Canais de Enchimento FORMULAS
23
Disciplina: Processos de Fabricação Parte 2: Fundição Professor: Guilherme O. Verran Dr. Eng. Metalúrgica Aula 04 – Escoamento de metais líquidos – Canais de Enchimento 1. Introdução 2. Elementos dos Sistemas de Canais Relações de Escalonamento (relações de áreas) Sistemas Pressurizados e Sistemas Despressurizados. Bacia de Vazamento. Canal de Descida. Canais de Distribuição e Ataque. Posicionamento dos Ataques com Relação ao Canal de Distribuição. Sistemas Verticais de Enchimento. 3. Projeto dos sistemas de canais de enchimento Equações Fundamentais. - Determinação do Tempo de Enchimento da Peça. Determinação da Velocidade Método da Seção de Choque. Noções de Mecânica dos Fluídos Aplicadas ao Escoamento de Metais em Canais. Turbulência e número de Reynolds. Lei da Continuidade. Perda de Cargas. Coeficiente de Perda de Cargas. 1 2 3 4 5 6 7 Sistemas de Canais 1 . Bacia de Vazamento 2 . Descida 3 . Distribuição 4 . Retenção de Escória 5 . Ataque 6 . Ventilação 7 . Massalote Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de Enchimento Prof. Dr. Guilherme Verran
-
Upload
claudenir1 -
Category
Documents
-
view
198 -
download
21
Transcript of Canais de Enchimento FORMULAS
1
Disciplina: Processos de Fabricação Parte 2: FundiçãoProfessor: Guilherme O. Verran Dr. Eng. Metalúrgica
Aula 04 – Escoamento de metais líquidos – Canais de Enchimento
1. Introdução
2. Elementos dos Sistemas de CanaisRelações de Escalonamento (relações de áreas)Sistemas Pressurizados e Sistemas Despressurizados.Bacia de Vazamento.Canal de Descida.Canais de Distribuição e Ataque.Posicionamento dos Ataques com Relação ao Canal de Distribuição.Sistemas Verticais de Enchimento.
3. Projeto dos sistemas de canais de enchimentoEquações Fundamentais.
- Determinação do Tempo de Enchimento da Peça.- Determinação da Velocidade
Método da Seção de Choque.
- Noções de Mecânica dos Fluídos Aplicadas ao Escoamento de Metais em Canais.o Turbulência e número de Reynolds.o Lei da Continuidade.o Perda de Cargas.o Coeficiente de Perda de Cargas.
12
34
5
67
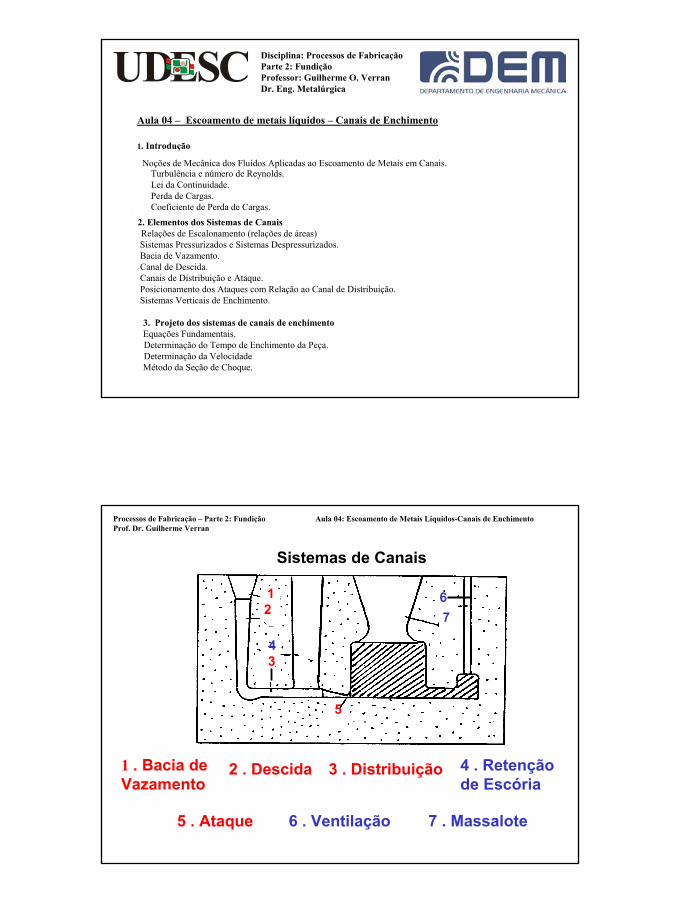
Sistemas de Canais
1 . Bacia de Vazamento
2 . Descida 3 . Distribuição 4 . Retenção de Escória
5 . Ataque 6 . Ventilação 7 . Massalote
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
2
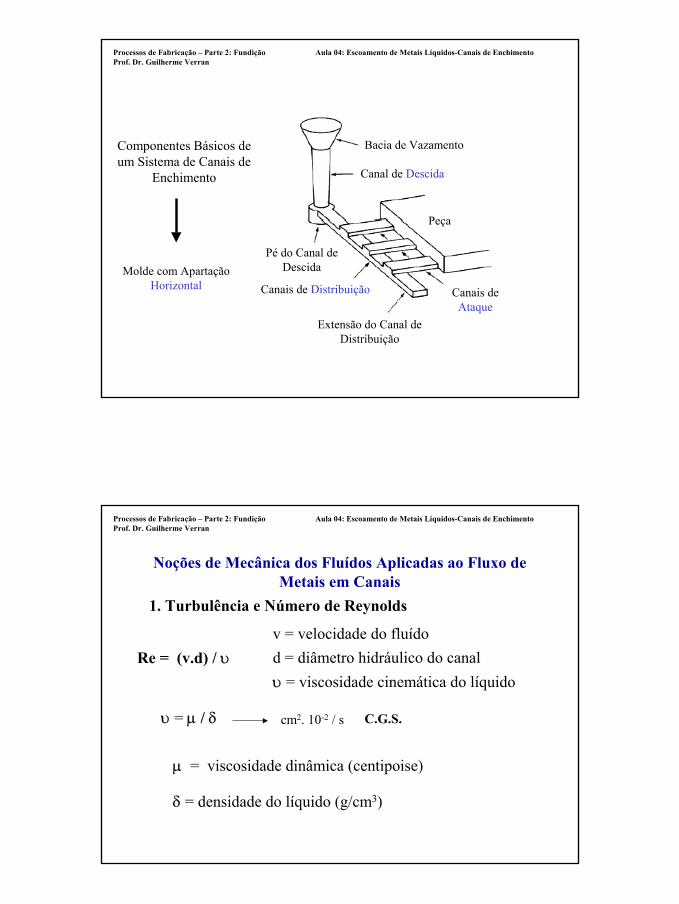
Bacia de Vazamento
Canal de Descida
Peça
Canais de Ataque
Canais de Distribuição
Extensão do Canal de Distribuição
Pé do Canal de Descida
Componentes Básicos de um Sistema de Canais de
Enchimento
Molde com Apartação Horizontal
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
1. Turbulência e Número de Reynolds
Re = (v.d) / υv = velocidade do fluídod = diâmetro hidráulico do canal υ = viscosidade cinemática do líquido
υ = µ / δ cm2. 10-2 / s C.G.S.
µ = viscosidade dinâmica (centipoise)
δ = densidade do líquido (g/cm3)
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
3
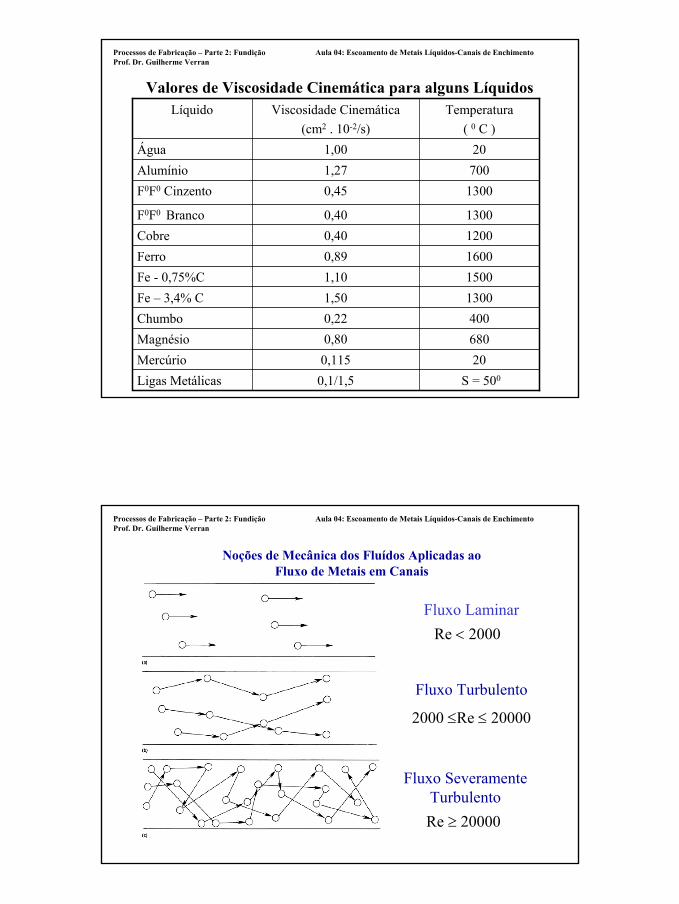
Valores de Viscosidade Cinemática para alguns Líquidos
S = 5000,1/1,5Ligas Metálicas200,115Mercúrio6800,80Magnésio4000,22Chumbo
13001,50Fe – 3,4% C15001,10Fe - 0,75%C16000,89Ferro12000,40Cobre13000,40F0F0 Branco
13000,45F0F0 Cinzento7001,27Alumínio201,00Água
Temperatura( 0 C )
Viscosidade Cinemática(cm2 . 10-2/s)
Líquido
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
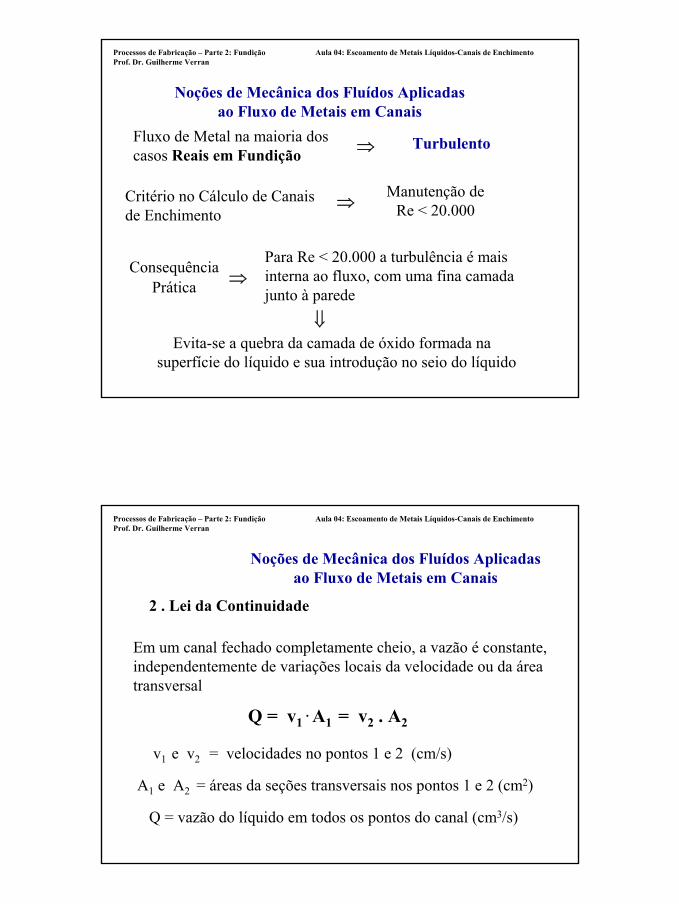
Fluxo LaminarRe < 2000
Fluxo Turbulento
2000 ≤Re ≤ 20000
Fluxo SeveramenteTurbulentoRe ≥ 20000
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
4
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
Fluxo de Metal na maioria dos casos Reais em Fundição ⇒ Turbulento
Critério no Cálculo de Canais de Enchimento
⇒ Manutenção de Re < 20.000
Consequência Prática ⇒
Para Re < 20.000 a turbulência é mais interna ao fluxo, com uma fina camada junto à parede
⇓Evita-se a quebra da camada de óxido formada na
superfície do líquido e sua introdução no seio do líquido
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
2 . Lei da Continuidade
Em um canal fechado completamente cheio, a vazão é constante, independentemente de variações locais da velocidade ou da área transversal
Q = v1. A1 = v2 . A2
v1 e v2 = velocidades no pontos 1 e 2 (cm/s)
A1 e A2 = áreas da seções transversais nos pontos 1 e 2 (cm2)
Q = vazão do líquido em todos os pontos do canal (cm3/s)
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
5
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
3 . Perdas de Carga
Em todo o Sistema Real
Ocorrência de perda por atrito decorrentes da interação entre as paredes dos canais e o líquido que possui certa viscosidade.
Perdas localizadas devido às mudançasde direção e dimensões dos canais
Em Fluxos Turbulentos ⇒
Perdas adicionais devidos às características do fluxo
⇒Efeitos de atrito internos à massa líquida
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
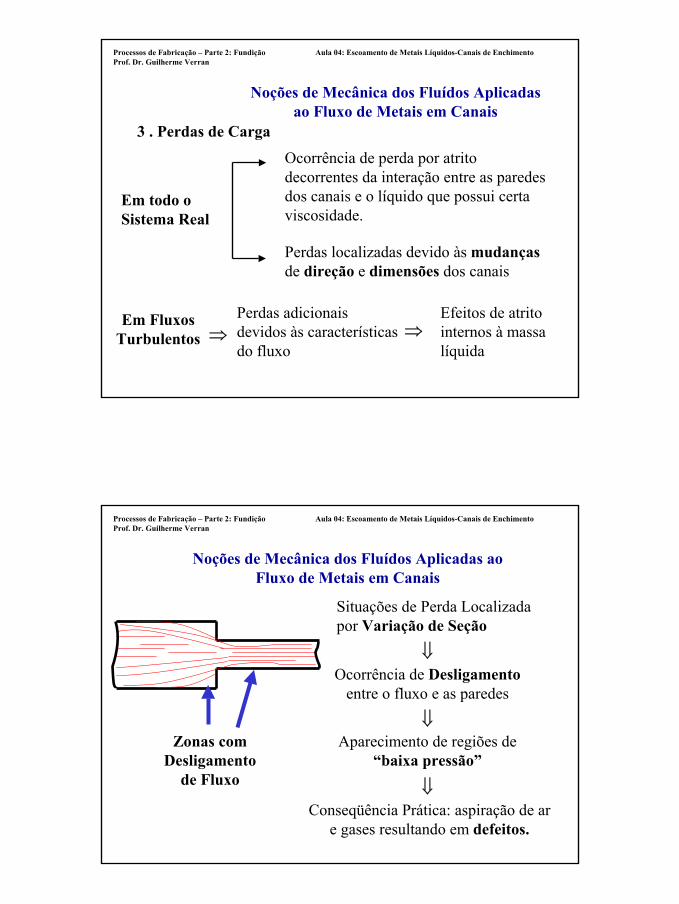
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
Situações de Perda Localizada por Variação de Seção
⇓Ocorrência de Desligamento
entre o fluxo e as paredes
⇓Aparecimento de regiões de
“baixa pressão”
Conseqüência Prática: aspiração de ar e gases resultando em defeitos.
⇓
Zonas com Desligamento
de Fluxo
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
6
Representação esquemática mostrando a formação de áreas de ¨baixa pressão¨ devido a variações abruptas na seção transversal de um conduto
Aumento de seção
Redução de seção
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
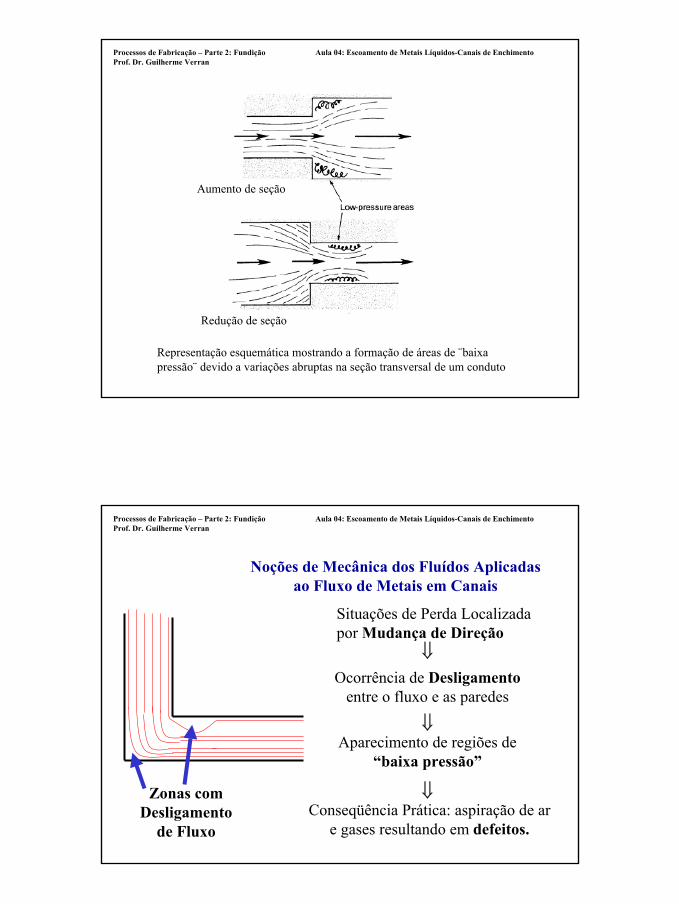
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
Situações de Perda Localizada por Mudança de Direção
⇓Ocorrência de Desligamento
entre o fluxo e as paredes
⇓Aparecimento de regiões de
“baixa pressão”
Conseqüência Prática: aspiração de ar e gases resultando em defeitos.
⇓Zonas com Desligamento
de Fluxo
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
7
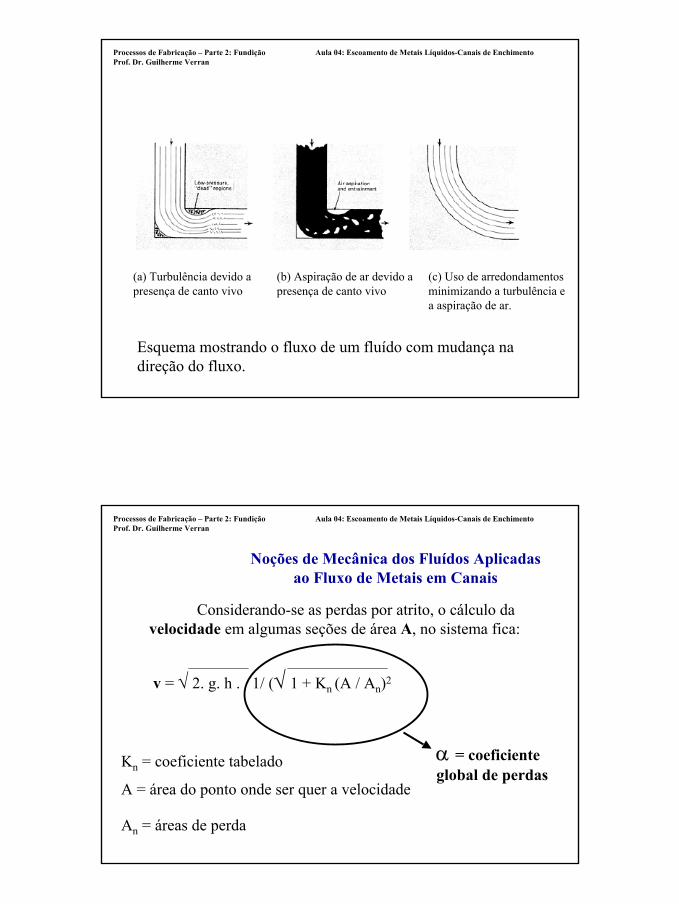
Esquema mostrando o fluxo de um fluído com mudança na direção do fluxo.
(a) Turbulência devido a presença de canto vivo
(b) Aspiração de ar devido a presença de canto vivo
(c) Uso de arredondamentos minimizando a turbulência e a aspiração de ar.
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
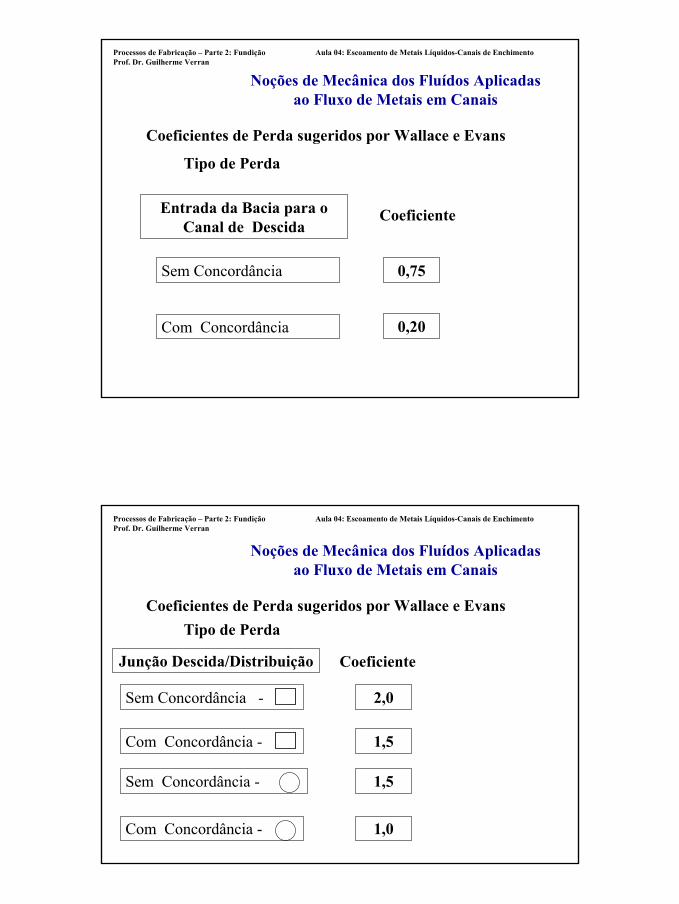
Considerando-se as perdas por atrito, o cálculo da velocidade em algumas seções de área A, no sistema fica:
v = √ 2. g. h . 1/ (√ 1 + Kn (A / An)2
α = coeficiente global de perdas
Kn = coeficiente tabelado
A = área do ponto onde ser quer a velocidade
An = áreas de perda
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
8
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
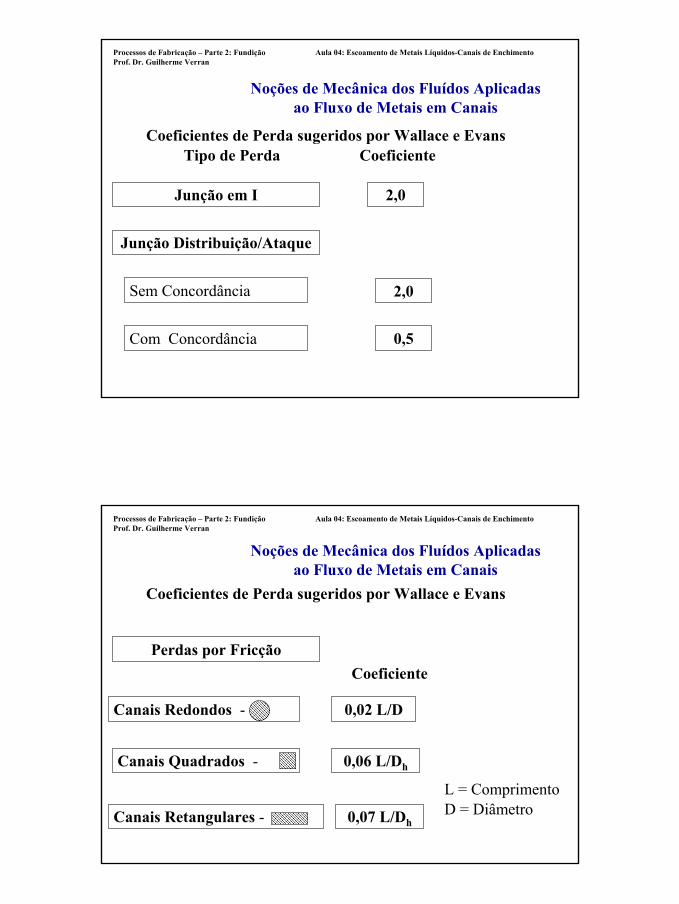
Coeficientes de Perda sugeridos por Wallace e Evans
CoeficienteEntrada da Bacia para o Canal de Descida
Sem Concordância
Com Concordância
0,75
0,20
Tipo de Perda
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
Coeficientes de Perda sugeridos por Wallace e Evans
CoeficienteJunção Descida/Distribuição
2,0
1,5
Tipo de Perda
Sem Concordância -
Com Concordância -
Sem Concordância -
Com Concordância -
1,5
1,0
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
9
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
Coeficientes de Perda sugeridos por Wallace e EvansTipo de Perda
Junção em I
Coeficiente
2,0
Junção Distribuição/Ataque
Sem Concordância
Com Concordância
2,0
0,5
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Noções de Mecânica dos Fluídos Aplicadas ao Fluxo de Metais em Canais
Coeficientes de Perda sugeridos por Wallace e Evans
Perdas por FricçãoCoeficiente
Canais Redondos -
Canais Quadrados -
Canais Retangulares -
0,02 L/D
0,06 L/Dh
0,07 L/Dh
L = ComprimentoD = Diâmetro
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
10
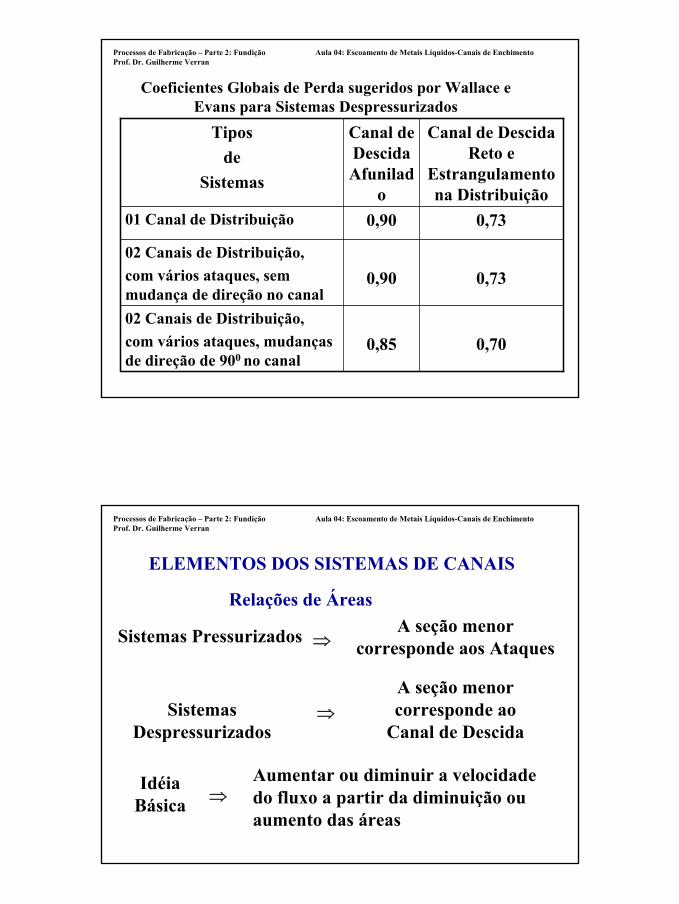
Coeficientes Globais de Perda sugeridos por Wallace e Evans para Sistemas Despressurizados
0,700,8502 Canais de Distribuição,com vários ataques, mudanças de direção de 900 no canal
0,730,9002 Canais de Distribuição,com vários ataques, sem mudança de direção no canal
0,730,9001 Canal de Distribuição
Canal de Descida Reto e
Estrangulamento na Distribuição
Canal de Descida Afunilad
o
Tipos de
Sistemas
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
ELEMENTOS DOS SISTEMAS DE CANAIS
Relações de Áreas
Sistemas Pressurizados ⇒A seção menor
corresponde aos Ataques
Sistemas Despressurizados
⇒A seção menor corresponde ao
Canal de Descida
Idéia Básica ⇒
Aumentar ou diminuir a velocidade do fluxo a partir da diminuição ou aumento das áreas
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
11
Relação de Áreas (Escalonamento)
• Indica a proporção de área dos três componentes básicos do sistema
Área DescidaÁrea Descida
: Área DistribuiçãoÁrea Descida
Área AtaqueÁrea Descida:
1 : A1 A2:
Sistemas Pressurizados
A2 < 1⇒
Sistemas Despressurizados ⇒ A2 > 1
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Vantagens dos Sistemas Pressurizados
• Sistemas Mais Leves ⇒Maior Rendimento
Metálico
• Sistemas é forçado a trabalhar cheio
⇒Favorece fluxo
uniforme e separação de inclusões de
escórias e areias
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
12
Desvantagens dos Sistemas Pressurizados
Aumento da Velocidade do
Fluxo
↑ Perigo de erosão do molde
Provoca forte turbulência na entrada do jato de metal na cavidade da peça.
⇓
Favorecimento à oxidação e formação de drosses.
Aspiração de gases e ar em mudanças de seção e de direção
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Sistemas Despressurizados
• Indicados para ligas muito oxidáveis
Desvantagens dos Sistemas Despressurizados
• Possibilidade de aspiração de ar nos alargamentos de seção.
• Possibilidade de preenchimento incompleto dos canais.
• Menor Rendimento Metálico
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
13
Bacia de Vazamento
Vantagens da utilização de bacias de vazamento:
• Estabelece um fluxo mais regular, menos dependente do vazador.
• Favorece a retenção de inclusões.
• Dificulta a entrada de ar junto com o fluxo de metal.
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Seção longitudinal “Ideal” para uma Bacia de Vazamento
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran

14
Idéias Básicas para o Projeto e Uso de Bacias
. Fundo plano e seção retangular de modo a reduzir a agitação do metal vazado da panela e impedir a formação de vórtices (copos de vazamento cônicos)
• A altura na bacia deve ser mantida em nível suficiente para evitar turbulência e aspiração de ar.
• A entrada do canal de descida deve ser arredondada para evitar turbulência e aspiração de ar
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Canal de Descida
⇒Velocidade adquirida por um fluxo de metal em um canal de descida.
h = distância a partir do nível do metal na bacia de vazamento
⇓Quanto mais o fluxo desce, maior será a sua velocidade,
como a vazão ao longo do canal é constante.
⇓Necessidade de redução progressiva na área
da seção transversal
V = 2.g.h . α
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
15
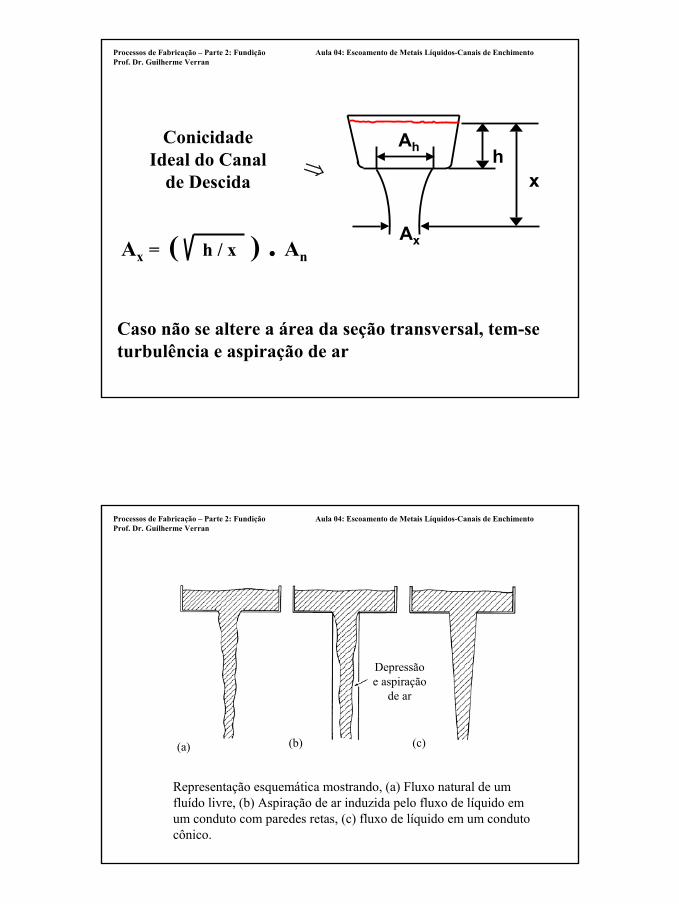
Conicidade Ideal do Canal
de Descida⇒
Ax = ( h / x ) . An
Caso não se altere a área da seção transversal, tem-se turbulência e aspiração de ar
xh
Ah
Ax
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Depressão e aspiração
de ar
Representação esquemática mostrando, (a) Fluxo natural de um fluído livre, (b) Aspiração de ar induzida pelo fluxo de líquido em um conduto com paredes retas, (c) fluxo de líquido em um condutocônico.
(a) (b) (c)
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
16
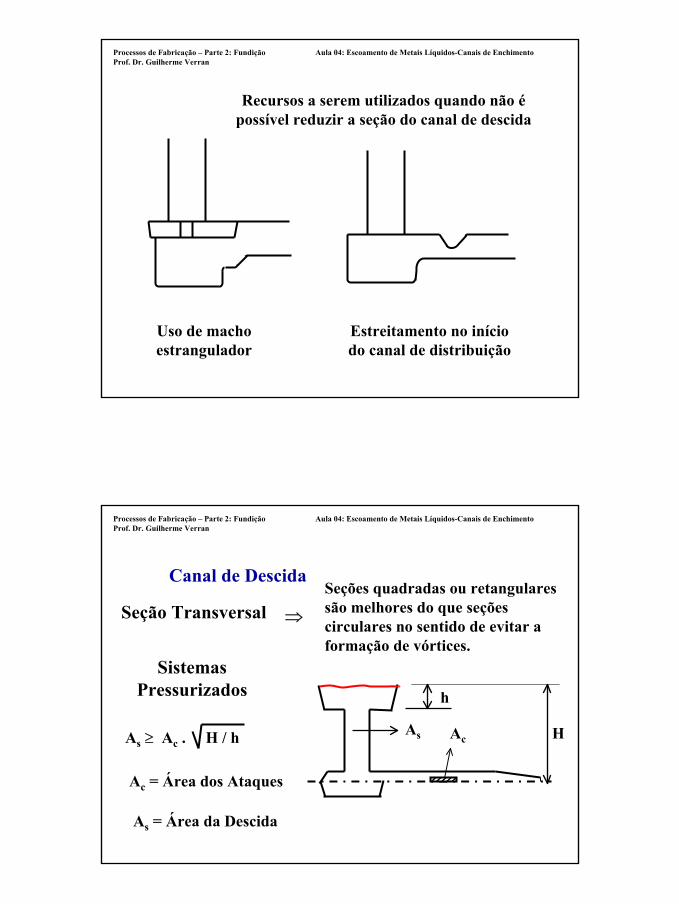
Recursos a serem utilizados quando não é possível reduzir a seção do canal de descida
Uso de macho estrangulador
Estreitamento no início do canal de distribuição
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Seção Transversal
Canal de Descida
⇒Seções quadradas ou retangulares são melhores do que seções circulares no sentido de evitar a formação de vórtices.
Sistemas Pressurizados
As ≥ Ac . H / h
Ac = Área dos Ataques
As = Área da Descida
As Ac
h
H
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
17
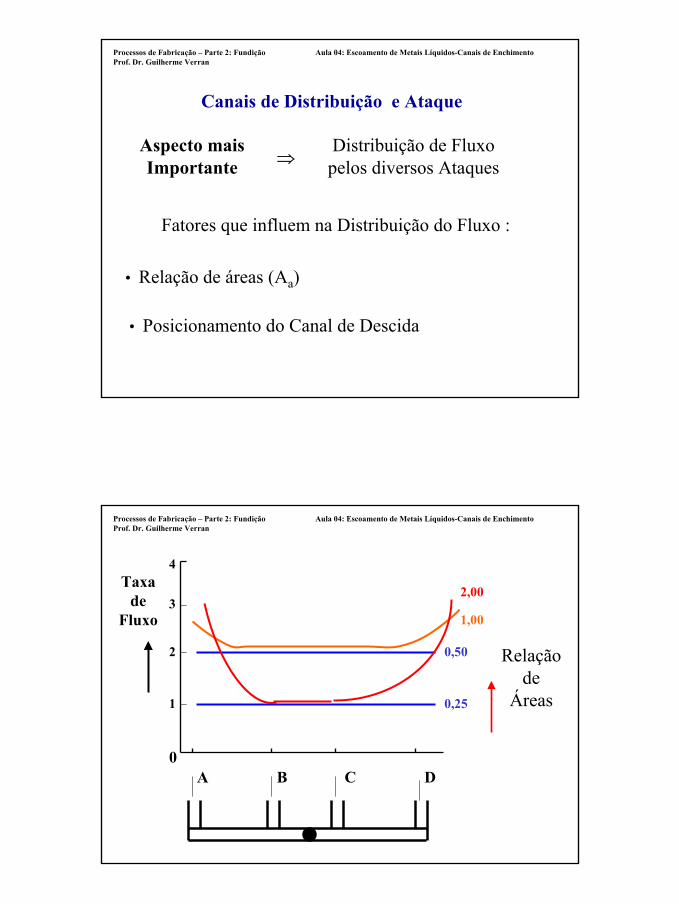
Canais de Distribuição e Ataque
Aspecto mais Importante ⇒
Distribuição de Fluxo pelos diversos Ataques
Fatores que influem na Distribuição do Fluxo :
• Relação de áreas (Aa)
• Posicionamento do Canal de Descida
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
A B C D
Relação de
Áreas
Taxa de
Fluxo
0
0,25
0,50
1
2
3
4
1,00
2,00
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
18
A B C D
Relação de
Áreas
Taxa de
Fluxo
0,25
0,50
1,00
2,00
0
1
2
3
4
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
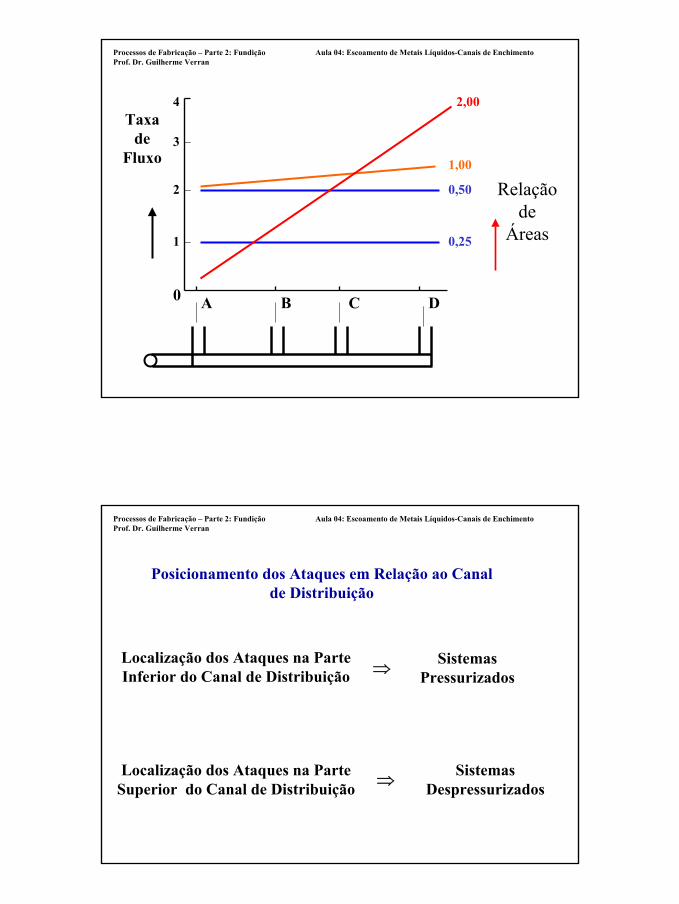
Posicionamento dos Ataques em Relação ao Canal de Distribuição
Localização dos Ataques na Parte Inferior do Canal de Distribuição ⇒ Sistemas
Pressurizados
Localização dos Ataques na Parte Superior do Canal de Distribuição ⇒ Sistemas
Despressurizados
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
19
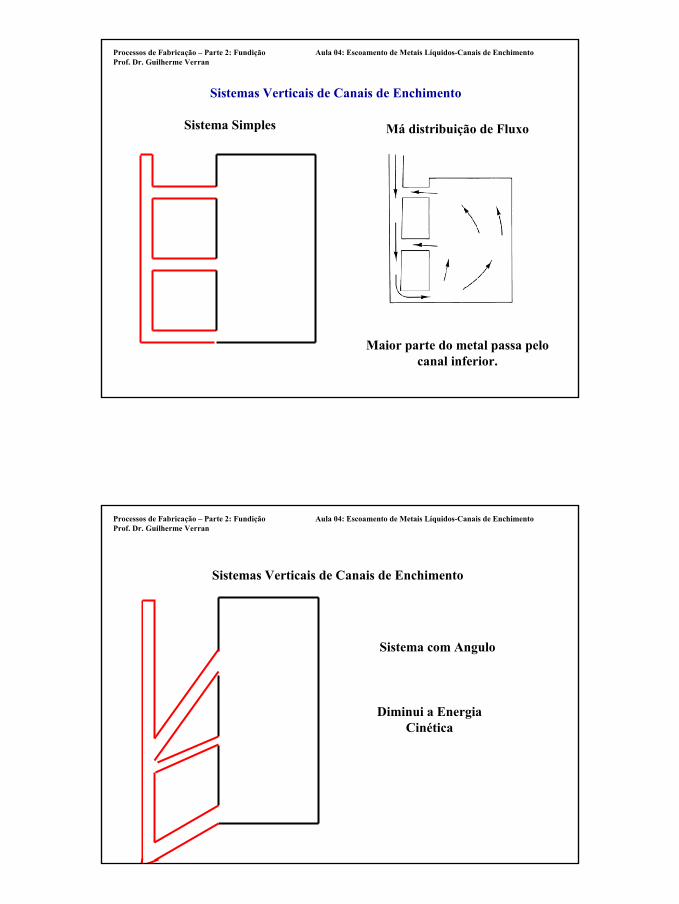
Sistemas Verticais de Canais de Enchimento
Sistema Simples Má distribuição de Fluxo
Maior parte do metal passa pelo canal inferior.
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Sistemas Verticais de Canais de Enchimento
Sistema com Angulo
Diminui a Energia Cinética
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
20
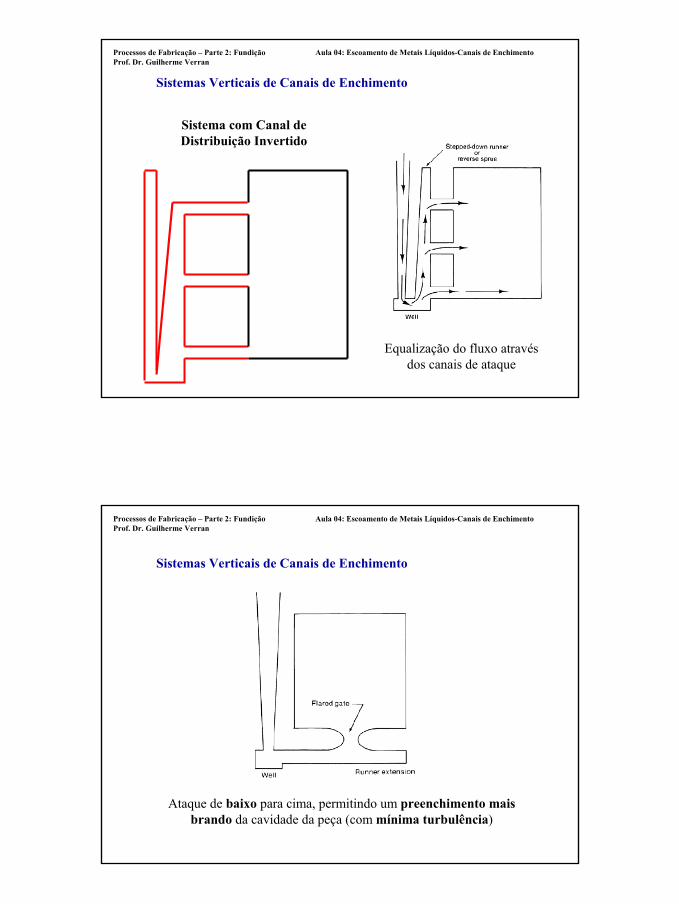
Sistema com Canal de Distribuição Invertido
Sistemas Verticais de Canais de Enchimento
Equalização do fluxo através dos canais de ataque
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Sistemas Verticais de Canais de Enchimento
Ataque de baixo para cima, permitindo um preenchimento maisbrando da cavidade da peça (com mínima turbulência)
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
21
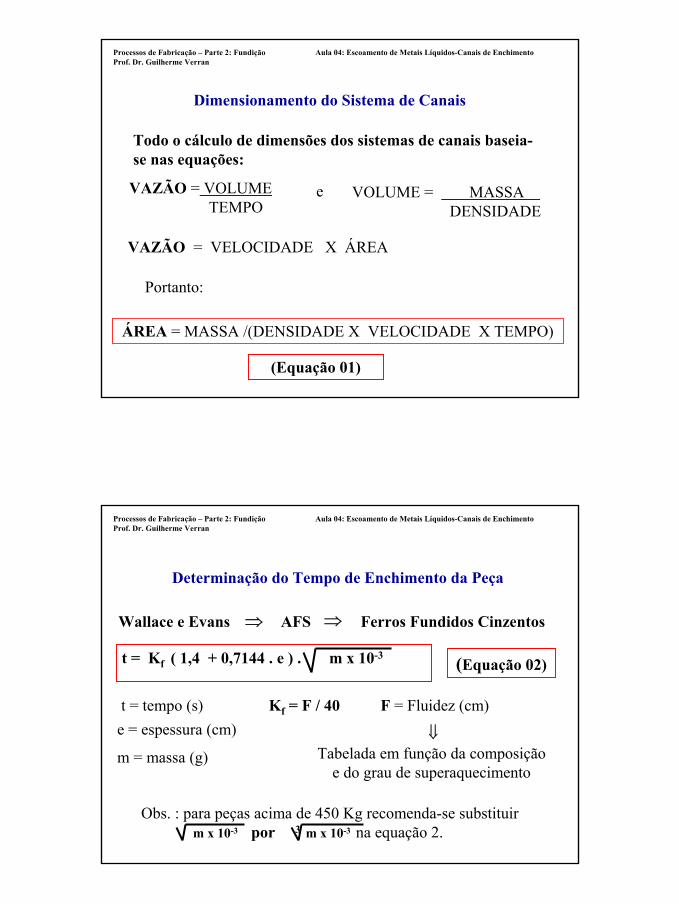
Dimensionamento do Sistema de Canais
Todo o cálculo de dimensões dos sistemas de canais baseia-se nas equações:
VAZÃO = VOLUME TEMPO
VOLUME = MASSA RDENSIDADE
e
VAZÃO = VELOCIDADE X ÁREA
Portanto:
ÁREA = MASSA /(DENSIDADE X VELOCIDADE X TEMPO)
(Equação 01)
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Determinação do Tempo de Enchimento da Peça
Wallace e Evans Ferros Fundidos CinzentosAFS⇒ ⇒
t = Kf ( 1,4 + 0,7144 . e ) . m x 10-3 (Equação 02)
t = tempo (s)e = espessura (cm)
m = massa (g)
Kf = F / 40 F = Fluidez (cm)
⇓Tabelada em função da composição
e do grau de superaquecimento
Obs. : para peças acima de 450 Kg recomenda-se substituir m x 10-3 por 3 m x 10-3 na equação 2.
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran

22
Determinação da Velocidade
Conforme visto anteriormente:
v = 2 . g . h . α
• Como a altura efetiva em cada momento do preenchimento é diferente, pois o líquido acima do plano de distribuição e ataque exerce uma contrapressão, usa-se a velocidade média a partir do nível do ataque:
Vm = 2 . g . ( 1 + 1 – ho / h1) . h12
(Equação 03)
h1 = altura total disponível no sistema
h0 = altura da peça acima do nível do ataque
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
Velocidade da menor seção do
sistema em função da altura disponível (h1) e da altura da
peça acima do nível dos ataques (h0)
500
400
300
200
100
0
Vel
ocid
ade
de e
nchi
men
to
(cm
/s)
Altura de vazamento (mm)200 400 600 8000
ho
00,2 h10,4 h1
0,6 h1
0,8 h1
h1h0 = 0 h1h0
h1h0
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran
23
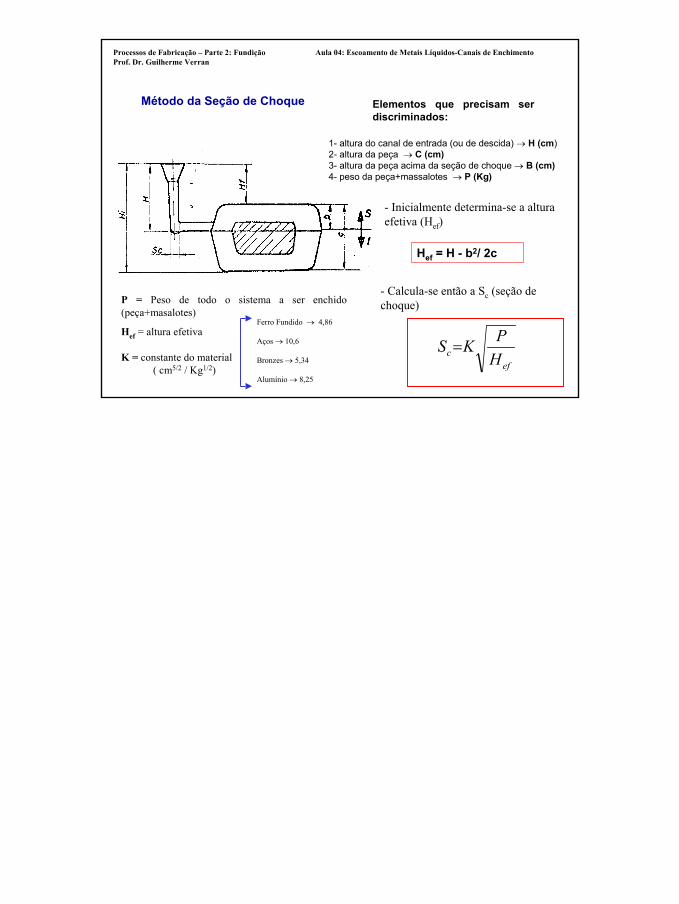
Método da Seção de Choque Elementos que precisam ser discriminados:
1- altura do canal de entrada (ou de descida) → H (cm)2- altura da peça → C (cm)3- altura da peça acima da seção de choque → B (cm)4- peso da peça+massalotes → P (Kg)
Hef = H - b2/ 2c
- Inicialmente determina-se a altura efetiva (Hef)
- Calcula-se então a Sc (seção de choque)
efc H
PKS =
P = Peso de todo o sistema a ser enchido (peça+masalotes)
Hef = altura efetiva
K = constante do material( cm5/2 / Kg1/2)
Ferro Fundido → 4,86
Aços → 10,6
Bronzes → 5,34
Alumínio → 8,25
Processos de Fabricação – Parte 2: Fundição Aula 04: Escoamento de Metais Líquidos-Canais de EnchimentoProf. Dr. Guilherme Verran