Conceção e fabrico de ferramenta para produção de cambotas ... · i Agradecimentos Em primeiro...
93
Conceção e fabrico de ferramenta para produção de cambotas ocas Sara Tavares Luzia Melo Gamboa Dissertação para obtenção do Grau de Mestre em Engenharia Mecânica Orientadores: Doutor Luís Manuel Mendonça Alves Doutor Paulo António Firme Martins Júri Presidente: Doutor Rui Manuel dos Santos Oliveira Baptista Orientador: Doutor Luís Manuel Mendonça Alves Vogais: Doutor Carlos Manuel Alves da Silva Engenheiro José Miguel Graça Medeiros Outubro de 2014
Transcript of Conceção e fabrico de ferramenta para produção de cambotas ... · i Agradecimentos Em primeiro...

Conceção e fabrico de ferramenta para produção de
cambotas ocas
Sara Tavares Luzia Melo Gamboa
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientadores: Doutor Luís Manuel Mendonça Alves
Doutor Paulo António Firme Martins
Júri
Presidente: Doutor Rui Manuel dos Santos Oliveira Baptista
Orientador: Doutor Luís Manuel Mendonça Alves
Vogais: Doutor Carlos Manuel Alves da Silva
Engenheiro José Miguel Graça Medeiros
Outubro de 2014


i
Agradecimentos
Em primeiro lugar, gostaria de exprimir a minha sincera gratidão ao meu orientador, o Doutor Luís
Alves, que tornou a realização deste trabalho possível. Por toda a paciência e motivação, que
demonstrou ao longo destes meses, pela sua eterna boa disposição e por toda a inspiração por ele
transmitida, com a sua vontade de ensinar, que me motivaram a concluir este trabalho.
Gostaria de exprimir também a minha gratidão ao meu coorientador, o Doutor Paulo Martins, por toda
a ajuda e conhecimento disponibilizado, com as quais foi permitido resolver mesmo os problemas
mais difíceis que surgiram.
Ao Doutor Carlos Silva, e ao Sr. Carlos Farinha, gostaria de agradecer por toda a ajuda e
conhecimento disponibilizado, durante a realização dos ensaios experimentais.
Aos meus colegas e amigos, muito obrigado, por toda a ajuda e bons momentos proporcionados ao
longo deste percurso académico. Um agradecimento especial, ao Miguel e Nuno, por toda a ajuda e
paciência demonstrada ao longo destes meses.
Por último, mas não menos importante, gostaria de agradecer imenso à minha mãe, ao meu pai e à
minha irmã, por tudo o que fizeram por mim, não só ao longo deste trabalho, mas ao longo de toda a
minha vida. Por todo o carinho, amor e motivação demonstrada, sem os quais nada disto seria
possível.

ii

iii
Resumo
Devido à elevada preocupação com o impacto ambiental o conceito de utilização de estruturas leves
tem vindo a ser cada vez mais comum, sendo incorporadas cada vez mais em vários ramos de
engenharia e tecnologias de fabrico. As vantagens inerentes às estruturas leves são inúmeras sendo
as principais, a redução de peso e o uso de menos material.
Desta forma, ponderou-se a hipótese de aplicar o conceito das estruturas leves através de um
processo inovador, no fabrico de uma cambota, apesar de ser um componente cujas características e
processos de fabrico já se encontram bem definidos.
O principal objetivo desta dissertação residia num estudo numérico-experimental sobre a viabilidade
de fabrico de uma cambota oca, através da deformação plástica do material e aproveitando o
fenómeno de instabilidade de colunas. Para isto foram desenvolvidas ferramentas protótipos e
utilizados três modos de deformação distintos, visto que o conceito original não funcionou sendo
necessário repensar e aprofundar o mesmo. Foram realizados ensaios experimentais para cada
modo de deformação, para averiguar a possibilidade de fabrico deste componente, e simulações
numéricas que permitiam avaliar as variáveis de campo que regem este processo de fabrico. Após a
obtenção dos resultados foi realizada uma comparação numérico-experimental, de forma, a realizar
uma análise sobre a viabilidade do processo.
Os objetivos propostos nesta dissertação foram cumpridos, sendo possível o fabrico de cambotas
ocas, com resultados dentro dos esperados. É de referir ainda que as correlações numérico-
experimentais revelaram-se bastante satisfatórias.
Palavras-chave:
Cambotas ocas;
Estruturas leves;
Ferramenta protótipo;
Modos de deformação;
Deformação plástica;
Simulações numéricas.

iv

v
Abstract
The concept of lightweight structures has been evolving throughout the years, being incorporated in
various branches of engineering and manufacturing technologies, due to the growing concern of the
ecological impact. The use of lightweight structures has many inherent advantages, with the most
relevant being weight reduction and the use of less material.
Although the crankshaft is a component that has its characteristics and manufacturing processes well
defined, the idea of applying the concept of lightweight structures to this component, through an
innovative process, emerged as a relevant possibility.
The main goal of this paper was to establish a numerical and experimental study about the viability of
manufacturing a hollow crankshaft, based on the column instability principle, by applying plastic
deformation on the material. To achieve this goal, prototype tools were developed and since the
original concept didn’t work there was the need to rethink the concept so three distinct deformation
modes were used. The process was studied, through experimental trials and numerical simulations, to
verify if it was possible to manufacture this component and to define the multiple field variables that
define this process. To assure the viability of the process a comparison was made between the
numerical and experimental results.
The manufacturing of hollow crankshafts was possible, allowing the outcome that was expected,
which means that the proposed goals, in this paper, were accomplished. It is also relevant to refer that
the numerical-experimental correlations, turned out to be quite satisfactory.
Keywords:
Hollow crankshafts;
Lightweight structures;
Prototype tool;
Deformation modes;
Plastic deformation;
Numerical simulations.

vi

vii
Índice
Agradecimentos ..................................................................................................................................... i
Resumo .................................................................................................................................................. iii
Abstract ................................................................................................................................................... v
Índice ..................................................................................................................................................... vii
Lista de Figuras .................................................................................................................................... xi
Lista de Tabelas .................................................................................................................................. xiii
Nomenclatura ....................................................................................................................................... xv
Símbolos gregos ................................................................................................................................. xvi
1. Introdução ...................................................................................................................................... 1
1.1. Objetivos ................................................................................................................................ 2
1.2. Estrutura da tese................................................................................................................... 2
2. Estado da arte ............................................................................................................................... 5
2.1. Introdução .............................................................................................................................. 5
2.2. Descrição ............................................................................................................................... 5
2.3. Aplicações .............................................................................................................................. 6
2.4. Introdução histórica .............................................................................................................. 7
2.5. Processos de fabrico ............................................................................................................ 9
2.5.1. Forjamento ..................................................................................................................... 9
2.5.2. Fundição....................................................................................................................... 11
2.5.3. Maquinagem ................................................................................................................ 12
2.6. Processos de fabrico alternativos .................................................................................... 13
2.6.1. Hydroforming ............................................................................................................... 13
2.6.2. Ferramenta flexível para enformação de cambotas .............................................. 14
2.7. Estudos realizados no domínio de cambotas leves ...................................................... 15
3. Conceção e fabrico de uma ferramenta protótipo ................................................................. 19
3.1. Introdução ............................................................................................................................ 19
3.2. Descrição do processo/conceito ...................................................................................... 19
3.3. Ferramenta protótipo .......................................................................................................... 19
3.3.1. Descrição das matrizes utilizadas ............................................................................ 21
3.4. 1ª Ferramenta protótipo utilizada ..................................................................................... 22
3.4.1. Primeiro modo de deformação ................................................................................. 23
3.4.2. Segundo modo de deformação ................................................................................ 23
3.5. 2ª Ferramenta protótipo utilizada ..................................................................................... 24

viii
3.5.1. Transmissão de forças ............................................................................................... 26
3.5.2. 3º Modo de deformação ............................................................................................ 27
4. Desenvolvimento experimental ................................................................................................ 30
4.1. Introdução ............................................................................................................................ 30
4.2. Materiais utilizados ............................................................................................................. 30
4.2.1. Caracterização mecânica .......................................................................................... 31
4.3. Equipamentos e pré-formas .............................................................................................. 33
4.3.1. Equipamentos ............................................................................................................. 33
4.3.2. Pré-formas ........................................................................................................................ 35
4.4. Procedimento experimental .............................................................................................. 35
4.5. Ensaios realizados ............................................................................................................. 36
5. Desenvolvimento numérico ....................................................................................................... 39
5.1. Introdução ............................................................................................................................ 39
5.2. Princípios básicos do método dos elementos finitos .................................................... 39
5.3. Equações fundamentais .................................................................................................... 40
5.4. Programas utilizados .......................................................................................................... 41
5.4.1. I-FORM ......................................................................................................................... 41
5.4.2. GID 7.2 ......................................................................................................................... 43
5.5.1. Pré-formas ................................................................................................................... 43
5.5.2. Matrizes ........................................................................................................................ 44
5.6. Parâmetros do processo ................................................................................................... 46
5.7. Simulações numéricas realizadas.................................................................................... 48
6. Apresentação e discussão de resultados ............................................................................... 51
6.1. Introdução ............................................................................................................................ 51
6.2. Resultados experimentais ................................................................................................. 51
6.2.1. Primeiro e segundo modos de deformação ............................................................ 51
6.2.2. Terceiro modo de deformação.................................................................................. 54
6.3. Resultados numéricos ....................................................................................................... 57
6.3.1. Gráficos carga vs deslocamento .............................................................................. 57
6.3.2. Extensão efetiva ......................................................................................................... 58
6.3.3. Tensão média e velocidade de deformação .......................................................... 59
6.3.4. Campo de velocidades .............................................................................................. 60
6.3.5. Tensão efetiva ............................................................................................................. 61
6.4. Comparação experimental-numérico .............................................................................. 61

ix
6.4.1. Geometria obtida ........................................................................................................ 62
6.4.2. Gráficos carga vs deslocamento .............................................................................. 62
7. Conclusões e Perspetivas de Trabalho Futuro ...................................................................... 66
7.1. Conclusões .......................................................................................................................... 66
7.2. Perspetivas de trabalho futuro .......................................................................................... 67
Referências .......................................................................................................................................... 68
Anexos.................................................................................................................................................... A

x

xi
Lista de Figuras
Figura 1 - Nomenclatura dos principais componentes constituintes da cambota [3]................. 5
Figura 2 – a) Motor de combustão interna [4]; b) Compressor de ar [5]; c) Bomba de êmbolos
[6]. ........................................................................................................................................................... 6
Figura 3 – a) Mota de competição [7]; b) Pequena aeronave [8] .................................................. 6
Figura 4 - Serragem de Hierápolis [2] ............................................................................................... 7
Figura 5 – a) Bomba de Al-Jarazi [2]; b) Carro de guerra de Guido de Vigevano [2]. ............... 8
Figura 6 - Bomba de água de Georg Andreas Bockler [2]. ............................................................ 8
Figura 7 - Cambota forjada por martelo em 1936 [3]. ..................................................................... 9
Figura 8 - Principais etapas no processo de forjamento e maquinagem de cambotas [12]. .. 10
Figura 9- a) Cambota a ser forjada [13]; b) Matrizes de forjamento [13]; c) Cambota forjada
[14]. ....................................................................................................................................................... 11
Figura 10 – a) Conjunto de 6 cambotas no processo de fundição [2]; b) Cambota fabricada
por fundição [15]; c) Pormenor após acabamento [2]. .................................................................. 12
Figura 11 – a) Brutos de maquinagem [16]; b) Cambota a ser maquinada em centro CNC
[17]. ....................................................................................................................................................... 12
Figura 12 – Cambota fabricada por maquinagem [18]. ................................................................ 13
Figura 13 – a) Conjunto peça e matriz; b) Cambota final obtida [19]. ........................................ 14
Figura 14- a) Montagem da pré-forma na ferramenta com um módulo; b) Ferramenta com
dois módulos [20]. .............................................................................................................................. 15
Figura 15 – a) Cambota final obtida com um só moente; b) Cambota com um moente (em
cima) e com 4 moentes (em baixo) [20]. ......................................................................................... 15
Figura 16 – a) Modelo da cambota inicial com 23.6 kg; b) Modelo da cambota final com 11.8
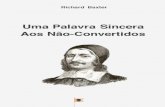
kg [21]. .................................................................................................................................................. 16
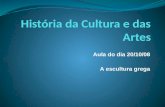
Figura 17 – a) Projeto inicial da cambota; b) Projeto final da cambota [22]. ............................. 16
Figura 18- Configuração base da ferramenta protótipo: (1) Teto; (2) Coluna; (3) Base; (4)
Casquilho; (5) Matriz de enformação do munhão; (6) Braço para enformação dos moentes;
(7) Pré-forma. ...................................................................................................................................... 20
Figura 19 – a) Vista de frente da ferramenta protótipo com corte A-A; b) Secção A-A. ......... 20
Figura 20 – a) Início da deformação; b) Pré-forma a ser deformada. ........................................ 21
Figura 21 – Matrizes desenvolvidas: (1) Matrizes de enformação dos munhões; (2) Matrizes
de enformação dos moentes ............................................................................................................ 21
Figura 22 - Modelação em SolidWorks da ferramenta: (1) Teto; (2) Coluna; (3) Base; (4)
Casquilho; (5) Matriz de enformação do munhão; (6) Matrizes de enformação dos moentes;
(7) Pré-forma. ...................................................................................................................................... 22
Figura 23 – a) Início do ensaio referente ao primeiro modo de deformação; b) Cambota
obtida neste ensaio com a fissura indicada. .................................................................................. 23
Figura 24- a) 1ª fase do segundo modo de deformação com a aplicação de uma força
transversal; b) 2º fase do segundo modo de deformação com a aplicação de uma força axial.
............................................................................................................................................................... 24
Figura 25 – Fissuras correspondentes às cambotas fabricadas pelo segundo modo de
deformação .......................................................................................................................................... 24
Figura 26 - Modelação em SolidWorks da ferramenta: (1) Teto; (2) Coluna; (3) Cunha
atuadora Vertical; (4) Carro porta-ferramentas; (5) Apoio lateral; (6) Encostador; (7) Tirante;

xii
(8) Guia; (9) Carro de rolamentos STAR Runner Block 1651-45; (10) Cutelo para suporte do
apoio lateral; (11) Base; (12) Matriz de enformação do munhão; (13) Matrizes de
enformação dos moentes; (14) Pré-forma; (15) Barra de transmissão de movimento
transversal. .......................................................................................................................................... 25
Figura 27 – Discretização das forças aplicadas na ferramenta, quando em situação de
equilíbrio [31]. ...................................................................................................................................... 26
Figura 28 – Modelação em Solidworks das várias fases do 3º modo de deformação, com a
representação do provete a ser deformado: a) 1ª fase; b) 2ª fase; c) 3ª fase. ......................... 28
Figura 29 - Ensaio de compressão do aço S460MC: a) Provete inicial; b) Compressão na
prensa; c) Provete deformado [28]. ................................................................................................. 31
Figura 30 - Curva tensão- extensão do aço S460MC [28]. .......................................................... 32
Figura 31 - Ensaio de compressão do chumbo: a) Provete inicial; b) Provete deformado..... 32
Figura 32 - Curva tensão- extensão do chumbo utilizado ............................................................ 33
Figura 33 - Esquerda: Serrote de fita MAQFORT ; Direita: Torno mecânico QUANTUM ...... 33
Figura 34 – Forno de temperatura controlada ............................................................................... 34
Figura 35 - Esquerda: Prensa hidráulica INSTRON KN 1200 SATEC; Direita: Consola de
comandos ............................................................................................................................................ 34
Figura 36 - Pré-formas de 170 e 191 mm, respetivamente, utilizadas no terceiro modo de
deformação .......................................................................................................................................... 35
Figura 37 – Ensaio experimental referente ao 3º modo de deformação: a) 1ª e 2ª fase; (b)
início 3ª fase; (c) final da 3ª fase. ..................................................................................................... 37
Figura 38 – a) Placa retangular constrangida num lado e sujeita a uma carga num dos
cantos; b) Malha com 4 elementos; c) Malha com 16 elementos; d) Malha com 64
elementos; e) Gráfico de convergência da malha [24]. ................................................................ 40
Figura 39- Malhas criadas no GID 7.2: a) Pré-forma de 170 mm; b) Pré-forma de 191 mm. 44
Figura 40- Malhas das matrizes criadas: a) casca central que representa a matriz de
enformação dos moentes; b) parte superior da matriz de enformação dos munhões; c) parte
lateral da matriz de enformação dos munhões. ............................................................................. 45
Figura 41 – a) Matriz criada, inicialmente, para representar a matriz de enformação dos
moentes; b) Matriz criada, posteriormente, para representar a matriz de enformação dos
moentes. .............................................................................................................................................. 45
Figura 42- a) Montagem da pré-forma de 170 mm e das matrizes; b) Montagem da pré-
forma de 191 mm e das matrizes. ................................................................................................... 46
Figura 43 – Fluxograma do código desenvolvido .......................................................................... 47
Figura 44 - Pré-forma 170: a) Início da 1ª fase; b) Fim da primeira fase; c) Fim da 2ª fase; d)
Fim da 3ª fase. .................................................................................................................................... 49
Figura 45 - Pré-forma 191: a) Início da 1ª fase; b) Fim da primeira fase; c) Fim da 2ª fase; d)
Fim da 3ª fase. .................................................................................................................................... 49
Figura 46 – Cambotas fabricadas pelo 1º e 2º modos de deformação...................................... 52
Figura 47 – Fissuras correspondentes às zonas indicadas na figura 41. ................................. 52
Figura 48 – Gráfico carga vs deslocamento do 1º modo de deformação.................................. 53
Figura 49- Gráfico carga vs deslocamento do 2º modo de deformação para a cambota de
200 mm ................................................................................................................................................ 53
Figura 50- Gráfico carga vs deslocamento do 2º modo de deformação para a cambota de
250 mm ................................................................................................................................................ 54
Figura 51- a) Pré-formas iniciais; b) Cambotas obtidas experimentalmente. ........................... 54

xiii
Figura 52 – Geometria das cambotas obtidas pelo terceiro modo de deformação. ................ 55
Figura 53 - Gráfico carga vs deslocamento do 3º modo de deformação para a cambota de
170 mm ................................................................................................................................................ 56
Figura 54 - Gráfico carga vs deslocamento do 3º modo de deformação para a cambota de
170 mm ................................................................................................................................................ 56
Figura 55 - Gráfico carga vs deslocamento da simulação numérica para a cambota de 170
mm ........................................................................................................................................................ 57
Figura 56 - Gráfico carga vs deslocamento da simulação numérica para a cambota de 191
mm ........................................................................................................................................................ 57
Figura 57 – Distribuição da extensão efetiva para o tubo de 170 mm: a) Vista de corte com o
mandril; b) Vista de corte sem o mandril; c) Cambota total; d) Gama de valores. ................... 58
Figura 58 – Distribuição da extensão efetiva para o tubo de 191 mm: a) Vista de corte com o
mandril; b) Vista de corte sem o mandril; c) Cambota total. d) Gama de valores. ................... 58
Figura 59- Distribuição da tensão média nas cambotas: a) Cambota de 170 mm; b) Gama de
valores para a cambota de 170 mm; a) Cambota de 191 mm; b) Gama de valores para a
cambota de 191 mm. ......................................................................................................................... 59
Figura 60 - Distribuição da velocidade de deformação nas cambotas: a) Cambota de 170
mm; b) Gama de valores para a cambota de 170 mm; a) Cambota de 191 mm; b) Gama de
valores para a cambota de 191 mm. ............................................................................................... 59
Figura 61 – Campo de velocidades da cambota de 170 mm: a) Final 1ª fase; b) Meio 2ª fase;
c) Fim da 3ª fase. ................................................................................................................................ 60
Figura 62 - Campo de velocidades da cambota de 170 mm: a) Final 1ª fase; b) Meio 2ª fase;
c) Fim da 3ª fase. ................................................................................................................................ 60
Figura 63 - Distribuição da tensão efetiva nas cambotas: a) Cambota de 170 mm; b) Gama
de valores para a cambota de 170 mm; a) Cambota de 191 mm; b) Gama de valores para a
cambota de 191 mm. ......................................................................................................................... 61
Figura 64 – Geometrias das cambotas: a) Cambota de 170 mm numérica; b) Cambota de
170 mm experimental; c) Cambota de 191 mm numérica; d) Cambota de 191 mm
experimental. ....................................................................................................................................... 62
Figura 65 - Gráfico carga vs deslocamento com os resultados numéricos e experimentais,
para a cambota de 170 mm .............................................................................................................. 63
Figura 66 - Gráfico carga vs deslocamento com os resultados numéricos e experimentais,
para a cambota de 191 mm .............................................................................................................. 63
Lista de Tabelas
Tabela 1 - Plano dos ensaios experimentais ........................................................................37
Tabela 2 - Plano das simulações numéricas ........................................................................48
Tabela 3 – Características e geometria das cambotas obtidas .............................................55

xiv

xv
Nomenclatura
Altura inicial do provete
Constante de penalidade
Comprimento inicial da pré-forma
Comprimento final da cambota
Curso da cambota
Diâmetro inicial do tubo
Altura inicial do provete
Diâmetro inicial do tubo
Diâmetro inicial dos provetes
Espessura inicial do tubo
Espessura inicial dos provetes
Factor de atrito de Prandtl
Força horizontal
Força vertical
Velocidade da matriz

xvi
Símbolos gregos
Deslocamento horizontal
Deslocamento vertical
Extensão efetiva
Extensão verdadeira
Tensão de corte
Tensão de corte de atrito (modelo de atrito de Prandtl)
Tensor desviador das tensões
Tensão efetiva
Tensão média ou hidroestática
Tensão verdadeira ou de Cauchy
Velocidade de deformação efetiva
Velocidade de deformação volumétrica

xvii

1
Capítulo 1
1. Introdução
Com o aumento da industrialização e do desenvolvimento da sociedade humana, cada vez é mais
necessário haver uma consciencialização global a nível do impacto ecológico, ocorrido nos recursos
naturais e no meio ambiente.
A utilização de estruturas leves tem vindo a ser cada vez mais comum, devido às inúmeras vantagens
obtidas a nível estrutural, económico e ecológico. A sua implementação e pesquisa científica, são
consideradas como um dos desafios centrais da atualidade, que pode ser definido como “uma técnica
de construção que utiliza todos os meios disponíveis nos campos de ciências de materiais, projeto e
fabrico, combinando-os de forma a reduzir a massa de uma estrutura e dos seus elementos
singulares, ao mesmo tempo que eleva a qualidade/capacidade funcional da mesma” [1].
Os processos de fabrico, particularmente os processos de enformação plástica, têm uma elevada
importância neste contexto. Como estas tecnologias encontram-se inclinadas para a produção em
grandes séries, especialmente em componentes automóveis, fazem parte de um dos maiores grupos
onde a utilização de estruturas leves tem um interesse elevado. Assim sendo, o estudo e a produção
de componentes e estruturas leves através de processos de enformação plástica, desempenham um
papel fundamental na atualidade e devem continuar a ser desenvolvidos.
Desta forma, surgiu um novo conceito baseado na possibilidade de fabricar cambotas ocas, através
da deformação plástica do material. O processo consistia em realizar a deformação plástica duma
pré-forma tubular, que foi previamente preenchida com um mandril de baixo ponto de fusão. Esta
deformação ocorria através da aplicação de uma força axial, aproveitando o fenómeno de
instabilidade de colunas (instabilidade de Euler). Na realidade, o modo de deformação original foi
alterado, visto que, baseando-se somente neste fenómeno, o processo não foi bem sucedido. Logo,
na realidade, foram aplicados três conceitos de deformação distintos, ou seja, três modos de
deformação distintos.
Este estudo de enformação enquadra-se perfeitamente no conceito de estruturas leves, pois a
principal motivação é a redução de peso do componente, permitindo assim a obtenção das várias
vantagens inerentes a essa redução. A efetuar-se a redução de peso do componente reduz-se,
consequentemente, o peso de toda a estrutura na qual está incorporado. Assim, é possível obter
reduções no consumo de energia e na quantidade de material utilizado, reduzindo o impacto
ambiental nos recursos utilizados. A aplicabilidade destas cambotas não reside somente na indústria
automóvel, sendo possível conjeturar inúmeras aplicações, noutras áreas, onde a redução de peso
seja crucial.

2
1.1. Objetivos
A presente dissertação apresenta um estudo de natureza numérico-experimental de um processo
para produção de cambotas ocas, através de deformação plástica.
O principal objetivo deste trabalho residia em conseguir fabricar as cambotas ocas, validando desta
forma o processo sugerido e a sua integração na área das estruturas leves. Este processo, como já
foi referido, inicialmente baseava-se no fenómeno de instabilidade de colunas, mas depois de ter sido
realizado ensaios experimentais com este modo de deformação, verificou-se que era necessário
alterar o conceito original, e desenvolver novos modos de deformação.
Para a concretização deste objetivo foram realizados estudos experimentais, onde foram
desenvolvidas ferramentas protótipo para possibilitar o fabrico deste componente, sendo também
desenvolvidas as pré-formas, que iriam sofrer a deformação plástica.
Além do estudo experimental, foram também realizados estudos numéricos, através do software de
elementos finitos I-FORM, que foi desenvolvido na Área Científica de Tecnologia Mecânica e Gestão
Industrial do Instituto Superior Técnico.
Através destes estudos, e da comparação entre eles, esperava-se compreender melhor o
funcionamento do processo, e a evolução das variáveis que o regem. Desta forma, era possível
comprovar a exequibilidade do processo e a sua aplicação na indústria de fabrico.
1.2. Estrutura da tese
A presente dissertação encontra-se dividida em sete capítulos, incluindo a presente introdução, na
qual o foco reside na importância das estruturas leves, visto que foram a inspiração para o conceito
desenvolvido ao longo deste trabalho.
No segundo capítulo, “ Estado de arte”, são apresentadas várias informações sobre cambotas, desde
o seu funcionamento com uma introdução histórica, aos seus métodos de fabrico e à sua
aplicabilidade. Além disto, ainda são apresentados os estudos realizados no domínio de cambotas
leves e, inclusive, um estudo realizado no fabrico de cambotas ocas.
No terceiro capítulo, “Conceção e fabrico de uma ferramenta protótipo”, é descrito o conceito no qual
o processo em questão está fundamentado, bem como, as ferramentas desenvolvidas e os modos de
deformação utilizados para a aplicação das mesmas.

3
No quarto capítulo, “Desenvolvimento experimental”, é exposta toda a informação relativa aos
ensaios experimentais, desde os equipamentos e pré-formas utilizadas, ao procedimento e plano de
ensaios.
No quinto capítulo, “Desenvolvimento numérico”, é descrito os princípios básicos do método dos
elementos finitos e dos softwares utilizados, e ainda são apresentadas todas as variáveis que regem
o desenvolvimento das simulações numéricas, inclusive as malhas criadas e os planos das
simulações numéricas efetuadas.
No sexto capítulo, “Apresentação e discussão de resultados”, é efetuada uma análise e crítica aos
resultados obtidos, experimentalmente e numericamente, e à comparação dos mesmos.
Por fim, no sétimo capítulo, “Conclusões e perspetivas de trabalho futuro”, são expostas as
conclusões sobre todo o trabalho desenvolvido, especialmente sobre a viabilidade do processo, e
ainda são apresentadas algumas soluções para o desenvolvimento futuro, que poderá ser efetuado
neste processo.

4

5
Capítulo 2
2. Estado da arte
2.1. Introdução
Este capítulo tem como função fornecer ao leitor uma melhor compreensão do componente estudado
na presente dissertação, mais concretamente o funcionamento de uma cambota, os seus métodos de
fabrico típicos e as suas aplicações.
A base deste capítulo assenta em estudos prévios realizados no domínio de cambotas, referenciando
ainda alguns estudos inovadores realizados sobre novos processos de fabrico de cambotas. Um
destes estudos baseia-se no fabrico de cambotas ocas, que são o objeto de estudo da presente
dissertação.
2.2. Descrição
A cambota é uma componente de um mecanismo, normalmente de motores, cuja função consiste em
converter um movimento linear alternado num movimento circular, ou vice-versa. Esta conversão é
realizada através das bielas que se encontram apoiadas em moentes, cujo eixo encontra-se desviado
do eixo principal da cambota. O tamanho e a geometria da cambota são dependentes do tipo de
aplicação requerida, sendo o objeto de estudo desta dissertação cambotas com geometria oca.
São principalmente utilizadas em motores de combustão interna, mas têm vastas aplicações onde
seja necessário a conversão de movimento [2].
Figura 1 - Nomenclatura dos principais componentes constituintes da cambota [3].

6
2.3. Aplicações
As cambotas têm variadas aplicações, algumas já referidas ao longo deste presente capítulo, em
diversos ramos de engenharia, tais como aeroespacial, aeronáutica e automóvel. São produzidas em
inúmeras configurações e tamanhos, sendo possível a sua aplicação em motores de dimensão
diversificada, desde os mais pequenos, tais como os de aeromodelismo, até motores de tamanho
elevado, como os utilizados em transportes marítimos de grande porte.
São principalmente utilizadas em motores de combustão interna, mas podem ser, também,
encontradas em máquinas como geradores de energia elétrica, compressores de ar, bombas de
êmbolos e turbinas.
Figura 2 – a) Motor de combustão interna [4]; b) Compressor de ar [5]; c) Bomba de êmbolos [6].
A utilização de cambotas ocas reside em aplicações cuja redução de peso seja fundamental, como
por exemplo na indústria de competição motorizada ou em pequenas aeronaves. Apesar de a
principal aplicação das cambotas residir em motores, podem ser utilizadas sempre que haja a
necessidade de conversão de movimento linear alternado em circular, e vice-versa. Assim sendo, no
caso de cambotas ocas, a sua aplicação pode ser bastante variada desde que a principal vantagem
requerida, inerente à sua utilização, resida na redução de peso obtida e não nas capacidades
mecânicas requeridas.
Figura 3 – a) Mota de competição [7]; b) Pequena aeronave [8]
a) b) c)
a) b)

7
2.4. Introdução histórica
A utilização de cambotas teve um avanço muito significativo no final do século XIX, com a invenção
dos motores de combustão interna, passando nesta altura a sua produção a ser massificada. Mas as
primeiras aplicações das mesmas surgiram muito antes dessa altura, com a primeira aplicação
conhecida a surgir no final do período romano. Nesta aplicação utilizavam uma cambota, associada a
uma biela, em serras acionadas hidraulicamente para efetuar corte de blocos de pedra
paralelepipédicos [2].
Figura 4 - Serragem de Hierápolis [2]
Durante a idade média, foi possível encontrar a integração de cambotas em várias aplicações. O
inventor mesopotâmico Al-Jazari, no decorrer do século XII, utilizou a primeira bomba de sucção de
funcionamento alternativo. Esta bomba era acionada por uma roda de água, que se encontrava ligada
a uma cambota. Nesta cambota encontravam-se assentes dois conjuntos biela-pistão, através de um
trem de engrenagens. O físico italiano, Guido de Vigevano (1280-1349), apresentou ilustrações de
um barco a remos e de carros de guerra com o uso de cambotas associadas a trens de engrenagens,
mas a sua conceção nunca foi posta em prática. Surgiu ainda, em 1340, um moinho manual, cuja mó
era operada por duas cambotas. Este conceito foi apresentado por Luttrell Psalter mas só foi posto
em prática no século seguinte.
No início da idade moderna, a utilização das cambotas sofreu um avanço significativo quando, no
século XV, um engenheiro alemão desconhecido, denominado de Anónimo das Guerras Hussitas,
utilizou sistemas de cambotas associadas a bielas, em aplicações de engenharia militar. Este sistema
encontrava-se acoplado a volantes de inércia, sendo possível, desta forma, compensar os pontos
mortos das cambotas. Houve ainda outras aplicações sugeridas por Leonardo da Vinci, por Konrad
Kyesser, um engenheiro militar, e por um agricultor holandês, Cornelius Cornelizsoon. Este último
utilizou um moinho a vento para converter movimento circular em movimento alternado, de forma a
conseguir operar uma serra, permitindo-lhe a atribuição de uma patente em 1597.

8
Figura 5 – a) Bomba de Al-Jarazi [2]; b) Carro de guerra de Guido de Vigevano [2].
A partir do século XVI, as cambotas começaram a aparecer integradas em vários desenhos técnicos
de máquinas. Por exemplo, num artigo científico escrito por Georg Andreas Bockler, a integração das
cambotas era visível em várias máquinas diferentes, sendo uma delas, uma bomba para elevar água.
Figura 6 - Bomba de água de Georg Andreas Bockler [2].
Em 1763, James Watt inventou o motor a vapor, que foi um dos maiores contributos para o início da
revolução industrial. Este motor utilizava um sistema de cambota e biela, para converter o movimento
linear de um pistão em movimento circular. Esta invenção foi extremamente importante, pois permitiu
revolucionar os meios de transporte durante o século XIX [2].
a) b)

9
Figura 7 - Cambota forjada por martelo em 1936 [3].
No final do século XIX, surgiu uma nova invenção, o motor de combustão interna, que voltou a
revolucionar os meios de transporte e aumentou exponencialmente o uso de cambotas. Devido a esta
utilização em massa durante o século XX, especialmente durante a década de 50, houve uma
crescente necessidade de evolução dos métodos de fabricos das cambotas e dos seus projetos.
Nesta década, as cambotas passaram a ser fabricadas também por fundição, em alternativa ao
processo de forjamento, pois somente nesta altura é que o processo evoluiu suficientemente para ser
possível obter as propriedades de resistência mecânicas necessárias para o fabrico de cambotas de
ferro fundido. O próprio processo de forjamento foi alterado, passando de forjamento por martelo para
forjamento em prensas hidráulicas, utilizando moldes com o contorno aproximado ao contorno final da
peça. Surgiu ainda a necessidade de melhorar os projetos das cambotas, recorrendo a uma melhor
avaliação da disposição dos elementos destas e a estudos mais aprofundados sobre o
balanceamento das massas [9].
Atualmente, a grande preocupação e evolução no projeto de cambotas encontra-se na obtenção de
estruturas leves, de forma a reduzir o peso mas manter o equilíbrio dos componentes constituintes da
mesma.
2.5. Processos de fabrico
As cambotas são, normalmente, fabricadas através de três processos distintos, sendo eles o
forjamento, a fundição e a maquinagem, sendo a escolha do processo de fabrico dependente da
aplicação requerida e da precisão de fabrico necessária.
2.5.1. Forjamento
O processo de forjamento consiste em realizar deformação de um componente metálico, em várias
etapas, através do processo de deformação plástica. Este processo pode ser efetuado por
ferramentas atuadas por prensas hidráulicas, mecânicas, de fricção ou por martelos de queda.

10
Este processo pode ser realizado a frio ou a quente, mas no caso das cambotas, como a geometria é
bastante complexa, o forjamento a quente é o processo mais indicado para o fabrico destes
componentes [10].
O processo é iniciado através do aquecimento de um bilete, de dimensões e material apropriado para
a aplicação requerida, a uma temperatura de cerca de 1250ºC [11]. As etapas do processo de
forjamento e posterior maquinagem são apresentadas, de forma generalizada, na Figura 8 e
correspondem ao seguinte procedimento:
Na primeira etapa, o bilete, que tinha sido anteriormente aquecido, é introduzido num rolo
laminador, que divide o material em volumes distintos.
A segunda e terceira etapas são efetuadas numa prensa e correspondem à deformação
plástica numa pré-forma e na forma final pretendida, respetivamente.
Da quarta à oitava etapas realizam-se as subsequentes maquinagens na peça, de forma a
retirar a rebarba, realizar o furo do centro, efetuar a maquinagem das extremidades e das
restantes componentes da cambota, tais como os contrapesos, moentes e munhões.
A nona etapa corresponde ao final do processo, onde se efetuam retificações finais, para ser
possível obter a geometria final pretendida, tais como um tratamento térmico, os furos de
lubrificação, os furos nas extremidades e o posterior acabamento final [12].
Figura 8 - Principais etapas no processo de forjamento e maquinagem de cambotas [12].
O aço, em diversas ligas, é o material mais utilizado no processo de forjamento de cambotas, sendo a
escolha da liga dependente da aplicação requerida.
O fabrico de cambotas por forjamento permite obter uma composição mais homogénea do que no
fabrico por fundição. A primeira exibe menor número de falhas e defeitos microestruturais, tendo
ainda uma estrutura granular da peça, com orientação paralela à direção principal, que confere à

11
peça uma elevada resistência mecânica. No entanto, o forjamento, comparativamente à fundição, tem
um custo total geralmente mais elevado, devido à elevada complexidade deste processo.
Figura 9- a) Cambota a ser forjada [13]; b) Matrizes de forjamento [13]; c) Cambota forjada [14].
As cambotas forjadas são aplicadas, principalmente, em motores de combustão interna, de média a
elevada carga, tais como motores Diesel para navios, locomotivas e veículos ligeiros e pesados,
como, por exemplo, camiões e autocarros.
2.5.2. Fundição
O processo de fundição consiste numa enformação do material no estado líquido, a quente, seguido
de solidificação, sendo o fabrico das peças efetuado através do vazamento de metais em moldes. É
utilizado para o fabrico de componentes complexas, cujo fabrico seria mais árduo, ou teria pouca
viabilidade económica, se fosse executado por outras tecnologias concorrentes.
A aplicação deste processo pode ser efetuada em dois tipos de moldes distintos, os permanentes e
os destrutíveis, com o fabrico das cambotas sendo, geralmente, realizado com um molde destrutível,
mais particularmente, os moldes em areia verde ou em “Shell Molding”.O fabrico inicia-se quando um
modelo da cambota requerida é inserido numa caixa de moldação. Esta caixa é dividida em duas
partes, onde cada uma corresponde a uma cavidade que forma metade da peça em questão. De
seguida, o metal é vazado no interior do molde e, após o arrefecimento, obtém-se uma componente
com as dimensões aproximadas ao esperado, faltando só a realização de subsequentes retificações
através de maquinagem e tratamentos térmicos [2].
Os materiais mais utilizados são o ferro fundido nodular e o maleável, sendo ambos materiais com
boa resistência à compressão, mas o nodular apresenta melhores características que o maleável, a
nível de resiliência e ductilidade.
O fabrico por fundição permite uma viabilidade económica elevada e altas taxas de produção em
peças grandes e/ou de complexidade elevada. Como referido anteriormente, a homogeneidade do
componente é inferior, em comparação com a obtida por forjamento. Tal ocorre devido às cambotas
obtidas por fundição poderem apresentar falhas de enchimento, defeitos e porosidades a nível
a) b) c)

12
estrutural, resultando na impossibilidade de suportar cargas tão elevadas como as cambotas
fabricadas por forjamento.
Figura 10 – a) Conjunto de 6 cambotas no processo de fundição [2]; b) Cambota fabricada por fundição
[15]; c) Pormenor após acabamento [2].
São aplicadas, principalmente, em motores de combustão interna de baixa a média carga, tal como
os presentes na indústria automóvel de ligeiros, podendo ser utilizadas também, por exemplo, em
geradores e compressores.
2.5.3. Maquinagem
O processo de maquinagem consiste na remoção sucessiva de material, através do princípio de corte
por arranque de apara, e permite a obtenção de peças com geometria complexa, com elevados
acabamentos superficiais e tolerâncias dimensionais.
O fabrico de cambotas por este processo é realizado através da maquinagem de um bruto de
maquinagem de material sólido, geralmente de forma cilíndrica, em centros CNC de multi-eixos.
Desta forma, obtém-se uma flexibilidade de projeto elevada, pois não é necessário a utilização de
matrizes ou moldes para o fabrico das mesmas [2].
Figura 11 – a) Brutos de maquinagem [16]; b) Cambota a ser maquinada em centro CNC [17].
a) b) c)
a) b)

13
Figura 12 – Cambota fabricada por maquinagem [18].
A maquinagem é habitualmente utilizada em materiais, cuja alteração de forma por fundição ou
forjamento seria muito complicada que, consequentemente, elevaria o custo total de fabrico destes
processos. Estes materiais, normalmente, possuem elevadas características mecânicas.
A produção de cambotas, através do processo de maquinagem, não é adequada a grandes ou
médias séries, contrariamente aos processos de fundição e forjamento, devido ao elevado
desperdício de material e custo associado. A precisão dos acabamentos e toleranciamentos obtidos
no fabrico de peças por maquinagem é muito superior do que no fabrico por fundição ou forjamento.
Logo, a sua aplicação é reservada para pequenas séries de peças que necessitem de elevadas
características mecânicas e excelentes acabamentos superficiais, como no caso das cambotas
utilizadas na competição automóvel.
É possível o fabrico de cambotas ocas pelo processo de maquinagem, mas origina grandes
desperdícios de material e elevados ciclos de produção, o que eleva exponencialmente o custo de
produção.
2.6. Processos de fabrico alternativos
Com a evolução constante das tecnologias de fabrico, existe sempre a procura de melhorar a
produção de componentes, quer pela otimização dos processos utilizados, quer pela pesquisa e
implementação de soluções alternativas e inovadoras. Esta melhoria é sempre efetuada no sentido
de obter peças com elevada qualidade e/ou reduções de custos superiores. A produção de cambotas
não é exceção e, apesar do seu fabrico já se encontrar bem desenvolvido, novas soluções foram
apresentadas, com o intuito de viabilizar a produção destas componentes em menos operações e
com redução de custo.
2.6.1. Hydroforming
Hydroforming é uma tecnologia amplamente utilizada nas indústrias automóvel e aeroespacial, pois
permite obter peças com geometria complexa que são simultaneamente leves e resistentes (a nível

14
de características mecânicas), sendo inclusive aplicada na enformação de tubos ocos. Foi realizado
um estudo da viabilidade desta tecnologia, no fabrico de cambotas ocas, através de enformação da
peça. [19].
O processo consiste no uso de um fluido hidráulico que é injetado no interior de um tubo oco, e
através da pressão deste fluido, o material é deformado plasticamente, contra uma matriz. Esta matriz
contém o negativo da forma pretendida, permitindo assim que o material se deforme até atingir a
forma desejada.
Apesar do estudo ainda se encontrar numa fase inicial, foi possível alcançar coeficientes de expansão
do tubo em cerca de 50%, entre o eixo da cambota e o moente, com pouca alteração da espessura
inicial, sendo cerca de 10% a redução de espessura máxima encontrada.
A principal aplicação destas peças encontra-se em pequenos aviões, com a utilização de cambotas
ocas permitindo a redução de massa da estrutura, o que, consequentemente, possibilita a redução do
consumo de combustível.
Figura 13 – a) Conjunto peça e matriz; b) Cambota final obtida [19].
2.6.2. Ferramenta flexível para enformação de cambotas
Recentemente foi efetuado um estudo que centra-se num processo inovador de enformação de
cambotas, através da utilização de uma ferramenta flexível, que permite o acréscimo de mais
módulos, consoante o tamanho da pré-forma e a geometria final requerida [20].
O processo é efetuado através da aplicação de uma força axial numa ferramenta, que contém a pré-
forma no interior, com recurso a uma prensa. Esta compressão axial permite realizar a deformação
plástica, através do fenómeno de instabilidade de colunas (instabilidade de Euler). Para essa
deformação só ocorrer nas zonas requeridas, a ferramenta possui matrizes para constrangir o fluxo
de material nas zonas dos moentes e munhões, permitindo assim a criação da forma final pretendida.
O estudo concluiu-se com sucesso, possibilitando a obtenção de cambotas com um moente e dois
munhões, como era pretendido. Foram efetuados posteriores ensaios experimentais para a obtenção
a) b)

15
de cambotas com maior número de moentes e munhões, através do acréscimo de mais módulos na
ferramenta, variando também o comprimento e inclinação dos braços da cambota.
Figura 14- a) Montagem da pré-forma na ferramenta com um módulo; b) Ferramenta com dois módulos
[20].
As principais vantagens que advém deste processo residem na possibilidade do fabrico ser
executado com um tempo de ciclo baixo, bons acabamentos e sem desperdício de material,
permitindo, dessa forma, a redução do desperdício de matéria-prima e dos custos totais inerentes ao
processo.
Figura 15 – a) Cambota final obtida com um só moente; b) Cambota com um moente (em cima) e com 4
moentes (em baixo) [20].
A presente dissertação de mestrado foi assente nos princípios de funcionamento deste processo,
utilizando como inspiração e guia os mesmos princípios de deformação plástica do material.
2.7. Estudos realizados no domínio de cambotas leves
A principal inspiração desta dissertação é a utilização de estruturas leves e as vantagens inerentes a
estas, logo é importante salientar estudos realizados neste domínio. Os estudos apresentados têm
como intuito reduzir o peso das cambotas, após o seu fabrico, sendo essa redução realizada através
a) b)
a) b)

16
da remoção de material ou alteração da disposição das suas componentes, tentando sempre manter
as cambotas com as mesmas capacidades de resistência e um bom equilíbrio das suas
componentes.
Um dos estudos, realizado por Druschitz [21], centrava-se na redução de peso em cambotas
fabricadas por fundição, através do projeto de uma cambota com moentes, munhões e contrapesos
ocos, sendo estes maquinados após o seu fabrico. O projeto foi apresentado em várias fases, onde
cada componente foi estudada separadamente, sendo a última fase um estudo de todas em conjunto.
Figura 16 – a) Modelo da cambota inicial com 23.6 kg; b) Modelo da cambota final com 11.8 kg [21].
Neste estudo, verificou-se que era possível obter reduções de peso na ordem dos 50%, numa
cambota onde os seus moentes, munhões e contrapesos eram ocos. Nas outras fases, verificou-se
que em alternativa, era possível obter reduções de peso de cerca de 12 a 13%, se só se optasse pela
maquinagem dos moentes e munhões, ou só dos contrapesos.
Figura 17 – a) Projeto inicial da cambota; b) Projeto final da cambota [22].
Em 2007, um estudo foi apresentado num congresso mundial da SAE [22], que centrava-se no
projeto e análise de uma cambota leve, para um motor aplicado numa mota de competição. Os
principais objetivos deste estudo centravam-se na redução de massa, da fricção e da inércia da
a) b)
a)
b)

17
cambota, tentando manter o equilíbrio dos componentes, a durabilidade dos rolamentos e uma
resistência mecânica adequada. O projeto foi executado através da remoção de material do veio
principal, pelo processo de furação, e do contrapeso, através de maquinagem. Além disso, uma nova
disposição dos elementos foi efetuada, sendo a cambota original e a projetada apresentadas na
Figura 17.
Esta alteração da geometria da cambota permitiu obter reduções de massa, na ordem dos 30%, e de
inércia na ordem dos 35%, mantendo boas capacidades de resistência mecânica e uma durabilidade,
dos rolamentos e da cambota, elevada.

18

19
Capítulo 3
3. Conceção e fabrico de uma ferramenta protótipo
3.1. Introdução
Este capítulo visa fornecer ao leitor uma melhor compreensão do princípio de funcionamento do
processo aplicado e das ferramentas protótipo desenvolvidas, nesta presente dissertação.
O conceito deste processo foi baseado num estudo referido anteriormente (subcapítulo 2.6.2), sendo
o processo alvo de estudo, baseado nos mesmos princípios de enformação de material. Para a
aplicação deste processo, realizou-se ensaios com três modos de deformação distintos, devido aos
dois primeiros modos utilizados não permitirem a obtenção dos resultados previstos.
3.2. Descrição do processo/conceito
O processo em questão surgiu com base no conceito de enformação de um tubo, até à forma final
pretendida, através da deformação plástica do mesmo.
Consistia na aplicação de uma força axial, relativamente ao eixo da pré-forma, realizando a
deformação plástica da peça através do fenómeno de instabilidade de colunas (instabilidade de
Euler). O princípio deste fenómeno baseava-se na aplicação de uma carga axial numa coluna e, ao
atingir uma carga crítica, a coluna sofria uma deflexão lateral. Para a obtenção da deformação
plástica requerida, foram desenvolvidas matrizes auxiliares, que permitem que a deformação só
ocorra nas zonas que não se encontram delimitadas pelas mesmas, conseguindo assim a criação da
cambota com a geometria requerida.
Ao realizar deformação plástica em tubos ocos, há certos defeitos que podem ocorrer durante a
deformação, tais como possíveis variações de espessura, ovalização da secção resistente ou
engelhamentos na parede interior do tubo, devido a efeitos de instabilidade da curvatura e das
tensões existentes no tubo [30]. Assim sendo, se a deformação fosse realizada com uma pré-forma
oca, as formas finais pretendidas seriam difíceis de alcançar, logo, foi necessário o uso de um
mandril. Este mandril era feito de um material reciclável, que possuía um ponto de fusão e uma
tensão de cedência muito inferiores às da pré-forma.
3.3. Ferramenta protótipo
Para o conceito, descrito anteriormente, poder ser aplicado, foi necessário iniciar o processo com o
desenvolvimento de uma ferramenta protótipo. Esta ferramenta serviu como base às utilizadas

20
durante a fase experimental, e às matrizes desenvolvidas nesta dissertação. A ferramenta tem como
configuração base as geometrias apresentadas nas figuras abaixo apresentadas.
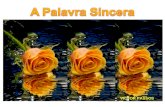
Figura 18- Configuração base da ferramenta protótipo: (1) Teto; (2) Coluna; (3) Base; (4) Casquilho; (5)
Matriz de enformação do munhão; (6) Braço para enformação dos moentes; (7) Pré-forma.
Figura 19 – a) Vista de frente da ferramenta protótipo com corte A-A; b) Secção A-A.
A principal caraterística deste protótipo residia na utilização de um braço, preso na pré-forma e na
coluna da ferramenta, cuja rotação não se encontrava constrangida. Assim sendo, ao aplicar a carga
axial na ferramenta, devido à instabilidade do próprio material, o braço iria rodar, permitindo a criação
do moente da cambota, com o eixo desviado do eixo principal da cambota. Além da utilização do
braço para criação da zona do moente, a utilização de matrizes nas zonas dos munhões permitia o
constrangimento do material, nestas zonas, permitindo que a deformação plástica só ocorresse na
1
2
3
4
5
6
7
a) b)

21
zona dos braços da cambota. Na Figura 20.b), é apresentada a pré-forma ligeiramente deformada,
onde é possível visualizar a deformação a ocorrer na zona dos braços da cambota.
Figura 20 – a) Início da deformação; b) Pré-forma a ser deformada.
3.3.1. Descrição das matrizes utilizadas
As matrizes desenvolvidas nesta dissertação, foram fabricadas de forma a constrangir o fluxo de
material, em certas secções da pré-forma permitindo assim a realização do forjamento em matriz
aberta, na zona em deformação. O fabrico das mesmas foi realizado no Laboratório de Tecnologia
Mecânica do Instituto Superior Técnico. Os desenhos técnicos das matrizes encontram-se dispostos
em anexo, sendo o desenho efetuado com recurso ao programa SolidWorks 2012.
Figura 21 – Matrizes desenvolvidas: (1) Matrizes de enformação dos munhões; (2) Matrizes de enformação dos moentes
Para a obtenção dos munhões, recorreu-se à utilização de duas matrizes, fabricadas em aço
ferramenta que, além de permitir que a deformação não ocorra na zona da pré-forma, constrangida
a) b)
1
2

22
por eles, são os elementos de ligação entre a ferramenta utilizada e a pré-forma. Estas matrizes
tinham a forma de discos, e permitiam a utilização de pré-formas com um diâmetro máximo de 32
mm.
Para a obtenção do moente, utilizou-se duas matrizes quadradas, com cerca de 19 mm cada, e que,
através de parafusos, seriam presos na zona central da cambota, criando assim a secção
especificada. O princípio de funcionamento destas matrizes, assenta no facto de serem fabricadas
num material mais duro que o material da pré-forma, conseguindo, desta forma, impedir a
deformação plástica nesta zona e efetuar uma translação transversal da mesma. O material de
eleição escolhido para o fabrico das mesmas foi um aço ferramenta. Apesar de não ter sido
construído o braço especificado inicialmente na ferramenta protótipo, considerou-se que o modo de
funcionamento e escoamento do material é idêntico quando se utiliza apenas as matrizes quadradas
de constrangimento do fluxo, na zona do moente da cambota.
3.4. 1ª Ferramenta protótipo utilizada
Os primeiros ensaios experimentais foram realizados utilizando uma ferramenta de simples efeito,
cuja configuração e constituição são apresentadas na Figura 22.
Figura 22 - Modelação em SolidWorks da ferramenta: (1) Teto; (2) Coluna; (3) Base; (4) Casquilho; (5) Matriz de enformação do munhão; (6) Matrizes de enformação dos moentes; (7) Pré-forma.
1
2
4
3
5
6
.
6
7
.
7

23
Esta ferramenta tem só um efeito de atuação, e a deformação plástica é realizada através da
aplicação de uma força vertical, com recurso a uma prensa, sendo utilizada em dois modos de
deformação distintos.
3.4.1. Primeiro modo de deformação
O primeiro modo de deformação consistia em aplicar uma força axial e, através do fenómeno de
instabilidade de colunas, realizar a enformação da peça. Esta enformação é apresentada na Figura
23.
Este modo de deformação não foi bem sucedido, visto que a forma obtida encontrava-se aquém da
forma pretendida, havendo ainda rutura no braço da cambota. Desta forma, foi possível concluir que a
deformação, só através do princípio de instabilidade de colunas, não seria possível, havendo
necessidade de repensar e desenvolver mais profundamente o conceito.
Figura 23 – a) Início do ensaio referente ao primeiro modo de deformação; b) Cambota obtida neste
ensaio com a fissura indicada.
3.4.2. Segundo modo de deformação
Neste modo resolveu-se aplicar primeiramente uma força transversal na pré-forma, para provocar
mais a instabilidade da mesma, prosseguindo-se, de seguida, à aplicação de uma força axial para
continuar a deformação. Esta força transversal foi aplicada diretamente nas matrizes de enformação
dos moentes, através do uso de uma barra de transmissão de movimento transversal.
Fissura
a) b)

24
Figura 24- a) 1ª fase do segundo modo de deformação com a aplicação de uma força transversal; b) 2º fase do segundo modo de deformação com a aplicação de uma força axial.
Apesar de neste modo, o processo já ter sido mais eficaz, ainda não foi possível obter o produto
desejado, dado que, o fluxo de material proveniente deste modo de deformação levou ao
aparecimento de fissuras nas cambotas.
Figura 25 – Fissuras correspondentes às cambotas fabricadas pelo segundo modo de deformação
3.5. 2ª Ferramenta protótipo utilizada
Em face aos resultados obtidos anteriormente optou-se por realizar ensaios experimentais com uma
ferramenta de duplo efeito, sendo esta a segunda ferramenta protótipo. A ferramenta em questão foi
objeto de estudo numa anterior dissertação de mestrado [31], onde foram realizados ensaios
experimentais, análises estruturais e cinemáticas, por elementos finitos, de forma a efetuar a
caracterização da mesma.
a) b)

25
A ferramenta é considerada de duplo efeito, pois permite aplicar compressão axial, nas duas
extremidades da pré-forma, algo que não é possível na primeira ferramenta protótipo analisada, visto
que é uma ferramenta de simples efeito. Além da característica do duplo efeito, esta ferramenta, tem
ainda a possibilidade da utilização de forças transversais e axiais, simultaneamente. As forças axiais
ocorrem devido à relação de transmissão de forças, que foi analisada com mais detalhe no
subcapítulo 3.5.1, e são transmitidas através do contato entre as cunhas atuadoras verticais e os
carros porta-ferramentas. A aplicação da força transversal é possível, através da utilização de uma
barra de transmissão de movimento transversal, que se encontra em contato, diretamente, com as
matrizes de enformação dos moentes e com o teto da ferramenta.
Como referido anteriormente, esta ferramenta foi, também, utilizada em conjunto com as matrizes de
enformação dos moentes e as de enformação dos munhões, para novamente constrangir o fluxo de
material nas mesmas zonas.
Figura 26 - Modelação em SolidWorks da ferramenta: (1) Teto; (2) Coluna; (3) Cunha atuadora Vertical; (4) Carro porta-ferramentas; (5) Apoio lateral; (6) Encostador; (7) Tirante; (8) Guia; (9) Carro de rolamentos
STAR Runner Block 1651-45; (10) Cutelo para suporte do apoio lateral; (11) Base; (12) Matriz de enformação do munhão; (13) Matrizes de enformação dos moentes; (14) Pré-forma; (15) Barra de
transmissão de movimento transversal.
1
15
2 3
4 5
6 7
8
9
10
11
12 13
14

26
3.5.1. Transmissão de forças
Para uma correta aplicação de cargas nos ensaios experimentais e interpretação dos resultados
obtidos, foi necessário realizar um estudo sobre a transmissão de forças que ocorre na utilização da
ferramenta horizontal. Tal como referido anteriormente, esta transmissão ocorre quando as cunhas
atuadoras verticais e os carros porta-ferramentas encontram-se em contato.
A relação de transmissão de forças foi estudada de duas formas distintas, através de um estudo
teórico, aplicando o Princípio de conservação de energia, e segundo ensaios experimentais
realizados no estudo efetuado por Leitão [31].
Para a análise da transmissão teórica, considerou-se uma situação de equilíbrio da ferramenta
quando sujeita a uma força vertical F e duas horizontais, com sentidos opostos f, sofrendo um
deslocamento infinitesimal Δy, apresentada na Figura 27.
Figura 27 – Discretização das forças aplicadas na ferramenta, quando em situação de equilíbrio [31].
Aplicando o Princípio de conservação de energia, a metade da estrutura temos que:
(3.1)
(3.2)
E como,
(3.3)
(3.4)

27
(3.5)
Logo, temos que,
(3.6)
Podendo-se concluir que:
(3.7)
Através deste balanço energético, foi possível concluir que a relação de carga teórica é
, o que corresponde a uma redução de carga, de cerca de 13,4%, na transmissão da força
vertical para a força horizontal.
Contudo, através da realização de ensaios experimentais [31], concluiu-se que a relação de
transmissão de forças experimental era:
(3.8)
Assim sendo, na realidade, a redução de carga era de 50%, na transmissão da força vertical para a
horizontal. Esta diferença, entre os resultados teóricos e experimentais, deve-se, seguramente, à
influência dos atritos existentes nas interfaces dos carros com os barramentos, que não foram
contabilizados no balanço energético realizado teoricamente.
Para efetuar as simulações numéricas, foi necessário verificar a relação das velocidades verticais e
horizontais, de forma a posteriormente poder definir as velocidades das matrizes nas simulações
numéricas. Sabendo que a relação das velocidades com os deslocamentos era:
(3.9)
Concluiu-se que a relação das velocidades horizontais e verticais era:
(3.10)
3.5.2. 3º Modo de deformação
Em face das características dinâmicas desta ferramenta, optou-se por realizar um novo modo de
deformação, sendo este constituído por três fases distintas.

28
As 3 fases correspondiam a:
1. Aplicação de força transversal.
2. Aplicação de força transversal e axial, simultaneamente.
3. Aplicação de força axial.
A principal diferença entre a primeira e a segunda fase é que, na primeira fase só está a ocorrer a
aplicação da força transversal, através da barra de transmissão de movimento transversal, pois as
cunhas atuadoras verticais e os carros porta-ferramentas não se encontram em contato. Esta
diferença encontra-se apresentada na Figura 28. Na segunda fase, como as cunhas e os carros já se
encontram em contato, já está a ocorrer a transmissão de forças, sendo aplicado, simultaneamente, a
força axial e a transversal. Na terceira fase, devido a ter sido retirado a barra de transmissão de
movimento transversal, só está a ser aplicado força axial.
Figura 28 – Modelação em Solidworks das várias fases do 3º modo de deformação, com a representação
do provete a ser deformado: a) 1ª fase; b) 2ª fase; c) 3ª fase.
a) b) c)

29

30
Capítulo 4
4. Desenvolvimento experimental
4.1. Introdução
Este capítulo visa fornecer ao leitor uma melhor compreensão do princípio de funcionamento da
componente experimental, constituinte desta dissertação.
Neste capítulo são descritas todas as características do desenvolvimento experimental, mais
propriamente dito, os equipamentos e pré-formas utilizados e os procedimentos e planos de ensaios
experimentais. Foi apresentado, também, a caracterização mecânica dos materiais utilizados nas pré-
formas.
4.2. Materiais utilizados
Conforme descrito no subcapítulo 3.2, a deformação foi efetuada com uma pré-forma que tinha dois
materiais distintos, devido à impossibilidade de obter a forma pretendida, se os ensaios tivessem sido
realizados só com o tubo oco.
Para uma boa conformidade de resultados numéricos e experimentais, foi necessário efetuar a
caracterização mecânica dos dois materiais, tubo e mandril, visto que a mesma é fundamental para o
desenvolvimento numérico posterior aos ensaios.
O material utilizado no tubo oco ao longo do trabalho experimental, foi o aço carbono S460MC,
fornecido pela empresa MCG1. Este material foi fornecido em tubos longos, soldados, com um
diâmetro de 32 mm ( ) e de, aproximadamente, 1.5 mm de espessura ( ). Este material já foi
utilizado e caracterizado em estudos prévios [25,28], sendo todos os dados apresentados nesta
dissertação, referentes à caracterização deste material, provenientes destas referências.
O material utilizado no mandril, ao longo do trabalho experimental, foi chumbo comercial,
tecnicamente puro, comprado em lingotes. Este chumbo foi fundido para a sua inserção no interior do
tubo oco. A caracterização mecânica deste material foi realizada através de um ensaio de
compressão uniaxial com um cilindro. Este ensaio permite-nos obter a lei aproximada, de
comportamento mecânico deste material, ou seja, a curva tensão efetiva por extensão efetiva, sendo
um ensaio adequado para grandes deformações, como nos casos apresentados.
1 MCG- Mind for Metal, Quinta da Carambancha, Apartado 5, 2584-954 Carregado, Portugal

31
4.2.1. Caracterização mecânica
Para uma boa compreensão das propriedades mecânicas de um material, o recurso a ensaios
mecânicos pode ser favorável, sendo a sua escolha dependente da propriedade que se procura
definir. A lei do escoamento plástico traduz o comportamento de um determinado material, em
deformação plástica, através da influência de um conjunto de fatores, como a extensão ( ), a
velocidade de deformação ( ), a temperatura ( ) e por fatores intrínsecos ao material como a
estrutura e composição química do material ( ) [26].
(4.1)
Em operações de deformação a frio, como os casos presentes nesta dissertação, a influência da
extensão, no comportamento do material, é bastante significativa, em detrimento da velocidade de
deformação. Logo, os ensaios foram realizados em condições de deformação a frio e quasi-estáticas,
de forma a minimizar efeitos dinâmicos, utilizando para isso a temperatura ambiente e velocidades de
deslocamento de 10 mm/min, para o aço e o chumbo, respetivamente.
O ensaio de compressão uniaxial do aço foi realizado com provetes cilíndricos, simulados a partir de
pequenos discos, empilhados de forma a criar a geometria requerida. A nível de dimensões,
inicialmente, os discos tinham um diâmetro de 17 mm ( ) e uma espessura de, aproximadamente,
1.6 mm ( . Ao todo, foram utilizados nove discos, o que perfazia uma altura inicial, do provete, de
14.4 mm ( ) [28].
Figura 29 - Ensaio de compressão do aço S460MC: a) Provete inicial; b) Compressão na prensa; c)
Provete deformado [28].
A curva tensão-extensão, obtida para o material, encontra-se representada na Figura 30,
correspondendo a uma aproximação da relação das tensões e extensões efetivas, a uma curva de
Ludwik- Holloman, tendo a lei de comportamento mecânico, apresentada na equação (4.2).
(4.2)

32
Figura 30 - Curva tensão- extensão do aço S460MC [28].
O ensaio de compressão uniaxial do chumbo, previamente fundido, foi realizado com um provete
cilíndrico, que tinha de dimensões iniciais, cerca de 29.69 mm de diâmetro ( ) e 30.49 mm de altura
( ). Este ensaio foi efetuado com recurso a uma prensa, que é descrita posteriormente neste
trabalho.
Figura 31 - Ensaio de compressão do chumbo: a) Provete inicial; b) Provete deformado.
A curva tensão-extensão, obtida para este material, encontra-se representada na Figura 32
correspondendo a uma aproximação da relação das tensões e extensões efetivas, a uma curva de
Ludwik- Holloman, tendo a seguinte lei de comportamento mecânico:
(4.3)
a) b)

33
Figura 32 - Curva tensão- extensão do chumbo utilizado
4.3. Equipamentos e pré-formas
Durante o desenvolvimento experimental, houve a necessidade do recurso a várias máquinas, tanto
para a preparação das pré-formas utilizadas, como nos ensaios experimentais propriamente ditos.
Assim sendo é apresentada, neste subcapítulo, uma explicação breve sobre as características e
dimensões, das pré-formas e dos equipamentos utilizados.
4.3.1. Equipamentos
Na preparação das pré-formas, houve a necessidade da utilização de algumas máquinas.
Primeiramente, foi necessário o corte das pré-formas para o comprimento requerido, num serrote de
fita, da marca MAQFORT, a partir dos tubos longos ocos fornecidos pela MCG. De seguida, efetuou-
se a maquinagem das pré-formas ocas, para as dimensões requeridas, num torno mecânico, da
marca alemã QUANTUM.
Figura 33 - Esquerda: Serrote de fita MAQFORT ; Direita: Torno mecânico QUANTUM
s = 44.327 e 0.3057
0
20
40
60
80
100
0 0.2 0.4 0.6 0.8 1 1.2
Ten
são
Efe
civ
a (
MP
a)
Extensão Efectiva

34
Após a maquinagem, as pré-formas ocas foram preenchidas com chumbo derretido, para o fabrico do
mandril interior, sendo o seu derretimento efetuado num forno de temperatura controlada. Quando o
chumbo arrefeceu e já estava em estado sólido, procedeu-se a uma nova maquinagem no torno
mecânico, para regularizar todas as superfícies da pré-forma.
Figura 34 – Forno de temperatura controlada
Na realização dos ensaios experimentais utilizou-se uma prensa hidráulica, da marca americana
INSTRON, modelo KN 1200 SATEC, que tem uma carga máxima de 1200 KN e possui um sistema
integrado de sensores de carga e deslocamento. A escolha dos parâmetros dos ensaios e o pós-
processamento dos dados obtidos, foi efetuada através do software informático Blue Hill.
Figura 35 - Esquerda: Prensa hidráulica INSTRON KN 1200 SATEC; Direita: Consola de comandos

35
4.3.2. Pré-formas
As pré-formas foram maquinadas com comprimentos distintos, para os vários ensaios experimentais.
Inicialmente, optou-se por utilizar comprimentos de 200 e 250 mm ( ), mas, após os primeiros
ensaios, referentes aos dois primeiros modos de deformação, verificou-se que os resultados obtidos
seriam melhores se as pré-formas fossem menores, pois havia menos engelhamentos na zona dos
braços da cambota. Logo, optou-se por maquinar as pré-formas, utilizadas no terceiro modo de
deformação, com comprimentos de 170 e 191 mm ( ).
Figura 36 - Pré-formas de 170 e 191 mm, respetivamente, utilizadas no terceiro modo de deformação
A preparação das pré-formas foi efetuada através do seguinte procedimento:
1. Corte no serrote mecânico em tamanhos aproximados aos requeridos
2. Maquinagem no torno, até ao tamanho requerido
3. Enchimento do tubo com o chumbo derretido
4. Maquinagem no torno para ser possível obter uniformidade da pré-forma
4.4. Procedimento experimental
Devido a terem sido efetuados ensaios com modos de deformação distintos, o procedimento
experimental sofreu algumas alterações, em cada modo. Estas alterações nos procedimentos
ocorrem na preparação das fases para cada modo de deformação, pois os dois primeiros modos de
deformação não possuíam três fases distintas. Assim sendo, optou-se por descrever somente o

36
procedimento para o terceiro modo de deformação utilizado, pois, de todos eles, foi o que permitiu
obter as formas pretendidas com sucesso e era o mais complexo. Os ensaios foram realizados com
base na seguinte ordem:
1. Preparação das pré-formas cilíndricas, com o mandril, até à forma pretendida.
2. Montagem das matrizes de enformação dos munhões e das matrizes de enformação dos
moentes, em torno da pré-forma.
3. Montagem das matrizes na ferramenta e inserção da barra de transmissão de movimento
transversal.
4. Posicionamento do prato superior da prensa, até atingir a altura necessária para se poder
colocar todo o conjunto.
5. Colocação do conjunto na prensa, centrado em relação ao eixo de carga da mesma.
6. Posicionamento do prato superior da prensa, até se encontrar em contato com o teto da
ferramenta.
7. Preparação dos parâmetros da 1ª fase do ensaio no software informático.
8. Realização da 1ª fase do ensaio
9. Preparação dos parâmetros da 2ª fase do ensaio no software informático.
10. Realização da 2ª fase do ensaio
11. Realizar a elevação do prato superior da prensa e da ferramenta, até ser possível a remoção
da barra de transmissão de movimento transversal.
12. Posicionamento do prato superior da prensa, até se encontrar em contato com o teto da
ferramenta.
13. Preparação dos parâmetros da 3ª fase do ensaio no software informático.
14. Realização da 3ª fase do ensaio
15. Realizar a elevação do prato superior da prensa, até ser possível a remoção do conjunto.
16. Remoção do conjunto total, a ferramenta, as matrizes e o tubo enformado.
17. Pós-processamento dos dados adquiridos.
18. Remoção do mandril, através do aquecimento da pré-forma num forno de temperatura
controlada.
Este procedimento foi repetido para os dois ensaios experimentais realizados, sendo cada um
efetuado para os comprimentos de pré-forma distintos (Figura 36).
4.5. Ensaios realizados
Os ensaios experimentais foram realizados condições de deformação a frio e quasi-estáticas, de
forma a minimizar efeitos dinâmicos, utilizando para isso a temperatura ambiente e velocidades de
deslocamento constante de 10 mm/min. A Tabela 1 apresenta o plano dos ensaios realizados, sendo
o deslocamento das fases apresentadas referente ao deslocamento imposto no prato superior da

37
prensa, definido no software informático, ou seja, os deslocamentos apresentados na tabela referem-
se ao deslocamento vertical imposto no teto da ferramenta.
Tabela 1 - Plano dos ensaios experimentais
Caso Modo de
deformação (mm)
1ª Fase
(mm)
2ª Fase
(mm)
3ª Fase
(mm) Sucesso
1 1º 200 60 - - Não
2 2º 200 3.675 - 100 Não
3 2º 250 15 - 57 Não
4 3º 170 3.5 8 28 Sim
5 3º 191 1 8 34 Sim
Tal como referido anteriormente, no subcapítulo 3.5.2, este modo é composto por três fases distintas.
Na Figura 37, são apresentadas ambas as fases (1ª e 2ª), na mesma imagem, pois a diferença entre
elas é o facto de as cunhas atuadoras verticais e o carros porta-ferramentas não estarem em contato
na primeira fase, mas já se encontrarem em contato na segunda fase.
Figura 37 – Ensaio experimental referente ao 3º modo de deformação: a) 1ª e 2ª fase; (b) início 3ª fase; (c) final da 3ª fase.
a) b) c)

38

39
Capítulo 5
5. Desenvolvimento numérico
5.1. Introdução
A simulação numérica, no estudo da deformação de um componente, é de elevada importância pois
permite compreender a evolução das variáveis de campo ao longo do processo, tais como as
tensões, velocidades e extensões. Desta forma, é possível perceber quais serão as zonas mais
críticas, ou seja, as zonas em que poderá ocorrer rotura.
Este capítulo, primeiramente, visa familiarizar o leitor com o método dos elementos finitos e com os
softwares utilizados, através de uma breve introdução histórica e explicação sobre os seus conceitos
e princípios básicos. Posteriormente, visa descrever todos os parâmetros numéricos definidos nesta
dissertação, desde o refinamento e tipo de malhas escolhidas, à definição dos campos e variáveis
que regem as simulações numéricas efetuadas e a sua evolução.
As duas simulações numéricas, apresentadas neste capítulo, são referentes ao terceiro modo de
deformação, referido no subcapítulo 3.5.2. Optou-se por realizar as simulações numéricas, somente
deste modo, devido à elevada complexidade das mesmas que, consequentemente, origina tempos
computacionais muito elevados.
5.2. Princípios básicos do método dos elementos finitos
A utilização do método dos elementos finitos teve o seu início na década de 1940, através de estudos
efetuados por Hrennikoff e Courant, entre outros. Em 1941, Hrennikoff introduziu a noção que era
possível obter soluções razoáveis para um problema de elasticidade de um meio contínuo, ao
substituir pequenas partes deste meio por um arranjo de barras elásticas simples. Em 1943, Courant
introduziu o conceito de funções contínuas por troços/intervalos, aplicadas a um determinado
domínio, quando analisou o problema de torção pela teoria de St. Venant. Estas descobertas foram
consideradas elementos chaves do método, mas, apesar disso, a sua apresentação formal foi só
estabelecida em 1960, quando o termo elemento finito foi apresentado por Clough, num trabalho
sobre problemas de elasticidade plana [23].
O método dos elementos finitos consiste num processo numérico que permite a obtenção de
soluções aproximadas em inúmeros problemas, de diversos ramos de engenharia, tais como, em
projeto e análise de estruturas, elasticidade e plasticidade, transferências de calor, mecânica dos

40
fluídos, etc. Aplica-se quando os problemas em questão são definidos por equações diferenciais
cujas soluções analíticas são muito difíceis, ou mesmo impossíveis de alcançar.
A característica mais distinta deste método consiste na divisão de um domínio, num conjunto de
vários subdomínios mais simples. Esta discretização consiste na divisão da geometria em questão
em elementos mais simples, que se encontram ligados entre si, através de nós, situados nos vértices
destes elementos. As superfícies ou volumes obtidos são designadas por malhas e, quanto mais
divisões possuem mais refinadas são consideradas, e, consequentemente, menor dimensões terão
os elementos finitos. A resolução deste problema, por este método, implica que a solução obtida
deixa de ser exata, passando a ser uma solução aproximada. Esta aproximação faz com que exista
um erro, face à solução exata, que diminui à medida que a malha vai-se tornando mais refinada.
Apesar disto, quanto maior for o refinamento, maior será o número de elementos e nós envolvidos, o
que aumenta bastante o tempo computacional e a capacidade de processamento necessária. Assim
sendo, é necessário encontrar um bom equilíbrio entre o erro admissível e a capacidade
computacional disponível.
Figura 38 – a) Placa retangular constrangida num lado e sujeita a uma carga num dos cantos; b) Malha
com 4 elementos; c) Malha com 16 elementos; d) Malha com 64 elementos; e) Gráfico de convergência da
malha [24].
A Figura 38 apresenta um exemplo de refinamentos de malhas numa placa retangular, sendo
possível verificar que a solução aproximada vai convergindo com a exata, à medida que o
refinamento da malha vai sendo efetuado.
5.3. Equações fundamentais
A formulação do escoamento do método dos elementos finitos, utilizada pelo software I-FORM,
baseia-se no seguinte funcional, que tem em conta os efeitos de fricção [25],
(5.1)

41
onde representa o volume de controlo, limitado pelas superfícies, e , onde a velocidade e a
tração são estabelecidas, respetivamente. A constante , que corresponde a uma constante de
grande valor positivo, tem o intuito de penalizar a componente de extensão volumétrica ( , de forma
a exigir incompressibilidade ao campo de velocidades. A utilização da função de penalidade, nesta
formulação de escoamento, proporciona a vantagem de preservar o número de variáveis
independentes, relacionando a constante de penalidade ( ), com o valor da tensão média ( ),
através da seguinte fórmula:
(5.2)
A velocidade de deformação efetiva ( ) e a tensão efetiva ( ), são definidas pelas equações (5.3) e
(5.4), respetivamente.
(5.3)
(5.4)
Onde representa o tensor desviador das tensões e
o tensor desviador das velocidades de
deformação [26].
A última parcela do funcional representa os efeitos do atrito, mais especificamente, o atrito na
superfície de contacto entre a peça e as ferramentas ( ), que é visto como uma condição de fronteira
da tração, e a restante potência consumida é modelada pelo uso da lei do atrito constante,
[26,27].
5.4. Programas utilizados
5.4.1. I-FORM
Este programa foi desenvolvido na Área Científica de Tecnologia Mecânica e Gestão Industrial do
Instituto Superior Técnico, no final dos anos 80, e destina-se à simulação numérica de problemas
relacionados com enformação plástica dos materiais. Este programa tem a capacidade de realizar
análises de diversos processos, permitindo assim conseguir caracterizar e compreender, mais
profundamente, os parâmetros envolvidos nos mesmos (forças, deformações, extensões).

42
Baseia-se na formulação de escoamento plástico e considera o comportamento rígido-plástico e
rígido-viscoplástico dos materiais, de acordo com relações de tensão com extensão e velocidade de
deformação, da seguinte forma [28]:
(5.5)
O programa desenvolvido inicialmente só possuía uma componente bidimensional (i_form2), o que
limitava a sua utilização para casos em que o material tinha no máximo dois graus de liberdade.
Posteriormente, foi adicionada uma componente tridimensional (i_form3), sendo esta a plataforma
utilizada na presente dissertação.
A componente tridimensional possui dois módulos distintos, um de pré e pós processamento de
dados (prepost3), e o outro que resolve o problema iterativamente e devolve os respetivos resultados.
Durante o pré-processamento, no módulo prepost3, definem-se as condições iniciais do problema e
as respetivas variáveis envolvidas. Para a definição destas variáveis, é necessário fazer a importação
dos ficheiros que contêm a informação das geometrias e das correspondentes malhas, tanto das
ferramentas como das matrizes, provenientes do software auxiliar GID 7.2 (fem3.msh e die3*.msh).
O pré-processamento permite associar material aos modelos a deformar, de duas formas distintas, ou
através de um material que se encontre na sua base de dados, ou, ainda, através da introdução de
um novo material, por parte do utilizador do programa. Para isto, o utilizador tem que definir a
equação polinomial ou exponencial, da curva tensão-extensão, do material a ser introduzido.
Também possibilita o estabelecimento das principais variáveis de controlo, introdução dos parâmetros
responsáveis pelo método de convergência e propriedades mecânicas do processo. Logo, neste
módulo podem-se definir todas as variáveis necessárias, tais como velocidades e atritos das
matrizes, o tipo de atrito, critérios de plasticidade a ser utilizados, número e duração dos incrementos
(steps) e ainda a precisão dos critérios de convergência. Todas as informações referidas
anteriormente são guardadas nos ficheiros FEM3.dat, DIE3.dat, Material.dat e Simulation.dat, para
posteriormente serem lidas pelo i_form3.
Na fase do pós-processamento, os resultados obtidos são analisados, permitindo assim verificar toda
a evolução do processo, desde a evolução da geometria, às tensões, extensões e deslocamentos,
entre outros. Estas informações são guardadas em ficheiros fem*.r3d, que são extraídos do programa
i_form3, após a sua análise iterativa, podendo ser lidas dentro do pós-processamento ou extraídas
para poder-se efetuar visualização gráfica, no GID 7.2, das variáveis do processo, referidas
anteriormente.

43
5.4.2. GID 7.2
O programa GID foi criado pelo CIMNE2 e consiste numa plataforma de pré e pós-processamento de
simulações numéricas, para a aplicação em casos de ciência e engenharia. Foi desenvolvido com o
intuito de abranger todas as necessidades neste campo, desde a modelação geométrica, criação de
malhas, definição e transferência de dados para softwares de análise, à visualização dos resultados
obtidos numericamente [29].
Pode ser utilizado, em conjunto, com os principais softwares de simulação numérica, inclusive o
i_form3. Foi através deste programa que as malhas, das ferramentas e das matrizes utilizadas, foram
geradas e exportadas, para a subsequente análise numérica e, posteriormente, onde os resultados
das iterações foram analisados.
5.5. Parâmetros das malhas
Como referido anteriormente, no subcapítulo 5.2, aplicar uma discretização apropriada dos modelos é
de elevada importância, para que os resultados obtidos tenham um baixo erro associado. O tamanho
e geometria dos elementos, além da utilização de uma distribuição de elementos uniforme, são os
parâmetros que definem o tamanho do erro associado. Assim sendo, quanto maior o número de
elementos e nós associados, menor será esse erro. Contudo, é necessário ter em conta a capacidade
computacional, pois, quanto mais elementos, maior será a complexidade dos cálculos iterativos.
Logo, foi necessário encontrar um bom compromisso entre o número de elementos utilizados e a
capacidade computacional, procedendo-se à criação das malhas com refinamentos diferentes,
dependentes da zona a que se aplicam.
5.5.1. Pré-formas
As pré-formas foram criadas com recurso ao software Solidworks 2012, sendo depois extraídas para
o GID 7.2, para a criação da malha final. Cada pré-forma era composta por duas partes distintas, o
tubo oco e o mandril.
Para uma simplificação das simulações, só foi simulada uma pré-forma de secção semicircular, que
só tinha metade do comprimento da utilizada nos ensaios experimentais, devido à existência de
planos de simetria, em relação ao eixo e ao plano transversal ao moente da biela. Esta
simplificação reduziu significativamente o número de elementos finitos utilizados, diminuindo o tempo
computacional requerido.
2 CIMNE- Centro Internacional de Métodos Numéricos em Engenharia, Edifício C1 Campus Norte UPC, Gran
Capitan S/N, 08034 Barcelona, Espanha

44
Figura 39- Malhas criadas no GID 7.2: a) Pré-forma de 170 mm; b) Pré-forma de 191 mm.
Para cada um dos componentes, a malha criada era composta de elementos hexaédricos, mas com
distribuições e números de elementos distintos. Procedeu-se, ainda, a uma discretização de
elementos superior, na zona considerada crítica (zona 2 da Figura 39), ou seja, na zona que não se
encontrava constrangida por nenhuma das matrizes e que sofreu a deformação plástica. Nas outras
duas zonas (1 e 3), como se encontravam constrangidas pelas matrizes, não houve necessidade de
efetuar um refinamento da malha. O número de elementos foi feito com base em divisões em função
da largura, espessura e altura para cada uma das componentes, que no software utilizado
corresponde a coordenadas cilíndricas (r, ).
A pré-forma de 170 mm tinha uma malha de 7225 elementos e a de 191 mm tinha 8875 elementos,
no total.
5.5.2. Matrizes
As matrizes foram criadas, também, com recurso ao software Solidworks 2012, sendo depois
extraídas para o GID 7.2, para a criação da malha final. Ao todo, utilizou-se 4 matrizes, na simulação,
duas para representar a matriz de enformação dos munhões e duas para representar a matriz de
enformação dos moentes.
1
2
3
1
2
3
a) b)

45
Três destas matrizes são consideradas rígidas, e devido a ter sido desprezado qualquer deformação
elástica, apenas foram desenvolvidas as superfícies que se encontram em contato com a peça.
Assim, foram criadas malhas compostas por elementos triangulares, com tamanho de elemento de
3.5 para as duas matrizes de enformação dos munhões e 8 para uma das matrizes na zona central.
Figura 40- Malhas das matrizes criadas: a) casca central que representa a matriz de enformação dos
moentes; b) parte superior da matriz de enformação dos munhões; c) parte lateral da matriz de
enformação dos munhões.
A outra matriz criada, que representa a matriz de enformação dos moentes, foi discretizada de forma
distinta das restantes matrizes. O procedimento aplicado para a criação da malha, foi o mesmo que
utilizado na criação das malhas das pré-formas, composta por elementos hexaédricos, e foi feita com
base em divisões em função da largura, espessura e altura da componente. Como havia necessidade
de constrangir a deformação na zona do moente, esta matriz foi definida como sendo feita de um
material muito duro, para impedir o fluxo de material nesta zona. Dada a formulação do I-FORM, não
se poderia utilizar uma matriz composta por elementos planares visto que este tipo de matrizes tem
associado movimento imposto pelo operador e neste caso, a matriz tem movimento imposto pelo
fluxo de material.
Figura 41 – a) Matriz criada, inicialmente, para representar a matriz de enformação dos moentes; b) Matriz criada, posteriormente, para representar a matriz de enformação dos moentes.
Inicialmente, a matriz foi criada com a configuração apresentada na Figura 41, à esquerda, mas
durante a simulação verificou-se que o material da zona do braço da pré-forma estava a deformar-se
para os lados desta matriz, ou seja a matriz não possuía largura suficiente para o braço da cambota
ser criado por cima desta. Desta forma, não era possível a deformação ocorrer como era suposto,
a) b) c)
a) b)

46
logo, houve a necessidade de realizar uma alteração na geometria da matriz, para a 3ª fase de
deformação. Nesta 3ª fase utilizou-se a geometria apresentada na Figura 41, à direita, permitindo
assim que a deformação evoluísse com a forma esperada e os braços da cambota fossem criados.
A montagem das pré-formas com as matrizes encontra-se apresentada na Figura 42, sendo estas
imagens correspondentes ao início da 1ª fase, das simulações numéricas.
Figura 42- a) Montagem da pré-forma de 170 mm e das matrizes; b) Montagem da pré-forma de 191 mm e
das matrizes.
5.6. Parâmetros do processo
Após a criação das malhas, foi necessário proceder à escolha das variáveis de campo, pelas quais o
processo regeu-se. Esta escolha foi efetuada no software iform3, no módulo prepost3, após a
importação das malhas e geometrias, tanto das pré-formas como das matrizes, do software GID 7.2.
Devido aos planos de simetria do componente, referidos anteriormente, foi necessário definir como
condições de fronteira, a existência de simetria nos planos e .
A nível de velocidades das matrizes, recorreu-se à relação de velocidades estudada no subcapítulo
3.5.1, para poder-se simular corretamente a evolução do processo. As velocidades das matrizes
foram distintas durante o processo, sendo dependentes da fase de deformação que estava a ser
simulada, devido à presença de velocidades verticais e horizontais, simultaneamente, durante a 2ª
fase de deformação.
Os materiais escolhidos apresentavam um comportamento rígido-plástico/viscoplástico, cujas leis de
comportamento eram as definidas, experimentalmente, no subcapítulo 4.2.1. Estes materiais
referiam-se aos utilizados no tubo e no mandril. Para o material utilizado, na matriz, da Figura 41, que
a) b)

47
se encontra na zona do moente, à volta do tubo, optou-se por criar um material na base de dados,
com o seguinte comportamento mecânico:
(5.6)
Esta equação significa que o material criado tinha uma tensão de cedência de 1500 Mpa e um
encruamento nulo. Como esta tensão de cedência era muito mais elevada do que a do aço,
conseguiu-se, desta forma, simular o constrangimento que ocorre nos ensaios experimentais,
provocado pelas matrizes de enformação dos moentes.
Dado que o módulo de pré-processamento do iform3, só permitia a introdução de um material, para a
pré-forma, foi necessário desenvolver um programa, com recurso ao Matlab2011, que alterava o valor
do material, no ficheiro fem3.dat, conforme o componente da pré-forma. Este programa verificava a
que parte da pré-forma um nó corresponderia, através das coordenadas dos mesmos. Após essa
verificação, se o nó correspondesse a um elemento, significaria que este elemento pertencia a um
dos componentes da pré-forma, e assim, o programa alterava o valor do material desse elemento,
para o material do componente em questão. O fluxograma do programa desenvolvido encontra-se
apresentado na Figura 43 e o código desenvolvido encontra-se em anexo.
Figura 43 – Fluxograma do código desenvolvido

48
Finalmente, foi necessário definir a evolução do processo, através de uma forma incremental. No
prepost3, define-se o intervalo de tempo desejado para cada incremento (step) e o número de steps
necessários para cada fase. Ao determinar um certo incremento de tempo e um número de steps,
determina-se, na realidade, qual o deslocamento vertical a que as matrizes vão estar sujeitas. Assim,
através dos deslocamentos verticais efetuadas em cada fase, nos ensaios experimentais, definiu-se o
número de steps e o incremento de tempo, para cada fase de deformação.
5.7. Simulações numéricas realizadas
As simulações numéricas, relativas ao 3º modo de deformação, tinham os parâmetros apresentados
na Tabela 2 com a pré-forma 1 e a 2, correspondentes à de 170 mm e 191 mm, de comprimento,
respetivamente. Em relação às velocidades, a velocidade é referente à velocidade das matrizes de
enformação dos moentes, e a velocidade à velocidade das matrizes de enformação dos munhões.
Como referido anteriormente, estas velocidades foram calculadas com base na relação de
transmissão de forças, apresentada no subcapítulo 3.5.1. Os deslocamentos apresentados na tabela
referem-se aos deslocamentos verticais efetuados pelo prato superior da prensa, ou seja os
deslocamentos que o prato superior da prensa irá realizar.
Tabela 2- Plano das simulações numéricas
Pré-
formas
Fase de
deformação (mm/s)
(mm/s)
Número de
steps
Incremento
de tempo (s)
Deslocamento
(mm)
1
1ª 1 0 100 0.035 3.5
2ª 1 -0.5773 200 0.0225 4.5
3ª - -0.5773 365 0.054 20
Total - - 655 - 28
2
1ª 1 - 20 0.05 1
2ª 1 -0.5773 200 0.035 7
3ª - -0.5773 400 0.065 26
Total - - 620 - 34

49
As Figuras 44 e 45, apresentam as evoluções das simulações, conforme as fases em que se
encontram. Estas fases são as descritas na tabela, anteriormente apresentada, e correspondem às 3
fases do terceiro modo de deformação.
Figura 44 - Pré-forma 170: a) Início da 1ª fase; b) Fim da primeira fase; c) Fim da 2ª fase; d) Fim da 3ª fase.
Figura 45 - Pré-forma 191: a) Início da 1ª fase; b) Fim da primeira fase; c) Fim da 2ª fase; d) Fim da 3ª fase.
a) b) c) d)
a) b) c) d)

50

51
Capítulo 6
6. Apresentação e discussão de resultados
6.1. Introdução
Este capítulo visa apresentar e discutir os resultados obtidos, tanto experimentalmente, como
numericamente, realizando, subsequentemente, uma comparação entre ambos, de forma a
compreender e validar o processo estudado.
A nível experimental, realizou-se a apresentação de informação relativa a todos os modos de
deformação estudados, mais especificamente, as geometrias obtidas e os gráficos de carga vs
deslocamento.
A nível numérico, as duas simulações efetuadas são estudadas em termos da evolução das principais
variáveis de campo, nomeadamente em termos de tensões, extensões, velocidades e a sua influência
nas zonas mais solicitadas.
Finalmente, foi efetuada uma comparação numérica-experimental, através dos gráficos carga-
deslocamento, sendo este estudo de elevada importância, pois permite a validação das simulações
numéricas e do software utilizado, apesar de este software já ter sido validado e testado em diversos
trabalhos realizados [25,27,32]. Não foi efetuada nenhuma comparação numérica-experimental dos
primeiros dois modos de deformação utilizados, devido a não terem sido realizadas simulações
numéricas para os casos em questão.
6.2. Resultados experimentais
6.2.1. Primeiro e segundo modos de deformação
Como referido anteriormente, no Capítulo 3, foram adotados três modos distintos de deformação,
durante o decorrer desta dissertação. A razão pela qual tal foi necessário, foi devido ao insucesso
ocorrido nos dois primeiros modos aplicados, visto que surgiram fissuras durante a deformação. As
Figuras 46 e 47 demonstram as fissuras, nas três cambotas fabricadas experimentalmente, uma pelo
primeiro modo de deformação e as restantes pelo segundo modo, sendo ainda identificado, através
da enumeração na Figura 46, a zona onde ocorreu a fissura em cada cambota.

52
Figura 46 – Cambotas fabricadas pelo 1º e 2º modos de deformação.
Figura 47 – Fissuras correspondentes às zonas indicadas na figura 41.
As fissuras ocorreram principalmente na zona dos braços das cambotas, à exceção de uma que
ocorreu na zona do moente da cambota e, presumidamente, ocorreram devido a ter-se forçado
demasiado a instabilidade do material. Além das fissuras que ocorreram, verificou-se também que a
zona onde ocorreu a deformação, encontra-se com engelhamentos e abaulados, o que significa que,
na realidade, a deformação do material não ocorreu da forma esperada.
Após a realização dos ensaios experimentais, procedeu-se à análise dos gráficos carga vs
deslocamento, obtidos através dos dados registados durante o ensaio.
a) b) c)
a) b)
c)

53
Na Figura 48, verificou-se a zona da curva onde ocorreu a fissura da cambota, apresentada
anteriormente, devido ao decréscimo abrupto de carga presente nessa zona. Este gráfico
corresponde ao primeiro modo de deformação, logo não foi realizado em fases distintas, sendo o
ensaio efetuado todo de seguida.
Figura 48 – Gráfico carga vs deslocamento do 1º modo de deformação
Figura 49- Gráfico carga vs deslocamento do 2º modo de deformação para a cambota de 200 mm
As Figuras 49 e 50, correspondem ao segundo modo de deformação utilizado, sendo possível
averiguar, claramente, a presença das duas fases (i e ii), delimitadas pelas linhas verticais e
correspondentes às fases deste modo, respetivamente, nos resultados obtidos. Ambas as zonas
onde ocorreram as fissuras, encontram-se assinaladas, devido ao decréscimo abrupto de carga
existente nas mesmas.
0
20
40
60
80
100
120
140
0 10 20 30 40 50 60 70
Carg
a (
kN
)
Deslocamento (mm)
Exp case 1
Fissura
0
20
40
60
80
100
0 15 30 45 60 75 90 105
Carg
a (
kN
)
Deslocamento (mm)
Exp Case 2
Fissura
i ii

54
Na Figura 50, a fissura não é tão fácil de localizar, como nos restantes gráficos apresentados, mas
devido à fissura ter-se prolongado tanto, comparativamente às outras fissuras obtidas, foi possível
identificar que ocorreu ligeiramente antes das outras fissuras apresentadas, ou seja, não ocorreu no
final do ensaio. A razão pela qual ocorreu tão cedo, foi devido a na primeira fase ter sido imposto
demasiado deslocamento, ou seja, ter-se forçado demasiado a instabilidade do material.
Figura 50- Gráfico carga vs deslocamento do 2º modo de deformação para a cambota de 250 mm
6.2.2. Terceiro modo de deformação
O terceiro modo de deformação aplicado permitiu a obtenção dos resultados esperados e de
cambotas com a forma final pretendida. A geometria final obtida, para os dois tamanhos de pré-forma,
intitulados de cambota 1 e 2, respetivamente, encontram-se apresentados nas figuras 51 e 52.
Figura 51- a) Pré-formas iniciais; b) Cambotas obtidas experimentalmente.
0
20
40
60
80
100
0 20 40 60 80
Carg
a (
kN
)
Deslocamento (mm)
Exp Case 3
Fissura
i ii
a) b)

55
Figura 52 – Geometria das cambotas obtidas pelo terceiro modo de deformação.
As características das pré-formas, antes e depois da deformação, são apresentadas na Tabela 3.
Além dos comprimentos iniciais e finais, e , respetivamente, mediu-se também a distância entre
os eixos da pré-forma ( ), após a enformação, para proceder-se ao cálculo do curso das cambotas,
ou seja, a distância entre o ponto morto superior e o ponto morto inferior.
Foi também realizado um pequeno estudo para verificar a redução de peso, quando se efetua uma
comparação entre as cambotas obtidas e cambotas idênticas, a nível de geometria, mas cujo interior
encontre-se totalmente preenchido, ou seja, não sejam ocas. Para isso, encheu-se o interior das
cambotas de água e verificou-se a diferença de pesos, entre oca e cheia de água. Depois, utilizando
a densidade do aço, foi possível, através de uma conversão, descobrir qual seria o peso da parte
interior na cambota oca. Após os cálculos de ambos os pesos, foi possível descobrir qual a redução
de peso, para cada uma das cambotas.
Tabela 3 – Características e geometria das cambotas obtidas
Cambota
(mm)
(mm)
(mm)
Curso
(mm)
Redução
de peso
(%)
1 170 143.4 13.2 35.4 80.52
2 191 157.4 17.7 26.4 81.01

56
Como é possível verificar a redução de peso, em ambas as cambotas, está na ordem dos 80%, o que
poderá ser considerada uma redução bastante significativa.
Após a realização dos ensaios experimentais, procedeu-se à análise dos gráficos carga vs
deslocamento, obtidos através dos dados registados durante o ensaio.
Figura 53 - Gráfico carga vs deslocamento do 3º modo de deformação para a cambota de 170 mm
Figura 54 - Gráfico carga vs deslocamento do 3º modo de deformação para a cambota de 170 mm
Dos gráficos obtidos, através dos ensaios experimentais, a evolução da curva pode ser divida em três
fases distintas (i, ii e iii), com a divisão estabelecida pelas linhas verticais, correspondendo estas
fases às 3 fases do modo de deformação, respetivamente. Entre a segunda e a terceira fase (ii e iii),
é possível verificar, em ambas as figuras, que houve um decréscimo na carga. Tal fenómeno ocorre
devido ao ensaio ter sido feito em duas partes, para poder-se retirar a barra de transmissão de
0
50
100
150
200
250
300
0 5 10 15 20 25 30 35
Carg
a (
kN
)
Deslocamento (mm)
Exp Case 4
0
50
100
150
200
250
300
0 5 10 15 20 25 30 35
Carg
a (
kN
)
Deslocamento (mm)
Exp Case 5
iii ii i
iii ii i

57
movimento transversal que estava a aplicar a força transversal, passando a ser só aplicada a força
axial.
6.3. Resultados numéricos
6.3.1. Gráficos carga vs deslocamento
Para as duas simulações numéricas efetuadas, foi possível obter os gráficos carga vs deslocamento,
de forma a, mais adiante, proceder-se a uma comparação com os resultados obtidos
experimentalmente.
Figura 55 - Gráfico carga vs deslocamento da simulação numérica para a cambota de 170 mm
Figura 56 - Gráfico carga vs deslocamento da simulação numérica para a cambota de 191 mm
Através dos gráficos acima expostos, é possível verificar que apresentam também fases distintas (i, ii
e iii), delimitadas pelas linhas verticais, tal como ocorreu nos gráficos obtidos experimentalmente. Tal
0
50
100
150
200
250
300
0 5 10 15 20 25 30
Carg
a (
kN
)
Deslocamento (mm)
FEM Case 1
0
50
100
150
200
250
300
0 5 10 15 20 25 30 35
Carg
a (
kN
)
Deslocamento (mm)
FEM Case 2
iii ii i
iii ii i

58
ocorrência deve-se, novamente, pelo facto do processo ter sido efetuado em três fases distintas,
correspondentes, novamente, às 3 fases deste modo de deformação. Para obtenção destes gráficos,
foi necessário aplicar a transmissão de forças, referida no subcapítulo 3.5.1, nos dados obtidos
através do software I_FORM. Além disso, como a simulação foi efetuada com planos de simetria, ou
seja, só foi simulado um quarto da cambota, foi necessário proceder à multiplicação das forças, por 4,
para se simular a deformação na cambota total.
6.3.2. Extensão efetiva
Os valores de extensão efetiva, do último step, para cada uma das simulações estudadas,
encontram-se apresentados nas Figuras 57 e 58.
Figura 57 – Distribuição da extensão efetiva para o tubo de 170 mm: a) Vista de corte com o mandril; b)
Vista de corte sem o mandril; c) Cambota total; d) Gama de valores.
Figura 58 – Distribuição da extensão efetiva para o tubo de 191 mm: a) Vista de corte com o mandril; b)
Vista de corte sem o mandril; c) Cambota total. d) Gama de valores.
b)
b) c) d)
a)
a)
c) d)

59
Através destas figuras, verificou-se que as zonas que apresentam maiores valores de extensão
efetiva, encontram-se no mandril, na zona que foi deformada. Quanto maior forem os valores das
extensões, maior encruamento o material terá na zona correspondente, e, consequentemente, maior
dureza terá. Assim sendo, estas zonas, devido a terem uma dureza mais elevada, permitem a
solicitação de esforços de maior amplitude.
6.3.3. Tensão média e velocidade de deformação
Figura 59- Distribuição da tensão média nas cambotas: a) Cambota de 170 mm; b) Gama de valores para
a cambota de 170 mm; a) Cambota de 191 mm; b) Gama de valores para a cambota de 191 mm.
O estudo das Figuras 59 e 60, permite prever, respetivamente, qual a zona onde o material se
encontra em estados de tensão de tração, bem como as zonas onde as tensões de corte serão mais
elevadas, logo, a zona onde o material terá mais tendência a fraturar. É possível verificar que estas
zonas são as que sofreram maior deformação plástica, tanto a nível de interior do tubo, como no
exterior, e as zonas no interior do tubo onde o material está a ser comprimido contra a matriz.
Figura 60 - Distribuição da velocidade de deformação nas cambotas: a) Cambota de 170 mm; b) Gama de valores para a cambota de 170 mm; a) Cambota de 191 mm; b) Gama de valores para a cambota de 191
mm.
a) b) c) d)
a) b) c) d)

60
Para uma avaliação mais aprofundada de qual a zona com maior probabilidade de fratura, deveria ser
aplicado um estudo de dano dúctil, mas não foi possível escolher nenhum critério de dano dado que
esta deformação é muito complexa e têm vários modos de abertura de fissuras associados.
6.3.4. Campo de velocidades
Figura 61 – Campo de velocidades da cambota de 170 mm: a) Final 1ª fase; b) Meio 2ª fase; c) Fim da 3ª
fase.
Figura 62 - Campo de velocidades da cambota de 170 mm: a) Final 1ª fase; b) Meio 2ª fase; c) Fim da 3ª
fase.
a) b) c)
a) b) c)

61
As Figuras 61 e 62 permitem a realização de uma análise da evolução do módulo do campo de
velocidades. Verificou-se que na primeira fase só existe fluxo transversal e na segunda fase existem
fluxos em ambos os sentidos, transversal e longitudinal. Na última fase só existe fluxo longitudinal na
zona de apoio da cambota com movimento de corpo rígido e um fluxo complexo na zona livre de
deformação em matriz aberta, tendo o comportamento esperado em todas as fases. Em todas as
fases, as velocidades encontram-se mais concentradas na zona que foi sujeita à deformação, e
possuem uma orientação do interior da cambota, para o exterior.
6.3.5. Tensão efetiva
Figura 63 - Distribuição da tensão efetiva nas cambotas: a) Cambota de 170 mm; b) Gama de valores para a cambota de 170 mm; a) Cambota de 191 mm; b) Gama de valores para a cambota de 191 mm.
Os valores máximos de tensão efetiva, são de 677.1 Mpa, para o primeiro caso, e 680.7 Mpa para o
segundo caso. As distribuições da tensão efetiva permitem mostrar quais são as zonas onde as
matrizes vão sofrer maior solicitação, logo, para efetuar um projeto de uma ferramenta convêm utilizar
matrizes com materiais com tensão de cedência superiores às apresentadas.
6.4. Comparação experimental-numérico
Esta comparação dos resultados obtidos anteriormente, é de elevada importância, pois permite a
validação dos resultados obtidos numericamente. Foi efetuada com base nos gráficos de carga vs
deslocamento, através da sobreposição das curvas e na geometria das cambotas obtidas, tanto
experimentalmente, como numericamente. Além dos gráficos, realizou-se uma comparação visual,
através das geometrias obtidas de ambos os resultados, numéricos e experimentais, para verificar se
a correlação estava dentro do esperado.
a) b) c) d)

62
6.4.1. Geometria obtida
Figura 64 – Geometrias das cambotas: a) Cambota de 170 mm numérica; b) Cambota de 170 mm experimental; c) Cambota de 191 mm numérica; d) Cambota de 191 mm experimental.
Através da Figura 64, verificou-se que, visualmente, ambos os casos apresentam uma boa correlação
entre os resultados numéricos e os experimentais. Na zona onde ocorreu a deformação plástica, nos
resultados numéricos as cambotas apresentam mais abaulados, especialmente nas zonas de contato
com as matrizes, do que nos resultados experimentais. Presume-se que tal ocorra devido a não
terem sido contabilizadas algumas folgas, logo, toda a deformação é mais rígida do que no caso
experimental. Além deste fator, como a nível experimental existem porosidades no chumbo, devido a
ter sido vazado, a deformação é mais macia experimentalmente, o que novamente contribuiu para
maior rigidez nos resultados numéricos.
6.4.2. Gráficos carga vs deslocamento
As correlações apresentadas nas Figuras 65 e 66, demonstram que as simulações numéricas
reproduzem, com alguma precisão, os resultados experimentais. Os comportamentos fundamentais
encontram-se bem assinalados, tal como a presença das fases distintas, do modo de deformação.
Apesar dos comportamentos estarem bem assinalados, ocorrem algumas discrepâncias, a nível de
correspondência dos valores das curvas em algumas zonas. Tal verifica-se, principalmente, devido a
dois fatores distintos. O primeiro é que nos resultados experimentais, a deformação ocorre de forma
mais macia, ou seja, com uma curva mais estável, devido às porosidades que ocorrem no chumbo.
Nos resultados numéricos, o chumbo foi simulado como totalmente homogéneo, logo, as porosidades
não foram contabilizadas, o que torna a deformação mais rígida. O segundo é que, na parte
experimental foram contabilizadas folgas, que não foram tidas em conta na parte numérica,
contribuindo para a discrepância de valores nas forças. Além disso, no caso da Figura 66, a última
a) b) c) d)

63
parte do gráfico apresenta uma divergência de valores numérico experimental, pelo facto de não ter
sido simulado com um critério de dano associado para abertura de fissuras. Acredita-se que, dado à
grande deformação existente nesta zona, existem fissuras internas no chumbo, que fariam descer a
curva numérica, se tivessem sido simuladas.
Figura 66 - Gráfico carga vs deslocamento com os resultados numéricos e experimentais, para a cambota de 191 mm
0
50
100
150
200
250
300
0 5 10 15 20 25 30 35
Carg
a (
kN
)
Deslocamento(mm)
FEM Case 2
Exp Case 5
Figura 65 - Gráfico carga vs deslocamento com os resultados numéricos e experimentais, para a cambota de 170 mm
0
50
100
150
200
250
300
0 5 10 15 20 25 30 35
Carg
a (
kN
)
Deslocamento (mm)
FEM Case 1
Exp Case 4

64
Apesar de a relação das forças verticais e horizontais ser 1.15 teoricamente e 2 experimentalmente,
como tinha sido explicado anteriormente, verifica-se, quando na deformação da cambota, que para os
resultados numéricos serem coincidentes com os resultados experimentais, esta relação é de 1.5.
Esta diferença deve-se ao facto da resultante da força de deformação da cambota sobre os pratos da
ferramenta, não ser coincidente com a direção da deformação (movimento axial dos pratos), gerando,
dessa forma, um momento que altera o valor experimental de atrito nas interfaces de contato.

65

66
Capítulo 7
7. Conclusões e Perspetivas de Trabalho Futuro
7.1. Conclusões
A crescente preocupação global com o impacto ambiental e ecológico incentiva a procura de métodos
de fabrico inovadores mais limpos e a utilização de estruturas leves. O processo apresentado na
presente dissertação, enquadra-se nestas duas categorias, revelando-se um processo viável para o
fabrico de componentes leves.
O fabrico de cambotas, pelos processos convencionais, encontra-se bastante desenvolvido, mas, a
nível de cambotas ocas ou leves, muito poucos estudos foram realizados nessa variante. Na maior
parte dos estudos desenvolvidos em relação a cambotas, que se enquadram na vertente das
estruturas leves, as mesmas são obtidas pela maquinagem dos seus componentes constituintes e
furação do interior dos cilindros, o que pode elevar, substancialmente, o custo do processo.
Os resultados obtidos experimentalmente permitem a validação do processo estudado, pois foi
possível a obtenção de cambotas ocas, de um moente e dois munhões, com as dimensões e
geometrias desejadas. As cambotas obtidas apresentavam uma redução de peso na ordem dos 80%,
que representa uma redução bastante significativa. Apesar de não terem sido fabricadas pelo
conceito originalmente proposto nesta dissertação (1º modo de deformação), através de estudo e
desenvolvimento do problema em questão, foi possível desenvolver um método alternativo para o
fabrico ser realizado com sucesso (3º modo de deformação).
Através da comparação numérico-experimental, foi possível concluir que os resultados obtidos
numericamente reproduziram, satisfatoriamente, os resultados obtidos experimentalmente. As curvas
que representavam a carga em função do deslocamento, experimentais e numéricas, apresentavam
os mesmos comportamentos fundamentais, incluindo as várias fases do modo de deformação, para
ambas as cambotas. A nível de geometria, as cambotas obtidas através das simulações numéricas,
apresentavam as mesmas características do que as obtidas experimentalmente, apresentando
somente umas ligeiras diferenças. Assim sendo, é possível concluir que foi efetuada, novamente, a
validação do programa I-FORM, para o estudo de casos complexos de deformação. Com a validação
deste software, é possível retirar o proveito de estudos meramente numéricos, dispensando a
realização de ensaios experimentais ou desenvolvimento de ferramentas e protótipos.
Comparativamente com os outros estudos apresentados, as cambotas obtidas não necessitavam de
subsequentes maquinagens e furações no interior, ou seja, não são contabilizados os custos
inerentes a estas operações. O processo consegue ser todo efetuado, em poucas etapas, sem

67
necessidade de muitas operações, ou tratamentos térmicos. Além disso, foi efetuado com recurso a
máquinas comuns, o que permite a implementação do mesmo em pequenas a médias séries,
presumidamente com uma boa viabilidade económica, apesar de não ter sido realizado nenhum
estudo sobre a mesma.
Em suma, face a todos os resultados obtidos e analisados, é possível concluir que o estudo efetuado
foi bem sucedido, apesar de mais estudos serem necessários para uma possível implementação na
indústria.
7.2. Perspetivas de trabalho futuro
Ao realizar o desenvolvimento de um trabalho experimental, a inspiração para novas possibilidades e
ideias surge, inevitavelmente, promovendo o desenvolvimento de trabalho futuro sobre o assunto. No
estudo apresentado existem ainda imensas vertentes por abordar e desenvolver, cuja viabilidade para
o processo seria bastante importante.
A primeira abordagem possível seria no estudo da própria geometria da cambota, realizando
simulações numéricas ou ensaios experimentais, em que se alterava algumas características da
cambota, como os comprimentos de braços, os ângulos entre braços, e os próprios comprimentos
das pré-formas para conseguir obter cambotas maiores.
Uma vertente que poderia ser uma mais-valia para a indústria, seria a criação de uma ferramenta
industrial, para permitir o fabrico em grandes séries. Esta ferramenta poderia ser efetuada para a
criação das cambotas apresentadas neste estudo, ou através de mais estudos, poderia ser projetada
de forma a permitir a criação de cambotas com mais moentes, e/ou contrapesos, para conseguir
efetuar o balanceamento da mesma.
Devido à grande preocupação deste estudo residir nas tecnologias limpas, o estudo de técnicas para
tornar o processo ainda mais ecológico, seria um elevado acréscimo para o desenvolvimento desta
tecnologia. Uma das formas de realizar este estudo seria na utilização de mandris ecológicos, em vez
do uso de mandris de chumbo, que apesar de ter sido reutilizado, é considerado um material tóxico.
Estes mandris teriam que ter as mesmas características que o chumbo possui, ou seja, ter pontos de
fusão baixos, inferiores ao do material do tubo.
Por último, este processo beneficiaria de um estudo sobre a viabilidade económica e sobre a
aplicabilidade deste tipo de cambotas. Apesar destas cambotas terem sido feitas com o intuito de
serem utilizadas em várias aplicações, um estudo concreto sobre quais seriam as melhores
aplicações para aproveitar a redução de peso, seria indispensável para a sua aplicabilidade na
indústria.

68
Referências
1. Kleiner, M., Chatti, S., Klaus, A. (2006). Metal forming techniques for lightweight construction.
Journal of Materials Processing Technology, 177, 2-7.
2. Silva, F. M. F. (2010). Concepção e fabrico de ferramenta para produção de cambotas.
Dissertação de mestrado, Instituto Superior Técnico.
3. Rodrigues, A. S. (2013). Análise dinâmica e balanceamento de virabrequins leves de
motores. Dissertação de mestrado, Faculdade de Engenharia Mecânica da Universidade
Estadual de Campinas.
4. Express Lane. (2014). Site da Express Lane, http://expresslane.idrivesafely.com/end-internal-
combustion-engine, acedido em Setembro.
5. I. A. Compressors. (2014). Site da Industrial Air Compressors,
http://www.industrialaircompressors.biz/product/HR7D-12, acedido em Setembro.
6. Sprayer Depot. (2014). Site da Sprayer Depot, http://www.sprayerdepot.com/Shop-by-
Category/E-Series-High-Pressure-Reciprocating-Piston-Pumps/E54-30, acedido em
Setembro.
7. JHS Racing. (2014). Site da JHS Racing, http://www.jhsracing.co.uk/news.htm, acedido em
Setembro.
8. Mother Jones. (2014). Site da Mother Jones, http://www.motherjones.com/kevin-
drum/2013/02/odd-case-liability-and-small-airplanes, acedido em Setembro.
9. Villalva, S. G. (2014). Análise de virabrequins automotivos utilizando modelos analíticos e
flexíveis. Dissertação de mestrado, Faculdade de Engenharia Mecânica da Universidade
Estadual de Campinas.
10. Montazersadgh, F. H., Fatemi, A. (2007), Stress Analysis and Optimization of Crankshafts
Subject to Dynamic Loading. Final Project Report, The University of Toledo.
11. Behrensa, B. A., Doegea, E., Reinschb, S., Telkampb, K., Daehndela, H., Specker, A. (2007).
Precision forging processes for high-duty automotive components. Journal of Materials
Processing Technology, 185, 139-146.
12. Ferreira, P. H. R. (2008). Projeto e otimização de árvores de manivelas. Dissertação de
mestrado, Escola Politécnica da Universidade de São Paulo.

69
13. C-Guti. (2014). Site da Club Guti, http://www.clubgti.com/showthread.php?206029-
Crankshaft-types-and-differences, acedido em Julho.
14. P. H. Business. (2014). Site da Performance & Hotrod Business,
http://www.precisionenginetech.com/tech-explained/2009/06/02/forged-crankshaft-tech-part-
1/, acedido em Julho.
15. U. Cambridge. (2014). Site da University of Cambridge,
http://www.doitpoms.ac.uk/tlplib/casting/sand_casting.php, acedido em Julho.
16. S. Imports. (2014). Site da Spool Imports, http://www.spoolimports.com/spool-
crankshafts/ford/ford-barra-xr6-turbo-4-0-litre-dohc, acedido em Julho.
17. H. MFD. (2014). Site da Hegenscheidt MFD, http://www.hegenscheidt-
mfd.com/en/automotive-technology/tools-used-in-crankshaft-machining/, acedido em Julho.
18. B. Crower (2014). Site da Brian Crower,
http://www.briancrower.com/makes/subaru/ej207_cranks.shtml, acedido em Julho.
19. Lin, J. F., Yuan, S. J. (2009). Influence of internal pressure on hydroforming of double handles
crankshaft. Materials Science and Engineering A, 499, 208-211.
20. Alves, L. M., Martins, P. A. F. (2011). Flexible forming tool concept for producing crankshafts.
Journal of Materials Processing Technology, 211, 467-474.
21. Druschitz, A. P., Fitzgerald, D. C., Hoegfeldt, I. (2006). Lightweight Crankshafts. SAE
Technical Paper Series.
22. Zuhdi, N., Carden, P., Bell, D. (2007). Lightweight Crankshaft for a Racing Motorcycle Engine,
SAE World Congress, 22 p.
23. Reddy, J. N. (1993). An introduction to the finite element method (2nd
Ed.). Hightstown, NJ:
McGraw-Hill.
24. Hutton, D. V. (2004). Fundamentals of finite elements analysis. Hightstown, NJ: McGraw-Hill.
25. Alves, L. M., Martins, P. A. F. (2012). Tube branching by asymmetric compression beading.
Journal of Materials Processing Technology, 212, 1200-1208.
26. Rodrigues, J., Martins, P. (2005). Tecnologia Mecânica – Tecnologia da Deformação Plástica
– Vol. I Fundamentos Teóricos. Lisboa: Escolar Editora.
27. Gonçalves, A., Alves, L. M., Martins, P. A. F. (2014). Tube joining by asymmetric plastic
instability. Journal of Materials Processing Technology, 214, 132-140.

70
28. Rodrigues, N. M. A. F. (2011). Ligação de perfis tubulares de parede fina a chapas e tubos
por enformação plástica - Análise experimental e numérica. Dissertação de mestrado,
Instituto Superior Técnico.
29. GID (2014). Site da GID, http://www.gidhome.com/home, acedido em Setembro.
30. Rodrigues, J., Martins, P. (2005). Tecnologia Mecânica – Tecnologia da Deformação Plástica
– Vol. II Aplicações Industrias. Lisboa: Escolar Editora.
31. Leitão, P. M. L. F. (2013). Novo Processo Tecnológico para o Fabrico de Flanges em Tubos.
Dissertação de Mestrado, Instituto Superior Técnico.
32. Alves, L. M., Santana, P., Moreira, H., Martins, P. A. F. (2013). Fabrication of metallic liners
for composite overwrapped pressure vessels by tube forming. International Journal of
Pressure Vessels and Piping, 111-112, 36-43.

A
Anexos
Anexo A1- Desenho técnico da matriz de enformação dos moentes

B
Anexo A2- Desenho técnico da matriz de enformação dos munhões

C
Anexo B1 – Programa desenvolvido em Matlab2011 para alteração dos materiais das pré-
formas nas simulações numéricas
%Programa de definição do tipo de material em função do raio
m=0; n=0; [m,n]=size(nos); a=0; r=0; M=0; T=0; F=0; b=0; c=0; d=0; e=0; f=0; g=0;
for a=1:m r=sqrt((nos(a,2))^2+(nos(a,3)^2)); if r<14.4600
M(a)=nos(a,1); a=a+1;
elseif r>14.4700 & r< 16.0100 T(a)=nos(a,1); a=a+1;
else r> 16.0400 & r<18.1000 F(a)=nos(a,1); a=a+1; end end
T=T'; M=M'; F= F';
T( all(~T,2), : ) = []; M( all(~M,2), : ) = []; F( all(~F,2), : ) = [];
% Alterar número do material nos elementos do tubo
[b,c]=size(elementos); [d,e]=size(T); a=0;
for f=1:b for g=1:d for a=3:10
if elementos(f,a)==T(g) elementos(f,2)=29;

D
break else a=a+1; end end g=g+1; end f=f+1; end
% Alterar número do material nos elementos da ferramenta
[b,c]=size(elementos); [d,e]=size(F); a=0;
for f=1:b for g=1:d for a=3:10
if elementos(f,a)==F(g) elementos(f,2)=901; break else a=a+1; end end g=g+1; end f=f+1; end
% Alterar número do material nos elementos do mandril
[b,c]=size(elementos); [d,e]=size(M); a=0;
for f=1:b for g=1:d for a=3:10
if elementos(f,a)==M(g) elementos(f,2)=602; break else a=a+1; end end g=g+1; end f=f+1; end