CENTRO UNIVERSITÁRIO DO LESTE DE MINAS GERAIS – … · Agradeço primeiramente a Deus por estar...
125
CENTRO UNIVERSITÁRIO DO LESTE DE MINAS GERAIS – Unileste-MG Programa de Mestrado em Engenharia Industrial Linha de Pesquisa: Síntese, Processamento e Caracterização de Materiais (SPMat) HÉLIO BRAZ LOSS “UTILIZAÇÃO DE PÓS DO DESEMPOEIRAMENTO NO CICLO PRODUTIVO DA ACIARIA” CORONEL FABRICIANO 2010
Transcript of CENTRO UNIVERSITÁRIO DO LESTE DE MINAS GERAIS – … · Agradeço primeiramente a Deus por estar...

CENTRO UNIVERSITÁRIO DO LESTE DE MINAS GERAIS – Unileste-MG
Programa de Mestrado em Engenharia Industrial
Linha de Pesquisa:
Síntese, Processamento e Caracterização de Materiais (SPMat)
HÉLIO BRAZ LOSS
“UTILIZAÇÃO DE PÓS DO DESEMPOEIRAMENTO
NO CICLO PRODUTIVO DA ACIARIA”
CORONEL FABRICIANO
2010

ii
Trabalho de conclusão de Curso de Mestrado
em Engenharia Industrial apresentado ao
Concelho do Programa de Pós-Graduação em
Engenharia do Centro Universitário do Leste de
Minas Gerais como pré-requisito para obtenção
do Título de Mestre em Engenharia Industrial.

ii
HÉLIO BRAZ LOSS
“UTILIZAÇÃO DE PÓS DO DESEMPOEIRAMENTO
NO CICLO PRODUTIVO DA ACIARIA”
Dissertação de Mestrado apresentada ao programa de Pós-Graduação em
Engenharia Industrial do Centro Universitário do Leste de Minas Gerais, como
requisito parcial para obtenção do Título de Mestre em Engenharia Industrial.
Orientadora: Profa Dra Cláudia Nazaré dos Santos
CORONEL FABRICIANO
2010

iii
HÉLIO BRAZ LOSS
“UTILIZAÇÃO DE PÓS DO DESEMPOEIRAMENTO
NO CICLO PRODUTIVO DA ACIARIA”
Dissertação de Mestrado submetida à banca examinadora designada pelo
Conselho de Curso do Programa de Pós-Graduação em Engenharia, Mestrado
em Engenharia Industrial, do Centro Universitário do Leste de Minas Gerais,
como parte dos requisitos necessários à obtenção do grau de Mestre em
Engenharia Industrial.
Aprovada em 10 de Agosto de 2010
Por:
__________________________________ Fabrício Moura Dias, Dr.
Prof. PPGE/Unileste-MG.
______________________________________ Pedro José Nolasco Sobrinho, Pós-Dr.
Gerente de Pesquisa e Desenvolvimento da Vamtec SA.
__________________________________
Cláudia Nazaré dos Santos, Dra.
Profa. PPGE/Unileste-MG - Orientadora.

iv
DEDICATÓRIA
Aos meus pais Vítor Loss e Maria Lilica
Feller Loss e a minha esposa Rosilene Brzesky
dos Santos Loss e aos meus filhos Hélio Vítor
Loss, Hellen Rosi Loss e Emanuellen Rosi Loss
pelo incentivo e compreensão nos momentos
de ausência.

v
AGRADECIMENTOS
Agradeço primeiramente a Deus por estar sempre presente em meus
caminhos.
A minha esposa e aos meus filhos que sempre me apoiaram e
compreenderam com paciência nos momentos de ausência.
Aos meus pais e irmãos, em especial ao meu irmão Luiz Loss, que
sempre me apoiaram e me ensinaram o valor da educação.
A ABC Tecnologia pela fabricação de briquetes para Shatter Test.
Ao Roberto e Igor da Reciclos Reciclagem de Resíduos Industriais pela
fabricação dos briquetes para testes no MRPL.
Ao Dr. Pedro Nolasco pela sua disponibilidade, sugestões e críticas
neste projeto.
A Professora Doutora Cláudia Nazaré dos Santos pela orientação e
apoio na realização do trabalho.
Aos colegas da ArcelorMittal Inox Brasil (AMIB) que colaboraram na
realização do trabalho e especialmente a: Wander, Adailton, Renato e Robson
que não mediram esforços para a realização das análises de granulometria,
química, densidade, Shatter Test e umidade nos laboratórios da aciaria. Ao
Edilberto, Janeir, Reinaldo, João Benício e Jeanderson pelo apoio científico. Ao
João Domingos pela compreensão. Ao Adão Adélcio pelos ensinamentos. Ao
Engenheiro Ricardo Faria e a Técnica Dirceni pelas caracterizações dos
materiais no Centro de Pesquisa da AMIB. Ao Edilson Cavalieri pelo
acompanhamento e consolidação dos resultados dos testes no MRPL. Aos
metalurgistas Leonardo Mota e Leomar pelo acompanhamento da qualidade
das placas que usaram os briquetes de resíduos. Ao soldador Rogério Duarte
que desenvolveu o amostrador tipo “Trier”. Ao Jorge Célio e Joel Medeiros da
Gerência de Meio Ambiente pela disponibilidade dos materiais para testes. Ao
Décio Xavier pelos ensinamentos de balanço termodinâmico. Em especial ao
José Cordeiro Neves, Max Damázio, Rogério Geraldo e Otávio Teixeira que
foram os grandes incentivadores e apoiadores do Mestrado.

vi
SUMÁRIO
DEDICATÓRIA................................................................................................... iv
AGRADECIMENTOS..........................................................................................v
SUMÁRIO .......................................................................................................... vi
LISTA DE FIGURAS ...........................................................................................x
LISTA DE TABELAS........................................................................................ xiv
LISTA DE SÍMBOLOS ...................................................................................... xv
RESUMO ............................................................................................................1
ABSTRACT.........................................................................................................2
1 INTRODUÇÃO.................................................................................................3
2 OBJETIVOS.....................................................................................................4
3 REVISÃO BIBLIOGRÁFICA.............................................................................5
3.1 Aços carbono ................................................................................................5
3.2 Aços elétricos................................................................................................6
3.2.1 Aços elétricos de Grãos Não Orientados (GNO)........................................6
3.2.2 Aços elétricos de Grãos Orientados (GO)..................................................7
3.3 Aços inoxidáveis ...........................................................................................7
3.4 O Processo MRPL ......................................................................................10
3.4.1 Visão Geral ..............................................................................................10
3.4.2 Sopro........................................................................................................12
3.4.3 Chaminé...................................................................................................14
3.4.4 Sistema de adições e adicões de pós no vaso .......................................16
3.4.5 Sistema de basculamento do vaso ..........................................................17
3.4.6 Amostragem e temperatura......................................................................18
3.4.7 Sistema de desempoeiramento................................................................20
3.5 Tópicos de termodinâmica ..........................................................................21
3.5.1 Oxidação do carbono, silício, manganês e ferro ......................................22
3.5.2 Desfosforação ..........................................................................................26
3.5.3 Dessulfuração ..........................................................................................27
3.6 Resíduos.....................................................................................................28
3.6.1 Resíduos sólidos e normas brasileiras para resíduos sólidos..................29

vii
3.6.2 Geração dos resíduos siderúrgicos..........................................................31
3.6.2.1 Geração de pós do desempoeiramento do MRPL ................................32
3.6.2.2 Geração de finos metálicos das escórias de carbono e aços
elétricos ........................................................................................................33
3.7 Briquetagem................................................................................................35
3.7.1 O processo de briquetagem.....................................................................37
3.7.2 Etapas do Processo de briquetagem .......................................................38
3.7.2.1 Preparação............................................................................................38
3.7.2.2 Mistura ..................................................................................................41
3.7.2.3 Compactação - Prensagem...................................................................41
3.7.2.4 Cura ......................................................................................................44
4 METODOLOGIA ............................................................................................46
4.1 Técnicas de análises...................................................................................46
4.1.1 Caracterização de resíduos quanto as potencialidades de riscos
ambientais (ABNT NBR 10004:2004) ...........................................................46
4.1.2 Análise química via úmida........................................................................47
4.1.3 Densidade pelo método de picnometria...................................................47
4.1.4 Granulometria ..........................................................................................48
4.1.5 Umidade...................................................................................................49
4.1.6 Shatter Test a frio.....................................................................................49
4.1.7 Microscopia eletrônica de varredura (MEV) acoplado com micro
sonda de energia dispersiva de raios X (EDS) .............................................50
4.1.8 Difração de raios X...................................................................................51
4.2 Identificação dos resíduos...........................................................................53
4.2.1 Coleta e retirada das amostras para caracterizações dos PDM ..............53
4.2.2 Coleta e retirada das amostras para caracterizações dos FMR...............56
4.3 Produção dos briquetes ..............................................................................57
4.4 Determinação dos tipos de aço para teste industrial dos briquetes ............59
5 RESULTADOS E DISCUSSÃO .....................................................................60
5.1 Caracterização quanto as potencialidades de riscos ambientais (ABNT
NBR 10004:2004 ..........................................................................................60
5.1.1 Caracterização do PDM e FMR ...............................................................60

viii
5.2 Análise química via úmida...........................................................................61
5.2.1 Análise química do PDM e FMR ..............................................................61
5.2.2 Análise química do BPDFM .....................................................................62
5.3 Densidade pelo método de picnometria......................................................63
5.3.1 Densidade do PDM e FMR ......................................................................63
5.3.2 Densidade do BPDFM..............................................................................65
5.4 Granulometria .............................................................................................65
5.4.1 Granulometria do PDM e FMR.................................................................65
5.4.2 Granulometria do BPDFM........................................................................67
5.5 Umidade......................................................................................................67
5.5.1 Umidade do PDM e FMR .........................................................................67
5.5.2 Umidade do BPDFM ................................................................................68
5.6 Shatter Test a frio........................................................................................68
5.6.1 Shatter Test a frio do BPDFM ..................................................................68
5.7 MEV ............................................................................................................70
5.7.1 Caracterização do PDM e FMR pelo MEV...............................................70
5.7.2 Caracterização do BPDFM pelo MEV ......................................................72
5.8 Difração de raios X......................................................................................73
5.8.1 Difração de raios X do PDM e FMR .........................................................73
5.8.2 Difração de raios X do BPDFM ................................................................75
5.9 Análise termodinâmica................................................................................76
6 TESTE DE USO DOS BRIQUETES BPDFM NO MRPL................................80
6.1 Produção de corridas experimentais...........................................................80
6.1.1 Quantidade de corridas produzidas .........................................................80
6.1.2 Peso aço vazado......................................................................................81
6.1.3 Rendimento metálico ...............................................................................82
6.1.4 Análise das escórias ................................................................................84
6.1.6 Análise da qualidade do aço produzido ...................................................86
6.1.7 Análise custo x benefício do projeto.........................................................87
7 CONCLUSÕES..............................................................................................88
8 SUGESTÕES PARA TRABALHOS FUTUROS .............................................90
9 REFERÊNCIAS BIBLIOGRÁFICAS...............................................................91

ix
ANEXO 1 ..........................................................................................................97
ANEXO 2 ..........................................................................................................98
ANEXO 3 ..........................................................................................................99
ANEXO 4 ........................................................................................................100
ANEXO 5 ........................................................................................................101
ANEXO 6 ........................................................................................................102
ANEXO 7 ........................................................................................................103
ANEXO 8 ........................................................................................................104
ANEXO 9 ........................................................................................................105
ANEXO 10.......................................................................................................106
ANEXO 11.......................................................................................................107
ANEXO 12.......................................................................................................108

x
LISTA DE FIGURAS
Figura 3.1- Fluxograma de produção na rota “duplex” (Fonte: Bando de
Dados (BD) da AMIB, 2010). 1................................................................. 9
Figura 3.2- Fluxograma de produção na rota “triplex” (Fonte: BD da AMIB,
2010). 2 .................................................................................................... 9
Figura 3.3- Tipos de aços inoxidáveis (CHARLES, 2000). 3 ........................ 10
Figura 3.4- Esquema do fundo do MRPL e seus elementos de injeção
(COIMBRA, 2008). ................................................................................... 11
Figura 3.5- Esquema de lanças do MRPL (COIMBRA, 2008). .................... 13
Figura 3.6- Lanças de sopro do MRPL (COIMBRA, 2008). ......................... 13
Figura 3.7- Pontos de entrada de gases do MRPL (COIMBRA, 2008). ....... 14
Figura 3.8- Chaminé do MRPL (COIMBRA, 2008). ...................................... 15
Figura 3.9- Silos de adição do MRPL (COIMBRA, 2008). ............................ 16
Figura 3.10- Sistema de coleta dos pós do MRPL (COIMBRA, 2008). ........ 17
Figura 3.11- Sistema de medição de temperatura do MRPL (COIMBRA,
2008). ....................................................................................................... 19
Figura 3.12- Sistema de desempoeiramento do MRPL da AMIB (Fonte: o
autor). ....................................................................................................... 21
Figura 3.13- Períodos de descarburação em função do tempo (COIMBRA,
2008). ....................................................................................................... 23
Figura 3.14- Variação do teor de Si em função do sopro (COIMBRA,
2008). ....................................................................................................... 24
Figura 3.15- Variação do teor de Mn em função do sopro (COIMBRA,
2008). ....................................................................................................... 25
Figura 3.16- Variação do teor de P em função do sopro (COIMBRA,
2008). ....................................................................................................... 27
Figura 3.17- Geração pós desempoeiramento do MRPL (Fonte: BD da
AMIB). 17 ................................................................................................. 33
Figura 3.18 Fluxo do processamento das escórias de carbono e aços
elétricos da AMIB (Fonte: o autor). 18 ..................................................... 34
xi
Figura 3.19- Fluxo da concentração dos finos metálicos das escórias de
carbono e aços elétricos da AMIB (Fonte: Reciclos). 19 ......................... 35
Figura 3.20- Princípio básico do funcionamento da briquetagem
(WWW.sahutconreur.com).20 .................................................................. 37
Figura 3.21- Princípio básico do funcionamento da briquetagem por
maromba (QUIRINO, 2009).21 ................................................................ 38
Figura 3.22- Desuniformidade (QUIRINO, 2009). 22 ................................... 40
Figura 3.23- Representação esquemática do empacotamento de esferas
de diferentes tamanhos (BARBA, 1997). 23 ............................................ 42
Figura 3.24- Variação da compactabilidade de misturas de esferas de dois
tamanhos em função das esferas grandes (BARBA, 1997). 24 .............. 43
Figura 3.25- Influência na densidade do briquete com a variação do % de
ligantes e da pressão de prensagem (WILAIPON (2007) adaptado pelo
autor). 25 .................................................................................................. 44
Figura 3.26- Curva resistência mecânica&tempo de cura (OLIVEIRA ET
Al., 2003). 26 ............................................................................................ 45
Figura 4.1 Princípio de funcionamento do MEV (Fonte: BD da AMIB). 27 ... 50
Figura 4.2- Difração de raios X (KAHN, 2009). 28 ...................................... 52
Figura 4.3- Coleta do PDM para produção dos briquetes e caracterizações
(Fonte: o autor). 29 54
Figura 4.4- Retirada das amostras do PDM e em detalhe o amostrador
“TRIER” (Fonte: o autor).30 ..................................................................... 55
Figura 4.5- Homogeneização/retirada das alícotas do PDM (Fonte: o
autor). 31 .................................................................................................. 55
Figura 4.6- Retirada das amostras dos FMR e homogeneização/retirada
das alícotas do PDM (Fonte: o autor). 32 ................................................ 56
Figura 4.7- Amostras do PDM (E) e FMR (D) (Fonte: o autor).33 ............... 57
Figura 4.8- Briquetes BPDFM (Fonte: o autor).34 ........................................ 58
Figura 5.1- Análise de densidade por picnometria (Fonte: BD da AMIB). 35 64
Figura 5.2- Distribuição granulométrica simples e acumulada do PDM
(Fonte: BD da AMIB). 36 .......................................................................... 66

xii
Figura 5.3- Distribuição granulométrica simples e acumulada do FMR
(Fonte: BD da AMIB). 37 .......................................................................... 66
Figura 5.4- Distribuição granulométrica simples e acumulada dos
briquetes BPDFM (Fonte: BD da AMIB). 38 ............................................ 67
Figura 5.5- Máquina de ensaio Shatter Test da AMIB (Fonte: o autor). 39 .. 69
Figura 5.6- Ensaios de Shatter Test para diferentes briquetes BPDFM
(Fonte: BD da AMIB). 40 .......................................................................... 69
Figura 5.7- Resultados quantitativos do PDM e FMR através do MEV
(Fonte: BD da AMIB). 41 .......................................................................... 71
Figura 5.8- Caracterização da energia dispersiva de raio-x do PDM e FMR
(Fonte: BD da AMIB).42 ........................................................................... 71
Figura 5.9- Resultados quantitativos dos briquetes BPDFM através do
MEV (Fonte: BD da AMIB). 43 ................................................................. 72
Figura 5.10- Caracterização da energia dispersiva de raios-x dos
briquetes BPDFM (Fonte: BD da AMIB). 44 ............................................ 73
Figura 5.11- Difratograma do PDM e FMR (Fonte: BD da AMIB). 1 ............ 74
Figura 5.12- Espectros das fases identificadas do PDM e FMR (Fonte: BD
da AMIB). 2 .............................................................................................. 74
Figura 5.13- Difratograma dos briquetes BPDFM (Fonte: BD da AMIB). 1 .. 75
Figura 5.14- Espectros das fases identificadas dos briquetes BPDFM
(Fonte: BD da AMIB). 2 ............................................................................ 76
Figura 6.1- Resultados de aço vazado MRPL (Fonte: BD da AMIB). 1 ....... 82
Figura 6.2- Resultados do rendimento metálico do aço vazado no MRPL
(Fonte: BD da AMIB).2 ............................................................................. 83
Figura 6.3- Correlação % briquetes BPDFM na carga (adição) & %
rendimento metálico (Fonte: BD da AMIB).3 ........................................... 84
Figura 6.4- Análise das escórias dos aços carbonos especiais com uso
dos BPDFM (Fonte: BD da AMIB).4 ........................................................ 85
Figura 6.5- Análise das escórias dos aços elétricos GNO com uso dos
BPDFM (Fonte: BD da AMIB).5 ............................................................... 85
Figura 6.6- Correlação % briquetes BPDFM na carga (adição) & %
FeTotal escória (Fonte: BD da AMIB).6 ................................................... 86

xiii
Figura 6.7- Qualidade dos aços carbonos especiais e aços elétricos GNO
com uso dos briquetes BPDFM (Fonte: BD da AMIB).7 .......................... 86
Figura 6.8- Comparação dos custos x benefícios do projeto (Fonte: o
autor). 1 .................................................................................................... 87
xiv
LISTA DE TABELAS
Tabela III.1- Principais normas brasileiras sobre resíduos............................ 30
Tabela III.2- Principais misturas para fabricação de briquetes (SHOKO ET
AL., (2004) adaptado pelo autor).............................................................. 39
Tabela IV.1- Identificação dos resíduos estudados na pesquisa (Fonte: o
autor)......................................................................................................... 53
Tabela IV.2- Composição calculada do FeTotal dos briquetes (Fonte: o
autor)......................................................................................................... 58
Tabela V.1- Caracterização do PDM e FMR (Fonte: BD da AMIB)............... 61
Tabela V.2- Análise química do PDM e FMR (Fonte: BD da AMIB)............. 62
Tabela V.3- Análise química dos briquetes BPDFM (Fonte: BD da AMIB)... 63
Tabela V.4- Análise de densidade do PDM e FMR (Fonte: BD da AMIB).... 64
Tabela V.5- Análise de densidade dos briquetes BPDFM (Fonte: BD da
AMIB)........................................................................................................ 65
Tabela V.6- Cálculo da densidade dos briquetes BPDFM (Fonte: o autor).. 65
Tabela V.7- Análise de umidade do PDM e FMR (Fonte: BD da AMIB)....... 67
Tabela V.8- Análise de umidade dos briquetes BPDFM (Fonte: BD da
AMIB)........................................................................................................ 68
Tabela V.9- Identificação das fases cristalinas do PDM e FMR (Fonte: BD
da AMIB)................................................................................................... 74
Tabela V.10- Identificação das fases cristalinas dos briquetes BPDFM
(Fonte: BD da AMIB)................................................................................. 75
Tabela VI.1- Resultados de utilização dos briquetes BPDFM na produção
de aços carbonos especiais e aços elétricos GNO no MRPL (Fonte: BD
da AMIB)................................................................................................... 81

xv
LISTA DE SÍMBOLOS
AF Alto Forno
AMIB ArcelorMittal Inox Brasil
AODL Argon Oxygen Descarburization by Lance
BD Banco de Dados
CCC Cúbica de Corpo Centrado
CFC Cúbica de Face Centrada
D Densidade
d Distância interplanetar para os planos hkl (índice de Miller)
db Densidade do briquete
ө Ângulo de incidência dos raios X
FEA Forno Elétrico a Arco
FEA-FEA Processo de produção de inox com duas cargas dos FEA`s
FEA-PTG Processo de produção de inox com umas carga do FEA e uma
carga do PTG
FER Forno Elétrico de Redução
FeTotal Ferro Total
FMR Finos Metálicos Recuperados das Escórias de aços carbonos e
aços elétricos
GNO Aços Elétricos de Grãos Não Orientados
GO Aços Elétricos de Grãos Orientados
IBS Instituto Brasileiro de Siderurgia
LD Convertedor Linz e Donawitz
M Vazão ou produtividade da máquina de briquetagem
Massaa Massa da amostra (g)
Massap Massa do picnômetro com água (g)
MassaPA Massa do picnômetro com água + amostra (g)
MRPL Metal Refining Process by Lance
N Velocidade do rolo de briquetagem (RPM)
n Número inteiro (ordem de difração)
BPDFM Briquetes dos resíduos PDM e FMR
xvi
PDM Pós do Desempoeiramento do MRPL
PTG Estação de Pré-Tratamento de Gusa
R Número de colunas ao longo do rolo do briquetador
T Tesla
Vb Volume de um briquete
VOD Vacuum Oxygen Descarburization
Z Número de moldes em uma coluna na circunferência do rolo do
briquetador
Comprimento da onda da radiação incidente ּג
∆Gº Representa a variação da energia de Gibbs quando os
reagentes no seu estado padrão são convertidos em produtos
também no seu estado padrão.

1
RESUMO
O convertedor MRPL (Processo de Refino de Metal por Lança) é o
principal equipamento utilizado na produção de aços carbonos especiais e aços
elétricos da ArcelorMittal Inox Brasil (AMIB). Durante as fases de produção
destes aços, são gerados gases, escórias e finos provenientes do sistema de
desempoeiramento. Os gases são queimados em torres de queima, as
escórias são transportadas e recuperados os metálicos contidos na mesma.
Mesmo após a recuperação dos metálicos das escórias, as mesmas
apresentam finos metálicos com tamanho médio de 0,78 mm. Os finos do
desempoeiramento são coletados através de dutos, câmeras e com posterior
transporte e armazenamento no pátio de resíduo da AMIB.
No presente trabalho, foram feitas as caracterizações dos finos
metálicos das escórias e dos pós do desempoeiramento. Posteriormente foram
produzidos briquetes com a mistura destas duas matérias primas e estes foram
utilizados na carga metálica do MRPL em substituição a sucata metálica da
carga do mesmo.
Os resultados obtidos de caracterização, simulação e produção dos
briquetes, sugerem uma melhoria na concentração dos finos metálicos das
escórias do MRPL para que os briquetes possam substituir a carga metálica do
convertedor MRPL na produção de aços carbonos especiais e aços de grãos
não orientados (GNO).
Palavras-Chave: Resíduos, MRPL, Briquetes, Caracterização.
2
ABSTRACT
The MRPL converter (Metal Refining Process by Lance) is the main
equipment used in the production of special carbon steel and electrical steel in
ArcelorMittal Inox Brasil (AMIB). During the production stages of these steels,
gases, slag and fines coming from the dedusting system are generated. The
gases are burned in flare towers, the slags are transported and the metal
contained in them is recovered. Even after the recovery of the metallic, the slag
has fine metal particles with average size of 0.78 mm. The fines from the
dedusting system are collected through ducts, cameras and with subsequent
transport and storage in the AMIB's waste yard.
In the present work, the characterizations of metallic fine of slag and of
dust from the dedusting system were made. Posteriorly were produced
briquettes with the mixture of these two raw materials and these were used in
the metallic charge of MRPL in substitution the metallic scrap of the charge of
the MRPL.
The results obtained from characterization, simulation and production of
the briquettes suggest an improvement in the concentration of the slag fine
metal of the MRPL so that the briquettes can replace the metallic load of the
MRPL converter in the production of special carbon steel and non-oriented
electric steels (GNO).
Key Words: Wastes, MRPL, Briquettes, Characterization.
3
1 INTRODUÇÃO
A siderurgia é a indústria produtora de aço, a qual engloba os processos
de obtenção de produtos à base de ferro (gusa, ferro-esponja, semi-acabados
e laminados de aços). O aço se apresenta de várias formas e especificações,
objetivando atender à demanda de diferentes setores, como a indústria
automobilística, construção civil, bens de capital, máquinas e equipamentos,
eletrodomésticos, utilidades domésticas, embalagens, recipientes, entre outros
(IBS, 2008).
O aumento da produção de aço gera um aumento na produção de
resíduos, como poeiras e lamas e uma forma de diminuir os impactos
ambientais provenientes desses resíduos é a utilização do processo de
reciclagem (NOLASCO-SOBRINHO ET AL., 2004).
A gestão dos resíduos inclui medidas voltadas ao aumento da eficiência
dos processos, de modo a reduzir sua geração durante o processo de
produção de aço bem como dar destinação adequada, priorizando sua
recuperação, reutilização ou reciclagem. Em 2008, 7% dos materiais gerados
pelas empresas siderúrgicas (1562 kt) foram descartados seguindo
procedimentos autorizados pelos órgãos ambientais competentes (IBS, 2009).
As aplicações de tecnologias de reciclagem exigem o estudo de
viabilidade econômica do processo, pois os custos envolvidos de recuperação
não podem exceder os custos de beneficiamento do produto, obtendo desta
forma, uma boa relação custo benefício para a cadeia produtiva. Uma
alternativa de reaproveitamento de resíduos é na forma de briquetes que é uma
técnica muito barata e simples que consiste nas etapas de preparação, mistura,
compactação e cura, atendendo a forte cobrança da sociedade e dos órgãos
ambientais para que os resíduos gerados não sejam depositados em aterros e
uma preocupação crescente com a sustentabilidade do setor siderúrgico.

4
2 OBJETIVOS
Este trabalho tem como objetivo geral produzir um briquete com os finos
gerados no desempoeiramento do MRPL e os finos metálicos das escórias do
fluxo produtivo dos aços carbonos especiais e elétricos da ArcelorMittal Inox
Brasil (AMIB) e utilizá-los no MRPL como carga metálica para a produção de
aços carbonos ligados e aços de grãos não orientados (GNO).
Os objetivos específicos são:
• Caracterizar os pós do desempoeiramento e os finos metálicos das
escórias do MRPL;
• Produzir briquetes com estes pós e finos;
• Utilizar estes briquetes na carga metálica do MRPL em substituição a
sucata metálica;
• Avaliar as principais características de processo das corridas com uso
dos briquetes dos resíduos, comparando-as com as corridas sem o uso
dos briquetes.

5
3 REVISÃO BIBLIOGRÁFICA
3.1 Aços carbono
De acordo com Chiaverini (1996), aços são ligas ferro-carbono que
podem conter apreciáveis concentrações de outros elementos de liga. Existem
milhares de ligas que têm diferentes composições e/ou tratamentos térmicos.
As propriedades mecânicas são sensíveis ao teor de carbono, que é
normalmente menor do que 1,0% em peso. Alguns dos aços mais comuns são
classificados de acordo com a concentração de carbono, isto é, em tipos baixo-
carbono, médio-carbono e alto-carbono.
Segundo Callister et al (1991), os aços de baixo-carbono são os
produzidos em maior escala e com teores de carbono menor que 0,25% em
peso e são ligas relativamente macias. Suas aplicações típicas incluem
componentes de automóvel, estruturas em geral, chapas, aços para construção
civil e possuem limites de escoamento de 275 MPa, resistência à tração entre
415 e 550 MPa e uma ductilidade de 25%. Dentro do grupo de aços de baixo-
carbono, temos os aços baixo-carbono ligados que contém elementos de liga
tais como cobre, vanádio, níquel, cromo, titânio e molibdênio. Para garantir
aplicações especiais e em atmosferas normais, estes aços possuem boa
resistência à corrosão e indicados onde a resistência estrutural é crítica (por
exemplo, pontes, torres, coluna de suporte em edifícios de alta-elevação e
vasos de pressão) bem como aplicações em máquinas e implementos
agrícolas e ferramentas de corte.
Os aços de médio-carbono tem concentração de carbono entre 0,25 e
0,60% de carbono. Estas ligas podem ser tratadas termicamente por
austenitização, têmpera e revenimento para melhorar suas propriedades
mecânicas. As aplicações incluem rodas de trens, trilhos de ferrovias,
engrenagens, virabrequins e outras partes de máquinas e componentes
estruturais de alta resistência mecânica combinando com boa resistência a
abrasão e tenacidade.
6
Os aços alto-carbono normalmente possuem teores de carbono entre
0,60 a 1,4%. São aços muito duros, com excelente resistência a abrasão e
necessitam de um bom tratamento térmico (têmpera seguido de revenimento),
para garantir condição de longevidade de uso. As aplicações mais comuns são
as ferramentas de corte e matrizes para transformação mecânica e
conformação de materiais, bem como em facas, navalhas, lâminas de serra,
molas e fios de alta resistência mecânica.
3.2 Aços elétricos
São materiais magneticamente macios, usados na geração, transmissão
e utilização da energia elétrica. Os dois tipos mais comuns são: aços de grãos
não orientados (GNO) e aços de grãos orientados (GO).
3.2.1 Aços elétricos de Grãos Não Orientados (GNO)
Segundo Bohn (2005), o aço GNO, diferentemente do aço GO, não
apresenta uma textura pronunciada, ou seja, há uma dispersão na orientação
dos grãos e tem os valores das propriedades magnéticas parecidas em todas
as direções do plano da chapa, o que o faz adequado para aplicações que
exigem isotropia das propriedades magnéticas ao longo do plano da chapa,
onde o fluxo magnético muda de direção; tais como motores elétricos e
geradores de energia. Portanto, os aços GNO apresentam boas propriedades
em qualquer direção considerada.
De acordo com Rodrigues et al. (2009), a perda magnética é a energia
despendida como calor (W/kg), num circuito magnético quando há indução
ciclicamente alternada e a permeabilidade magnética é a medida da facilidade
com a qual um material pode ser magnetizado.
Os aços GNO são classificados de acordo com a perda magnética
apresentada em condições de testes padronizadas: 1,0 a 1,5 T, 50 a 60 Hz. A

7
permeabilidade ou indução magnética precisa ser especificada para uma dada
condição.
3.2.2 Aços elétricos de Grãos Orientados (GO)
Segundo Nolasco-Sobrinho et al. (2000), os aços GO são aplicados na
fabricação de núcleo de transformadores, geradores de potência e outros
equipamentos elétricos e se caracterizam por apresentarem excelentes
propriedades magnéticas na direção de laminação. Este aço apresenta
processos tecnológicos complexos, o que requer pessoal altamente treinado
durante a sua elaboração.
Dependendo das propriedades magnéticas, o aço elétrico GO, é incluído
em uma das cinco categorias (M1 a M5), sendo que os aços na categoria M1
possuem as melhores propriedades magnéticas e os aços de categoria M5
possuem as propriedades magnéticas em menor escala. Aços com as
melhores propriedades magnéticas são obtidas com a relação
manganês/enxofre (Mn/S) na faixa de 2,25 a 2,70, bem como para a produção
destes aços, é necessário manter baixos níveis dos teores de elementos como
alumínio, titânio e fósforo, além de atender faixas estreitas de carbono,
manganês e enxofre, que consequentemente tem grande influência nas
propriedades finais do produto.
3.3 Aços inoxidáveis
A ArcelorMittal Inox Brasil (AMIB), na época Acesita, foi fundada em 31
de outubro de 1944 com o objetivo de produzir aços especiais para o
abastecimento do mercado nacional. Em 1951 iniciou a produção de aços
comuns e especiais na aciaria e, desde então, a usina passou por grandes
expansões até atingir a atual capacidade instalada de 800 mil toneladas/ano de
aço líquido (ZHAI ET AL., 2002).
8
A AMIB iniciou a produção de aços inoxidáveis em 1965 utilizando um
forno elétrico a arco. Em 1978 adquiriu o seu primeiro convertedor AODL
(Argon Oxygen Descarburization by Lance), transformando-se na principal
produtora de aços inoxidáveis da América Latina. Em 2002, um novo
convertedor AODL foi adquirido, permitindo a empresa chegar a uma
capacidade instalada de 400 mil toneladas de aços inoxidáveis por ano (ZHAI
ET AL., 2002).
Atualmente, a produção do aço inoxidável na aciaria da AMIB, inicia com
a fusão de sucata e ferro-ligas, nos fornos elétricos a arco (FEA) e com a
produção de ferro gusa nos altos-fornos. O ferro gusa dos altos-fornos é
desfosforado em uma estação de tratamento (PTG) e misturado ao metal dos
fornos elétricos a arco para então ser carregado no convertedor AODL, onde
vai ocorrer o processo de transformação da carga metálica líquida em aço
inoxidável. Este processo é denominado FEA-PTG e além deste processo, a
aciaria da AMIB ainda utiliza o processo gusa Inox (sem cargas do FEA) e o
processo FEA-FEA (sem cargas de gusa) (FELIX-FILHO, 2009).
No convertedor AODL, o aço pode ser produzido em duas rotas
diferentes, denominadas de “duplex” e “triplex”. Na primeira rota, “duplex”
(figura 3.1), o aço é descarburado pelo AODL e os ajustes finais da
composição química e temperatura são realizados na metalurgia de panela. Já
na rota “triplex” (figura 3.2), o aço é parcialmente descarburado no AODL e a
descarburação final ocorre em um desgasificador a vácuo (VOD).
O aço inoxidável é um termo genérico para uma família de aços
resistentes à corrosão, contendo acima de 10,5% de cromo (FELIX-FILHO,
2009). Os aços inoxidáveis podem conter uma quantidade variável de
elementos de liga como níquel, molibdênio, titânio, nióbio e manganês
Dependendo de sua composição química, podem ser de vários tipos:
austeníticos, ferríticos, martensíticos e duplex. Na AMIB, o fluxo produtivo e os
equipamentos existentes, permitem produzir todos os tipos de aços inoxidáveis.
As propriedades dos aços inoxidáveis fazem deles bons canditados para
material de construção. As principais propriedades do aço inoxidável que o
distingue dos outros materiais são: resistência à corrosão em alta e baixa

9
temperatura, boa soldabilidade, resistência mecânica e a possibilidade de
conformação por diversos processos.
FFiigguurraa 33..11-- FFlluuxxooggrraammaa ddee pprroodduuççããoo nnaa rroottaa ““dduupplleexx”” ((FFoonnttee:: BBaannddoo ddee DDaaddooss
((BBDD)) ddaa AAMMIIBB,, 22001100)).. 1
FFiigguurraa 33..22-- FFlluuxxooggrraammaa ddee pprroodduuççããoo nnaa rroottaa ““ttrriipplleexx”” ((FFoonnttee:: BBDD ddaa AAMMIIBB,,
22001100)).. 2

10
A figura 3.3 apresenta os tipos de aços inoxidáveis.
Figura 3.3- Tipos de aços inoxidáveis (CHARLES, 2000). 3
Os aços austeníticos tem faixa de cromo de 16 a 25% e faixa de níquel
de 7 a 20%, apresentando uma estrutura de CFC tipo ferro gama. Os ferríticos
tem faixa de cromo de 12 a 30% com uma estrutura CCC ferro alfa. Os
martensíticos tem faixa de cromo de 12 a 17%, porém com carbono mais alto
que os ferríticos. Os duplex são aços austeníticos-ferríticos com faixa de cromo
de 13 a 25% e níquel de 3 a 7%.
3.4 O Processo MRPL
3.4.1 Visão Geral
Segundo Coimbra (2008), o MRPL consiste em um convertedor de
injeção de gases (oxigênio e gás inerte) para a fabricação de aços. Tem um
sopro combinado e a injeção dos gases se dá pela lança (topo) e através de
elementos de injeção localizados no fundo do mesmo, conforme a figura 3.4.

11
FFiigguurraa 33..44-- EEssqquueemmaa ddoo ffuunnddoo ddoo MMRRPPLL ee sseeuuss eelleemmeennttooss ddee iinnjjeeççããoo
((CCOOIIMMBBRRAA,, 22000088))..
Segundo Coimbra (2008), o convertedor tem um volume específico de
0,7 m3/tonelada, ou seja, para o vaso de 80 toneladas de capacidade o seu
volume interno (com refratário) é de 56 m3. O convertedor tem apenas uma
lança na posição de trabalho para sopro de oxigênio. O bico de lança é
composto de 4 furos e a taxa de sopro máxima empregada é de 2,13 Nm3/t/min
(160 Nm3/min ou 9600 Nm3/h). No caso dos aços inoxidáveis a vazão
normalmente utilizada é de 140 Nm3/min. Na lança é possível a injeção
combinada de oxigênio e gás inerte (argônio ou nitrogênio) ou a injeção de
somente gás inerte (nitrogênio para o “Slag Splashing” – sopro no fundo do
convertedor para a projeção de escórias na parede do mesmo e com o objetivo
de capeá-las). Os cinco elementos para injeção de gases inertes do fundo são
da forma de plugues poroso com tubos capilares (24 tubos de aço inoxidável
com 0,9 mm de diâmetro) e estão posicionados de forma simétrica no fundo do
vaso. O sistema de instrumentação e controle para o sopro pelo fundo é
projetado para permitir a operação de injeção de argônio ou nitrogênio a uma
taxa de sopro total de 0,166 Nm3/t/min (o que equivale a um máximo de 12,5
Nm3/min, ou seja, 2,5 Nm3/min para cada plugue). A vazão mínima é de 0,3
Nm3/min em cada plugue ou 1,5 Nm3/min de vazão total (segurança para evitar
o entupimento dos plugues). Os plugues para injeção são controlados
individualmente (COIMBRA, 2008).
12
A vida útil do vaso está em torno de 5500 a 6200 corridas, ocorrendo
troca de fundo durante a campanha. O fundo do vaso é trocado duas a quatro
vezes durante uma campanha refratária do convertedor, com um tempo de
troca de 16 horas (incluindo o aquecimento para reinicio de operação). A
média da vida do fundo está atualmente em torno de 1500 corridas. O
revestimento do fundo e das paredes laterais consiste de tijolos magnésia-
carbono. O revestimento permanente (revestimento da camisa) é de tijolos
magnesianos.
O vaso pode ser basculado em 360o e o basculamento consiste de dois
motores elétricos e um motor pneumático (com ar comprimido) de emergência.
Durante o processamento de uma corrida o vaso é hidraulicamente travado em
relação ao basculamento para minimizar a transmissão da vibração do vaso
para as fundações.
O sistema de adições é composto por uma bateria de 16 silos colocados
sobre o convertedor e conta com um sistema de balanças e correia
transportadora para fazer a descarga no vaso durante o processo.
O sistema de desempoeiramento possui uma chaminé de sucção
localizada logo acima do convertedor para a sucção dos gases provenientes
das reações e agitações do MRPL.
3.4.2 Sopro
O sopro é o processo de injeção de gases para a produção e refino do
aço, objetivando o atendimento a qualidade requerida do aço. Juntamente com
as etapas de adições de fundentes, ligas e sucatas, representa a fase mais
importante do processo de obtenção de aço no MRPL.
3.4.2.1 Sopro pelo topo (lança)
O sistema é composto de um carro onde estão montadas as lanças que
são também refrigeradas (figura 3.5). A lança possui três furos dispostos em

13
ângulos, para injeção dos gases (figura 3.6). O acionamento da lança é por um
motor controlado por inversor de freqüência, que garante o controle da
velocidade da mesma. O motor foi projetado de acordo com o torque requerido
da carga. Na injeção do topo é utilizada uma lança com oxigênio para a
oxidação do carbono e adequação da composição química dos demais
elementos, como oxidação do manganês (Mn).
Figura 3.5- Esquema de lanças do MRPL (COIMBRA, 2008).
FFiigguurraa 33..66-- LLaannççaass ddee ssoopprroo ddoo MMRRPPLL ((CCOOIIMMBBRRAA,, 22000088))..

14
3.4.2.2 Sopro pelo fundo (plugues)
A injeção dos gases pelo fundo tem a função de garantir a agitação do
banho metálico durante a fase de sopro, ressopro e principalmente, na
redução.
O sistema é composto de cinco plugues (Figura 3.7) que tem seus
próprios controles de vazão, pressão e controle de abertura. Os valores de
vazão e o tipo de gás são fornecidos pelo modelo via prática de produção, que
é dividido entre os cinco plugues. Se houver obstrução de um ou mais plugue,
automaticamente a vazão é distribuída para os outros de modo a garantir um
mínimo de agitação (COIMBRA, 2008).
Figura 3.7- Pontos de entrada de gases do MRPL (COIMBRA, 2008).
3.4.3 Chaminé
A chaminé de sucção dos gases provenientes das reações e agitações
do MRPL é refrigerada e dividida em sete segmentos, a partir da boca do vaso
até o duto de conexão com a câmara de combustão, onde se inicia o sistema

15
de desempoeiramento. Nesta etapa, inicia o processo de coleta de resíduos do
MRPL. A altura total da chaminé é de aproximadamente 29 m. O diâmetro
médio da tubulação é de 2,9 m e a forma construtiva da chaminé é baseada na
solda entre tubo-aleta-tubo. No trecho inferior da chaminé (próxima à boca do
vaso), existem três aberturas para os seguintes fins:
• Bocal de alimentação (shut) de ligas e fundentes;
• Soquete para entrada da lança de oxigênio (sopro pelo topo);
• Sub-lança para coleta de amostra e medição de temperatura.
Os gases que saem do vaso a uma temperatura entre 1600 –1800º C
são resfriados para 700º C antes da câmara de combustão/coleta de pó
precipitado. A água utilizada em todo o sistema recebe um tratamento de
abrandamento para evitar desgastes nas tubulações da chaminé. A figura 3.8
apresenta de forma esquemática a chaminé do MRPL.
FFiigguurraa 33..88-- Chaminé do MRPL (COIMBRA, 2008).
16
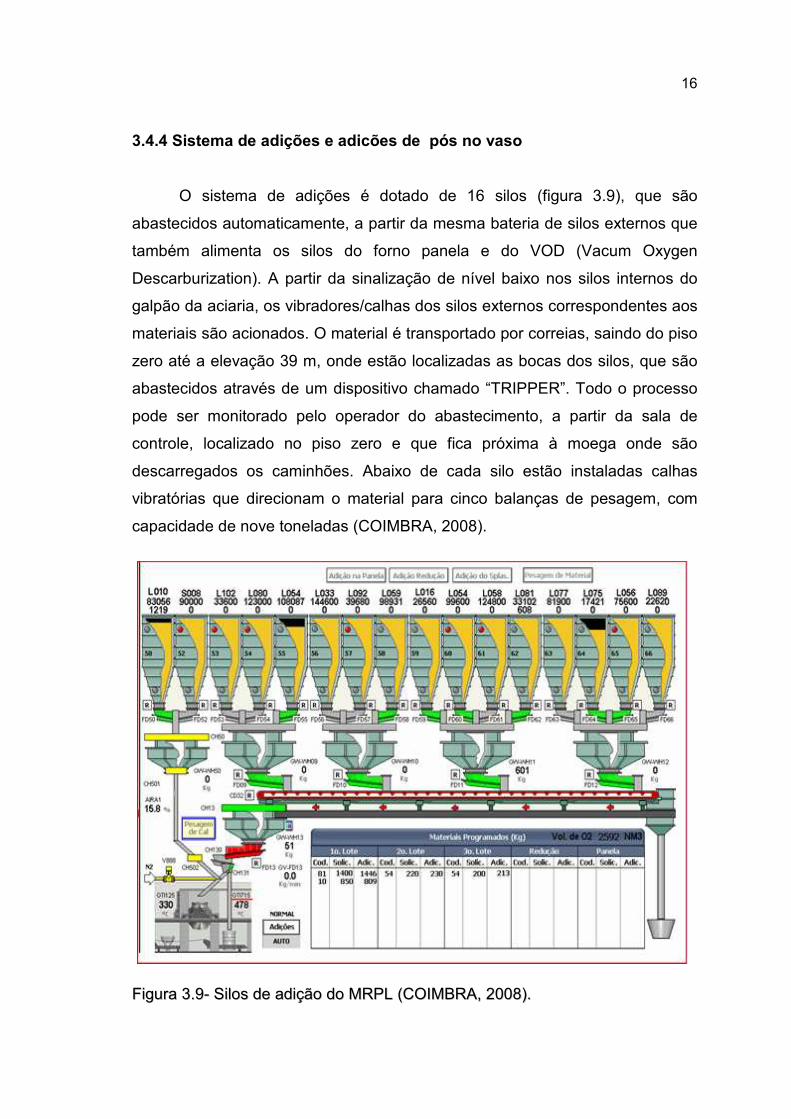
3.4.4 Sistema de adições e adicões de pós no vaso
O sistema de adições é dotado de 16 silos (figura 3.9), que são
abastecidos automaticamente, a partir da mesma bateria de silos externos que
também alimenta os silos do forno panela e do VOD (Vacum Oxygen
Descarburization). A partir da sinalização de nível baixo nos silos internos do
galpão da aciaria, os vibradores/calhas dos silos externos correspondentes aos
materiais são acionados. O material é transportado por correias, saindo do piso
zero até a elevação 39 m, onde estão localizadas as bocas dos silos, que são
abastecidos através de um dispositivo chamado “TRIPPER”. Todo o processo
pode ser monitorado pelo operador do abastecimento, a partir da sala de
controle, localizado no piso zero e que fica próxima à moega onde são
descarregados os caminhões. Abaixo de cada silo estão instaladas calhas
vibratórias que direcionam o material para cinco balanças de pesagem, com
capacidade de nove toneladas (COIMBRA, 2008).
FFiigguurraa 33..99-- SSiillooss ddee aaddiiççããoo ddoo MMRRPPLL ((CCOOIIMMBBRRAA,, 22000088))..

17
Após as balanças estão as calhas vibratórias que dosam os materiais
para a correia transportadora. Possuem acionamento frente e reverso,
permitem descarte de misturas e/ou esvaziamento de silos, que por sua vez,
direcionam as ligas e fundentes já pesados para um silo-balança, onde é feita a
descarga para o vaso ou para a panela. A capacidade desta balança também é
de nove toneladas.
As adições de pós no vaso, é um projeto desenvolvido internamente
pelas equipes de operação e manutenção da AMIB. É o reaproveitamento de
todo o pó precipitado na câmara de combustão (circuito primário do
desempoeiramento), retornando-o para o processo. A figura 3.10 mostra o
processo de forma esquemática.
FFiigguurraa 33..1100-- SSiisstteemmaa ddee ccoolleettaa ddooss ppóóss ddoo MMRRPPLL ((CCOOIIMMBBRRAA,, 22000088))..
3.4.5 Sistema de basculamento do vaso
De acordo com Coimbra (2008), o basculamento do convertedor tem
como função posicionar o vaso em posições de carregamento, sopro, virada de
escória e vazamento ou de acordo com as necessidades operacionais e de

18
manutenção. O processo contínuo de rotação do vaso do convertedor descreve
um movimento de até 360º. O acionamento do basculamento é feito por dois
motores, que são conectados via engrenagem mecânica a um redutor acoplado
ao eixo de basculamento do convertedor. Durante operação normal, os
motores do convertedor podem ser freiados eletricamente em qualquer
posição.
Os equipamentos do basculamento podem ser comandados por mesas
locais: mesa de escória e mesa de vazamento. Em cada mesa existem duas
manetes com duas posições (anti-horário e horário). Uma manete bascula o
vaso na velocidade alta e a outra na velocidade baixa. A seleção da mesa que
basculará o vaso em um determinado momento é feita pela mesa de
vazamento.
A trava hidráulica é um equipamento que tem como função travar o vaso
no momento de sopro a fim de evitar oscilações do mesmo. O equipamento
consiste de um sistema hidráulico composto por uma bomba de óleo e uma
válvula, que quando energizadas causam a pressurização da linha e
consequentemente, a trava do convertedor. De todos os dispositivos
acionados, o mais importante é o trava do forno, por ser condição necessária
para início de sopro. Se o forno não for travado a lança de oxigênio não desce,
inibindo, portanto, o início desta etapa.
3.4.6 Amostragem e temperatura
A lança de temperatura e retirada de amostra foi projetada para efetuar
medições de temperatura e coleta de amostra após o processo de sopro de
oxigênio, sendo necessário para isto que a lança de sopro de oxigênio esteja
em sua posição superior e o vaso na posição vertical (0º).
A lança é acionada automaticamente pelos operadores para as
atividades de medição de temperatura, medição do teor de carbono, retirada de
amostras, medida de altura do nível do banho e medição da altura da sola
através da mesa de operação, com um controle supervisionado. A lança pode

19
também ser acionada através de um comando manual via caixa de comando
local para as atividades de troca/inserção de sondas. Para movimento da lança
é utilizado um carro, cujo objetivo é posicionar a lança para o movimento de
imersão no interior do vaso através do soquete da chaminé e retornar o
equipamento da lança para a posição de garagem.
Ao atingir a posição desejada da lança, inicia-se o movimento de
descida. Ao atingir o ponto determinado pelo encolder, a velocidade é
comutada para a freqüência de 60 Hz, velocidade máxima. Ao aproximar do
soquete da lança de sopro de oxigênio o movimento é alterado para baixa
velocidade até atingir a posição determinada pelo “nível teórico do banho” e
“profundidade de mergulho”, permanecendo a sonda por 6 segundos no banho.
Uma visão geral deste sistema é apresentado na figura 3.11.
Todas as etapas são supervisionadas e as medições de temperatura,
retirada de amostras, altura do nível de banho e sola são selecionados de
acordo com a necessidade de operação.
FFiigguurraa 33..1111-- SSiisstteemmaa ddee mmeeddiiççããoo ddee tteemmppeerraattuurraa ddoo MMRRPPLL ((CCOOIIMMBBRRAA,, 22000088))..

20
3.4.7 Sistema de desempoeiramento
De acordo com Coimbra (2008), o processo de sopro com oxigênio no
convertedor MRPL da AMIB, gera uma grande quantidade de gases, cuja
composição é basicamente de monóxido de carbono (CO) que é captado por
um sistema primário de exaustão.
Para captar emissões fugitivas de gases durante o processo de sopro e
as emissões existentes no carregamento e vazamento do convertedor, existe
um conjunto de coifas e dutos que constituem o sistema secundário de
exaustão.
O calor gerado no processo de queima é retirado em parte na chaminé,
sendo que, para uma vazão de sopro de 160 Nm3/min, na entrada do duto
refrigerado a temperatura atinge entre 750/1000º C e uma vazão de 76925
Nm3/h. No duto refrigerado, essa vazão é resfriada até 400º C (COIMBRA,
2008).
Após o duto resfriado, os gases de exaustão são misturados com os
gases frios do sistema secundário, com o objetivo de reduzir a temperatura
para no máximo 135ºC na entrada dos filtros. Sendo assim, o sistema
secundário tem como função, além de assegurar uma quantidade de ar frio
para a obtenção da temperatura desejada na mistura dos gases dos dois
sistemas de exaustão, captar as emissões secundárias de forma a manter o
convertedor dentro dos parâmetros ambientais especificados.
Através dos dois ventiladores principais, os gases misturados são
levados ao filtro através de um longo trecho de duto seco e saem pelo topo
para a atmosfera. O pó recolhido nas mangas cai nas roscas transportadoras
pela parte inferior das câmaras do filtro e é encaminhado à estação de
descarga do pó através dos transportadores de correntes. Estas correntes
direcionam os pós gerados para um silo de estocagem que periodicamente os
pós são recolhidos por caminhões basculantes e destinados para o pátio de
resíduos da AMIB. A figura 3.12 apresenta uma visão geral do sistema de
desempoeiramento e suas câmeras de deposição dos pós gerados.

21
FFiigguurraa 33..1122-- SSiisstteemmaa ddee ddeesseemmppooeeiirraammeennttoo ddoo MMRRPPLL ddaa AAMMIIBB ((FFoonnttee:: oo
aauuttoorr))..
A concepção do desempoeiramento do MRPL é de um sistema do tipo
combinado para captação primária e secundária do MRPL e a captação
secundária do AODL, como um equipamento de filtragem único para os dois
convertedores, baseado em filtros de mangas compartimentado.
3.5 Tópicos de termodinâmica
Segundo Dey (1976), a oxidação do carbono é a reação mais importante
na produção de aço porque é a responsável pelo controle do ritmo da
produção.
Nos processos de produção de aço, o oxigênio é injetado diretamente
dentro do metal líquido. Por causa do resultado rápido das reações, o controle
destes processos é dificultado. Se os mecanismos dos processos de
descarburação fossem entendidos melhor, tornaria possível um melhor controle
e uma notável melhoria na eficiência e economia na produção de aço
(ATHAYDE-JÚNIOR, 2005).

22
3.5.1 Oxidação do carbono, silício, manganês e ferro
A descarburação, que é a oxidação do carbono, pode ser representada
pela equação 3.1:
C + 1/2O2(g) � CO(g) (Eq. 3.1)
Pela equação acima, termodinamicamente a redução do carbono é
favorecida pela redução da pressão parcial do CO. Com o sopro pelo fundo, os
teores de oxigênio estão localizados abaixo da curva de equilíbrio com o
carbono. Isto é devido ao fato de que a pressão parcial de CO na bolha de gás
é reduzida pela pressão dos gases de proteção como o hidrogênio e nitrogênio
(ATHAYDE-JÚNIOR, 2005).
O estudo cinético da reação de descarburação é também de grande
importância, pois foi verificado que a velocidade dessa reação é diretamente
proporcional a taxa de injeção de oxigênio e dentro do convertedor passa por
três períodos distintos, em função do tempo de sopro (IKEDA ET AL., 1979).
No início do primeiro período, a velocidade de descarburação é baixa,
ocorrendo preferencialmente a oxidação do silício. A partir do momento em que
a % Si vai reduzindo, a oxidação do carbono se torna mais rápida. A geração
de gás nessa reação é um fator que colabora para o aumento de sua
velocidade.
Quando se inicia o segundo período, a velocidade de descarburação
atinge o máximo. Nesse ponto, a intensa geração de gás CO decorrente dessa
reação provoca a formação de uma emulsão envolvendo metal, gás e escória,
que ocupa a maior parte do volume do convertedor e atinge alturas superiores
ao bocal da lança de oxigênio. Algumas vezes, o volume excessivo dessa
emulsão pode acarretar o seu transbordamento, causando as projeções de
escória para fora do convertedor. Nesta fase, a velocidade de descarburação é
diretamente proporcional à vazão de oxigênio injetado através da lança.
À medida que a reação de oxidação do carbono vai ocorrendo, o teor
desse elemento no metal vai sendo reduzido, até se atingir um ponto a partir do

23
qual a taxa de descarburação passa a ser limitada pela disponibilidade de
carbono e, então, inicia o terceiro período, caracterizado por uma velocidade de
descarburação decrescente. Nesse período, a diminuição da geração de gases
causa a destruição da emulsão metal-gás-escória. A figura 3.13, apresenta
uma visão esquemática da velocidade de descarburação nos 3 períodos
descritos.
FFiigguurraa 33..1133-- PPeerrííooddooss ddee ddeessccaarrbbuurraaççããoo eemm ffuunnççããoo ddoo tteemmppoo ((CCOOIIMMBBRRAA,,
22000088))..
Outra etapa de suma importância para a produção de aços, sejam eles
especiais ou aços comuns, é a oxidação do silício representada pela equação
3.2:
Si + O2(g) � SiO2(ℓ) (Eq. 3.2)
Devido a sua grande afinidade com o oxigênio, o silício começa a oxidar
rapidamente logo no início do sopro. No final do primeiro período, seu teor está
bastante reduzido (figura 3.14). Por isso, quando o teor de silício do gusa
líquido é muito elevado (descontrole no alto forno) é realizada a etapa de
dessiliciação no pré-tratamento de gusa. No início do primeiro período cessa-
se a reação de oxidação do Si.

24
No período na qual a oxidação do Si é pronunciada, deve-se criar
condições favoráveis para a dissolução da cal na escória, para formação de
uma escória básica que proteja o revestimento refratário.
FFiigguurraa 33..1144-- VVaarriiaaççããoo ddoo tteeoorr ddee SSii eemm ffuunnççããoo ddoo ssoopprroo ((CCOOIIMMBBRRAA,, 22000088))..
Outro elemento com muita afinidade pelo oxigênio é o manganês, o qual
a sua reação de oxidação pode ser expressa pela equação 3.3:
Mn + 1/2O2(g) � MnO(ℓ) (Eq. 3.3)
No primeiro período ocorre uma acentuada oxidação do manganês, com
a redução do teor desse elemento no metal e o aumento da quantidade de
MnO na escória.
Já no segundo período, a cinética de descarburação é extremamente
favorecida e o grande contato entre metal e escória leva à ocorrência da
reação apresentada na equação 3.4:
MnO(ℓ) + C � Mn + CO(g) (Eq. 3.4)
Essa reação dá origem ao aumento do teor de manganês no metal
(ápice do Mn na figura 3.15).

25
Finalmente, no segundo período, com a redução na velocidade de
descarburação e com o prosseguimento do sopro de oxigênio, ocorre
novamente uma pronunciada oxidação do manganês e seu teor no metal volta
a cair. Nesse ponto é importante mencionar que a presença do óxido de
manganês na escória colabora para uma aceleração da dissolução da cal.
FFiigguurraa 33..1155-- VVaarriiaaççããoo ddoo tteeoorr ddee MMnn eemm ffuunnççããoo ddoo ssoopprroo ((CCOOIIMMBBRRAA,, 22000088))..
Um elemento de controle apurado é a oxidação do ferro, pois representa
boa parcela do rendimento metálico no processo de produção de aço em um
convertedor.
A reação de oxidação do ferro é representada pela equação 3.5:
Fe(ℓ) + 1/2O2(g) � FeO(ℓ) (Eq. 3.5)
O comportamento dessa reação é bastante semelhante ao da oxidação
do manganês. No primeiro e terceiro período, ocorre uma pronunciada
oxidação do ferro, com o aumento da quantidade de FeO na escória.
No segundo período ocorre a reação apresentada na equação 3.6:

26
FeO(ℓ) + C � Fe(ℓ) + CO(g) (Eq. 3.6)
Esta reação é uma reação de redução, com conseqüente retorno do
ferro ao metal.
A presença do óxido de ferro na escória colabora também com a
dissolução da cal, mais favorecida nos primeiros e terceiros períodos que essa
dissolução é mais favorecida.
Outro aspecto importante associado à reação de oxidação do ferro é o
seu efeito sobre o rendimento do processo: uma oxidação mais pronunciada
leva a uma perda maior de ferro na escória, com a conseqüente redução no
peso de aço produzido e no rendimento.
3.5.2 Desfosforação
A desfosforação ocorre basicamente na interface metal-escória e pode
ser representada através da equação 3.7:
2P + 5/2O2(g) + 4CaO(ℓ) � P2O5.4CaO(ℓ) (Eq. 3.7)
O estudo termodinâmico da reação de desfosforação mostra que esta
reação é favorecida, ou seja, tende a ocorrer no sentido indicado, quando se
tem teores de CaO mais elevados na escória. Quando adicionada no
convertedor, o CaO livre da superfície da partícula de cal entra em contato com
o SiO2 da escória líquida formando rapidamente o composto 2CaO.SiO2
(silicato de cálcio), que se dissolve na escória, até atingir determinado
equilíbrio. Este equilíbrio, só pode ser destruído pela ação de uma escória rica
em FeO que reage com o 2CaO.SiO2 liberando o CaO livre para voltar a se
dissolver reagindo com a SiO2. Quando se tem uma escória inicial rica em FeO,
a formação do 2CaO.SiO2 se torna mais difícil. Além da formação do composto
CaO.FeO, outros compostos também auxiliam na rápida dissolução da cal
como CaO.MnO, CaO.CaF2, CaO.MgO, etc, principalmente porque diminuem a
27
temperatura de fusão da escória, diminuindo a sua viscosidade, o que dificulta
ou impede a formação do 2CaO.SiO2.
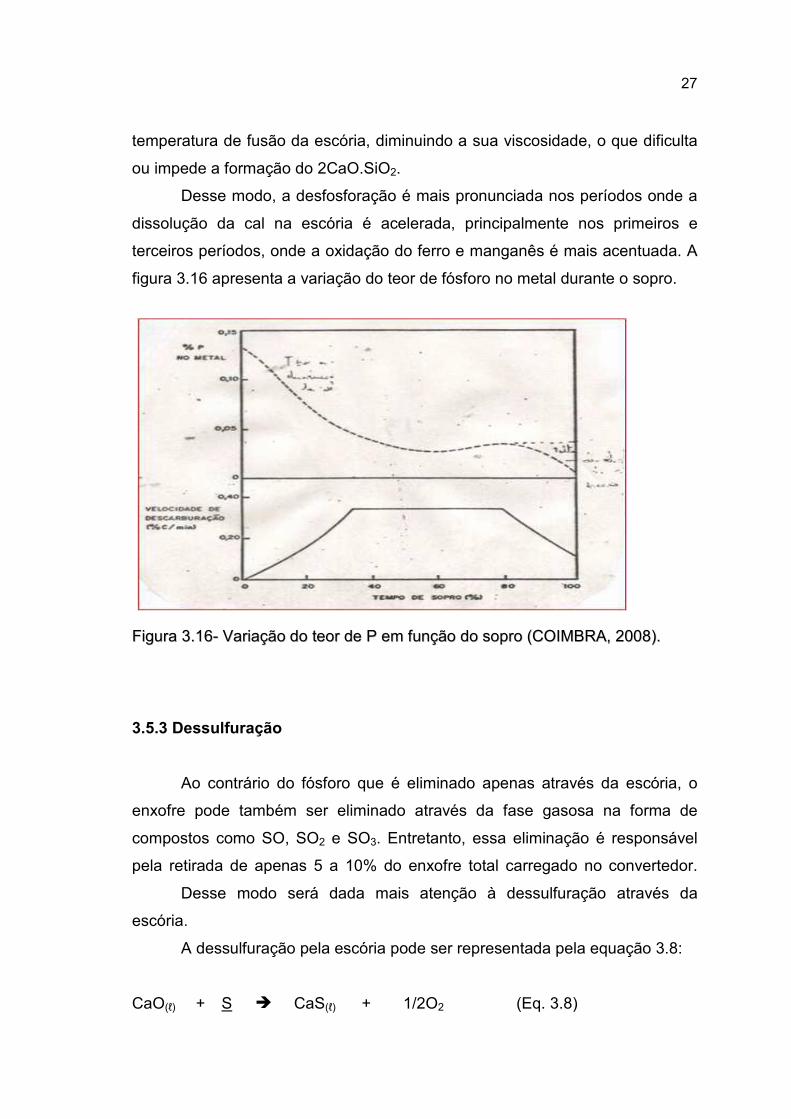
Desse modo, a desfosforação é mais pronunciada nos períodos onde a
dissolução da cal na escória é acelerada, principalmente nos primeiros e
terceiros períodos, onde a oxidação do ferro e manganês é mais acentuada. A
figura 3.16 apresenta a variação do teor de fósforo no metal durante o sopro.
FFiigguurraa 33..1166-- VVaarriiaaççããoo ddoo tteeoorr ddee PP eemm ffuunnççããoo ddoo ssoopprroo ((CCOOIIMMBBRRAA,, 22000088))..
3.5.3 Dessulfuração
Ao contrário do fósforo que é eliminado apenas através da escória, o
enxofre pode também ser eliminado através da fase gasosa na forma de
compostos como SO, SO2 e SO3. Entretanto, essa eliminação é responsável
pela retirada de apenas 5 a 10% do enxofre total carregado no convertedor.
Desse modo será dada mais atenção à dessulfuração através da
escória.
A dessulfuração pela escória pode ser representada pela equação 3.8:
CaO(ℓ) + S � CaS(ℓ) + 1/2O2 (Eq. 3.8)

28
A análise termodinâmica dessa reação mostra que ela ocorre em maior
extensão quando se tem teores de CaO mais elevados na escória como na
desfosforação. Desse modo, sua velocidade será maior no primeiro e
principalmente no terceiro período. Entretanto, deve-se mencionar que o
convertedor não é o local mais adequado à uma boa dessulfuração e cerca de
50% de todo o enxofre carregado é incorporado ou permanente no metal.
Nolasco-Sobrinho et al., (2007), aborda a necessidade de aumentar a
produtividade, reduzir custos e fabricar aços com exigências de qualidade cada
vez mais rígidas, conduzindo as siderúrgicas ao desenvolvimento de novas
técnicas e processos de refino. Uma técnica de refino de aço muito comum é a
utilização de escórias sintéticas, que deve ser considerada como ponto de
partida no processo de refino secundário dos aços. A escória sintética deve ser
elaborada de maneira que permita ao aciarista prever sua evolução durante o
tratamento, para que a mesma possa ter um ótimo desempenho.
3.6 Resíduos
Segundo Flohr et al. (2004), os resíduos sólidos resultam das diversas
atividades humanas, dentre elas a atividade industrial que gera resíduos em
quantidades e com características tais que necessitam de disposição final
adequada. Por apresentarem riscos de poluição ambiental e de saúde pública,
esta disposição final deve ocorrer em aterros sanitários industriais, obras de
engenharia preparadas para o tratamento e disposição final destes resíduos de
forma a gerar o mínimo impacto sobre o ambiente e a saúde humana.
Atualmente, os resíduos sólidos industriais que são corretamente destinados a
aterros sanitários industriais sofrem um processo classificatório prévio ao seu
tratamento e disposição final. A classificação dos resíduos envolve a
identificação do processo ou atividade que lhes deu origem e de seus
constituintes e características e a comparação destes constituintes com
listagens de resíduos e substâncias cujo impacto à saúde e ao meio ambiente
é conhecido.
29
De acordo Nolasco-Sobrinho et al. (2004), a produção de aço está
diretamente ligada à geração de resíduos siderúrgicos. Em 2009, a produção
mundial de aço bruto superou o valor de 1,2 bilhões de toneladas e gerou 400
milhões de toneladas de resíduos siderúrgicos entre pós, lamas, escórias,
carepas e outros.
3.6.1 Resíduos sólidos e normas brasileiras para resíduos sólidos
Segundo Nascimento et al. (2007), os resíduos sólidos industriais e
urbanos merecem cada vez mais atenção de especialistas e do poder público
dos países que se dedicam ao trabalho de melhoria da qualidade ambiental.
Todos os países, não importando sua localização ou seu “status” internacional,
produzem milhões de toneladas por dia de resíduos, o que justifica a
obrigatoriedade da criação de mecanismos que produzam a conscientização, o
desenvolvimento e a implantação de novas tecnologias para reverter este
quadro. A aplicação de tecnologias apropriadas e ecológicas, com a redução
da utilização de recursos naturais, de desperdício, da geração de resíduos e
poluição, é uma ação de prioridade mundial.
A produção eficaz e a minimização da poluição advinda desta é um
desafio inerente às estratégias de produção mais limpa cujo objetivo principal é
evitar a geração de resíduos e emissões, a partir de um enfoque preventivo.
As mudanças ainda são lentas na diminuição do potencial poluidor do
parque industrial brasileiro, principalmente no tocante às indústrias mais
antigas, que continuam contribuindo com a maior parcela da carga poluidora
gerada e elevado risco de acidentes ambientais sendo, portanto, necessários
altos investimentos de controle ambiental e custos de despoluição para
controlar a emissão de poluentes, do lançamento de efluentes e do depósito
irregular de resíduos perigosos.
As normas brasileiras para resíduos sólidos, envolve a identificação do
processo ou atividade que lhes deu origem, de seus constituintes e
características, e a comparação destes constituintes com listagens de resíduos

30
e substâncias cujo impacto à saúde e ao meio ambiente sejam é conhecidos.
A tabela III.1 apresenta as principais normas relacionadas com os
resíduos, bem como a sua classificação:
Tabela III.1- Principais normas brasileiras sobre resíduos.
Norma / Portaria Descrição
ABNT NBR 10004:2004 Resíduos sólidos - Classificação
ABNT NBR 10005:2004 Procedimento para obtenção de extrato lixiviado de
resíduos sólidos
ABNT NBR 10006:2004 Procedimento para obtenção de extrato solubilizado
de resíduos sólidos
ABNT NBR 10007:2004 Amostragem de resíduos sólidos
De acordo com norma da Associação Brasileira de Normas Técnicas
(ABNT NBR 10004:2004), os resíduos podem ser são classificados como:
� Resíduo classe I: Perigosos
� Resíduo classe II: Não perigosos • Classe II A: Não Inerte
• Classe II B: Inerte
Os resíduos classe I, são considerados perigosos e apresentam as
seguintes características conforme a ABNT NBR 10004:
� Periculosidade de riscos à saúde pública, provocando mortalidade,
incidência de doenças ou acentuando estes índices;
� Riscos ao meio ambiente, quando este for gerenciado de forma
inadequada;
� Possuir características de inflamabilidade, corrosividade, reatividade,
toxicidade e patogenicidade ou;
� Constar nos Anexos A ou B da ABNT NBR 10004:2004.
Segundo Lima et al. (2007), resíduos perigosos são aqueles que
apresentam periculosidade em função de suas propriedades físicas e químicas

31
ou infecto-contagiosa podendo apresentar riscos à saúde pública, provocando
mortalidade, incidência de doenças ou acentuando seus índices e riscos ao
meio ambiente, quando o resíduo for gerenciado de forma inadequada. Desta
forma, o gerenciamento dos resíduos industriais pode ser entendido como
controle sistemático da geração, coleta, segregação na fonte, estocagem,
transporte, processamento, tratamento, recuperação e disposição dos
resíduos.
Os resíduos classe II, os não perigosos, possuem características de se
decomporem com o tempo sem comprometer o meio e as pessoas em seu
entorno. Podem ser classe IIA (não-inerte) e classe IIB (inertes). A lista destes
resíduos encontram-se no anexo H da ABNT NBR 10004:2004.
Já os resíduos classe IIB, resíduos inertes, quando amostrados de
forma representativa, segundo a ABNT NBR 10007, submetidos a um contato
dinâmico e estático com água destilada ou deionizada à temperatura ambiente,
conforme ABNT NBR 10006, apresentarem resultados de seus constituintes
solubilizados a concentrações superiores aos padrões de potabilidade da água,
excetuando-se aspecto, cor, turbidez, dureza e cor.
Os resíduos classe IIA, resíduos não inertes, não se enquadram nas
classificações de resíduos classe I – perigosos ou de resíduos classe II B –
inertes. Estes resíduos podem ter propriedades, tais como: biodegradabilidade,
combustibilidade ou solubilidade em água.
3.6.2 Geração dos resíduos siderúrgicos
Segundo o Instituto Brasileiro de Siderurgia (IBS, 2009), o termo
siderurgia tem sido usado para definir a indústria produtora de aço, mas
também para outros segmentos afins. O aço, sob a forma de produtos semi-
acabados e laminados, atende a especificações variadas de setores, como
construção civil, indústria automobilística, eletrodomésticos, máquinas e
equipamentos, embalagens, utilidades domésticas e comerciais entre outros.
De acordo com Nolasco-Sobrinho et al. (2004), o aumento da produção

32
de aço, gera também um aumento na produção de resíduos, como poeiras e
lamas e uma forma de diminuir os impactos ambientais é a utilização do
processo de reciclagem.
Os principais resíduos siderúrgicos brasileiros são os pós e finos, lamas,
escórias, carepas e outros provenientes das fases redução, aciaria e laminação
de uma siderúrgica.
De acordo com Dutra et al. (2008), os pós e lamas são coletados nos
sistemas de desempoeiramento e nas estações de tratamento de efluentes.
A gestão dos resíduos inclui medidas voltadas ao aumento da eficiência
dos processos, de modo a reduzir sua geração e dar-lhes destinação
adequada, priorizando sua recuperação, reutilização ou reciclagem. Segundo o
Instituto Brasileiro de Siderurgia (IBS, 2009), em 2008, 93% dos materiais
gerados pelas empresas siderúrgicas foram reaproveitados para reciclagem,
reutilização, co-processamento ou compostagem, totalizando um volume de
21.922 Kt de reaproveitamento.
As aplicações de tecnologias de reciclagem exigem o estudo de
viabilidade econômica do processo, pois os custos envolvidos de recuperação
não podem exceder os custos de beneficiamento do produto, obtendo desta
forma, uma boa relação custo benefício para a cadeia produtiva. Por outro lado,
existe uma forte cobrança da sociedade e dos órgãos ambientais para que os
resíduos gerados não sejam depositados em aterros e uma preocupação
crescente com a sustentabilidade do setor siderúrgico.
3.6.2.1 Geração de pós do desempoeiramento do MRPL
Segundo Melo et al. (2005), o pó do MRPL é um subproduto gerado
durante o processo de sopro com oxigênio para o refinamento do aço cuja
granulometria é inferior a 0,149 mm e rico em óxidos de ferro (cerca de 70%
em massa) e apresenta entre 10 e 20% de cálcio.
A figura 3.17 apresenta a geração deste resíduo ao longo dos últimos 4
anos.

33
Figura 3.17- Geração pós desempoeiramento do MRPL (Fonte: BD da
AMIB). 17
3.6.2.2 Geração de finos metálicos das escórias de carbono e aços
elétricos
Segundo Ramos et al. (2009), a gestão ambiental da escória de aciaria,
assim como de outros resíduos, deve ser entendida como uma filosofia de
gerenciamento observando-se igualmente critérios técnicos, econômicos e
ambientais associados à sua geração, manuseio, processamento, estocagem e
destinação final. Os critérios técnicos do processamento e destinação final
devem fundamentar-se na melhor tecnologia disponível e aplicável à rota
selecionada. Já os critérios econômicos conferem sustentabilidade ao sistema,
e os ambientais previnem possíveis impactos que são nocivos à biota e à
saúde humana, além de preservar os recursos naturais.
As escórias de carbono e aços elétricos da AMIB são beneficiadas pela
Harsco Metals com a retirada dos metálicos maiores que 25 mm, fazendo
assim, o primeiro processamento das mesmas. O material remanescente é

34
enviado para a Reciclos, onde é feito um novo processamento das escórias
com a retirada dos metálicos menores que 25 mm.
Tanto os materiais metálicos maiores que 25 mm recuperados pela
Harsco Metals como os menores que 25 mm recuperados pela Reciclos,
retornam para a AMIB e são usados como carga metálica no convertedor
MRPL. Este fluxo de processamento pode ser visto na figura 3.18.
Figura 3.18 Fluxo do processamento das escórias de carbono e aços elétricos
da AMIB (Fonte: o autor). 18
As escórias que geram no final de todos estes processamentos, são
doadas e ainda, existem projetos desenvolvidos pela Reciclos, para o seu
reaproveitamento, como meio-fios e bloquetes para pavimentação de ruas e
avenidas. Estas escórias, mesmo sendo reaproveitadas, ainda possuem
metálicos, assim a Reciclos montou uma planta de processamento para a
remoção destes, como pode ser vista na figura 3.19. A estimativa é que ainda
pode ser removido 10% de metálicos nesta escória com um teor metálico da
ordem de 50 a 65%.

35
Figura 3.19- Fluxo da concentração dos finos metálicos das escórias de
carbono e aços elétricos da AMIB (Fonte: Reciclos). 19
3.7 Briquetagem
De acordo com Carvalho et al. (2004), a necessidade de recuperar
partículas finas oriundas de um processo de beneficiamento de minérios ou de
resíduos provocou o desenvolvimento da tecnologia de aglomeração. Esse
avanço proporcionou o aproveitamento comercial da fração fina desses
materiais, bem como, minimizou o impacto ambiental causado pela produção
de material fino ou particulado.
Para Brochhi (2006), a briquetagem, que consiste na compactação das
partículas do material a elevadas pressões formando briquetes, destacou-se
como método adequado ao processamento desses materiais e tornou-se o
método pioneiro de aglomeração. A primeira patente relacionada à
briquetagem foi concedida a William Easby, em 1848. O processo desenvolvido
por Easby possibilitava a formação de aglomerados sólidos de tamanho e
forma variados, a partir de frações finas de qualquer tipo de carvão, por meio

36
da pressão exercida sobre esse material. Por esse processo, materiais de
pequeno ou quase nenhum valor agregado podiam ser transformados em um
produto de elevado valor térmico para máquinas a vapor, forjas, culinária e
outras aplicações, permitindo recuperar grande parte dos finos considerados
como rejeito do processo de beneficiamento de carvão.
No final do século XIX, a pressão econômica fez com que várias
empresas buscassem transformar a concepção de Esaby em prática industrial.
A primeira aplicação do processo de briquetagem de finos de carvão
mineral foi desenvolvida nos Estados Unidos, sendo essa constituída de várias
etapas. Na primeira, a secagem do carvão é seguida da britagem e
peneiramento. Na etapa seguinte, a mistura dos finos com 6% de asfalto
fundido - e depois a briquetagem propriamente dita, em máquinas de rolos,
produzindo sólidos aglomerados, que em seguida eram resfriados em um
transportador de esteira, antes da sua expedição (CARVALHO ET AL., 2004).
Logo após a Segunda Guerra Mundial, mais de seis milhões de
toneladas anuais de briquetes de carvão mineral eram produzidas nos Estados
Unidos, antes das indústrias utilizarem o óleo diesel e a gasolina como
combustível para aquecimento doméstico.
O carvão mineral continua, até hoje, como o principal material
briquetado. O processo para o seu beneficiamento consiste na cominuição e
processos físico-químicos necessários para a remoção de enxofre e cinzas.
De acordo com Carvalho et al. (2004), para facilitar o manuseio e o seu
transporte, torna-se necessária uma operação complementar de aglomeração.
Partículas de carvão menores do que 6,0 mm não podem ser usadas, sem uma
etapa de aglomeração, na produção de combustíveis sintéticos. A briquetagem
parcial de carvões, durante a coqueificação, melhora a qualidade do coque
(aumento da densidade) e possibilita a utilização de carvões fracamente
coqueificáveis.
Os materiais finos, como por exemplo cal, poeiras finas de conversor LD
e de aciaria elétrica, lama de aciaria, carvão vegetal, carvão mineral, cromita,
dolomita entre outros, uma boa forma de aglomeração é a briquetagem
(NOLASCO-SOBRINHO ET AL., 2004).
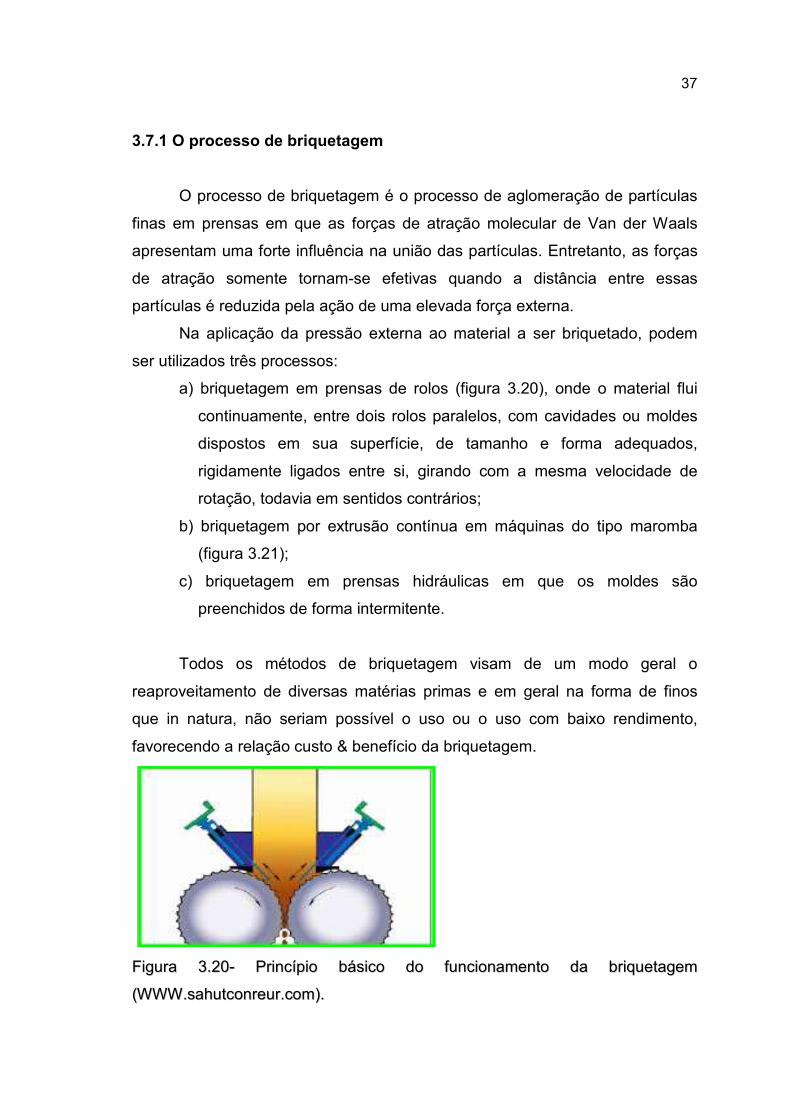
37
3.7.1 O processo de briquetagem
O processo de briquetagem é o processo de aglomeração de partículas
finas em prensas em que as forças de atração molecular de Van der Waals
apresentam uma forte influência na união das partículas. Entretanto, as forças
de atração somente tornam-se efetivas quando a distância entre essas
partículas é reduzida pela ação de uma elevada força externa.
Na aplicação da pressão externa ao material a ser briquetado, podem
ser utilizados três processos:
a) briquetagem em prensas de rolos (figura 3.20), onde o material flui
continuamente, entre dois rolos paralelos, com cavidades ou moldes
dispostos em sua superfície, de tamanho e forma adequados,
rigidamente ligados entre si, girando com a mesma velocidade de
rotação, todavia em sentidos contrários;
b) briquetagem por extrusão contínua em máquinas do tipo maromba
(figura 3.21);
c) briquetagem em prensas hidráulicas em que os moldes são
preenchidos de forma intermitente.
Todos os métodos de briquetagem visam de um modo geral o
reaproveitamento de diversas matérias primas e em geral na forma de finos
que in natura, não seriam possível o uso ou o uso com baixo rendimento,
favorecendo a relação custo & benefício da briquetagem.
FFiigguurraa 33..2200-- PPrriinnccííppiioo bbáássiiccoo ddoo ffuunncciioonnaammeennttoo ddaa bbrriiqquueettaaggeemm
((WWWWWW..ssaahhuuttccoonnrreeuurr..ccoomm))..20
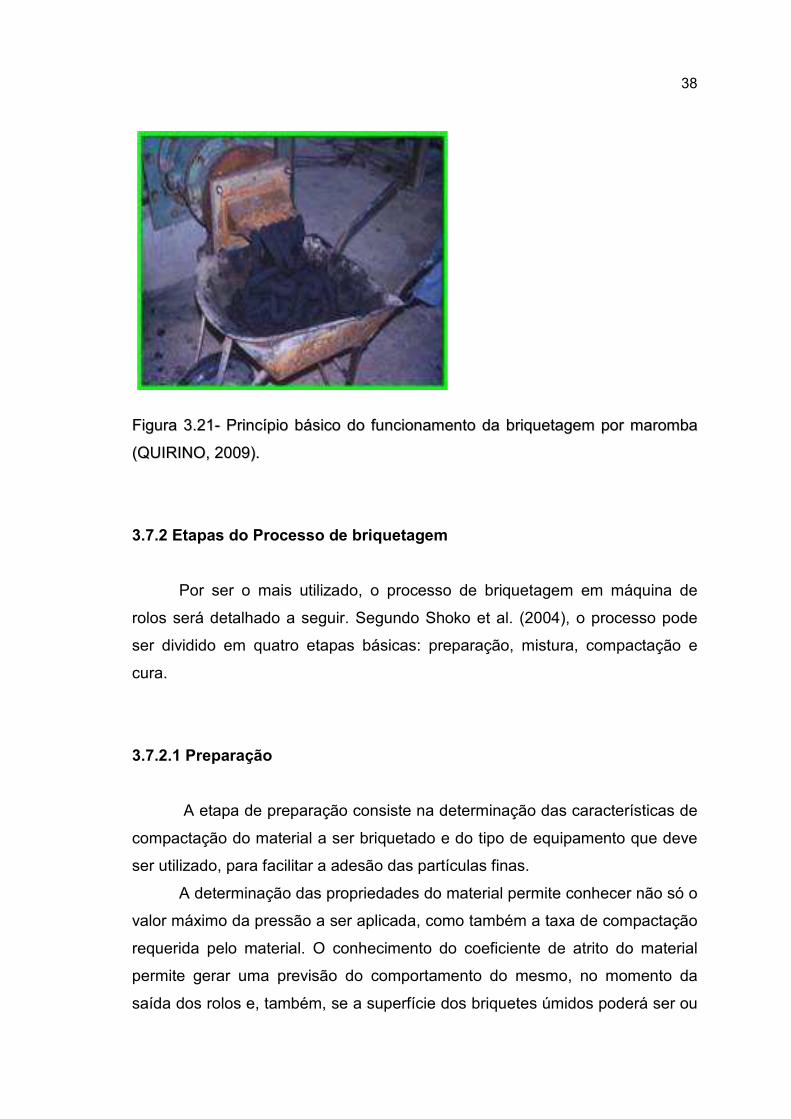
38
FFiigguurraa 33..2211-- PPrriinnccííppiioo bbáássiiccoo ddoo ffuunncciioonnaammeennttoo ddaa bbrriiqquueettaaggeemm ppoorr mmaarroommbbaa
((QQUUIIRRIINNOO,, 22000099))..21
3.7.2 Etapas do Processo de briquetagem
Por ser o mais utilizado, o processo de briquetagem em máquina de
rolos será detalhado a seguir. Segundo Shoko et al. (2004), o processo pode
ser dividido em quatro etapas básicas: preparação, mistura, compactação e
cura.
3.7.2.1 Preparação
A etapa de preparação consiste na determinação das características de
compactação do material a ser briquetado e do tipo de equipamento que deve
ser utilizado, para facilitar a adesão das partículas finas.
A determinação das propriedades do material permite conhecer não só o
valor máximo da pressão a ser aplicada, como também a taxa de compactação
requerida pelo material. O conhecimento do coeficiente de atrito do material
permite gerar uma previsão do comportamento do mesmo, no momento da
saída dos rolos e, também, se a superfície dos briquetes úmidos poderá ser ou

39
não danificada durante a queda.
Ainda segundo Shoko et al. (2004) e de acordo com a tabela III.2, a
quantidade de aglutinante e/ou ligante para garantir um briquete com boa
resistência mecânica depende, entre outros fatores, da qualidade do material a
ser briquetado e do próprio aglutinante. No entanto, os principais fatores a
determinar essa quantidade de aglutinante são a superfície específica do
material e a quantidade de partículas finas ou grossas. Quanto menor forem
essas, menor será a quantidade de aglutinante necessária para gerar um
briquete de boa qualidade. No caso da briquetagem de carvão, a mistura não
pode conter mais de 20% das partículas com tamanho menor do que 0,5 mm e
não mais do que 5% de partículas com tamanho menor do que 90 µm.
Tabela III.2- Principais misturas para fabricação de briquetes (SHOKO ET AL.,
(2004) adaptado pelo autor).
De acordo com Quirino (2009), as partículas de finos devem ter uma
distribuição granulométrica adequada para proporcionar qualidade ao briquete
e maior economia no processo. A boa distribuição das partículas é essencial
para haver uma densificação melhor do briquete devido a um maior contato de
superfície, pode ainda reduzir a necessidade dos ligantes e aglutinantes. Em
seus estudos sobre briquetagem, ele concluiu que a desuniformidade é o ideal.
A figura 3.22 apresenta de forma esquemática a desuniformidade.
40
FFiigguurraa 33..2222-- DDeessuunniiffoorrmmiiddaaddee ((QQUUIIRRIINNOO,, 22000099)).. 22
Segundo D’Abreu et al. (2004), outro fator importante é a umidade do
material antes da adição do aglutinante. A umidade ideal depende do material e
do tipo de aglutinante utilizado, além de influenciar o valor da pressão a ser
aplicada. Para estabilizar e otimizar a umidade nos briquetes é importante que
sejam tomados cuidados especiais com o controle do processo. O ajuste da
quantidade de água na mistura torna-se ainda mais importante quando se
aglomera materiais termos-plásticos e também quando são utilizados
aglutinantes solúveis em água.
Para Alves (2007), aglomerando sementes de mamona, a quantidade de
umidade é da ordem de 8 a 15% e o tamanho das partículas entre 5 e 45 mm,
obtendo assim, uma aglomeração de sucesso.
Na briquetagem de carvões não coqueificáveis ou semi-coque
(materiais inertes), torna-se necessário o uso de carvões coqueificáveis na
mistura. O carvão coqueificável, nesse processo, apresenta a função de
aglutinante e necessita de um aquecimento a uma temperatura entre 100 e
350ºC, antes de ser misturado. O carvão não coqueificável é aquecido em
torno de 600ºC, também, antes de sua mistura com o carvão coqueificável. A
proporção de carvões na mistura deve ser ajustada, para que a temperatura da
mistura situe-se na zona de amolecimento do carvão coqueificável,

41
normalmente entre 420-540ºC (CARVALHO ET AL., 2004).
3.7.2.2 Mistura
A mistura dos reagentes é uma das etapas mais importantes da
briquetagem. É de fundamental importância que o aglutinante seja distribuído
uniformemente por toda superfície do material a ser briquetado.
O misturador deverá ser dimensionado de modo que o tempo de
residência da mistura no equipamento não seja elevado. Quando há
necessidade de tratamento térmico da mistura, o mesmo pode ser realizado no
próprio equipamento por meio da aplicação de vapores saturados ou
superaquecidos. Como exemplo, para briquetagem de carvão utilizando piche
como aglutinante, a temperatura de descarga da mistura deve estar pelo
menos 7ºC acima do ponto de amolecimento do piche. A mistura deve
apresentar uma temperatura entre 85-90ºC na prensa e uma umidade de 3% ±
1% (CARVALHO ET AL., 2004).
Caso a mistura não seja suficientemente seca no condicionador entre o
misturador e a prensa, os gases (na maioria das vezes, vapor d'água) presos
nos briquetes sofrem uma forte compressão. Quando os briquetes deixarem a
prensa e a pressão for relaxada, os gases expandem, causando fraturas no
briquete.
No manuseio de materiais com pequena densidade aparente, torna-se
necessária a remoção dos grandes volumes de ar antes da alimentação do
material na unidade de compactação. Nesses casos torna-se recomendável a
utilização de alimentadores por meio de vácuo, sendo esse o responsável pela
remoção do ar presente no alimentador.
3.7.2.3 Compactação - Prensagem
Segundo Krizan et al. (2009), a compactação é o fator mais importante
para a produção de briquetes com alta resistência mecânica e com boa

42
densidade. Existe uma relação direta entre a resistência mecânica e as forças
de compressão, provocadas pelos rolos que, montados um diante do outro,
giram com velocidade de rotação igual e em sentidos contrários. A prensagem
dos briquetes tem um impacto grande na durabilidade do mesmo, pois, quando
a força de prensagem aumenta, a absorção de umidade atmosférica diminui.
O estudo da pressão de compactação é complexo e é um parâmetro
muito interessante, porém complicado. Vários parâmetros devem também
serem analisados para se determinar a pressão de compactação entre eles o
tipo de material a briquetar, a temperatura do material, comprimento e o
diâmetro da briquetadeira.
De acordo com Pureza (2004), a compactabilidade é um das
propriedades mais importantes da conformação, pois excerce grande influência
nas propriedades de resistência mecânica, pososidade, tamanho e absorção
de umidade. O valor da compactabilidade pode ser aumentado mediante a
adição de esferas de tamanhos distintos, conforme pode ser observado na
figura 3.23. Desta forma, é de extrema importância selecionar adequadamente
o diâmetro das esferas de menor tamanho para que estas possam ocupar os
espaços existentes entre as esferas maiores.
FFiigguurraa 33..2233-- RReepprreesseennttaaççããoo eessqquueemmááttiiccaa ddoo eemmppaaccoottaammeennttoo ddee eessffeerraass ddee
ddiiffeerreenntteess ttaammaannhhooss ((BBAARRBBAA,, 11999977)).. 23
Barba et al. (1997) apresenta também um estudo mais detalhado a
respeito da compactabilidade de misturas de esferas de dois tamanhos em
função da proporção de esferas grandes na mistura, para distintos valores da

43
relação diâmetro (RD). De acordo com a figura 3.24, pode-se observar que a
medida que aumenta a relação de diâmetros (Dmaior/Dmenor), se obtem misturas
com maior compactabilidade.
FFiigguurraa 33..2244-- VVaarriiaaççããoo ddaa ccoommppaaccttaabbiilliiddaaddee ddee mmiissttuurraass ddee eessffeerraass ddee ddooiiss
ttaammaannhhooss eemm ffuunnççããoo ddaass eessffeerraass ggrraannddeess ((BBAARRBBAA,, 11999977)).. 24
Wilaipon (2007), em seus estudos, aborda que além da pressão de
prensagem dos briquetes, os ligantes possuem importância fundamental para a
determinação da densidade, sendo que, a pressão da prensa, tem a maior
influência, como pode ser visto na figura 3.25 para ensaios de briquetes de
milho.
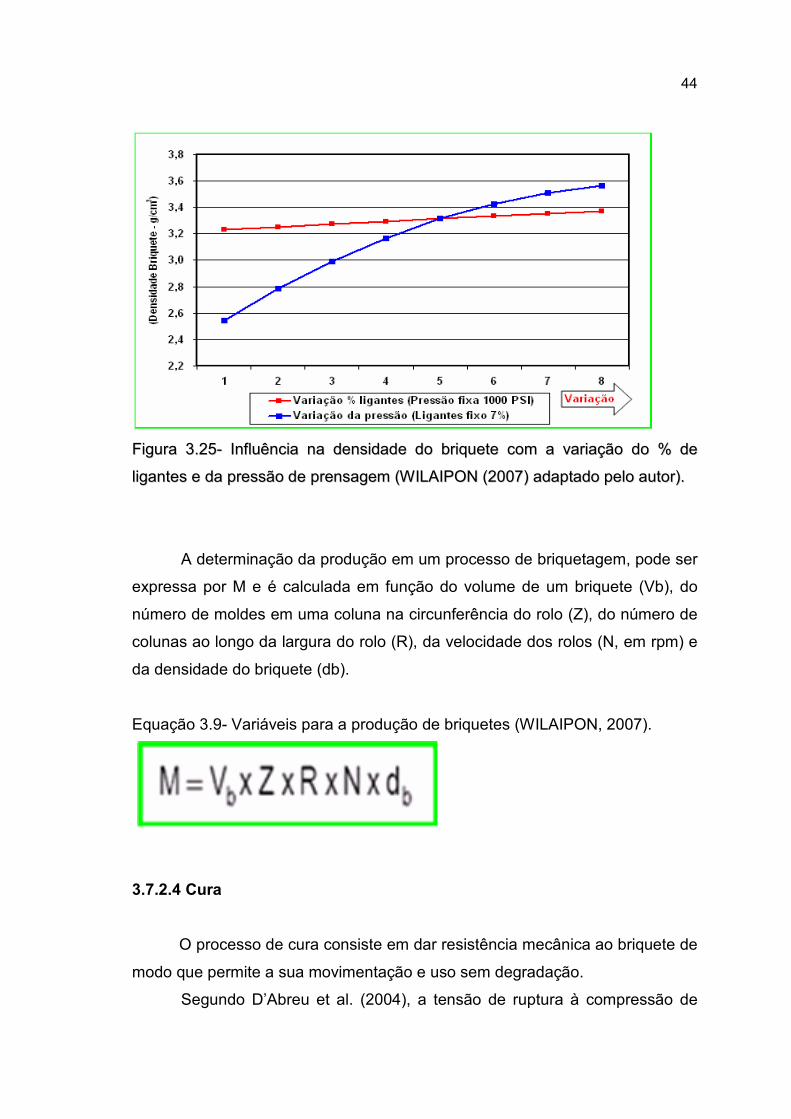
44
FFiigguurraa 33..2255-- IInnfflluuêênncciiaa nnaa ddeennssiiddaaddee ddoo bbrriiqquueettee ccoomm aa vvaarriiaaççããoo ddoo %% ddee
lliiggaanntteess ee ddaa pprreessssããoo ddee pprreennssaaggeemm ((WWIILLAAIIPPOONN ((22000077)) aaddaappttaaddoo ppeelloo aauuttoorr)).. 25
A determinação da produção em um processo de briquetagem, pode ser
expressa por M e é calculada em função do volume de um briquete (Vb), do
número de moldes em uma coluna na circunferência do rolo (Z), do número de
colunas ao longo da largura do rolo (R), da velocidade dos rolos (N, em rpm) e
da densidade do briquete (db).
Equação 3.9- Variáveis para a produção de briquetes (WILAIPON, 2007).
3.7.2.4 Cura
O processo de cura consiste em dar resistência mecânica ao briquete de
modo que permite a sua movimentação e uso sem degradação.
Segundo D’Abreu et al. (2004), a tensão de ruptura à compressão de

45
briquetes de cal hidratada é diretamente proporcional ao tempo de cura.
De acordo com Oliveira et al. (2003), a resistência mecânica dos
briquetes cresce rapidamente com o tempo, mas se estabiliza com o tempo,
como pode ser observado na figura 3.26.
A utilização de ligantes auxilia na resistência mecânica dos briquetes de
cura à frio, e são necessários para um manuseio com mínima degradação e um
bom desempenho no processo, evitando assim degradações que possam levar
perdas ao processo.
Figura 3.26- Curva resistência mecânica&tempo de cura (OLIVEIRA ET Al.,
2003). 26

46
4 METODOLOGIA
Este trabalho teve as seguintes etapas: coleta dos resíduos;
identificação e caracterização dos resíduos; identificação, fabricação e
caracterização dos briquetes; análise termodinâmica e testes industriais dos
briquetes de resíduos para possível substituição da carga metálica do MRPL.
4.1 Técnicas de análises
As técnicas de análises atualmente existentes possibilitam inúmeras
caracterizações de materiais. Neste trabalho foram utilizadas as técnicas para
a caracterização dos resíduos quanto as potencialidades de riscos ambientais
(ABNT NBR 10004:2004), análise química via úmida, densidade pelo método
de picnometria, granulometria, umidade, Shatter Test a frio, microscopia
eletrônica de varredura acoplada com micro sonda e difração de raios X.
4.1.1 Caracterização de resíduos quanto as potencialidades de riscos
ambientais (ABNT NBR 10004:2004)
Segundo o IBS (2009), resíduos de atividades industriais, são variados
enapresentam características diversificadas, pois estas dependem do tipo de
produto manufaturado. Devem, portanto, ser estudados caso a caso. Adota-se
a NBR 10004 da ABNT para se classificar os resíduos industriais: Classe I
(Perigosos), Classe II (Não Perigosos) sendo Classe II A os não Inertes Classe
II B os Inertes.
Para a determinação destas classes de resíduos, são feitos os ensaios
de lixiviação conforme NBR 10005:2004, ensaios de solubilização conforme
NBR 10006:2004 bem como análises complementares para classificação de
massa bruta como por exemplo pH, cromo total (CrTotal) e níquel (Ni) e análises
visuais para determinação de cor e aspectos físicos da amostra.

47
4.1.2 Análise química via úmida
A análise química via úmida é uma análise de caracterização de
elementos de uma amostra podendo utilizar a técnica de calcinação da amostra
com a abertura da mesma por fusão com peróxido de sódio (Na2O2). Utilizou
equipamentos tais como balança Satorius modelo CP224S, bico de gás, balão
volumétrico de 50 mL +/- 0,12 ml e Espectômetro de Emissão Ótico ICP
5300DV da PerkinElmer.
A via úmida é uma técnica muito precisa, mas a habilidade do técnico
em laboratório deve ser de muita experiência, uma vez que se considera o
exato momento em que as reações ocorrem, ou seja, o momento em que se
determina a mudança da cor da amostra, para determinação da concentração
do elemento química em análise. É uma técnica de análise demorada devido
as necessidades de um acompanhamento sistemático das amostras e suas
reações.
4.1.3 Densidade pelo método de picnometria
O método de picnometria consiste na determinação da densidade real
de materiais sólidos, mediante a medição indireta da massa e do volume do
sólido em balão volumétrico de fundo chato. Os equipamentos utilizados foram
balança Satorius Modelo CP224S e picnômetro de 50 mL marca Blaubrand e
água destilada.
As etapas necessárias para determinação da densidade por este
método são:
10 Encher o picnômetro com água e tampar cuidadosamente para que não
fique com bolhas;
20 Pesar o picnômetro com água;
30 Pesar a amostra a ser analisada;
40 Retirar a água do picnômetro;

48
50 Colocar toda amostra dentro do picnômetro;
60 Completar o picnômetro com água;
70 Pesar o picnômetro com a amostra e a água.
O procedimento descrito pode ser resumido na Equação 4.1.
Equação 4.1 - Fórmula para determinação de densidade – Picnômetro.
Em que:
D: densidade
Massaa: massa da amostra (g)
MassaPA: massa do picnômetro com água + amostra
(g)
Massap: massa do picnômetro com água (g)
4.1.4 Granulometria
A granulometria dos materiais é um parâmetro fundamental para o
desenvolvimento de matérias primas, ligas e metodologias de processamento,
tornando esta análise indispensável para a caracterização de materiais. Essa
característica é também um indicativo de qualidade de processo do material
fornecido.
Através desta análise, determinamos a distribuição granulométrica de
matérias primas, seu tamanho médio e desvios, que podem influenciar no ritmo
de produção de um alto-forno, forno elétrico de redução ou na capacidade de
um sistema de carregamento de qualquer processo siderúrgico.

49
4.1.5 Umidade
Este procedimento consiste em pesar uma porção de 5 g da amostra e
colocá-la para secar em uma estufa a uma temperatura de 1000 +/- 100C por
um período de 90 minutos. Esta análise objetiva a determinação do teor de
água contido em uma amostra. É uma análise simples, mas requer cuidados
tanto quanto qualquer outro procedimento de análise complexa.
A umidade é calculada pela equação 4.2.
Equação 4.2 - Fórmula para determinação de umidade.
Os equipamentos utilizados foram balança Satorius modelo CP224S e
estufa Quimis modelo Q317M92.
4.1.6 Shatter Test a frio
O Shatter Test a frio consiste em medir o índice de degradação de uma
amostra de 20 Kg através da queda livre do mesmo a uma altura de 1,80
metros e com repetição da queda de quatro vezes. O índice de queda é o
percentual de finos gerados após as quatro quedas para uma peneira de malha
de 9,52 mm, determinado pela Equação 4.3.
Equação 4.3- Fórmula para determinar o índice de queda.

50
A variável de degradação de uma matéria prima é de extrema
importância, pois, as mesmas ao longo de seu manuseio até o uso
propriamente dito, passarão por inúmeras quedas. Para este teste utilizou
máquina de Shatter Test fabricada pela Emalto do laboratório dde matérias
primas da AMIB.
4.1.7 Microscopia eletrônica de varredura (MEV) acoplado com micro
sonda de energia dispersiva de raios X (EDS)
O microscópio eletrônico de varredura (MEV) é um equipamento capaz
de produzir imagens de alta ampliação (até 300.000 x) de resolução. As
imagens fornecidas pelo MEV possuem um caráter virtual, pois o que é
visualizado no monitor do aparelho é a transcodificação da energia emitida
pelos elétrons, ao contrário da radiação da luz a qual estamos habitualmente
acostumados.
O princípio de funcionamento do MEV conforme pode ser observado na
figura 4.1, consiste na emissão de feixe de elétrons por filamento capilar de
tungstênio (eletrodo negativo), mediante a aplicação de um diferencial de
potência que pode variar de 0,50 a 30 KV. Essa variação de voltagem permite
a variação da aceleração dos elétrons, e também provoca o aquecimento do
filamento. A parte positiva em relação ao filamento do microscópio (eletrodo
positivo) atrai fortemente os elétrons gerados, resultando numa aceleração em
direção ao eletrodo positivo.
Figura 4.1 Princípio de funcionamento do MEV (Fonte: BD da AMIB). 27

51
A correção do percurso dos feixes é realizada pelas lentes
condensadoras que alinham os feixes em direção à abertura da objetiva. A
objetiva ajusta o foco dos feixes de elétrons antes dos elétrons atingirem a
amostra analisada. Ao retornarem para a posição inicial, liberarem a energia
adquirida a qual é emitida em comprimento de onda no aspecto de raios X. Um
detector instalado na câmera de vácuo do MEV mede a energia associada a
esse elétron. Como os elétrons de um determinado átomo possuem energias
distintas, é possível no ponto de incidência do feixe, determinar quais
elementos químicos estão presentes naquele local e assim identificar em
instantes o que está sendo observado.
A espectrometria de energia dispersiva de raios X - EDS, é um
acessório essencial no estudo de caracterização microscópica de materiais.
Quando o feixe de elétrons incide sobre uma amostra, os elétrons mais
externos dos átomos e os íons constituintes são excitados, mudando de níveis
energéticos.
O uso do MEV associado ao EDS é de grande importância na
caracterização de materiais, pois o MEV proporciona nítidas imagens e o EDS
permite determinar a sua composição química pontual, bem como ainda
permite o mapeamento da distribuição de elementos químicos gerando mapas
composicionais.
O MEV utilizado para as caracterizações foi o de marca Philips Modelo
XL30 S FEG TMP.
4.1.8 Difração de raios X
A difratometria de raios X é uma das técnicas de caracterização
macroestrutural de materiais cristalinos, encontrando aplicações em diversos
campos do conhecimento, mais particularmente na engenharia e ciências de
materiais, engenharias metalúrgicas, químicas e de minas.
Os raios X ao atingirem um material podem ser espalhados
elasticamente, sem perda de energia pelos elétrons de um átomo (dispersão ou
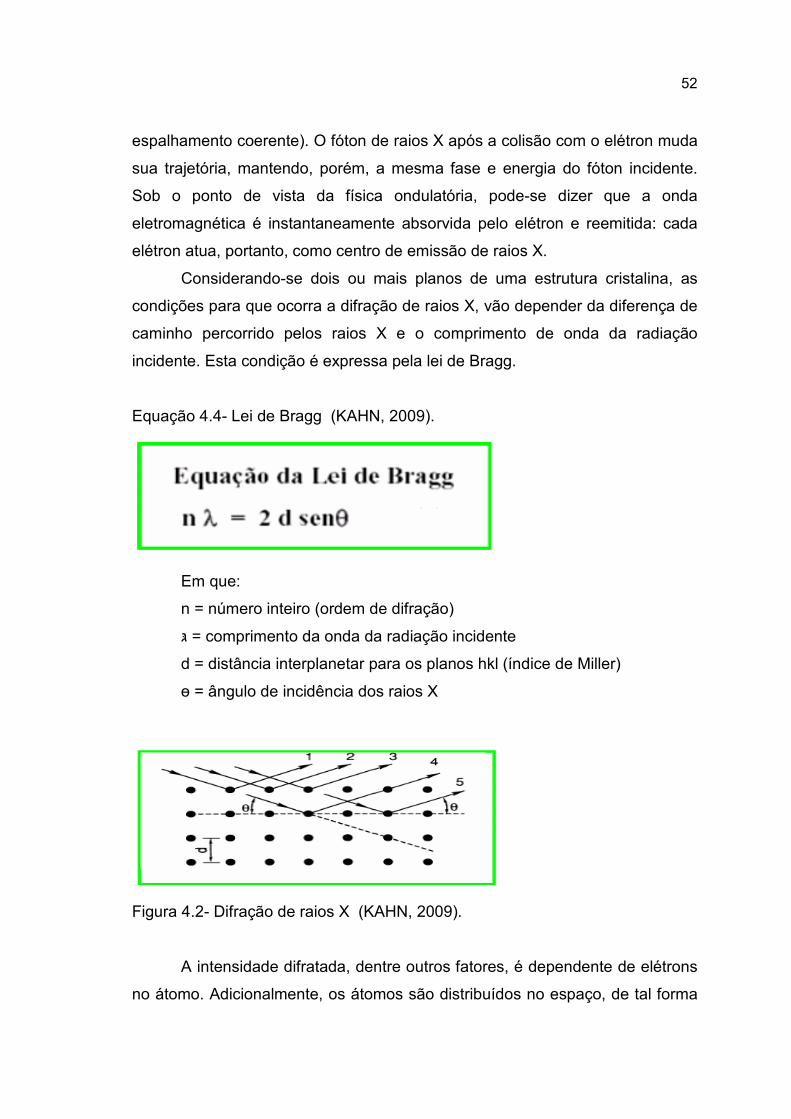
52
espalhamento coerente). O fóton de raios X após a colisão com o elétron muda
sua trajetória, mantendo, porém, a mesma fase e energia do fóton incidente.
Sob o ponto de vista da física ondulatória, pode-se dizer que a onda
eletromagnética é instantaneamente absorvida pelo elétron e reemitida: cada
elétron atua, portanto, como centro de emissão de raios X.
Considerando-se dois ou mais planos de uma estrutura cristalina, as
condições para que ocorra a difração de raios X, vão depender da diferença de
caminho percorrido pelos raios X e o comprimento de onda da radiação
incidente. Esta condição é expressa pela lei de Bragg.
Equação 4.4- Lei de Bragg (KAHN, 2009).
Em que:
n = número inteiro (ordem de difração)
comprimento da onda da radiação incidente = ּג
d = distância interplanetar para os planos hkl (índice de Miller)
ө = ângulo de incidência dos raios X
Figura 4.2- Difração de raios X (KAHN, 2009). 28
A intensidade difratada, dentre outros fatores, é dependente de elétrons
no átomo. Adicionalmente, os átomos são distribuídos no espaço, de tal forma

53
que os vários planos de uma estrutura cristalina possuem diferentes
densidades de átomos ou elétrons, fazendo com que as intensidades difratadas
sejam, por conseqüência, distintas para os diversos planos cristalinos.
O difratômetro utilizado nas caracterizações foi o de marca Philips
modelo XPERT PRO MPD com goniômetro theta/theta.
4.2 Identificação dos resíduos
A tabela IV.1 apresenta as identificações dos resíduos estudados nesta
pesquisa.
Tabela IV.1- Identificação dos resíduos estudados na pesquisa (Fonte: o autor).
Nome do
resíduo
Tipo de
resíduo
Local onde o resíduo foi coletado ou
produzido na indústria
PDM Poeira MRPL: Filtros de mangas.
FMR Finos metálicos
recuperados de
escórias
Planta de recuperação de metálicos das
escórias na Reciclos Reciclagem de
Resíduos Industriais.
4.2.1 Coleta e retirada das amostras para caracterizações dos PDM
Para a retirada do PDM, foram colocados BAG`s sobre a caçamba de
um caminhão basculante (figura 4.3) e destinados à Reciclos para a produção
dos briquetes.

54
Figura 4.3- Coleta do PDM para produção dos briquetes e caracterizações
(Fonte: o autor). 29
A etapa de retirada da amostra é a fase mais importante para uma boa
representatividade da amostra e seus resultados. Conforme ABNT NBR
1007:2004, amostra representativa é a parcela do resíduo a ser estudada,
obtida através de um processo de amostragem, e que, quando analisada,
apresenta as mesmas características e propriedades da massa total. As etapas
são normalizadas em inúmeras normas ABNT NBR e normas internas das
empresas. Preocupados com a etapa de retirada das amostras, foi
desenvolvido na oficina mecânica da AMIB o amostrador “TRIER”
recomendado para resíduos sólidos conforme norma da ABNT NBR
10007:2004. A figura 4.4 apresenta a retirada das amostras do PDM utilizando
o amostrador TRIER na Reciclos.
O material para a confecção do amostrador “TRIER” foi o INOX P409
para atender aos requisitos da referida norma que é o princípio de não
reatividade com o material a ser coletado e também a necessidade de
descontaminação total do equipamento para posterior utilização, pois também
foram coletadas amostras do FMR, conforme figura 4.6.

55
Figura 4.4- Retirada das amostras do PDM e em detalhe o amostrador “TRIER”
(Fonte: o autor).30
Depois de coletadas as amostras, as mesmas foram destinadas ao
laboratório de matérias primas da AMIB para serem devidamente
homogeneizadas, quarteadas e retiradas das alícotas para as devidas
caracterizações (figura 4.5).
Figura 4.5- Homogeneização/retirada das alícotas do PDM (Fonte: o autor). 31
O quarteamento, conforme ABNT NBR 10007:2004, é o processo de
divisão em partes iguais de uma amostra pré-homogeneizada, sendo tomadas

56
duas partes opostas entre si para constituir uma nova amostra e descartadas
as partes restantes. As partes não descartadas são misturadas totalmente e o
processo de quarteamento é repetido até que se obtenha a amostra desejada.
4.2.2 Coleta e retirada das amostras para caracterizações dos FMR
Os finos metálicos foram processados na Reciclos e armazenados em
BAG`s para a produção dos briquetes. As amostras foram coletadas nos BAG’s
na Reciclos (figura 4.6), objetivando representatividade conforme a ABNT NBR
10007:2004, utilizando o mesmo amostrador “TRIER”.
Figura 4.6- Retirada das amostras dos FMR e homogeneização/retirada das
alícotas do PDM (Fonte: o autor). 32
É importante ressaltar que os resíduos em estudo não são deterioráveis,
ou seja, não necessitam de nenhum cuidado adicional em seu manuseio e
estocagem o que é recomendado pela NBR 10007:2004, conforme a tabela A.1
da referida norma.
A figura 4.7 mostra as duas amostras retiradas na Reciclos destinadas
ao laboratório da aciaria e do centro de pesquisa da AMIB sendo a amostra da
esquerda PDM e a amostra da direita FMR.

57
Figura 4.7- Amostras do PDM (E) e FMR (D) (Fonte: o autor).33
O PDM e FMR foram caracterizados para serem produzidos os
briquetes.
4.3 Produção dos briquetes
De acordo com Nolasco-Sobrinho et al. (2004), para resíduos na forma
de pó que é o caso do PDM, a briquetagem tem sido uma excelente técnica de
aglomeração. Simulou-se um briquete objetivando um teor de ferro total de
aproximadamente 50%, conforme apresentado na tabela IV.2.
Segundo Groever et al. (1996), cimento e melaço são componentes
essenciais para assegurar uma boa resistência mecânica ao processo de
compactação do tipo briquetagem. Desta forma, foram utilizados 5% de
cimento ARI CP5 de alta resistência inicial e 5% de melaço de cana-de-acúcar
em pó da Indumel como ligante de cura rápida juntamente com os resíduos
para assegurar uma boa resistência mecânica e proporcionar uma condição
essencial para o manuseio e movimentação, reduzindo assim a degradação
dos briquetes ao longo do processo de produção até o uso no convertedor
MRPL.
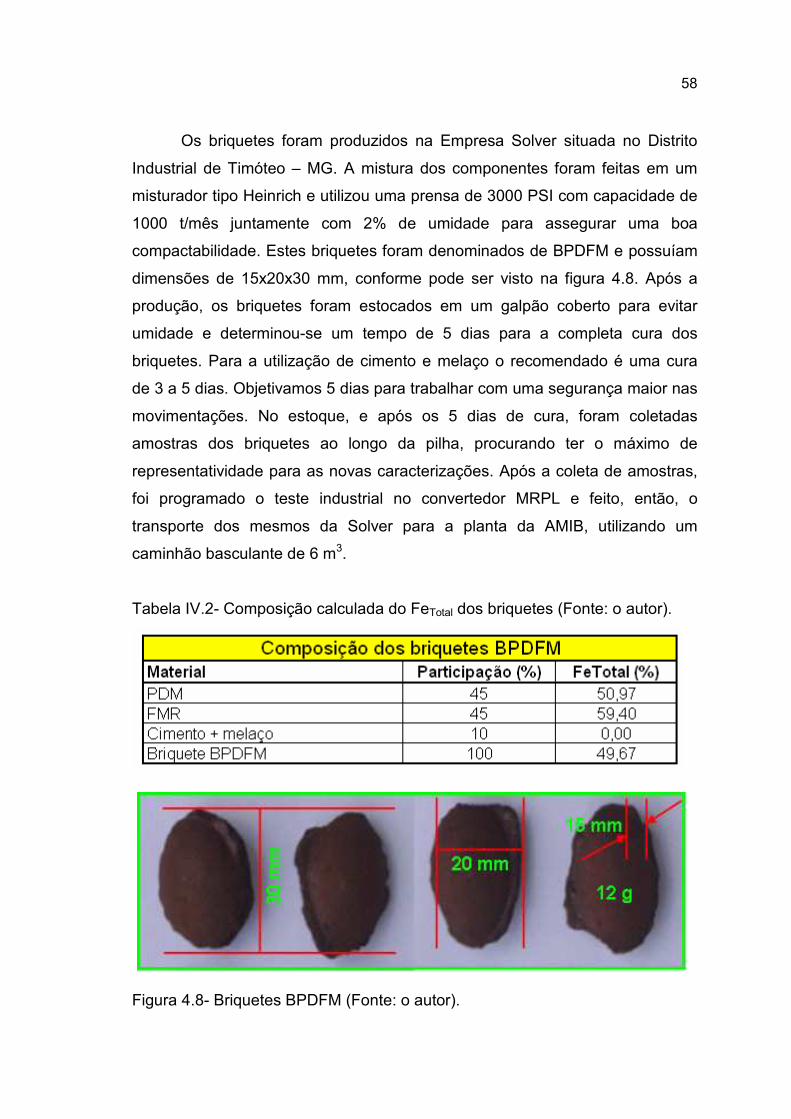
58
Os briquetes foram produzidos na Empresa Solver situada no Distrito
Industrial de Timóteo – MG. A mistura dos componentes foram feitas em um
misturador tipo Heinrich e utilizou uma prensa de 3000 PSI com capacidade de
1000 t/mês juntamente com 2% de umidade para assegurar uma boa
compactabilidade. Estes briquetes foram denominados de BPDFM e possuíam
dimensões de 15x20x30 mm, conforme pode ser visto na figura 4.8. Após a
produção, os briquetes foram estocados em um galpão coberto para evitar
umidade e determinou-se um tempo de 5 dias para a completa cura dos
briquetes. Para a utilização de cimento e melaço o recomendado é uma cura
de 3 a 5 dias. Objetivamos 5 dias para trabalhar com uma segurança maior nas
movimentações. No estoque, e após os 5 dias de cura, foram coletadas
amostras dos briquetes ao longo da pilha, procurando ter o máximo de
representatividade para as novas caracterizações. Após a coleta de amostras,
foi programado o teste industrial no convertedor MRPL e feito, então, o
transporte dos mesmos da Solver para a planta da AMIB, utilizando um
caminhão basculante de 6 m3.
Tabela IV.2- Composição calculada do FeTotal dos briquetes (Fonte: o autor).
Figura 4.8- Briquetes BPDFM (Fonte: o autor).34
59
4.4 Determinação dos tipos de aço para teste industrial dos briquetes
Os principais aços produzidos no MRPL são aços elétricos (GO e GNO)
e aços carbonos especiais. Segundo Nolasco-Sobrinho et al. (2000), para que
os aços GO alcancem baixas perdas e elevada permeabilidade magnética, há
a necessidade de um total controle na etapa de elaboração da aciaria, incluindo
rigorosos controles na composição química dos elementos, como carbono,
enxofre, manganês, silício, alumínio, titânio e fósforo, além da baixa
contaminação por inclusões, requerendo assim, processos tecnológicos
complexos, pessoal altamente treinado e capacitado para a sua produção.
Devido a estas exigências, os briquetes BPDFM não foram usados na
produção deste aço de exigência especial, pois, na caracterização dos
resíduos, foram identificados elementos como Al2O3, Cr2O3, Ni e Ti, portanto,
os briquetes BPDFM foram usados somente nos aços carbonos especiais e
aços elétricos GNO.
60
5 RESULTADOS E DISCUSSÃO
Os principais resultados obtidos com o desenvolvimento deste trabalho
foram as caracterizações dos resíduos PDM e FMR, a produção e a
caracterização dos briquetes BPDFM, bem como a análise termodinâmica para
verificar a capacidade do MRPL em reduzir os óxidos de ferro presentes nos
resíduos caracterizados.
5.1 Caracterização quanto as potencialidades de riscos ambientais (ABNT
NBR 10004:2004
5.1.1 Caracterização do PDM e FMR
Os resíduos PDM e FMR foram caracterizados pelo método "Standard
Methods for the Examination of Water and Wastewater - 21th ed." and "USEPA
SW-846 – Test Methods for Evaluationg Solid Waste - Physical/Chemical
Methods".
O PDM apresentou valores de pH, extrato lixiviado crômio total, extrato
solubilizado do crômio total, fluoreto e sulfato com V.M.P. (valor máximo
permitido) acima das tolerâncias e de acordo com referida NBR, este resíduo
foi classificado como “classe I – resíduo perigoso”, necessitando desta forma
tratamento e disposições especiais (ABNT NBR 12235).
O FMR apresentou o extrato solubilizado de fenóis totais, fluoreto e
selênio com V.M.P. (valor máximo permitido) acima das tolerâncias,
classificando este resíduo como “classe IIA – resíduo não perigoso e não
inerte”, necessitando também tratamento e disposições especiais (ABNT NBR
11174).
Os resultados das caracterizações conforme a ABNT NBR 10004:2004
pode ser visto na tabela V.1.

61
Tabela V.1- Caracterização do PDM e FMR (Fonte: BD da AMIB).
5.2 Análise química via úmida
5.2.1 Análise química do PDM e FMR
O processo utilizado para a caracterização química dos resíduos PDM e
FMR foi via úmida. Utilizou os procedimentos PPA12-0145V3– Operar ICP
5300DV Módulo Análise e PPA12-045V6- Realizar Análise de Materiais
Desconhecidos dos laboratórios da aciaria da AMIB.
Os principais elementos caracterizados para o PDM foram: Cr2O3:
0,688%, SiO2: 2,185%, MgO: 5,325%, CaO: 16,93% e FeTotal: 50,97%.
Outros elementos caracterizados podem ser visto na tabela V.2. A cromita
presente na caracterização (Cr2O3) é proveniente do secundário do
desempoeiramento do AODL (convertedor de produção de aços inox da AMIB)
associado aos aços especiais carbono que possuem adições de cromo. De
acordo com Nolasco-Sobrinho (2004), elementos presentes como SiO2, MgO e
CaO, podem ser explicado pelo processo de formação dos gases CO e CO2
que carreiam estes óxidos ao atravessarem a escória. O ferro total (FeTotal) é
proveniente da atomização, que são as bolhas dos gases carreando metálicos
e sendo succionados pelo desempoeiramento. Dentro desta análise de FeTotal
temos o ferro na forma de Fe metálico, FeO, Fe2O3 e Fe3O4.

62
Para o FMR, os principais elementos caracterizados foram: Cr2O3:
3,371%, SiO2: 3,103%, MgO: 3,504%, CaO: 14,54% e FeTotal: 59,40%.
Diferente da cromita presente no PDM, no FMR a cromita é proveniente
das misturas entre as escórias da linha de inox e da linha de carbono e aços
elétricos da aciaria da AMIB. Elementos presentes como SiO2, MgO e CaO,
são provenientes do processo de separação do FMR das escórias não ser
100% eficiente. No caso do FMR o FeTotal é característico do metálico
presente e recuperado da escória. Assim como no PDM, no FeTotal analisado,
temos o ferro na forma de Fe metálico, FeO, Fe2O3 e Fe3O4. A tabela V.2
apresenta a análise química do FMR.
Tabela V.2- Análise química do PDM e FMR (Fonte: BD da AMIB).
Componentes analisados PDM (%) FMR (%)
Mo 0,015 Traços
Ni 0,017 0,100
Ti 0,023 0,149
Al2O3 0,412 0,867
Zn 0,028 0,016
Mn 0,583 1,193
Cr2O3 0,688 3,371
SiO2 2,185 3,103
MgO 5,325 3,504
CaO 16,93 14,54
FeTotal 50,97 59,40
5.2.2 Análise química do BPDFM
O BPDFM também foi caracterizado nos laboratórios da aciaria da
AMIB. Os resultados estão apresentados na tabela V.3 e mostram boa relação
com a caracterização do PDM e FMR.

63
Tabela V.3- Análise química dos briquetes BPDFM (Fonte: BD da AMIB).
Componentes analisados BPDFM (%)
Ni 0,036
Ti 0,155
Al2O3 1,331
Zn 0,041
Mn 0,9927
Cr2O3 0,754
SiO2 7,499
MgO 4,662
CaO 15,77
FeO 18,650
FeTotal 45,440
Como pode ser observado, a composição calculada apresentada na
tabela IV.2 diferentemente do resultado real da tabela V.3 para o FeTotal, pode
ser explicado pelas características da heterogeinidade dos resíduos, os quais
serão mais detalhados nos capítulos 5.7 e 5.8.
5.3 Densidade pelo método de picnometria
5.3.1 Densidade do PDM e FMR
A determinação da densidade da amostra foi feita por meio de
picnometria. É uma análise simples (figura 5.1) e através da densidade do aço,
podemos observar qual o teor metálico do resíduo. A tabela V.4 apresenta os
resultados de densidade do PDM e do FMR.

64
Tabela V.4- Análise de densidade do PDM e FMR (Fonte: BD da AMIB).
O PDM apresentou uma densidade de 3,96 g/cm3. Considerando uma
densidade do aço de 7,8 g/cm3, podemos concluir que o teor metálico PDM é
de 51%. O FMR apresentou uma densidade de 3,88 g/cm3, o que sugere que o
teor metálico do FMR é de 50%.
De acordo com Nolasco-Sobrinho (2004), a densidade depende do
modo de acomodação das partículas durante o ensaio. A densidade pelo
método de picnometria, considerado uma análise de densidade real, mostrou
valores muito próximos uns dos outros em intervalos de 3,87 a 3,97 g/cm3.
Figura 5.1- Análise de densidade por picnometria (Fonte: BD da AMIB). 35

65
5.3.2 Densidade do BPDFM
A densidade do BPDFM está apresentada na tabela V.5.
Tabela V.5- Análise de densidade dos briquetes BPDFM (Fonte: BD da AMIB).
O resultado médio ponderado foi 3,74 g/cm3. Considerando uma
densidade do aço de 7,8 g/cm3, podemos concluir que o teor metálico é de
48%. A redução da densidade final está em função da utilização dos
elementos utilizados na briquetagem, conforme apresentado na tabela V.6. A
diferença entre o real e teórico justifica pela heterogeneidade dos resíduos,
principalmente o FMR.
Tabela V.6- Cálculo da densidade dos briquetes BPDFM (Fonte: o autor).
5.4 Granulometria
5.4.1 Granulometria do PDM e FMR
Na caracterização dos resíduos, utilizou as peneiras de malhas da série
de Tyler, conforme procedimento padrão da AMIB (PPA12-0001V9- Realizar
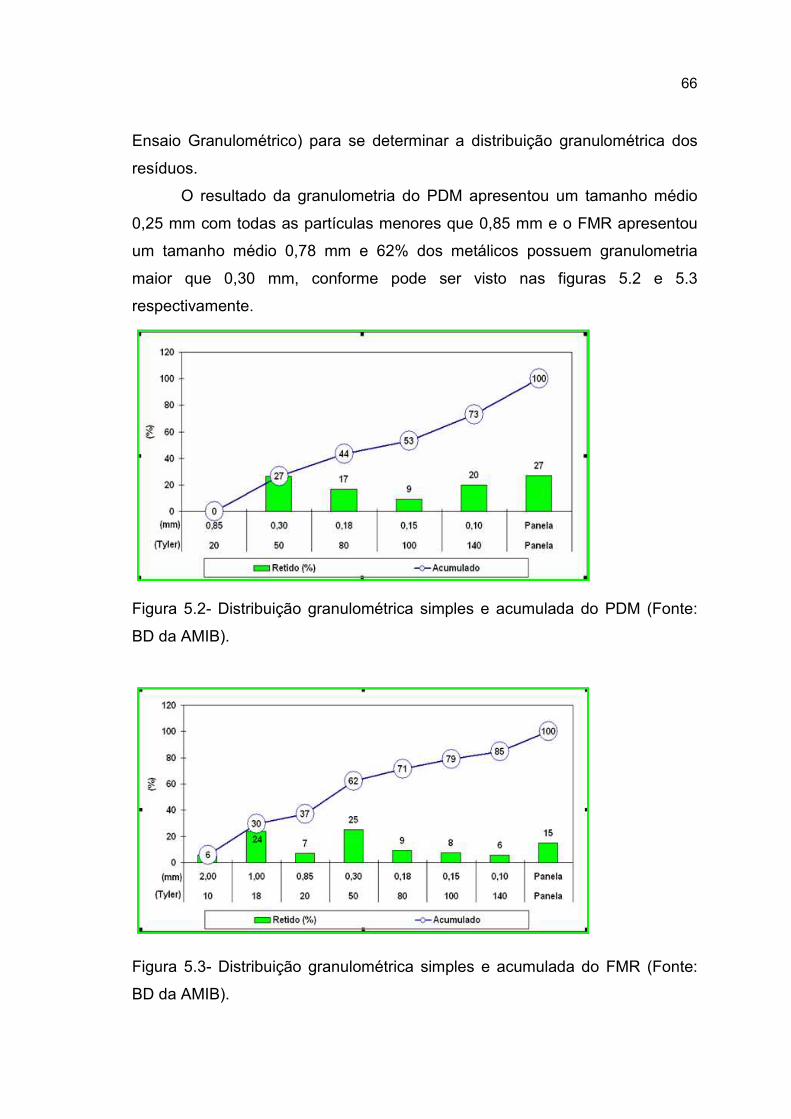
66
Ensaio Granulométrico) para se determinar a distribuição granulométrica dos
resíduos.
O resultado da granulometria do PDM apresentou um tamanho médio
0,25 mm com todas as partículas menores que 0,85 mm e o FMR apresentou
um tamanho médio 0,78 mm e 62% dos metálicos possuem granulometria
maior que 0,30 mm, conforme pode ser visto nas figuras 5.2 e 5.3
respectivamente.
Figura 5.2- Distribuição granulométrica simples e acumulada do PDM (Fonte:
BD da AMIB). 36
Figura 5.3- Distribuição granulométrica simples e acumulada do FMR (Fonte:
BD da AMIB). 37

67
5.4.2 Granulometria do BPDFM
O resultado da granulometria apresentou um tamanho médio 17,33 mm
e 85% dos briquetes possuem granulometria maior que 15,90 mm, conforme
apresentado na figura 5.4.
Figura 5.4- Distribuição granulométrica simples e acumulada dos briquetes
BPDFM (Fonte: BD da AMIB). 38
5.5 Umidade
5.5.1 Umidade do PDM e FMR
A análise de umidade foi feita no laboratório de matérias primas da
AMIB e conforme a PPA12-0008V7 – Analisar Umidade, e os resultados podem
ser visto na tabela V.7.
Tabela V.7- Análise de umidade do PDM e FMR (Fonte: BD da AMIB).

68
A baixa umidade do PDM é devido o mesmo ser gerado durante o
processo de produção do aço, ou seja, em altas temperaturas, onde os gases
de sucção do particulados, chegam a temperaturas de 4000C. Diferente do
PDM, a umidade maior do FMR é proveniente do processo de resfriamento das
escórias necessário ao manuseio e transporte, eliminando assim altas
temperaturas e geração de particulados.
5.5.2 Umidade do BPDFM
A análise de umidade dos briquetes também foi feita no laboratório de
matérias primas da AMIB e o resultado está apresentado na tabela V.8.
Tabela V.8- Análise de umidade dos briquetes BPDFM (Fonte: BD da AMIB).
A umidade do briquete está acima das umidades do PDM e FMR. O
percentual de umidade para a briquetagem dos resíduos PDM e FMR foi de
2%, objetivando proporcionar uma boa compactabilidade aos mesmos.
5.6 Shatter Test a frio
5.6.1 Shatter Test a frio do BPDFM
O Shatter Test a frio foi feito no laboratório de matérias primas da AMIB
e conforme a PPA12-0027V7 – Realizar Teste de Queda (Shatter Test),
conforme pode ser visto na figura 5.5.
O briquete utilizado para teste industrial, foi o de composição 50% PDM
com 50% FMR. Porém, devido a necessidade de se determinar um briquete
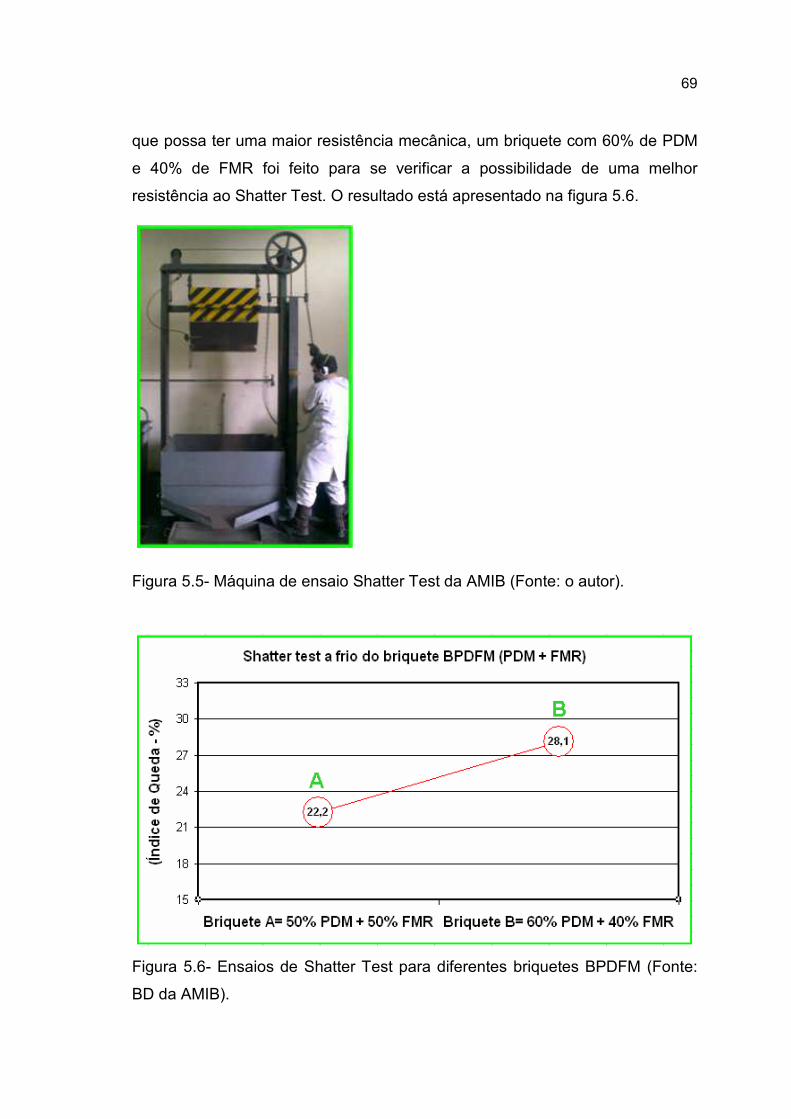
69
que possa ter uma maior resistência mecânica, um briquete com 60% de PDM
e 40% de FMR foi feito para se verificar a possibilidade de uma melhor
resistência ao Shatter Test. O resultado está apresentado na figura 5.6.
Figura 5.5- Máquina de ensaio Shatter Test da AMIB (Fonte: o autor). 39
Figura 5.6- Ensaios de Shatter Test para diferentes briquetes BPDFM (Fonte:
BD da AMIB). 40
70
Os briquetes A, que é objeto deste trabalho, teve um índice de queda
melhor, porém, um valor alto para uma aplicação comercial. Este resultado a
necessidade de trabalhar melhor o percentual de cada resíduo, a capacidade
da prensa, o percentual de umidade e tempo de cura, objetivando obter um
briquete com índice de queda menor que 10%.
A relação de diâmetros médio do FMR/PDM é de 3,12. Observando a
figura 3.24, podemos fazer uma analogia com a curva de RD=3,5, concluindo
que uma boa mistura obtendo os melhores resultados de compactabilidade
será com 60% de FMR e 40% do PDM.
5.7 MEV
5.7.1 Caracterização do PDM e FMR pelo MEV
As partículas menores que 900 µm do PDM, conforme figuras 5.7 e 5.8,
apresentam uma mistura de óxidos dos elementos Si, Cr, Mn e Fe devido a
formação de CO e CO2 que borbulham através do aço e carregam na sua
superfície gotas deste metal. Estas partículas ao passarem pela escória
adicionam em sua superfície, juntamente com o aço já aderido, CaO, MgO,
SiO2 e outros. Desta forma, podemos concluir que os componentes
apresentados nas caracterizações do PDM através do MEV são naturalmente
do processo de produção do aço. O PDM apresenta na sua superfície uma
estrutura fina e compacta, característica própria de finos, como pode ser visto
na caracterização granulométrica.
As partículas também menores que 900 µm do FMR (figuras 5.7 e 5.8),
apresentam misturas de óxidos. Neste caso, não provenientes do processo de
formação de gases CO e CO2 que carreiam metálicos e óxidos, mas devido ao
processo de raspagem de escória, panelas com resíduos de aço, perdas de
processo que contribuem para que a escória possa ter aço. No caso dos óxidos
CaO, MgO, SiO2 e outros, explica-se pela características de concentração dos
FMR não obter um metálico de 100%, ou seja, o FMR ainda possui parte de

71
escória em sua composição. A característica física do FMR é de partículas
heterogêneas e com aspecto grosseiro.
Figura 5.7- Resultados quantitativos do PDM e FMR através do MEV (Fonte:
BD da AMIB). 41
Figura 5.8- Caracterização da energia dispersiva de raio-x do PDM e FMR
(Fonte: BD da AMIB).42

72
5.7.2 Caracterização do BPDFM pelo MEV
As partículas menores que 40 µm do BPDFM, conforme figuras 5.9 e
5.10, apresentaram uma mistura de óxidos dos elementos Si, Ca, Mg e Fe.
Assim como apresentado nas caracterizações do PDM e FMR, era de se
esperar a presença destes elementos. A característica física mostra partículas
de granulação grosseira com seus interstícios cobertos por partículas finas,
provenientes do PDM, melaço e cimento.
Figura 5.9- Resultados quantitativos dos briquetes BPDFM através do MEV
(Fonte: BD da AMIB). 43

73
Figura 5.10- Caracterização da energia dispersiva de raios-x dos briquetes
BPDFM (Fonte: BD da AMIB). 44
5.8 Difração de raios X
5.8.1 Difração de raios X do PDM e FMR
A identificação das fases cristalinas (tabela V.9), foi obtida por
comparação do difratograma da amostra com o banco de dados ICDD
International Center for Diffraction Data (Set 52).
No difratograma obtido (figuras 5.11 e 5.12), são assinaladas as linhas
de difração correspondentes às fases identificadas. Cada fase em uma cor
distinta.
Na difração de raios X do PDM e FMR, o principal elemento metálico
das fases cristalinas presentes, foi o Fe na forma de Fe3O4 e Fe2O3 e
elementos característicos de escória como o CaO, MgO e SiO2. A difração de
raios X do FMR, apresentou Fe em sua forma metálica, obviamente, elemento
esperado devido este resíduo ser de origem dos finos metálicos recuperados
da escória.

74
Tabela V.9- Identificação das fases cristalinas do PDM e FMR (Fonte: BD da
AMIB).
Figura 5.11- Difratograma do PDM e FMR (Fonte: BD da AMIB). 1
Figura 5.12- Espectros das fases identificadas do PDM e FMR (Fonte: BD da
AMIB). 2
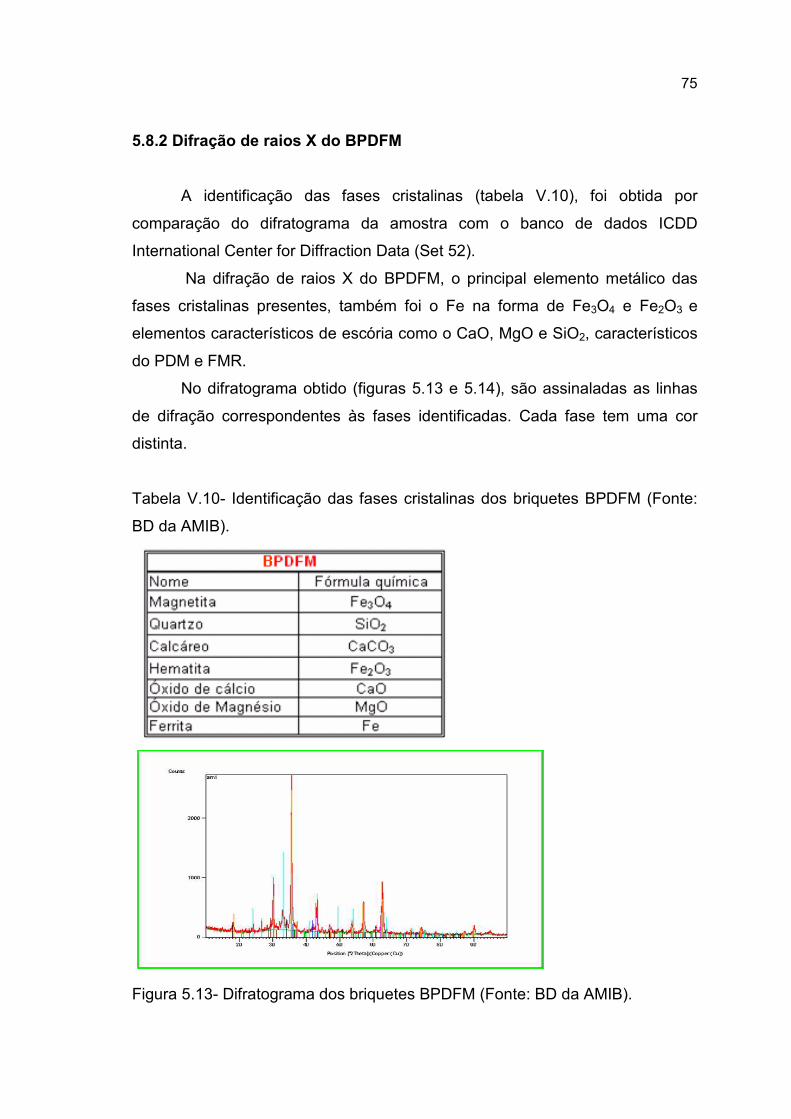
75
5.8.2 Difração de raios X do BPDFM
A identificação das fases cristalinas (tabela V.10), foi obtida por
comparação do difratograma da amostra com o banco de dados ICDD
International Center for Diffraction Data (Set 52).
Na difração de raios X do BPDFM, o principal elemento metálico das
fases cristalinas presentes, também foi o Fe na forma de Fe3O4 e Fe2O3 e
elementos característicos de escória como o CaO, MgO e SiO2, característicos
do PDM e FMR.
No difratograma obtido (figuras 5.13 e 5.14), são assinaladas as linhas
de difração correspondentes às fases identificadas. Cada fase tem uma cor
distinta.
Tabela V.10- Identificação das fases cristalinas dos briquetes BPDFM (Fonte:
BD da AMIB).
Figura 5.13- Difratograma dos briquetes BPDFM (Fonte: BD da AMIB). 3

76
Figura 5.14- Espectros das fases identificadas dos briquetes BPDFM (Fonte:
BD da AMIB). 4
5.9 Análise termodinâmica
O objetivo da análise termodinâmica foi verificar a capacidade do MRPL
em reduzir os óxidos de ferro presentes nos briquetes BPDFM, através da
Energia Livre de Gibbs (∆G).
FeO(s) Fe(s) + 1/2O2(g) ∆Gº = 63.051 - 15,39 x T
Fe(s) Fe(l) ∆Gº = 3.300 - 1,82 x T
FeO(l) FeO(s) ∆Gº = -7.400 + 4,48 x T
CO(g) C(s) + 1/2O2(g) ∆Gº = 26.816 + 21,03 x T
C(s) + O2(g) CO2(g) ∆Gº = -94.334 - 0,29 x T
FeO(l) + CO(g) FeO(l) + CO2(g) ∆Gº = -8.567 + 8,01 x T
∆Gº
=
- 8.567
+
8,01 x T (Eq. 5.1)
Considerando:
T = 1.600 0C = 1.873 K

77
Substituindo T = 1.873 K na equação 5.1, temos:
∆Gº = -8.567 + 8,01 x 1.873
∆Gº = 6.435,7 cal/mol
∆G = ∆Gº + RT x LnQ (Eq. 5.2)
Onde:
aFe = atividade raoultiana do Fe
aFeO = atividade routiana do FeO
PCO = Pressão parcial do CO
PCO2 = Pressão parcial do CO2
No equilíbrio temos:
∆G = 0
CO2(g) + C 2CO(g)
CO2(g) C + O2 ∆Gº = 94.334 + 0,29 x T
2C + O2 CO2 (g) ∆Gº = 2 x (-26.816 – 21,03 x T)
∆Gº = 40.702 - 41,77 x T
∆Gº = 40.702 – 41,77 x T (Eq. 5.4)
Para a temperatura considerada, 1.873 K, temos:
∆Gº = -37.533,2 cal/mol
∆G = ∆Gº + RT x LnKeq (Eq. 5.5)

78
Em equilíbrio, temos:
∆Gº = - RT x LnKeq (Eq. 5.6)
Substituindo ∆Gº = -37.533,2 cal/mol na equação 5.6, temos:
- 37.533,2 = -1,9872 x 1.873 x LnKeq
Keq = exp ((-37.533,2)/(-3.722,03))
Keq = 23.958,51
Em equilíbrio, a pressões de CO/CO2 é representado por:
Em equilíbrio também temos:
Gases Equilíbrio Pressão Parcial
CO 0,5 + X (0,5 + X) x PTotal (Eq. 5.8)
CO2 0,5 - X (0,5 - X) x PTotal (Eq. 5.9)
Substituindo as expressões da equação 5.8, 5.9 na equação 5.7, temos:
Desenvolvendo a equação, temos:
(0,5 + X)2 = 23.958,51 x (0,5 – X)
X1 = 0,49 atm
X2 = - 23.959,81 atm
PCO = (0,5 + X) x 1 = 0,99 atm
Logo: PCO2 = 0,01 atm

79
De acordo com o Slag Atllas, 1995, as atividades raoutianas são:
aFe = 1,0
aFeO = 0,3
Substituindo os valores das pressões de CO, CO2 e as atividades raoutinas na
equação 5.3, temos:
Desenvovendo a equação temos:
∆G = - 6.186 cal/mol
Verificou-se com a análise termodinâmica que como ∆G < 0, a reação nas
condições estabelecidas para o cálculo do equilíbrio termodinâmico, ocorre no
sentido de favorecer a redução dos óxidos de ferro presentes nos briquetes
BPDFM adicionados na carga metálica do convertedor MRPL. Portanto, as
condições termodinâmicas propiciam a capacidade do MRPL em reduzir os
óxidos presentes nos briquetes.

80
6 TESTE DE USO DOS BRIQUETES BPDFM NO MRPL
Depois de produzidos 100 toneladas (t) e definidos os tipos de aços a
serem usados e abastecidos os briquetes no silo de matérias primas do MRPL,
verificou junto à programação da aciaria da AMIB, qual o período de produção
dos aços carbonos especiais e aços elétricos GNO. Após a confirmação da
campanha, formulou-se uma orientação aos operadores do MRPL para uso dos
briquetes em substituição a sucata metálica do convertedor.
6.1 Produção de corridas experimentais
Os operadores da sala de controle do convertedor MRPL estavam
orientados a utilizarem os briquetes em substituição a carga metálica de sucata
do MRPL, mas, objetivando manter o peso de vazamento do aço líquido com
carga média de 80 t para os aços carbonos especiais e 78 t para os aços
elétricos GNO.
6.1.1 Quantidade de corridas produzidas
Foram produzidas 5 corridas de GNO com a utilização de um volume
total de briquetes BPDFM de 19.680 Kg. O peso médio de briquetes por corrida
foi de 3.936 Kg. Para a carga sólida, que é a somatória das adições metálicas
no MRPL, a participação dos briquetes foi de 38%, considerado um valor de
substituição muito bom para o GNO. Obteve-se corridas com a participação de
até 44% da carga metálica. Para as corridas de aços carbonos especiais, foram
produzidas 13 corridas, com um volume total de 76.046 Kg de briquetes
BPDFM. O peso médio de briquetes por corrida foi de 5.850 Kg. A participação
dos briquetes na carga metálica foi de 58%, considerado um valor de
substituição excelente. Obteve-se corridas com a participação de até 100% da
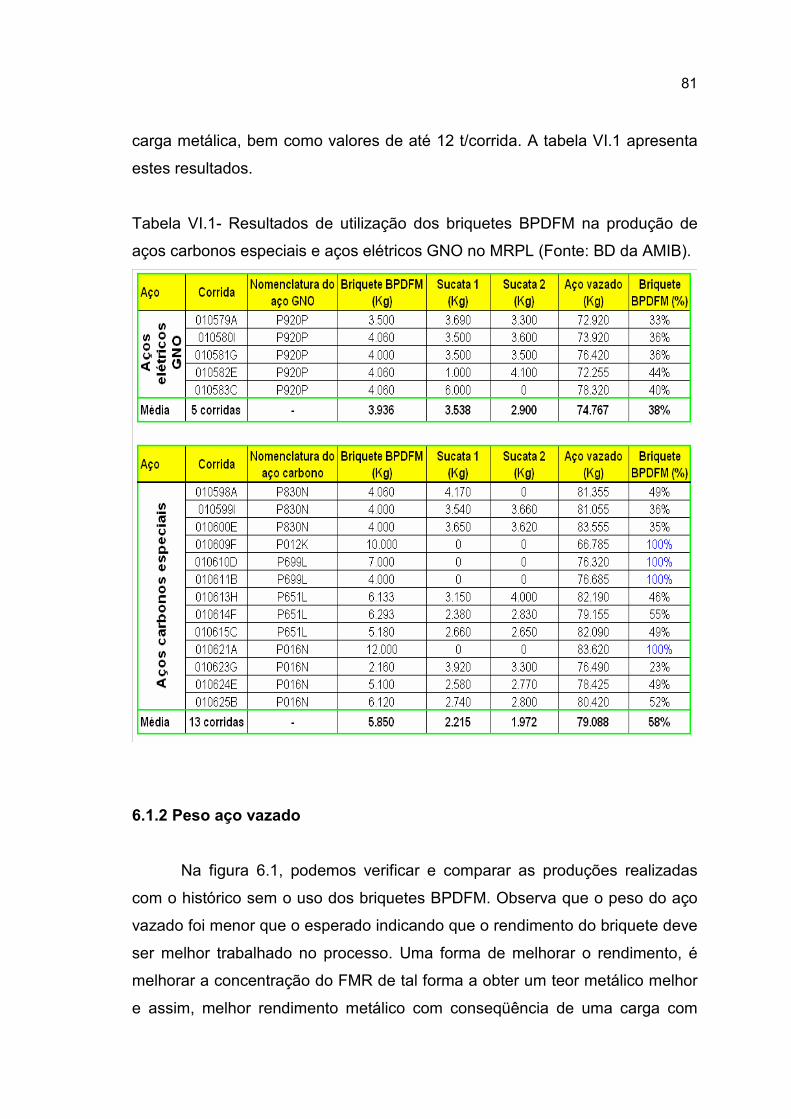
81
carga metálica, bem como valores de até 12 t/corrida. A tabela VI.1 apresenta
estes resultados.
Tabela VI.1- Resultados de utilização dos briquetes BPDFM na produção de
aços carbonos especiais e aços elétricos GNO no MRPL (Fonte: BD da AMIB).
6.1.2 Peso aço vazado
Na figura 6.1, podemos verificar e comparar as produções realizadas
com o histórico sem o uso dos briquetes BPDFM. Observa que o peso do aço
vazado foi menor que o esperado indicando que o rendimento do briquete deve
ser melhor trabalhado no processo. Uma forma de melhorar o rendimento, é
melhorar a concentração do FMR de tal forma a obter um teor metálico melhor
e assim, melhor rendimento metálico com conseqüência de uma carga com

82
peso de aço vazado dentro dos objetivos do MRPL. Outra forma, é reduzir o
indice de degradação do briquete e/ou trabalhar melhor o momento de adição
para obter o maior rendimento do briquete.
Figura 6.1- Resultados de aço vazado MRPL (Fonte: BD da AMIB). 1
6.1.3 Rendimento metálico
O rendimento metálico para os aços carbonos especiais foi 2,98 pontos
percentuais abaixo do histórico do BD da AMIB e para os aços GNO foi de
3,74, conforme pode ser visto na figura 6.2. Este resultado reforça o baixo peso
médio registrado nas corridas experimentais com o uso dos briquetes BPDFM.
Fato este devido a análise feita na caracterização dos finos metálicos das
escórias de carbono e aços elétricos, apresentarem um teor metálico baixo. É
necessário melhorar a concentração deste resíduo para que o rendimento
metálico seja melhorado. Outra forma de melhorar o peso médio é aumentar a
taxa de substituição dos briquetes pela sucata metálica. Porém, neste caso, o
volume de uso de briquetes eleva-se e pode-se acarretar dificuldades de
processo, como taxa de descarburação, tempo de corrida, descontrole da

83
qualidade da escória e a qualidade final das placas de aço devido elementos
contaminantes adicionados ao banho metálico. Um fator que pode ter causado
esta redução de rendimento metálico é a degradação dos briquetes
apresentado pelo índice de queda do Shatter Test a frio. Os finos gerados
podem ter sido succionados pelo desempoeiramento.
Figura 6.2- Resultados do rendimento metálico do aço vazado no MRPL
(Fonte: BD da AMIB).2
A correlação apresentada na figura 6.3, mostra que o aumento da
participação do BPDFM (adições metálicas), reduz o rendimento metálico.
Podemos concluir que ação de aumentar a participação do briquete na carga, é
fator limitante para obter uma carga melhor ou melhores rendimentos
metálicos.

84
Figura 6.3- Correlação % briquetes BPDFM na carga (adição) & % rendimento
metálico (Fonte: BD da AMIB).3
6.1.4 Análise das escórias
Os resultados de peso médio da corrida e do rendimento metálico
ficaram abaixo dos históricos. Baseados nestes resultados, avaliou-se qual o
FeTotal da escória, objetivando determinar se houve um aumento deste
elemento metálico que pudesse explicar estes resultados. A figura 6.4
apresenta uma elevação destes valores para os aços carbonos especiais e a
figura 6.5 para os aços GNO. Desta forma, podemos observar que nem todo Fe
constituído pelo briquete, incorporou na carga metálico do convertedor MRPL,
sendo que parte foi para a escória.
A basicidade binária da escória (CaO/SiO2), fator primordial para o
controle da vida do revestimento refratário, não houve redução comparado com
o histórico. Pelo contrário, houve um aumento da basicidade da escória. Este
fato pode ser explicado pelo CaO apresentado na caracterização tanto dos
resíduos como do briquete BPDFM. O Cr2O3 também apresentou elevação,
também explicado pela caracterização dos resíduos PDM e FMR e do briquete
BPDFM.

85
Análise da Escória - Aços carbono especiais
3,81 3,913,64 3,58 3,47
3,713,50
3,85
1,021,28 1,17 1,30 1,23
1,03 0,95
1,40
21,59
19,84 20,2919,25
20,15 19,70
18,15
22,80
0,0
0,8
1,6
2,4
3,2
4,0
4,8
5,6
6,4
out/09 nov/09 dez/09 jan/10 fev/10 mar/10 abr/10 BPDFM
(CaO
/SiO
2 e Cr 2O3)
0
3
6
9
12
15
18
21
24
(FeT
otal)
CaO/SiO2 Cr2O3 FeTotal
Figura 6.4- Análise das escórias dos aços carbonos especiais com uso dos
BPDFM (Fonte: BD da AMIB).4
Análise da Escória - Aços GNO
3,12 3,07 3,02 3,163,34 3,25 3,26
3,40
0,871,07 0,94
0,570,77
0,960,68
0,88
16,51
18,2417,05 17,16
18,37 17,8719,16
23,00
0,0
0,8
1,6
2,4
3,2
4,0
4,8
5,6
6,4
out/09 nov/09 dez/09 jan/10 fev/10 mar/10 abr/10 BPDFM
(CaO/SiO
2 e Cr 2O
3)
0
3
6
9
12
15
18
21
24
(FeTotal)
CaO/SiO2 Cr2O3 FeTotal
Figura 6.5- Análise das escórias dos aços elétricos GNO com uso dos BPDFM
(Fonte: BD da AMIB).5
O aumento da participação do BPDFM na carga metálica, também
provoca o aumento do FeTotal da escória, conforme pode ser visto na figura
6.6.

86
Correlação BPDFM na carga metálica (adição) & FeT escória
y = 2,0495x - 0,9096
R2 = 0,1326
0
20
40
60
80
100
120
16 18 20 22 24 26 28 30
FeT escória (%)
BPDFM na carga metálica (%)
Figura 6.6- Correlação % briquetes BPDFM na carga (adição) & % FeTotal
escória (Fonte: BD da AMIB).6
6.1.6 Análise da qualidade do aço produzido
Todas as corridas produzidas com os briquetes atenderam a
especificação química na aciaria, conforme pode ser verificado na figura 6.7. O
acompanhamento não se limitou somente na aciaria, mas também nas etapas
de laminação a quente e na laminação a frio.
Figura 6.7- Qualidade dos aços carbonos especiais e aços elétricos GNO com
uso dos briquetes BPDFM (Fonte: BD da AMIB).7
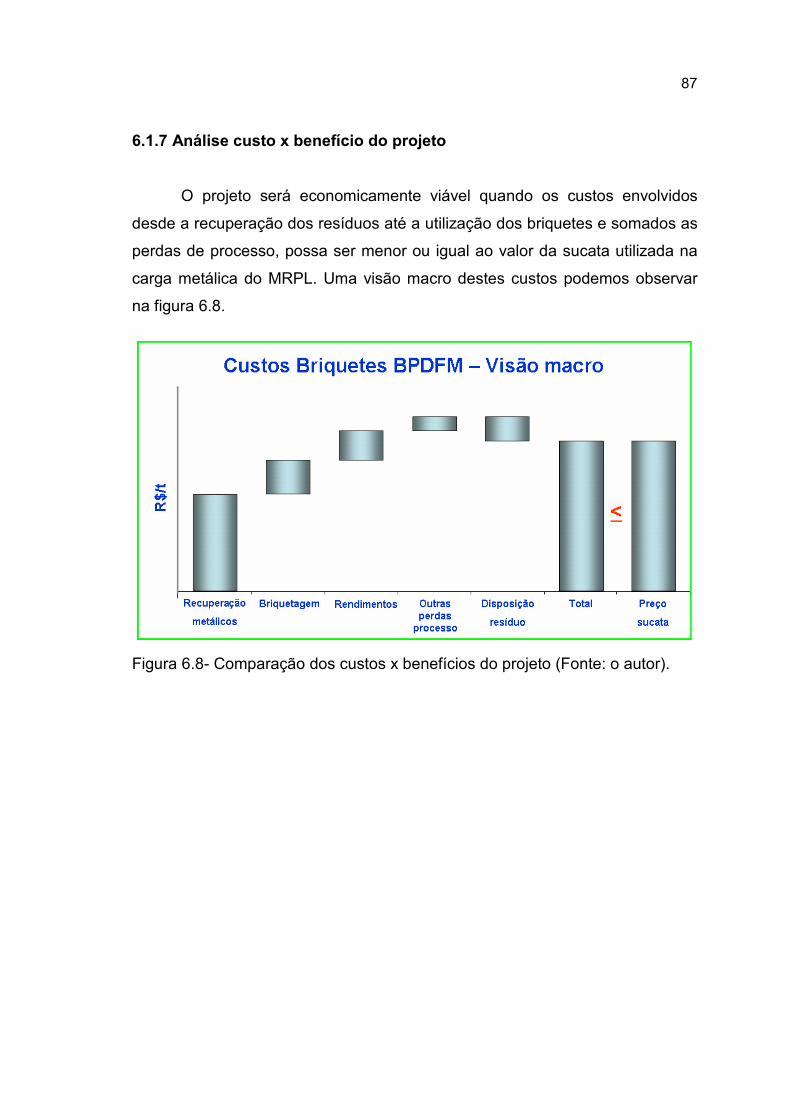
87
6.1.7 Análise custo x benefício do projeto
O projeto será economicamente viável quando os custos envolvidos
desde a recuperação dos resíduos até a utilização dos briquetes e somados as
perdas de processo, possa ser menor ou igual ao valor da sucata utilizada na
carga metálica do MRPL. Uma visão macro destes custos podemos observar
na figura 6.8.
Figura 6.8- Comparação dos custos x benefícios do projeto (Fonte: o autor). 1
88
7 CONCLUSÕES
1. Foram encontrados teores de FeTotal que possibilitam a utilização desses
resíduos em substituição a carga metálica do MRPL, depois de feitas as
caracterizações físicos e químicos dos resíduos PDM e FMR;
2. A análise granulométrica apresentou um briquete de tamanho médio de
17,33 mm compatível com o sistema de carregamento do convertedor
MRPL;
3. A caracterização granulométrica do PDM e FMR são distintas, facilitando
o processo de briquetagem devido a desuniformidade, pois, uma maior
coesão ocorrerá durante a compactação devido ao melhor fator de
empacotamento;
4. A caracterização através do MEV apresentou fases Ca, Mg, Cr, Si e Fe,
compatível com a origens do resíduo PDM. Para o resíduo FMR,
observou que o elemento Cr é proveniente das misturas de escórias da
linha de carbono e aços elétricos com as escórias da linha de inox da
aciaria da AMIB;
5. As principais fases identificadas na caracterização do PDM através da
difração de raios-X foi o Fe2O3 e Fe3O4. Já a caracterização do FMR
apresentou ainda Fe metálico;
6. A densidade apresentada para o resíduo PDM mostra um teor metálico de
51%. Já para o resíduo FMR, é necessário melhorar o teor metálico
através da melhor concentração do resíduo. Para o resíduo PDM não
existem tecnologias disponíveis economicamente viáveis para esta
concentração;
7. Os testes de Shatter Test realizados com os dois diferentes tipos de
briquetes apresentaram índice de queda (IQ) acima do bjetivado para o
processo de carregamento do convertedor MRPL, que é de no máximo
10%. É necessário trabalhar a preparação, a mistura, compactação e cura
para obter um briquete de maior resistência mecânica. Uma relação
teórica onde se obteria a melhor compactabilidade de acordo com Barba
(1997) é de 60% do FMR e 40% do PDM;

89
8. O rendimento metálico das corridas experimentais tanto de carbono como
de GNO, foram abaixo da série histórica do convertedor MRPL. Este fato
foi evidenciado pelo FeTotal da escória que apresentou um maior
percentual. Desta forma, observamos que nem todo Fe do briquete
incorporou à carga metálica do convertedor MRPL, porém, o balanço
termodinâmico mostra que o MRPL tem condições termodinâmicas
adequadas para proporcionar uma redução completa dos óxidos de ferro;
9. A basicidade binária da escória (CaO/SiO2), parâmetro importante na vida
do revestimento refratário do forno, não apresentou alteração
considerável com uso dos briquetes;
10. Não houve comprometimento da composição química das corridas com
uso dos briquetes BPDFM na aciaria nem nas etapas de laminação a
quente e laminação a frio da AMIB;
11. Um teste de maior volume de briquetes deve ser feito para consolidar os
resultados de utilização dos resíduos caracterizados neste trabalho,
principalmente que o balanço termodinâmico apresenta a energia livre de
Gibbs < 0 (a reação é espontânea e os produtos são favorecidos em
relação aos reagentes) e os resultados práticos não apresentaram esta
característica.

90
8 SUGESTÕES PARA TRABALHOS FUTUROS
1. Sugere-se fazer um teste de maior volume de briquetes para consolidar
os resultados de utilização dos resíduos caracterizados neste trabalho;
2. Trabalhar na concentração dos finos metálicos das escórias de carbono
e aços elétricos;
3. Verificar a possibilidade de sinterizar estes resíduos e utilizá-los no forno
elétrico de redução (FER) ou no alto forno (AF);
4. Verificar a possibilidade de produzir um briquete auto-redutor para o
FER ou AF.

91
9 REFERÊNCIAS BIBLIOGRÁFICAS
Alves, J.O. Eco-eficiência na produção de bionergia da mamona: Além do
biodiesel. Dissertação de Mestrado. Universidade de Salvador. Salvador,
2007.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Resíduos sólidos-
Classificação, NBR 10004:2004. Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Procedimento para
obtenção de extrato lixiviado de resíduos sólidos, NBR 10005:2004. Rio
de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Procedimento para
obtenção de extrato solubilizado de resíduos sólidos, NBR 10006:2004.
Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Amostragem de
resíduos Sólidos, NBR 10007:2004. Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Armazenamento de resíduos classes IIA - não inertes e IIB – inertes, NBR 11174:1990. Rio de Janeiro, 1990.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Armazenamento de
resíduos sólidos perigosos, NBR 12235:1998. Rio de Janeiro, 1998.
Athayde-Júnior, J.D.G. Otimização da Injeção de Gás Inerte no
Convertedor MRPL. Dissertação de Mestrado. Universidade Federal de
Minas Gerais. Belo Horizonte, 2005.
Barba, A. Materias Primas para la Fabricacion de Suportes de Baldosas
Cerâmicas. Espanha, 1997.

92
Bohn, F. Magnetostricção e ruído Barkhausen em aços elétricos grão não-
orientado. Dissertação de Mestrado. Universidade Federal de Santa Catarina.
Santa Maria, 2005.
Brocchi, E. Introdução à Engenharia Metalúrgica. Pontifícia Universidade
Católica do Rio de Janeiro. PUC, Rio de Janeiro, 2006.
Callister, W.J, Willey, J. Materials Science and Engineering – An
Introduction. New York, 1991.
Carvalho, E.A., Brinck, V. Briquetagem. Centro de Tecnologia Mineral do
Ministério da Ciência e Tecnologia. Rio de Janeiro, 2004.
Charles, J. Past, Present and Future of the Duplex Stainless Steel. First
International Duplex Conferences. Denis, France, 2000.
Chiaverini, Vicenti. Aços e Ferros Fundidos. 7 edição. Associação
Brasileira de Metalurgia e Materiais – ABM, São Paulo, 1996.
Coimbra, D.L. Convertedor MRPL da ArcelorMittal Timóteo. Programa Curso
para Técnicos. Timóteo, 2008.
D’Abreu, J.C., Filho, R.N.R. Contribuição ao Estudo da Aglomeração de
Finos Utilizando Cimento ARI, Cimento AL-61 e Cal Hidratada. Tecnologia
em Metalurgia e Materiais, p. 5-9. Rio de Janeiro, 2004.
Dey, S.K., Ghosh, D.N. Kinetics of the Descarburization of Iron-Chromium
Melts in Hight Oxidizing Atmosphere. Metallurgical Transactions. Índia,
1976.

93
Dutra, J.R., Loss, H.B., Pinto, E.M., ET AL. Eliminação do Impacto Ambiental
Provocado pelo Pó do Desempoeiramento dos Fornos Elétricos a Arco da
AMIB. XXXIX Steelmaking Seminar – International of ABM. Curitiba, 2008.
Felix-Filho, D.S., Avaliação do Efeito do Volume e da Vazão de Gás na
Recuperação de Metais Oxidados no Processo de Produção do Aço
Inoxidável em Conversores AOD. Dissertação de Mestrado. Universidade
Federal de Minas Gerais. Belo Horizonte, 2009.
Flohr, L., Brentano, D.M., Carvalho-Pinto, C.R.S., Machado, V.G., Matias.
Classificação de resíduos sólidos industriais com base em testes
ecotoxicológicos utilizando Daphnia magna: uma alternativa. Revista
Biotemas, p. 7-18. Universidade Federal de Santa Catarina. Santa Catarina,
2004.
Grover, P.D., Mishra, S.K. Biomass Briquetting: Technology and Practices. Food and Agriculture Organization of the United Nations. Bangkok, 1996. IBS, Relatório de Sustentabilidade de 2008. São Paulo, 2008.
IBS, Relatório de Sustentabilidade de 2009. São Paulo, 2009.
Ikeda, T., Taga, M., Masuda, S. Descarburization of stainless steel in AOD
process with oxygen top blowing. Sumitomo Metal Industries. Amagasaki,
1979.
Kahn, Henrique. Difração de Raio X. Artigo Técnico. Acesso internet
29/12/2009.
Kolesnikov, M.V, Kolganon, G.S., ET AL.. Chromium reduction method of
making stainless steel in conveters. Steel in USSR. USSR, 1990.

94
Krizan, P., Soos, L., Vukelie, D. A study of impact technological parameters
on the briquetting process. Slovak University of Technology. Slovakia, 2009.
Lima, R.G.C., Ferreira, O.M. Resíduos Industriais – Método de Tratamento e
Análise de Custos. Universidade Católica de Goiás. Goiânia, 2007.
Lopes, E.A., Silva, I.M., ET AL. Manual de Normalização para Trabalhos Acadêmicos – UnilesteMG: De acordo com as Normas de Documentação da ABNT. UnilesteMG, Cel. Fabriciano, 2008
Melo, V.A.R., Tolentino, M.V.C., Lameira, F.S., Brito, W., Tolentino, E., Santos,
A.M.M. Vitroceramização do subproduto da exploração do itabirito
utilizando resíduos metalúrgicos como fonte de óxidos fundentes. 32a
Reunião Anual da Sociedade Brasileira de Química. Universidade Federal de
Minas Gerais. Belo Horizonte, 2005.
Nascimento, T.C.F., Mothe, C.G. Gerenciamento de Resíduos Sólido
Industriais. Revista Analytica. Universidade Federal do Rio de Janeiro. Rio de
Janeiro, 2007.
Nolasco-Sobrinho, P.J., Espinosa, D.C.R., Tenório, J.A.S. Characterisation of
dusts and sludges generated during stainless steel production in
Brazilian industries. Institute of Materials, Minerals and Mining, p. 11, 2003.
Nolasco-Sobrinho, P.J., Tenório, J.A.S. Utilização de um aparato em escala
de laboratório para o estudo da recuperação do cromo contido em
resíduos gerados na produção de aço inoxidável. REM – Revista da Escola
de Minas, p. 177-182. Ouro Preto, 2004.
Nolasco-Sobrinho, P.J., Rusky, G.C., ET AL. Desenvolvimento do Vamflux
BP para refino de aço na aciaria da Belgo – Arcelor Brasil, Usina de
Piracicaba. XXXVIII Steelmaking Seminar – International of ABM. Belo
Horizonte, 2007.

95
Nolasco-Sobrinho, P.J., Rodriguez, A.M., ET AL. Desenvolvimento de escória
sintética para a fabricação de aço silício Grão Orientado (GO) na aciaria
da Acesita. XXXI Seminário de Fusão Refino e Solidificação de Metal da ABM.
Vitória, 2000.
Nolasco-Sobrinho, P.J. Reciclagem de Poeira e Lama Geradas na Fabricação
de Aço Inoxidável. Tese de Doutorado. Universidade de São Paulo – USP. São
Paulo, 2004.
Oliveira, E.R., Martins, J. Emprego de resíduos siderúrgicos e pellet feed
minipelotizados na sinterização de minério de ferro. REM – Revista da
Escola de Minas, p. 249-253. Ouro Preto, 2003.
Pureza, J.C.C. Utilização de resíduos industriais de baixa granulometria
em massas cerâmicas de argila vermelha: aspectos tecnológicos e
ambientais. Dissertação de Mestrado. Universidade Federal do Rio Grande do
Sul. Porto Alegre, 2004.
Quirino, W.F. Tecnologia de Compactação de Carvão Vegetal. Laboratório
de Produtos Florestais. Brasília, 2009
Ramos, F.M., Ramos, C.R., Láo, V.L.E.S., Costa, T.R. Emprego de agregado
siderúrgico (escória de aciaria) em base e revestimento de pavimento em
vias da Prefeitura da cidade do Rio de Janeiro. 16ª Reunião de
Pavimentação Urbana. Belo Horizonte, 2009.
Rodrigues, M., Costa, D., Paolinelli, S. Aços Elétricos GNO. Acesita. Timóteo,
2009.
Shoko, N.R., Malila, N.N. Briquetted chrome ore fines utilization in
ferrochrome production at Zimbabwe alloys. Zimbabwe Alloys Limited.
Zimbabwe, 2004.

96
Wilaipon, P. Physical Characteristics of Maize COB Briquette under
Moderate Die Pressure. American Journal of Apllied Sciences. Thailand,
2007.
WWW.sahutconreur.com - Acesso em Maio de 2010.
Zhai, Y., Dimitrov, S., ET AL. Start-up of the new 80 t AOD plant with
advanced process control at ACESITA. Steel Gets Together, p. 1-5. Lins,
Austria, 2002.

97
ANEXO 1
Principais características do Convertedor MRPL da AMIB
Fabricante MANNESMANN DEMAG
Capacidade Nominal
(t/Corrida)
70 a 85
Dimensões do vaso • Diâmetro: 4900 mm (3700 mm com
refratário)
• Altura: 7430 mm
• Volume: 52 m3 (com refratário)
Vazão de sopro de oxigênio da
lança
160 Nm3/min
Vazão dos plug’s (Ar e N2) 1,5 a 12,0 Nm3/min
Tempo médio em min/corrida
de vazamento a vazamento
(Tap-To-Tap)
CARBONOS E ELÉTRICOS (GO e GNO)
• Alto Carbono e GO: 63 min/corrida
• Baixo Carbono e GNO: 55
min/corrida
INOXIDÁVEL
• 304: 70 minutos/corrida
• 430: 67 minutos/corrida

98
ANEXO 2
Principais características dos aços produzidos na AMIB

99
ANEXO 3
Geração de resíduos das siderúrgicas brasileiras (Fonte: IBS 2008)
Notas:
1- Definição de resíduo fica restrita aos materiais que não têm utilização
técnica e economicamente viável. Co-produtos são materiais gerados
secundariamente em operações industriais para os quais foram desenvolvidas
tecnologias que permitem sua utilização, de forma ambientalmente adequada,
como matéria-prima ou fonte de energia.
2- Em 2.007, uma das empresas do setor internamente considerou na
categoria finos e pós os resíduos gerados na Shereder.

100
ANEXO 4
Reaproveitamento dos resíduos siderúrgicos (Fonte: IBS 2008)
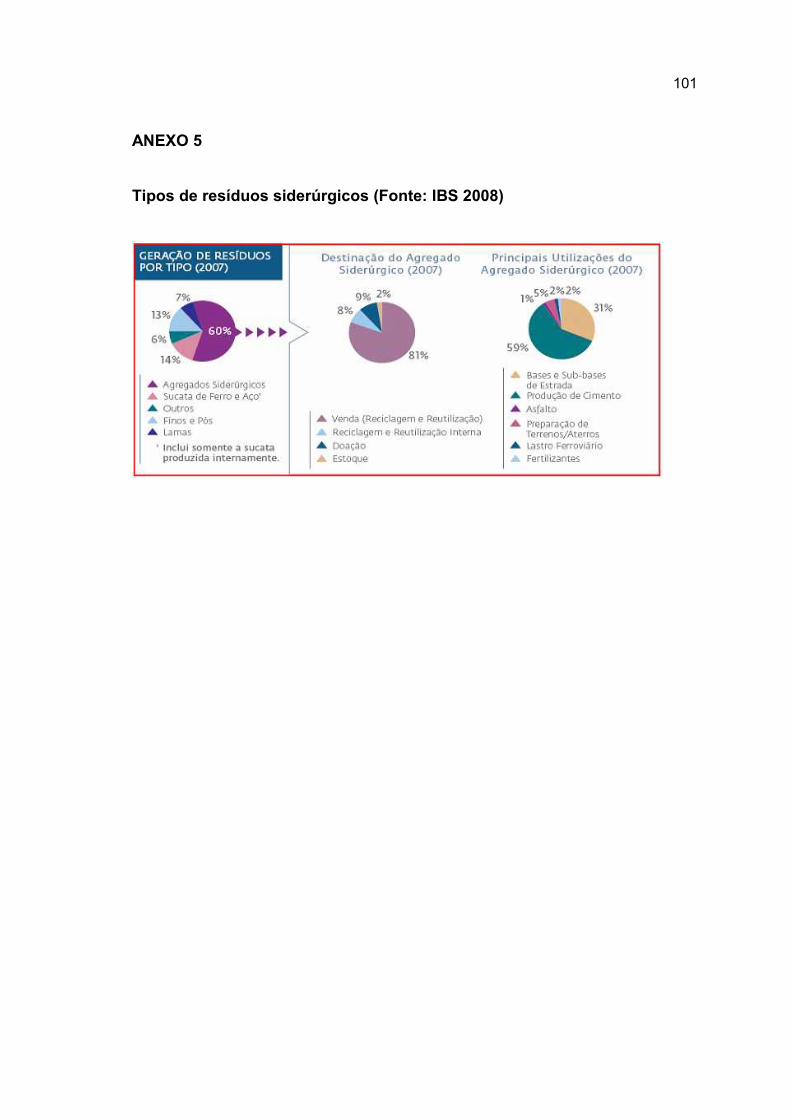
101
ANEXO 5
Tipos de resíduos siderúrgicos (Fonte: IBS 2008)

102
ANEXO 6
Geração de resíduos das siderúrgicas brasileiras (Fonte: IBS 2009)

103
ANEXO 7
Destinação dos resíduos das siderúrgicas brasileiras (Fonte: IBS 2009)

104
ANEXO 8
Recomendações para pontos de coleta de amostragem para resíduos
sólidos (ABNT NBR 10007:2004)
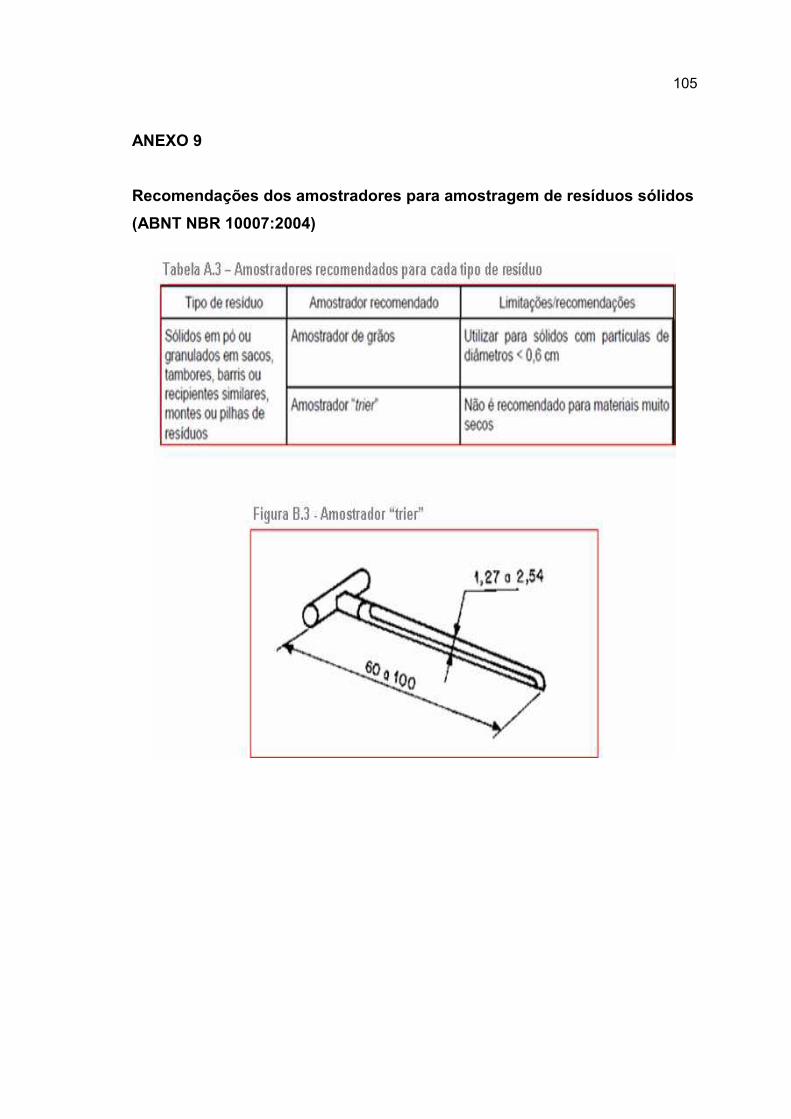
105
ANEXO 9
Recomendações dos amostradores para amostragem de resíduos sólidos
(ABNT NBR 10007:2004)

106
ANEXO 10
Fluxo de classificação de resíduos (ABNT NBR 10004:2004)

107
ANEXO 11
Tabela A.1 – Preservação e armazenamento de amostras sólidas (ABNT
NBR 10007:2004)

108
ANEXO 12
Cronograma dos tempos do Mestrado