![[SIC] Ática](https://static.fdocumentos.com/doc/165x107/568c35c41a28ab0235958152/sic-atica.jpg)
COMPORTAMENTO MECÂNICO DE SiC EM MEIOS DE PETRÓLEO E...
81
COMPORTAMENTO MECÂNICO DE SiC EM MEIOS DE PETRÓLEO E NAFTA Vivian Brandão Dias Projeto de Graduação apresentado ao Curso de Engenharia de Materiais da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheira de Materiais. Orientador: Célio Albano da Costa Neto Rio de Janeiro FEVEREIRO/2014
Transcript of COMPORTAMENTO MECÂNICO DE SiC EM MEIOS DE PETRÓLEO E...

COMPORTAMENTO MECÂNICO DE SiC
EM MEIOS DE PETRÓLEO E NAFTA
Vivian Brandão Dias
Projeto de Graduação apresentado ao Curso de
Engenharia de Materiais da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheira de Materiais.
Orientador: Célio Albano da Costa Neto
Rio de Janeiro
FEVEREIRO/2014
COMPORTAMENTO MECÂNICO DE SiC EM MEIOS DE PETRÓLEO E NAFTA
Vivian Brandão Dias
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO
DE ENGENHARIA DE MATERIAIS DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRA DE MATERIAIS.
Examinado por:
______________________________________________
Prof. Célio Albano da Costa Neto, Ph.D.
______________________________________________
Prof. Luiz Carlos Pereira, D.Sc.
______________________________________________
Dra. Bianca de Carvalho Pinheiro, D.Sc.
RIO DE JANEIRO, RJ - BRASIL
FEVEREIRO de 2014

iii
Dias, Vivian Brandão
Comportamento mecânico de SiC em meios de petróleo e
nafta/ Vivian Brandão Dias. – Rio de Janeiro: UFRJ/Escola
Politécnica, 2014.
X, 71 p.: il.; 29,7 cm.
Orientador: Célio Albano da Costa Neto
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso
de Engenharia de Materiais, 2014.
Referências Bibliográficas: p. 70-71.
1.SiC 2. Degradação em petróleo e nafta 3. Propriedades
Mecânicas 4. Selos Mecânicos
I. Costa Neto, Célio Albano da II. Universidade Federal do
Rio de Janeiro, UFRJ, Engenharia de Materiais III. Comportamento
mecânico de SiC em meios de petróleo e nafta.

iv
“Um Coelho branco é tirado de uma cartola. […]. Todos os mortais nascem no
extremo dos mais finos pelos do Coelho, onde podem se admirar com a impossibilidade
do truque. Mas conforme envelhecem, eles se arrastam cada vez mais para o fundo da
pelagem. […]. Apenas filósofos tentam escalar de volta um dos mais finos pelos e olhar
diretamente nos olhos do Grande Mágico.”
Jostein Gaarder – O Mundo de Sofia
“A existência é um fato. Viver é uma Arte.”
Sri Sri Ravi Shankar

v
AGRADECIMENTOS
Gostaria de primeiramente agradecer ao professor Celio por me conceder a
oportunidade de trabalhar neste projeto e por toda orientação e incentivo, fundamentais
para a evolução do mesmo.
À Petrobrás e à DEPROCER pelos investimentos e atividades prestadas, indispensáveis
para o desenvolvimento deste trabalho.
À equipe do Laboratório de Análises Químicas e Processamentos Cerâmicos: Sr.
Roberto, Leandro Luiz, Cláudio e Aline, que proporcionaram toda a infraestrutura e
apoio tão necessários.
Aos membros da banca, por terem não só aceitado o convite, mas por terem dedicado
seu tempo e energia na avaliação deste projeto, se mostrando tão receptivos e solícitos.
A Leandro Morani, que sem dúvidas é a pessoa a quem devo a conclusão desse projeto
e de todos os outros em minha vida. Sou eternamente grata por ter sua amizade,
dedicação, empenho, paciência e principalmente, por todo seu amor.
A meus pais, meus primeiros mestres, por todo esforço e sacrifício empregados em
minha educação. A fé de vocês em mim e todo o carinho dedicado me permitiram
chegar até aqui.
À minha irmã, por toda amizade e companheirismo que carregarei por toda vida. E a
Leonardo, por fortalecer esses laços e ter acrescentado tanto à nossa família.
A meus avós, tios e tias, por todo o exemplo, conselhos, incentivos e afeto que me
acompanham desde criança e se mostraram fundamentais para a construção do ser
humano que sou hoje. Em especial, a dois anjinhos que sempre olharam e olharão por
mim: Vovó Isaura e Vovô Jerson.
A meus amigos, principalmente, à Mayara, Caroline, Pedro, Mariana, Fernando e
Rafael, que compartilharam comigo todos os desafios da Engenharia da UFRJ, sabendo
amenizar qualquer situação mais obscura com uma história engraçada, cafezinhos
intermináveis e um bom bar.
Jai GuruDev.

vi
Resumo do Projeto de Graduação apresentado ao DEMM/EP/UFRJ como parte
integrante dos requisitos necessários para a obtenção do grau de Engenheira de
Materiais.
COMPORTAMENTO MECÂNICO DE SiC EM MEIOS DE PETRÓLEO E NAFTA
Vivian Brandão Dias
Fevereiro/2014
Orientador: Célio Albano da Costa Neto
Curso: Engenharia de Materiais
O presente estudo teve por objetivo avaliar o comportamento mecânico de amostras de
carbeto de silício (SiC) processadas de formas diferentes e submetidas a tempos
distintos de degradação em tanques de petróleo e nafta. Nos ensaios de degradação, os
corpos de prova foram submetidos à tensão de flexão de 50 MPa (em 3 pontos), cuja
finalidade era intensificar o estado de tensão na porosidade natural do material.
Seguidamente, foi executada a avaliação de variação de massa e ensaios de flexão a
quatro pontos foram realizados, a fim de se avaliar a susceptibilidade dos materiais aos
meios de ataque. Os resultados demonstraram elevada dispersão de dados de média de
tensão de ruptura dos grupos, demonstrando a não susceptibilidade desses materiais aos
meios e condições impostos. Análise estatística de Weibull foi empregada para
complementar as conclusões acerca do caráter inerte observado, considerando-se o
comportamento estatístico das propriedades mecânicas de materiais cerâmicos.
Finalmente, análises das superfícies de fratura por técnicas de microscopia eletrônica de
varredura (MEV) e espectroscopia de energia dispersiva (EDS) foram empregadas,
constatando-se a influência de problemas de usinagem na origem de falhas e a não
alteração de composição química do material devido às interações com os meios e
condições de exposição
Palavras-chave: SiC, Exposição em petróleo e nafta, Propriedades Mecânicas, Módulo
de Weibull, Fractografia, Selos Mecânicos.
vii
Abstract of Undergraduate Project presented to DEMM/EP/UFRJ as a partial fulfillment
of the requirements for the degree of Materials Engineer.
MECHANICAL BEHAVIOUR OF SiC UNDER PETROLEUM AND NAPHTHA
ENVIRONMENTS
Vivian Brandão Dias
February/2014
Advisor: Célio Albano da Costa Neto
Course: Materials Engineering
The objective of the present study was to evaluate the mechanical behavior of silicon
carbide (SiC) samples manufactured by different routes and exposed to distinct periods
of time inside petroleum and naphtha vessels. During degradation tests, three point
flexural stress (50 MPa) was applied to the specimens to increase the local stress at the
natural porosity of the material. Following, mass variation evaluation and four-point
bending stress tests were executed, aiming to evaluate materials susceptibility to the
selected environments. Results showed high deviation of the modulus of rupture (MOR)
measured and the non-degradation of the SiC groups. Weibull statistical analysis was
used to complement previous conclusions regarding the inert behavior observed,
considering ceramics mechanical properties statistical behavior. At last, fracture surface
analysis by scanning electron microscope (SEM) and energy dispersive spectroscopy
(EDS) techniques were applied, stating machining damages influence on crack origins
and the lack of chemical composition changes imposed by the environments and
exposing conditions.
Keywords: Petroleum and naphtha exposure; Mechanical properties; Weibull Modulus;
Fractography; Mechanical seals.

viii
SUMÁRIO
1. INTRODUÇÃO ................................................................................................................... 1
2. REVISÃO BIBLIOGRÁFICA .......................................................................................... 3
2.1. O Carbeto de Silício (SiC) ............................................................................................. 3
2.2. Processamento do SiC ................................................................................................... 4
2.2.1. Sinterização no Estado Sólido .............................................................................. 5
2.2.2. Sinterização em Fase Líquida .............................................................................. 5
2.2.3. Processamentos Alternativos ................................................................................ 6
2.3. Propriedades do SiC ...................................................................................................... 7
2.3.1. Resistência à Flexão ............................................................................................. 7
2.3.2. Módulo de Weibull ............................................................................................... 9
2.3.3. Degradação de SiC ............................................................................................. 10
2.3.4. Crescimento Subcrítico de Trinca ...................................................................... 11
2.4. Sedes de selos mecânicos ............................................................................................ 12
Figura 3 – Sedes de selos mecânicos (PEREIRA, 2010). .................................................... 12
3. MATERIAIS E MÉTODOS ............................................................................................ 13
3.1. Grupos de Carbeto de Silício ....................................................................................... 13
3.2. Cálculo da Densidade Aparente Através do Método de Arquimedes e da
Densidade Relativa .............................................................................................................. 14
3.3. Cálculo do Módulo de Young (E) Através do Método de Ultrassom ......................... 15
3.4. Preparação dos Corpos de Prova ................................................................................. 16
Figura 4 – Dimensionamento dos corpos de prova segundo a ASTM C116-02c. ............ 16
3.5. Dispositivos de Flexão a Três Pontos .......................................................................... 17
3.5.1. Determinação da Tensão de Carregamento ........................................................ 18

ix
3.5.2. Cálculo da Deflexão Máxima por Teoria de Vigas ............................................ 18
3.5.3. Monitoramento da Deflexão Aplicada por LVDT ............................................. 20
Figura 7 – LVDT detalhado com suas especificações. ........................................................ 21
3.6. Meios e Tempos de Exposição .................................................................................... 22
3.7. Caracterização do SiC depois de Submetidos aos Meios e Tempos de Exposição ..... 24
3.7.1. Investigação de Perda de Massa dos Corpos de Prova ....................................... 25
3.7.2. Ensaio de Flexão a Quatro Pontos ...................................................................... 25
Figura 12 – Dispositivo de flexão a quatro pontos com dimensionamento. ..................... 26
3.7.3. Análise Estatística de Weibull ............................................................................ 27
3.7.4. Análise de Superfícies de Fratura dos Corpos de Prova .................................... 28
4. RESULTADOS E DISCUSSÃO ...................................................................................... 30
4.1. Averiguação das Especificações de Usinagem dos Corpos de Prova .......................... 30
4.2. Densidade Aparente e Relativa .................................................................................... 30
Tabela 2 - Valores de densidade aparente e relativa para grupos de SiC. ....................... 31
4.3. Avaliação do Módulo de Young .................................................................................. 32
4.4. Valores de Deflexão Máxima Calculados por Teoria de Vigas................................... 33
Tabela 4 – Deflexão máxima aplicada a cada grupo de materiais. ................................... 33
4.5. Análise da Variação de Massa ..................................................................................... 34
4.6. Avaliação da Média do Módulo de Ruptura (MOR) ................................................... 34
4.6.1. Curva Característica de Tensão versus Alongamento ........................................ 34
4.6.2. Avaliação da Influência da Exposição aos Meios .............................................. 35
4.6.3. Comparativo entre Grupos de Materiais ............................................................ 43
4.7. Análise Estatística por Módulo de Weibull e Probabilidade de Falha. ....................... 46
x
4.8. Análise de Superfícies de Fratura dos Corpos de Prova. ............................................. 55
4.8.1. Fractografia ........................................................................................................ 55
4.8.2. Dados de Composição Química por EDS .......................................................... 65
5. CONCLUSÕES ................................................................................................................. 68
6. SUGESTÃO DE TRABALHOS FUTUROS .................................................................. 69
7. REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................ 70

1
1. INTRODUÇÃO
Materiais cerâmicos são definidos como materiais formados por ligações
interatômicas do tipo iônica ou covalente. Sua utilização remonta a períodos pré-
históricos com a utilização da argila para a obtenção das mais diversas ferramentas. No
curso da História, os cerâmicos foram largamente aplicados ao redor do planeta em
produtos como porcelanas e vidros. Com o advento de técnicas mais modernas de
processamento de materiais a partir de meados do século XX, o homem se tornou capaz
de desenvolver novos e avançados materiais cerâmicos, permitindo explorar e alcançar
propriedades de alto desempenho e criando opções para aplicações mais complexas de
engenharia (ASHBY, 1992, RICHERSON, 2006).
O Carbeto de Silício (SiC) é um dos mais conhecidos e estudados exemplos de
cerâmicos avançados, ou cerâmicos de engenharia, sintetizados artificialmente. São
reconhecidos por apresentarem elevado desempenho mecânico, resistência ao desgaste e
à abrasão, baixa densidade e alta resistência à degradação em altas temperaturas
(PEREIRA, 2010). Essas, entre outras propriedades, fazem do carbeto de silício um
material com vasta aplicação em sedes de selos mecânicos, cuja finalidade é atuar como
elemento de vedação para o bombeamento de fluidos, principalmente na indústria do
petróleo (RICHERSON, 2006).
Cabe ressaltar que por diferentes processamentos, o SiC pode vir a apresentar
propriedades bastante distintas, como é o caso do SiC sinterizado em estado sólido
(SES) e do sinterizado com fase líquida (SFL). A sinterização em estado sólido gera
uma menor densificação do corpo verde, pois o SiC não possui boa difusividade, o que
requer temperaturas bastante elevadas de sinterização (~2100 ºC). Com a sinterização
em presença de fase líquida, obtém-se uma maior densificação a temperaturas mais
baixas e tempos menores de processo (~1800 ºC). Isso ocorre devido à introdução de
uma fase eutética, que facilita os processos difusionais e reduz a proporção de poros,
porém limita a aplicação do material em temperaturas mais elevadas, bem como reduz
sua dureza (KWON, 1991, YAN, 1991).
Apesar de sua extensa aplicabilidade, a bibliografia não apresenta muito estudo
acerca da susceptibilidade do SiC a meios agressivos, talvez desestimulada por seu
caráter inerte em geral. Entretanto, o efeito de crescimento subcrítico de trincas pode vir
2
a ocorrer sob aplicações de carregamentos estáticos (e até mesmo cíclicos) em
ambientes propícios. Isso motiva o estudo da avaliação mecânica do SiC em exposição
a meios de interesse para a indústria do petróleo.
Foram realizados ensaios de exposição a meios para três tipos de SiC distintos:
um resultante da sinterização em estado sólido do pó importado, denominado SES
Premix; outro da sinterização em estado sólido do pó nacional purificado, denominado
SES Nacional; e o último, da sinterização em fase líquida do pó nacional, denominado
SFL. Esses materiais foram submetidos à exposição em petróleo a 25 °C, petróleo a 60
°C e nafta a 25 °C. Em cada meio, grupos distintos foram expostos por 15, 90 e 180
dias, com o objetivo de avaliar a influência de cada condição no desempenho mecânico
dos materiais. Ainda, grupos não submetidos aos meios foram avaliados para fins de
obtenção de dados comparativos.
Todos os grupos de materiais foram submetidos a carregamento estático por
flexão a três pontos durante os ensaios de susceptibilidade aos meios, prestando
condições para possível corrosão sobtensão. A medição da massa antes a exposição aos
meios foi realizada visando a detectar possíveis degradações no material O
comportamento mecânico após os tempos de exposição foi avaliado através de ensaios
de flexão a quatro pontos. Os dados obtidos de módulo de ruptura foram submetidos à
análise estatística de Weibull, dado o caráter dispersivo dos valores das propriedades
mecânicas de materiais cerâmicos, em contraste com aquele observado em materiais
metálicos. Finalmente, a análise da superfície de fratura por microscópio eletrônico de
varredura (MEV) foi realizada a fim de se analisar os mecanismos de falha, enquanto a
técnica de espectroscopia de energia dispersiva (EDS) foi empregada para a avaliação
de possíveis alterações na composição química dos materiais provocadas pela exposição
aos meios.

3
2. REVISÃO BIBLIOGRÁFICA
2.1. O Carbeto de Silício (SiC)
O Carbeto de Silício é muito apreciado por seu excelente desempenho e
versatilidade de operação em amplas faixas de temperatura, apresentando excelentes
propriedades mecânicas superiores, resistência à fluência, alta dureza, baixa densidade
em relação aos metais, alta resistência à corrosão e ao desgaste, alta condutividade
térmica, entre outros (SILVA, 2011).
Compreende o grupo de cerâmicos estruturais de engenharia ou avançadas.
Suas propriedades o tornam selecionável a aplicações especiais que exigem materiais de
elevado desempenho, e.g. abrasivos, blindagens balísticas, resistências elétricas, mobília
de fornos especiais, diversos componentes de bombas hidráulicas, partes molhadas de
válvulas e selos mecânicos, que englobam aplicações em ambientes de alta temperatura
e meios agressivos (RICHERSON, 2006).
O pó de SiC é obtido mais comumente através de um processo denominado
Acheson, que promove uma redução carbotérmica da sílica ao se misturar fontes de
sílica (SiO2), como areia, a fontes de carbono, como carvão ou coque de petróleo. Uma
corrente elétrica é induzida em um forno através da mistura, aquecendo-a. Na Equação
1, a reação resultante do processo que dá origem ao SiC é apresentada (PEREIRA,
2010):
Equação 1
A ligação entre os elementos silício (Si) e carbono (C) é predominantemente
covalente, uma vez que a eletronegatividade dos dois elementos possui valores que
diferem muito pouco, o que permite compreender o elevado desempenho mecânico,
inclusive em altas temperaturas, e a elevada dureza observados para o SiC, pois a
ligação covalente é intrinsecamente forte e direcional.

4
O carbeto de silício possui estrutura cristalina. Sua unidade básica consiste em
um arranjo tetraédrico empilhado de duas formas distintas: empilhamento paralelo,
cujos cristais formados são cúbicos e compõe a fase β, denominada carbeto de silício
beta (β-SiC), representada pela Figura 1(a); ou empilhamento antiparalelo, cujos cristais
são hexagonais ou romboédricos e formam a fase α, denominada carbeto de silício alfa
(α-SiC), demonstrada na Figura 1(b) (KINGERY, 1978).
Figura 1 – Cristais de SiC em forma de empilhamento (a) Paralelo (β-SiC) e (b)
Antiparalelo (α-SiC). (SHAFFER, 1991)
2.2. Processamento do SiC
A ligação covalente característica do SiC, apesar de trazer benefícios em
termos de desempenho, resulta em uma maior dificuldade de se processar o pó para a
fabricação dos componentes. A sinterização é o processo mais amplamente utilizado.
Porém, ao se tratar de sólidos covalentes, a energia de ativação necessária para a difusão
é alta, devido à maior força das ligações interatômicas nesses casos. A utilização de
técnicas especiais, muitas vezes com o acréscimo de aditivos de sinterização, torna
possível o seu processamento. Entretanto, altas temperaturas e tempos de processo são
comuns (PEREIRA, 2010, SILVA, 2011). As principais técnicas são descritas nas
seções a seguir.
5
2.2.1. Sinterização no Estado Sólido
Na sinterização no estado sólido (SES), os mecanismos que promovem a
densificação do SiC são exclusivamente difusionais e ocorrem no sentido de reduzir a
energia de superfície do compacto. Em uma primeira etapa, os átomos difundem entre
as partículas com o objetivo de reduzir tensões associadas às superfícies, formando
pescoços e porosidade aberta. Em seguida, ocorre a formação de contornos de grão e
seu subsequente crescimento, resultando no fechamento dos poros, estes com dimensões
relativamente grandes, formados pela união de três ou quatro grãos. No fim do
processo, a força motriz para a redução é reduzida, diminuindo os níveis de
compactação alcançáveis. Ocorre ainda o crescimento de grãos que necessitam ser
controlados para a manutenção das propriedades do cerâmico final.
Para melhor densificação e controle do crescimento de grãos do SiC e
consequentemente de suas propriedades, faz-se usufruto de aditivos de sinterização,
como o boro, que atuam nas superfícies dos grãos. Os aditivos promovem a segregação
de impurezas seletivas nos contornos de grão, reduzindo suas tensões interfaciais
originalmente elevadas devido à elevada direcionalidade das ligações covalentes do
carbeto de silício. O carbono também pode ser adicionado à mistura como aditivo,
agindo como desoxidante, removendo a sílica e facilitando os processos difusionais. A
densificação atinge valores normalmente em torno de 90%, podendo ser superior com a
correta administração dos aditivos (REED, 1988).
2.2.2. Sinterização em Fase Líquida
Com o objetivo de acelerar os processos difusionais, promover maior
compactação, bem como diminuir o crescimento exagerado dos grãos, é possível
processar os SiC através de sinterização com presença de fase líquida (SFL). Nesse
processo, primeiramente, um aditivo de composição eutética é acrescentado à mistura,
na forma de pó, misturado homogeneamente, formando um compacto verde de
densidade relativa entre 50 e 65% (KWON, 1991).
O processo de densificação por SFL ocorre em três etapas: rearranjo,
precipitação da solução e remoção final de poros. Inicialmente, podem ocorrer diversos
fenômenos simultâneos, como fundição e redistribuição do líquido. Tanto fases sólidas,
6
quanto fases líquidas estão propensas a rearranjos devido a fenômenos de capilaridade
que resultam em movimentos rotacionais e cisalhantes. De fato, o líquido presente age
como lubrificante e os rearranjos ocorrem no sentido da redução da porosidade, até o
ponto em que não há mais espaço físico, os grãos se comprimem e movimentos de
rearranjo se tornam desprezíveis. Nessa etapa, a densificação continua a aumentar
através da dissolução de sólidos nos contornos de grão que se transferem para zonas não
comprimidas por difusão pela fase líquida, seguida de sua reprecipitação. A
transferência de massa nessa etapa resulta no achatamento no contato entre os grão e na
redução do volume do compacto, restando apenas poros fechados. Finamente, os poros
fechados restantes, devido a suas dimensões reduzidas e à baixa pressão de vapor em
seu interior, passam a ser removidos por meio de fenômenos físico-químicos de
superfície. Esse processo normalmente apresenta densidade relativa superior ao SES,
por volta de 95 % (KWON, 1991).
Na sinterização em presença de fase líquida, a utilização de aditivos é
requerida. O conhecimento do diagrama de fases é de extrema importância visando ao
controle da composição dos aditivos para a formação do eutético na temperatura ideal.
Os mesmos reagem entre si, formando líquidos que, no resfriamento, compõem fases
vítreas distribuídas nos contornos de grão do SiC. Um componente 60% alumina
(Al2O3) 40% ítria (Y2O3) é um exemplo de aditivo amplamente utilizado nos processos
de SFL (PEREIRA, 2010).
2.2.3. Processamentos Alternativos
Entre outras formas rotineiras de processamento, destacam-se o RBSiC
(Reaction Bonded Silicon Carbide, ou Carbeto de Silício ligado por reação) e a
prensagem a quente (PQ).
O RBSiC é produzido promovendo-se a reação do silício metálico com o
carbono, através da infiltração do silício fundido em espécies de pré-formas porosas
contendo alguns grãos de SiC e fontes de carbono. Uma reação in situ ocorre,
formando-se uma fase secundária de SiC que se liga aos grãos de SiC existentes na pré-
forma. O RBSiC apresenta altos valores de densificação e pode ser aplicado na
produção de peças de geometria complexa (SILVA, 2011).
7
Na prensagem a quente (PQ), a sinterização do pó de carbeto de silício é
promovida com a aplicação de pressão, aumentado a difusibilidade. Em geral, as
temperaturas são reduzidas quando comparados àquelas atingidas durante processos de
SES. A sinterização existente na PQ pode ser tanto por estado sólido quanto por fase
líquida. Esse processo é utilizado em casos cuja aplicação exige altíssima densificação e
excelentes propriedades mecânicas. Por outro lado, esse processo não permite a
obtenção de geometrias complexas (PEREIRA, 2010).
2.3. Propriedades do SiC
As características intrínsecas aos materiais cerâmicos, a exemplo da
predominância de ligações interatômicas iônicas ou covalentes, conferem a esta classe
de materiais propriedades únicas, como elevados valores de módulo de elasticidade,
dureza, resistência à flexão e à compressão, baixos coeficientes de expansão térmica,
elevados pontos de fusão, refratariedade, pouca ou nenhuma ductilidade, entre outros.
O SiC de forma geral segue o comportamento observado para outros
cerâmicos, apresentando melhores desempenhos em termos de resistência à abrasão,
corrosão e choque térmico (SILVA, 2011). Algumas propriedades, porém, são
influenciadas pela rota de processamento, e. g. módulo de Young, resistência à flexão,
tenacidade à fratura e resistência à fluência. Um SiC sinterizado por fase líquida, por
exemplo, costuma possuir uma fase vítrea em seus contornos de grão, limitando a sua
temperatura máxima de operação (WACHTMAN, 1989). De acordo com Shaffer
(1991), por exemplo, o módulo de Young de um SiC sinterizado no estado sólido (α-
SiC) tem valor de 410 GPa. Quando ligado por reação (RBSiC), esse valor oscila entre
382 e 394 GPa.
2.3.1. Resistência à Flexão
Materiais cerâmicos normalmente não são caracterizados por ensaio de tração
devido ao alto custo de fabricação dos corpos de prova, que demandam uma geometria
complexa para usinagem e excelente alinhamento do carregamento imposto durante o
ensaio. A avaliação da resistência à compressão é mais comum para cerâmicos, devido
ao fato desta ser muito superior à resistência à tração desses materiais. De forma a

8
contornar essa limitação para avaliações da resistência trativa, portanto, a caracterização
mecânica de materiais cerâmicos é usualmente feita através da obtenção de sua
resistência à flexão, cujo corpo de prova é barato, pois requer uma geometria muito
simples, e seu ensaio é rápido e sem grandes complexidades. Tal resistência recebe a
definição de resistência máxima à fratura, ou, módulo de ruptura (MOR) e normalmente
tem também seu valor superior ao da resistência à tração. Isso se deve ao fato do corpo
de prova, quando submetido à flexão, possuir uma resposta trativa e outra compressiva
aos esforços aplicados. Diferentemente do ensaio de compressão ou de tração, onde
todo o material é submetido ao mesmo estado de tensão, no ensaio de flexão somente as
regiões mais externas dos corpos de prova estarão submetidas a níveis elevados de
tensões, ou seja, um menor volume de material estará em estado de tensão constante.
Dessa forma, nos ensaios de avaliação do MOR, obtém-se um resultado intermediário
aos ensaios de tração e compressão (RICHERSON, 2006).
Pode-se observar que os resultados para resistência mecânica irão variar de
acordo com o ensaio conduzido. Mais especificamente, ela dependerá simultaneamente
da distribuição de tamanhos de defeitos e da distribuição de tensões ao longo do corpo
de prova ensaiado. Por esse motivo, resultados para ensaios de flexão a quatro pontos
são normalmente inferiores aos de três pontos, já que a distribuição de tensão neste
último ensaio tem seu pico de valor em uma única linha na superfície trativa do corpo
de prova (oposta ao ponto de carregamento) que decresce até zero ao atingir a linha
neutra na metade da espessura do corpo de prova. Por isso, o ensaio a três pontos não
revela o MOR do material, mas apenas o valor máximo da tensão da superfície trativa
durante a fratura. Já o ensaio a quatro pontos, proporciona uma máxima tensão na região
da superfície trativa entre os pontos centrais de carregamento, decaindo a zero quando
atinge a linha neutra. Logo, uma área muito maior é submetida a esse carregamento
máximo, aumentando a probabilidade de um defeito de maior extensão ser incluído
nessa faixa. Entretanto, novamente não é excluída a possibilidade de regiões de menor
resistência existirem fora desta faixa. Por esse motivo, os dados de MOR obtidos por
ensaios de flexão só podem ser considerados representativos para todo o material após
sua análise probabilística (RICHERSON, 2006).

9
2.3.2. Módulo de Weibull
O comportamento mecânico de resistência à fratura para materiais cerâmicos é
governado pela presença de defeitos em sua estrutura. A existência de poros e outros
defeitos tende a aumentar para um maior volume de material, logo as propriedades do
cerâmico também estão associadas ao volume da amostra ensaiada. Em outras palavras,
cerâmicos não apresentam comportamento com pouca variabilidade de resultados como
no caso de metais, dado à associação da existência de poros (população de defeitos) e
ausência de ductilidade. O comportamento mecânico de cerâmicos é inerentemente
estatístico (BUSH, 1991).
A Análise do Módulo de Weibull é proposta para avaliar estatisticamente o
módulo de ruptura dos carbetos de silício e de cerâmicos em geral. Sua metodologia
consiste de uma função de distribuição estatística, exibida na Equação 2, na qual um
evento em um ponto qualquer do objeto é considerado como parte do objeto em todo o
seu volume. Assim sendo, é possível se considerar o efeito do volume na resistência à
fratura em cerâmicos bem como a sua população de defeitos.
Equação 2
onde:
Pf = probabilidade de falha;
= Tensão aplicada (MOR);
u = Tensão abaixo da qual nunca ocorrerá falha. Na prática u = 0
0 = Resistência característica por volume unitário (MOR0)
m = Módulo de Weibull.
Assumindo-se então por questões de conservadorismo o valor nulo para o
parâmetro u, a Equação 2 toma a forma da Equação 3, resultando em uma expressão
com apenas dois parâmetros.
Equação 3

10
Essa análise baseia-se em uma função cumulativa de probabilidades, que
correlaciona o efeito do volume testado sobre a resistência mecânica, onde m indica a
dispersão dos valores de resistência do material, variando entre 5 e 10 para a maioria
dos cerâmicos (SILVA, 2011).
2.3.3. Degradação de SiC
A degradação em materiais cerâmicos é um assunto pouco abordado na
literatura devido à sua inércia química na grande maioria dos meios estudados, sendo
esta uma característica de destaque dos cerâmicos. Entretanto, em meios e condições
específicas, cerâmicos podem sofrer degradação.
A rota de processamento do cerâmico também poderá influi nos níveis de
degradação observados, porém não existe um modelo geral para determinar os
mecanismos relativos a esse processo. O tipo de porosidade resultante, existência de
fases secundárias bem como as condições de superfície podem vir a facilitar ou
dificultar processos degradativos (McCAULEY, 2004).
O carbeto de silício carece de estudos sobre sua susceptibilidade a meios
agressivos. A escassa literatura disponível não aborda com clareza metodologias
empregadas para avaliar essa característica, e não indica degradação significativa.
Segundo Pereira (2010), estudos realizados pela indústria demonstraram a elevada
resistência do SiC sinterizado em diversos meios diferentes. Mesmo em casos mais
críticos, este material apresenta perda de massa muito pequena, da ordem de 2,0 mg.cm2
por ano em meios de ácido sulfúrico (H2SO4) e hidróxido de sódio (NaOH), o que
indica materiais recomendados para longos tempos de serviço. A título de comparação,
o carbeto de silício ligado por reação, nestes mesmos meios, apresentou elevada
susceptibilidade, chegando inclusive a ser degradado em poucos dias. Esses dados
revelam a necessidade de estudos sistemáticos de degradação dessa classe de material.

11
2.3.4. Crescimento Subcrítico de Trinca
Para a maioria dos cerâmicos , o fenômeno de crescimento subcrítico de trinca
ocorre em temperaturas moderadas e sob aplicação de tensões menores do que as
necessárias para se atingir KIC. O principal constituinte responsável pela sua ocorrência
é a água. Duas teorias distintas propõem explicar o mecanismo de propagação da trinca
em condições subcríticas: o mecanismo de corrosão por quebra de ligação química e a
abordagem energética, ilustrados na Figura 2. O primeiro destaca que o crescimento
subcrítico de trinca em muitas cerâmicas policristalinas é causado pela interação entre
moléculas de água com bases cerâmicas, que podem estar presentes nas regiões de
contorno de grão. Tal teoria foi estudada para o comportamento da sílica (SiO2) em
ambiente aquoso, e propõe que, na ponta da trinca, as ligações Si-O-Si são afetadas por
ligações de hidrogênio formadas entre as moléculas de água e os átomos de oxigênio.
Assim sendo, no lugar de ligações Si-O-Si, são formadas duas ligações Si-OH criando
duas superfícies e promovendo a abertura da trinca.
A abordagem energética propõe que as trincas em materiais cerâmicas possuem
acuidade a nível atômico. Portanto, as moléculas de água formam uma espécie de cunha
química ao serem quimissorvidas para o interior da trinca. A ação da capilaridade
arrasta essa cunha química em direção à ponta da trinca, resultando na distorção das
suas faces. Uma compensação através de energia elástica então ocorre, tendendo a
repelir a cunha química. Promove-se assim, um balanço energético no qual, quando as
condições são favoráveis, a trinca avança (RITTER, 1991).
(a) (b)
Figura 2 – Mecanismos de propagação da trinca em condições subcríticas: (a) por
quebra de ligação química e (b) cunha química ou abordagem energética.
12
2.4. Sedes de selos mecânicos
Selos são interfaces projetadas para impedir vazamentos no contato entre as
superfícies de dois materiais. São comumente fabricadas a partir de materiais orgânicos
flexíveis, como borrachas, poliuretano, poliamidas, entre outros polímeros. Entretanto,
alguns selos são necessários em partes móveis de um equipamento, onde podem existir
muita fricção e abrasão. Esses selos mecânicos carecem de um material de alta
resistência à abrasão, sendo um cerâmico, especialmente o carbeto de silício,
considerado ideal. Ainda, em muitos serviços, as temperaturas de operação podem ser
elevadas para a aplicação de polímeros como selos, o que causaria sua rápida
degradação. Neste caso, os materiais cerâmicos serão os mais adequados para este fim.
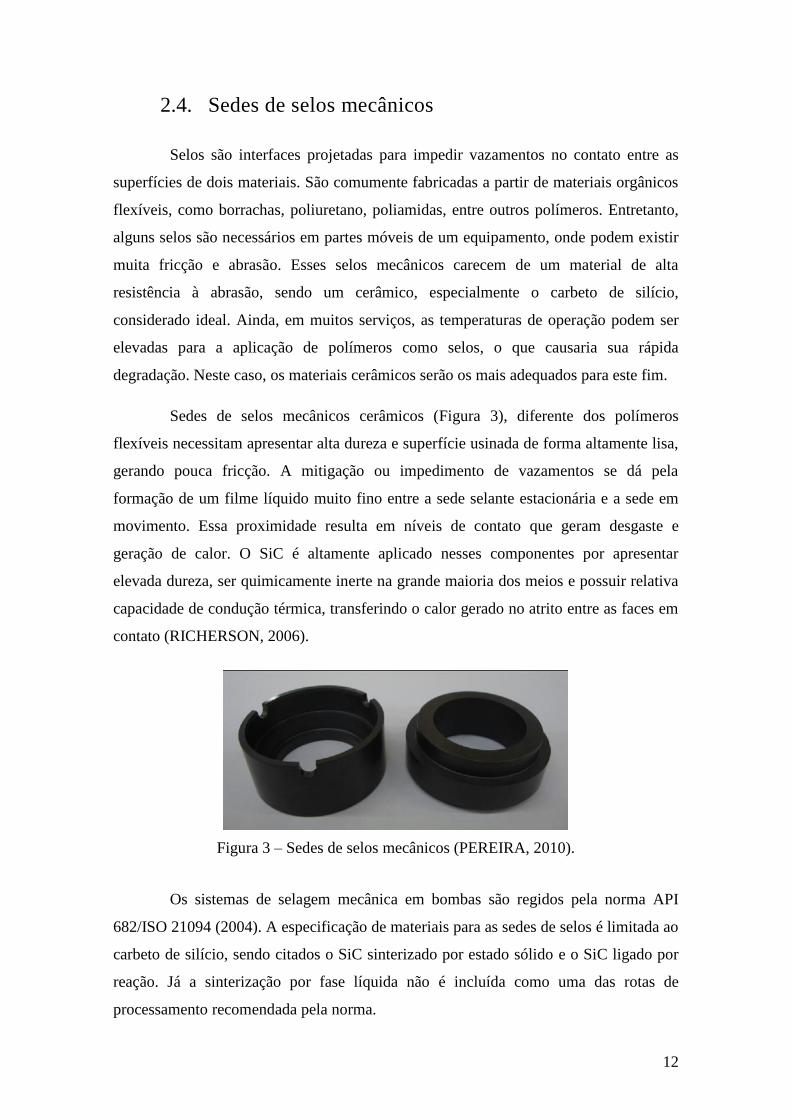
Sedes de selos mecânicos cerâmicos (Figura 3), diferente dos polímeros
flexíveis necessitam apresentar alta dureza e superfície usinada de forma altamente lisa,
gerando pouca fricção. A mitigação ou impedimento de vazamentos se dá pela
formação de um filme líquido muito fino entre a sede selante estacionária e a sede em
movimento. Essa proximidade resulta em níveis de contato que geram desgaste e
geração de calor. O SiC é altamente aplicado nesses componentes por apresentar
elevada dureza, ser quimicamente inerte na grande maioria dos meios e possuir relativa
capacidade de condução térmica, transferindo o calor gerado no atrito entre as faces em
contato (RICHERSON, 2006).
Figura 3 – Sedes de selos mecânicos (PEREIRA, 2010).
Os sistemas de selagem mecânica em bombas são regidos pela norma API
682/ISO 21094 (2004). A especificação de materiais para as sedes de selos é limitada ao
carbeto de silício, sendo citados o SiC sinterizado por estado sólido e o SiC ligado por
reação. Já a sinterização por fase líquida não é incluída como uma das rotas de
processamento recomendada pela norma.

13
3. MATERIAIS E MÉTODOS
3.1. Grupos de Carbeto de Silício
Com o objetivo de promover uma comparação entre o comportamento
associado a diferentes formas de sinterização referentes ao material cerâmico carbeto de
silício (SiC), três grupos distintos de amostras foram estabelecidos:
Grupo 1 – SES PREMIX
Grupo 2 – SES Nacional
Grupo 3 – SFL
As amostras utilizadas em cada um dos grupos estabelecidos foram obtidas na
forma particulada (pó) e em seguida processadas pelo Laboratório de Análises Químicas
e Processamento Cerâmico da COPPE/UFRJ (COSTA NETO, 2011), que
disponibilizou seus dados de composição química e processamento empregados.
Os dois primeiros grupos foram processados através de sua sinterização em
estado sólido (SES), sendo que no Grupo 1, o material denominado PREMIX trata-se de
uma pré mistura importada contendo aditivos (concentrações de carbono e B4C, aditivos
de prensagem e cerca de 10% de ligantes/lubrificantes) que permitiram seu
processamento imediato à temperatura de sinterização de 2125 °C.
Já o material correspondente ao Grupo 2 é obtido através de um pó nacional
submetido às etapas de preparação que viabilizam sua sinterização em estado sólido.
Primeiramente, foi elaborada sua purificação com ácido fluorídrico, para a eliminação
de altos teores de dióxido de silício (SiO2), seguida da adição de teores de carbono e
B4C, e finalmente, sua sinterização foi promovida a uma temperatura de 2125 ºC.
Análises do pó nacional e do importado informaram um valor de área
superficial para este último (16 m²/g) superior ao dobro do valor do primeiro (5,7 m²/g),
indicando que o pó importado é mais reativo e deve densificar mais que o nacional.

14
Normalmente, valores superiores a 9 m²/g são necessárias para obter uma densificação
elevada. Portanto, no Grupo 3, o pó nacional foi cominuído a fim de se aumentar sua
área superficial (12 m²/g). Esse material foi processado por sinterização em presença de
fase líquida (SFL) à temperatura de 1850 °C, com adições de teores de 6% de óxido de
alumínio (Al2O3) e 4% de óxido de ítrio (Y2O3), visando à obtenção de um ponto
eutético. A purificação do pó nacional não foi necessária para este grupo, já que no
processamento por SFL, um percentual de SiO2 pode vir a contribuir na obtenção de
uma densidade mais elevada.
3.2. Cálculo da Densidade Aparente Através do Método
de Arquimedes e da Densidade Relativa
O método de Arquimedes foi empregado para a determinação dos valores de
densidade aparente de uma amostra representativa para cada grupo de materiais. Este
método baseia-se na imersão da amostra em um meio líquido e na subsequente
associação de seu volume ao volume de líquido deslocado.
Para tanto, as amostras passaram por um processo de secagem em forno
aquecido por um período de 24 horas para que em seguida fosse estipulada sua massa
seca (MS). Posteriormente, as três amostras representativas foram individualmente
imersas em água destilada e fervidas durante duas horas conforme a norma ASTM C
20-00, e a seguir foi realizada a pesagem individual de cada amostra fervida ainda
imersa em água destilada, chamada de massa imersa (MI).
Finalmente, a água destilada foi descartada e as amostras foram levemente
enxugadas para que fosse retirado apenas o excesso de água de sua superfície,
realizando-se agora a pesagem final das amostras, chamada de massa úmida (MU).
A densidade aparente DA para cada grupo de materiais é obtida através da
seguinte equação:
Equação 4

15
Obtendo-se os dados de densidade aparente para os grupos de materiais e
sabendo-se que a densidade teórica do carbeto de silício é equivalente a 3,2 g/cm3
(MAGNANI et al, 1995), é possível calcular seu valor correspondente de densidade
relativa, DR, conforme a equação abaixo:
Equação 5
3.3. Cálculo do Módulo de Young (E) Através do
Método de Ultrassom
O módulo de elasticidade de cada grupo de SiC foi obtido através da técnica
ultrassônica pulso-eco, capaz de medir o tempo entre pulsos consecutivos que
percorrem duas vezes a espessura do material (ASTM C1331-01).
Os ensaios de ultrassom foram conduzidos no Laboratório de Ensaios não
Destrutivos, Corrosão e Soldagem (LNDC) da COPPE/UFRJ, sendo utilizados um
transdutor longitudinal e outro transversal, cada um com frequência de 5 MHz.
Através dos valores de tempo de pulso longitudinal (tL) e tempo de pulso
transversal (tT), obtidos através da análise por ultrassom, associados com a espessura (h)
de uma amostra representativa com paralelismos entre suas faces, a velocidade do som
longitudinal (VL) e transversal (VT) no material puderam ser determinadas pelas
equações a seguir:
Equação 6
Equação 7
Com os valores de velocidade do som e densidade do material (DA) obtidos
pelo método de Arquimedes, pode-se calcular a razão de Poisson () e através do
16
resultado desta, o módulo de Young (E) pôde ser obtido utilizando-se as equações
abaixo:
Equação 8
Equação 9
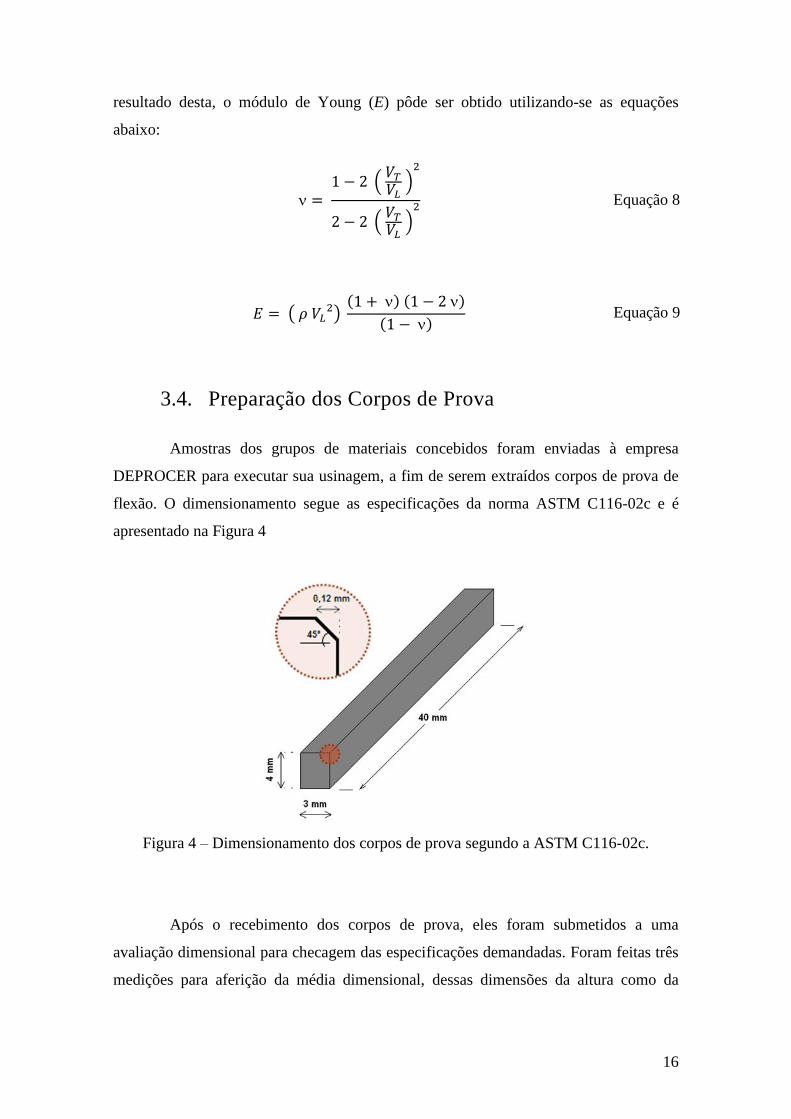
3.4. Preparação dos Corpos de Prova
Amostras dos grupos de materiais concebidos foram enviadas à empresa
DEPROCER para executar sua usinagem, a fim de serem extraídos corpos de prova de
flexão. O dimensionamento segue as especificações da norma ASTM C116-02c e é
apresentado na Figura 4
Figura 4 – Dimensionamento dos corpos de prova segundo a ASTM C116-02c.
Após o recebimento dos corpos de prova, eles foram submetidos a uma
avaliação dimensional para checagem das especificações demandadas. Foram feitas três
medições para aferição da média dimensional, dessas dimensões da altura como da

17
espessura, de cada uma das amostras, além da inspeção visual com auxílio de uma lupa
para aferição de cada chanfro.
3.5. Dispositivos de Flexão a Três Pontos
Para avaliar a possível degradação dos grupos de materiais em diferentes
meios, bem como a possibilidade de crescimento subcrítico de trinca por corrosão
sobtensão, foi confeccionado o dispositivo apresentado na Figura 5. Este dispositivo
permite um sistema de carregamento em flexão por três pontos, sob condições de
deformação constante, de até duas amostras simultaneamente. As dimensões do sistema
de carregamento e o material utilizado na sua confecção (aço inox 316L) permitem sua
aplicação em meios agressivos.
Figura 5 – Dispositivo de flexão a três pontos: (a) em sua totalidade, capaz de operar
dois corpos de prova independentes; (b) parcialmente ilustrado, com destaque para seu
dimensionamento e montagem junto ao corpo de prova.
18
3.5.1. Determinação da Tensão de Carregamento
Tendo como referência a tensão de ruptura usualmente apresentada pelo SiC
(COSTA NETO, 2011), foi especificado o valor de referência de 50MPa a ser aplicado
sobre os corpos de prova. O valor de 50MPa foi determinado com base nos dados
iniciais então obtidos para o PREMIX, que representavam 15% da resistência à fratura,
uma escolha arbitrária. A guisa de ilustração, este valor se mostrou mais severo para os
outros dois materiais testados, o que torna conservativa a presente avaliação.
No entanto, para proceder com o carregamento dos dispositivos de flexão a três
pontos, foi empregado o controle da deflexão dos corpos de prova ao invés do controle
de carga, fazendo uso da deflexão máxima associada à tensão de 50 MPa. Para tanto,
foram utilizadas as equações de carregamento de vigas submetidas a esse modo de
carregamento.
3.5.2. Cálculo da Deflexão Máxima por Teoria de Vigas
Para se chegar ao valor da deflexão máxima associada à tensão prescrita, foi
empregado o conceito de teorias de vigas (GERES e TIMOSHENKO, 1984), que por
sua vez necessitou que os valores anteriormente levantados de módulo de elasticidade
fossem utilizados, assim como os dados dimensionais das amostras.
A Figura 6.apresenta a distribuição de esforços de uma viga associada ao
ensaio das amostras.

19
Figura 6 – Diagrama de momento fletor (DMF) para corpos de prova submetidos ao
carregamento de magnitude P, promovido por dispositivos de flexão a três pontos.
O momento fletor (Mf) encontra-se relacionado à carga (P) aplicada no centro
do comprimento total (L) do corpo de prova, conforme a Equação 10:
Equação 10
Conhecendo-se as dimensões dos corpos de prova utilizados, determinou-se o
momento de inércia (I) dos mesmos através da Equação 11:
Equação 11
Onde:
bc = Dimensão da base da seção dos corpos de prova, fixada em 3 mm;
h = Dimensão da altura da seção dos corpos de prova, fixada em 4 mm.

20
A Equação 12 associa o momento fletor (Mf) ao valor da tensão de flexão (σf)
previamente estabelecido como 50MPa, ao momento de inércia (I) e à distância entre a
linha neutra e a superfície do corpo de prova (lN).
Equação 12
Isolando-se a incógnita referente à carga aplicada (P) na Equação 10 e
substituindo nesta mesma o valor de Mf fornecido pela Equação 12, foi possível obter o
valor da carga aplicada conforme apresentado na Equação 13:
Equação 13
A Equação 14 a seguir apresenta a fórmula da deflexão máxima para o sistema
de carregamento adotado, onde foram substituídos os valores calculados através da
Equação 13 para a carga (P), e os valores de módulo de Young (E) obtidos através do
método de ultrassom.
Equação 14
Finalmente, obteve-se o valor da deflexão máxima (δmáx) imposta aos corpos de
prova através dos dispositivos de flexão a três pontos, assegurando-se seu carregamento
inicial prescrita de 50 MPa, para cada amostra.
3.5.3. Monitoramento da Deflexão Aplicada por LVDT
A fim de se implementarem os valores calculados de deflexão máxima a seus
respectivos corpos de prova, foi empregado o dispositivo LVDT (Linear Voltage

21
Displacement Transducer), mostrado na Figura 7, para monitorar a evolução da
deflexão com a carga aplicada e cujo valor máximo de deflexão é equivalente a 2,5 mm.
Figura 7 – LVDT detalhado com suas especificações.
Para tanto, o LVDT foi acoplado ao interior de uma base projetada para
acomodar o dispositivo de flexão a três pontos. Na Figura 8 é possível observar a
abertura na base projetada que garante o acesso do LVDT ao corpo de prova.
Figura 8 – LVDT acoplado em base para acomodação de dispositivo de flexão a três
pontos.
22
Uma vez em contato com o corpo de prova, o LVDT foi calibrado para que
fosse iniciada a aplicação de torque sobre o parafuso do dispositivo de flexão e o
consequente monitoramento da deflexão resultante sobre o corpo de prova, até que seu
valor máximo calculado fosse atingido. A Figura 9 apresenta o procedimento de
carregamento dos corpos de prova.
(a)
(b)
Figura 9 – Procedimento de carregamento dos corpos de prova: (a) aplicação de torque e
(b) contato entre o LVDT e o corpo de prova.
3.6. Meios e Tempos de Exposição
A fim de realizar o procedimento de avaliação da degradação dos grupos de
materiais apresentados, foram estipulados três diferentes meios, considerando-se as
usuais condições de operação de um selo mecânico empregado na Indústria
Petroquímica.
Para tanto, tanques em aço inoxidável 316L foram disponibilizados para a
contenção de cada um dos seguintes meios selecionados: petróleo a temperatura de
25ºC, petróleo a temperatura de 60ºC e nafta a temperatura de 25ºC.
O aquecimento do meio de petróleo a 60ºC foi promovido por intermédio de
um sistema de banho-maria. O controle da temperatura de operação do tanque foi
23
estabelecido através da utilização de um termopar no seu interior acoplado à tampa
deste.
Com o intuito de aproximar as condições dos meios de degradação à criticidade
de condições reais de operação, foi realizada esporadicamente uma injeção de gás
carbônico (CO2) nos tanques de contenção de cada meio, na frequência de trinta
minutos por semana.
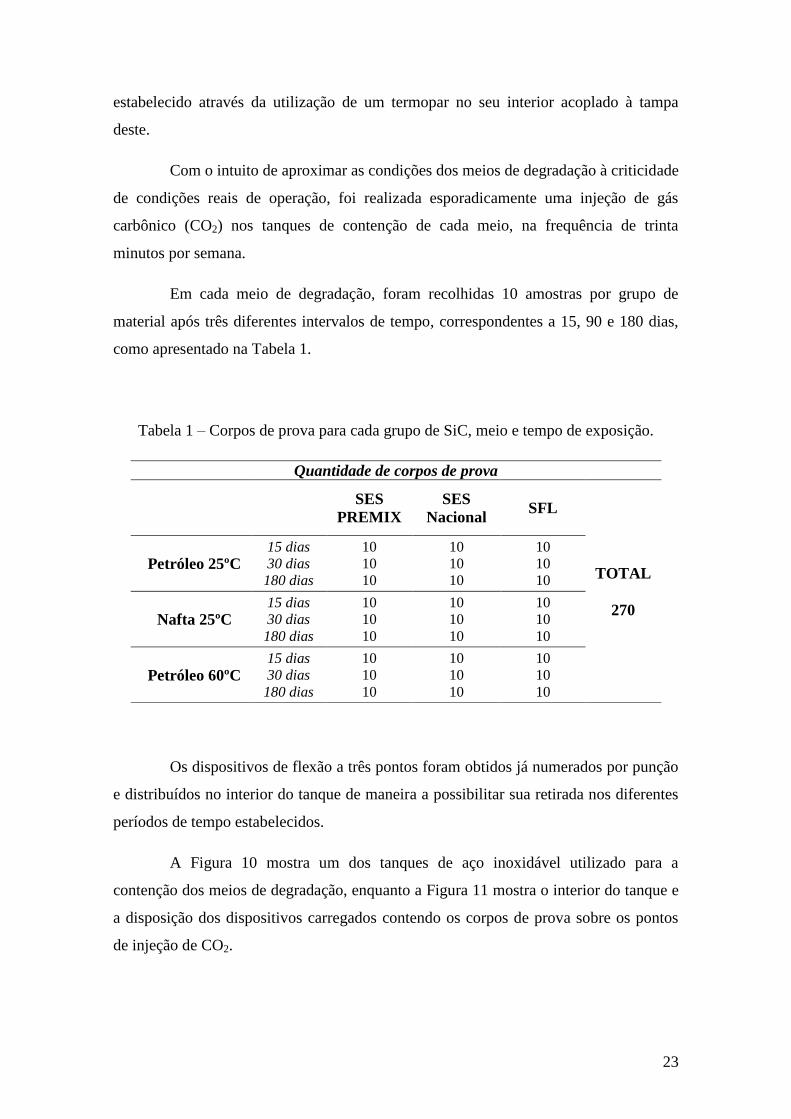
Em cada meio de degradação, foram recolhidas 10 amostras por grupo de
material após três diferentes intervalos de tempo, correspondentes a 15, 90 e 180 dias,
como apresentado na Tabela 1.
Tabela 1 – Corpos de prova para cada grupo de SiC, meio e tempo de exposição.
Os dispositivos de flexão a três pontos foram obtidos já numerados por punção
e distribuídos no interior do tanque de maneira a possibilitar sua retirada nos diferentes
períodos de tempo estabelecidos.
A Figura 10 mostra um dos tanques de aço inoxidável utilizado para a
contenção dos meios de degradação, enquanto a Figura 11 mostra o interior do tanque e
a disposição dos dispositivos carregados contendo os corpos de prova sobre os pontos
de injeção de CO2.
Quantidade de corpos de prova
SES
PREMIX
SES
Nacional SFL
TOTAL
270
Petróleo 25ºC 15 dias
30 dias
180 dias
10
10
10
10
10
10
10
10
10
Nafta 25ºC 15 dias
30 dias
180 dias
10
10
10
10
10
10
10
10
10
Petróleo 60ºC 15 dias
30 dias
180 dias
10
10
10
10
10
10
10
10
10

24
Figura 10 – Tanque de aço inoxidável com termopar acoplado contendo petróleo a 60º
C.
Figura 11 – Interior do tanque. (a) Disposição dos corpos de prova. (b) Dispositivos
imersos em petróleo.
3.7. Caracterização do SiC depois de Submetidos aos
Meios e Tempos de Exposição
Ao fim de seus respectivos períodos de exposição sob tensão, os corpos de
provas foram retirados dos dispositivos de carregamento e limpos para que fosse
realizada sua caracterização conforme técnicas e procedimentos descritos a seguir.
25
3.7.1. Investigação de Perda de Massa dos Corpos de Prova
Os corpos de prova utilizados tiveram sua massa pesada antes da imersão nos
tanques de meios de exposição. Após serem retirados, sua massa foi medida de imediato
e o procedimento foi repetido após secagem em forno a 180 ºC durante 24 horas. Dessa
forma tornou-se possível avaliar a eventual alteração da massa das mesmas, associada a
uma possível degradação sob efeito dos meios.
3.7.2. Ensaio de Flexão a Quatro Pontos
Ensaios destrutivos de flexão a quatro pontos foram executados de acordo com
a norma ASTM C1161-13. Dessa forma, utilizando-se o mínimo de dez corpos de prova
estabelecido pela norma, pôde-se obter um valor médio para a tensão de ruptura (MOR
– modulus of rupture) do material, sendo este um parâmetro de avaliação da resistência
residual do cerâmico após sua exposição aos meios.
Para dar inicio aos ensaios, foi feita a marcação dos corpos de prova para
posicioná-los nos dispositivos de quatro pontos, e proceder com a centralização dos
pontos de flexão – 20 mm centralizados na superfície superior de compressão e 40 mm
centralizados na superfície inferior de tração – e identificação da superfície a receber
solicitações compressivas durante o ensaio.
A Figura 12 mostra a montagem do corpo de prova já centralizado no
dispositivo de flexão a quatro pontos a ser carregado através de um sistema INSTRON
5582, com célula de carga equivalente a 10 kN.
26
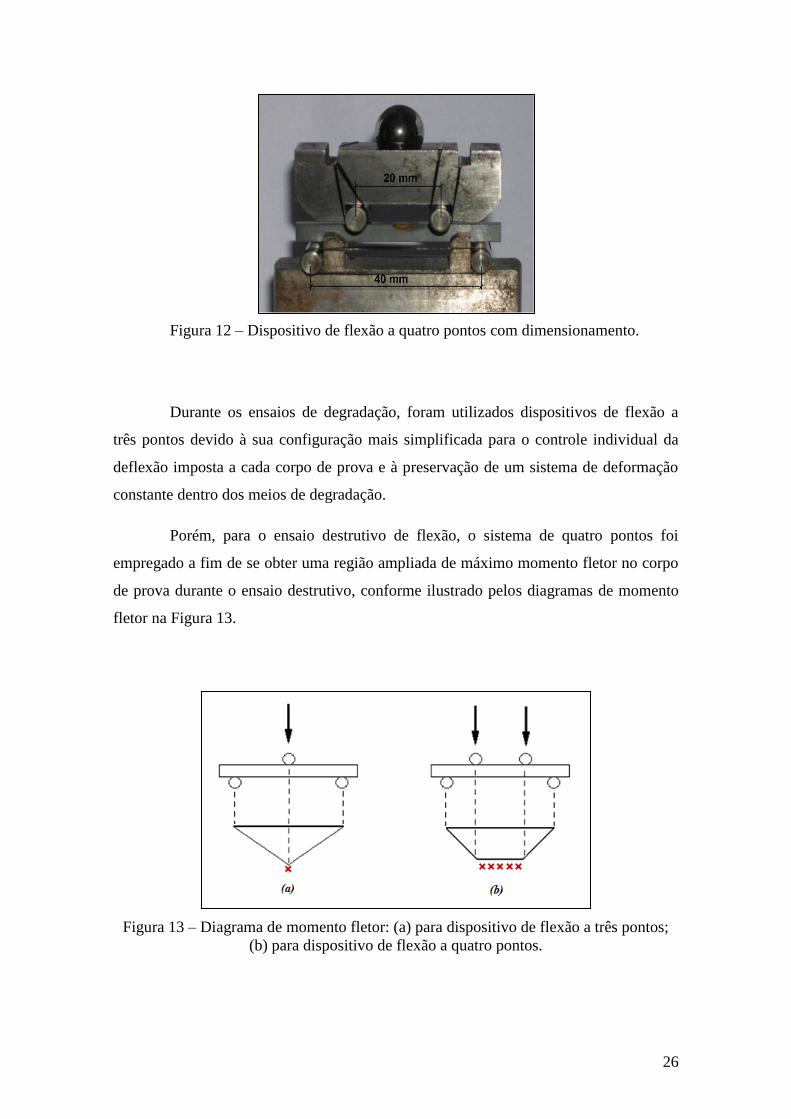
Figura 12 – Dispositivo de flexão a quatro pontos com dimensionamento.
Durante os ensaios de degradação, foram utilizados dispositivos de flexão a
três pontos devido à sua configuração mais simplificada para o controle individual da
deflexão imposta a cada corpo de prova e à preservação de um sistema de deformação
constante dentro dos meios de degradação.
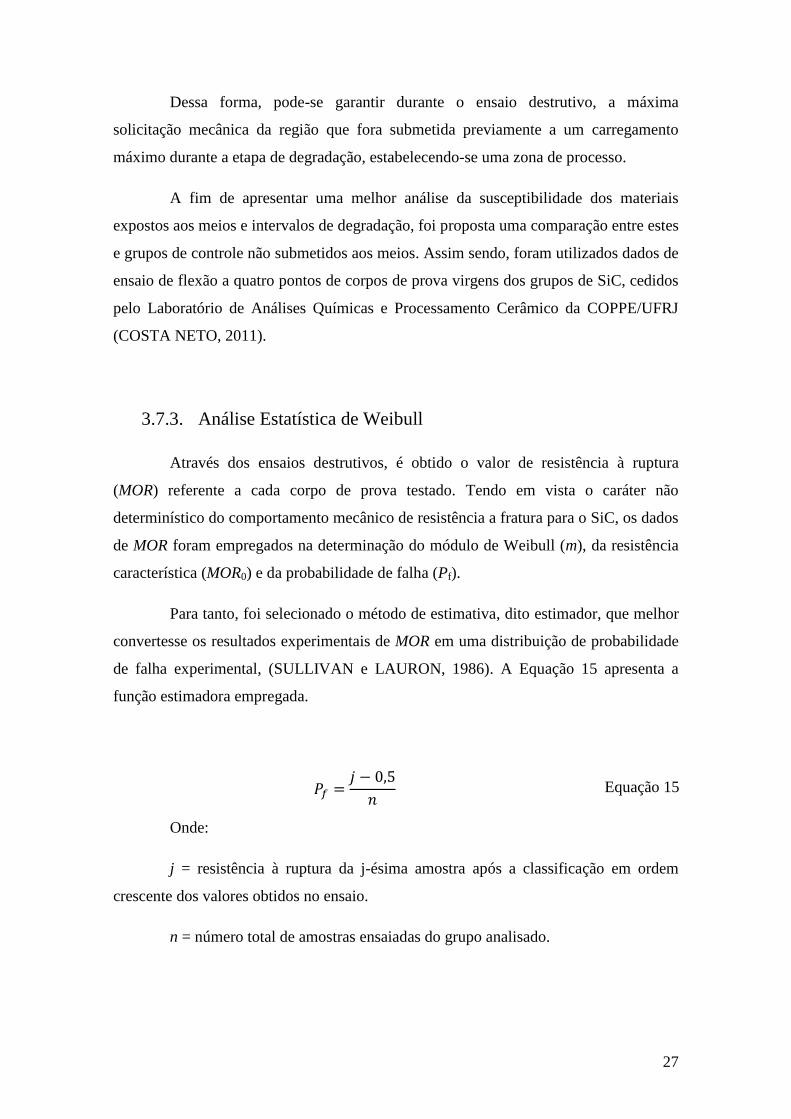
Porém, para o ensaio destrutivo de flexão, o sistema de quatro pontos foi
empregado a fim de se obter uma região ampliada de máximo momento fletor no corpo
de prova durante o ensaio destrutivo, conforme ilustrado pelos diagramas de momento
fletor na Figura 13.
Figura 13 – Diagrama de momento fletor: (a) para dispositivo de flexão a três pontos;
(b) para dispositivo de flexão a quatro pontos.
27
Dessa forma, pode-se garantir durante o ensaio destrutivo, a máxima
solicitação mecânica da região que fora submetida previamente a um carregamento
máximo durante a etapa de degradação, estabelecendo-se uma zona de processo.
A fim de apresentar uma melhor análise da susceptibilidade dos materiais
expostos aos meios e intervalos de degradação, foi proposta uma comparação entre estes
e grupos de controle não submetidos aos meios. Assim sendo, foram utilizados dados de
ensaio de flexão a quatro pontos de corpos de prova virgens dos grupos de SiC, cedidos
pelo Laboratório de Análises Químicas e Processamento Cerâmico da COPPE/UFRJ
(COSTA NETO, 2011).
3.7.3. Análise Estatística de Weibull
Através dos ensaios destrutivos, é obtido o valor de resistência à ruptura
(MOR) referente a cada corpo de prova testado. Tendo em vista o caráter não
determinístico do comportamento mecânico de resistência a fratura para o SiC, os dados
de MOR foram empregados na determinação do módulo de Weibull (m), da resistência
característica (MOR0) e da probabilidade de falha (Pf).
Para tanto, foi selecionado o método de estimativa, dito estimador, que melhor
convertesse os resultados experimentais de MOR em uma distribuição de probabilidade
de falha experimental, (SULLIVAN e LAURON, 1986). A Equação 15 apresenta a
função estimadora empregada.
Equação 15
Onde:
j = resistência à ruptura da j-ésima amostra após a classificação em ordem
crescente dos valores obtidos no ensaio.
n = número total de amostras ensaiadas do grupo analisado.
28
Após obtidos os valores de Pf, os resultados para m e MOR0 foram obtidos
através da linearização da função de Weibull (Equação 3). Tal função é apresentada pela
Equação 16Equação 14, indicando a equivalência entre o módulo de Weibull (m) e seu
coeficiente angular. Já a resistência característica (MOR0) é obtida através do
coeficiente linear (b), conforme apresentado pela Equação 17 (WADSWORTH, 1997).
Equação 16
Equação 17
3.7.4. Análise de Superfícies de Fratura dos Corpos de Prova
Para uma melhor compreensão do comportamento mecânico observado através
dos ensaios destrutivos anteriores, foi realizada uma subsequente análise das superfícies
de fratura nos corpos de prova através da técnica de microscopia eletrônica de varredura
(MEV).
Durante a análise de MEV, a técnica de elétrons secundários foi empregada
visando-se à análise topográfica das amostras para obtenção de sua fractografia, em
conformidade com a norma ASTM C1322-02a. Enquanto que a técnica de
espectroscopia de energia dispersiva (EDS), executada por meio de retroespalhamento
de elétrons, foi utilizada na extração de dados acerca da composição química na
superfície das amostras.
Após os ensaios destrutivos, foi recolhida a maior quantidade de fragmentos
resultantes possíveis, e em seguida, estes foram armazenados cautelosamente a fim de
se evitar o contato das superfícies de fratura entre si ou com outros objetos.
Para a preparação dos corpos de prova fragmentados para a análise
fractográfica, suas partes fragmentadas foram posicionadas lado a lado e alinhadas de
maneira que sua superfície submetida a esforços trativos se mantivessem em contato.

29
Por apresentarem baixa condutividade elétrica, a análise de MEV por elétrons
secundários foi possível após o recobrimento dos corpos de prova com ouro. Por esta
razão, a análise por elétrons retroespalhados foi previamente realizada, evitando-se que
a camada de ouro depositada mascarasse os resultados de composição química.

30
4. RESULTADOS E DISCUSSÃO
4.1. Averiguação das Especificações de Usinagem dos
Corpos de Prova
Através das avaliações impostas, observou-se que os corpos de prova usinados
apresentavam considerável uniformidade dimensional em sua seção transversal,
conservando o paralelismo exigido por norma, e os valores encontrados para a média
das medições foram satisfatoriamente coerentes com os desvios delimitados por norma.
No entanto, o chanfro de suas arestas, de uma forma geral, não apresentou
conformidade com a norma. Uma grande maioria dos corpos de prova apresentou
ângulos irregulares e distintos para um mesmo chanfro e nenhuma uniformidade de
comprimento entre suas arestas. Além destas, outros problemas de usinagem foram
observados, tais como perda de material ao longo de arestas e introdução de defeitos na
superfície dos corpos de prova.
Devido a tais inconsistências, foi necessário selecionar cuidadosamente os
corpos de prova que apresentassem o menor número de defeitos de usinagem possível,
registrando-se individualmente as observações obtidas durante sua inspeção para futura
consideração perante os resultados finais.
4.2. Densidade Aparente e Relativa
Os resultados para os valores de densidade aparente e relativa de cada grupo de
materiais é apresentado na Tabela 2 e para um melhor efeito de comparação, estes
também são apresentados graficamente na Figura 14.

31
Tabela 2 - Valores de densidade aparente e relativa para grupos de SiC.
Figura 14 – Densidade aparente dos diferentes grupos de SiC e suas densidades relativas
em função da densidade teórica (3,2 g/cm3).
Valores de densidade equivalente a 3,10 g/cm3 (96,9% de densidade relativa)
para SiC processado em estado sólido ou em presença de fase líquida sem a utilização
de pressão (pressureless sintering) são encontrados na literatura (SHAFFER, 1991).
Tais informações também são apresentadas em catálogos de fornecedores de carbeto de
silício para uso em sedes de selos mecânicos (HALSIC/HALDENWANGER).
Portanto, todos os grupos de materiais tiveram um resultado satisfatório para a
densificação obtida durante seu processamento, apesar do grupo de SES Nacional ter
apresentado um resultado inferior aos demais. Tal discrepância poderia ser minimizada
através da realização de uma moagem de alta energia, a fim de aumentar a área
SES PREMIX SES Nacional SFL
Densidade Aparente [g/cm3] 3,12 2,97 3,07
Densidade Relativa [%] 97,5 92,8 95,9

32
superficial de seu pó, tal qual a inserida na rota de processamento do grupo SFL. Uma
alternativa, seria aumentar a temperatura de sinterização do SES Nacional, sem que seja
gerado o crescimento excessivo de grão.
4.3. Avaliação do Módulo de Young
Os resultados obtidos para a velocidade do som longitudinal e transversal,
razão de Poisson e módulo de Young são apresentados na Tabela 3 abaixo.
Tabela 3 – Módulo de Elasticidade e Razão de Poisson obtidos por Ensaio de
Ultrassom.
VL [x10³ m/s] VT [x10³ m/s] [x10³ kg/m³] E [GPa]
SES
PREMIX 10,89 6,94 3,12 0,16 347,82
SES
Nacional 9,27 5,92 2,95 0,16 238,93
SFL 10,63 6,72 3,07 0,17 323,73
Para fins de comparação, valores de 410 GPa são encontrados na literatura para
o módulo de elasticidade de carbeto de silício SFL ou SES processado sem aplicação de
pressão (SHAFFER, 1991), enquanto valores de catálogo
(HALSIC/HALDENWANGER) informa o valor de 420 GPa para o mesmo parâmetro.
Tais dados são bastante superiores aos apresentados pelos grupos de materiais
pesquisados. No caso dos materiais SES nacional e o SFL, os valores podem estar
diretamente associado aos parâmetros de processamento utilizados; no entanto, a rota de
processamento do PREMIX foi a indicada pelo fabricante e os valores sugeridos são da
ordem de 400 GPa, a razão desta diferença não foi identificada.
As propriedades elásticas características de cerâmicas policristalinas dependem
principalmente da composição química e porosidade do material. Por essa razão, na
Figura 15 é promovida a correlação entre módulo de Young e fração de volume de
poros (1 – ρ[%]) dos grupos de SiC, observando-se a relação inversa entre ambas as
33
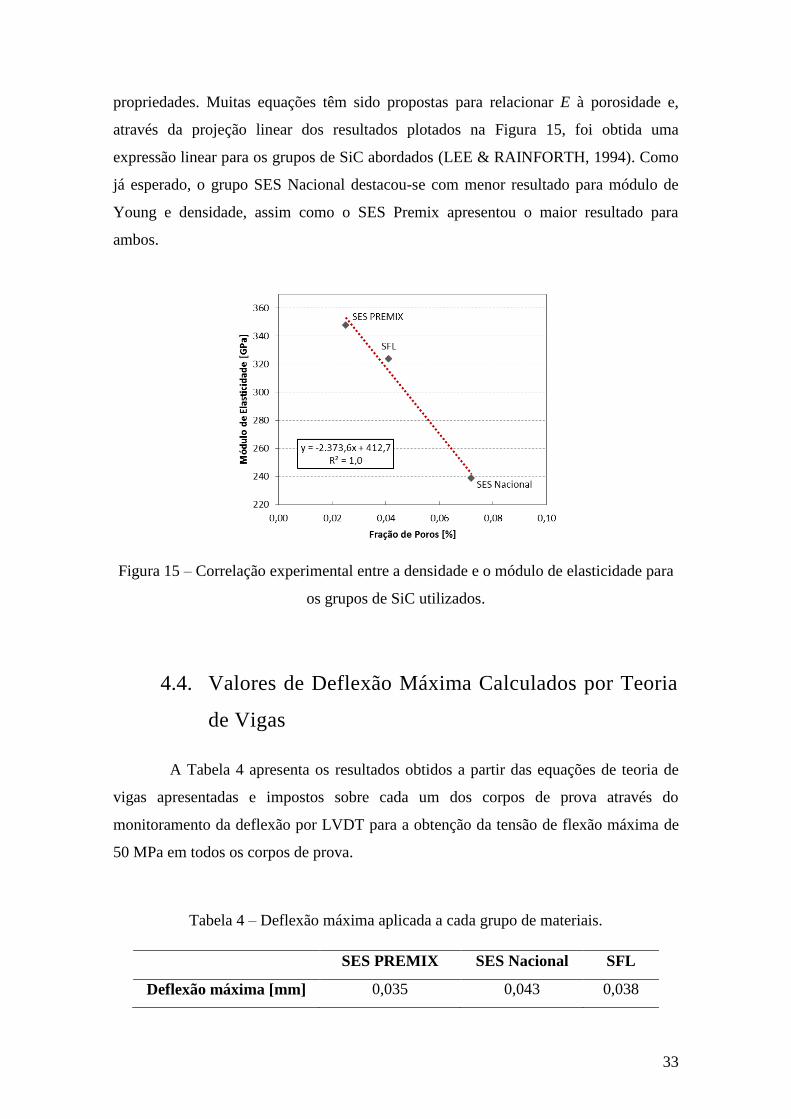
propriedades. Muitas equações têm sido propostas para relacionar E à porosidade e,
através da projeção linear dos resultados plotados na Figura 15, foi obtida uma
expressão linear para os grupos de SiC abordados (LEE & RAINFORTH, 1994). Como
já esperado, o grupo SES Nacional destacou-se com menor resultado para módulo de
Young e densidade, assim como o SES Premix apresentou o maior resultado para
ambos.
Figura 15 – Correlação experimental entre a densidade e o módulo de elasticidade para
os grupos de SiC utilizados.
4.4. Valores de Deflexão Máxima Calculados por Teoria
de Vigas
A Tabela 4 apresenta os resultados obtidos a partir das equações de teoria de
vigas apresentadas e impostos sobre cada um dos corpos de prova através do
monitoramento da deflexão por LVDT para a obtenção da tensão de flexão máxima de
50 MPa em todos os corpos de prova.
Tabela 4 – Deflexão máxima aplicada a cada grupo de materiais.
SES PREMIX SES Nacional SFL
Deflexão máxima [mm] 0,035 0,043 0,038
34
4.5. Análise da Variação de Massa
Os dados obtidos para os valores de massa após a retirada dos corpos de prova
dos meios e condições de exposição não apontaram nenhum padrão de perda ou ganho
de massa. Uma balança de precisão permitiu o registro de quatro casas decimais para a
pesagem, sendo registrada uma variação máxima de 0,05% para o SES PREMIX e 0,8%
para o SFL em todas as condições de exposição, o que não representa uma diferença
real entre as massas medidas. Já o SES Nacional, apresentou variação máxima de 1,8%
para o meio de petróleo a 60 ºC, e 0,7% para os demais meios. Apesar da maior
variação para o meio de petróleo aquecido, não foi observada uma progressão deste
valor para períodos de exposição mais prolongados, sendo o próprio resultado obtido
considerado baixo para proceder com qualquer especulação sobre uma possível perda de
massa sofrida.
4.6. Avaliação da Média do Módulo de Ruptura (MOR)
4.6.1. Curva Característica de Tensão versus Alongamento
Através dos dados recolhidos a partir dos ensaios de flexão a quatro pontos,
foram plotados gráficos de tensão versus alongamento para cada corpo de prova,
registrando-se seu comportamento linear-elástico até a fratura, conforme exemplificado
pela Figura 16. Por esta razão, sua curva tensão versus alongamento é caracterizada por
uma reta apresentando pouca ou nenhuma deformação plástica até atingir sua tensão de
ruptura (MOR). Toda a faixa de alongamento que antecede a descrição de uma reta deve
ser desprezada, já que a mesma encontra-se associada às acomodações de todo o sistema
utilizado para o ensaio destrutivo e não à resposta do corpo de prova ao carregamento
aplicado durante o ensaio.

35
Figura 16 – Curva plotada para um corpo de prova do grupo SES PREMIX,
exemplificando o comportamento linear-elástico típico de materiais cerâmicos.
4.6.2. Avaliação da Influência da Exposição aos Meios
Dispondo-se de 10 corpos de prova ensaiados por grupo/condição de
degradação, não foi possível caracterizar a resistência à ruptura (MOR) para esses
materiais, mas apenas obter a média de seus valores encontrados (ASTM C1161-02c).
Na Tabela 5 é apresentada a média e o desvio padrão dos grupos de materiais em
seus meios de exposição, obtidos a partir dos valores individuais de resistência à flexão
de cada corpo de prova ensaiado, juntamente com os dados dos materiais como
processados, cedidos pelo Laboratório de Análises Químicas e Processamento Cerâmico
da COPPE/UFRJ (COSTA NETO, 2011).

36
Tabela 5 – Valores de tensão média de ruptura (MOR) com dados de desvio padrão para
materiais expostos aos meios.
Observa-se a dispersão de valores de média de MOR e seu desvio padrão,
evidenciando a variabilidade dos resultados dessas propriedades – especialmente as
mecânicas – de materiais cerâmicos. Em geral, os valores catalogados de MOR de
materiais cerâmicos são apresentados em faixas contínuas, e não em valores discretos,
tal qual apresentados em catálogos de fornecedores (HEXOLOY/SAINT-GOBAIN,
HALSIC/HALDENWANGER). Tais medições podem variar em função do
processamento do material, condições da matéria prima ou do forno, o que dá origem a
defeitos intrínsecos ao material. No entanto, tais defeitos também podem ter origem
durante o processo de usinagem e preparação dos corpos de prova. Esses são
caracterizados como defeitos extrínsecos, tais quais os encontrados durante a inspeção
prévia das amostras empregadas, aumentando a dispersão das medidas realizadas.
Na Figura 17, Figura 18observa-se a evolução dos resultados de valor médio
do módulo de ruptura (MOR) com suas respectivas barras de erro para o SES PREMIX
ao longo dos intervalos de exposição aos de meios de petróleo a 25 ºC, petróleo a 60 ºC
e nafta a 25 ºC.
Valores de média de MOR com dados de desvio padrão
SES PREMIX SES Nacional SFL
Como processados 321,4 ± 30,0 206, ± 12,0 269,9 ± 20,0
Petróleo 25ºC
15 dias
90 dias
180 dias
274,8 ± 24,5
292,9 ± 26,1
341,9 ± 27,2
209,1 ± 7,3
214,8 ± 10,5
246,4 ± 32,5
241,2 ± 20,9
226,0 ± 18,8
256,3 ± 8,3
Petróleo 60ºC
15 dias
90 dias
180 dias
326,1 ± 22,6
324,5 ± 30,1
294,8 ± 23,9
205,4 ± 6,0
200,4 ± 11,1
199,1 ± 17,6
206,7 ± 10,3
216,3 ± 12,7
303,0 ± 16,8
Nafta 25ºC
15 dias
90 dias
180 dias
268,2 ± 22,5
297,3 ± 27,2
247,8 ± 26,9
193,8 ± 12,6
203,8 ± 11,9
216,4 ± 15,1
221,6 ± 15,2
208,3 ± 18,8
288,5 ± 18,5

37
Figura 17 – Resultados de média de MOR com desvio padrão para o SES Premix após
períodos de exposição aos meios.
A partir da média de MOR do material sem degradação (0 dias), observa-se que
no meio de petróleo a 25 ºC ocorre uma queda deste valor para o período de teste de 15
dias, o qual volta subir para 90 dias de teste e se eleva ainda mais para 180 dias de teste,
superando inclusive o resultado para 0 dias. Nessa situação, a degradação se daria em
poucos dias e o material passaria por um processo de recuperação (healing) para
períodos mais longos de teste, o que não se enquadra dentro de nenhum mecanismo de
crescimento subcrítico de trinca – o crescimento de trinca aumenta o fator de
intensidade de tensões (K).
Em relação à exposição à nafta, observa-se igualmente um decréscimo da média
de MOR para 15 dias, seguido de aumento para 90 dias e um novo decréscimo para 180
38
dias, o que poderia sugerir indícios de degradação, seguida por regeneração e
subsequente degradação. Esse tipo de comportamento não é típico de fenômenos de
degradação, particularmente em um material considerado muito inerte como o SiC
sinterizado em estado sólido.
Dessa forma, o comportamento de queda e aumento da média de MOR é
atribuído às variações características de resultados das propriedades mecânicas dos
materiais cerâmicos e à influência dos defeitos de usinagem na dispersão de seus
resultados, como será apresentado em breve. Avalia-se, assim, o material SES-PREMIX
como sendo inerte aos meios de petróleo a 25 ºC e nafta a 25 ºC.
Para os testes com petróleo a 60 ºC, o comportamento observado foi o inverso
dos demais meios. Para 15 dias de teste, não houve variação significativa dos valores de
média de MOR, enquanto que para tempos de exposição de 90 e 180 dias, houve uma
queda dos resultados. Tal comportamento poderia implicar na ocorrência de degradação
do material sob efeito da exposição à tal meio.
Na Figura 18 indica-se o valor médio de MOR para o SES PREMIX como
processado (0 dias) através da linha tracejada e seu desvio padrão é representado pela
região hachurada, o que permite observar a distribuição dos resultados obtidos para as
condições de exposição aos meios empregados. Observa-se que todas as médias de
MOR para os meios de petróleo a 25 ºC e petróleo a 60 ºC encontram-se incluídas na
faixa de erro atribuída ao material como processado (321,4 ± 30,0 MPa), com exceção
do 15 dias a 25ºC (274,8 ± 24,5 MPa) que possui apenas parte de seu erro superior
incluído nesta faixa. Portanto, não é constatada uma diferença estatística considerável
entre os resultados e o material é também considerado inerte ao meio de petróleo à
temperatura de operação de 60 ºC.

39
Figura 18 – Distribuição dos resultados de média de MOR com desvio padrão para o
SES Premix.
Na Figura 19 observa-se a evolução dos resultados de média de MOR do grupo
de SES Nacional ao longo dos intervalos de exposição aos de meios.
40
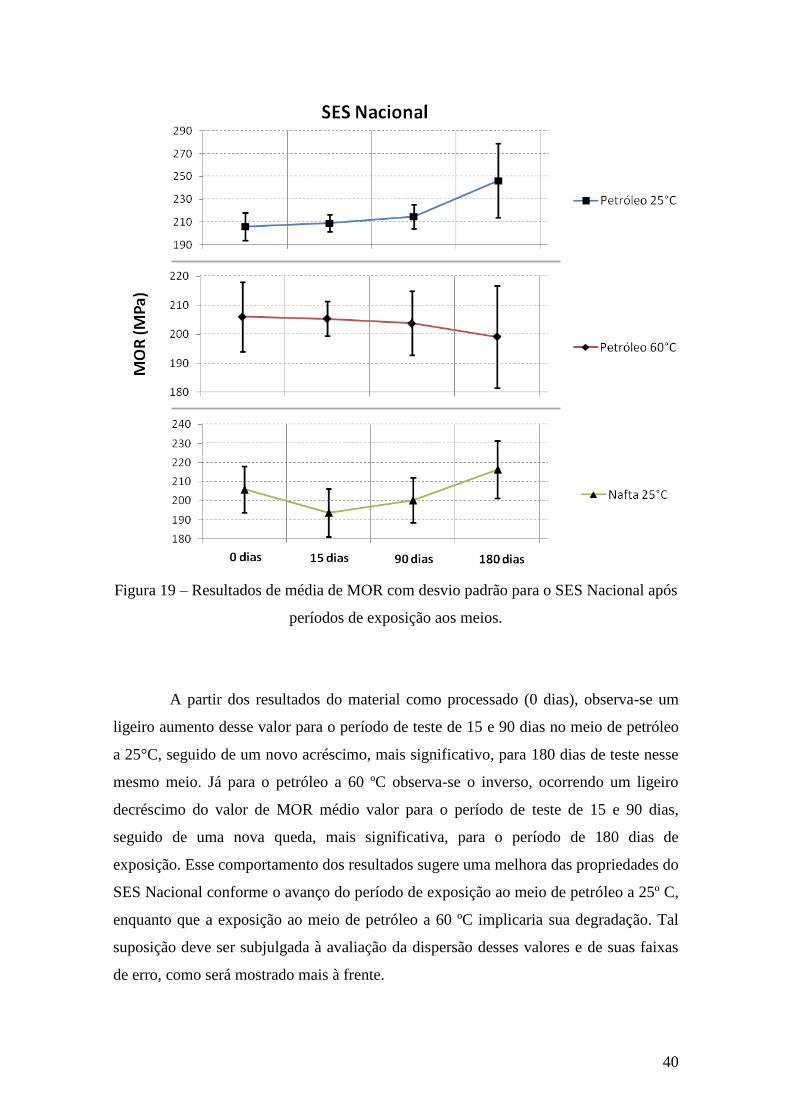
Figura 19 – Resultados de média de MOR com desvio padrão para o SES Nacional após
períodos de exposição aos meios.
A partir dos resultados do material como processado (0 dias), observa-se um
ligeiro aumento desse valor para o período de teste de 15 e 90 dias no meio de petróleo
a 25°C, seguido de um novo acréscimo, mais significativo, para 180 dias de teste nesse
mesmo meio. Já para o petróleo a 60 ºC observa-se o inverso, ocorrendo um ligeiro
decréscimo do valor de MOR médio valor para o período de teste de 15 e 90 dias,
seguido de uma nova queda, mais significativa, para o período de 180 dias de
exposição. Esse comportamento dos resultados sugere uma melhora das propriedades do
SES Nacional conforme o avanço do período de exposição ao meio de petróleo a 25º C,
enquanto que a exposição ao meio de petróleo a 60 ºC implicaria sua degradação. Tal
suposição deve ser subjulgada à avaliação da dispersão desses valores e de suas faixas
de erro, como será mostrado mais à frente.

41
Quanto à exposição à nafta, observa-se um decréscimo da média de MOR para
o período de 15 dias, seguido de um aumento para 90 dias e outro ainda maior para 180
dias. Isso poderia sugerir indícios de degradação para um período de poucos dias,
seguida por regeneração (healing) para períodos mais longos de teste, o que novamente
não se enquadra dentro de nenhum mecanismo de crescimento subcrítico de trinca.
Observa-se na Figura 20, de modo geral, uma baixa dispersão dos valores
obtidos para média de MOR. A exposição ao petróleo a 25 e 60 °C e à nafta mostraram
que os valores de média de MOR ficaram dentro da faixa de erro do material como
processado (região hachurada). A exceção é o resultado para exposição ao petróleo a
25ºC por 180 dias, que apresenta o maior desvio padrão calculado (246,4 ± 32,5 MPa) e
acaba por incluir parte de seu erro inferior na faixa de erro de 0 dias. De forma geral, as
médias de MOR para todos os meios e tempos encontram-se incluídas dentro da faixa
de erro correspondente ao material como processado (206,0 ± 12,0 MPa), indicando que
não houve degradação. Assim sendo, não se pode apontar alguma susceptibilidade do
SES Nacional a nenhum meio ou intervalo de tempo dos testes aqui realizados.
Figura 20 – Distribuição dos resultados de média de MOR com desvio padrão para o
SES Nacional.

42
Na Figura 21, observa-se a evolução dos resultados de média de MOR do
grupo de SFL ao longo dos intervalos de exposição aos de meios.
Figura 21 – Resultados de média de MOR com desvio padrão para o SFL após períodos
de exposição aos meios.
Observa-se mais uma vez a queda da média de MOR para os intervalos de
tempo de 15 e 90 dias para todos os meios de exposição, sugerindo a degradação das
propriedades apresentadas para o material a 0 dias. Entretanto, novamente, é mostrada a
elevação dos valores de média de MOR para o intervalo de 180 dias, que para os meios
de petróleo a 60 ºC e nafta, superam os resultados do SFL como processado. Tal
situação implicaria não só na recuperação das propriedades mecânicas com o passar do
tempo de exposição aos meios, como também no acréscimo significativo das mesmas.
Este cenário nada típico de fenômenos de degradação para materiais usualmente inertes

43
permite a associação desse comportamento a flutuações estatísticas dos valores
medidos, inerentes aos materiais cerâmicos, somada aos defeitos de usinagem a serem
reportados.
Na Figura 22 são exibidos os dados referentes ao grupo de SFL, cuja dispersão
mostra ser a mais elevada entre os grupos de materiais. Observa-se que apenas alguns
dos valores de média de MOR (petróleo a 25 ºC e petróleo a 60 ºC por 180 dias de teste)
encontram-se incluídas na faixa de erro hachurada atribuída ao material como
processado (269,9 ± 20,0 MPa). Portanto, não é possível descartar que haja uma
diferença estatística entre os resultados obtidos para o SFL. No entanto, essa não estaria
associada à ocorrência de degradação do material.
Figura 22 – Distribuição dos resultados de média de MOR com desvio padrão para o
SFL.
4.6.3. Comparativo entre Grupos de Materiais
Realizando-se uma análise comparativa entre as médias de MOR obtidas para
cada grupo de material, é possível estimar qual deles obteve um comportamento
mecânico superior. Através dos dados cedidos acerca das médias de MOR para os

44
materiais não degradados, pode-se afirmar que o SES PREMIX apresentou o melhor
resultado (321 MPa), seguido pelo SFL (270 MPa), enquanto o grupo de SES Nacional
apresentou uma média bastante inferior aos outros dois (206 MPa).
A Figura 23 mostra um comparativo entre o desempenho de cada grupo de SiC
perante os meios de exposição e seus intervalos de tempo, bem como o valor catalogado
para o carbeto de silício comercial HALSIC-S (350 MPa), sinterizado por estado sólido
(HALSIC Materials/HALDENWANGER), representado pela linha tracejada, para fins
comparativos.
É possível observar que o SES PREMIX destaca-se por um desempenho
nitidamente superior para a maior parte das condições de exposição. Na maior parte das
condições, o desempenho do SES Nacional equipara-se ao do SFL, sendo a média de
MOR do primeiro grupo sempre um pouco inferior àquela do segundo. No entanto, para
os meios de petróleo a 60 °C e nafta, por 180 dias, o SFL apresenta médias de MOR até
50% superiores às do SES Nacional. Essas diferenças serão melhor analisadas através
da discussão da análise de probabilidade de Weibull.
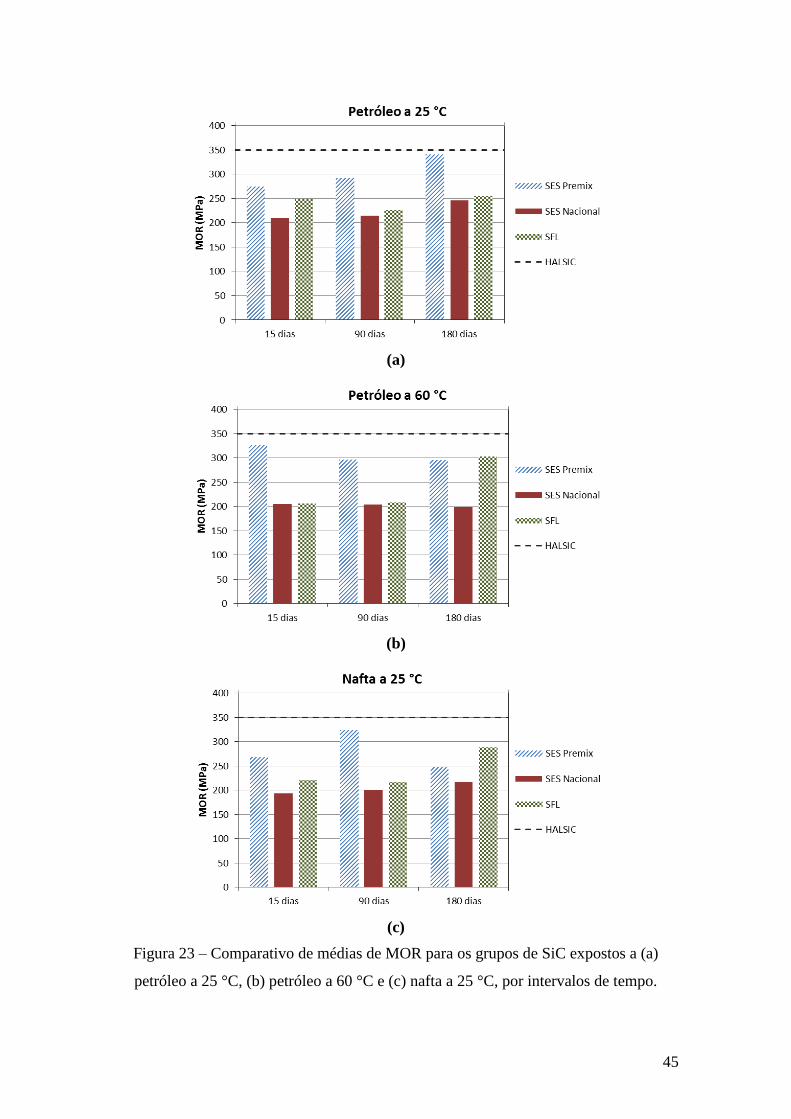
45
(a)
(b)
(c)
Figura 23 – Comparativo de médias de MOR para os grupos de SiC expostos a (a)
petróleo a 25 °C, (b) petróleo a 60 °C e (c) nafta a 25 °C, por intervalos de tempo.
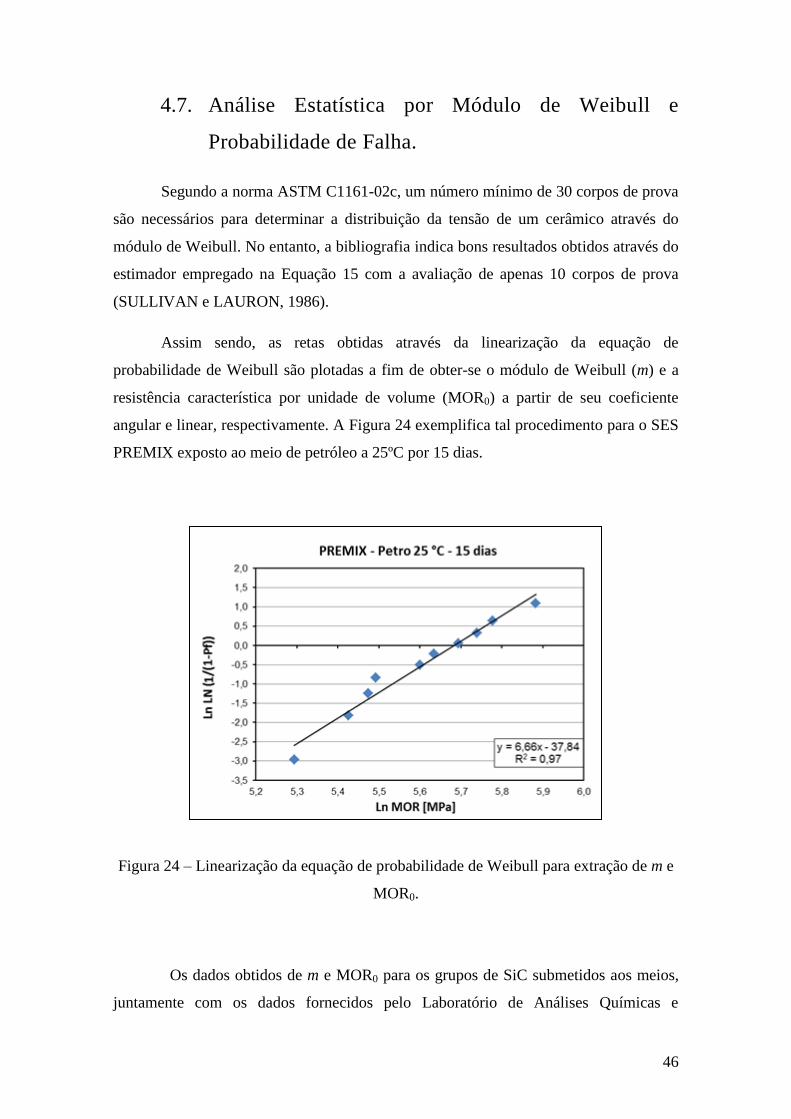
46
4.7. Análise Estatística por Módulo de Weibull e
Probabilidade de Falha.
Segundo a norma ASTM C1161-02c, um número mínimo de 30 corpos de prova
são necessários para determinar a distribuição da tensão de um cerâmico através do
módulo de Weibull. No entanto, a bibliografia indica bons resultados obtidos através do
estimador empregado na Equação 15 com a avaliação de apenas 10 corpos de prova
(SULLIVAN e LAURON, 1986).
Assim sendo, as retas obtidas através da linearização da equação de
probabilidade de Weibull são plotadas a fim de obter-se o módulo de Weibull (m) e a
resistência característica por unidade de volume (MOR0) a partir de seu coeficiente
angular e linear, respectivamente. A Figura 24 exemplifica tal procedimento para o SES
PREMIX exposto ao meio de petróleo a 25ºC por 15 dias.
Figura 24 – Linearização da equação de probabilidade de Weibull para extração de m e
MOR0.
Os dados obtidos de m e MOR0 para os grupos de SiC submetidos aos meios,
juntamente com os dados fornecidos pelo Laboratório de Análises Químicas e

47
Processamento Cerâmico da COPPE/UFRJ (COSTA NETO, 2011) são apresentados na
Tabela 6.
Tabela 6 – Valores de m e de MOR0,5 materiais expostos aos meios.
Uma análise comparativa entre os resultados de módulo de Weibull para os
diferente meios e períodos de tempo dos grupos de SiC é apresentada pela Figura 25.
Observa-se que quase não há uma variação do valor de m para o SES PREMIX,
situando-se entre valores de 5,6 a 8,0, com média pouco acima de 6,5. Na verdade, os
demais grupos de SiC apresentaram média de valores superiores a 9,5, enquanto valores
de catálogo apontam m igual a 8,0 (HEXOLOY/SAINT-GOBAIN), típico de materiais
cerâmicos. Os grupos de SES Nacional e SFL apresentam valores muito variados e, em
geral, muito elevados para m, atingindo 20,4 para o SES Nacional (petróleo a 60ºC por
15 dias) e 18,1 para o SFL (petróleo a 25ºC por 180 dias). Esta variação de m pode estar
associada a problemas de usinagem ou, para valores muito elevados, microestruturas
locais que causam tenacificação do material. Cabe frisar que o número recomendado de
corpos de prova para análise de Weibull é de 30, o que poderia corrigir ou confirmar os
valores medidos.
Valores de m e de MOR0
SES PREMIX SES Nacional SFL
m MOR0 [MPa] m MOR0 [MPa] m MOR0 [MPa]
Como processados 6,9 348,4 7,8 219,0 8,1 286,3
Petróleo 25ºC
15 dias
90 dias
180 dias
6,7
6,5
7,2
294,1
314,2
363,8
15,9
11,8
4,4
215,9
220,3
272,2
5,5
6,6
18,1
261,5
242,3
263,6
Petróleo 60ºC
15 dias
90 dias
180 dias
8,0
5,5
7,3
346,1
321,7
315,2
20,4
10,8
6,7
210,7
213,4
213,3
11,8
9,2
10,2
215,5
219,6
317,9
Nafta 25ºC
15 dias
90 dias
180 dias
6,7
6,0
5,6
297,4
350,4
268,0
8,6
9,6
8,4
205,0
210,8
229,0
8,5
7,7
9,2
234,5
230,0
303,9

48
(a)
(b)
(c)
Figura 25 – Comparativo de valores de m para os grupos de SiC para os grupos (a) SES
Premix, (b) SES Nacional e (c) SFL, por intervalos de tempo.

49
Os valores de MOR0 geralmente não são reportados, e por se tratarem da
resistência característica associada à unidade de volume do material, ela é uma função
direta de seu processamento, que por sua vez não será avaliado por este trabalho.
As curvas comparativas de probabilidade de falha para cada material analisado
são apresentadas da Figura 26 a Figura 28. Nelas, podemos observar a não existência de
um padrão de ganho ou perda de resistência após exposição aos diferentes meios em
variados intervalos de tempo. Assim como o observado pelas variações nas médias de
MOR, o caráter estatístico inerente aos cerâmicos é a provável causa das flutuações nos
valores encontrados para os dados de exposição aos meios.
As curvas referentes ao grupo SES PREMIX destacaram-se por apresentarem
inclinações bastante similares, atribuída a resultados de módulo de Weibull
semelhantes, o que atesta o alto nível de homogeneização obtido para tal material. O
grupo SES Nacional, de um modo geral, apresentou considerável proximidade entre
suas curvas, indicando valores convergentes de módulo de ruptura para uma mesma
probabilidade de falha. Entretanto, o grupo não apresentou constância na inclinação de
suas curvas, reafirmando a variação já constatada para seus valores de m. Já o grupo
SFL não apresentou nenhum padrão relevante entre seus resultados, confirmando
elevada dispersão de m pela variação na inclinação de suas curvas, bem como a falta de
convergência entre os valores de MOR atribuídos à dada probabilidade de falha.

50
(a)
(b)
(c)
Figura 26 – Comparativo entre curvas de probabilidade de falha para os grupos SES
Premix expostos a (a) petróleo a 25 °C, (b) petróleo a 60 °C e (c) nafta a 25 °C, por
diferentes períodos e como processados (0 dias).

51
(a)
(b)
(c)
Figura 27 – Comparativo entre curvas de probabilidade de falha para os grupos SES
Nacional expostos a (a) petróleo a 25 °C, (b) petróleo a 60 °C e (c) nafta a 25 °C, por
diferentes períodos e como processados (0 dias).

52
(a)
(b)
(c)
Figura 28 – Comparativo entre curvas de probabilidade de falha para os grupos SFL
expostos a (a) petróleo a 25 °C, (b) petróleo a 60 °C e (c) nafta a 25 °C, por diferentes
períodos e como processados (0 dias).

53
Uma melhor análise das curvas de probabilidade de falha obtidas permite uma
comparação entre os valores de resistência à fratura previstos para uma probabilidade de
falha equivalente a 50% (MOR0,5), conforme mostra a Tabela 7 e apresentado
graficamente pela Figura 29.
Observa-se que, em média, os valores de MOR 0,5 estimados para o SES
Premix são os mais elevados, seguidos pelos resultados do SFL, e por último
encontram-se os valores do SES Nacional. Pode-se traçar um paralelo entre este ranking
de performance e os resultados de densidade e módulo de Young dos materiais. Uma
menor fração volumétrica de poros encontra-se associada à propriedades mecânicas de
resistência a fratura superiores.
Tabela 7 – Valores de MOR0,5, referentes à probabilidade de falha de 50%.
Valores de MOR (MPa) para Pf = 0,5
SES PREMIX SES Nacional SFL
Petróleo 25ºC
15 dias
90 dias
180 dias
278,4
296,7
345,5
210,2
212,6
250,3
244,4
229,2
258,1
Petróleo 60ºC
15 dias
90 dias
180 dias
330,5
301,0
300,0
207,5
206,2
201,9
208,6
210,6
306,5
Nafta 25ºC
15 dias
90 dias
180 dias
271,7
329,5
275,0
195,8
203,0
218,6
224,5
218,9
291,5
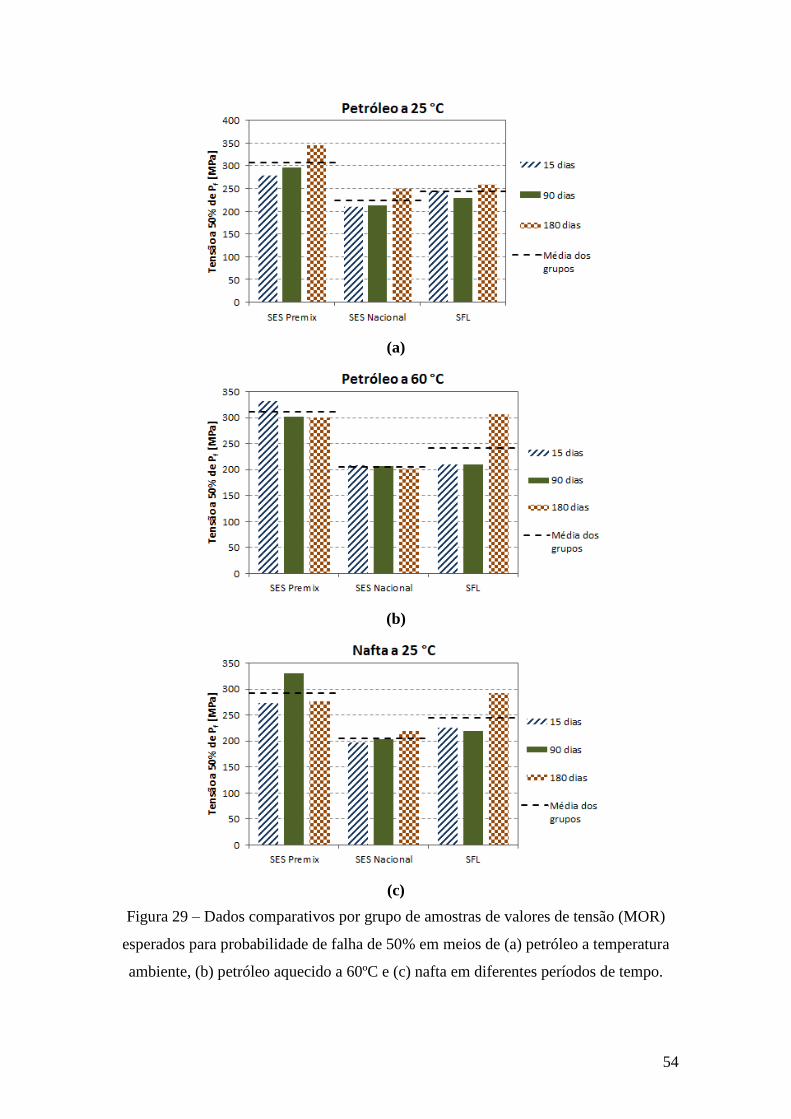
54
(a)
(b)
(c)
Figura 29 – Dados comparativos por grupo de amostras de valores de tensão (MOR)
esperados para probabilidade de falha de 50% em meios de (a) petróleo a temperatura
ambiente, (b) petróleo aquecido a 60ºC e (c) nafta em diferentes períodos de tempo.
55
Por fim, tomando como válidos os elevados valores de m encontrados para os
grupos de SES Nacional e SFL, entende-se que a proposta de melhorias em suas rotas
de processamento, fração volumétrica de poros e microestrutura poderiam levar a
melhor desempenho comparado ao SES PREMIX. Sendo assim, ao atingir-se uma
homogeneidade para seus resultados, poderia ser cabível a obtenção de SiC nacional
(tanto SES quanto SFL) com propriedades de tenacidade a fratura superiores e módulo
de resistência mais elevado.
4.8. Análise de Superfícies de Fratura dos Corpos de
Prova.
Os resultados obtidos a partir da análise de MEV por elétrons secundários e
EDS são apresentados separadamente a seguir.
4.8.1. Fractografia
Deve-se primeiramente registrar que os corpos de prova apresentaram
múltiplos planos de fratura e estilhaçamento, fato comum para cerâmicas de alta
resistência mecânica que armazenam grandes quantidades de energia elástica durante o
teste. Durante a falha, essa energia é liberada a partir de uma origem de defeito crítico
submetido a esforços trativos e se propaga através do corpo do material, provocando
fraturas secundárias. (ROCHA, 2004). A norma ASTM C 1322-02a correlaciona o tipo
de fratura obtido com a localização da origem da falha e sua direção de propagação,
conforme mostra a Figura 30. No entanto, apesar de ser possível caracterizar a origem
de fratura, torna-se difícil identificar a causa da falha para a maioria das amostras,
devido ao tamanho reduzido de estilhaços produzidos que, por isso, não puderam ser
recuperados para análise.

56
Figura 30 – Tipos de fratura observadas para as amostras e sua associação com a origem
e trajetória de trincas (ASTM C 1322-02a).
Mediante a averiguação da característica inerte dos grupos de SiC, foram
tomados para fim de comparação, apenas os espécimes fraturados referentes à exposição
em meio de petróleo a 25ºC durante o período de 15 dias. Em seguida, foram analisados
os corpos de prova que apresentaram o menor e maior valor de MOR em seu grupo de
material.
De modo geral, pôde-se observar que as amostras de menor MOR apresentam
maior espelhamento entre suas superfícies, indicando o pouco desvio da frente de
fratura, associada a uma menor tenacidade. Portanto, uma menor quantidade de
estilhaços é produzida pela liberação de uma menor quantidade de energia elástica
durante a fratura. Também se torna possível identificar o aspecto de espelho,
caracterizado por uma superfície plana e esfumaçada, como resultado da propagação
radial da origem de fratura em um único plano do material (RICHERSON, 2006). A
Figura 31 esquematiza os aspectos de fratura no entorno da origem de falha. O aspecto
de névoa origina-se quando a propagação de trinca começa a desviar do plano original
formando pequenas cristas, o que normalmente não é observado em cerâmicos
policristalinos. Aumentando-se o desvio, as cristas tomam maiores proporções,
chamadas cristas de galo.
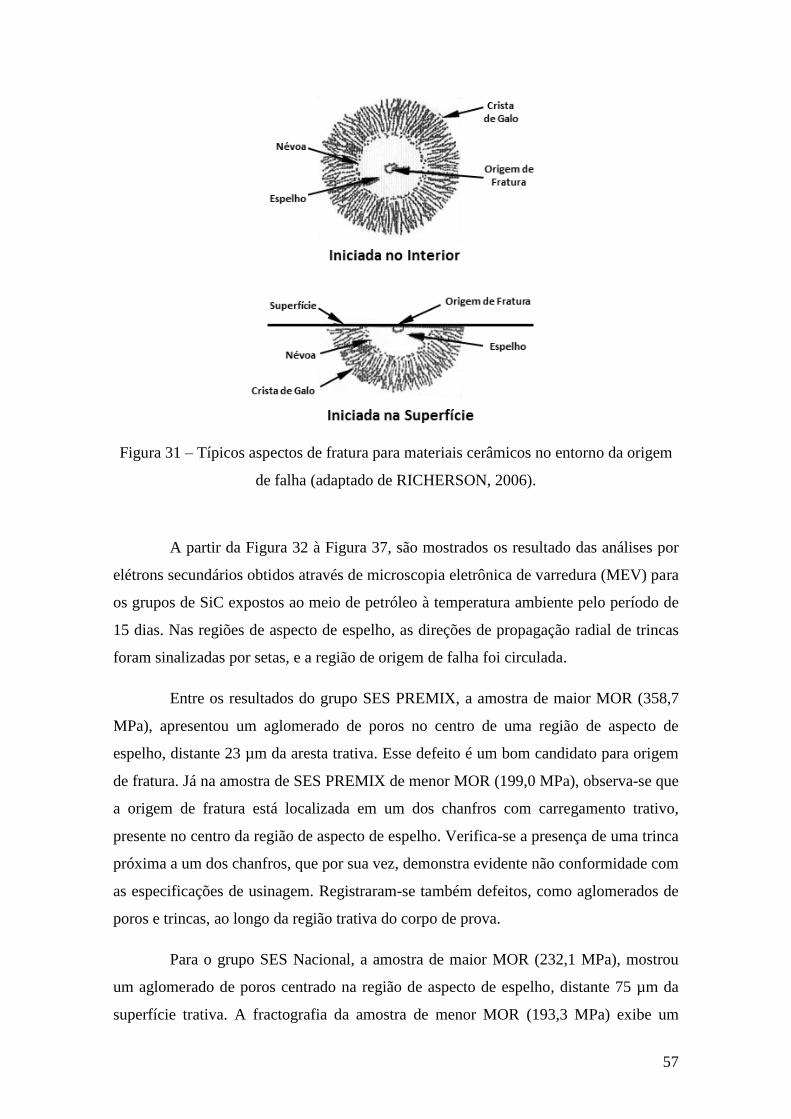
57
Figura 31 – Típicos aspectos de fratura para materiais cerâmicos no entorno da origem
de falha (adaptado de RICHERSON, 2006).
A partir da Figura 32 à Figura 37, são mostrados os resultado das análises por
elétrons secundários obtidos através de microscopia eletrônica de varredura (MEV) para
os grupos de SiC expostos ao meio de petróleo à temperatura ambiente pelo período de
15 dias. Nas regiões de aspecto de espelho, as direções de propagação radial de trincas
foram sinalizadas por setas, e a região de origem de falha foi circulada.
Entre os resultados do grupo SES PREMIX, a amostra de maior MOR (358,7
MPa), apresentou um aglomerado de poros no centro de uma região de aspecto de
espelho, distante 23 µm da aresta trativa. Esse defeito é um bom candidato para origem
de fratura. Já na amostra de SES PREMIX de menor MOR (199,0 MPa), observa-se que
a origem de fratura está localizada em um dos chanfros com carregamento trativo,
presente no centro da região de aspecto de espelho. Verifica-se a presença de uma trinca
próxima a um dos chanfros, que por sua vez, demonstra evidente não conformidade com
as especificações de usinagem. Registraram-se também defeitos, como aglomerados de
poros e trincas, ao longo da região trativa do corpo de prova.
Para o grupo SES Nacional, a amostra de maior MOR (232,1 MPa), mostrou
um aglomerado de poros centrado na região de aspecto de espelho, distante 75 µm da
superfície trativa. A fractografia da amostra de menor MOR (193,3 MPa) exibe um

58
aspecto de espelho ao redor de um dos chanfros usinado precariamente (com dimensões
diminutas), e em cujo centro é visualizado um aglomerado de poros próximo à aresta
trativa (100 µm). Somados os efeitos dos concentradores de tensão supracitados nesta
região, a mesma é bastante elegível como origem de fratura.
Já no grupo SFL, a observação da superfície da amostra de maior MOR (217,4
MPa) sugere novamente a origem de fratura em um dos chanfros da aresta com
carregamento trativo, indicado no centro do aspecto de espelho constatado. É também
observada uma considerável quantidade de poros ao longo desta mesma aresta. Para a
amostra de menor MOR (167,3 MPa), é observado um defeito candidato à origem de
fratura situado no centro de um aspecto de espelho, capaz de ser visualizado em ambas
as superfícies de fratura. Esse poro possui em perfil alongado de 52 µm de comprimento
e encontra-se afastado 350 µm da aresta tracionada.

59
(a)
(b)
(c)
Figura 32 – MEV de SES PREMIX de maior MOR: (a) superfícies de fratura; (b) região
de espelho; e (c) aglomerados de poros candidatos à origem de falha.

60
(a)
(b)
(c)
Figura 33 – MEV de SES PREMIX de menor MOR: (a) região de espelho; (b) trinca
próxima a chanfro impróprio; (c) exemplo de defeitos próximos à aresta trativa.
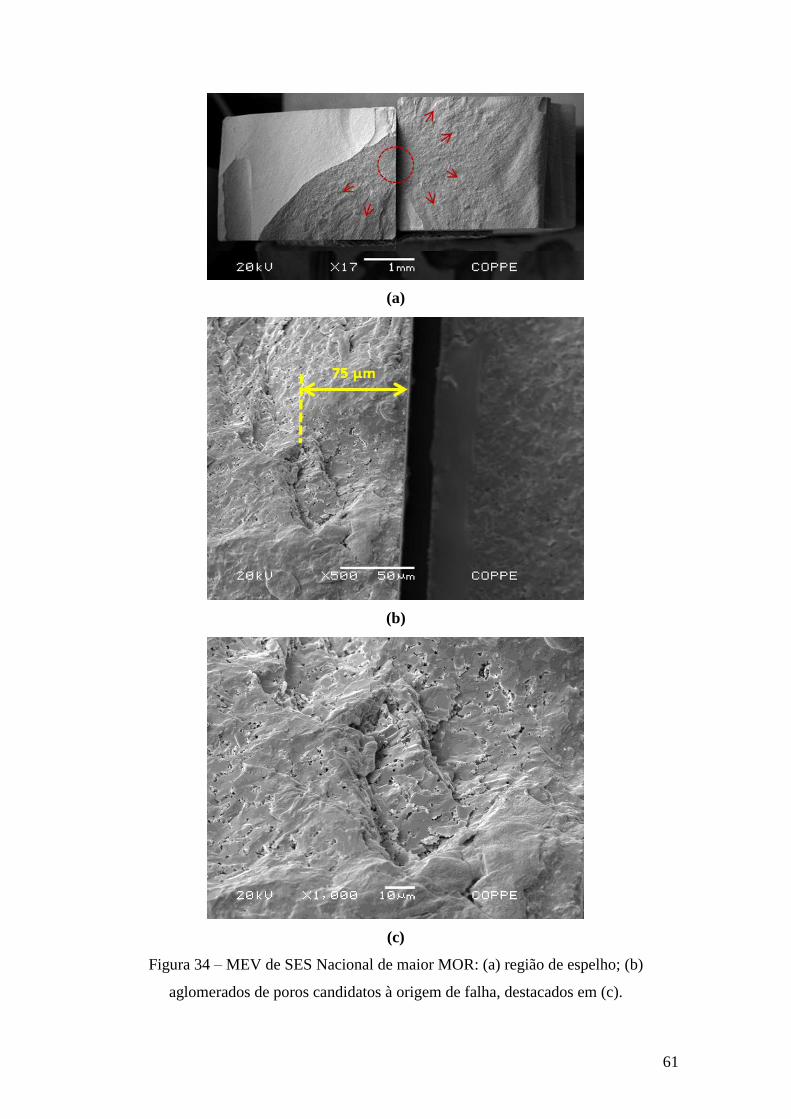
61
(a)
(b)
(c)
Figura 34 – MEV de SES Nacional de maior MOR: (a) região de espelho; (b)
aglomerados de poros candidatos à origem de falha, destacados em (c).
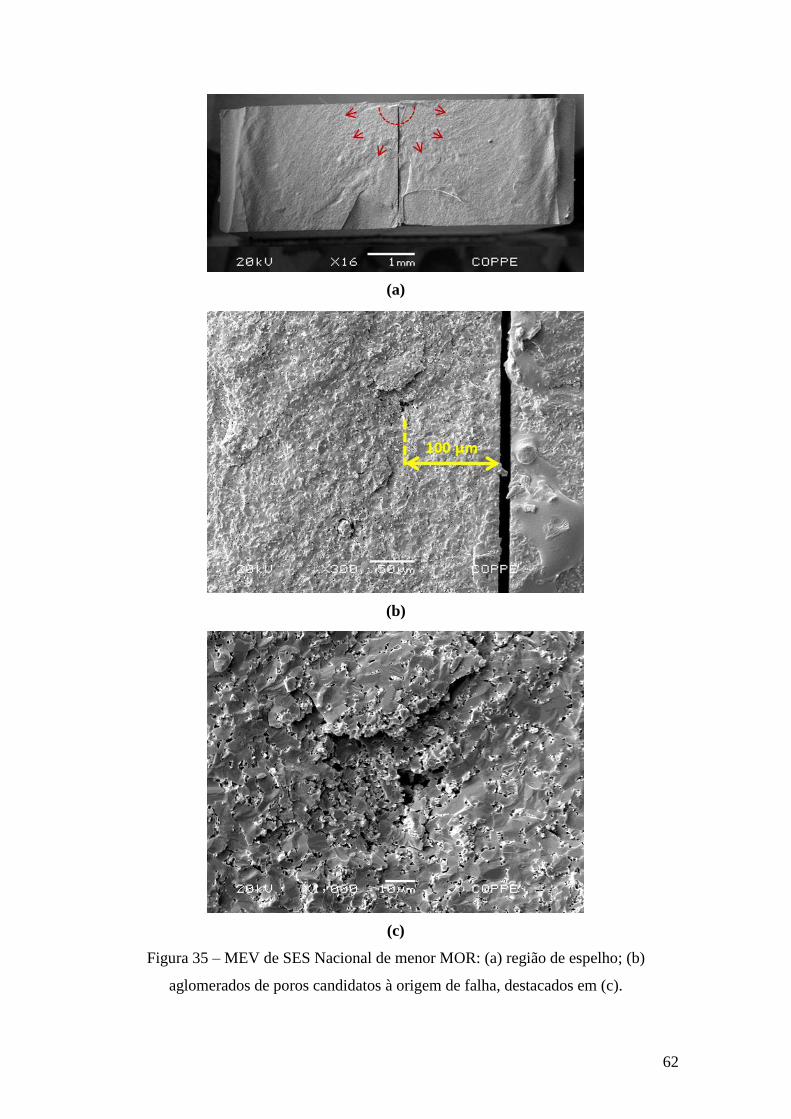
62
(a)
(b)
(c)
Figura 35 – MEV de SES Nacional de menor MOR: (a) região de espelho; (b)
aglomerados de poros candidatos à origem de falha, destacados em (c).
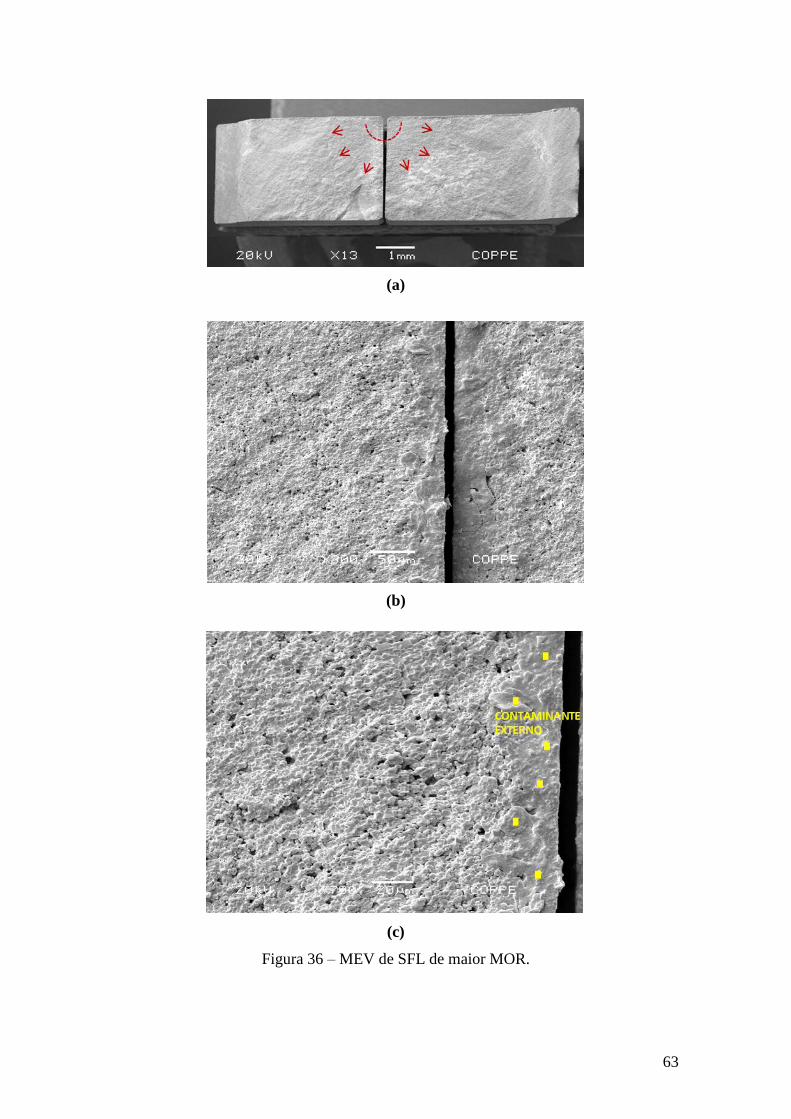
63
(a)
(b)
(c)
Figura 36 – MEV de SFL de maior MOR.

64
(a)
(b)
(c)
Figura 37 – MEV de SFL de menor MOR.

65
4.8.2. Dados de Composição Química por EDS
A análise da composição química das superfícies de fratura dos diferentes
grupos de SiC foi realizada e amostras características foram selecionadas e apresentas a
seguir.
Na Figura 38, apresenta-se o espectro de EDS característico para as amostras
do grupo SES PREMIX. Verifica-se a presença dos elementos Si (silício) e C (carbono),
conforme esperado. Não há nenhuma informação sobre os aditivos presentes na
composição original de seu pó. Tampouco são observadas inconformidades que
apontem qualquer alteração da composição desse material devido às interações com os
meios de exposição.
Figura 38 – EDS característico das amostras do grupo SES PREMIX.
Na Figura 39 (a), o espectro de EDS característico para as amostras do grupo
SES Nacional demonstra a presença majoritária de Si e C, com a ocorrência de picos de
O (oxigênio), Fe (ferro) e Al (alumínio). A presença de tais elementos é investigada
com mais profundidade através da espectroscopia de inclusões observadas, conforme
mostrado pela Figura 39 (b). Essas inclusões podem estar associadas à contaminação
ocorrida durante a etapa de homogeneização, através do desprendimento de material do
revestimento interno do moinho empregado, cujo material é o aço 316L. De toda forma,
nenhuma alteração da composição pode ser apontada como consequência de interações
com os meios de exposição.
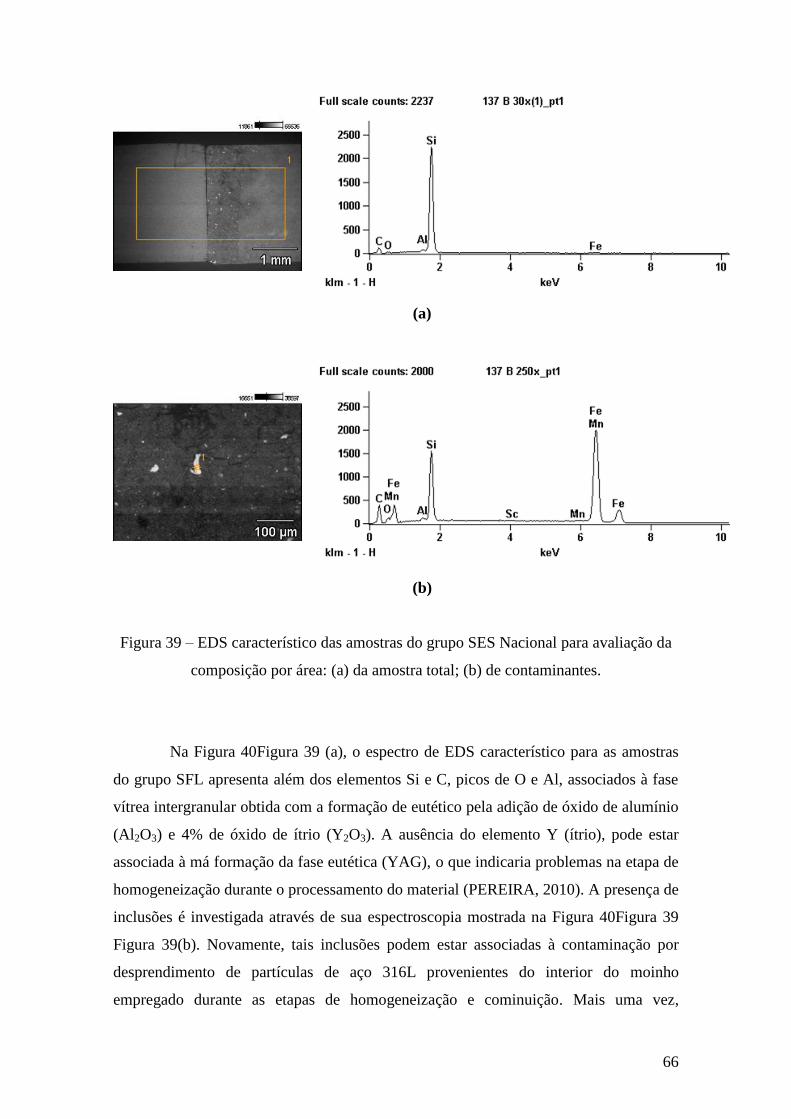
66
(a)
(b)
Figura 39 – EDS característico das amostras do grupo SES Nacional para avaliação da
composição por área: (a) da amostra total; (b) de contaminantes.
Na Figura 40Figura 39 (a), o espectro de EDS característico para as amostras
do grupo SFL apresenta além dos elementos Si e C, picos de O e Al, associados à fase
vítrea intergranular obtida com a formação de eutético pela adição de óxido de alumínio
(Al2O3) e 4% de óxido de ítrio (Y2O3). A ausência do elemento Y (ítrio), pode estar
associada à má formação da fase eutética (YAG), o que indicaria problemas na etapa de
homogeneização durante o processamento do material (PEREIRA, 2010). A presença de
inclusões é investigada através de sua espectroscopia mostrada na Figura 40Figura 39
Figura 39(b). Novamente, tais inclusões podem estar associadas à contaminação por
desprendimento de partículas de aço 316L provenientes do interior do moinho
empregado durante as etapas de homogeneização e cominuição. Mais uma vez,

67
nenhuma alteração da composição é associada como interações com os meios de
exposição.
(a)
(b)
Figura 40 – EDS característico das amostras do grupo SFL para avaliação da
composição por área: (a) da amostra total; (b) de contaminantes.
68
5. CONCLUSÕES
A partir dos dados apresentados, pode-se chegar às seguintes conclusões:
◊ Os resultados para média de MOR dos grupos não apresentaram um padrão de
acréscimo ou decaimento associado ao aumento do período de teste em cada meio.
Tal fato corrobora o caráter dispersivo dos valores de propriedades do SiC e
demonstra a não susceptibilidade desses materiais aos meios de petróleo e nafta em
diferentes temperaturas e tempos de exposição. Tampouco foi constatado um
padrão de variação de massa dos corpos de prova após os períodos de exposição a
tais meios, o que reforçou a constatação de seu caráter inerte.
◊ O material SES PREMIX apresentou maior resultado de MOR para uma
probabilidade de falha de 50% e melhor homogeneidade demonstrada pela pouca
variação de seu módulo de Weibull (m). O material SFL apresentou o segundo
maior MOR, enquanto o SES Nacional teve o pior resultado. Estes dois últimos
grupos apresentaram uma ampla variação de m com alguns valores bastante
elevados, que podem estar associados a microestruturas locais que causam a
tenacificação do material.
◊ Melhorias na rota de processamento, fração volumétrica de poros e microestrutura
desses materiais poderiam implicar na obtenção de um SiC nacional (tanto SES
quanto SFL) com propriedades de boa tenacidade à fratura e alto módulo de
resistência, até mesmo superior ao material importado. Inclusive, a não citação ao
SiC SFL pela norma API 682 não se mostrou justificável.
◊ A fractografia dos grupos de SiC permitiu observar maior estilhaçamento para as
amostras de menor MOR, relacionada à menor energia elástica liberada durante a
fratura. Também se torna possível identificar o aspecto de espelho e a propagação
radial da fratura que sinaliza sua região de origem. Quanto às causas de falha, em
sua maioria foram identificados aglomerados de poros e problemas de usinagem,
concentrados na região de arestas chanfradas nas amostras de menor MOR.
◊ Os resultados de EDS não mostraram qualquer alteração de composição química
associada às interações dos materiais com os meios de exposição. No entanto, pôde-
se constatar a presença de contaminantes de ferro para os grupos SES Nacional e
SFL, associados à etapa de homogeneização e cominuição em moinhos.

69
6. SUGESTÃO DE TRABALHOS FUTUROS
Com base nos resultados obtidos para o presente estudo, são feitas a seguir
algumas sugestões de análises e trabalhos futuros:
◊ Problemas de usinagem observados, como perda de material ao longo de arestas,
introdução de defeitos na superfície dos corpos de prova e chanfros fora de
conformidade com a norma, podem estar diretamente relacionados com a dispersão
dos resultados obtidos de MOR. Dessa forma a análise fractográfica pode ser
utilizada como ferramenta para separar em duas classes o comportamento de fratura
dos corpos de prova:
Classe 1: correspondente às amostras com origem de falha identificada em sua
aresta chanfrada;
Classe 2: correspondente às amostras com origem de falha identificada no centro de
sua superfície de fratura.
A seguir, pode-se avaliar o comportamento mecânico apresentado pelas amostras
dessas duas classes, identificando-se fatores microestruturais que degradam os
resultados de resistência a ruptura e avaliando a possibilidade dos mesmos serem
desconsiderados.
◊ A introdução de um entalhe por endentação em novos corpos de prova para os
grupos de SiC utilizados poderia ser empregada para avaliar sua susceptibilidade
aos meios de petróleo e nafta perante um novo regime de tensões.

70
7. REFERÊNCIAS BIBLIOGRÁFICAS
API 682, Pumps: Shaft Sealing Systems for Centrifugal and Rotary Pumps. American
Petroleum Institute, 3 ed., Washington D.C., 2004.
ASTM C 116-02c, Standard Test Method for Flexural Strength of Advanced Ceramics at
Ambient Temperature. American Society for Testing Materials, 2006.
ASTM C 1322-02a, Standard Practice for Fractography and Characterization of
Fracture Origins in Advanced Ceramics. American Society for Testing Materials, 2002.
ASTM C 1331-01, Standard Test Method for Measuring Ultrasonic Velocity in Advanced
Ceramics with Broadband Pulse-Echo Cross-Correlation Method. American Society for
Testing Materials, 2001.
ASTM C 1239-06a, Standard Practice for Reporting Uniaxial Strength Data and
Estimating Weibull Distribution Parameters for Advanced Ceramics. American Society
for Testing Materials, 2006.
BUSH, D. R., “Designing Ceramic Components for Structural Applications”, Journal
of Materials Engineering and Performance. v. 2, n. 6, pp. 851-862, Dez. 1993.
COSTA NETO, C. A., Sinterização de Carbeto de Silício e sua Caracterização Física e
Mecânica sob Meios Agressivos. Projeto PEMM 11714 – Relatório 03, Laboratório de
Análises Químicas e Processamento Cerâmico, COPPE/UFRJ, Rio de Janeiro, 2011.
GERES, J. M., TIMOSHENKO, S. P., Mechanics of Materials. 2 ed., California, PWS-
KENT, 1984.
HALDENWANGER TECHNISCHE KERAMIK GMBH & CO., HALSIC Materials.
Disponível em: <http://www.haldenwanger.de/download.php?43616f776e
724b55525170352b3467634b446a78694a314a744d3547636a706d6254464d4d6334363
865667969773d3d>. Acessado em 02 de fevereiro de 2014, 20:34h.
KINGERY, W.D., BOWEN, K., UHLMANN, D. R., Introduction to Ceramics. 2 ed.,
New York, John Wiley & Sons, Inc, 1976.

71
KWON O. H., “Liquid Phase Sintering”. In: Engineered Materials Handbook - Ceramics
and Glasses, ASM International, v.4, pp.285-290, 1991.
LEE, W. E.; RAINFORTH, W. M., “General influence of microstructure on ceramic
properties”. In: Ceramic Microstructures, Chapman & Hall, pp. 67-123, London, 1994.
McCAULEY, R., Corrosion of Ceramic and Composite Materials. New Jersey, Rutgers
University, Piscataway, 2004.
PEREIRA, M. G. S. Sinterização e Comportamento do Carbeto de Silício em Meio
Ácido e Básico. Tese de M.Sc., COPPE/UFRJ, Rio de Janeiro, 2010.
REED, J. S., Introduction to the Principles of Ceramic Processing. 2 ed., New York, John
Wiley & Sons, Inc.,1988.
RICHERSON, D. W., Modern Ceramic Engineering. 3 ed.,Florida, CRC Press, 2006.
RITTER, J. E., “Crack Propagation in Ceramics”. In: Engineered Materials Handbook -
Ceramics and Glasses, ASM International, v.4, pp.694-699, 1991.
ROCHA, C. V., Correlação entre a Microestrutura e a Tenacidade à Fratura do
Nitreto de Silício sob Diferentes Condições de Sinterização. Tese de D.Sc.,
COPPE/UFRJ, Rio de Janeiro, 2004.
SAINT-GOBAIN CERAMICS, HEXOLOY Physical Properties. Disponível em:
<http://www.hexoloy.com/hexoloy-sic-physical-properties>. Acessado em 05 de
fevereiro de 2014, 16:00h.
SHAFFER, P. T. B., “Engineering Properties of Carbides”, In: Engineered Materials
Handbook - Ceramics and Glasses, ASM International, v. 4, pp. 804-810, 1991.
WADSWORTH, H. M., Handbook of Statistical Methods for Engineers and
Scientists. 2 ed., McGraw-Hill Publishing Company, 1997.
YAN M. F., “Solid-State Sintering”. In: Engineered Materials Handbook - Ceramics and
Glasses, ASM International, v.4, pp .270-284, 1991.