Classificação dos Aços Ferramentas
45
Professcr 258 Capítulo 5. LIateriais para Ferratuenúas 5.2.4 Classificação dos Aços-ferramenta A classificação tnais anrplamerrtc utilizada é a da AISI (American Iron And Steel Institute). Esta classificação usa, como critérios para grupamento dos aços, as aplicações, as composiçõcs quí-rnicas, os meios de resfriameuto para têmpera c ainda certas propricclatlcs caratcrísticas. Daí resultaram sete grandcs gmpos de aços, corrro inclicaclo na Tabcla 5.3. Urn total de 102 diferentes aços compõem os sete grupos, cstando atualurcirte cm uso corrente 72 tipos (conforme análise apresentada no X,Ictals ll;rndbook, 1980). As cotnposições químicas serão a,prc- senta,das à mcdicla quc os vtirios grupos forem aualisados. Tabela 5.3: Classificacão AlSl dos acos-ferramenta Grupo ímbolo e Ti Aços temperáveis em água Aços resistentes ao choque Aços para trabalho a frio Acos para trabalho a quente Aços rápidos Aços para moldes Aços para fins especiais L - de baixa liga F - carbono-tun (em desuso AÇOS Ttr\{PDRI\VIIIS D\I i\GUA Esta classe de aços-fcrramcuta ó constituída dc aços de rnódio e alto carbotto, com pequenos teorcs clc cromo ou de vanádio. O cromo é adicionado para au- mentar a ternpcrabilidadc. O cromo se dissolve na cementiia (forma a ccmcntita ligada (Fe, Cr)sC rnas tem pcqucllo efeito na cstabilidade deste carboneto. As- sim, tlurante a austcnitização, o carboneto (Fe, Cr)3C se dissolve e a austenita recebe o cromo cm solução, tornando o aço mais tenrpcrável. O vanádio tarnbém se dissolve na cementita., mas a sua, prcsenqa no carboneto o torna mais estável. W S 0 A D H temperáveis em óleo de média liga temperáveis ao ar de alto carbono e alto cromo (H1 - H19, à base de cromo; H20 - H39, à base de tungstênio; H40 - H59, à base de molibdênio) à base de tungstênio à base de molibdênio (P1 - P19, de baixo carbono; P20 - P39, outros tipos) T M P
-
Upload
wellington-nunes-de-trindade -
Category
Engineering
-
view
136 -
download
3
Transcript of Classificação dos Aços Ferramentas

Professcr
258 Capítulo 5. LIateriais para Ferratuenúas
5.2.4 Classificação dos Aços-ferramenta
A classificação tnais anrplamerrtc utilizada é a da AISI (American Iron And SteelInstitute). Esta classificação usa, como critérios para grupamento dos aços, as
aplicações, as composiçõcs quí-rnicas, os meios de resfriameuto para têmpera cainda certas propricclatlcs caratcrísticas. Daí resultaram sete grandcs gmpos de
aços, corrro inclicaclo na Tabcla 5.3. Urn total de 102 diferentes aços compõemos sete grupos, cstando atualurcirte cm uso corrente 72 tipos (conforme análiseapresentada no X,Ictals ll;rndbook, 1980). As cotnposições químicas serão a,prc-
senta,das à mcdicla quc os vtirios grupos forem aualisados.
Tabela 5.3: Classificacão AlSl dos acos-ferramenta
Grupo ímbolo e TiAços temperáveis em água
Aços resistentes ao choqueAços para trabalho a frio
Acos para trabalho a quente
Aços rápidos
Aços para moldes
Aços para fins especiais L - de baixa ligaF - carbono-tun (em desuso
AÇOS Ttr\{PDRI\VIIIS D\I i\GUAEsta classe de aços-fcrramcuta ó constituída dc aços de rnódio e alto carbotto,
com pequenos teorcs clc cromo ou de vanádio. O cromo é adicionado para au-
mentar a ternpcrabilidadc. O cromo se dissolve na cementiia (forma a ccmcntitaligada (Fe, Cr)sC rnas tem pcqucllo efeito na cstabilidade deste carboneto. As-sim, tlurante a austcnitização, o carboneto (Fe, Cr)3C se dissolve e a austenitarecebe o cromo cm solução, tornando o aço mais tenrpcrável. O vanádio tarnbémse dissolve na cementita., mas a sua, prcsenqa no carboneto o torna mais estável.
WS
0AD
H
temperáveis em óleode média liga temperáveis ao ar
de alto carbono e alto cromo(H1 - H19, à base de cromo;H20 - H39, à base de tungstênio;H40 - H59, à base de molibdênio)à base de tungstênioà base de molibdênio(P1 - P19, de baixo carbono;
P20 - P39, outros tipos)
TM
P

Aços para -Itrramenúas
Ao se austeuitiza.r o a,ço, as partículas de cementita com vanádio inibem o crcsci-mento dc grão austcnítico. Entretanto, como os carbonetos agem como sítiospara nucleação da pcrlita, a presença de vanádio diminui a temperabilidade doaço. A melhoria obtida pcla presença do vanádio é a obtenção, na têmpera, de
uma estrutura martcnsítica mais fina, devida à inibição do crescimento de grãosausteuíticos, corrr rcsultante rnaior tenacida.dc. Natura,lmente, se a austenitizaçãofor feita a tcrnpcratura.s mais elevadas, os ca,rbonetos se dissolverão e a tempcra-bilidade do aço autncntará, poróm às custas de diminuição da terLacidade, já que
o grão austeuítico sc tornará mais grosseiro.As composições quírnicas c principais aplicações dos aços do grupo W são
apresentadas ua Tabcla 5.4.
Tabela 5.4: Composições químicas* e principais aplicações dos aços-ferramenta tem-peráveis em água (Grupo W)
TipoAISI
fufuo C ferramentas de ferreiro, de recorte,de recalque, matrizes de forjamento,marteletes, folhas de tesoura, punções
médio C matrizes de recorte, alargadores, ta-lhadeiras, brocas, mandris, escareadores
alto C: corta-vidros, ferramentas de torno,alargadores, tarraxas, brocas helicoidais, fer-ramentas para marcenaria
Matrizes para estampagem, fieiras, mandrispara trefilação de tubos, punções grandes,
alargadores, lâminas de barbear, rolos para la-
minação a quente, matrízes para conformaçãoa quente, placas de desgaste.
os elementos lrsta todos os aços atnda, em sua compostçnominal: 0,10%-0,40%Mn; 0,10%-0,40o/oSi; 0,200/oNi máx; 0,10%Mo máx;
0,15%W máx.; o máximo
Os a.ços da classc W são os aços-ferramenta mais baratos, por terern os
menores teorcs dc clcmeutos de liga. Por outro lado, este fatoÍaz com que sejam
259
W1W2
0,7-1,50 0,150 0,10"0,85-1,50 0,150 0,25
1,05-1,15 0,50 0,100
260 Capítulo 5. Materiais para Ferrantentas
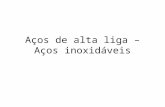
a,ços de baixa tcmpcrabilidadc, como se pode observar no diagrama TTT do aço
tipo W1, mostrado na Figura 5.10.
ltloo
rao
rooo
tr550Irt TO!
TEMPO
Figura 5.10: Diagrama TTT de aço tipo W1
A Figura 5.10 mostra quc estcs aços só poclem ser completamente temperadosse forem resfriados em água. N{csmo assim somente a camada externa da peça (a
não scr peças muito Íinas) sc tornará martensítica, enquanto que o interior apre-
sentará uma estrutura mais macia, do tipo perlítica. Isto ó ilustrado ua Figura5.11, que mostra a pcttetração dc dureza em utna barra de aço lVl temperada.
Esta baixa temperabilidade é útil em ferramentas de pequena espessura que
não devem apreseutar martcnsita ao longo de toda a seção. A chamada nli-croestrutura tlultler-ntartcnsita na camada externa e perlita no interior-dá à
ferramenta uma boa rcsistência ao desgaste associada a um núcleo com maiortenacidade. Para se controlar a temperabilidade e se assegurar um núcleo tenaz,ó necessário manter os teorcs de manganês, silício e dos outros residuais dentrode uma faixa estieita.
lr.o-
GÊ eootÉ.
EIH Goo
{ t t530 col€t a
crtprh: to tJ Lt0:??rlDrrrtrr ar chrhllc&ÍTrg*clorc .,íb (^or, tgaooFElrahao rÚrll; ruetÜo

a
2615.2. Aços pata, Ferramenúas
Tipo llo(rl IBoro dc diiim-'ltoU4,G-lrOCttl-Or27 %Ia-O.Sa *t-O,lO tP-O,13 rG:-OrO6 *
\\
\\\
P' /.',blc - oorcrqctcailra ülrod. lrrga-rdo r o dclro
'T HNG
\
\\
2a ?2 tztot6120CENTROI t./er POLEGADA
Figura 5.11: Curva de penetracão de dureza em barra de aço W1 temperada emsalmoura após austenitizacão a 815oC
O aço tipo \,\r5 é indicado nos ca"sos em que se deseje maior tcmperabilidade(principalmcutc em ferrameutas de maior espessura), que é obtida pela adiçáo de
0,50%Cr.A propricdade de resistôncia ao desgaste destes aços é coutrolada, pelo teor de
carbono: quanto nraior o teor de carbono, maior a dureza da martensita obtida e
maior a resistôttcia ao desgaste, com o fato paralelo de que menor será a tenaci-dade. Para utn dado teor de carbono, aumentando-se a temperatura de austeni-tização rcsultará cnl nlaior dissolução dos carbonetos, obtendo-se martensita comteor mais alto dc carbono e conseqüentemente maior resistência ao desgaste.
64
62
u§oJd58=ü56P..Ícelr,g"
e50{8a6
/tlt
12
{o a!81614DETÂIrcN DO
a
262 Capítulo 5" Materiais para Ferramentas
Tratamentos tórnricos dos aços temperáveis em água
. Normalização - é urn tratamento raramente aplicado a aços-ferramenta nacondição de reccbirnento.
. Recozimento - na condição de recebimento, os aços devem estar na condiçãorecozicla. Unt novo recozirnento (acima de A1 porém abaixo de 800'C) deveser realizado para facilitar a usinagem e produzir uma estrutura adcquadapara posterior tratamcuto de têmpera. Deve ser feito em forno com atrnos-fera controlada e capaz de fornecer uma baixa velocidade de resfriamentoaté uma tempcratura abaixo de 550'C. A proteção da ferramenta podetambérn scr fcita cnvolvcnclo-a em material inerte como, por exemplo, areiaSCCA.
. Alívio de tensões antes da têmpera - este tratamento, feito a uma tempe-ratura entrc 650oC e 720nC, é às vezes utilizado para minimizar distorções c
trincas no tratamcnto de têmpcra. Nos aços W este tratamento sc usa apc-nas em lcrramcutas de geometria complexa ou qlle foram sujeitas a intensotrabalho a frio.
. Austenitização - a faixa corteta de temperatura de austcnitização é 760'C-840'C. Deve-sc evitar ou miuimizar a oxidação e a descarbonetaqão, usando-se atmosfera protetora, banho de chumbo ou banho de sal neutro. O tempode encharrlue ncccssário a.os aços W varia entre 10 rnin e 30 min, dcpendendodo tamanho (cspessura) da ferramenta.
. Têmpera - é essencial a utilização de um resfriamento drástico em água ou emsalmoura (ccrca dc 10%NaCl em água). Para maior velocidade de resfria-mento podc-sc ainda usar salmoura gelada. Em ferramentas muito Íinas é
possível obter-sc a velocidade de resfriamento necessária usando óleo comomeio dc resfriatnento.
. Revenimento - os aços \\r dcvem ser revenidos imediatamente após têmpera,de prefcrôncia antcs de atingirem a temperatura ambiente. Quando se
deixa a ferramcnta atingir ou permanecer nesta tcmperatura, após têmpera,aumenta-sc o risco de fomração de trincas. As fcrramentas podem ser
revenidas cm barrhos dc óleo ou de sais fundidos, se a temperatura de
revenimento nccessária não for superior a 200'C. Independentemente datemperatura final dc rcvcnimento necessária, é boa prática transferir a fer-ramenta, logo após tônrpcra, para um banho de óleo a cerca de 160'C antesde subrnetô-la ao rcvcnirnento final. O revenimento feito em uma atmosfera
5.2. Aços para Ferramentas
de vapor é muito recomendado, pois permite uma boa transferência dc calor
e obtenção de uma temperatura uniforme. É também boa prática colocar
as ferrarnentas ainda quentes no forno de revenimento mantido a cerca de
110'C e em seguida elevar a temperatura do forno até a temperatura de
rcvcnirncnto necessária (definida em função das propriedades mecânicas de-
sejadas), mantendo a ferramenta nesta temperatura durante 1 hora.
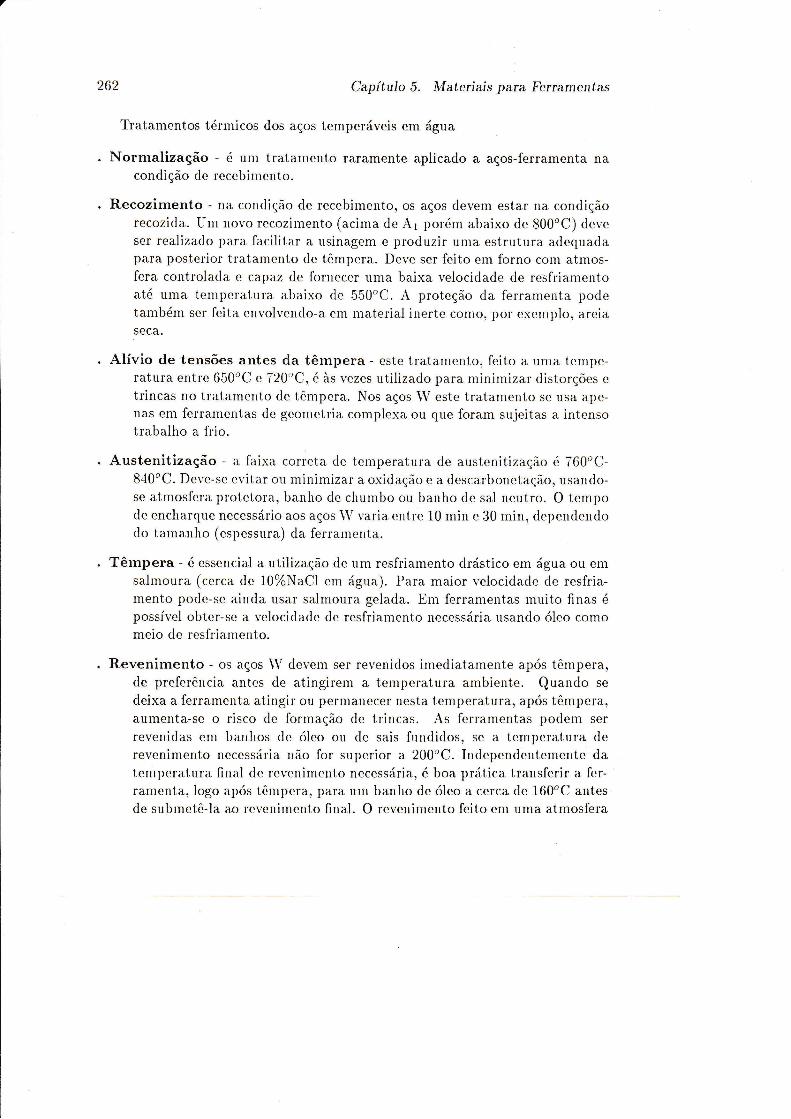
A Figura 5.12 mostra como valiam a dureza e a tenacidacle do aço Wl em
função cla tempcratura de revenimento. As duas curvas de durcza rnostlamos lirnitcs superior e inferior de dureza obtidos respectivamente para as tem-
peratulas máxima (840'C) e mínima (760'C) de austenitização. A região
sombreada rnostra a faixa ótima de ternperaturas de revenimcnto.
A Figura 5.13 mostra a curva dc revenimento típica do aço W5. Note-se
quc a prcsença do crono retarda (isto é, mautém até temperaturas mais
altas) a dirninuição de dureza com o revenimeuto.
loo
lggpfNADo TEIPEiATUiA I3I
Figura 5.12: Variacão da dureza do aço W1 com a temperatura de revenimento
AÇOS RESISTEJVTtrS AO CIIOQUESão usados cm alllicações nas quais a ferramenta é subruetida a esforços
dinârnicos repctitivos, como, por exemplo, folhas de tesoura, talhadeiras e contra-
263
a
]rlldjão
loo L/
eoro

264 Capítulo 5. Mateúais para Feruamentas
90
I ç-A 84O'C
§.\Â 760 .a/\
-
NlrlÉ.
ô
800
700
600
500
{oo
500
2ú 300 4@ 500
TETPERATURA ('C)600 700
Figura 5.13: Variação da dureza do aço W5 com a temperatura de revenimento
rebites. Ncstes aços a principal propricdadc é a tenacidade, sendo a dureza umfator secundário.
Por esta razão, o tcor de carbono destes aços ó, em geral, mais baixo que osdas outras classes dc aços-ferrameuta, situando-se em torno de 0,5%. A durezade trabalho ó um pouco mais baixa que a de outros aços-ferrameuta, em tornode 56 a 60 IIRC. Os principais elerncntos dc liga prescntes são o silício, cromo cmolibdêtio e, às vezes, tungstônio e manganês.
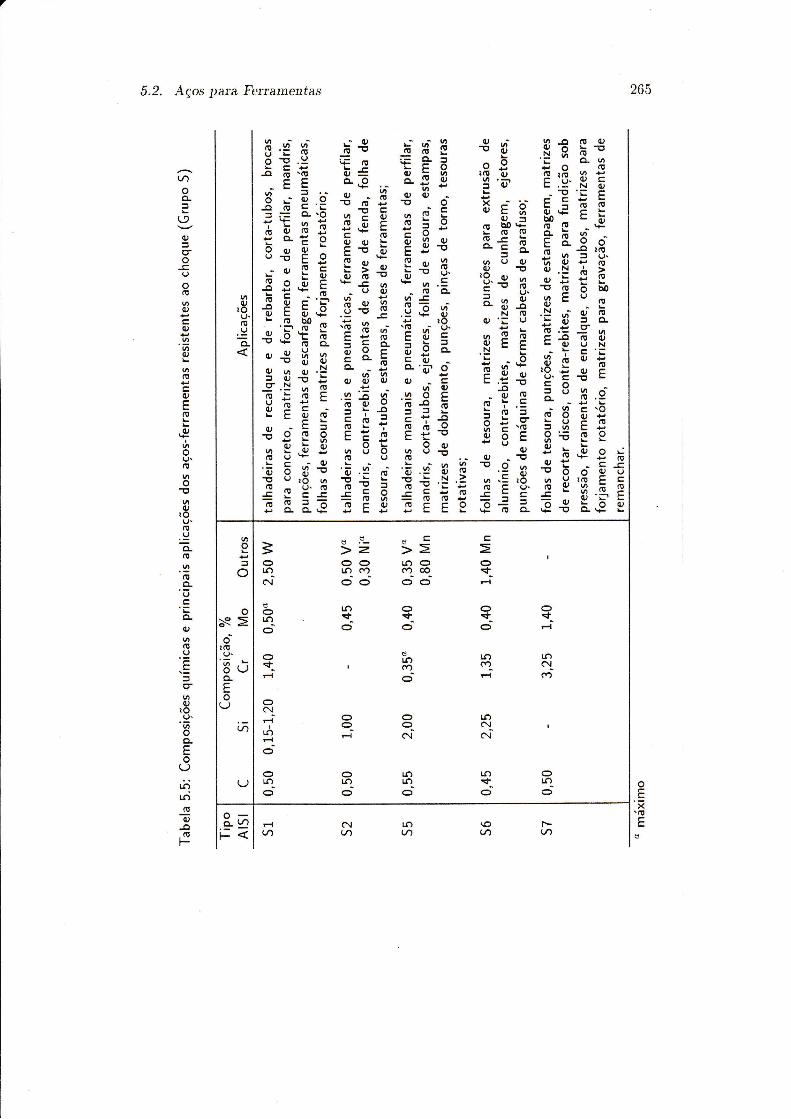
As composições quínricas c principais aplicaçõcs do aços do grltpo S sáo apre-sentadas na Tabcla 5.5.
Na condição recozirla, estcs aços de baixa liga têm uma microestrutura for-mada de fcrrita e cemcutita. Os elcmcntos molibdônio e tungstênio se dissolvembem na cemcntita. O crorno tarnbóm sc dissolve na cementita, mas partc sig-niÍicativa destc elemento sc dissolve ua ferrita,. O silício se encontra quase quctotalmente etn solução na fcrrita. Este clemento tern um forte efeito gratiÍitizantc(isto é, tende a dcconrpor a cemcntita), poróm o tcor rclativamente baixo de car-bono destes aços c a presença tlc fortes estabilizadores de carbonetos (corno N'Io
c Cr) diminuem a probabilidadc de ocorrôncia <le fragilização.
t@
2655.2. Aços para, Ferramenúas
sÉg. Ê; r"Ê5 :Ê §3i;"E'E H-E ggg 'q'3, E:§Pã
gEãl tʧ t §i iet rÉIÊE'§E e€t s:i utÉ{iiI
iiiE iii IIi ítu uiiÊ;;Ê;ÊÊE tlr gÊ:*gsEÊ
Ilg= iiã*ilriÉ{llüsr
vlolO(J'(!
.9-o-
o-c (/)F<
tJ)oô-
(J(u
o(J
o(!vlo
PtroP.gttl(U
vlG'Pq)
E(!
c,I
UIoU.(!tâo'oqoro(J.l!
.9o-(E
.9(Eo.íJcCL
rut,fi,
.9E
gq)
rou.
oCL
EoUôtr;(§
T.o(!F
E
=o-t^
o-to
l,r,(.r^
!í)ry(\t
rí)a"<>
oo ú)c)lô(Y) (t@dd cici
rí) o-{ =t:oo§lr,| (y)
d
=otí)c.i
dorô_a
oa.t-l
aryt-{
Ilr)
dolí)d
1
oT=o
orêEO\-
d1fi,9..BÜo-EoU

266 Capítulo 5. Materiais para Fercamentas
A prescnça dos elcmeutos de liga citados eleva de modo significativo a tem-peratura eutetóidc dcstes aços, cxigindo temperaturas altas para austenitizaçáo.
Podem-se visualizar dois grupos distintos nos aços-silício para ferramenta, osque têm cerca dc l%Si e os cluc possuem cerca de 2%Si. o aço 52, do primeirogrupo, é temperável cm água c, se revenido para uma dureza de G50 IIV, é urndos mais resistentcs c tcnazes aços-ferramenta conhecidos.
IJm dos tipos mais importantes dos aços do gmpo S é o S5, que ó um aço decusto relativamentc baixo e dc emprego geral em aplicações que exigem clevadatenacidade. Possui módia temperabilidade, como. sc observa no diagrama TTTcla Figrrra 5. 14.
l.l@
r200
TEIFO
Figura 5.14: Diagrama TTT do aço tipo 55
ILo- lO0O
úfhÉuo0oE
Ci.lt t: fao t Iflr,IÜl!'r lo ítrlllt.rl: |IOTÍrfrrrlrrr rrÍüor (fcll rt@
5.2. Aços para Ferrantentas 267
Para aplicaçõcs que exigem maior temperabilidade, foi desenvolvido o aço S7,com 7,40%lvlo c 3,25%Cr, com o teor de carbono mantido relativamcnte baixo(0,5%) para gaxantir urna boa tenacidade.
O aço tipo 51 é semelhante, em suas propriedades gerais e aplicações, aostipos 52 c S5. Dcvido à presenç a de 2,5%w apresenta maior dureza a quentc qucos similares. Dtttretauto, a adiçáo de tungstônio eleva bastantc o seu custo, o quctem dintinuíclo bastantc o seu uso em comparação colrr os outros aços do grnpoS.
Tratamentos tórmicos dos aços resistcntes ao choque:
. Norrnalização - não ó recomeudada para esse grupo de aços.
. Recozimento - dcviclo à aclição de silício, o risco dc graÍitização está prcscntec por isso o tratameuto dc rccozirncnto deve ser feito com cuidado, para nãoexcedcr a tetlperatura rccomcndacla. Alóm disso, estcs aços não devcrn scrsubmcti<los a eucltarque (perrnanôncia à tenrpcratura de austenitização):ul]Ia \rcz atingicla a tcntpcratura, as pcqas devem ser resfriadas no forno atócerca, dc 500'C, scguindo-se resfriameuto ao ar.
. Austenitização - a faixa de temperatura adcquada para os vários aços S é
815'C-950'C. O pró-aquecimento ó recomendado no caso dc ferramcutasgraudes, pa.ra mittimizat a clistorção e para reduzir o ternpo à tempcraturadc austcnitizaçáo. Os aços dc silício mais elevados (S2, S5 e 56), que aprc-sentatn tnaior risco de graÍitização durante o encharque, devem scr rcsfriadosassitn cpe atinjarn a temperatura de austenitiza.ção.
. Têmpera - o aEo S2, de mellor temperabilidade do grupo, exigc resfriamcntoern água para tôtnpera ao longo de toda a seção da ferraurcnta, cxcctoclll pcças dc seção muito pequena. Os outros tipos geralmelte porlcur scrtcmpcrados em ólco. O aço S6, de tcmperabilidadc elcvada, enr ferramcutaspcclllcnas pode ser tcmperado ao ar.
. Revenimento - os aços do gmpo S apresentam uma resistência maior aorcvenirncnto (menor dirriinuição de dureza) que os aços-carbono. Estaretcução dc dureza ó atribuída a ulna redução na cinética de precipitaçãoda cetnctrtita. O cfcito do revenimento sobre a dureza e a tenacidadc dosaços S ó ilustrado na Figura 5.15 para os aços 52 e 55. A resistência ao im-pacto (cnsaio de torção) do aço 52 ó a mais alta do grupo, sendo que o valormáxiuro desta propriedade se dá em ternperaturas baixas de revenimcnto,portanto associada a uma dureza elevada. Algumas intlicações importantes

Capítulo 5. Materiais para, Fenamentas
sobre temperaturas e tempos dos tratamentos térmicos dos aços tipo S são
apresentadas na Tabela 5.6.
Tabela 5.6: Condições de têmpera e revenimento dos aços resistentes ao choque
TipoAISI
Freaqueci-mento, oC
Austeniti-zação,'C
Tempo à tempe-ratura de auste-
nitização, min
Meio de
resfr i a -
mentoReveni-
mento, oc
S1
S2
S5
S7
650"760
650 - 705
900 a 955
845 a 900
B7A a 925925 a 955
15a455a205a2015a45
óleosalmoura, água
óleoágua, óleo
205 - 650175 - 425775 - 425
205 - 620
no caso de ferramentas grandes, para minimizar descarbonetação
AÇOS PARr\ TRABATIIO A FRIOSáo usados na fnbricação de ferramentas para trabalho a frio em condições
nas cluais se necessita tle alta rcsistência ao desga,ste e boa tcnacidade. Os aços
deste grupo são os aços-ferramcnta que apresentarn menor tendência a distorçõese trincas na têmpcra, rccebendo o nome de aços indeformáveis.
São usuahncntc classiÍicados em três sub-grupos:
. aços dc baixa liga tempcráveis em óleo (tipo O);
. aços de niódia liga tcmperáveis ao ar (tipo A);
. aços de alto carbono c alto cromo (tipo D)
Alguns aspcctos importautes de cada um dos sub-grupos são aprescntados a
seguir.
Aços para trabalho a frio temperáveis em óleo (tipo O) - Estes aços pos-
suem alto tcor de carbono (0,90%-1,45%) e relativamente baixos teores de
tungstênio, maugallês, cromo e rnolibdênio. Estes eletnentos autneutam a
temperabilidade, pcrrnitindo tômpera em óleo, com menoÍ distorçáo que
os aços do gnrpo \V. Entrc suas propriedades destacam-se elevada durczaapós têmpera, alta tcmpcrabilidade associada com baixas temperaturas de
austenitização, ausôncia dc trincas em fcrramentas com seções complcxas

5.2. Aços 1tara.übrramenúas
COrc TE§ERADO
tO@IO T€IPERADO
TEMERANNA (I}
2@ 3@ a@IEMERÂNNA
3@ coo 7@($)
269
a
NL,5cl
900
8m
7@
so50
3Nlr,
§
Figura 5.15: Curvas de revenimento de acos resistentes ao choque. a. aço S2; b. aço55. As regiôes sombreadas mostram a faixa ótima de temperaturas de revenimento.

270 Capítulo 5. Ma.teriais para Ferramentas
c retcnção dc urtr botn gume paxa operações de corte de curta duração.
Não podcrn, entretanto, ser usados para corte a alta velocidade ou paratrabalho a qucute. Por suas excelentes propriedades, associadas a urn custo
relativamentc baixo, os aços tipo O estão entre os aços-ferrameuta mais
utilizados.
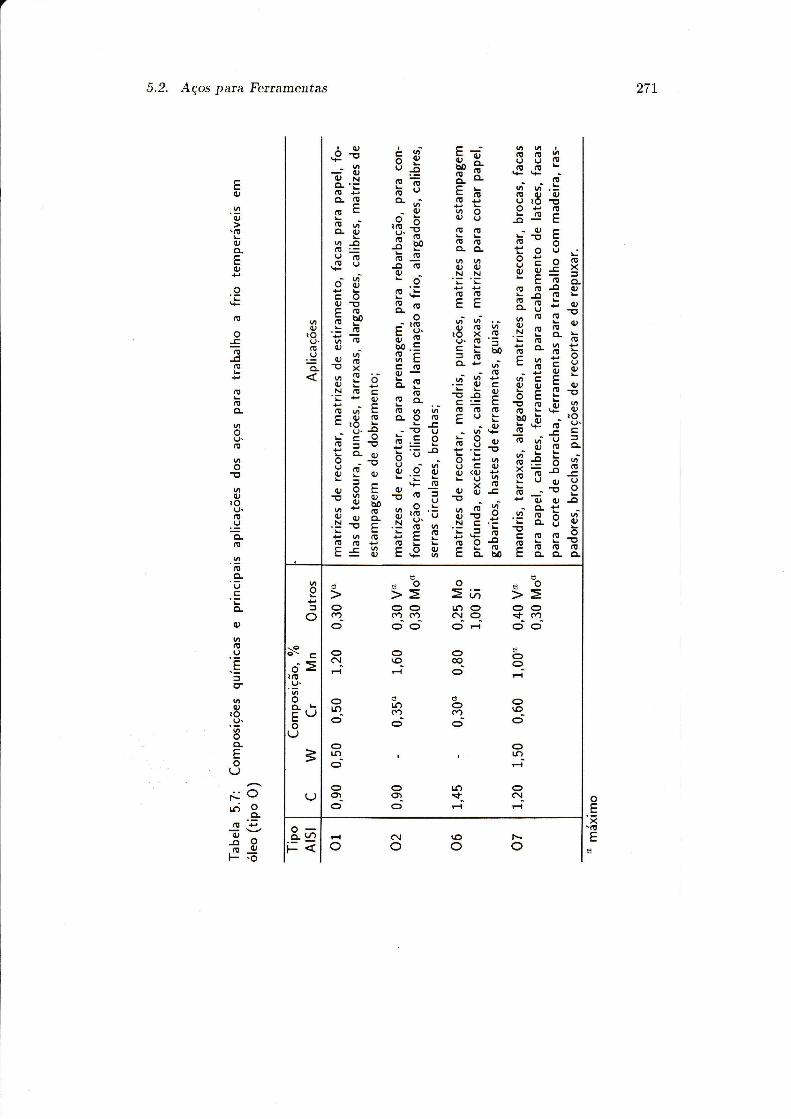
A Tabela 5.7 aprcscttta as composições químicas e principais aplicações dos
aços destc sub-gnrpo.
Na condiçã.o rccozicla, os aços tipo O sáo formados por ferrita e carbonetos(essencialtnctrtc ccrnentita, em que estão dissolvidos parte dos elemeutosformadores dc calbonetos).
Uma das caractcrísticas importautes destes aços é a baixa tetnperaturadc austenitização ucccssária, de que resulta um mínimo de distorção natômpera. O aço tipo O2 é o que apresenta Incllor distorçáo após têmpcra,pelo scu r-naugauôs mais alto, que abaixa uln pouco mais a tcmperatura de
austcnitização. Já o tipo O1 é o que aprescnta menor tendência a trincasdc têmpcra, no caso de ferrameutas de seção complexa, devido à presença
de cromo e tungstônio. Dstcs clcmentos elevam a tempcrabilidade do aço,
com.o pocle scr dcduzido pelo diagrama TTT apresentado na Figura 5.16.
O uso de rcsfi'iarncnto ern óleo causa muito rnenor distorção e menor risco
de trincas do cluc o rcsfriarnento etn água.
O aço tipo O7 é o quc apreseuta maior resistência ao desgaste entre os
aços do sub-gnrpo. Dutrctanto, é tambóm o de menor temperabilidade: as
temperaturas usuais de austenitização não dissolvem todo o tungstênio na
austenita (aginrlo os carbonetos não dissolvidos como sítios de nucleação da
perlita no tratatneuto dc tômpcra que se segue). O aço tipo O6 apresenta
utn teor elevado dc silício, aclicionado para aunento da temperabilidade e
tambérn para. provocar uma graÍitização parcial da cementita, resultatldouma mclhor usinabilidade na condição rccozida e boa resistência ao desgaste
na conclição temperada.
Tratamcutos tórtnicos tlos aços tipo O
o Norrnalização - estc tratantento é às vezes necessário em peças que
teuharn sido submctidas anteriormente a temperaturas muito mais
altas quc a faixa correta dc austenitizaçãa para têmpcra' O trata-mento dcve scr feito com cuidado, tendo-se em vista o risco de descar-
bouctação. Dct'e-sc tarnbém evitar um encltarclue prolongado.
2715.2. Aços para Ferramenüas
Gx)o.Eo'oo(E
oUlU
o3târuloU.E
o.,;(!
Uo
-ouitU
o
66r33HíE(!-
,i ,i .gOIUIU(JtôTtOrGLl!-
-(Ueh= EÉoe9E.e'Eto o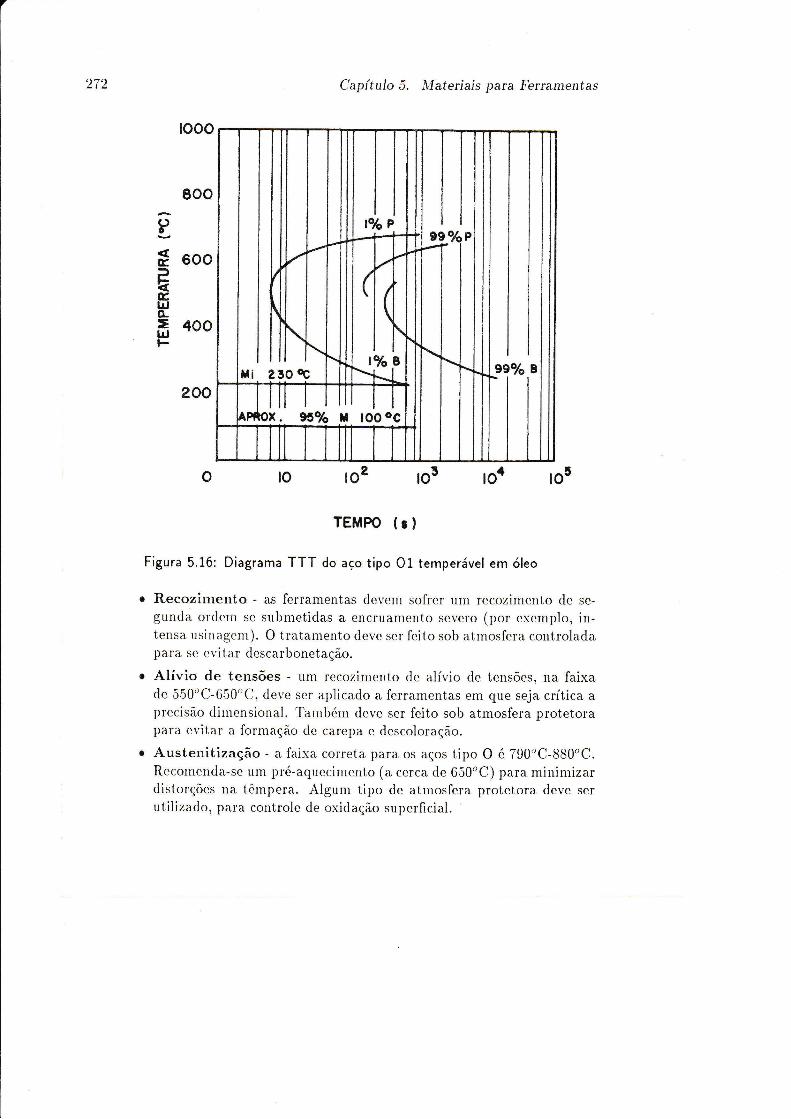
272 Capítulo 5. I\[ateriais para, Fenamentas
800
roa tos !o'
TEMPO ( e I
Figura 5.16: Diagrama TTT do aço tipo O1 temperável em óleo
o Recozimento - as ferramentas devem sofrer um recozirnento de se-gunda ordcm se subntetidas a encruamento severo (por exemplo, in-tensa usinagcnr). O tratamento deve ser feito sob atmosfera controladapara se cvitar descarbonetação.
o Alívio de tensões - uut recozimento de alívio de tensões, na faixade 550'C-650'C, deve ser aplicado a ferramentas em que seja crítica aprecisão dimensional. Tarnbém deve ser feito sob atmosfera protetorapara evitar a formação de carepa e descoloração.
o Austenitização - a faixa correta, para os aços tipo O é 790'C-880'C.Recornenda-sc um pró-aquecimento (a cerca de 650'C) para minimizardistorçõcs na tôrnpera. Algum tipo de atrnosfera protetora deve serutilizado, para controlc de oxidaçáo superficial.
3o
; ooo=kÉ,lr.lGõ 4ooF
xi 230t

5.2. Áços pa,ra Ferramentas 273
o Têmpera - os aços tipo O são temperáveis em óleo. Ferrarneutaslongas «levem ser resfriadas verticalmente para se evitar empenamento.No caso cle ferramentas grandes ou de forma complexa, recomcnda-sc rctirar as pcças do banho de óleo ao atingirem cerca de 100'C-150'C, tleixá-las terminar o resfriamento ao ar e logo após subrnctê-lasa tcvcnimento. A temperatura correta para o óleo convencional de
tônrpcra ó cerca cle 50oC. Já os óleos que contêm aditivos (os chamadosólcos rápidos) são capazes de impor maior velocidade cle rcsfriameutoao a.ço e, por isso, sua temperatura de trabalho pode scr um poucoruraior (cerca de 80oC), sem diminuiçáo da dureza de têrnpera dos aços.
Na condição temperada,, estes a.ços apresentam um teor significativodc austcnita retida, tanto maior quanto nais alta a temperatura de
austcuitização utilizada. Por esta razão recomenda-se uln tratamcntosub-zero, após tômpera, para transformação da austenita retida.
r Revenimento - deve ser realizado imediatamente após o tratamentosubzcro, a ulna temperatura dcterurinada em funçáo da dureza de
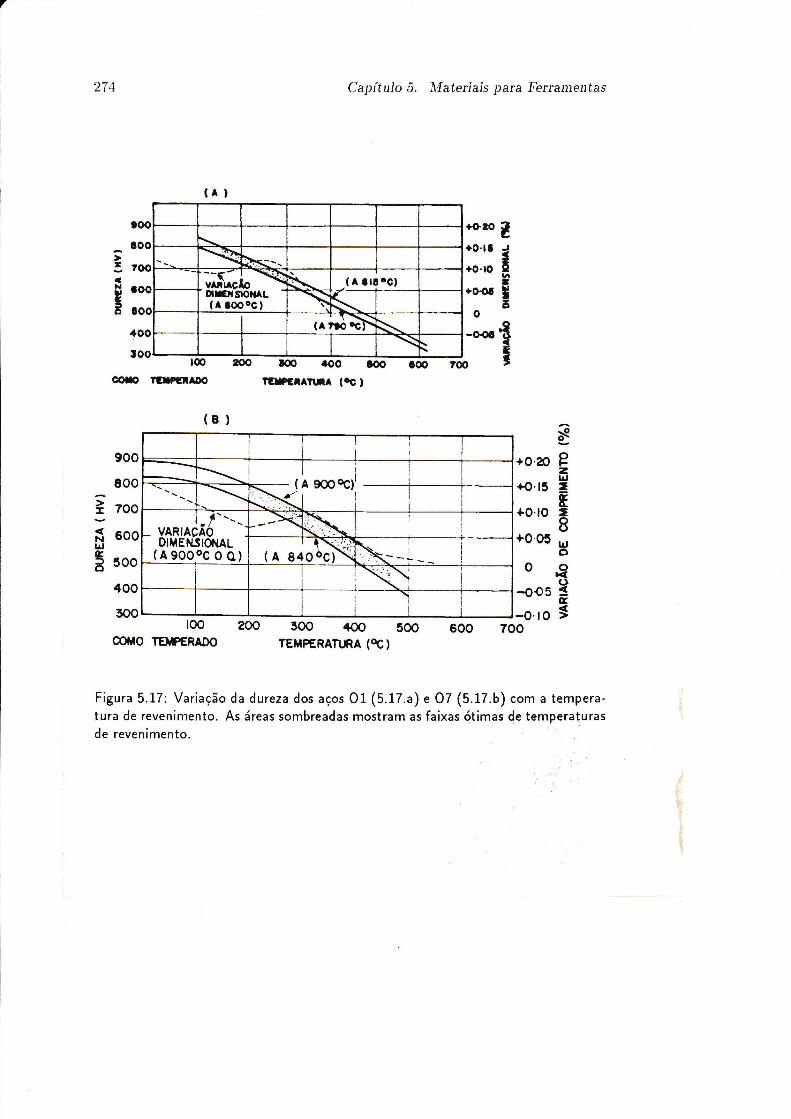
projcto. A Figrira 5.17 mostra as curvas dc dureza após revenimcntodos aços O1 a O7.
A Tabcla 5.8 forncce algumas informações importa,ntes sobre o proccssa-
mento dos tratamentos ténnicos dos aços tipo O.
Tabela 5.8: Condições de têmpera e revenimento dos aços para trabalho a frio tem-peráveis em óleo (tipo 0)
TipoAISI
P reaquecí-
mento, oCAustenitiza-
ção,'C
Tempo à tempe-ratura de auste-
nitização, min
Meio de
resfri a-
mentoReveni-
mento, 'C01o20607
650
650
650
790 a 815
760 a 800
790 a 815
790 a 830'845 a 885à
10a305a2010a3010a3010a30
óleoóleoóleoágua
óleo
L75 - 260
775 - 260
175 - 315
775 - 290
agua; " óleo
Aços para trabalhote indicados para
a frio temperáveis ao ar (tipo A) - São especialmcn-aplicaçóes em que sáo exigidas alta tenacidadc e razoável
274 Capítulo 5. Materiais para Fenantentas
=}ttCt
900
800
i zoo
í .ootdce 50o
l'"- tJ.o.rru-l.o,o fi--{."* i
tâ-{o
l-"*Êí**Í.l@
oom ,u?crlDo200 !q, aoo too coo
lffirAnr (oc I
(B )
RI í---t-l
- VARIACAODttEuiloi{AL
(A9000c o o) ,orioN§
+O.2O
{O.15
üoF-lrl-E.8L,ôol<(Jtr-
400
300
-l +o.to
--l*o *-lo-l-oouJ*.,o700too eOO 3OO .tOO 5OO
@IíO TEF€RADO TEMPERATLNA (t)
Figura 5.17: Variação da dureza dos aços O1 (5.17.a) e 07 (5.17.b) com a tempera-tura de revenimento. As áreas sombreadas mostram as faixas ótimas de temperaturasde revenimento.

i§:
x
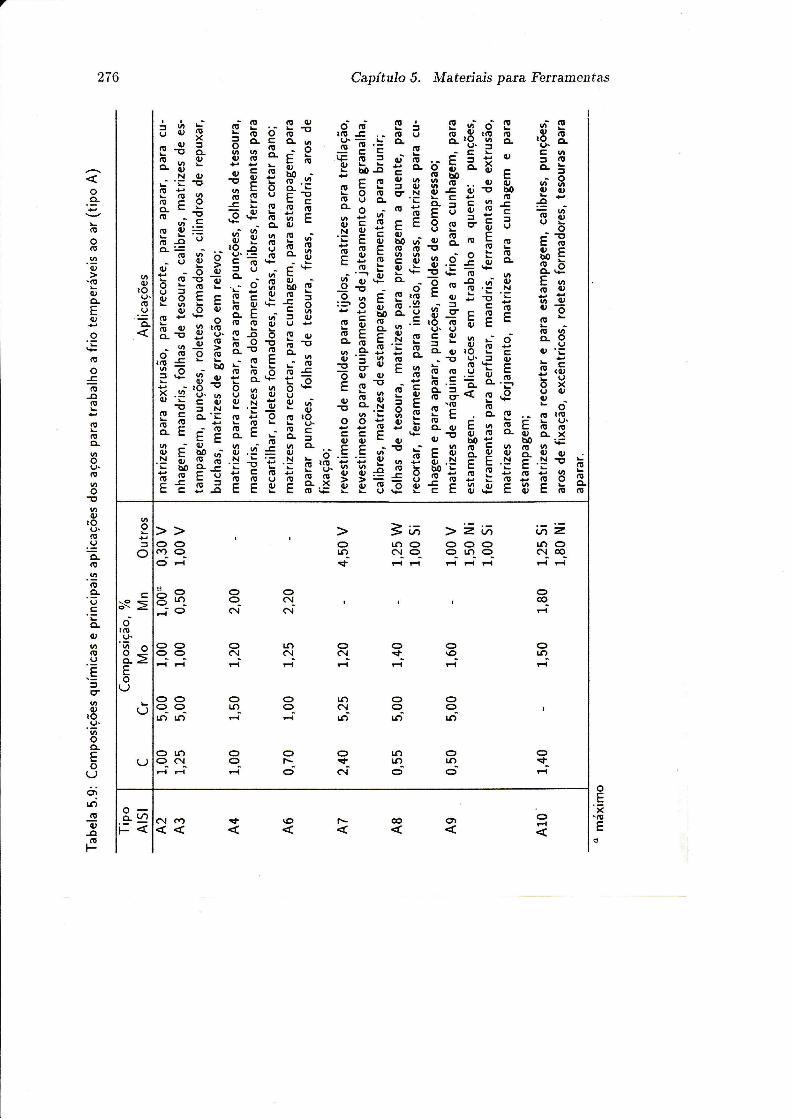
5.2. Aços para lbrramerrúas 275
resistôncia à a.brasão, tais como recortc de metais, conformação e rnatrizespara trcÍilação. Os principais elementos de liga sã.o manganôs, crorno e
molibdônio c sua principal função é a de aumentar a tenrperabilidadc,cabcntlo tarnbóm ao cromo e ao molibdênio, aliados ao alto tcor dc car-bono, o papel <lc promover a resistôncia ao desgaste. A Tabela 5.9 forneceas composiçõcs quínricas c principais aplicaçõcs dcstcs aços.
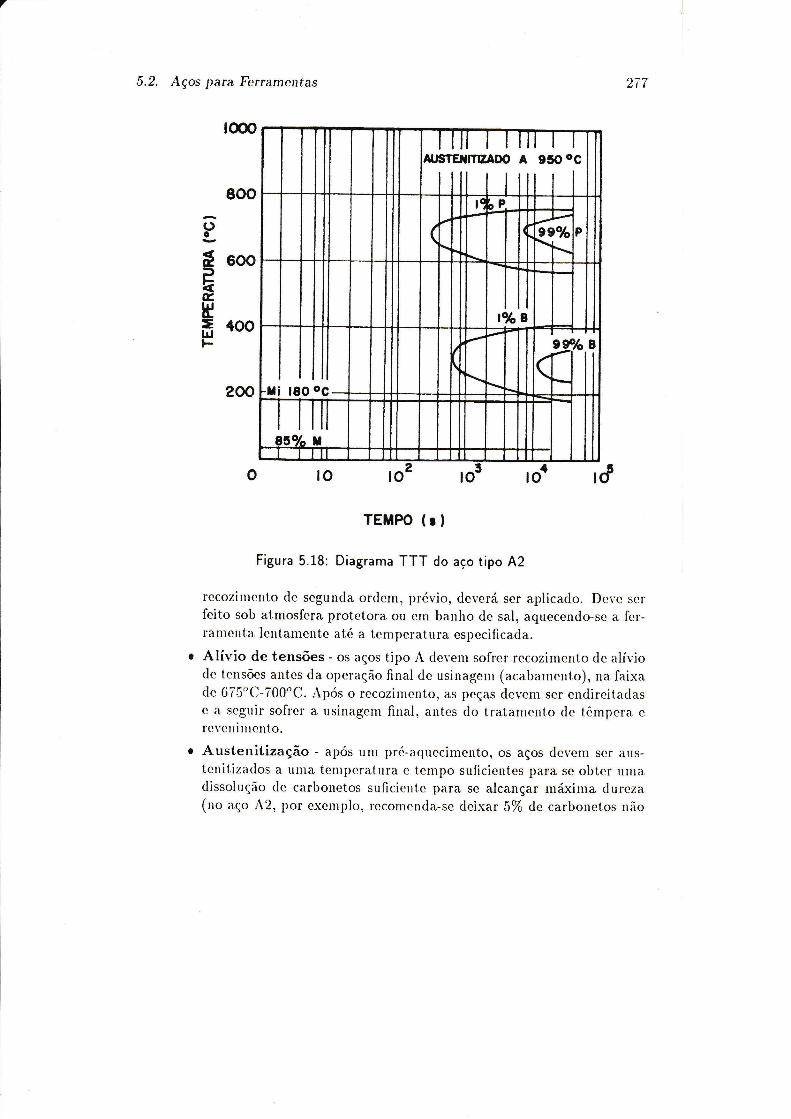
O aço tipo -,\2 ó usado cnr aplicações em quc a tcuacidarle é nrais irnpor-tantc que a resistôncia ao desgastc. r\ prescnça tle cromo, molibdônio c
vanádio, cur solução na austenita, dá ao aço alta tcrnpcrabilidadc, cornosc podc obscrvar no diagrama TTT do aço (Figura 5.18). Peças rclativa-mcntc cspessas podcrn ser temperadas ao ar após austcnitização a 970'C.IJm rcsfrianrcnto muito lento de pcças cspcssas pode callsar precipitação dccarbouctos c formação cle bainita, com conscqüente rnaior tcor dc austcnitarctida. Para sc evitar cstc problcrna, pcças muito espcssas podcm scr rcs-friadas cm 11ln banho de sal a 540oC, scguindo-se resfriamcuto ao ar ató atcurpcrat ura aurbicnte.
O aço tipo r\7 ó caracterizado por cxcepcionai rcsistôncia ao desgaste. Istoó obtido pclos altos tcores de carbono e de vanádio, ocorrcndo a formaçãode calboncto dc vanáclio, clc alta dureza c que rcsiste à dissoiução durantca austcnitizaqão.
Os a.ços tipos r\4 e A6 possuem menor tcor dc cromo c maior tcor de
mangauôs. Estc fato perrnite que cstcs aços sejam temperados a partirdc tempciaturas tle austenitização mais baixas (cerca de 100'C abaixo das
necessárias para os aços colll 5%Cr). Isto reduz os riscos de distorção c dcoxidação supcrficial das pcças.
Para tnclhorar a tcnacidade, o aço tipo A8 rcccbc a adição dc silício (i%) cos tipos.,\9 c.\10 rcccbcm a adiçã,o de silício (170) e dc níqucl (1,5%). Dc-vitlo aos altos teores dc carbono e de silício, o aço 410 aprcsenta grafita crnsua rnicrocstlutura. Disso resulta uma boa usinabilidadc na condição rcco-zicla c urrra rrrclhor rcsistôncia ao culpcrramento e à dcscamação (galling),ua contlição tcmpcrada.
Tlataurcutos tónnicos dos a,ços tipo A.
o Normalização - não é recomendatla para cste subgntpo.
o Recozirnento - os aços são geralmente fomecidos na condição reco-
zida. Iintrctauto, sc a Íerramenta necessitar uma nova tômpcra, ur1l
Capítulo 5. Mateúais para Ferramentas276
li[ ;*ri; 9Ê=t; +'$'3l ü[
iÉlãsiãt}ãiiisiãlã{i
iitgrgiii iilitãilii iiãÊ lglgiiE I lt iÊ [Éiii,t,Êt§§ÉÉE Ê [gEE+}ÊtÊ⧠Éãti I
o
tttolo(J.(\,.9-o-
,Jloo-
o.sf
(!o(!t,|OJ
\t!(uo-E(u
or+
(E
o
;-o(!
(!L(!o-tto(J.(!to
!tâo
lOu.o
.9o-o
,2l!o-'ücCL
otâ.!u'E
gttlq)lo(Jr6oo.Eo(,ôúia!
'iõ.ct.EF
oEx\a!E
É10f\@olôl (a
tâo
=o
s>o
aÍEU.'-9 0x_>Eo
|â 2rôoôl €-F{ t-{
o€-t-{
orar-r{
o lôo ooor.fr- ôt o_ o- rô- o-i+ t{ t-{ FJ
oo o lr) 0 0 0OO ôl ôl ôl + \O.ij j -i .i .i .i
oo o o tí) o ooo to o ôt o o'ri rr;
j -i 'ri úi út
otí) o o o tí) oo- ô{ o- \ +- rrr- rrr-F{r-t t{ O <\ O O
ooco- o-OFr
EI.c,_Fi.o
5.2. Aços para Ferramenfas 277
tm
800
TEMPO {rI
Figura 5.18: Diagrama TTT do aço tipo A2
recoziurcnto de segunda ordem, próvio, deverá ser aplicado. Dcr.e serfeito sob atmosfcra protetora ou cln banho de sal, aquecendo-sc a fcr-rantcnta lcntamcnte até a temperatura espccificada.
Alívio de tensões - os aços tipo A devem sofrer recozimento de alíviodc tcnsõcs antes da operação Íinal dc usinagem (acabarnento), na faixadc 675'C-700'C. r\pós o recozimento, as peças dcvem ser endireitaclase a, scguir sofrcr a usinagem fiua.l, antes do tratamento de têmpera erevcr.rimento.
Austenitização - após um pré-aquecimeuto, os aços devem scr aus-tcnitizatlos a uura teurpcratura e tempo suÍicientes para se obter umadissolução dc carbonetos suficiente para sc alcançar máxima durcza(Iro aço 42, por excnrplo, recomen«la-se deixar 5% de carbonetos não
()s-
É 6003kÉ,Hfi +ooF
o
278 Capítulo 5. Iúatefiais pata Ferramentas
dissolvidos). IJma tcmperatura muito alta de austenitização, por outrolado, colduz a umâ riuautidade excessiva de austenita retida na estru-
tura final, corn resulta,nte diminuição da dureza na condição tempera-da.
Têmpera - uormalmcntc ó realizada com resfriamento ao ar. Evi<len-
ternentc, isto pode ser altcrado em funçáo da espessura da peça. Umprocedirucnto comutn cln peças espessas ó o uso da martêmpera, jámencionado, clue cousiste, em um primeiro resfriamento cm banho de
sal, segrrido ctc resfriameuto ao ar.
Tratamento subzero e revenimento - o tratamettto subzcro é in-dicatlo, ncste subgrupo de aços, para minimizar o teor de austenitarctida, auurental os cfcitos do endurecirnento secundário e miuitnizara instal-iilidatlc dimcusional. Imcdiatamente após o tratamento sub-
zeto) a fcrramcnta dcve scr rcvcttida à tcmperatura correspondentc
ao nír'cl tlc clurcza tlcscjado. Recomendaln-se no míltitno dois rcveui-rncntos ou, dc prcfcrôucia, trôs, para otirnizar a,s trattsformações da
austcnita retida. À Figura 5.19 mostra a evolução da dureza c da
tcnacidatlc com a tctnpcratura dc rcveuintcnto, para os aços A2 c ,A7.
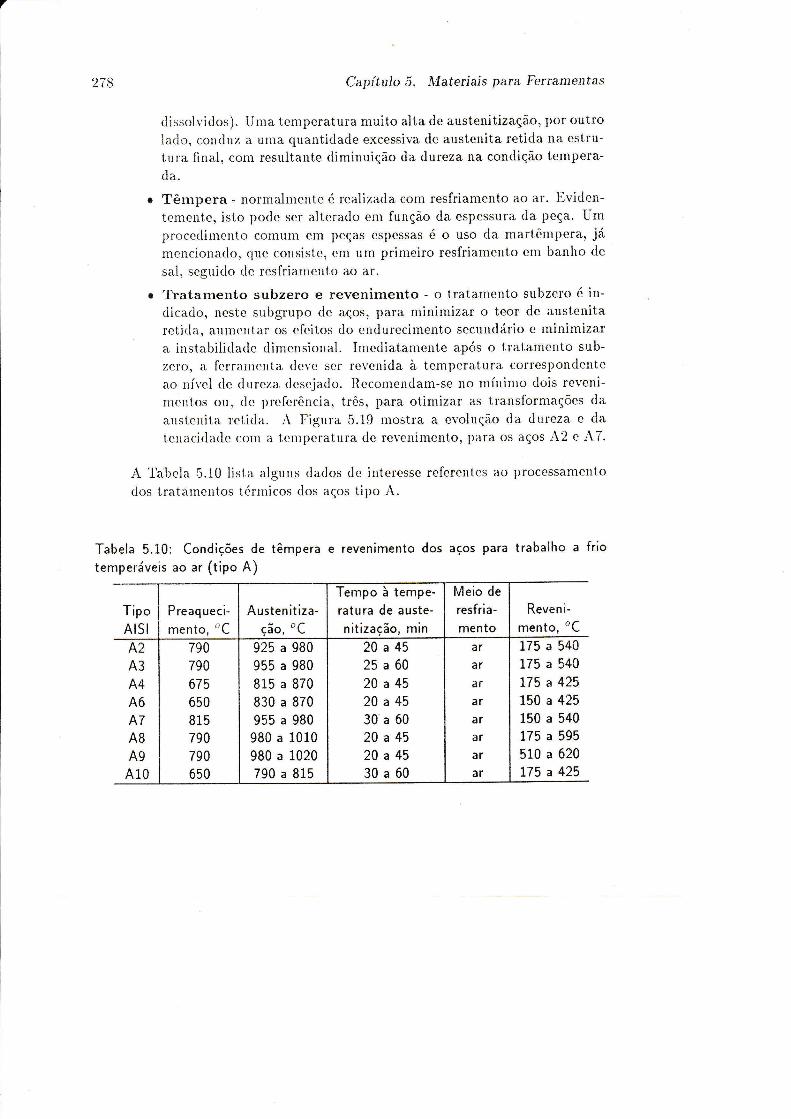
A Tabcla 5.10 lista alguns dados de iuteresse rcfcrentes ao processamcnto
dos tratarneutos tóruticos dos aços tipo A.
Tabela 5.1.0: Condições de têmpera e revenimento dos aços para trabalho a friotemperáveis ao ar (tipo A)
TipoAISI
Preaqueci-mento, 'C
Austenitiza-cão, oC
Tempo à tempe-ratura de auste-
nitização, min
Meio de
resfria-mento
Reveni-
mento, oC
A2A3A4A6A7AB
A9410
790
790
675650
815
790790
650
925 a 980
955 a 980
815 a 870
830 a 870
955 a 980
980 a 1010
980 a 1020
790 a 815
20a4525a6020a4520a4530a6020a4520a4530a60
ar
ar
aÍar
ar
alar
ar
175 a 540
175 a 540
L75 a 425150 a 425
150 a 540
175 a 595
510 a 620
L75 a 425

5.2. Áços para -l,crranlerrÍas 279
too &o .roo cmlErrcr^fl,tl tt)
--l+o.zo ft_;-.1+o rs
fi-l<o.ro S-j."oo §-l o §-]-ooo 3J§,700
9@
_ 8OO
3zmd 8ooEdõoo
Poô roo 200 500 a@ 500 600TETTP€RANNA (t}
Figura 5.19: Variação de propriedades mecânicas dos aços A2 (5.19.a) e A7 (5.19.b)com a temperatura de revenimento
*z,ôTl,Iô
{!a
lrorhcdo dfunür:--ilonol ÍA 925oC)
íA 925.oCl

280 Capítulo 5. Matefiais para Ferramentas
Aços de alto carbono e alto crorno para trabalho a frio (tipo D) - Estcsaços foram itticialruente dcsenvolvidos numa tentativa de substituição dosaços rápidos para ferrameutas. Entretanto, apresentam dureza insuficienteàs altas vclocidadcs de corte e a substituição não foi bem sucedida. Poroutro la,do, vcriÍicou-se que possuem alta resistência ao desgaste e excep-cional nível dc indeformabilidaclc, propriedades especialmente úteis parauso em matrizcs para trabalho a frio. As composições químicas c principaisaplicações são rnostradas na Tabela 5.11.
A excelcntc resistêucia ao clcsgaste dos aços tipo D se deve à elevada fração'volumétrica dc carbonetos em sua microestrutura, resultante dos altos teo-res dc carbono c dc cromo. Deutro deste sub-grupo, as variações de rc-sistôncia ao dcsgaste observadas sáo devidas às variações dc teor de car-bono. O aço D2 (1,50%C) por cxemplo, tem uma fração volumótrica dccarbonetos ccrca dc 30% a 40% mcnor que o aço Dg (2,25%C).
Os aços rnais popultrres destc subgrupo eram os de carbono mais alto (2,00%a 2,50%c). Dutrct:rnto, ultimamente tem aumentado o uso dos tipos D2 cD5, dc carbono rnais baixo (t,50%c), devido à sua maior tenacidade.
O alto tcor tlc crol]lo torna os a.ços tipo D resistcntes à oxidação a tem-peraturas elu'adas. A adição «lc molibdênio aumenta a temperabilidade ca tenacidadc, por'óur não tem cfeito signiÍicatilo sobre o tamanho de grãoa,ustenítico ou sobrc o teor dc austenita rctida. A presença de vanádio rc-fina o gráo austcnítico, mas dirninui a temperabilidade sc em teor acima de0,90%.
Com relação aos tratamentos tómricos destes aços, aplicam-sc os comcn-tários feitos no t«ipico referente a,os aços tipo A. IV[erece destaque o fatodc que a austenitização dos aços tipo D exige um longo encharque, poisos carbonetos (prescntes ern grande quantida«le) se dissolvem lentamante eé necessário dissolver a maior partc «lo cromo na matriz austenÍtica parasc obtcr máxirna ternpcrabilidaclc. A Figura 5.20 mostra a evolução depropriedades mccânicas do aço D2 com o revenimento.
InÍormaçõcs sobrc o proccssamento dos tratamentos térmicos dos aços tipoD cstão listadas na Tabela 5.12.
AÇOS Pr\RÀ TRI\Br\LIIO A QUENTE (TIPO II)Os aços usados em ferramentas que trabalham em aplicações a temperaturas
elevadas, corno extmsão a quentc, Íorjamento a quente e fundição sob pressãodevem apresentar algutnas caractcrísticas específrcas:

2815.2. Aços para.Ferranrenúas
qoo.(.,ECL
í!.9E
<t!o(!|EêtÀC'N
í!Etüt,Í!gaU
Eí!
0.,
j.E
Na,ÉtU
1r,
iÊIÉiÊÉEtãitEE.iÉ Ê;Êtr* ;E EiÊ:q ]I;*EE: i,g, ã€
;;* :'Ê r{i[ Êi B:;E'g'e,q§ÉÉ[ ii E§
Êrr tÊ;iÊÊ fl iitgp Ê,EIEÊãir,§É §;§tÊ
= E# i iÊ'=.e s:$ ãt
íÊ+ g i ãÊ [r+Ê iE: i rÉãâ5Ê!+ ÉeÉt ÊnÊ ÉÉ
1â(u
rô
ooE§o
lEa!CL
oEo
og(!ru
oo
ltooga!(u't
tor!0oEIt(,
rOu!.l,
.9CL.!
oEx\í!Eôlâ
ttloCL
tUtn(!
L
=(t1ôtrouoêEo(,
=o.,iRS'.:lla.! .YF.!
6o
o
o
=
L)
U
Od
oo oôo orij +ooe- o_Êl F{
o<)croôt ôlFl Fa
e ú',úl ío-t-t ôl
o§-d
o<> oo- o- o-Fí Fl F{
o,o-t{
ooo- o-NôIF{ F{
rí) . ú)ô{ ôtôl §l
()q
oo_F{
oo_ôt
orÔ-

o)-,zoa
j
trj
=oor<(..}sÉ.s
{Ntrl(r:)(f
282
too 200 300 400COMO TEMPERADO TEMPERATURA
Figura 5.20: Variacão de propriedades mecânicasreven;mento
Capítulo 5. Iúateriais para Ferranleritas
+o.20
+o.15
+o.to
+o05
o
-o.o5
-o.to
-o.r5
500 600("c )
do aço D2 com a
700
temperatura de
Tabela 5.12: Condicões de têmpera e revenimento dos acos de alto carbono e altocromo para trabalho a frio (Tipo D)
TipoAISI
Preaqueci-mento, 'C
Austenitiza-cão,'C
Tempo à tempe-ratura de auste-nitizacão, min
Meio de
resfria-mento
Reveni-
mento, oC
D2, D5
D3
D4D7
815
815
815
815
980 a 1010
925 a 980
970 a 1010
1010 a 1070
15a4515a4515a4530a60
ar
óleoar
ar
205 a 540
205 a 540
205 a 540
150 a 540
700
600
500
400
500
200
( Á to20 0c)
r â'$o"o...
rrpriro poe roaçÃor ..^^'.^-,] _,1_..-l-(  roro ôc) (Aroloocl

5.2. Aços para I,crramentas
rcsistôncia à deforrnação às temperaturas de trabalho, o que exige a prcsençadc tcorcs significativos de elementos de liga;
razoávcl rcsistôncia a choques mecânicos e térmicos, proprieda<les que exi-gcm unr baixo teor de carbonol
resistôncia. ao desgastc a tcntpcraturas elevaelos;
rcsistôncia a deforrnaçõcs causadas por tratamentos tórmicos, quc ó obtidapclo uso de um aço de alta temperabilidade (que pernrita tômpcra crn mciosde rcsfriamcntos brandos);
resistôncia à formação de trincas térmicas (pequenas trincas superficiaisquc se formam na supcrfície da fcrrantenta, quando submetida a ciclos de
aquecirnento c rcsfiiamento crn scrviço).
Os aços tipo II sc divident ern trôs subgrupos: aços àbase de cronro (tipos II1a II19), aços à basc de tungstônio (t,ipos II20 a II39) e aços à base de molibdônio(tipo II.l0 a II59). A Tabcla 5.13 fomece as cornposições químicas e priucipaisa,plicações dos tipos mais utilizados.
O alto teor de crorno dos aços do subgrupo ,,\ lhcs confere a,lta tcmpcrabi-lidadc, poclcntlo-se temperar completamente peças com espcssura de ató 30 cm.Neste subgnrpo, os aços II10 e IIlrt tên tcores mais altos, respcctivamente, cle
molibdônio e dc tungstônio para aumeuto da dureza a quente, porórn com algtttladiminuiqão dc tcnacidarle. Os aços I[11, ]I12 e II13, deste subgrupo, são os aços
mais utilizados eutre os aços para trabalho a quente. São temperár,eis ao ar e
sua composição quírnica cuidadosamentc cscolhida lhes confere baixo índicc de
distorção na tômpera. São especialrnente indicados para matrizes para trabalho aquente, pois rcsistcm a exposição prolongada a temperaturas cle 5rl0oC, manteudouma resistôncia à tração de cerca de 0,5 kgf/mm2.
Os aços para trabalho a quente à base de tungstênio possucm elevados tcoresde elemcutos cle liga, quc lhes conÍ-erem elevada resistôncia ao amaciamento pclocalor, porém à custa de maior fragilidade. Na realidade, âs colrrposiçõcs quíuticasdestes aços já se aproxinam das dos aços rápidos, aualisados mais tarde. Paramelhorar um pouco a tcnacidade e a rcsistôncia a choclue tórmico, a solução
encontrada foi tlirninuir o tcor de carbono, como no caso do tipo II25.A principal vantagcm dos aços II à base de molibdênio é sua maior rcsistôncia
à formação de trincas a quente, bem como urn custo menor que os aços à basc dctungstênio. Por outro la.do, exigem um maior cuidado nos tratamentos tórrnicos,por serem mais sclsíveis ao problema, de descarbonetaçã,o.
283

Capítulo 5. Matefiais para Ferr,anrenúas284
ÊH st i :âi r Êt;s +:- ,B +§ 3-,8 3e;'f, ÊE t Êq güt;;à §t.-ã ;r ,=ã§-u
ÊiiE[üiÉl;;g
fiitÊli-ÉiÉiiÊir,gç gse É,ã §*'g;r gE'gEef ÊEE EE E+E iE, E"EE
u,oro().o
.9-o-
J-
o.*q,
coJcrÍ!oÁã
lto
(\,(!o-tâoU.(!t,o
!qtU
rO
o.9ã.l!
.9oCLÍJco.{U
t,o
.9EJtttâtU
rc,.g'vtoêgô
L)ôú;.!ll,3(!F
oEx\oErf O!
Fl F{ÀÁôl (Y)r{ FlJ. .I.
Fl
-.o.&aF<
lrlo
=o
o
(J
U
3a =EOO ú)r+út o- ôt ôt
tt t{ !f lí)
a,o-ôt
o,Ç- oorÔoôtrrt +oco+- (.'-oo
vt tt1oao- o-
r-l
^9út v-dF{
oaúf .f-Êl r{
oo<2qro ro
tn. €(Y' (v)dci
ttjeo_
lÍ)rfdú)(Y)
oo-ú,
lÍ)(Y)
o'
VIoo-
orftd
oo rÍ)Eôiouoo+=' t-r'([,tll!-oY

2855.2. Aços pam. Femantentas
,^
EEí!Eoôê.{)
E0tU
o't,(!
í!ior+rl!o!,=eçEq, d:t!hGcLUl
o,g'8.'cÊ0r5=êET
oS9Er3o(Jl!oLOE:EíEecL t!
.deÊoG,C-9Í!Lõ .í!sê'§o3[vt
.§sãEEs
§'E Êi Ê ÊÉi ir Êáii ?É .ã f [t [§ ÊÊ3§ 3E - ríE ÊE ís
r;$tgÊã€i[$iÉE ãr É.tíÊ ãg Éã
ÊÊ Êí i*Ê[ã [i*ÊÊ,[ãg[;,HÊÊ [íc€É,ã [ãE
;r;i;;icI§I í§EE;iiE s.+ E + E E s i íô Ê E §-.4 E 3 §
taolo(J.o(,CL
túloê.
co
J-o.3oru
=E«,o
ã§r!ol!o-tâoí!oo'ota
,E(!
.9o.í!
-9l!êIJcCLru.âa!u
Jqltlru
rc).c'Uloâ.Eo
üú;í0õltt! ,-, $
J.
úf rOôl ôt!..L
d§ § R §----
ta
ooL'od-i
oao- o-tt+
oo()- o-lÍ)€
Fl
ú)oôl rí)<id
ittt
ú)úroo\l(nolí)OO!-{O
oo=oú)ú)Y-Oírt ôr' § c.;
eooooot- Fl §l tí,Fl Fl F{
oúrorr)(Y) (Y) tv) r+oooo
.9tr
«Ulrlboc=q,
=,tUU!.B
-ô
oo-ro
oo-§t
oo-st
ood
o@ci
.9c«uE-(loEo
Erutt!
-o
286 Cupítulo 5. Materiais para Ferramentas
Tratamentos téruricos dos aços para trabalho a quente:
o Normalização - não é recomendada para os aços H, já clue estes aços são
temperávcis ao ar.
o Recozimento - o aqnccimento para o recozimento de seguuda ordern deve
ser lcnto c uniforrue para cvitar a forrnação de trincas, especialmente ao
se fazer uln llovo rccozinrento em ferramentas temperadas. Para a maioriados aços II a tenrperatura de recozimento se situa na faixa 815'C-900'C.A velocidacle clc rcsfriaureuto devc ser em torno de 20"Cfh até 400'C e
a partir daí rnais rapidanrcute ató a temperatura ambiente. Se possível,
deve-se usar ullla atmoslcra controlada, para evitar a formação de carepa e
descarbonet;ação.
o R.ecozimento de alívio de tensões - ó recomcndado no processameuto
de fcrramentas, após usinagem pcsadas antes da usinagem de acabamento,em particular quaudo ó crítica a estabilidade dimensional. E realizado na
faixa dc 650'C-730oC, usaucio-se, se possível, utna atmosfera protetora.
o Fré-aquecirnento - ó rccornendarlo para todos os aços II, antes da aus-
tenitização, dcvitlo ao teor relativamente aito de elementos de liga destcs
aços? errr cspccitrl pcla preseuça dc tungstênio e de molibclônio, clue di-minuem a contltrtivirlatlc tórmica dos a.ços. No caso dos aços com teorcsmais altos dc elementos de liga, a temperatura de austenitização se tornatão elevada {irrc un1 cncharrluc prolongado produz excessivo crcscimento do
grão austenítico (com couse<liiente aurneuto de fragilidade após têmpera).O pl'é-aquecirncnto ó cntão usarlo para minirnizar a telnpo de encharclrte à
temperatura de austcnitização. A temperatura de pré-aquccimento para os
aços II à basc de cromo c à base de tungstênio se situa na faixa 815oC-870'C.
A ferramenta dcve scr arluecida lcntamente até esta faixa e ser aí mantidadurante 1 h por 25 mm de cspessura, sob atmosfera protctora sempre que
possível. Os aços It à base de rnolibdênio são geralmente pré-aquecidos a
tempcra,turas urn pouco rnais baixas, na faixa 730'C-B'15'C.
o Austenitização - as temperaturas de austenitizaçáo dos a,ços II são ele-
vadas, toruando-sc esscncial o uso de fornos equipados de coutrole de at-
mosfera, tócuicas dc banho de sal ou de vácuo. Os carbonetos presentes dos
aços se dissolvcrn gladualurcnte na austenita à medida que a tcmperatula é
elevada rapidaurcute a partir tlo final do pró-aquecirnento, completattdo-sca dissolução enr torno dc 1100'C. É essencial dissolver uma quatttidade su-
Íiciente de carbonctos, pata que o teor de carbono rla austenita seja, alto o

5.2. Aços para -Ii:rrarnerrÍas 287
bastantc para sc obtcr marteirsita de altura dureza. Os aços IIi0 c II1'l (to-dos à basc dc cromo), a,o atingirem a faixa recomendada de austenitização,1010'C-1070'C, dcvcm ter o menor tempo de encharque possível, para cvi-tar crcscimcnto do grão austenítico e a possibilidade de fusão incipicttte.
A descar.bonctação deve ser evitada durante a austenitiza,ção, em cspccial
nos aços à basc de molibdênio. A perda de carbono na superfície rliminui a
resistência mccânica levando à, fratura por fadiga. LIm outro probleura de
o a,ço aprcseutar baixa dureza superÍicial ó o de criar a falsa impressáo de
que toda a fcrramcnta apresentaria menor dureza e quc port,attto o revcni-mento dcvcria ser feito a uma temperatura mais baixa. Como de fato a
dureza abaixo da superfície ó elcvada, o revenimento será iusuficicntc parasc atingir a tcnacidade correta e a felrarnenta irá para o scrviço cortl tllnamicrocstrutura frágil. Por cssa,s razõcs, ó rccomeldado que a austcnitizaçãoseja fcita a vácuo, sc o ccglipamento for disponível.
Têmpera - a tcmperabilidade dos aços II é muito alta, podettdo scr tctn-pcrados ao ar ató fcrramcntas de grandc espessura. r\lgturs dcstcs aços,
em cspccial os lipos à base de tungstônio c à base de niolibdênio, folmatnuma quantidatlc significativa de carepa, durante o resfriamelto de ar. Uruatômpcra interrompida dirninuirá a quantidade de carcpa, porótn à custa cle
um maior risco dc empenamento. O melhor procedimcuto ó dc resfriar a
fcrramcuta cln ulll batrho dc sal mantido a 600'-650'C, tnantê-la ali ató ho-
mogcueizaEão da temperatura, scguindo-se rcsfriamento. Iiste tratamcntode rnartên"lpera ó possível face aos longos tempos necessários para o inícloda trausforntaqão perlítica, como se pode observar, por exelnplo, nt-i dia-
grama TTT do aço II21, Figura 5.21.
É interessautc obscrvar que o aço II23 não pode ser teurpera<lo da Í'orrna
mencionada, pois ucstes aços a fcrrita sc prccipita rapitlamertte a l,cmpera-
turas próxitnas dc 600'C e, além disso, o \I; deste aço sc situa abaixo da
temperatura ambieute. Por esta razã,o, o endurecitneuto deste aço ó obtidono ciclo dc rcvcnirnento (cndurccimcuto secundário).
Revenimento e tratamento subzero - todos os aços II devem scr rcvcui-dos imediatamcutc após têmpera. A maioria dos aços ncstc grllpo aprcscnta
o fcnôrneno dc cndurccimeuto secundário e, por csta razão, a faixa ótimadc tcmperatura de revcnimeuto se situa próxima de 500'C. Recorncnda-se
o uso tle algrtm cotitrolc dc attnosfcrat para proteção da superfície.
Os a.ços I[ aprcscntarn alto teor de austenita, rctida, dcvitio ao tcor clevado
dc elementos dc liga, recomendattdo-se o tratamento subzero, seja ctu um

288 Capítulo 5. Iulateriais para Ferrantentas
trEM:llr Íl
I
ZADO A !I r ll
I oi%,-?I
IõoI
oc
ro(»ofoI
P
!N
tl 190 o.
:TNT_II,996 r 2700C
C'o
ÉEÉ,
E-LIF
r000
800
400
200
tocto'loltol
TErpO (r )
Figura 5.21: Diagrama TTT do aço H21
refrigerador a -75oC ou em nitrogênio liquido (-196'C).
Deve-se sempre aplicar um revenirnento múltiplo, para provocar o ciclocompleto dc transformaçã.o austenita retida + martensita + martensitarevenida. .r\ Figura 5.22 rnostra a evolução de proprieclades mecânicas doaço I[21 com a tcrnpcratura de revenimento.
Endurecimento secundário - a maior parte dos aços II apresentam cfei-tos de endurecirneuto secuudário quando revenidos a temperaturas próximasde 500'C, embora em mcnor intensidade que os aços rápidos. Entre os aços
I[, os aços à basc «lc cromo c com maior teor de carbono são os que aprc-sentam o fenônrcno corn rnaior intensidade. A Pigura 5.23 ilustia este fatopara o aço II19. ,\lguns dos aços I[ à base de tungstênio, por outro lado,

5.2. Aços para l.errarncnúas
-40
-3,o
-ào
-lr0
o
400 500
CO,MO TETPERÂDO TEIIPERATURA tI}
Figura 5.22: Variação de propriedades mecânícas do aço H21 com a temperatura derevenimento
aprcsetttatn pcqueno ou netthurn endurecimento secundário, como mostradona Figura 5.22 para o aço II21.
Algumas informaçõcs sobre as variár'eis de processamento dos tratamentostérmicos dos aços I[ são aprescntadas rra Tabela 5.1r1.
AÇOS R,,iprOOSSão aços com alto teor de elemcntos de liga usados para corte, a altas ve-
locidadcs, dc mctais muito duros. A cxpressão aço rdpido signiÍica, pois, aço decorte rápido. Cotno as altas vclocidades de corte causam fortc clevação da tcm-peratura da ponta da fcrra,menta, quc chega a atingir a cor vermelha, estes açosdelcrn rcsistir ao amaciamento a cstas tenrperatura.s, para retenção da capaci-dadc dc corte. Esta propriodadc que alguns aços apresentarn ó chamada durezaa quente (a cxpressão inglesa ó rnais específica, ao se referir à cor adquirida peloa,ço: rerl h«rdncss). Os aços rápi«los têm de possuir ainda uma boa rcsistência aodesgaste e alta dureza, para mantercm um bom gune por períodos longos.
289
C
lI
oT,a,êÍ(,(uLJ
600
500
400
T
NlrjÉ.=ô
iA IARtEt3tÍÂ tEvEÍ{toA(
z'lrlãCrÍ) CH^RPY YíAl' EsfiRLmrRe eetuírrct
(l iloooc )

290 Capítulo 5. It'Iateriais para Ferranrenúas
900
600
700
600
500
400
300
IOO 'tOO
TEUPERATURA (C}
Figura 5.23: Endurecimento seçundário do aço H19
Os prinrciros aços riipidos produzidos eram à basc dc tungstêuio, fabricadosna Inglatcrra c nos Dsta«los Unidos no final do sóculo passado. Ern 190.1 a adiçãode t% dc vanádio a um aço 18%\\r-4%Cr levou ao dcscnvolvimento do aço 18-4-1,designado Tl. Esta Iiga foi durautc muitos arros o aço rápido padrão e ainda hojeó rnuito usado. NÍais tardc, por volta dc 1912, o cobalto foi pcla prirncira vez
adicionatlo aos aços riípitlos. Toda urna sóric dc aços rápidos à basc tlc tungstôniofoi dcsenvolvida, variaurlo o turrgstônio entrc 12% e 20%, o vanádio cntrc 1% e
5%, conr o cromo em tomo ,Ja ,l%. Em algumas ligas se adicionava 5% a 12% de
cobalto para rnelhoria da dureza a qucnte.Ató o início da dócacla de 30, os prcços do tungstênio e do molibdônio eram
comparáveis c por isso o molibdônio não era muito usado nos aços rápidos.Nesta ocasião os nortc-aurcricanos descobriram grandes depósitos dc rnolibdêniono Colorado c passaram a dcscnvolver vários aços rápidos cm qllc o tungstênioera parcial ou totahncnte substituído pclo rnolibdênio. O primciro tipo a ser
desenvolvido--aço tr[l-continha 9%\Io c 1,5%\\/. N'lais tarde descnvolveu-sc o
tipo I\{2, com 6%\\/, 5%\Io c 2%. Atualmeute, nos Estados Uttidos, ccrca «lc 80%
dos aços rápidos utilizatlos são à basc dc molibdônio. Na Inglatcrra, por outrolado, mantóm-se a prefcrôttcia pelos aços à ba,sc dc tungstênio.
As Tabclas 5.15 c 5"16 aprescntam as courposiçõcs quínticas e aplicaçõcs
2tB
2tl
lt4
onE=
4;('iLÉÉ,lr, <28,lrl ()
=Nlrjgô
(A t205.c
.--'lG-'-, (A il75.C'

5.2. Aços para I'crrarnenúas 291
Tabela 5.14: Condicões de têmpera e revenimento dos aços para trabalho a quente
(tipo H)
TipoAISI
Preaqueci-mento, 'C
Austenitiza-cão,'C
Tempo à tempe-ratura de auste-nitização, min
Meio de
resfria-mento
Reven i-
mento, oC
H10H11,H12
H13
H14
H19
H27,H22H23
H24H25
H26H41, H43
H42
815
815
815
815
815
815
845
815
815
870739 a 845730 a B45
1010 a 1040
995 a 1020
995 a 1.040
1010 a 1070
1090 a 1200
1090 a 1200
7204 a 7260
1090 a 1230
1150 a 1260
1180 a 1260
1090 a 1190
7120 a 7220
15a4015a4015a402a52a52a52a52a52a52a52a52a5
AAAAA,oA,oooA,OA,O,SA,O,SA,O,5
540 a 650
540 a 650
540 a 650
540 a 650
540 a 705
595 a 675
650 a 815
565 a 650
565 a 675
565 a 675
565 a 650
565 a 650
A 0 : óleo:
típicas dos principaistêuio, c À[, à base de
S = banho de sal
aços rápiclos das duas categorias (aços T, à basc de tungs-molibdênio).
Efeitos dos elementos de liga nos aços rápidosO tungstônio e o molibdênio têm o rrresmo papcl, quc é o de coufcrir durcza a
cpentc e resistôncia ao clcsgaste. Veriíica-se quc o dcscrrpenho dc corte dos aços
rápidos aurnenta em propor'ção direta com o tcor destes elerncntos. O molibdôniopodc scr usario para substituir o tungstôuio, na proporção dc 1 para 1,6-2,0.
O cromo ó adicionaclo nos aços riipitlos quase scmprc num teor próximo de
470, corn a, finalidarle cle aumeutar a sua tempcrabilidade.O vanáclio está sempre prescnte, com ur-rl teor máximo dc 7%, chegando até
2% or 3%. O vanádio forrna carbonetos muito estár'eis, praticaurctttc insolrivcisà,s tentperaturas usuais dc austcnitização, e, desta forma, são uura barreira im-portantc ao crcscimento cle grão austenítico.
O cobalto, presente nos aços rápidos mais uobres (e mais caros), tcm o efcitode aumentar a dureza a quente. Isto é obtido, entretanto, cout ccrta pcrcla dc
tenaciclaclc. Corno já mencionado, o pror,ár'cl mecanismo respousável pcla dureza
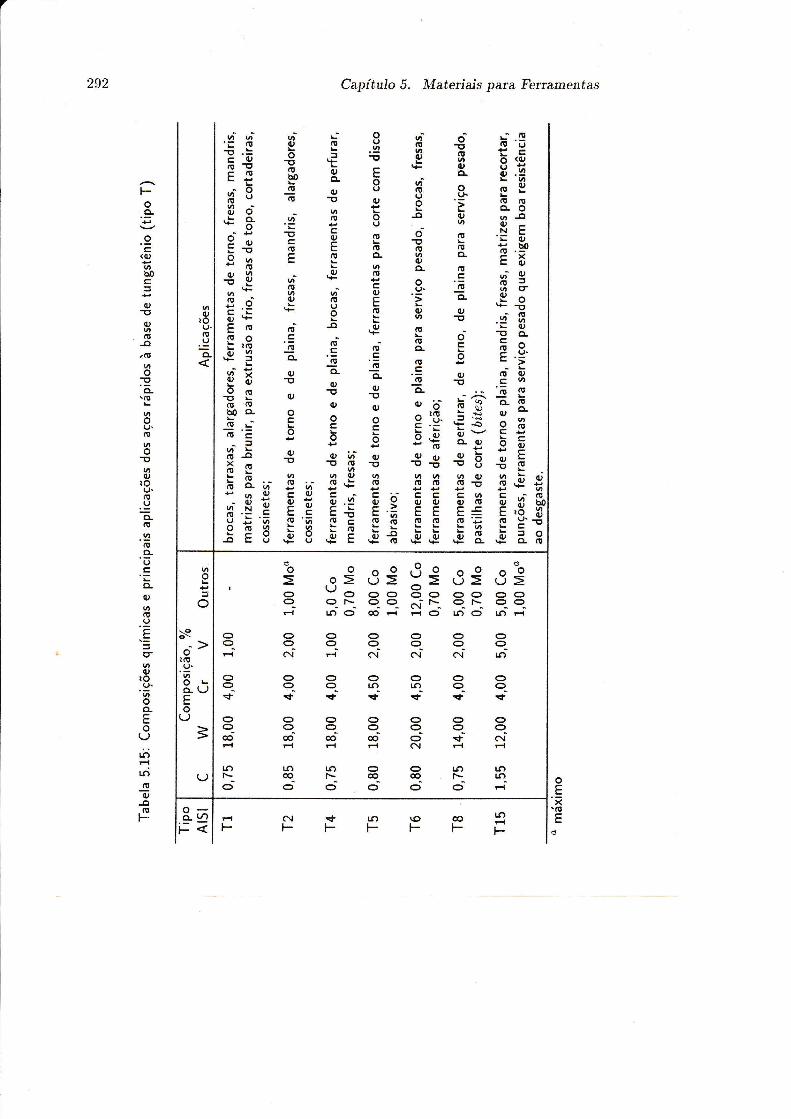
Capítulo 5. Matefiais para Penamentas292
ÉE q I § fi i EÊE'o § e € e 3qÊ E E E ; l :tfs * .s ; g :. õ;éi e E § -É i f€^.-ueã E E e € E §.E^E; E E } E i ET*c n * * s É fll;S É g E ü *o ifEí!1alle.o^'troõo c - : H g 't:o-i,8 'õ I s à = ! g.
tE -o E É í § :-ívi ç q.1 o-sô E , i E € Eg€ § q, õ € ;a { g
s.s. o 1 , 1,'B g§ f 3-ã; = E 9 E.9'ç§ o H
_1 5 e E E §* &;EE[* + +fi+ €€+E€Edlv(t[" 8,1'- i€ E §E §€ §eiUT E# Et' EE EE EE EÚEÊ; Fã FI EE EE EÊ E.g: E § Ê H e E §+ ÊÊ E I E i
râo
rO(J.G
.9o-
a,o.s
Fo.9
.9<(u
vtb0
P
()ElU0l!§
.QtâoPô-
rl!
6o(J.(!lâo
!ttloroU.(!
.gE.(\,
.9ô,o-'ü'=o-olr,o(,,
qtâolo().'aoaEoUliiF{
rr;rclU
-o(!F
oE'iE
d
ôt=ftrll(>cou?FFFFFFt-{F
tâoP
o\oê\o
r«,.g'qOLo- (,EoU
=
U
to o ^ o ,9 o ^ o ^oo= ,o= ü>:= ü> ü=o vo oo oo oo ooo- o_\ o-o_ ôi\ o_\ o^o-t-{ lÍ)O @Fr FIO lí)O lí)'-l
<)ôoc>ooooooooôi .j c.i c.i ôi rri
ooooooo- o_ lrr- úr_ o- (>-!f=l-f!+r+r+
[email protected]{ r-.1 r-t ôl F.i t-{
rfrlr)00lr)l.r)oq \ @_ co_ \ r,-OOOOOT{
oo^r-{
oo+oo€F{
lf)t\o

2935.2. Aços paru.l,erramenúas
1âtU!oE'õtaoI
b
uiS(!q)9T'oo-oE
lU!o(!coEoIt)
dEoq)
Etl'(!
oEl!
[)
ui(RU)q)
ui(!x(!(!
ã t.Êí. ã[*u §$ir{
iiiittigãlEÊs[iÉi=Êi*;*gEegiÉ*iI itg tgã; ; Êi ; ʧ [;
i*liliiÊgIff IÍitl*
lt,o
tU
E(!
vio.Ou.C=êuitU
o.Eob0
sG
ui(!ttU
l^t!x(!(!
ui(!uo
-.o
ttoro().(!
.9
oÀ
.9E
<oE
=õE(u
'rJo0N
-o.t9
to
=CL
6oíJ.(E
vto
=tlãrU
rO(J'í!
.9(!
.9l!o-u
'=o-(u
t,(!.9E
q0o.o6oÀEoUôt-lú;(\,(u
-o(!F
t-{ ^trlC\lrr*@&oF<
ttlo
=o
U
o
U
o
=:= , =3 =3oolt) oo ooo-ôi\ o-o- \o-+r{"{FIlÍ)F{@
ooooorrr- o- o- ry ryÔ,1 Ôl t-{ F{
olôootí)OF-OOl-+coç+cooooooq\o-qÚ)_rí)aoóoor
ooooT o cl«n @ o T @ olg -i ii o -i 3 d d<i ci
= = E=o o ooo o ao,o \o \o .d
o o ooo l.í) rr)oc.i c.i c., i
o o ooo o Õo+ + -r:.+
o o ooo^ rrr- tr)- lr)-rí) Ln lr)tí)
=o\
oryll
oo+oO.Ot
lJ)oqo

Capítulo 5. Mateúais para Fercamentas294
ôdru-o l0t 6ô9'(!.-cUc=o
JL(u!--ov q.,
I êx'32í!;Eoi(!o!E Og Hd ^-o LÊí!G-E És Eo o_.* S Fr
= a.r] , <r
I Es re B.: *.9 E .o
E €E Ê :E qo § hLvLLLíE(!O,fUo^\-i ãi4 Iho-oriü: Io ü E'
õ#-i U.E õ HÉ '=gx ÊP ilE Ü E*,rB
õ-U *.0 E
Í E [; .-€ HÍ!.=ôr!'=Lo9úoYl-E s E: qÊ
=Hi E;2- í!ü; í!!! ü!! c!:§ Êé :8
=
tttq.,
lO(J'(E
.(J
2o
P
o()
=o.s
.9<(u!€õEo
!oql!
-o,(!qo'a
6ou.(!vlo
Ett,q,
loU.(!
.9E-(!
,9(!.+U
.Eo-(t,tl{!
.uEfE
rurO.9'qoo-Eo(J
.ôÊ-.|
rr;l!T-o(!F
r-.+r-{ ôl cO+r+.+
r+co
oo
o
U
o
U
\êo\
oIíE.(J.0oo-Eo
=3 =ú =.3 =ú =3 =: =3 =ú9Ç) Ç)O lr)o oo Loro lôí) oo oo\o_ qo^ \o- ,rt_<>- F--ôl ôt;' q"ô- qqFi@ \O@ @lr, FtcO ôl@ ú)Fl C\,t@ F{lr)
ooolrrC)olotí)r<OOFt@Oôlc.l c.i cri -i -i c.i co -irÍ)olr)lr)lr)lÍ)orí)\o_ô{\\ô1o^\cÍ)<f+(Y)cô+r+(f)
oorrooorrolí) O l.- lf, O Lô C! ll,)€rrcodco\o@o,
olí)ooolôlr)0Or @ t-{ Ft ôl F{ (\t r-{oo-ij'-<-ijj

Aços para -F'erra.mel úas
a quente ó o retardamelto do coalescimento dos carbonetos.O carbono, evidentemente, é o responsável direto pela resistência ao desgaste
e pela alta durcza a quente, através da formação de carbonetos complexos. Os
teores usuais de carbono variam entre 0,70% e7,50%, com cerca de 30% (destes
valores) dissolvidos na matriz.Os efeitos tlc outros elernentos, geralmente presentes ern teotes baixos ou
mesmo residuais, cstão rcsurnidos na Tabela 5.17.
Tabela 5.17: Efeitos de elementos presentes nos aços rápidos em teores baixos ou
resid uais
Elemento Efeitos
295
5ilício e
M anganês
N íquel
Alumínio
Tântalo
Nióbio
Titânio
N itrogênio
Selênio
Teores em torno de 0,35%. Teores mais altos fa-vorecem trincamento durante tratamento térmico.
Limitado a 1% ou 2%. Acima de 2%, tende a es-
tabilizar a austenita. Favorece a descarbonetação.
Adicionado até t% para substituir W e Mo, mas
há risco de formação de alumina.
Aumenta a dureza a quente. Acima de 6% tornao aço pouco temperável pela formação de car-
bonetos estáveis. Aumenta o endurecimento se-
cundário e eleva para 650oC a temperatura do pico
de dureza.
Aumenta o efeito de endurecimento secundário.
Adicionado para refino de grão e melhoria da
ten acid ade.
Teor em torno de 0,035% para melhorar a dureza a
quente e inibir o crescimento de grão austenítico.
Adicionado para melhoria da usinabilidade.
Tratamentos tórnricos tlos aços rápidos
o Alivio de tensões - os aços rápidos são de clifícil usinagctn, ocorrencloo aparecirnento rle tensões residuais relativamente altas, eur cspecial após
296 Capítulo 5. Materiais para Ferrantentas
usinagen pesada. .,\ ferramenta deve entãn ser submetida a um recozimentocrítico na faixa 680'C-700'C (para apresentar maior estabilidade dimen-sional quando for austenitizarla para têmpera). Após resfriamento lento aferramenta rcceberá a usinagem de acabamento (retífica). o recozimentodeve ser feito sob atmosfera protetora ou em banho de sal. Pelo seu custoelevado, o proccsso ó aplicado apenas em ferramentas complexas cm quealta estabilirlaclc dimensional é exigida.
Austenitização - os aços rápidos exigem um controle muito preciso dafaixa de temperatura de austenitização, para assegurar a proporção corrretaentre carbonetos dissolvitlos e não dissolvidos, bem como o tcor correto decarbono na austcnita,.
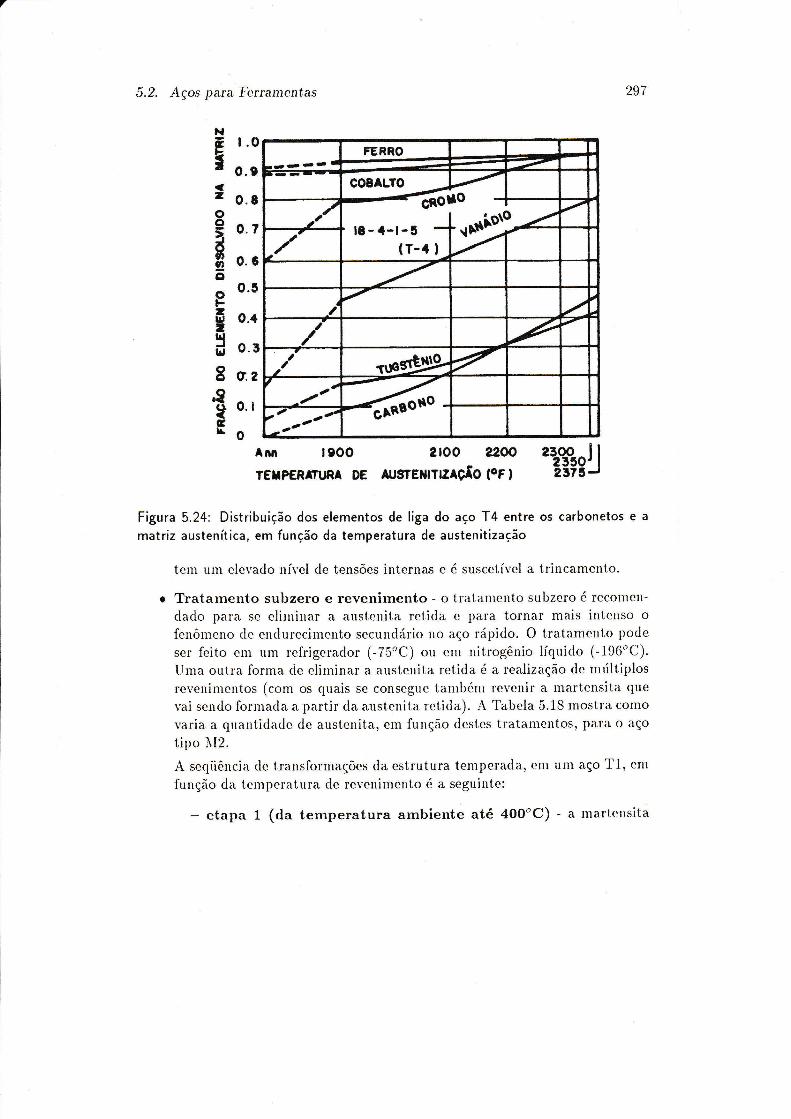
Como os aços-rá1liclos (tanto os aços [I corno os aços T) possuem baixacondutividade tórntica, clevettt ser aquecidos lentameutc, sofreudo inicial-mentc um pró-aquccinrento na faixa 750oC-850'C. As fajxas de tempera-tura tlc austcnitização usuais para os a,ços N{ c T são, respectivamentc,1170"c-7240'c c 1250'c-1290oc. Acirna de .r\r corneça a dissolução doscarbonctos (principalmcutc do tipo NI23C6, ricos em cromo). Após urnpequeno encharquc a 1100oC, a ferramenta é levada rapidamente à tem-peratura final tlc austcnitização espccificada c a.í mantida o rncuor tempopossívcl (cottrpatír'el com a nccessária dissolução de carbonetos) para mini-mizar o crescirncuto de grão c possír'cl fusão incipiente. A distribuição doselcmentos dc liga cntre os carbonctos e a matriz austenítica, para o aço T4(de composição análoga ao T1, mais 5%Co), em função da temperatura deaustcnitização, é mostracla na Figura 5.24.
Têmpera - os aços rápidos sáo muito tcrnperár'eis, como ilustrado naFigura 5.25 para os aços 1\[l e T1, podendo scr temperados ao ar ou emóleo.
Todos os aços rápitlos podern ser temperados pclo processo de martôrnpera.Coutudo, a permanôncia da ferramenta em um banho de sal a 550'C apre-senta problctnas clc scgurança, especiahneute pelo alto conteúdo calórico daferramenta, austcnitizada a ternperaturas muito altas. Para cvitar isso, écomum o uso da tônrpera iuterronrpida. A ferramenta é rctirada do forno e
mantida a.o ar clurantc um certo tempo (o suficicnte para, que a ferra.meutaperca o bril]ro causaclo pcla alta temperatura) c a seguir resfriacla em óleo.Após tôrnpera, A uricroestrutura é formada de uma matriz rnaltensítica al-tamerrte ligada, 15% a 30% de austenita retida e uma certa porcentagcmde carbonctos (5% a 70% no caso do aço T1). Nesta condição, a estrutura
5.2. Aços p a.ra, Ferramentas
NÉ, t.0I o.g
297
z 0.8o3 o.7
il o.tCI
o o'ãFü o.{rtlld 0.3
I o.z
€ o,ELo
--- a
FERRO
-'%ira-.1-r-5 -"1
tr-. t I
-,""-lro +-./ a
./'//
.,
4/a,, Íúdry9 v
/' k«'1"-tnAÍn leoo 2loo 2i2oD ..TooJ
ITErp€RlrrnA DE At gÍEt{tnzrçio Pr ) ãÚ7á-l
Figura 5.24: Distribuição dos elementos de liga do aço T4 entre os carbonetos e amatriz austenítica, em função da temperatura de austenitização
tem urn clcvado nír'el de tensões internas e é suscctível a trincamento.
o Tratamento subzero e revenirnento - o tratamento subzero ó reconten-
dado para sc cliruinar a austenita retida e para tornar mais intenso o
fenômeno cle endurecimcuto sccundário no aço rápido. O tratameuto pode
ser feito cm unl rcfrigcrador (-75'C) ou cnr nitrogênio líquitlo (-196'C).Uma outra forma de clirninar a austenita retida é a realizaqão de múrltiplos
revenimentos (com os quais sc conseguc também rcvenir a martensita que
vai sendo formada a partir da austenita retida). A Tabela 5.18 mostra como
varia a qrrantidadc de austcnita, em fuução destes tratamcntos, para o aço
tipo \I2.A scqiiôncia de transformações daestrutura temperada,, erl ulll aço T1, cm
função d:l tcnrperatura de revenimento é a seguinte:
- etapa 1 (da temperatura ambiente até 400'C) - a marteusita
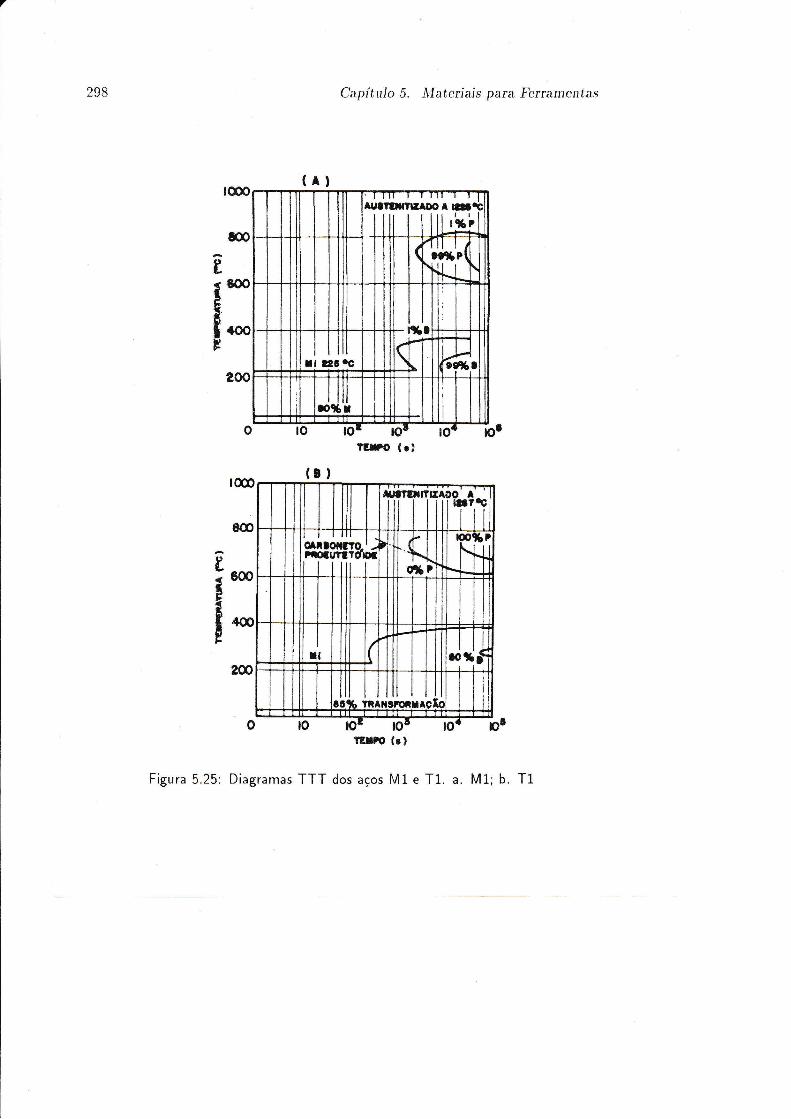
298 Capítulo 5. Iúateriais para Ferramcntas
Figura 5.25: Diagramas TTT dos aços Mle T1. a. M1; b. T1
rm
§
tootIÉ
ÍÊ
e
Í
?::Iro 1.,
llri0 (r)

5.2. Aços para -l'erramentas
Tabela 5.18: Austenita retida no aço M2,óleo e submetido a revenimentos múltiplos
austenitizado a 1215'C, temperadoa 565'C (2,5 horas/ciclo)
Austenita retida (% em volumeom tratamento subzero após
têmpera e após cada revenimento14,9
4,02,34,12,5
299
Ciclos de
revenimentocomo temperado
1
2
3
4
pcrde gradualmcntc sua tetragonalidade, passando à cstrutura cúbica,pcla plecipittrção progressiva de carboneto ( hexa,gonal. Estc car-boucto cvcntualmcute se dissolve e é substituído por ccrnentita, nafaixa clc 300'C-400'C;
etapa 2 (400'C-570'C) - nesta etapa ocorre urna parcial redis-solrrção da cernentita c formação do carboneto I\{2C, provocando o
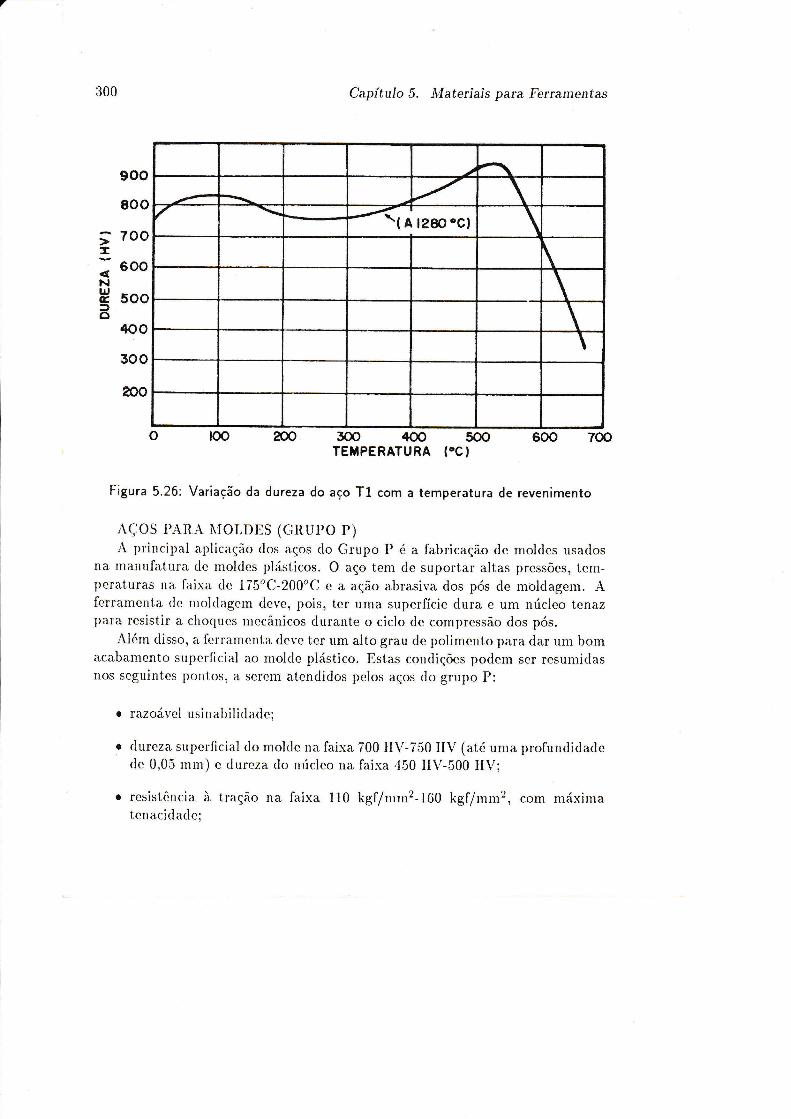
endurccirncnto secundário (Figura 5.26).
etapa 3 (570'C-620'C) - ao resfriar o aço a partir da temperaturadc revenimento (por cxemplo, 570'C) a estrutura será fornada de car-bonctos, martensita revenida, marteusita (recém-formada) e austenitarctida. t\ nova martcnsita se originou da austenita retirla, tornadanlcnos estável pela precipitaqão de carbonetos. É claro, pois, que utnúnico rcveniurento cleixa o aEo em uma condiçã,o instávci, devicla ànrartcusita uão rcvenida e austenita retida restantc. Por esta tazão,urr-r scgrrnrlo revenirnento é necessário, para revenir a llova martcusita.Em algrrns aços rápidos se realizam três ou quatro revenimcutos.
etapa 4 (acima de 620'C) - ncstas tempcratura,s ocorre a dissoltiçãodc N'I2C e FcaC, coln a formação de NI6C e N'{z:Co c seu subseqiientecoalcsciurento, rcsultando em pcrda rápida cie dureza na faixa, 620'C-650'C (ver Figura 5.26).
As principais condiçõcs dc proccssamento dos tratamcntos térmicos dos aços
rápiclos são aprcscutadas na Tabcla 5.19.
em tratamentosu b-zero
25,2
3,3
6,3
1,9
3,8
300 Capítulo 5. Itla.teriais para Fenantenta.s
900 L\
\( e rz8o "c) \
\
\\\\
800
o too 200 300 400 500 600 700TEUPERATURA ("CI
Figura 5.26: Variacão da dureza do aco T1 com a temperatura de revenimento
AÇOS P:\R;\ LIOLDtrS (GRUPO P)A principal aplicação dos aços do Grupo P é a fabricação de moldcs usados
ua mattufatura dc moldes plásticos. O aço tem de suportar altas pressõcs, tcm-peraturas na faixa clc i75'C-200'C e a ação abra,siva dos pós de moldagern. Aferrarnenta dc moidagcrn deve, pois, tcr uma supcrfÍcie dura e um núclco tenazpara resistir a choques mecânicos durante o ciclo de compressão dos pós.
Alóm disso, a fertatncttta deve tcr um alto grau de polimento para dar um bomacabamcnto supcrficial ao moldc plástico. Estas condiçõcs podem ser resuuridasuos scguintes pontos, a sercm atcndidos pelos aços do grupo P:
r razoávcl usinabilidacle;
r dureza supcrficial do rnoldc na faixa 700 IIV-750 IIV (ató uma profundidadede 0,05 rnnr) c <lurcza do núclco na faixa 450 ItV-500 IIV;
o rcsistôncia à tração na faixa 110 kgf/mrn2-160 kgf/rnrn2, corn máximatcnacidadc;
t 7ooI
] eooNH soo5o
400
300
NO

Tabela 5.19: Condições de têmpera e revenimento dos aços rápidos*
Preaqueci-mento, oC
Austenitiza-
735 a 845
730 a 845
730 a 845
790730 a 845730 a B45730 a 845
730 a 845
730 a 845
730 a 845730 a 845
815 a 870
815 a 870
815 a 870
1177 a L2191190 a 1230
1200 a 1230
1180 a 12001220 a L25O
1190 a 12201190 a 1210
1190 a 1220
1200 a 1230
1190 a 1220
1180 a 1200
1260 a 1300
1270 a 1300
1200 a 1260
O,A,SO,A,SO,A,S
O,A,SO,A,SO,A,SO,A,SO,A,SO,A,SO,A,SO,A,SO,A,SO,A,SO,A,S
5.2. Aços para Ferrantcntas
TipoAISI
301
M1,M7,M10M2
M3,M4,M30,M33,M34
M6M36M41M42M43M44M46M47
T1,T2,T4,T8T5,T6T15
540 a540 a 595ô
540 a 595ô
540 a 595à
540 a 595ó
540 a 595"510 a 595"
510 a 595"540 a 625"525 a 565"525 a 595"540 a 595b
540 a 595b
540 a 650"tempo de austenrtrzação em os casos e a 5 mrnutos;
óleo; A = ar; S : banho de sal. à Recomenda-se revenimento duplo, compermanência de no mínimo th à temperatura, em cada ciclo. " Recomenda-serevenimento triplo, com permanência de no mínimo th à temperatura, em cada
ciclo.
o baixa distorção na têmpera.
As composiçõcs quíniicas dos principais aços do Grupo P atuahnet)tc em uso
são aprescntadas na Tabela 5.20.Os aços P são aqos dc baixo teor de carbono com teores baixos de elemeutos
de liga, principalrrlcntc cromo, níqucl e molibdônio. A ternperabilidade dos aços
do grnpo varia entrc baixa, como a do a.ço P2 até alta, como no aço P4, quc sc
tempera ao ar.
Tratamcntos tómricos dos a.ços para moldes
r Recozimento - conro os moldes são obtidos por usiuagem (fresagern), é
302 Capítulo 5. Materiais para, Ferramentas
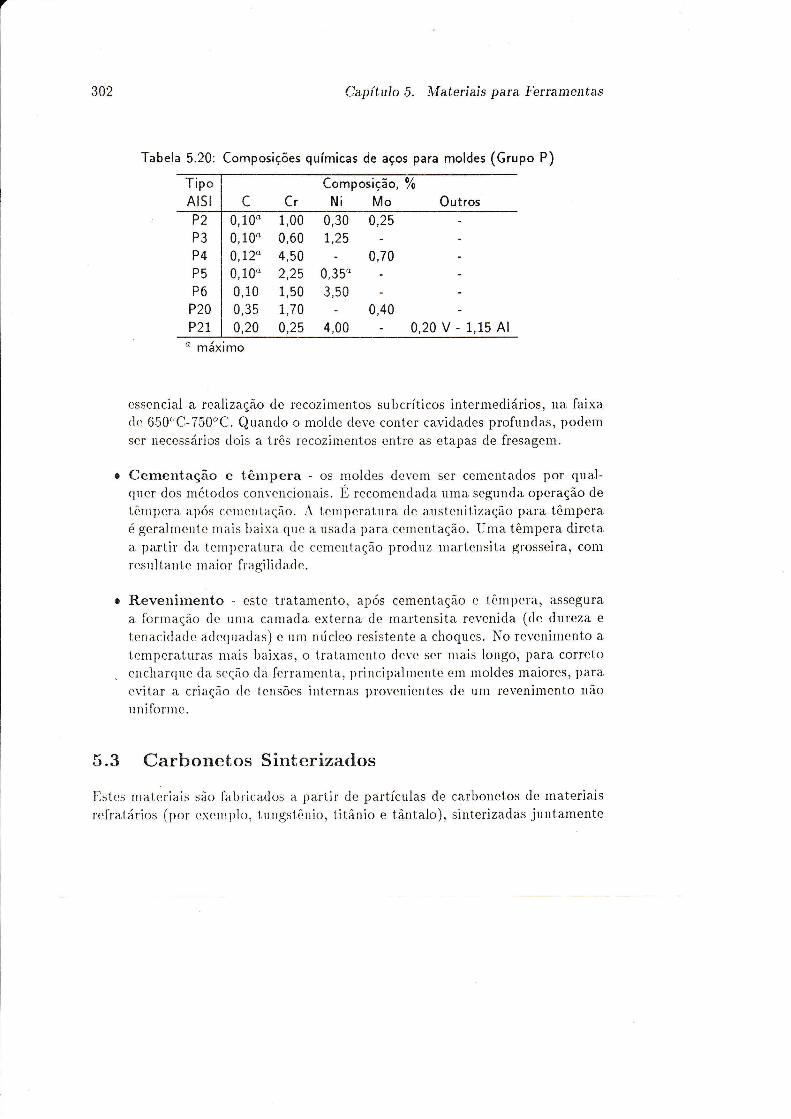
Tabela 5.20: Composições químicas de aços para moldes (Grupo P)
TipoAISI
P2
P3
P4P5
P6
P2A
P27
3,50
4,00
Cr
Composição, %Ni Mo Outros
0,10" 1,00
0,10., 0,600,12 4,500,100 2,25
0,10 1,50
0,35 7,70
0,20 0,25 0,20v-1,1541
esscncial a realização de rccozirneutos subcríticos interrnecliários, na faixade 650oC-750'C. Quando o noldc devc contcr cavidades profundas, podemser neccssários clois a trôs recozirncntos cntrc as etapas de fresagem.
Cementação e têmpera - os moldes der.cm ser cementados por qual-qucr clos mótodos convcncionais. É recomendada uma segunda operação de
tômpera após ccmcntação. A temperatura dc austenitização para têmperaé gcralmentc rnais baixa que a usada para cementação. Uma têmpera diretaa partir cla tcnrpcratura de cementação produz martensita grosseira, comrcsultante rnaior fragilidade.
Revenirnento - estc tratamento, após cementação e têmpera, assegura
a forrnação dc urna carnada externa de martensita revcnida (de dureza e
tenacidacle adequaclas) c um nriclco resistente a choques. No rcveuimento a
tcmperaturas nrais baixas, o tratarnento deve scr mais longo, para corretocucharcluc da scção tla, ferramenta, principahnentc em molclcs ntaiores, paracvitar a criação clc tcnsões interna,s provenientes de um revenirneuto nãouniforrne.
5.3 Carbonetos Sinterizados
Estes materiais são fabricados a partir clc partículas de carbonetos de materiaisrefratários (por exeurpio, tungstênio, titânio e tântalo), sinterizadas juutamente
o máximo