Caraterização de Patologias e Metodologias de Reparação em ... · EABILITAÇÃO DA PINTURA DE...
94
Caraterização de Patologias e Metodologias de Reparação em Estruturas Hidráulicas de Betão Armado do Tipo Torre de Tomada de Água Celso Ricardo Lopes Silvério Dissertação para obtenção do Grau de Mestre em Engenharia Civil Orientador: Professor Doutor Rui Vaz Rodrigues Júri Presidente: Professor Doutor Albano Luís Rebelo da Silva das Neves e Sousa Orientador: Professor Doutor Rui Vaz Rodrigues Vogal: Professor Doutor Augusto Martins Gomes Outubro de 2017
Transcript of Caraterização de Patologias e Metodologias de Reparação em ... · EABILITAÇÃO DA PINTURA DE...

Caraterização de Patologias e Metodologias de Reparação
em Estruturas Hidráulicas de Betão Armado do Tipo Torre
de Tomada de Água
Celso Ricardo Lopes Silvério
Dissertação para obtenção do Grau de Mestre em
Engenharia Civil
Orientador: Professor Doutor Rui Vaz Rodrigues
Júri
Presidente: Professor Doutor Albano Luís Rebelo da Silva das Neves e Sousa
Orientador: Professor Doutor Rui Vaz Rodrigues
Vogal: Professor Doutor Augusto Martins Gomes
Outubro de 2017

ii

iii
AGRADECIMENTOS
O autor deste documento deseja endereçar algumas notas de agradecimento a quem de forma direta
ou indireta contribuiu para a sua realização.
Ao Professor Rui Vaz Rodrigues, orientador desta dissertação, pelo interesse, disponibilidade e auxílio
que sempre demonstrou, e também pela disponibilização de uma vasta gama de documentos e
fotografias relacionadas com o tema.
Aos docentes do Mestrado Integrado em Engenharia Civil do Instituto Superior Técnico pela
transmissão de conhecimentos sobre as matérias curriculares.
À minha família e aos meus amigos que sempre demonstraram disponibilidade para ajudar.
iv

v
RESUMO
No presente documento apresentam-se as principais patologias e possíveis metodologias de reparação
de estruturas hidráulicas de betão armado do tipo torre de tomada de água. As torres de tomada de
água podem ser classificadas de acordo com a presença de água no seu interior (em condições normais
de funcionamento) em torres do tipo seca ou torres do tipo húmida.
As patologias habituais identificadas em torres de tomada de água podem estar associadas a
elementos estruturais (e.g., erosão pelo efeito da água e dos sedimentos, erosão por cavitação,
infiltração de água através de fendas e/ou juntas de betonagem, corrosão das armaduras), ou em
elementos secundários (e.g., corrosão em elementos metálicos, tais como passadiços de acesso,
grelhas de proteção, etc.). As patologias em elementos estruturais são as mais graves, pois podem pôr
em causa a segurança e a funcionalidade da estrutura. As causas prováveis destas patologias podem
ser resultado de ações mecânicas, químicas, erros de projeto, erros de execução, e/ou devido ao
processo de envelhecimento natural.
A elaboração de metodologias de reparação pretende criar uma sequência lógica dos trabalhos de
reparação, facilitando a sua execução em obra. São úteis como base de comparação e/ou elementos
auxiliares ao processo de reparação de estruturas hidráulicas com as mesmas patologias, servindo
assim como uma base de comparação que poderá ser útil no futuro.
Palavras-chave: Torres de tomada de água, Patologias, Metodologias de reparação, Erosão,
Cavitação, Corrosão, Estanquidade.

vi

vii
ABSTRACT
The present document consists of the elaboration of repair methodologies related to usual pathologies
in hydraulic structures of reinforced concrete of the water intake towers. The water intake towers can be
classified according to the presence of water inside (in normal conditions of operation) in “dry” type tower
or “wet” type tower.
The usual pathologies identified in water intake towers may be related to structural elements (e.g.,
erosion, cavitation, water infiltration through cracks and/or joints, corrosion of reinforcement), or
secondary elements (e.g. corrosion of metallic elements such as access walkways, protective grids,
etc.). Structural pathologies are the most important, as they may compromise the safety and functionality
of the structure. The probable causes of those pathologies may be the result of mechanical, chemical,
design errors, errors of execution, and/or due to the natural aging process.
The elaboration of repair methodologies intends to create a logical sequence of the repair works,
providing guidelines to their execution, being useful compare and/or provide elements to the process of
repair of hydraulic structures with the same pathologies.
Key-words: Water intake towers, Pathologies, Repair methodologies, Erosion, Cavitation, Corrosion,
Watertightness.

viii

ix
ABREVIATURAS E SIGLAS
Fórmulas químicas
Cl- – Ião cloreto
Fe2+
– Ião ferro (II)
OH- – Ião hidróxido
CaCO3 – Carbonato de cálcio
CO2 – Dióxido de carbono
SO2 – Dióxido de enxofre
H2O – Água
O2 – Oxigénio
e- – Eletrão
Ca(OH)2 – Hidróxido de cálcio
Fe(OH)2 – Hidróxido de ferro (II)
Fe(OH)3 – Hidróxido de ferro (III)
FeO – Óxido de ferro (II)
Fe2O3 – Óxido de ferro (III)
Fe3O4 – Óxido de ferro (II, III)
Fe2O3.H2O – Óxido de ferro hidratado (III)
Siglas
m/s – Metro por segundo
cm – Centímetro
mm – Milímetro
µm – Micrómetro
wk – Abertura de fenda
º – Grau
ºC – Grau Celsius
% – Percentagem
MPa – Mega Pascal
pH – Potencial de Hidrogénio
NP – Norma Portuguesa
LNEC – Laboratório Nacional de Engenharia Civil
EN – European Norm
ISO – International Organization for Standardization
ASTM – American Society for Testing and Materials
CFD – Computational Fluid Dynamic

x

xi
ÍNDICE
1 INTRODUÇÃO ........................................................................................................................1
1.1 ENQUADRAMENTO ..................................................................................................................1
1.2 OBJETIVOS............................................................................................................................2
1.3 ORGANIZAÇÃO .......................................................................................................................2
2 TORRES DE TOMADAS DE ÁGUA .........................................................................................3
2.1 ASPETOS GERAIS ...................................................................................................................3
2.2 CLASSIFICAÇÃO .....................................................................................................................4
2.2.1 TORRES DO TIPO SECA ........................................................................................................5
2.2.2 TORRES DO TIPO HÚMIDA .....................................................................................................6
2.3 CRITÉRIOS DE ESCOLHA DO LOCAL ............................................................................................7
2.4 CRITÉRIOS DE DIMENSIONAMENTO ............................................................................................7
2.5 GRELHAS DE PROTEÇÃO..........................................................................................................9
2.5.1 CRITÉRIOS DE LIMPEZA ...................................................................................................... 10
2.5.2 CRITÉRIOS DE VELOCIDADE ................................................................................................ 10
3 PATOLOGIAS EM TORRES DE TOMADA DE ÁGUA ............................................................ 11
3.1 ASPETOS GERAIS ................................................................................................................. 11
3.2 EROSÃO ............................................................................................................................. 12
3.3 CAVITAÇÃO ......................................................................................................................... 13
3.4 INFILTRAÇÃO DE ÁGUA .......................................................................................................... 14
3.4.1 ATRAVÉS DE JUNTAS DE BETONAGEM ................................................................................... 14
3.4.2 ATRAVÉS DE FENDAS ......................................................................................................... 15
3.5 CORROSÃO DAS ARMADURAS ................................................................................................. 16
3.5.1 PROCESSO DE CORROSÃO ................................................................................................. 16
3.5.2 PROTEÇÃO DAS ARMADURAS .............................................................................................. 18
3.5.3 DESPASSIVAÇÃO DAS ARMADURAS ...................................................................................... 18
3.5.4 CORROSÃO INDUZIDA POR CARBONATAÇÃO........................................................................... 19
3.5.5 CORROSÃO INDUZIDA POR CLORETOS .................................................................................. 21
3.5.6 EFEITOS DA CORROSÃO DAS ARMADURAS ............................................................................. 24
3.6 CORROSÃO EM ELEMENTOS METÁLICOS ................................................................................... 25
4 PROPOSTAS DE METODOLOGIAS DE REPARAÇÃO.......................................................... 27
4.1 ASPETOS GERAIS ................................................................................................................. 27
4.2 INTRODUÇÃO À NP EN 1504 ................................................................................................. 27

xii
4.3 INTRODUÇÃO A NP EN ISO 12944......................................................................................... 30
4.4 REPARAÇÃO DE FENDAS ........................................................................................................ 32
4.4.1 INJEÇÃO .......................................................................................................................... 33
4.4.1.1 SISTEMAS DE INJEÇÃO .................................................................................................... 34
4.4.1.2 PRODUTOS DE INJEÇÃO .................................................................................................. 34
4.4.1.3 MÉTODOS DE INJEÇÃO.................................................................................................... 36
4.4.1.4 EQUIPAMENTOS DE INJEÇÃO ............................................................................................ 36
4.4.1.5 PROCEDIMENTO DE INJEÇÃO SOB PRESSÃO (FENDAS COM WK ≥ 0,40 MM) ............................... 39
4.4.1.6 CONTROLO DA QUALIDADE .............................................................................................. 41
4.4.2 IMPERMEABILIZAÇÃO POR CRISTALIZAÇÃO ............................................................................. 42
4.4.2.1 PRODUTOS DE IMPERMEABILIZAÇÃO.................................................................................. 43
4.4.2.2 EQUIPAMENTOS DE APLICAÇÃO ........................................................................................ 43
4.4.2.3 EXEMPLOS DE IMPERMEABILIZAÇÃO POR CRISTALIZAÇÃO...................................................... 44
4.4.2.4 PROCEDIMENTO DE REPARAÇÃO (JUNTAS E FENDAS COM WK < 0,40 MM) ................................ 45
4.4.2.5 PROCEDIMENTO DE REPARAÇÃO (FENDAS COM WK ≥ 0,40 MM).............................................. 47
4.4.2.6 CONTROLO DA QUALIDADE .............................................................................................. 51
4.4.3 REVESTIMENTO SUPERFICIAL .............................................................................................. 52
4.4.4 SELAGEM ........................................................................................................................ 52
4.5 REPARAÇÃO DO BETÃO E ARMADURAS ..................................................................................... 53
4.5.1 PRODUTOS DE REPARAÇÃO ................................................................................................ 54
4.5.2 MÉTODOS DE APLICAÇÃO DO BETÃO OU ARGAMASSA .............................................................. 57
4.5.3 EQUIPAMENTOS DE PROJEÇÃO DO BETÃO OU ARGAMASSA ....................................................... 58
4.5.4 PROCEDIMENTO DE REPARAÇÃO DO BETÃO (BETÃO POUCO DEGRADADO)................................... 59
4.5.5 PROCEDIMENTO DE REPARAÇÃO DO BETÃO (BETÃO MUITO DEGRADADO) .................................... 61
4.5.6 CONTROLO DA QUALIDADE ................................................................................................. 64
4.6 REABILITAÇÃO DA PINTURA DE ELEMENTOS METÁLICOS .............................................................. 65
4.6.1 PRODUTOS DE REVESTIMENTOS ANTICORROSIVOS ................................................................. 65
4.6.2 EQUIPAMENTOS DE PINTURA ............................................................................................... 66
4.6.3 PROCEDIMENTO DE APLICAÇÃO DO REVESTIMENTO ANTICORROSIVO (CATEGORIA DE CORROSIVIDADE
C5-M) ....................................................................................................................... 67
4.6.4 PROCEDIMENTO DE APLICAÇÃO DO REVESTIMENTO ANTICORROSIVO (CATEGORIA DE CORROSIVIDADE
IM 2) ......................................................................................................................... 68
4.6.5 CONTROLO DA QUALIDADE ................................................................................................. 69
5 CONSIDERAÇÕES FINAIS ................................................................................................... 71
6 REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................................... 73

xiii
LISTA DE FIGURAS
Figura 2-1 – Torre de tomada de água do Castelo de Bode (Marques, 2010). ....................................3
Figura 2-2 – Representação esquemática de uma torre de tomada de água do tipo seca. ..................5
Figura 2-3 – Representação esquemática de uma torre de tomada de água do tipo húmida................6
Figura 2-4 – Grelha de proteção de uma tomada de água em albufeira (Pinheiro, 2006). ....................9
Figura 2-5 – Equipamento de limpeza de grelhas de proteção (Wild Metal GmbH, 2017). ................. 10
Figura 3-1 – Causas comuns de deterioração do betão armado (NP EN 1504-9 Princípios gerais para
a utilização de produtos e sistemas, 2006). ............................................................... 11
Figura 3-2 – Danos no betão devidos à erosão (Fay, 2015). ........................................................... 12
Figura 3-3 – Danos no betão devidos à cavitação (Fay, 2015)......................................................... 13
Figura 3-4 – Eflorescência no interior de estrutura de betão armado do tipo torre de tomada de água
(Fotografia fornecida pelo Professor Rui Vaz Rodrigues, 2017). ................................. 14
Figura 3-5 – Fissurómetro usado para monitorizar o movimento da fenda (Fay, 2015). ..................... 15
Figura 3-6 – Corrosão das armaduras e delaminação do betão de recobrimento (Costa, 2010). ........ 16
Figura 3-7 – Esquema simplificado do processo de corrosão das armaduras, adaptado de (Costa,
2010). ..................................................................................................................... 16
Figura 3-8 – Esquema simplificado da proteção das armaduras no betão, adaptado de (Costa, 2010).
.............................................................................................................................. 18
Figura 3-9 – Esquema simplificado da despassivação das armaduras, adaptado de (Costa, 2010).... 18
Figura 3-10 – Esquema simplificado do mecanismo de carbonatação, adaptado de (Costa, 2010). ... 19
Figura 3-11 – Velocidade de penetração do dióxido de carbono em função da humidade relativa do
betão, adaptado de (Lusomapei Sociedade Anónima, 2014). ..................................... 20
Figura 3-12 – Ensaio colorímetro com fenolftaleína (Lusomapei Sociedade Anónima, 2014). ............ 20
Figura 3-13 – Esquema simplificado do mecanismo do transporte de cloretos do exterior, adaptado de
(Costa, 2010). ......................................................................................................... 21
Figura 3-14 – Ensaio colorimétrico com nitrato de prata (Revista ALCONPAT, 2015). ...................... 22
Figura 3-15 – Esquema simplificado do teste acústico com um martelo. .......................................... 23
Figura 3-16 – Delaminação provocada pela corrosão das armaduras (Costa, 2010). ........................ 24

xiv
Figura 3-17 – Passadiço de acesso a torre de tomada de água (Fotografia fornecida pelo Professor
Rui Vaz Rodrigues, 2017). ....................................................................................... 25
Figura 4-1 – Principais razões para a reparação de fendas, adaptado de (Araújo, 2016)................... 32
Figura 4-2 – Injeção de resinas de poliuretano em túnel hidráulico de adução de central hidroelétrica
(Fotografia fornecida pelo Professor Rui Vaz Rodrigues, 2017). ................................. 33
Figura 4-3 – Bomba elétrica com um reservatório (Waterproofing Leak Sealing Solutions With Sika®
Injection Systems, 2017). ......................................................................................... 36
Figura 4-4 – Bomba elétrica com dois reservatórios (Waterproofing Leak Sealing Solutions With Sika®
Injection Systems, 2017). ......................................................................................... 37
Figura 4-5 – Colocação de injetores mecânicos utilizados na reparação de juntas de construção numa
parede de betão estrutural (Fotografia fornecida pelo Professor Rui Vaz Rodrigues,
2017). ..................................................................................................................... 37
Figura 4-6 – Injetor de superfície (Waterproofing Leak Sealing Solutions With Sika® Injection
Systems, 2017). ...................................................................................................... 38
Figura 4-7 – Injetores mecânicos (Waterproofing Leak Sealing Solutions With Sika® Injection
Systems, 2017). ...................................................................................................... 38
Figura 4-8 – Esquema simplificado do processo de furação na superfície do betão. ......................... 39
Figura 4-9 – Carotes (Correia, et al., 2015). ................................................................................... 41
Figura 4-10 – Formação de cristais nos poros e capilaridades do betão (Xypex® Chemical
Corporation, 2017). ................................................................................................. 42
Figura 4-11 – Equipamento de spray (Xypex® Chemical Corporation, 2017). ................................... 43
Figura 4-12 – Impermeabilização de num canal de uma estação de tratamento de água (Xypex®
Chemical Corporation, 2017).................................................................................... 44
Figura 4-13 – Impermeabilização de num canal de uma estação de tratamento de água (Xypex®
Chemical Corporation, 2017).................................................................................... 44
Figura 4-14 – Esquema simplificado do revestimento impermeabilizante. ........................................ 45
Figura 4-15 – Esquema simplificado de reparação de fendas sem fluxo de água. ............................. 47
Figura 4-16 – Esquema simplificado de reparação de fendas com fluxo de água. ............................. 49
Figura 4-17 – Esquema simplificado do ensaio de aderência pelo método pull-off (oz-diagnostico,
2017). ..................................................................................................................... 51

xv
Figura 4-18 – Esquema simplificado do revestimento superficial. .................................................... 52
Figura 4-19 – Esquema simplificado da selagem de fendas. ........................................................... 52
Figura 4-20 – Esquema simplificado de reparação do betão, adaptado de (Costa, 2010). ................. 53
Figura 4-21 – Resultados do ensaio de cavitação, adaptado de (James Edmond McDonald , 2000). . 55
Figura 4-22 – Projeção de betão (Correia, et al., 2015). .................................................................. 57
Figura 4-23 – Máquina de projeção (Catalogo Sika®. Tecnologia Sika® para betão projetado, 2010).
.............................................................................................................................. 58
Figura 4-24 – Bomba de projeção (Catalogo Sika®. Tecnologia Sika® para betão projetado, 2010). . 58
Figura 4-25 – Esquema simplificado de projeção de argamassa...................................................... 60
Figura 4-26 – Esquema simplificado de reparação do betão muito degradado.................................. 61
Figura 4-27 – Esquema simplificado da amarração e empalmo mecânico de armaduras de reforço,
adaptado de (Costa, 2010)....................................................................................... 62
Figura 4-28 – Esquema simplificado de projeção de argamassa...................................................... 63
Figura 4-29 – Ensaio de aderência pelo método pull-off (Costa, 2010)............................................. 64
Figura 4-30 – Revestimento anticorrosivo por pintura (Pereira, 2006). ............................................. 65
Figura 4-31 – Esquema simplificado do esquema de pintura. .......................................................... 65
Figura 4-32 – Equipamento de spray (Jaguar Surface Coating, 2017).............................................. 66
Figura 4-33 – Ensaio de aderência pelo método pull-off (Rodrigues, 2010). ..................................... 69
Figura 4-34– Equipamento de medição de espessuras de revestimentos (Rodrigues, 2010). ............ 69

xvi

xvii
LISTA DE TABELAS
Tabela 4-1 – Princípios e métodos relacionados com defeitos no betão, adaptado da (NP EN 1504-9
Princípios gerais para a utilização de produtos e sistemas, 2006). .............................. 28
Tabela 4-2 – Princípios e métodos relacionados com a corrosão das armaduras, adaptado da
(NP EN 1504-9 Princípios gerais para a utilização de produtos e sistemas, 2006). ...... 29
Tabela 4-3 – Exemplos de patologias e princípios aplicáveis, adaptado de (Costa, 2010). ................ 29
Tabela 4-4 – Categorias de corrosividade atmosférica e exemplos de ambientes típicos, adaptado da
(NP EN ISO 12944-2 Classificação de ambientes, 1999). .......................................... 31
Tabela 4-5 – Categorias para imersão em água e solo, adaptado da (NP EN ISO 12944-2
Classificação de ambientes, 1999). .......................................................................... 31
Tabela 4-6 – Caraterísticas dos produtos de injeção, adaptado de (Araújo, 2016). ........................... 34
Tabela 4-7– Requisitos de desempenho de produtos de reparação, adaptado da (NP EN 1504-3
Reparação estrutural e não estrutural, 2006). ............................................................ 54
Tabela 4-8 Vantagens dos métodos de projeção via seca e via húmida (Correia, et al., 2015). .......... 57
Tabela 5-1 – Comparação dos métodos de reparação de fendas. ................................................... 72

xviii

1
1 INTRODUÇÃO
1.1 ENQUADRAMENTO
A água é um elemento imprescindível à vida do ser humano. Desde o início dos tempos as primeiras
civilizações aglomeravam-se junto das principais linhas de água, onde os terrenos eram mais férteis
para a prática da agricultura. Desta forma surgiu a necessidade de serem construídas as primeiras
barragens para armazenar água tendo em vista diversas utilizações (e.g., abastecimento às
populações, rega, pecuária, produção de força motriz). A primeira barragem conhecida pelo homem
remonta há cerca de 5000 anos, conforme registos da barragem de Jawa na Jordânia (Quintela, et al.,
2009).
Inicialmente o critério de escolha do local de extração de água era apenas a quantidade de água
extraível. Com a evolução da civilização, a qualidade da água foi sendo reconhecida como fator
relevante, sendo possível relacionar a mesma com a incidência de doenças, tendo especial importância
para a saúde pública. Atualmente os requisitos relativos à quantidade e qualidade da água aumentaram
significativamente, o que obriga a um bom sistema de abastecimento (Rao, 2005).
Os aproveitamentos que se baseiam na utilização de água denominam-se de aproveitamentos
hidráulicos, podendo ser:
• aproveitamentos para abastecimento de água;
• aproveitamentos hidroelétricos;
• aproveitamentos hidroagrícolas;
• aproveitamentos de fins múltiplos.
Os aproveitamentos de fins múltiplos podem ter diversas finalidades (e.g., abastecimento de água,
produção de energia elétrica, rega, atividades recreativas), podendo considerar todos ou só alguns fins.

2
1.2 OBJETIVOS
Os objetivos do presente documento é a elaboração de metodologias de reparação sob a forma de
procedimentos, e indicação das principais caraterísticas dos materiais a considerar, relativas a
patologias de estruturas hidráulicas de betão armado, do tipo torre de tomada de água. Procede-se
ainda à descrição dos fenómenos e causas que estão na sua origem. A elaboração de procedimentos
de reparação para cada patologia, pretende criar uma sequência lógica dos trabalhos de reparação,
facilitando a sua execução em obra. Os procedimentos de reparação elaborados para cada patologia
identificada poderão ser úteis como base de comparação e/ou elementos auxiliares ao processo de
reparação de estruturas hidráulicas onde ocorram as mesmas patologias.
1.3 ORGANIZAÇÃO
O presente documento encontra-se dividido em seis capítulos, sendo os seguintes:
• Capítulo 1: introdução acerca da importância da água para o ser humano, e os objetivos do
presente documento;
• Capítulo 2: descrição dos aspetos gerais das torres de tomada de água, classificação
segundo a presença de água no seu interior, principais diferenças a nível de funcionamento
hidráulico, critérios de dimensionamento, critérios de escolha do local da tomada e descrição
dos respetivos órgãos de proteção do circuito hidráulico;
• Capítulo 3: identificação de patologias habituais em torres de tomada de água, e descrição
dos fenómenos e causas que estão na sua origem;
• Capítulo 4: elaboração de metodologias de reparação (sob a forma de procedimentos) para
cada patologia identificada, tendo em conta os recursos e as técnicas disponíveis;
• Capítulo 5: considerações finais;
• Capítulo 6: referências bibliográficas.

3
2 TORRES DE TOMADAS DE ÁGUA
2.1 ASPETOS GERAIS
As torres de tomada de água são estruturas integrantes de aproveitamentos hidráulicos, com a
finalidade de abastecimento de água potável, cuja finalidade pode ser extrair água de uma determinada
fonte (e.g., rio, lago, canal, reservatório ou albufeira), para o interior de uma conduta, que faz o seu
transporte até uma estação de tratamento através da força gravitacional ou bombagem, dependendo
das condições topográficas do terreno. São utilizadas em grandes sistemas de abastecimento (Figura
2-1). Em qualquer projeto de abastecimento de água, o primeiro passo é a escolha do local em onde
vai ser feita a extração da água, sendo que os dispositivos e equipamentos instalados com a finalidade
de extrair água constituem a tomada da água. As tomadas de água devem ser projetadas de forma a
minimizar as perdas de carga e o impacto no meio envolvente, sendo que a água extraída pode ser
utilizada para diversas finalidades como já referido. Um aspeto importante relacionado com este tipo
de estruturas, é lidar com os sedimentos, detritos, e materiais flutuantes transportados pelo fluxo de
água, que possam danificar o circuito hidráulico, sendo instaladas grelhas de proteção para impedir a
sua entrada, e comportas ou válvulas para controlar o fluxo de água (European Small Hydropower
Association, 2004).
Figura 2-1 – Torre de tomada de água do Castelo de Bode (Marques, 2010).
Este tipo de estruturas poderá não ser aconselhado em zonas com elevada atividade sísmica, pois são
estruturas altas e delgadas que não apresentam um bom comportamento perante a atividade sísmica.
A sua utilização deve ser precedida por um estudo técnico-económico que considere outras alternativas
tecnicamente viáveis, tais como tomadas de água flutuantes ou tomadas submersas (Nigam, 1985).

4
As estruturas de tomada de água podem ser necessárias para órgãos de segurança e exploração de
barragens, tais como descarregadores de cheia em orifícios ou descargas de fundo. O seu
dimensionamento deve ter em conta os caudais necessários para o uso a jusante e o dimensionamento
dos órgãos de segurança e exploração onde se integram. É necessário ter em atenção as variações
de nível a montante, a eventual presença de material sólido em suspensão e a possibilidade de existir
transporte sólido por arrastamento. A tomada de água deve apresentar uma adequada submersão de
forma a evitar a formação de vórtices. Os vórtices provocam o arraste de materiais flutuantes para o
orifício da tomada contribuindo para a obstrução da grelha de proteção, e introduzem no circuito
hidráulico detritos de dimensão menor que o afastamento entre barras da grelha (Pinheiro, 2006).
2.2 CLASSIFICAÇÃO
As torres de tomada de água podem ser classificadas de acordo com a presença de água no seu interior
em (Rao, 2005):
• torres do tipo seca;
• torres do tipo húmida.

5
2.2.1 TORRES DO TIPO SECA
As torres de tomada de água do tipo seca, em condições normais de funcionamento têm o seu interior
seco, sendo normalmente usado para operações e manutenção dos equipamentos. A água é extraída
através de tomadas de água localizadas a diferentes profundidades, que ligam a uma conduta vertical,
que por sua vez liga a conduta sob pressão. As tomadas de água estão equipadas com grelhas de
proteção para evitar a entrada de detritos e materiais flutuantes para o circuito hidráulico, e válvulas
para controlar o fluxo de água, sendo que o comando desses equipamentos poderá ser feito a partir do
topo da torre (Figura 2-2).
Figura 2-2 – Representação esquemática de uma torre de tomada de água do tipo seca.
Nível máximo do reservatório
Nível mínimo do reservatório
Comando de
válvulas
Passadiço de acesso
Conduta sob pressão
Galeria
Grelhas/comportas

6
2.2.2 TORRES DO TIPO HÚMIDA
As torres de tomada de água do tipo húmida, em condições normais de funcionamento têm o seu
interior cheio de água (ao nível do reservatório), no entanto podem ser esvaziadas para operações de
manutenção e/ou reparação. Este tipo de estrutura é geralmente mais leve face às torres do tipo seca,
podendo ficar sujeita a forças de flutuação quando esvaziada, pelo que deve ser verificada a segurança
da estrutura nesta situação.
A água entra para a torre através de aberturas que poderão estar a diferentes profundidades, sendo
encaminhada através de um túnel hidráulico (Figura 2-3). As aberturas estão equipadas com grelhas
de proteção para evitar a entrada de detritos e materiais flutuantes para o circuito hidráulico, e
comportas para controlar o fluxo de água. O comando desses equipamentos é feito no topo da torre,
ou a partir de um edifício anexo designado por edifício comando.
Figura 2-3 – Representação esquemática de uma torre de tomada de água do tipo húmida.
Comando de
comportas
Nível máximo do reservatório
Nível mínimo do reservatório
Túnel hidráulico
Passadiço de acesso
Comportas

7
2.3 CRITÉRIOS DE ESCOLHA DO LOCAL
A escolha do local da tomada de água depende de vários fatores tais como: a submersão, as condições
geotécnicas e ambientais (especialmente relacionadas com a vida aquática), a exclusão de
sedimentos, e a formação de gelo (quando aplicável). Por estas razões, a localização deverá ser muito
bem planeada, pois vai influenciar a qualidade da água assim como os custos e as operações de
manutenção durante a vida do empreendimento (European Small Hydropower Association, 2004). A
qualidade da água exigida depende do uso requerido, sendo que se for para a rega deve estar livre de
sais prejudiciais ou outros resíduos industriais que possam danificar as colheitas, no entanto, se for
para a produção de energia elétrica, deve estar livre de detritos e materiais flutuantes que possam
danificar os equipamentos, nomeadamente a turbina (Nigam, 1985).
O local da tomada deve obedecer aos seguintes critérios (Rao, 2005):
• localizar-se perto da estação de tratamento (quando aplicável), de forma a minimizar os
custos de transporte;
• localizar-se numa zona com água relativamente pura, longe de zonas de descarga de esgotos
e zonas de navegação, minimizando a carga na estação de tratamento;
• localizar-se onde haja boas condições de fundação;
• funcionar ininterruptamente em qualquer época do ano, mesmo durante o período mais seco;
• permanecer acessível mesmo que ocorram episódios de cheias excecionais;
• permitir, caso seja necessário num futuro próximo, aumentar o volume de água extraído;
• em rios sinuosos, devem-se evitar curvas acentuadas e zonas de correntes rápidas, de forma
a evitar a acumulação de detritos e materiais flutuantes;
• minimizar o impacto ambiental.
2.4 CRITÉRIOS DE DIMENSIONAMENTO
O projeto de uma tomada de água é elaborado com base em considerações geotécnicas, hidráulicas,
estruturais, e económicas, requerendo especial atenção de forma a evitar manutenções
desnecessárias, e problemas operacionais que não possam ser resolvidos facilmente durante a vida
do empreendimento. O projeto deve obedecer aos seguintes critérios (European Small Hydropower
Association, 2004):
• Estabilidade estrutural: a estrutura deve ter capacidade para resistir às ações da água
(pressões e subpressões hidrostáticas, e pressão hidrodinâmica) e sedimentos, do vento,
ação sísmica, das sobrecargas aplicadas à estrutura (incluindo as sobrecargas decorrentes
dos equipamentos), do peso próprio e das variações de temperatura;

8
• Eficiência hidráulica: as aberturas para entrada de tomadas de água devem ser dotadas de
superfícies curvas, de forma a minimizar as perdas de carga, fenómenos de cavitação, e a
velocidade da água através das grelhas de proteção deve estar dentro dos limites de
segurança e económicos. Devem-se evitar velocidades que provoquem perdas de carga,
acumulação de detritos e materiais flutuantes nas grelhas de proteção, devendo-se ainda ter
em conta eventuais fenómenos de vibração das barras constituintes das grelhas;
• Eficiência operacional: minimizar a entrada de sedimentos, detritos e materiais flutuantes
para o circuito hidráulico, de forma a garantir uma boa eficiência hidráulica.
Uma tomada de água bem concebida deve minimizar as perdas de carga e a formação de vórtices,
pois estes interferem com o bom funcionamento dos equipamentos, podendo provocar os seguintes
fenómenos (European Small Hydropower Association, 2004):
• conduzir a um escoamento não uniforme;
• introduzir ar no circuito hidráulico com resultados negativos para os equipamentos (turbinas),
nomeadamente vibrações, cargas desequilibradas, etc.;
• aumentar as perdas de carga, e diminuir a eficiência hidráulica do sistema;
• arrastar detritos e materiais flutuantes para o circuito hidráulico.
O critério para evitar a formação de vórtices não está bem definido, e nem existe uma fórmula que leva
em consideração todas as suas causas, no entanto uma submersão insuficiente e uma abordagem
assimétrica, parecem ser as causas mais prováveis para a sua formação (uma abordagem assimétrica
é mais propensa à formação de vórtices do que uma abordagem simétrica). Se as aberturas para
entrada de água estiverem totalmente submersas e o fluxo de água não estiver perturbado, a formação
de vórtices é pouco provável (European Small Hydropower Association, 2004).
Há interesse em verificar as condições de funcionamento hidráulico, por intermedio da construção de
modelos hidráulicos reduzidos, complementando-se os resultados destes com analises em modelos
CFD. As causas que levam a velocidades não uniformes são as seguintes (Committee on Hydropower
Intakes, 1995), (European Small Hydropower Association, 2004):
• condições de aproximação assimétricas;
• submersão inadequada;
• separação do escoamento e formação de turbilhões;
• velocidades de aproximação superiores a 0,65 m/s;
• mudanças bruscas da direção do escoamento.

9
2.5 GRELHAS DE PROTEÇÃO
As grelhas de proteção são elementos instalados à entrada da tomada de água, de forma a evitar a
introdução de sedimentos, detritos e materiais flutuantes para o circuito hidráulico, que possam danificar
os equipamentos (e.g., válvulas, comportas, turbinas, bombas, filtros), e/ou que sejam indesejáveis do
ponto de vista da manutenção (impedir a entrada de plantas aquáticas), podendo ser fixas ou móveis
(Figura 2-4). São constituídas por barras de aço e podem ter um ou mais painéis retangulares,
fabricados a partir de uma série de barras espaçadas uniformemente, com uma secção transversal
soldada ao quadro principal por barras que permitem diminuir o vão e a sua secção transversal
(European Small Hydropower Association, 2004), (Pinheiro, 2006).
Figura 2-4 – Grelha de proteção de uma tomada de água em albufeira (Pinheiro, 2006).
Habitualmente a secção das barras é retangular, no entanto algumas podem ter a forma trapezoidal. A
maior secção deve estar orientada para montante de forma a evitar que detritos e materiais flutuantes
fiquem presos nas barras. Estas devem ter dimensões específicas de forma a resistirem à pressão da
água sem que ocorram deformações excessivas caso ocorra a colmatação da grelha. (European Small
Hydropower Association, 2004), (Pinheiro, 2006). Os parâmetros caraterizadores das grelhas são a
relação entre a área total e a área útil do escoamento, assim como o afastamento mínimo entre barras
e a sua secção transversal. Em aproveitamentos hidroelétricos o espaçamento mínimo entre as barras
é geralmente especificado pelo fabricante do equipamento. (Pinheiro, 2006).

10
2.5.1 CRITÉRIOS DE LIMPEZA
A limpeza das grelhas de proteção é um dos aspetos mais importantes em termos de manutenção da
tomada de água, uma vez que os detritos e materiais flutuantes acumulados nas grelhas provocam
perdas de carga significativas, levando a um aumento da velocidade da água nas zonas não
colmatadas fazendo com que se acumule ainda mais detritos. Os detritos e materiais flutuantes devem
ser removidos com a ajuda de um limpa-grelhas que varia em função do nível de automação, podendo
ser manual, automático ou semi-automático (Figura 2-5). É importante monitorizar através das grelhas
as perdas de carga provocadas pela acumulação dos detritos e/ou materiais flutuantes, e fazer um
planeamento das operações de limpeza. (Pinheiro, 2006). Podem ainda ser instaladas a montante da
grelha principal uma grelha secundária com um espaçamento superior de forma a reduzir as operações
de limpeza na grelha principal e/ou uma grelha de proteção mais fina no circuito hidráulico, para
proteger os equipamentos nomeadamente a turbina (European Small Hydropower Association, 2004).
Figura 2-5 – Equipamento de limpeza de grelhas de proteção (Wild Metal GmbH, 2017).
2.5.2 CRITÉRIOS DE VELOCIDADE
As grelhas de proteção devem ter uma área útil (área total menos a área frontal da grelha) de forma a
que a velocidade da água não exceda 0,75 m/s em pequenas tomadas e 1,50 m/s em grandes tomadas,
de maneira a não atrair materiais flutuantes, sendo geralmente dimensionadas para velocidades de
aproximação entre 0,60 a 0,70 m/s (European Small Hydropower Association, 2004). Se ocorrerem
velocidades elevadas, a definição da forma da estrutura da tomada deve atender em especial à
necessidade de variações locais de pressão. É importante não provocar pressões próximas da zona
de tensão de vapor da água, de modo a evitar o fenómeno de cavitação e a consequente danificação
das superfícies expostas ao escoamento (Pinheiro, 2006).

11
3 PATOLOGIAS EM TORRES DE TOMADA DE ÁGUA
3.1 ASPETOS GERAIS
O betão armado é um material que pode sofrer degradação ao longo do tempo, sendo expectável que
as construções de betão armado sofram um envelhecimento natural, provocado pelo meio envolvente
(e.g., chuva, sol, vento, poluição) e pela utilização normal. As principais causas das patologias em
estruturas de betão armado diferenciam-se bastante no tempo de ocorrência, podendo ocorrer antes
da construção (erros de projeto), durante a construção (erros de construção), e durante a sua
exploração (meio envolvente) (Correia, et al., 2015). A Figura 3-1 apresenta um esquema das causas
e mecanismos de deterioração do betão armado, conforme exposto na parte 9 da NP EN 1504.
Figura 3-1 – Causas comuns de deterioração do betão armado (NP EN 1504-9 Princípios gerais para
a utilização de produtos e sistemas, 2006).
Causas comuns da deterioração
Betão Corrosão das armaduras
Mecânicas
Químicas
Físicas
Fogo
Abrasão
Fadiga
Impacto
Sobrecarga
Movimento (e.g., assentamento)
Explosão
Vibração
Reação álcalis-agregado
Agentes agressivos (e.g.,
sulfatos, sais, água doce)
Ação biológica
Gelo-degelo
Efeitos térmicos
Cristalização de sais
Retração
Erosão
Desgaste
Carbonatação
Contaminantes
corrosivos
Correntes
parasitas
Dosagem e tipo de
cimento
Razão água/cimento
Cura
Chuva
Temperatura/humidade
Na amassadura:
• sais de cloretos
Do ambiente externo:
• água do mar
• sais descongelastes
• outros contaminantes

12
3.2 EROSÃO
A erosão é um fenómeno que ocorre geralmente em estruturas hidráulicas de betão que transportam
água a elevada velocidade contendo detritos (e.g., argila, areia, cascalho, rocha), causada pela
moagem desses mesmos detritos na superfície de escoamento (Fay, 2015). Quando a camada
superficial do betão é desgastada, este processo torna-se mais rápido, uma vez que este fenómeno
tende a desgastar a matriz cimentícia do betão, contornando o agregado grosso. A velocidade em que
ocorre este fenómeno depende da velocidade de escoamento, da qualidade do betão (classe de
resistência à compressão), e dos detritos transportados pela água, nomeadamente a forma, dimensão,
qualidade e dureza. Em estruturas sujeitas a este fenómeno deve ser escolhido um betão e um
agregado com uma classe de resistência à compressão elevada (resistência à compressão igual ou
superior a 40 MPa), de forma a minimizar este fenómeno (United States. Army. Corps of Engineers,
1995). Os danos provocados pela erosão dependem de diversos fatores, entre eles, a quantidade de
detritos transportados pela água, a forma da superfície do escoamento e a velocidade e direção do
fluxo de água (Fay, 2015).
Figura 3-2 – Danos no betão devidos à erosão (Fay, 2015).
O principal sintoma visível da erosão em superfícies de betão é uma aparência polida devido à ação
das partículas finas dos sedimentos na matriz cimentícia do betão, que por vezes expõe os agregados
grossos (Figura 3-2). No entanto, quando se trata de detritos de maior dimensão, podem ocorrer danos
mais extensos (Fay, 2015).

13
3.3 CAVITAÇÃO
A cavitação é um fenómeno que ocorre geralmente em estruturas hidráulicas, que transportam água a
elevadas velocidades perto de comportas ou válvulas. Estes dispositivos ao serem manobrados
provocam variações bruscas de velocidade nas suas imediações (Fay, 2015). A cavitação ocorre para
velocidades de cerca de 12 m/s, associado a uma superfície de escoamento irregular, que provoca um
escoamento turbulento, criando zonas de baixa pressão. Quando num dado local do escoamento a
pressão local é inferior à pressão de vapor da água, formam-se bolhas de vapor que,
consequentemente, à medida que vão sendo transportadas pela água atingem zonas de alta pressão
e implodem (em que a pressão local é superior a pressão de vapor), provocando uma redução
instantânea do seu volume. Essas implosões repetitivas das bolhas de vapor criam ondas de choque,
que ao atingirem as superfícies da estrutura introduzem altas tensões sobre uma pequena área,
provocando danos localizados (European Small Hydropower Association, 2004), (United States. Army.
Corps of Engineers, 1995). Quando a cavitação é provocada por irregularidades na superfície do
escoamento, pode ser introduzido ar no fluxo de água, através de dispositivos de arejamento
denominados aeradores. A introdução de ar no escoamento torna o meio ar-água compressível e
elástico, capaz de absorver os impactos das ondas de choque que se formam em consequência do
colapso das bolhas de vapor, eliminando ou reduzindo de forma significativa este fenómeno.
Figura 3-3 – Danos no betão devidos à cavitação (Fay, 2015).
O principal sintoma visível da cavitação em superfícies de betão é uma aparência rugosa com pequenas
cavidades (Figura 3-3). Em casos de deterioração mais avançados, podem ser removidas grandes
quantidades de betão, pondo em causa a segurança da estrutura (United States. Army. Corps of
Engineers, 1995).

14
3.4 INFILTRAÇÃO DE ÁGUA
A infiltração de água em estruturas hidráulicas de betão armado, pode ocorrer através de fendas e/ou
juntas de betonagem defeituosas, podendo contribuir negativamente para a durabilidade, uma vez que
ficam mais suscetíveis à entrada de agentes agressivos, resultando na corrosão das armaduras e
possivelmente perda da resistência estrutural.
Os sintomas visíveis das infiltrações de água em estruturas de betão armado podem ser: manchas
castanhas de óxido de ferro, resultado da corrosão das armaduras, e/ou manchas brancas
(eflorescências) à superfície que correspondem a depósitos de sais cristalizados decorrentes da
circulação de água através do betão (Figura 3-4).
3.4.1 ATRAVÉS DE JUNTAS DE BETONAGEM
As juntas de betonagem são superfícies que fazem a separação entre duas camadas de betão
colocadas em diferentes instantes temporais. O uso de juntas de betonagem é indispensável do ponto
de vista construtivo, pois permitem que o processo de betonagem seja feito de forma controlada.
Sempre que a atividade de betonagem é interrompida, deverá proceder-se ao tratamento da junta,
expondo os agregados da superfície do betão já endurecido, de forma a promover a ligação entre o
betão novo e o betão que já iniciou o processo de endurecimento, sem que ocorra uma perda
significativa da sua resistência estrutural.
Figura 3-4 – Eflorescência no interior de estrutura de betão armado do tipo torre de tomada de água
(Fotografia fornecida pelo Professor Rui Vaz Rodrigues, 2017).
As juntas de betonagem defeituosas podem ser o resultado dos procedimentos de tratamento de juntas,
e/ou um deficiente controlo da qualidade de execução, ficando uma separação visível entre camadas.

15
3.4.2 ATRAVÉS DE FENDAS
As fendas podem ser o resultado do excesso de carga, ações exteriores indiretas (e.g., assentamento
de fundações, variações de temperatura), e/ou o resultado da corrosão das armaduras, podem ser
classificadas de acordo com a sua atividade, em fendas inativas (se não apresentem movimentos
significativos ao longo do tempo) ou fendas ativas (se apresentam movimentos cíclicos ou uniformes
ao longo do tempo). Também podem ser classificadas de acordo com a sua profundidade, em fendas
profundas ou fendas superficiais. As fendas profundas são as mais graves, pois causam efeitos
negativos na durabilidade, resistência estrutural e estanquidade da estrutura, enquanto que as fendas
superficiais afetam essencialmente a durabilidade.
Figura 3-5 – Fissurómetro usado para monitorizar o movimento da fenda (Fay, 2015).
As fendas importantes devem ser monitorizadas de forma a determinar se são ativas ou inativas, com
fissurómetros digitais ou manuais (Figura 3-5). Existem ainda outros métodos de monitorização mais
recentes que permitem capturar com precisão o seu movimento, utilizando câmaras e aplicações
informáticas para tratamento fotogramétrico. O movimento da fenda deve ser monitorizado por longos
períodos de tempo para determinar se está simplesmente a abrir e fechar, como resultado de mudanças
de temperatura sazonais ou diárias, ou se há um movimento progressivo ao longo do tempo, resultado
de cargas excessivas ou condições de fundação inadequadas (Fay, 2015).

16
3.5 CORROSÃO DAS ARMADURAS
A corrosão das armaduras é um fenómeno que ocorre geralmente em estruturas de betão armado,
provocando a sua destruição (Figura 3-6). As principais causas da corrosão das armaduras são a
carbonatação da camada do betão de recobrimento e/ou a presença de cloretos (adicionados durante
o processo de amassadura e/ou provenientes do meio ambiente exterior).
Figura 3-6 – Corrosão das armaduras e delaminação do betão de recobrimento (Costa, 2010).
3.5.1 PROCESSO DE CORROSÃO
A corrosão é um processo eletroquímico, i.e., envolve reações químicas e correntes elétricas, sendo
que, para que este processo ocorra é necessária a presença de um ânodo (zona da armadura
despassivada), um cátodo (zona da armadura com acesso a água e oxigénio), um eletrólito (água
presente nos poros do betão) e um condutor elétrico (armadura) (Figura 3-7).
Figura 3-7 – Esquema simplificado do processo de corrosão das armaduras, adaptado de (Costa,
2010).
Cl- CO2
Condutor elétrico Ânodo Cátodo
Eletrólito
2e-
Fe2+
OH-
H2O O2
O2 H2O Fe2+

17
A formação de iões de ferro ocorre quando há uma diferença de potencial entre duas zonas da
armadura, forma-se assim uma célula eletroquímica com uma zona anódica (positiva) e outra catódica
(negativa), ligada pelo eletrólito (mundoeducacao, 2017) (Figura 3-7).
Os iões de ferro no ânodo passam para a solução:
Fe(s) → Fe2+
+2e- (3.1)
Os eletrões livres deslocam-se através da armadura para o cátodo, onde são combinados com a água
e o oxigénio, formando iões hidróxidos:
1
2O2+H
2O+2e
- → 2OH
- (3.2)
Os iões hidróxidos deslocam-se pelo eletrólito e combinam-se com os iões ferro no ânodo, formando o
hidróxido de ferro (II):
Fe2+
+2OH- → Fe(OH)
2 (3.3)
Num ambiente com pouco oxigénio, o hidróxido de ferro (II) transforma-se em óxido de ferro (II, III):
3Fe(OH)2 → Fe3O4+2H2O+H2 O (3.4)
Num ambiente com alto teor em oxigénio, o hidróxido de ferro (II) é oxidado a hidróxido de ferro (III):
2Fe(OH)2+H2O+
1
2O2 → 2Fe(OH)3 (3.5)
O hidróxido de ferro (III) perde água e transforma-se em óxido de ferro hidratado (III):
2Fe(OH)3 → Fe2O3.H2O+2H2O (3.6)
O produto final da corrosão é a ferrugem, que consiste nos compostos (Fe3O4) de coloração preta, e
(Fe2O3.H2O) de coloração castanho-avermelhada.

18
3.5.2 PROTEÇÃO DAS ARMADURAS
O betão funciona como uma barreira de proteção contra a corrosão das armaduras. O betão não
contaminado apresenta um pH entre 12,5 a 13,5, e nestas condições devido à elevada alcalinidade do
meio, as armaduras encontram-se protegidas contra a corrosão, formando-se à superfície das
armaduras uma pelicula passiva de óxido de ferro, que limita a passagem de oxigénio e humidade
(Figura 3-8) (Correia, et al., 2015).
Figura 3-8 – Esquema simplificado da proteção das armaduras no betão, adaptado de (Costa, 2010).
3.5.3 DESPASSIVAÇÃO DAS ARMADURAS
O processo de carbonatação e o ataque de cloretos são os principais responsáveis pela despassivação
das armaduras. Quando o pH do betão desce para valores inferiores a 10 - 11, e/ou o teor de cloretos
ultrapassa o valor crítico (0,4 % da massa de cimento, de acordo com a pratica comum), ocorre a
dissolução da película passiva de óxido de ferro, deixando as armaduras expostas ao oxigénio e à
humidade, iniciando assim o processo de corrosão (Figura 3-9).
Figura 3-9 – Esquema simplificado da despassivação das armaduras, adaptado de (Costa, 2010).
pH ≥ 12,5
Película passiva de óxido
de ferro
A corrosão não é possível
Armadura
Carbonatação
pH < 9,0
Cloretos
Cl- > valor crítico
Dissolução da película passiva
A corrosão é possível

19
3.5.4 CORROSÃO INDUZIDA POR CARBONATAÇÃO
O dióxido de carbono penetra na superfície do betão a partir do seu exterior, e depende do ambiente
em que a estrutura se insere (Figura 3-10). A carbonatação é um processo que resulta da reação do
dióxido de carbono com o hidróxido de cálcio, resultante da hidratação do cimento, formando carbonato
de cálcio e água:
Ca(OH)2+CO2 → CaCO3+H2O (3.7)
A carbonatação por si só não provoca a degradação no betão, no entanto possui efeitos significativos
tais como a redução do pH de 12,5 - 13,5 para 9,0 - 9,5, resultando assim num ambiente pouco alcalino
para as armaduras.
Figura 3-10 – Esquema simplificado do mecanismo de carbonatação, adaptado de (Costa, 2010).
A velocidade de carbonatação depende dos seguintes fatores (Costa, 2010):
• Ambiente de exposição: este parâmetro determina o teor de humidade relativa do betão, e
o dióxido de carbono do meio envolvente, estes parâmetros influenciam significativamente a
velocidade de carbonatação;
• Qualidade da camada do betão de recobrimento: este parâmetro determina a resistência
do betão à penetração do dióxido de carbono, sendo função da sua composição (i.e., razão
água/cimento, quantidade de cimento, adições), do processo de compactação e da cura.
CO2
CO2

20
O gráfico da Figura 3-11 relaciona a velocidade de carbonatação (esquemático) com a humidade
relativa do betão, e tal como podemos observar, os valores de humidade mais desfavoráveis situam-
se entre 50 a 80 %, demonstra que em ambientes muitos secos ou saturados raramente ocorrem de
carbonatação. É importante referir que para que o processo de carbonatação ocorra, a presença de
humidade é absolutamente necessária.
Figura 3-11 – Velocidade de penetração do dióxido de carbono em função da humidade relativa do
betão, adaptado de (Lusomapei Sociedade Anónima, 2014).
A determinação da profundidade de carbonatação pode ser efetuada in-situ através de um ensaio
colorimétrico, com uma solução de 1 % de fenolftaleína em álcool etílico, um indicador ácido-base que
se mantem incolor para soluções ácidas, mudando de cor para lilás para soluções básicas. Este ensaio
consiste em retirar uma amostra na superfície do betão para analisar e aplicar um spray com a solução
de fenolftaleína, calibrada para um pH de 9,5. A zona carbonatada permanece incolor, enquanto que a
zona não carbonatada apresenta uma cor lilás (Figura 3-12). Desta forma é possível medir a
profundidade de carbonatação na transição entre uma zona e outra, devendo ser medida também a
espessura da camada do betão de recobrimento, de forma a aferir se as armaduras se encontram
despassivadas.
Figura 3-12 – Ensaio colorímetro com fenolftaleína (Lusomapei Sociedade Anónima, 2014).
Humidade relativa (%)
Velo
cid
ade r
ela
tiva
de c
arb
onata
ção

21
3.5.5 CORROSÃO INDUZIDA POR CLORETOS
O ataque de cloretos no betão é um processo que pode ter origem interna se forem utilizadas matérias -
primas contaminadas tais como a água de amassadura, agregados e adjuvantes que contenham
cloretos, ou pode ter origem externa (mais agressivos em termos de risco de corrosão) se a estrutura
estiver num ambiente onde a sua presença é elevada (Figura 3-13). Os cloretos aumentam a
condutividade do betão e atuam como catalisador das reações nas zonas anódicas:
2Fe+6Cl-→ 2FeCl
-+4e
- (3.8)
Seguida por:
FeCl-+2OH
-→ 2Fe(OH)
2+3Cl
- (3.9)
Como as áreas catódicas são muito superiores às áreas anódicas desenvolvem-se no ânodo
densidades de corrente muito elevadas, uma vez que as correntes anódicas e catódicas têm de ser
iguais. Isto origina uma dissolução muito acentuada do aço (Costa, 2010).
A concentração de cloretos necessária para promover a corrosão das armaduras é diretamente
proporcional ao pH do betão, quão mais alcalino for o betão, maior é a concentração de cloretos
necessária para ocorrer a corrosão das armaduras. É possível relacionar o mecanismo de degradação
por carbonatação, com o mecanismo por ataque dos cloretos. A carbonação baixa o pH do betão
tornando-o mais vulnerável ao ataque dos cloretos. Os cloretos aceleram a corrosão das armaduras,
independentemente da sua origem, desta forma os valores acima de 0,2 a 0,4 % por massa de cimento
neutralizam a película passiva de óxido de ferro (NP EN 206-1 Especificação, desempenho, produção
e conformidade, 2007).
Figura 3-13 – Esquema simplificado do mecanismo do transporte de cloretos do exterior, adaptado de
(Costa, 2010).
Cl-
Cl-

22
A velocidade de penetração de cloretos depende dos seguintes fatores (Costa, 2010):
• Ambiente de exposição: este parâmetro determina o teor de humidade relativa do betão, e
os cloretos do meio envolvente, bem como os respetivos mecanismos de transporte que vão
atuar no betão. Estes parâmetros influenciam significativamente a velocidade de penetração
de cloretos;
• Qualidade da camada de betão de recobrimento: este parâmetro determina a resistência
do betão à penetração de cloretos sendo função da sua composição (i.e., razão água/cimento,
quantidade e composição do cimento, adições), do processo de compactação e da cura.
O ataque de cloretos apenas é possível se existir humidade na superfície do betão, e os cloretos em
contacto com o betão só causam corrosão se existir humidade e oxigénio. As zonas da estrutura mais
condicionantes são as zonas sujeitas a ciclos de molhagem e secagem, pois ficam acessíveis ao
oxigénio e à humidade. A corrosão devido ao ataque de cloretos em estruturas hidráulicas do tipo torre
de tomada de água apenas se aplica a casos muito específicos, em albufeiras onde a concentração de
cloretos pode ser significativa (e.g., lagos salinos, zonas desérticas secas).
A medição do teor de cloretos no betão pode ser determinada in-situ através de um ensaio colorimétrico
com nitrato de prata, ou com análises químicas de laboratório. O ensaio colorimétrico com nitrato de
prata consiste em retirar uma amostra da superfície do betão para analisar aplicando um spray com a
solução de nitrato de prata, no entanto, não existe um consenso sobre o teor de cloretos que causam
a mudança de cor na solução de nitrato de prata. A zona contaminada pelos cloretos em contacto com
esta solução colorir-se-á de rosa claro, enquanto que a zona não contaminada tornar-se-á escura
(Figura 3-14). Desta forma é possível medir a profundidade penetrada pelos cloretos na transição entre
uma zona e outra, devendo ser medida também a espessura da camada do betão de recobrimento, de
forma a aferir se as armaduras se encontram despassivadas.
Figura 3-14 – Ensaio colorimétrico com nitrato de prata (Revista ALCONPAT, 2015).

23
Poderá ser usado um teste acústico complementar aos ensaios de carbonatação e/ou de cloretos, com
recurso a um martelo (ou outro equipamento de impacto ligeiro), de forma a detetar zonas da estrutura
degradadas (apresentam um som oco), que não estejam visíveis (Figura 3-15).
Figura 3-15 – Esquema simplificado do teste acústico com um martelo.

24
3.5.6 EFEITOS DA CORROSÃO DAS ARMADURAS
A corrosão das armaduras provoca um aumento do seu volume por expansão do óxido de ferro, o que
por sua vez provoca tensões de tração no interior do betão, que causam a fendilhação e eventual
delaminação da camada do betão de recobrimento. À medida que o betão se vai degradando, as
armaduras vão ficando cada vez mais expostas ao oxigénio e à humidade, tornando este processo
mais rápido, sendo que a velocidade de corrosão depende do acesso a esses elementos.
Figura 3-16 – Delaminação provocada pela corrosão das armaduras (Costa, 2010).
Os sintomas visíveis da corrosão das armaduras são manchas de coloração castanho-avermelhada de
óxido de ferro (mais visíveis no caso do ataque de cloretos) localizadas à superfície do betão, e uma
eventual fendilhação segundo linhas paralelas com intervalos constantes alinhadas com as armaduras.
Em casos de deterioração mais avançada é possível observar uma delaminação do betão de
recobrimento, e uma eventual exposição das armaduras (Figura 3-16).

25
3.6 CORROSÃO EM ELEMENTOS METÁLICOS
A corrosão em elementos metálicos é um processo eletroquímico similar ao que acontece com as
armaduras, muito presente no nosso quotidiano, esta patologia causa grandes prejuízos económicos.
A corrosão provoca a degradação dos componentes metálicos e consequentemente perda de material
e alteração das propriedades mecânicas. Este fenómeno pode ocorrer quando há heterogeneidade na
microestrutura do metal, ou quando este está em contacto com meios de diferentes caraterísticas (e.g.,
humidade, temperatura, teor de oxigénio, etc.). Desta forma, os fatores que influenciam a corrosão dos
elementos metálicos são o (i) meio envolvente e a sua (ii) utilização (Fontinha, 2007).
i) Meio envolvente: a presença de cloretos (zonas marítimas) provoca corrosão localizada
(por picadas), e o dióxido de enxofre presentes em atmosferas urbanas e industriais,
acidificam a pelicula de água na superfície do metal, acelerando a corrosão.
ii) Utilização: devem-se evitar erros de montagem/instalação, tais como a utilização de
materiais menos nobres para fixação (e.g., parafusos de aço galvanizados em chapa de
aço inoxidável), e deve-se manter os elementos metálicos em bom estado de conservação
(e.g., reparação de danos nos revestimentos anticorrosivos, substituição de peças, etc.).
Figura 3-17 – Passadiço de acesso a torre de tomada de água (Fotografia fornecida pelo Professor
Rui Vaz Rodrigues, 2017).
Os sintomas visíveis da corrosão em estruturas metálicas são compostos (Fe2O3.H2O) de coloração
castanho-avermelhada localizados na superfície dos elementos metálicos, mais conhecidos como
ferrugem (Figura 3-17).

26

27
4 PROPOSTAS DE METODOLOGIAS DE REPARAÇÃO
4.1 ASPETOS GERAIS
A definição de uma metodologia de reparação adequada requer a avaliação do estado da estrutura, de
forma a definir o tipo, a causa, e o nível de deterioração. Nesta fase é também necessário avaliar o
nível de segurança da estrutura, e prever a evolução da deterioração. A determinação das causas das
patologias passa pela recolha de informações de projeto, execução, manutenção, e também com
recurso a inspeções (visuais e/ou detalhadas) e ensaios (in-situ e/ou em laboratório).
A definição da metodologia de reparação ocorre na sequência da fase de avaliação do estado da
estrutura, de forma a definir uma metodologia em função do tipo e nível de deterioração, bem como a
utilização da estrutura, operações de manutenção e custos da reparação. Existe uma grande variedade
de metodologias de reparação com diferentes níveis de intervenção, desde o preenchimento de
pequenos vazios até à reconstrução parcial de algumas peças. O sucesso de uma reparação consiste
na determinação das causas das patologias e na atuação das mesmas.
4.2 INTRODUÇÃO À NP EN 1504
As metodologias gerais de reparação em estruturas de betão armado são apresentadas na NP EN 1504
(Produtos e sistemas para a proteção e reparação de estruturas de betão. Definições, requisitos,
controlo e avaliação da conformidade). Esta norma é composta por 10 partes, sendo que cada uma
delas aborda um tema diferente:
• NP EN 1504-1: 2006 – Definições;
• NP EN 1504-2: 2006 – Sistemas de proteção superficial do betão;
• NP EN 1504-3: 2006 – Reparação estrutural e não estrutural;
• NP EN 1504-4: 2006 – Colagem estrutural;
• NP EN 1504-5: 2006 – Injeção no betão;
• NP EN 1504-6: 2008 – Ancoragens de armaduras de aço;
• NP EN 1504-7: 2008 – Proteção contra a corrosão das armaduras;
• NP EN 1504-8: 2006 – Controlo da qualidade e avaliação da conformidade;
• NP EN 1504-9: 2009 – Princípios gerais para a utilização de produtos e sistemas;
• NP EN 1504-10: 2008 – Aplicação de produtos e sistemas e controlo da qualidade da obra.

28
A parte 9 da NP EN 1504 define onze princípios e quarenta e três métodos de proteção e reparação de
estruturas de betão armado. Na Tabela 4-1 estão enunciados os princípios e métodos relacionados
com defeitos no betão.
Tabela 4-1 – Princípios e métodos relacionados com defeitos no betão, adaptado da (NP EN 1504-9
Princípios gerais para a utilização de produtos e sistemas, 2006).
Princípio Definição Método Breve descrição
1 Proteção contra o
ingresso
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
Impregnação hidrofóbica
Impregnação
Revestimento
Ligação superficial de fendas
Enchimento de fendas
Transformação de fendas em juntas
Ereção de painéis externos
Aplicação de membranas
2 Controlo da
humidade
2.1
2.2
2.3
2.4
2.5
Impregnação hidrofóbica
Impregnação
Revestimento
Ereção de painéis externos
Tratamento eletroquímico
3 Restauração do
betão
3.1
3.2
3.3
3.4
Argamassa aplicada à mão
Novo betão ou argamassa cofrado
Betão ou argamassa projetado
Substituição de elementos
4 Reforço estrutural
4.1
4.2
4.3
4.4
4.5
4.6
4.7
Adição ou substituição de armaduras externas ou embebidas
Adição de armaduras ancoradas em furos abertos ou a abrir
Reforço com placas coladas
Adição de argamassa ou betão
Injeção de fendas, vazios ou interstícios
Enchimento de fendas, vazios ou interstícios
Pré-esforço – (pós-tensionamento)
5 Aumento da
resistência física
5.1
5.2
5.3
Revestimento
Impregnação
Adição de argamassa ou betão
6 Resistência química
6.1
6.2
6.3
Revestimento
Impregnação
Adição de argamassa ou betão

29
Na Tabela 4-2 estão enunciados os princípios e métodos relacionados com a corrosão das armaduras.
Tabela 4-2 – Princípios e métodos relacionados com a corrosão das armaduras, adaptado da
(NP EN 1504-9 Princípios gerais para a utilização de produtos e sistemas, 2006).
Princípio Definição Método Breve descrição
7 Preservação ou restauração da
passividade
7.1
7.2
7.3
7.4
7.5
Aumento do recobrimento com novo betão ou argamassa
Substituição do betão contaminado ou carbonatado
Realcalinização eletroquímica do betão carbonatado
Realcalinização do betão carbonatado por difusão
Extração eletroquímica de cloretos
8 Aumento da resistividade
8.1
8.2
8.3
Impregnação hidrofóbica
Impregnação
Revestimento
9 Controlo catódico 9.1 Limitação do teor de oxigénio (no cátodo) por saturação ou revestimento
10 Proteção catódica 10.1 Aplicação de potencial elétrico
11 Controlo das áreas
anódicas
11.1
11.2
11.3
Revestimento ativo da armadura
Revestimento barreira da armadura
Aplicação de inibidores de corrosão no ou ao betão
As metodologias de reparação adotadas devem seguir os princípios enunciados na parte 9 da
NP EN 1504. Na Tabela 4-3 estão enunciados alguns exemplos de princípios de proteção e reparação
de estruturas de betão armado, para algumas patologias identificadas.
Tabela 4-3 – Exemplos de patologias e princípios aplicáveis, adaptado de (Costa, 2010).
Patologias
Princípio
Deterioração do betão Corrosão de armaduras
Penetração de substâncias agressivas (e.g., dióxido de carbono, cloretos, químicos, etc.) 1, 3, 6 7, 8, 10
Fendas devidas a cargas, retração, temperatura, etc. 1, 4
Carbonatação 1, 2 7, 8, 10
Reações alcalis-agregados 2, 3
Erosão, cavitação 3
Corrosão das armaduras 3, 4 7, 8, 9, 10, 11
Recobrimento reduzido 7
Betão contaminado (e.g., cloretos, carbonatação) 7

30
4.3 INTRODUÇÃO A NP EN ISO 12944
A proteção anticorrosiva de estruturas de aço por esquemas de pintura, é o objeto da NP EN ISO 12944
(Tintas e vernizes. Proteção anticorrosiva de estruturas de aço por esquemas de pintura). Esta norma
é composta por 8 partes, sendo que cada uma delas aborda um tema diferente:
• NP EN ISO 12944-1: 1999 – Introdução geral;
• NP EN ISO 12944-2: 1999 – Classificação de ambientes;
• NP EN ISO 12944-3: 1999 – Conceção e disposições construtivas;
• NP EN ISO 12944-4: 1999 – Tipos de superfície e de preparação de superfície;
• NP EN ISO 12944-5: 2011 – Esquemas de pintura;
• NP EN ISO 12944-6: 1999 – Ensaios de desempenho em laboratório;
• NP EN ISO 12944-7: 2000 – Execução e supervisão dos trabalhos de pintura;
• NP EN ISO 12944-8: 2001 – Desenvolvimento de especificações para obras novas e
manutenção.
As partes mais importantes para a elaboração de esquemas de pintura definidos na NP EN ISO 12944
são as partes relativas à classificação do tipo de ambiente em que a estrutura vai estar exposta
(NP EN ISO 12944-2), a parte relativa à durabilidade do esquema de pintura (NP EN ISO 12944-1) e,
por último, a seleção dos esquemas de pintura em função do ambiente de exposição e da durabilidade
pretendida. Estes últimos variam em função da categoria de corrosividade ambiental, da durabilidade
do esquema e do grau de preparação da superfície (definido na EN ISO 8501).
A parte 1 da NP EN ISO 12944 define a durabilidade dos esquemas de pintura em:
• Baixa: 2 a 5 anos;
• Média: 5 a 15 anos;
• Elevada: mais de 15 anos.

31
A parte 2 da NP EN ISO 12944 define seis categorias de corrosividade atmosférica (C1, C2, C3, C4,
C5-I, C5-M) e três categorias para imersão em água e solo (Im 1, Im 2, Im 3). Na Tabela 4-4 estão
enunciadas as categorias de corrosividade atmosférica e alguns exemplos de ambientes típicos em
climas temperados.
Tabela 4-4 – Categorias de corrosividade atmosférica e exemplos de ambientes típicos, adaptado da
(NP EN ISO 12944-2 Classificação de ambientes, 1999).
Categoria de corrosividade
Exemplos de ambientes típicos em climas temperados (apenas informativo)
Exterior Interior
C1 Muito baixa Edifícios com aquecimento, com atmosferas limpas (escritórios, lojas, escolas, hotéis)
C2 Baixa Atmosferas com baixos níveis de poluição
Principalmente áreas rurais
Edifícios sem aquecimento onde a condensação pode ocorrer (depósitos, pavilhões desportivos)
C3 Média
Atmosferas urbanas e industriais, com poluição moderada de SO2
Áreas costeiras com baixa salinidade
Salas de produção com alta humidade e alguma poluição (instalações de processamento de
alimentos, lavandarias, fabricas de cervejas e lacticínios)
C4 Alta Áreas industriais e áreas costeiras com
moderada salinidade Industrias químicas, piscinas, estaleiros navais
C5-I Muito alta (industrial)
Áreas industriais com elevada humidade e atmosfera agressiva
Edifícios e áreas com condensações quase permanente e com alta poluição
C5-M Muito alta (marítima) Áreas costeiras e “offshore” com alta salinidade
Edifícios e áreas com condensações quase permanente e com alta poluição
Na Tabela 4-5 estão enunciadas as categorias de corrosividade do solo e da água e exemplos de
ambientes em estruturas.
Tabela 4-5 – Categorias para imersão em água e solo, adaptado da (NP EN ISO 12944-2
Classificação de ambientes, 1999).
Categoria Ambiente Exemplos de ambientes em estruturas
Im 1 Água doce Instalações de rio, centrais hidroelétricas
Im 2 Água do mar ou salobra Áreas portuárias com estruturas tais como
portas de comportas, diques, quebra-mares, estruturas de plataformas
Im 3 Solo Tanques enterrados, condutas de aço e vigas de aço

32
4.4 REPARAÇÃO DE FENDAS
A reparação de fendas em estruturas de betão armado pode ter como objetivo restabelecer as
caraterísticas de monolitismo, impermeabilidade e estanquidade (selar a estrutura à entrada de água e
agentes agressivos) da estrutura e melhorar o aspeto estético, aumentando assim os seus padrões de
funcionalidade e durabilidade (Figura 4-1).
Figura 4-1 – Principais razões para a reparação de fendas, adaptado de (Araújo, 2016).
Em estruturas hidráulicas de betão armado do tipo torre de tomada de água do tipo seco, as fendas
podem estar associadas a juntas de betonagem defeituosas e devem ser reparadas de forma a
restabelecer as caraterísticas de impermeabilidade e estanquidade da estrutura, i.e., impedir a entrada
de líquidos e agentes agressivos para o seu interior. Esta patologia tem especial importância, uma vez
que em condições normais de funcionamento não tem água no seu interior (a presença de água no seu
interior é indesejada). Por outro lado, em torres do tipo húmida esta patologia tem menor importância,
uma vez que em condições normais de funcionamento tem água no seu interior. No entanto, se
existirem elevados fluxos de água através da fenda, poderá ser necessário proceder a sua reparação.
O processo de reparação deve ser realizado a partir do seu interior, de preferência quando o nível de
água da fonte estiver na cota mais baixa, de forma a evitar fluxos de água do exterior para o interior.
Durabilidade
Para evitar a penetração dos agentes agressivos que podem provocar
corrosão das armaduras
Estanquidade
Para obter impermeabilidade e por consequência estanquidade à água
Resistência
Para reforçar a estrutura, reforçando o betão

33
Os métodos de reparação de fendas em estruturas de betão armado podem ser:
• injeção;
• impermeabilização por cristalização;
• revestimento superficial;
• selagem.
4.4.1 INJEÇÃO
A injeção é método mais eficaz para a reparação de fendas e juntas de betonagem defeituosas em
estruturas de betão armado por ser um processo rápido, expedito e económico, o que garante o melhor
preenchimento dos vazios formados pela fenda ou junta e a perfeita ligação entre os mesmos (Figura
4-2). Desta forma, a injeção de fendas e juntas será foco nas próximas secções.
Figura 4-2 – Injeção de resinas de poliuretano em túnel hidráulico de adução de central hidroelétrica
(Fotografia fornecida pelo Professor Rui Vaz Rodrigues, 2017).
A injeção de fendas está preconizada no princípio 1 (proteção contra o ingresso) da parte 9 da
NP EN 1504, e corresponde ao método 1.5 (enchimento de fendas). A parte 5 da NP EN 1504 define
cinco classes de abertura de fendas em função da sua injetabilidade. No entanto, não existe uma regra
de abertura mínima de fenda para injeção. O processo de injeção pode ser realizado em fendas com
abertura a partir de 0,10 mm, mas na prática a injeção é feita em fendas com aberturas iguais ou
superiores a 0,40 mm. Em fendas com 0,10 ou 0,20 mm é necessária uma pressão de injeção bastante
elevada, correndo o risco de abrir fendas de maiores dimensões durante o processo de injeção (Araújo,
2016).

34
4.4.1.1 SISTEMAS DE INJEÇÃO
Os sistemas de injeção podem ser classificados em (i) sistemas rígidos ou (ii) sistemas flexíveis,
consoante o carater estrutural ou não da reparação, da presença de água, da abertura e atividade da
fenda.
i) Os sistemas rígidos são usados em reparações estruturais de fendas inativas. Os produtos
de injeção mais adequados são as resinas epoxídicas e os grouts cimentícios pois garantem
(depois de endurecidos) uma boa transferência de esforços (monolitismo da estrutura).
ii) Os sistemas flexíveis são usados em reparações não estruturais de fendas ativas ou
inativas, com ou sem presença de água. Os produtos de injeção mais adequados são as
resinas acrílicas e de poliuretano que permitem (depois de endurecidos) acomodar os
movimentos da fenda.
Os sistemas de injeção mais adequados, para reparações não estruturais de fendas e juntas de
betonagem com fluxos de água, são os sistemas flexíveis.
4.4.1.2 PRODUTOS DE INJEÇÃO
A parte 5 da NP EN 1504 classifica os produtos de injeção em três categorias:
• produtos de injeção para enchimento transmissor de forças nas fendas, vazios e interstícios
no betão;
• produtos de injeção para enchimento dúctil nas fendas, vazios e interstícios no betão;
• produtos de injeção para enchimento expansivo nas fendas, vazios e interstícios no betão.
Na Tabela 4-6 estão enunciadas as caraterísticas dos produtos de injeção, em função da presença de
água, sistemas de injeção e abertura de fenda.
Tabela 4-6 – Caraterísticas dos produtos de injeção, adaptado de (Araújo, 2016).
Caraterísticas
da fenda
Produtos
Presença de água Sistemas de injeção Abertura de fenda
Sem pressões hidrostáticas
Com pressões hidrostáticas
Sistemas rígidos
Sistemas flexíveis
Mínima
Grouts cimentícios x x wk > 0,50 mm
Resinas epoxídicas x wk > 0,10 mm
Resina de espuma de poliuretano x x x wk ≥ 0,20 mm
Resina de gel de poliuretano x x wk ≥ 0,20 mm
Resina acrílicas x x wk < 0,05 mm

35
Os grouts cimentícios formam sólidos rígidos (depois de endurecerem) muito pouco flexíveis (não
permitem acomodação de movimentos) usados em reparações estruturais de fendas inativas com
grande abertura. São compatíveis com o suporte e têm um custo relativamente baixo (face as resinas).
As resinas epoxídicas são produtos de baixa viscosidade (permitem uma boa penetração no betão),
usadas em reparações estruturais de fendas inativas sem presença de água. Depois de endurecerem
formam um sólido com elevada resistência e módulo de elasticidade, permitindo uma boa transferência
de esforços. O elevado módulo de elasticidade faz com que este tipo de resinas não seja adequado
para a injeção em fendas ativas (a não ser que a amplitude de movimentos seja muito baixa).
As resinas de poliuretano formam sólidos flexíveis e elásticos (depois de endurecerem), cujo objetivo
são reparações não estruturais de fendas com ou sem presença de água. Dentro das resinas de
poliuretano distinguem-se as (i) resinas de espuma de poliuretano e as
(ii) resinas de gel de poliuretano.
i) As resinas de espuma de poliuretano são produtos que em contacto com a água
expandem rapidamente (até 40 vezes), formando uma espuma elástica e flexível que
bloqueia temporariamente a passagem de água. Para obter uma impermeabilização
permanente é necessária uma nova injeção com uma resina de gel de poliuretano.
ii) As resinas de gel de poliuretano são produtos de baixa viscosidade (permitem uma boa
penetração no betão), hidrofóbicas e flexíveis utilizadas em injeções de fendas com ou sem
presença de água (sem pressões hidrostáticas). Em fendas com elevados fluxos de água é
necessária uma pré-injeção com uma resina de espuma de poliuretano.
As resinas acrílicas são produtos de baixa viscosidade (permitem preencher os vazios do betão),
hidrofóbicas, muito flexíveis e elásticas, usadas em reparações não estruturais de fendas com ou sem
presença de água.
Os produtos de injeção mais adequados para reparações não estruturais de fendas e juntas de
betonagem com fluxos de água são as resinas de poliuretano. Estas requerem água para iniciar o seu
processo de endurecimento e permitem acomodar os movimentos da fenda. Se ocorrerem variações
significativas da abertura da fenda, a injeção deve ser feita quando esta for máxima devido ao facto de
os produtos de injeção terem uma expansão limitada.

36
4.4.1.3 MÉTODOS DE INJEÇÃO
Os métodos de injeção em estruturas de betão armado podem ser (i) injeção sob pressão ou
(ii) injeção sob vácuo.
i) A injeção sob pressão é o método mais comum para reparações de fendas sendo executada
através da injeção direta na fenda com injetores de superfície ou através de injetores
mecânicos instalados após furação da estrutura. Os produtos de injeção são aplicados sob
pressão (baixa ou elevada) através dos injetores.
ii) A injeção sob vácuo é um procedimento muito raro (não é usado em torres de tomada de
água) por consequência da dificuldade em conseguir-se um vácuo em toda a estrutura (devido
às fendas no betão). Os produtos de injeção são aplicados sob pressão posteriormente à
aplicação do vácuo na estrutura.
O método de injeção mais adequado para aplicação de resinas de poliuretano em estruturas de betão
armado é a injeção sob pressão com injetores mecânicos, que dispensa normalmente o alargamento e
a selagem da fenda.
4.4.1.4 EQUIPAMENTOS DE INJEÇÃO
Os equipamentos de injeção variam em função do empreiteiro e do volume dos trabalhos. No entanto,
a utilização de bombas e injetores é comum em todos os trabalhos de injeção. As bombas de injeção
são os equipamentos que permitem a aplicação de uma vasta gama de produtos (e.g., grouts
cimentícios, resinas epoxídicas, resinas de poliuretano, resinas acrílicas), podendo ser
(i) bombas com um reservatório ou (ii) bombas com dois reservatórios. A escolha entre estas
depende do produto a injetar, da pressão de injeção e da qualidade do betão na envolvente da fenda
ou junta.
i) As bombas com um reservatório são as mais utilizadas devido ao seu reduzido custo (face
as bombas com dois reservatórios), sendo geralmente usadas em injeções de resinas de
poliuretano (Figura 4-3). Este equipamento tem apenas um reservatório, onde é preenchido
com os componentes do produto de injeção já misturados, tornando-se necessário injetar a
mistura dentro do seu pot life (o pot life da mistura inicia-se assim que os componentes são
misturados).
Figura 4-3 – Bomba elétrica com um reservatório (Waterproofing Leak Sealing Solutions With Sika®
Injection Systems, 2017).

37
ii) As bombas com dois reservatórios são utilizadas quando é necessário injetar resinas de
cura rápida (algumas resinas acrílicas) e/ou quando é necessário injetar grandes volumes
(Figura 4-4). Este equipamento tem dois reservatórios que são preenchidos com os
componentes do produto de injeção nos quais a mistura dos componentes é feita apenas no
momento da injeção.
Figura 4-4 – Bomba elétrica com dois reservatórios (Waterproofing Leak Sealing Solutions With Sika®
Injection Systems, 2017).
Os injetores são elementos que funcionam como válvulas de enchimento e peças de ligação entre a
estrutura e o equipamento de injeção podendo ser (i) injetores de superfície ou
(ii) injetores mecânicos (Figura 4-5). A escolha do tipo de injetor depende do produto a utilizar, da
pressão de injeção e da qualidade do betão na envolvente da fenda ou junta.
Figura 4-5 – Colocação de injetores mecânicos utilizados na reparação de juntas de construção numa
parede de betão estrutural (Fotografia fornecida pelo Professor Rui Vaz Rodrigues, 2017).

38
i) Os injetores de superfície são válvulas de enchimento (plásticas ou metálicas) instaladas à
superfície da fenda e adequados para quando não é possível ou aconselhável perfurar o
betão, sendo geralmente usadas em injeções de resinas epoxídicas (Figura 4-6).
Figura 4-6 – Injetor de superfície (Waterproofing Leak Sealing Solutions With Sika® Injection
Systems, 2017).
ii) Os injetores mecânicos são válvulas de enchimento metálicas instaladas após perfuração
na superfície do betão, adequados para injeções sob pressão (baixa ou elevada), geralmente
utilizados em injeções de resinas de poliuretano (Figura 4-7).
Figura 4-7 – Injetores mecânicos (Waterproofing Leak Sealing Solutions With Sika® Injection
Systems, 2017).
Os equipamentos de injeção mais adequados para injeção de resinas de poliuretano são as bombas
com um reservatório e os injetores mecânicos.

39
4.4.1.5 PROCEDIMENTO DE INJEÇÃO SOB PRESSÃO (FENDAS COM WK ≥ 0,40 MM)
Tendo por base os procedimentos recomendados pelos principais fabricantes, concordantes com as
especificações da EN 1504, pode estabelecer-se o seguinte procedimento.
Sequência de trabalhos:
1. Limpar a superfície do betão com um jato de água de baixa pressão (180 bar) para eliminar
qualquer material não estrutural (e.g., detritos, poeiras, óleos, tintas, revestimentos, depósitos de
sais, etc.).
2. Perfurar o betão com um berbequim em ambos os lados da fenda ou junta até a intersetar,
fazendo uma inclinação de 45º em relação à superfície (Figura 4-8). O diâmetro do furo deve ser
2,0 mm superior ao diâmetro do injetor.
Figura 4-8 – Esquema simplificado do processo de furação na superfície do betão.
2ª injeção
1ª injeção
3ª injeção
7ª injeção
9ª injeção
4ª injeção
8ª injeção
6ª injeção
5ª injeção
10ª injeção
d
d/2 d/2
45º d

40
3. Limpar os furos previamente executados com água limpa para remover detritos e poeiras
resultantes do processo de furação.
4. Instalar e apertar os injetores mecânicos para que possam suportar a injeção a elevada pressão.
A borracha ao ser apertada sela qualquer falha que possa existir devido a uma má perfuração,
minimizando assim o risco de fuga do produto de injeção.
Nota: o comprimento dos injetores adotados deve garantir que a válvula anti-retorno possa ser
facilmente instalada ou retirada do injetor.
5. Verificar se existem eventuais obstruções nos injetores através da injeção de ar comprimido
(deve garantir-se que o ar está limpo para não contaminar o suporte com óleo).
6. Limpar e saturar a fenda ou junta através da injeção de água limpa pelos injetores.
Nota: a limpeza da fenda ou junta elimina quaisquer detritos ou poeiras do seu interior que possam
impedir a aderência da resina ao suporte.
7. Processo de injeção
O processo de injeção em fendas ou juntas de betonagem com fluxos de água e pressões hidrostáticas
associadas é realizado em duas fases. Numa primeira fase é feita uma injeção com resina de espuma
de poliuretano para bloquear temporariamente a passagem de água. Numa fase posterior é executada
uma nova injeção com resina de gel de poliuretano para se obter uma impermeabilização permanente.
7.1. Instalar uma válvula anti-retorno no primeiro injetor e iniciar o processo de injeção;
7.2. Quando o produto de injeção escoar pelo segundo injetor, instalar rapidamente uma
válvula anti-retorno e continuar o processo de injeção pelo segundo injetor;
7.3. Repetir este processo para os restantes injetores;
7.4. Depois da injeção da resina de espuma de poliuretano concluída, repetir este processo
utilizando uma resina de gel de poliuretano (para garantir uma impermeabilização
permanente).
Nota: em fendas verticais, a injeção tem início no injetor a cota mais baixa, passando para o injetor de
cota superior quando a resina escoar por este (funciona como purgador de ar). Em fendas horizontais
a injeção tem início no injetor central, passando para os injetores contíguos de forma alternada.
8. Remover os injetores depois da resina endurecer.
9. Selar os furos com o próprio produto de injeção e limpar a superfície do betão com um jato de
água de baixa pressão (180 bar) ou por raspagem, para eliminar o excedente de resina.

41
4.4.1.6 CONTROLO DA QUALIDADE
O grau de enchimento da fenda ou junta de betonagem pode ser determinada através da extração de
carotes em secções consideradas representativas (Figura 4-9). O ensaio de ultra-sons permite avaliar
também o seu estado de enchimento. A parte 10 da NP EN 1504 considera aceitável uma penetração
em 80 % da profundidade da fenda ou junta. Para garantir a qualidade do processo de injeção, devem
ser seguidas as fichas técnicas dos produtos e equipamentos de injeção, bem como as fichas de dados
de segurança dos produtos.
Figura 4-9 – Carotes (Correia, et al., 2015).

42
4.4.2 IMPERMEABILIZAÇÃO POR CRISTALIZAÇÃO
A impermeabilização por cristalização dos poros e capilaridades do betão consiste num tratamento
químico através da formação de cristais não solúveis nos poros e capilaridades do betão, bem como
em fendas e juntas de betonagem defeituosas. Este tratamento confere ao betão boas caraterísticas
de resistência química, protegendo-o dos agentes agressivos (e.g., dióxido de carbono, cloretos, etc.).
Este método torna o betão impermeável à penetração de água (e outros líquidos, em qualquer direção),
mesmo sob elevadas pressões hidrostáticas, não comprometendo a qualidade da água (Figura 4-10).
Figura 4-10 – Formação de cristais nos poros e capilaridades do betão (Xypex® Chemical
Corporation, 2017).
A aplicação de um revestimento impermeabilizante em superfícies de betão (tanto na vertical como na
horizontal), enquadra-se no princípio 1 (proteção contra o ingresso) da parte 9 da NP EN 1504,
correspondente ao método 1.3 (revestimento). Este método permite eliminar porosidades, reparar
fendas inativas de largura inferior a 0,40 mm (sem fluxos de água) e juntas de betonagem defeituosas.
Em fendas de largura igual ou superior a 0,40 mm (com ou sem fluxos de água) é necessário um
tratamento prévio do suporte. Desta forma, foram elaborados dois procedimentos de reparação para
juntas e/ou fendas de largura inferior a 0,40 mm e para fendas de largura igual ou superior a 0,40 mm.
No entanto, os dois procedimentos podem ser utilizados em conjunto, sendo que a aplicação de um
revestimento impermeabilizante na superfície do betão (para juntas e/ou fendas de largura inferior a
0,40 mm) pode ser usado de forma complementar a reparação de fendas de largura igual ou superior
a 0,40 mm. A aplicação de um revestimento impermeabilizante (para juntas e/ou fendas de largura
inferior a 0,40 mm) também pode ser realizado de forma complementar à injeção de fendas ou juntas
de betonagem.

43
4.4.2.1 PRODUTOS DE IMPERMEABILIZAÇÃO
Os produtos necessários para impermeabilização por cristalização dos poros e capilaridades do betão
são uma (i) argamassa impermeabilizante e uma (ii) argamassa hidráulica.
i) A argamassa impermeabilizante é composta por cimento Portland, sílica, e substâncias
químicas com propriedades ativas, para impermeabilização, proteção e reparação de
estruturas de betão. É especialmente concebida para ser aplicada como uma pintura em
estruturas já existentes (podendo ser também aplicada em estruturas novas). Quando
aplicada como se tratasse de uma pintura, as substâncias químicas ativas penetram
profundamente no betão e reagem com a água e os constituintes do betão endurecido, dando
origem a uma reação catalítica. Esta reação gera a formação de cristais não solúveis nos
poros e capilaridades do betão assim como nas fendas e/ou juntas de betonagem defeituosas,
tornando o betão impermeável à penetração de água (e outros líquidos, em qualquer direção),
mesmo sob elevadas pressões hidrostáticas. Pode ser aplicada como camada única ou como
a primeira camada nas aplicações múltiplas e sob a forma de dry pack (mistura seca, com
baixa relação água/cimento) para reparações de fendas, juntas de betonagem defeituosas e
outros defeitos no betão.
ii) A argamassa hidráulica é composta por ligantes minerais hidráulicos que em contacto com
a água endurecem e são usadas para juntas de betonagem defeituosas e para reparar
defeitos no betão.
4.4.2.2 EQUIPAMENTOS DE APLICAÇÃO
A argamassa impermeabilizante pode ser aplicada como se tratasse de uma pintura com a utilização
de uma escova ou um equipamento de spray (Figura 4-11).
Figura 4-11 – Equipamento de spray (Xypex® Chemical Corporation, 2017).

44
4.4.2.3 EXEMPLOS DE IMPERMEABILIZAÇÃO POR CRISTALIZAÇÃO
Figura 4-12 – Impermeabilização de num canal de uma estação de tratamento de água (Xypex®
Chemical Corporation, 2017)
Figura 4-13 – Impermeabilização de num canal de uma estação de tratamento de água (Xypex®
Chemical Corporation, 2017)

45
4.4.2.4 PROCEDIMENTO DE REPARAÇÃO (JUNTAS E FENDAS COM WK < 0,40 MM)
Tendo por base os procedimentos recomendados pelos principais fabricantes, concordantes com as
especificações da EN 1504, pode estabelecer-se o seguinte procedimento. Refere-se ainda que as
espessuras e os tempos de cura são apenas indicativos, podendo variar com o produto aplicado
(Catalog Xypex®. Method Statements and Schematics, 2013).
Sequência de trabalhos:
Preparação da superfície
1. Limpar a superfície do betão com um jato de água de baixa pressão (180 bar) para eliminar
qualquer material não estrutural (e.g., detritos, poeiras, óleos, tintas, revestimentos, depósitos de
sais, etc.) que possa impedir a aderência do revestimento ao suporte (Figura 4-14).
2. Saturar a superfície do betão com água limpa para garantir a completa penetração dos agentes
químicos ativos no betão e remover o excesso de água superficial com ar comprimido. Se a
superfície do betão secar antes da aplicação da argamassa, deve ser saturada de novo.
Nota: a superfície do betão deve possuir um sistema de capilaridades aberto para se obter a porosidade
e sução para o tratamento por cristalização. Se a superfície for muito lisa é necessário criar rugosidades
para melhorar a aderência do revestimento ao suporte.
Aplicação da primeira camada
Figura 4-14 – Esquema simplificado do revestimento impermeabilizante.
Argamassa impermeabilizante (2ª camada)
espessura ≈ 1,25 mm
Argamassa impermeabilizante (1ª camada)
espessura ≈ 1,25 mm
Exterior
Cp
Interior
wK < 0,40 mm
Cp

46
3. Misturar a argamassa impermeabilizante com água limpa até atingir uma pasta homogénea sem
grumos, e aplicar uniformemente com um equipamento de spray ou uma escova, uma espessura
de 1,25 mm (uma espessura superior pode dificultar o processo de cura).
4. O processo de cura pode ser feito com água limpa ou com um agente de cura.
4.1. Pulverizar a superfície com água limpa três vezes por dia durante dois ou três dias. Em
climas quentes pode ser necessário humedecer a superfície mais vezes.
4.2. Misturar o agente de cura com água limpa e aplicar sobre a superfície.
Nota: o processo de cura entre camadas deve ser feito com água limpa.
Aplicação da segunda camada (quando necessária)
5. Misturar a argamassa impermeabilizante com água limpa até atingir uma pasta homogénea sem
grumos e aplicar a segunda camada depois da primeira iniciar o processo de endurecimento (no
máximo nas 48 horas seguintes à sua aplicação) com um equipamento de spray ou uma escova,
com uma espessura de 1,25 mm (uma espessura superior pode dificultar o processo de cura).
6. O processo de cura pode ser feito com água limpa ou com um agente de cura.
6.1. Pulverizar a superfície com água limpa três vezes por dia durante dois ou três dias. Em
climas quentes pode ser necessário humedecer a superfície mais vezes.
6.2. Misturar o agente de cura com água limpa e aplicar sobre a superfície.
Nota: durante o processo de cura o revestimento deve estar protegido do sol, chuva, geada, vento e
temperaturas inferiores a 2ºC, num período não inferior a 48 horas após a sua aplicação. Para uma
cura adequada, o revestimento necessita o contacto com o ar. Em estruturas que contenham líquidos
o processo de cura deverá ser de três dias e deve ser aguardar-se 12 dias antes de se proceder ao
enchimento do seu interior (este ponto tem especial importância para as torres de tomada de água do
tipo húmida).

47
4.4.2.5 PROCEDIMENTO DE REPARAÇÃO (FENDAS COM WK ≥ 0,40 MM)
Tendo por base os procedimentos recomendados pelos principais fabricantes, concordantes com as
especificações da EN 1504, pode estabelecer-se o seguinte procedimento. Refere-se ainda que as
espessuras e os tempos de cura são apenas indicativos, podendo variar com o produto aplicado
(Catalog Xypex®. Method Statements and Schematics, 2013).
Sequência de trabalhos:
Preparação da superfície
1. Abrir uma cavidade ao longo da fenda ou junta em forma de “U” com 25 mm de largura e
25 a 40 mm de profundidade com uma rebarbadora: quanto maior for o fluxo de água através da
fenda ou junta, maior deve ser a profundidade da cavidade (Figura 4-15).
2. Limpar a superfície da cavidade com um jato de água de baixa pressão (180 bar) para eliminar
detritos e poeiras que possam impedir a aderência da argamassa ao suporte.
3. Saturar a superfície do betão com água limpa para garantir a completa penetração dos agentes
químicos ativos no betão e remover o excesso de água superficial com ar comprimido. Se a
superfície do betão secar antes da aplicação da argamassa deve ser saturada de novo.
Superfícies sem fluxo de água
Figura 4-15 – Esquema simplificado de reparação de fendas sem fluxo de água.
25 –
40 m
m
Argamassa hidráulica
Argamassa impermeabilizante
espessura ≈ 15 mm
25 mm Argamassa impermeabilizante
espessura ≈ 1,25 mm
Argamassa impermeabilizante
espessura ≈ 1,25 mm
Exterior
Interior
wK ≥ 0,40 mm
Cp

48
4. Misturar a argamassa impermeabilizante com água limpa até atingir uma pasta homogénea sem
grumos e aplicar sobre a base da cavidade com uma escova. A camada deve ser aplicada
uniformemente com uma espessura de 1,25 mm (uma espessura superior pode dificultar o
processo de cura).
5. Depois da argamassa impermeabilizante iniciar o processo de endurecimento, misturar a
argamassa impermeabilizante na forma dry pack (mistura seca) com recurso a uma espátula
metálica e aplicar sobre a cavidade, compactando com um martelo e um bloco de madeira ou
com um martelo pneumático, até aproximadamente 15 mm de profundidade. Nesta mistura a
presença de grumos é normal.
6. Remover qualquer excedente do produto nas extremidades da cavidade.
7. Pulverizar a superfície da argamassa impermeabilizante na forma dry pack com água limpa.
8. Misturar a argamassa hidráulica com água limpa até formar uma pasta rígida e aplicar sobre a
cavidade até a preencher. Aguardar, no mínimo, 1 hora para que a argamassa endureça.
9. Misturar a argamassa impermeabilizante com água limpa até atingir uma pasta homogénea sem
grumos e aplicar com uma escova sobre a superfície reparada. A camada deve ser aplicada
uniformemente com uma espessura de 1,25 mm (uma espessura superior pode dificultar o
processo de cura).
10. O processo de cura pode ser feito com água limpa ou com um agente de cura.
10.1. Pulverizar a superfície com água limpa três vezes por dia durante dois ou três dias. Em
climas quentes pode ser necessário humedecer a superfície mais vezes.
10.2. Misturar o agente de cura com água limpa e aplicar sobre a superfície do revestimento.
Nota: durante o processo de cura o revestimento deve estar protegido do sol, chuva, geada, vento e
temperaturas inferiores a 2ºC, num período não inferior a 48 horas após a sua aplicação. Para uma
cura adequada, o revestimento necessita o contacto com o ar. Em estruturas que contenham líquidos
o processo de cura deverá ser de três dias e deve ser aguardar-se 12 dias antes de se proceder ao
enchimento do seu interior (este ponto tem especial importância para as torres de tomada de água do
tipo húmida).

49
Superfícies com fluxo de água (baixo caudal, baixa pressão hidrostática)
Figura 4-16 – Esquema simplificado de reparação de fendas com fluxo de água.
11. Misturar a argamassa hidráulica com água limpa até formar uma pasta rígida e aplicar
aproximadamente até metade da profundidade da cavidade (ao longo da fenda e/ou junta) em
todo o seu comprimento, segurando com a mão a argamassa até que endureça e o caudal de
água estanque (Figura 4-16).
12. Execute os passos 4 a 10 acima mencionados.
Superfícies com fluxo água (elevado caudal)
13. Misturar a argamassa hidráulica com água limpa até formar uma pasta rígida, e com as mãos
formar “tampões” do tamanho da cavidade (em forma cilíndrica).
14. Esperar no mínimo 30 minutos para que os “tampões” endureçam e aplicar sobre a base da
cavidade, compactando com um martelo e um bloco de madeira, até que o caudal de água
estanque (começar pela cota mais baixa). Este passo pode requerer mais do que uma tentativa.
15. Assim que o caudal de água é estancado, execute os passos 4 a 10 acima mencionados.
25 –
40 m
m
Argamassa
impermeabilizante
Argamassa hidráulica
25 mm
Argamassa impermeabilizante
espessura ≈ 1,25 mm
Argamassa impermeabilizante
Espessura ≈ 1,25 mm
Exterior
Interior
wK ≥ 0,40 mm
Cp
Argamassa hidráulica

50
Superfícies com fluxo de água (elevado caudal, elevada pressão hidrostática)
16. Identificar as zonas com elevado caudal através da fenda ou junta. Nessas zonas aprofundar a
cavidade (25 mm) com um martelo pneumático, e instalar um tubo drenante adequado ao caudal
de água a escoar. Fixar o tubo drenante na cavidade com argamassa hidráulica, e segurar o tubo
com a mão até que a argamassa endureça. Assegurar que grande parte do caudal de água é
escoado pelo tubo drenante.
Nota: pode ser necessário mais do que uma aplicação para fixar o tubo drenante. Este procedimento
alivia a pressão para que a superfície possa ser reparada.
17. Continuar no passo 11, e se for necessário os passos 13 e 14 acima mencionados.
18. Assim que o caudal é estancado, esperar no mínimo 1 hora para remover o tubo drenante, e
proceder aos passos 13 e 14 para selar o furo resultante.
Nota: o tubo drenante deve ser suficientemente comprido para escoar a água do local de trabalho.
Deve ter uma superfície lisa e ser suficientemente rígido (e.g., mangueira de rega de jardim).
19. Proceder para os passos 4 a 10 acima mencionados.

51
4.4.2.6 CONTROLO DA QUALIDADE
A resistência à tração do revestimento impermeabilizante pode ser medida através do ensaio de
aderência pelo método pull-off, segundo a EN 1542 (Figura 4-17). A parte 10 da NP EN 1504
estabelece um mínimo de resistência à tração em reparações não estruturais de 0,70 MPa. Para
garantir a qualidade do revestimento devem ser seguidas as fichas técnicas dos produtos e
equipamentos, bem como as fichas de dados de segurança dos produtos.
Figura 4-17 – Esquema simplificado do ensaio de aderência pelo método pull-off (oz-diagnostico,
2017).

52
4.4.3 REVESTIMENTO SUPERFICIAL
A aplicação de um revestimento superficial consiste na colmatação da fenda à superfície, sem
tratamento prévio do suporte (Figura 4-18). Este método é utilizado para reparar fendas de pequena
dimensão (fendas superficiais), garantindo um bom aspeto estético. Sendo um método que não
preenche a totalidade da fenda, não pode ser usado para impermeabilizações nem para reparações
estruturais, pois não garante o monolitismo da estrutura.
Figura 4-18 – Esquema simplificado do revestimento superficial.
A aplicação de um revestimento superficial no betão está preconizada no princípio 1 (proteção contra
o ingresso) da parte 9 da NP EN 1504, e corresponde ao método 1.2 (impregnação).
4.4.4 SELAGEM
A selagem consiste em vedar as bordas da fenda através da aplicação de um material flexível com
boas caraterísticas mecânicas (capaz de absorver o movimento da fenda) e químicas. Este método
requer o tratamento prévio da fenda, através da abertura de uma cavidade em forma de “V” em todo o
seu comprimento (Figura 4-19). Sendo um método que não preenche a totalidade da fenda, não pode
ser usado para impermeabilizações nem para reparações estruturais, pois não garante o monolitismo
da estrutura.
Figura 4-19 – Esquema simplificado da selagem de fendas.
A selagem de fendas no betão está preconizada no princípio 1 (proteção contra o ingresso) da parte 9
da NP EN 1504, e corresponde ao método 1.4 (ligação superficial de fendas).

53
4.5 REPARAÇÃO DO BETÃO E ARMADURAS
A reparação do betão em estruturas hidráulicas do tipo torre de tomada de água pode ser estrutural ou
não estrutural (Figura 4-20). A deterioração do betão pode ser apenas superficial ou com alguma
profundidade, expondo até as armaduras. Se as armaduras não estiverem corroídas (passivadas), a
melhor solução é restaurar as zonas do betão degradado. A reparação do betão degradado está
preconizada no princípio 3 (restauração do betão) da parte 9 da NP EN 1504, e corresponde ao método
3.3 (betão ou argamassa projetada). No entanto, se as armaduras estiverem corroídas (despassivadas)
devido à carbonatação e/ou ao ataque de cloretos, a melhor solução é substituir o betão carbonatado
ou contaminado. A corrosão pode ser tão extensa que a secção das armaduras fica tão reduzida que
impossibilita o processo de reparação. Nestes casos é necessário encarar a possibilidade de demolir a
peça ou a estrutura afetada. A reparação do betão contaminado está preconizada no princípio 7
(preservação ou restauração da passividade) da parte 9 da NP EN 1504, e corresponde ao método 7.2
(substituição do betão contaminado ou carbonatado).
Figura 4-20 – Esquema simplificado de reparação do betão, adaptado de (Costa, 2010).
As causas da deterioração do betão em estruturas hidráulicas do tipo torre de tomada de água podem
ser erosão, cavitação, corrosão induzida por carbonatação e corrosão induzida por cloretos. Em torres
do tipo seca geralmente não ocorrem em geral problemas de erosão e cavitação uma vez que o
escoamento é feito em tubagens de aço (pode ocorrer cavitação nas tubagens, sendo necessário
proceder a sua substituição). No entanto, podem ocorrer problemas de carbonatação e ataque de
cloretos no exterior da estrutura, nas zonas expostas a ciclos de molhagem e secagem. Por outro lado,
em torres do tipo húmida pode ocorrer problemas de erosão e cavitação no interior da estrutura (uma
vez que o escoamento é feito no seu interior) e problemas de carbonatação e ataque de cloretos nas
zonas expostas a ciclos de molhagem e secagem. Embora não seja abordado neste documento, pode
ser aplicado uma blindagem com chapas de aço nas zonas expostas a ação da água, sendo que a
ligação entre as chapas e a superfície de betão deve ser bem executada, pois é uma zona critica neste
tipo de soluções.

54
4.5.1 PRODUTOS DE REPARAÇÃO
A parte 3 da NP EN 1504 define quatro classes para os produtos de reparação estrutural e não
estrutural, em função das caraterísticas de desempenho. Na Tabela 4-7 estão enunciadas duas
caraterísticas de desempenho importantes na escolha dos produtos de reparação.
Tabela 4-7– Requisitos de desempenho de produtos de reparação, adaptado da (NP EN 1504-3
Reparação estrutural e não estrutural, 2006).
Caraterísticas de desempenho
Requisito
Estrutural Não estrutural
Classe R4 Classe R3 Classe R2 Classe R1
Resistência à compressão ≥ 45 MPa ≥ 25 MPa ≥ 15 MPa ≥ 10 MPa
Aderência ≥ 2,0 MPa ≥ 1,50 MPa ≥ 0,80 MPa
As caraterísticas dos produtos de reparação adotados dependem das causas das patologias, podendo
ser (i) erosão, (ii) cavitação, (iii) carbonatação e (iv) ataque de cloretos.
i) erosão
As zonas do betão deterioradas pela erosão devem ser reparadas com materiais com elevadas
resistências ao desgaste superficial, sendo recomendado o uso de betões ou argamassas de alto
desempenho, com boas resistências mecânicas e químicas. O acabamento superficial e o processo de
cura têm especial importância, uma vez que afeta muito mais a resistência à erosão do que a resistência
à compressão. A ligação entre a pasta de cimento e os agregados é fundamental para se obter uma
boa resistência do betão devido ao facto de esta ser a parte mais fraca do betão. A resistência à erosão
do betão depende também da dureza do agregado, sendo que a utilização de agregados de alta dureza
resulta em betões com boa resistência a erosão. No entanto, em betões com resistências à compressão
superiores a 42 MPa, a influência dos agregados é baixa (Almeida, 2000).
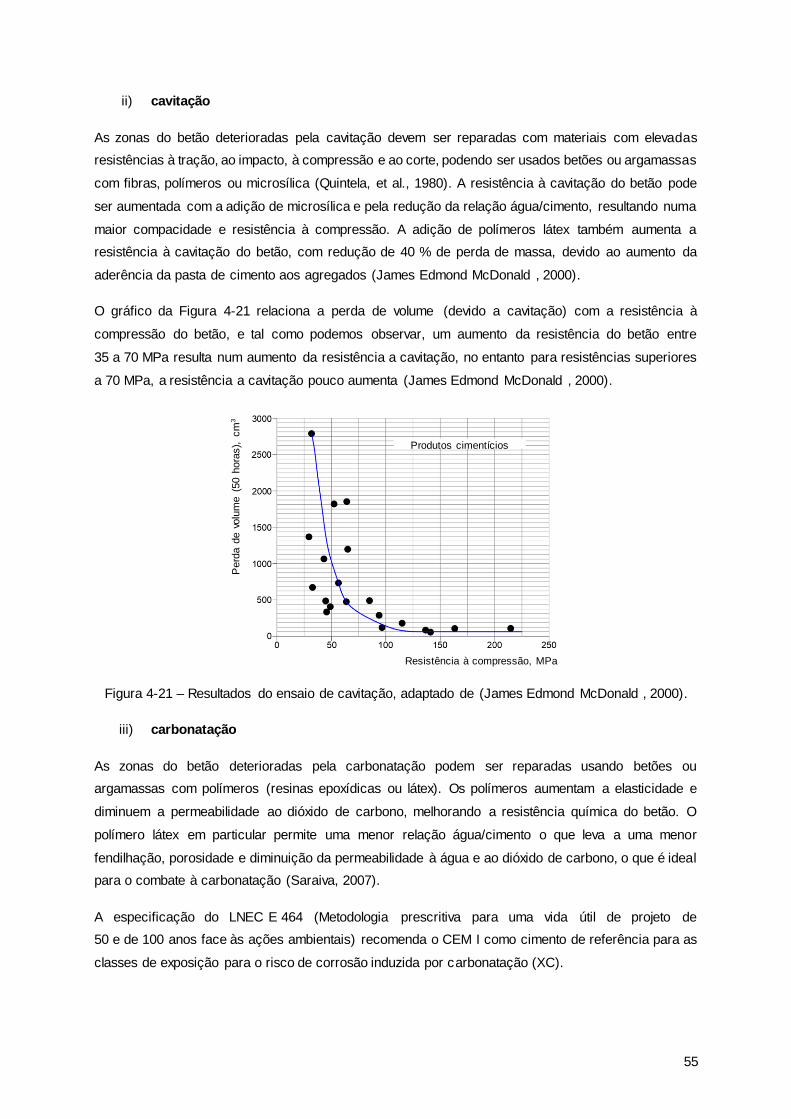
55
ii) cavitação
As zonas do betão deterioradas pela cavitação devem ser reparadas com materiais com elevadas
resistências à tração, ao impacto, à compressão e ao corte, podendo ser usados betões ou argamassas
com fibras, polímeros ou microsílica (Quintela, et al., 1980). A resistência à cavitação do betão pode
ser aumentada com a adição de microsílica e pela redução da relação água/cimento, resultando numa
maior compacidade e resistência à compressão. A adição de polímeros látex também aumenta a
resistência à cavitação do betão, com redução de 40 % de perda de massa, devido ao aumento da
aderência da pasta de cimento aos agregados (James Edmond McDonald , 2000).
O gráfico da Figura 4-21 relaciona a perda de volume (devido a cavitação) com a resistência à
compressão do betão, e tal como podemos observar, um aumento da resistência do betão entre
35 a 70 MPa resulta num aumento da resistência a cavitação, no entanto para resistências superiores
a 70 MPa, a resistência a cavitação pouco aumenta (James Edmond McDonald , 2000).
Figura 4-21 – Resultados do ensaio de cavitação, adaptado de (James Edmond McDonald , 2000).
iii) carbonatação
As zonas do betão deterioradas pela carbonatação podem ser reparadas usando betões ou
argamassas com polímeros (resinas epoxídicas ou látex). Os polímeros aumentam a elasticidade e
diminuem a permeabilidade ao dióxido de carbono, melhorando a resistência química do betão. O
polímero látex em particular permite uma menor relação água/cimento o que leva a uma menor
fendilhação, porosidade e diminuição da permeabilidade à água e ao dióxido de carbono, o que é ideal
para o combate à carbonatação (Saraiva, 2007).
A especificação do LNEC E 464 (Metodologia prescritiva para uma vida útil de projeto de
50 e de 100 anos face às ações ambientais) recomenda o CEM I como cimento de referência para as
classes de exposição para o risco de corrosão induzida por carbonatação (XC).
Perd
a d
e v
olu
me (
50 h
ora
s),
cm
3
Resistência à compressão, MPa
Cp
Produtos cimentícios
Cp

56
iv) ataque de cloretos
As zonas do betão deterioradas pelo ataque de cloretos podem ser reparadas com betões ou
argamassas com polímeros ou microsílica. Embora o seu custo seja superior ao cimento de Portland,
pode ser usada como adição de forma a produzir betões de elevado desempenho, tanto em termos de
resistência como durabilidade. A adição de microsílica aumenta a resistência à compressão, sem
redução da resistência nas primeiras idades, reduz a porosidade e a permeabilidade do betão,
aumentando a sua durabilidade. No entanto a microsílica aumenta a necessidade de água de
amassadura, mas este aumento pode ser anulado com a utilização de adjuvantes plastificantes
(Gomes, et al., 2013).
A especificação LNEC E 464 (Metodologia prescritiva para uma vida útil de projeto de 50 e de 100 anos
face às ações ambientais) recomenda o CEM IV/A como cimento de referência para as classes de
exposição para o risco de corrosão induzida por cloretos provenientes e não provenientes da água do
mar (XS e XD, respetivamente).
Os produtos de reparação podem ser argamassas cimentícias modificadas com polímeros ou
argamassas com adição de microsílica. A adição de (i) polímeros ou (ii) microsílica permite melhorar
a resistência química e mecânica do betão, aumentando a durabilidade da reparação e diminuindo a
necessidade de intervenções prematuras.
i) Os polímeros aumentam a resistência à flexão e a tração devido à melhor ligação entre a
pasta de cimento e os agregados, aumentam a resistência ao impacto, resultado da redução
do módulo de elasticidade. No entanto, a resistência à compressão é pouco alterada. Por um
lado, os polímeros permitem uma menor relação água/cimento. Mas por outro lado,
introduzem ar na mistura fazendo com que um efeito seja compensado pelo outro e que a
resistência à compressão seja pouco afetada. Os polímeros geralmente têm uma boa
aderência ao suporte e diminuem a retração por secagem, reduzindo a fendilhação,
porosidade, permeabilidade à água e ao dióxido de carbono e aumentando a resistência à
penetração dos cloretos e consequentemente durabilidade da reparação.
ii) A microsílica aumenta a resistência à compressão, sem redução da resistência nas primeiras
idades, aumenta a coesão e a compacidade da mistura. No entanto, aumenta a necessidade
de água de amassadura. Este efeito pode ser contrariado com a utilização de adjuvantes
plastificantes. A microsílica diminui a porosidade, permeabilidade, segregação e os vazios
existentes devido à sua elevada finura pois preenche a curva granulométrica do cimento e
melhora a resistência aos agentes agressivos (e.g., dióxido de carbono, cloretos) devido à
melhoria da camada de recobrimento.

57
4.5.2 MÉTODOS DE APLICAÇÃO DO BETÃO OU ARGAMASSA
A mistura do betão ou argamassa pode ser aplicada utilizando vários métodos (e.g., betão moldado,
agregados pré-colocados, betão ou argamassa injetada, etc.). No entanto, o método abordado neste
documento é a aplicação por projeção (Figura 4-22). A projeção pode ser realizada por (i) via seca ou
(ii) via húmida, as quais diferem basicamente no estágio em que é adicionada água à mistura.
i) Na projeção por via seca, a mistura não hidratada é colocada no equipamento de projeção e
o processo de transporte é feito por meio de ar comprimido até a boca de injeção, onde é
adicionada água pelo operador do equipamento.
ii) Na projeção por via húmida, a mistura hidratada é colocada no equipamento de projeção, e
o processo de transporte é feito por bombagem, até a boca de injeção.
Figura 4-22 – Projeção de betão (Correia, et al., 2015).
Comparando os dois métodos não podemos afirmar que um deles é melhor que outro, pois diferem a
nível de custos de equipamentos, manutenção e caraterísticas de operacionalidade. Na Tabela 4-8
estão enunciadas as vantagens de ambos os métodos de projeção.
Tabela 4-8 Vantagens dos métodos de projeção via seca e via húmida (Correia, et al., 2015).
Vantagens
Via seca Via húmida
Controlo da quantidade de água e consistência à saída da mangueira (possível proceder a ajustes)
Melhor controlo da quantidade de água (medida com exatidão na misturadora)
Menor retração e maior aderência Maior garantia de hidratação completa da mistura
Melhor comportamento para misturas com agregados leves e porosos
Menos perdas de agregados por ricochete
Permite maior comprimento da mangueira de aplicação Menos pó durante a operação

58
4.5.3 EQUIPAMENTOS DE PROJEÇÃO DO BETÃO OU ARGAMASSA
Os equipamentos de projeção do betão ou argamassa são geralmente (i) máquinas de projeção ou
(ii) bombas de projeção.
i) As máquinas de projeção permitem a aplicação de betão ou argamassa por via seca, e são
utilizadas na área da reabilitação, onde as limitações espaciais têm especial importância (são
substancialmente mais pequenas do que as bombas de projeção). A mistura é transportada
pneumaticamente por meio de ar comprimido pela mangueira de aplicação até a boca de
injeção onde é adicionada água (Figura 4-23).
Figura 4-23 – Máquina de projeção (Catalogo Sika®. Tecnologia Sika® para betão projetado, 2010).
ii) As bombas de projeção permitem a aplicação de betão ou argamassa por via húmida, e são
usadas quando é necessário um grande volume de trabalhos. A mistura é bombada pela
mangueira de aplicação até a boca de injeção, onde é projetado por meio de ar comprimido
(Figura 4-24).
Figura 4-24 – Bomba de projeção (Catalogo Sika®. Tecnologia Sika® para betão projetado, 2010).
Mistura seca
Mistura húmida
Água
Ar comprimido
Boca de injeção
Boca de injeção
Mangueira
Mangueira
Ar comprimido

59
4.5.4 PROCEDIMENTO DE REPARAÇÃO DO BETÃO (BETÃO POUCO DEGRADADO)
Tendo por base os procedimentos recomendados pelos principais fabricantes, concordantes com as
especificações da EN 1504, pode estabelecer-se o seguinte procedimento. Refere-se ainda que as
espessuras e os tempos de cura são apenas indicativos, podendo variar com o produto aplicado.
Sequência de trabalhos:
Preparação da superfície
1. Limpar a superfície do betão com um jato de água de baixa pressão (180 bar) para eliminar
qualquer material não estrutural (e.g., detritos, poeiras, óleos, tintas, revestimentos, depósitos de
sais, etc.).
2. Identificar e marcar as zonas do betão degradado.
Remover o betão
3. Remover o betão degradado com um jato de água de muito alta pressão (1100 bar) ou com um
martelo de percussão.
Nota: a superfície deve ser rugosa para favorecer a ligação da argamassa de reparação, e deve estar
livre de partículas soltas ou em desagregação.
4. Saturar a superfície do betão com água limpa antes da aplicação da argamassa ou do primário
de aderência e remover o excesso de água superficial com ar comprimido (deve-se garantir que
está limpo e não contamina a superfície com óleo). Se a superfície do betão secar antes da
aplicação argamassa ou do primário de aderência, deve ser saturada de novo.
Aplicação do primário de aderência (quando necessário)
5. Aplicar o primário com um equipamento de spray ou uma escova até preencher totalmente a
superfície.
Nota: a aplicação subsequente da argamassa de reparação deve ser "fresca em fresco" quando o
primário ainda não endureceu.

60
Aplicação da argamassa de reparação
Pode ser necessário mais do que uma camada de argamassa de reparação. A espessura pode variar
entre 6 a 50 mm. O processo de cura entre camadas deve ser feito com água limpa.
6. Projetar a argamassa de reparação por via húmida a uma distancia entre 500 a 1000 mm da
superfície, fazendo aproximadamente um ângulo de 90º (Figura 4-25).
Figura 4-25 – Esquema simplificado de projeção de argamassa.
Nota: pode ser incorporada uma armadura para evitar a fendilhação por retração e melhorar a ligação
mecânica.
Aplicação da argamassa de regularização
Pode ser necessário mais do que uma camada de argamassa de regularização. A espessura pode
variar entre 1 a 5 mm. O processo de cura entre camadas deve ser feito com água limpa.
7. Projetar argamassa de regularização por via húmida a uma distancia entre 500 a 1000 mm da
superfície, fazendo aproximadamente um angulo de 90º (Figura 4-25).
8. Alisar a superfície logo que argamassa endureça o suficiente.
Processo de cura
9. Humedecer a superfície várias vezes por dia, durante o tempo que for considerado necessário.
500 a 1000 mm
90º Boca de injeção
Mangueira

61
4.5.5 PROCEDIMENTO DE REPARAÇÃO DO BETÃO (BETÃO MUITO DEGRADADO)
Tendo por base os procedimentos recomendados pelos principais fabricantes, concordantes com as
especificações da EN 1504, pode estabelecer-se o seguinte procedimento. Refere-se ainda que as
espessuras e os tempos de cura são apenas indicativos, podendo variar com o produto aplicado.
Sequência de trabalhos:
1. Preparação da superfície
2. Limpar a superfície do betão com um jato de água de baixa pressão (180 bar) para eliminar
qualquer material não estrutural (e.g., detritos, poeiras, óleos, tintas, revestimentos, depósitos de
sais, etc.).
3. Identificar e marcar as zonas do betão degradado.
Remoção do betão
4. Remover o betão degradado com um jato de água de muito alta pressão (1100 bar) ou um
martelo de percussão, pelo menos 15 mm por detrás das armaduras (ou 20 mm, se o betão
estiver contaminado com cloretos), como exemplificado na Figura 4-26.
Figura 4-26 – Esquema simplificado de reparação do betão muito degradado.
Nota: a superfície deve ser rugosa com ângulos de corte entre 90 a 135º, de forma a evitar o
destacamento da argamassa de reparação, e deve estar livre de partículas soltas ou em desagregação
(Figura 4-26).
Limpeza das armaduras
5. Limpar as armaduras com um jato abrasivo com o grau Sa 2 ½ ou com escovas de aço com o
grau St 3 (de acordo com a EN ISO 8501), pelo menos 50 mm para além das zonas corroídas,
sem danificar ou contaminar o betão.
≥ 15 mm

62
Reforçar as armaduras (quando necessário)
Em geral se a secção da armadura se encontrar reduzida em mais de 25 % da sua secção transversal
(ou 20 %, se duas ou mais armaduras adjacentes estiverem afetadas) é necessário reforçar.
6. Colocar uma armadura de reforço paralelamente sobre todo o comprimento da zona afetada
(mais o comprimento de emenda) e amarrar, ou retirar a zona da armadura afetada e empalmar
mecanicamente uma nova armadura, com acopladores mecânicos de parafusos (Figura 4-27).
Figura 4-27 – Esquema simplificado da amarração e empalmo mecânico de armaduras de reforço,
adaptado de (Costa, 2010).
Nota: o comprimento da emenda deve ser determinado segundo o Eurocódigo 2.
7. Saturar a superfície do betão com água limpa antes da aplicação da argamassa ou do primário
de aderência/proteção anticorrosiva e remover o excesso de água superficial com ar comprimido
(deve-se garantir que está limpo e não contamina a superfície com óleo). Se a superfície do
betão secar antes da aplicação da argamassa ou do primário de aderência/proteção anticorrosiva
deve ser saturada de novo.
Aplicação do primário de aderência/proteção anticorrosiva (quando necessário)
8. Aplicar o primário de aderência/proteção anticorrosiva com um equipamento de spray ou uma
escova até preencher totalmente a superfície do aço, com aproximadamente 1,0 mm.
9. Depois da primeira camada endurecer (4 a 5 horas), aplicar uma segunda camada em toda a
superfície do betão e do aço. A espessura aplicada no aço deve ser com aproximadamente
1,0 mm (total 2,0 mm).
10. Verificar se o primário de aderência/proteção anticorrosiva esta aplicado na totalidade das
armaduras, e se existirem partes da armadura que não estejam totalmente preenchidas, repetir
o passo 8.
Nota: a aplicação subsequente da argamassa de reparação deve ser "fresca em fresco", quando o
primário de aderência/proteção anticorrosiva ainda não endureceu.
Armadura original
Comprimento da emenda Comprimento da emenda
Armadura de reforço
Comprimento da zona afetada
Armadura original Armadura de reforço Armadura original

63
Aplicação da argamassa de reparação
Pode ser necessário mais do que uma camada de argamassa de reparação. A espessura pode variar
entre 6 a 50 mm. O processo de cura entre camadas deve ser feito com água limpa.
11. Projetar a argamassa de reparação por via húmida a uma distancia entre 500 a 1000 mm da
superfície, fazendo aproximadamente um ângulo de 90º (Figura 4-28).
Figura 4-28 – Esquema simplificado de projeção de argamassa.
Nota: pode ser incorporada uma armadura para evitar a fendilhação por retração e melhorar a ligação.
Aplicação da argamassa de regularização
Pode ser necessário mais do que uma camada de argamassa de regularização. A espessura pode
variar entre 1 a 6 mm. O processo de cura entre camadas deve ser feito com água limpa.
12. Projetar a argamassa de regularização por via húmida a uma distancia entre 500 a 1000 mm da
superfície, fazendo aproximadamente um ângulo de 90º (Figura 4-28).
13. Alisar a superfície logo que argamassa endureça o suficiente.
Processo de cura
14. Humedecer a superfície várias vezes por dia, durante o tempo que for considerado necessário.
500 a 1000 mm
90º Boca de injeção
Mangueira

64
4.5.6 CONTROLO DA QUALIDADE
A resistência à tração da argamassa pode ser medida com o ensaio de aderência pelo método pull-off
(Figura 4-29), segundo a EN 1542. Este ensaio permite também medir a resistência à tração entre
camadas (se for aplicada mais do que uma camada) e determinar a natureza da falha entre a superfície
do betão e o revestimento aplicado. A parte 10 da NP EN 1504 estabelece um mínimo de resistência à
tração em reparações não estruturais de 0,70 MPa e para reparações estruturais são aceitáveis valores
entre 1,20 a 1,50 MPa. Para garantir a qualidade do processo de reparação do betão e armaduras,
devem ser seguidas as fichas técnicas dos produtos e equipamentos, bem como as fichas de dados de
segurança dos produtos.
Figura 4-29 – Ensaio de aderência pelo método pull-off (Costa, 2010).

65
4.6 REABILITAÇÃO DA PINTURA DE ELEMENTOS METÁLICOS
A aplicação de um revestimento anticorrosivo por pintura em elementos metálicos, tem como objetivo
proteger o aço contra a corrosão e melhorar o aspeto estético. Em torres de tomada de água pode
ocorrer este fenómeno em elementos metálicos não estruturais (e.g., passadiços de acesso, grelhas
de proteção, etc.), sendo necessário reparar de forma a prolongar a sua vida útil. Em elementos
metálicos corroídos a solução é retirar todo o revestimento degradado e os produtos resultantes do
processo de corrosão, e aplicar um novo revestimento (Figura 4-30).
Figura 4-30 – Revestimento anticorrosivo por pintura (Pereira, 2006).
4.6.1 PRODUTOS DE REVESTIMENTOS ANTICORROSIVOS
O esquema de pintura de um revestimento anticorrosivo pode ser constituído por um
(i) revestimento primário, um (ii) revestimento intermedio e um (iii) revestimento de acabamento
(Figura 4-31).
Figura 4-31 – Esquema simplificado do esquema de pintura.
Revestimento de acabamento
Revestimento primário
O2 H2O
Revestimento intermedio
Barreira de proteção
Proteção catódica
Superfície metálica

66
i) O revestimento primário é aplicado diretamente sobre a superfície metálica previamente
tratada e tem como objetivo promover a aderência entre os revestimentos subsequentes e
conferir inibição da corrosão. O revestimento primário pode ser constituído por pigmentos
anódicos (pó de zinco) ou por pigmentos inibidores da corrosão (fosfato de zinco).
ii) O revestimento intermedio é aplicado sobre o revestimento primário e tem como objetivo
conferir resistência mecânica e impermeabilizar (e.g., água, oxigénio) a estrutura metálica. O
revestimento intermédio pode ser constituído por pigmentos laminares (óxido de ferro
micáceo).
iii) O revestimento de acabamento é aplicado sobre o revestimento intermedio e tem como
objetivo promover a aparência do acabamento (e.g., cor, brilho, etc.) e conferir resistência
superficial (e.g., impacto, abrasão, radiação, ações químicas, etc.).
4.6.2 EQUIPAMENTOS DE PINTURA
O revestimento anticorrosivo por pintura em superfícies metálicas pode ser aplicado com uma escova
ou com um equipamento de spray (Figura 4-32).
Figura 4-32 – Equipamento de spray (Jaguar Surface Coating, 2017).

67
4.6.3 PROCEDIMENTO DE APLICAÇÃO DO REVESTIMENTO ANTICORROSIVO (CATEGORIA
DE CORROSIVIDADE C5-M)
Tendo por base os procedimentos recomendados pelos principais fabricantes, concordantes com as
especificações da EN ISO 12944, pode estabelecer-se o seguinte procedimento. Refere-se ainda que
as espessuras são apenas indicativas, podendo variar com o produto aplicado.
Sequência de trabalhos:
Preparação da superfície
1. Limpar a superfície do aço com um jato de água de alta pressão (600 bar) ou com escovas de
aço, para eliminar vestígios de óleos, gorduras, sais e outros contaminantes (e.g., salpicos de
soldadura, argamassas, etc.).
2. Decapar a superfície do aço com um jato abrasivo com o grau Sa 2 ½ (para peças grandes), de
acordo com a EN ISO 8501.
3. Limpar a superfície do aço com ar comprimido ou aspiração potente, para deixar a superfície
livre de pó para receber o revestimento.
Nota: poderá considerar-se que a superfície esta completamente limpa quando, ao aplicar uma fita
adesiva sobre a superfície não fica pó retido na mesma.
Aplicação do revestimento anticorrosivo por pintura
O esquema de pintura (espessuras, número de demãos, etc.) deve ser escolhido de acordo com a parte
5 da NP EN ISO 12944. Neste procedimento foi considerado a categoria de corrosividade C5-M,
segundo a respetiva norma, e durabilidade superior a 15 anos.
4. Aplicar o revestimento primário (resina epoxídica poliamida com fosfato de zinco) com um
equipamento de spray, com uma espessura seca de 100 µm.
5. Depois do primário endurecer, aplicar o revestimento intermedio (resina epoxídica com óxido de
ferro micáceo) com um equipamento de spray, com uma espessura seca de 140 µm.
6. Depois do revestimento intermedio endurecer, aplicar o revestimento de acabamento (esmalte
de poliuretano alifático) com um equipamento de spray, com uma espessura seca de 40 µm.
7. Depois do revestimento de acabamento endurecer, aplicar um segundo revestimento de
acabamento (esmalte de poliuretano alifático) com um equipamento de spray, com uma
espessura seca de 40 µm (total 320 µm).
Nota: o grau de preparação da superfície não deve ser alterado entre a decapagem e a aplicação do
revestimento. Se ocorrer oxidação da superfície metálica antes da aplicação do revestimento, a
superfície deve ser decapada de novo, até obter se o grau de preparação da superfície pretendido.

68
4.6.4 PROCEDIMENTO DE APLICAÇÃO DO REVESTIMENTO ANTICORROSIVO (CATEGORIA
DE CORROSIVIDADE IM 2)
Tendo por base os procedimentos recomendados pelos principais fabricantes, concordantes com as
especificações da EN ISO 12944, pode estabelecer-se o seguinte procedimento. Refere-se ainda que
as espessuras são apenas indicativas, podendo variar com o produto aplicado.
Sequência de trabalhos:
Preparação da superfície
1. Limpar a superfície do aço com um jato de água de alta pressão (600 bar) ou com escovas de
aço, para eliminar vestígios de óleos, gorduras, sais e outros contaminantes (e.g., salpicos de
soldadura, argamassas, etc.).
2. Decapar a superfície do aço com um jato abrasivo com o grau Sa 2 ½ (para peças grandes), de
acordo com a EN ISO 8501.
3. Limpar a superfície do aço com ar comprimido ou aspiração potente, para deixar a superfície
livre de pó para receber o revestimento.
Nota: poderá considerar-se que a superfície esta completamente limpa quando, ao aplicar uma fita
adesiva sobre a superfície não fica pó retido na mesma.
Aplicação do revestimento anticorrosivo por pintura
O esquema de pintura (espessuras, número de demãos, etc.) deve ser escolhido de acordo com a parte
5 da NP EN ISO 12944. Neste procedimento foi considerado a categoria de corrosividade Im 2,
segundo a respetiva norma, e durabilidade superior a 15 anos.
4. Aplicar o revestimento primário (resina epoxídica rica em zinco) com um equipamento de spray,
com uma espessura seca de 60 µm.
5. Depois do primário endurecer, aplicar um revestimento de alta espessura (resina epoxídica) com
um equipamento de spray, com uma espessura seca de 200 µm.
6. Depois do revestimento endurecer, aplicar um segundo revestimento de alta espessura (resina
epoxídica) com um equipamento de spray, com uma espessura seca de 200 µm (total 460 µm).
Nota: o grau de preparação da superfície não deve ser alterado entre a decapagem e a aplicação do
revestimento. Se ocorrer oxidação da superfície metálica antes da aplicação do revestimento, a
superfície deve ser decapada de novo, até obter se o grau de preparação da superfície pretendido.

69
4.6.5 CONTROLO DA QUALIDADE
A resistência à tração do revestimento anticorrosivo por pintura pode ser medida com o ensaio de
aderência pelo método pull-off (Figura 4-33), segundo as normas ASTM D4541 ou ISO 4624. Este
ensaio permite também determinar a natureza da falha entre a superfície do aço e o revestimento
aplicado. Para garantir a qualidade do revestimento devem ser seguidas as fichas técnicas dos
produtos e equipamentos, bem como as fichas de dados de segurança dos produtos.
Figura 4-33 – Ensaio de aderência pelo método pull-off (Rodrigues, 2010).
As espessuras das camadas do revestimento anticorrosivo devem ser medidas com um equipamento
adequado (Figura 4-34), segundo a EN ISO 2808 ou a ASTM D6132.
Figura 4-34– Equipamento de medição de espessuras de revestimentos (Rodrigues, 2010).

70

71
5 CONSIDERAÇÕES FINAIS
As patologias em estruturas hidráulicas de betão armado do tipo torre de tomada de água, podem
provocar grandes prejuízos e comprometer a segurança da estrutura. A determinação das causas das
patologias e a escolha de uma metodologia de reparação adequada são fatores fundamentais para
garantir uma correta reparação da estrutura. É importante um bom planeamento das operações de
manutenção das estruturas, de forma a prolongar a sua vida útil, atendendo ao facto de os custos de
manutenção serem inferiores aos custos de reparação.
As metodologias de reparações em estruturas de betão armado devem seguir, sempre que possível,
os princípios preconizados na parte 9 da NP EN 1504. Esta norma está harmonizada a nível europeu
e possui informação de base para o processo de reparação de estruturas de betão armado. As
patologias habituais em torres de tomada de água abordadas neste documento são a erosão, a
cavitação, infiltração de água através de fendas e/ou juntas de betonagem, corrosão induzida por
carbonatação, corrosão induzida por cloretos e corrosão em elementos metálicos. Foram elaboradas
metodologias de reparação sob a forma de procedimentos, e propostos produtos de reparação
adequados às caraterísticas das patologias identificadas.
A reparação de fendas e/ou juntas defeituosas em estruturas hidráulicas de betão armado, tem como
objetivo restabelecer as caraterísticas de impermeabilização e estanquidade da estrutura, tendo sido
elaborados dois procedimentos de reparação possíveis, a (i) injeção e a
(ii) impermeabilização por cristalização.
i) A injeção é o método mais eficaz para reparar juntas de betonagem defeituosas e fendas
(ativas ou inativas) de largura igual ou superior a 0,40 mm (com ou sem fluxos de água) em
estruturas de betão armado, por ser um método rápido, expedito e económico, que garante o
melhor preenchimento dos vazios formados pela fenda ou junta, e a perfeita ligação entre os
mesmos.
ii) A impermeabilização por cristalização é um método eficaz para reparar juntas de
betonagem defeituosas e fendas (inativas) de largura inferior a 0,40 mm (sem fluxos de água)
em estruturas de betão armado. No entanto, em fendas de largura igual ou superior a 0,40 mm
(com ou sem fluxos de água), este método não é o mais adequado, pois não garante um bom
preenchimento dos vazios formados pela fenda ou junta (no entanto pode ser usado,
requerendo um tratamento prévio do suporte).
Embora não tenha sido abordado neste documento, também pode ser aplicado um revestimento
impermeabilizante pelo exterior, no entanto, este método necessita do esvaziamento da albufeira, tendo
custos elevados, face a reparação pelo interior. Em construções novas, devem ser previstos
revestimentos impermeabilizantes pelo exterior, de forma a evitar a entrada de água.

72
Na Tabela 5-1 estão enunciadas as metodologias de reparação em função das caraterísticas das
fendas.
Tabela 5-1 – Comparação dos métodos de reparação de fendas.
Caraterísticas
da fenda
Metodologias
de reparação
Presença de água Sistemas de injeção
Sem pressões hidrostáticas
Com pressões hidrostáticas Sistemas rígidos Sistemas flexíveis
Injeção de resinas de poliuretano (wk ≥ 0,40 mm)
x x x
Impermeabilização por cristalização (wk < 0,40 mm)
x x
Impermeabilização por cristalização (wk ≥ 0,40 mm)
x x x
A reparação do betão degradado em estruturas hidráulicas do tipo torre de tomada de água, tem como
objetivo restabelecer e/ou melhorar as caraterísticas iniciais da estrutura. A degradação pode ser
apenas superficial ou com alguma profundidade, tendo sido elaborados dois procedimentos de
reparação, um para (i) reparação do betão pouco degradado (sem corrosão das armaduras) e outro
para (ii) reparação do betão muito degradado (com possível corrosão das armaduras).
i) A reparação do betão pouco degradado ocorre geralmente para fenómenos de erosão e
cavitação. A solução de reparação passa por retirar todo o betão degradado, e aplicar uma
nova camada de argamassa de reparação com melhores caraterísticas.
ii) A reparação do betão muito degradado ocorre geralmente para fenómenos de corrosão
induzida por carbonatação e corrosão induzida por cloretos. A solução de reparação passa
por remover todo o betão carbonatado e/ou contaminado, e aplicar uma nova camada de
argamassa de reparação (pode ser necessário reforçar as armaduras). Nos casos onde a
degradação é muito importante, pode ser necessário construir uma nova estrutura de betão
armado (com armaduras de ligação entre a estrutura existente e a nova).
A aplicação de um revestimento anticorrosivo por pintura é o método mais eficaz para proteger os
elementos metálicos da corrosão, sendo necessário remover todo o revestimento degradado antes da
aplicação do novo revestimento. O grau de preparação da superfície deve estar de acordo com a
EN ISO 8501, sendo usual o grau Sa 2 ½ para decapagem com jato abrasivo.
A aplicação de revestimentos anticorrosivos por pintura está preconizada na NP EN ISO 12944. Esta
norma é muito utilizada a nível mundial, devido à facilidade em escolher um esquema de proteção
anticorrosiva em função do ambiente em que a estrutura vai estar exposta, e da durabilidade
pretendida. O esquema de pintura adotado (número de demãos, espessuras, produtos de reparação)
deve estar de acordo com a parte 5 da NP EN ISO 12944, sendo em função da categoria de exposição
ambiental, da duração pretendida e do grau de preparação da superfície.

73
6 REFERÊNCIAS BIBLIOGRÁFICAS
Almeida, Ivan Ramalho. 2000. Influência da Resistência à Abrasão do Agregado Graúdo na
Resistência à Abrasão de Concretos de Alto Desempenho. Ceará Fortaleza : Congresso Brasileiro,
2000.
Araújo, David Almeida. 2016. Reparação de Fendas em Elementos Construtivos de Betão Armado.
Dissertação de Mestrado em Engenharia Civil. Lisboa : Instituto Superior Técnico, 2016.
Borges, André Marques. 2008. Análise do Comportamento de Juntas de Betonagem. Dissertação de
Mestrado em Engenharia Civil. Lisboa : Instituto Superior Técnico, 2008.
Catalog Xypex®. Method Statements and Schematics. Xypex®. 2013. 2013.
Catalogo Sika®. Tecnologia Sika® para betão projetado. Sika®. 2010. 2010.
Committee on Hydropower Intakes. 1995. Guidelines for Design of Intakes for Hydroelectric Plants.
New York : American Society of Civil Engineers, 1995. 978-0-7844-7383-2.
Correia, João Ramôa, et al. 2015. Folhas de Apoio à Disciplina de Tecnologia da Construção de
Edifícios. Lisboa : Instituto Superior Técnico, 2015.
Correia, João Ramôa, et al. 2015. Folhas de Apoio à Disciplina de Patologia e Reabilitação da
Construção. Lisboa : Instituto Superior Técnico, 2015.
Costa, António. 2010. Folhas de Apoio à Disciplina de Reabilitação e Reforço de Estruturas. Lisboa :
Instituto Superior Técnico, 2010.
European Small Hydropower Association. 2004. Guide on How to Develop a Small Hydropower
Plant. Brussels : European Small Hydropower Association, 2004.
Fay, Kurt Von. 2015. Guide to Concrete Repair. Lakewood, Colorado : United States Office of
Personnel Management, 2015.
Fontinha, Rute. 2007. Seminário Materiais em Ambiente Marítimo. Prevenção da Corrosão de
Componentes Metalicos da Construção. Funchal : Laboratório Nacional de Engenharia Civil, 2007.
Gomes, Augusto, Pinto, Ana Paula Ferreira e Pinto, João Bessa. 2013. Folhas de Apoio à Disciplina
de Materiais de Construção. Lisboa : Instituto Superior Técnico, 2013.
Guia de Esquemas de Pintura Segundo a EN ISO 12944-5. Proteção Anticorrosiva de Estruturas de
Aço. CIN. 2013. 2013.
Guia de Reparação de Betão. Guia Prático de Reparação e Aplicação dos Sistemas de Reparação de
Betão Sika®. Sika®. 2017. 2017.
Jaguar Surface Coating. 2017. [Online] 2017. http://www.jaguarsurfacecoating.com/.

74
James Edmond McDonald . 2000. Evaluation of Materials for Repair of Erosion Damage in Hydraulic
Structures. 2000.
LNEC E 464 Metodologia prescritiva para uma vida útil de projeto de 50 e de 100 anos face às ações
ambientais. Laboratorio Nacional de Engenharia Civil. 2016. Lisboa : Laboratorio Nacional de
Engenharia Civil, 2016.
Lusomapei Sociedade Anónima. 2014. [Online] 2014. www.mapei.pt.
Marques, Paulo. 2010. [Online] 2010. http://castelodebode.blogspot.pt.
mundoeducacao. 2017. [Online] 2017. http://mundoeducacao.bol.uol.com.br.
Nigam, P.S. 1985. Handbook of Hydroelectric Engineering. Roorkee : Nem Chand & Bros, 1985.
NP EN 1504-1 Definições. Comité Europeu de Normalização. 2006. Caparica : Instituto Português da
Qualidade, 2006.
NP EN 1504-10 Aplicação de produtos e sistemas e controlo da qualidade da obra. Comité Europeu
de Normalização. 2008. Caparica : Instituto Português da Qualidade, 2008.
NP EN 1504-2 Sistemas de proteção superficial do betão. Comité Europeu de Normalização. 2006.
Caparica : Instituto Português da Qualidade, 2006.
NP EN 1504-3 Reparação estrutural e não estrutural. Comité Europeu de Normalização. 2006.
Caparica : Instituto Português da Qualidade, 2006.
NP EN 1504-5 Injeção do betão. Comité Europeu de Normalização. 2006. Caparica : Instituto
Português da Qualidade, 2006.
NP EN 1504-7 Proteção contra a corrosão das armaduras. Comité Europeu de Normalização. 2008.
Caparica : Instituto Português da Qualidade, 2008.
NP EN 1504-8 Controlo da qualidade e avaliação da conformidade. Comité Europeu de
Normalização. 2006. Caparica : Instituto Português da Qualidade, 2006.
NP EN 1504-9 Princípios gerais para a utilização de produtos e sistemas. Comité Europeu de
Normalização. 2006. Caparica : Instituto Português da Qualidade, 2006.
NP EN 206-1 Especificação, desempenho, produção e conformidade. Comité Europeu de
Normalização. 2007. Caparica : Instituto Português da Qualidade, 2007.
NP EN ISO 12944-1 Introdução geral. Comité Europeu de Normalização. 1999. Caparica : Instituto
Português da Qualidade, 1999.
NP EN ISO 12944-2 Classificação de ambientes. Comité Europeu de Normalização. 1999. Caparica :
Instituto Português da Qualidade, 1999.

75
NP EN SO 12944-5 Esquemas de pintura. Comité Europeu de Normalização. 2011. Caparica :
Instituto Português da Qualidade, 2011.
oz-diagnostico. 2017. [Online] 2017. http://www.oz-diagnostico.pt/fichas/1F%20024.pdf.
Pereira, Elsa Vaz. 2006. Proteção de Estruturas Metálicas. Lisboa : Laboratório Nacional de
Engenharia Civil, 2006.
Pina, Francisco Branco Correia. 2009. Resistência à Carbonatação de Argamassas de Reparação
para Estruturas em Betão Armado. Estudo de Argamassas Cimentícias e Cimentícias Modificadas com
Polímeros. Dissertação de Mestrado em Engenharia Civil. Lisboa : Instituto Superior Técnico, 2009.
Pinheiro, António Nascimento. 2006. Folhas de Apoio à Disciplina de Estruturas Hidráulicas. Lisboa :
Instituto Superior Técnico, 2006.
Prescrição de Sistemas de Reparação de Estruturas de Betão. Composição de Argamassas de
Reparação. Dissertação de Mestrado em Engenharia Militar. Damião, Tomás Santos. 2012. Lisboa :
Instituto Superior Tecnico, Academia Militar, 2012.
Quintela, António Carvalho e Ramos, Carlos Matias. 1980. Proteção Contra a Erosão de Cavitação
em Obras Hidráulicas. Lisboa : Laboratório Nacional de Engenharia Civil, 1980.
Quintela, António Carvalho, et al. 2009. Aproveitamentos Hidráulicos Romanos a Sul do Tejo.
Contribuição para a sua Inventariação e Caraterização. Lisboa : Empresa Portuguesa de Águas Livres,
2009. 978-9-8995-7616-2.
Rao, Puli Venkateshwara. 2005. Water Supply and Sanitary Engineering. Hyderabad : State Institute
of Vocational Education Andhra Pradesh, 2005.
Revista ALCONPAT. Associação Latinoamericana de Controle da Qualidade, Patologias e
Recuperação de Construção. 2015. Paraná : s.n., 2015. 2007-6835.
Rodrigues, Maria Paula. 2010. Proteção de Estruturas Metálicas de Aço. Revestimentos por Pintura.
Lisboa : Laboratório Nacional de Engenharia Civil, 2010.
Saraiva, João Gustavo Raminhos Pavia. 2007. Técnicas de Proteção e Reparação de Estruturas de
Betão Armado. Dissertação de Mestrado em Engenharia Civil. Lisboa : Instituto Superior Técnico, 2007.
Schleiss, Anton. 2007. Barrages. Lausanne : École Polytechnique Fédérale de Lausanne, 2007.
United States Army Corps of Engineers. 2003. Engineering and Design: Structural Design and
Evaluation of Outlet Works. Washington DC : Department of the Army, 2003.
United States. Army. Corps of Engineers. 1995. Engineering and Design: Evaluation and Repair of
Concrete Structures. Washington DC : Department of the Army, 1995.
Waterproofing Leak Sealing Solutions With Sika® Injection Systems. Sika®. 2017. 2017.

76
Wild Metal GmbH. 2017. [Online] 2017. http://www.wild-metal.com.
Xypex® Chemical Corporation. 2017. [Online] 2017. http://www.xypex.com.au.