
Concepção, Projecto e Desenvolvimento de um Banco de ... · dependence and the influence of...
87
Concepção, Projecto e Desenvolvimento de um Banco de Ensaios para Intercoolers da Indústria Automóvel Nelson Miguel Marques Carvalho Dissertação para obtenção do Grau de Mestre em Engenharia Mecânica Orientadores: Prof. Jorge Manuel da Conceição Rodrigues Profª. Barbara Perry Pereira Alves Gouveia Almeida Júri Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista Orientador: Prof. Jorge Manuel da Conceição Rodrigues Vogais: Prof. Luís Manuel Mendonça Alves Eng.º Luís Paulo Gonçalves Neves Maio de 2014
Transcript of Concepção, Projecto e Desenvolvimento de um Banco de ... · dependence and the influence of...
Concepção, Projecto e Desenvolvimento de um Banco de
Ensaios para Intercoolers da Indústria Automóvel
Nelson Miguel Marques Carvalho
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientadores: Prof. Jorge Manuel da Conceição Rodrigues
Profª. Barbara Perry Pereira Alves Gouveia Almeida
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Jorge Manuel da Conceição Rodrigues
Vogais: Prof. Luís Manuel Mendonça Alves
Eng.º Luís Paulo Gonçalves Neves
Maio de 2014

"Sucesso não é o final, falhar não é fatal:
é a coragem para continuar que conta."
Winston Churchill (1874-1965)

i
Agradecimentos
Agradeço a todas as pessoas que de uma forma geral, presentes e ausentes, me influenciaram ao
longo de toda a minha vida e que, me conduziram até este momento da minha vida.
Agradeço ao Professor Doutor Jorge Manuel da Conceição Rodrigues, o meu orientador, pela ajuda e
entrega constante de conhecimentos permitindo desta forma, a criação deste trabalho.
À Professora Bárbara Almeida, pela ajuda nos trabalhos experimentais e disponibilidade
demonstrada.
À Empresa JDeus® pela oportunidade dada, e em especial ao Eng.º Luis Neves por toda a boa
disposição, entrega e explicações dadas.
Aos meus amigos que me acompanham desde os tempos de infância e que foram sempre como uma
segunda família para mim. E também aos amigos e colegas que fui conhecendo ao longo do meu
percurso académico e profissional.
Por fim, mas não menos importante, aos meus pais e irmão que sempre me apoiaram nas minhas
decisões e que estiveram sempre presentes nos bons e maus momentos. À Rita, pela força dada nas
últimas semanas.
ii
Resumo
O objectivo do presente trabalho, realizado em parceria com a empresa J. Deus®, foi o estudo da
resposta mecânica de um intercooler actualmente aplicado no Porsche 997 quando solicitado. A fim
de atingir este objectivo, seguiram-se duas metodologias; uma teórica onde se simulou
computacionalmente o intercooler e outra experimental com o projecto de um banco de ensaios
adaptando para tal uma prensa já existente na empresa. Para a simulação computacional foi
necessária a caracterização mecânica dos materiais que constituem os vários componentes do
intercooler, complementando ainda, com o estudo da influência da velocidade de deformação no
comportamento mecânico do polímero e o efeito da brasagem no caso da liga de alumínio. Para o
desenvolvimento da metodologia experimental foi apresentado o projecto de um mecanismo que
adicionado à prensa permitirá solicitar o intercooler num modo simples de deformação, a tracção.
Como resultados práticos da simulação foi possível observar os valores de tensão e extensão, assim
como a sua localização e ainda valores de força. Quanto à metodologia experimental, esta não
passou do projecto uma vez que o tempo disponível para a construção das novas peças não foi
compatível com o do presente trabalho, desta forma, não foi possível no final confrontar os valores
obtidos teoricamente com os experimentais.
Palavras-chave
Intercooler;
Termoplástico;
Liga de alumínio;
Simulação numérica 3D;
Banco de ensaios.

iii
Abstract
The objective of the present work, conducted in partnership with J.Deus® Corporation, was the study
of the mechanical response of Porsche 997 intercooler. This objective was achieved following two
methodologies; the numerical analysis of the intercooler mechanical response and the design of a test
bench, by adapting an existing press machine, to allow the experimental analysis. For the
computational analysis it was necessary to perform uniaxial tensile tests in order to characterize the
mechanical behavior of the intercooler materials (polyamide and aluminum). Polyamide strain rate
dependence and the influence of brazing in the aluminum alloys properties were also analyzed. For
the experimental study, a test bench was developed to experiment the intercooler under uniaxial
traction conditions. This test bench was designed to be performed in a press machine existent in the
company. The numerical simulations of the intercooler behavior under traction conditions allowed to
study stress and strain distributions, to identify the location of the maximum values and to obtain the
force evolution. Due to the time requirements to manufacture the tool parts for the test bench, the
experimental study was not completed. Therefore, it has not been possible to compare the numerical
and the experimental results.
Keywords
Intercooler;
Thermoplastic;
Aluminum alloy;
Numerical simulation 3D;
Test bench.

iv
Índice
Agradecimentos .........................................................................................................................................i
Resumo .................................................................................................................................................... ii
Palavras-chave ......................................................................................................................................... ii
Abstract.................................................................................................................................................... iii
Keywords ................................................................................................................................................. iii
Índice ....................................................................................................................................................... iv
Índice de Figuras .................................................................................................................................... vii
Índice de Tabelas .................................................................................................................................... xi
Lista de Abreviaturas .............................................................................................................................. xii
Lista de Símbolos .................................................................................................................................. xiii
1 Introdução ...................................................................................................................................... 1
1.1 Formulação do Problema e Objectivos ..................................................................................... 1
1.2 Estrutura da Dissertação .......................................................................................................... 2
2 O Intercooler ................................................................................................................................... 4
3 Caracterização dos Materiais ....................................................................................................... 9
3.1 Polímeros .................................................................................................................................. 9
3.1.1 Influência do Teor de Fibras .............................................................................................. 13
3.1.2 O Polímero das Caixas de Entrada e de Saída de Ar (PA6+PA66) ................................. 13
3.1.3 Caracterização Mecânica do Polímero PA6+PA66 ........................................................... 14
3.2 Alumínio .................................................................................................................................. 19
3.2.1 O Processo de Brasagem na Construção dos Ninhos ...................................................... 21
3.2.2 O Alumínio dos Tubos, Alhetes e Lados (AA3003/AA4343) ............................................. 23
3.2.3 Caracterização Mecânica do Alumínio do AA3003/AA4343 ............................................. 24
3.2.4 Leis de Caracterização dos Materiais ............................................................................... 28

v
3.2.4.1 Lei de Voce ................................................................................................................ 28
3.2.4.2 Lei de Ramberg-Osgood ........................................................................................... 30
3.2.4.3 Programa Computacional para Caracterização do Material ..................................... 32
3.2.4.3.1 Matlaw ................................................................................................................... 32
3.2.5 Resultados das Aproximações Teóricas ........................................................................... 33
4 Análise Numérica e Simulação Computacional ....................................................................... 37
4.1 Método dos Elementos Finitos ................................................................................................ 37
4.2 Software de Análise ................................................................................................................ 39
4.2.1 Tipo de Análise .................................................................................................................. 39
4.3 Modelos de Caracterização Mecânica dos Materiais ............................................................. 41
4.3.1 Polímero (PA6+PA66) ....................................................................................................... 41
4.3.2 Caracterização Computacional do Alumínio (AA3003/AA4343 e Hogal3551/AA4045) .... 42
4.4 Processo de Geração da Malha e Elementos ........................................................................ 44
4.5 Condições de Fronteira, Cargas e Contactos ......................................................................... 48
4.6 Resultados e Discussão ......................................................................................................... 50
4.6.1 Intercooler Sujeito a Solicitações de Tracção ................................................................... 50
4.6.1.1 Estado de Deformação na Caixa para um Deslocamento de 0,2mm ....................... 51
4.6.1.2 Estado de Deformação na Caixa para um Deslocamento de 0,7mm ....................... 52
4.6.1.3 Estado de Deformação no Conjunto de Tubos e na Chapa Testa para um
Deslocamento de 0,7 mm ......................................................................................... 54
4.6.1.4 Estado de Deformação na Caixa para um Deslocamento de 1,2 mm ...................... 55
4.6.1.5 Estado de Deformação no Conjunto de Tubos e na Chapa Testa para um
Deslocamento de 1,2 mm ......................................................................................... 57
4.6.1.6 Evolução da Força ..................................................................................................... 59
5 Banco de Ensaios ........................................................................................................................ 60
5.1 Equipamento Disponível ......................................................................................................... 60
5.2 Solução Projectada ................................................................................................................. 62
5.2.1 Medição de Força e Deslocamento ................................................................................... 64
6 Conclusões e Proposta de Trabalho Futuro ............................................................................. 67
6.1 Conclusões ............................................................................................................................. 67
6.2 Propostas de Trabalho Futuro ................................................................................................ 68
7 Referencias Bibliográficas .......................................................................................................... 69

vi
Anexo A ................................................................................................................................................. 71
Anexo B ................................................................................................................................................. 72
vii
Índice de Figuras
Figura 1.1 Esquema dos objectivos do presente trabalho. ..................................................................... 2
Figura 2.1 Esquema de circulação de ar num motor térmico com turbocompressor e intercooler [2]. .. 5
Figura 2.2 O intercooler e os seus constituintes. a) Intercooler e b) Intercooler perspectiva explodida;
de acordo com a vista explodida 1) Caixa de entrada e de saída 2) Junta de vedação 3) chapa testa
4) lado 5) tubos. ....................................................................................................................................... 6
Figura 2.3 Posição simétrica dos intercoolers junto do motor [4]. .......................................................... 7
Figura 2.4 Posição do intercooler e das condutas de ar no veículo [5]. ................................................. 7
Figura 2.5 Fotografia real dos pinos e sua localização nas caixas. ........................................................ 8
Figura 2.6 Pormenor de um pino de fixação do intercooler ao chassi. ................................................... 8
Figura 3.1 Primeira bola de bilhar feita em material polimérico sintético – a celulóide [6]. .................. 10
Figura 3.2 Classificação dos polímeros quanto à sua origem. ............................................................. 10
Figura 3.3 Classificação dos termoplásticos quanto ao seu uso. ......................................................... 11
Figura 3.4 Classificação dos polímeros quanto à sua constituição. ..................................................... 12
Figura 3.5 a) Polímero amorfo; b) Polímero semi-cristalino. ................................................................. 12
Figura 3.6 a) Fibras com orientação uniforme; b) Fibras com orientação aleatória. ............................ 13
Figura 3.7 Curvas de tensão-extensão nominal obtidas para o EMS-Grivory® Grilon TSG 30/4W para
quatro velocidades de ensaio diferentes. .............................................................................................. 16
Figura 3.8 Determinação do Módulo de elasticidade através do ajuste de uma recta pelo método da
regressão linear, no intervalo de extensão (0.0005 a 0.0025) - Provete 13. ........................................ 16
Figura 3.9 Módulo de elasticidade em função da velocidade de ensaio. ............................................. 18
Figura 3.10 Energia de fractura em função da velocidade de ensaio. .................................................. 18
Figura 3.11 Tensão de rotura em função da velocidade de ensaio. ..................................................... 18
Figura 3.12 Extensão de rotura em função da velocidade de ensaio. .................................................. 18
viii
Figura 3.13 Classificação dos tipos de liga de alumínio, seus principais constituintes e indicação das
ligas tratáveis termicamente [9]. ............................................................................................................ 21
Figura 3.14 Correspondência entre molhagem (em cima) e capilaridade (em baixo) [12]. .................. 22
Figura 3.15 Perfil de temperatura de brasagem de um ninho de intercooler em forno [13]. ................ 22
Figura 3.16 Aspecto final de uma ligação tubo-alhete. ......................................................................... 23
Figura 3.17 Representação esquemática das chapas de alumínio usadas no fabrico do intercooler. 24
Figura 3.18 Curvas de tensão-extensão nominal obtidas para a liga de alumínio AA3003 com clad
AA4343 para três condições de estado diferentes. .............................................................................. 25
Figura 3.19 Módulo de elasticidade em função da condição de estado. .............................................. 27
Figura 3.20 Energia de deformação em função da condição de estado. ............................................. 27
Figura 3.21 Extensão de rotura em função da condição de estado. .................................................... 27
Figura 3.22 Tensão de rotura em função da condição de estado......................................................... 27
Figura 3.23 Tensão cedência (0,2%) em função da condição de estado. ............................................ 27
Figura 3.24 Representação esquemática da lei de Voce. .................................................................... 29
Figura 3.25 Representação gráfica da lei de Ramberg-Osgood........................................................... 31
Figura 3.26 Estrutura do programa de cálculo Matlaw. ........................................................................ 32
Figura 3.27 Conteúdo do ficheiro de entrada do programa Matlaw. ..................................................... 32
Figura 3.28 Conteúdo dos ficheiros de saída do programa Matlaw. .................................................... 33
Figura 3.29 Gráfico de tensão-extensão verdadeira do alumínio não brasado e resultado das
aproximações teóricas da lei de Voce e de Ramberg-Osgood. ............................................................ 35
Figura 3.30 Gráfico de tensão-extensão verdadeira do alumínio com um dia após brasagem e
resultado das aproximações teóricas da lei de Voce e de Ramberg-Osgood. ..................................... 35
Figura 3.31 Gráfico de tensão-extensão verdadeira do alumínio com um mês após brasagem e
resultado das aproximações teóricas da lei de Voce e de Ramberg-Osgood. ..................................... 36
Figura 4.1 Bloco de células para uma análise estrutural estática. ........................................................ 40
Figura 4.2 Gráfico com a representação elástica e plástica do polímero a inserir no programa de
simulação............................................................................................................................................... 42
Figura 4.3 Gráfico com a representação elástica e plástica das ligas de alumínio a inserir no programa
de simulação. ........................................................................................................................................ 43
Figura 4.4 Formas dos elementos de malha lineares. a) Tetraédrica; b) Prismática; c) Hexaédrica. .. 44
ix
Figura 4.5 Pormenor da malha gerada no modelo. .............................................................................. 45
Figura 4.6 Ângulos considerados no cálculo da distorção do elemento (skewness)............................ 46
Figura 4.7 Vectores considerados no cálculo da qualidade ortogonal (Orthogonal Quality). ............... 46
Figura 4.8 Qualidade da malha do modelo. Distorção dos elementos (cima); Qualidade ortogonal
(meio); razão de aspecto (baixo). .......................................................................................................... 47
Figura 4.9 Modelo do intercooler de análise após exclusão de uma das caixas, uma chapa testa,
lados, juntas de vedação e alhetes. ...................................................................................................... 48
Figura 4.10 Representação das condições de fronteira do modelo. a) Nos tubos b) Nos pinos.......... 49
Figura 4.11 Identificação das zonas de contacto no modelo (vista em corte). ..................................... 49
Figura 4.12 Distribuição de deformação na caixa para um deslocamento de 0.2 mm. a) Tensão
efectiva na caixa, b) Pormenor do pino 1 com distribuição da extensão efectiva. ............................... 51
Figura 4.13 Representação gráfica da tensão efectiva e da extensão efectiva máximas nos pinos 1, 2
e 3 da caixa para um deslocamento no modelo de 0,2 mm. ................................................................ 52
Figura 4.14 Distribuição de deformação na caixa para um deslocamento de 0.7 mm. a) Tensão
efectiva na caixa. B) Pormenor do pino 1 com distribuição da extensão efectiva. ............................... 53
Figura 4.15 Representação gráfica da tensão efectiva e da extensão efectiva máximas nos pinos 1, 2
e 3 da caixa para um deslocamento no modelo de 0,7 mm. ................................................................ 53
Figura 4.16 Distribuição de deformação na chapa testa para um deslocamento de 0.7 mm. a) Tensão
efectiva na chapa testa, B) Extensão efectiva ampliada na zona de máximo. ..................................... 54
Figura 4.17 Distribuição de deformação nos tubos para um deslocamento de 0.7 mm. a) Tensão
efectiva nos tubos. B) Extensão efectiva ampliada na zona de máximo. ............................................. 55
Figura 4.18 Distribuição de deformação na caixa para um deslocamento de 1.2 mm. a) Tensão
efectiva na caixa, B) Pormenor do pino 1 com distribuição da extensão efectiva. ............................... 56
Figura 4.19 Representação gráfica da tensão e da extensão máximas no pino 1, pino 2 e no pino 3 da
caixa para um histórico de deslocamento no modelo de 1,2 mm. ........................................................ 57
Figura 4.20 Distribuição de deformação na chapa testa para um deslocamento de 1.2 mm. a) Tensão
efectiva na chapa testa. b) Extensão efectiva ampliada na zona de máximo. ..................................... 58
Figura 4.21 Distribuição de deformação nos tubos para um deslocamento de 1.2 mm. a) Tensão
efectiva nos tubos. B) Extensão efectiva ampliada na zona de máximo. ............................................. 58
Figura 4.22 Gráfico de força vs deslocamento do modelo. ................................................................... 59

x
Figura 5.1 Fotografia real da prensa hidráulica Mega modelo KPD–50. .............................................. 61
Figura 5.2 Propriedades da prensa hidráulica [24]. .............................................................................. 61
Figura 5.3 Solução projectada para solicitação a do intercooler em tracção; a) Vista global; b)
Pormenor do mecanismo de tracção. ................................................................................................... 62
Figura 5.4 Pormenor da solução projectada para solicitação do intercooler em tracção; a) Fixação
inferior do intercooler; b) Fixação superior do intercooler; c) vista lateral do mecanismo de tracção. . 63
Figura 5.5 Hardware de aquisição de dados, Spider8. ......................................................................... 64
Figura 5.6 Célula de carga e respectivo sistema de fixação. ................................................................ 65
Figura 5.7 Exemplo de um transdutor de deslocamento. ..................................................................... 66

xi
Índice de Tabelas
Tabela 2.1 Materiais presentes no Intercooler. ....................................................................................... 6
Tabela 3.1 Velocidades de teste recomendadas pela norma BS EN ISO 527 (Plastics – Determination
of tensile proprieties) [8]. ....................................................................................................................... 15
Tabela 3.2 Valores das propriedades mecânicas obtidas na caracterização mecânica do polímero
EMS-Grivory® Grilon TSG 30/4W. ........................................................................................................ 17
Tabela 3.3 Valores das propriedades mecânicas obtidas na caracterização mecânica do alumínio
AA3003 com clad AA4343..................................................................................................................... 26
Tabela 3.4 Valores das constantes da lei de Voce com 4 variáveis. .................................................... 34
Tabela 3.5 Valores das constantes da lei de Voce com 3 variáveis. .................................................... 34
Tabela 3.6 Valores das constantes da lei de Ramberg-Osgood. ......................................................... 34
Tabela 4.1 Análise linear vs. não linear. ............................................................................................... 38
Tabela 4.2 Constantes da Lei de Voce para o alumínio Hogal3551/AA4045 [16]. ............................... 43
Tabela 4.3 Número de elementos e de nós por componente do modelo. ............................................ 45
Tabela 5.1 Propriedades da célula de carga......................................................................................... 65
xii
Lista de Abreviaturas
JDeus – João de Deus & Filhos, S.A.
IST – Instituto Superior Técnico (Técnico Lisboa).
ACTMGI – Área Científica de Tecnologia Mecânica e Gestão Industrial
DEM – Departamento de Engenharia Mecânica.
ISO – International Organization for standardization.
DIN – Deutsches Institute fûr Normung.
BSI – British Standards Institution. ASTM – American Society for Testing and Materials.
MISO – Multilinear Isotropic.
MEF – Método dos Elementos Finitos (FEM – Finite Element Method).
xiii
Lista de Símbolos
V – Volume
P – Pressão
R – constante universal dos gases perfeitos
T – Temperatura
– Tensão nominal
F – Força
A0 – Área inicial
e – Extensão nominal
l – comprimento instantâneo
A – Área instantânea
l0 – Comprimento inicial
– Tensão verdadeira
- Extensão verdadeira
E – Módulo de elasticidade (ou Módulo de Young)
UT – Energia de fractura por unidade de volume
Rsat ; R0 ; 0 ; b – Constantes da lei de Voce
α ; m – Constantes da lei de Rambeg-Osgood
R2 – R-Square

1
1 Introdução
1.1 Formulação do Problema e Objectivos
Este trabalho resulta da necessidade que a empresa JDeus® tem em conhecer a resistência estrutural
do intercooler aplicado no automóvel Porsche 997. Juntando esta necessidade com o propósito de
oferecer a alunos finalistas um caso prático para aplicação dos seus conhecimentos, nasce a
cooperação entre a empresa JDeus® e a Área Científica de Tecnologia Mecânica e Gestão Industrial
(ACTMGI) do Departamento de Engenharia Mecânica (DEM) do Instituto Superior Técnico (IST).
Um intercooler e, consequentemente os seus apoios, durante o funcionamento sofre, além dos ciclos
de pressão interna, esforços mecânicos com origem na oscilação da carroçaria motivada por
travagens, acelerações, cargas G´s em curva, estado do pavimento, etc. Ciente dos problemas que
daqui advêm, a empresa pretende avaliar as solicitações que promovem a destruição deste
componente, designadamente encontrar uma forma de testar os seus intercoolers num banco de
ensaios onde seja possível solicitar os intercoolers até à fractura, registando em simultâneo a força e
o deslocamento do ensaio. De facto, com este tipo de ensaio é possível avaliar de uma forma mais
detalhada a resposta mecânica do intercooler quando solicitado mecanicamente, podendo
observarem-se as zonas de união dos diversos constituintes e o comportamento dos materiais que os
compõem.
Neste contexto, o presente trabalho inicia-se com uma revisão bibliográfica relativa ao intercooler,
abordando a sua necessidade, características e envolvente. Será depois aprofundado ao estudo dos
diferentes materiais que o constituem, de modo a que as suas propriedades mecânicas sejam
completamente conhecidas. Esta caracterização será efectuada através de ensaios normalizados de
tracção uniaxial. Feita esta primeira abordagem, o intercooler será analisado usando dois caminhos
distintos: o experimental com o projecto e fabrico de um banco de ensaios, e um teórico com o
recurso ao método dos elementos finitos (MEF). No final do trabalho os resultados obtidos por ambos
os métodos serão confrontados, de modo a validar a utilização do modelo numérico para o estudo do
comportamento do intercooler a solicitações mais complexas e geralmente mais difíceis de reproduzir
experimentalmente. Esta metodologia encontra-se resumida no organigrama da figura 1.1.

2
Resta acrescentar, que para efectuar os registos da força e do deslocamento durante os ensaios
experimentais do intercooler, o banco de ensaios será instrumentado com uma célula de carga para
medir os valores de força e um transdutor de deslocamento. Os valores de força e deslocamento
serão lidos por um sistema de aquisição de dados usado na empresa, o spider8®, passando-os para
formato digital por intermédio de um software, o catman®. Relativamente à simulação numérica, o
programa escolhido foi o Ansys V14.5, um programa largamente usado neste tipo de análises e
também, por ser habitualmente usado na empresa.
Embora um intercooler esteja durante o seu funcionamento sujeito a diversos modos de deformação
mais ou menos complexos, o foco deste trabalho baseia-se essencialmente num modo de
deformação simples, a tracção. Este modo de deformação poderá posteriormente ser a base para
análises mais complexas ao intercooler.
1.2 Estrutura da Dissertação
A presente dissertação está dividida em 6 capítulos, incluindo o presente. Neste capítulo apresenta-
se o problema e definem-se os objectivos da dissertação, assim como o modo como irá ser
estruturada.
No capítulo seguinte, o capítulo 2, será feita uma breve apresentação do objecto de estudo desta
dissertação, o intercooler, revelando as suas funcionalidades, descrevendo os elementos que o
constituem e respectivos materiais, bem como o modo como o intercooler se encontra fixado ao
chassi do automóvel.
Iguais
Extrapolar para outras solicitações
Comparação dos resultados obtidos
Simulação numérica
através do MEF
Ensaios de destruição
no Banco de Ensaios
Diferentes
Figura 1.1 Esquema dos objectivos do presente trabalho.

3
O capítulo 3 está dedicado ao estudo das características mecânicas dos materiais que constituem o
intercooler e que são fundamentais para a análise que se pretende fazer, nomeadamente o polímero
e o alumínio. No caso do polímero, é estudada a influência da velocidade de deformação no
respectivo comportamento mecânico, enquanto no caso do alumínio é analisado o efeito da
brasagem no seu comportamento mecânico.
No capítulo 4, é apresentado o método dos elementos finitos, o qual permitirá simular os esforços no
intercooler, obtendo assim valores de tensão, extensão, forças, etc. Este capítulo está directamente
relacionado com o anterior uma vez que os dados obtidos na caracterização dos materiais são
fundamentais para a qualidade da solução numérica.
O capítulo 5 destina-se a apresentar o projecto do banco de ensaios, cuja concepção teve em conta
a sua adaptação a uma prensa disponível na empresa JDeus®.
Por fim, o capítulo 6 está dedicado à apresentação das conclusões decorrentes do trabalho
desenvolvido, assim como à apresentação de propostas para trabalhos futuros.
4
2 O Intercooler
Com os objectivos de aumentar a potência produzida por um motor de combustão interna e diminuir o
seu consumo de combustível, varias personalidades têm-se destacado na história. Gottlieb Daimler e
Rudolf Diesel, no séc. XIX, idealizaram a compressão do ar dentro dos cilindros, mais tarde, no
seculo XX, o engenheiro Suíço Alfred Büchi conseguiu um ganho de cerca de 40% com a
compressão do ar através do aproveitamento dos gases de escape, através de um turbocompressor
[1]. O princípio de funcionamento de um turbocompressor é o de aumentar a quantidade de ar que
está dentro dos cilindros do motor no momento da explosão, para tal, é necessário uma turbina que
force o ar a entrar dentro dos mesmos. Essa turbina é accionada por uma outra turbina acoplada no
mesmo veio que é accionada pela energia dos gases de escape. Existem situações, menos comuns,
em que a turbina que impulsiona o ar é accionada pelo próprio motor através de uma correia,
denominando-se de compressor mecânico.
O ar de admissão sofre um aumento de densidade ao ser comprimido na ordem dos 100%. Contudo,
o aumento de temperatura associado não é benéfico, entre outras razões, a uma eficiente queima de
combustível. Ao introduzir, neste circuito, um permutador de calor, não só aumenta-se a pressão
(usualmente em mais 40%) como se baixa a temperatura para valores que são mais indicados a uma
correcta queima do combustível e mais eficiente combustão.
O permutador de calor é colocado entre o turbocompressor e os cilindros, figura 2.1. O intercooler
(IC) é um permutador de calor de correntes cruzadas (ar-ar ou ar-agua) que arrefece o ar instantes
antes comprimido. A figura 2.1 mostra o esquema de circulação de ar num motor térmico com o
intercooler assinalado pela posição 3.
5
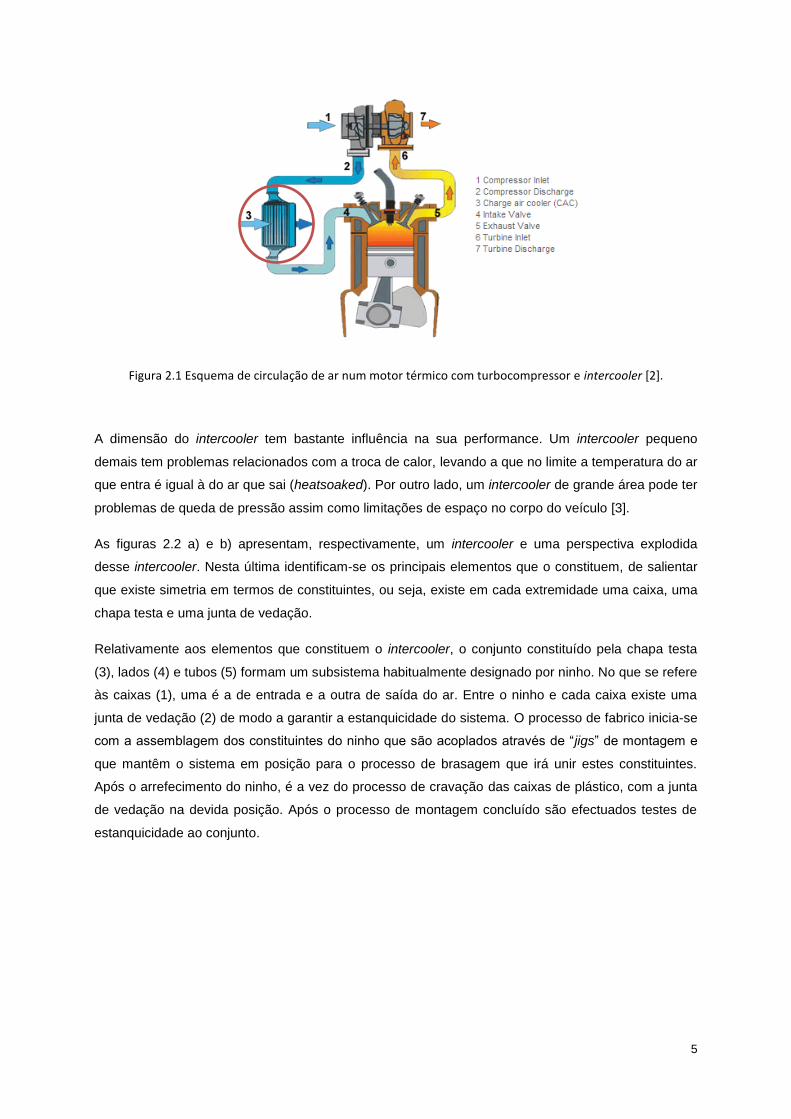
Figura 2.1 Esquema de circulação de ar num motor térmico com turbocompressor e intercooler [2].
A dimensão do intercooler tem bastante influência na sua performance. Um intercooler pequeno
demais tem problemas relacionados com a troca de calor, levando a que no limite a temperatura do ar
que entra é igual à do ar que sai (heatsoaked). Por outro lado, um intercooler de grande área pode ter
problemas de queda de pressão assim como limitações de espaço no corpo do veículo [3].
As figuras 2.2 a) e b) apresentam, respectivamente, um intercooler e uma perspectiva explodida
desse intercooler. Nesta última identificam-se os principais elementos que o constituem, de salientar
que existe simetria em termos de constituintes, ou seja, existe em cada extremidade uma caixa, uma
chapa testa e uma junta de vedação.
Relativamente aos elementos que constituem o intercooler, o conjunto constituído pela chapa testa
(3), lados (4) e tubos (5) formam um subsistema habitualmente designado por ninho. No que se refere
às caixas (1), uma é a de entrada e a outra de saída do ar. Entre o ninho e cada caixa existe uma
junta de vedação (2) de modo a garantir a estanquicidade do sistema. O processo de fabrico inicia-se
com a assemblagem dos constituintes do ninho que são acoplados através de “jigs” de montagem e
que mantêm o sistema em posição para o processo de brasagem que irá unir estes constituintes.
Após o arrefecimento do ninho, é a vez do processo de cravação das caixas de plástico, com a junta
de vedação na devida posição. Após o processo de montagem concluído são efectuados testes de
estanquicidade ao conjunto.

6
Figura 2.2 O intercooler e os seus constituintes. a) Intercooler e b) Intercooler perspectiva explodida; de acordo com a vista explodida 1) Caixa de entrada e de saída 2) Junta de vedação 3) chapa testa 4) lado 5) tubos.
Os materiais que constituem o intercooler, restringem-se a duas grandes famílias, a família dos
polímeros à qual pertencem o termoplástico das caixas e o elastómero das juntas de vedação que
apresenta comportamento muito diferente do termoplástico e à família dos metais não ferrosos a que
pertence o alumínio presente no ninho. Na tabela 2.1 apresentam-se os materiais usados no fabrico
de cada um dos componentes, identificados quer pela designação do componente quer pelo índice de
identificação usado na figura 2.2.
Índice (figura 2.2) Componente Material
1 Caixa entrada e de saída PA6+PA66
2 Juntas de vedação Borracha AEM
3 Chapas testa Núcleo em Hogal 3551 e clad AA4045
4-5 Tubos, alhetes e lados Núcleo em AA3003 e clad AA4343
Tabela 2.1 Materiais presentes no Intercooler.
4) 5) 2) 3) 1)
a) b)
7
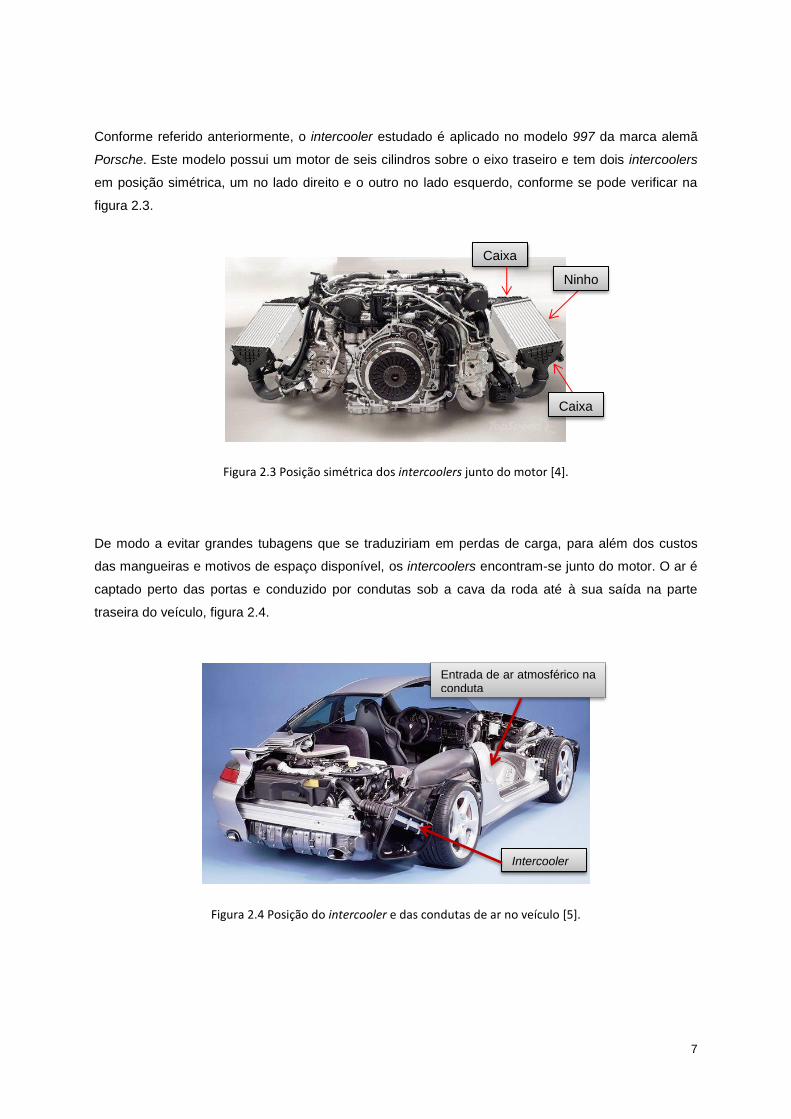
Conforme referido anteriormente, o intercooler estudado é aplicado no modelo 997 da marca alemã
Porsche. Este modelo possui um motor de seis cilindros sobre o eixo traseiro e tem dois intercoolers
em posição simétrica, um no lado direito e o outro no lado esquerdo, conforme se pode verificar na
figura 2.3.
Figura 2.3 Posição simétrica dos intercoolers junto do motor [4].
De modo a evitar grandes tubagens que se traduziriam em perdas de carga, para além dos custos
das mangueiras e motivos de espaço disponível, os intercoolers encontram-se junto do motor. O ar é
captado perto das portas e conduzido por condutas sob a cava da roda até à sua saída na parte
traseira do veículo, figura 2.4.
Figura 2.4 Posição do intercooler e das condutas de ar no veículo [5].
Ninho
Caixa
Intercooler
Caixa
Entrada de ar atmosférico na conduta

8
A fixação do intercooler ao chassi do automóvel efectua-se directamente através de seis pinos, três
na caixa de saída e outros três na caixa de entrada, e indirectamente através das tubagens de
circulação do ar interior.
Os referidos pinos são fixos a uma estrutura metálica que assegura o bom posicionamento do
intercooler no veículo. A figura 2.5 mostra a localização dos pinos de fixação nas caixas.
Figura 2.5 Fotografia real dos pinos e sua localização nas caixas.
A figura 2.6 mostra pormenorizadamente um dos seis pinos referidos anteriormente. Como se pode
observar o eixo do pino de fixação não se encontra orientado com a vertical, ou por outras palavras
com o eixo do ninho, este aspecto é comum aos restantes pinos. Esta configuração origina um
momento de força quando os pinos são traccionados segundo o eixo vertical do ninho.
Figura 2.6 Pormenor de um pino de fixação do intercooler ao chassi.
9
3 Caracterização dos Materiais
É imprescindível conhecer detalhadamente o comportamento mecânico dos materiais que constituem
o intercooler de modo a que seja possível interpretar as deformações resultantes das solicitações
aplicadas, especialmente quando o conjunto é constituído por vários elementos fabricados com
diferentes materiais e com comportamentos mecânicos distintos. Esta necessidade é tão válida para
a simulação numérica, como para os ensaios de destruição a realizar no banco de ensaios. Desta
forma, este capítulo é focado na caracterização das propriedades mecânicas dos materiais presentes
no intercooler, sendo os resultados usados no capítulo 4, onde se apresenta a simulação numérica do
intercooler.
Para a caracterização mecânica destes materiais, nomeadamente o polímero e o alumínio, recorre-se
a ensaios normalizados de tracção. Estes ensaios foram efectuados seguindo a norma BS EN ISO
527 (Plastics – Determination of tensile proprieties) para o polímero e a norma ASTM E8-83
(Standard methods of Tension Testing of Metallic Materials) para o caso do alumínio.
Tendo por objectivo reproduzir a simulação numérica com a maior fidelidade possível, a
caracterização mecânica do polímero é realizada analisando a influência da velocidade de
deformação no comportamento mecânico do polímero, uma vez que durante o seu funcionamento, a
caixa do intercooler experimenta diferentes velocidades de solicitação. No caso do alumínio será
estudada a influência que a brasagem e o tempo decorrido após a mesma tem nas propriedades do
material, concretamente para verificar a existência de potencial de encruamento/amaciamento na liga
de alumínio, tendo sido, para o efeito, ensaiados provetes antes da brasagem, um dia após a
brasagem e um mês decorrida a brasagem.
3.1 Polímeros
Os polímeros têm vindo a ser largamente usados pela humanidade desde a antiguidade com o uso
de borrachas naturais. No entanto, só no seculo XIX, a indústria dos polímeros teve um grande
desenvolvimento com o contributo de vários cientistas que proporcionaram o aparecimento dos
polímeros sintéticos. Em 1868, John Wesley Hyatt com o intuito de substituir as bolas de bilhar feitas
em marfim, misturou dois reagentes formando um novo material totalmente diferente dos já existentes
10
passando-se a denominar celulóide, figura 3.1 [6]. Desde então este material e outros emergentes
evoluíram até aos que conhecemos na actualidade.
Figura 3.1 Primeira bola de bilhar feita em material polimérico sintético – a celulóide [6].
Com o desenvolvimento da indústria dos polímeros, muitos materiais têm vindo a ser gradualmente
substituídos de forma eficaz por estes, em consequência da sua versatilidade, menor custo e
facilidade de processamento. A sua abrangente aplicabilidade inclui um vasto leque de indústrias,
entre as quais se posiciona a indústria automóvel como uma das mais importantes.
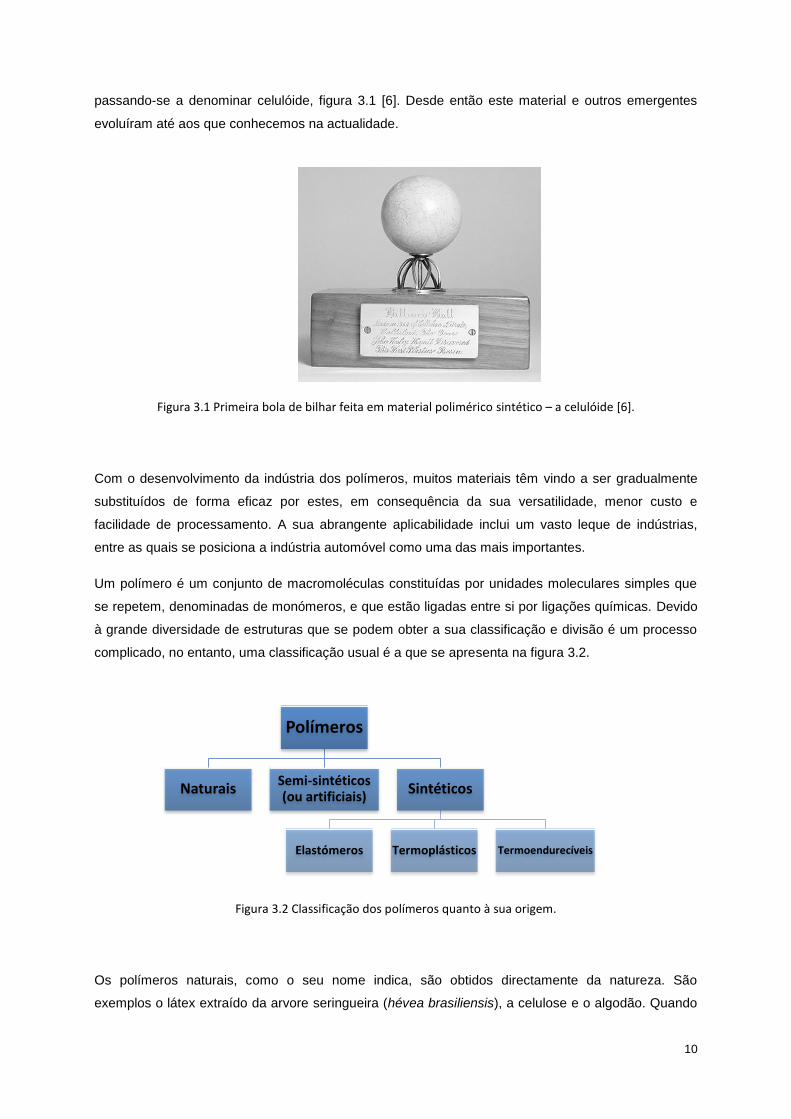
Um polímero é um conjunto de macromoléculas constituídas por unidades moleculares simples que
se repetem, denominadas de monómeros, e que estão ligadas entre si por ligações químicas. Devido
à grande diversidade de estruturas que se podem obter a sua classificação e divisão é um processo
complicado, no entanto, uma classificação usual é a que se apresenta na figura 3.2.
Figura 3.2 Classificação dos polímeros quanto à sua origem.
Os polímeros naturais, como o seu nome indica, são obtidos directamente da natureza. São
exemplos o látex extraído da arvore seringueira (hévea brasiliensis), a celulose e o algodão. Quando
Polímeros
Naturais Semi-sintéticos (ou artificiais)
Sintéticos
Elastómeros Termoplásticos Termoendurecíveis

11
os polímeros naturais são alvo de processos que alteram as suas características originais, passam a
chamar-se de polímeros semi-sintéticos, nesta família incluem-se o nitrato de celulose e a caseína.
Por fim, os polímeros sintéticos são produtos obtidos unicamente por processos químicos. Este grupo
pode ser ainda dividido em elastómeros, termoplásticos e termoendurecíveis.
Relativamente aos polímeros termoplásticos, estes suportam vários ciclos térmicos (fusão e
solidificação) sem perda significativa das suas propriedades, este facto permite que a sua reciclagem
seja possível. Existem duas grandes famílias de termoplásticos, os de baixo custo e elevado
consumo denominados de termoplásticos comerciais ou de uso corrente e os de elevado custo e
baixo consumo, os termoplásticos de engenharia, figura 3.3.
Figura 3.3 Classificação dos termoplásticos quanto ao seu uso.
Os polímeros termoendurecíveis apenas suportam um ciclo térmico pois sofrem um processo químico
de cura que origina ligações cruzadas permanentes. Desta forma pode-se afirmar que a sua
reciclagem é inexistente.
Por fim, os elastómeros possuem um poder de elasticidade elevado devido às suas longas cadeias
enroladas e torcidas entre si permitindo a sua recuperação quase total.
Relativamente à sua constituição, um polímero pode ser homopolímero se os seus monómeros forem
todos de uma só espécie, ou copolímero caso haja dois tipos de monómeros na sua constituição. Os
homopolímeros podem ainda ser divididos em lineares e ramificados e, por sua vez os copolímeros
em aleatórios, alternados, reticulados e grafitizados. Os polímeros podem ainda ser constituídos por
mais de duas espécies de monómeros designando-se por terpolímero, é exemplo disso o acrilonitrilo-
butadieno-estireno (ABS). Na figura 3.4 os polímeros são classificados quanto à sua constituição.
Termoplásticos
Engenharia Comerciais (ou uso
corrente)
12
Figura 3.4 Classificação dos polímeros quanto à sua constituição.
O grau de polimerização é o termo dado ao número de monómeros que constituem o polímero, no
entanto este valor não é exacto devido à dificuldade de lhe atribuir um número exacto de unidades. A
massa molecular relativa do polímero é obtida multiplicando o grau de polimerização pela massa
molecular relativa da unidade repetitiva.
O processo de arrefecimento de um termoplástico a partir do seu estado líquido pode originar zonas
onde as cadeias se encontram bem orientadas, sendo denominado de polímero semi-cristalino.
Quanto mais cristalino for o polímero, maior será a sua densidade e a sua resistência mecânica. A
figura 3.5 a) mostra a estrutura de um polímero completamente amorfo enquanto a figura 3.5 b) a
estrutura de um polímero semi-cristalino.
Figura 3.5 a) Polímero amorfo; b) Polímero semi-cristalino.
Os plásticos, denominação corrente para os polímeros sintéticos, são produzidos a partir de matérias-
primas tais como o petróleo, o gás natural e o carvão. Após o processo de polimerização são
embalados em peletes, granulados, pós ou em líquido.
Monómero
Polímero
Homopolímero
Linear Ramificado
Terpolímero Copolímero
Alternado Reticulado Grafitizado
a) b)

13
3.1.1 Influência do Teor de Fibras
Usualmente adicionam-se materiais de reforço com o objectivo de melhorar o comportamento
mecânico e químico do polímero inicial. Destes materiais destacam-se as fibras de carbono sob a
forma de grafite e as fibras de vidro.
Os pellets de material plástico são fornecidos já contendo uma percentagem de fibra de vidro, que
varia usualmente entre os 25% e os 50%. A inclusão de fibras de vidro para reforço é bastante
comum nestes plásticos, pois apresenta um excelente balanceamento entre o custo adicional e o
aumento de rigidez mecânica. A orientação final das fibras dentro da peça é maioritariamente
aleatória, figura 3.6 b), ficando desta forma o compósito com um comportamento aproximadamente
isotrópico.
A densidade final do compósito, o seu custo final e a sua estabilidade dimensional dependem
também de uma boa escolha dos parâmetros das fibras.
Figura 3.6 a) Fibras com orientação uniforme; b) Fibras com orientação aleatória.
3.1.2 O Polímero das Caixas de Entrada e de Saída de Ar (PA6+PA66)
O polímero usado no fabrico das caixas do intercooler é um termoplástico de engenharia denominado
Grilon TSG 30/4 desenvolvido e comercializado pela empresa EMS Grivory®.
É uma liga constituída por poliamida 6 (PA 6) e poliamida 66 (PA 66), tratando-se portanto de um
copolímero. A poliamida é também vulgarmente conhecida por nylon. A esta liga é ainda adicionada
30% de fibra de vidro, a qual lhe confere uma melhoria das suas propriedades. Das propriedades
apontadas pelo fabricante destacam-se a [7]:
Elevada resistência e rigidez
Elevada resistência ao impacto
Elevada temperatura de deflexão térmica
Boa resistência à abrasão e fricção
Processamento fácil e económico
Bom acabamento superficial
a) b)

14
Este produto é fornecido seco e em forma de pelete, adquirindo a forma final por um processo de
injecção. A sua matriz final é a de um plástico semi-cristalino.
3.1.3 Caracterização Mecânica do Polímero PA6+PA66
A norma utilizada neste trabalho para a determinação das propriedades mecânicas do polímero
estudado foi a norma BS EN ISO 527 (Plastics – Determination of tensile proprieties) [8]. Esta norma
é dividida em seis partes:
Part 0: Introduction
Part 1: General principles
Part 2: Test conditions for moulding and extrusion plastics
Part 3: Test conditions for films and sheets
Part 4: Test conditions for isotropic and orthotropic fibre-reinforced composites
Part 5: Test conditions for unidirectional fibre-reinforced plastic composites
O primeiro capítulo, ou parte 0, consiste numa pequena introdução à norma onde é explicado o
aparecimento da mesma e a sua aplicabilidade, a parte 1 corresponde a todo o procedimento geral
de preparação e obtenção de resultados da norma e serve como base para as restantes partes, que
apenas fazem pequenas modificações e explicações detalhadas para o tipo de material em questão.
Os materiais susceptíveis à aplicação desta norma são os que estão indicados na seguinte lista,
desta norma excluem-se os materiais celulares rígidos e estruturas sandwich.
Termoplásticos obtidos por extrusão e moldagem rígidos e semi-rígidos
Termoendurecíveis obtidos por moldagem rígidos e semi-rígidos
Termoendurecíveis e termoplásticos reforçados com fibras direccionadas e não
direccionadas.
Polímeros termotrópicos de cristal líquido
Os provetes podem ser produzidos por maquinagem, moldados ou punçados. Estes devem ser
traccionados ao longo do seu maior eixo até um determinado valor ou até à sua completa fractura a
uma velocidade padrão constante, tabela 3.1. A norma aconselha a que um mínimo de cinco provetes
seja testado. As dimensões dos provetes podem ser encontradas no anexo B.

15
Tabela 3.1 Velocidades de teste recomendadas pela norma BS EN ISO 527 (Plastics – Determination of tensile proprieties) [8].
Os ensaios de tracção foram realizados no laboratório de tecnologia mecânica do Instituto Superior
Técnico em Janeiro de 2014, numa máquina de ensaios Instron 5966 com capacidade máxima de
força de 10KN e cujas principais características se encontram descritas no anexo A.
Os provetes em conformidade com a referida norma foram cedidos pela empresa JDeus® embalados
em atmosfera protectora. Relativamente às condições de ensaio, estes foram realizados à
temperatura ambiente para quatro velocidades de ensaio diferentes: 2, 10, 50 e 100 mm/min.
A opção de se ensaiar o polímero a diferentes velocidades deve-se ao facto dos polímeros
apresentarem um comportamento ligeiramente viscoelástico e, na verdade, durante o seu
funcionamento, a caixa do intercooler experimentar igualmente diferentes velocidades de solicitação.
De facto, esta diferença no comportamento mecânico foi observada nos ensaios, conforme se pode
constatar nas curvas tensão nominal-extensão nominal que se apresentam na figura 3.7 para as
quatro velocidades de ensaio.
16
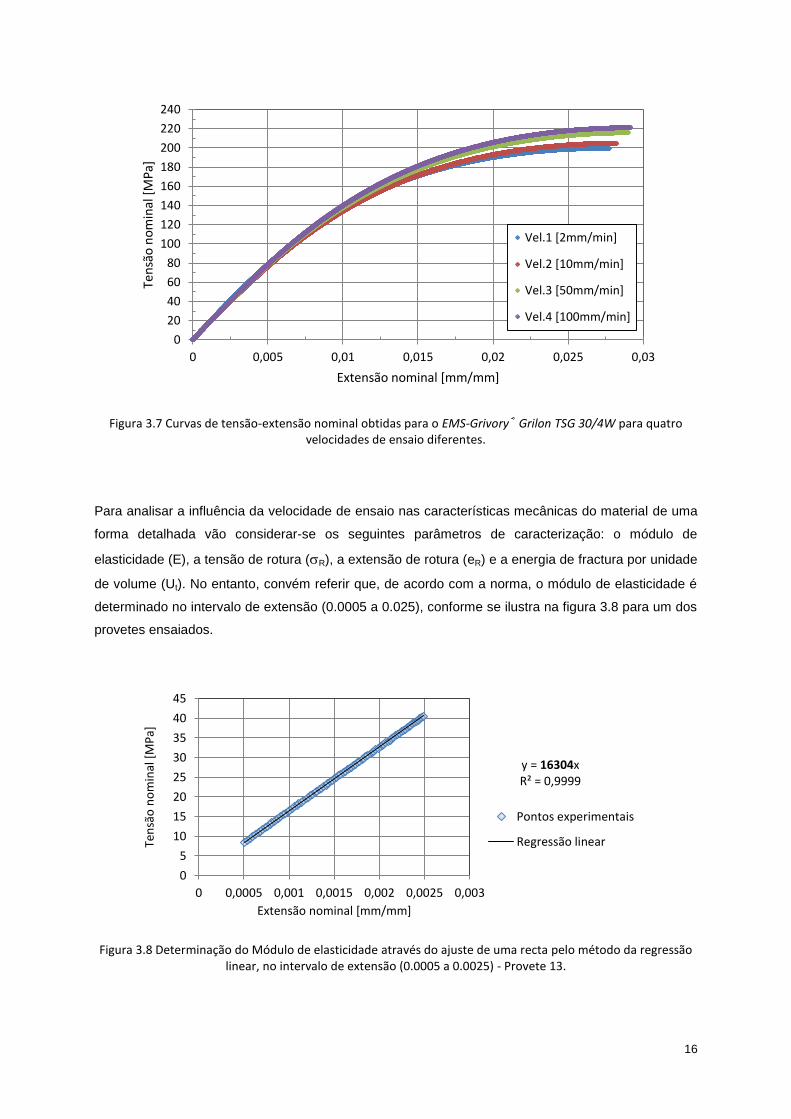
Figura 3.7 Curvas de tensão-extensão nominal obtidas para o EMS-Grivory® Grilon TSG 30/4W para quatro velocidades de ensaio diferentes.
Para analisar a influência da velocidade de ensaio nas características mecânicas do material de uma
forma detalhada vão considerar-se os seguintes parâmetros de caracterização: o módulo de
elasticidade (E), a tensão de rotura (R), a extensão de rotura (eR) e a energia de fractura por unidade
de volume (Ut). No entanto, convém referir que, de acordo com a norma, o módulo de elasticidade é
determinado no intervalo de extensão (0.0005 a 0.025), conforme se ilustra na figura 3.8 para um dos
provetes ensaiados.
Figura 3.8 Determinação do Módulo de elasticidade através do ajuste de uma recta pelo método da regressão linear, no intervalo de extensão (0.0005 a 0.0025) - Provete 13.
0
20
40
60
80
100
120
140
160
180
200
220
240
0 0,005 0,01 0,015 0,02 0,025 0,03
Ten
são
no
min
al [
MP
a]
Extensão nominal [mm/mm]
Vel.1 [2mm/min]
Vel.2 [10mm/min]
Vel.3 [50mm/min]
Vel.4 [100mm/min]
y = 16304x R² = 0,9999
0
5
10
15
20
25
30
35
40
45
0 0,0005 0,001 0,0015 0,002 0,0025 0,003
Ten
são
no
min
al [
MP
a]
Extensão nominal [mm/mm]
Pontos experimentais
Regressão linear
17
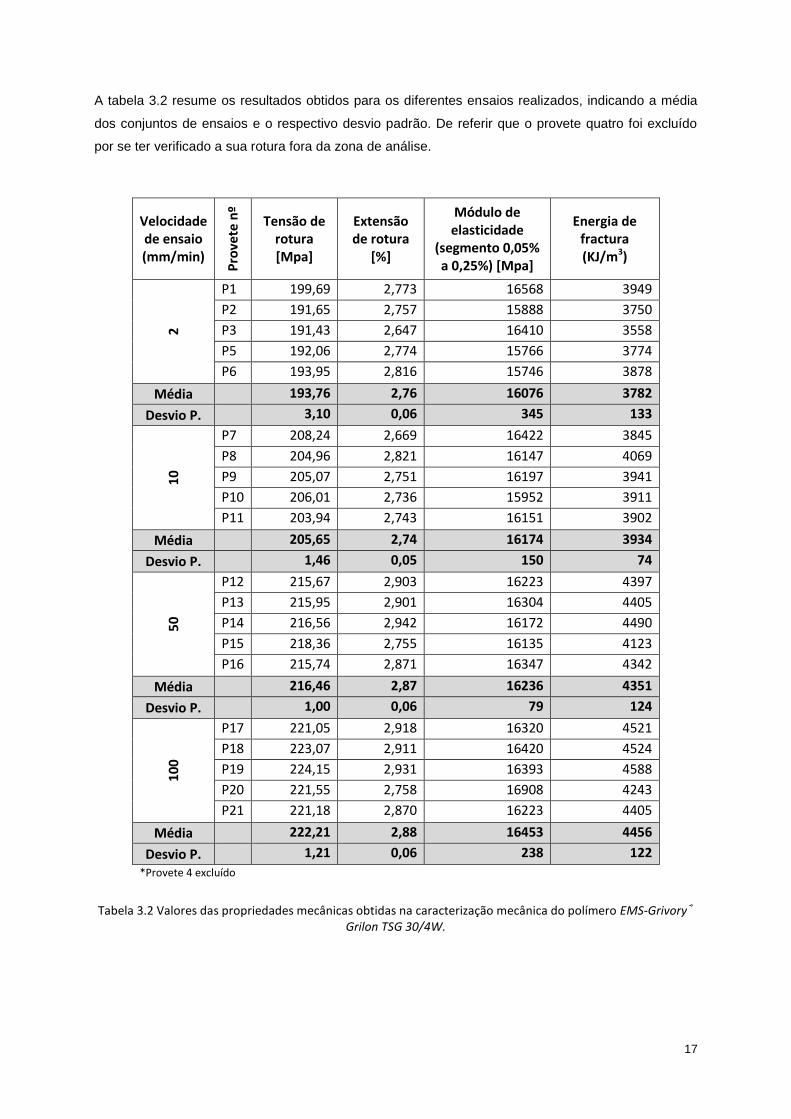
A tabela 3.2 resume os resultados obtidos para os diferentes ensaios realizados, indicando a média
dos conjuntos de ensaios e o respectivo desvio padrão. De referir que o provete quatro foi excluído
por se ter verificado a sua rotura fora da zona de análise.
Velocidade de ensaio (mm/min)
Pro
vete
nº
Tensão de rotura [Mpa]
Extensão de rotura
[%]
Módulo de elasticidade
(segmento 0,05% a 0,25%) [Mpa]
Energia de fractura (KJ/m3)
2
P1 199,69 2,773 16568 3949
P2 191,65 2,757 15888 3750
P3 191,43 2,647 16410 3558
P5 192,06 2,774 15766 3774
P6 193,95 2,816 15746 3878
Média 193,76 2,76 16076 3782
Desvio P. 3,10 0,06 345 133
10
P7 208,24 2,669 16422 3845
P8 204,96 2,821 16147 4069
P9 205,07 2,751 16197 3941
P10 206,01 2,736 15952 3911
P11 203,94 2,743 16151 3902
Média 205,65 2,74 16174 3934
Desvio P. 1,46 0,05 150 74
50
P12 215,67 2,903 16223 4397
P13 215,95 2,901 16304 4405
P14 216,56 2,942 16172 4490
P15 218,36 2,755 16135 4123
P16 215,74 2,871 16347 4342
Média 216,46 2,87 16236 4351
Desvio P. 1,00 0,06 79 124
100
P17 221,05 2,918 16320 4521
P18 223,07 2,911 16420 4524
P19 224,15 2,931 16393 4588
P20 221,55 2,758 16908 4243
P21 221,18 2,870 16223 4405
Média 222,21 2,88 16453 4456
Desvio P. 1,21 0,06 238 122
*Provete 4 excluído
Tabela 3.2 Valores das propriedades mecânicas obtidas na caracterização mecânica do polímero EMS-Grivory® Grilon TSG 30/4W.
18
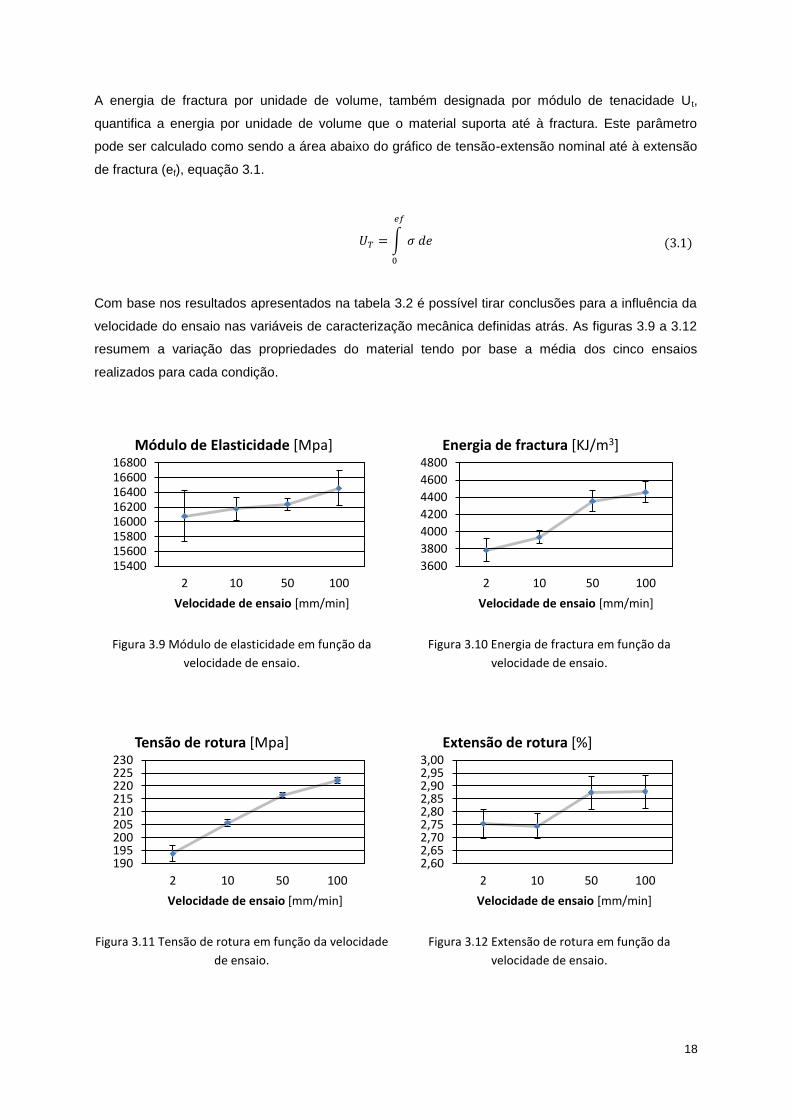
A energia de fractura por unidade de volume, também designada por módulo de tenacidade Ut,
quantifica a energia por unidade de volume que o material suporta até à fractura. Este parâmetro
pode ser calculado como sendo a área abaixo do gráfico de tensão-extensão nominal até à extensão
de fractura (ef), equação 3.1.
∫
Com base nos resultados apresentados na tabela 3.2 é possível tirar conclusões para a influência da
velocidade do ensaio nas variáveis de caracterização mecânica definidas atrás. As figuras 3.9 a 3.12
resumem a variação das propriedades do material tendo por base a média dos cinco ensaios
realizados para cada condição.
Figura 3.9 Módulo de elasticidade em função da
velocidade de ensaio.
Figura 3.10 Energia de fractura em função da
velocidade de ensaio.
Figura 3.11 Tensão de rotura em função da velocidade
de ensaio.
Figura 3.12 Extensão de rotura em função da
velocidade de ensaio.
1540015600158001600016200164001660016800
2 10 50 100
Velocidade de ensaio [mm/min]
Módulo de Elasticidade [Mpa]
3600
3800
4000
4200
4400
4600
4800
2 10 50 100
Velocidade de ensaio [mm/min]
Energia de fractura [KJ/m3]
190195200205210215220225230
2 10 50 100
Velocidade de ensaio [mm/min]
Tensão de rotura [Mpa]
2,602,652,702,752,802,852,902,953,00
2 10 50 100
Velocidade de ensaio [mm/min]
Extensão de rotura [%]

19
Da análise das figuras 3.9 a 3.11 é possível concluir que o módulo de elasticidade, a energia de
fractura por unidade de volume e a tensão de rotura aumentam para um aumento da velocidade de
ensaio. Quanto à extensão de rotura (figura 3.12) a conclusão não é tão óbvia, porém a curva de
evolução da extensão de rotura parece apresentar igualmente uma tendência de crescimento com o
aumento da velocidade do ensaio.
Tendo como base a análise dos valores anteriormente observados e as conclusões a que se
chegaram, a curva característica de tensão-extensão do polímero escolhida para usar na simulação
numérica do intercooler, será a curva que se obteve para uma velocidade de ensaio de 2mm/min. A
selecção desta curva para reproduzir o comportamento mecânico do polímero na simulação numérica
deve-se ao facto de corresponder às condições comportamentais mais críticas do material.
3.2 Alumínio
A combinação das propriedades do alumínio e suas ligas faz com que este seja um dos materiais
usados mais versáteis e económicos. A seguir ao aço é o material metálico mais usado nas mais
diversas aplicações.
De entre as propriedades deste metal destacam-se a [9]:
Baixa densidade, aproximadamente 2.7g/cm3, ou seja, cerca de um terço da generalidade
dos aços.
Boa resistência à corrosão, as zonas em contacto com oxigénio formam uma fina camada
de óxido de alumínio, a alumina, inerte e renovável caso esta seja deteriorada, protegendo
desta forma o interior do metal.
Sua boa condutividade térmica e eléctrica.
Sua propriedade antimagnética.
A produção do alumínio está subdividida em dois grandes grupos, a produção primária e a produção
secundária. Toda a produção primária de alumínio é baseada no processo de Hall-Héroult [9], por sua
vez, a produção secundária é baseada na reciclagem, a qual tem vindo a crescer devido às
crescentes imposições de consumo de energia e protecção ambiental. É importante de salientar que
a produção secundária apenas consome 5% de energia do que seria necessário para a uma mesma
quantidade de produção primária.
20
As propriedades físicas e químicas do alumínio puro podem ser alteradas por adição de elementos de
liga à sua microestrutura. Os principais elementos de liga adicionados são o cobre, o manganês, o
silício, o magnésio, o zinco e o ferro. Desta forma consegue-se obter uma melhoria significativa em
características específicas como a tensão de cedência, a dureza, maquinabilidade, entre outras.
As ligas de alumínio podem diferir bastante entre si no que diz respeito às propriedades mecânicas
devido à vasta amplitude de ligas que se podem obter, existem no total oito séries de ligas de
alumínio diferentes. No entanto, o comportamento das ligas de alumínio assemelha-se ao dos
materiais de natureza dúctil.
Na sua generalidade, as ligas de alumínio, são classificadas segundo a Aluminium Association por
AA seguido de quatro algarismos correspondentes ao tipo de liga em questão. Os tratamentos de que
a liga foi alvo são indicados a seguir à designação da liga, separado por um hífen e por intermédio de
uma letra. As subdivisões do tratamento indicam-se posteriormente à letra por um ou dois algarismos,
por exemplo AA1100-H12. Em baixo apresenta-se uma breve descrição das denominações dos
diferentes tipos de tratamentos básicos.
F – Tal como fabricado, sem especial controlo sobre as condições térmicas ou resistência
mecânica.
O – Recozimento, para baixar a resistência mecânica e aumentar a ductilidade e estabilidade
dimensional.
H – Encruamento, produtos que sofreram encruamento por trabalho a frio.
W – Solubilização, têmpera instável aplicada às ligas que envelhecem espontaneamente à
temperatura ambiente.
T – Tratamento térmico, aplicável a produtos termicamente tratáveis para produzir têmperas
estáveis.
As subdivisões dos processos anteriormente indicados não serão aqui abordados por se tratar de
uma matéria específica, fugindo desta forma ao objectivo principal do presente trabalho, no entanto, o
leitor poderá consultar a bibliografia [10] de modo a aprofundar estes conhecimentos.
Por fim, refere-se que nem todas as ligas existentes são tratáveis termicamente, apenas as ligas das
séries 2xxx, 6xxx e 7xxx o são, as restantes apenas podem ser tratadas por trabalho a frio e/ou por
operações de recozimento. A figura 3.13 resume esquematicamente o que foi anteriormente descrito.

21
Figura 3.13 Classificação dos tipos de liga de alumínio, seus principais constituintes e indicação das ligas tratáveis termicamente [9].
3.2.1 O Processo de Brasagem na Construção dos Ninhos
A brasagem é um processo de união metálica que proporciona uma ligação permanente entre as
peças a serem unidas com a ajuda de um metal de enchimento. A composição do metal de
enchimento é tal que o seu ponto de fusão é ligeiramente inferior ao ponto de fusão do metal
estrutural, não havendo portanto idealmente fusão do metal estrutural. Este processo permite a
ligação de componentes de pequena espessura, diferentes tipos de liga, grandes áreas de ligação,
não havendo também, grandes distorções devido aos baixos gradientes térmicos [11].
Durante o processo de brasagem o metal de enchimento flui para as juntas, através de um fenómeno
físico denominado de capilaridade. A capilaridade é o processo pelo qual um líquido é atraído para a
junta através da atracção molecular vencendo inclusive as forças da gravidade, e está dependente da
capacidade que o metal de enchimento tem em molhar o metal estrutural. Uma boa molhagem ocorre
quando o angulo de molhagem é inferior a 90º, correspondendo desta forma a uma boa
capilaridade do líquido, a figura 3.14 permite observar essa relação.
22
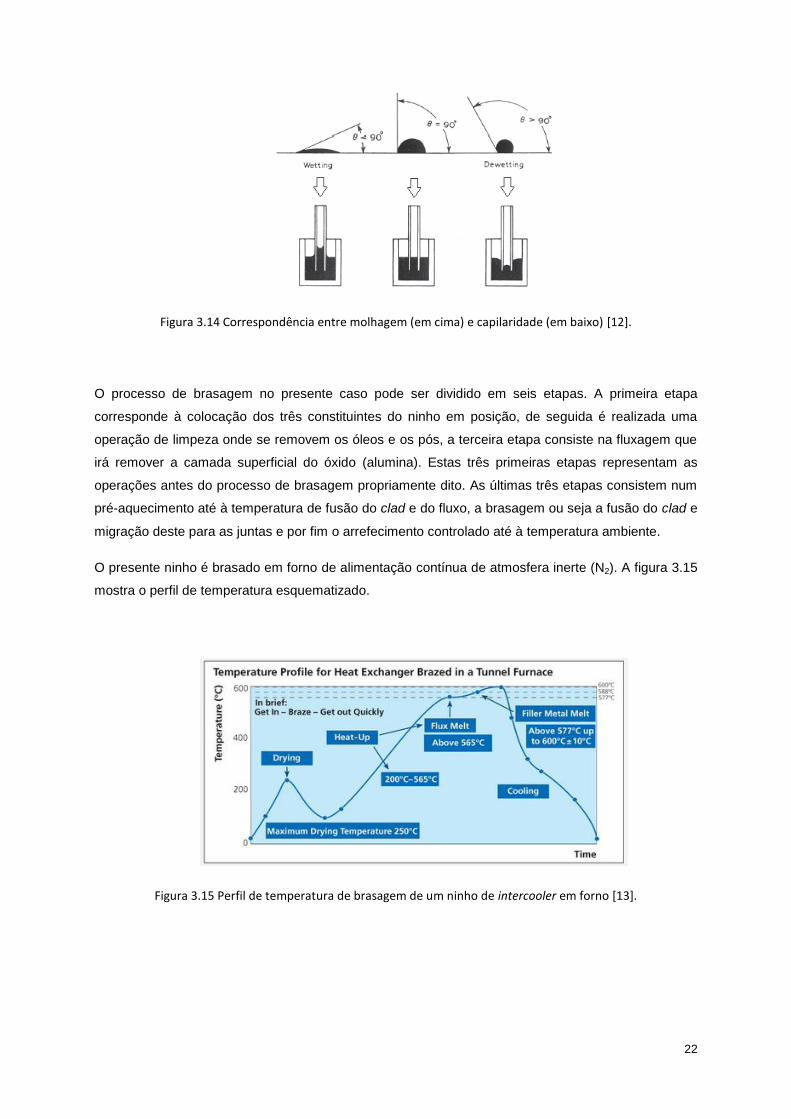
Figura 3.14 Correspondência entre molhagem (em cima) e capilaridade (em baixo) [12].
O processo de brasagem no presente caso pode ser dividido em seis etapas. A primeira etapa
corresponde à colocação dos três constituintes do ninho em posição, de seguida é realizada uma
operação de limpeza onde se removem os óleos e os pós, a terceira etapa consiste na fluxagem que
irá remover a camada superficial do óxido (alumina). Estas três primeiras etapas representam as
operações antes do processo de brasagem propriamente dito. As últimas três etapas consistem num
pré-aquecimento até à temperatura de fusão do clad e do fluxo, a brasagem ou seja a fusão do clad e
migração deste para as juntas e por fim o arrefecimento controlado até à temperatura ambiente.
O presente ninho é brasado em forno de alimentação contínua de atmosfera inerte (N2). A figura 3.15
mostra o perfil de temperatura esquematizado.
Figura 3.15 Perfil de temperatura de brasagem de um ninho de intercooler em forno [13].

23
É importante referir que o ninho soldado não deve permanecer mais de 5 min à temperatura máxima
de brasagem, pois a esta temperatura dá-se um fenómeno chamado de erosão do metal de adição,
que provoca a dissolução da liga do núcleo e penetração de silício na liga que se difunde ao longo
dos limites de grão aumentando a susceptibilidade de corrosão [11].
A figura 3.16 exemplifica uma zona de soldadura, onde é possível observar o metal de adição junto
da junta, exemplo do efeito da capilaridade.
Figura 3.16 Aspecto final de uma ligação tubo-alhete.
As temperaturas envolvidas num processo de brasagem são superiores às de um tratamento de
recozimento, quer para as ligas tratáveis ou não-tratáveis termicamente. O processo de recozimento
(annealing) pode, caso a temperatura seja suficientemente alta, provocar uma recristalização da liga
O recozimento é usado para remover tensões internas e amaciar as ligas para uma melhor
maquinabilidade, desta forma, a resistência mecânica que tinha aumentado por trabalho a frio do
alumínio poderá baixar significativamente após a brasagem [14] [15].
3.2.2 O Alumínio dos Tubos, Alhetes e Lados (AA3003/AA4343)
Conforme referido anteriormente, o ninho é composto por dois tipos de chapa de alumínio. O alumínio
Hogal 3551 com clad AA4045 que está presente nas duas chapas testa e o alumínio AA3003 com
clad AA4343 presente nos tubos, alhetes e lados. Estas chapas de alumínio são a combinação de
duas ligas diferentes, uma localizada no centro (core) e outra superficial (clad) mais fina, constituindo
entre 4 a 15% da espessura por lado, figura 3.17. Esta constituição das chapas é fundamental para
que a brasagem possa ser realizada, uma vez que o processo, a uma temperatura entre o ponto de
fusão do clad e a do core, promove a fusão do clad levando a que este flua por capilaridade para as
juntas, dando origem à ligação metálica entre todos os constituintes do ninho, após o arrefecimento.

24
Figura 3.17 Representação esquemática das chapas de alumínio usadas no fabrico do intercooler.
3.2.3 Caracterização Mecânica do Alumínio do AA3003/AA4343
Devido ao facto do alumínio da chapa testa já ter sido estudado em trabalhos anteriores [16] optou-se
por não se efectuarem novos ensaios de tracção, uma vez que se possuíam todos os dados
necessários para a realização do presente trabalho. Desta forma, apenas se realizaram ensaios de
tracção ao alumínio constituinte dos tubos, alhetes e lados.
Para a caracterização mecânica do alumínio recorreu-se à norma ASTM E8-83 (Standard methods of
Tension Testing of Metallic Materials) [17], esta norma permite obter através de ensaios de tracção
uniaxiais informação sobre a ductilidade e a resistência mecânica do metal. Os ensaios aos provetes
de alumínio foram realizados numa máquina de ensaios Instron 5966, a mesma usada nos ensaios
aos provetes de PA6+PA66, e cujas principais características se encontram no anexo A. Estes
ensaios foram realizados em Abril e Maio de 2012.
Ensaiaram-se ao todo treze provetes, seis na condição de não brasado, quatro com um dia e três
com um mês após a brasagem. Os provetes foram preparados seguindo a norma com uma
espessura de 0,4 mm e com as restantes dimensões referentes ao tipo “sheet-type” apresentadas no
anexo B. A velocidade de ensaio foi de 5mm/min para todos os ensaios.
Como indicado anteriormente os provetes foram testados na condição de não brasado, um dia depois
de brasado e um mês, esta opção foi tomada com o objectivo de observar a influência que a
brasagem tem no comportamento mecânico desta liga de alumínio, uma vez que o processo envolve
temperaturas que podem alterar a microestrutura do material e consequentemente a sua resposta
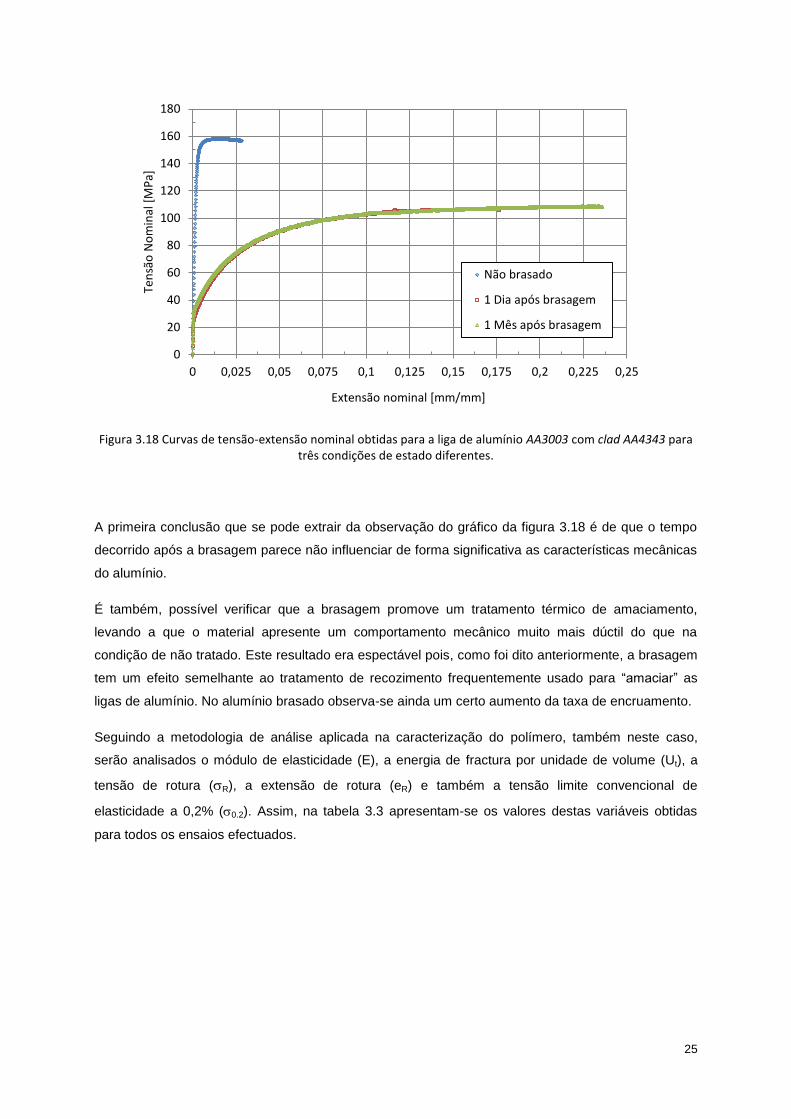
mecânica. Na figura 3.18 apresentam-se as curvas tensão-extensão nominal características obtidas
para cada uma das condições ensaiadas.
25
Figura 3.18 Curvas de tensão-extensão nominal obtidas para a liga de alumínio AA3003 com clad AA4343 para três condições de estado diferentes.
A primeira conclusão que se pode extrair da observação do gráfico da figura 3.18 é de que o tempo
decorrido após a brasagem parece não influenciar de forma significativa as características mecânicas
do alumínio.
É também, possível verificar que a brasagem promove um tratamento térmico de amaciamento,
levando a que o material apresente um comportamento mecânico muito mais dúctil do que na
condição de não tratado. Este resultado era espectável pois, como foi dito anteriormente, a brasagem
tem um efeito semelhante ao tratamento de recozimento frequentemente usado para “amaciar” as
ligas de alumínio. No alumínio brasado observa-se ainda um certo aumento da taxa de encruamento.
Seguindo a metodologia de análise aplicada na caracterização do polímero, também neste caso,
serão analisados o módulo de elasticidade (E), a energia de fractura por unidade de volume (Ut), a
tensão de rotura (R), a extensão de rotura (eR) e também a tensão limite convencional de
elasticidade a 0,2% (0.2). Assim, na tabela 3.3 apresentam-se os valores destas variáveis obtidas
para todos os ensaios efectuados.
0
20
40
60
80
100
120
140
160
180
0 0,025 0,05 0,075 0,1 0,125 0,15 0,175 0,2 0,225 0,25
Ten
são
No
min
al [
MP
a]
Extensão nominal [mm/mm]
Não brasado
1 Dia após brasagem
1 Mês após brasagem

26
Estado
Pro
vete
nº Tensão
limite c. de elasticidade (0,2%) [MPa]
Tensão de rotura [Mpa]
Extensão de rotura
[%]
Módulo de elasticidade
[Mpa]
Energia de fractura [KJ/m3]
Não
Bra
sad
o
P1 150,96 158,04 1,649 70604 4384
P2 151,15 158,35 1,459 70433 4594
P3 147,93 155,17 1,320 71822 4129
P4 149,48 156,88 1,450 72707 4778
P5 149,84 156,86 1,424 71601 3649
P6 150,49 157,77 1,358 69520 3666
Média
149,98 157,17 1,443 71115 4200
Desvio P.
1,08 1,06 0,104 1044 432
1 D
ia a
pó
s
Bra
sage
m P7 33,14 106,88 17,116 67035 16294
P8 37,98 114,57 19,715 69060 20428
P9 42,65 119,43 19,256 68857 20756
P10 35,08 116,88 17,215 69298 17692
Média
37,21 114,44 18,326 68563 18792
Desvio P.
3,58 4,69 1,172 896 1870
1 M
ês a
pó
s
Bra
sage
m
P12 39,94 114,89 19,790 65503 20705
P13 40,96 111,39 14,112 65245 14143
P14 37,86 108,61 23,057 59260 23079
Média
39,59 111,63 18,987 63336 19309
Desvio P.
1,29 2,57 3,696 2884 3779
Tabela 3.3 Valores das propriedades mecânicas obtidas na caracterização mecânica do alumínio AA3003 com clad AA4343.
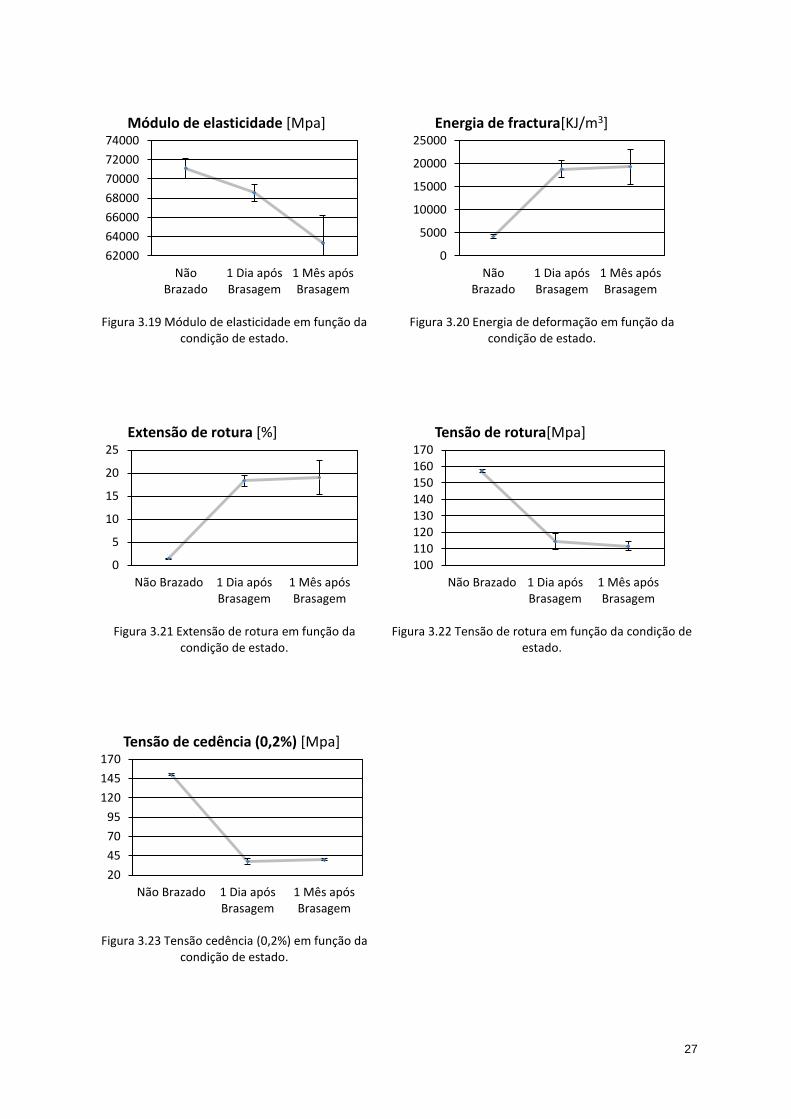
Da análise dos resultados apresentados na tabela 3.3 é possível obter conclusões acerca da
influência do processo de brasagem e do tempo decorrido após a mesma na liga de alumínio em
questão. As figuras 3.19 a 3.23 permitem a análise destes valores graficamente, tendo como base a
média dos ensaios realizados para as três condições em que se encontrava o alumínio.
27
Figura 3.19 Módulo de elasticidade em função da condição de estado.
Figura 3.20 Energia de deformação em função da condição de estado.
Figura 3.21 Extensão de rotura em função da condição de estado.
Figura 3.22 Tensão de rotura em função da condição de estado.
Figura 3.23 Tensão cedência (0,2%) em função da condição de estado.
62000
64000
66000
68000
70000
72000
74000
NãoBrazado
1 Dia apósBrasagem
1 Mês apósBrasagem
Módulo de elasticidade [Mpa]
0
5000
10000
15000
20000
25000
NãoBrazado
1 Dia apósBrasagem
1 Mês apósBrasagem
Energia de fractura[KJ/m3]
0
5
10
15
20
25
Não Brazado 1 Dia apósBrasagem
1 Mês apósBrasagem
Extensão de rotura [%]
100110120130140150160170
Não Brazado 1 Dia apósBrasagem
1 Mês apósBrasagem
Tensão de rotura[Mpa]
20
45
70
95
120
145
170
Não Brazado 1 Dia apósBrasagem
1 Mês apósBrasagem
Tensão de cedência (0,2%) [Mpa]
28
Da análise dos gráficos das figuras 3.19 a 3.23 pode, desde logo, inferir-se que o tempo decorrido
após a brasagem apenas parece influenciar o módulo de elasticidade, no sentido da redução do seu
valor, já que as restantes variáveis não apresentam variações estatisticamente significativas. No
entanto, a confirmação da tendência observada para o módulo de elasticidade requer que se proceda
a um novo conjunto de ensaios com uma amostra mais significativa. Por outro lado, quando se
comparam os resultados obtidos entre a condição de não brasado e de brasado, constata-se que o
processo de brasagem funciona como um tratamento térmico de amaciamento da liga, conduzindo a
que o material apresente um comportamento significativamente mais dúctil.
3.2.4 Leis de Caracterização dos Materiais
O comportamento mecânico dos metais e das suas ligas pode ser modelado por leis que aproximam
matematicamente a relação existente entre a extensão e a tensão, são exemplos disso a lei de
Holloman, Ludwik, Swift, Voce e Ramberg-Osgood. Algumas dessas leis apenas descrevem o
domínio plástico de deformação, como é o caso da lei de Voce, outras incluem ambos os domínios, o
elástico e o plástico, assegurando uma transição fiel entre ambos, a lei de Ramberg-Osgood é uma
dessas leis.
Estas leis permitem a obtenção de equações matemáticas que são posteriormente inseridas em
programas de análise de elementos finitos, transportando consigo toda a informação sobre o
comportamento mecânico do material. De seguida são apresentados os detalhes referentes às duas
leis abordadas no presente trabalho.
3.2.4.1 Lei de Voce
A lei de Voce é adequada preferencialmente para a descrição do comportamento de materiais que
apresentam encruamento isotrópico com saturação [18], como é o caso do alumínio e das suas ligas.
Esta lei apenas aproxima a parte não linear, ou seja, o domínio plástico do material, e permite o
cálculo da tensão verdadeira teórica através da extensão observada.
Esta lei pode ser encontrada na literatura com diversos aspectos, sendo estas no entanto
equivalentes entre si. No presente trabalho a expressão da lei de Voce usada é a que se encontra
equação 3.2.

29
Onde, é o valor da tensão limite de elasticidade, representativa do início do domínio plástico do
gráfico extensão-tensão e os parâmetros , e constantes para o material em questão. Na
figura 3.24 observa-se a forma gráfica da expressão, assim como as suas assimptotas, uma
horizontal para quando os materiais possuem saturação evidente e outra oblíqua para quando a
tensão aumenta continuamente até à ruptura.
Figura 3.24 Representação esquemática da lei de Voce.
Quando o material apresenta saturação clara, a constante pode ser considerada com um valor
igual a zero, sendo a expressão anterior reduzida para a equação 3.3:
Fazendo depois o limite para grandes extensões, obtemos assim uma expressão para a sua
assimptota horizontal, equação 3.4:
Quando o material não possui saturação evidente, isto é, o valor de tensão aumenta continuamente
com o aumento da extensão, ter-se-á que ter em conta com todos os termos da lei. É igualmente
possível calcular a assimptota, desta vez obliqua, através de uma equação da recta.

30
Onde,
(
)
Ficando, desta forma, a equação para o cálculo da assimptota obliqua com a seguinte configuração:
3.2.4.2 Lei de Ramberg-Osgood
A lei de Ramberg-Osgood é uma lei empírica de caracterização dos materiais que inclui tanto a zona
elástica como a zona plástica de uma curva de extensão-tensão, tratando-se portanto de uma lei
elasto-plástica. Esta lei foi idealizada por Walter Ramberg e William R. Osgood, em 1943 [19].
Esta lei assegura uma transição contínua entre o domínio elástico e o plástico, em função de três
parâmetros. A expressão geral correspondente a esta lei é a que se mostra na equação 3.9.
(
)
Sendo a extensão verdadeira, a tensão verdadeira e E o módulo de elasticidade do material. Os
valores de k e n são constantes dependentes do material em questão. O primeiro termo da equação
corresponde à zona elástica tendo uma aparência semelhante à lei de Hooke, por sua vez, o segundo
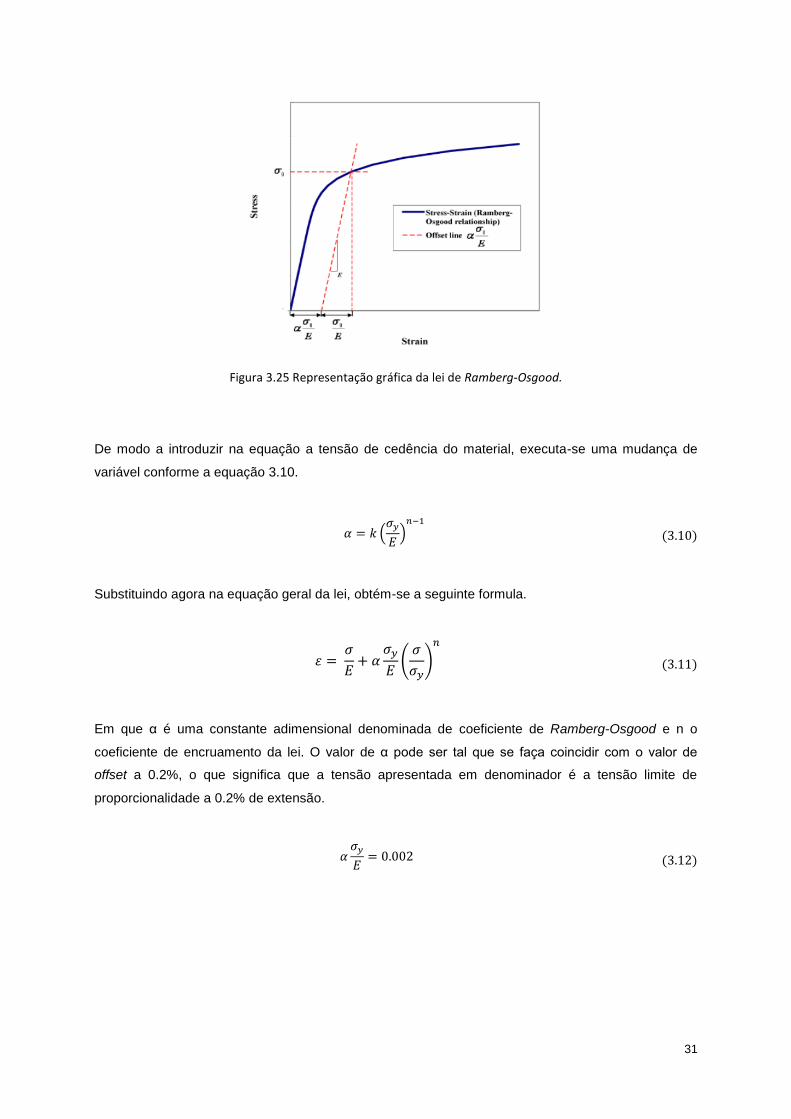
termo corresponde ao domínio plástico da curva. Na figura 3.25 está a representação gráfica da lei de
Ramberg-Osgood.
31
Figura 3.25 Representação gráfica da lei de Ramberg-Osgood.
De modo a introduzir na equação a tensão de cedência do material, executa-se uma mudança de
variável conforme a equação 3.10.
(
)
Substituindo agora na equação geral da lei, obtém-se a seguinte formula.
(
)
Em que α é uma constante adimensional denominada de coeficiente de Ramberg-Osgood e n o
coeficiente de encruamento da lei. O valor de α pode ser tal que se faça coincidir com o valor de
offset a 0.2%, o que significa que a tensão apresentada em denominador é a tensão limite de
proporcionalidade a 0.2% de extensão.

32
3.2.4.3 Programa Computacional para Caracterização do Material
A utilização de programas informáticos para o cálculo das leis do material permite economizar tempo
e evitar de certa forma algum tipo de erro quando se está a processar dados experimentais extensos.
Um desses programas é o Matlaw que nos permite em poucos passos obter toda a informação
acerca das leis dos materiais.
3.2.4.3.1 Matlaw
O uso deste programa permite ao utilizador obter as constantes de uma determinada lei de
caracterização do material. As leis disponíveis no programa Matlaw são: Holloman, Ludwik, Swift,
Voce e Ramberg-Osgood.
Na figura 3.26 está representada a estrutura de cálculo do programa assim como o nome dos
ficheiros envolvidos.
Ficheiro de entrada Cálculo Ficheiros de saída
Matlaw.dat Matlaw.exe Matlaw.out
Matlaw.csv
Figura 3.26 Estrutura do programa de cálculo Matlaw.
O ficheiro de entrada Matlaw.dat serve de input ao ficheiro executável Matlaw.exe e deve possuir toda
a informação necessária para o cálculo das constantes da lei pretendida, figura 3.27.
Ficheiro de entrada – Matlaw.dat
1. Lei do material pretendida
2. Valor inicial das constantes da lei escolhida
3. Listagem dos pontos experimentais de extensão-tensão verdadeira
4. Parâmetros de erro e de iteração
Figura 3.27 Conteúdo do ficheiro de entrada do programa Matlaw.
Depois de definidos os dados de entrada, corre-se o ficheiro executável gerando este dois ficheiros
de saída, o matlaw.out e o matlaw.csv, figura 3.28. Estes ficheiros contêm toda a informação de
cálculo incluindo as constantes das leis. O ficheiro .csv possui todos os pontos experimentais
inseridos previamente, assim como os pontos calculados pela equação da lei do material e ainda uma
33
coluna correspondente ao resíduo de aproximação da curva da lei à experimental. Por sua vez, o
ficheiro .out contem um resumo dos parâmetros de calculo inseridos, o valor das constantes da lei do
material e os erros cometidos de aproximação aos valores experimentais.
Ficheiro de saída – matlaw.out Ficheiro de saída – matlaw.csv
1. Resumo dos parâmetros de cálculo
1. Listagem dos pontos experimentais
e calculados pela lei 2. Valor das constantes da lei
seleccionada 2. Resíduo da aproximação
3. Valor dos erros de aproximação (absoluto, relativo, SSE, R
2, RMSE)
Figura 3.28 Conteúdo dos ficheiros de saída do programa Matlaw.
3.2.5 Resultados das Aproximações Teóricas
Após a apresentação da formulação teórica sobre as leis de caracterização, apresentam-se de
seguida os valores das constantes associadas às respectivas leis do material, assim como o erro
relativo de aproximação da lei à curva real do material. No entanto, convém referir, que nesta
determinação os valores experimentais da extensão verdadeira ( e da tensão verdadeira ( ) foram
obtidos a partir da condição de conservação de volume, respectivamente, através das equações 3.13
e 3.14.
Em que, e e representam, respectivamente, a extensão nominal e a tensão nominal.
Na tabela 3.4 apresentam-se as constantes da lei de Voce com quatro variáveis, enquanto na tabela
3.5 mostram-se as constantes obtidas para a lei de Voce com três variáveis. Na tabela 3.6
apresentam-se os valores das constantes obtidos para a lei de Rambeg-Osgood. As tabelas possuem
ainda a informação refente ao erro que se comete ao aproximar as curvas experimentais com as
modeladas.

34
Lei de Voce com 4 Variáveis 0 * Rsat * b * R0 * R2 *
Não Brasado -71,8375 225,7798 951,7280 402,6655 0,9996
1 dia após brasagem 30,8170 71,1203 40,8871 204,1000 0,9990
1 mês após brasagem 33,1591 68,1584 41,4345 188,5847 0,9990
* Valores médios
Tabela 3.4 Valores das constantes da lei de Voce com 4 variáveis.
Lei de Voce com 3 Variáveis 0 * Rsat * b * R2 *
Não Brasado -52,1972 210,0958 860,8532 0,9977
1 dia após brasagem 37,4098 95,7487 22,7915 0,9928
1 mês após brasagem 39,61423 90,6942 23,3667 0,9922
* Valores médios
Tabela 3.5 Valores das constantes da lei de Voce com 3 variáveis.
Lei de Ramberg-Osgood α * m * R2
*
Não Brasado 0,3929 43,1247 0,9861
1 dia após brasagem 1,1135 4,32515 0,9936
1 mês após brasagem 1,0699 4,5637 0,9934
* Valores médios
Tabela 3.6 Valores das constantes da lei de Ramberg-Osgood.
Nas figuras 3.29, 3.30 e 3.31 apresentam-se graficamente as aproximações obtidas entre os valores
experimentais e as leis estudadas para as condições de não brasado, um dia após brasagem e um
mês após brasagem, respectivamente.

35
Figura 3.29 Gráfico de tensão-extensão verdadeira do alumínio não brasado e resultado das aproximações teóricas da lei de Voce e de Ramberg-Osgood.
Figura 3.30 Gráfico de tensão-extensão verdadeira do alumínio com um dia após brasagem e resultado das aproximações teóricas da lei de Voce e de Ramberg-Osgood.
0
20
40
60
80
100
120
140
160
180
0 0,005 0,01 0,015 0,02 0,025 0,03
Ten
são
ve
rdad
eira
[MP
a]
Extensão verdadeira [mm/mm]
P1
p2
p3
p4
p5
p6
Ramberg
voce_3var
voce_4var
0
20
40
60
80
100
120
140
160
0 0,05 0,1 0,15 0,2
Ten
são
ve
rdad
eira
[MP
a]
Extensão verdadeira [mm/mm]
P1
P2
P3
P4
Ramberg
Voce_3var
Voce_4var
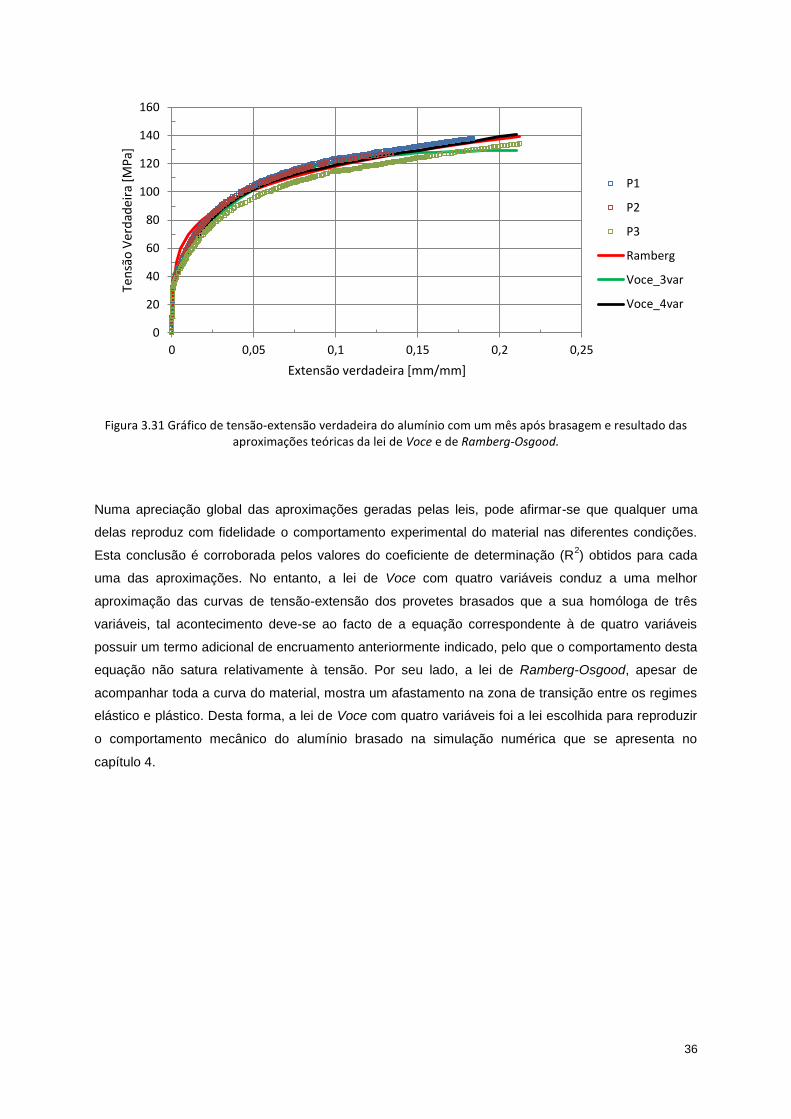
36
Figura 3.31 Gráfico de tensão-extensão verdadeira do alumínio com um mês após brasagem e resultado das aproximações teóricas da lei de Voce e de Ramberg-Osgood.
Numa apreciação global das aproximações geradas pelas leis, pode afirmar-se que qualquer uma
delas reproduz com fidelidade o comportamento experimental do material nas diferentes condições.
Esta conclusão é corroborada pelos valores do coeficiente de determinação (R2) obtidos para cada
uma das aproximações. No entanto, a lei de Voce com quatro variáveis conduz a uma melhor
aproximação das curvas de tensão-extensão dos provetes brasados que a sua homóloga de três
variáveis, tal acontecimento deve-se ao facto de a equação correspondente à de quatro variáveis
possuir um termo adicional de encruamento anteriormente indicado, pelo que o comportamento desta
equação não satura relativamente à tensão. Por seu lado, a lei de Ramberg-Osgood, apesar de
acompanhar toda a curva do material, mostra um afastamento na zona de transição entre os regimes
elástico e plástico. Desta forma, a lei de Voce com quatro variáveis foi a lei escolhida para reproduzir
o comportamento mecânico do alumínio brasado na simulação numérica que se apresenta no
capítulo 4.
0
20
40
60
80
100
120
140
160
0 0,05 0,1 0,15 0,2 0,25
Ten
são
Ver
dad
eira
[M
Pa]
Extensão verdadeira [mm/mm]
P1
P2
P3
Ramberg
Voce_3var
Voce_4var

37
4 Análise Numérica e Simulação Computacional
O objectivo do presente capítulo é o de apresentar a simulação numérica do intercooler quando
submetido a solicitações de tracção e discutir as condições que podem promover a respectiva
fractura. Para tal, inicia-se o capítulo com uma breve apresentação do método, incluindo a
apresentação do programa escolhido, são depois apresentados os principais procedimentos e
selecção de parâmetros para o correcto desenrolar da análise. Não se pretende fazer uma
apresentação exaustiva das funcionalidades do programa, mas sim apenas discutir os parâmetros em
que se interveio para realizar a simulação numérica. No final, são apresentados e discutidos os
resultados relevantes a que se chegaram com esta análise, indicando-se o instante a partir do qual se
considera que o intercooler perde a sua integridade.
4.1 Método dos Elementos Finitos
O desenvolvimento do método dos elementos finitos (MEF) começou nos anos 40 no âmbito da
mecânica estrutural com os trabalhos de Hrennikoff, McHenry e Newmark [20]. É uma técnica de
análise largamente usada, quer no projecto de novos produtos na medida em que permite obter
estimativas de comportamento mesmo antes de serem fabricados, quer no aperfeiçoamento de
produtos já existentes.
Nestas análises é possível o uso de dois tipos de modelação, a duas e a três dimensões. As análises
a duas dimensões privilegiam a simplicidade, mas geralmente conduzem a resultados menos
coerentes com a realidade. Por sua vez, uma análise a três dimensões consegue resultados mais
precisos exigindo, porém, maiores recursos informáticos geralmente fora do alcance de um simples
computador pessoal.
Basicamente existem dois tipos de análise possíveis, a análise linear e a não linear. A base teórica da
análise linear assume que os deslocamentos impostos não provocam grandes deformações nos
materiais, que o material possui um comportamento linear elástico e que as condições de fronteira se
mantêm aproximadamente constantes durante a análise. Tendo em conta estas três hipóteses,
38
assume-se que existe uma relação linear entre as forças e os deslocamentos, o que em termos de
equações de equilíbrio se traduz na equação 4.1, que é constante durante uma análise.
Sendo que, é o vector das forças externas, a matriz rigidez do sistema e o vector dos
deslocamentos.
Por seu lado, uma análise não linear está associada à existência de fenómenos não lineares como
sejam; a existência de deformação plástica dos materiais, o contacto entre superfícies, assim como
grandes deformações e rotações que possam estar presentes no modelo. Na tabela 4.1 resumem-se
a principais diferenças entre estes dois tipos de análise.
Linear Não linear
Pequenos deslocamentos e pequenas deformações.
Permite grandes deformações e rotações.
A variação da direcção do carregamento com a deformação é negligenciada.
A direcção do carregamento pode variar com a deformação.
No material foca-se apenas a zona linear elástica (pequenas deformações).
Quer a zona elástica, quer a plástica podem ser não lineares (p.e. borracha).
As condições de fronteira não variam.
As condições de fronteira podem variar com o tempo, contacto entre superfícies, impacto, etc.
Os efeitos dinâmicos resultantes do carregamento são desprezáveis.
Tabela 4.1 Análise linear vs. não linear.
Em resumo, pode-se dizer que existem três tipos distintos de não linearidades, que podem ser estar
presentes isoladamente ou em simultâneo numa análise.
Não linearidade geométrica
Não linearidade material
Não linearidade nas condiçoes de fronteira
As não linearidades geométricas ocorrem por exemplo quando as deformações existentes são de tal
modo elevadas que alteram o modo como uma força é suportada pela estrutura, as não linearidades
do material ocorrem quando as cargas são suficientemente elevadas para que um dos materiais
presentes ultrapasse a sua tensão limite de elasticidade ou mesmo não lineraridades no regime
39
elastico, por fim, as não linearidades nas condições de fronteira estão relacionadas com problemas
de interacção entre duas ou mais superficies, como por exemplo o atrito.
4.2 Software de Análise
Para a análise estrutural do intercooler recorreu-se ao programa comercial de elementos finitos
Ansys®, versão 14.5. Este programa tem duas plataformas independentes de análise, a versão
clássica APDL (Ansys Parametric Design Language) e a versão mais recente Workbench. Ambas
possuem a mesma estrutura de cálculo, sendo o ambiente da versão Workbench mais amiga do
utilizador e com melhor integração de ficheiros CAD [21].
Neste programa é usado um processo incremental e iterativo, o método de Newton-Raphson, que
permite a obtenção da solução não linear seguindo um critério de convergência. Cada análise é
dividida por passos, que por sua vez são divididos em sub-passos que serão analisados pelo critério
de convergência definido, procurando assim uma configuração de equilíbrio. Em cada iteração é
construída uma nova matriz de rigidez e resolvido o sistema de equações. Este critério de
convergência poderá ser escolhido pelo utilizador, ou deixado ao critério do software, que o irá definir
consoante o comportamento da estrutura em análise. O critério poderá ser baseado num valor de
força, deslocamento, momento, ou outro. A análise pode ser validada quando se atingir determinado
valor de convergência.
4.2.1 Tipo de Análise
O software de simulação permite variadíssimos tipos de análise incluindo análises de fadiga, modais,
dinâmicas, térmicas-eléctricas, entre outras. No presente trabalho foi escolhida uma análise estrutural
estática que permite determinar, por exemplo, deslocamentos, tensões e forças em estruturas ou
componentes causados por carregamentos que não introduzem efeitos de amortecimento e inércia
significativos. Os tipos de carregamento possíveis de introduzir na estrutura baseiam-se
principalmente em:
Forças e pressões externas
Forças inerciais estacionárias, como por exemplo, o efeito da gravidade
Deslocamentos impostos à geometria
Temperatura para análise de deformações
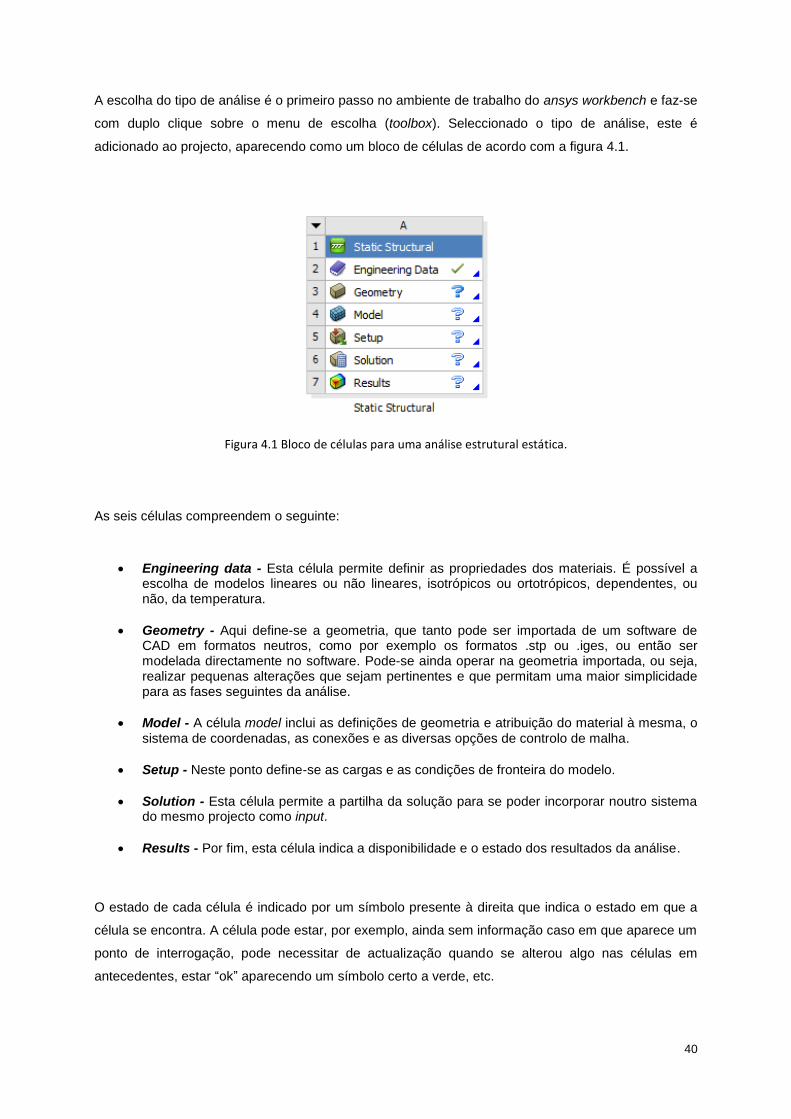
40
A escolha do tipo de análise é o primeiro passo no ambiente de trabalho do ansys workbench e faz-se
com duplo clique sobre o menu de escolha (toolbox). Seleccionado o tipo de análise, este é
adicionado ao projecto, aparecendo como um bloco de células de acordo com a figura 4.1.
Figura 4.1 Bloco de células para uma análise estrutural estática.
As seis células compreendem o seguinte:
Engineering data - Esta célula permite definir as propriedades dos materiais. É possível a escolha de modelos lineares ou não lineares, isotrópicos ou ortotrópicos, dependentes, ou não, da temperatura.
Geometry - Aqui define-se a geometria, que tanto pode ser importada de um software de CAD em formatos neutros, como por exemplo os formatos .stp ou .iges, ou então ser modelada directamente no software. Pode-se ainda operar na geometria importada, ou seja, realizar pequenas alterações que sejam pertinentes e que permitam uma maior simplicidade para as fases seguintes da análise.
Model - A célula model inclui as definições de geometria e atribuição do material à mesma, o sistema de coordenadas, as conexões e as diversas opções de controlo de malha.
Setup - Neste ponto define-se as cargas e as condições de fronteira do modelo.
Solution - Esta célula permite a partilha da solução para se poder incorporar noutro sistema do mesmo projecto como input.
Results - Por fim, esta célula indica a disponibilidade e o estado dos resultados da análise.
O estado de cada célula é indicado por um símbolo presente à direita que indica o estado em que a
célula se encontra. A célula pode estar, por exemplo, ainda sem informação caso em que aparece um
ponto de interrogação, pode necessitar de actualização quando se alterou algo nas células em
antecedentes, estar “ok” aparecendo um símbolo certo a verde, etc.
41
Para a presente análise foi alterado um parâmetro denominado de “large-deflection”, o que permite
ajustes na matriz rigidez ao longo das iterações para incluir as grandes deflexões, grande rotações e
grandes extensões, garantindo desta forma a plasticidade do modelo durante a análise. Esta função
pode ser vista como a inclusão no problema das não-linearidades geométricas e do material
anteriormente abordadas.
4.3 Modelos de Caracterização Mecânica dos Materiais
4.3.1 Polímero (PA6+PA66)
As características mecânicas do polímero foram introduzidas na simulação numérica recorrendo a um
modelo de material pré-definido no programa de elementos finitos. Assim, para introduzir a parte
elástica usou-se o modelo isotropic elasticity, enquanto a parte plástica foi definida usando o modelo
multilinear isotropic hardening, seguindo a metodologia usada por outros autores para este tipo de
materiais [22].
A parte elástica deste modelo compreende dois valores de entrada, o módulo de elasticidade e o
coeficiente de poisson. O último foi pesquisado na bibliografia, uma vez que não é possível o seu
cálculo apenas com os dados disponíveis e não existe nenhuma referência do fabricante sobre o
mesmo [23].
Para a definição da parte plástica é necessária uma listagem dos pontos experimentais sendo o
primeiro ponto inserido correspondente aos valores de tensão e extensão de cedência. Uma vez que
os ensaios não demonstraram um ponto bem definido de cedência, estes valores foram calculados
usando a extensão de 0.0025, a última do intervalo linear indicado pela norma e pelo módulo de
elasticidade. Os restantes pontos foram obtidos através da aproximação de um polinómio de terceiro
grau às curvas de tensão nominal - extensão nominal para a velocidade de deformação de 2 mm/min,
o que permitiu gerar pontos bem espaçados entre si. Estando as curvas aproximadas pelo polinómio,
os valores nominais foram alterados para verdadeiros pelas equações 3.13 e 3.14 do capítulo
anterior.
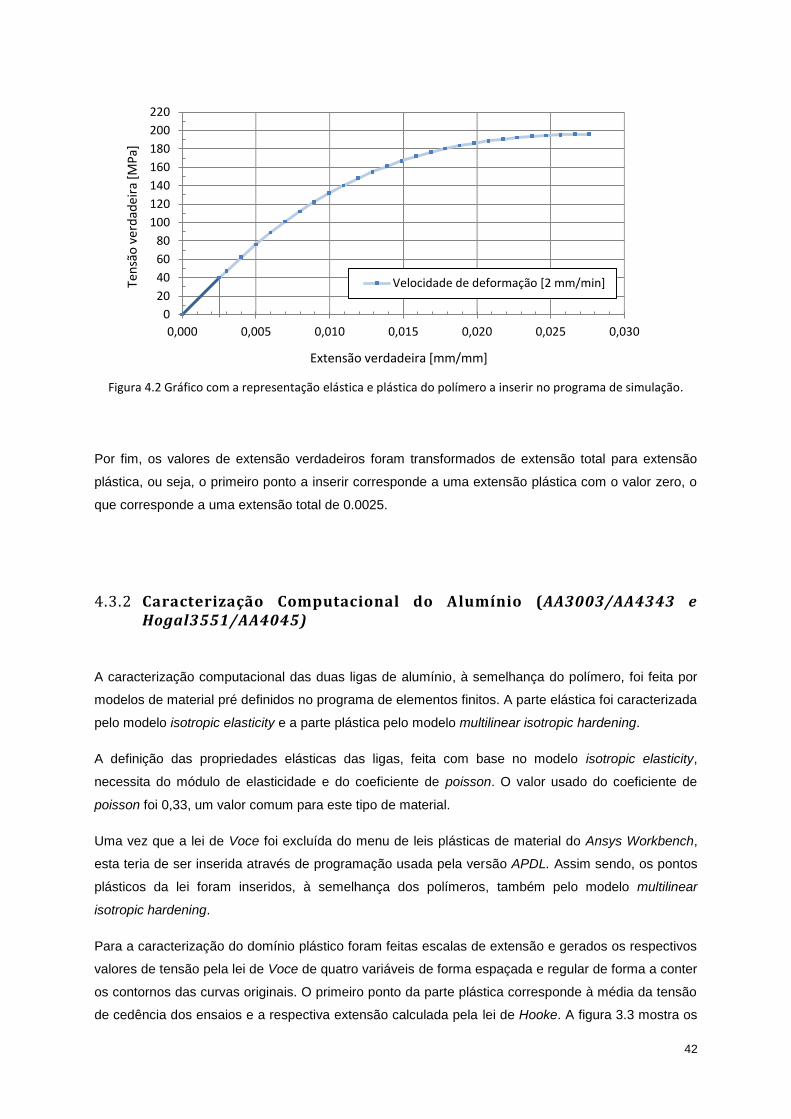
42
Figura 4.2 Gráfico com a representação elástica e plástica do polímero a inserir no programa de simulação.
Por fim, os valores de extensão verdadeiros foram transformados de extensão total para extensão
plástica, ou seja, o primeiro ponto a inserir corresponde a uma extensão plástica com o valor zero, o
que corresponde a uma extensão total de 0.0025.
4.3.2 Caracterização Computacional do Alumínio (AA3003/AA4343 e Hogal3551/AA4045)
A caracterização computacional das duas ligas de alumínio, à semelhança do polímero, foi feita por
modelos de material pré definidos no programa de elementos finitos. A parte elástica foi caracterizada
pelo modelo isotropic elasticity e a parte plástica pelo modelo multilinear isotropic hardening.
A definição das propriedades elásticas das ligas, feita com base no modelo isotropic elasticity,
necessita do módulo de elasticidade e do coeficiente de poisson. O valor usado do coeficiente de
poisson foi 0,33, um valor comum para este tipo de material.
Uma vez que a lei de Voce foi excluída do menu de leis plásticas de material do Ansys Workbench,
esta teria de ser inserida através de programação usada pela versão APDL. Assim sendo, os pontos
plásticos da lei foram inseridos, à semelhança dos polímeros, também pelo modelo multilinear
isotropic hardening.
Para a caracterização do domínio plástico foram feitas escalas de extensão e gerados os respectivos
valores de tensão pela lei de Voce de quatro variáveis de forma espaçada e regular de forma a conter
os contornos das curvas originais. O primeiro ponto da parte plástica corresponde à média da tensão
de cedência dos ensaios e a respectiva extensão calculada pela lei de Hooke. A figura 3.3 mostra os
0
20
40
60
80
100
120
140
160
180
200
220
0,000 0,005 0,010 0,015 0,020 0,025 0,030
Ten
são
ver
dad
eira
[MP
a]
Extensão verdadeira [mm/mm]
Velocidade de deformação [2 mm/min]
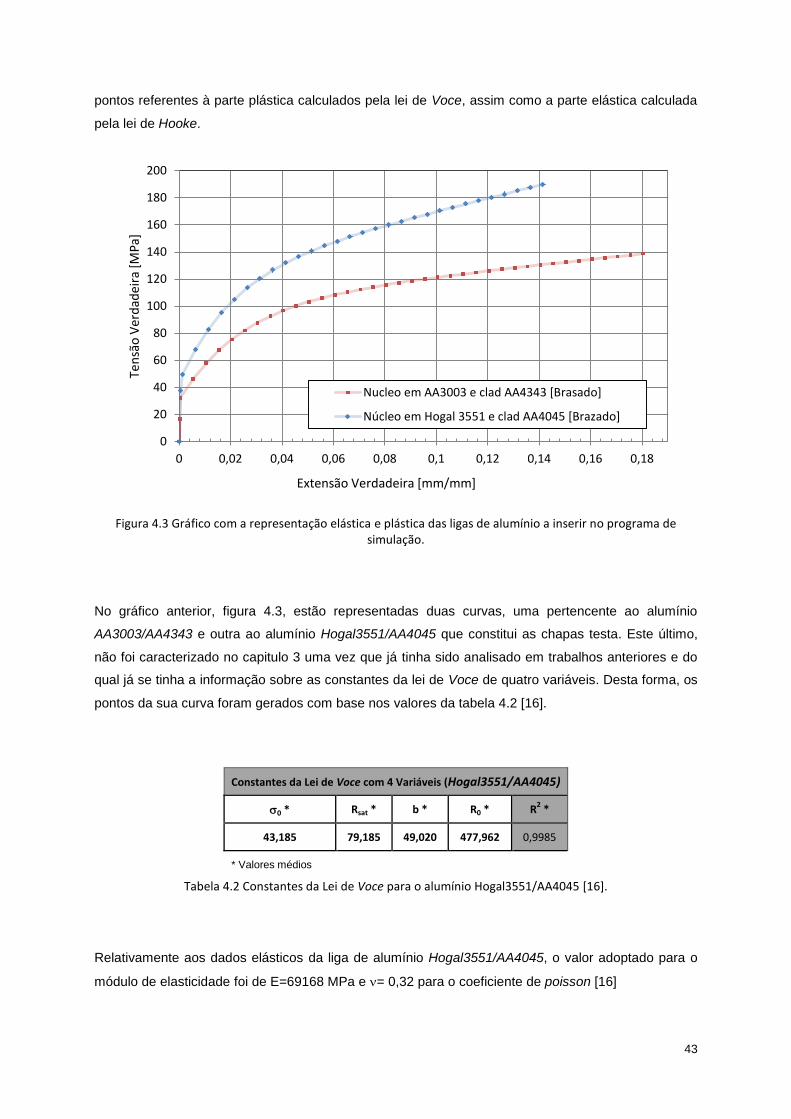
43
pontos referentes à parte plástica calculados pela lei de Voce, assim como a parte elástica calculada
pela lei de Hooke.
Figura 4.3 Gráfico com a representação elástica e plástica das ligas de alumínio a inserir no programa de simulação.
No gráfico anterior, figura 4.3, estão representadas duas curvas, uma pertencente ao alumínio
AA3003/AA4343 e outra ao alumínio Hogal3551/AA4045 que constitui as chapas testa. Este último,
não foi caracterizado no capitulo 3 uma vez que já tinha sido analisado em trabalhos anteriores e do
qual já se tinha a informação sobre as constantes da lei de Voce de quatro variáveis. Desta forma, os
pontos da sua curva foram gerados com base nos valores da tabela 4.2 [16].
Constantes da Lei de Voce com 4 Variáveis (Hogal3551/AA4045)
0 * Rsat * b * R0 * R2 *
43,185 79,185 49,020 477,962 0,9985
* Valores médios
Tabela 4.2 Constantes da Lei de Voce para o alumínio Hogal3551/AA4045 [16].
Relativamente aos dados elásticos da liga de alumínio Hogal3551/AA4045, o valor adoptado para o
módulo de elasticidade foi de E=69168 MPa e = 0,32 para o coeficiente de poisson [16]
0
20
40
60
80
100
120
140
160
180
200
0 0,02 0,04 0,06 0,08 0,1 0,12 0,14 0,16 0,18
Ten
são
Ver
dad
eira
[M
Pa]
Extensão Verdadeira [mm/mm]
Nucleo em AA3003 e clad AA4343 [Brasado]
Núcleo em Hogal 3551 e clad AA4045 [Brazado]
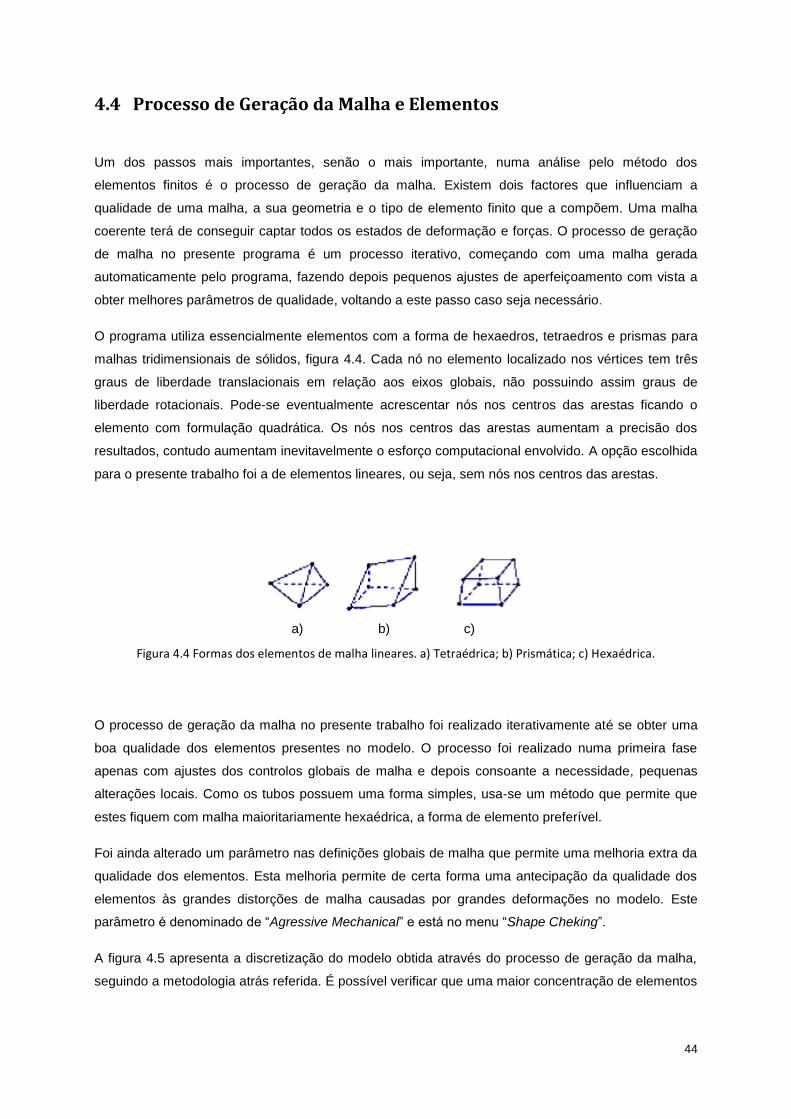
44
4.4 Processo de Geração da Malha e Elementos
Um dos passos mais importantes, senão o mais importante, numa análise pelo método dos
elementos finitos é o processo de geração da malha. Existem dois factores que influenciam a
qualidade de uma malha, a sua geometria e o tipo de elemento finito que a compõem. Uma malha
coerente terá de conseguir captar todos os estados de deformação e forças. O processo de geração
de malha no presente programa é um processo iterativo, começando com uma malha gerada
automaticamente pelo programa, fazendo depois pequenos ajustes de aperfeiçoamento com vista a
obter melhores parâmetros de qualidade, voltando a este passo caso seja necessário.
O programa utiliza essencialmente elementos com a forma de hexaedros, tetraedros e prismas para
malhas tridimensionais de sólidos, figura 4.4. Cada nó no elemento localizado nos vértices tem três
graus de liberdade translacionais em relação aos eixos globais, não possuindo assim graus de
liberdade rotacionais. Pode-se eventualmente acrescentar nós nos centros das arestas ficando o
elemento com formulação quadrática. Os nós nos centros das arestas aumentam a precisão dos
resultados, contudo aumentam inevitavelmente o esforço computacional envolvido. A opção escolhida
para o presente trabalho foi a de elementos lineares, ou seja, sem nós nos centros das arestas.
Figura 4.4 Formas dos elementos de malha lineares. a) Tetraédrica; b) Prismática; c) Hexaédrica.
O processo de geração da malha no presente trabalho foi realizado iterativamente até se obter uma
boa qualidade dos elementos presentes no modelo. O processo foi realizado numa primeira fase
apenas com ajustes dos controlos globais de malha e depois consoante a necessidade, pequenas
alterações locais. Como os tubos possuem uma forma simples, usa-se um método que permite que
estes fiquem com malha maioritariamente hexaédrica, a forma de elemento preferível.
Foi ainda alterado um parâmetro nas definições globais de malha que permite uma melhoria extra da
qualidade dos elementos. Esta melhoria permite de certa forma uma antecipação da qualidade dos
elementos às grandes distorções de malha causadas por grandes deformações no modelo. Este
parâmetro é denominado de “Agressive Mechanical” e está no menu “Shape Cheking”.
A figura 4.5 apresenta a discretização do modelo obtida através do processo de geração da malha,
seguindo a metodologia atrás referida. É possível verificar que uma maior concentração de elementos
a) b) c)
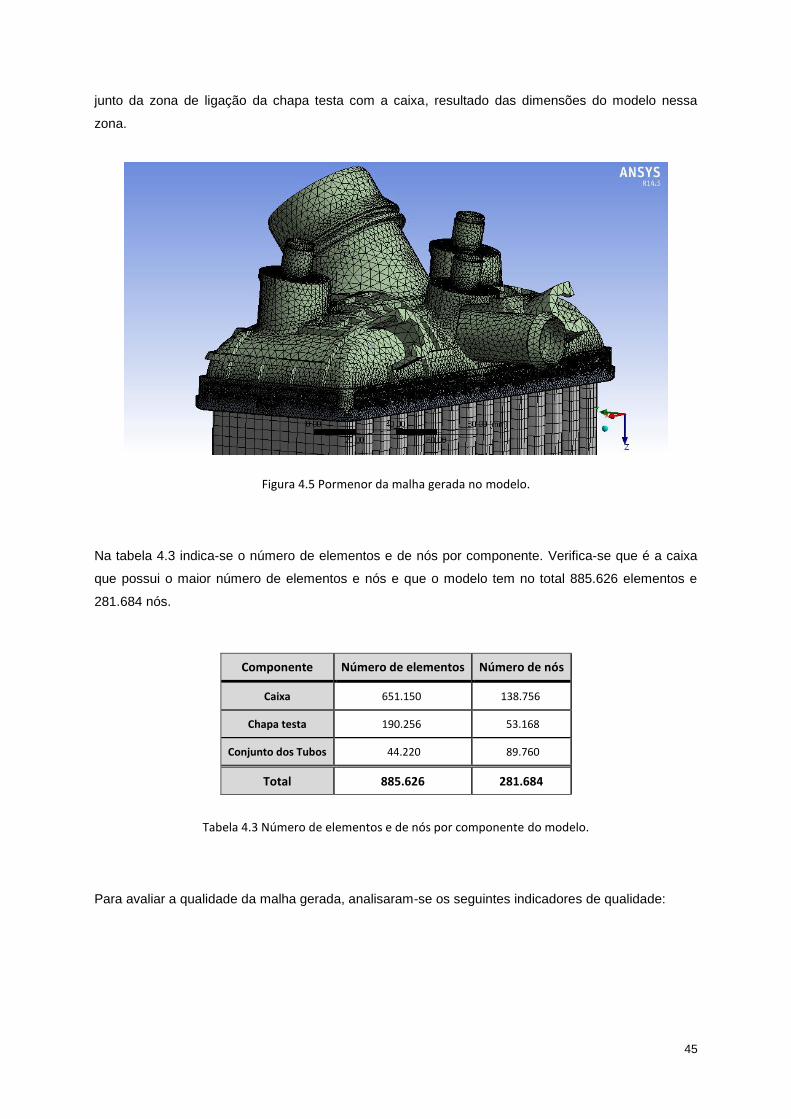
45
junto da zona de ligação da chapa testa com a caixa, resultado das dimensões do modelo nessa
zona.
Figura 4.5 Pormenor da malha gerada no modelo.
Na tabela 4.3 indica-se o número de elementos e de nós por componente. Verifica-se que é a caixa
que possui o maior número de elementos e nós e que o modelo tem no total 885.626 elementos e
281.684 nós.
Componente Número de elementos Número de nós
Caixa 651.150 138.756
Chapa testa 190.256 53.168
Conjunto dos Tubos 44.220 89.760
Total 885.626 281.684
Tabela 4.3 Número de elementos e de nós por componente do modelo.
Para avaliar a qualidade da malha gerada, analisaram-se os seguintes indicadores de qualidade:

46
Distorção dos elementos (skewness) – Estabelece a diferença entre a forma de um elemento
e a forma de um elemento equilateral ou equiangular de volume equivalente. Sendo que,
quando estamos perante um hexaedro =90º, no caso de um de um tetraedro =60º e
são os ângulos do elemento que se observam na figura 4.6.
[
]
Figura 4.6 Ângulos considerados no cálculo da distorção do elemento (skewness).
Qualidade ortogonal (Orthogonal Quality) – Este parâmetro usa dois vectores distintos, figura
4.7, medindo a colinearidade de ambos, usando para tal o produto interno entre ambos,
equação 4.3.
| || |
Figura 4.7 Vectores considerados no cálculo da qualidade ortogonal (Orthogonal Quality).
Razão de aspecto (aspect ratio) – Estabelece a relação dimensional do elemento, sendo
calculado através do rácio entre a dimensão do lado maior e a dimensão do lado menor do
elemento. Este parâmetro tem um valor mínimo de 1 (caso ideal), mas não está limitado
superiormente,
A figura 4.8 mostra o número de elementos distribuídos pelos valores de qualidade de malha para
cada um dos parâmetros abordados. No gráfico superior encontra-se a distribuição do parâmetro de
distorção, a meio o parâmetro de qualidade ortogonal e por fim o parâmetro razão de aspecto.
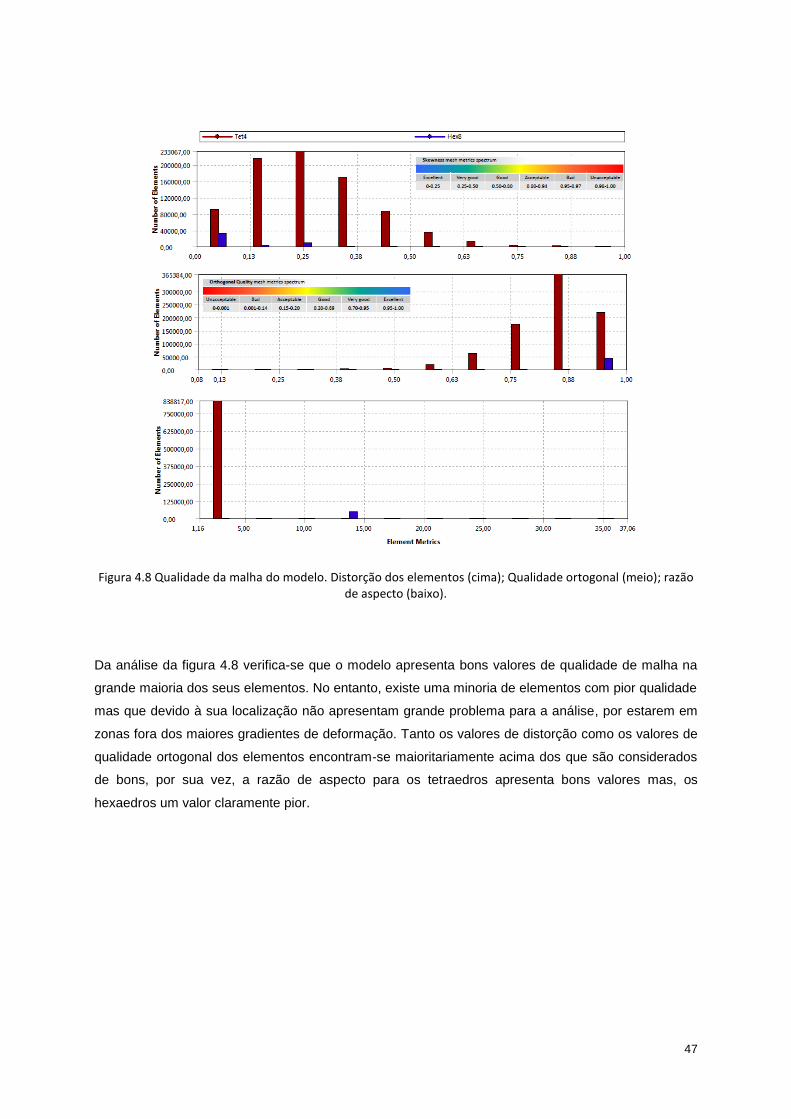
47
Figura 4.8 Qualidade da malha do modelo. Distorção dos elementos (cima); Qualidade ortogonal (meio); razão de aspecto (baixo).
Da análise da figura 4.8 verifica-se que o modelo apresenta bons valores de qualidade de malha na
grande maioria dos seus elementos. No entanto, existe uma minoria de elementos com pior qualidade
mas que devido à sua localização não apresentam grande problema para a análise, por estarem em
zonas fora dos maiores gradientes de deformação. Tanto os valores de distorção como os valores de
qualidade ortogonal dos elementos encontram-se maioritariamente acima dos que são considerados
de bons, por sua vez, a razão de aspecto para os tetraedros apresenta bons valores mas, os
hexaedros um valor claramente pior.
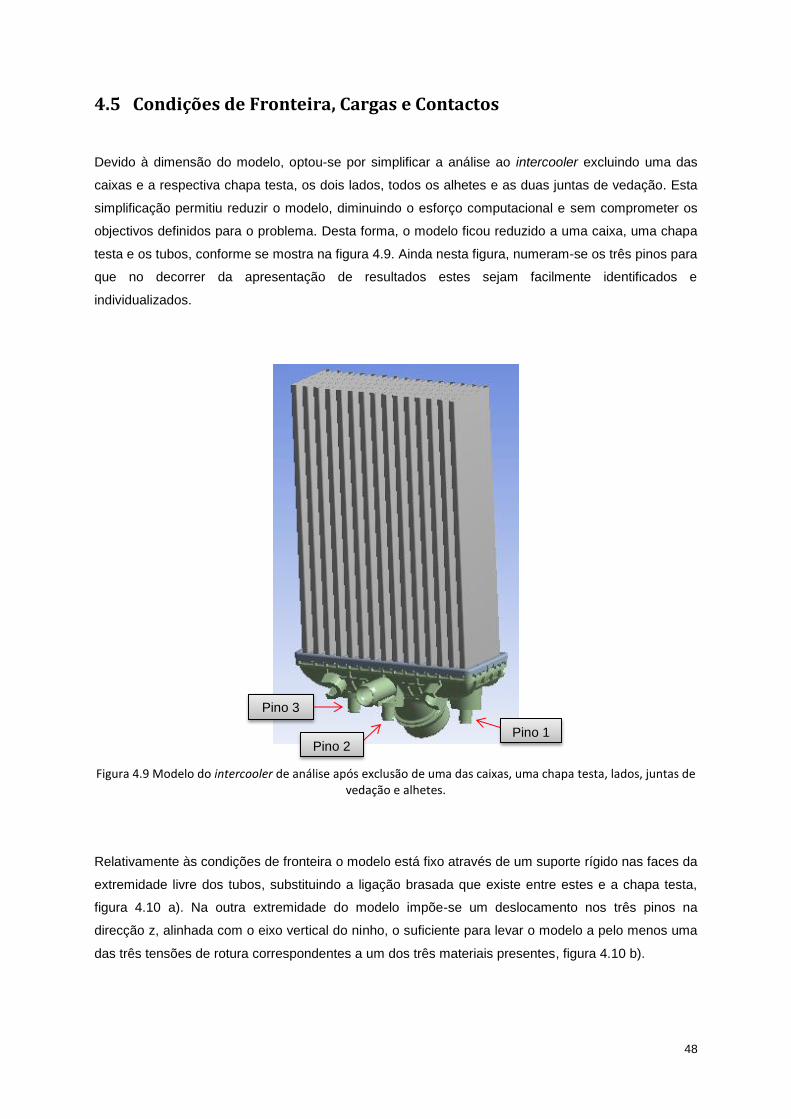
48
4.5 Condições de Fronteira, Cargas e Contactos
Devido à dimensão do modelo, optou-se por simplificar a análise ao intercooler excluindo uma das
caixas e a respectiva chapa testa, os dois lados, todos os alhetes e as duas juntas de vedação. Esta
simplificação permitiu reduzir o modelo, diminuindo o esforço computacional e sem comprometer os
objectivos definidos para o problema. Desta forma, o modelo ficou reduzido a uma caixa, uma chapa
testa e os tubos, conforme se mostra na figura 4.9. Ainda nesta figura, numeram-se os três pinos para
que no decorrer da apresentação de resultados estes sejam facilmente identificados e
individualizados.
Figura 4.9 Modelo do intercooler de análise após exclusão de uma das caixas, uma chapa testa, lados, juntas de vedação e alhetes.
Relativamente às condições de fronteira o modelo está fixo através de um suporte rígido nas faces da
extremidade livre dos tubos, substituindo a ligação brasada que existe entre estes e a chapa testa,
figura 4.10 a). Na outra extremidade do modelo impõe-se um deslocamento nos três pinos na
direcção z, alinhada com o eixo vertical do ninho, o suficiente para levar o modelo a pelo menos uma
das três tensões de rotura correspondentes a um dos três materiais presentes, figura 4.10 b).
Pino 3
Pino 2 Pino 1
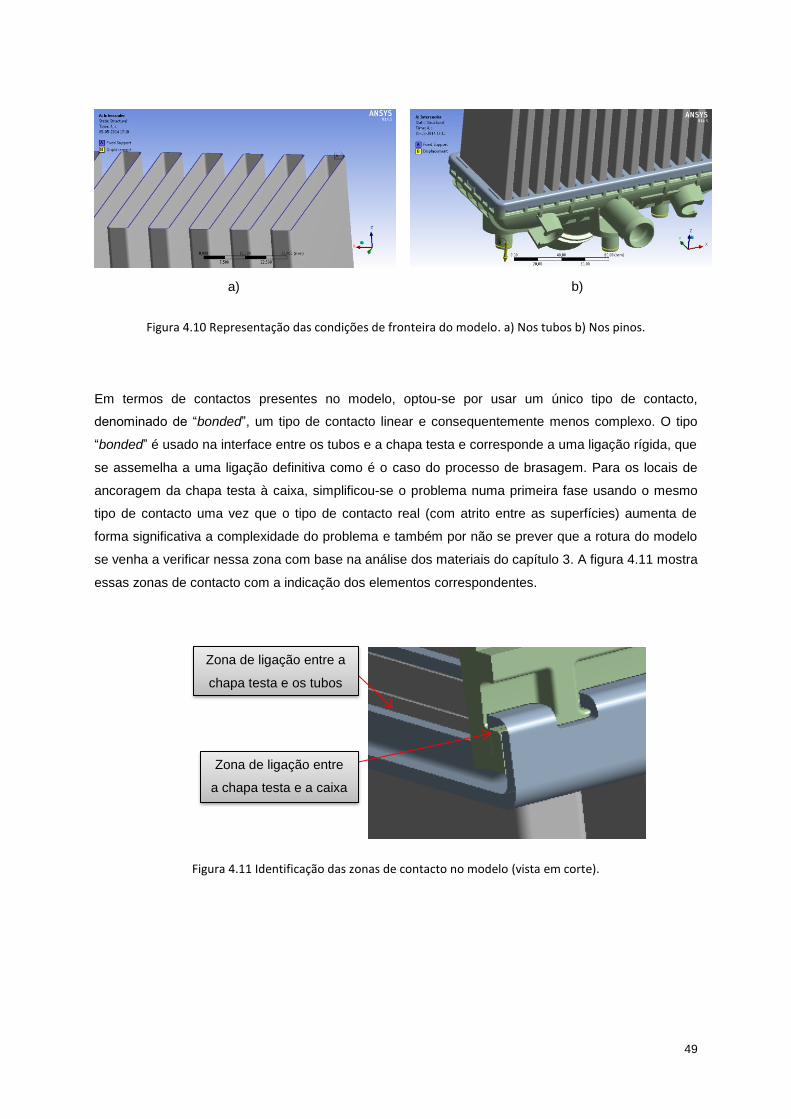
49
Figura 4.10 Representação das condições de fronteira do modelo. a) Nos tubos b) Nos pinos.
Em termos de contactos presentes no modelo, optou-se por usar um único tipo de contacto,
denominado de “bonded”, um tipo de contacto linear e consequentemente menos complexo. O tipo
“bonded” é usado na interface entre os tubos e a chapa testa e corresponde a uma ligação rígida, que
se assemelha a uma ligação definitiva como é o caso do processo de brasagem. Para os locais de
ancoragem da chapa testa à caixa, simplificou-se o problema numa primeira fase usando o mesmo
tipo de contacto uma vez que o tipo de contacto real (com atrito entre as superfícies) aumenta de
forma significativa a complexidade do problema e também por não se prever que a rotura do modelo
se venha a verificar nessa zona com base na análise dos materiais do capítulo 3. A figura 4.11 mostra
essas zonas de contacto com a indicação dos elementos correspondentes.
Figura 4.11 Identificação das zonas de contacto no modelo (vista em corte).
a) b)
Zona de ligação entre
a chapa testa e a caixa
Zona de ligação entre a
chapa testa e os tubos
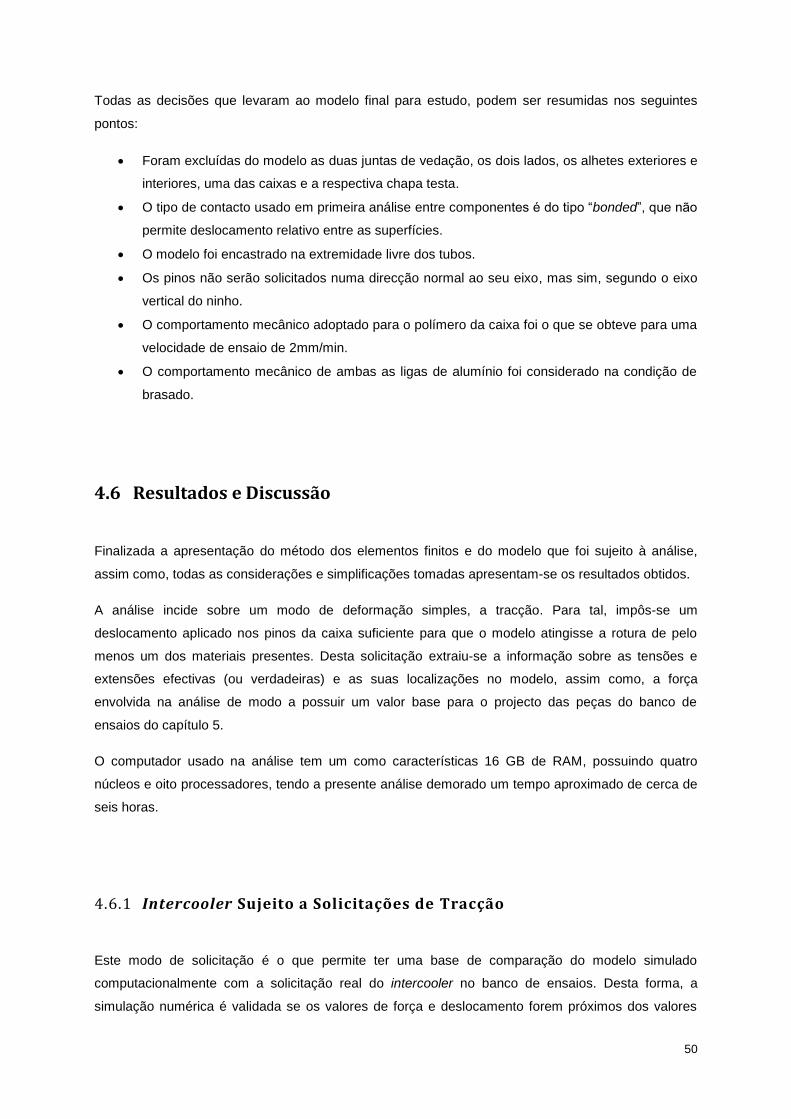
50
Todas as decisões que levaram ao modelo final para estudo, podem ser resumidas nos seguintes
pontos:
Foram excluídas do modelo as duas juntas de vedação, os dois lados, os alhetes exteriores e
interiores, uma das caixas e a respectiva chapa testa.
O tipo de contacto usado em primeira análise entre componentes é do tipo “bonded”, que não
permite deslocamento relativo entre as superfícies.
O modelo foi encastrado na extremidade livre dos tubos.
Os pinos não serão solicitados numa direcção normal ao seu eixo, mas sim, segundo o eixo
vertical do ninho.
O comportamento mecânico adoptado para o polímero da caixa foi o que se obteve para uma
velocidade de ensaio de 2mm/min.
O comportamento mecânico de ambas as ligas de alumínio foi considerado na condição de
brasado.
4.6 Resultados e Discussão
Finalizada a apresentação do método dos elementos finitos e do modelo que foi sujeito à análise,
assim como, todas as considerações e simplificações tomadas apresentam-se os resultados obtidos.
A análise incide sobre um modo de deformação simples, a tracção. Para tal, impôs-se um
deslocamento aplicado nos pinos da caixa suficiente para que o modelo atingisse a rotura de pelo
menos um dos materiais presentes. Desta solicitação extraiu-se a informação sobre as tensões e
extensões efectivas (ou verdadeiras) e as suas localizações no modelo, assim como, a força
envolvida na análise de modo a possuir um valor base para o projecto das peças do banco de
ensaios do capítulo 5.
O computador usado na análise tem um como características 16 GB de RAM, possuindo quatro
núcleos e oito processadores, tendo a presente análise demorado um tempo aproximado de cerca de
seis horas.
4.6.1 Intercooler Sujeito a Solicitações de Tracção
Este modo de solicitação é o que permite ter uma base de comparação do modelo simulado
computacionalmente com a solicitação real do intercooler no banco de ensaios. Desta forma, a
simulação numérica é validada se os valores de força e deslocamento forem próximos dos valores
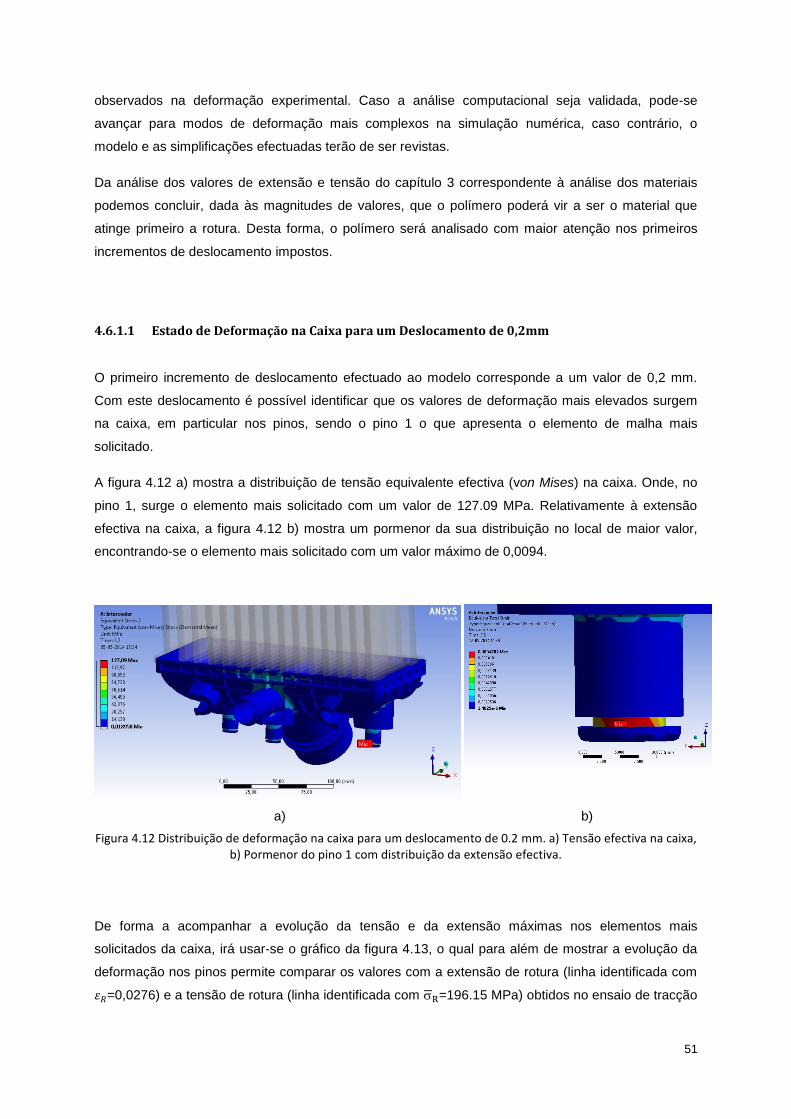
51
observados na deformação experimental. Caso a análise computacional seja validada, pode-se
avançar para modos de deformação mais complexos na simulação numérica, caso contrário, o
modelo e as simplificações efectuadas terão de ser revistas.
Da análise dos valores de extensão e tensão do capítulo 3 correspondente à análise dos materiais
podemos concluir, dada às magnitudes de valores, que o polímero poderá vir a ser o material que
atinge primeiro a rotura. Desta forma, o polímero será analisado com maior atenção nos primeiros
incrementos de deslocamento impostos.
4.6.1.1 Estado de Deformação na Caixa para um Deslocamento de 0,2mm
O primeiro incremento de deslocamento efectuado ao modelo corresponde a um valor de 0,2 mm.
Com este deslocamento é possível identificar que os valores de deformação mais elevados surgem
na caixa, em particular nos pinos, sendo o pino 1 o que apresenta o elemento de malha mais
solicitado.
A figura 4.12 a) mostra a distribuição de tensão equivalente efectiva (von Mises) na caixa. Onde, no
pino 1, surge o elemento mais solicitado com um valor de 127.09 MPa. Relativamente à extensão
efectiva na caixa, a figura 4.12 b) mostra um pormenor da sua distribuição no local de maior valor,
encontrando-se o elemento mais solicitado com um valor máximo de 0,0094.
Figura 4.12 Distribuição de deformação na caixa para um deslocamento de 0.2 mm. a) Tensão efectiva na caixa, b) Pormenor do pino 1 com distribuição da extensão efectiva.
De forma a acompanhar a evolução da tensão e da extensão máximas nos elementos mais
solicitados da caixa, irá usar-se o gráfico da figura 4.13, o qual para além de mostrar a evolução da
deformação nos pinos permite comparar os valores com a extensão de rotura (linha identificada com
=0,0276) e a tensão de rotura (linha identificada com =196.15 MPa) obtidos no ensaio de tracção
a) b)
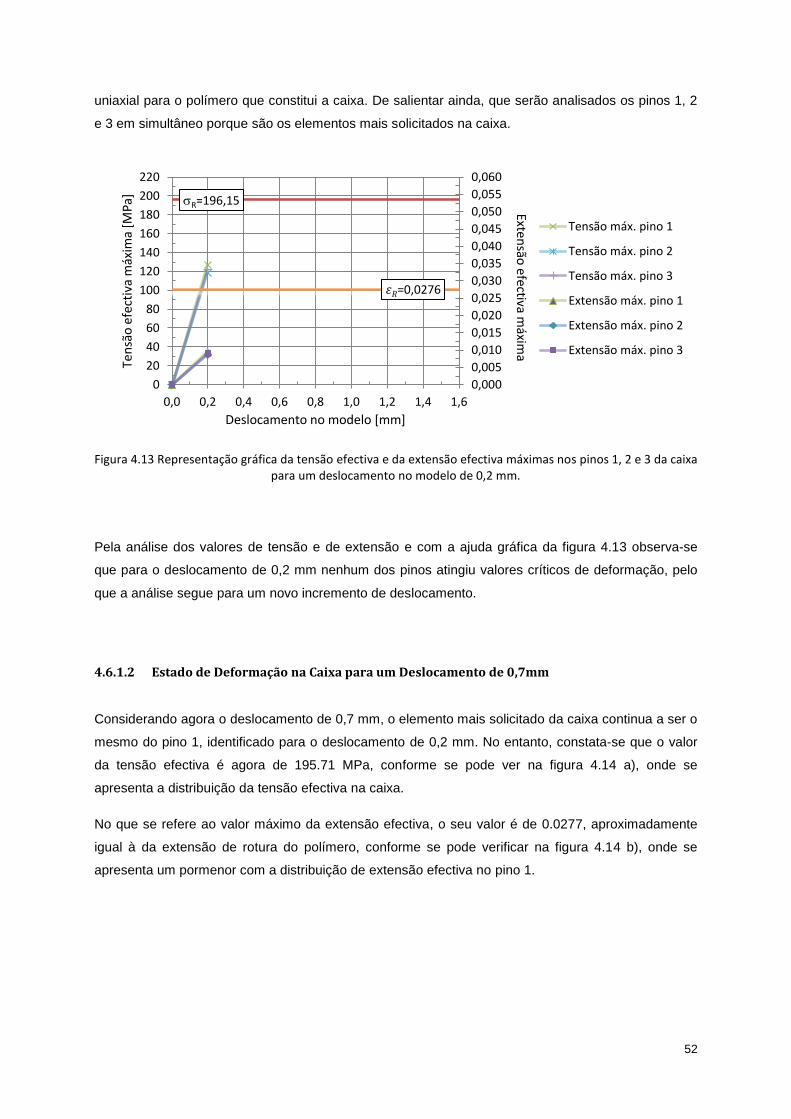
52
uniaxial para o polímero que constitui a caixa. De salientar ainda, que serão analisados os pinos 1, 2
e 3 em simultâneo porque são os elementos mais solicitados na caixa.
Figura 4.13 Representação gráfica da tensão efectiva e da extensão efectiva máximas nos pinos 1, 2 e 3 da caixa para um deslocamento no modelo de 0,2 mm.
Pela análise dos valores de tensão e de extensão e com a ajuda gráfica da figura 4.13 observa-se
que para o deslocamento de 0,2 mm nenhum dos pinos atingiu valores críticos de deformação, pelo
que a análise segue para um novo incremento de deslocamento.
4.6.1.2 Estado de Deformação na Caixa para um Deslocamento de 0,7mm
Considerando agora o deslocamento de 0,7 mm, o elemento mais solicitado da caixa continua a ser o
mesmo do pino 1, identificado para o deslocamento de 0,2 mm. No entanto, constata-se que o valor
da tensão efectiva é agora de 195.71 MPa, conforme se pode ver na figura 4.14 a), onde se
apresenta a distribuição da tensão efectiva na caixa.
No que se refere ao valor máximo da extensão efectiva, o seu valor é de 0.0277, aproximadamente
igual à da extensão de rotura do polímero, conforme se pode verificar na figura 4.14 b), onde se
apresenta um pormenor com a distribuição de extensão efectiva no pino 1.
R=196,15
𝜀𝑅=0,0276
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
0,055
0,060
0
20
40
60
80
100
120
140
160
180
200
220
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
Extensão
efectiva máxim
a Ten
são
efe
ctiv
a m
áxim
a [M
Pa]
Deslocamento no modelo [mm]
Tensão máx. pino 1
Tensão máx. pino 2
Tensão máx. pino 3
Extensão máx. pino 1
Extensão máx. pino 2
Extensão máx. pino 3
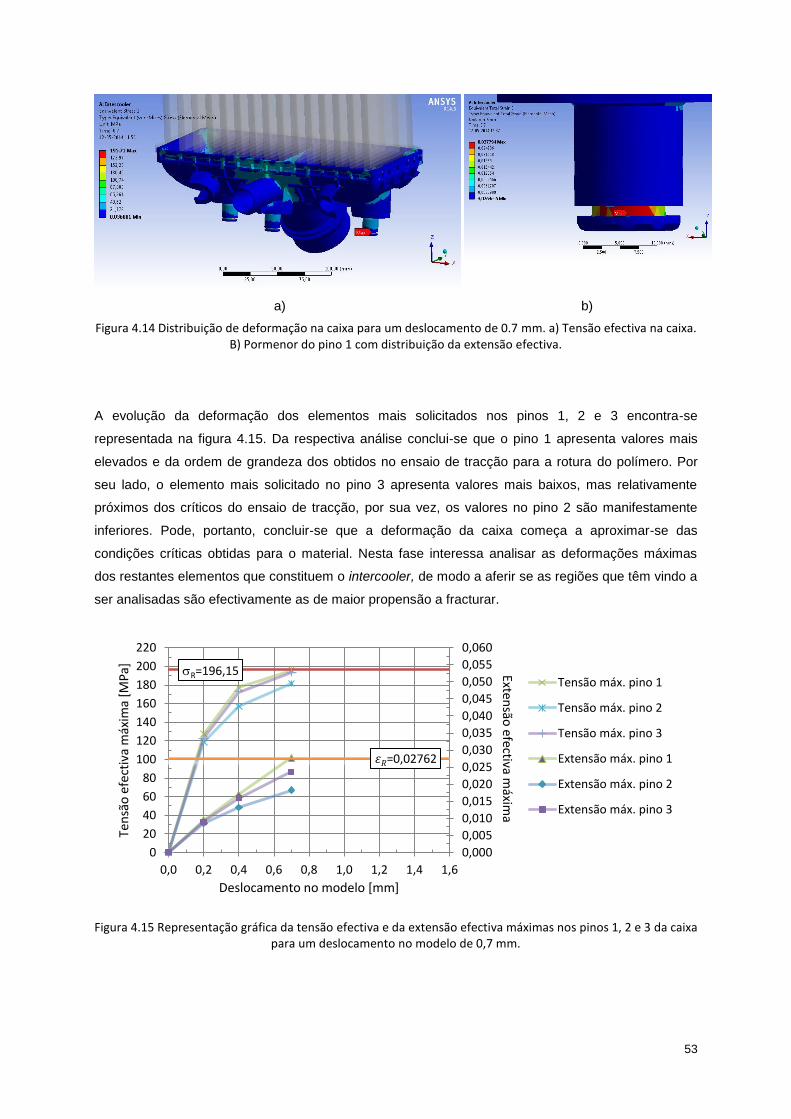
53
Figura 4.14 Distribuição de deformação na caixa para um deslocamento de 0.7 mm. a) Tensão efectiva na caixa. B) Pormenor do pino 1 com distribuição da extensão efectiva.
A evolução da deformação dos elementos mais solicitados nos pinos 1, 2 e 3 encontra-se
representada na figura 4.15. Da respectiva análise conclui-se que o pino 1 apresenta valores mais
elevados e da ordem de grandeza dos obtidos no ensaio de tracção para a rotura do polímero. Por
seu lado, o elemento mais solicitado no pino 3 apresenta valores mais baixos, mas relativamente
próximos dos críticos do ensaio de tracção, por sua vez, os valores no pino 2 são manifestamente
inferiores. Pode, portanto, concluir-se que a deformação da caixa começa a aproximar-se das
condições críticas obtidas para o material. Nesta fase interessa analisar as deformações máximas
dos restantes elementos que constituem o intercooler, de modo a aferir se as regiões que têm vindo a
ser analisadas são efectivamente as de maior propensão a fracturar.
Figura 4.15 Representação gráfica da tensão efectiva e da extensão efectiva máximas nos pinos 1, 2 e 3 da caixa para um deslocamento no modelo de 0,7 mm.
R=196,15
𝜀𝑅=0,02762
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
0,055
0,060
0
20
40
60
80
100
120
140
160
180
200
220
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
Extensão
efectiva máxim
a
Ten
são
efe
ctiv
a m
áxim
a [M
Pa]
Deslocamento no modelo [mm]
Tensão máx. pino 1
Tensão máx. pino 2
Tensão máx. pino 3
Extensão máx. pino 1
Extensão máx. pino 2
Extensão máx. pino 3
a) b)

54
4.6.1.3 Estado de Deformação no Conjunto de Tubos e na Chapa Testa para um Deslocamento de
0,7 mm
Nas figuras 4.16 a) e 4.16 b) mostra-se, respectivamente, a distribuição de tensão efectiva e extensão
efectiva na chapa testa para um deslocamento de 0,7 mm. Da respectiva análise verifica-se que o
nível de deformação é muito semelhante nos castelos de ligação ao lado maior da caixa. A extensão
efectiva máxima atinge um valor de 0,04 num elemento localizado no lado de dentro do castelo e um
valor máximo de tensão efectiva de 130,34 MPa.
Figura 4.16 Distribuição de deformação na chapa testa para um deslocamento de 0.7 mm. a) Tensão efectiva na chapa testa, B) Extensão efectiva ampliada na zona de máximo.
Confrontando os valores máximos de extensão e tensão atrás referidos com a curva de
comportamento mecânico obtida no ensaio de tracção da liga de alumínio da chapa testa, constata-se
que este estado de deformação corresponde a uma zona de início da deformação plástica do material
da chapa testa, mas suficientemente afastado dos valores críticos da rotura do material; =0,142 e
=189.9 MPa (ver figura 4.3). Desta forma, pode considerar-se que estas solicitações estão longe
de promover a destruição da chapa testa na região de ligação à caixa.
O outro componente que interessa analisar é o conjunto de tubos constituintes do ninho do
intercooler. Assim, nas figuras 4.17 a) e 4.17 b) apresentam-se, respectivamente, a distribuição da
tensão efectiva e da extensão efectiva, com ampliação na zona do máximo, que se desenvolvem nos
tubos para um deslocamento de 0,7 mm.
a) b)
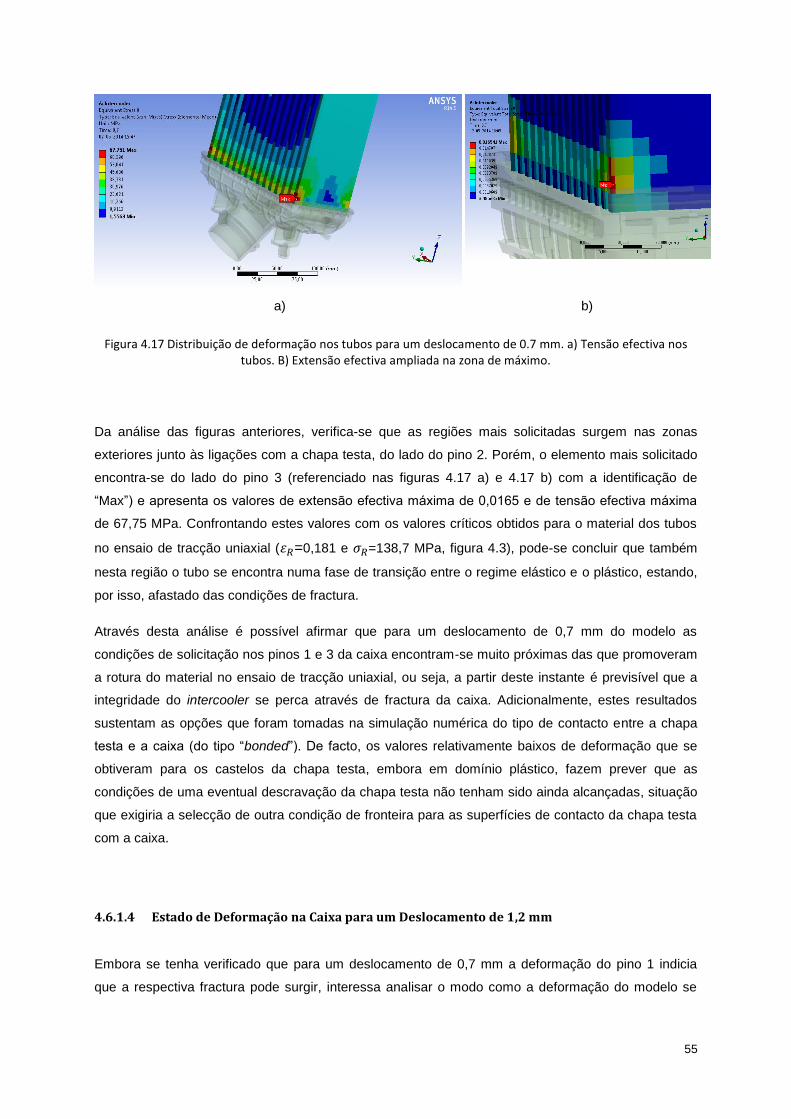
55
Figura 4.17 Distribuição de deformação nos tubos para um deslocamento de 0.7 mm. a) Tensão efectiva nos tubos. B) Extensão efectiva ampliada na zona de máximo.
Da análise das figuras anteriores, verifica-se que as regiões mais solicitadas surgem nas zonas
exteriores junto às ligações com a chapa testa, do lado do pino 2. Porém, o elemento mais solicitado
encontra-se do lado do pino 3 (referenciado nas figuras 4.17 a) e 4.17 b) com a identificação de
“Max”) e apresenta os valores de extensão efectiva máxima de 0,0165 e de tensão efectiva máxima
de 67,75 MPa. Confrontando estes valores com os valores críticos obtidos para o material dos tubos
no ensaio de tracção uniaxial ( =0,181 e =138,7 MPa, figura 4.3), pode-se concluir que também
nesta região o tubo se encontra numa fase de transição entre o regime elástico e o plástico, estando,
por isso, afastado das condições de fractura.
Através desta análise é possível afirmar que para um deslocamento de 0,7 mm do modelo as
condições de solicitação nos pinos 1 e 3 da caixa encontram-se muito próximas das que promoveram
a rotura do material no ensaio de tracção uniaxial, ou seja, a partir deste instante é previsível que a
integridade do intercooler se perca através de fractura da caixa. Adicionalmente, estes resultados
sustentam as opções que foram tomadas na simulação numérica do tipo de contacto entre a chapa
testa e a caixa (do tipo “bonded”). De facto, os valores relativamente baixos de deformação que se
obtiveram para os castelos da chapa testa, embora em domínio plástico, fazem prever que as
condições de uma eventual descravação da chapa testa não tenham sido ainda alcançadas, situação
que exigiria a selecção de outra condição de fronteira para as superfícies de contacto da chapa testa
com a caixa.
4.6.1.4 Estado de Deformação na Caixa para um Deslocamento de 1,2 mm
Embora se tenha verificado que para um deslocamento de 0,7 mm a deformação do pino 1 indicia
que a respectiva fractura pode surgir, interessa analisar o modo como a deformação do modelo se
a) b)

56
continua a desenvolver para deslocamentos superiores. Assim, considerou-se um deslocamento
imposto de 1,2 mm para fazer esta análise.
A figura 4.18 a) apresenta a distribuição de tensão na caixa com um máximo de 196,11 MPa,
enquanto a figura 4.18 b) indica um pormenor do pino 1 na zona do máximo da extensão efectiva.
Observa-se na figura 4.18 b) uma extensão com o valor de 0,0486, muito superior à extensão limite
de rotura do polímero.
Figura 4.18 Distribuição de deformação na caixa para um deslocamento de 1.2 mm. a) Tensão efectiva na caixa, B) Pormenor do pino 1 com distribuição da extensão efectiva.
Verifica-se agora que a solução de extensão calculada pelo programa ultrapassa largamente a
extensão de rotura do polímero, enquanto a tensão parece ter saturado num intervalo muito próximo
da tensão de rotura. Tal situação deve-se ao facto de o programa de simulação, manter o valor da
tensão de rotura do material nas extrapolações que tem de fazer para valores de extensão superiores
à extensão de rotura do material. Esta conclusão pode ser visualizada no gráfico da figura 4.19 para
os pinos 1 e 3, onde se verifica a “saturação” de tensão à medida que a extensão ultrapassa o
respectivo valor critico.
a) b)

57
Figura 4.19 Representação gráfica da tensão e da extensão máximas no pino 1, pino 2 e no pino 3 da caixa para um histórico de deslocamento no modelo de 1,2 mm.
4.6.1.5 Estado de Deformação no Conjunto de Tubos e na Chapa Testa para um Deslocamento de
1,2 mm
Para terminar a análise dos resultados obtidos, é conveniente verificar como se encontram os
restantes elementos do intercooler, numa fase em que as condições para a fractura dos pinos 1 e 3
da caixa já foram alcançadas. Para tal, a figura 4.20 a) mostra a distribuição de tensão na chapa testa
e a figura 4.20 b) uma ampliação da zona de extensão máxima. Os máximos que se observam estão
localizados nos mesmos elementos que os considerados aquando do deslocamento de 0,7 mm,
estando estes agora com valores de 0,0681 para a extensão efectiva e 151,96 MPa para a tensão
efectiva, valores suficientemente afastados dos valores de rotura do material, =0,142 e =189.9
MPa (ver figura 4.3).
R=196,15
𝜀𝑅=0,02762
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
0,055
0,060
0
20
40
60
80
100
120
140
160
180
200
220
0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
Extensão
efectiva máxim
a
Ten
são
efe
ctiv
a m
áxim
a [M
Pa]
Deslocamento no modelo [mm]
Tensão máx. pino 1
Tensão máx. pino 2
Tensão máx. pino 3
Extensão máx. pino 1
Extensão máx. pino 2
Extensão máx. pino 3

58
Figura 4.20 Distribuição de deformação na chapa testa para um deslocamento de 1.2 mm. a) Tensão efectiva na chapa testa. b) Extensão efectiva ampliada na zona de máximo.
Relativamente ao conjunto de tubos, estes à semelhança da chapa testa, mantêm igualmente o
elemento mais solicitado que se considerou quando o deslocamento era de 0,7 mm. Este elemento
apresenta agora uma tensão efectiva de 84,57 MPa e um valor de extensão efectiva de 0,0317,
conforme se pode verificar nas figuras 4.21 a) e 4.21 b), respectivamente. Também neste caso
significativamente inferiores aos do ponto de rotura do material dos tubos, =0,181 e =138,7 MPa
(ver figura 4.3).
Figura 4.21 Distribuição de deformação nos tubos para um deslocamento de 1.2 mm. a) Tensão efectiva nos tubos. B) Extensão efectiva ampliada na zona de máximo.
Pode, deste modo, assegurar-se que para estas condições de solicitação, estabelecidas através da
tracção do conjunto, com a aplicação de carga no pinos da caixa, a fractura do intercooler acontecerá
previsivelmente no pino 1 da caixa, para um deslocamento no intervalo 0,7 a 1,2 mm.
a) b)
a) b)

59
4.6.1.6 Evolução da Força
O conhecimento do valor da força envolvida no ensaio reveste-se de especial importância numa
perspectiva de projecto do banco de ensaios e da escolha da máquina ferramenta. Assim, na figura
4.22 mostra-se a evolução da força necessária ao ensaio de destruição do intercooler, quando
submetido a esforços de tracção, em função do deslocamento. Desta forma, e considerando o
intervalo de deslocamento (0,7 a 1,2 mm), onde previsivelmente poderá acontecer a destruição do
intercooler, conclui-se que a força de destruição estará compreendida entre 10,6 e 14 KN.
Figura 4.22 Gráfico de força vs deslocamento do modelo.
0
2000
4000
6000
8000
10000
12000
14000
16000
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 1,1 1,2 1,3
Forç
a to
tal [
N]
Deslocamento no modelo [mm]

60
5 Banco de Ensaios
O objectivo deste capítulo é o de apresentar o projecto e desenvolvimento de um banco de ensaios
de modo a que seja possível solicitar o intercooler à tracção. Pretende-se que este banco seja
versátil, de modo que possam ser ensaiados outros modelos de intercooler substituindo um número
reduzido de peças, desde que as suas dimensões sejam da mesma ordem de grandeza do estudado
neste trabalho.
Para tal, o capítulo inicia-se com uma descrição da prensa que a empresa tem à disposição e que
habitualmente é usada na montagem de protótipos. Decidiu-se realizar o projecto tendo como base o
referido equipamento uma vez que os custos de aquisição de um equipamento novo seriam
demasiado dispendiosos.
Após a apresentação do equipamento, é exposta e explicada a solução projectada. Esta solução
inclui também o equipamento de medida que permitirá registar os valores de força e deslocamento
durante o ensaio do intercooler.
Como resultado do capítulo 4, relativo à simulação numérica, verificou-se que o intercooler atinge a
sua ruptura, quando traccionado pelos seus pinos, para um deslocamento entre 0,7 mm e 1,2 mm.
Ora estes valores de deslocamento indicam desde logo, que não poderá haver folgas desta ordem de
grandeza na prensa e no equipamento de tracção, pelo que a obtenção de resultados válidos, estará
comprometida para as condições inicialmente propostas (tracção pelos pinos). No entanto, este
mecanismo, com a modificação de um número reduzido de peças, poderá ser usado para a
realização de outro modos de deformação que envolvam valores superiores, no caso por exemplo de
se analisar a descravação.
5.1 Equipamento Disponível
O equipamento em questão é uma prensa hidráulica modelo KPD–50 do fabricante Mega e encontra-
se localizada na secção de protótipos da empresa JDEUS®, figura 5.1.

61
Figura 5.1 Fotografia real da prensa hidráulica Mega modelo KPD–50.
Esta prensa tem a limitação de apenas realizar força na direcção vertical e apenas no sentido
descendente. A bomba hidráulica é accionada manualmente através de duas alavancas disponíveis
ao utilizador, sendo que uma é de avanço rápido e a outra de avanço lento. Desta forma, a força não
aumenta de modo contínuo, mas sim de forma incremental. A prensa tem ainda uma mesa amovível,
o que permite aumentar ou diminuir a área de trabalho verticalmente.
A figura 5.2 mostra as principais características da prensa, designadamente a claridade vertical e
horizontal máximas, o tipo de bomba e de cilindro, assim como as respectivas referências.
Figura 5.2 Propriedades da prensa hidráulica [24].
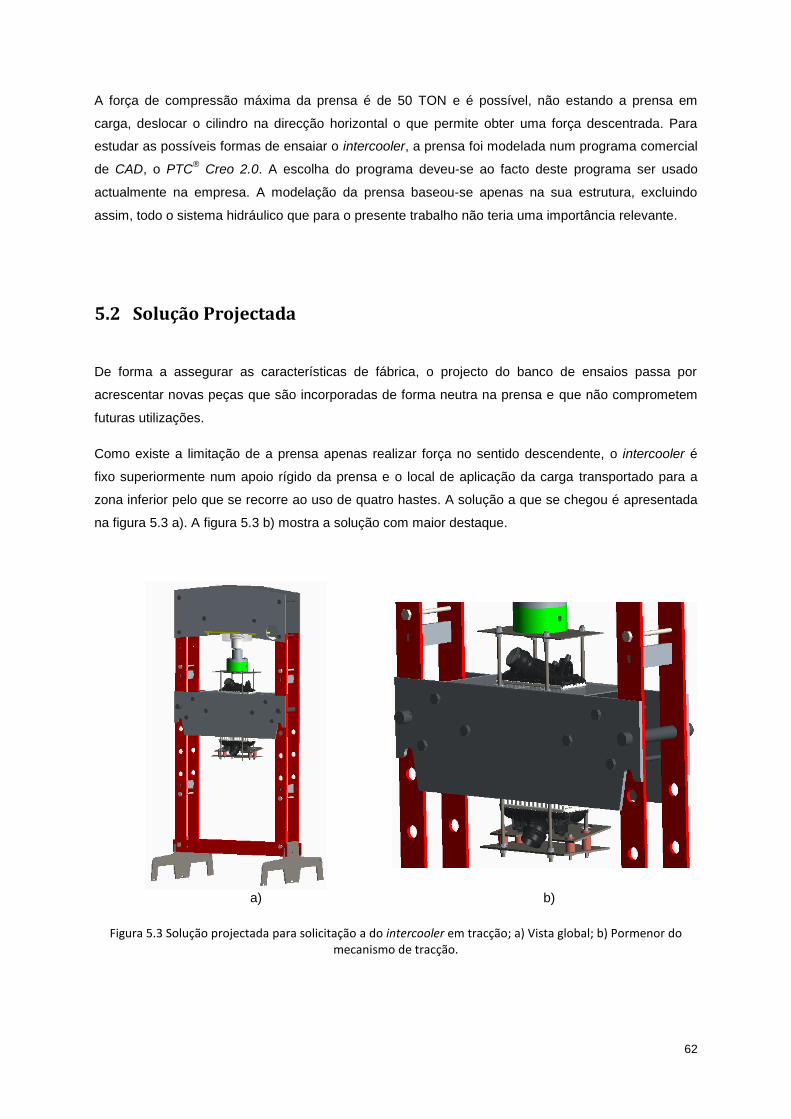
62
A força de compressão máxima da prensa é de 50 TON e é possível, não estando a prensa em
carga, deslocar o cilindro na direcção horizontal o que permite obter uma força descentrada. Para
estudar as possíveis formas de ensaiar o intercooler, a prensa foi modelada num programa comercial
de CAD, o PTC® Creo 2.0. A escolha do programa deveu-se ao facto deste programa ser usado
actualmente na empresa. A modelação da prensa baseou-se apenas na sua estrutura, excluindo
assim, todo o sistema hidráulico que para o presente trabalho não teria uma importância relevante.
5.2 Solução Projectada
De forma a assegurar as características de fábrica, o projecto do banco de ensaios passa por
acrescentar novas peças que são incorporadas de forma neutra na prensa e que não comprometem
futuras utilizações.
Como existe a limitação de a prensa apenas realizar força no sentido descendente, o intercooler é
fixo superiormente num apoio rígido da prensa e o local de aplicação da carga transportado para a
zona inferior pelo que se recorre ao uso de quatro hastes. A solução a que se chegou é apresentada
na figura 5.3 a). A figura 5.3 b) mostra a solução com maior destaque.
Figura 5.3 Solução projectada para solicitação a do intercooler em tracção; a) Vista global; b) Pormenor do mecanismo de tracção.
a) b)

63
Nas figuras 5.4 a) e b) estão os pormenores inferiores e superiores de fixação do intercooler ao
mecanismo de tracção, por sua vez, a figura 5.4 c) mostra uma vista lateral do mecanismo.
Figura 5.4 Pormenor da solução projectada para solicitação do intercooler em tracção; a) Fixação inferior do intercooler; b) Fixação superior do intercooler; c) vista lateral do mecanismo de tracção.
A força efectuada pela prensa passa directamente pela célula de carga e é transportada para a placa
inferior horizontal através das quatro hastes. A força é depois transmitida para uma outra placa
inclinada de acordo com o ângulo que os pinos da caixa fazem com a horizontal, figura 5.4 a). Estas
duas placas encontram-se acopladas por quatro parafusos que trabalham à tracção e por oito
casquilhos que asseguram a inclinação correcta da placa.
Por sua vez a outra extremidade do intercooler é fixada verticalmente na mesa da prensa por
intermédio de duas placas simplesmente apoiadas e que seguram o intercooler pela chapa testa,
figura 5.4 b). As quatro hastes são roscadas nas suas extremidades de modo a que por um lado seja
possível a sua fixação na parte superior por oito porcas e por outro haja regulação da inclinação da
placa inferior de modo a que esta fique perfeitamente horizontal.
A montagem do equipamento projectado segue os seguintes passos numerados de forma
cronológica:
1. Colocar o intercooler em posição.
2. Fixar o intercooler com as duas placas que ficam apoiadas na mesa da prensa e que fixam o
intercooler pela chapa testa.
3. Fazer passar as hastes pelas placas e fixá-las superiormente por intermédio de oito porcas
ao perfil.
a) b) c)
64
4. Proceder à montagem das duas placas inferiores acopladas com o auxílio dos casquilhos e
dos parafusos.
5. Ajustar a placa inferior de modo a que esta fique exactamente horizontal através das porcas
(a inclinação da outra chapa será dada pela inclinação dos casquilhos).
6. Fixar os pinos à chapa inclinada com o auxílio de três freios, um para cada pino.
7. Colocar o sistema da célula de carga, ajustando para tal o cilindro da prensa.
8. Por fim, solicitar o intercooler.
Prevê-se que ocorra alguma flexão dos tirantes uma vez que os pinos irão resistir à força criando,
para além da tracção, um momento originado pela inclinação dos mesmos com a horizontal. Já a
pensar neste problema o uso de quatro hastes ao invés de duas foi escolhido.
5.2.1 Medição de Força e Deslocamento
A força e o deslocamento impostos são obtidos incorporando uma célula de carga e um transdutor de
deslocamento em linha com o cilindro da prensa, respectivamente. Desta forma é possível a
observação e o registo destas grandezas graficamente através de hardware específico, o spider8 da
empresa HBM®, figura 5.5, e do respectivo software. Os valores registados poderão posteriormente
ser comparados com valores de deformação de modelos standard.
Figura 5.5 Hardware de aquisição de dados, Spider8.
Para a inclusão da célula de carga está projectado um sistema que a mantenha alinhada e numa
posição estável mas que ao mesmo tempo garanta que toda a força aplicada passe pela mesma. Por
forma a assegurar estas premissas chegou-se à solução que se apresenta na figura 5.6. Esta solução
é composta por quatro peças, pela respectiva célula de carga e por parafusos de fixação. Na figura
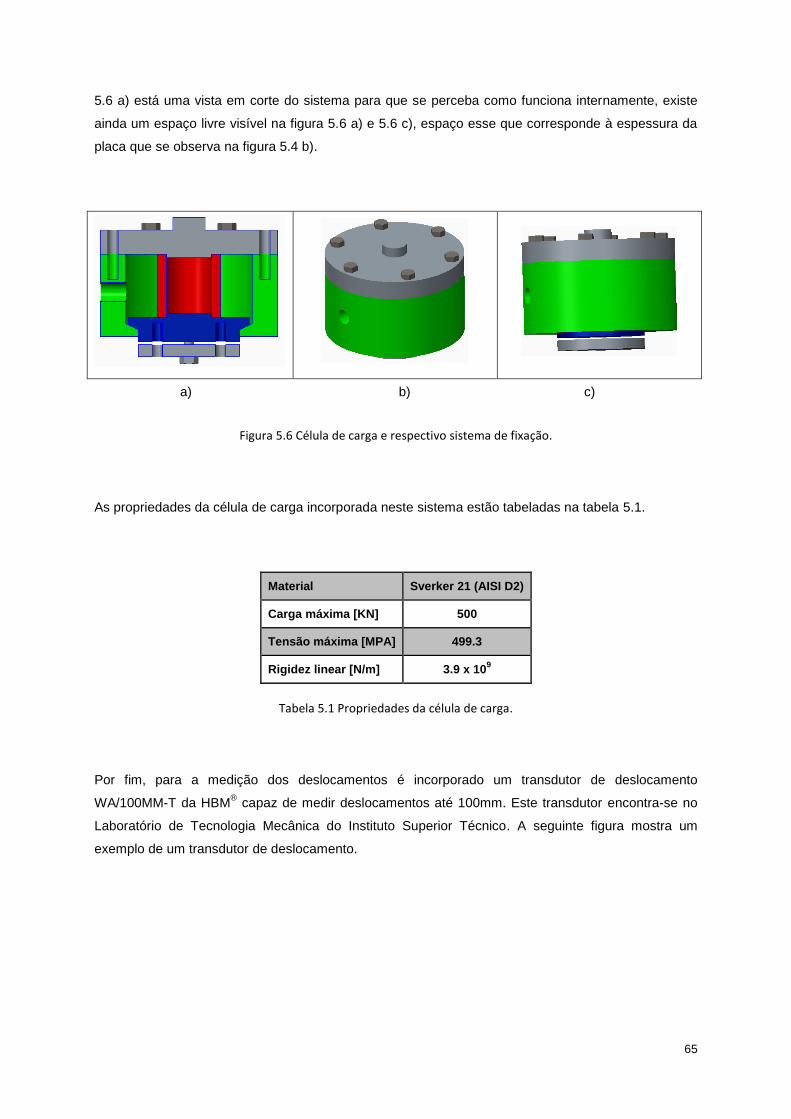
65
5.6 a) está uma vista em corte do sistema para que se perceba como funciona internamente, existe
ainda um espaço livre visível na figura 5.6 a) e 5.6 c), espaço esse que corresponde à espessura da
placa que se observa na figura 5.4 b).
Figura 5.6 Célula de carga e respectivo sistema de fixação.
As propriedades da célula de carga incorporada neste sistema estão tabeladas na tabela 5.1.
Material Sverker 21 (AISI D2)
Carga máxima [KN] 500
Tensão máxima [MPA] 499.3
Rigidez linear [N/m] 3.9 x 109
Tabela 5.1 Propriedades da célula de carga.
Por fim, para a medição dos deslocamentos é incorporado um transdutor de deslocamento
WA/100MM-T da HBM® capaz de medir deslocamentos até 100mm. Este transdutor encontra-se no
Laboratório de Tecnologia Mecânica do Instituto Superior Técnico. A seguinte figura mostra um
exemplo de um transdutor de deslocamento.
a) b) c)

66
Figura 5.7 Exemplo de um transdutor de deslocamento.

67
6 Conclusões e Proposta de Trabalho Futuro
6.1 Conclusões
Relativamente à análise dos materiais, verificou-se para o caso do polímero (PA6+PA66) que a
velocidade de deformação a que é solicitado tem influência no seu comportamento mecânico. Dos
parâmetros observados, verificou-se que todos aumentam para um aumento da velocidade de
deformação (dentro das velocidades ensaiadas); o módulo de elasticidade aumenta cerca de 2%, a
tensão de rotura cerca de 15 %, a extensão de rotura cerca de 4% e por fim, a energia de fractura por
unidade de volume cerca de 18 %. Desta forma, usaram-se os valores de caracterização obtidos para
a velocidade de deformação mais baixa (2mm/min) para a simulação numérica, assegurando assim, a
situação mais critica.
No caso do alumínio AA3003/AA4343, avaliou-se o efeito que a brasagem e o tempo decorrido após
a brasagem têm no seu comportamento mecânico. Chegou-se à conclusão de que a brasagem
produz um efeito de amaciamento na liga de alumínio, o que leva a que esta, após a brasagem,
possua um comportamento mecânico mais dúctil, com a redução da tensão de rotura de
aproximadamente 30%. Também o módulo de elasticidade e a tensão limite convencional de
elasticidade baixam, 11% e 73%, respectivamente. Em sentido contrário, a extensão de rotura e a
energia de fractura por unidade de volume aumentam significativamente após a brasagem. Concluiu-
se ainda que o tempo decorrido após a brasagem não parece influenciar essas mesmas variáveis. Na
simulação numérica, os dois tipos de alumínio usados foram o AA3003/AA4343 brasado para os
tubos e Hogal3551/AA4045 brasado para a chapa testa, pois corresponde ao estado real em que se
encontram os elementos do ninho.
Embora a simulação numérica tenha apresentado um elevado grau de complexidade, devido não só à
dimensão do modelo, como ao detalhe com que este foi concebido, os resultados obtidos parecem
ser conclusivos. Assim, concluiu-se que para a solicitação de tracção, será na caixa produzida com o
polímero PA6+PA66, em particular nos pinos onde se aplicaram os esforços, que surgirá a fractura do
intercooler. As condições de fractura ocorrem no pino número um, para um deslocamento total do
modelo que se prevê que esteja compreendido no intervalo de deslocamento de 0,7 mm a 1,2 mm.
Embora esta rotura dependa de sobremaneira do modo como os pinos estão fixados aos apoios do
intercooler, poderá, no entanto, ser benéfica para um intercooler em condições de funcionamento,
pois poderá actuar como fusível mecânico para alguma solicitação mecânica anormal que se venha a
registar durante o seu funcionamento. A rotura numa outra zona pode vir a impedir que o intercooler
perca a sua principal funcionalidade que é a de, juntamente com o turbocompressor, adicionar
68
potência ao automóvel, notando-se ainda mais esta perda de potência em motores mais pequenos,
os que seguem a tendência actual.
No que se refere ao banco de ensaios, os objectivos traçados no início apontavam para a concepção,
projecto e fabrico. Porém, não foi possível cumprir a última etapa, ou seja, o fabrico. Contudo, os
resultados obtidos na simulação numérica, prevendo a destruição do intercooler na caixa para um
deslocamento significativamente reduzido (da ordem de 1 mm), indiciam que a precisão exigida ao
banco de ensaios, incluindo a máquina ferramenta, tenha que ser significativamente elevada, de
modo a que os registos possam ser fiáveis. O projecto de banco de ensaios que foi desenvolvido está
inevitavelmente associado às características da prensa que foi disponibilizada para o projecto,
contudo, reconhece-se que a rigidez, incluindo folgas e alinhamentos, do sistema possam não ser as
mais adequadas ao ensaio de destruição com solicitações de tracção.
6.2 Propostas de Trabalho Futuro
Como propostas para trabalho futuro sugere-se a realização de um maior número de ensaios de
tracção, principalmente para o alumínio na condição de brasado de modo a aumentar a repetibilidade
dos resultados e eliminar algumas dúvidas relativamente a algumas propriedades, sugerindo-se
inclusivamente a inclusão de análise estatística, como seja a ANOVA (Análise de variância). Ainda
para o alumínio sugere-se a inclusão e comparação do efeito da corrosão após a brasagem que com
certeza se aproximará mais das condições reais de serviço.
Relativamente à simulação numérica é possível uma maior exactidão dos resultados aumentando a
capacidade de cálculo, pois desta forma, permitirá a inclusão de todos os componentes do
intercooler, e a possibilidade de realização de outros tipos de análise, destacando-se uma dinâmica.
Uma melhoria de análise passa ainda por incluir os valores de encruamento por deformação que os
castelos da chapa testa sofrem na altura a cravação.
Quanto ao projecto e desenvolvimento de um banco de ensaios, que se sugere que seja feito de raiz,
propõe-se ainda que futuros trabalhos incluam os resultados da simulação numérica do presente
trabalho de modo a ter informação dos esforços envolvidos na deformação de um intercooler, neste
caso em tracção, permitindo deste modo um correcto projecto.

69
7 Referencias Bibliográficas
[1] Site visitado a 11/05/14:
http://www.turbos.bwauto.com/products/turbochargerHistory.aspx
[2] Site visitado a 11/05/14:
http://www.turbobygarrett.com
[3] Site visitado a 11/05/14:
http://www.enginebasics.com/Advanced%20Engine%20Tuning/Intercooler.html
[4] Site visitado a 11/05/14:
http://www.topspeed.com/cars/porsche/2010-porsche-911-turbo-ar77712.html
[5] Site visitado a 11/05/14:
http://autoviva.sapo.pt/news/o_carro_que_melhor_representa_a_alemanha_o_porsche/5501
[6] Site visitado a 11/05/14:
http://americanhistory.si.edu/collections/search/object/nmah_2947
[7] Site visitado a 11/05/14:
http://www.emsgrivory.com/en/
[8] “Plastics – Determination of Tensile Properties (all parts)” , BS EN ISO 527, 1996.
[9] ASM International Handbook Committee, “Metals Handbook Desk Edition”, ASM International,
2nd
edition,1998.
[10] The Aluminum Association, Inc., “Rolling Aluminum: From the Mine Trough the Mill”, 3
rd
edition, December 2007.
[11] R. Mundt, Hoogovens, Koblenz, “Introduction to Brazing of Aluminum Alloys”, Lecture 4601,
1994.
[12] M. H. Sloboda, “Design and Strenght of Brazed Joints”, Johnson Matthey Metals Limited, July
1961.
[13] João de Deus & Filhos, S.A., “Alumínio da Industria Automóvel – Permutadores de Calor”,
Abril 2014.
[14] Department of defense –USA, “Military Standardization handbook – Aluminum and Aluminum
alloys”, December 1966.
[15] Mel M. Schwartz, “Brazing”, ASM International, 2
nd edition, 2003.

70
[16] João M.C. Correia, “Análise Estrutural de um Componente do Sistema de Arrefecimento do
Motor de um Veículo Automóvel”, Outubro 2011.
[17] “Standard Methods for Tension Testing of Metallic Materials”, E8-83, ASTM Standard, 1983.
[18] E. Voce, “The Relationship between stress and strain for homogeneous deformation”, Inst.
Metals, 1948, pp 537 – 562.
[19] Ramber, W., Osgood, W.R., “Description of stress-strain curves by three parameters”,
Technical Note nº902, National Advisory Committee for Aeronautics, Washington, 1943
[20] Budynas, R. G., Nisbett, J.K., “Shigley’s, Mechanical Engineering Design”, MCGraw-Hill, 8ª
edição, 2008
[21] Pierre Thieffry, Lead Product Manager, “Best of Both Worlds: Combining APDL with ANSYS
Workbench for Structural Simulations”, Ansys Inc,2010.
[22] A. Arriaga, et al., “Finite-element analysis of quasi-static characterization tests in
thermoplastic materials: Experimental and numerical analysis results”, 2006
[23] Site visitado a 11/05/14:
http://sustainabilityworkshop.autodesk.com/
[24] Site visitado a 11/05/14:
http://www.mega.es/
[25] Rodrigues, J. M. C., Martins, P. A. F., “Tecnologia Mecânica, Tecnologia da Deformação
Plástica, Volume I – Fundamentos teóricos”, Escolar Editora, 2ª edição, 2010

71
Anexo A
Equipamento usado nos ensaios de tracção efectuados ao polímero PA6+PA66 e ao alumínio
AA3003/AA4343.
Fabricante Instron
Modelo 5966
Capacidade da célula de carga 10 KN
Frequência máxima de aquisição de dados 1 kHz
Velocidade mínima 0.001 mm/min
Velocidade máxima 1500 mm/min
Precisão da força 0.1 N
Software de controlo Instron Bluehill
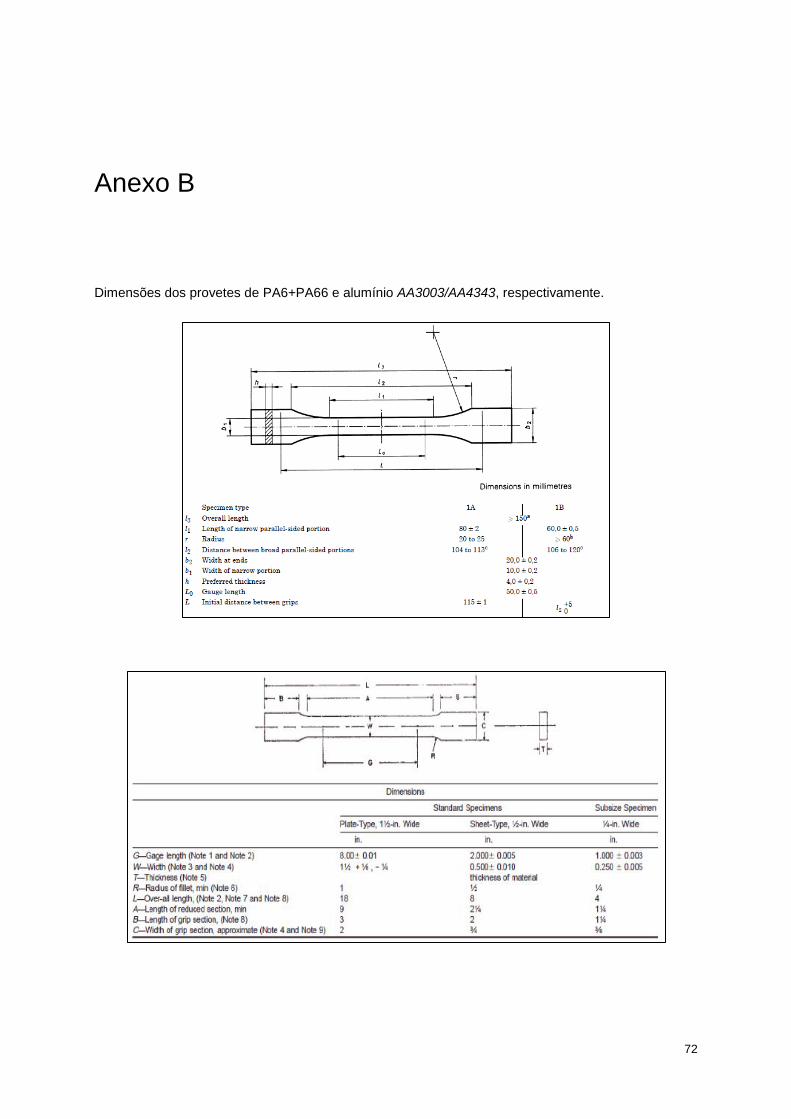
72
Anexo B
Dimensões dos provetes de PA6+PA66 e alumínio AA3003/AA4343, respectivamente.















![alekoe/Papers/Koerich_SBMICRO_1994.pdf · the properties of the series association of MOS transistors [5]. The voltage at the intermediate node of the association provides the information](https://static.fdocumentos.com/doc/165x107/5c0d44a109d3f247038d61c7/alekoepaperskoerichsbmicro1994pdf-the-properties-of-the-series-association.jpg)

