· carburadores, localizada em São Paulo. É a maior fornecedora OEM de carbu-radores para as...
14
:t1~1J ARTIGO ,..., FLEXIBILIDADE NOS SISTEMAS DE PRODUÇAO • Henrique Luiz Corrêa Professor Assistente Doutor do Departamento de Engenharia de Produção da Escola Politécnica da USP. * RESUMO: São apresentados alguns dos resultados perten- centes a uma pesquisa de três anos envolvendo empresas brasileiras e inglesas, manufatureiras do ramo metal-mecâ- nico, analisando as relações entre as variáveis incerteza, va- riabilidade das saídas e flexibilidade em sistemas de produ- ção. Os resultados são um co-produto, relacionados particu- larmente à flexibilidade dos recursos estruturais de produção (humanos e tecnológicos). Eles representam uma abordagem alternativa àquelas normalmente encontradas na bibliogra- fia. Uma nova forma de analisar os estoques e o seu papel no atingimento de flexibilidade nos sistemas de produção é tam- bém desenvolvida com base nesta nova abordagem. Ela pode ajudar na determinação do que alguns têm chamado "JEDI leoel" - Just Enough Desirable Inventory, ou níveis míni- mos desejáveis de estoques, uma idéia que vem se opor à idéia absoluta de "estoque zero" a qualquer custo. 22 Revistade Administração de Empresas * PALAVRAS-CHAVE: Flexibilidade, sistemas flexíveis, esto- ques estratégicos. * ABSTRACT: The objective of this paper is to report some of the findings of three years research work carried out wi- thin a number of manufacturing engineering companies both in England and in Brazil. All the companies belong to the automotive industry. The objective of the overall re- search was to analyze the relationships between the varia- bles uncertainty variability of outputs and flexibility in ma- nufacturing systems. The findings which are discussed here are a co-product of the overall research and are related to the flexibility of the structural (human and technological) manufacturing resources. A new way of looking at the stocks and its role in the manufacturing system's flexibility is derived from this alterna tive approach. *KEY WORDS: Flexiblity, flexible manufacturing systems, strategic inventory. São Paulo, 33(3):22-35 Mai./Jun. 1993
Transcript of · carburadores, localizada em São Paulo. É a maior fornecedora OEM de carbu-radores para as...

:t1~1JARTIGO
,...,
FLEXIBILIDADE NOS SISTEMAS DE PRODUÇAO• Henrique Luiz Corrêa
Professor Assistente Doutor do Departamento deEngenharia de Produção da Escola Politécnica da USP.
* RESUMO: São apresentados alguns dos resultados perten-centes a uma pesquisa de três anos envolvendo empresasbrasileiras e inglesas, manufatureiras do ramo metal-mecâ-nico, analisando as relações entre as variáveis incerteza, va-riabilidade das saídas e flexibilidade em sistemas de produ-ção. Os resultados são um co-produto, relacionados particu-larmente à flexibilidade dos recursos estruturais de produção(humanos e tecnológicos). Eles representam uma abordagemalternativa àquelas normalmente encontradas na bibliogra-fia. Uma nova forma de analisar os estoques e o seu papel noatingimento de flexibilidade nos sistemas de produção é tam-bém desenvolvida com base nesta nova abordagem. Ela podeajudar na determinação do que alguns têm chamado "JEDIleoel" - Just Enough Desirable Inventory, ou níveis míni-mos desejáveis de estoques, uma idéia que vem se opor àidéia absoluta de "estoque zero" a qualquer custo.
22 RevistadeAdministração de Empresas
* PALAVRAS-CHAVE: Flexibilidade, sistemas flexíveis, esto-ques estratégicos.
* ABSTRACT: The objective of this paper is to report someof the findings of three years research work carried out wi-thin a number of manufacturing engineering companiesboth in England and in Brazil. All the companies belong tothe automotive industry. The objective of the overall re-search was to analyze the relationships between the varia-bles uncertainty variability of outputs and flexibility in ma-nufacturing systems. The findings which are discussed hereare a co-product of the overall research and are related tothe flexibility of the structural (human and technological)manufacturing resources. A new way of looking at thestocks and its role in the manufacturing system's flexibilityis derived from this alterna tive approach.
*KEY WORDS: Flexiblity, flexible manufacturing systems,strategic inventory.
São Paulo, 33(3):22-35 Mai./Jun. 1993

FLEXIBILIDADE NOS SISTEMAS DE PRODUÇÃO
INTRODUÇÃO
A partir do início dos anos 80, uma no-va ênfase tem sido dada à importância docritério "flexibilidade" para a competiti-vidade das empresas de manufatura. Es-ta nova ênfase é baseada em alguns fato-res, que podem ser consubstanciados emdois principais:
a. O ambiente em que as empresas de manu-fatura atuam tem sido crescentemente tur-bulento: a concorrência tem sido mais emais competente, os mercados têm de-mandado uma variedade crescente deprodutos com ciclos de vida cada vezmais curtos e os fornecedores nemsempre atingem níveis desejáveis dequalidade dos produtos e nível de ser-viços oferecidos por estarem, eles tam-bém, lutando com suas próprias difi-culdades no mesmo mercado turbu-lento. Esta situação leva a uma condi-ção de limitada previsibilidade e esta-bilidade e, portanto, demanda uma ca-pacidade crescente de responder bema mudanças ambientais, ou, em outraspalavras, de desenvolver flexibilidade.
b. O desenvolvimento de novas tecnologiasde processo: tem se dado em tal propor-ção que a taxa de desenvolvimento tec-nológico pode ter ultrapassado a habi-lidade das pessoas utilizarem plena-mente as tecnologias ou mesmo enten-derem plenamente o seu potencial. Oresultado é uma provável "subutiliza-ção" das novas tecnologias, que, po-tencialmente, oferecem flexibilidade aqualquer organização que consigatransformar este potencial em flexibili-dade real. Grandes esforços têm sidodespendidos na tentativa de se enten-der como fazer isso eficazmente.
No sentido de contribuir com o esfor-ço de se obter um melhor entendimentodo conceito de flexibilidade dos sistemasde manufatura, uma pesquisa de trêsanos foi desenvolvida junto a empresasinglesas e brasileiras. O objetivo princi-pal da pesquisa como um todo foi anali-sar as relações entre as variáveis incerte-za, variabilidade das saídas e flexibilida-de em sistemas de produção. A seguirsão apresentados alguns dos resultados
desta pesquisa, particularmente aquelesque dizem respeito à modelagem analíti-ca da flexibilidade dos recursos estrutu-rais de produção (equipamentos e pes-soas) e seu relacionamento com os esto-ques. Os resultados detalhados da pes-quisa como um todo podem ser encon-trados em Corrêa 1.
O MÉTODO DE PESQUISA
A abordagem geral usada nesta pes-quisa pode ser classificada como de estu-do de casos. Para detalhes a respeito tan-to da metodologia utilizada como da pes-quisa em si, veja Corrêa 2. Oito empresas(incluindo o estudo piloto) foram escolhi-das e estudadas em profundidade. O pro-cesso de escolha das empresas não foialeatório. Ao contrário, o critério empre-gado na seleção das empresas foi basea-do na contribuição potencial de cadauma para o processo de análise das trêsvariáveis mencionadas acima: incerteza,variabilidade de saídas e flexibilidade. Ométodo básico de coleta de dados foi o deextensivas visitas às organizações e entre-vistas (utilizando questionário semi-es-truturado) com membros dos seus qua-dros gerenciais (pelo menos quatro ge-rentes foram formalmente entrevistadospor empresa), além do estudo de docu-mentação fornecida por eles.
O NíVEL DE ANÁLISE
Como Gerwín ' esclarece, um aspectobásico no tratamento analítico da flexibi-lidade de sistemas de produção é o nívelde agregação no qual a pesquisa se ba-seia, se no das máquinas, em particulardo sistema de produção, se no da empre-sa como um todo e assim por diante. Onível de análise considerado nesta pes-quisa é o dos recursos constituintes dossistemas de produção, particularmente osrecursos estruturais, que serão definidosno decorrer do artigo. A sua inter-relaçãocom o nível do sistema produtivo tam-bém é brevemente comentada.
A ESCOLHA DAS EMPRESAS
Na metodologia de estudo de casos,estes não são escolhidos aleatoriamente,mas selecionados de forma a prover
© 1993, Revista de Administração de Empresas / EAESP / FGV, São Paulo, Brasil.
1. CORRÊA,H.L. The Links Bet-ween Uncertainty, Variability ofOutputs and Flexibility in Manu-facturing Systems. Tese dePh.D. University of Warwick,Coventry, 1992.
2. Idem, ibidem.
3. GERWIN, D. An Agenda forResearch on the Flexibility ofManufacturing Processes. Inter-national Journal of Operationsand Production Management,v.7, n.1, p. 38-49, 1986.
23

jj~~ ARTIGO
4. EISENHARDT, K.M. BuildingTheory from Case Study Re-search. Working Paper. Dept ofIndustrial Engineering and Engi-neering Management. StanfordUniversity, out, 1988; PETII-GREW,A. Longitudinal Field Re-search on Change: Theory andPractice. Trabalho apresentadona "The National FoundationConference on Longitudinal He-search Methods in Organiza-tions", Austin, Texas, 1988;YIN, R. K. Case Study Research- Design and Methods. Calítor-nia: Rev. ed. Sage Publications,Newbury Park, 1988.
5. pmIGREW, A. Op. clt.
6. HAYES, R.H.; WHEEL-WRIGHT, S.C. Restoring OurCompetitive Edge. New York:Wiley, 1984; HILL, T. Manufac-turing Strategy. London: Mac-Millan, 1985; SLACK, N.D.C. Fo-cus on Flexibility. In: Internatio-nal Handbook of Production andOperations Management, EditorWild, R.oCasseiI. London, 1989.
7. HILL, T. Op. cit,
24
exemplos polares ese encaixar em cate-gorias teóricas 4. Oscasos para esta pes-quisa foram selecio-nados entre empre-sas brasileiras e in-glesas. Uma amos-tra mista foi selecio-nada pelas seguin-tes razões: o am-biente industrialbrasileiro, notoria-mente, tem um altonível de incertezaou imprevisibilida-de. De acordo comPetrigrew", faz sen-tido pragmático es-colher uma situação extrema como estapara a análise de incerteza ambiental. Em-presas inglesas, por outro lado, são emprincípio mais aptas a prover dados valio-sos em termos de variabilidade de saídas.Urna abordagem alternativa seria escolherurna amostra inteiramente inglesa ou bra-sileira, mas, fazendo isto, a riqueza dos ca-sos polares seria parcialmente perdida.
OS CASOS
O número de casos estudados em pro-fundidade, determinados por restriçõesde recursos de pesquisa, foi de quatro em-presas (duas no Brasil e duas na Inglater-ra), além de outras quatro, também anali-sadas durante a fase de pesquisa piloto.Todas as empresas são manufatureiras deprodutos com alto grau de engenhariaembutida, do ramo metal mecânico, per-tencentes ao setor automobilístico. Serãodenominadas aqui de A, B, C e D, confor-me breve descrição a seguir.
• Empresa A: urna fábrica inglesa de auto-móveis localizada na região de Mi-dlands, o coração industrial inglês, quefabrica partes para estoque e monta veí-culos sob encomenda. Esta pesquisa fo-caliza o setor da empresa A fabricantedos motores dos veículos.
• Empresa B: uma fabricante brasileira decarburadores, localizada em São Paulo.É a maior fornecedora OEM de carbu-radores para as montadoras brasileiras
de veículos, sen-do parte de umagrande corpora-ção industrialmultinacionalcom sede na Eu-ropa.
• Empresa C: uma fa-bricante brasileirade amortecedo-res, que produz edistribui autope-ças para o merca-do doméstico etambém para ex-portação. É urnaempresa total-mente brasileira
e, hoje, urna das maiores fabricantesbrasileiras de autopeças.
• Empresa O: urna fabricante inglesa deveículos localizada na região de Mid-Iands, parte de urna grande corporaçãomultinacional com sede na América doNorte e interesses em produtos para aindústria automobilística, equipamen-tos industriais e motores, além de veí-culos especiais. Noventa por cento dos65000 sets de veículos produzidos porano na fábrica da empresa D são expor-tados para 140 países.
RECURSOS DE PRODUÇÃO - ESTRUTURAISVERSUS INFRA-ESTRUTURAIS
A classificação dos recursos de produ-ção em estruturais e infra-estruturais éproposta por vários autores na bibliogra-fia, por exemplo, Hayes e Wheelwright;Hill e Slack", Entretanto, nem todos os au-tores concordam com quais recursos deve-riam ser considerados estruturais e quaisinfra-estruturais.
HilF define recursos infra-estruturaiscomo o conjunto de estruturas, controles,procedimentos, sistemas e comunicação,combinados com as atitudes, experiênciae habilidades das pessoas envolvidascom o sistema de manufatura e os recur-sos estruturais como a tecnologia, osequipamentos e as instalações de um sis-tema de manufatura. Hill, portanto, in-clui características dos recursos humanoscomo parte dos recursos infra-estrutu-

FLEXIBILIDADE NOS SISTEMAS DE PRODUÇÃO
Tais. Ele consideraquestões organiza-cionais (o papel dosespecialistas, o nú-mero de camadasgerenciais da orga- -nização, a aborda-gem de grupos, aestrutura do traba-lho, entre outros) eas questões de con-trole (controle dequalidade, dos esto-ques e da produ-ção) como os prin-cipais temas sobrerecursos infra-es-truturais.
Hayes e Wheelwright8 também estabe-lecem a força de trabalho como uma desuas quatro áreas de decisão infra-estrutu-rais - força de trabalho, qualidade, plane-jamento da produção e materiais e organi-zação. Eles consideram estas decisõesmais táticas e fáceis de reverter que estru-turais (capacidade, instalações, tecnologiae integração vertical). Esta visão é contro-versa, já que a força de trabalho tem sidocrescentemente acatada por vários autorescomo o ativo mais importante das organi-zações. Reverter decisões que dizem res-peito à atitude das pessoas no trabalho,quanto ao comprometimento com os obje-tivos da empresa, e à motivação para otrabalho tem normalmente provado de-mandar uma significativa quantidade detempo, recursos e esforço organizacional.Mesmo considerando o critério reversibili-dade, portanto, a força de trabalho pareceser mais adequadamente classificada co-mo recurso estrutural.
De acordo com Slack", os recursos in-fra-estruturais incluem apenas os siste-mas, relações e canais de comunicaçãoque mantêm a operação da empresa agre-gada, apoiando assim o funcionamentodos recursos estruturais - humanos e tec-nológicos. Com respeito aos recursos in-fra-estruturais, Slack considera que os sis-temas que suprem os outros recursos daorganização (os sistemas de suprimento) eos sistemas que controlam a operação deprodução (os sistemas de controle) sãoparticularmente importantes para a dis-cussão de flexibilidade.
Nesta pesquisa, a seguinte classificação
de recursos de produ-ção (baseada emSlackv) é adotada: osistema de produção éuma configuração derecursos individuaisestruturais (tecnológi-cos e humanos) e in-fra-estruturais. Cadaum destes é definidoabaixo:
• Recursos tecnológi-cos: as instalações eos equipamentosdo sistema produ-tivo
• Recursos humanos: as pessoas que fazemparte do sistema produtivo.
• Recursos infra-estruturais: software da or-ganização; sistemas, relações e comu-nicações que mantêm a operação dosistema produtivo agregada.
Neste artigo o interesse é focalizadoprincipalmente na análise da flexibilida-de dos recursos estruturais de produção:humanos e tecnológicos.
A FLEXIBILIDADE DOS RECURSOSTECNOlÓGICOS DE PRODUÇÃO
Para apreciar a flexibilidade dos recur-sos tecnológicos de certo processo deprodução é importante entender o con-ceito de economia de escala. Economia deescala se diz ocorrer quando o custo mar-ginal da produção de determinado pro-duto é decrescente ou, em outras pala-vras, quando os custos totais de produ-ção crescem menos do que proporcional-mente às quantidades produzidas. A eco-nomia de escala ocorre devido aos, assimdenominados, custos fixos (por exemplo,custos de preparação de máquinas) noprocesso de produção. Os custos de pre-paração de máquina, normalmente fun-ção do tempo de preparação, é fator mui-to importante a ser levado em contaquando se considera a flexibilidade dedeterminado equipamento. Quanto me-nos relevantes os custos de preparação,menos relevantes as economias de escala eportanto a produção de lotes pequenos se
8, HAYES, R. H. e WHEEL-WRIGHT, S. C. Op. cit.
9. SLACK, N. D. C. Op. cit.
10. SLACK, N.D.C. Idem, ibi-dem.
25

jJ~/J ARTIGO
11. Este conceito é devido aSlack. O autor sugere que qua-tro tipos e duas dimensões deflexibilidade dos sistemas deprodução podem ser identifica-dos: flexibilidade de novos pro-dutos (relacionada à habilidadedo sistema introduzir diferentesprodutos ou modificar produtosjá existentes), flexibilidade demix (relacionada à habilidade demanufaturar uma larga varieda-de de produtos diferentes den-tro de um determinado perío-do), flexibilidade de volume (re-lacionada à habilidade de alteraro nível agregado de produçãode um sistema produtivo) e fle-xibilidade de entrega (relaciona-da à habilidade do sistema alte-rar eficazmente datas prometi-das de entrega). Slack tambémdefine duas dimensões de flexi-bilidade: flexibilidade de faixa (o"pacote"de habilidades ou oconjunto de diferentes estadosque o sistema consegue assu-mir) e flexibilidade de resposta(a facilidade, em termos detempo, custo e esforço organi-zacional com a qual o sistema écapaz de mudar de estado oumudar de atividade, dentro dodado "pacote" de habilidades).
12. ZELENOVIC, D. M. Flexibi-lity: A Condition for EffectiveProduction Systems Internatio-nal Journal of Production Re-search, v.20, n.3, p. 319-37,1982.
13. STECKE, K. E.; RAMAN, N.Production Flexibilities andTheir Impact on ManufacturingStrategy. Working Paper no.484. Graduate School of Busi-ness Administration. Universityof Michigan. dez. 1986.
14. Para detalhes quanto à rela-ção entre os ciclos de vida deproduto e de processo, videHAYES, R. H.; WHEELWRIGHT,S. C. Restoring our competitíveedge. New York: Wiley, capo 4,1984.
15. HILL, T. ManufacturingStrategy - Text and Cases. Ir-win: Homewood, 1989.
16. HAYES, R. H.; WHEEL-WRIGHT, S. C. Op. cil.
17.SHINGO, S. A Revolution inManufacturing: The SMEDSystem. Stanford: Massachus-sets, 1985.
26
toma praticamente tão econômica quantoa de lotes grandes. Isto faz com que sepossam produzir quantidades menores(por produto) de grande variedade de di-ferentes produtos a custos comparáveisaos de produzir grandes quantidades (porproduto) de um ou poucos tipos diferen-tes de produtos. Isto tudo providos os ne-cessários níveis de capacidade e versatili-dade dos equipamentos. A redução detempos de preparação de máquina é, por-tanto, uma das formas mais evidentes dese atingir níveis mais altos de flexibilidadede equipamento, ao menos em termos deresposta 11.
Há duas diferentes e importantes ver-tentes na bibliografia, quanto à discussãoda redução de tempos de preparação deequipamento (o tempo necessário paraque seja capaz de trocar a produção deum produto ou peça para outra). Uma su-gere que automação flexível(comomáqui-nas de controle numérico) é a principalforma de se atingir níveis mais altos deflexibilidade de equipamento. A outra,mais ligada ao pensamento japonês, suge-re uma abordagem baseada em método.Esta é baseada mais em conceitosde orga-nização, métodos de trabalho e racionali-dade no uso de equipamento convencio-nal. Ambas são discutidas a seguir.
A ABORDAGEM BASEADA EM TECNOLOGIA(AUTOMAÇÃO FLEXíVEL)
Alguns autores consideram que o as-pecto-chave para um sistema de produ-ção atingir níveis mais altos de flexibilida-de é tecnologia, ou, em outras palavras,via automação flexível. Zelenovic12 argu-menta que "... aumento da flexibilidade doselementos do sistema de produção pode ser ob-tido com sucesso mudando a estrutura no sen-tido de maior automação, mantendo a produ-ção a níveis ótimos mesmo com mudança deprod u tos ou de cond ições de operação ... ",Stecke e Raman 13 acrescentam que "... en-quanto a correspondência unívoca entre está-gios respectivos dos ciclos de vida de produto ede processo podia ser estabelecida para proces-sos de produção convencionais, a automaçãoflexível tende a quebrar esta relação ... " 14.
Desta forma, não apenas alguns dos pro-cessos (por exemplo, os sistemas conven-cionalmente chamados job shop) teriam al-ta flexibilidade, mas mesmo os mais efi-
cientes em custo (por exemplo, as linhasde montagem) poderiam também ser fle-xíveis, sendo capazes de produzir umavariedade de produtos em vez de apenasum ou alguns poucos.
A este respeito, Híll" argumenta que abase de controle numérico (o coração dossistemas de automação flexível) destesnovos processos de automação flexíveltraz um nível de flexibilidade muitomaior do que o inerente às alternativassem controle numérico. Isto significa queos novos processos seriam aptos a lidarcom faixas mais amplas de diferentes pro-dutos e também com mudanças de mix aolongo do tempo. Os novos processos deprodução que teriam surgido como con-seqüência da automação flexível seriam,de acordo com Hill, sistemas híbridos,tendo características de mais que um doscinco tipos convencionais de sistemas deprodução adotados por Hayes e Wheel-wright " e outros: por projeto, em job shop,em lotes, em linha de montagem e em flu-xo contínuo.
A ABORDAGEM BASEADA EM MÉTODO
A importância da redução dos temposde preparação para o desenvolvimento deflexibilidade dos equipamentos já foi enfa-tizada. Baseado neste pressuposto, muitoesforço tem sido despendido, inicialmenteno Japão e mais tarde ao redor do mundo,para se acharem formas e desenvolveremtécnicas para se reduzirem os tempos depreparação de equipamentos. Shingo 17, ocriador do sistema SMED (Single MinuteExchange of a Die), contribuiu com este es-forço. Reduções para 1/18 do tempo pre-viamente gasto com a preparação de algu-mas máquinas são relatadas em seu livroe atribuídas ao seu método que é parcial-mente baseado nos princípios e métodosda gestão científica, originada por Frede-rick Taylor no início deste século.
Todas as empresas da amostra da pes-quisa aqui descrita, por exemplo, tinhamvariações de programas de trocas rápidasde ferramentas sendo implantadas. Duasdelas em particular (empresas A e B) re-portaram reduções substanciais em seustempos de preparação (a empresa A obte-ve melhorias nos tempos de preparaçãoda ordem de 70%no setor de peças injeta-das de zamac e a empresa B chegou a re-

FLEXIBILIDADE NOS SISTEMAS DE PRODUÇÃO
duzir o tempo depreparação de umaprensa de aproxi-madamente 3 horase meia para 25 mi-nutos, no setor deprensados) e comoconseqüência au-mentaram seus ní-veis de flexibilida-de sem investimen-tos de capital. Am-bas utilizaram va-riações do sistemaSMED, que basica-mente define doistipos de atividadesrelacionadas à pre-paração da máqui-na: atividades desetup interno (po-dem ser executadasexclusivamente quando a máquina estáparada, como a montagem e fixação demoldes nas prensas) e de sei-up externo(podem ser executadas quando a máqui-na ainda está em operação, como localizare transportar os moldes do armazém paraa máquina). Dois passos então devem serseguidos para a redução dos tempos depreparação:
atingimento de fle-xibilidade dos equi-pamentos é a redu-ção dos tempos depreparação. Eletambém enfatiza al-gumas característi-cas desejáveis dosequipamentosquando se pretendeque estes sejam fle-xíveis, como a mo-dularidade e atransportabilidade,que podem contri-buir não para a fle-xibilidade da má-quina em particularmas para a do siste-ma de produção. Sedeterminada máqui-na tem, por exem-
plo, pequena capacidade e tamanho, bai-xo custo e preparação simples e barata,então, mesmo frente a uma alta demandapor volume, ela seria preferível, de acor-do com Schonberger, quando comparadacom máquinas maiores. A razão é quecom máquinas menores, o sistema de pro-dução pode adicionar capacidade de pro-dução da mesma forma que adiciona pes-soas. A capacidade do sistema de produ-ção seguiria de perto o crescimento da de-manda por volume. Trabalhando commáquinas de grande capacidade, a capa-cidade de produção pode apenas seracrescida em grandes degraus, prejudi-cando a flexibilidade com que o sistemaresponde a variações de demanda.
Para tOf1!ar a atuudedas
1. Separar as atividades de setup externo einterno, fazendo um esforço "científi-co" de análise para tratar o máximopossível de atividades como de setupexterno. Com este passo, normalmenteo tempo necessário para setup internopode ser reduzido de 50%, de acordocom Shingo 18.
2. Converter setup de interno para exter-no, reexaminando e modificando asatividades para identificar aquelas er-radamente assumidas ser de setup in-terno e achando formas de converterestas atividades para setup externo.Neste passo, reduções ainda mais subs-tanciais podem ser obtidas nos tempostotais de troca.
Schonberger?", também sugere algu-mas formas de aumentar a flexibilidadedos equipamentos sem o uso de automa-ção flexível. Schonberger concorda comShingo " que o ponto importante para o
FLEXIBILIDADE DOS RECURSOSTECNOLÓGICOS: SUMÁRIO E CONCLUSÕESSOBRE A BIBLIOGRAFIA
Em termos da flexibilidade dos recur-sos tecnológicos (ou dos equipamentos),os custos, o tempo e o esforço organiza-cional para a realização da troca de pro-dutos nas máquinas parecem considera-ções relevantes, ao menos em termos deflexibilidade de resposta. A bibliografia édividida em duas correntes principais emtermos da forma de obter níveis de de-sempenho melhores em termos das tro-cas; uma corrente sugere automação fle-xível. Os benefícios desta abordagem são
18. Idem, ibidem.
19.5CHONBERGER, R.J. WorldClass Manufacturing. New York:The Free Press, 1986.
20. SHINGO, S. Op. cit.
27

jJ!J[; ARTIGO
21. Idem, ibidem.
22.HILL, T. Op. cit.
23. SCHONBERGER, R. J. Japa-nese Manufacturing Tecnni-ques. New York: Free Press,1982.
24. HAYES, R. H. et aI. DynamicManufacturing. New York: FreePress, 1988.
25. SCHONBERGER, R. J. Buil-ding a Chain ot Custamers.London: Hutchinson Books,1990.
26. ATKINSON, J. ManpowerStrategies for Flexible Organisa-tions. Personal Management, p.28-31, ago. 1984.
28
principalmente ve-locidade de troca econsistência 21. Asprincipais desvan-tagens desta abor-dagem são os altoscustos de capitalenvolvidos na aqui-sição de equipa-mentos e sua im-plantação e a faltade modularidade etransportabilidade.Há ainda a grandedificuldade em seatestar a viabilida-de dos investimen-tos em automaçãoutilizando as técni-cas convencionaisde análise de viabi-Iidadeê'.
A outra corrente defende o uso deequipamento convencional e modular,do qual os tempos e custos de prepara-ção podem ser substancialmente reduzi-dos pelo uso de métodos adequados. Aprincipal desvantagem desta abordagemparece ser a necessidade de mudança naatitude das pessoas envolvidas e a maiordependência das habilidades dos opera-dores, que é necessária. Para tornar a ati-tude das pessoas mais flexível e elevar onível de habilidades dos trabalhadores,considerável esforço organizacional e ca-pital podem ser necessários para provertreinamento, eventuais mudanças nas re-lações empresa-funcionários e novos es-tilos de supervisão-ê.
As duas correntes principais quantoao tratamento da flexibilidade dos recur-sos tecnológicos não parecem e não de-veriam ser consideradas mutuamente ex-clusivas>, Provavelmente nenhum siste-ma de manufatura pode atingir altos ní-veis de flexibilidade baseando-se exclusi-vamente em uma das duas correntes depensamento (pelo menos num futuropróximo). Uma certa quantidade de am-bas abordagens pode ser necessária e amaior ou menor ênfase em uma delas ouna outra parece depender da situaçãoque a particular empresa enfrenta. Seuma organização hipotética, por exem-plo, pretende desenvolver flexibilidadede seus recursos tecnológicos mas não
tem capital sufi-ciente para investirem automação fle-xível, parece plausí-vel que ela enfatizea abordagem basea-da em método. Emoutra situação hipo-tética, também pa-rece plausível queempresas enfren-tando dificuldadescom os sindicatosem termos de fazerde sua mão-de-obramais flexível e mul-ti-habilitada ten-dam a enfatizar aautomação flexível,na qual possi v e l-mente uma mão-de-obra menos multi-
habilitada seja necessária. Parece ser im-portante, portanto, que os administrado-res considerem ambas abordagens - ba-seadas em método e em tecnologia - co-mo não mutuamente exclusivas e queconsiderem a utilização de um mix deambas é, mix este coerente com a situa-ção particular que enfrentam.
Integraç40 éimpor.tanie pata seobter pexibilidadé na introdufãô
·~,deit6v{)5.pródlltosJ; Forças-tfl;êfa~,. . '.
A FLEXIBILIDADE DOS RECURSOSHUMANDS
De acordo com Atkinson ", a melhorforma de se obter maior flexibilidade daforça de trabalho é através de mudançasna organização do trabalho. O autor pro-põe um modelo que favoreceria o desen-volvimento deste tipo de flexibilidade. At-kinson chama este modelo de the flexiblefirm (a firma flexível): políticas diferencia-das seriam aplicadas a diferentes gruposde trabalhadores. A divisão básica seriaentre posições que são específicas paraempresas em particular e posições envol-vendo apenas habilidades gerais. O mode-lo inclui uma classe de trabalhadores comvínculos mais fracos com a empresa (ogrupo periférico), em tomo de um grupomais estável numericamente, responsávelpelas atividades-chave específicas da em-presa. A ênfase deste grupo mais estávelseria quanto à flexibilidade funcional. Aênfase do grupo periférico seria, por outrolado, mais quanto à flexibilidade nurnéri-

FLEXIBILIDADE NOS SISTEMAS DE PRODUÇÃO
ca. Quando a de-manda se expande,o grupo periféricose expande. Quan-do a demanda secontrai, o grupo pe-riférico se contraicorrespondente-mente.
Pollert " critica omodelo de Atkin-son 28 observandoque os conceitos degrupo central egrupo periféricosão muito frágeis etambém que o modelo de Atkinson nãoajuda a entender as relações entre a flexi-bilidade da mão-de-obra e a do sistemaprodutivo corno um todo. Adicionalmen-te às criticas de Poliert deve-se lembrarque a criação de uma força de trabalhoinsegura e com baixo nível de habilida-des não é apresentada por Atkinson co-mo algo com que os administradores de-veriam estar preocupados. Isto parececontraditório com a visão de um conside-rável número de autores-". Estes conside-ram que a criação de uma força de traba-1110 motivada e comprometida é crucial,quer exerça uma função chave ou não.Na mesma linha, o conceito hoje larga-mente aceito de "controle de qualidadetotal" (CQT) assume que mesmo um tra-balhador que desempenhe urna tarefanão específica da empresa, corno simplesmontagens e testes, tem sua parcela decontribuição para a qualidade do produ-to ou serviço. Hayes et a1.3osugerem queum desempenho competitivo superiordepende primariamente das pessoas en-volvidas no processo produtivo. Desen-volver seu potencial - habilidades, disci-plina, capacidade de resolver problemas,capacidade de aprender - estaria no cora-ção de uma produção de alto desempe-nho. Segundo a literatura, uma organiza-ção que pretenda aumentar o nível de fle-xibilidade de sua força de trabalho deve-ria favorecer o desenvolvimento das se-guintes características principais em seustrabalhadores:
• Habilidades melhores e múuipiae": quan-to maior a faixa de diferentes habilida-des de um trabalhador, mais flexível
ele é, seja em ter-mos de mudan-ças no mix de pro-dutos seja em ter-mos da possibili-dade de mudar otrabalhador paraoutros postos detrabalho, caracte-rística útil para selidar com absen-teísmo e faltas lo-cais temporáriasde pessoal. Comrelação à automa-ção flexível, Adler
encontrou em sua pesquisa "um sur-preendente grau de convergência, numasérie de estudos conduzidos em numerosospaíses, todos apontando para a necessidadede novas e mais sofisticadas habilidades damão-de-obra para lidar com automaçãoavançada."
• Habilidade de tomar decisões/resolver pro-btemasê«: característica especialmenteimportante para que se possam obterrespostas rápidas para circunstânciasem mudança. Permite descentraliza-ção da tomada de decisões e portantoevita que tempo seja perdido noaguardo das decisões por escalões su-periores na organização.
• Habilidade de trabalhar em equipe": inte-gração é importante para se obter fle-xibilidade na introdução de novosprodutos. Forças-tarefa multifuncio-nais ou equipes têm sido crescente-mente utilizadas quando as empresaspretendem ser ágeis no desenvolvi-mento de novos produtos ou nas alte-rações de produtos já existentes. Enge-nheiros de projeto, por exemplo, ne-cessitam de contado próximo e cons-tante com a equipe de produção paraque o projeto facilite ao máximo a pro-dução dos produtos e para que possí-veis problemas futuros de produçãocausados por um projeto defeituosopossam ser idenlificados ainda naprancheta. Este tipo de interação de-veria ocorrer com todas as áreas en-volvidas e o trabalho de equipes mul-tidisciplinares parece ser a abordagemmais indicada.
27. Pol/ert, A. The Flexible Firm:A Model in Search 01Reality (ora Policy in Search of Practice?).Warwick Papers in IndustrialRe/ations. University 01 War-wick, dez. 1987.
26. ATKINSON, J. Op. cit.
29. Por exemplo: HAYES, R. H.et aI. Op. cit.: WOMACK, J. P. etaI. Ttie Machine that Changedlhe Worid. New York: RawsonAssociates, 1990.
30. HAYES,R. H. et aI. Op, cít.
31. ADLER, P.A. Managing Ilexi-ble Automation. Working Paper.Depl. 01 industrial EngineeringManagement. Stanford Univer-sity, abril, 1987; KOTLER, E.New Skills for New Technolo-gies. In: /nternational Handbookof Production and OperationsManagement. Editor Wild, R..Cassei, p. 542-553, London,1989; GREY, S.M.; CORLETT,E.N. Creating Elfective Opera-ting Teams. In: InternationalHandbook of Production andOperations Managemenl. Lon-don: Wild, R. Cassei, 1989, p.554-566; HAYES, R. H. et aI.1988.
32. WOMACK, J.P. et aI. TheMachine that Changed ttieWorld. New York: Rawson As-sociates, 1990; HAYES eta1.1988.
33. WOMACK, J.P. et aI. Op.cit.; KOHLER, E. New Skills forNew Technologies In: Interna-tional Handbook of Productionand Operations Management.London: Editor Wild, R. CasseiI.p 542-53, 1989.
29

iJ~/JARTIGO
34. KOHLER, E. New Skills forNew Technologies. In: Interna-tional Handbook of Productionand Operations Management.London: Wild, R., Cassei, p.542-553, 1989.
35. SKINNER, W. Manufactu-ring in the Corporate Strategy.New York: John Wiley andSons, 1978.
36. HAYES, R. H. et aI. Op. cito
37. Idem, ibidem.
38. HAYES, R. H. et aI. Op. cit.;WOMACK, J. P. et aI. Op. cit.;SCHONBERGER,R. J. Op. cit.
30
• Capacidade de comunicação>: para que seobtenha integração, uma eficiente co-municação inter e intrafuncional é es-sencial. Quanto mais a comunicação épraticada, mais fácil ela se torna. Al-gumas áreas das empresas têm seuspróprios jargões que deveriam ou serpadronizados ou ao menos ser com-preendidos pelas outras áreas com asquais haja interação. Desta forma,mal-entendidos são minimizados edúvidas podem ser resolvidas rápidae eficazmente.
• Habilidade de compreender o processo comoum todo: o bom entendimento do pro-cesso como um todo ajuda a entenderas conseqüências das decisões feitas lo-calmente, tornando desta forma o pro-cesso de tomada de decisão mais rápi-do e as decisões mais consistentes, evi-tando conseqüências indesejáveis.35
• Habilidade de adaptação a situações novas:ajuda a combater a resistência à mu-dança, o que pode prejudicar a flexi-bilidade. A aceitação da mudança co-mo uma parte intrínseca do processode produção mais do que como umaexceção é importante para se lidarcom ambientes em mudança 36.
• Habilidade/disposição para o aprendizadocontínuo: é o ponto mais enfatizado porHayes et al, 37 como essencial para acriação do que eles chamam the lear-ning organization. Esta característica écondição para a criação de uma capaci-dade efetiva do sistema de produçãode se adaptar a novas situações. Aomenos em parte a resistência à mudan-ça é o resultado do medo do desconhe-cido, causado, muitas vezes, por faltade informação apropriada. Se há a pre-disposição de aprender sempre, as bar-reiras de resistência podem ser maisfacilmente quebradas.
FLEXIBILIDADE DOS RECURSOS HUMANOS -SUMÁRIO E CONCLUSÕES SOBREA BIBLIOGRAFIA
Parece ser necessário abandonar al-guns conceitos gerenciais clássicos casose pretenda desenvolver uma força detrabalho flexível. Um deles é a separação
muito clara entre o planejamento/con-trole e a execução das tarefas. As tarefasnão são mais aquelas velhas e simplestarefas repetitivas, projetadas pelos ge-rentes com base em princípios da "ad-ministração científica". A nova realida-de demanda flexibilidade e flexibilidaderequer tomada de decisão descentraliza-da, certa habilidade de resolver proble-mas não repetitivos, alguma habilidadede planejamento e autocontrole por par-te de quem executa o trabalho, ou, emoutras palavras, um certo nível de habi-lidades gerenciais além de excelênciatécnica.
Para se desenvolver este tipo de habi-lidade é necessário criar condições faci-litadoras, para as quais a idéia de gru-pos torna-se importante. Estas, em ge-ral, são função da forma segundo a qualos trabalhadores são gerenciados, basi-camente quanto ao estilo de supervisão,que deve mudar de diretivo para facili-tador; à ênfase no aprendizado contí-nuo, não apenas nos aspectos técnicosdo trabalho mas também nos gerenciais;e, finalmente, quanto às formas de re-muneração e recompensa que devemser baseadas também no desempenhodo grupo ao qual o trabalhador perten-ce e na amplitude de habilidades que otrabalhador tem e não mais apenas nodesempenho individual e nas quantida-des produzidas.
Vários autores ê" parecem concordarque os recursos humanos são e deveriamser considerados o ativo mais valioso dasorganizações no presente e na realidadecompetitiva futura. Hoje é largamenteaceito que os programas que enfatizam aqualidade total deveriam enfatizar fun-damentalmente as pessoas, depois de umperíodo no qual qualidade foi considera-da mais como uma função dos sistemasde informação para a qualidade (porexemplo, sistemas de controle estatísticoda qualidade).
Hoje é consenso que sem uma força detrabalho comprometida e treinada, aqualidade total não pode acontecer deforma sustentada, mesmo com bons sis-temas de informação para a qualidade.Sistemas de qualidade, embora necessá-rios, não parecem suficientes para garan-tir altos níveis de qualidade dos produ-tos. Algo similar parece estar aconteceu-

FLEXIBILIDADE NOS SISTEMAS DE PRODUÇÃO
do em termos deflexibilidade. De-pois que os resulta-dos da automaçãoflexível provaramser mais modestosque o antecipado(pelo menos até opresente momen-to), uma mão-de-obra flexível come-ça a ser largamenteaceita como neces-sidade para umaorganização que pretenda atingir altosníveis de flexibilidade de seu sistema deprodução.
flEXIBILIDADE DOS RECURSOSESTRUTURAIS DE PRODUÇÃO -RESULTADOS EMPíRICOS
Foram encontradas algumas diferen-ças entre as empresas da amostra em re-lação às formas que utilizam para obterflexibilidade dos seus sistemas de manu-fatura. Os gerentes da empresa A, porexemplo, consideraram que a flexibilida-de do sistema de manufatura se consegueprioritariamente através dos seus recur-sos humanos, enquanto os da empresa Cem geral deram menos ênfase ao aspectohumano da flexibilidade. Eles confiammuito mais nos sistemas de informação egerenciais para obter os níveis necessá-rios de flexibilidade. Os gerentes da em-presa D, por sua vez, consideraram queas pessoas e os sistemas são os grandesresponsáveis pela flexibilidade de manu-fatura (talvez pela inflexibilidade herda-da do equipamento de sua fábrica, ini-cialmente projetada para produzir altosvolumes de produtos padronizados epresentemente atendendo a uma necessi-dade crescente por variedade de produ-tos de sua linha). Não houve preferênciaclara por um tipo de recurso no atingi- .mento de flexibilidade, nas opiniões dosgerentes da empresa B. Como podemosobservar, o aspecto "país de origem" nãofoi especialmente discriminante em ter-mos da ênfase dada a determinado tipode recurso no atingimento de flexibilida-de de manufatura.
Um aspecto identificado como discri-minante entre fábricas localizadas no Bra-
sil e na Inglaterra,foi o "arsenal" parase lidar com mu-danças inesperadas(ou, em outras pala-vras, os meios parase obter flexibilida-de para continuarfuncionando eficaz-mente apesar daocorrência de mu-danças inesperadas,tanto ambientais,por exemplo, entre-
gas erráticas de insumos, como internas,por exemplo, quebras de máquinas).
Perguntados sobre corno lidavam comimperfeições graves nas entregas de insu-mos (a fonte de incerteza considerada co-mo a mais preocupante pela grandemaioria dos gerentes da amostra), porexemplo, os gerentes da empresa B (loca-lizada no Brasil) listaram quatro alternati-vas que utilizam normalmente: a capaci-dade de reprogramação da produção, pa-ra mudar as prioridades para ordens cu-jos materiais estejam disponíveis; a versa-tilidade do equipamento, para ser capazde produzir em casa uma peça cuja entre-ga falhe; a habilidade de organizar sub-contratação urgente de um fornecedorsubstituto; e o desenvolvimento preventi-vo dos fornecedores, para eliminar futu-ras falhas. Já os gerentes da empresa A(localizada na Inglaterra), por exemplo,citaram apenas a habilidade de o sistemade programação da produção ser repro-gramado rapidamente.
Embora este seja apenas um exemplo, atendência de os gerentes das empresas lo-calizadas no Brasil terem um "arsenal deflexibilidade" mais rico para conseguirrobustez do sistema de manufatura semanteve ao longo de toda a pesquisa. Istopode significar que o fato de o ambienteindustrial brasileiro ser muito incerto pro-picia aos gerentes de empresas localiza-das no Brasil desenvolverem práticas eprocedimentos mais flexíveis como condi-ção de permanência ou mesmo de sobre-vivência. Resta saber se esta flexibilidade,desenvolvida para resolver imperfeições efalhas nas cadeias de operações, podemser também utilizadas para obter vanta-gem competitiva no mercado mundial,que tem demandado níveis cada vez mais
31

i1~1JARTIGO
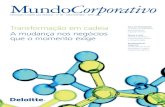
Figura 1:A contribuição dos recursos estruturaispara a flexibilidade dos sistemas de produção
39. MANDELBAUM, M. F/exibi-lity in Decision Making: an ex-p/oration and unification. Tesede PH.D. Department of IE, Uni-versity of Toronto, Canadá,1978.
40. Considerado aqui, na faltade uma palavra melhor, como ahabilidade de mudar de ativida-des de forma rápida, suave enão custosa.
32
• Redundância
elevados de flexibilidade das empresasque pretendam atender a mercados cadavez mais segmentados, que demandamprodutos com ciclos de vida cada vez maiscurtos.
Um aspecto interessante da flexibilida-de dos recursos estruturais de produçãofoi identificado durante a pesquisa decampo e é, a seguir, descrito. A abordagemobservada é relevantemente diferente da-quelas encontradas na bibliografia. Deacordo com os gerentes entrevistados,sempre parece haver algum tipo de reser-va (ou redundância) envolvida com a pre-sença de flexibilidade em sistemas de pro-dução. Três gerentes da empresa A, porexemplo, descreveram flexibilidade expli-citamente como uma reserva, um ativo, al-go que a empresa possui, mas não está uti-lizando a todo momento. De fato, se umsistema é capaz de responder eficazmentea situações em mudança (que é uma dasdefinições adotadas de flexibilidade -Mandelbaum-"), isto significa que é capazde assumir diferentes estados e, portanto,potencialmente, de desempenhar mais ati-vidades do que as que está exercendo emcada momento. O sistema tem, portanto,algum tipo de habilidade ou característicaem excesso, ou redundante. Uma máquinaque seja totalmente dedicada, por exem-plo, não é flexível exatamente porque é ca-paz apenas de desempenhar uma única ta-refa e portanto não há excesso ou redun-dância em suas habilidades.
Ainda de acordo com os gerentes, nãoapenas redundância, entretanto, é necessá-ria para que um recurso estrutural contri-bua com a flexibilidade do sistema de pro-dução. Ele também precisa ter algum nívelde "agilidade" de mutabilídadew (o queem inglês, tem sido chamado com um neo-logismo - switchability) de forma a respon-der fácil e rapidamente às mudanças. Emoutras palavras, para serem flexíveis, os re-cursos estruturais devem ser capazes de
mudar fácil e rapidamente entre as ativi-dades que são redundantemente capazesde desempenhar.
EXEMPLOS DO USO DE REOUNDÂNCIAOBSERVADOS NA PESQUISA DE CAMPO
Para ser capaz de responder a mudan-ças no número de montadores disponíveisna linha, causadas por absenteísmo, a em-presa A mantém um certo nível de capaci-dade em excesso na linha de montagem(3%). Isto significa que a linha de monta-gem da empresa A tem capacidade redun-dante do recurso estrutural humano. En-tretanto, é também necessário garantir quedentro do time de montagem, todos osdias, haja habilidades suficientes para de-sempenhar todas as tarefas de montagem.A empresa A resolve este problema trei-nando certa quantidade de montadores deforma a capacitá-los a desempenhar maisde uma função na linha. Fazendo isso, tor-na-se possível transferir montadores entrepostos de trabalho e, portanto, acomodaras habilidades necessárias para rodar a li-nha. Fazendo com que os montadores te-nham várias, em vez de apenas uma habi-lidade dedicada, a empresa A está criandouma reserva, ou redundância nas habilida-des do recurso estrutural humano. Ambostipos de redundância - de capacidade e dehabilidades - podem também ser criadospara o recurso estrutural tecnológico. Umamáquina versátil (como as máquinas decontrole numérico da empresa A, capazesde usinar grande variedade de peças deaço e alumínio) tem habilidades redun-dantes e uma unidade de produção comcapacidade extra de equipamento tem ca-pacidade redundante (como a empresa Bque mantém certo nível de capacidade emexcesso em seu setor de injeção de zamacpara lidar com as freqüentes quebras desuas máquinas antigas).
Além de redundâncias em capacidade ehabilidades, um terceiro tipo de redundân-cia de recursos estruturais foi identificadono estudo empírico. A empresa D mantémestoques de produtos semi-acabados pararesponder rapidamente à sua demanda al-tamente variável. Para criar estes estoques,os recursos estruturais tecnológicos e hu-manos da empresa D foram ativados antesdo momento em que esta ativação seria es-tritamente necessária. A criação destes es-

FLEXIBILIDADE NOS SISTEMAS DE PRODUÇÃO
toques permite queo sistema seja maisflexível aos olhosdo cliente e que aempresa D respon-da prontamente àsmudanças em suademanda. Não seriasuficiente, segundoseus gerentes, que aempresa D manti-vesse apenas seusníveis correntes decapacidade e habili-dades redundantes.Um estoque de pro-dutos acabados ousemi-acabados é ti-picamente umexemplo de uma re-serva, criada paraque o sistema possaresponder melhor asituações em mu-dança. Esta reservaé criada por uma utilização redundante ouextra dos recursos estruturais, pois eles fo-ram ativados mais ou antes do que o estri-tamente necessário.
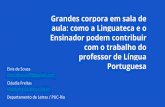
Portanto, foram identificados três tiposde redundância dos recursos estruturais eque podem se traduzir em níveis de flexi-bilidade, desde que gerenciados apropria-damente: redundância de capacidade, dehabilidades e de utilização. Cada um delesé analisado em mais detalhe abaixo.
• Redundância nas habilidades: é uma fun-ção da faixa de habilidades que o re-curso possui mas não utiliza em cadamomento. Se uma máquina, por exem-plo, é capaz de produzir dez diferentestipos de peça ela é mais redundanteem termos de habilidades que outramáquina capaz de produzir apenastrês diferentes tipos (dado que cadauma destas máquinas produz um tipode peça de cada vez). A habilidade deuma máquina em termos do númerodiferentes de peças que ela pode pro-duzir é, em geral, uma característica deseu projeto. Considerando o recursohumano, entretanto, o nível de redun-dância em habilidades que um traba-lhador possui pode ser aumentado portreinamento ou experiência. Se um tra-
balhador é treina-do para desempe-nhar uma maiorquantidade de ta-refas, sua reservade habilidadesaumenta.
• Redundância na ca-pacidade: é a dife-rença entre o ní-vel de saídas queo recurso estánormalmente pro-duzindo e o nívelmáximo de volu-me de saída que orecurso é capazde produzir. Seuma máquinatem a capacidadede produzir 1000peças por horamas está normal-mente produzin-
do 700 ela tem uma redundância ou re-serva de capacidade maior do que umamáquina similar, normalmente produ-zindo 900 peças por hora. O mesmoconceito pode ser aplicado para um tra-balhador ou grupo de trabalhadores.
• Redundância na utilização: ocorre quandoum recurso é ativado mais do que o es-tritamente necessário (como, por exem-plo, na formação de estoques de segu-rança) ou antes do estritamente necessá-rio (como na formação do que se chama"tempo ou lead-time de segurança". Emambos os casos, o resultado é a forma-ção de um estoque físico. Aqui um esto-que (gerado pela utilização redundantede um recurso estrutural) é definido co-mo a quantidade de matéria-prima, pro-duto semi-acabado ou produto acabado,dentro do sistema, que foi comprado ouprocessado em quantidades superioresou anteriormente ao ponto do tempoem que isto seria estritamente necessá-rio para responder a uma específica or-dem firme de um cliente. Esta é umaforma alternativa de considerar os esto-ques no sistema de produção. Não seestá sugerindo que estoques sejam de-sejáveis em princípio, mas apenas querepresentem um dos elementos com os
33

jJ~tJARTIGO
quais os gerentes podem contar paraatingir mais altos níveis de flexibilida-de. A adequação ou não do uso de es-toques complementar ou alternativa-mente ao uso dos outros tipos de re-dundância dos recursos estruturais deprodução para a obtenção de flexibili-dade depende de cuidadosa análisedos custos e benefícios, táticos e estra-tégicos, tangíveis e menos tangíveis,peculiares a cada situação. Esta abor-dagem para os estoques parece hojemais aceita nos meios acadêmicos eempresariais que a noção dominantede alguns anos atrás, a da desejabilida-de de sistemas com estoque zero. Hojeacadêmicos e práticos consideram quea idéia de estoque zero deve ser substi-tuída pela de "estoque mínimo desejá-vel" (Just Enough Desirable Inventory -JEDD. Isto significa que, em princípio,continua desejável que os estoques se-jam mantidos a níveis mínimos, masnão mais indiscriminadamente. Há si-tuações em que pode ser desejávelmanter "estoques estratégicos" em de-terminados pontos ao longo da cadeiade operações. A fabricante japonesa demotocicletas Kawasaki é um bomexemplo. Ela optou conscientementepor manter altos níveis de estoques deprodutos acabados para isolar o seu sis-tema de manufatura das variações dedemanda de curto prazo e, desta forma,obter a estabilidade que seu sistemapuxado de fluxo de materiais (kanban)necessita. Aos olhos do cliente, entre-tanto, a Kawasaki é capaz de entregasaltamente flexíveis. Ela usa para isto,flexibilidade obtida através da utiliza-ção redundante (antes do estritamentenecessário) de seus recursos estruturais.
Figura 2:Tipos de redundância dosrecursos estruturais
Há outra característica dos recursos es-truturais de produção não relacionada aqualquer tipo de redundância em particu-lar, mas é importante no atingimento deníveis mais altos de flexibilidade, princi-palmente em termos de flexibilidade deresposta: a mutabilidade dos recursos es-truturais.
• Mutabilidade dos recursos estruturais deprodução: é a facilidade com que facil-mente um recurso estrutural troca doestado em que está para outro. Em ter-mos de recursos tecnológicos, mutabili-dade refere-se principalmente aos tem-pos de troca (as empresas A, B, C e Dtêm, no momento, em andamento, pro-gramas de redução de tempos de trocade ferramenta, visando a aumentar seunível de flexibilidade de resposta, emoutras palavras, o nível de mutabilidadedos seus recursos estruturais tecnológi-cos). Em termos de recursos humanos,mutabilidade refere-se à facilidade e aotempo que leva uma pessoa, ou um gru-po, para trocar entre tarefas até que es-teja executando a tarefa subseqüente amesmo nível de desempenho que ante-rior em regime.
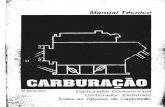
Figura 3:Contribuição dos recursos estruturais para a flexibilidade do sistema de produção
34

FLEXIBILIDADE NOS SISTEMAS DE PRODUÇÃO
Sumarizando, aflexibilidade de umrecurso estruturalpode ser descritapelo nível e tiposde redundância e onível de mutabili-dade que possui.
OLHANDO PARA AFRENTE: ALGUMASQUESTÕES AINDAPOR RESPONDER
A intenção desteartigo é apresentaras fundações de umquadro de referên-cia alternativo paraauxiliar a análisede flexibilidade dos recursos estruturaisde produção. Pesquisa adicional é certa-mente necessária para que o quadro refe-rência possa ser total e praticamente utili-zado pelos tomadores de decisão dentrodas empresas. Entretanto, a nível concei-tual, o quadro apresentado pode auxiliaro entendimento e modelagem de flexibili-dade em sistemas de produção assim co-mo auxiliar relações entre a flexibilidadee a geração e manutenção de estoques.Análises desta relação, na bibliografia, ousão evitadas, ou ignoradas, deliberada ounão deliberadamente. Há por certo aindavárias questões por responder.
As relações entre a flexibilidade reque-rida do sistema de produção (dadas pelaestratégia de manufatura da organização)e as características dos recursos estrutu-rais de produção, em termos de redun-dância e mutabilidade, é algo que neces-sita de exploração adicional. A literaturanormalmente não discrimina adequada-mente os diferentes níveis de flexibilida-de (com exceções, como Gerwin eSlack+'). É importante ter um conjuntocoerente de tipos e dimensões de flexibi-lidade do sistema de produção (vide Cor-rêa 42 para uma proposta de taxonomiapara a flexibilidade dos sistemas de pro-dução) para que se possa pensar em res-ponder a seguinte questão: dados os ní-veis de flexibilidade que determinadosistema necessita atingir para atender àssuas necessidades estratégicas, quais ti-pos/níveis de redundância e que níveis
de mutabilidade osrecursos estruturaisdeveriam possuir?Alternativas de res-posta a esta questãoainda não foram su-ficientemente explo-radas nem por esteestudo nem pela li-teratura consultada.
Para atingir o mixapropriado de tiposde flexibilidade, ne-cessário para que aempresa atinja seusobjetivos estratégi-cos, escolhas apro-priadas da melhorconfiguração de re-dundâncias devem
ser feitas. Algumas são bastante claras.Para atingir flexibilidade de faixa de no-vos produtov', por exemplo, a empresadeve usar algum nível de redundância dehabilidades, pois nem redundância de ca-pacidade e nem redundância de utiliza-ção podem ajudar. Entretanto, em algu-mas situações, os gerentes têm alternati-vas de escolha. Por exemplo, se um siste-ma de produção está sendo projetado pa-ra ter uma resposta flexível a mudançasde volume demandado, algumas alterna-tivas estão disponíveis: estoques (ou uti-lização) redundantes poderiam ser usa-dos, assim como capacidade redundanteou ainda uma mistura de ambos, usadoscomplementarmente. Se uma empresanecessita deeflexibilidade para respondera mudanças de mix de produtos deman-dados, uma escolha entre pessoas e má-quinas muito flexíveis e alguma quanti-dade de estoques de produtos semi-aca-bados e acabados pode ser feita. Análisesde custo e benefício devem ser efetuadaspara cada situação. A nível de sistema deprodução, portanto, parece plausível as-sumir que um sistema produtivo fosseatingir flexibilidade via diferentes confi-gurações dos três tipos de redundânciade seus recursos estruturais. Para que asanálises de custo e benefício das alterna-tivas possam ser adequadamente feitas,mais pesquisa é necessária, tanto em ter-mos de medidas para os diferentes tiposde redundância C0O10 para seus respecti-vos custos. O
Artigo recebido pela Redação da RAE em março/93, aprovado para publicação em abril/93.
41. GERWIN, D. An Agenda forResearch on lhe Flexibilily otManufacturing Processes. Inter-national Journal of Operationsand Production Management, v.7, n. 1, p. 38-49, 1986; SLACK,N. D. C. Op. cit.
42. CORRÊA, H. L. Op. cit,
43. SLACK, N.D.C. Op. cit,
35