Cof03 0553
11
PROJETO E CONSTRUÇÃO DE UMA MESA DE COORDENADAS PARA SOLDAGEM Marden Ambrósio Fagundes Faculdade de Engenharia Elétrica da Universidade Federal de Uberlândia–MG Email: [email protected] Louriel Oliveira Vilarinho Faculdade de Engenharia Mecânica da Universidade Federal de Uberlândia–MG Email: [email protected] Américo Scotti Faculdade de Engenharia Mecânica da Universidade Federal de Uberlândia–MG Email: [email protected] Resumo. Soldagens com precisão de peças de formas complexas demandam a total automação do processo, desde o movimento de translação da tocha até o de oscilação da mesma. Torna-se, então, uma aplicação típica para a robótica. Entretanto, quando estas operações de soldagem são em pequeno número de série, os custos e o tempo de preparação de um robô fazem esta opção inviável. Uma solução proposta seria a de uma mesa de coordenadas, de fácil preparação e menor custo. Neste trabalho são apresentados o projeto e desenvolvimento de uma mesa de coordenadas, composta de uma estrutura metálica, onde repousam guias que permitem a movimentação da tocha em dois eixos ortogonais entre si (eixos X e Y) e também em um terceiro eixo (eixo T) para permitir que ocorra a tecimento (zig-zag), ou seja, movimento pendular da tocha. O comando da mesa é feito através de um programa computacional executável em computadores PC, com o qual o usuário informa parâmetros como, velocidade e curso de deslocamento, amplitude e freqüência de tecimento e tempo de parada lateral. Pode-se percorrer qualquer trajetória, inclusive curvas, em velocidade constante sobre um plano, o que possibilita traçar desde retas simples até figuras complexas. O programa ainda se autocalibra em função da velocidade do processamento do computador, tornando o sistema mais versátil. Esta mesa foi avaliada, demonstrando facilitar e agilizar a preparação do equipamento para realizar as soldagens em relação a uma mesma operação realizada por robôs. Palavras-chave: Soldagem, automação, controle. 1. INTRODUÇÃO Tanto a pesquisa básica, como a aplicada, muitas vezes, demandam condições laboratoriais que se assemelham com as condições no chão de fábrica. Exemplos típicos de pesquisa aplicada seriam os desenvolvimentos na área da fabricação soldada, os quais revelam a importância e necessidade de um sistema automatizado para dar suporte aos testes laboratoriais. Um robô seria o ideal por ter uma versatilidade e precisão muito grande quanto ao posicionamento da peça, possibilidades de trajetórias e controle de velocidade de deslocamento, além de ainda permitir programar os parâmetros de soldagem durante a execução da tarefa. Porém, quando as tarefas não são largamente
-
Upload
sandro-sena -
Category
Engineering
-
view
47 -
download
0
Transcript of Cof03 0553

PROJETO E CONSTRUÇÃO DE UMA MESA DE COORDENADAS PARA SOLDAGEM
Marden Ambrósio Fagundes Faculdade de Engenharia Elétrica da Universidade Federal de Uberlândia–MG Email: [email protected] Louriel Oliveira Vilarinho Faculdade de Engenharia Mecânica da Universidade Federal de Uberlândia–MG Email: [email protected] Américo Scotti Faculdade de Engenharia Mecânica da Universidade Federal de Uberlândia–MG Email: [email protected] Resumo. Soldagens com precisão de peças de formas complexas demandam a total automação do processo, desde o movimento de translação da tocha até o de oscilação da mesma. Torna-se, então, uma aplicação típica para a robótica. Entretanto, quando estas operações de soldagem são em pequeno número de série, os custos e o tempo de preparação de um robô fazem esta opção inviável. Uma solução proposta seria a de uma mesa de coordenadas, de fácil preparação e menor custo. Neste trabalho são apresentados o projeto e desenvolvimento de uma mesa de coordenadas, composta de uma estrutura metálica, onde repousam guias que permitem a movimentação da tocha em dois eixos ortogonais entre si (eixos X e Y) e também em um terceiro eixo (eixo T) para permitir que ocorra a tecimento (zig-zag), ou seja, movimento pendular da tocha. O comando da mesa é feito através de um programa computacional executável em computadores PC, com o qual o usuário informa parâmetros como, velocidade e curso de deslocamento, amplitude e freqüência de tecimento e tempo de parada lateral. Pode-se percorrer qualquer trajetória, inclusive curvas, em velocidade constante sobre um plano, o que possibilita traçar desde retas simples até figuras complexas. O programa ainda se autocalibra em função da velocidade do processamento do computador, tornando o sistema mais versátil. Esta mesa foi avaliada, demonstrando facilitar e agilizar a preparação do equipamento para realizar as soldagens em relação a uma mesma operação realizada por robôs. Palavras-chave: Soldagem, automação, controle. 1. INTRODUÇÃO
Tanto a pesquisa básica, como a aplicada, muitas vezes, demandam condições laboratoriais que se assemelham com as condições no chão de fábrica. Exemplos típicos de pesquisa aplicada seriam os desenvolvimentos na área da fabricação soldada, os quais revelam a importância e necessidade de um sistema automatizado para dar suporte aos testes laboratoriais. Um robô seria o ideal por ter uma versatilidade e precisão muito grande quanto ao posicionamento da peça, possibilidades de trajetórias e controle de velocidade de deslocamento, além de ainda permitir programar os parâmetros de soldagem durante a execução da tarefa. Porém, quando as tarefas não são largamente

repetitivas (corpos de prova são exemplos típicos), os robôs tornam-se inviáveis, pois demandam tempo e mão de obra especializada para configurá-los para cada tipo diferente de tarefa, não produzindo com o desempenho esperado de um alto investimento.
Uma opção mais simples para este tipo de automação, sobretudo quando os movimentos podem ser feitos, ou simulados, com um grau menor de liberdade, seria movimentadores linear de tocha, cujas configurações são extremamente fáceis e rápidas, mesmo que as custas de uma menor precisão. Porém, normalmente, executam percursos apenas lineares e só em poucos casos fazem tecimento com a tocha de soldagem. Com isso, surgem outros problemas. Por exemplo, se a linha de centro da junta não for linear, torna-se impossível realizar as soldagens, ou ainda, mesmo havendo uma linha de centro de solda linear, fica difícil alinhar com precisão a junta do corpo de prova relativamente ao eixo do movimento. Uma solução intermediária, de melhor relação custo/benefício, seria procurar um sistema mais versátil que aliasse as vantagens do robô com a praticidade dos movimentadores de tocha.
O Laboratório para Desenvolvimento de Processos de Soldagem – LAPROSOLDA da Universidade Federal de Uberlândia, com base nas necessidades expostas anteriormente, iniciou em 1995 sua linha de pesquisa e desenvolvimento de dispositivos automatizados, tendo como resultado, no mesmo ano, o primeiro protótipo de equipamento, para operações de soldagem e corte no plano X-Y (Sanches, 1995). Em 1996, dando continuidade ao desenvolvimento, um segundo protótipo, o qual incluiu também o eixo Z para controle de comprimento do arco, foi projetado e construído (Sanches, 1996). Nos anos seguintes, novos aprimoramentos (Vilela, 1998a, Vilela, 1998b, Vilela, 1999a, Vilela, 1999b, e Vilela et al., 1999) foram implementados, até se chegar ao protótipo final (SOLDAMATIC XYZ), ora em uso no LAPROSOLDA. Três limitações ainda persistem neste último protótipo, a saber, falta de robustez mecânica, impossibilidade de tecimento e interface com usuário pouco amigável. A necessidade de tornar estes desenvolvimentos tecnicamente mais robustos e versáteis foi, desta forma, a proposta do presente trabalho, resultando no SOLDAMATIC XY-T (Fagundes, 2002a, Fagundes, 2002b). 2. MESA DE COORDENADAS SOLDAMATIC XY-T
O novo projeto de elaboração de uma mesa de coordenadas com eixos X-Y recebeu a denominação de mesa de coordenadas SOLDAMATIC XY-T. Esta mesa é composta de uma estrutura metálica onde repousam guias que permitem a movimentação do cursor em dois eixos ortogonais (eixos X e Y) e também no terceiro eixo (eixo T), para permitir que ocorra o tecimento, ou seja, movimento pendular da tocha (Figuras 1 e 2).
Figura 1. SOLDAMATIC XY-T Figura 2. Estrutura metálica da mesa 2.1. Visão Geral do Sistema
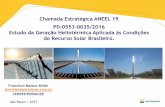
O sistema completo de controle da mesa de coordenadas SOLDAMATIC XY-T é constituído dos blocos básicos interligados conforme esquema apresentado na figura 3. Três motores de passo são usados, cada um acoplado ao seu respectivo eixo. Cada motor de passo é acionado por uma

fonte de potência controlada (denominada drive), as quais são energizadas por fontes de alimentação/potência (denominadas apenas fonte) e operadas todas por um mesmo microcomputador (denominado PC). O PC envia sinais através da porta paralela (LPT) para poder controlar os drives corretamente e, conseqüentemente, os motores e os movimentos do cursor da mesa.
Figura 3. Esquema da interligação entre os diversos componentes elétricos básicos do sistema SOLDAMATIC XY-T
2.2. Descrição dos Blocos Básicos 2.2.1. Comando e Proteção
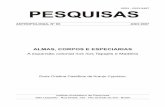
O circuito de comando, embutido no quadro de comando, possui botões de liga, desliga e desliga de emergência conforme esquema da figura 4. Nos dois extremos físicos de cada eixo da mesa estão os limitadores de curso que acionam as chaves de fim de curso, caso o cursor da mesa mova-se para fora dos limites físicos. O circuito de proteção, também mostrado na figura 4, é constituído pelo disjuntor e o contator.
Figura 4. Circuito de comando e proteção do sistema SOLDAMATIC XY-T - b0: botão desliga de emergência; b1: botão desliga; b2: botão liga; c0, c1: chaves fim de curso para os eixos X e Y; Lp1:
lâmpada de sinalização; C1: contator; D1: disjuntor; 2.2.2. Fontes
As fontes de alimentação dos drives são do tipo linear e isolada de corrente contínua, com entrada 110/127 VCA e saída de 110 VCC para até 4 Ampères. 2.2.3. Drives
Os sinais de controle dos drives são provenientes da porta paralela do PC (LPT). Porém, eles

passam por uma amplificação através do buffer (7407) da placa de interface, antes de chegar aos drives. O diagrama elétrico da placa de interface é mostrado na figura 5. Ela também alimenta os ventiladores de refrigeração da caixa de comando com 12 V. Os dois sinais de controle para cada drive são os seguintes (acompanhe pelas Figuras 5 e 6):
CLOCK: se ocorrer uma variação de BAIXO para ALTO, borda de subida, o drive faz com que o motor dê um passo no sentido previsto pelo estado do sinal de SENTIDO. Se o DRIVE não receber sinal de CLOCK, o motor mantém-se travado (seus enrolamentos energizados com 60% da corrente total).
Figura 5. Diagrama elétrico da placa de interface entre computador e os drives
Figura 6. Esquema de ligação e pinagem do conector do drive
SENTIDO: se ALTO, configura o drive para que o motor rotacione em determinado sentido
quando receber sinal de CLOCK. Se BAIXO, configura em sentido contrário ao do comando ALTO.
Os drives usados requerem um nível de tensão de 5 V para os sinais de controle e alimentação de 80 a 140 VCC para consumo próprio e fornecimento de potência aos motores. Estes últimos estão configurados para operar a 2000 passos por revolução (volta completa) no modo de micropasso, dando uma resolução de 0,18 graus por passo para os eixos X e Y. Para o eixo T, a configuração é de 4000 passos por revolução, dando uma resolução de 0,09 graus por passo. Cada drive possui em sua parte frontal um conector de 32 pinos, onde são feitas as ligações, como também mostrado na figura 6.
A ligação entre a fonte e o drive é feita utilizado-se um par de fios trançados com no máximo 0,5 m de comprimento. Já a conexão com o motor é feita através de um cabo de três fios mais blindagem opcional (isto aumenta a imunidade a ruídos, bem como diminui a emissão de ruídos pelos cabos). As conexões de terra devem ser feitas para aumentar ainda mais a imunidade a ruídos (ver Figura 7). Nas conexões fonte e terra do drive deve-se sempre ligar todos os pinos que estão indicados para garantir fluxo suficiente de corrente.

2.2.4. Motores
Os motores usados dos eixos X e Y possuem torque de 4 Nm e passo de 1,8 graus e o motor do eixo T, torque de 2 Nm e passo de 1,8 graus. A figura 8 mostra como deve ser feita a conexão dos fios coloridos dos motores de passo, para formar as fases U, V e W, para posterior conexão com os drives.
Figura 7. Esquema da blindagem de cabos sugerida
Figura 8. Conexão dos fios coloridos dos motores de passo, para formar as fases U, V e W, para posterior conexão com os drives.
3. PROGRAMA DE CONTROLE 3.1. Descrição do Programa O programa foi desenvolvido para ser executado no sistema operacional DOS, em modo real e utilizando porta paralela no modo SPP, com endereço 378 em hexadecimal. Através dele, o usuário informa parâmetros como velocidade de deslocamento (em milímetros por segundo) e curso de deslocamento através de pontos definidos por coordenadas (em milímetros). Desta forma, pode-se percorrer qualquer trajetória, inclusive curvas, em velocidade constante sobre um plano. Ele possibilita comandar a mesa para traçar desde retas simples até figuras complexas, pela simples inserção de pontos e sem nenhuma programação de interpolação ou lei de formação de retas ou curvas. (Fagundes, 2002a, Fagundes 2002b). A inserção de parâmetros se dá de duas maneiras:
• dentro do programa por teclado (inclusive por ensinamento), através da Tela Mover/Adicionar; e
• por leitura de arquivo texto, contendo os parâmetros, através da Tela Editar Processo.

Como todos arquivos lidos por este programa estão em formato de TEXTO simples, eles podem ser criados e modificados por qualquer editor de texto. Isto é muito útil, principalmente, para os arquivos de processo, pois estes contêm os parâmetros como velocidade, pontos, etc. da trajetória a ser percorrida. Com isso, programas de desenho capazes de gerar pontos de coordenadas, a partir de figuras feitas pelo usuário, podem gerar os pontos para os arquivos de processos ou até os próprios arquivos de processo. O programa pode ser utilizado também para realizar soldagem em zig-zag, comumente chamado de tecimento, pelo uso do terceiro motor. Neste caso, informa-se também ao programa a amplitude do tecimento em graus, a freqüência de tecimento em Hertz e tempo de parada lateral em segundos. Estes parâmetros também ficam contidos no mesmo arquivo dos parâmetros anteriores. Da maneira como o programa foi feito, pode-se adaptá-lo a outra mesa que venha a ser futuramente construída, independente do número de eixos (limitado apenas pela capacidade da porta paralela do PC, que também pode ser contornado pela construção de um dispositivo que expanda a capacidade da mesma).
3.2. Estrutura do Programa 3.2.1. Menus e Telas do Programa Apesar da interface do programa ser feita totalmente em modo texto, ela possui menus e telas
para facilitar o uso. O menu principal é ilustrado pela figura 9, enquanto a figura 10 apresenta um fluxograma simplificado do programa.
Figura 9. Menu principal do programa da SOLDAMATIC XY-T
Segue abaixo uma breve descrição de todos os menus e telas do programa:
TELA APRESENTAÇÃO (Mostra informações sobre o programa) MENU PRINCIPAL OPERAR (Vai para o Menu Operar) EDITAR INICIO (Vai para a Tela Inicio) EDITAR CONFIGURAÇÃO (Vai para a Tela Configuração) EDITAR PROCESSO (Vai para a Tela Processo) SAIR (Sai do Programa) MENU OPERAR EXECUTAR (Vai para o Menu Executar Modo01) MOVER/ADICIONAR (Vai para a Tela Mover/Adicionar) VOLTAR (Volta ao Menu Principal)

MENU EXECUTAR MODO01 EXECUTAR AGORA (Vai para a Tela Executando e depois vai para o Menu Executar Modo02) VOLTAR (Volta ao Menu Operar)
Figura 10. Diagrama simplificado do fluxo do programa.

MENU EXECUTAR MODO02 REPETIR A PARTIR DO PONTO DE PARADA (Vai p/ Menu Executar Modo01) REPETIR A PARTIR DO PONTO DE INICIO (Vai para a Tela Retornando e depois vai para o Menu Executar Modo01) REPETIR A PARTIR DE OUTRO PONTO (Vai para a Tela Mover/Adicionar e depois para o Menu Executar Modo01) VOLTAR (Volta ao Menu Operar)
Através da opção MODIFICAR, nas Telas de Início, Configuração e Processo, pode-se modificar o valor de uma variável mostrada na respectiva tela, descrevendo uma nova configuração. Qualquer configuração pode ser salva em arquivos no disco do PC (computador), para posterior utilização. Também se pode carregar valores de um arquivo já existente no disco do PC.
Através da Tela Mover/Adicionar, permite-se mover o cursor da mesa (tocha), pressionando as teclas do teclado, e adicionar novas coordenadas. Existem três teclas de velocidade, velocidade rápida (R), velocidade média (M), velocidade lenta (L), e seis teclas direcionais, conforme Tabela 1. Na parte superior da tela é mostrada a posição do cursor da mesa em número de passos e em milímetros, para os eixos X e Y, e graus, para o eixo T. Toda vez que se entra nesta tela esta posição é zerada.
Tabela 1. Associação entre teclas, eixos e sentidos
TECLAS DIREÇÃO SENTIDO
Eixo X Positivo
Eixo X Negativo
Eixo Y Positivo
Eixo Y Negativo
PgUp Eixo Z Positivo
PgDn Eixo Z Negativo
As rotinas de execução dos movimentos têm como parâmetros as variáveis globais de configuração e processo, que, por sua vez, são provenientes dos arquivos de configuração e processo, respectivamente, ou seja, no momento em que Tela Executando é mostrada, o programa aciona os drives, seus respectivos motores e, conseqüentemente, o cursor da mesa, que estão sendo utilizados no momento, de acordo com os valores (parâmetros) das variáveis globais.
O programa já vem previamente configurado, com exceção do relógio, devido à necessidade do mesmo de se adaptar a diversos tipos e velocidades de processamento de computadores. Sempre durante uma nova instalação, o próprio programa se autocalibra. Se o algoritmo de calibração não conseguir convergir para uma diferença entre tempo esperado e tempo gasto satisfatoriamente pequeno, o usuário pode forçar uma calibração manual.
Se as distâncias percorridas pelo cursor da mesa não correspondem aos valores passados ao programa, é possível também fazer a calibração do deslocamento. Para evitar que o cursor da mesa choque-se com os extremos físicos da mesma, ou até mesmo limitar a área de atuação do cursor, o programa monitora continuamente a posição absoluta do cursor e compara com os valores das variáveis LS (limite superior do motor). Se o cursor atingir os extremos (abaixo de zero e acima de LS), o programa pára e avisa ao usuário que o limite foi atingido, podendo o usuário cancelar (pressionando ESC) ou ignorar e continuar (pressionando ENTER). A referência para estas variáveis LS é a posição em que o cursor da mesa se encontra quando o programa é iniciado. Portanto, quando o programa for iniciado, o cursor da mesa deve estar no canto inferior e esquerdo da mesa (coordenadas X=0,Y=0), ou seja, em sua marca de referência. Esta referência absoluta difere da referência relativa que é considerada pelas coordenadas de um

arquivo de processo (neste caso, o primeiro ponto, ou seja, as primeiras coordenadas de um arquivo de processo são consideradas como a posição onde se encontra o cursor da mesa no momento em que é iniciada a execução do processo). 4. PARÂMETROS OPERACIONAIS DA MESA
A mesa de coordenadas SOLDAMATIC XY-T opera nas seguintes faixas configuráveis pelo programa de controle: velocidade de deslocamento do cursor da mesa de 0.5 a 40 mm/s, amplitude de tecimento de 30 graus, freqüência de tecimento de 0.1 a 5 Hz, tempo de parada lateral máximo de 40% do tempo de um ciclo de tecimento.
Uma característica é a possibilidade do ajuste (motorizado e controlado pelo usuário do programa) do ângulo de trabalho, ou seja, a inclinação inicial que o eixo de eletrodo pode tomar em relação a um plano vertical (ver Figuras 11 e 12). Esta característica permite soldagens de topo ou de juntas em ângulo (filetes) e até soldagem na posição horizontal. (a ferramenta pode ter seu eixo de centro de tecimento em qualquer posição). Outras formas de suporte de corpos de prova podem ser adaptadas para permitir soldagens sobrecabeça. O ângulo de trabalho é na verdade a bissetriz do ângulo de oscilação.
Figura 11 – Ajuste do ângulo de trabalho Figura 12 – Ajuste do ângulo de trabalho Além disso, pode-se ajustar, agora manualmente, o ângulo de ataque da ferramenta numa faixa
de –45o a + 45o, permitindo soldagens do tipo puxando e empurrando (Figuras 13 e 14).
Parafuso
Figura 13. Ajuste do ângulo de ataque Figura 14. Parafuso para ajuste do ângulo de ataque
A distância entre a ponta do eletrodo e a peça sendo processada pode ser ajustada grosseiramente pela movimentação da base de trabalho (que define o plano XY) e de forma mais fina por um fuso situado no porta-ferramenta (porta-tocha). Veja figuras 15 e 16.

Pino de ajuste
Fuso
Figura 15. Ajuste da altura pela base Figura 16. Ajuste da altura pelo uso 5. CONCLUSÃO
A mesa de coordenadas SOLDAMATIC XY-T apresentou resultados satisfatórios em relação aos objetivos propostos. Ela apresenta boa robustez mecânica, possui a capacidade de tecimento utilizando o terceiro eixo, utiliza interface de operação amigável com o usuário, possui configuração e operação simples e rápida em relação aos robôs e melhor precisão e versatilidade em relação aos movimentadores lineares de tocha. Torna-se, então, uma opção viável e de fácil preparação, ideal para soldagens de precisão de peças de formas simples ou complexas em pequeno número de escala. 6. REFERÊNCIAS Fagundes, M. A., 2002a, “Sistema de Controle da Mesa de Coordenadas para Soldagem
SOLDAMATIC XY-T - Manual Técnico (Projeto, Montagem e Manutenção)”, Relatório Interno LAPROSOLDA/UFU no. 10/2002, 21p.
Fagundes, M. A., 2002b, Mesa de Coordenadas para Soldagem SOLDAMATIC XY-T - Manual Operacional, Relatório Interno LAPROSOLDA/UFU no. 11/2002, 11p.
Sanches, F.A.A., 1995, “Projeto e Construção de um Sistema Automático de Dois Eixos (x e Y) para Condução de uma Tocha para Corte e Soldagem de Chapas”, Relatório Interno Laprosolda/UFU no. 05/95, UFU, Uberlândia, MG, Ago 1995, 8p.
Sanches, F.A.A.. 1996, “Sistema Computadorizado para Corte e Soldagem de Chapas - Etapas: Projeto e construção de um sistema automático nos eixos X-Y (etapa 1) e Z (etapa 2) para condução de uma tocha para corte e soldagem de chapas”, Relatório Interno Laprosolda/UFU no. 10/96 (projeto PIBIC/CNPq 051/94), UFU, Uberlândia, MG, Set. 1996
Vilela, M. S., 1998a, “Desenvolvimento do Controlador da Mesa de Coordenadas XYZ para Soldagem/Corte”, Relatório Interno LAPROSOLDA/UFU no. 06/98, 8 p.
Vilela, M. S., 1998b, “Programa de Controle da Mesa de Coordenadas XYZ para Soldagem”, Relatório Interno LAPROSOLDA/UFU 07/98, 25 p.
Vilela, M.S., 1999a, “Desenvolvimento de um Sistema de Controle do Deslocamento da Tocha e Acionamento da Máquina”, Relatório Interno LAPROSOLDA/UFU no. 03/99, 15 p.
Vilela, M.S., 1999b, “Desenvolvimento de um Controlador Autônomo para a Mesa de Coordenadas XY para Soldagem / Corte”, Relatório Interno LAPROSOLDA/UFU no. 07/99, 47 p.
Vilela, M.S., Gadotti, I. & Scotti., A., 1999, “Um Dispositivo para Automação do Processo de Soldagem TIG: Controle do Comprimento do Arco”, Metal Mecânica, IPESI, ano XVII, out/nov 1999, pp.44-49

DESIGN AND CONSTRUCTION OF A COORDINATE TABLE FOR WELDING
Marden Ambrósio Fagundes Federal University of Uberlândia-MG – Electrical Engineering Faculty Email: [email protected] Louriel Oliveira Vilarinho Federal University of Uberlândia-MG – Mechanical Engineering Faculty Email: [email protected] Américo Scotti Federal University of Uberlândia-MG – Mechanical Engineering Faculty Email: [email protected] Abstract. Welding with geometrical accuracy of complex forms demands total automation of the process, from translation to oscillation movement of the torch. It is a typical robotic application. However, when these welding operations are for small serial number, the costs and the robot set-up time make robotics an impracticable option. A proposal solution would be a coordinate table, of easy settings and low costs. In this work it is presented the design and development of a coordinate table, with metallic structure and guides that allow the movement of the torch in two orthogonal axles (X and Y axles) and one third axle (axle T) to allow weaving, i.e., pendular movement of the torch. The command of the table is carried out through an executable computational program for PC, with which the user inputs parameters such as, speed and displacement, amplitude and weaving frequency and lateral dwell time. Any trajectory can be performed, including curves, at constant speeds on a plan. It is capable to trace from simple straight lines to complex drawings. The program self-calibrates as a function of the computer processing speed, what makes it very versatile. This table was evaluated, demonstrating to facilitate and speed up the welding set-up in relation to the same operation carried through robots. Keywords: Welding, automation, control.