Cavitação em Bombas Centrífugas
56
Cavitação em bombas centrífugas ENTENDA ESTE FENÔMENO E SUAS PRINCIPAIS CONSEQUÊNCIAS NO PROCESSO DE BOMBEIO Mecânica Instrumentação Nesta edição, saiba como a disciplina de MECÂNICA atua nos projetos. (pag.44) Ano 1 • Número 3 • 2013 Tecnologia de ponta para detecção de gases (pag.36) ENTREVISTA José Erminio Cassemiro fala sobre embarques e desembarques de plataformas [pag.46]
-
Upload
sahcristine3968 -
Category
Documents
-
view
194 -
download
2
Transcript of Cavitação em Bombas Centrífugas

Cavitação em bombas centrífugas EntEnda EstE fEnômEno E suas prinCipais ConsEquênCias no proCEsso dE bombEio
mecânica instrumentaçãoNesta edição, saiba como a disciplina de MECÂNICA atua nos projetos. (pag.44)
Ano 1 • Número 3 • 2013
Tecnologia de ponta para detecção de gases (pag.36)
EntrEvista José Erminio Cassemiro fala sobre embarques e desembarques de plataformas [pag.46]

2 | engeworld | março 2013Metso, Av. Independência, 2500 • CEP 18087-101 • Éden • Sorocaba - SPTel.: +55 15 2102-9700, www.metso.com.br
Soluções Metso para Monitoramento de Vibração e Proteção de Máquinas RotativasO sistema Metso DNA Machine Monitoring é uma solução on line para monitorar e analisar com base na vibração as condições mecânicas dos equipamentos rotativos como: motores, bombas, ventiladores, redutores e turbinas. Através desse sistema é possível diag nosticar falhas em rolamentos, folgas mecânicas, desgastes e danos em engrenagens.
Com a sua compatibilidade, o sistema Metso DNA garante start-ups mais rápidos, paradas mais curtas e alta disponibilidade. O sistema ajusta-se às necessidades do processo industrial e aos requisitos de ajustes e mudanças durante todo o ciclo de vida.
engeworld | março 2013 | 3
a definição adequada dos parâ-metros básicos de um empre-endimento desempenha um papel fundamental na obten-ção de bons resultados, mas essa definição ocorre somente
por meio da coordenação dos esforços das dife-rentes disciplinas envolvidas na sua elaboração.
Se, por um lado, a variedade de itens envolvi-dos no detalhamento e no gerenciamento de um projeto de engenharia demanda profundo conhe-cimento técnico em determinadas áreas de atua-ção, por outro, exige dos profissionais uma visão abrangente de todo o projeto. Considerando essas necessidades, nossas edições têm se debruçado sobre os diferentes aspectos vinculados à elaboração de um empreendimento, e este mês não poderia ser diferente.
Nesta edição damos sequência a uma série de matérias iniciada em fevereiro úl-timo para o detalhamento de todas as etapas de implantação de projetos de gran-de porte. A matéria deste mês trata das atividades da engenharia mecânica e mostra como ela se relaciona com as demais disciplinas de engenharia durante a elaboração de um projeto.
Aspectos descritivos e técnicos são abordados em diferentes artigos. Um deles re-trata de maneira simples a operação dos motores elétricos, outro relembra os con-ceitos que envolvem o dimensionamento de cabos de potência. Informações sobre as causas e os problemas ocasionados pela cavitação em bombas centrífugas estão reunidas em um terceiro artigo.
A publicação aborda ainda as dificuldades das indústrias no gerenciamento de frotas de detectores de gases e apresenta os serviços prestados por concessão por empresas especializadas nesse tipo de atividade. Ela trata também da evolução dos sistemas de automação CAD e CAE usados em projetos de engenharia. Boa leitura!
Editorial
Os desafios da engenharia de projeto
A Revista Engeworld é uma publicação mensal e dirigida aos profissionais de projetos da engenharia brasileira
Publisher Sandra L. [email protected]
Editor e Jornalista ResponsávelGabriela Alves (MTB 32.180/SP) [email protected] Gabriela AlvesColunistaCynthia Chazin Morgensztern / Daniela Atienza Guimarães e Sérgio Roberto Ribeirode Souza
Gerente ComercialAlex MartinTelefone: (11) 5539-1727Celular: (11) [email protected]
Fernando PolastroTelefone/Fax: (11) 5081-6681Celular: (11) [email protected]
Direção de ArteEstúdio LIA / Vitor Gomes
EngeworldRua Tamoios, 302 - cj 01Jd. Aeroporto / São Paulo - SPCEP: 04630-000www.engeworld.com.br
sandra l. WajchmanPublisher
Cavitação em bombas centrífugas EntEnda EstE fEnômEno E suas prinCipais ConsEquênCias no proCEsso dE bombEio
mecânica instrumentaçãoNesta edição, saiba como a disciplina de MECÂNICA atua nos projetos. (pag.44)
Ano 1 • Número 3 • 2013
Tecnologia de ponta para detecção de gases (pag.36)
EntrEvista José Erminio Cassemiro fala sobre embarques e desembarques de plataformas [pag.46]

Congratulações pela nova revista. Precisávamos de uma revista que abrangesse várias disciplinas de projetos. Os artigos foram de fácil assimilação mesmo por quem não é da disciplina.Faço votos que continuem com o mesmo nível de informação.
Lucien GormezanoSupervisor de InstrumentaçãoConsórcio – SPS – TECAB
Gostaria de parabenizá-los pela revista que está com informações de alta qualidade, diagramação e textos muito bons também. Nós da engenharia industrial estávamos precisando de uma mídia especializada em língua portuguesa.Continuem com esse trabalho de alto nível.
Leandro Monteiro MissatoTubulação - Engenheiro de FlexibilidadeOdebrecht
Caro Leitor, a revista engeworLd tem o enorme prazer em esCutá-Lo. para o envio de CrítiCas, sugestões ou eLogios, entre em nosso site www.engeworLd.Com.br e faça o seu Contato.
Parabéns pela revista, muito boa mesmo!Apreciei bastante o trabalho que fazem pois unem em uma revista assuntos importantes para todas engenharias, trazendo tópicos interessantes e não tratados de maneira superficial. De verdade gostei muito e torço para que o trabalho de vocês dê muito certo!
Evelyn Tenan RibeiroEngenheira de processos - Hatch
Gostaria de parabenizá-los pela revista.Conversando com os colegas
há um consenso de que estava fazendo falta uma revista como esta, dirigida a projetos de engenharia dentro da
Carta do lEitor
realidade do nosso país. A apresentação da revista está excelente, vocês real-mente estão levando o assunto a sério, continuem assim. Na edição de fevereiro, a matéria sobre manuseio de sólidos está muito inte-ressante. Foram abordados aspectos importantes para o dimensionamento como também alguns pontos de aten-ção para evitar problemas de operação e manutenção ao longo da vida útil do equipamento.O Brasil é reconhecidamente um país promissor, aqui há muitas oportu-nidades e um enorme potencial para
crescimento. Será inevitável que grandes investimentos nas áreas de infra-estrutura e indústria de base ocorram em um futuro próximo. A nossa engenharia passará em breve por tempos de alta demanda e gran-des projetos, vejo que vocês deram um passo à frente e estarão na crista da onda para o que virá pela frente.Muito bem vindos à engenharia do Brasil!
Daniel de Barros Lima BuenoMechanical Engineer PDG - Hatch
engeworld | fevereiro 2013 | 2726 | engeworld | fevereiro 2013
manuseio de sólidos
Dimensionamento correto Determina a eficiência Do sistemaO projeto de um transportador de correias em mineradora envolve muitas variáveis relacionadas à operação e vai muito além de definir o layout, velocidade e largura do sistema
Muito utilizada nos mais diversos proces-sos produtivos, a tec-nologia de transpor-tadores de correias
ganha maior visibilidade nas minerado-ras, siderúrgicas e terminais marítimos de embarque de minério, situações em que é submetida às condições mais adversas de operação. Apesar dessa pe-culiaridade, que requer maior robustez do conjunto, o dimensionamento do
sionado reduz a capacidade instalada da planta, um sistema superdimensionado também compromete a operação. No caso das mineradoras, onde o equipa-mento é submetido a condições muito adversas, outros fatores devem ser ob-servados no dimensionamento do trans-portador. Entre eles estão características como a temperatura do material trans-portado, a distância a ser percorrida, ti-pos de roletes, tensão máxima (determi-nada por cálculo) e tempo de percurso.
transportador de correias segue sempre o mesmo princípio, independentemente da sua aplicação.
Partindo do conceito de que o di-mensionamento do sistema impacta toda a produção, já que o transportador é responsável pela alimentação de insu-mos e/ou o escoamento do produto, ele deve ser calculado com base numa visão global do processo. Além de atender a normas vigentes em termos de seguran-ça e cuidados com o meio ambiente, o
transportador deve estar adequado a exi-gências específicas da operação, como a adequação de seu layout, a facilidade de instalação e de manutenção. A confiabi-lidade do sistema, nesse caso, é funda-mental, já que seu desempenho interfere em toda a produção.
A capacidade do equipamento é de-finida pela sua velocidade de operação e largura, constituindo um item funda-mental para a eficiência do processo. Afinal, se um transportador subdimen-
trabalho e a carga a que será submetido o rolete. “Nos equipamentos que traba-lham 24 horas por dia, os rolamentos dos roletes são dimensionados para uma vida útil teórica de 30.000 horas”, ele detalha. “Logo, em função da veloci-dade da correia, devemos selecionar os rolos para que não trabalhem acima de 500 rotações por minuto (rpm).” Des-sa forma, ele salienta que rotações altas provocarão várias paradas para troca de roletes, resultando em menor disponi-bilidade do equipamento e maior custo de manutenção.
Nos tambores, também destacados pelo especialista como item de atenção, a definição do diâmetro correto exige cui-dados adicionais. Nesse caso, os proje-tistas precisam atender às especificações mínimas recomendadas pelos fabrican-tes de correias, para evitar que o tempo de vida útil das emendas seja compro-metido pelo mau dimensionamento dos tambores. “Tendo em vista que a correia é um dos itens mais caros de um trans-portador e o que exige maior tempo para reparo ou troca, devemos ter muito cui-dado na especificação do diâmetro dos tambores”, ele ressalta.
Pontos críticosAlém do diâmetro, Zuquim destaca
que outro ponto de cuidado nos tambo-res é o dimensionamento do eixo. Isso porque tal dispositivo deve ser calculado para suportar as tensões de operação, evitando a flexão excessiva e, por conse-quência, a sobrecarga nos rolamentos e a quebra do eixo por fadiga. Ele ressalta ainda que o projeto do sistema transpor-tador deve considerar o fator de enchi-mento adotado durante a operação.
“Transportadores de correias que
regime de trabalhoDe acordo com Maurício Zuquim,
chefe do departamento de manutenção da Samarco, que produz minério de ferro para exportação, o rolamento apli-cado em roletes e tambores constitui o item responsável pelo maior número de falhas em uma correia transportadora. “Devido à grande quantidade de roletes numa correia, devemos ter um cuidado especial ao dimensionar este compo-nente”, ele explica.
Zuquim destaca que o projeto de uma operação utilizando correia trans-portadora deve considerar a rotação de
outro ponto de cuidado nos tambores é o dimensionamento do eixo. Isso porque tal dispositivo deve ser calculado para suportar as tensões de operação
artigo

engeworld | março 2013 | 5
06
08
14
22
27
34
notícias 36 instrumentação
40 coluna rH
42 coluna qualidade
44 mecânica - disciplina de um projeto
50 infografia
46 entrevista
52 biodiesel
elétrica - artigo
mecânica - artigo
tecnologia da informação
cabos de potência
coluna de segurânça
Tecnologia de ponta para detecção de gases
Liderança hoje. Se você é líder ou deseja se tornar um, reflita!
Planejamento é tudo. Mas a variação…
Definição dos aspectos téc-nicos dos equipamentos
Conheça os diferentes tipos de plataformas
Embarques e desembarques de plataformas
Conheça os tipos de biodiesel
motores eLétiCos
Cavitação em bombas Centrífugas
a evoLução da automação dos projetos de engenharia
o dimensionamento demanda rigor em sua eLaboração
a importânCia do gerenCiamento de risCos em projetos
ÍndiCE

6 | engeworld | março 2013
notÍCias
AtrAsos levAm PetrobrAs A encomendAr PlAtAformAs à chinAA Petrobras transferiu para o exterior parte das obras de pelo menos quatro plataformas para o pré-sal da bacia de Santos. O cronograma brasileiro estava atrasado por deficiências nos estaleiros Inhaúma (RJ) e Rio Grande (RS). Parte do processo de conversão de três navios em plataformas (P-75, P-76 e P-77) para a área da cessão onerosa se-rão realizados no estaleiro chinês Cos-co, além de metade de um dos cascos de uma plataforma replicante (P-74). “Todos os demais cascos para a cessão
UnidAde dArá APoio logístico Ao sUPerPorto do AçU
A LLX, empresa de logística do grupo EBX, obteve uma licença de instalação do Inea (Instituto Estadual do Ambien-te) para a construção de uma unidade da Intermoor no complexo industrial do Superporto do Açu. A unidade ofere-cerá apoio logístico e serviços especia-lizados à indústria de óleo e gás, e estará localizada na margem direita do canal do TX2 (terminal onshore do empreen-dimento). A companhia de logística irá atender a empresas como a Petrobras, a Shell e a OGX, entre outras empresas.
biogás terá investi-mento de r$ 45 milhões A Aneel (Agência Nacional de Energia Elétrica) aprovou um projeto de pesquisa e desenvolvimento da Chesf (Compa-nhia Hidro Elétrica do São Francisco), orçado em R$ 45 milhões, para geração de energia a partir de resíduos sólidos e efluentes líquidos agroindustriais. O projeto prevê a criação de uma platafor-ma de valorização energética de resíduos em Pernambuco e de um laboratório es-pecializado em biogás, e estabelece ainda a implantação, operação e manutenção de quatro usinas de geração de energia elétrica movida a biogás com capacidade total instalada de 2,4 MW conectadas à rede de distribuição.
PetrobrAs descobre Petróleo em mAis Um Poço do Pré-sAl dA bAciA de sAntosA Petrobras anunciou a descoberta de petróleo de boa qualidade no sexto posto perfurado pela companhia na área de cessão onerosa Florim, no pré-sal da bacia de Santos. O poço 1-BRSA-1116--RJS (1-RJS-704) encontra-se sob 2.009 metros de profundidade, mas sua perfuração deverá prosseguir até atingir cerca de 6.100 metros – nível previsto em contrato. “Após concluída a perfuração, um teste de formação será executado para avaliar a produtividade dos reservatórios”, informou a Petrobras. Pelo contrato, a fase exploratória deverá terminar até setembro de 2014, quando poderá ser declarada a comercialidade da área.
onerosa (P-75, P-76 e P-77) virão para o Brasil para continuação das obras de conversão”, informou a Petrobras. Segundo a petrolífera, a realização de obras das plataformas P-75, P-76, P-77 (cessão onerosa) e P-67 (FPSO replicante) na China não implicará
em descumprimento das regras ou dos percentuais de conteúdo local estabelecidas nos contratos. Os servi-ços a serem realizados no país asiático representam menos de 3% do valor total dos contratos para construção das plataformas.
engeworld | março 2013 | 7

8 | engeworld | março 2013
ElétriCa artigo
Aspectos básicos para uma seleção adequadamotores elétricos
Com a finalidade de acionar equipamentos mecâni-cos, entre outros itens, os motores elétricos trans-formam energia (potência
elétrica) em energia mecânica (potência mecânica). Devido à características como simplicidade de funcionamento, robustez e baixo custo, seu uso é intenso nas indús-trias. Estima-se que quase 70% de toda a energia consumida nas instalações indus-triais se destinem ao acionamento dos motores elétricos.
Existem dois tipos de motores atual-mente: os de corrente contínua (cc) e de corrente alternada (ca)
O funcionamento dos motores de cor-
rente contínua depende de uma fonte de corrente contínua ou de um dispositivo capaz de converter a corrente alternada da rede elétrica.
Eles podem funcionar com veloci-dade ajustável entre amplos limites e se destinam a controles de grande flexibi-lidade e com elevada precisão. Por isso, seu uso é restrito a casos especiais em que as exigências de uma dada aplica-ção compensam o elevado custo de sua instalação e manutenção.
Os motores de corrente alternada ten-dem a ser mais utilizados porque a própria distribuição da rede de energia elétrica é feita em corrente alternada, e dividem-se entre síncronos e assíncronos.
Os motores síncronos têm velocidade constante, independentemente da varia-ção da carga e, por isso, são usados quan-do se necessita de uma maior estabilidade de velocidade. Eles também podem ser empregados em situações que deman-dam altas potências e que acabam com-pensando seu custo mais elevado.
Os motores assíncronos têm velocida-de variável, dependendo da variação da carga. Devido à sua simplicidade, robus-tez e baixo custo é o motor mais utiliza-do, sendo adequado para quase todos os tipos de máquinas.
O motor assíncrono é constituído pe-los seguintes elementos
Estator: um circuito magnético estático, constituído por chapas ferromagnéticas empilhadas e isoladas entre si;
Bobinas: localizadas em cavidades abertas no estator e alimentadas pela rede de corrente alternada;
Rotor: constituído por um núcleo ferromagnético laminado sobre o qual se encontra um enrolamento ou um conjunto de condutores paralelos, nos quais são induzidas correntes provocadas pela corrente alternada das bobinas do estator.
O rotor se apoia num veio que transmite a energia mecânica produzida à carga. O entreferro (distância entre o rotor e o estator) é bastante reduzido, de forma a estreitar a corrente em vazio e, portanto

engeworld | março 2013 | 9
10 | engeworld | março 2013
as perdas, mas também pode aumentar o fator de potência em vazio.
A partir do momento que os enrola-mentos localizados nas cavidades do esta-tor são sujeitos a uma corrente alternada, um campo magnético é gerado no estator. Consequentemente surge no rotor uma força eletromotriz induzida devido ao fluxo magnético variável que atravessa o rotor. Essa força eletromotriz induzida dá origem a uma corrente induzida no rotor que tende a opor-se à sua origem, criando assim o movimento giratório do rotor.
A velocidade de um motor de indução é essencialmente determinada pela fre-quência da energia fornecida a ele e pelo número de pares de polos existentes no estator. No motor assíncrono ou de indu-ção o campo girante roda sob velocidade síncrona, como nos motores síncronos.
O processo de transformação de po-tência elétrica em potência mecânica tam-bém gera perdas, que podem ser quantifi-cadas pelo rendimento dos motores.
O que cOnsiderar aO sele-ciOnar um mOtOr?
A seleção adequada de um motor elé-trico para uma determinada aplicação deve levar em conta fatores como potên-cia, rotação, frequência, tensão, grau de proteção, carcaça, formas construtivas, classes de isolamento, ventilação e flange.
POtênciaÉ a força que o motor gera para mo-
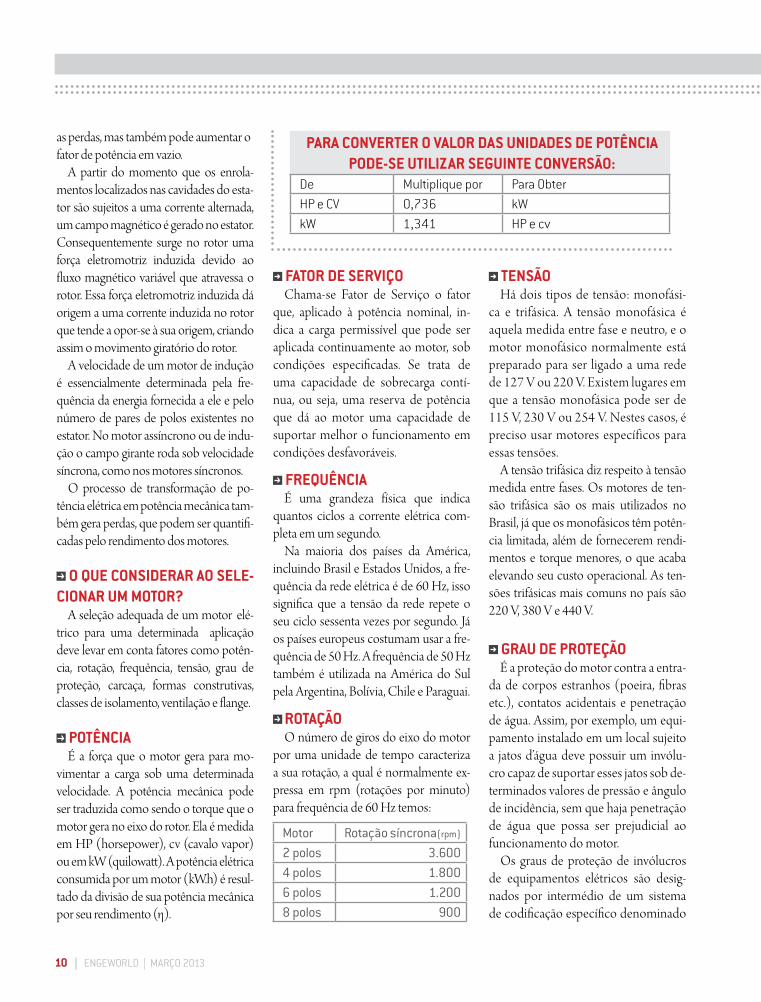
vimentar a carga sob uma determinada velocidade. A potência mecânica pode ser traduzida como sendo o torque que o motor gera no eixo do rotor. Ela é medida em HP (horsepower), cv (cavalo vapor) ou em kW (quilowatt). A potência elétrica consumida por um motor (kW.h) é resul-tado da divisão de sua potência mecânica por seu rendimento (η).
Para cOnverter O valOr das unidades de POtência POde-se utilizar seguinte cOnversãO:
De Multiplique por Para ObterHP e CV 0,736 kWkW 1,341 HP e cv
FatOr de serviçOChama-se Fator de Serviço o fator
que, aplicado à potência nominal, in-dica a carga permissível que pode ser aplicada continuamente ao motor, sob condições especificadas. Se trata de uma capacidade de sobrecarga contí-nua, ou seja, uma reserva de potência que dá ao motor uma capacidade de suportar melhor o funcionamento em condições desfavoráveis.
FrequênciaÉ uma grandeza física que indica
quantos ciclos a corrente elétrica com-pleta em um segundo.
Na maioria dos países da América, incluindo Brasil e Estados Unidos, a fre-quência da rede elétrica é de 60 Hz, isso significa que a tensão da rede repete o seu ciclo sessenta vezes por segundo. Já os países europeus costumam usar a fre-quência de 50 Hz. A frequência de 50 Hz também é utilizada na América do Sul pela Argentina, Bolívia, Chile e Paraguai.
rOtaçãOO número de giros do eixo do motor
por uma unidade de tempo caracteriza a sua rotação, a qual é normalmente ex-pressa em rpm (rotações por minuto) para frequência de 60 Hz temos:
motor rotação síncrona(rpm)
2 polos 3.6004 polos 1.8006 polos 1.2008 polos 900
tensãOHá dois tipos de tensão: monofási-
ca e trifásica. A tensão monofásica é aquela medida entre fase e neutro, e o motor monofásico normalmente está preparado para ser ligado a uma rede de 127 V ou 220 V. Existem lugares em que a tensão monofásica pode ser de 115 V, 230 V ou 254 V. Nestes casos, é preciso usar motores específicos para essas tensões.
A tensão trifásica diz respeito à tensão medida entre fases. Os motores de ten-são trifásica são os mais utilizados no Brasil, já que os monofásicos têm potên-cia limitada, além de fornecerem rendi-mentos e torque menores, o que acaba elevando seu custo operacional. As ten-sões trifásicas mais comuns no país são 220 V, 380 V e 440 V.
grau de PrOteçãOÉ a proteção do motor contra a entra-
da de corpos estranhos (poeira, fibras etc.), contatos acidentais e penetração de água. Assim, por exemplo, um equi-pamento instalado em um local sujeito a jatos d’água deve possuir um invólu-cro capaz de suportar esses jatos sob de-terminados valores de pressão e ângulo de incidência, sem que haja penetração de água que possa ser prejudicial ao funcionamento do motor.
Os graus de proteção de invólucros de equipamentos elétricos são desig-nados por intermédio de um sistema de codificação específico denominado

engeworld | março 2013 | 11
Sem título-1 1 28/02/2013 15:39:48
motor aberto
motor fechado
código IP, apresentado na norma NBR IEC 60529 - “Graus de proteção para invólucros de equipamentos elétricos (códigos IP)”. Ele é definido pelas le-tras IP seguidas de dois números. O primeiro deles indica qual tipo de pro-teção ele recebe contra a entrada de corpos estranhos e o contato acidental, o segundo número indica qual a prote-ção dele contra a entrada de água.
O código também pode conter le-tras adicionais (de “A” a “D”), utiliza-das para indicar, de modo específico, o grau de proteção de pessoas contra o acesso a partes internas e perigosas do invólucro do equipamento, que pode, eventualmente, ser superior àquele previamente indicado pelo pri-meiro numeral característico.
Outras letras (“H”, “M”, “S” ou “W”) podem ser usadas para indicar infor-mações suplementares associadas ao produto ensaiado. Assim, as letras “H”, “M”, “S” e “W” estão associadas, respecti-vamente, a equipamentos de alta tensão, equipamentos ensaiados com partes móveis em movimento (segundo nume-ral), equipamentos ensaiados com partes móveis em repouso (segundo numeral) e equipamentos adequados para uso em condições ambientais especificadas.
carcaçaO tipo de carcaça de um motor per-
mite identificar grande parte de suas dimensões mecânicas, uma vez que ela é definida de acordo com a potência e a rotação do motor.
12 | engeworld | março 2013
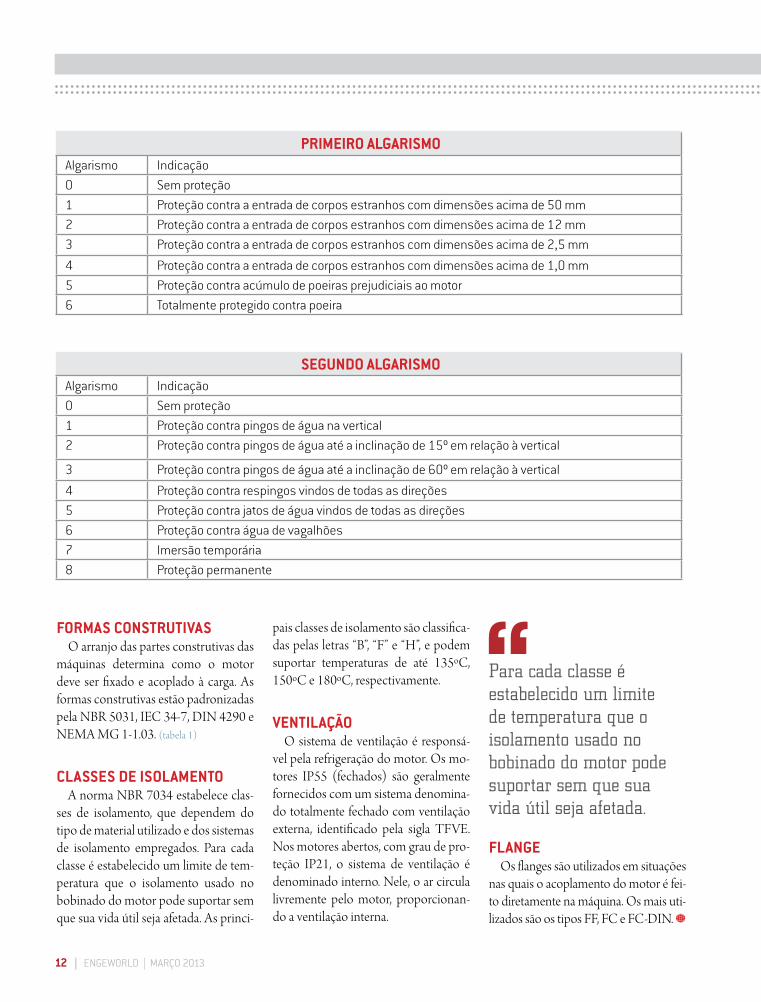
segundO algarismOAlgarismo Indicação 0 Sem proteção1 Proteção contra pingos de água na vertical2 Proteção contra pingos de água até a inclinação de 15º em relação à vertical
3 Proteção contra pingos de água até a inclinação de 60º em relação à vertical4 Proteção contra respingos vindos de todas as direções5 Proteção contra jatos de água vindos de todas as direções6 Proteção contra água de vagalhões7 Imersão temporária8 Proteção permanente
FOrmas cOnstrutivasO arranjo das partes construtivas das
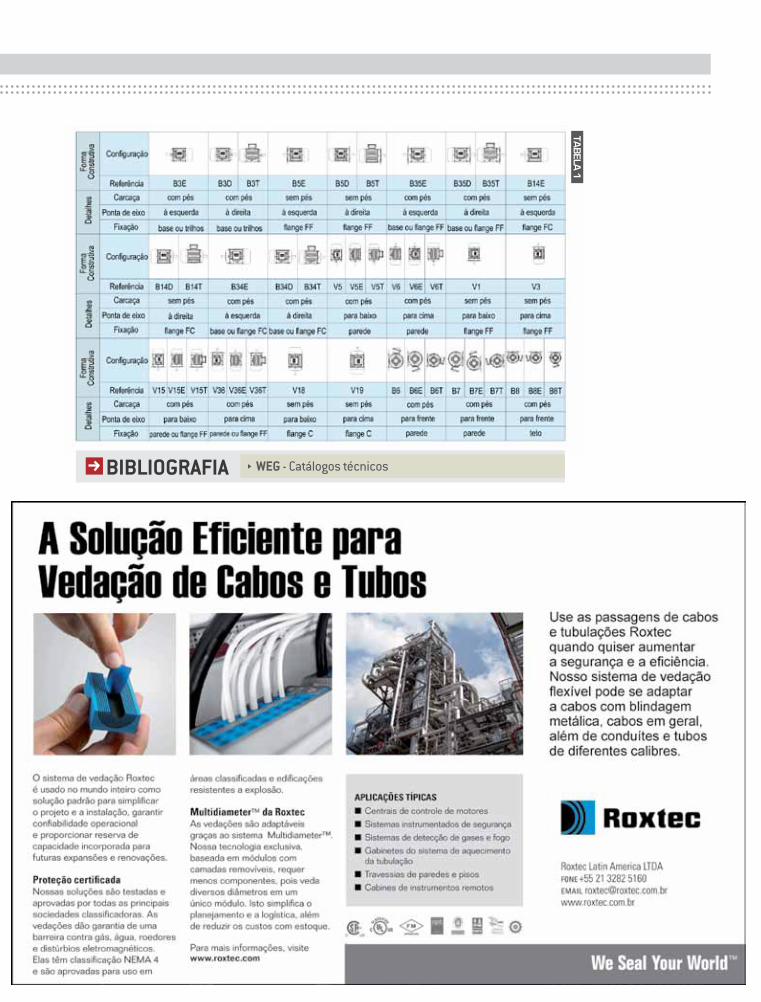
máquinas determina como o motor deve ser fixado e acoplado à carga. As formas construtivas estão padronizadas pela NBR 5031, IEC 34-7, DIN 4290 e NEMA MG 1-1.03. (tabela 1)
classes de isOlamentOA norma NBR 7034 estabelece clas-
ses de isolamento, que dependem do tipo de material utilizado e dos sistemas de isolamento empregados. Para cada classe é estabelecido um limite de tem-peratura que o isolamento usado no bobinado do motor pode suportar sem que sua vida útil seja afetada. As princi-
pais classes de isolamento são classifica-das pelas letras “B”, “F” e “H”, e podem suportar temperaturas de até 135ºC, 150ºC e 180ºC, respectivamente.
ventilaçãOO sistema de ventilação é responsá-
vel pela refrigeração do motor. Os mo-tores IP55 (fechados) são geralmente fornecidos com um sistema denomina-do totalmente fechado com ventilação externa, identificado pela sigla TFVE. Nos motores abertos, com grau de pro-teção IP21, o sistema de ventilação é denominado interno. Nele, o ar circula livremente pelo motor, proporcionan-do a ventilação interna.
FlangeOs flanges são utilizados em situações
nas quais o acoplamento do motor é fei-to diretamente na máquina. Os mais uti-lizados são os tipos FF, FC e FC-DIN.
PrimeirO algarismOAlgarismo Indicação 0 Sem proteção1 Proteção contra a entrada de corpos estranhos com dimensões acima de 50 mm2 Proteção contra a entrada de corpos estranhos com dimensões acima de 12 mm3 Proteção contra a entrada de corpos estranhos com dimensões acima de 2,5 mm4 Proteção contra a entrada de corpos estranhos com dimensões acima de 1,0 mm5 Proteção contra acúmulo de poeiras prejudiciais ao motor6 Totalmente protegido contra poeira
Para cada classe é estabelecido um limite de temperatura que o isolamento usado no bobinado do motor pode suportar sem que sua vida útil seja afetada.
engeworld | março 2013 | 13
tab
ela 1
bibliOgraFia Weg - Catálogos técnicos
mECâniCa
cAvitAção em bombAs centrífUgAs
artigo
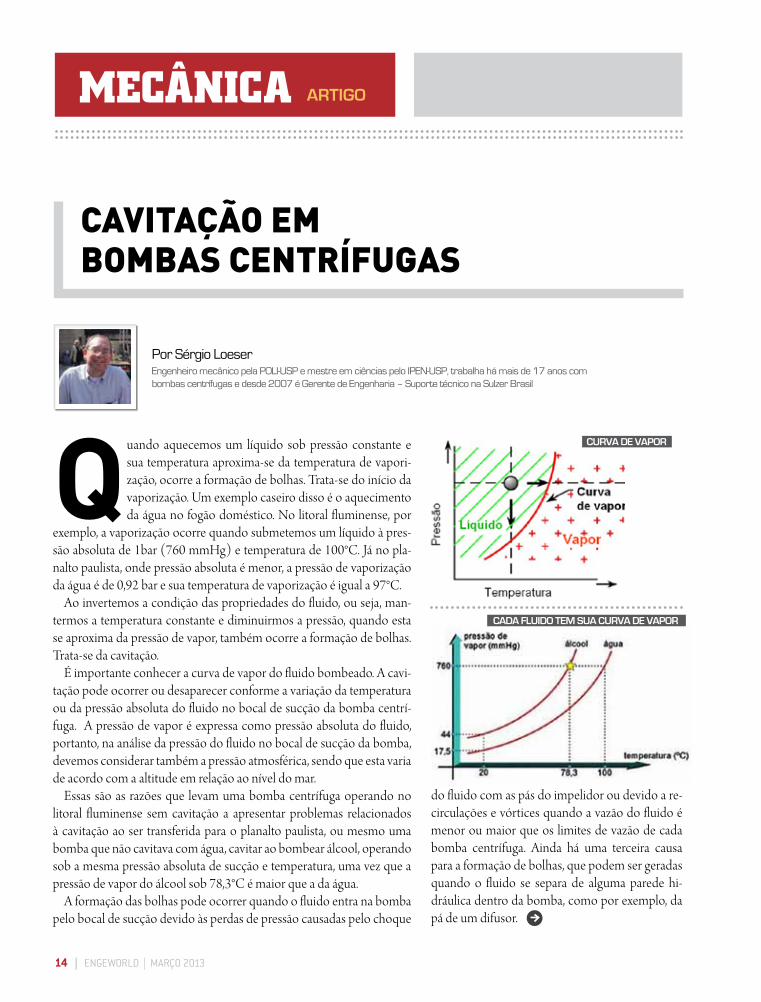
Por Sérgio LoeserEngenheiro mecânico pela POLI-USP e mestre em ciências pelo IPEN-USP, trabalha há mais de 17 anos com bombas centrífugas e desde 2007 é Gerente de Engenharia – Suporte técnico na Sulzer Brasil
Quando aquecemos um líquido sob pressão constante e sua temperatura aproxima-se da temperatura de vapori-zação, ocorre a formação de bolhas. Trata-se do início da vaporização. Um exemplo caseiro disso é o aquecimento da água no fogão doméstico. No litoral fluminense, por
exemplo, a vaporização ocorre quando submetemos um líquido à pres-são absoluta de 1bar (760 mmHg) e temperatura de 100°C. Já no pla-nalto paulista, onde pressão absoluta é menor, a pressão de vaporização da água é de 0,92 bar e sua temperatura de vaporização é igual a 97°C.
Ao invertemos a condição das propriedades do fluido, ou seja, man-termos a temperatura constante e diminuirmos a pressão, quando esta se aproxima da pressão de vapor, também ocorre a formação de bolhas. Trata-se da cavitação.
É importante conhecer a curva de vapor do fluido bombeado. A cavi-tação pode ocorrer ou desaparecer conforme a variação da temperatura ou da pressão absoluta do fluido no bocal de sucção da bomba centrí-fuga. A pressão de vapor é expressa como pressão absoluta do fluido, portanto, na análise da pressão do fluido no bocal de sucção da bomba, devemos considerar também a pressão atmosférica, sendo que esta varia de acordo com a altitude em relação ao nível do mar.
Essas são as razões que levam uma bomba centrífuga operando no litoral fluminense sem cavitação a apresentar problemas relacionados à cavitação ao ser transferida para o planalto paulista, ou mesmo uma bomba que não cavitava com água, cavitar ao bombear álcool, operando sob a mesma pressão absoluta de sucção e temperatura, uma vez que a pressão de vapor do álcool sob 78,3°C é maior que a da água.
A formação das bolhas pode ocorrer quando o fluido entra na bomba pelo bocal de sucção devido às perdas de pressão causadas pelo choque
do fluido com as pás do impelidor ou devido a re-circulações e vórtices quando a vazão do fluido é menor ou maior que os limites de vazão de cada bomba centrífuga. Ainda há uma terceira causa para a formação de bolhas, que podem ser geradas quando o fluido se separa de alguma parede hi-dráulica dentro da bomba, como por exemplo, da pá de um difusor.
curva de vapor
cada fluido tem sua curva de vapor
14 | engeworld | março 2013
engeworld | março 2013 | 15
16 | engeworld | março 2013
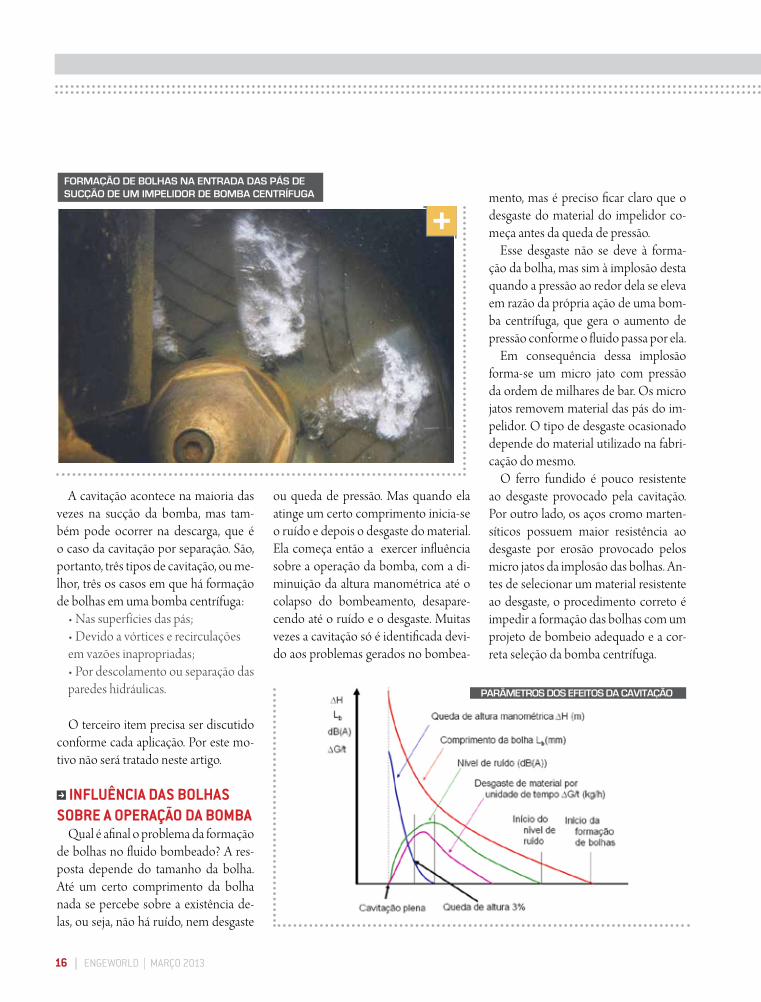
A cavitação acontece na maioria das vezes na sucção da bomba, mas tam-bém pode ocorrer na descarga, que é o caso da cavitação por separação. São, portanto, três tipos de cavitação, ou me-lhor, três os casos em que há formação de bolhas em uma bomba centrífuga:
• Nas superfícies das pás;• Devido a vórtices e recirculações em vazões inapropriadas;• Por descolamento ou separação das paredes hidráulicas.
O terceiro item precisa ser discutido conforme cada aplicação. Por este mo-tivo não será tratado neste artigo.
inFluência das bOlhas sObre a OPeraçãO da bOmba
Qual é afinal o problema da formação de bolhas no fluido bombeado? A res-posta depende do tamanho da bolha. Até um certo comprimento da bolha nada se percebe sobre a existência de-las, ou seja, não há ruído, nem desgaste
ou queda de pressão. Mas quando ela atinge um certo comprimento inicia-se o ruído e depois o desgaste do material. Ela começa então a exercer influência sobre a operação da bomba, com a di-minuição da altura manométrica até o colapso do bombeamento, desapare-cendo até o ruído e o desgaste. Muitas vezes a cavitação só é identificada devi-do aos problemas gerados no bombea-
mento, mas é preciso ficar claro que o desgaste do material do impelidor co-meça antes da queda de pressão.
Esse desgaste não se deve à forma-ção da bolha, mas sim à implosão desta quando a pressão ao redor dela se eleva em razão da própria ação de uma bom-ba centrífuga, que gera o aumento de pressão conforme o fluido passa por ela.
Em consequência dessa implosão forma-se um micro jato com pressão da ordem de milhares de bar. Os micro jatos removem material das pás do im-pelidor. O tipo de desgaste ocasionado depende do material utilizado na fabri-cação do mesmo.
O ferro fundido é pouco resistente ao desgaste provocado pela cavitação. Por outro lado, os aços cromo marten-síticos possuem maior resistência ao desgaste por erosão provocado pelos micro jatos da implosão das bolhas. An-tes de selecionar um material resistente ao desgaste, o procedimento correto é impedir a formação das bolhas com um projeto de bombeio adequado e a cor-reta seleção da bomba centrífuga.
formação de bolhas na entrada das pás de sucção de um impelidor de bomba centrífuga
parâmetros dos efeitos da cavitação

engeworld | março 2013 | 17
O aumento de pressão ao redor da bolha e a consequente implosão da mesma ocorrem quando há uma gran-de perda da pressão absoluta fazendo com que ela se aproxime da pressão de vapor. Pela própria ação das pás do impelidor, a pressão do fluido começa a aumentar até chegar à pressão de des-carga, sendo suficiente para implodir a bolha, gerar o micro jato no metal e a consequente erosão e desgaste do ma-terial. Não se trata de algo imediato, mas também não leva muito tempo para acontecer.
Existem casos nos quais a bomba tra-balha de modo constante em cavitação
levando o impelidor a não durar mais do que três meses até ser bastante ava-riado e necessitar de uma troca.
Para evitar a cavitação deve-se ana-lisar o que levou ao valor da pressão absoluta de sucção no sistema de bom-beio e a seleção da bomba centrífuga para a aplicação.
No que se refere ao sistema de bom-beio, existe um importante meio de ava-liar o quão distante a pressão de sucção está da pressão de vapor. Para que a di-ferença seja expressa de modo indepen-dente da densidade da massa do fluido, a diferença de pressão é dividida pelo peso específico do fluido. Tem-se assim um valor em unidades do comprimen-to da altura manométrica, denominado NPSH (do inglês “Net Positive Suction Head”) ou altura manométrica de suc-ção líquida que o fluido pode perder até chegar à cavitação, em tradução livre.
Por se tratar de uma altura mano-métrica disponível que o fluido tem a perder, é uma prática usual acrescentar um índice denominado disponível, ou “d”, ficando: NPSHd. Na língua inglesa, utiliza-se o índice “av” ou apenas a
impelidor com desgaste devido à implosão de bolhas em suas pás
O aumento de pressão ao redor da bolha e a consequente implosão da mesma ocorrem quando há uma grande perda da pressão absoluta

18 | engeworld | março 2013
letra “a” de “available” (“disponível” em inglês), isto é, NPSHav ou NPSHa. O valor de NPSH depende da temperatu-ra de bombeio, pois a massa específica e a pressão de vapor variam com a tem-peratura. Além disso, deve-se sempre considerar a menor pressão de sucção que pode chegar à sucção da bomba, ou seja, para o nível mínimo do reservató-rio e com as maiores perdas de pressão ao longo da tubulação de sucção.
É preciso também analisar a correta seleção da bomba centrífuga. Algumas dimensões influenciam a diminuição da perda de pressão: espessura das pás (usualmente indicado como E1), dis-tância entre as pás (A1) e diâmetros mínimo e máximo da entrada do fluido no impelidor (D1 e D0). Também é im-portante o ângulo de inclinação da pá, denominado β1.
Ocorrendo uma perda de energia na en-trada do impelidor maior que o NPSHd , haverá cavitação, pois essa perda de energia reduzirá a zero a folga entre a pressão abso-luta de sucção e a pressão de vapor.
Pode-se assumir que quando a perda de pressão no impelidor for muito pró-
xima de NPSHd, já ocorrem as primei-ras bolhas. É algo difícil de identificar, possível somente em um laboratório de hidráulica. No início não há bolhas em toda a região de entrada do impe-lidor, elas são pequenas e acontecem de modo aleatório. Quando a perda de pressão é um pouco maior, então, ocor-re o ruído e depois o efeito na altura manométrica. Nesse ponto, a bolha é tão grande que “atrapalha” o fluxo.
A queda da altura manométrica pode ser classificada como iminente, ou seja, 0%, ou então 1%, ou 3%, ou total, tam-bém chamada plena. Tem-se então NPSHi (incipiente), início da formação
de bolhas, NPSH0%, início de queda na altura manométrica e NPSH3%, quando ocorre uma diminuição na altura mano-métrica de 3%, sendo esta a informação que todo fabricante de bomba dispo-nibiliza nas curvas de desempenho da bomba, podendo ser identificada por teste na bancada do fabricante.
Quando o NPSHd da instalação de bombeio for igual a NPSH3% da curva de desempenho da bomba, ele será de-tectado por uma queda de 3% na altura manométrica da bomba. No caso de uma bomba com mais de um estágio, a queda de 3% na altura manométrica é da altura do primeiro estágio. Este valor, NPSH3%,
projeto hidráulico de sucção
Quando o NPSHd da instalação de bombeio for igual a NPSH3% da curva de desempenho da bomba, ele será detectado por uma queda de 3% na altura manométrica da bomba
D0
A1
E1
D1
engeworld | março 2013 | 19
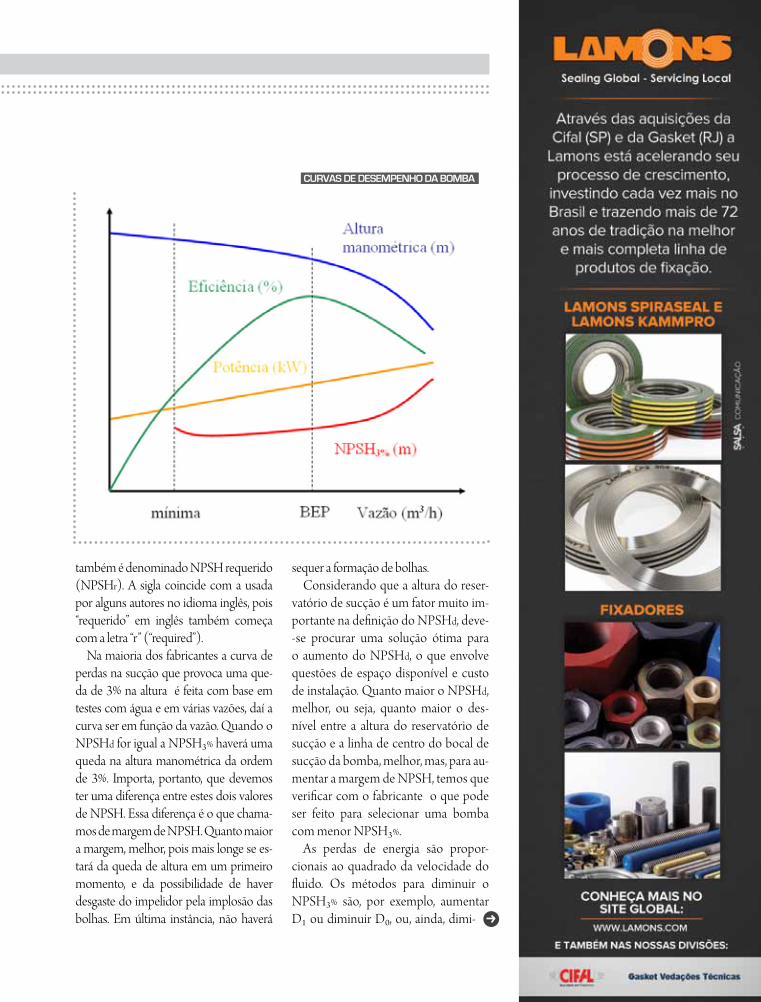
também é denominado NPSH requerido (NPSHr). A sigla coincide com a usada por alguns autores no idioma inglês, pois “requerido” em inglês também começa com a letra “r” (“required”).
Na maioria dos fabricantes a curva de perdas na sucção que provoca uma que-da de 3% na altura é feita com base em testes com água e em várias vazões, daí a curva ser em função da vazão. Quando o NPSHd for igual a NPSH3% haverá uma queda na altura manométrica da ordem de 3%. Importa, portanto, que devemos ter uma diferença entre estes dois valores de NPSH. Essa diferença é o que chama-mos de margem de NPSH. Quanto maior a margem, melhor, pois mais longe se es-tará da queda de altura em um primeiro momento, e da possibilidade de haver desgaste do impelidor pela implosão das bolhas. Em última instância, não haverá
sequer a formação de bolhas. Considerando que a altura do reser-
vatório de sucção é um fator muito im-portante na definição do NPSHd, deve--se procurar uma solução ótima para o aumento do NPSHd, o que envolve questões de espaço disponível e custo de instalação. Quanto maior o NPSHd, melhor, ou seja, quanto maior o des-nível entre a altura do reservatório de sucção e a linha de centro do bocal de sucção da bomba, melhor, mas, para au-mentar a margem de NPSH, temos que verificar com o fabricante o que pode ser feito para selecionar uma bomba com menor NPSH3%.
As perdas de energia são propor-cionais ao quadrado da velocidade do fluido. Os métodos para diminuir o NPSH3% são, por exemplo, aumentar D1 ou diminuir D0, ou, ainda, dimi-
curvas de desempenho da bomba
20 | engeworld | março 2013
FatOr margem de nPsh
Nível de energia de sucção Fator – Margem de NPSHBaixo 1,1 a 1,3Alto 1,3 a 2,0Muito alto 2,0 a 2,5
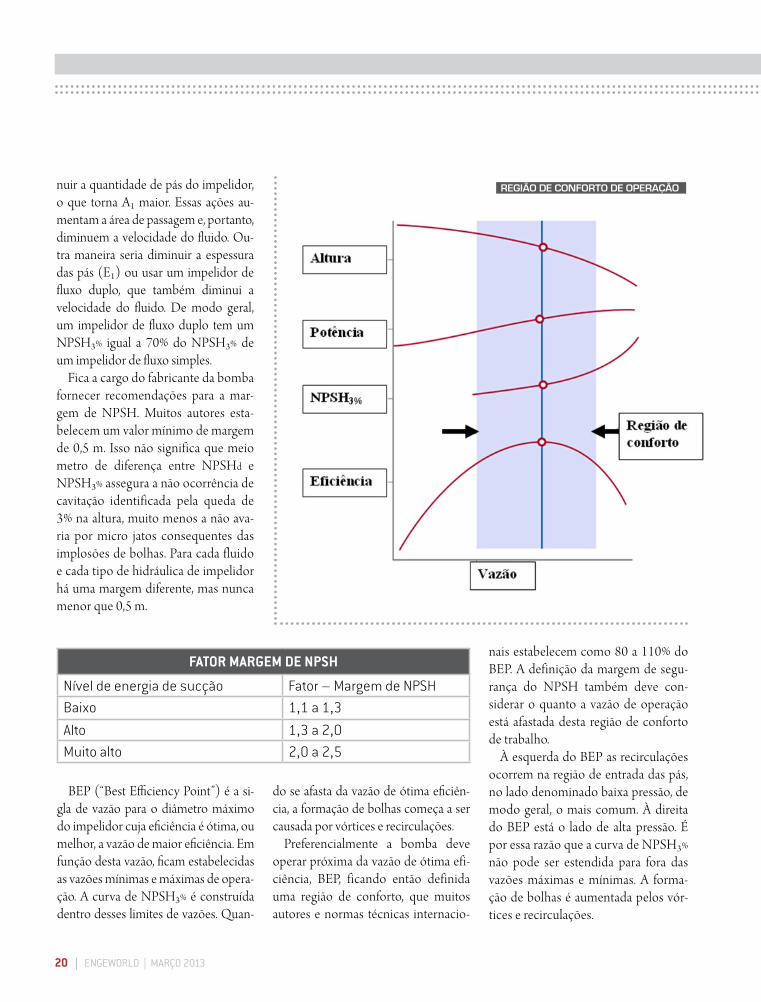
BEP (“Best Efficiency Point”) é a si-gla de vazão para o diâmetro máximo do impelidor cuja eficiência é ótima, ou melhor, a vazão de maior eficiência. Em função desta vazão, ficam estabelecidas as vazões mínimas e máximas de opera-ção. A curva de NPSH3% é construída dentro desses limites de vazões. Quan-
região de conforto de operaçãonuir a quantidade de pás do impelidor, o que torna A1 maior. Essas ações au-mentam a área de passagem e, portanto, diminuem a velocidade do fluido. Ou-tra maneira seria diminuir a espessura das pás (E1) ou usar um impelidor de fluxo duplo, que também diminui a velocidade do fluido. De modo geral, um impelidor de fluxo duplo tem um NPSH3% igual a 70% do NPSH3% de um impelidor de fluxo simples.
Fica a cargo do fabricante da bomba fornecer recomendações para a mar-gem de NPSH. Muitos autores esta-belecem um valor mínimo de margem de 0,5 m. Isso não significa que meio metro de diferença entre NPSHd e NPSH3% assegura a não ocorrência de cavitação identificada pela queda de 3% na altura, muito menos a não ava-ria por micro jatos consequentes das implosões de bolhas. Para cada fluido e cada tipo de hidráulica de impelidor há uma margem diferente, mas nunca menor que 0,5 m.
do se afasta da vazão de ótima eficiên-cia, a formação de bolhas começa a ser causada por vórtices e recirculações.
Preferencialmente a bomba deve operar próxima da vazão de ótima efi-ciência, BEP, ficando então definida uma região de conforto, que muitos autores e normas técnicas internacio-
nais estabelecem como 80 a 110% do BEP. A definição da margem de segu-rança do NPSH também deve con-siderar o quanto a vazão de operação está afastada desta região de conforto de trabalho.
À esquerda do BEP as recirculações ocorrem na região de entrada das pás, no lado denominado baixa pressão, de modo geral, o mais comum. À direita do BEP está o lado de alta pressão. É por essa razão que a curva de NPSH3% não pode ser estendida para fora das vazões máximas e mínimas. A forma-ção de bolhas é aumentada pelos vór-tices e recirculações.

engeworld | março 2013 | 21
reFerências bibliOgráFicas [1] sulzer PumPs. Centrifugal Pump Handbook. 3. ed. Oxford, UK: Elsevier, 2010.
[2] blOch, heinz P.; budris, allan. r. Pump User’s Handbook Life Extension. 3.ed. Lilburn, GA-USA: The Fairmont Press, 2010.
[3] hYdraulic institute standard his 9.6.1 - Centrifugal and Vertical Pumps – NPSH margin – 2012.
Vórtices e recirculações também de-vem ser evitados quando proveem da própria tubulação de sucção. Por isso, um trecho reto de sucção deve ser man-tido por um comprimento 5 a 7 vezes maior do que o diâmetro do bocal de sucção. Deve haver uma redução ex-cêntrica neste bocal com o lado plano no topo e ângulo de inclinação da or-dem de 12° com a horizontal. Essa re-dução já faz parte do trecho reto, deven-do filtros e válvulas estarem fora deste trecho. Curvas de raio longo devem ser usadas e, quando as curvas fizerem parte desse trecho “reto”, o fabricante deve ser consultado. No caso de bom-bas verticais, a submergência mínima definida pelo fabricante da bomba deve ser respeitada.
Na aplicação de bombas em para-lelo, quando uma das bombas para de bombear, as bombas que continuam a funcionar terão pela frente uma contra-pressão menor e irão aumentar a vazão de bombeio. O aumento de vazão pode significar aumento de NPSH3% e uma
possível cavitação. No sistema de bom-beio devem ser instaladas instrumenta-ção e válvulas que identifiquem as novas condições de operação e corrijam a cur-va do sistema de modo que as bombas voltem a trabalhar na região de conforto, evitando problemas de cavitação.

22 | engeworld | março 2013
tECnologia da informação
A evolUção dA AUtomAção dos Projetos de engenhAriA
Por Waldir Pimentel JuniorLíder da área de process power e marine da Sisgraph/Hexagon

engeworld | março 2013 | 23
artigo
Impulsionado principalmente pelos prazos cada vez mais cur-tos de cada obra e pela grande concorrência dos provedores de solução, o processo de automa-
ção de projetos, bem como de todos os sistemas que nele podem ser utilizados, é algo que evoluiu e continua evoluindo a passos largos. A cada ano vemos novas soluções que visam a atender não só a crescente demanda dos contratantes no que tange prazo para um empreendi-mento estar concluído, mas a crescente cobrança da garantia da qualidade e da segurança de cada projeto.
Para iniciar esta viagem voltaremos 40 anos no tempo. Naquela época, o de-senvolvimento de um projeto era feito manualmente em pranchetas chamadas de pranchas de desenho, demandando um grande esforço manual na criação de desenhos, listas, relatórios e elabora-ção de cálculos. Era uma época em que havia muita mão de obra envolvida que demandava grande tempo para a elabo-ração do projeto, acarretando, obvia-mente, em custos elevados para efetuar o empreendimento.
No começo da década de 1980, um marco inicial na forma como fazemos hoje os projetos de engenharia foi cria-do. Embora alguns sistemas de automa-ção de projetos já tivessem sido desen-volvidos nos anos 70, principalmente para a elaboração de maquetes eletrôni-cas em 3D e cálculos balísticos, os quais foram muitas vezes impulsionados por projetos para a NASA ou para a guerra fria, foi no início de 1980 que começa-ram a surgir os primeiros sistemas co-merciais que hoje chamamos de CAD
(Computer Aided Design), ou desenho auxiliado pelo computador, e CAE (Computer Aided Engineering), ou engenharia auxiliada pelo computador. É importante notar que a terminologia CAD/CAE pode ser utilizada tanto para sistemas que operam em duas di-mensões – 2D (eixos X e Y) ou três – 3D (eixos X, Y e Z).
to em escala.Na década de 1990 vimos um gran-
de salto na área da Tecnologia da In-formação (antigamente chamada de Informática), que barateou os custos do hardware. Houve então uma gran-de aceleração na evolução dos sistemas computacionais como um todo, não sendo diferente com os sistemas de automação de projetos. No final dos anos 90 houve também a proliferação de vários sistemas que permitiram o ge-renciamento de forma eletrônica da do-cumentação (também chamados pela sigla GED). Eles ajudaram, e muito, a gerenciar toda a informação criada pe-los sistemas de automação de projetos, diminuindo consideravelmente a quan-tidade de papel criado e contribuindo na eficácia do trâmite dos documentos entre todos os envolvidos.
Houve ainda um aumento muito sig-nificativo na adoção de sistemas CAD pelas empresas. No Brasil, no entanto, os anos 90 não foram tão positivos para os sistemas de automação de projetos devido à grande ausência deles, prin-cipalmente no seguimento industrial (muitos projetos ainda eram feitos no exterior), o que levou as empresas de engenharia a baratearem seus custos para sobreviver.
De certa forma, essa necessidade de sobrevivência levou essas empresas a se preocuparem mais com sua reorganiza-ção para a realização de seus projetos, e os sistemas de automação vieram ao encontro dessa necessidade, abrindo de vez as portas para a utilização deles na década que estava por vir.
Com a chegada do século XXI,
O grande problema da utilização desses sistemas naquela época era que eles demandavam muito do hardware (principalmente os sistemas de ma-quete-eletrônica em 3D), o que fazia deles soluções caras, restringindo sua utilização a poucas empresas. Por isso, muitas companhias ainda elaboravam o projeto da mesma forma como eram elaborados na década anterior. Devido à pouca utilização dos sistemas com-putadorizados, caso alguma empresa necessitasse elaborar uma maquete, a mesma era feita da forma artesanal, construindo um modelo real do proje-
Percebe-se desde a metade da década passada, além da grande evolução dos sistemas de automação de projetos, uma consolidação do uso deles em larga escala

24 | engeworld | março 2013
continuamos observando a evolução tecnológica que, a cada ano, duplica a velocidade de processamento dos computadores. Vemos ainda o barate-amento do hardware devido às novas tecnologias construtivas de componen-tes eletrônicos e, no caso do Brasil, um aumento da demanda de projetos inter-nos. Todos esses fatores contribuíram para que, não só as empresas de enge-nharia, mas seus clientes buscassem sis-temas automatizados para a elaboração dos empreendimentos.
Percebe-se desde a metade da déca-da passada, além da grande evolução dos sistemas de automação de proje-tos, uma consolidação do uso deles em larga escala. Esse uso não se limitou apenas aos sistemas de modelagem de maquetes eletrônicas, mas se expandiu para a utilização dos sistemas de enge-nharia em si, como, por exemplo, os de elaboração de fluxogramas inteligen-tes, diagramas, listas, gerenciamento de materiais etc.
Houve também uma grande evolu-ção e, por consequência, maior utili-zação dos sistemas CAE, voltados aos cálculos de engenharia como os de fle-xibilidade de tubulações, simulações de processos, cálculos de estruturas metálicas, concreto, vasos, tanques, válvulas etc.
Desde então se observa uma grande preocupação na integração de todas es-sas tecnologias. Estamos na era dos sis-temas “datacêntricos”, em que os dados que serão convertidos em informação estão no centro de tudo. Este conceito recebe o nome de BIM (Building Infor-mation Modeling), que, embora tenha sido conceituado nos anos de 1970, passou por uma evolução prática ape-nas na última década.
Para uma melhor análise, podería-mos colocar a evolução dos sistemas de automação de projetos em quatro
grandes etapas:1. Prancheta: tudo era feito “à mão”.2. Prancheta eletrônica: o usuário
fazia seu trabalho diretamente no com-putador. Já havia grande vantagem para edição de desenhos, porém, não havia muita inteligência atrelada ao processo.
3. Prancheta eletrônica e banco de dados: o sistema já possuía alguma in-teligência, o que permitia extrair dele listas, desenhos e detectar interferências entre os objetos.
4. Sistema “datacêntrico” (data--centric): todo o sistema é controlado pelo banco de dados. Não há mais um arquivo gráfico, mas uma interpretação gráfica dos dados que estão no banco. O sistema é inteligente a ponto de saber quais são os objetos que estão conecta-dos e quais são as consequências caso algo mude. Todas as ferramentas são in-tegradas e trocam informações para
Vários contratantes buscam empresas do mundo todo para elaborar seus projetos, todas trabalhando no mesmo ambiente (o que hoje em dia chamamos de workshare)

engeworld | março 2013 | 25

26 | engeworld | março 2013
a elaboração do projeto. Tendo visto a história, as duas gran-
des vantagens do uso dos sistemas de automação de projetos são:
1. Relação prazo/custo: antigamente as empesas faziam tudo no papel, o que consumia muita mão de obra e tempo. Não eram incomuns projetos com du-ração de três a cinco anos. Hoje, esse prazo é suficiente para o start-up de uma planta industrial. Graças à inter-net, há agora a possibilidade de todos os envolvidos trabalharem de forma integrada. Vários contratantes buscam empresas do mundo todo para elabo-rar seus projetos, todas trabalhando no mesmo ambiente (o que hoje em dia chamamos de workshare). Com isso, os projetos conseguem ser entregues em prazos cada vez menores e com a meta-de da mão de obra que seria necessária para fazer o mesmo projeto há 15 anos.
2. Qualidade: verificações de interfe-rências, listas automatizadas, verificação da informação contida nos objetos, na-vegação interativa, interação com obje-tos já existentes e que foram escaneados a laser/3D (também conhecidos como nuvem de pontos). Estes são apenas
alguns exemplos do que pode ser feito atualmente. A garantia da qualidade se dá graças aos sistemas que permitem o envolvimento de todos aqueles que tra-balham em um projeto, para que todas as alternativas possam ser estudadas e discutidas. Diminuir custos e prazos é extremamente importante nos dias de hoje, uma vez que a concorrência para uma empresa que está fazendo uma obra é grande e atrasos podem ser pro-blemáticos para a cadeia produtiva.
POr Fim, O FuturOGraças à evolução das técnicas cons-
trutivas de hardware e seu consequente barateamento, temos, cada vez mais, sistemas interativos (como a realida-de virtual) e de utilização intuitiva. As interfaces estão mais simples e rápidas, fazendo com que o usuário encontre nos sistemas de automação de proje-tos a ferramenta que ele necessita para
efetuar o seu trabalho dentro do prazo necessário e com a qualidade requerida.
Evoluímos a ponto de estarmos co-meçando um novo conceito, o de pro-duct lifecycle management (PLM), ou gerenciamento do ciclo de vida do pro-duto, em tradução livre, no qual toda a cadeia produtiva (e não apenas parte dela) está sistematicamente interliga-da. É a total integração entre processos, pessoas e sistemas.
Além das tecnologias CAD/CAE em 2D e 3D, hoje, temos o que cha-mamos de 4D, que é a integração dos sistemas com o cronograma executivo. O 5D, além de integrar o cronogra-ma, integra também o custo. Há ain-da desenvolvedores introduzindo o conceito de 6D, que tem a inserção de informações relacionadas à operação e à manutenção. Diante disso, nos per-guntamos: aonde iremos parar? Certa-mente, não por aqui.
Graças à evolução das técnicas construtivas de hardware e seu consequente barateamento, temos, cada vez mais, sistemas interativos (como a realidade virtual) e de utilização intuitiva

engeworld | março 2013 | 27
Cabos dE potênCia
o dimensionAmento demAndA rigor em sUA elAborAção
O objetivo deste artigo é relembrar os conceitos elementares do dimen-sionamento de cabos que os softwares e as plani-
lhas nos fizeram esquecer nesses últimos anos. Ao utilizar esses recursos para faci-litar nosso dia a dia, nosso cérebro subs-tituiu o conhecimento pela facilidade. Essa é uma das grandes desvantagens da tecnologia. Tentaremos recuperar esses conceitos da maneira mais prática e sim-ples possível.
Existem cinco critérios para o dimen-sionamento de cabos de potência:
seção mínima; ampacidade (capacidade de condu-
ção de corrente); queda de tensão admissível; proteção contra sobrecargas; proteção contra curto circuito.
Na prática, reduzimos os métodos ci-tados acima a somente três:
ampacidade; queda de tensão admissível; proteção contra curto circuito.
Se esses três métodos forem atendi-dos, todos os demais serão atendidos naturalmente.
Por Fábio José Braz da Silva Engenheiro formado pela Universidade Paulista e técnico em eletrotécnica formado pela Escola Técnica Estadual “Getúlio Vargas”. Atua como lider de projeto elétrico na Poyry Tecnologia em São Paulo.
amPacidadeEsse critério não envolve o desenvolvi-mento de nenhum conceito, basta seguir a “receita de bolo” dada pela NBR 5410. Não pretendemos transcrever o conte-údo da norma, nosso objetivo é apenas relembrar conceitos, portanto, cada pro-jetista deve ter um exemplar da norma
para consulta. Basicamente, a norma informa qual é
a capacidade de condução de cada seção e as restrições conforme as condições da instalação. Seu objetivo é o mesmo do dimensionamento do cabo: evitar que o cabo opere com sobreaquecimento. Na prática, um cabo de potência em opera-

28 | engeworld | março 2013
ção não poderia aquecer a ponto de não poder ser tocado.
Antes de executar o cálculo é preciso definir o tipo de cabo a ser utilizado e sua classe de tensão e isolação. Isso por-que sua temperatura máxima de opera-ção depende dessas informações. Um cabo isolado com PVC pode operar no máximo a 70°C, e um cabo isolado com EPR pode operar no máximo a 90°C. Essas informações estão indicadas nos cabeçalhos das tabelas de capacidade de condução.
Embora a norma defina esses limites de temperatura não é razoável projetar o cabo para operar perto desses valores. Em geral a temperatura prevista deve ser entre 40°C e 50°C, não mais do que isso.
O primeiro passo é definir a “manei-ra de instalar”, conforme a tabela 33 da norma. A expressão “maneira de instalar” era utilizada na antiga ABNT NB-3, que foi substituída pela primeira edição da ABNT NBR 5410 em 1997, e que hoje traz a expressão “Tipos de linhas elétrica”, mas foi mantida pelo mercado.
Nas tabelas de 36 a 39 da norma encontramos as capacidades de con-dução de corrente, em ampéres, para os métodos referenciados na tabela 33. Observe que a capacidade de condução varia conforme a capacidade de ventila-ção da instalação. Um cabo de 2,5 mm² tripolar, por exemplo, tem capacidade para conduzir 18 A quando embutido em alvenaria, mas pode conduzir 25 A, quando instalado em bandeja. Por essa razão, é importante dar a devida aten-ção a esse aspecto.
A seleção do cabo pela capacidade de condução não se limita simplesmente a coletar o valor na tabela. Outras res-trições precisam ser observadas, como temperatura ambiente e agrupamento de circuitos. A tabela 40 fornece os fa-
tores de correção para temperatura am-biente e as tabelas de 41 a 45 os fatores para agrupamento. O fator de agrupa-mento exige atenção especial, pois ele depende da maneira de instalar e sua indicação pode ser observada em cada tabela. A tabela 41 define uma correção para a capacidade de condução para ca-bos enterrados. Esse é um caso bem par-ticular, já que no solo brasileiro temos uma boa média de umidade.
A capacidade de condução é definida para uma seção transversal de condutor, mas se os fabricantes utilizarem cobre com graus diferentes de pureza, um cabo teria capacidade para conduzir mais ou menos corrente para uma mesma seção transversal. Era exatamente isso o que acontecia no passado.
máxima, mas não necessariamente a se-ção geométrica de 10 mm². Isso significa que se um fabricante utilizasse um mate-rial tão puro que pudesse atingir a mesma impedância com seção transversal menor, ele poderia afirmar que seu cabo era de 10 mm². Então, “10 mm²” passou a ser, na prática, o nome dado ao cabo, pois equi-vale de fato à sua impedância.
Os fabricantes passaram a tentar ser competitivos dessa maneira, garantin-do a impedância máxima e reduzindo a quantidade de material, de modo que um cabo apontado como 10 mm² pode ter uma seção geométrica inferior.
Enfim, o resultado do dimensiona-mento de cabo pelo método da Am-pacidade é a capacidade de condução indicada nas tabelas de 36 a 39, cor-rigida por fatores de correção. Vamos dar um exemplo:
Circuito um:Potência = 65kVa, 3ph,Comprimento (l) = 100mTensão nominal = 440VFator de Potência (FP) = 0,85Corrente de curto circuito simétri-ca trifásica (Icc3ph) = 50 ka
Circuito instalado em bandeja: maneira de instalar E ou F
1 - o primeiro passo é calcular a corrente nominal:
2 - na sequência é definida a “ma-neira de instalar”. neste caso, o cir-cuito é instalado em bandeja, segun-do a maneira de instalar e ou F.
3 - o fator de agrupamento é então determinado. o circuito será insta-lado em camada única na bandeja
Para tornarem seu produto mais com-petitivo alguns fabricantes misturavam ao cobre outros metais mais baratos. Quando o cabo era submetido à corren-te indicada pela norma para uma dada seção transversal, ele aquecia muito mais do que deveria. Então, a ABNT definiu uma impedância máxima para cada se-ção transversal.
Por exemplo, para um cabo de 10 mm² ser considerado um cabo de 10 mm² ele deveria ter uma determinada impedância
Observe que a capacidade de condução varia conforme a capacidade de ventilaçãoda instalação.

engeworld | março 2013 | 29
Linha de equipamentos para
altos torques
www.kdowidat.com.br [email protected]
torqueadeiras a
bateria Série LDA (90-4.000 N.m)
torqueadeiras
elétricas Séries LDE e LEW (90-13.000 N.m / 120-9.500 N.m)
torqueadeiras
hidráulicas Séries LDH-V e LDK (60-27.000 N.m / 160-24.000 N.m)
multiplicador
Pneumático de torque Pneutorque® (até 100.000 N.m)
o mais compLeto mix de torqueadeiras, com diferentes acionamentos e faixas de trabaLho
KDowidat Ferramentas Especiais Ltda.Rua Dom Luis Felipe de Orleans, 436 | Vila Maria
São Paulo - SP | CEP 02118-000 | Tel.: (11) 2955.9677 | Fax: (11) 2955.7655
www.kdowidat.com.brPartner in the Group
Partner in the Group
202x266.indd 1 28/02/13 12:51
30 | engeworld | março 2013
junto a outros oito circuitos. Quando um circuito tem mais de um cabo por fase, os cabos em paralelo são considerados como circuitos. a tabe-la 42, linha cinco, define o fator 0,78 para as condições desse circuito.
4 - É estabelecido o fator de tem-peratura. Por definição, a ampacida-de é definida para uma temperatura ambiente de 30°C. Se o ambiente de projeto tem temperatura ambiente de 40°C, é necessário fazer uma cor-reção. a tabela 40 define fator 0,91 para corrigir a temperatura de 30°C para 40°C.
5 - determina-se a ampacidade utilizando a tabela 39 para cabos isolados com ePr/90°C, cabos tripo-lares, de modo que faremos uso da coluna e com três condutores car-regados (e3). Um cabo 25 mm², por exemplo, tem capacidade de 127 a.
6 - É feita então a correção da ca-pacidade de condução. Corrigindo a capacidade de condução com os fa-
tores dos itens três e quatro temos:Cabo 25 mm²:Capacidade de condução = 127 *
0,78 * 0,91 = 90,14 ao cabo 25 mm² tem capacidade
maior que a da corrente nominal do circuito (In = 85,29 a) e, portanto, atende ao critério de ampacidade.
queda de tensãO admissívelEsse critério é o mais interessante do
ponto de vista conceitual, pois envolve o desenvolvimento da “Lei de Ohm”, sim, o simples: V = R*I.
No ensino médio aprendemos a cal-cular a queda de tensão em um resistor utilizando essa lei. Na prática, aquele resistor pode ser um cabo, que é uma impedância em série no circuito, entre a impedância do sistema elétrico e a impedância da carga. Adequando a lei de Ohm aos elementos que temos no dimensionamento de cabos teremos as seguintes condições:
1 - “V” será o valor da queda de tensão que desejamos calcular. a nBr-5140 estabelece o limite de 7% de queda nos terminais da carga, em regime permanente. Podendo ser dividido em 2% no circuito ali-mentador, e 5% no circuito terminal. no nosso exemplo, a tensão nominal é 440 V, vamos desenvolver como sendo um circuito terminal. assim 5% representa V = 22 V.
2 - “r”, que na lei de ohm é resis-tência, será substituído pela im-pedância do cabo, pois o cabo tem componente reativa, sendo a impe-dância uma somatória vetorial: r + X. a impedância do cabo é definida por quilometro de cabo, portanto, para obter a impedância real do cabo temos que multiplicar a impe-dância pelo comprimento. então, o “r” da lei ohm será substituído por r = (rcosφ + Xsenφ) * l
devemos acrescentar os compo-nentes do ângulo “φ” em função da aplicação de tensão alternada. no caso de tensão contínua, esses com-ponentes não entram na equação.
3 - Finalmente, o “I” da equação é a corrente de linha do circuito. Portanto,
I =In * √3a lei de ohm aplicada a nossa ne-
cessidade, substituindo os termos conforme acima fica:
V =[(rcosφ + Xsenφ)*l]* In * √3
em que, •V = queda de tensão admissível •R = resistência do condutor em ohm/km •X = reatância do condutor em ohm/km
engeworld | março 2013 | 31
Com esse resultado verificamos que o cabo selecionado também atende ao critério de queda de tensão admissível, pois quando limitado a 5% de queda, o circuito pode ter comprimento máximo de 186,75 m. Nosso circuito tem 100 m, portanto, o cabo de 25 mm² atende ao cri-tério de queda de tensão.
•P = potência aparente (Va) •L= comprimento do circuito (em km).
A resistência e a impedância do con-dutor são valores definidos pela norma IEC 60288, mas os fabricantes também as informam em seus catálogos.
A equação só tem duas variáveis que podem sofrer modificação: o compri-mento do circuito e a queda de tensão; as demais são fixas. Portanto, temos duas alternativas para utilizar a equação. A pri-meira é fixar a queda de tensão no valor conhecido e verificar qual é o compri-mento máximo que o circuito pode ter. A segunda é colocar o comprimento do circuito e verificar qual a queda resultan-te. Vamos optar pela primeira alternativa para continuar nosso exemplo:22 =[(0,87*0,85 + 0,11*sen31,78)* l ]* 85,29 * √3
l = 186,75m φ = 31,78°
Queda de tensão admissível, esse critério e o mais interessante doponto de vista conceitual, pois envolve o desenvolvimento da “Lei de Ohm”
www.agsolve.com.br(19) 3318-3510
Quantifique os interferentes
meteorológicos com estações
meteorológicas automáticas.
Monitore e registre as ocorrências de
raios no seu canteiro com equipamentos
Ag Solve.
Choveu muito?
Atrasou a conclusão da obra?
anAGS_engeworld_67x266.indd 1 28/02/2013 15:53:51

32 | engeworld | março 2013
Quando a aplicação de um circuito é um motor, a condição mais severa é a partida, nesse caso, o cabo deve ser dimensionado para queda de tensão na partida. O método é exatamente o mes-mo, no entanto, a corrente considerada é a corrente de partida, que é obtida pelo produto da corrente nominal pelo “Ip/In” do motor informado pelo fabri-cante. O fator de potência será o fator de potência na partida, FP = 0,3 (valor recomendado pela NBR 5410).
Quando o circuito em questão é monofásico ou de tensão contínua, o
comprimento utilizado na equação é o dobro do comprimento do circui-to, pois deve se considerar o lance de cabo que vai e o lance que retorna.
PrOteçãO cOntra curtO circuitO
Uma boa prática é dimensionar o cabo pelos dois métodos anteriores e verificar qual é a condição no critério de curto circuito. Esse critério será aten-dido se a integral de Joule (I²t) do con-dutor tiver valor maior do que a ener-gia dissipada durante o evento da falta elétrica. Naturalmente, essa energia de-pende da magnitude do curto circuito e do tempo de duração da falta. A IEC 60949 estabelece a seguinte equação:
(I/S)^2*t=K*logφ[(t2+ß)/ (t1+ß)]
em que • I: corrente de curto circuito (a); • S: seção transversal do condutor (mm²); • t: tempo de duração da falta (segundos); • t1: temperatura máxima admissível para regime normal de operação (°C) – PVC= 70°C / ePr=90°C; • t2: temperatura máxima admissí-vel no evento de curto circuito (°C)
– PVC = 160°C / ePr = 250°C; • ß: coeficiente de temperatura da resistência do condutor (°C) – cobre: 234,5 / alumínio: 228; • K: constante dependente do mate-rial condutor. Para cobre K=115.679, para alumínio K = 48.686.
Uma maneira simples de verificar o dimensionamento do cabo por esse método é checar qual o tempo máxi-mo que o cabo selecionado pelos mé-todos anteriores resiste à condição de curto circuito e, então, comparamos o resultado com o tempo de atuação.
Prosseguindo o nosso exemplo, temos:Cabo 25 mm², EPR, condutor de
cobre. Vejamos qual é o tempo máxi-mo que o cabo suporta um curto cir-cuito de 10 kA:
t=(115.679*logφ[(250+234)/(90+234)])/(10.000/25)
O tempo máximo suportado pelo cabo para uma falta de 10 kA é 0,126 segundo (126 milissegundos ou 7,9 ciclos). Esse tempo é aceitável para um disjuntor de caixa moldada. Portanto, o cabo de 25 mm² atende ao critério de curto circuito.
É muito importante observar a cor-
Quando a aplicação de um circuito é um motor, a condição mais severa é a partida, nesse caso, o cabo deve ser dimensionado para queda de tensão na partida.

engeworld | março 2013 | 33
Lidamos com os fluídos do seu processo, do upstream ao usuário final.
LEWA, Creating Fluid Solutions
Petróleo e Gás
Química e Petroquímica
Plásticos
Farmácia, cosméticos e biotecnologia
Alimentos e bebidas
Saponáceos e detergentes
Energia e meio ambiente
www.lewa.com.br+55 (11) 4075-9999
Veja o que a LEWA pode fazer por você Bombas Sistemas Projetos Serviços
rente de curto circuito considerada, que deve ser a corrente calculada para o fi-nal do circuito, não a corrente na fonte,
pois o cabo será submetido a corrente de curto circuito no seu comprimento.
cOnsiderações FinaisHá outros métodos de cálculo para
queda de tensão e curto circuito. Apre-sentamos aqui apenas uma das maneiras de realizá-los, e que é aplicável à grande maioria dos casos encontrados na in-dústria, porém, há casos específicos, nos quais é preciso um estudo mais rigoroso e uma avaliação mais cuidadosa.
Em geral, deve-se dar muita aten-ção aos dados de entrada. Eles são os grandes “vilões” dos cabos mal dimen-sionados. Vale à pena gastar um pouco mais de tempo para definir os fatores de agrupamento, correção de tempe-ratura, comprimento do circuito etc.
Quem quiser conhecer mais profun-damente os fundamentos dos méto-dos de determinação das capacidades de condução, de determinação dos fa-tores de agrupamento, de correção de temperatura, da influência da geome-tria da instalação e tantas outras con-dições que atuam sobre a capacidade de condução deve consultar a norma NBR 11301, já que os fatores indica-dos na NBR 5410 derivam do desen-volvimento de seu conteúdo.
A elaboração de um critério de pro-jeto com o rigor que o documento me-rece, pode evitar muitas dores de cabe-ça, e é tão importante quanto fazer os cálculos corretamente. Tenha sempre em mente que operar o cálculo é sim-ples, o problema são os números que serão colocados nas equações.
Vale à pena gastar um pouco mais de tempo para definir os fatores de agrupamento, correção de temperatura, comprimento do circuito etc.
34 | engeworld | março 2013
A imPortânciA do gerenciAmento de riscos em Projetos
Ao se iniciar um projeto é fundamental realizar um gerenciamento de riscos a fim de identificar e ava-liar criteriosamente to-
dos os perigos inerentes a ele, além dos custos envolvidos, visando influenciar positivamente as decisões estratégicas para que elas estejam de acordo com o conceito de prevenção.
Para que esse tipo de gerenciamento seja eficaz, sua etapa de realização deve ser considerada prioritária. Assim, é possível maximizar seu tempo de desen-volvimento e a implementação de ações para a eliminação e/ou minimização de riscos em um projeto.
O gerenciamento de riscos consiste em formar equipes multifuncionais nas quais a participação de um Engenheiro de Segurança do Trabalho é importan-tíssima, pois somente este profissional está habilitado e capacitado para emitir pareceres técnicos sobre as ameaças exis-tentes e garantir que a implementação do projeto não prejudique, de forma al-guma, a integridade física do trabalhador e/ou dos usuários do local e, também, para que as empresas tenham segurança em suas instalações.
Outra necessidade é a emissão da Anotação da Responsabilidade Técni-ca – ART, do engenheiro responsável. Essa emissão é exigida pela Lei Fede-
Coluna sEgurança
Com 10 anos de experiência como engenheira de segurança do trabalho, em empresas de grande porte, Daniela Atienza Guimarães é diretora adjunta da APAEST (Associação Paulista de Engenheiros de Segurança do Trabalho) e docente do curso de Engenharia de Segurança do Trabalho da FEI (Faculdade de Engenharia Industrial).
ral nº 6496/1997 e pela Resolução nº 425/1998 do CONFEA (Conselho Fe-deral de Engenharia e Agronomia). Tal documento funciona como instrumen-to de fiscalização do exercício profissio-nal e dá garantias legais sobre laudos e pareceres técnicos emitidos.
realizar o levantamento dos riscos envol-vidos e das ações necessárias para tornar o local seguro.
Este foi um caso divulgado na mídia, porém, diariamente nos deparamos com situações inadequadas, nas quais as insta-lações não possuem o mínimo de segu-rança, mas que continuam em funciona-mento sem nenhum tipo de fiscalização. Se todos os responsáveis atuassem de forma correta, seguindo os preceitos do gerenciamento de riscos na fase de pro-jeto, antecipando todas as possibilidades de riscos inerentes, certamente teríamos menos custos envolvidos em adequações de empreendimentos e uma redução sig-nificativa na ocorrência dos acidentes.
Em situações nas quais projetos já im-plementados não contemplaram o geren-ciamento de riscos inicialmente, ele deve ser revisado pelo Engenheiro de Seguran-ça do Trabalho para que as devidas corre-ções sejam executadas imediatamente.
Recentemente fomos surpreendidos com notícias de um incêndio em uma boate em Santa Maria (RS). Infelizmen-te, podemos citar a ocorrência como um exemplo da falta de um Engenheiro de Segurança do Trabalho responsável por
O gerenciamento de riscos consiste em formar equipes multifuncionais nas quais a participação de um Engenheiro de Segurança do Trabalho é importantíssima
engeworld | março 2013 | 35

36 | engeworld | março 2013
tecnologiA de PontA PArA detecção de gAses
Por Thiago Moreno Gomes Coordenador Operacional da Divisão Detecção de Gases da Zell Ambiental
Dos mais simples aos mais complexos Sistemas Instrumentados de Se-gurança, o universo da detecção de gases tem
acompanhado as tendências tecnológicas de instrumentação analítica e automação industrial, criando um novo conceito de mercado: detectores de gases fornecidos por concessão de uso.
Há anos os fabricantes de detectores de gases buscam suprir a necessidade de seus clientes desenvolvendo produtos que sa-tisfaçam aos mais exigentes padrões cons-trutivos e certificações de desempenho.
instrumEntação artigo
Atualmente, os detecto-res disponíveis no mercado possuem atributos técnicos equivalentes e, mesmo quan-do marcas diferentes são con-frontadas, são encontradas similaridades entre elas.
Os detectores comer-cializados no Brasil em sua totalidade são importados. Fabricantes europeus e ame-ricanos disputam a liderança de vendas ao redor do mundo. Seus equipamentos dominam a oferta no mercado nacional. Distribuidores e revende-
mercado consolidado, que oferece diver-sas opções em modelos, marcas e forne-cedores, os consumidores de detectores de gases há tempos compartilham uma mesma dificuldade: realizar de forma efi-caz a gestão de sua frota de detectores.
as diFiculdades em manter FrOtas PróPrias de detectOres
Os problemas ligados aos detectores de gases incluem:
• parada súbita dos sensores;• recarregamento de baterias, testes e calibrações que causam atrasos na disponibilidade para uso;• cilindros de calibração que podem esvaziar sem aviso prévio;• tempo de espera inconsistente ao remeter o equipamento para manu-tenção;• perdas de registros de manutenção e certificados de calibração;• requisições de compra não previstas para aquisição de sobressalentes e peças de reposição;• quantidade de aquisição super-dimensionada, suprindo possíveis baixas na frota.
Decidir qual o modelo ou marca de
dores de detectores de gases atuam em camadas da indústria identificadas pelo nível de risco que a aplicação oferece com categorias de produtos dedicados, cujos requisitos técnicos de desempenho po-dem ou não ser mandatórios, formatando a especificação do equipamento que aten-derá a tais condições.
A detecção de gases tornou-se um grande negócio, pois a exigência em siste-mas instrumentados de segurança cresce diariamente e novos nichos de mercado e clientes potenciais se formam, aumentan-do a demanda.
Mesmo tendo à sua disposição um

engeworld | março 2013 | 37
detector comprar é uma tarefa relativa-mente fácil. Ser dono deles é a parte di-fícil, ou, pelo menos, era. A indústria de um modo geral busca constantemente o melhor aproveitamento da produtividade, cuja prioridade é aplicar recursos e capital humano ao seu negócio, minimizando as perdas e custos indesejáveis.
Os setores industriais com grande apli-cabilidade de detectores de gases são:
produção de petróleo e gás – instala-ções offshore;
companhias de distribuição de energia;
refinarias; petroquímicas e indústrias químicas; companhias de tratamento de água e
saneamento; siderúrgicas; mineradoras; indústrias de alimentos, bebidas e
frigoríficos; prestadores de serviços (terceiri-
zados presentes em empresas dos setores acima).
As despesas com a manutenção de de-
tectores de gases não estão previstas no plano de investimento das empresas. A detecção de gases não faz parte do negó-cio das indústrias, mantê-la em funciona-mento não deve ser papel do cliente, e sim da empresa especialista no assunto.
Os detectores de gases exercem papel fundamental na prevenção de acidentes em ambientes ocupacionais. Quando re-querido, o equipamento deve estar dispo-nível para o usuário e em condições segu-ras de operação. Não pode haver dúvida sobre a conformidade do equipamento, pois uma medição falsa pode causar um acidente fatal, com risco de morte e preju-ízos irreparáveis.
Profissionais de SMS devem se dedicar às necessidades inerentes à sua função, ou seja, garantir que as atividades desenvol-vidas no site ocorram de forma segura, aplicando as normas regulamentadoras de segurança relacionadas.
Recursos inovadores de instrumenta-ção e automação industrial permitem que, além de economicamente mais atrativo, a detecção de gases por concessão de uso eleve ao máximo o nível de segurança e integridade das atividades realizadas em áreas de risco.
Esse sistema se baseia nas três regras fundamentais da detecção de gases:
teste A única maneira de saber se o
detector de gases está respondendo adequadamente à condição de perigo é expondo-o a uma concentração conhecida daqueles gases (mistura padrão). Isso comprova que os senso-res correspondentes e alarmes estão funcionando corretamente.
calibraçãO Temperatura, exposição a gases,
Os detectores de gases exercem papel fundamental na prevenção de acidentes em ambientes ocupacionais.

38 | engeworld | março 2013
Todo o investimento na implantação do sistema é previamente definido, o cliente não se depara com custos indesejados
umidade e vida útil afetam os sensores. Para manter a precisão e confiabili-dade, os usuários precisam calibrar periodicamente os detectores.
análise dOs dadOs Utilizar equipamentos que possuam
registro de dados. A análise periódica desses dados deve ser usada para prever os problemas antes que eles ocorram.
a detecçãO de gases cOmO serviçO
Uma estrutura simples de hardware, chamada de estação de acoplamento (Docking Station) é instalada no clien-te, que necessita apenas de um ponto de rede para comunicação via internet e uma tomada convencional de energia elétrica.
Essas estações dedicadas realizam au-tomaticamente os testes, calibrações, re-carga de bateria e registros de dados dos componentes eletrônicos do equipamen-to. Basta acoplar o detector à estação ao final do dia ou da atividade e ela se encar-regará do resto.
Todas as informações são trans-mitidas pela internet, pela conexão do ponto de rede. Esses dados são armazenados nas chamadas “nuvens”
(Cloud Computing). Uma plataforma computacional acessa a “nuvem” e ana-lisa os diagnósticos enviados. Cálculos probabilísticos permitem antecipar falhas em potencial na frota de equipa-mentos. Ao identificar uma falha em potencial, o cliente é imediatamente notificado e o detector que oferece risco de falha é substituído por outro em tempo hábil, sem comprometer a disponibilidade de uso da frota. A to-mada de decisão se volta à prevenção de riscos aparentes.
Além das tecnologias de trans-missão, armazenamento de dados e diagnósticos de tomadas de decisão envolvendo o sistema, há também uma equipe de profissionais que mo-nitoram continuamente esse ciclo de informações. Os relatórios são dis-ponibilizados com todo histórico de eventos do comportamento de sua frota. Nenhuma informação é per-
engeworld | março 2013 | 39
Rua Tocantínia, 330 São Paulo - SPFone/Fax: +55 11 4224-4646
A WMF Solutions é uma empresa focada no fornecimento de soluções integradas de lubrificação, filtragem e medição, para equipamentos industriais.
Fornecemos sistemas integrados e centralizados para movimentação, pressurização, tratamento e medição de óleo, graxa, gases, oil mist ou combustível.
Um elevado nível de conteúdo nacional, aliado à otimização do uso de recursos naturais, são as principais características dos equipamentos fabricados pela WMF Solutions.
A SUA PRIMEIRA ESCOLHA TÉCNICAA SUA PRIMEIRA ESCOLHA TÉCNICA
dida, pois tudo fica armazenado na nuvem. A frota de equipamentos é monitorada à distância pelo software de gerenciamento.
análise de dadOs POde salvar vidas
O acesso aos registros de dados re-lacionados a eventos de alarme permi-tem conhecer:
níveis de concentração aos quais sua equipe tem sido exposta;
frequência com que esses eventos ocorrem e sob quais circunstâncias;
áreas que necessitam de medida corretiva para minimizar a presença indesejada de gases.
A única maneira de saber se o detector de gases está respondendo adequadamente à condição de perigo é expondo-o a uma concentração conhecida daqueles gases (mistura padrão)
A concessão de uso da frota de de-tectores de gases é fornecida ao clien-te sob medida, de acordo com a sua demanda e o perfil de sua aplicação.
Todo o investimento na implan-tação do sistema é previamente de-finido, o cliente não se depara com custos indesejados, que estão fora de seu planejamento. A flexibilidade de negociação dos contratos oferecem períodos maiores de vigência, permi-tindo mais conforto na amortização do investimento.
A frota pode ser redimensionada a qualquer momento, aumentando ou reduzindo o número de detectores conforme a necessidade do cliente.

40 | engeworld | março 2013
liderAnçA hoje . se você é líder oU desejA se tornAr Um, reflitA!
Há muito tempo se dis-cute o papel do líder nas organizações, ou seja, como deve ser o perfil daquela pessoa
que realiza a gestão de equipe focando metas e resultados. As grandes corpo-rações procuram formar profissionais desde o início de suas carreiras, prepa-rando-os para o futuro com o intuito de torná-los gestores.
Normalmente esses projetos são co-nhecidos como “Programas de Trainee”, mas não são realizados obrigatoriamen-te dessa forma. Existem empresas que procuram aperfeiçoar competências ge-renciais encontradas em alguns analistas com potencial para se tornarem líderes por meio de práticas de treinamentos e trabalhos de mentoring e coaching, fo-cando o desenvolvimento de habilida-des gerenciais.
Podemos localizar nas literaturas aca-dêmica e empresarial uma série de ar-tigos que falam sobre o assunto, sejam eles redigidos de modo superficial ou aprofundado. No entanto, quase todos convergem basicamente para um ponto: o líder deve saber fazer seus subordina-dos chegarem ao resultado sem que o
Coluna rh
trabalho se torne algo sacrificante, mas sim motivador e desafiador.
Na história da sociedade, encon-tramos diversos personagens que, de acordo com as conquistas realizadas, representaram maravilhosamente bem figuras de liderança, e que são até hoje
cana. Com muito esforço, ele fundou a Ford Motor Company e aplicou a mon-tagem em série para produzir automó-veis em massa em menos tempo e a cus-tos menores. Ele chegou a registrar mais de 161 patentes e seu principal lema era justamente sobre a liderança de seus empregados. Ford acreditava no poder da influência positiva sobre as pessoas e uma de suas frases inesquecíveis é: “As duas coisas mais importantes não apa-recem no balanço de uma empresa: sua reputação e seus homens”.
Sempre existiu uma preocupação ex-pressiva com o tema Gestão e para aque-les que almejam sucesso como líderes, com mudanças acontecendo sob uma velocidade absurda, a tecnologia cada vez mais evoluída e a informação chegando de todos os lados, surgiro algumas dicas:
1Procure identificar onde você está e aonde quer chegar. Analise o ambiente de forma crítica,
entenda as dificuldades e os obstáculos; procure os melhores recursos para superá-los e, por fim, proponha uma meta possível, mas desafiadora, que envolva toda a sua equipe;
2Construa uma boa rede de relacionamento. Participe de bons congressos, feiras, eventos volta-
dos à liderança ou ao segmento em que você atua, e procure manter contato com pessoas que possam ajudar você no futuro;
3Seja um parceiro de sua equipe. Escute as ideias de seus liderados e saiba reconhecer aquelas que real-
mente podem ser implantadas, mostre que você confia nas pessoas e busque se colocar na posição de facilitador do processo, pro-pondo caminhos mais curtos e tranquilos;
usados como referências em palestras, treinamentos ou livros.
Eu gostaria de citar um que acredito que representou muito bem esse papel: Henry Ford. Este engenheiro conseguiu atingir um marco na sociedade ameri-
Procure identificar onde você está e aonde quer chegar. Analise o ambiente de forma crítica, entenda as dificuldades e os obstáculos

engeworld | março 2013 | 41
4Seja autêntico e não prometa o que não poderá cumprir. Fale sempre a verdade! Assuma
riscos e coloque os outros em perigo desde que tudo seja muito bem calculado e planejado. Acorde com sua equipe somente o que você terá condições de entregar, como bônus salariais, promoções, premiações e outras estratégias de incentivo;
5Desenvolva pessoas para serem melhores do que você. Não seja inseguro! Os seus liderados
precisam entregar o trabalho que você prometeu ser cumprido nas reuniões gerenciais, portanto, eles precisam de você para desenvolver suas melhores competências. Promova reuniões de equipe, discuta assuntos da área com todos, incluindo os estagiários, utili-zando técnicas como brainstorming, e proponha formação técnica e compor-tamental sempre que necessário;
6Corra atrás do seu autodesen-volvimento. Identifique cursos ou treinamentos que podem
melhorar sua performance como ges-tor, procure conhecer muito sobre sua área de atuação para ser um exemplo para a equipe;
Cynthia Chazin Morgensztern é psicóloga e coach graduada pela Universidade Mackenzie, além de pós-graduada em Gestão Estratégica de Pessoas e com MBA em Gestão Educacional. Possui dois tí-tulos de educação continuada na Faculdade Getúlio Vargas nas áreas de administração e economia e acu-mula 15 anos de experiência na área de Recursos Humanos de empresas nacionais e multinacionais.Site: www.primeirovoce.com E-mail: [email protected]
7Lide bem com as pessoas de todas as gerações, pois serão as ideias dos jovens que predomi-
narão no futuro;
8Saiba lidar com a pressão e ter calma. Em situações de grande estresse, você deve controlar o
ambiente com serenidade e tranquilidade. Assustar a equipe e colocar medo somente afastará as pessoas e ocasionará uma série de erros decorrentes do aumento da an-siedade. Procure conversar com a equipe sobre o problema, traga a situação real, mas saiba expor os prós e contras.
Enfim, eu poderia citar mais uns 20 aspectos, porém creio serem estes os de maior relevância. Boa sorte na sua tarefa como líder pois em momento algum eu disse que seria fácil.
Lide bem com as pessoas de todas as gerações, pois serão as ideias dos jovens que predominarão no futuro

42 | engeworld | março 2013
PlAnejAmento é tUdo, mAs A vAriAção …
Estou escrevendo este artigo inspirado em um evento que ocorreu recentemente comigo. Após mais de trin-ta anos de trabalho e cons-
tantes viagens, pela primeira vez, perdi o horário de um vôo.
No último mês de dezembro, assim como nos 14 meses anteriores, eu tinha um compromisso marcado com um im-portante cliente no Rio de Janeiro, que está cuidando da expansão de um shopping perto da Barra da Tijuca.
Como sempre, deixei tudo preparado no dia anterior à viagem: taxi agendado, check-in feito pela internet, cartão de em-barque impresso, mala pronta e material de trabalho separado. Enfim, tudo estava organizado como sempre.
Passado o momento de raiva e frustra-ção, parei para pensar no que tinha dado errado. Como vocês devem imaginar, o trânsito da capital paulista – muito acima dos padrões para o horário –, foi o respon-sável pelo atraso.
Apesar de todo o planejamento e cui-dado, uma variação excepcional nas con-dições do trânsito, levou tudo a perder. No nosso dia a dia de trabalho é também a variação que, muitas vezes, nos impede de realizar aquilo que pretendemos.
Quando estabelecemos métodos e controles para atingir os resultados plane-jados, devemos sempre considerar o efei-
to indesejado da variação, não só daquela que se mostra excepcional, como a que me fez perder o vôo, mas também daquela que é inerente a qualquer processo.
Considere a simples expressão abaixo, que relaciona os resultados que planeja-mos e aqueles que obtemos:
Resultado obtido = Resultado planejado ± Variação
Quando afirmamos que “a qualidade de um processo pode ser medida por sua capacidade de obter os resultados planeja-dos”, fica fácil percebermos que:
Quanto maior a variação, que significa menor conhecimento e controle, maior a distância entre o que planejamos e o que obtemos, ou seja, menor a qualidade;
Se quisermos obter qualidade, deve-mos ser capazes de lidar com a variação.
Lidar com a variação significa conhe-cer e interpretar seus padrões, de forma a prever seus efeitos sobre os resultados planejados e, se possível, controlar e/ou eliminar seus impactos.
De acordo com William Edwards De-ming, “o problema principal da gestão e da liderança é a falha na compreensão da in-formação contida na variação e não fazer distinção entre um sistema estável e um sistema instável”.
Segundo seus ensinamentos, um pro-cesso estável é aquele cuja variação ob-servada é proveniente somente de causas
comuns, inerentes a qualquer processo, e que fazem com que os resultados obtidos variem em torno da média de forma está-vel ao longo do tempo.
Já as causas especiais de variação resi-dem fora do sistema ou processo e atuam em momentos ou condições específicas, mas sozinhas, são capazes de alterar signi-ficativamente os resultados.
Saber distinguir entre esses dois tipos de causas é importante porque a forma de tratá-las é totalmente diferente.
Coluna qualidadE
o problema principal da gestão e da liderança é a falha na compreensão da informação contida na variação e não fazer distinção entre um sistema estável e um sistema instável
A melhoria dos processos por meio da remoção ou controle de causas co-muns é responsabilidade gerencial, pois exige “transformação” ou mudanças profundas no processo, levando-o a

engeworld | março 2013 | 43
Passado o momento de raiva e frustração, parei para pensar no que tinha dado errado
Porque toda vida tem um propósito...
www.MSAsafety.comVisite o nosso site:
MSA BRASIL (11) 4070-5999 [email protected]
O monitor de gás PrimaX IR® da MSA oferece de-tecção de gases combustíveis (hidrocarbonetos) por meio de um design de fonte dupla IR (tecnologia patenteada) que, por ser redundante, reduz a proba-bilidade de falhas e garante con� abilidade superior e monitoramento continuo. Cada detalhe no desen-volvimento do monitor de gás PrimaX IR® foi pensado com o objetivo de garantir máxima con� abilidade sob as condições mais extremas de operação em diversas aplicações industriais.
PRIMAX IR®Alto desempenho e custo/benefício
Anúncio.indd 2 28/02/2013 11:50:47
Engenheiro mecânico formado pela Escola de Engenharia Mauá, Sérgio Roberto Ribeiro de Souza tem 28 anos de experiência no desenvolvimento de projetos para Gestão Empresarial, possui Certificação Bkack Belt pela ASQ (American Society for Quality) e é sócio-diretor da Quality Way Consultoria.
tável, devem ser investigadas o quanto an-tes, o mais próximo possível do momento e do local em que ocorrem, envolvendo aqueles que são diretamente afetados por elas. Sua precisa identificação e o conhe-cimento dos seus efeitos trazem novo conhecimento sobre o processo, razão bá-sica da diferença entre os resultados que planejamos e os que obtemos.
O uso desses conceitos em conjunto com indicadores adequadamente escolhi-dos pode trazer resultados surpreenden-tes na gestão dos processos organizacio-nais, introduzindo uma nova linguagem entre líderes e liderados, permitindo o desenvolvimento progressivo do conhe-cimento sobre o nosso trabalho.
uma condição na qual a causa comum não mais impacta seus resultados. O poder para tal transformação, com cer-teza, reside no nível gerencial.
Já as causas epeciais, por seu carater no-

44 | engeworld | março 2013
mECâniCa
definição dos AsPectos técnicos dos eqUiPAmentosA partir do fluxograma gerado pela engenharia de processo, no qual está relacionado tudo aquilo que vai compor um projeto, os profissionais da mecânica definem as características que cada um dos equipamentos tem de apresentar.
Ao menos teoricamente, a atividade dos enge-nheiros mecânicos é iniciada logo após o fluxograma de processo
ter sido gerado pela disciplina de pro-cesso, estabelecendo as características mecânicas que os equipamentos tem de apresentar. Ela também se certifica de que, uma vez manufaturados, esses equipamentos irão apresentar todos os parâmetros solicitados e cumprir com sua função. Mas muitas vezes a enge-nharia mecânica atua em conjunto com outras áreas, como a engenharia civil, elétrica e instrumentação. “A dis-ciplina de mecânica recebe os docu-mentos com as características de pro-cesso e define os demais parâmetros que serão necessários para a constru-ção dos equipamentos, dentro do seu âmbito de atuação”, explica MSc Car-los Roberto Burri, engenheiro mecâni-co na Promon Engenharia e professor no Centro Universitário da FEI e na Universidade São Judas Tadeu.
A partir das informações forneci-
das pela equipe de processo, e com uma lista de equipamentos em mãos, a mecânica gera as folhas de dados. Nelas, são descritas todas as informa-ções relativas aos equipamentos que deverão entrar em operação com a im-plantação da planta. “Há diferenças na atuação das empresas de engenharia. A folha de dados pode ser gerada pelo departamento de processo ou pelo departamento de mecânica. Como ela tem informações mistas de proces-so e mecânica, há divergências sobre quem começa a fazê-la. Muitas vezes a mecânica gera uma folha de dados preliminar, manda para processo, que a preenche com suas informações, e a mecânica complementa com os dados mecânicos do equipamento, tais como o tipo de material a ser utilizado, con-dições de projeto etc., gerando a folha de dados”, esclarece Burri.
Assim, cabe ao engenheiro mecâ-nico gerar uma série de novos do-cumentos, que serão essenciais para que os equipamentos de uma instala-ção possam ser orçados, comprados
e fabricados no futuro atendendo às solicitações de sua funcionalidade. Esses novos documentos estão resu-midos a seguir:
critério de projeto de mecânica; requisição de materiais; especificações técnicas; memoriais descritivos; parecer técnico.
“Existe ainda um documento que chamamos de desenho de arranjo geral do equipamento estático, desenvolvido especialmente pela equipe de caldeira-ria”, atenta Burri, e explica: “A mecânica gera esse desenho para que o pessoal de instalação possa ‘enxergar’ e inserir no modelo 3D da planta esse tipo de equipamento”. Segundo o engenheiro esse tipo de modelamento tem ganha-do espaço nas empresas de engenharia porque atenua retrabalhos e elimina interferências que podem ocorrer na implantação de uma indústria.
Os documentos gerados pela mecâ-nica preveem ainda as normas que o fa-bricante deve atender, as especificações
disciplinas de um projeto
engeworld | março 2013 | 45
Há diferenças na atuação das empresas de engenharia. A folha de dados pode ser gerada pelo departamento de processo ou pelo departamento de mecânica.
do cliente e as especificações de enge-nharia. Uma vez finalizada a folha de dados, o próximo documento a ser pro-duzido pela equipe de mecânica é a re-quisição técnica ou de material, a partir da qual a construção dos equipamentos poderá ser orçada junto aos fornecedo-res. Tetsuo Matsuoka, engenheiro me-cânico da Odebrecht, responsável pela interface entre a engenharia e a constru-ção e montagem de plantas, esclarece a importância de oferecer ao fornecedor a maior quantidade e qualidade de da-dos, para reduzir, ao máximo, possíveis erros de cotação.
São então realizadas as análises téc-nicas das propostas de tudo o que foi orçado. Aqui, a equipe de mecânica verifica se os fabricantes atendem a to-dos os requisitos, solicita aos fornece-dores a proposta técnica consolidada e emite seu parecer técnico.
É com base nesse parecer técnico que os equipamentos podem ser com-prados pela equipe de suprimentos. A proposta técnica consolidada deve conter informações como dimen-sões gerais e peso do equipamento, a mecânica antecipa fornecimento de informações para civil e para iniciar o layout da planta. O proponente vencedor também gera documentos, que incluem desenhos de detalhes de fabricação e documentos de garantia da qualidade, e tudo isso tem de ser verificado e certificado pela mecânica, que precisa analisar se os equipamen-tos estão sendo fabricados de acordo com os dados solicitados. Essa análise tende a ser longa, podendo tomar até 50% do tempo da equipe de engenhei-ros mecânicos destinado ao projeto.
desaFiOs Para Carlos Burri há dois problemas
cruciais a serem enfrentados constante-mente pelas equipes de mecânica: pra-zos e custos. Isso porque no decorrer de toda a atividade de uma empresa de engenharia são realizadas as análises de viabilidade dos projetos. E para serem viáveis ou atenderem a prazos, muitas vezes, é preciso recorrer a alternativas técnicas que nem sempre são consi-deradas ideais pelas equipes: “De uma forma ou de outra, sempre haverá uma solução, ela pode não ser a melhor”, diz o engenheiro.
Tetsuo Matsuoka avalia que cada eta-pa do projeto deveria ter seu tempo de maturação, mas a necessidade de cum-prir prazos cada vez mais estreitos vem fazendo com que equipes de diferentes disciplinas se debrucem quase que si-multaneamente sobre o mesmo proje-
to. “Hoje, o trabalho dos engenheiros é feito em equipe. De certa forma, todos correm juntos para cruzar a linha de chegada, quando, na verdade, deveria ser uma entrega de bastão”, diz.
46 | engeworld | março 2013
EntrEvista
embArqUes e desembArqUes de PlAtAformAs
Apesar de não ser um trabalhador offshore, o técni-co especialista da divisão de Selos
Mecânicos da Flowserve, José Erminio Cassemiro, também conhecido como Juca, é inca-paz de contar nos dedos das mãos quantos embarques em plataformas ele já realizou ao longo de seus 36 anos de atua-ção. Hoje, aos 64 anos de idade, ele continua ativo, dando su-porte à instalação e assistência
de bombas de transferência de petróleo. Em fases de im-plantação de novos produtos, quando os embarques tendem a ser mais intensos, Cassemiro chega a realizar três a quatro embarques em períodos de três meses. O regime de dias em-barcados por dias de folga para trabalhadores em plataformas é de 14 x 21, ou seja, o profis-sional permanece um período de 14 dias embarcado na plata-forma e após o embarque goza de período de 21 dias de folga.
engeWOrld – Quais os re-quisitos para poder realizar embarques em plataformas?
Antes de tudo é preciso fazer o curso de salvatagem. Ele visa à prevenção de acidentes e fornece noções básicas de segurança em plataformas, como o que fazer em caso de acidentes e ao prestar primeiros socorros. O curso tem dura-ção de aproximadamente cinco dias e é válido por cinco anos. É preciso obter ainda um cadastro no SISPLAT, que contém todos os seus dados. engeWOrld – Como é a rotina de embarque e desembarque?
As atividades executadas em plataformas exigem con-finamento e a constante expo-sição a ambientes perigosos. Atualmente a maioria das pla-taformas se situa na Bacia de Campos, a cerca de 120 a 140 quilômetros da costa norte do estado do Rio de Janeiro. Os em-barques para lá são realizados por helicópteros que partem de Macaé e do Farol de São Tomé, em Campo de Goytacazes, e es-ses deslocamentos tendem a durar 45 minutos.
É preciso comparecer no aeropor-to uma hora antes do horário previsto para o voo. Há listas espalhadas no salão de embarque com o nome das pessoas que vão embarcar, da plataforma e da companhia responsável pelo transbor-do. Durante o check in são pesadas as malas e também os passageiros. Ao se-rem chamados para o voo, os passagei-ros recebem um briefing no qual é apre-sentado o tipo de aeronave usada e os equipamentos de emergência, incluin-do os flutuadores e as balsas salva-vidas, para o caso de um pouso na água. Para poder embarcar é preciso usar um co-
lete laranja, e na chegada da aeronave recebemos protetores auriculares e um colete salva-vidas, que só pode ser
Atualmente a maioria das plataformas se situa na Bacia de Campos, a cerca de 120 a 140 quilômetros da costa norte do estado do Rio de Janeiro

engeworld | março 2013 | 47
inflado em caso de pouso na água após o abandono da aeronave. Na chegada da plataforma somos recebidos pelo pessoal de segurança da plataforma, que passam informações de segurança e meio-ambiente. Na primeira visita a uma plataforma, é preciso preencher uma nova ficha com informações pes-soais e contatos para o caso de acidente.
Na chegada, também recebemos um cartão T, que deve ser colocado em um escaninho num local que cha-mamos de ‘ponto de encontro’. Cada grupo, formado por 40 ou 50 pessoas, tem um ponto de encontro e é para lá
que corremos em caso de alarme de emergência. O objetivo desses pon-tos é fazer com que não corram todos para um único local numa emergência. E cada grupo tem o seu ponto de en-contro e sua baleeira.
Em caso de alarme, é preciso colocar seus EPI’s (equipamentos de proteção individual), pegar um colete salva-vi-das, se dirigir ao seu ponto de encontro e pegar o seu cartão T no escaninho. Nesse ponto de encontro existe uma equipe treinada para dar orientação no caso de abandono da plataforma. Quando todos vão para os pon-

48 | engeworld | março 2013
tos de encontro, a equipe de segurança consegue saber quantos funcionários não compareceram e dar baixa neles em caso de acidente.
engeWOrld – Como os serviços são executados nas plataformas?
Para realizar qualquer trabalho é preciso ter uma autorização. Para obtê--la, é preciso solicitar junto à equipe de segurança uma permissão de trabalho (PT). O responsável pela autorização analisa todos os graus de riscos envol-vendo o trabalho e o que pode ou não ser executado. É preciso seguir os pro-cedimentos e a disciplina operacional estabelecida. Há tolerância zero para os desvios.
Essa é uma das dificuldades do tra-balho em plataforma. Às vezes, o tra-
balho se torna demorado porque as equipes têm de trabalhar com normas de segurança. Trabalhos com soldas, por exemplo, dependem de um bom isolamento da área, mas hoje, a maio-ria dos trabalhos pode ser feito a bordo
porque o desembarque de equipamen-tos é muito demorado. De qualquer modo, nenhum trabalho é tão urgente e tão importante que não possa ser plane-jado e executado com segurança.
engeWOrld – Como é o dia a dia de um embarcado?
A plataforma tem vida própria, nela é tratada a água utilizada e ela tem al-guns recursos internos, como a gera-ção de sua própria energia. Elas têm quadras de esportes, academia, sala de música, algumas têm piscina, sala de jogos, sempre tem um passatempo porque o pessoal que trabalha ali vive sob estresse. O sistema de alimentação na plataforma também costuma ser bom e há sempre muita variedade de pratos. Também são feitos churrascos
A plataforma tem vida própria, nela é tratada a água utilizada e ela tem alguns recursos internos, como a geração de sua própria energia
engeworld | março 2013 | 49
A pessoa liga para a sala de rádio, a sala de rádio anuncia a ligação e você pode atendê-la no camarote ou em pontos próximos de onde estiver.
e cultos religiosos. Os alojamentos são coletivos e comportam em média qua-tro pessoas por camarote. Existem os camarotes de turno, que são os cama-rotes do pessoal que trabalhou à noite e nesses a gente procura fazer o menor barulho possível. Ao chegar, somos alojados em uma vaga disponível, mas procuramos ficar nos camarotes cole-tivos, junto das pessoas que trabalham em turnos como os nossos.
engeWOrld – Como funciona a co-municação em uma plataforma?
Temos internet e telefones. As li-gações para fora podem ser feitas a cobrar em cabines telefônicas. O re-cebimento de ligações externas é feito por meio da sala de rádio. A pessoa liga para a sala de rádio, a sala de rádio anuncia a ligação e você pode atendê--la no camarote ou em pontos próxi-mos de onde estiver. Os celulares não funcionam em plataformas, mas como a maioria deles hoje têm câmeras foto-gráficas e não podemos fotografar nas plataformas, antes de embarcar, é pre-ciso tirar a bateria do celular e colocá-
-lo dentro de um saco plástico verde, que é lacrado. Esse lacre só pode ser retirado no desembarque.
engeWOrld – Você já testemunhou algum grande acidente?
Já fizemos alguns simulados, mas nun-ca vi um grande acidente. Às vezes os simulados são feitos no meio da noite, quando estamos dormindo, mas é para testar se estamos atentos, outras vezes são feitos enquanto estamos trabalhan-do e é preciso abandonar o que se está fazendo para ir ao ponto de encontro.
engeWOrld – Já viveu uma grande aventura?
A aventura é sempre o susto que a gente leva de vez em quando, como quando soa o alarme de emergência,
por exemplo. Às vezes há um foco de fogo, que é controlado, ou um vaza-mento de gás, que também é contro-lado, mas quando soa o alarme a gente fica na expectativa de desembarcar ou não. Vamos para o ponto de encontro ou para a baleeira até que haja um avi-so de que a situação foi controlada e está normalizada. Esse tipo de situação realmente causa certo estresse. Mas a grande aventura mesmo é quando são realizados os cursos de salvatagem. Durante o curso é preciso fazer saltos em altura, combater incêndios, apren-der técnicas de sobrevivência no mar, primeiros socorros, embarque e de-sembarque em baleeira e balsa salva--vidas, além de treinamento específico para evacuação submersa com aerona-ve emborcada de cabeça para baixo.

50 | engeworld | março 2013
infografia
Plataforma autoelevável posicionada em lâminas d’água
entre 5 e 130 metros e frequente-mente usada em águas rasas (até 90 metros);
composta por uma balsa de casco chato e largo (triangular ou retangular) e uma estrutura de apoio (três ou mais pernas) com até 150 metros de comprimento que se movimenta verticalmente;
seu casco é mantido acima do nível das ondas;
o transporte até o local de perfuração é feito por rebocadores ou por um sistema de propulsão próprio.
Navio-soNda tem capacidade para perfurar
poços de até 6.000 m de profun-didade em lâmina d’água máxima de 1.500 m
possui uma torre de perfuração posicionada no centro do navio, a qual desce até o fundo do mar por uma abertura no casco;
posicionado por um sistema dotado de sensores acústicos, propulsores e computadores, que anulam os efeitos de deslocamen-to provocados por ventos, ondas e correntes marítimas.
Plataforma fixa frequentemente usada em
campos localizados em lâmias d’água de até 300 metros;
composta por estruturas mo-dulares de aço instaladas no local de operação sob jaquetas fixadas por estacas cravadas no fundo do mar;• não tem capacidade de estocagem.
conheçA os diferentes tiPos de PlAtAformAs

engeworld | março 2013 | 51
sistemas flutuaNtes de Produção ou fPso (floatiNg, ProductioN, storage aNd offloadiNg)
os modelos mais novos apresentam um formato circular, o que garante ao navio maior estabilidade e menor custo, viabilizando seu uso em campos de baixa produção;
usa propulsores comandados por computadores e sistemas de GPS para permanecer estacionário;
tem capacidade para processar e armazenar petróleo, e proporcio-nar a transferência dele e/ou de gás natural para navios aliviadores ou para a terra.
Plataforma de PerNas atiraNtadas ou tlP (teNsioN leg Plataform)
usada para a exploração de reser-vatórios situados a mais de 300 metros de profundidade;
possui estrutura flutuante ancora-da verticalmente, semelhante à da plataforma semissubmersível;
ancorada por estruturas tubulares, com os tendões fixados no fundo do mar por estacas e que são mantidos esticados pelo excesso de flutuação da plataforma;
opera de modo similar às plata-formas fixas devido à sua pouca movimentação.
Plataforma semissubmersível são as mais usadas na perfuração de poços
exploratórios; possui um ou mais conveses apoiados por
colunas em flutuadores submersos; sujeita a movimentações devido à ação de
ventos, ondas e correntes; fixada por ancoragem ou por um sistema de
posicionamento dinâmico em que sensores acústicos determinam a deriva e propulsores no casco restauram sua posição;
pode ou não ter propulsão própria.

52 | engeworld | março 2013
biodiEsEl
conheçA os tiPos de biodieselNo Brasil, existem mais de 50 tipos de insumos que podem ser usados na produção do biodiesel. Conheça as diferentes origens desse combustível.
O biodiesel é um combustível renovável, produzido a partir de fontes vegetais misturadas com etanol (proveniente da cana--de-açúcar) ou metanol (obtido a partir da biomassa de madei-ras), totalmente limpo e orgânico.
As matérias-primas para a produção de biodiesel são: óleos vegetais, gordura animal, óleos e gorduras residuais. Óleos vegetais e gordu-ras são compostos basicamente de triglicerídeos, ésteres de glicerol e ácidos graxos. As fontes mais utilizadas para sua obtenção são soja, dendê, mamona, girassol e sebo bovino. Confira as características das fontes mais comuns:
Soja: responde por 90% de toda produ-ção de biodiesel no Brasil. Tem óleo em concentrações variáveis que, em geral, são de 18% a 20%. Hoje, ela também pode ser encontrada em oleaginosas, em concentra-ções de até 25%. Cada hectare plantado é capaz de produzir 600 kg de óleo de soja;
Sebo: está presente em grande quanti-dade no Brasil, que é grande exportador de carne. Apesar disso, devido à alta demanda, seu preço tem aumentado muito.

engeworld | março 2013 | 53
Dendê: o óleo não é viável por seu alto preço, além de ser utilizado em margarinas com zero de gordu-ra trans para alimentação humana. O refino do óleo dá origem a um resíduo (8%), que é o ácido graxo, e dele pode ser feito o biodiesel. Um hectare produz 4,5 kg de óleo;
Mamona: sua produção no Brasil é pequena e o processo de obtenção do biodiesel a partir dela é complexo quando comparado ao da soja. O fruto contém cerca de 50% de óleo, sendo que cada hectare gera, no máximo, 700 kg de subproduto;
Girassol: a oleaginosa tradi-cionalmente tem de 35% a 40% de óleo, mas há casos em que a pre-sença da substância é de até 50%. Cada hectare de girassol rende de 800 kg a 900 kg de óleo;
Embora algumas plantas nativas apre-sentem bons resultados em laboratórios, como o pequi, o buriti e a macaúba, sua produção é extrativista e não há plantios comerciais que permitam avaliar com precisão as suas potencialidades.
Os óleos e gorduras residuais, resul-tantes de processamento doméstico, comercial e industrial também podem
ser usados como matéria-prima. Os óleos de frituras têm grande potencial de oferta. Algumas possíveis fontes dos óleos e gorduras residuais são lancho-netes e cozinhas industriais, indústrias nas quais há a fritura de produtos ali-mentícios, os esgotos municipais, nos quais a nata sobrenadante é rica em matéria graxa e águas residuais de
54 | engeworld | março 2013
processos de indústrias alimentícias.Historicamente, o uso direto de óleos ve-
getais como combustível foi rapidamente superado pelo uso de óleo diesel derivado de petróleo por fatores econômicos e téc-nicos. Naquela época, os aspectos ambien-tais, que hoje privilegiam os combustíveis oriundos de fontes renováveis não eram considerados importantes.
vantagens e desvantagensvantagens:
Trata-se de uma fonte de energia renovável;
Sua queima gera baixos índices de poluição, não colaborando para o aquecimento global;
Gera emprego e renda no campo, diminuindo o êxodo rural;
Deixam as economias dos países menos dependentes dos produtores de petróleo;
Quando produzido em larga escala, seu custo de produção pode ser mais baixo que o dos derivados de petróleo.
desvantagens:Se o consumo mundial ocorrer em
larga escala, serão necessárias plantações em grandes áreas agrícolas. Em países que não fiscalizam adequadamente seus recursos florestais, pode-se ter um alto
grau de desmatamento de florestas para dar espaço para plantações de grãos, o que diminuirá as reservas florestais do planeta.
O uso de grãos para a produção do biodiesel também pode acarretar au-mento do preço dos produtos derivados desse tipo de matéria-prima.
ção de energia renovável.A Petrobrás possui a tecnologia para a
fabricação do biodiesel e o combustível orgânico já está sendo utilizado em alguns veículos em circulação no país. Acredita--se que esse combustível possa, aos pou-cos, substituir os combustíveis fósseis usa-dos no abastecimento de automóveis, o que será um grande avanço na busca pela diminuição da poluição do ar.
FabricaçãOO processo químico de fabricação
do combustível utilizado é conhecido como transesterificação, segundo o Ser-viço Brasileiro de Respostas Técnicas (SBRT), ligado ao Ministério da Ciên-cia e Tecnologia. Para obter o biodiesel, os ésteres, presentes no óleo vegetal, são separados da glicerina. Os ésteres são a base do biodiesel. Durante o processo, a glicerina é substituída pelo álcool, prove-niente do etanol. O resultado da reação química entre os ácidos graxos contidos em óleos vegetais e gorduras animais e um álcool (que pode ser o etanol ou o metanol), é um éster etílico ou metílico. Quando usado como combustível, de-nominamos tal produto de biodiesel.
Esse processo foi patenteado pela pri-meira vez em todo o mundo pelo cearense Expedito Parente, ainda nos anos 1970.
biOdiesel nO brasilO Brasil tem em sua geografia gran-
des vantagens agrônomas por se situar em uma região tropical, com altas taxas de luminosidade e temperaturas médias anuais. Associada à disponibilidade hí-drica e regularidade de chuvas, torna-se o país com maior potencial para produ-
Historicamente, o uso direto de óleos vegetais como combustível foi rapidamente superado pelo uso de óleo diesel derivado de petróleo por fatores econômicos e técnicos.

engeworld | março 2013 | 55

56 | engeworld | março 2013
Manômetros Selos Diafragma Termômetros
Poços de Proteção Pressostatos Termostatos
WIKA DO BRASIL Indústria e Comércio Ltda.0800 979 1655Matriz Iperó/[email protected]
São Paulo/[email protected]
Rio de Janeiro/[email protected]
Curitiba/[email protected]
R
Instrumentos WIKA para Medição de Pressão e Temperatura
Suporte na especificação.Contate-nos!
Expansão de gás e Bimetálicos
Diferencial
CompactoMini
Compacto
Modular
Mini
Anuncio_Engeworld_210x280.indd 1 25/02/2013 13:58:31