
CAP 07 Furação-2014-2 - feng.pucrs.br3 A figura 7.6 mostra uma furadeira radial que em função de...
11
1 7 – FURAÇÃO 7.1 – Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada porque a sua principal função é fazer furos. A furadeira produz furos, por processo mecânico, tornando os mesmos mais precisos e permitindo a utilização mais correta da broca. É muito raro encontrar peças que não contenham furos que podem ser furos passantes ou furos cegos (fig. 7.1) Os furos são utilizados para os mais diversos fins, por exemplo, para o alojamento de rebites, parafusos, etc., ou para dar saída a gases, líquidos e outros. Fig. 7.1 Tipos de furos (a) Passante (b) furo cego (não passante) 7.2 - Furação A furação – A operação de furar é tão importante na fabricação que devemos considerá-la juntamente com as furadeiras. O termo furação significa obter um furo por um processo qualquer, empregando-se ou não as brocas. A natureza da peça tem um grande efeito na escolha da máquina. Na furação, a medida do furo, a dimensão da peça, a posição de um furo na peça pode influir na seleção da máquina especializada para fazer a furação. Os furos devem ser dimensionados pela medida, localização e muitas vezes pela concentricidade de um em relação ao outro. O sistema de coordenadas serve melhor para a maioria das máquinas. O dimensionamento em cadeia, de furos, não é bom porque a localização do último furo depende do anterior havendo assim, uma soma de erros na localização de todos os outros furos. O sistema cartesiano é muito simples e bastante empregado. (fig. 7.2). Muitas vezes, as dimensões são dadas em relação a um furo principal, em vez de utilizar as duas linhas ou arestas da peça. Fig. 7.2 Sistema cartesiano de posição dos furos 7.3 - Outras operações As furadeiras podem executar mais as seguintes operações: - De alargar, usando como ferramenta um alargador, tornando o furo previamente aberto, de diâmetro maior ou cônico; - De escariar, usando como ferramenta um escariador; - De rebaixar, usando como ferramenta um rebaixador; - De roscar, usando como ferramenta um macho para fazer rosqueamento de furos; - De lixar, escovar, polir, retificar, etc, usando lixas, escovas, rebolos, etc.
Transcript of CAP 07 Furação-2014-2 - feng.pucrs.br3 A figura 7.6 mostra uma furadeira radial que em função de...

1
7 – FURAÇÃO 7.1 – Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada porque a sua principal função é fazer furos. A furadeira produz furos, por processo mecânico, tornando os mesmos mais precisos e permitindo a utilização mais correta da broca. É muito raro encontrar peças que não contenham furos que podem ser furos passantes ou furos cegos (fig. 7.1)
Os furos são utilizados para os mais diversos fins, por exemplo, para o alojamento de rebites, parafusos, etc., ou para dar saída a gases, líquidos e outros.
Fig. 7.1 Tipos de furos (a) Passante (b) furo cego (não passante) 7.2 - Furação
A furação – A operação de furar é tão importante na fabricação que devemos considerá-la juntamente com as furadeiras. O termo furação significa obter um furo por um processo qualquer, empregando-se ou não as brocas. A natureza da peça tem um grande efeito na escolha da máquina. Na furação, a medida do furo, a dimensão da peça, a posição de um furo na peça pode influir na seleção da máquina especializada para fazer a furação. Os furos devem ser dimensionados pela medida, localização e muitas vezes pela concentricidade de um em relação ao outro. O sistema de coordenadas serve melhor para a maioria das máquinas. O dimensionamento em cadeia, de furos, não é bom porque a localização do último furo depende do anterior havendo assim, uma soma de erros na localização de todos os outros furos. O sistema cartesiano é muito simples e bastante empregado. (fig. 7.2) . Muitas vezes, as dimensões são dadas em relação a um furo principal, em vez de utilizar as duas linhas ou arestas da peça.
Fig. 7.2 Sistema cartesiano de posição dos furos 7.3 - Outras operações As furadeiras podem executar mais as seguintes operações: - De alargar, usando como ferramenta um alargador, tornando o furo previamente aberto, de
diâmetro maior ou cônico; - De escariar, usando como ferramenta um escariador; - De rebaixar, usando como ferramenta um rebaixador; - De roscar, usando como ferramenta um macho para fazer rosqueamento de furos; - De lixar, escovar, polir, retificar, etc, usando lixas, escovas, rebolos, etc.
2
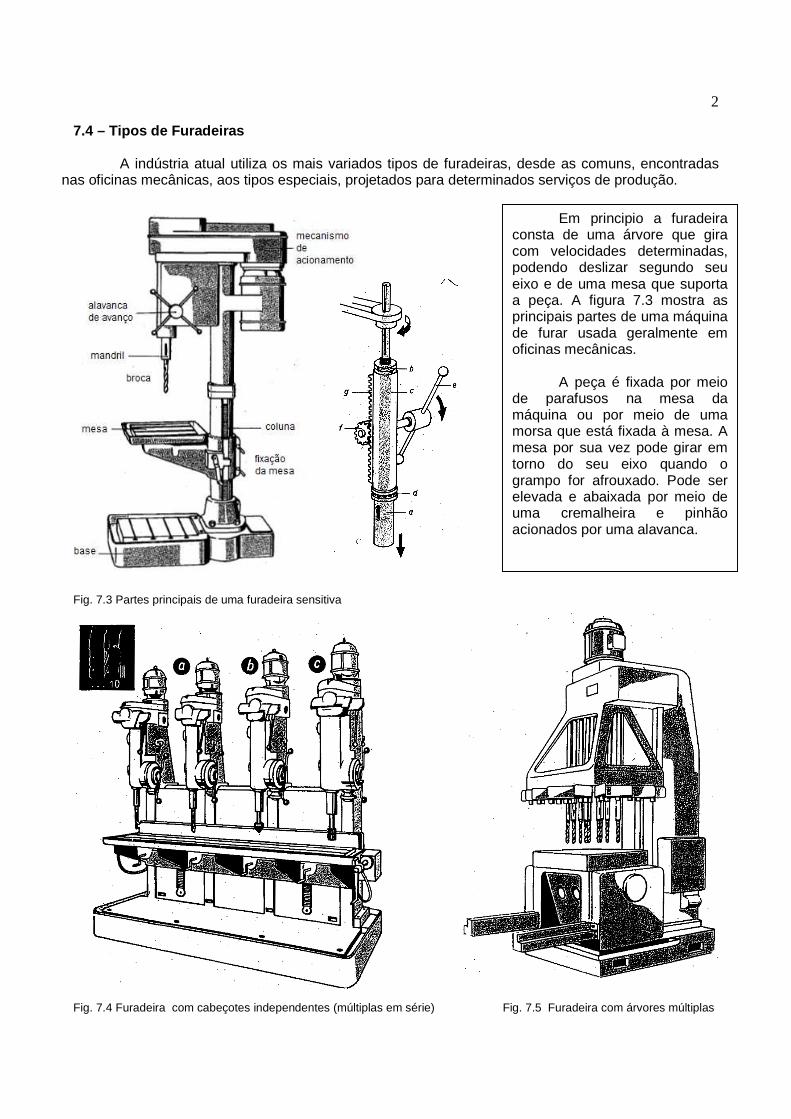
7.4 – Tipos de Furadeiras
A indústria atual utiliza os mais variados tipos de furadeiras, desde as comuns, encontradas nas oficinas mecânicas, aos tipos especiais, projetados para determinados serviços de produção.
Fig. 7.3 Partes principais de uma furadeira sensitiva
Fig. 7.4 Furadeira com cabeçotes independentes (múltiplas em série) Fig. 7.5 Furadeira com árvores múltiplas
Em principio a furadeira consta de uma árvore que gira com velocidades determinadas, podendo deslizar segundo seu eixo e de uma mesa que suporta a peça. A figura 7.3 mostra as principais partes de uma máquina de furar usada geralmente em oficinas mecânicas. A peça é fixada por meio de parafusos na mesa da máquina ou por meio de uma morsa que está fixada à mesa. A mesa por sua vez pode girar em torno do seu eixo quando o grampo for afrouxado. Pode ser elevada e abaixada por meio de uma cremalheira e pinhão acionados por uma alavanca.

3
A figura 7.6 mostra uma furadeira radial que em função de seus três graus de liberdade possibilitam a furação em diversos pontos de uma peça sem a necessidade de mudar a fixação da peça.
Fig. 7.6 Furadeira radial
7.5 - Furadeiras sensitivas
São aquelas em que o operador sente a ação da broca ao penetrar no material, isto é, são as
máquinas que possuem avanço manual. Podem ser portáteis ou de bancada. As máquinas sensitivas trabalham com brocas até meia polegada (12,7 mm) Figura 7.3 .
Geralmente são empregadas para furos pequenos, utilizando grandes velocidades (até 15.000 r.p.m).
Estas máquinas possuem uma base metálica, uma haste vertical apoiada na base e de um cabeçote com órgãos de movimento no extremo superior da haste. Uma mesa ajustada a esta haste pode subir, baixar, girar em torno dela e fixar-se por meio de parafusos de aperto com alavancas. O deslizamento da mesa pode ser obtido por ação manual direta ou por meio de um dos sistemas porca-parafuso, pinhão-cremalheira, acionados por uma manivela.
O cabeçote é acionado por um motor por meio de um par de polias em “V” escalonadas, que transmitem à árvore de trabalho as velocidades de rotação. A árvore de trabalho pode subir e baixar pela ação de uma cremalheira existente em bucha na árvore. Em alguns tipos existe uma mola na parte superior da árvore que facilita o movimento de subida quando cessa a ação da alavanca.
Na extremidade inferior da árvore de trabalho há um furo cônico, geralmente um cone Morse, que constitui uma das características da máquina. Neste furo cônico se encaixa diretamente a broca da haste cônica ou uma bucha conhecida como mandril que pode ser de garras ou de engate rápido, para ferramentas de haste reta.

4
7.6 – Furação com broca É uma operação de usinagem que tem por objetivo abrir furos em peças. A ferramenta que faz o trabalho de furação chama-se broca (Fig. 7.7) . Na execução do furo, a broca recebe um movimento de rotação, responsável pelo corte, e um movimento de avanço, responsável pela penetração da ferramenta (Fig. 7.8) .
(a) Fig. 7.7 Brocas (a) Brocas de aço rápido para ferros e metais; (b) Broca de vídea para concretos, alvenaria, ladrilho e mármore; (c) Broca de três pontas e Broca chata para madeira.
Fig. 7.8 Furação (a) Movimentos de rotação e avanço (b) Furação de desbaste (c) Furação de acabamento
7.6.1 – Broca helicoidal
A broca helicoidal é uma ferramenta de corte de forma cilíndrica, fabricada com aço rápido, aço-carbono, ou com aço-carbono com ponta de metal duro. A broca de aço rápido pode também ser revestida com nitreto de titânio, o que aumenta a vida útil da ferramenta. Para fins de fixação e afiação, a broca é dividida em três partes: Haste, corpo e ponta (Fig. 7.9).
Fig. 7.9 Partes de uma broca - Haste é a parte que fica presa à máquina. Ela pode ser cilíndrica ou cônica, dependendo de seu diâmetro e modo de fixação. - Corpo é a parte que serve de guia e corresponde ao comprimento útil da ferramenta. Tem geralmente dois canais em forma de hélice espiralada. - Ponta é a extremidade cortante que recebe a afiação. Forma um ângulo de ponta que varia de acordo com o material a ser furado.
(b)
(c)

5
7.6.2 - Especificação de uma broca A broca corta com as duas arestas cortantes como um sistema de duas ferramentas. Isso permite formar dois cavacos simétricos. A broca é especificada pelas dimensões, pelo material com o qual é fabricada e pelos seguintes ângulos (Fig. 7.10).
β ângulo de cunha (beta)
Fig. 7.10 Ângulos da broca
γ - Ângulo de saída (gama) é o ângulo de hélice. É formado pelo eixo da broca e a linha de inclinação da hélice.
Auxilia no desprendimento do cavaco e no controle do acabamento e da profundidade do furo. Deve ser determinado de acordo com o material a ser furado: - para material mais duro ⇒ ângulo mais fechado (menor); - para material mais macio ⇒ ângulo mais aberto (maior).
σσσσ - Ângulo de ponta (sigma) – Corresponde ao ângulo formado pelas arestas cortantes da broca. Também é determinado pela dureza do material a ser furado.
α - Ângulo de incidência (alfa). – Tem a função de reduzir o atrito entre a broca e a peça. Isso facilita a penetração da broca no material. Sua medida varia entre 6° e 15°. Ele também deve ser determinado de acordo com o material a ser furado: quanto mais duro é o material, menor é o ângulo de incidência.
É muito importante que as arestas cortantes tenham o mesmo comprimento (A = A’) e formem ângulos iguais em relação ao eixo da broca.

6
7.6.3 – Princípios de seleção de uma broca Da mesma forma como os ângulos da broca estão relacionados ao tipo de material a ser furado, os tipos de brocas são também escolhidos segundo esse critério. O quadro a seguir mostra a relação entre esses ângulos, o tipo de broca e o material.
Ângulos da Broca Classificação quanto
ao ângulo de hélice ( γγγγ)
Ângulo de
ponta ( σσσσ)
Aplicação
Tipo H – para materiais duros, tenazes e / ou que produzem cavacos curtos (descontínuo).
80°
118°
140°
Materiais prensados, ebonite, náilon, PVC, mármore, granito. Ferro fundido duro, latão, bronze, baquelite. Aço de alta liga.
Tipo N – para materiais de dureza e tenacidade normais.
130°
118°
Aço alto carbono. Aço macio, ferro fundido, latão e níquel.
Tipo W – para materiais macios e / ou que produzem cavaco longo.
130°
Alumínio, zinco, cobre, madeira, plástico.

7
7.7 Outros tipos de brocas
(a) (b) (c) (d) Fig. 7.11 Outros tipos de brocas: (a) de centrar (b) de escarear (c) de rebaixar (d) escalonada ou múltipla. 7.8 Ferramentas especiais para Furar Broca canhão (Fig. 7.12a). É apropriada para a realização de furos profundos e de qualidade. Trabalha apenas com uma só aresta de corte. Broca de recortar (Fig. 7.12b). Serve para sangrar discos Alargador com navalha de furar (Fig. 7.12c). Utilizada para alargar furos.
(a) (b) (c)
Fig. 7.12 Ferramentas especiais para Furar
8
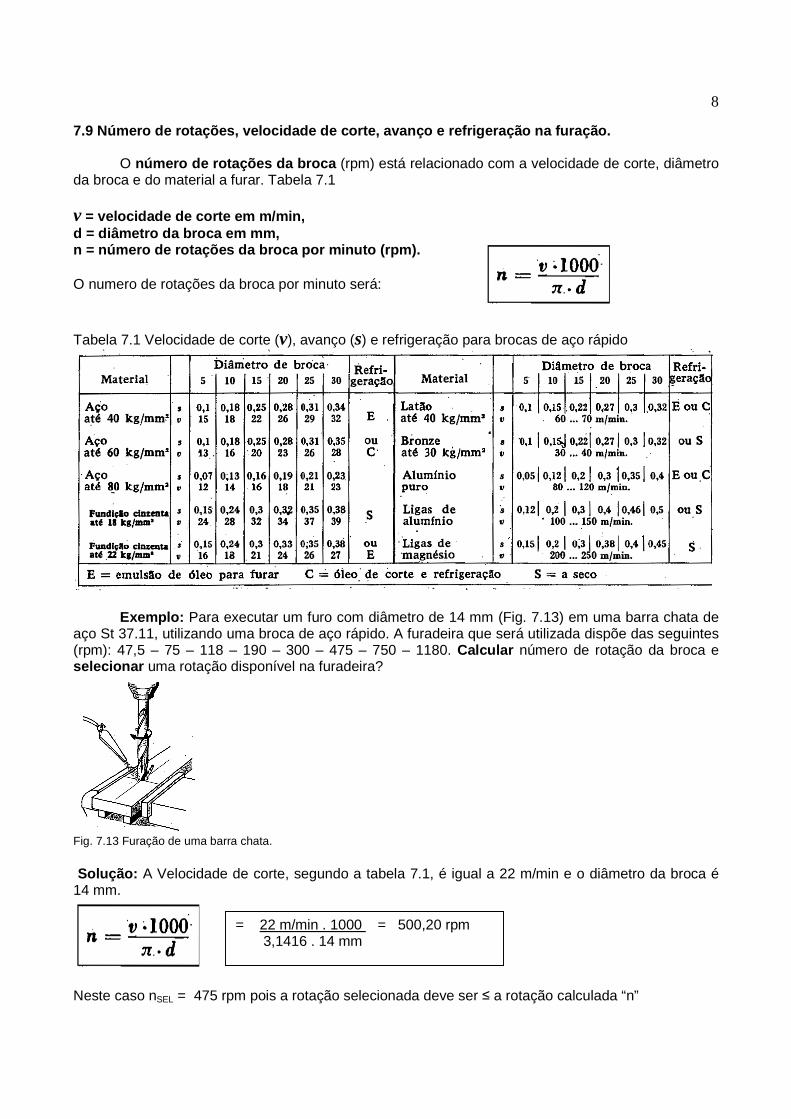
7.9 Número de rotações, velocidade de corte, avanço e refrigeração na furação.
O número de rotações da broca (rpm) está relacionado com a velocidade de corte, diâmetro da broca e do material a furar. Tabela 7.1 v = velocidade de corte em m/min, d = diâmetro da broca em mm, n = número de rotações da broca por minuto (rpm). O numero de rotações da broca por minuto será: Tabela 7.1 Velocidade de corte (v), avanço (s) e refrigeração para brocas de aço rápido
Exemplo: Para executar um furo com diâmetro de 14 mm (Fig. 7.13) em uma barra chata de aço St 37.11, utilizando uma broca de aço rápido. A furadeira que será utilizada dispõe das seguintes (rpm): 47,5 – 75 – 118 – 190 – 300 – 475 – 750 – 1180. Calcular número de rotação da broca e selecionar uma rotação disponível na furadeira?
Fig. 7.13 Furação de uma barra chata. Solução: A Velocidade de corte, segundo a tabela 7.1, é igual a 22 m/min e o diâmetro da broca é 14 mm.
Neste caso nSEL = 475 rpm pois a rotação selecionada deve ser ≤ a rotação calculada “n”
= 22 m/min . 1000 = 500,20 rpm 3,1416 . 14 mm
9
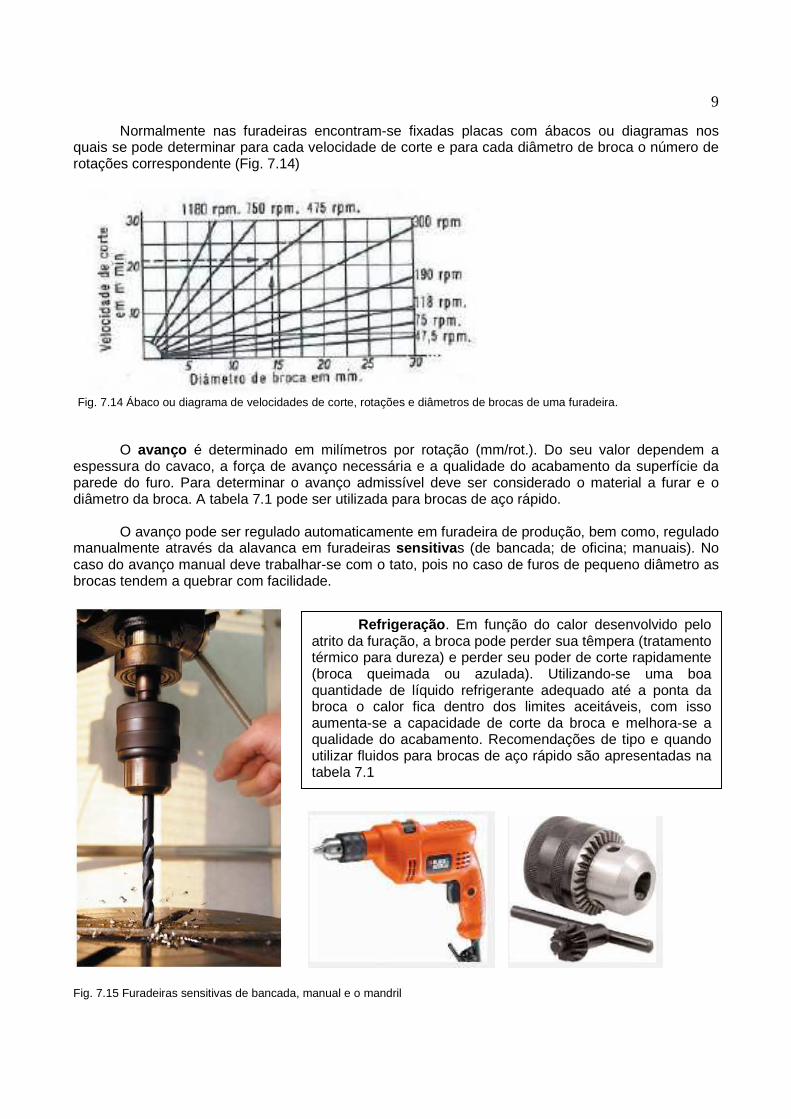
Normalmente nas furadeiras encontram-se fixadas placas com ábacos ou diagramas nos quais se pode determinar para cada velocidade de corte e para cada diâmetro de broca o número de rotações correspondente (Fig. 7.14)
Fig. 7.14 Ábaco ou diagrama de velocidades de corte, rotações e diâmetros de brocas de uma furadeira.
O avanço é determinado em milímetros por rotação (mm/rot.). Do seu valor dependem a espessura do cavaco, a força de avanço necessária e a qualidade do acabamento da superfície da parede do furo. Para determinar o avanço admissível deve ser considerado o material a furar e o diâmetro da broca. A tabela 7.1 pode ser utilizada para brocas de aço rápido.
O avanço pode ser regulado automaticamente em furadeira de produção, bem como, regulado
manualmente através da alavanca em furadeiras sensitiva s (de bancada; de oficina; manuais). No caso do avanço manual deve trabalhar-se com o tato, pois no caso de furos de pequeno diâmetro as brocas tendem a quebrar com facilidade.
Fig. 7.15 Furadeiras sensitivas de bancada, manual e o mandril
Refrigeração . Em função do calor desenvolvido pelo atrito da furação, a broca pode perder sua têmpera (tratamento térmico para dureza) e perder seu poder de corte rapidamente (broca queimada ou azulada). Utilizando-se uma boa quantidade de líquido refrigerante adequado até a ponta da broca o calor fica dentro dos limites aceitáveis, com isso aumenta-se a capacidade de corte da broca e melhora-se a qualidade do acabamento. Recomendações de tipo e quando utilizar fluidos para brocas de aço rápido são apresentadas na tabela 7.1

10
Exercício 7.1 - Em um galpão de estrutura metálica, será necessário executar alguns furos para instalação de ventiladores e luminárias. Para essa tarefa, pode ser utilizada uma furadeira manual com potência de 600W, que permite selecionar uma entre duas rotações disponíveis: 1250 ou 2000 rpm. O fabricante do equipamento indica para a furação de madeira, concreto e aço os seguintes diâmetros máximos: 25; 16 e 10 milímetros, respectivamente. Para a execução de um furo com 8 milímetros de diâmetro em uma chapa de aço ABNT 1020, um fabricante de brocas de aço rápido indica uma velocidade máxima de corte de 32 m/min. a) Considerando a velocidade de corte indicada pelo fabricante de brocas, escolha, entre as rotações disponíveis na furadeira, a mais adequada para a execução de furos de 8 milímetros de diâmetro. Justifique a sua resposta. b) Considerando a resposta do item (a) determine a velocidade de corte.

11
Exercício 7.2 - Para executar um furo com diâmetro de 25 mm em uma barra de aço St 50.11, utilizando uma broca de aço rápido. A furadeira que será utilizada dispõe das rotações apresentadas no diagrama da figura 7.14. Calcular número de rotação da broca e selecionar uma rotação disponível na furadeira?


















