntos (o grano crudo), depreciando el producto final. Los granos quebrados son casi tan negativos como los que nogerminan, pues una mitad no lo hace y la otra mitad lo hace en forma muy irregular. Por estemotivo se separan siempre los granos quebrados mediante un trieur.
La energa germinativa se determina a los tres das y no debe diferir mucho de lacapacidad germinativa obtenida mediante el tetrazolium. A los cinco das se efecta otrorecuento que se denomina poder germinativo, que ya no tiene la misma relevancia que aosatrs, cuando el malteado superaba bastante los cinco das. Existen diversos germinadorespara realizar estos anlisis, como el de Aubry y el de Schnjahn. Pero ltimamente se prefiereel de Schnfeld, que mantiene los granos en unos embudos de vidrio que imitan lascondiciones del remojo.
Estos anlisis de germinacin realizados por la industriamaltera difieren de los que hacenlos laboratorios de semillas. Mientras que las malteras consideran germinado al grano quecomienza a emitir raicillas, los anlisis de semilla exigen el desarrollo del acrspiro. Latemperatura es de 1 6 C en los anlisis de las malteras y de 20 C en los de semillas.
-
17
Una buena cebada cervecera debe tener la mejor energa germinativa posible, ya que enel malteado la rapidez con que se inicia la germinacin es de importancia capital. En Europase considera un 95% como el lmite mnimo para la cebada cervecera comn y un 98% para lade alta calidad. En Brasil, la mayora de la cebada se cosecha con un tenor de humedad quehace necesario secarla. Por esa razn se estableci un lmite mnimo ms bajo: 92%.
La cebada recin cosechada no germina en su totalidad debido a la dormancia, pero sucapacidad germinativa puede ser determinada por medio del 2,3,5 cloruro de trifenil tetrazol(tetrazolium). No debe ser inferior al 95%.
Muchas cebadas modernas tienen poca dormancia y a pesar de presentar alto podergerminativo no es posible maltear la mayora de estas variedades porque en ese momentopresentan muy poco vigor a causa de una segunda dormancia y la malta producida tiene unadisolucin muy baja. La cebada debe ser almacenada por un perodo de post-maduracin de30 a 90 das para alcanzar su mximo poder y vigor germinativo.
En aquellas regiones en las que no hay problemas de germinacin en la espiga, espreferible que las cebadas cerveceras tengan poca dormancia para no demorar demasiado elcomienzo del malteo. Algo de dormancia parece ser necesario ya que, en aos con exceso delluvia durante la cosecha, puede presentarse germinacin en la espiga lo cual es negativo parala fabricacin de malta. Los granos ya germinados no volvern a germinar y sern msfcilmente atacados por microorganismos.
Sensibilidad al agua
Es el comportamiento que algunos lotes de cebada muestran al entrar en contacto conexceso de agua. Se manifiesta por una menor energa germinativa que la determinada por losanlisis y poco vigor germinativo.
Esta caracterstica se manifest en la prctica de las malteras al constatarse que algunoslotes de cebada tenan una germinacin muy lenta y menor que la obtenida en los ensayos degerminacin.
Esta sensibilidad est relacionada en un 1 5% con el genotipo y en un 55% con el medioambiente (Reiner, 1969). Depende, en gran parte, de las condiciones de maduracin. Lapresencia de microorganismos desempea tambin un papel importante.
La sensibilidad al agua de una cebada est en relacin estrecha con la dormancia. Lascebadas que no han alcanzado su madurez germinativa presentan alta sensibilidad al agua.Pcllock en 1967 propuso el siguiente test para determinar la sensibilidad al agua:
Tesf de Pollock:
Se colocan 1 00 granos de la muestra de cebada en una placa de Petri con 4 mi de aguay 1 00 en otra con 8 mi. Despus de 72 h se determina la diferencia de germinacin entre las dosplacas y se evala de la siguiente forma:
-
18
rMuy poco sens"ble menos del 10%Poco sensible 10-25%
Sensible 26-45%
Muy sensible ms del 45%J
La industria maltera ha desarrollado tecnologas para superar este problema.
2.3.4 Peso del grano
El peso del grano es uno de los componentes del rendimiento. Est relacionadodirectamente con la cantidad de almidn y por lo tanto tiene relacin con la calidad. En 1923Tschermak encontr una correlacin positiva entre peso del grano, almidn y extracto. En 1 930Bishop defini una frmula para determinar el extracto de la malta obtenida a partir delcontenido en nitrgeno y el peso de mil granos de la cebada utilizada:
E = A- 10,5 N + 0.20G
E es el Extracto (%), N el contenido en nitrgeno (%) de los granos y G el peso de milgranos (mg).
La frmula original multiplicaba el peso de mil granos por el factor 0,20 que posteriormente fue reducido a 0,1 4 y en 1 953 las normas del EBC lo redujo a 0,1 . En 1 985Arias intentadaptar esta frmula a variedades brasileas y encontr factores variables de 0,01 , 0,05 y unvalor mximo de 0,1 , para seis cultivares de cebada cervecera brasileos.
No debemos confundir peso del grano con su tamao y forma. Un grano pesado, peroalargado, puede tener un bajo porcentaje de granos sobre el tamiz 2,5mm. Un grano con buenaclasificacin por tamices, puede tener un peso medio. En Europa y Amrica del Norte seconsidera que los granos demasiado grandes no son los mejores en maltera, ya que seprolonga la germinacin y la disolucin es desuniforme. El peso de mil granos de lasvariedades europeas se sita generalmente entre 40 y 42 g.
En la comercializacin de cebada interesa ms el tamao que el peso. Ulonska loconfirma en 1 983 cuando constata que no hay relacin directa entre el peso del grano y lacalidad y s la hay entre tamao y calidad.
2.3.5 Peso hectoltrico
El peso hectoltrico tiene una importanciamuchomenor en la comercializacin de cebadacervecera de la que tiene en la de trigo o granos forrajeros. El motivo es que el peso hectoltricoaumenta si la trilla fue muy fuerte y elimin totalmente las aristas y parte de las cascaras. Los
-
19
granos sin cascaras absorben humedad muy rpidamente durante el remojo. Esto ocasionauna germinacin desuniforme y perjudica la malta producida.
En 1881 Schulze sostuvo que no hay relacin estrecha entre el peso hectoltrico ysustancia seca, almidn o protena. En 1 947 Beaven afirm, basado en ensayos de Rothams-tead y la experiencia de los malteros de Inglaterra desde fines del siglo anterior, que cebadasde mala calidad puede tener un peso hectoltrico alto y las de buena uno ms bajo.
En 1950 Lers dijo que, fuera de un determinado rango, aparecen ms caracteresnegativos y en 1 976 Narziss afirm que, si bien las cebadas pueden tener pesos entre 66 y 75kg por hectolitro, las buenas cebadas cerveceras tienen valores que se sitan entre 68 y 72 kgpor hectolitro.
Actualmente se considera que el peso hectoltrico est relacionado con la calidad ya queel almidn tiene un peso especfico ms alto que las cascaras y, por lo tanto, indican un menorporcentaje de ellas y ms harina. Sin embargo, los resultados no deben ser analizadosaisladamente, sino junto con la clasificacin y comparando solamente variedades de unamisma procedencia en el mismo ao (Reiner e al., 1985).
2.3.6 Clasificacin por tamao
La clasificacin por tamao, o mallaje, es determinada con zarandas o tamices de 2,8mm; 2,5 mm y 2,2 mm. Las normas de comercializacin en Europa y varios pases de Amricadel Sur, que siguen las normas del EBC se refieren siempre a estas zarandas. En EstadosUnidos y Canad, se usan tamices similares de acuerdo a las normas ASBC.
El motivo de esta clasificacin es que, en maltera, se deben remojar y germinar siempreen forma separada los granos mayores de 2,5 mm, pues stos se comportan en formacompletamente distinta a la fraccin 2,2 - 2,5 mm. La fraccin superior a 2,8 mm se comportaigual a la de 2,5 - 2,8 mm y por este motivo se maltean siempre juntas. Estas dos fraccionesjuntas tienen diversos nombres segn los pases. Por lo general se denomina cebada deprimera calidad o cebada de primera y es la fraccin exportable de la cebada cervecera. Lamalta exportada es la fabricada con cebada mayor de 2,5 mm. La fraccin 2,2 - 2,5 mm tienegeneralmente ms protena, ms porcentaje de glumelas y menos extracto. En el Uruguay estafraccin se usa en la fabricacin de malta para consumo interno. La cebada inferior a 2,2 mmtiene muy poco almidn y es siempre vendida como forraje.
En Brasil, las condiciones de comercializacin de cebada cervecera establecen tres tiposde cebada, conforme a la clasificacin por zarandas. Solamente los dos primeros tipos puedenconsiderarse cebada cervecera: Tipo 1 con ms de 2,5 mm; Tipo 2 de 2,2 a 2,5 mm y Tipo 3,o refugo, con menos de 2,2 mm, que se paga como forrajera.
En el Uruguay es muy importante que la cebada producida presente un elevadoporcentaje de granos que superen la zaranda 2,5 mm, ya que sta es, como ya mencionamos,la fraccin exportable como cebada cervecera o como malta. Al exportar el 90% de laproduccin, y como no hay usos alternativos redituables para las de menor tamao, nos vemosforzados a seleccionar variedades que, en nuestras condiciones, presenten de 85 a 90% de
-
20
primera calidad (superior a la zaranda 2,5 mm). Esta clasificacin debe ser lo ms estableposible, es decir, que se veamuy poco afectada por variaciones climticas o por enfermedades,para evitar que aparezcan, algunos aos, grandes lotes de cebada no exportable.
La importancia de la fraccin superior a 2,8 mm ha sido muy debatida. En 1 974 Reinerencontr que la relacin Extracto/Protena est muy influenciada por la importancia de estafraccin. En 1 975 Reiner sostuvo que en los aos anteriores a esa fecha, el mejoramiento habaelevado considerablemente el porcentaje superior a 2,8 mm de las cebadas cerveceraseuropeas, lo que se reflejaba en la calidad.
En Brasil, A. Gcks, mejorador de cebada de Maltaria Navegantes S.A., est seleccionando, desde 1 964, variedades que tengan una mejor clasificacin, mediante un mayorporcentaje de la fraccin superior a 2,8 mm. De esta forma Gcks seleccion las primerascebadas cerveceras brasileas de alta clasificacin (FM 424 y FM 434). En 1985, Arias,trabajando con estos cultivares y con los deAntrctica que presentan clasificaciones inferiores,no encontr relacin entre el mayor porcentaje de la fraccin superior a 2,8 mm y el extracto.
2.3.7 Porcentaje de protena
Las sustancias nitrogenadas tienen una gran importancia en la calidad de la malta quese fabrica:
Tienen una influencia positiva en:
A) El gusto de la cerveza.
B) El mantenimiento de la estabilidad de la espuma.C) La nutricin de las levaduras.
Por estos motivos se establece que una cebada no puede tener menos de 8,5% deprotena. Algunos llevan el nivel mnimo a 9%.
Pero las protenas en exceso tienen una influencia muy negativa en la calidad industrialde la cebada cervecera.
A) En el malteado: niveles altos de protena causan una germinacin errtica y aumentanlas prdidas o merma del malteo.
Una misma variedad de cebada dar maltas con extracto ms bajo cuanto ms elevadosea al tenor de protena. Se puede decir que el extracto est en relacin directa con el almidndel grano y en relacin inversa con el tenor proteico. Tambin debemos distinguir las diferentesfracciones de las protenas, de las cuales, la fraccin soluble en alcohol, o sea la hordena, esla que prevalece cuando aumentan los porcentajes de protena y representa la mayor parte dela protena de reserva. Los excedentes se depositan en el endosperma, en las clulasadyacentes a la capa de aleurona.
-
21
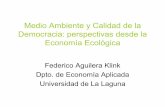
La importancia de las diversas fracciones de protena ya haba sido destacada porCluss (citado por E. Haase en 1910) y por Bishop que en 1928 destac la importancia de lasfracciones de Osborne (Cuadro 1). Cuando ms elevados son los porcentajes de protena,mayor es la proporcin de las prolaminas.
- o/X
M< _^^-* HOROltfA38-
36 *
34- ^x. j^32- /S^30- /f ^s.28- cr^ ^^26- :::^24* ^**^' .X-GLOBmiMA22-
v:;::X2Q-. ':;. f .
6,9 7,5 8,1 83 $A 10,0 10,6 11,3 11,912,513,1 13,814,4 %PROTEINAS,S.
Cuadro 1 . Variacin de las diferentes fracciones de las protenas de la cebada en funcin del porcentaje total deprotenas. Osborne citado por Bishop (1922).
B) En el mosto: un porcentaje muy elevado de protenas aumenta la proporcin de lasprotenas de alto peso molecular solubles en el mosto, trae dificultades de filtrado, aumenta laintensidad del color y perjudica el gusto.
C) En la cerveza: niveles altos de nitrgeno soluble en el mosto, se combinan con lospolifenoles ocasionando enturbiamiento en fro de la cerveza.
En los pases productores de cebada cervecera, las normas de comercializacin fijan unlmite mximo de protena, por encima del cual elproducto no puede ser comercializado comocebada cervecera.
-
22
El lmite mximo de protena aceptable para cebada cervecera es muy variable en losdistintos pases. En Uruguay y Brasil se ha mencionado tradicionalmente el 12% en sustanciaseca. Actualmente el lmite fijado por FNC es de 1 1 ,5%. En Australia, que es un gran exportador,el lmite mximo vara segn los Estados desde 1 1 ,25 en Western Australia hasta 1 1 ,8 en Victoria y South Australia. En Alemania el lmite mximo para la cebada cervecera superior es1 0,0%, para la fina de 1 0, 1 a 1 0,7% y para la media de 1 0,8 a 1 1 ,4%. Los importadores alemanesexigen un mximo de 1 0,5%.
El contenido porcentual del nitrgeno en sustancia seca en las cebadas se determinamediante Kjeldahl y se expresa en porcentaje de protena multiplicndolo por 6,25. La forma enque se extrae la muestra influye en el resultado final. En la mayor parte de las determinacionesse toma la muestra sin clasificar. Muchas veces se saca la muestra para Kjeldahl despus declasificada descartando el refugo que no semaltea y otras veces de cebadaya clasificada sobreel tamiz 2,5 mm. Los resultados pueden variar segn la variedad y la proporcin de cadafraccin.
Debido a la relacin volumen/superficie, el porcentaje de protena disminuye cuanto msredondeado es el grano y, por lo tanto, mayor su contenido de almidn. Por este motivo lacebada mayor de 2,8 mm es la que generalmente tiene la protena ms baja. La protenaaumenta progresivamente en cada fraccin alcanzando el tenor ms alto en lamenor a 2,2 mm.Pero existen cultivares en las que no se observa este efecto.
2.3.8 Homogeneidad
Los fabricantes de malta exigen generalmente una elevada homogeneidad en lascebadas que adquieren y, antiguamente, exista un ndice de homogeneidad para la clasificacin por tamices. Es cierto que lamezcla de lotes diferentes, aunque sean de la misma variedad,puede ser muy negativa, si tienen contenidos muy diferentes de humedad o de protena. Elpromedio obtenido puede ser aceptable pero el lote resultante es peor. Esto es especialmentevlido si se mezclan lotes que han sufrido condiciones climticas diversas como sequa ylluvias.
Sin embargo, las cebadas cosechadas de un mismo cultivo no son tan homogneascomo se podra pensar. Nielsen en 1 936 y Fischbeck en 1 968 advierten que existen lmitesnaturales en esta homogeneidad. Nielsen encontr diferencias de un 25% en el contenido denitrgeno de los granos de la misma espiga y Fischbeck determin que el porcentaje de granosque superaba la zaranda de 2,8 mm era 33% menor en otras espigas de la misma planta y quelas diferencias dentro de un cultivo eran an mayores.
-
23
3. CAUDAD DE LA MALTA
Hay diversos tipos de maltas cerveceras de acuerdo a diferentes procesos: Malta Pilsen,Munich, Viena, Kulmbach, malta negra o maltas caramelizadas. De todos estos tipos el mscomn y el ms comercializado es la malta Pilsen, que es la que vamos a tomar en cuenta paraesta publicacin.
Para evaluar la calidad de la malta Pilsen se consideran diversos tipos de anlisis,
algunos de los cuales son muy similares a los de la cebada (Pawlowski & Schild, 1961).
A) Caracteres subjetivos: color, olor, aspecto del corte mediante el farintomo.
B) Anlisis fsicos: peso hectoltrico, peso de mil granos, clasificacin por zarandas.
C) Anlisis qumicos: se pueden agrupar en los que se refieren directamente al factoreconmico como el Extracto, los relacionados con las enzimas amilolticas, la disolucin
citoltica, la disolucin proteoltica, las caractersticas del mosto, los relacionados con laatenuacin final, etctera.
Todas estas determinaciones van a dar resultados que varan de acuerdo a las
caractersticas genticas de la variedad utilizada, el medio ambiente y la tecnologa delmalteado.
3.1 Extracto
El Extracto se determina despus de un molido estandarizado (Extracto molido fino) y deacuerdo a un mtodo denominado "Mtodo del Congreso" (establecido en un congreso decerveceros en Viena en 1 889) se obtiene el mosto de laboratorio.
3.1.1 Definicin de Extracto
El Extracto es la principal caracterstica de una malta. Se lo puede definir como elporcentaje de sustancia seca de la malta que se disuelve en el mosto durante el braseado (laprimera parte de la fabricacin de la cerveza) . Est directamente relacionado con el rendimientoen litros de mosto y, por lo tanto, con la cantidad de un determinado tipo de cerveza que unfabricante puede obtener con una malta. Es un dato de primera importancia econmica parael cervecero, ascomo el potencial de rendimiento en kilos por hectrea de una variedad, lo espara el agricultor.
Entre 90 y 92% del extracto soluble en el mosto est constituido por Carbohidratos, delos cuales la mitad corresponde al disacarido maltosa y un 25% a dextrinas. El restante 8 a 1 0%consiste en pptidos, aminocidos, cido nucleico y productos de su hidrlisis y, en menorproporcin, lpidos, vitaminas y minerales (Scriban, 1975).
-
24
3.1.2. Evaluacin del Extracto
La Sociedad Alemana de Cebada Cervecera (Bayerische Landesanstalt fr Bodenkulturund Pflanzenbau, 1 983), clasifica el extracto molido fino de las maltas de acuerdo a la siguienteescala:
Muy bueno ms de 82,0%Bueno 80,6 - 82,0%
Aceptable 79,0 - 80,5%Insuficiente menos de 79,0%
3.1 .3 Prediccin de extracto
La gran importancia del extracto de la malta condujo a los investigadores a intentarpredecirlos en la cebada sin maltear.
3.1 .3.1 Por protena y tamao
Desde el siglo pasado es conocida la relacin negativa que existe entre el porcentaje deprotena de una cebada y su rendimiento en extracto de la malta. Ya en 1 857 Lawes y Gilbert,citados por Beaven, relacionaron baja calidad con elevado tenor proteico.
En 1903, G. Haase, propietario de una cervecera de Silesia que tena un campoexperimental propio, critic el sistema emprico de puntaje de la cebada de su poca y propusoque se le agregaran anlisis objetivos. Entre ellos el porcentaje de protena.
Los valores encontrados por Haase daban un extracto de apenas 79% con una cebadade 9% de protena y uno de 78% para una cebada de 1 0%. A esta relacin entre Protena yExtracto se le llam en su tiempo "Ley de Haase".
En 1 930, Bishop estableci una frmula para deducir el Extracto a partir del peso y delcontenido en nitrgeno de los granos:
E = A- 10,5 N + 0.20G
E es igual al Extracto (%) a determinar, A es una constante varietal que, segn Bishop,variaba de 1 01 a 1 1 6. N es el contenido en nitrgeno (%) de los granos y G el peso (mg) de milgranos. Kolbach en 1 932 la modific para las condiciones de Alemania:
-
25
E = 88,1 -9,0N + 0.14G
En 1 934 y 1 948 Bishop modific dicha frmula.Los estudios de Bishop de 1 934muestran que las protenas del endosperma de la cebada
interaccionan con algunos carbohidratos impidiendo que sean solubilizados en el extracto.Bishop sugiri que estas protenas y carbohidratos nsolubles son responsables de lasdiferencias entre variedades que intent precisar con la constante varietal.
En 1 950 Lers estableci la regla de la regularidad. Segn ella cada 1 % de aumento delporcentaje de protena, el extracto disminua en un 1 %. Los valores obtenidos por Lers ya noson los mismos de Haase (Cuadro 2). Schmidt ef al. (1975) determinaron que en valoressuperiores al 1 0% el extracto obtenido era menor que el predicho por la frmula. En el Cuadro2 se comparan los datos obtenidos por Haase en 1 903, Lers en 1 950 y la variedad alemanaBreuns Villa en el trienio 68-70 observa el avance gentico obtenido en la relacin Protena/Extracto alcanzadas en Alemania durante esos 70 aos.
RESULTADOS DE ALEMANIAProtena vs. Extracto
EXTRACTO (%:
Villa (68-70)Luers (1950)Haase (1903)
10 11 12
PROTEINA U)
13
Cuadro 2. Relacin entre protenas y extracto. Resultados obtenidos por Haase (1903), Lers (1950) y por elcultivar Villa en 1970 (Baumer, 1973).
-
26
3.1 .3.2 Por energa de molienda
En 1 976 Allison ef al. midieron la energa elctrica consumida en la molienda de unacantidad determinada de cebada a travs de un tamiz de 1 mm y en 1 979 propusieron un equipoparamedir esta energa que relaciona con el extracto determinado en la malta de esas cebadas.
En 1 986 Allison relacion el aumento de energa consumida con un endosperma deestructura menos compacta en el que hormonas y enzimas pueden difundirse mejor. Estudiando la energa consumida en la molienda de modernos cultivares y las variedades que lasoriginaron, encontr que la variedad Kneiffel estara en el origen de esta caracterstica enmuchas variedades modernas.
3.2 Enzimas amilolticas
De todas las enzimas producidas durante el malteo, las principales son las que degradanel almidn. Su presencia en la malta est asociada a una rpida y adecuada transformacin delalmidn durante al braseado. Entre stas destacamos las alfa- y beta-amilasas.
La alfa-amilasa no est presente en el grano de cebada y se produce durante lagerminacin. Cuando el grano alcanza un adecuado contenido de humedad, el Scutellumproduce cido giberlico que transita por el endosperma en direccin a la capa de aleurona(Figura 1). All produce la produccin de alfa-amilasa y otras enzimas (beta-glucanasa,proteasa, fosfatasa, etctera). La alfa-amilasa as producida divide la molcula de almidn enunidades menores.
Los primeros trabajos con alfa-amilasa fueron conducidos por Sandstead etal. en 1939.El Subcomit de Anlisis del ASBC realiz estudios intensivos entre 1 949 y 1 952. En 1 975Analytica EBC III recomend el mtodo ASBC-EBC.
La beta-amilasa est presente en el grano de cebada y es activada durante la germinacin. Durante la sacarificacin, la beta-amilasa transforma el almidn en maltosa ydextrinas. Para ello requiere que la alfa-amilasa haya iniciado la transformacin del almidn.
3.2.1 Poder diastsico
Los primeros estudios sobre el poder diastsico fueron realizados por Brown y Heron en1 879 y en 1 886 por Lintner quien cre la escala denominada grados Lintner (L), que es utilizadaen Estados Unidos y Canad. Es a partir de los trabajos de Windisch y Kolbach en 1 925 quese establecieron las unidadesWindisch Kolbach utilizadas por el EBC y que miden fundamentalmente la actividad de la beta-amilasa, como expresa la siguiente relacin:
Beta-amilasa = Poder Diastsico (WK) - 1 ,2 alfa-amilasa (ASBC)
-
27
El Poder Diastsico est correlacionada en forma positiva con el porcentaje de protena,el que, a su vez, est correlacionado en forma negativa con el extracto de la malta. En general,las variedades con extracto muy alto, como las cebadas europeas, tienen bajo poder diastsicoy las de elevado poder diastsico, como las de Estados Unidos o Canad, tienen extractosmenores. Muchas veces, al seleccionar exageradamente para bajas protenas, se obtuvo unbajo poder diastsico. En 1964 Fischbeck advirti que ya no era posible continuar seleccionando para baja protena en Alemania, porque se estaba conduciendo a la seleccin deplantas poco eficientes.
La actividad de la alfa-amilasa se evala con el mtodo ASBC y se sita generalmenteentre 40 y 70 Unidades ASBC. El EBC recomienda tambin el mtodo espectrofotomtrico.Cuantoms elevado sea el contenido en alfa-amilasa, mejor ser la transformacin del almidn.
3.2.2 Sacarificacin
El tiempo de sacarificacin se mide durante la realizacin del mtodo del congreso.Cuando se alcanzan ios 70 C, se prueba, cada cinco minutos, una gota de la solucin con unasolucin de yodo (2,5 g de yodo + 5 g de yoduro de potasio en 1 I de agua).
Actualmente esta determinacin no se considera de mucha relevancia en relacin a la
prctica cervecera. Es una medida ms bien aproximada de la hidrolizacin del almidn. Lamayora de las maltas tienen de 10a 15 minutos. Solamente una malta muy mal modificadatendr una sacarificacin superior a veinte minutos.
3.3 Disolucin citoltica
Para una completa transformacin de la malta tambin es necesario una buena disolucin de las paredes celulares. Aqu juegan un rol especial los carbohidratos denominados beta-glucanos, sustancias gomosas que, junto con celulosa y protenas, forman las paredescelulares. En la cebada el porcentaje de beta-glucanos supera el 60%; es mucho mayor que enotros cereales como avena, trigo, arroz y maz.
En Europa se han constatado diferencias significativas en el contenido de beta-glucanosen cultivares de cebada cervecera. El Comit de Anlisis del EBC ha aprobado el uso de dosmtodos para la evaluacin de los beta-glucanos: el enzimtico de Biocon y el Calcofluor dela Carlsberg. Tambin se usa el mtodo de azul de metileno.
3.3.1 Diferencia de extracto
Para determinar el grado de disolucin citoltica se evala la diferencia de extractosobtenidos por lamismamalta con dos tipos de molido, utilizando un molino de laboratorio DLFUBhler-Miag. El Extracto Molido Fino (EMF) se determina a partir de una malta molida en forma
-
28
tal de obtener el 90% de harina. El Extracto Molido Grueso (EMG) se determina a partir de unamolienda que obtenga un 25% de harina. Los porcentajes de harina son controlados medianteel Plansichter.
El estudio de la diferencia entre los extractos obtenidos con molido fino y grueso fue
propuesto en el Congreso de Berln en 1903 y se considera un buen indicador de lapermeabilidad del endosperma amilceo. Es influenciada por el contenido de enzimas(citolticas, amilolticas y proteolticas) el que es definido genticamente, dependiendo de lascondiciones de desarrollo del grano y cosecha.
La siguiente escala (Narziss, 1976), evala la disolucin citoltica mediante la diferenciaentre extracto molido fino y molido grueso:
Muy buena menos de 1 ,3%Buena 1 ,3 - 1 ,9%
Aceptable 2,0 - 2,6%Insuficiente ms de 2,6%
3.3.2 Viscosidad del mosto
El estudio de la viscosidad del mosto obtenido en laboratorio como ndice de ladisolucin citoltica fue iniciado por Piratzky en 1936. Se expresaba en centipoisen (cP).Actualmente se usan los milipascales por segundo (mPa. s). La viscosidad del agua es iguala 1,00 (mPa. s).
La viscosidad est relacionada a la estabilidad y filtrabilidad del mosto y de la cerveza, ascomo al mantenimiento de la espuma. Est directamente relacionada al contenido en beta-
glucanos y a la actividad de la beta-glucanasa producida durante el malteo. La beta-glucanasadegrada los beta-glucanos a compuestos glucosdicos de menor peso molecular. La mayor omenor actividad de esta enzima, tiene tambin influencia varietal.
En 1 976 Narziss evalu la viscosidad del mosto de laboratorio de acuerdo a la siguienteescala:
Muy buena menos de 1 ,53 mPa. s
Buena 1 ,53 - 1 ,61 mPa. s
Aceptable 1 ,62 - 1 ,67 mPa. s
Inaceptable ms de 1 ,67 mPa.s
-
29
3.3.3 Dureza de la malta
La dureza de la cebada se refleja en la dureza de la malta y, como en la cebada, estrelacionada con la harinosidad de los granos. La determinacin del porcentaje de granosharinosos, vitreos y semivtreos, siempre fue tenida en cuenta para valorar las maltas.
Esta proporcin de granos harinosos se puede evaluar en forma ms objetiva y precisamediante la determinacin de la dureza de la cebada y de la malta. Para este fin se ha utilizadoel molino Brabender.
Enders en 1939 y Paukner en 1951 estudiaron la dureza de la malta utilizando el
faringrafo de Brabender.En 1963 Chapn desarroll el Murbidmetro y en 1978, el Friabilmetro, que desplaz al
anterior y encontr aceptacin general.El resultado del friabilmetro correlaciona muy bien con la citlisis. Detecta el comportam
iento de todos los granos, como el caso de los granos que no germinan. Depende ampliamentede la variedad, es inferior en las cebadas invernales e influenciada por las condiciones del aodurante el desarrollo del grano y la cosecha.
La dureza de la malta determinada con el friabilmetro puede evaluarse de acuerdo conla siguiente escala:
Muy buena 81 - 100
Buena 71 - 80
Aceptable 65 - 70
Insuficiente menos de 65
El uso del friabilmetro tambin permite determinar el contenido de granos vitreos usandola escala de Kretschmar:
Poco 0 - 1 ,9
Medio 2,0 - 2,9
Alto 3,0 - 4,0
Muy alto ms de 4,0
3.3.4 Prdida de dureza durante el malteo
Lamedida de la energa consumida durante lamolienda de lamalta es tambin una buenadeterminacin de su disolucin citoltica. Si el proceso de secado ha sido el mismo y la
-
30
humedad de las muestras es igual este mtodo sirve para evaluar la disolucin de diferentescultivares.
La energa de molienda de la malta es menor que la de la cebada antes de maltear y, estareduccin, es un criterio ms para evaluar la calidad de diversos genotipos.
3.4 Disolucin proteoltica
El porcentaje de protena de la malta est, en la mayora de los casos, bien caracterizadapor el ndice de Kolbach. Este debe ser complementado por el porcentaje de protena y delnitrgeno soluble en el mosto, ya que estos tres valores estn interrelacionados y no puedenser tomados en forma aislada. El ndice de Hartong a 45 C y el nitrgeno amino complementanel ndice de Kolbach.
3.4.1 Porcentaje de protena de la malta
El porcentaje de protena de la malta puede ser algo inferior al de la cebada, principalmente por la prdida de las raicillas, que tienen un elevado tenor proteico (20-22%).Generalmente se sita entre un 0,1 y 0,5% menos que la cebada original. Por lo tanto, el tenorproteico de una malta nos da solamente una idea aproximada de la protena original.
3.4.2 ndice de Kolbach
El ndice de Kolbach expresa el porcentaje del nitrgeno de la malta que se solubiliza enel mosto y tambin se denomina ndice de Disolucin del Nitrgeno.
Los primeros estudios sobre la relacin entre el nitrgeno total y el nitrgeno solublefueron realizados por Fernbach en el Instituto Pasteur en 1 899 donde se constat que el ndicepredominante en esa poca era del 33%. Los estudios fueron retomados por Bishop en 1 931 .Pero es recin despus de los trabajos de Kolbach en 1 933 que se reconoce la importancia deeste ndice, el cual ha tomado su nombre.
Dependiendo del tenor proteico, una mayor o menor disolucin dar valores muydiversos de nitrgeno soluble. Las variedades modernas, especialmente las descendencias deTrumpf, presentan un alto ndice de Kolbach.
3.4.3 Nitrgeno soluble en el mosto
Cuando se habla del mosto se hace referencia de nitrgeno y no de protena, ya que nose puede denominar protenas a la mayora de los compuestos nitrogenados solubilizados.
-
31
El nitrgeno soluble en el mosto, se expresa en mg por 1 00 g de malta sustancia seca.Debe estar situado dentro de determinados lmites por debajo de los cuales es insuficiente parala nutricin de las levaduras. Cuando el nitrgeno soluble supera los lmites especificados,aumenta la proporcin de compuestos de alto peso molecular. Esto tiene efectos negativos enla estabilidad, filtrabilidad y color mencionados anteriormente.. Es difcil corregir, en la cervecera, los efectos de una exagerada solubilizacin de sustancias nitrogenadas.
Una informacin ms precisa sobre la composicin del nitrgeno soluble se obtiene conla determinacin de las fracciones segn Lundin. Se separa una fraccin A, de alto pesomolecular precipitable con tanino, una fraccin B, de peso molecular medio, precipitable concido molibdnico y la fraccin C de bajo peso molecular. En el grupo de bajo peso molecular,a su vez, se puede determinar el formol-nitrgeno y el alfa-amino nitrgeno, tambin conocidocomo FAN (Free Amino Nitrogen) que debe ser superior a 140 mg/100 g.
Estas dos fracciones de nitrgeno de bajo peso molecular deben estar debidamenterepresentadas para que se desarrolle normalmente la fermentacin primaria, a secundaria ypara que se encuentren en menor proporcin cuanto ms elevado sea el nitrgeno soluble.
3.5 Otros anlisis
En la malta se realizan muchas otras determinaciones como el desarrollo de la plmula,y anlisis qumicos, de polifenoles, beta-glucanos, pentosanas, pH, etc., que no vamos a trataraqu. Los anlisis que ms nos interesan son los siguientes:
3.5.1 . ndice de Hartong a 45 C (VZ 45)
Hartong y Kretschmer elaboraron un test por el cual se obtienen mostos de laboratorioa cuatro diferentes temperaturas: 20 C, 45 C, 65 C y 80 C, durante una hora. El extractoobtenido en estas condiciones se relaciona con el que se obtiene mediante el Mtodo delCongreso. Esta relacin se expresa en un nmero relativo (Verhltniszahl = VZ). Con los cuatronmeros relativos, se obtiene el Nmero de Hartong.
El ndice de Hartong a 45 C (VZ 45) est relacionado con la capacidad enzimtica de lasproteasas y de las enzimas que trabajan a baja temperatura, con excepcin de la alfa-amilasa.Este ndice tambin est relacionado con la friabilidad de la malta as como con elcontenido de alfa-amino-nitrgeno. Tiene gran influencia en la estabilidad de la cervezaque se puede obtener de esa malta.
La mezcla de variedades de diferente calidad industrial da ndices de Hartong 45 Cinferiores a los mismos lotes malteados por separado.
Se considera que debe superar el ndice standard (36). El ndice de Calidad del Brasilestablece un puntaje mnimo de 2 puntos para el ndice de 35, un mximo de 1 6 para el ndice42 y un mnimo de 2 puntos para el valor de 49.
-
32
3.5.2 Caractersticas del mosto
La obtencin del mosto de laboratorio por el Mtodo del Congreso es el punto de partidade muchos anlisis. Por ejemplo, de la evaluacin de sus caractersticas organolpticas: color,sabor, opanilidad y olor.
El color del mosto se mide en unidades EBC mediante discos de colores padronizadosde acuerdo con las normas publicadas en Analytica EBC, ya que laturbidez del mosto dificultael uso de sistemas fotomtricos. El Color de Coccin o color segn Kolbach Zastrow, est msrelacionado con el color que tendr la cerveza. Esta nueva tcnica fue propuesta en 1 963.
3.5.3 Atenuacin final
Es un mtodo que permite determinar la fraccin fermentable del extracto a partir delmosto de laboratorio y se expresa en porcentaje del extracto total. Los primeros trabajos fueronrealizados por Richardson en 1784 y Balling en 1945.
La Sociedad Alemana de Cebada Cervecera, evala los resultados de atenuacin final deacuerdo a la escala siguiente:
Muy buena ms de 82,0%Buena 80,6 - 82,0%Aceptable 79,1 - 80,5%Insuficiente menos de 79,1%
Actualmente la atenuacin final no se incluye en las especificaciones de malta, pero haydiferencia gentica entre cultivares. Meredith y Sallans (1 943) la destacan en la seleccin decebada cervecera.
3.6 Merma del malteado
Todas las transformaciones producidas en el transcurso del malteo ocasionan prdidasde sustancia seca de la cebada procesada. En general se expresa en materia seca ya que existeuna merma debida a las diferentes humedades inicial y final. La humedad de la cebada
remojada es aproximadamente de un 1 2% y la de la malta de un 4%. Esta diferencia ocasionauna merma del 8% por lo menos.
Esta prdida, que a veces se expresa con la palabra alemana Schwand, se debe,principalmente, al consumo de sustancia seca que se transform en raicillas durante el malteo,y se separan por limpieza del producto final y a las prdidas ocasionadas por las transformaciones biolgicas sufridas por la cebada durante el malteado, tambin llamadas merma porrespiracin.
-
33
La merma en sustancia seca se sita entre el 7 y el 1 0% y depende, fundamentalmente,de las condiciones en que se realiz la germinacin. De ella depende la mayor o menortransformacin de la malta. Valores inferiores indican que la malta no sufri una transformacinadecuada y superiores que la disolucin fue muy alta. Tambin hay diferencia entre cultivares.
La merma no puede ser considerada como un ndice de calidad porque no figura en losanlisis de malta que regulan la comercializacin. Pero es, junto con la duracin del malteo, desuma importancia para el fabricante, por su incidencia en los costos.
3.7 Micromalteo
Evaluar el complejo de caracteres de la calidad maltera de una cebada antes de malteares bastante difcil ya que una serie de enzimas como la alfa-amilasa y la beta-glucanasa seproducen recin a partir de la germinacin y las condiciones en que se realiza el malteo influyenmucho en el resultado final. De este modo lo mejor siempre ha sido realizar un malteo deprueba.
Para poder estudiar los diferentes lotes de cebada antes de su elaboracin industrial, opara el estudio de nuevos cultivares o material de mejoramiento de los que hay poca cantidadde grano, se desarrollaron los sistemas de micromalteo que permite trabajar con pequeascantidades.
Los primeros equipos para realizar micromalteos fueron creados por Kraus y Ulsch enWeihenstephan, Alemania, en 1894. Alrededor del 1900 se desarroll, en Inglaterra, eldenominado "stock malting system" que menciona Beaven en 1947. Consista en colocarpequeas muestras en unas medias de tela en la remojadora y germinacin.
En 1 935 Dickson ef al. informaron sobre un equipo de micromalteo que es instalado enla Universidad de Wisconsin, USA, y en 1943, el Comit voor Brouwgerst de Rotterdam (hoyNIBEM, Instituto Holands para la cebada, la malta y la cerveza), instal una micromalteraneumtica.
En 1 951 se instal nuevamente enWeihenstephan, en la Ctedra del Profesor Schuster,un sistema de micromalteo que utiliza un kilo de muestra. Se investiga para mejorar la eficienciade estos equipos, reduciendo el tamao y aumentando la cantidad de muestras utilizadas. Elsistema de micromalteo desarrollado por Reiner en 1 964, utilizaba solamente 20 gramos demuestra. El que fue puesto a punto por Ulonska Fritz y Lenz, del Instituto de Agricultura delEstado de Baviera en Weihenstephan, malteaba 300 muestras por vez (Ulonska etal., 1966).
El micromalteo da una excelente informacin sobre la calidad maltera de una nuevavariedad, comparndola con testigos bien conocidos. Para poder tener una idea precisa de lamisma es necesario poder comparar diversas condiciones de ambiente. Para ello se necesitanvarias localidades y aos, comparndose las nuevas variedades con variedades testigos decalidad conocida.
En general los anlisis de malta obtenidos por micromalteo dan resultados msfavorables que los obtenidos en escala industrial. Por lasmejores condiciones en que se trabajala muestra se logran mayor extracto y menor diferencia entre molido fino y grueso. El
-
34
micromalteo tiende a favorecer aquellas variedades que se adaptan mejor al esquema demalteo utilizado, como velocidad de absorcin de agua, humedad y temperatura durante lagerminacin, etc., ya que no es posible hacer un malteado individual. Por este motivo algunasvariedades pueden tener mejor resultado en un proceso industrial ajustado a sus caractersticas fisiolgicas que el que muestran en un micromalteo, en el que su comportamiento difieremucho del esquema del malteo utilizado.
4. CAUDAD CERVECERA
El estudio de la calidad cervecera se refiere al producto final. Es necesario realizar unafabricacin industrial o microcervecera de malta pura de cada cultivar a estudiar. Es decir, seproducen cervezas de un conjunto de cultivares de una determinada red de ensayos, contestigos de calidad industrial bien conocida. Estos estudios abarcan algunos aos para evaluarlos efectos de ao y localidad respecto a las variedades estudiadas.
Algunas de las evaluaciones son similares a las del mosto de laboratorio, como: Extracto,pH, Nitrgeno total, Viscosidad, Color EBC, Atenuacin final, Turbidez.
Otras evaluaciones son especficas, como Alcohol %, Espuma NIBEM, Unidades deAmargor EBC, etctera.
Tiene mucha importancia la determinacin de una veintena de productos secundarios dela fermentacin. Algunos de ellos, como el Diacetilo, son muy negativos. La determinacin denitrosaminas o de micotoxinas ha tomado mucha relevancia, as como el DMS, Dimetil Sulfuroo sus precursores.
La evaluacin de la calidad cervecera incluye la degustacin por catadores que debenevaluar hasta 6 tems relacionados con el gusto y aroma obteniendo un ndice final que expresael conjunto. Uno de los tems principales es la pureza del gusto. Este debe estar libre de unaserie de gustos extraos que pueden presentarse. Las degustaciones se realizan con cervezasobtenidas a partir de un mismo conjunto de cultivares de diversa procedencia.
Elementos de la calidad cervecera tales como filtrabilidad de la cerveza, color, transparencia, etc., estn ntimamente relacionados a la calidad de la malta y el mosto. Pero essolamente con el estudio de la cerveza producida por la malta de una variedad pura, que seobtiene la determinacin definitiva de la calidad industrial de una variedad de cebada o de lotesde diversas procedencias.
Las compaas cerveceras suelen realizar fabricaciones a escala industrial a partir demaltas de una variedad pura para obtener una opinin sobre la misma. Se necesita tenerinformacin de diversas localidades y aos para llegar a una opinin definitiva. Este sistemapuede aplicarse a muy pocas variedades.
Para determinar con precisin la calidad cervecera de una nueva variedad se utilizanequipos de microcervecera. La Cervejaria Brahma de Brasil ya tiene uno en funcionamiento.
-
35
5. PREDICCIN DE CAUDAD A PARTIR DE LA CEBADA
Todas las escalas de puntos usadas para evaluar la cebada tienen como fin la prediccinde la calidad industrial a partir de caractersticas de la cebada. Como la dosificacin directa delalmidn era complicada e imprecisa durante mucho tiempo se calibr el conjunto de materiasextractivas mediante un extracto diastsico, lo que se denominaba el extracto de la cebada.Con el progreso del micromalteo esta determinacin cay en desuso.
El primero en establecer una forma de prediccin del Extracto a partir de anlisis de lacebada fue como mencionamos antes Bishop, en 1 928.
Pero tambin hemos visto que a) el extracto, si bien es importante, no es la nicacaracterstica a tomar en cuenta en la evaluacin de la calidad de una malta, y b) todos estosndices estn ms o menos interrelacionados.
Anderson, Sallans y Meredith en Canad y Lau y Reiner en Alemania, relacionaroncaractersticas de la cebada con diversos parmetros de calidad de las maltas obtenidas conella mediante el micromalteo. En 1 973 Peterson & Foster publicaron un estudio del conjunto delos trabajos realizados sobre este tema.
En Alemania se utiliz durante aos el denominado "Test Fisiolgico" de Ulonska etal.(1 975), que determinaba la velocidad de absorcin de agua durante el remojo padronizado delmicromalteo y daba notas para el vigor y la uniformidad de la germinacin. Estas simplesevaluaciones eran utilizadas por el Instituto de Agricultura del Estado de Baviera para evaluarla calidad industrial de las lneas avanzadas de su programa de mejoramiento y de los criaderosprivados. Cuando entraron en evaluacin las numerosas descendencias de la variedadalemana Trumpf, este test debi ser abandonado, porque ya no predeca bien la calidadcervecera. Era un ndice de calidad vlido solamente para determinados genotipos (Baumer,comunicacin personal, 1988).
6. TIPIFICACIN DE CULTIVARES DE CEBADA
En los pases que producen cantidades importantes de cebada cervecera se siguenprocedimientos bastante minuciosos para la clasificacin de cultivares de cebada comocebada cervecera o tipo cervecero. Las variedades de cebada son denominadas cerveceraso forrajeras independientemente del nmero de hileras de la espiga. Son cultivares de cebadacervecera los que han sido reconocidos como tales por los organismos especializados. Latipificacin de cultivares como de tipo cervecero o forrajero implica una clara identificacin decultivares en el grano ya trillado.
-
36
6.1 Identificacin de cultivares
Hay abundante literatura sobre la identificacin de cultivares en la planta y en el grano.En Europa la EBC public una serie de descripciones (Aufhammer efal. en 1 958 y 1 968) y Simnde INRA public otras en 1 972. En Estados Unidos y Canad, las primeras descripciones fueronrealizadas por Haran en 1 91 8, Haran & Martini en 1 936, Aberg & Wiebe en 1 946 y porWiebe& Reid en 1961 . La AMBA (American Malting Barley Association), publica las descripciones delas nuevas variedades lanzadas comercialmente.
Durante muchos aos, en el Uruguay se ha identificado a la cebada cervecera como lade dos hileras y a la forrajera con la de seis hileras, como si fueran sinnimos. En Europa y granparte de Amrica del Sur todas las cebadas cerveceras son de dos hileras, pero hay muchascebadas de dos hileras que no tienen la calidad industrial. En los Estados Unidos y Canadpredominan las cebadas cerveceras de seis hileras que, junto a un extracto ms bajo, tienenun poder diastsico mucho ms elevado que las de dos hileras. ltimamente el mejoramientogentico en Estados Unidos y Canad permiti obtener cebadas de seis hileras que tienen msextracto y cebadas de dos hileras con mayor poder diastsico. En estos pases existen tambinmuchas cebadas de seis hileras que tienen solamente valor forrajero.
La identificacin de las cebadas de seis hileras por los granos es fcil. Los granos sonms alargados que los de cebada de dos hileras y dos tercios tienen el extremo del germencurvado. Esto se debe a que no tienen lugar para desarrollar un grano ms redondeado en laespiga. Por este motivo tienen ms porcentaje de cascaras y menos de almidn y, por lo tanto,menos extracto que las de dos hileras.
En Europa se han difundido cada vez ms las cebadas de invierno que, en un tiempo,eran destinadas solamente a la produccin de grano forrajero. Se han seleccionado cebadasinvernales de seis hileras como la francesa Plaisant que se ha exportado a Amrica del Sur yde dos hileras como la alemana Kaskade, cuya calidad se aproxima a las de primavera. Lasinvernales de dos hileras tienen un rendimiento inferior a las de seis. A pesar del mejoramiento,es difcil obtener cebadas cerveceras de tipo invernal, ya que generalmente tienen mspolifenoles y menos extracto que las de primavera.
La presencia en el mercado de la cebada invernal de dos hileras dio un renovado intersa la identificacin de variedades mediante electroforesis para detectar los tipos invernales dedos hileras e impedir que se comercializaran como cebada de primavera.
6.2 Definicin de tipo cervecero
La tipificacin de cultivares como cebada cervecera es generalmente realizada porcomits especializados en los que est representada la industria y se definen cules cultivaresson de tipo cervecero y cules no lo son.
Esta clasificacin es realizada en los Estados Unidos por el AMBA, que es financiado porla industria cervecera o por los organismos especializados en recomendacin y certificacinde cultivares.
-
37
En Canad la industria cervecera y maltera estableci en 1 948, el Brewing and MaltingBarley Research Institute, con el propsito de fomentar la produccin de cebada cervecera.Financiado por la industria, colabora en la evaluacin de la calidad de nuevas variedades olneas avanzadas y financia investigacin universitaria. Toda nueva variedad de cebadaclasificada como tipo cervecero debe comprobar esta tipificacin con tres aos de resultadosindustriales despus de lo cual se le acepta en forma definitiva.
7. RESUMEN
Se presentaron diversas caractersticas y anlisis de cebada y malta, discutiendo surelevancia en la determinacin de la calidad industrial de la cebada. Tambin se discuti la
tipificacin de cultivares de cebada por sus aptitudes para la fabricacin de malta paracervecera.
8. BIBLIOGRAFA
ABERG, E.; WIEBE, G. A. 1945. Classification of Barley Varieties Grown in the United States and Canad. In: U.S.D.A.Technical Bulletin N. 907. 190 pp. Washington DC.
ALLISON, M. J.; COWE, I. A.; McHALE, R. 1976. A rapid test for the prediction of malting quality of barley. Journalof the Instituto of Brewing. 82: pp. 166-167.
; COWE, I. A; BORZUCKI, R.; BRUCE, F.; McHALE, R. 1979. Milling energy of barley. Journal of the Instituteof Brewing. 85: pp. 86-88.
. 1986. Relationships between milling energy and hot-water extract vales of malts from some modermbarleys and their parental cultivars. Journal of the Institute of Brewing. 92: pp. 604-607.
Analytica-EBC. 1987. Amsterdam. Elsevier Publishing Company, 265 pp.
ARIAS, G. 1985. Ertrag, Ertragsaufbau und Qualitt brasilianischer Braugerstensorten. Dissertation TechnischeUniversitt Mnchen-Weihenstephan. Altendorf bei Bamberg, D. Grbner Verlag. 246 pp.
AUFHAMMER, G.; BERGAL, P.; HORNE, F. R. 1958. Barley Varieties - EBC. Elsevier Publishing Company. Amsterdam, London, New York.
; BERGAL, P.; HORNE, F. R. 1968. Barley Varieties - EBC. Elsevier Publishing Company. Amsterdam,London, New York.
BAUMER, M.; C. WINKLER, C. 1987. Einstufung der Sommergerstensorten nach Ihrer Malzqualitt mit der Bewer-tungsschema der Braugerstegemeinschaft. Braugersten Jahrbuch. 1987. pp. 249-253.
BAUMER, M., C. ULONSKA, E.; LENZ, W. 1973. Untersuchungen ber die Abhngigkeit des Extraktgehaltes vomEiweissgehalte an Sommergerstensorten aus dem Frankfurterprogramm 1968-1970. Braugerstegemeinschaft. Braugerstenjahrbuch. 1973. pp. 186-198.
BAYERISCHE LANDESANSTALT FR BODENKULTUR UND PFLANZENBAU. Freising-Mnchen. 1983. Ver-suchsergebnisse. Qualittsergebnisse Gerste. Freising.
BAYERISCHE LANDESANSTALT FR BODENKULTUR UND PFLANZENBAU. Freising-Mnchen. 1987. Ver-suchsergebnisse. Qualittsergebnisse Gerste. Freising.
-
38
BEAVEN, E. S. 1947. BARLEY, FKy years of observations and experiments. London, Ducworth. 393 pp.BECKER-DILLINGEN, J. 1927. Handbuch des gesammten Pflanzenbaues, Band I, Getreidebau. Berln, Verlag Paul
Parey. 323 pp.BENDELOW.V. M. 1981. Selection for quality malting barley breeding. Proceedings oftheFourth International Barley
Genetics Symposium. pp. 181-185. Edinburgh.BISHOP, L R. 1928. First report on barley protein. The composition and quantitative estimation of barley proteins.
Journal of the Instituto of Brewing, 34: pp. 101-1 18.. 1930. Prediction of Extract. Journal of the Institute of Brewing, 36: pp. 421-444.. 1934. Prediction of Extract III. Application of the carbohidrate principie. Journal of the Institute of Brewing,
40: 62-74.
. 1948. The adjustement of prediction to give true extract in malt. Journal of the Institute of Brewing, 54: pp.330-333.
CHAPN, L 1963. Die Anwendung des Mrbidimeters zum Studium der Harte un der Homogeintt der Gersten,Brauwelt 103: pp. 748-750.
DELBRCK. 1904. Fortschritte im Braugewerbe. Jahrbuch derVersuchs- und Lehranstalt fr Brauerei Berln. Parey.Berln.
DICKSON, J. G.; SHANDS, H.; DICKSON: A. D.; BURKHARDT, B. A. 1935. Barley and Malt Studies: I. Developing ofnew varieties of barley for malting and their properties. Cereal Chem, 12: pp. 596-609.
ENDERS, C; SCHNEEBAUER, F. 1938. Wochenschrift fr Brauerei, 55: pp. 73-81.
FERNBACH, A: 1898. Ann. de Brasserie. 1 (24) 553 pp.FISCHBECK, G. 1964. Untersuchungen ber Ausmass, Sichercheit und Ursachen erblicher Unterschiede im
Rohprotein-gehalt der Sommergerste. Z. Acker- und Pflanzenbau, 118: pp. 321-344.. 1968. Natrlche Grenzen der Gleich-mssigkeit von Braugerste, Brauwissenschaft 21: pp. 1-4.
HAASE. E. 1910. Beitrge zur objektive Brawgersten-beurteilung. Dssertation. G. H. Ludwigs- Universitt, Giessen.1910.
HAASE, G. 1903. Das berlner Bonitierungssystem in modemer Beleuchtung. Wochenschrift fr Brauerei, 20: 307 pp.HARLAN, H. V. 1918. The dentifcation of varieties of barley. USDA Bulletin N 622, Washington, DC.
; MARTINI, M. M. 1936. Problems and Results n Barley Breeding. Yearbook of Agriculture, USDA. USGovernment Printng Office. Washington, DC.
HEYSE, K. U. 1983. Handbuch der Brauerei-Praxis. Nrnberg, Verlag Hans Cari, 278 pp.KLEBER, W.; PAUKNER, E. 1952. Brauwelt, 92: 433 pp.KRAUS, C; ULSCH, K. 1894. Untersuchungen and bayerischen Gersten derErnte 1892. Z. ges. Brauwesen, 17: pp.
356-359.
LAU, D.; PIRATSKY, W. 1962. ber den Sorten-charakter einiger Mlzungseigenschaften der Barugerste. Mon-atschrift fr Brauerei, 15, 104 pp.
. Braugerstezchtung. 1963. In: Braugerste, Berln. VEB Deutscher Landwirtschaftsverlag, 134 pp.LAWES and GILBERT. 1857. On the Growth of Barley by Different Manures continuously in the same Land; and on
the Postion of the Crop in the Rotation. Journ. Royal Agrie. Soc, viii, pp. 530, citado por Beaven. 1947.
LERS, H. 1950. Die wissenschaftiichen Grundlagen von Mlzerei und Brauerei. Hans Cari Verlag, Nrberng, 496PP-
MEREDITH, W. O. S.; ANDERSON, J. A. 1938. Varietal differences in barleys and malts. IV Commonly measuredproperties and their correlations with nitrogen and 1000- kernel weight. Caad. J. Res. C 16. pp. 497-509.
; SALLANS.H.R. 1943. Varietal differences in barleys and malts. XIII. Wort attenuation, viscosity and turbidtyand their nter- relations. Caad. J. Res., 21, Sect. C. pp. 351-362.
NARZISS, L 1976. Die technologie der Malzbereitung. Stuttgart, Ferdinand Enke Verlag, 382 pp.
-
39
. 1990. Malt specifications, barley properties and limitatons of malting technology. Brauwelt international,3: pp. 180-185.
NIELSEN, N. 1936. ber Stickstoff enzelner Gerstenkmer. Wochenschrift fr Brauerei, 53: pp. 265-267. 274-278.
PAWLOWSKI, G.;SCHILD,E. 1961. BrautechnischeUntersuchungsmethoden. 8.Auflage. Nrnberg, Verlag HansCari, 544 pp.
PETERSON, G. A; FOSTER, A. E. 1973. Malting Barley in the United States. Advances in Agronomy. 25: pp. 328-378.
REINER, L 1964. Zur Bestmmung der Brauqualitt sehr kleiner Mengen Gerste mit der Hilfe eines dafr entwickel-tes Verfahrens der Mikromlzung. Dissertation. TU Mnchen-Weihenstephan.
. 1974. Wirkungsmechanismen zwischen Extrakt, Protein und Sortierung. Brauwelt, 114: p. 1486.
. 1974. Ein Nomogramm ber dieAbhngigkeit Extrakt/Eiwessbeziehung von der Sortierung ber 2,8 mm.Brauwelt, 114: pp. 1549-1533.
. 1975. Probleme der Braugerstenzchtung in Europa. Verlag Paul Parey. Berln und Hamburg.
; BECKER, F. A; KIASEN, M; MEIER, B.; REHSE, E.; ULONSKA, E. 1985. Sommergerste aktuell. Frankfurtam Main, DLG - Verlag, 224 pp.
SCHILDBACH, R.; BURBRIDGE, M. 1982. Sortenreinheit in Braugersten- und Maz- Handelspatien. Brauwelt, 122:pp. 546-549.
SCHMIDT, F.; REINER, L; GIEHL, M. 1975. Extrakt-, Eiweiss- und Sortierungsfunktionen bei Braugerste fr 16eruopische Lnder und 21 Jahrgnge. Brauwissenschaft. 28: pp. 94-103.
SCHULZE, W. L 1 881 . ber die Gerste insofern sie Braumaterial ist. Zetschrft fr das gesammte Brauwesen, 4: pp.1-3.
SCRIBAN, R. 1975. L'analyse du malt et son evolution dans l'avenir. Brassere, 24: pp. 431-447.
. 1977. Gntique, envronnement des orges des brasserie et propits du malt. Journe des CadresMalteries-Brasseres. BIOS. (8) 2: pp. 4-19.
SIMN, M. 1 972. Identification et classifcatin des variets d'orge cultives en France. Etude N 54, Dcembre 1 972.Edtions SEI, CNRA. Route de St. Cyr. Versailles, 107 pp.
TSCHERMAK, E., von. 1923. Zitert nach Becker-Dillngen, Handbuch der Pflanzeenzchtung, 1923.
ULONSKA, E.; FRITZ, A.; LENZ, W. 1966. Die Klein-mlzungsanlage der Braugerstengemeinschaft an derbayerischen LandessaatzuchtanstaltWeihenstephan, ihre Einrchtungen, und Arbeitsmethoden. Brauwissenschaft, 19:217pp.
. 1983. 30 Jahre Braugerstenzchtng in Weihenstephan. Pflanzenzchtertagung. Weihenstephan, Januar1983.
; LENZ, W.; BAUMER, M.; FRITZ, A, SCHWARZBACH, E. 1983. Bedeutung der physiologische MerkmaJeWasseraufnahme und Keimung der Gerste fr Zchtung und Bewertung der Braugerste. Bayer. Landw.Jahrbuch, 52: pp. 131-172.
ULSCH, K 1895. Apparate frMlzungsversuche m Kleinen. Mtteilungen aus dem Chemischen Laboratorium desKgl. Landw. ZentralschuleWeihenmstephan. Z. ges. Brauwesen, 18: pp. 228-230.
WIEBE, G. A.; RED, D. A. 1961. Classifcatin of Barley Varieties Grown in the United States and Canad in 1958.Technical Bulletin N 1224, February 1961. United States Department of Agriculture. Washington, DC.
-
41
CALIDAD INDUSTRIAL DE LA CEBADA CERVECERA
PARTE 2: EVALUACIN DE ANLISIS DE MALTA
Dr. Gerardo Arias
1. INTRODUCCIN
Hemos visto que hay un gran nmero de anlisis para evaluar la calidad de una malta yque muchos de los caracteres considerados estn interrelacionados, de forma que si unomejora otro se perjudica. Ahora bien, cmo podemos evaluar todos estos datos en formaconjunta y juzgar si una malta de una determinada variedad es, en definitiva, mejor o peor queotra?
El Uruguay exporta el 90% de su produccin de cebada como malta o cebada cruda, ensu casi totalidad, al Brasil. Produce cantidades relativamente pequeas de cebada y malta enrelacin al mercado mundial, lo que torna indispensable elevar al mximo la calidad industrialde la produccin y adecuarla a las exigencias cambiantes del mercado.
En una primera etapa, en el mejoramiento de la produccin y en el mejoramiento genticode la cebada uruguaya, nos interesan los requerimientos de calidad del mercado brasileo ylos padrones que se han establecido en el Brasil, ascomo las normas exigidas por los clientesde ese pas. Pero esto no es suficiente. Considerando el gran mercado mundial, y fundamentalmente Europa, debe tenerse en cuenta que se necesita hacer mejoramiento en calidad.
En una segunda etapa, por lo tanto, debemos encarar la posibilidad de producir lotes quepuedan entrar definitivamente en estos mercados. Para ello se debern reajustar o complementar las normas brasileas.
La calidad industrial de una cebada est dada por la malta que se pueda fabricar con ella.Esto se puede conocer por un malteo industrial o un micromalteo. Pero, cules son lascaractersticas ms importantes en la evaluacin de una malta?
-
42
Cuadro 1. ndice de calidad del EBC (EuropeanBrewery Conventon).
Extracto molido fino 0,45
Viscosidad 0,25Atenuacin final 0,15ndice Kolbach 0,10Poder diastsico 0,05
2. NDICE DE CAUDAD DEL EBC
En Europa para evaluar la calidad de lasvariedades se usa la escala del EBC (EuropeanBrewery Conventon). Este ndice clasifica lacalidad industrial de 1 a 9 (1, la de menorcalidad a 9, la mayor) y est formado por losndices obtenidos por determinadas caractersticas en distintas proporciones (ver elCuadro 1).
Se toman en cuenta solamente 5 caractersticas: extracto molido fino, viscosidad,atenuacin final, ndice de Kolbach, y poder diastsico.
Se establece una escala del 1 al 9 para cada parmetro y se promedian de acuerdo a losporcentajes expresados en el Cuadro 1 . Esto da un valor general para cada malta. Con datosde diferentes regiones se establece, cada ao, el ndice de cada variedad para cada regin.
Este ndice de Calidad otorga la mayor importancia al extracto molido fino -expresado ensustancia seca- que forma casi la mitad del ndice y lamenor al poder diastsico, cuya influenciaen el ndice final es del 5%.
3. NDICE DE CAUDAD DEL NIBEM
En Holanda, el NIBEM, Nederlands InstituutHolands para la Cebada, Malta y Cerveza) tiene unel Cuadro 2 (NIBEM, 1987).
Cuadro 2. ndice de calidad del NIBEM (Instituto Holandsde Investigacin de Cebada, Malta y Cerveza).
Y an 54,19 - 0,412 X EMF - 0,236 X AF + 0,21 X DIF
EMF = EXTRACTO MOLIDO FINO, sustancia secaAF = ATENUACIN FINALDIF = DIFERENCIA EMF - EMG
EMG = EXTRACTO MOLIDO GRUESO, sustancia seca
voor brouwgerst, mout en bier (Institutomtodo bastante diferente que aparece en
Este ndice da casi tanta importancia al extracto molido fino como el ndicedel EBC. Coloca en segundo lugar a laatenuacin final y en tercer lugar, a ladiferencia entre molido fino y molido
grueso.
Estos valores se restan de unaconstante 54,19 en los dos primeroscasos y se suman al valor obtenido porla diferencia, de modo que las mejoresmaltas tendrn los ndices ms bajos.
-
43
Cuadro 3. Sociedad Alemana de Cebada Cervecera. Grados de Calidad APS.
Criterios Peso Escala de las variedadestestigo en APS
Aura Aura+Arena
EXTRACTO 3 7,5 8,2ATENUACIN FINAL 1 7,5 7,6DIFERENCIA EMF - EMG 1 7,3 7,6NDICE DE KOLBACH 1 6,5 7,4VZ 45 C 1,5 6,8 7,2FRIABILMETRO 1,5 7,5 7,7
4. NDICE DE CALIDAD DE ALEMANIA
En 1 985 la Sociedad Alemana de Fomento de laCebada Cervecera (Arbeitsgemeinschaftzur Frderung desQualittsgerstenbaues im Bundesgebiet), realiz una encuesta entre los cerveceros para unificar los criterios de evaluacin de la malta. De acuerdo a las informaciones
recibidas, se elaboraron los Grados de Calidad APS (Ausprgungsstufen) segn informanBaumer & Winkler en 1 987.
Los grados APS se calculan de acuerdo al Cuadro 3 y establecen una escala de puntosdesde 1 hasta un mximo de 9. Se consideran 6 parmetros: Extracto molido fino, AtenuacinFinal, Diferencia entre molido fino y molido grueso, ndice de Kolbach, ndice de Hartong 45 C(VZ 45 C) y Friabilmetro.
Este ndice otorga la mayor importancia al extracto molido fino, con un factor de 3. Elsegundo lugar de importancia corresponde al ndice de Hartong 45 C y al Friabilmetro con unfactor de 1 ,5 y los restantes tienen factor 1 .
Los grados son dados en comparacin con los resultados obtenidos por los cultivaresAura y Aura + Arena (Cuadro 3) (Baumer & Winkler, 1987).
Cuadro 4. ndice de Calidad del Brasil. Puntos de las caractersticas dela Malta Pilsen (PC).
VRVZ45PROTNSCC
PC = VR + VZ45 + PROT + NS + CC
= VALOR DE RENDIMIENTO 0-160 puntos= HARTONG A 45 C 0-16 puntos= PROTEINA DE LA MALTA s.s. 0-22 puntos= NITRGENO SOLUBLE (mg/100 g) 0-19 puntoss COLOR DE COCCIN (EBC) 0 - 30 puntos
-
44
5. NDICE DE CAUDAD DE BRASIL
En el ao 1 977 la Repblica Federativa de Brasil estableci normas para la comercializacin interna de malta mediante la Portuaria N 1 66 del 1 2 de Abril de ese ao. En el Cuadro4 se muestra la frmula que se usa para obtener el puntaje que determinar la clasificacin delas Maltas Pilsen. Est frmula, toma en cuenta solamente 5 caractersticas de las maltas Pilsendando diferente peso a cada una de ellas.
Estas cinco caractersticas son: el Valor de Rendimiento (VR), al cual se le otorga unrango de 0 a 1 60 puntos; el Hartong a 45 C (VZ 45) con un puntaje de 0 a 1 6: el porcentaje deprotena de la malta en sustancia seca, de 0 a 1 9 puntos: el Nitrgeno Soluble (NS), al cual seatribuye de 0 a 1 9 puntos y el Color de Coccin del mosto (CC), con una expresin de 0 a 30puntos.
Esto da un rango posible de 0 a 247 puntos.Las normas establecen que una malta que no alcance los 50 puntos no puede ser
considerada comercial, de 50 a 1 00 puntos es aceptable de 1 00 a 1 50 puntos es una malta debuena calidad y si supera los 150 puntos se considera una malta de muy buena calidad.
Esta es una norma de comercializacin interna de la malta Pilsen en el Brasil. Pero puedeser de mucha utilidad para los exportadores de malta uruguayos conocer cmo podra serclasificada esa malta con este ndice de calidad as como para la evaluacin de la calidad delas variedades y lneas avanzadas de cebada cervecera.
Se estudiar ms detenidamente cada una de las caractersticas utilizadas para estendice de calidad.
5.1 Valor de rendimiento
El Valor de Rendimiento (VR) es obtenido mediante una frmula que podemos observaren el Cuadro 5. Se calcula sumando el Extracto molido fino tal cual, o seco al aire o conformerecibido (EMFtc), ms el extracto Molido Grueso tal cual (EMGtc), dividido 4, ms la constante38,7.
Cuadro 5. ndice de Calidad de Brasil. Valor de Rendimiento (VR).
VR = EMFtc -l- EMGtc + 38 74
EMFtc = EXTRACTO MOLIDO FINO, tal cualEMGtc = EXTRACTO MOLIDO GRUESO, tal cual
-
45
Esta caracterstica es la que tiene ms peso en la formacin del ndice, ya que por s solapuede ir de 0 a 1 60 puntos de calidad, en tanto que las otras cuatro sumadas tienen un rangode 0 a 87 puntos.
Este Valor de Rendimiento, conocido en Alemania como "Ausbeutezahl B" (Nmero deRendimiento B), otorgra gran importancia al extracto molido fino y a la diferencia entre molidofino y grueso, pero da demasiada relevancia a la humedad de la malta.
En el Cuadro 6 vemos los puntajes variables que puede alcanzar una misma maltasolamente por los diferentes tenores de humedad a que sea comercializada.
Cuadro 6. ndice de Calidad del Brasil. Valor de Rendimiento
(VR). Ejemplos de la misma malta(EMF = 82%; EMG = 81%)
con diferente porcentaje de humedad.
Humedad
(%)VR
(%)Puntos
(%)
10,0 75,4 16
9,0 75,8 32
8,0 76,2 48
7,0 76,6 64
6,0 77,0 80
5,0 77,4 96
4,0 77,8 112
3,0 78,2 128
2,0 78,6 144
En el caso del Cuadro 7consideramos una malta con82% de extracto molido fino ensustancia seca y 81% de extracto molido grueso, sustancia seca (1% de Diferencia),con porcentajes de humedadvariables entre 1 0,0% y 2,0%.Esto nos dara una escala de
puntos desde 1 6 hasta 1 44. Esdecir, entre la no comercialhasta prc






![Admon total de la calidad[1]](https://static.fdocumentos.com/doc/165x107/55c06b4cbb61eb8e3e8b45bf/admon-total-de-la-calidad1.jpg)

![Enviar modelos de calidad[1].pptx sesion2](https://static.fdocumentos.com/doc/165x107/55baa6c2bb61eb5e318b45bc/enviar-modelos-de-calidad1pptx-sesion2.jpg)