
Componentes mecânicos? Superfície ... - metrologia.ufpr.br¡tica.1.de.Rugosidade.pdf · 4...
78
Transcript of Componentes mecânicos? Superfície ... - metrologia.ufpr.br¡tica.1.de.Rugosidade.pdf · 4...

2
Introdução
Componentes mecânicos? Superfície geométrica: Superfície ideal prescrita
no projeto, na qual não existem erros.
3
Um erro (ou desvio) de forma corresponde à diferença entre a superfície real da peça e a
forma geométrica teórica.
Tolerâncias Geométricas
Meios para verificação
Introdução
4
Classificação dos desvios de forma
Macrogeométricos
Retitude, Circularidade, Cilindricidade, Planeza,
etc.
Microgeométricos
Rugosidade superficial
Introdução
5
Introdução
6
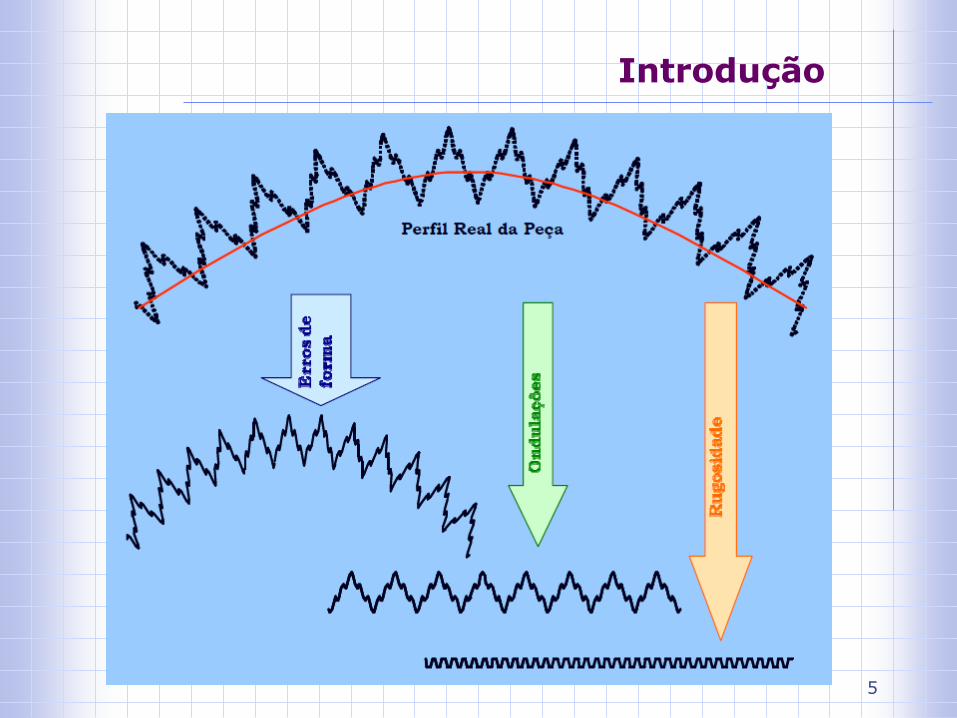
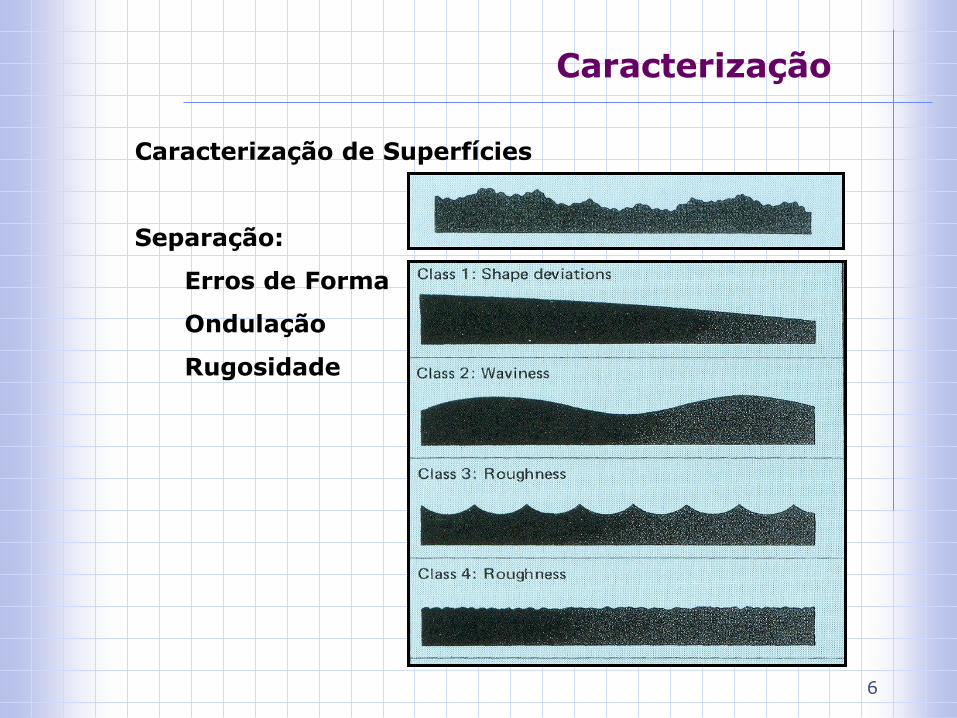
Caracterização de Superfícies
Separação:
Erros de Forma
Ondulação
Rugosidade
Caracterização
7
Caracterização
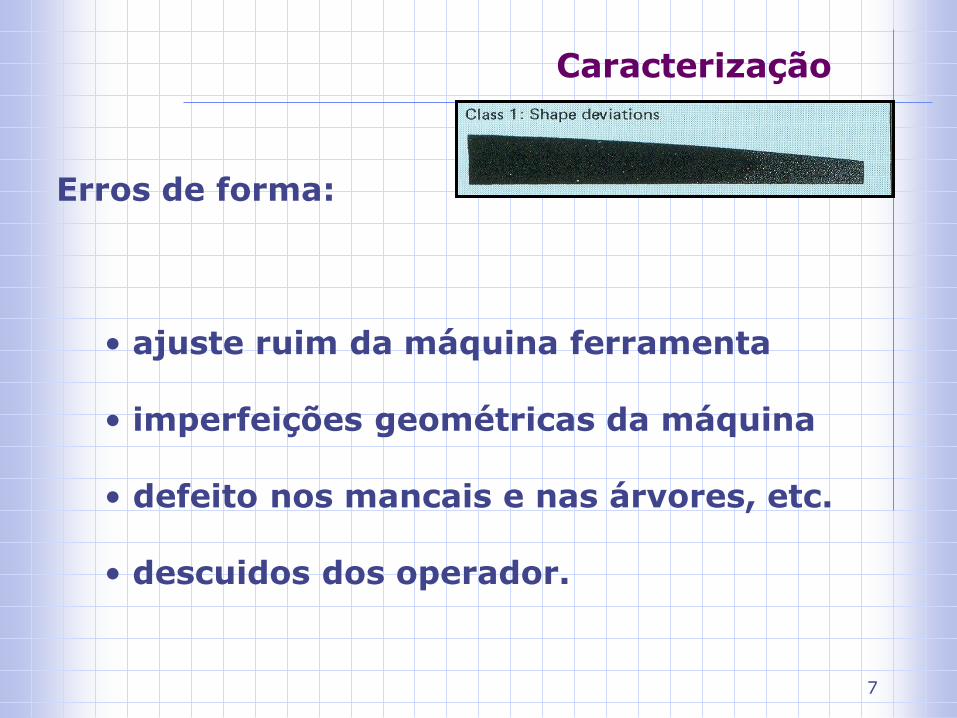
Erros de forma:
• ajuste ruim da máquina ferramenta
• imperfeições geométricas da máquina
• defeito nos mancais e nas árvores, etc.
• descuidos dos operador.
8
Caracterização
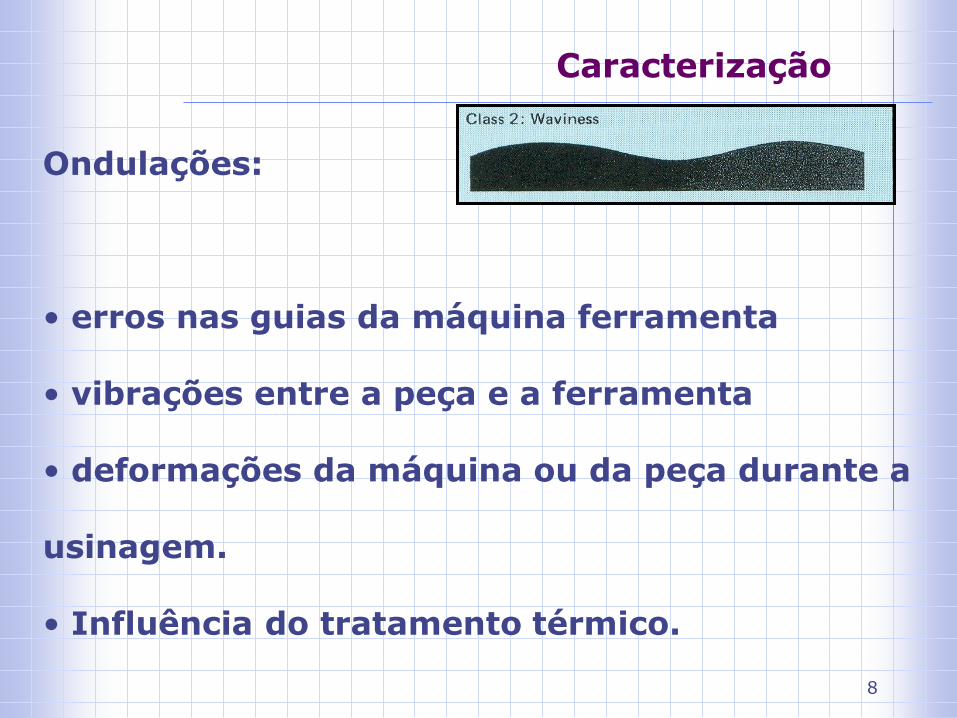
Ondulações:
• erros nas guias da máquina ferramenta
• vibrações entre a peça e a ferramenta
• deformações da máquina ou da peça durante a
usinagem.
• Influência do tratamento térmico.
9
Caracterização
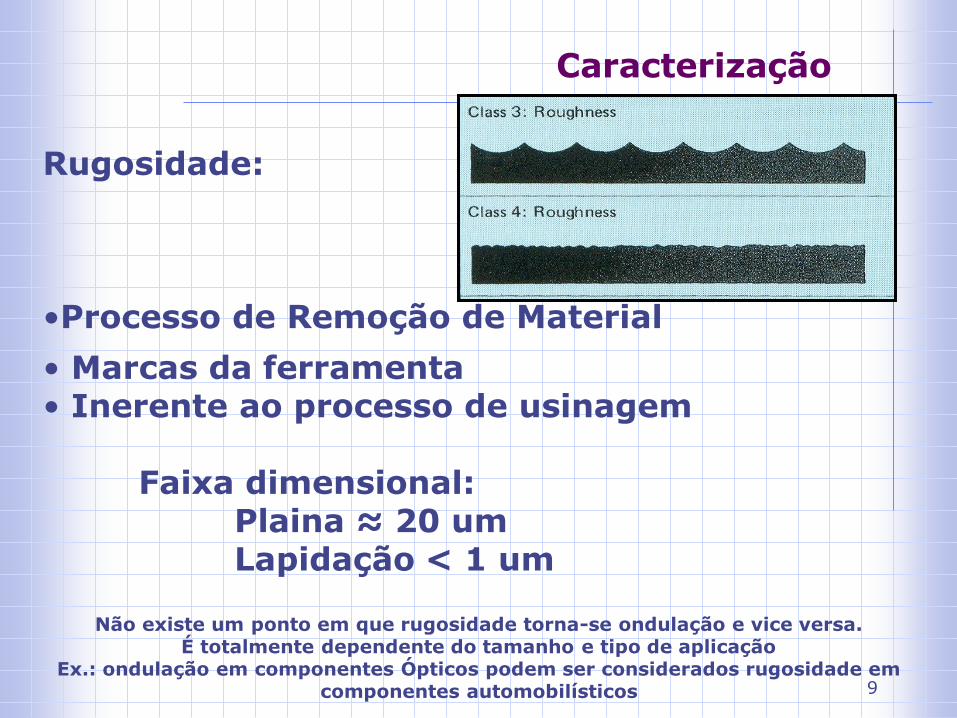
Rugosidade:
•Processo de Remoção de Material
• Marcas da ferramenta • Inerente ao processo de usinagem
Faixa dimensional: Plaina ≈ 20 um Lapidação < 1 um
Não existe um ponto em que rugosidade torna-se ondulação e vice versa. É totalmente dependente do tamanho e tipo de aplicação
Ex.: ondulação em componentes Ópticos podem ser considerados rugosidade em componentes automobilísticos
10
Rugosidade Superficial
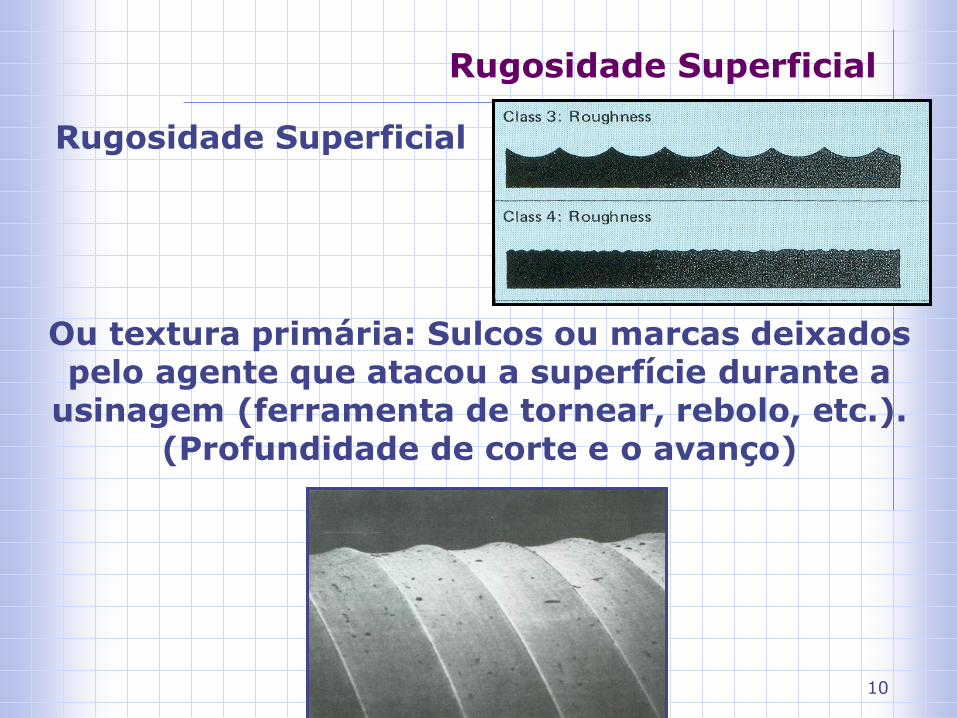
Rugosidade Superficial
Ou textura primária: Sulcos ou marcas deixados pelo agente que atacou a superfície durante a
usinagem (ferramenta de tornear, rebolo, etc.). (Profundidade de corte e o avanço)
11
ABNT NBR ISO 4287 Set. 2002 “Especificações
geométricas do produto (GPS) – Rugosidade: Método do perfil – Termos, definições e parâmetros da rugosidade”. Objetivos: Especificar termos, definições e parâmetros para a determinação do estado da superfície.
NORMAS
ABNT NBR ISO 4288 Nov. 2008 “Especificações
geométricas do produto (GPS) – Rugosidade: Método do perfil – Regras e procedimentos para avaliação de rugosidade”. Objetivos: Especificar as regras para comparação dos valores medidos com os limites de tolerância para parâmetros de rugosidade de superfície. Apresentar regras para seleção do comprimento de onda cut-off (λc) (instrumentos por apalpação).
12
ABNT NBR 8404 “Indicação do estado de superfícies
em desenhos técnicos” Março 1984.
Objetivos: Esta Norma fixa os símbolos e indicações complementares para a identificação do estado de superfície em desenhos técnicos.
NORMAS
ABNT NBR ISO 12179 Ago. 2002 “Especificações geométricas do produto (GPS) – Rugosidade: Método do perfil – Calibração de instrumentos de medição por contato (com sapata de apalpação)”
ABNT NBR ISO 3274:2008 “Especificações geométricas do produto (GPS) - Rugosidade: Método do perfil – Características nominais de instrumentos por contato (pontas de apalpação)
13
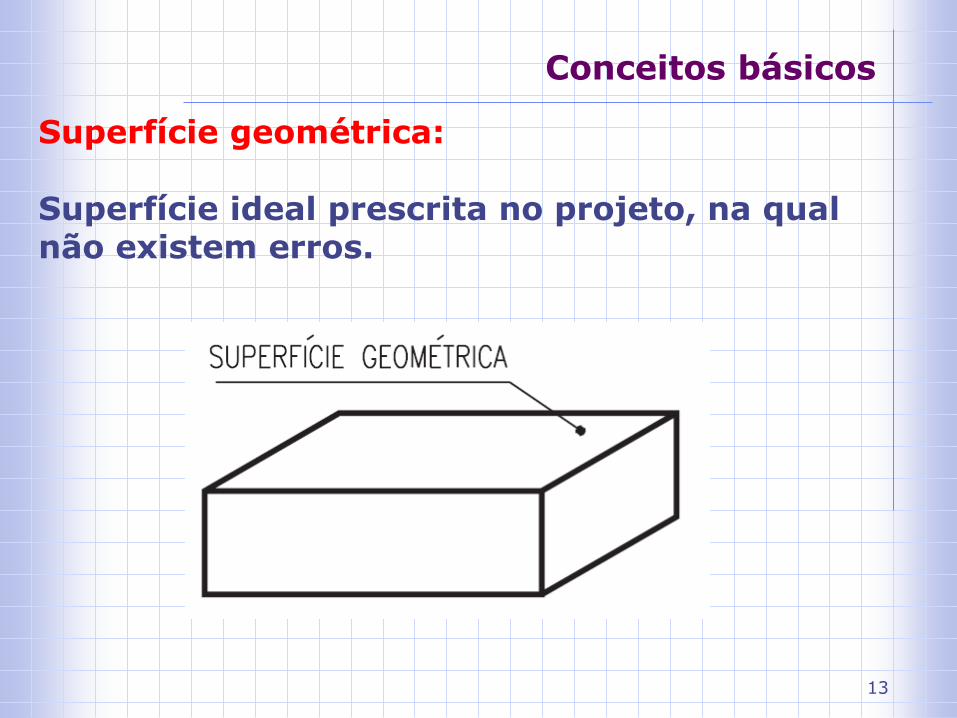
Superfície geométrica: Superfície ideal prescrita no projeto, na qual não existem erros.
Conceitos básicos
14
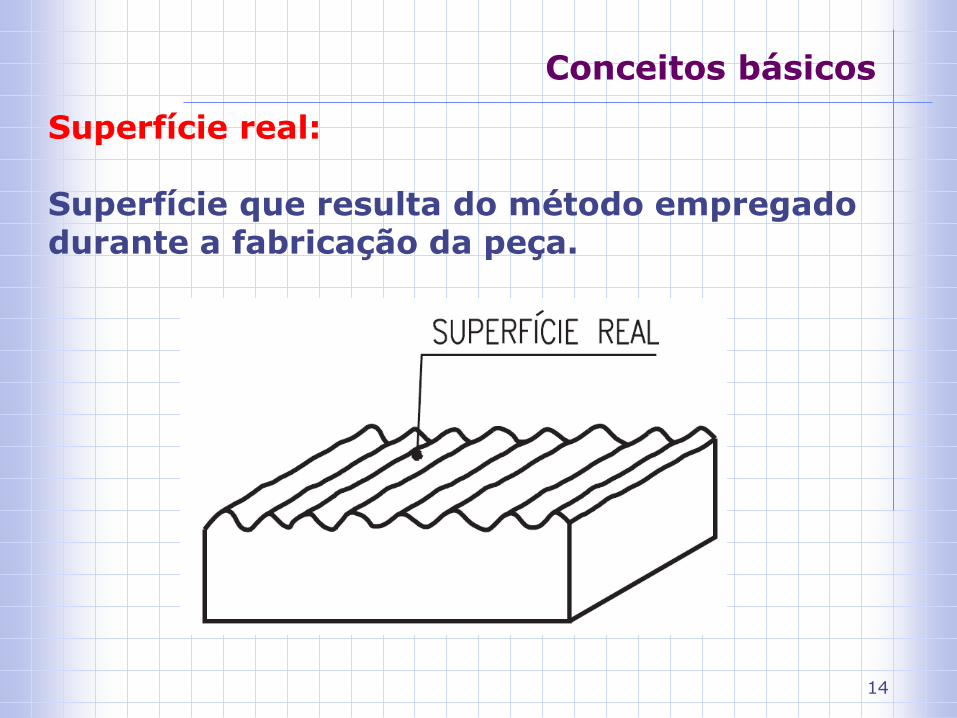
Superfície real: Superfície que resulta do método empregado durante a fabricação da peça.
Conceitos básicos
15
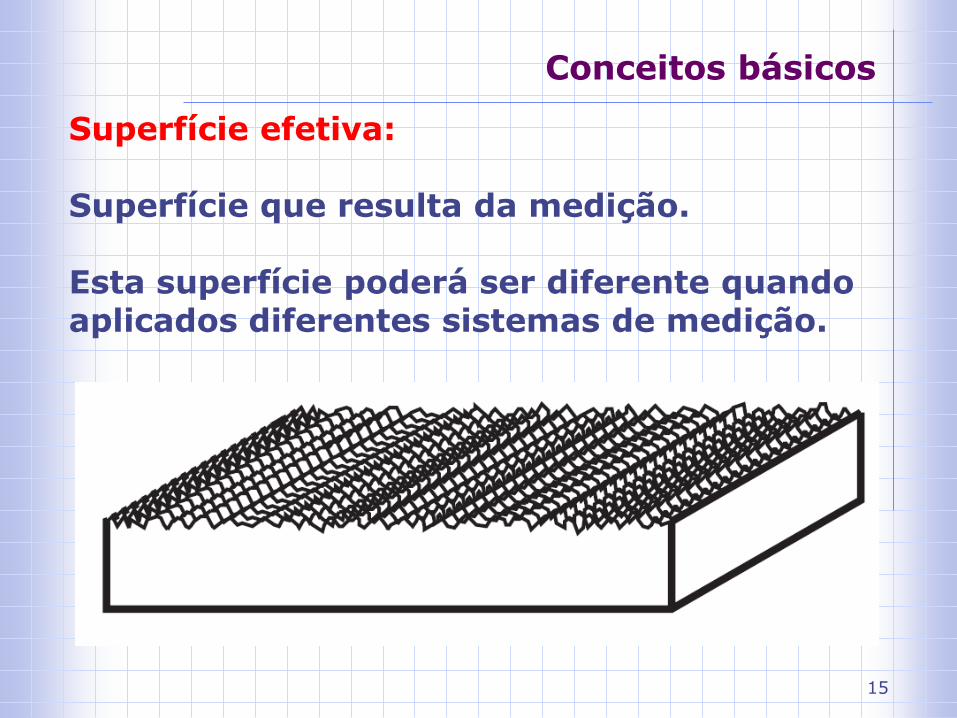
Superfície efetiva: Superfície que resulta da medição. Esta superfície poderá ser diferente quando aplicados diferentes sistemas de medição.
Conceitos básicos
16
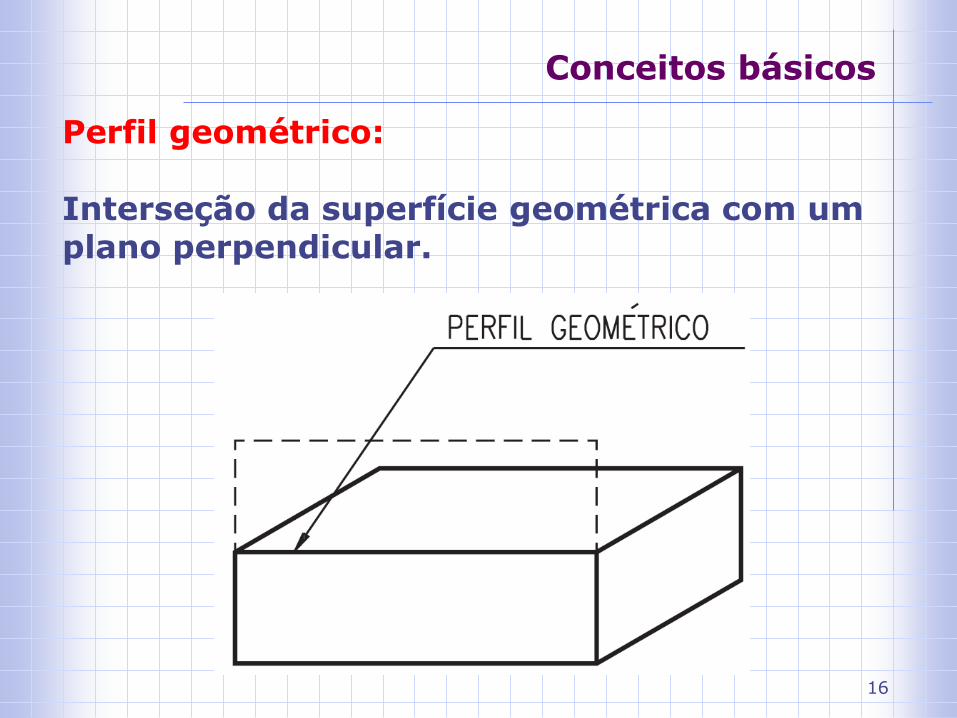
Perfil geométrico: Interseção da superfície geométrica com um plano perpendicular.
Conceitos básicos
17
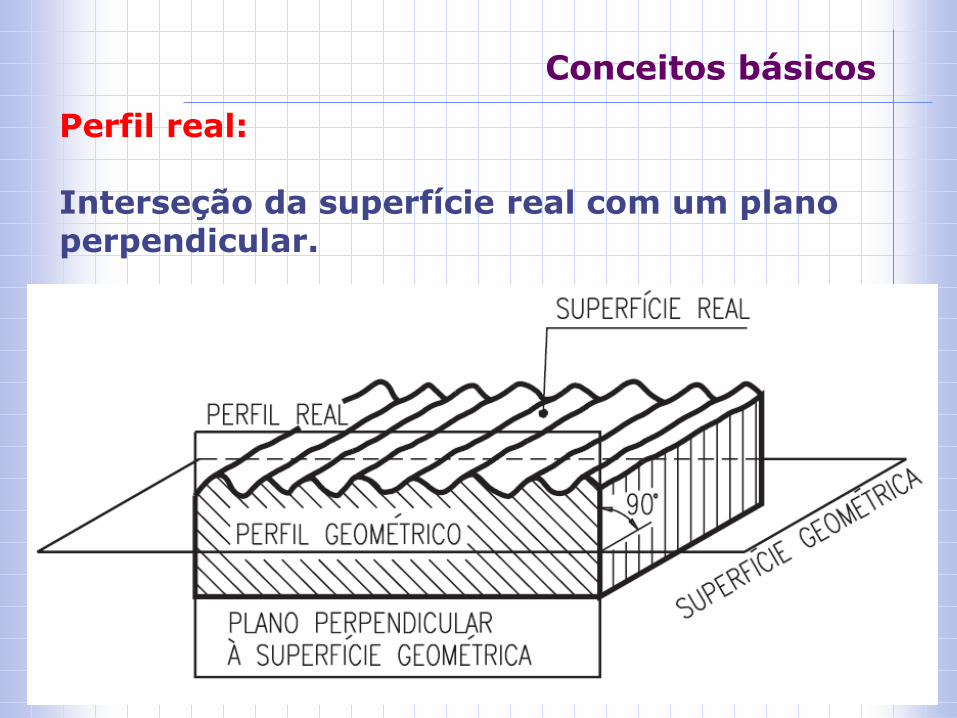
Perfil real: Interseção da superfície real com um plano perpendicular.
Conceitos básicos

18
Perfil efetivo: Obtido pela medição sem filtragem.
Rugosidade + ondulações
Conceitos básicos
19
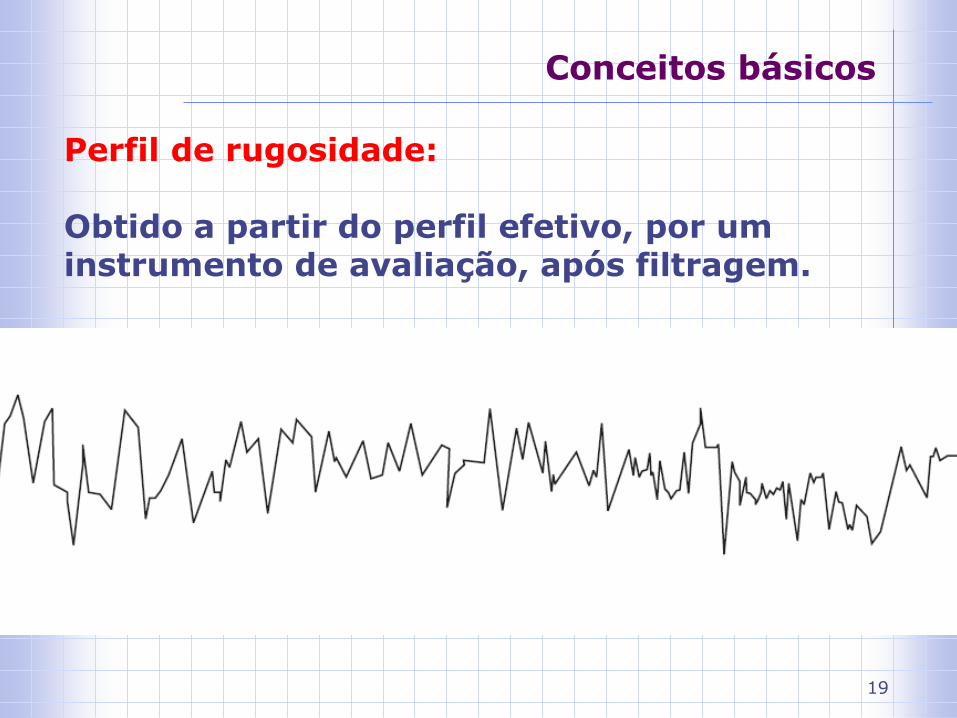
Conceitos básicos
Perfil de rugosidade: Obtido a partir do perfil efetivo, por um instrumento de avaliação, após filtragem.
20
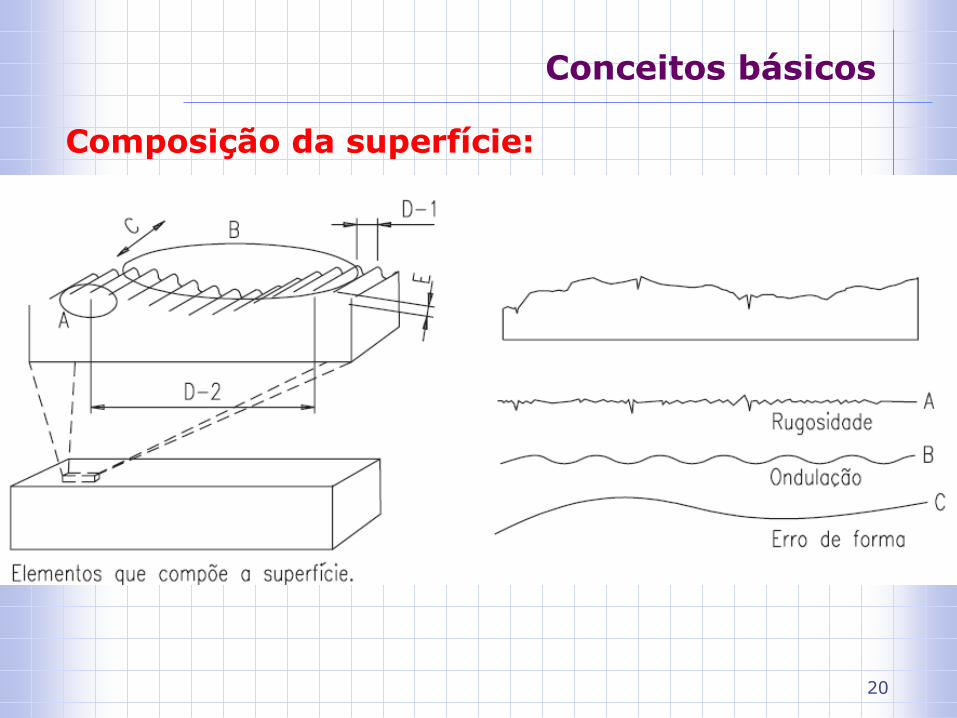
Conceitos básicos
Composição da superfície:
21
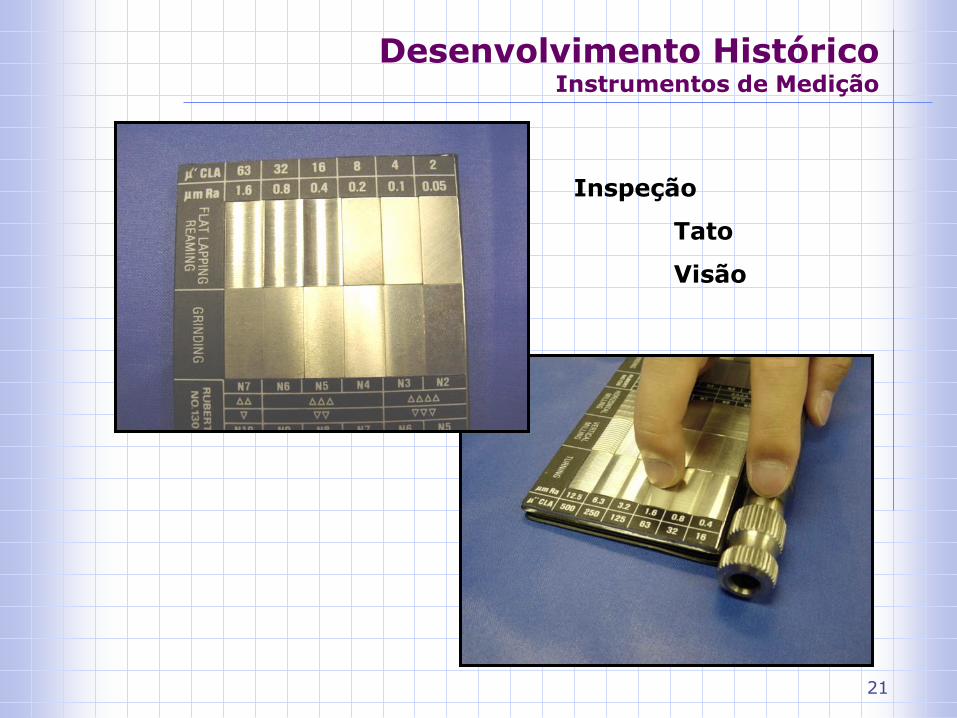
Desenvolvimento Histórico Instrumentos de Medição
Inspeção
Tato
Visão
22
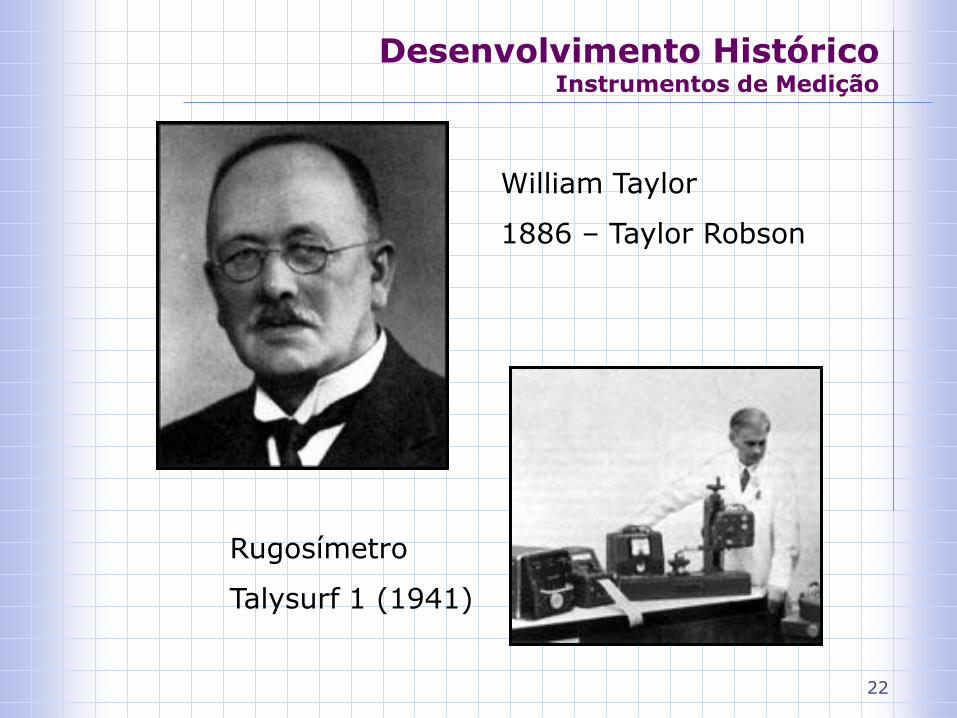
Rugosímetro
Talysurf 1 (1941)
William Taylor
1886 – Taylor Robson
Desenvolvimento Histórico Instrumentos de Medição

23
Desenvolvimento Histórico Instrumentos de Medição

24
Desenvolvimento Histórico Instrumentos de Medição
25
Rugosímetros
• Contato/Agulha
• Ótico
Métodos de Medição
26
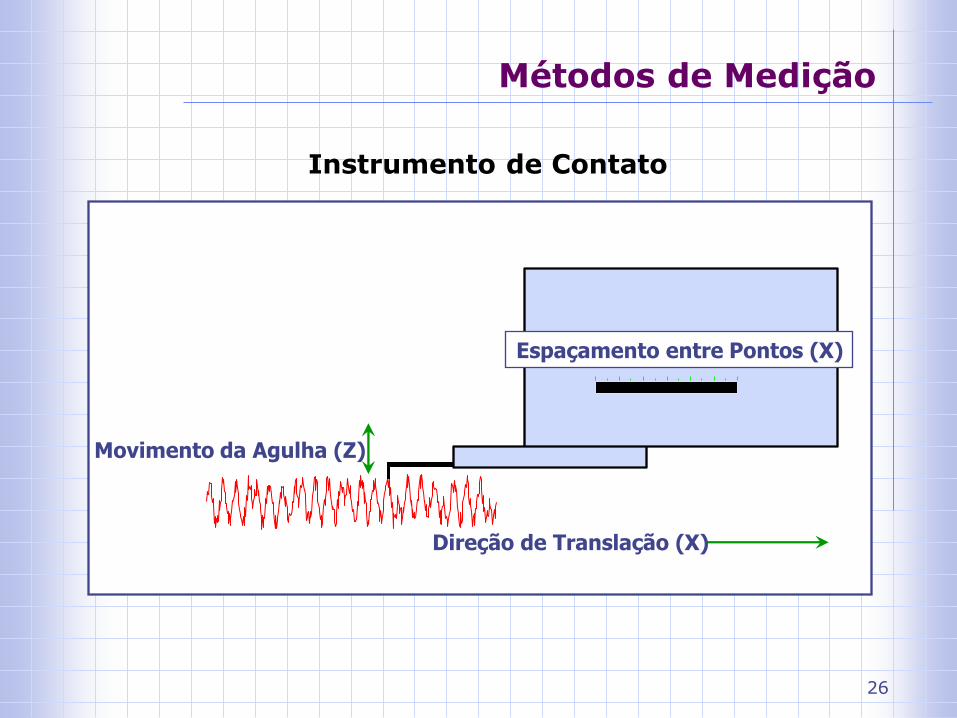
Direção de Translação (X)
Movimento da Agulha (Z)
Espaçamento entre Pontos (X)
Instrumento de Contato
Métodos de Medição
27
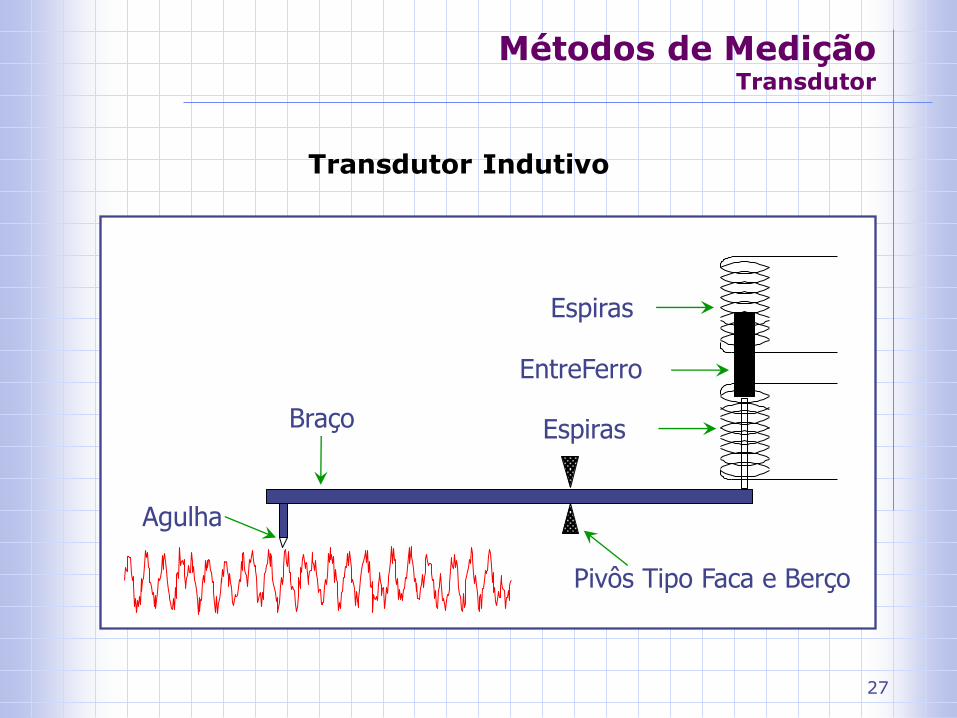
Agulha
Braço
Pivôs Tipo Faca e Berço
EntreFerro
Espiras
Espiras
Transdutor Indutivo
Métodos de Medição Transdutor
28
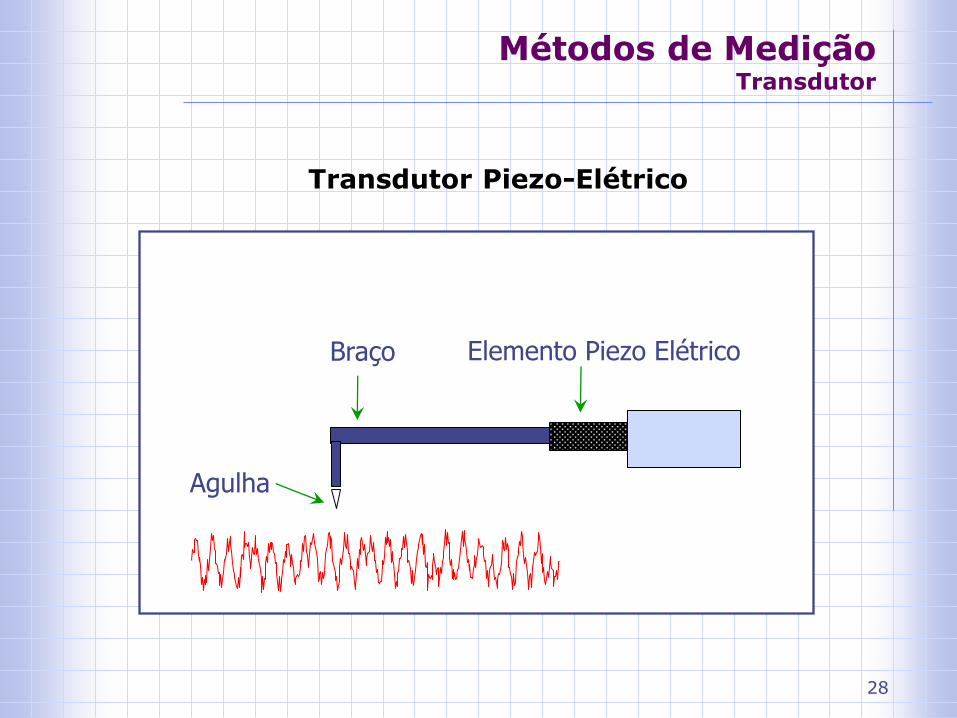
Agulha
Braço Elemento Piezo Elétrico
Transdutor Piezo-Elétrico
Métodos de Medição Transdutor
29
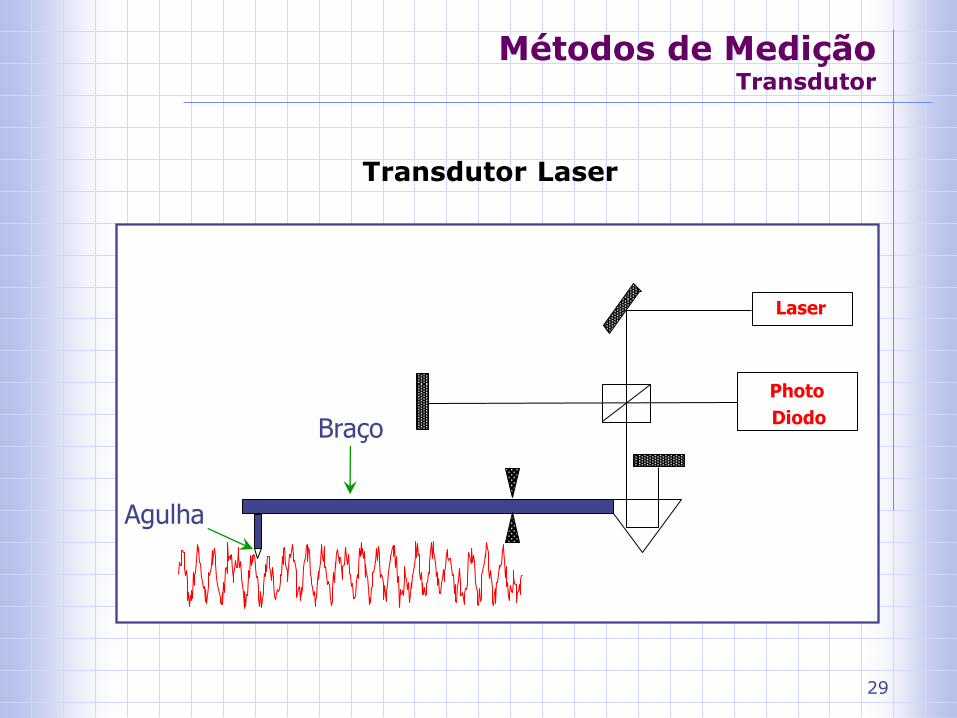
Laser
Photo
Diodo
Agulha
Braço
Transdutor Laser
Métodos de Medição Transdutor
30
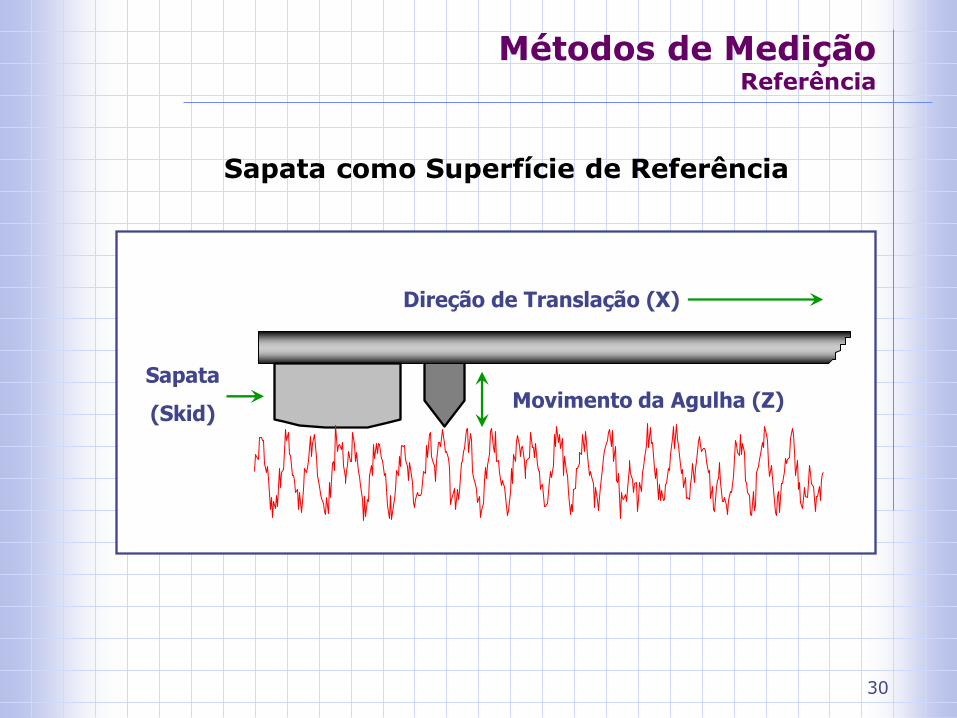
Sapata como Superfície de Referência
Sapata
(Skid) Movimento da Agulha (Z)
Direção de Translação (X)
Métodos de Medição Referência
31
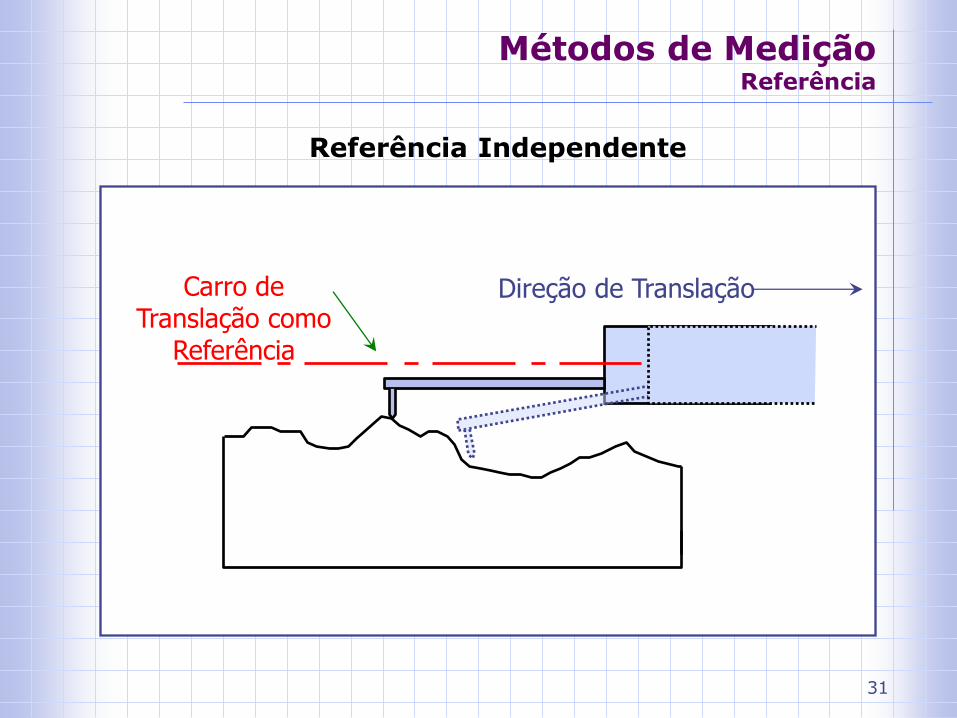
Carro de Translação como
Referência
Direção de Translação
Referência Independente
Métodos de Medição Referência
32
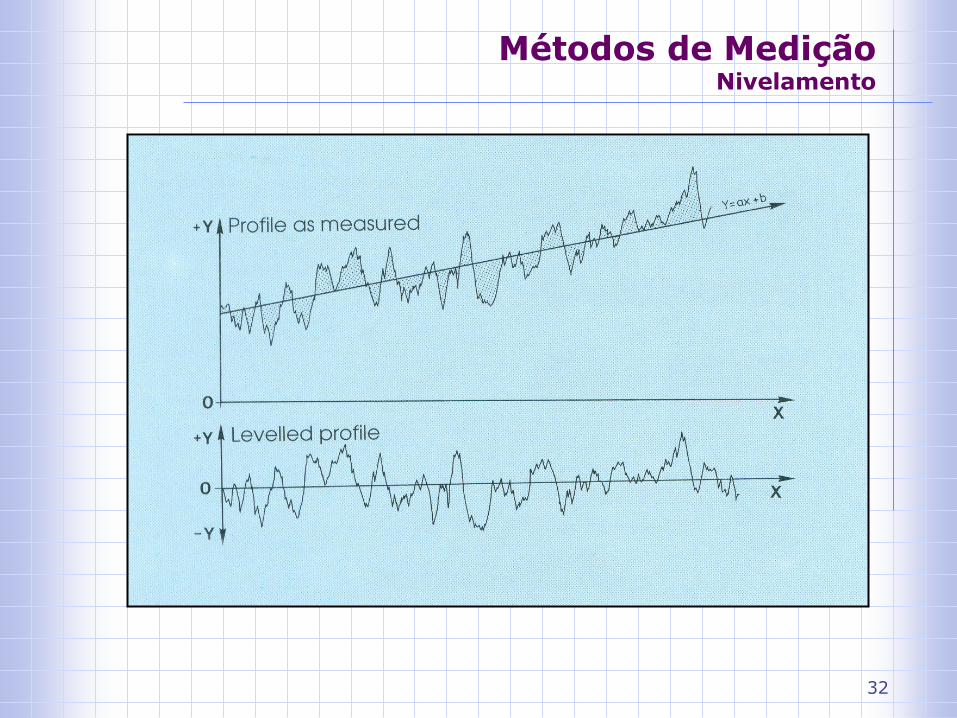
Métodos de Medição Nivelamento
33
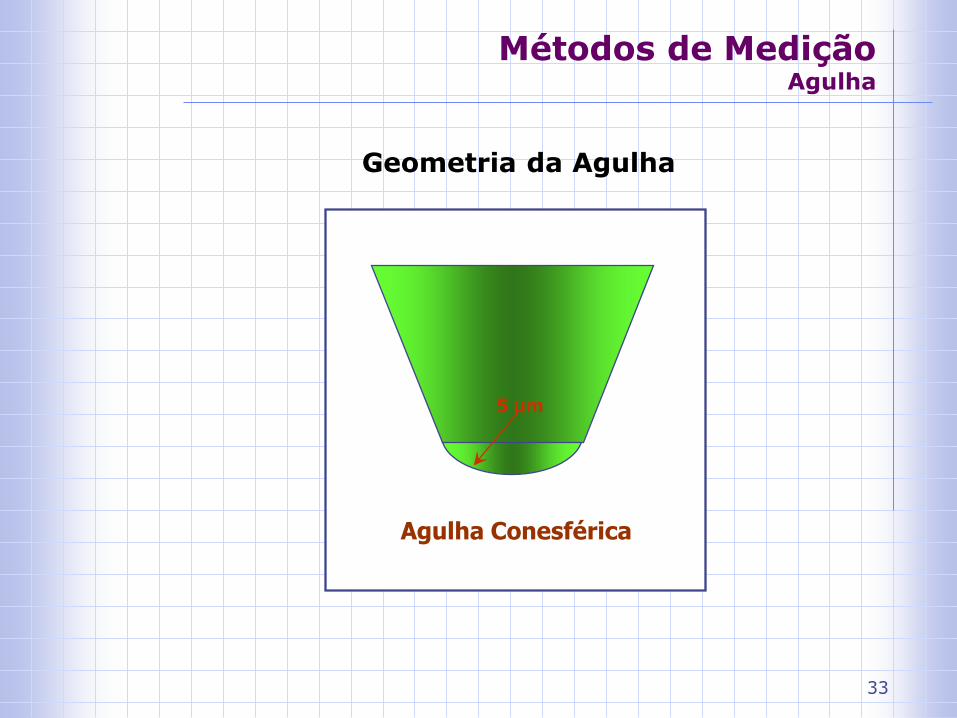
5 µm
Agulha Conesférica
Geometria da Agulha
Métodos de Medição Agulha
34
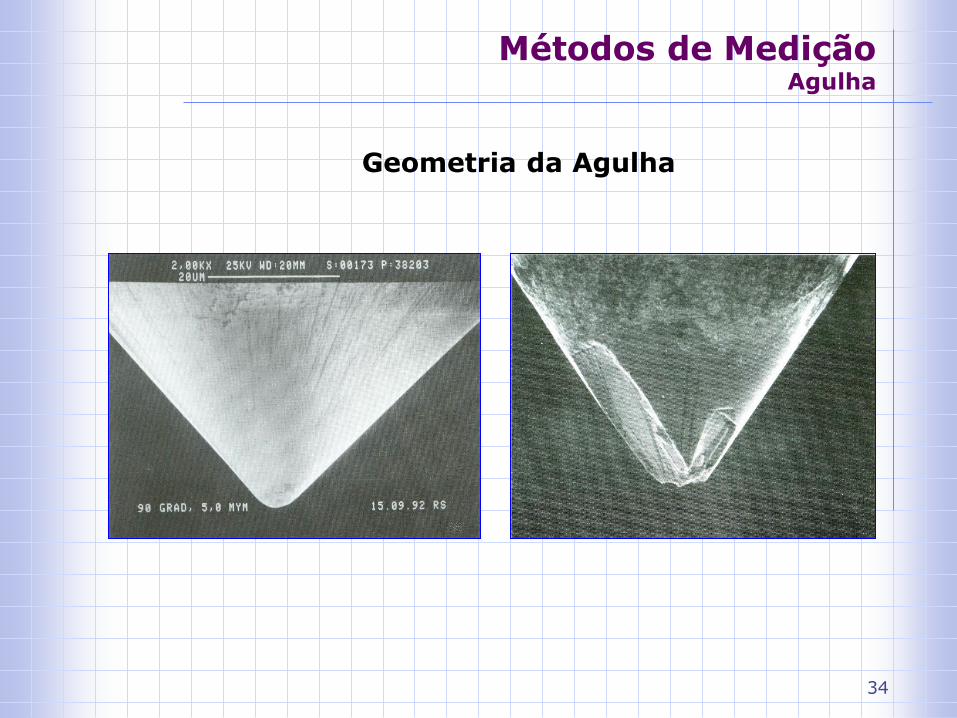
Geometria da Agulha
Métodos de Medição Agulha
35
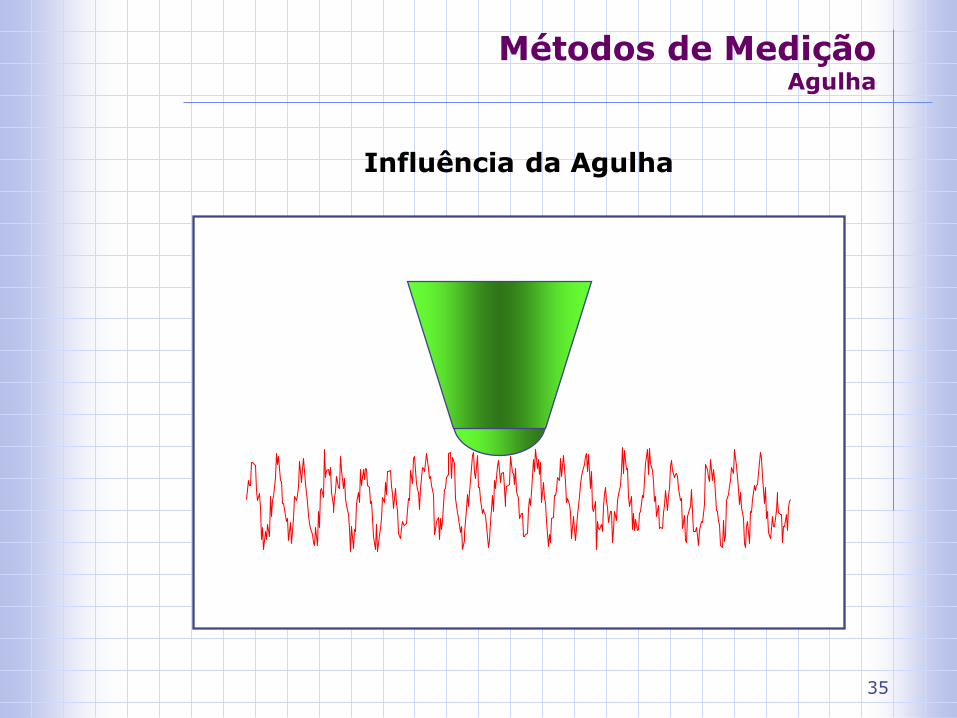
Influência da Agulha
Métodos de Medição Agulha

36
Raio da Ponta da agulha (Apalpador)
Redução da amplitude aparente de irregularidades muito próximas.
Métodos de Medição Agulha
37
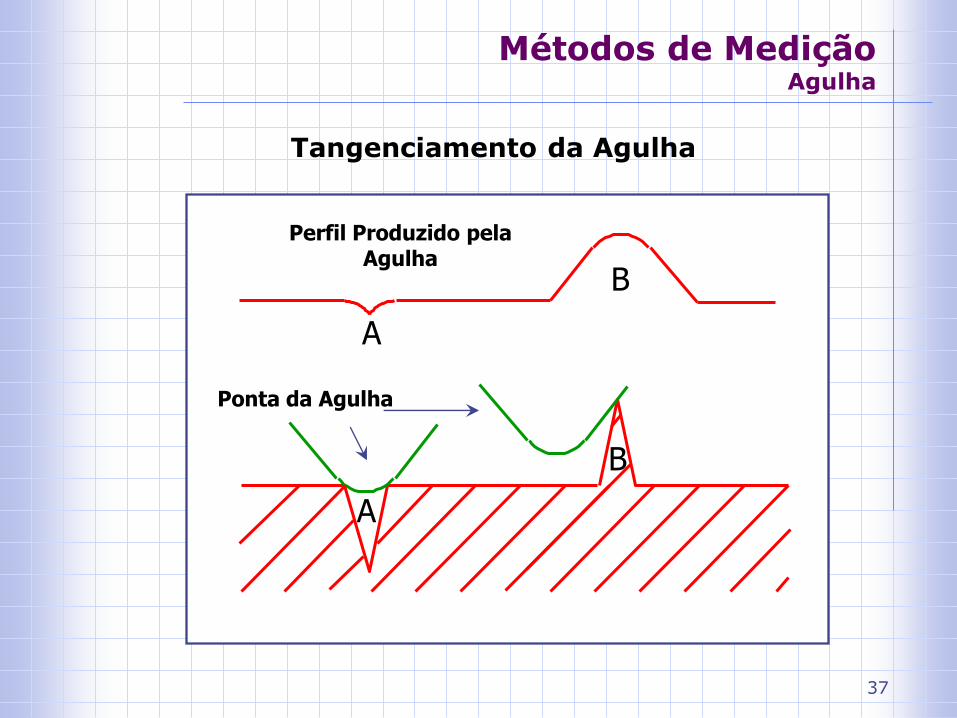
Perfil Produzido pela Agulha
Ponta da Agulha
B
B
A
A
Tangenciamento da Agulha
Métodos de Medição Agulha
38
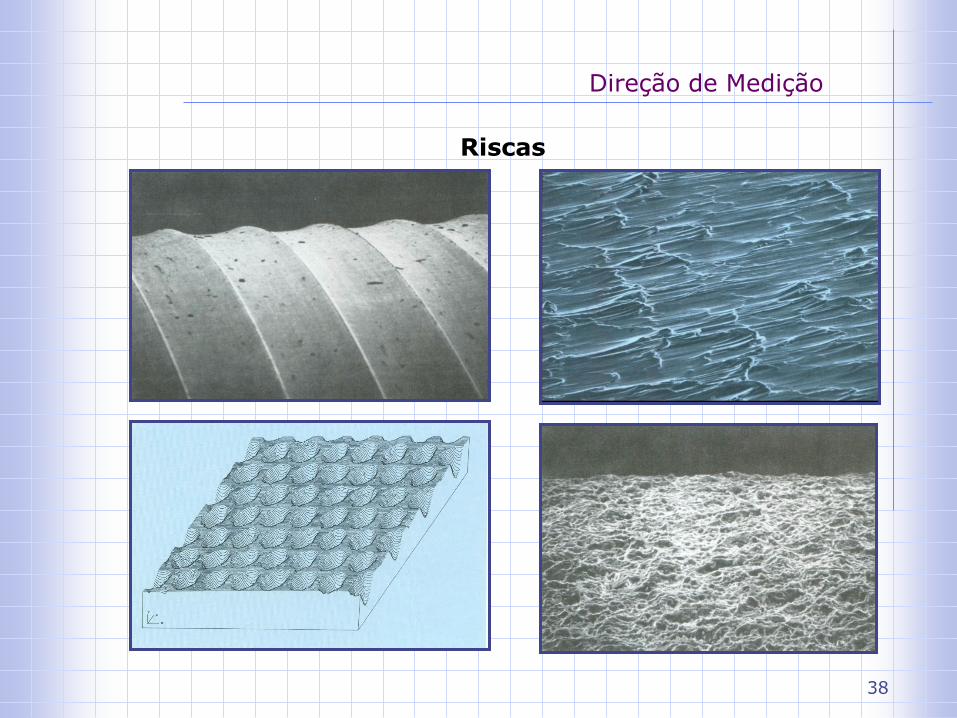
Direção de Medição
Riscas

39
Perfil efetivo: Obtido pela medição sem filtragem.
Rugosidade + ondulações
40
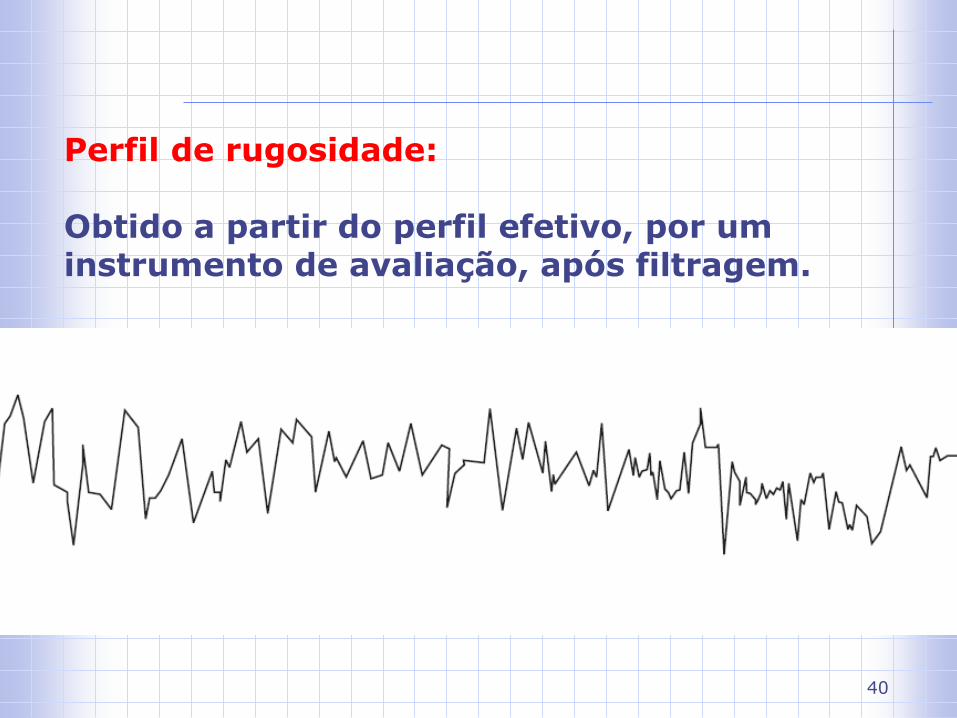
Perfil de rugosidade: Obtido a partir do perfil efetivo, por um instrumento de avaliação, após filtragem.
41
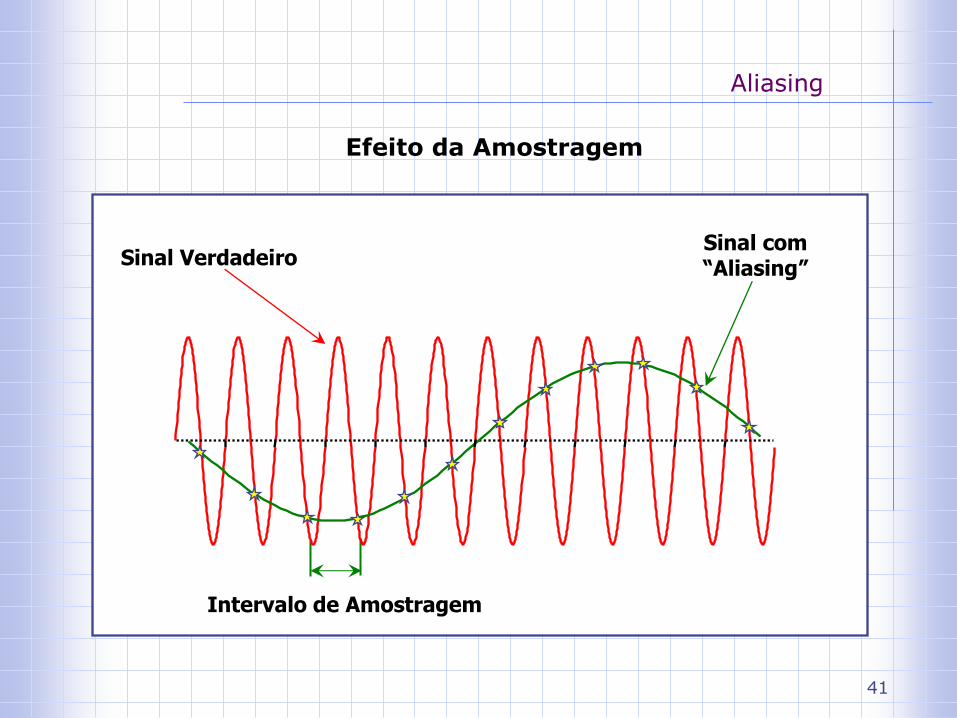
Aliasing
Intervalo de Amostragem
Sinal Verdadeiro Sinal com “Aliasing”
Efeito da Amostragem
42
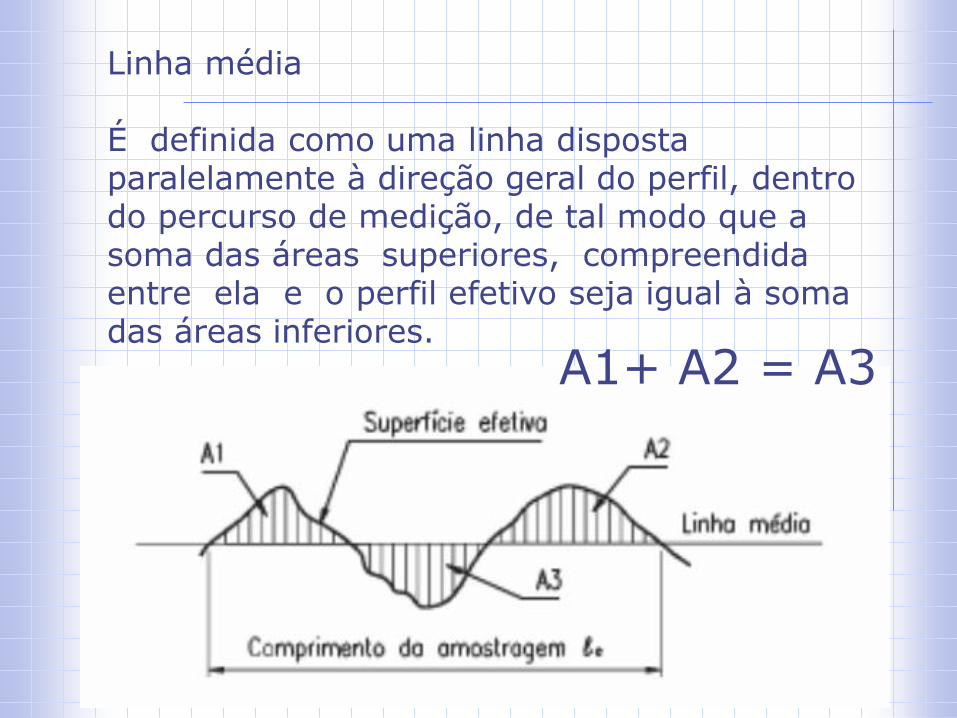
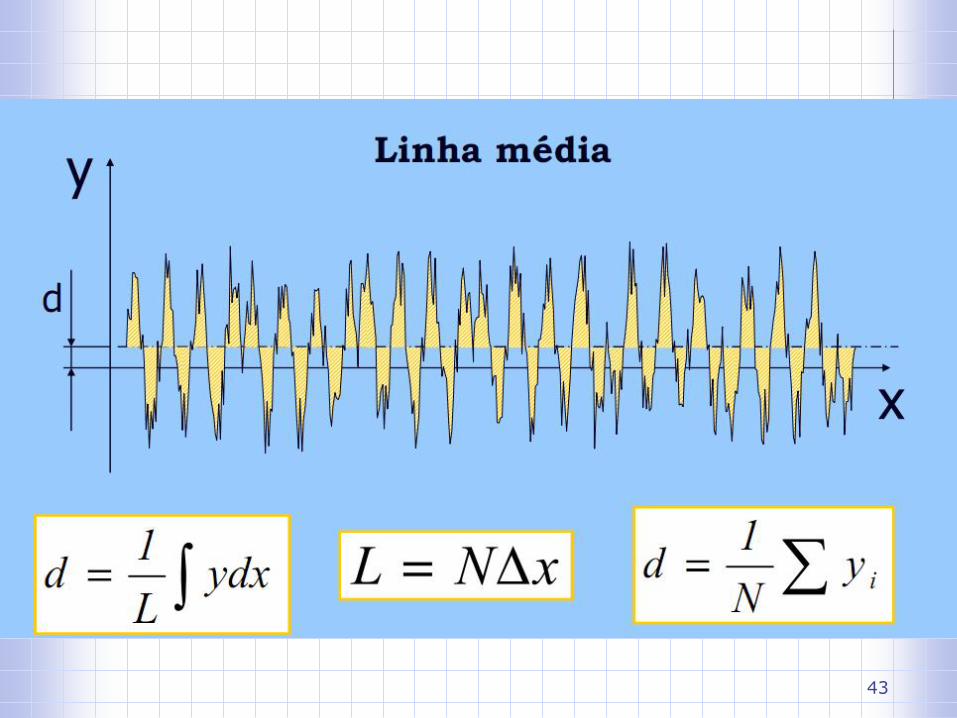
Linha média É definida como uma linha disposta paralelamente à direção geral do perfil, dentro do percurso de medição, de tal modo que a soma das áreas superiores, compreendida entre ela e o perfil efetivo seja igual à soma das áreas inferiores.
A1+ A2 = A3
43
44
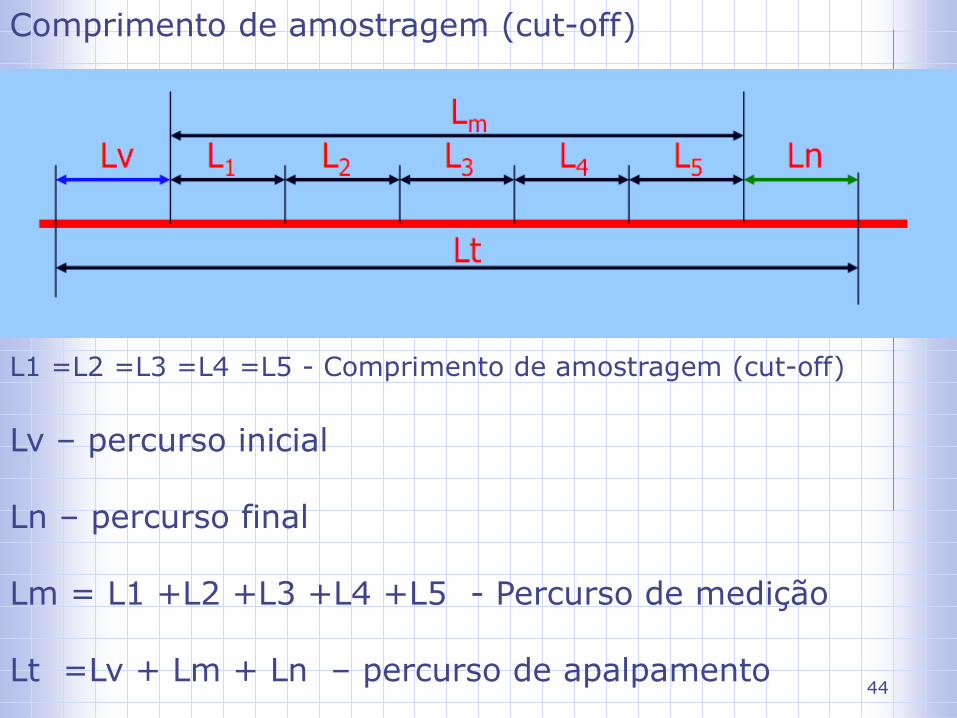
Comprimento de amostragem (cut-off) L1 =L2 =L3 =L4 =L5 - Comprimento de amostragem (cut-off)
Lv – percurso inicial Ln – percurso final Lm = L1 +L2 +L3 +L4 +L5 - Percurso de medição Lt =Lv + Lm + Ln – percurso de apalpamento
45
Os sistemas de medição da rugosidade baseados na linha média podem ser divididos em: – Parâmetros de Amplitude: são determinados por alturas dos picos, profundidades dos vales ou os dois, sem considerar o espaçamento entre as irregularidades ao longo da superfície. – Parâmetros de Espaçamento: são determinados pelo espaçamento do desvio do perfil ao longo da superfície. – Parâmetros Híbridos: são determinados pela combinação dos parâmetros de amplitude e espaço.
46
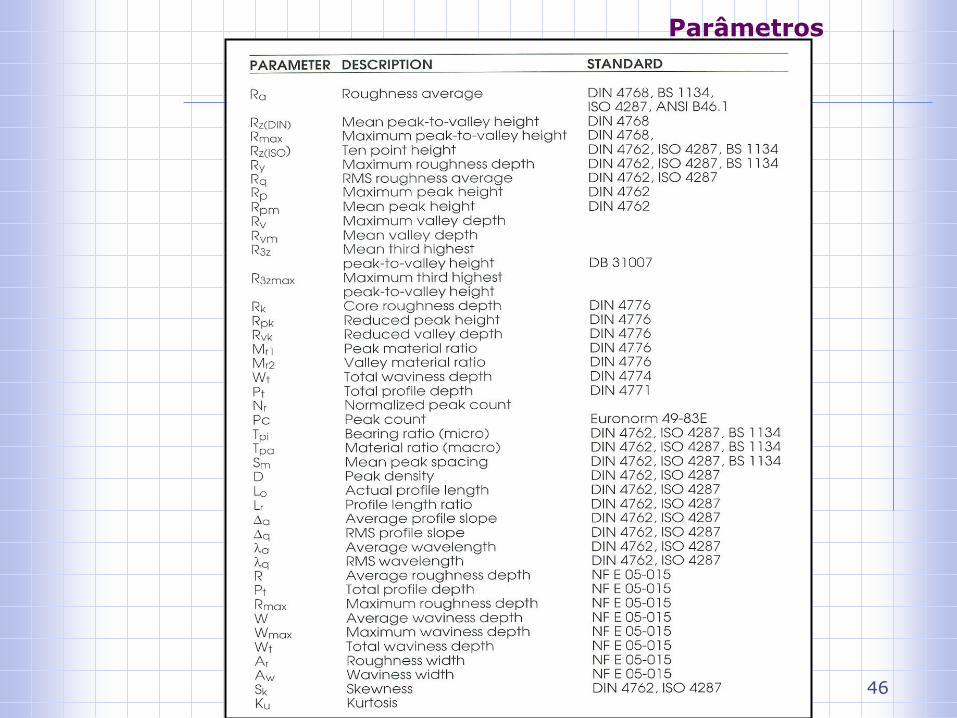
Parâmetros
47
Parâmetros
Nomenclatura
• Prefixo R – Rugosidade
• Prefixo W – Ondulação
• Prefixo P – Primário
48
Parâmetros Classificação
Classificação
• Parâmetros de Amplitude Coordenada Z
• Parâmetros de Espaçamento Coordenada X
• Parâmetros Hibridos
Coordenadas X e Z
49
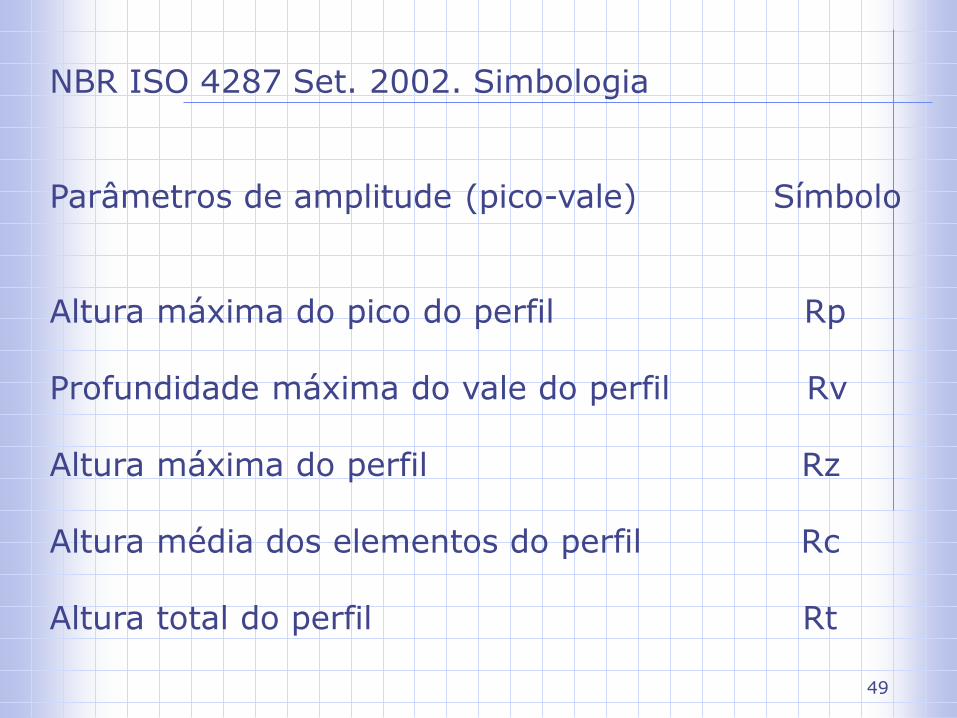
NBR ISO 4287 Set. 2002. Simbologia Parâmetros de amplitude (pico-vale) Símbolo Altura máxima do pico do perfil Rp Profundidade máxima do vale do perfil Rv Altura máxima do perfil Rz Altura média dos elementos do perfil Rc Altura total do perfil Rt
50
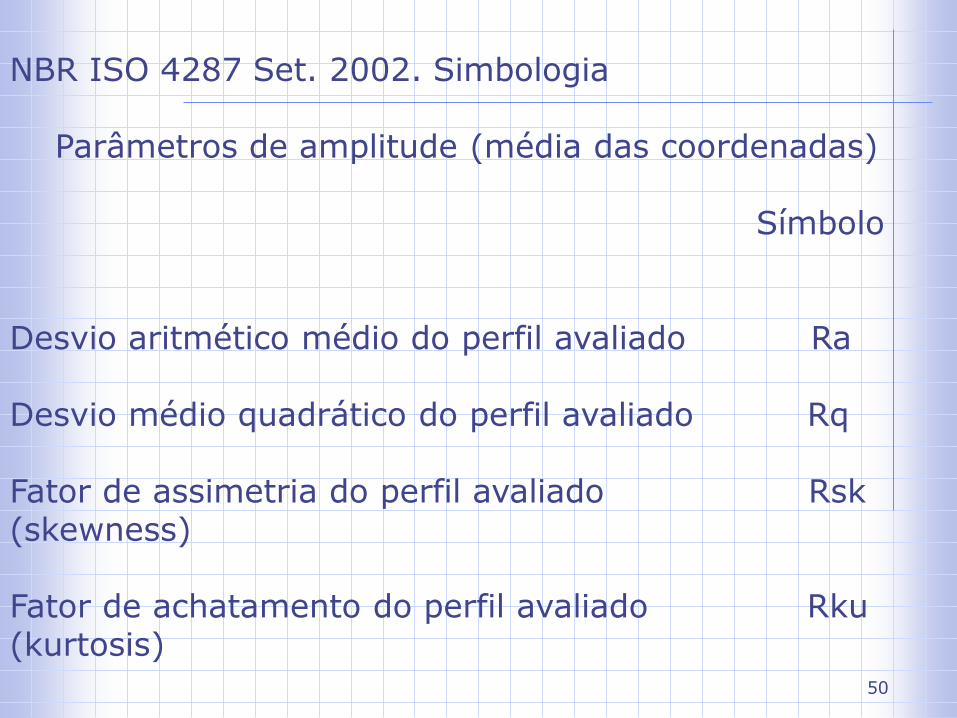
NBR ISO 4287 Set. 2002. Simbologia Parâmetros de amplitude (média das coordenadas) Símbolo Desvio aritmético médio do perfil avaliado Ra Desvio médio quadrático do perfil avaliado Rq Fator de assimetria do perfil avaliado Rsk (skewness) Fator de achatamento do perfil avaliado Rku (kurtosis)
51
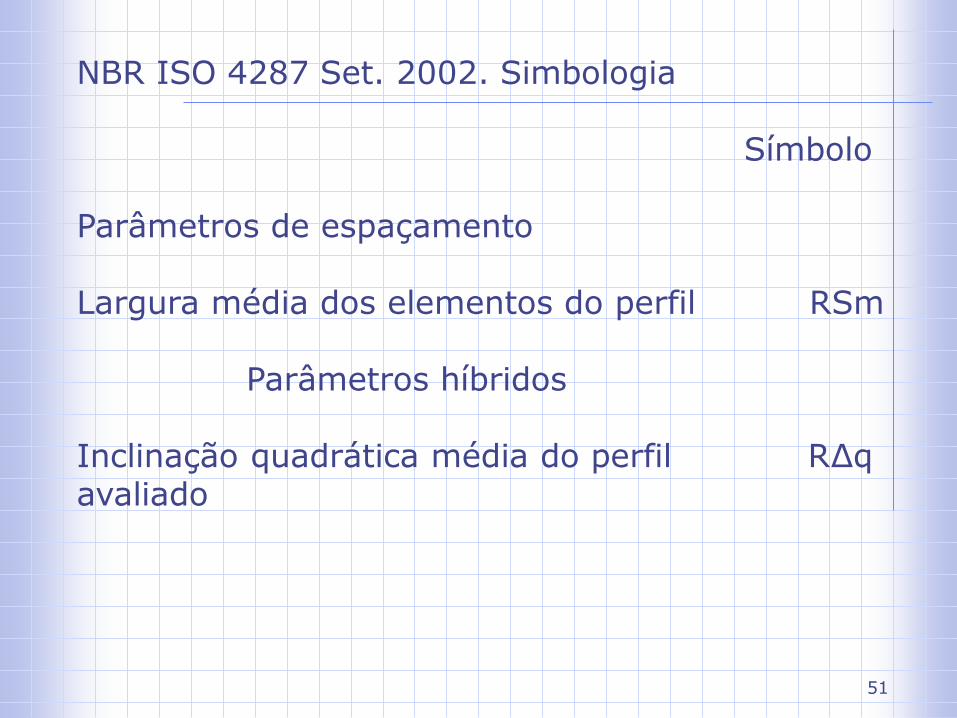
NBR ISO 4287 Set. 2002. Simbologia Símbolo Parâmetros de espaçamento Largura média dos elementos do perfil RSm Parâmetros híbridos Inclinação quadrática média do perfil RΔq avaliado
52
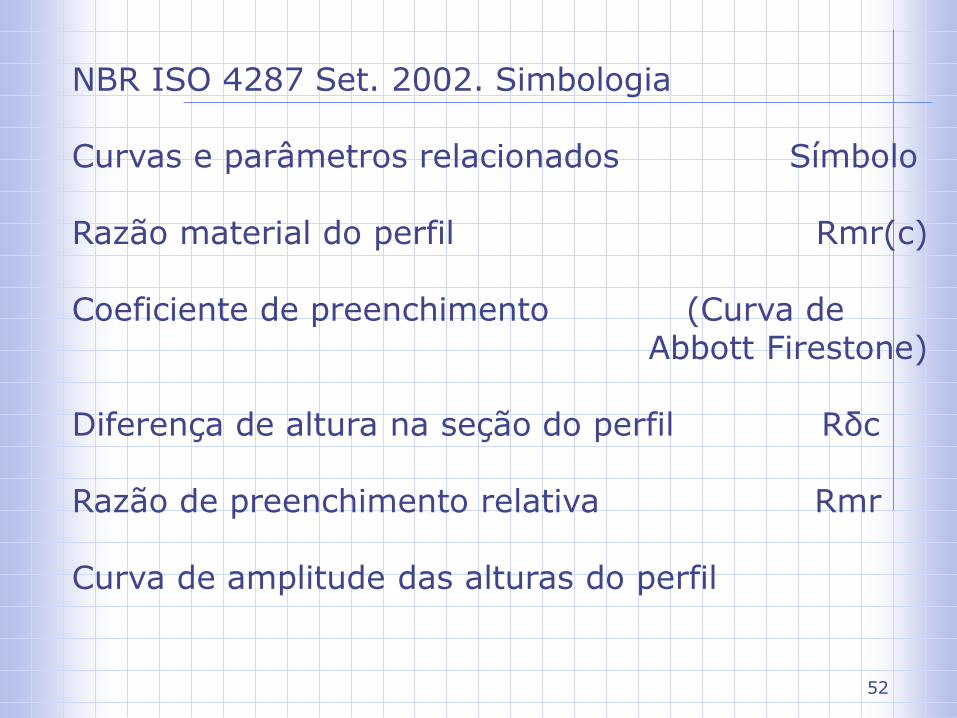
NBR ISO 4287 Set. 2002. Simbologia Curvas e parâmetros relacionados Símbolo Razão material do perfil Rmr(c) Coeficiente de preenchimento (Curva de Abbott Firestone) Diferença de altura na seção do perfil Rδc Razão de preenchimento relativa Rmr Curva de amplitude das alturas do perfil
53
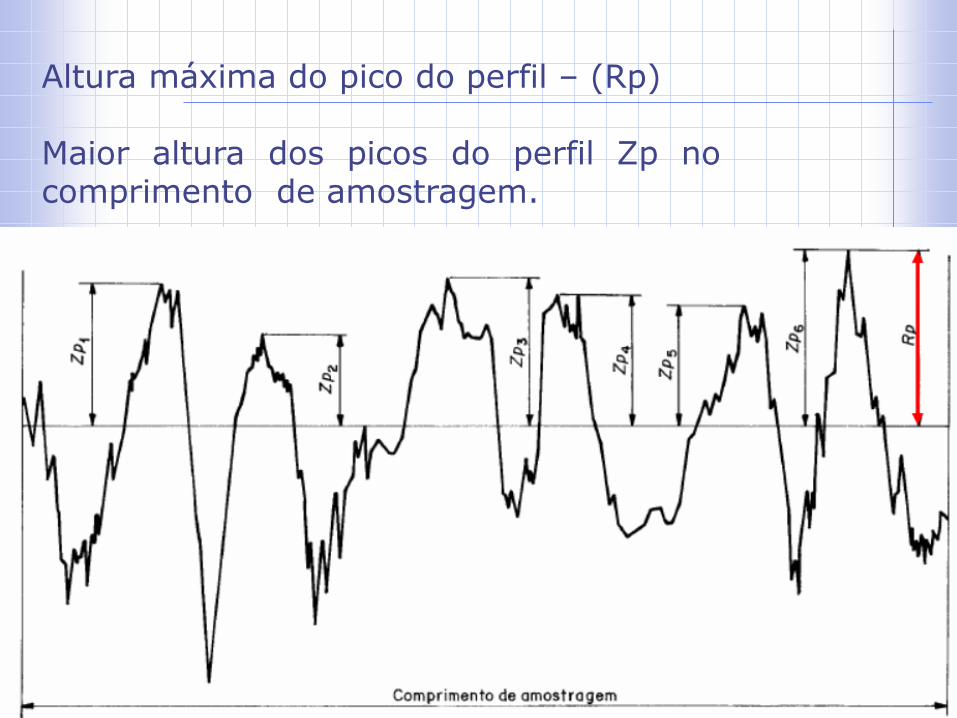
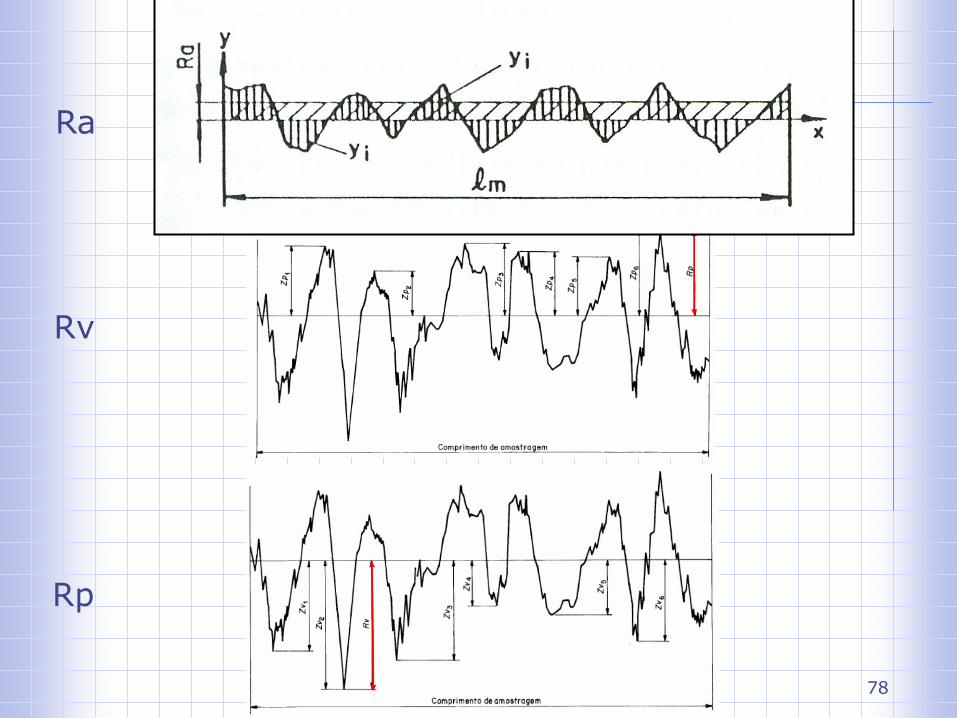
Altura máxima do pico do perfil – (Rp) Maior altura dos picos do perfil Zp no comprimento de amostragem.
54
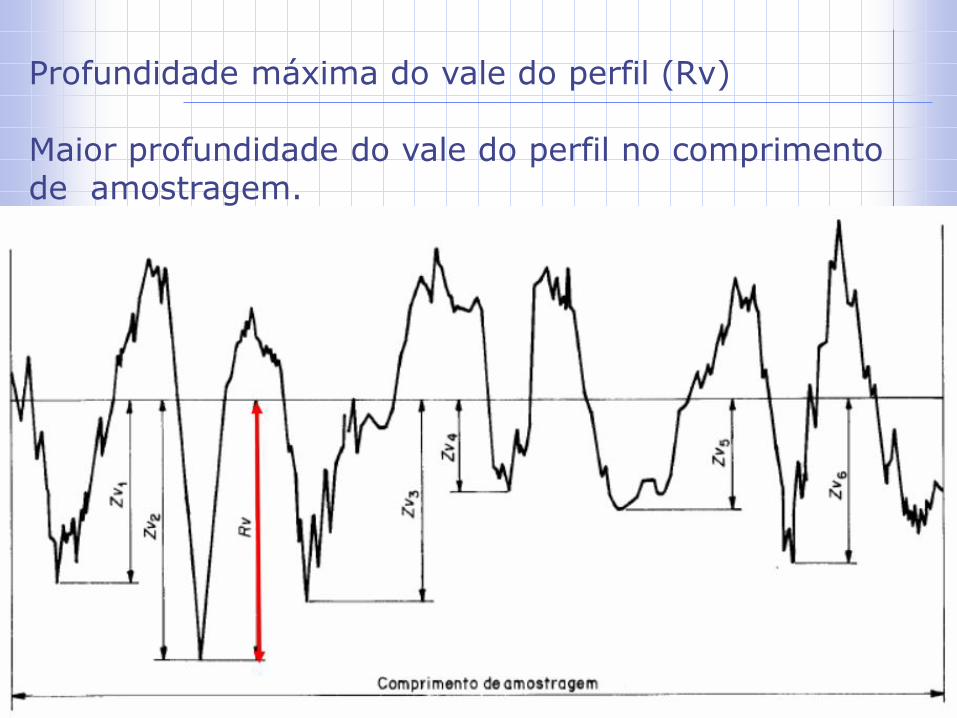
Profundidade máxima do vale do perfil (Rv) Maior profundidade do vale do perfil no comprimento de amostragem.
55
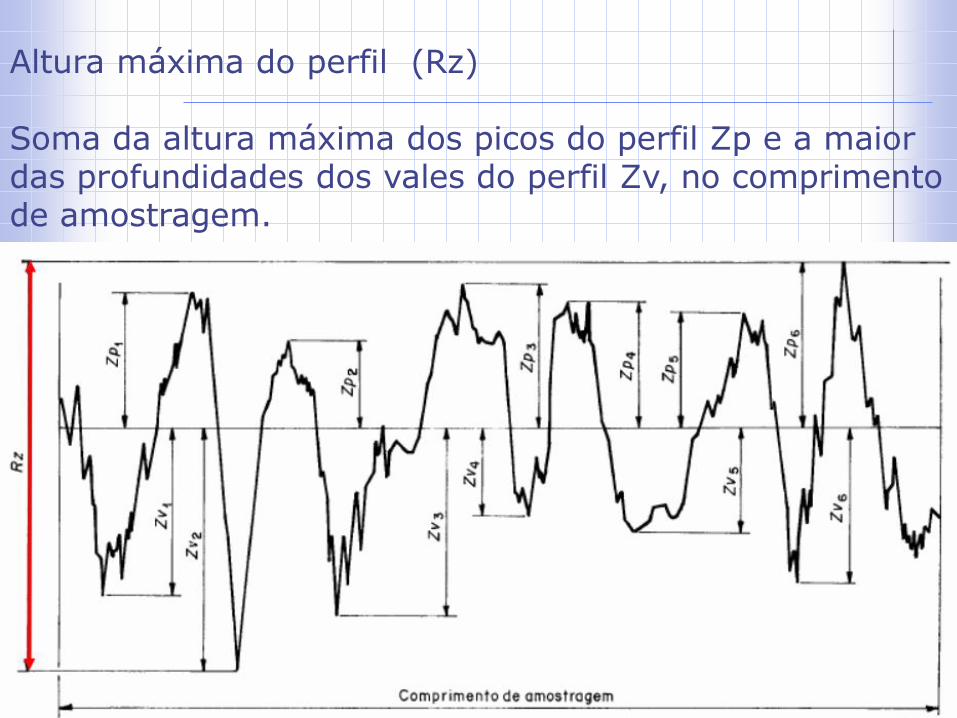
Altura máxima do perfil (Rz) Soma da altura máxima dos picos do perfil Zp e a maior das profundidades dos vales do perfil Zv, no comprimento de amostragem.
56
Altura total do perfil (Rt) Soma das maiores alturas de pico do perfil Zp e das maiores profundidades dos vales do perfil Zv no comprimento de avaliação.
57
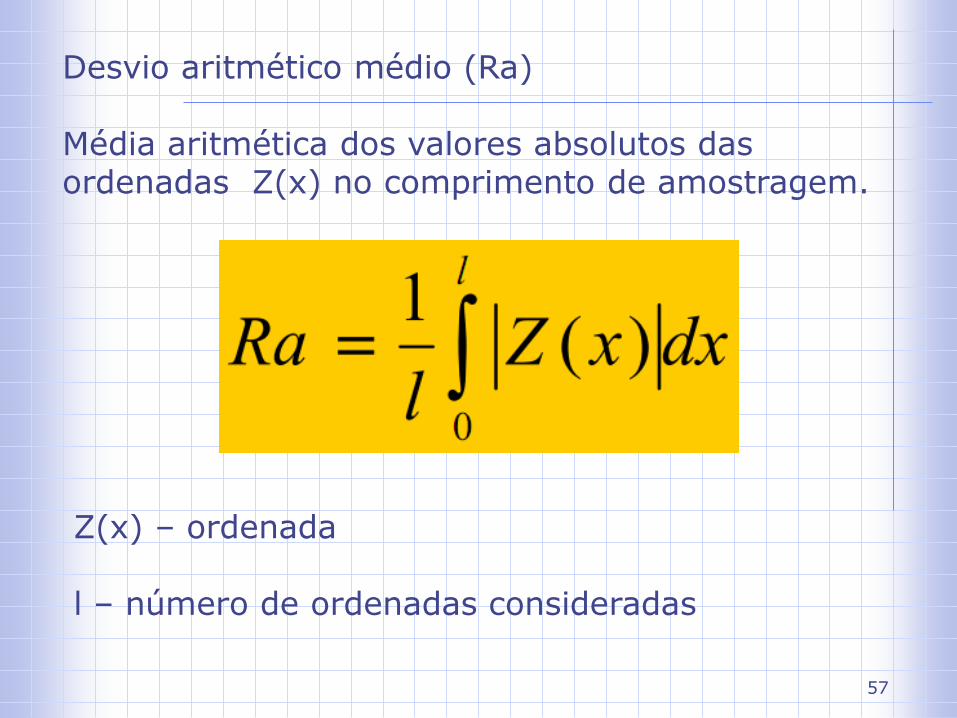
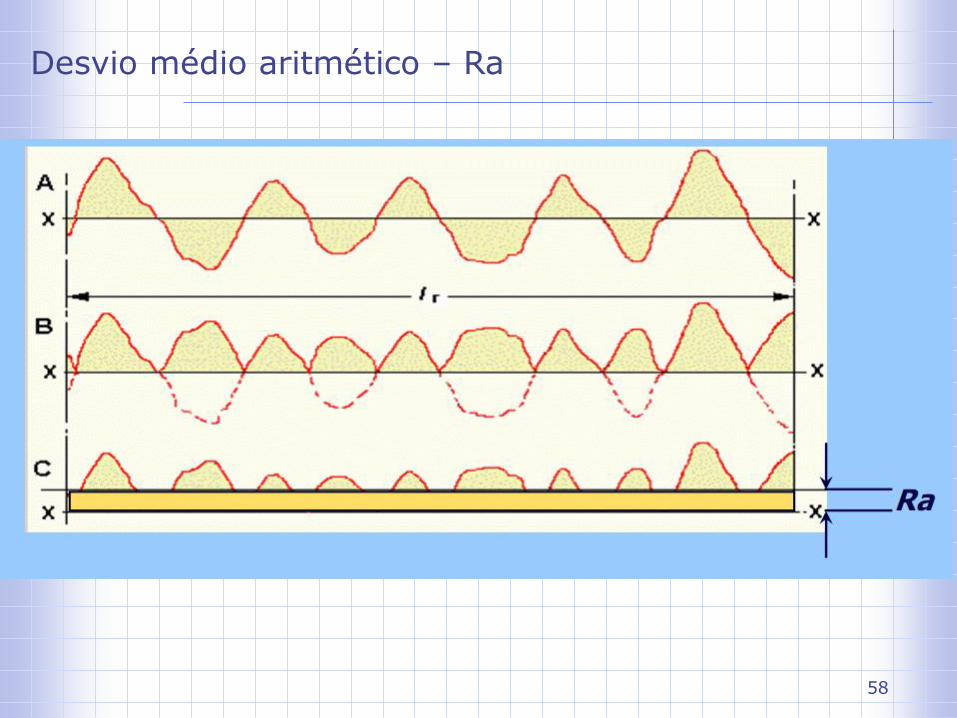
Desvio aritmético médio (Ra) Média aritmética dos valores absolutos das ordenadas Z(x) no comprimento de amostragem. Z(x) – ordenada l – número de ordenadas consideradas
58
Desvio médio aritmético – Ra
59
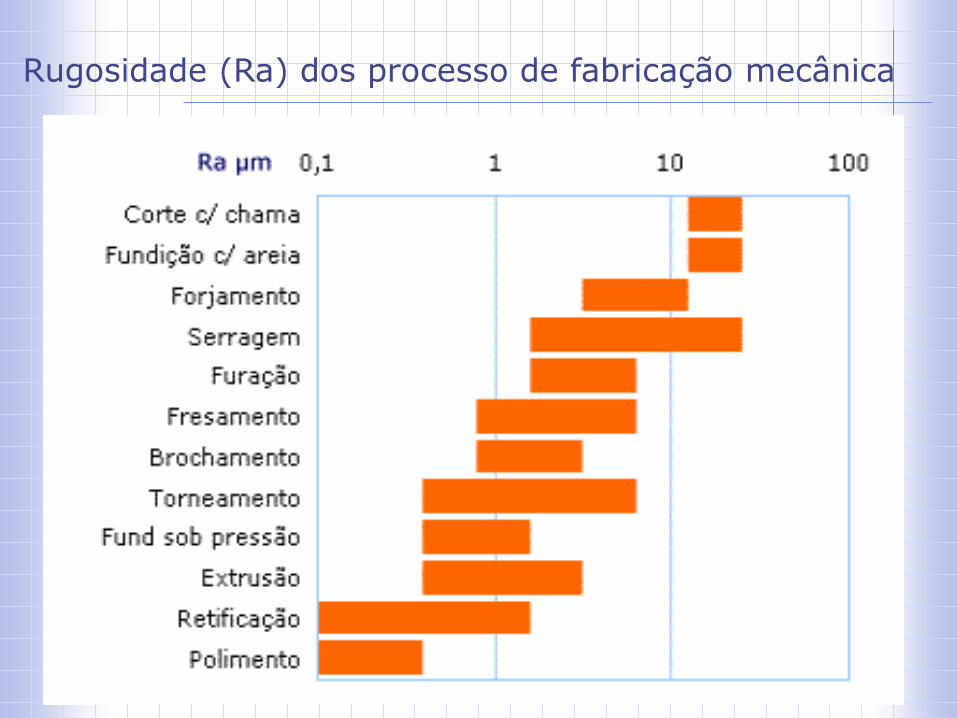
Rugosidade (Ra) dos processo de fabricação mecânica
60
Vantagens do parâmetro Ra É o parâmetro de medição mais utilizado em todo o mundo. É aplicável à maioria dos processos de fabricação. Devido a sua grande utilização, quase todos os equipamentos apresentam esse parâmetro (de forma analógica ou digital eletrônica). Os riscos superficiais inerentes ao processo não alteram muito seu valor.
61
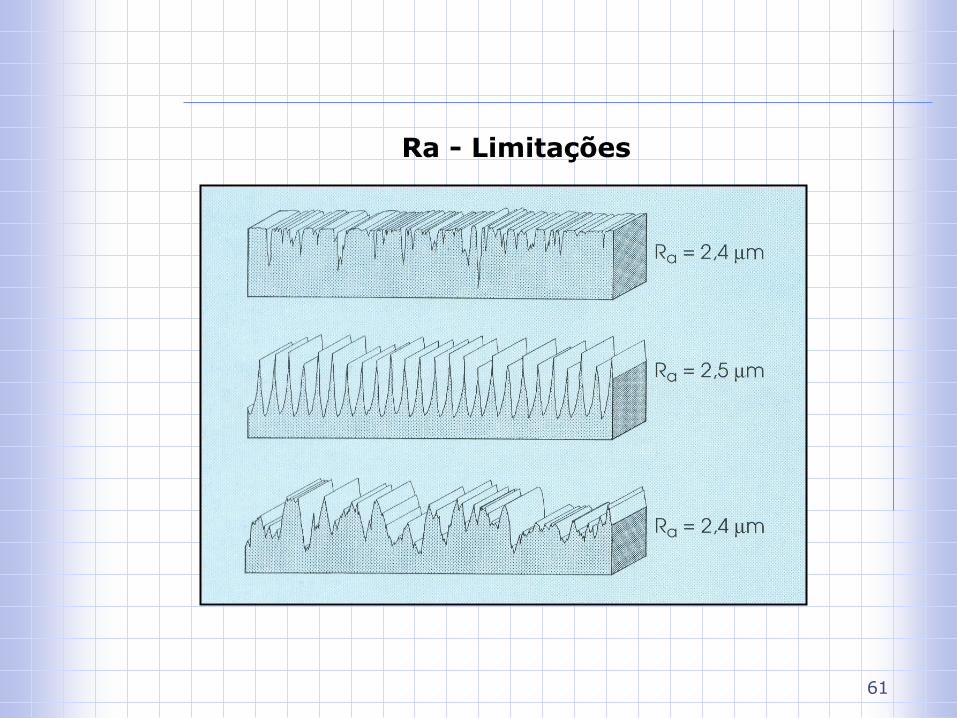
Ra - Limitações
62
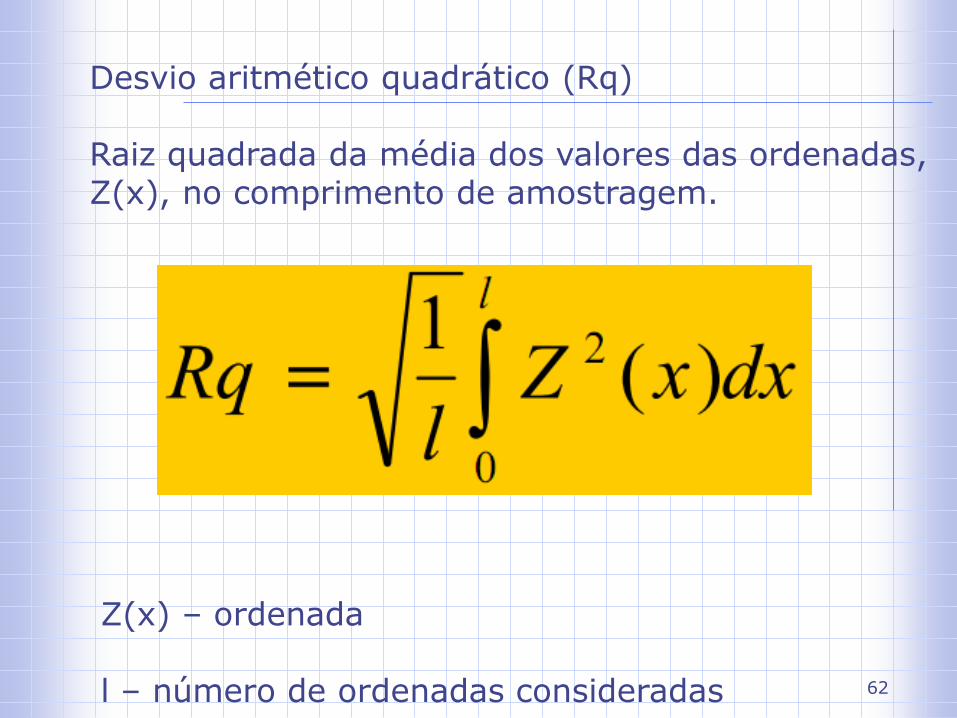
Desvio aritmético quadrático (Rq) Raiz quadrada da média dos valores das ordenadas, Z(x), no comprimento de amostragem. Z(x) – ordenada l – número de ordenadas consideradas
63
Vantagens do Rq 11% maior que Ra, esta diferença é importante em muitos casos. Em superfícies onde a detecção de picos e vales se torna importante mesmo quando estes aparecem ao acaso, evidenciando-os mais que o Ra, pois eleva ao quadrado o erro acentuando-o.
64
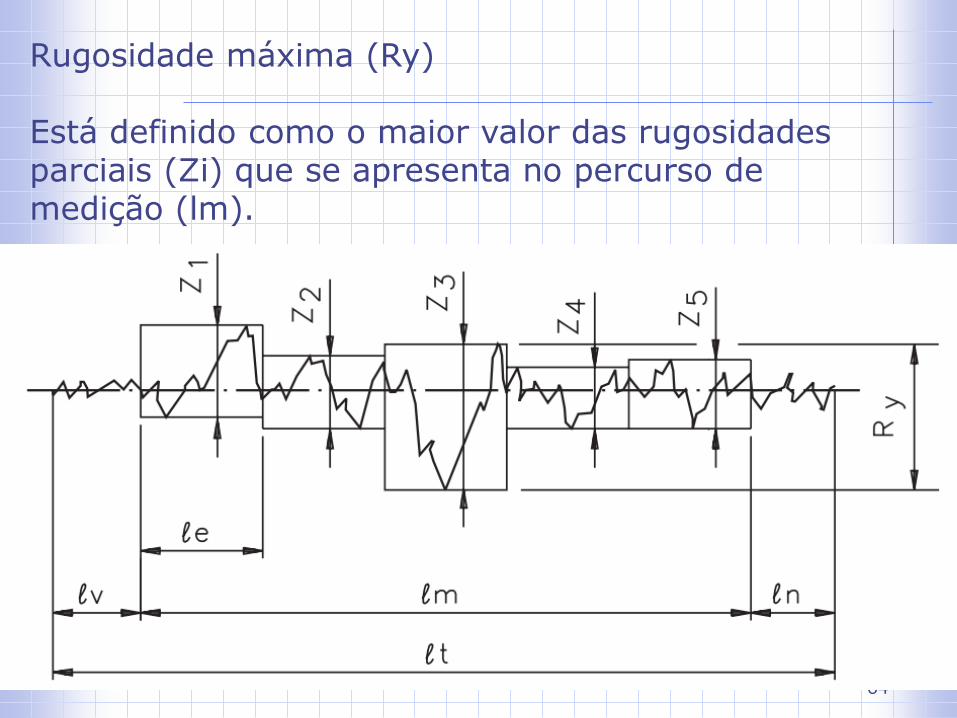
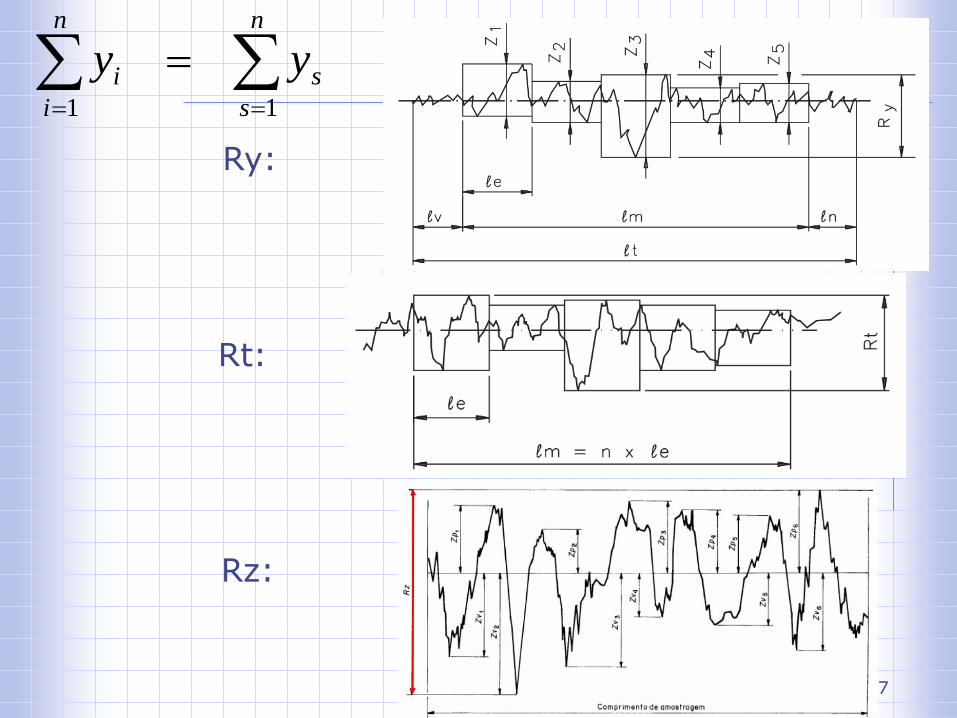
Rugosidade máxima (Ry) Está definido como o maior valor das rugosidades parciais (Zi) que se apresenta no percurso de medição (lm).
65
Vantagens do parâmetro Ry Informa sobre a máxima deteriorização da superfície vertical da peça. É de fácil obtenção quando o equipamento de medição fornece o gráfico da superfície. Tem grande aplicação na maioria dos países. Fornece informações complementares ao parâmetro Ra (que dilui o valor dos picos e vales).
66
Desvantagens do parâmetro Ry Nem todos os equipamentos fornecem o parâmetro. E, para avaliá-lo por meio de um gráfico, é preciso ter certeza de que o perfil registrado é um perfil de rugosidade. Caso seja o perfil efetivo (sem filtragem), deve ser feita uma filtragem gráfica. Pode dar uma imagem errada da superfície, pois avalia erros que muitas vezes não representam a superfície como um todo. Por exemplo: um risco causado após a usinagem e que não caracteriza o processo.
67
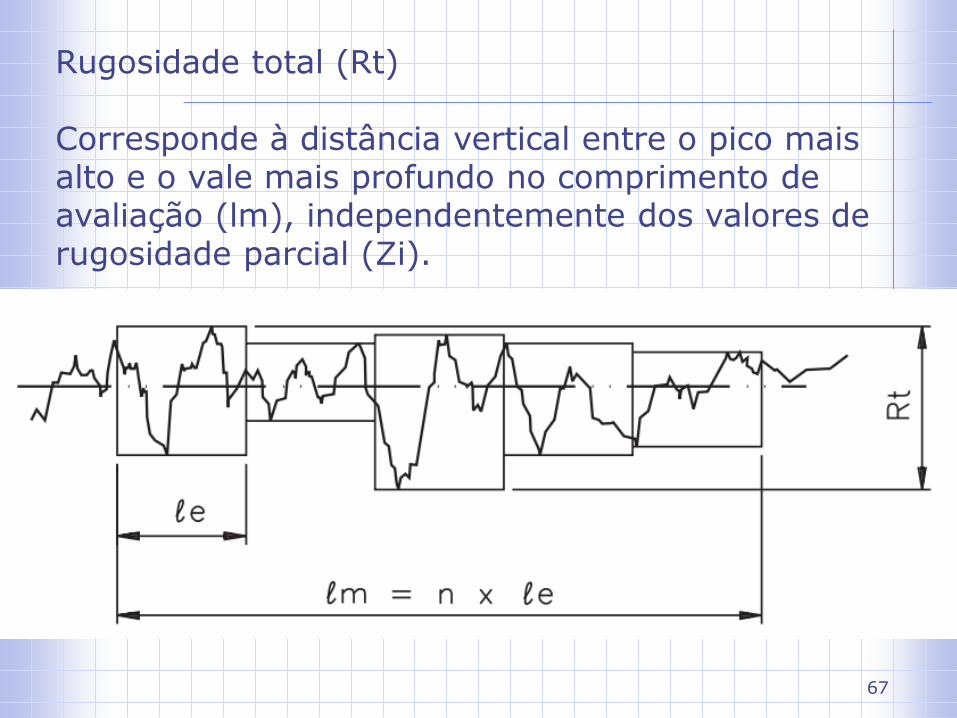
Rugosidade total (Rt) Corresponde à distância vertical entre o pico mais alto e o vale mais profundo no comprimento de avaliação (lm), independentemente dos valores de rugosidade parcial (Zi).
68
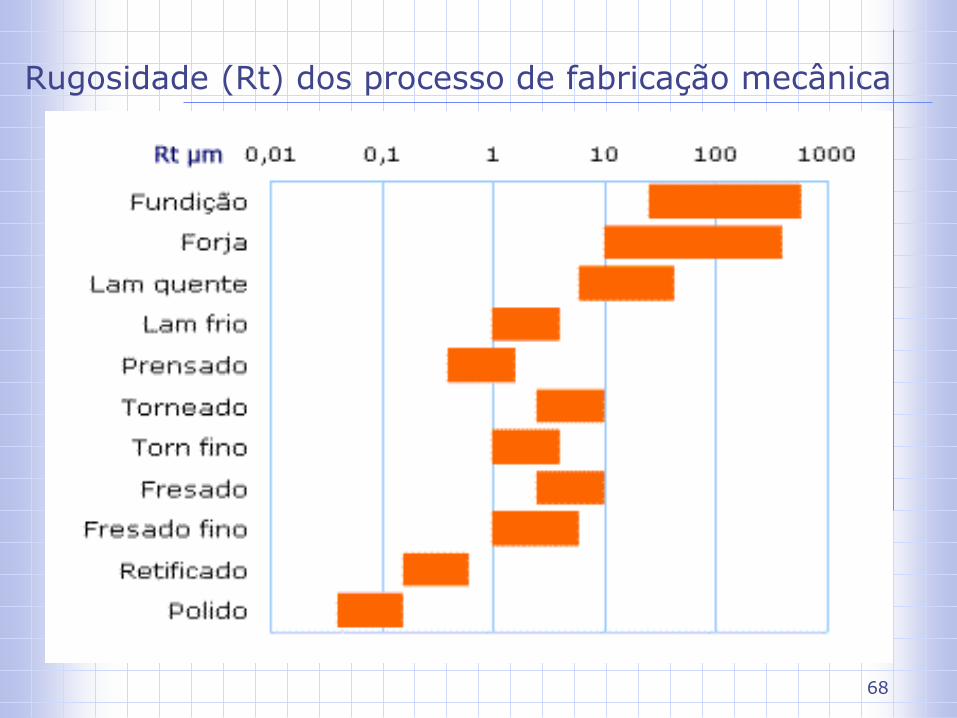
Rugosidade (Rt) dos processo de fabricação mecânica
69
Vantagens do parâmetro Rt É mais rígido na avaliação que o Ry, pois considera todo o comprimento de avaliação e não apenas o comprimento de amostragem (1 valor de cut off). É mais fácil para obter o gráfico de superfície do que com o parâmetro Ry . Tem todas as vantagens indicadas para o Ry. Desvantagem do parâmetro Rt Em alguns casos, a rigidez de avaliação leva a resultados enganosos.
70
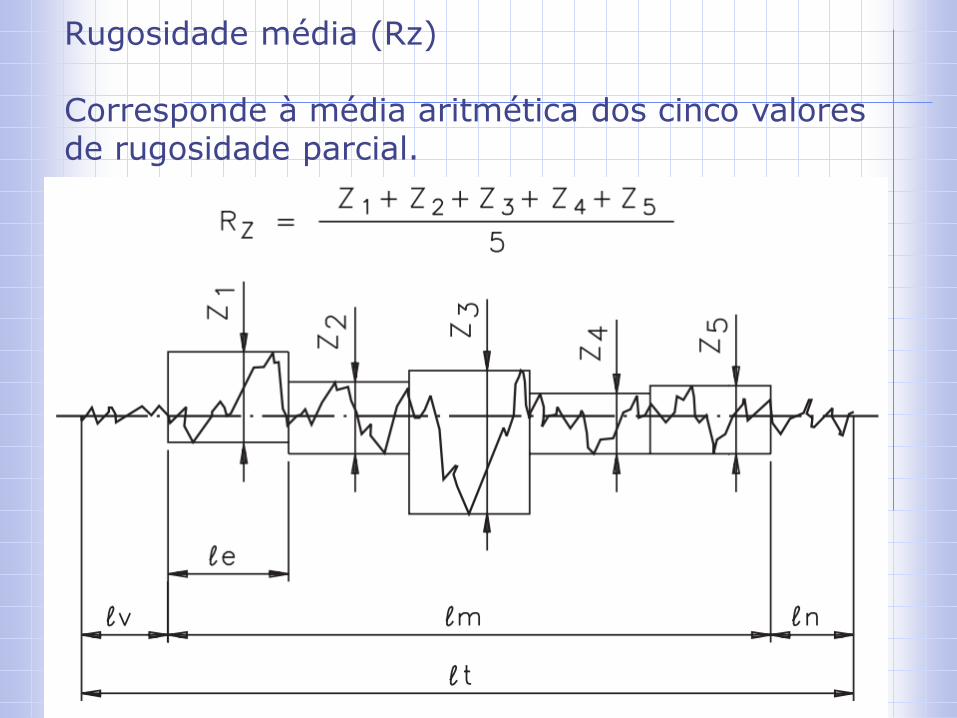
Rugosidade média (Rz) Corresponde à média aritmética dos cinco valores de rugosidade parcial.
71
Vantagens do parâmetro Rz Informa a distribuição média da superfície vertical. É de fácil obtenção em equipamentos que fornecem gráficos. Em perfis periódicos, define muito bem a superfície. Riscos isolados serão considerados apenas parcialmente, de acordo com o número de pontos isolados.
72
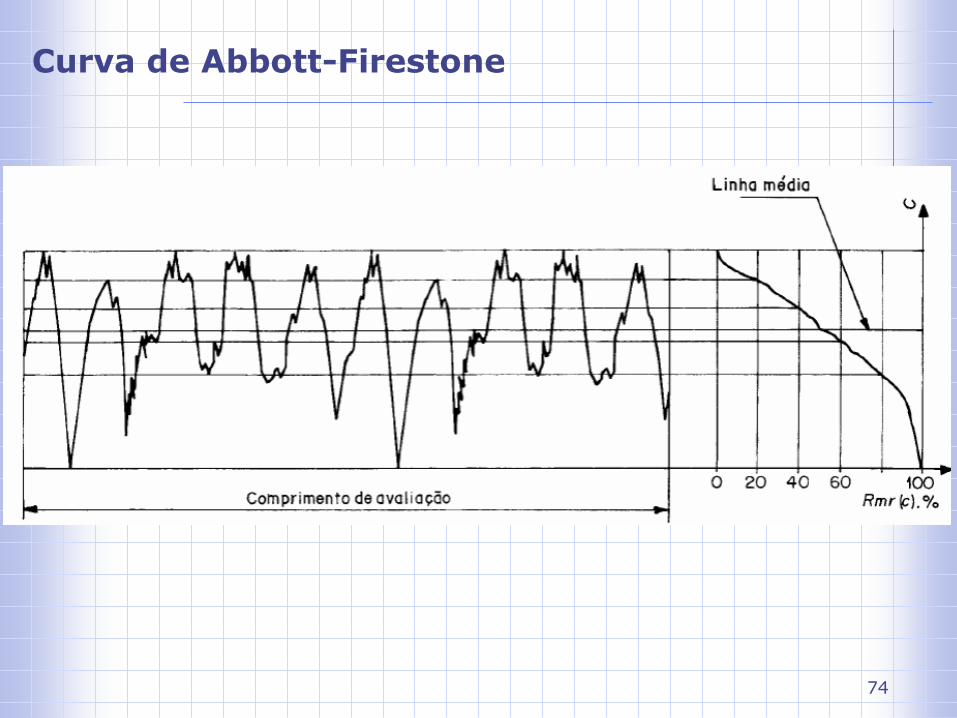
Curva de Abbott-Firestone Curva que representa a razão do comprimento material como uma função de nível. NOTA - Esta curva pode ser interpretada como uma amostra acumulativa da função probabilidade do valor da ordenada Z(x), no comprimento de avaliação.
73
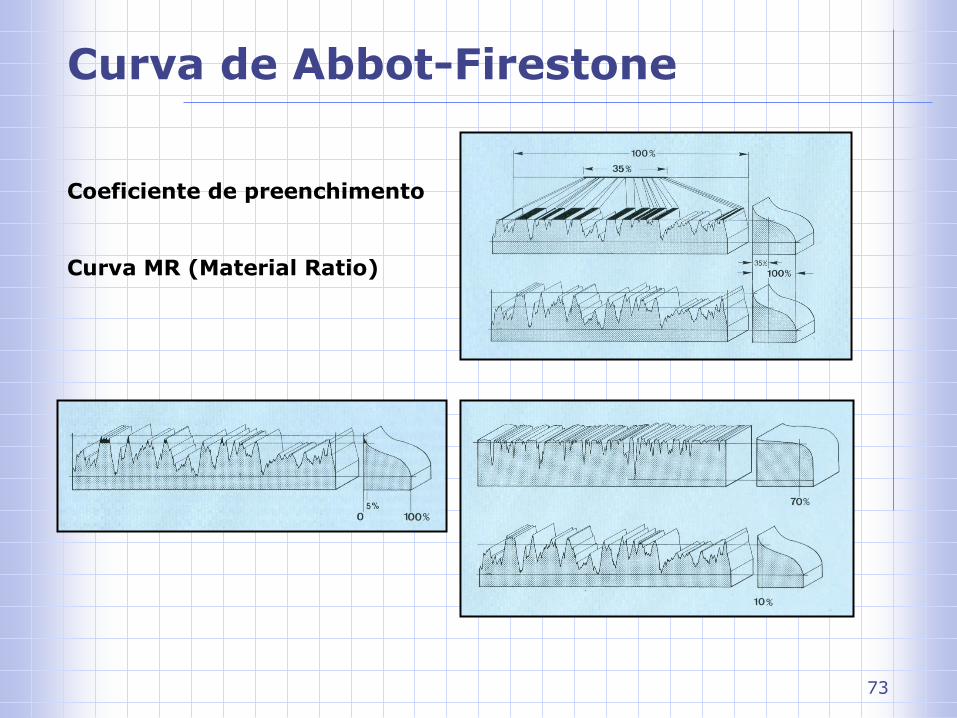
Curva de Abbot-Firestone
Coeficiente de preenchimento
Curva MR (Material Ratio)
74
Curva de Abbott-Firestone
75
BIBLIOGRAFIA:
AGOSTINHO. O L; RODRIGUES. A C S; LIRANI, J: Tolerâncias, ajustes,desvios e analise de dimensões, Ed 2004, Editora Edgard Blucher, S Paulo
LEIGH MUMMERY: Surface texture analysis – The handbook, 1992
SANDER, M.: Oberflächenmeβtechnik für den praktiker, 1989
NORMAS
76
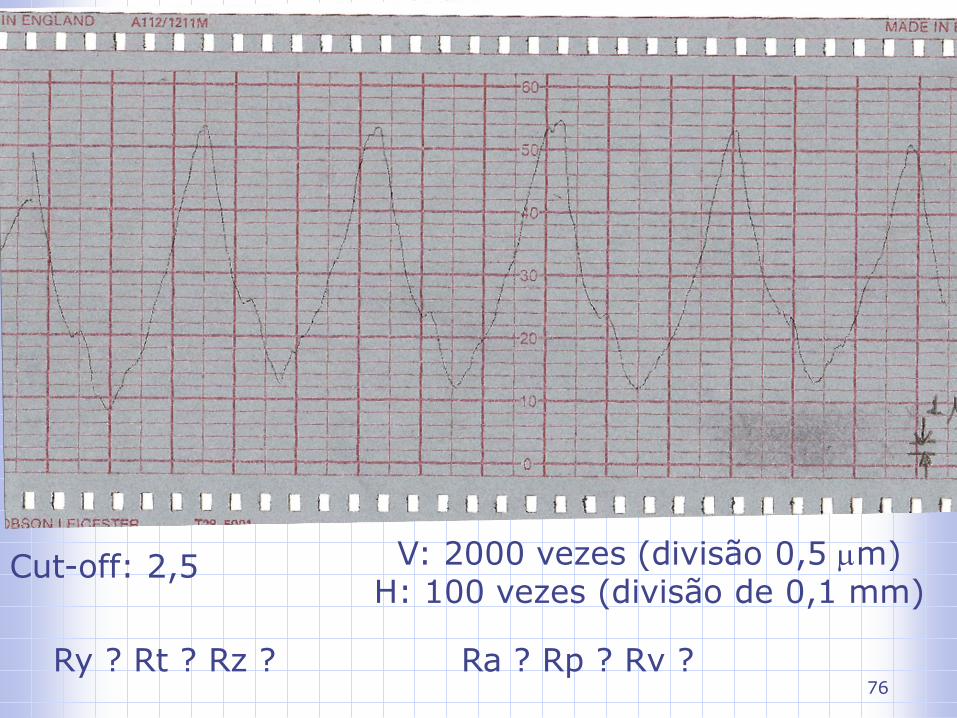
Ra ? Rp ? Rv ? Ry ? Rt ? Rz ?
Cut-off: 2,5 V: 2000 vezes (divisão 0,5 mm) H: 100 vezes (divisão de 0,1 mm)
77
Rz:
Ry:
Rt:
n
s
s
n
i
i yy11
78
Rp
Rv
Ra


















