
Controlo de Temperatura num Permutador de Calor de Tubos ...§ão.pdf · Um agradecimento muito...
134
Área departamental de Engenharia Química Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma abordagem clássica vs uma abordagem preditiva Ricardo Jorge Felizardo Ferreira (licenciado) Trabalho final de Mestrado para obtenção do grau de mestre em Engenharia Química e Biológica Orientador: Doutor Sérgio J. Costa Coorientador: Doutor José M. Igreja Júri: Presidente: Doutor Teodoro Trindade Vogais: Doutor Filipe Barata Doutor Sérgio J. Costa Dezembro 2018
Transcript of Controlo de Temperatura num Permutador de Calor de Tubos ...§ão.pdf · Um agradecimento muito...

Área departamental de Engenharia Química
Controlo de Temperatura num Permutador de
Calor de Tubos Concêntricos: Uma abordagem
clássica vs uma abordagem preditiva
Ricardo Jorge Felizardo Ferreira
(licenciado)
Trabalho final de Mestrado para obtenção do grau de mestre em Engenharia
Química e Biológica
Orientador:
Doutor Sérgio J. Costa
Coorientador:
Doutor José M. Igreja
Júri:
Presidente: Doutor Teodoro Trindade
Vogais: Doutor Filipe Barata
Doutor Sérgio J. Costa
Dezembro 2018


i
Resumo
O avanço tecnológico realizado na indústria química tem levado a processos
cada vez mais complexos, com múltiplas variáveis a controlar e restrições processuais
a impor em cada processo. Outra necessidade que a indústria tem passa pelo aumento
da eficiência dos processos, reduzindo os custos associados a mesma. Dada a grande
competitividade no meio, a comunidade científica e industrial começou a explorar
profundamente o controlo de processos, de maneira a criar sistemas de controlo mais
avançados, capaz de lidar com as exigências processuais.
Nisto surge então o controlo preditivo baseado em modelos matemáticos,
denominado por MPC, em que este tipo de controlo engloba diversas classes de
controladores que utilizam algoritmos de predição e modelos matemáticos próprios de
cada sistema, o que permite que o processo opere perto dos valores máximos das
restrições processuais, de maneira eficiente e segura.
Como descrito na literatura, o MPC apresenta grande sucesso em sistemas
lineares com restrições dada a capacidade do mesmo de reduzir o problema de
otimização a um problema de programação quadrática. Com esta capacidade, torna-se
mais fácil a sua resolução e implementação, como será apresentado neste trabalho.
Como consegue lidar com sistemas multivariáveis, fica igualmente mais flexível e mais
robusto que o controlo clássico, algo que também será abordado neste trabalho.
No presente trabalho, aplicou-se uma das técnicas de controlo preditivo a um
equipamento que é comum a indústria química, um permutador de calor de tubos
concêntricos. Além da aplicação destas técnicas, aplicaram-se também técnicas de
controlo clássico e compararam-se os dois tipos de controlo. A aplicação dos dois tipos
de controlo foi feita através de simulação e implementação num sistema real.
A necessidade do modelo matemático do permutador de calor levou a
necessidade de um estudo aprofundado aos problemas de transferência de calor, bem
como os modelos gerais dos vários permutadores de calor.
Uma outra técnica desenvolvida neste trabalho é a capacidade de ligar um
computador de uso pessoal a uma instalação de escala laboratorial, com resultados
positivos após a implementação.
Palavras chave: Controlo preditivo; Modelo Espaço-Estado; Permutador de calor;
Sistemas multivariáveis; controlo clássico.

ii

iii
Abstract
The technological advances made in the chemical industry has led to increasingly
complex processes, with multiple variables to be controlled and procedural restrictions
to impose in each process. Another need that the industry has is to increase the
efficiency of processes, reducing the costs associated with it. Given the great
competitiveness, the scientific and industrial community began to deeply explore process
control to create more advanced control systems capable of dealing with procedural
requirements.
In this, the predictive control based on mathematical models, called MPC, arises,
in which this control encompasses several classes of controllers that use prediction
algorithms and mathematical models of each system that allow the process to operate
close to the maximum values of the procedural restrictions, efficiently and safely.
As described in the literature, the MPC shows great success in linear systems
with constraints given its ability to reduce the optimization problem to a quadratic
programming problem. With this capability, it becomes easy to implement and easy to
resolve, as it will be presented in this paper. Because it can handle multivariate systems,
it becomes more flexible and more robust than classical control, something that will also
be addressed in this paper.
In the present work, these predictive control techniques were applied to
equipment that is common to the chemical industry, a double pipe heat exchanger. In
addition to the application of these techniques, classical control techniques were also
applied, and the two types of control were compared. The application of the two types of
control was done through simulation and implementation in a real system.
The need for the mathematical model of the heat exchanger has led to the need
for an in-depth study of the heat transfer problems as well as the general models of the
various heat exchangers.
Another technique developed in this work is the ability to connect a personal
computer to a laboratory scale installation, with positive results after implementation.
Keywords: Predictive control; Space-State Model; Heat exchanger; Multivariate
systems; classic control.

iv

v
Agradecimentos
Inicialmente quero começar por agradecer ao professor Sérgio Jorge Costa que
orientou este trabalho e esta dissertação, para além de ter estado sempre presente para
levar a bom porto este trabalho. Agradeço-lhe toda a sua ajuda, todo o seu apoio e a
todas as suas conversas que possibilitaram chegar aqui. Além destes agradecimentos,
estou-lhe grato por todos os materiais e todas as explicações que me levaram a evoluir
nesta área da engenharia. Agradeço ao professor José Manuel Igreja que também
orientou este trabalho, que sem a sua ajuda e a sua sabedoria, grande parte deste
trabalho não teria sido realizado.
Queria deixar um agradecimento aos meus amigos e colegas do ISEL,
nomeadamente, ao Diogo Alves, Sérgio Costa, Ruben Cunha, Diogo Dias, André
Shimura, Jaime Rego, Manuel Verganista, Gonçalo Araújo, António Vieira e o Sérgio
Marques por todo o apoio e força que me deram ao longo do tempo de forma a chegar
onde estou agora. Gostava de agradecer a mais três pessoas do ISEL sendo elas a
Daniela Silva, a Ana Lopes e a Rafaela Cabral. A Daniela por ter sido a pessoa que mais
me fez rir e mais fez para desanuviar, a Ana Lopes por me ter ajudado a chegar a este
ponto com toda a força que ela me deu e ainda a Rafaela Cabral que me ouviu e me
deu sabedoria para passar obstáculos que se puseram na minha caminhada.
Um agradecimento muito especial a uma grande amiga que tive o prazer de
conhecer no ISEL, que foi preponderante na minha caminhada, sendo ela a Joana
Martinho. Agradecer lhe por aturar-me, por me dar força, e por ter sido a pessoa mais
presente ao longo destes duros meses que estive a realizar a dissertação.
Agradeço ao ISEL, instituto em que desenvolvi esta dissertação e onde tirei o
grau de licenciado, pelo equipamento prestado necessário de forma a desenvolver este
trabalho.
Agradeço aos meus amigos do secundário e as pessoas que conheci ao longo
da faculdade, nomeadamente o Duarte Moreira, Ana Cardoso, Artur Esteves, Bruno
Baixinho, Guilherme Borges Diana Carvalho pelo carinho e pelo apoio que prestaram.
Um agradecimento muito grande por parte do meu amigo de longa data Gerson Catabo
pela paciência que teve em ouvir me, pela companhia, pelo apoio e pela ajuda que me
prestou.
E por fim, um agradecimento do fundo do meu coração aos meus pais, a minha
irmã, aos meus tios e aos meus avos que sem eles nada disto teria sido possível e, que
sem eles, eu não conseguiria ter chegado ao fim desta etapa.

vi

vii
Conteúdo
Resumo ........................................................................................................................................ i
Abstract...................................................................................................................................... iii
Agradecimentos ....................................................................................................................... v
Acrónimos ................................................................................................................................ xiv
1. Introdução .......................................................................................................................... 1
1.1. Motivação ................................................................................................................... 1
1.2. Estrutura do trabalho .............................................................................................. 2
1.3. Contribuições do trabalho ..................................................................................... 2
2. Sistemas de controlo ...................................................................................................... 4
2.1. Introdução .................................................................................................................. 4
2.2. Ideia geral ................................................................................................................... 6
2.3. Modelos matemáticos do MPC ............................................................................. 7
2.4. Pré-DMC ...................................................................................................................... 9
2.5. Algoritmos iniciais ................................................................................................. 10
2.6. Controlador preditivo generalizado................................................................... 11
2.7. Algoritmo exemplar ............................................................................................... 11
2.8. Estabilidade ............................................................................................................. 12
2.9. MPC Robusto ........................................................................................................... 15
2.10. MPC não linear .................................................................................................... 16
2.11. MPC adaptativo ................................................................................................... 16
2.12. MPC para sistemas híbridos e sistemas com restrições lógicas .......... 17
2.13. MPC Explícito ...................................................................................................... 17
2.14. MPC económico .................................................................................................. 18
2.15. Otimização rápida .............................................................................................. 19
2.16. Aplicações industriais ...................................................................................... 20
2.17. Abordagem clássica .......................................................................................... 22
2.18. Controlo por PID ................................................................................................. 23
2.19. PID com 2 Graus de Liberdade ....................................................................... 31
3. Modelação do sistema .................................................................................................. 33
3.1. Introdução ................................................................................................................ 33
3.2. Introdução ao estudo do modelo matemático e aos permutadores de
calor 34
3.2. Permutadores de placas ....................................................................................... 36
3.3.1. Permutadores de vácuo revestidos ........................................................... 36

viii
3.3.2. Permutadores de porção revestida e soldado........................................ 37
3.3.3. Permutadores de titânio/ferro revestidos ................................................ 37
3.3.4. Permutadores de placas e cascos ............................................................. 37
3.3.5. Permutadores de placas espiral ................................................................. 37
3.3.6. Modelo dinâmico dos permutadores de placas ..................................... 38
3.4. Permutadores de tubos concêntricos .............................................................. 39
3.4.1. Modelo dinâmico dos permutadores de calor de tubos concêntricos
40
3.5. Permutador de casco e tubos ............................................................................. 41
3.5.1. Modelo dinâmico do permutador de casco e tubos.............................. 42
3.6. Descrição do sistema ............................................................................................ 43
3.7. Modelo matemático................................................................................................ 45
3.8. Linearização e Modelo de Espaço Estado ....................................................... 46
4. Resultados e Discussão ............................................................................................... 49
4.1. Introdução ................................................................................................................ 49
4.2. Malha aberta ............................................................................................................ 50
4.3. Controlo PID ............................................................................................................ 52
4.3.1. PID Hardware ................................................................................................... 52
4.3.2. PID Software .................................................................................................... 72
4.4. Controlo Preditivo .................................................................................................. 83
5. Conclusões e Trabalho futuro .................................................................................... 99
5.1. Conclusão ................................................................................................................ 99
5.2. Desafios Futuros .................................................................................................. 101
Referências Bibliográficas ................................................................................................. 102
Anexos .................................................................................................................................... 109
Apêndice A- Rotinas MATLAB ...................................................................................... 109
A.1.- permutadorxxx.m ................................................................................................ 109
A.2.- permodxx.m ......................................................................................................... 111
Apêndice B- Calibração dos sensores ....................................................................... 112
B.1. Sensor C1, subsystem 1 ................................................................................. 112
B.2. Sensor C2, subsystem 2 ................................................................................. 112
B.3. Sensor C3, subsystem 3 ................................................................................. 113
B.4. Sensor C4, subsystem 4 ................................................................................. 113
B.5. Sensor F1, subsystem 5 ................................................................................. 114
B.6. Sensor F2, subsystem 6 ................................................................................. 114
B.7. Sensor F3, subsystem 7 ................................................................................. 115

ix
B. Sensor F4, subsystem 8 ................................................................................. 115
Apêndice C- Esquema geral ......................................................................................... 116

x
Lista de tabelas
Tabela 2.1-Método de Ziegler-Nichols, em resposta de passo, para obtenção dos
parâmetros de um PID [85]. ........................................................................................ 27
Tabela 2.2- Método de frequência de Ziegler-Nichols para obtenção dos parâmetros de
um PID [85]. ................................................................................................................ 27
Tabela 4.1- Valores obtidos para o ensaio em malha aberta. ..................................... 51
Tabela 4.2- Tabela que relaciona os valores experimentais com os valores obtidos
através do método dos mínimos quadrados. .............................................................. 51
Tabela 4.3- Parâmetros do PID e variação de setpoint do ensaio 1. .......................... 54
Tabela 4.4- Parâmetros do PID e variação de setpoint do ensaio 2. .......................... 59
Tabela 4.5- Parâmetros do PID e variação de setpoint do ensaio 3. .......................... 60
Tabela 4.6- Parâmetros do PID e variação de setpoint do ensaio 4. .......................... 62
Tabela 4.7- Parâmetros do PID e variação de setpoint do ensaio 5. .......................... 64
Tabela 4.8- Parâmetros do PID e variação de setpoint do ensaio 6. .......................... 65
Tabela 4.9- Parâmetros do PID e variação de setpoint do ensaio 7. .......................... 67
Tabela 4.10- Parâmetros do PID e variação de setpoint do ensaio 8. ........................ 68
Tabela 4.11 Parâmetros do PID e variação de setpoint do ensaio 9. .......................... 69
Tabela 4.12- Parâmetros do PID e variação de setpoint do ensaio 9, numa toma de
temperatura intermédia, C3. ....................................................................................... 71
Tabela 4.13- Parâmetros do PID e variação de setpoint do ensaio 1 do PID software.
................................................................................................................................... 74
Tabela 4.14- Parâmetros do PID e variação de setpoint do ensaio 2 do PID software.
................................................................................................................................... 75
Tabela 4.15- Parâmetros do PID e variação de setpoint do ensaio 3 do PID software.
................................................................................................................................... 77
Tabela 4.16- Parâmetros do PID e variação de setpoint do ensaio 4 do PID software.
................................................................................................................................... 78
Tabela 4.17- Parâmetros do PID e variação de setpoint do ensaio 5 do PID software.
................................................................................................................................... 80
Tabela 4.18 Parâmetros do PID e variação de setpoint do ensaio 6 do PID software. 81
Tabela 4.19- Parâmetros do PID e variação de setpoint do ensaio 7 do PID software.
................................................................................................................................... 82
Tabela 4.20- Tabela com os parâmetros dos vários controladores utilizados. ............ 85

xi
Lista de Figuras
Figura 2.1- Ideia geral do MPC [7]. .............................................................................. 6
Figura 2.2- Caracterização de uma resposta em passo [85]. ..................................... 26
Figura 2.3-Figura representativa de um controlo em cascata [85]. ............................. 28
Figura 2.4- Princípio do controlo por feedfoward [85]. ................................................ 29
Figura 2.5- Princípio do controlo em split range, num sistema de aquecimento e
arrefecimento [85]. ...................................................................................................... 29
Figura 2.6- Princípio do controlo seletivo [85]............................................................. 30
Figura 2.7- Esquema genérico de um controlador PID 2DoF em tempo discreto [88]. 32
Figura 3.1- Figura de um permutador de calor de placas [90]. ................................... 36
Figura 3.2- Esquematização do comportamento de um permutador de calor de placas
para o modelo matemático [91]. .................................................................................. 38
Figura 3.3- Ideia geral dos permutadores de tubos concêntricos. .............................. 39
Figura 3.4- Funcionamento de um permutador de calor de tubos concêntricos, em
regime contracorrente, utilizado para o modelo matemático [92]. ............................... 40
Figura 3.5- Permutador de calor de casco e tubos [89]. ............................................. 41
Figura 3.6- Imagem de computador de um permutador de casco e tubos [94]. .......... 42
Figura 3.7-Sistema físico do problema de controlo..................................................... 43
Figura 3.8- Armário de instrumentação e sistema de aquisição. ................................ 45
Figura 3.9- Imagem representativa do sistema de tubos concêntricos deste trabalho.
................................................................................................................................... 48
Figura 4.1- Método dos mínimos quadrados aplicado. ............................................... 52
Figura 4.2-Simulink criado de forma a adquirir dados, utilizando como placa de
aquisição a PCL-813 da Advantech. ........................................................................... 53
Figura 4.3- O hardware utilizado para os ensaios. ..................................................... 54
Figura 4.4- Perfis de temperatura no ensaio 1 em contracorrente. ............................. 55
Figura 4.5- Perfis de temperatura no ensaio 1 em cocorrente. ................................... 55
Figura 4.6- Perfis de temperatura de saída do fluido frio. ........................................... 57
Figura 4.7- Esquema geral de problemas de controlo. ............................................... 58
Figura 4.8- Perfis de temperatura do ensaio 2, tanto em contracorrente como
cocorrente. .................................................................................................................. 59
Figura 4.9- Perfis de temperatura de saída do fluido frio. ........................................... 59
Figura 4.10- Perfis de temperatura do ensaio 3, tanto em contracorrente como
cocorrente. .................................................................................................................. 60
Figura 4.11- Perfis de temperatura de saída do fluido frio. ......................................... 61
Figura 4.12- Perfis de temperatura para o aumento do tempo integral. ...................... 62

xii
Figura 4.13- Perfil de temperatura de saída do fluido frio quando existe mudança do
tempo integral. ............................................................................................................ 62
Figura 4.14- Perfis de temperatura para a diminuição do tempo integral. ................... 64
Figura 4.15- Perfil de temperatura de saída do fluido frio quando existe uma diminuição
do tempo integral. ....................................................................................................... 64
Figura 4.16- Perfis de temperatura para o tempo integral a 10 segundos. ................. 65
Figura 4.17- Perfil de temperatura de saída do fluido frio quando existe uma diminuição
do tempo integral. ....................................................................................................... 66
Figura 4.18- Perfis de temperatura para um PI. ......................................................... 67
Figura 4.19- Perfil de temperatura de saída do fluido frio quando se utiliza um PI no
sistema. ...................................................................................................................... 67
Figura 4.20- Perfis de temperatura para tempo derivativo de 2 minutos. .................... 68
Figura 4.21- Perfil de temperatura de saída do fluido frio para o aumento do tempo
derivativo. ................................................................................................................... 69
Figura 4.22- Perfis de temperatura para a diminuição da banda proporcional para 2. 70
Figura 4.23- Perfil de temperatura de saída do fluido frio para a diminuição da banda
proporcional. ............................................................................................................... 70
Figura 4.24- Perfis de temperatura para o controlo a C3. ........................................... 71
Figura 4.25- Perfil de temperatura de C3. .................................................................. 71
Figura 4.26- Simulink criado para a simulação de um PID. ........................................ 72
Figura 4.27- Perfis de temperatura do primeiro ensaio com PID software, tanto em
contracorrente como cocorrente. ................................................................................ 74
Figura 4.28- Perfis de temperatura de saída do fluido frio para o primeiro ensaio. ..... 74
Figura 4.29- Perfis de temperatura do segundo ensaio com PID software, tanto em
contracorrente como cocorrente. ................................................................................ 76
Figura 4.30- Perfis de temperatura de saída do fluido frio para o segundo ensaio. .... 76
Figura 4.31- Perfis de temperatura do terceiro ensaio com PID software, tanto em
contracorrente como cocorrente. ................................................................................ 77
Figura 4.32- Perfis de temperatura de saída do fluido frio para o terceiro ensaio. ...... 78
Figura 4.33- Perfis de temperatura do quarto ensaio com PID software, tanto em
contracorrente como cocorrente. ................................................................................ 79
Figura 4.34- Perfis de temperatura de saída do fluido frio para o quarto ensaio. ........ 79
Figura 4.35- Perfis de temperatura do quinto ensaio com PID software, tanto em
contracorrente como cocorrente. ................................................................................ 80
Figura 4.36- Perfis de temperatura de saída do fluido frio para o quinto ensaio. ........ 80
Figura 4.37- Perfis de temperatura do sexto ensaio com PID software, tanto em
contracorrente como cocorrente. ................................................................................ 81

xiii
Figura 4.38- Perfis de temperatura de saída do fluido frio para o sexto ensaio. ......... 82
Figura 4.39- Perfis de temperatura do sétimo ensaio com PID software, tanto em
contracorrente como cocorrente. ................................................................................ 82
Figura 4.40- Perfis de temperatura de saída do fluido frio para o sétimo ensaio. ....... 83
Figura 4.41- Relação do modelo matemático com as variáveis do processo. ............ 84
Figura 4.42- Perfis de temperatura em malha aberta, neste ensaio. .......................... 85
Figura 4.43- Variação da entrada e da perturbação, no primeiro ensaio. ................... 86
Figura 4.44-Variação da saída, no primeiro ensaio. ................................................... 86
Figura 4.45- Variação da entrada e da perturbação, com predição de valores. .......... 88
Figura 4.46- Variação da saída, com predição de valores. ......................................... 88
Figura 4.47- Variação da entrada e da perturbação, no segundo ensaio. .................. 89
Figura 4.48- Variação da saída, no segundo ensaio .................................................. 90
Figura 4.49- Variação da entrada e da perturbação, com predição. ........................... 90
Figura 4.50-Variação da saída, com predição. ........................................................... 91
Figura 4.51- Perfis de temperatura em malha aberta, neste ensaio. .......................... 92
Figura 4.52- Variação da entrada e da perturbação, neste ensaio. ............................ 92
Figura 4.53-Variação da saída, neste ensaio. ............................................................ 93
Figura 4.54- Perfis de temperatura em malha aberta, neste ensaio. .......................... 94
Figura 4.55- Variação da entrada e da perturbação, no terceiro ensaio. .................... 94
Figura 4.56-Variação da saída, no terceiro ensaio. .................................................... 95
Figura 4.57- Variação da entrada e da perturbação, neste ensaio. ............................ 96
Figura 4.58- Variação da saída, neste ensaio. ........................................................... 96
Figura 4.59- Variação da entrada e da perturbação, neste ensaio. ............................ 97
Figura 4.60- Variação da saída, neste ensaio. ........................................................... 97
Figura B.1- Reta de calibração para o sensor C1. ................................................... 112
Figura B.2 Reta de calibração para o sensor C2. ..................................................... 112
Figura B.3- Reta de calibração para o sensor C3. ................................................... 113
Figura B.4- Reta de calibração para o sensor C4. ................................................... 113
Figura B.5- Reta de calibração para o sensor F1. .................................................... 114
Figura B.6- Reta de calibração para o sensor F2. .................................................... 114
Figura B.7- Reta de calibração para o sensor F3. .................................................... 115
Figura B.8- Reta de calibração para o sensor F4. .................................................... 115
Figura C.1- Esquema geral do sistema de controlo mais a instalação. .................... 116

xiv
Acrónimos
DMC Dynamic Matrix Control
IMC Internal Model Controller
GPC Generalized Predictive Control
MIMO Multiple Input Multiple Output
MPC Model Predictive Control
NMPC Nonlinear Model Predictive Control
RMPC Robust Model Predictive Control
DMPC Distributed Model Predictive Control
MHPC Model Heuristic Predictive Control
ODE Ordinary Differential Equation
PID Proportional-Integral-Derivative
PID-2DOF PID with two Degrees-Of-Freedom
RHC Receding Horizon Control
SIORHC Stable Input/Output RHC
SISO Single Input Single Output
TSR Truncated Step Response
FIR Finite Impulse Response
LQR Linear Quadratic Regulator
ODE Ordinary differential equation
PWM Pulse-Width Modulator

xv


1
Capítulo 1
1. Introdução
1.1. Motivação
O controlo nas indústrias químicas tem sofrido bastantes alterações ao longo do
tempo. Uma das alterações realizadas é a passagem do controlo clássico, usando
controladores proporcionais-integrais-derivativos (PID), para estruturas de controlo mais
complexas. Para sistemas com múltiplas variáveis, utiliza-se o denominado controlo
preditivo baseado em modelos. Este tipo de controlo estima o efeito das perturbações
ou das entradas destes sistemas e usa esta predição para escolher como atuar, de
forma ótima, para um determinado valor de setpoint.
A maioria dos sistemas de controlo de controlo preditivo trabalham com modelos
lineares e com funcionais de custo quadráticas, sujeitas a restrições nos estados e nas
saídas. Com isto em mente, as questões ambientais e de segurança são também
restrições de enorme importância e que podem ser colocadas nos modelos, sendo esta
a principal vantagem deste tipo de controlo, ou seja, consegue garantir a estabilidade
local ou global do sistema, em malha fechada, com as restrições implementadas no
modelo.
Este tipo de controlo, devido ao uso dos modelos matemáticos, consegue lidar
com sistemas multivariáveis sem necessitar de grandes alterações estruturais, a sua
fácil sintonização e possibilidade do sistema funcionar perto dos valores de restrição
tornam o controlo preditivo um utensílio bastante poderoso e versátil para o controlo de
processos.
Existe a necessidade de abordar o desenvolvimento de controladores para
permutadores de calor, nomeadamente permutadores de tubos concêntricos, podendo-
se abordar de várias maneiras, sendo estas classificadas pelos mais variados critérios.
No que se refere a variáveis a controlar, destaca-se o uso dos caudais de entrada,
tanto do fluido frio como do fluido quente. As variáveis medidas do processo deveram
ser as temperaturas de entrada de ambos os fluidos e as temperaturas de saída dos
fluidos e como variável a atuar deve de ser o calor que o fluido quente recebe, como
uma resistência ou utilização de outro fluido de aquecimento.
Quanto ao tipo de estrutura de controlo utilizada, esta estrutura pode ser por
feedback ou feedfoward, centralizado ou descentralizado.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
2
Em termos do tipo de controlo, destaca-se o controlo clássico (como por exemplo,
controladores PID) [1], controlo adaptativo [2], preditivo [2,3], não linear [2] ou repetitivo
[4]. O foco desta pequena introdução é apresentar de forma resumida a literatura
existente em controlo de permutadores de tubos concêntricos. Nos capítulos 2 e 3, entra
em foco um resumo da literatura de controlo preditivo e um resumo da literatura de
permutadores de calor.
1.2. Estrutura do trabalho
O seguinte trabalho está repartido por 5 capítulos e os respetivos anexos. Neste
primeiro capítulo faz-se a apresentação dos restantes capítulos, bem como a motivação
para este trabalho, descrevendo ainda a estrutura do mesmo e as respetivas
contribuições na área de controlo de sistemas, mais concretamente na área de
aplicação de técnicas preditivas.
O capítulo 2 descreve os avanços das técnicas preditivas e os avanços das
técnicas clássicas de controlo, bem como todas as contribuições que a área de controlo
de sistemas teve no avanço tecnológico da indústria química, servindo de base ao
estado de arte deste trabalho.
O capítulo 3 procede-se a descrição detalhada do sistema, bem como uma
apresentação do que são permutadores de calor, a sua importância na indústria e os
respetivos modelos matemáticos.
O capítulo 4 apresentam-se os resultados obtidos quer por simulação, quer em
resultados reais, bem como as várias decisões tomadas ao longo do trabalho.
Por fim, o capítulo 5 tiram-se as conclusões deste trabalho bem como os trabalhos
futuros possíveis a partir desta dissertação.
1.3. Contribuições do trabalho
O objetivo deste trabalho académico é comparar duas abordagens de controlo,
uma clássica, utilizando um controlador PID, e a abordagem preditiva, utilizando um
MPC, isto num permutador de calor de tubos concêntricos. De forma a comparar as
duas abordagens, manipula-se a velocidade do fluido frio, traduzindo-se na troca de
calor com o fluido quente. Este estudo revela-se importante para a engenharia química,
dado que, os permutadores de calor são bastante utilizados na indústria, sendo
necessário estes estarem nos parâmetros pretendidos.
Com isto em mente, consegue-se mostrar a possibilidade de conjugar conceitos
de controlo linear, a partir de modelos não lineares, com conceitos de predição, de forma

Ferreira, R.
3
a desenvolver controladores eficientes, aplicáveis a um permutador de tubos
concêntricos.
As contribuições do segundo capítulo são fundamentais a perceber a história e a
contextualizar estruturas de controlo MPC, que evoluiu ao longo dos anos, de forma a
desenvolver estes conceitos de técnicas de controlo preditivas e técnicas de controlo
clássico, apresentado as suas diferenças e as suas vantagens e desvantagens.
Com o terceiro capítulo pretende-se contribuir com o modelo matemático do
equipamento em estudo, bem como modelos gerais para equipamentos do mesmo
género, com base nos princípios de conservação e da linearização de sistemas não
lineares, sendo estas descritas matematicamente por um conjunto de ODE’s (equações
diferenciais ordinárias, em português).
No quarto capítulo apresentam-se os resultados obtidos experimentalmente por
via de simulação e por via de dados obtidos de um sistema real, bem como a utilização
de ferramentas de forma a ligar um sistema físico a um computador.

4
Capítulo 2
2. Sistemas de controlo
2.1. Introdução
Na indústria química existe sempre a preocupação com a segurança, a
sustentabilidade energética e o lucro dos processos. Assim sendo, a engenharia
química está fortemente dependente de sistemas de controlo automatizados.
Como a indústria tem se apercebido disto, existem cada vez mais estudos de
forma a desenvolver operações e estratégias de controlo cada vez mais avançadas, de
maneira a que o processo seja mais seguro, que cumpra as especificações ambientais
e que seja o mais rentável possível, ou seja, que esteja mais perto dos valores ótimos.
Os sistemas de controlo clássicos, como o controlo por PID, utiliza as medições
de apenas uma saída do processo (como por exemplo, temperatura, pressão, nível ou
concentração de um determinado produto) para computar a ação de controlo, a fim de
regular a variável de saída em torno de uma referência ou set-point escolhido [1]. Este
tipo de controladores tem um longo historial de sucesso no contexto dos processos
químicos e com certeza, que em anos futuros, continuará a ter um papel importante na
indústria química, dado a facilidade de implementação, a fácil manutenção e, ainda a
organização dos sistemas de controlo com múltiplos controladores de loops individuais.
Ao utilizar-se esta estratégia de controlo, com vários controladores de loop individual,
possui-se a vantagem adicional de “uma tolerância a falha iminente” proveniente de uma
arquitetura de controlo descentralizada. Uma má sintonização de um dos controladores
PID ou de um loop controlo não implica uma falha total do sistema de controlo do
processo.
Da necessidade de simplificação dos sistemas anteriormente descritos, surge
então o controlo preditivo baseado em modelos (MPC), que permite com que os
processos químicos estejam a trabalhar perto das restrições operacionais e
processuais. Isto é possível dado que o MPC irá otimizar constantemente uma função
objetivo até um determinado horizonte, em que esta função está sujeita a um processo
que pode ser linear ou não linear e restrições que também são não lineares ou lineares.
Este método possui vantagens em relação aos métodos clássicos, sendo a principal a
que foi dita anteriormente, a capacidade de trabalhar perto das restrições do processo.
As outras vantagens são a facilidade de lidar com problemas de multivariáveis, pode ter
em conta as limitações do atuador e ainda as atualizações de controlo são mais lentas
relativamente as aplicadas, permitindo assim que haja mais tempo para computação on-

Ferreira, R.
5
line. Além de tudo isto, o MPC tem uma intuição de fácil sintonização o que coloca
menos ênfase nas restrições e na otimização, mas sim mais ênfase na simplicidade e
na velocidade de computação. Como o MPC possui esta característica, este é bastante
adequado para os problemas com uma entrada e uma saída (“SISO”), sendo por isso,
um natural substituto aos controladores clássicos, os PID [1].
Contudo existem vários tipos de controlo com base no MPC, sendo os principais
o MPC económico, MPC explícito, o MPC robusto (RMPC), o MPC não linear (NMPC),
o MPC adaptativo, o MPC centralizado, MPC descentralizado, MPC distribuído (DMPC)
e, por fim, o MPC hierárquico. No entanto, além das já apresentadas, existem as formas
mais simples de MPC, que são as mais antigas, o controlador por matrizes dinâmicas
(DMC) e o controlador preditivo geral (GPC), em que estes dois irão ser abordados com
mais detalhe no ponto seguinte. O MPC económico é a junção entre dois tipos de
otimização, a otimização do modelo preditivo linear e a otimização em tempo real (RTO),
sendo que o RTO se apresenta como um problema não-linear. Este MPC tem como
vantagem a utilização de uma restrição que faz reduzir os custos de uma determinada
variável (como por exemplo, a utilização de gás natural numa fornalha) procurando à
mesma o máximo de produção da fábrica [2]. O MPC explícito é então um controlador
que utiliza computação off-line para determinar todos os cenários de controlo, avaliando
uma função linear [3]. O NMPC possui então uma função objetivo que é não linear e as
restrições podem ou não ser não lineares [4]. O MPC centralizado é então a utilização
de um controlador preditivo que regula todo o sistema, aproveitando assim a sua
capacidade de lidar com processos multivariáveis [1]. O descentralizado, por sua vez, é
uma variação do MPC centralizado, em que se utiliza dois ou mais controladores
preditivos, de forma a controlar secções do processo, sem que os controladores
comuniquem entre eles [1]. O DMPC é uma evolução do MPC descentralizado, em que
existem vários MPC a controlar o processo, no entanto, estes comunicam entre si [1]. O
MPC hierárquico tem no seu conceito o DMPC, no entanto cada MPC vizinho está
interligado a outro MPC, em que este está interligado com outro MPC vizinho através
de um controlador central do processo [5].
O MPC tornou-se um método de controlo bastante utilizado e bastante estudado.
Tendo este tido como primeira versão o DMC, o MPC começou nos anos 60, do século
passado, com a ideia do horizonte móvel (receding horizon). Os anos 80 trouxeram uma
melhor otimização do algoritmo, tendo sido possível colocar as restrições neste
algoritmo. Esta introdução apenas foi possível através do aparecimento de
microprocessadores baratos, permitindo assim que as empresas adquirissem tais
microprocessadores. Após a implementação das restrições no algoritmo, houve então a

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
6
passagem para a denominação de MPC, dado que, tornou a lei de controlo implícita e
não linear, afastando-se dos algoritmos do DMC. Este facto tornou o MPC um desafio,
que apenas foi ultrapassado através de estudos de vários investigadores, estudos esses
que permitiram a passagem para as várias formas de MPC, que foram enunciadas em
cima. O MPC, nos tempos que decorrem, possui um fundamento teórico firme, com
condições de estabilidade em malha fechada rigorosas e garantias de um desempenho
elevado, como outras técnicas clássicas de controlo, como por exemplo, o regulador
linear quadrático (Linear Quadratic Regulator-LQR) [6].
2.2. Ideia geral
Figura 2.1- Ideia geral do MPC [7].
A figura 2.1 demonstra a ideia geral do controlo preditivo, isto para um problema
SISO. Assumindo-se um ajuste com uma variável de tempo discreto, obtida através da
discretização do sistema contínuo por via autorregressiva (modelos ARX, ARMAX, etc.)
que saem do âmbito deste trabalho, em que cada passo se denomina por k. No tempo
delineado, a variável de saída é y(k), e a figura 2.1 mostra todo o caminho desta variável
(ainda antes do tempo delineado). Além disso, a figura 2.1 mostra a trajetória do
setpoint, em que este é a trajetória ideal para as saídas. A notação para este setpoint é
de s(t). Distinto da trajetória do setpoint está a trajetória de referência. Esta começa na
saída controlada, em y(k), e define uma trajetória ideal de resposta, ou seja, a resposta
que se pretende obter através do modelo [7].
A ideia geral do MPC é prever o futuro, utilizando o modelo do processo. Para tal,
este prevê a resposta e prevê qual a entrada ótima, de maneira a que o valor de y(k)
coincida com o valor de r(k). De forma a realizar tal feito, este possui dois horizontes, o

Ferreira, R.
7
horizonte de predição, o horizonte em que este prediz o que vai acontecer, e o horizonte
de controlo, em que este ele controla as entradas do processo, tendo em conta o
horizonte de predição. Este é o conceito geral do MPC.
2.3. Modelos matemáticos do MPC
Ao longo deste trabalho, usou-se vários tipos de modelos matemáticos, tanto
modelos lineares como não lineares, de forma a apresentar os vários esquemas de
MPC. A nível do esquema mais simples do MPC, existe a funcional de custo, que
penaliza as deviações das saídas através de um vetor de referência. Em termos
matemáticos traduz-se por
𝑉(𝑘) = ∑ ‖ŷ(k + i) − 𝑟(𝑘 + 𝑖)‖𝑄(𝑖)2 + ∑ ‖𝛥û(𝑘 + 𝑖)‖𝑅(𝑖)
2
𝐻𝑢−1
𝑖=0
𝐻𝑝
𝑖=𝐻𝑤
(2.1)
De notar que o horizonte de predição tem longevidade Hp, mas não existem,
necessariamente, penalizações, logo no início, dos desvios que y tem em relação a r,
sendo y a predição das saídas controladas, r um vetor da trajetória de referência, u as
entradas e k o passo. A possibilidade da inexistência de penalizações é devido aos
atrasos que podem existir entre a aplicação da entrada e a visualização do efeito da
mesma. Hu é o horizonte de controlo. Assume-se sempre que Hu ≤ Hp e que Δû(k+i) =
0 se o i ≥ Hu, para que û(k+i) = û(k+Hu-1) para todo o i ≥ Hu [7].
Isto é a formulação mais básica do MPC. No entanto, o MPC depende do modelo
matemático do processo. Assim, é possível introduzir as restrições do processo nos
modelos. Esta funcional de custo aparece apenas alguns anos depois do conceito do
MPC aparecer. Esta, provém da utilização das condições de estabilidade (SIORHC-
Stabilizing Input/Output Receeding Horizon Control) no GPC, dado que o GPC não tinha
garantias de estabilidade no processo. O GPC traduz-se então
𝐽𝐺𝑃𝐶 = 𝜀 [ ∑ 𝑦(𝑡 + 𝑘)2 + 𝜌 ∑ 𝑢(𝑡 + 𝑘 − 1)2
𝑁2
𝑘=1
𝑁2
𝑘=𝑁1
] (2.2)
O GPC é uma das formas mais simples de MPC, sendo uma versão generalizada.
A fórmula do GPC aqui apresentada apresenta um ε que se traduz na penalização das
saídas preditas e o ρ traduz-se no esforço de controlo que o MPC necessita de ter, se é
preciso ser robusto ou agressivo [8].
No entanto este possuía um grande problema, sendo este a falta de estabilidade.
Assim em 1990 Mosca, Lemos e Zhang [8] criaram o SIORHC, em que este é uma
condição em que as entradas estão dependentes das saídas e de uma matriz M, em

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
8
que esta matriz possui todas as restrições do processo e ainda as incertezas do modelo
matemático do processo. Esta é então expressa por
u(k) = 𝑒1′𝑀−1[ŷ(𝑘) + ��(𝑘)] (2.3)
Como é possível ver na equação (2.3), a equação de estabilidade imposta pelo
SIORHC, as entradas dependem das saídas preditas e das saídas estimadas, de uma
função e, delineada de forma a ser positiva, e a matriz M. Assim, a funcional de custo
associada ao GPC, a equação (2.2), passa a ter uma forma mais parecida a equação
do MPC, equação (2.1).
No entanto, a utilização do SIORHC não garante que o MPC volte para uma zona
estável, com parâmetros nominais estáveis. Para contornar isto, foi então implementado
uma condição matemática de
𝜕𝑉(𝑥)
𝜕𝑥(𝑓(𝑥) + 𝑔𝑖(𝑥)ℎ𝑖(𝑥)) ≤ − α3(|x| (2.4)
Nesta condição, a variação da funcional de custo é multiplicada por uma ou mais
funções Lyapunov candidatas [9]. Este quociente tem de ser menor que uma função de
alfa, negativa. Isto implica que quando existe uma variação, a função aumenta, mas, ao
longo do horizonte, esta irá tender para zero ao longo do tempo, garantido assim a
estabilidade. Esta condição, no entanto, recalcula os parâmetros nominais, podendo
estes não serem os mesmos de partida.
Para acabar, apresenta-se aqui uma outra forma mais simples de MPC, o DMC.
O DMC consiste numa matriz dinâmica, ou seja, os valores da matriz estão sempre a
recalcular-se. Porém, como o GPC, o DMC apresenta problemas de estabilidade, ou
seja, não existe garantias de estabilidade ao utilizar-se este tipo de controlo, sendo que
este apenas era utilizado em fábricas que fossem estáveis [10]. Assim o DMC pode ser
traduzido pelas seguintes equações
𝑆𝑖 = [
𝑠1.1 𝑠1.2 ⋯ 𝑠1.𝑛
𝑠2.1 𝑠2.2 ⋯ 𝑠2.𝑛
⋮𝑠𝑝.1
⋮𝑠𝑝.2
⋱⋯
⋮𝑠𝑝.𝑛
] 𝑝 × 𝑛 (2.5)
𝑌(𝑘 + 1) = 𝑀𝑌(𝑘) + 𝑆𝛥𝑢(𝑘) (2.6)

Ferreira, R.
9
𝑀 =
[ 0 𝐼𝑛𝑦 0 ⋯ 0 0
0 0 𝐼𝑛𝑦 ⋱ 0 0
⋮000
⋮000
⋱000
⋱⋱⋱⋯
⋱𝐼𝑛𝑦
00
⋮0
𝐼𝑛𝑦
𝐼𝑛𝑦]
𝑛 × 𝑛𝑦 (2.7)
𝑆 =
[
𝑆1
𝑆2
⋮𝑆𝑛−2
𝑆𝑛−1
𝑆𝑛 ]
(2.8)
𝑦(𝑘 + 1) = 𝑀𝑝(𝑘)�� + 𝜑[�� − ��] (2.9)
Em que, de forma a otimizar, este usava uma equação parecida a funcional de
custo do MPC, equação (2.1). M e S eram as matrizes que relacionavam as saídas com
os estados e as saídas com as entradas, respetivamente.
2.4. Pré-DMC
A versão anterior ao MPC é a DMC. No entanto ainda antes do aparecimento do
DMC existem instalações, que possuíam supervisão de controlo baseada em
computadores, com características essenciais do MPC. Estes incluem projetos de várias
indústrias de petroquímica como a Texaco, Monsanto, B.F. Goodrich, Riverside Cement,
Union Carbide, entre outras [11]. Entre todos está o projeto entre a Standard Oil Co. da
Califórnia e a IBM em que os dados de uma unidade de cracking catalítico, com leito
fluidizado, foram enviando-os via telétipo até um computador do mainframe da IBM,
entre as cidades de El Segundo e São Francisco. O ótimo do processo foi então obtido
e enviando de volta para El Segundo a cada 15-20 minutos, em que estes foram
implementados manualmente pelos operadores. Dado o sucesso desta abordagem,
foram instalados computadores, de forma a remover a necessidade de
telecomunicações, possibilitando a realização das mudanças muito mais depressa.
Apesar das vantagens demonstradas por estes projetos, usando a computação, o
controlo por computação não viu um uso generalizado nas indústrias de processo,
devido aos custos associados a estas ideias. Nos anos 60 e 70, a ideia de um MPC
continuo começou a aparecer esporadicamente na literatura. Nestes anos, Propoi [12]
propôs o uso de programação linear de forma a controlar sistemas lineares, com
restrições duras. Lee e Markus [13] fizeram a seguinte declaração, que resume a
essência do MPC: “One technique for obtaining a feedback controller synthesis from

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
10
knowledge of open-loop controllers is to measure the current control process state and
then compute very rapidly for the open-loop control function. The first portion of this
function is then used during a short time interval, after which a new measurement of the
process state is made, and a new open-loop control function is computed for this
measurement. The procedure is then repeated.”.
2.5. Algoritmos iniciais
A meio dos anos 70s é que o controlo por computadores se tornou real, devido ao
aparecimento de microprocessadores mais poderosos e ainda o aparecimento de
sistemas de controlo distribuídos. Sem coincidências, vários utilizadores começaram a
relatar o sucesso fenomenal que eles tiveram com o uso de controlo por base de
computação em várias operações unitárias de refinarias. O aparecimento do MPC é
difícil de atribuir a alguém, dado que todos os artigos sobre o tema saíram mais ou
menos na mesma altura. Richalet [14] introduziu uma técnica denominada por controlo
preditivo baseado em modelos heurísticos (MHPC) e reportou as várias aplicações
numa dúzia de processos industriais de grande escala, incluindo uma coluna de cracking
catalítico, um regenerador de vapor e ainda uma fábrica de PVC. Ao mesmo tempo,
Charlie Cutler começou a gerar muito interesse depois de reportar o uso de um modelo
com multivariáveis denominado controlo por matrizes dinâmicas (DMC) na gala anual
de AIChE e na conferencia de controlo automático em 1980 [15]. MHPC e DMC eram
diferenciados em que, o primeiro, utilizava um modelo com respostas finitas aos
impulsos (FIR) e uma trajetória de referência (isto é, um caminho que especifica como
cada variável de controlo deve de responder a uma alteração, de forma a ir para o
setpoint pretendido) e com “pontos de coincidência” (isto é, os pontos da visão de
predição em que a saída deve estar numa trajetória de referência específica), onde o
DMC emprega um modelo com resposta de passo truncada (TSR) e o método dos
mínimos quadrados em relação a um setpoint constante.
Com estes artigos todos disponíveis e a redução significativa dos obstáculos da
implementação, o uso do controlo computacional baseado nos modelos matemáticos
começou a ser implementado, rapidamente, em todas as refinarias e todas as fábricas
de petroquímica a parte do ocidental do mundo. As técnicas utilizadas por cada empresa
apresentavam variações bastante pequenas e existiam vários acrónimos como DMC,
MAC, ID-COM, etc. Estes, mais tarde, tornaram-se nomes comerciais de produtos de
software e continuam a ser utilizados hoje em dia, mas geralmente eles concordam
coletivamente é que a técnica utilizada é o MPC.
Muitos destes algoritmos são heurísticos na sua natureza. Eles empregam
modelos baseados em modelos de resposta no domínio do tempo, isto é, FIR e o TSR

Ferreira, R.
11
são completamente determinísticos e sem nenhum modelo explícito contendo
perturbações, sem garantias de estabilidade e ainda com diretrizes de ajuste
automático. Assim, foi proclamado, de forma errada, pelos utilizadores do MPC, que o
uso de modelos com o uso de domínio no tempo era o que conferia ao MPC a robustez
necessária para a utilização deste em problemas de controlo nas refinarias. Inicialmente,
os investigadores de controlo de processos tiveram dificuldades em entender a essência
destes “estranhos” algoritmos, que pareciam longe de ser convencionais. Apesar de
várias tentativas, a lei de controlo implícito não-linear parecia desafiar a convencional
análise matemática. No entanto, estas dificuldades levaram a um desenvolvimento de
modelos de controlo internos, em que estes falharam na construção de controlo com
restrições, mas levaram a novas descobertas no âmbito do controlo robusto [16,17].
2.6. Controlador preditivo generalizado
Independente do desenvolvimento nos processos industriais, a comunidade de
controlo adaptativo viu o aparecimento da sua própria versão de MPC denominada de
controlo preditivo generalizado, como aqui já referido como GPC. As motivações que
levaram ao desenvolvimento do GPC e do DMC foram bastante diferentes. Enquanto
que o DMC foi desenvolvido para lidar com problemas de controlo de multivariáveis com
restrições, problemas típicos das refinarias e da indústria petroquímica, o
desenvolvimento do GPC teve como intenção a de oferecer uma nova alternativa para
um regulador, com sintonização própria, com o objetivo principal de ultrapassar o
problema de robustez. A primeira exposição de GPC apareceu num trabalho da
Automatica [18,19]. O GPC aplica, naturalmente, um modelo com funções transferência,
como muitos dos trabalhos com controlo adaptativo, em que os aspetos estocásticos
foram uma parte importante, desde o início. Com isto em mente, foi estranho a aplicação
de problemas com multivariáveis, em que existia a falta de inclusão de restrições, uma
característica muito importante que era necessária para a utilização do GPC em vários
problemas de controlo de processos. Sendo o GPC muito mais teórico que o DMC e os
seus contemporâneos, este passou ao lado dos utilizadores de MPC na indústria.
2.7. Algoritmo exemplar
Durante o final dos anos 80, os investigadores começaram a perceber que, ao
contrário do que era a crença das pessoas ligadas a indústria, nem o modelo FIR nem
o modelo TSR acrescentavam robustez ao controlo do processo, sendo que estes não
eram, assim, características imprescindíveis do mesmo. De facto, a utilização de um
modelo de espaço-estado poderia ser benéfica em vários pontos [20,21]. Assim, os
investigadores começaram a adotar esta forma como a forma regular do MPC.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
12
Considerando o seguinte sistema de espaço-estado
x(i+1)=Ax(i)+Bu(i) (2.10)
Pode-se então chegar a equação (2.1), a funcional de custo do MPC, sendo que
as restrições estão implementadas no modelo de espaço-estado. Por fim, de forma a
garantir alguma estabilidade utilizou-se a equação (2.3), ou seja, o SIORHC.
Quando visto desta maneira, é possível de reparar que o MPC não é muito
diferente dos problemas de otimização de controlo estudados nos anos 50s e 60s. No
entanto, na abordagem clássica, o objetivo seria de derivar uma forma explícita de uma
lei ideal de feedback off-line. Isto requeria a solução da equação de Hamilton-Jacobi-
Bellman, HJB [22], que não é normalmente resolvida, tirando alguns casos especiais,
como por exemplo, o problema de LQR. Devido a isto, os problemas de otimização mais
interessantes continuavam por resolver. A abordagem do MPC elimina a necessidade
de resolver a equação HJB, realizando cálculos de otimização em malha aberta on-line,
baseados no feedback dos estados.
Na maioria dos problemas práticos, não se consegue medir os valores das
variáveis de estado. Assim é empregue um estimador, de forma a estimar os valores
das mesmas, que é denotado de x(k|k), em vez do valor real do variável x(k).
2.8. Estabilidade
A estabilidade em horizonte infinito é bastante fácil de provar, em que a lei de
controlo resultante de um horizonte de predição a tender para infinito é estável em malha
fechada, desde que a variável de estado inicial seja estável. De forma a provar isso,
pode-se apenas afirmar que a funcional de custo do MPC, equação (2.1), qualifica-se
como uma função de Lyapunov [9]. No entanto, tal lei de controlo, que em teoria é
desejada, não pode ser implementada na prática, isto porque seria necessário resolver
problemas infinitos de otimização dimensional a cada passo de tempo. A principal
questão transformou-se em como aproximar esta ideia de lei de feedback com horizonte
infinito num problema com um horizonte finito, sem perder a propriedade de estabilidade
e sem danificar a sua performance. E, além disto tudo, é necessário garantir que a
otimização com restrições permaneça realizável durante o processo.
De forma a ter resultados estáveis com uma boa performance a escolha do peso
final de Qi e a restrição final do horizonte de controlo são importantíssimos. A forma mais
convencional de lidar com este problema era utilizar o valor final da variável de estado
igual a zero, ou seja, x(Hp)=0. Alguns dos resultados iniciais de estabilidade foi
utilizando esta restrição [23,24]. Embora esta restrição seja fácil de implementar a nível
matemático, a abordagem utilizando x(Hp)=0 tem como grande desvantagem a

Ferreira, R.
13
dificuldade de esta ser uma restrição bastante severa, que é bastante difícil de satisfazer
e impor artificialmente, em que a restrição reduz substancialmente a performance. Por
exemplo, para tal abordagem de trabalho, o sistema adjacente precisa de ser acessível
em vez de ser apenas estável.
Outra abordagem interessante para se conseguir estabilidade foi sugerida por
Rawlings e Muske [25], que mostraram que escolhendo um determinado peso terminal
Qi como uma solução de uma equação de Lyapunov [9] e o conjunto de terminais em ℤ
como um conjunto de saídas admissíveis para o sistema, em malha aberta,
x(i+1)=Ax(i) faz com que a lei de controlo com horizonte finito seja equivalente a lei de
controlo com horizonte infinito (mas com os movimentos do controlo restrito serem zero
após o horizonte de predição, isto é, as entradas serão zero após o horizonte de
predição). O conceito de conjunto de saídas admissíveis foi introduzido por Gilbert e
Taun [26] e é imposto aqui que tem de ser assegurado que as restrições, em relação
aos estados, têm de ser satisfeitas após o fim do horizonte de predição. Tal conjunto
tem que ℤ ⊂ 𝕏 e tem de ser invariavelmente positivo (isto é, se 𝑥 ∈ ℤ → 𝐴𝑥 ∈ ℤ). De
maneira a colocar a restrição menos restritiva, é desejável procurar o máximo de valores
para o conjunto, isto é, o máximo de valores que tenham as propriedades necessárias.
No entanto, o máximo não possui, nem uma forma simples, nem é fácil de encontrar,
sendo por isso aplicado um subconjunto com uma complexidade manejável. Com as
escolhas de Qi e ℤ, estes provam a estabilidade em malha fechada para tal lei de
controlo, mostrando que a funcional de custo é na realidade uma função de Lyapunov.
De notar que, dado que é assumido que não existe controlo após o horizonte de
predição, para um sistema instável em malha aberta, todos os modos instáveis têm de
ser reduzidos a zero no fim do horizonte. Este requerimento traduz-se em restrições de
igualdade.
Uma abordagem mais geral é assumir que algumas leis de controlo estabilizadas
localmente (usualmente um feedback linear na forma de u(i)=Fx(i)) é forçada para lá
do horizonte de predição. Neste caso o conjunto terminal ℤ tem que ser escolhido como
um conjunto de saídas admissíveis para o sistema em malha fechada de
x(k+1)=(A+BF)x(k). Tal conjunto ℤ ⊂ 𝕏 tem de ser invariavelmente positivo para o
sistema descrito (isto é, se 𝑥 ∈ ℤ → (𝐴 + 𝐵𝐹)𝑥 ∈ ℤ), e 𝐹𝑥(𝑘) ∈ 𝕌,∀𝑥 ∈ ℤ. Como no
primeiro caso, de forma a tornar a restrição menos restrita, é desejado encontrar um
conjunto máximo. No entanto uma forma mais prática de procurar um equilíbrio seria
entre a otimização e a complexidade. Além disto, o peso terminal tem de ser escolhido
de forma a que as saídas preditas, no tempo do horizonte de predição, representem as
saídas com o horizonte de predição infinito sobre a lei de controlo do SIORHC, equação

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
14
(2.3), com o estado inicial em x(Hp). Para o sistema linear, este envolve resolver a
equação de Lyapunov para o sistema x(i+1)=(A+BF)x(i). Keerthi e Gilbert [27] foram
os primeiros que propuseram esta abordagem.
Uma escolha potencial de um controlador local é o LQR sem restrições, que é
ótimo para o problema de horizonte infinito sem restrições. O LQR pode ser facilmente
derivado resolvendo uma equação de Riccati [28]. A resultante lei de controlo MPC, com
o correspondente peso terminal e restrição final, é, de facto, um controlador ótimo de
feedback para o prolema de horizonte infinito, se a restrição terminal continuar inativa
[29-31]. Se a restrição terminal acabar por se ativar, este controlador perde a otimização,
o que implica que os movimentos computados possam ser diferentes dos valores ótimos
sem restrições. Consequentemente, para a lei de controlo estar otimizada para o
problema quadrático linear (LQ) com restrições, um horizonte suficientemente grande
tem de ser utilizado para que a restrição terminal seja satisfeita automaticamente. Tal
horizonte dependerá de x e, consequentemente, necessitará de ser calculada on-line.
Para além das abordagens utilizando restrições terminais, outras abordagens
foram propostas. Uma alternativa notável foi a aplicação de restrições de contração, que
requerem que o tamanho da variável de estado diminua ao longo do horizonte de
predição [32]. Mais genericamente, este escolhe a função positiva e definida do estado
e requer que esta função seja decrescente ao logo do tempo de otimização. De forma a
garantir viabilidade, o tamanho do horizonte de predição não é escolhido antes, mas sim
é um parâmetro a ser otimizado. Todas as sequências de entradas computadas
conseguem ser implementadas em malha aberta até ao fim do horizonte, como
originalmente sugerido, ou a otimização pode ser repetida após o tempo sugerido [33].
Os resultados de estabilidade em malha fechada para o caso acima estudado
eram provados pelo caso de feedback pela variável de estado. Na prática, a maioria dos
sistemas não permitem medir diretamente as variáveis de estado, portanto um
observador da variável de estado tem de ser empregue. Visto que o controlador MPC,
mesmo para um sistema linear, é não linear com a inclusão das restrições na otimização,
o resultado comum da separação de resultados entre um observador e um regulador de
variáveis de estado não se mantém. No entanto, acontece que a não linearidade do
controlador não é muito severa (isto é, é contínua Lipschitz) e a combinação da lei de
controlo por feedback com o estado e a relação com o observador garante estabilidade
[34].
Em retrospetiva, muitos dos resultados relacionados existiam antes dos anos 90,
que poderiam ter sido usados para estabelecer estabilidade do MPC. Estes resultados,
no entanto, eram de alguma forma fragmentos faltando componentes chaves do MPC,

Ferreira, R.
15
em que estes foram desenvolvidos com outras premissas em contextos de diferentes
tipos de sistemas (com restrição e sem restrição, linear e não-linear, invariável no tempo
ou variável no tempo). É durante os anos 90 que estes resultados foram redescobertos
e reuniram-se de forma a contextualizar um algoritmo de MPC bem definido.
2.9. MPC Robusto
O MPC, sendo um método de controlo por feedback¸, tem em si alguma robustez,
que foi analisada por vários investigadores [35-38]. No entanto, quando é possível de
quantificar as incertezas do modelo, pode ser benéfico considerar todas as possíveis
trajetórias futuras sobre a descrição das incertezas nos cálculos de otimização. O
controlador baseado num modelo matemático com descrição das incertezas, como por
exemplo, perturbações e limites de parâmetros, foram estudados nos anos 90. Antes
disto, houve estudos formulando um MPC robusto como um problema de minimização-
maximização, em que este tentava encontrar a trajetória dos valores de entrada de
forma a minimizar o erro em vez de ver a trajetória da saída possível, através do modelo
[39,40]. No entanto, vários exemplos demostraram que a lei de controlo que advém
desta situação não era robusta de todo. Assim, os investigadores perceberam que a
falta de robustez era dada pela limitação da formulação do controlo otimizado em malha
aberta, sendo que este falhava na contabilização do facto que o cálculo de controlo seria
repetido ao longo do horizonte, com uma atualização dada por feedback. Lee e Yu [41]
apresentaram o argumento que havia a indicação de uma deficiência na formulação em
malha aberta e apresentaram uma alternativa, uma formulação baseada em
programação dinâmica. Com algumas modificações, eles foram capazes de formular o
algoritmo do MPC que resolvia um programa convexo a cada tempo, garantindo assim
a estabilidade robusta.
Foi argumentado que uma abordagem mais lógica era de executar uma
minimização das leis de controlo de feedback em vez das entradas controladas [42].
Porém, tal abordagem não poderia ser implementada diretamente, visto que as leis de
controlo possível não produzem uma parametrização de dimensões finitas. Kothare,
Balakrishnan e Morari [43] apresentavam uma formulação bastante interessante, onde
a minimização de cada amostra de tempo procurava todas as leis de feedback lineares
para minimizar o erro. O problema estava na formulação de uma matriz linear de
inequações (LMI), em que esta é convexa e pode ser resolvida através de programação
semi definitiva. Extensões mais gerais para estas abordagens apareceram mais tarde
[44], mas em todos estes métodos, apesar de apresentarem informações uteis, eram
difíceis de ser implementadas na prática, devido a necessidade de resolver o problema
de minimização-maximização on-line.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
16
2.10. MPC não linear
Uma extensão lógica do que foi descrito anteriormente é o uso de modelos não
lineares, dada a particularidade dos problemas de controlo não lineares e a falta de
aceitação universal para a solução. A expansão da formalização do MPC de sistemas
com restrições lineares para sistemas não lineares é, conceptualmente, bastante direta.
No entanto este encontra dificuldades de implementação na prática. A maioria dos
resultados de estabilidade para as restrições de sistemas lineares conseguem ser
aplicados a não lineares sem modificações. De facto, a maioria dos resultados de
estabilidade de controlo otimizado com restrição [27,45] foram desenvolvidos no
contexto geral de um sistema não linear. Contudo, a implementação é bastante
problemática devido a complexidade computacional em encontrar uma solução com o
ótimo global para um problema de otimização não convexo. Apesar disso, o progresso
realizado na área da programação não linear não era suficiente para lidar com a
complexidade computacional, sendo que esta continuava um grande obstáculo para
projetar um algoritmo MPC não linear que pudesse ser implementado na prática, com
garantias de estabilidade. Naturalmente os investigadores focaram-se em descobrir a
formulação que não necessitasse de encontrar um ótimo global, apenas uma solução
executável. Esta ideia foi explorada por Mayne e Michalsaka [45]. Na abordagem destes
investigadores, assim que se encontrava uma solução executável, os cálculos
subjacentes preservavam a viabilidade da solução, apenas aumentado o seu “custo”.
Chen e Allgower [46], apresentaram uma abordagem chamada quasi-infinite-horizon
MPC, onde a penalização quadrática terminal correspondia ao seu custo no horizonte
infinito do sistema linearizado imposto, pois a restrição terminal é usada para forçar o
valor da variável de estado a ficar na região terminal prescrita, onde o sistema é
estabilizado por feedback linear, em que a viabilidade implica estabilidade assintótica.
2.11. MPC adaptativo
Durante os mais recentes anos, um número de investigadores tem-se preocupado
com o tópico de desenhar sistemas não lineares com atraso das entradas [47-50],
devido a baixa transmissão da energia nas fábricas e o atraso natural que existe
normalmente em sistemas reais. A existência destes atrasos é uma das causas mais
frequentes de instabilidade.
O modelo base dos controladores adaptativos tem sido, recentemente, bastante
usado em vários problemas de controlo dadas as suas capacidades de modelação não
linear e a sua adaptabilidade. No entanto, o típico controlo adaptativo indireto [51,52]
tem estruturas complexas. Inspirado diretamente por casos de controlo adaptativos [53-

Ferreira, R.
17
56], estendeu-se o controlador preditivo e controlo supervisionado para um sistema
prático com atraso nas entradas e incertezas do modelo.
Mais recentemente, o design do MPC [57-59] tem sido amplamente usado em
sistemas não lineares sem nenhum atraso das entradas. Contudo, os sistemas de
controlo prático possuem um atraso em relação as entradas e são geralmente sistemas
não lineares. Tal facto inviabiliza a sua utilização, visto que, os esquemas de MPC para
sistemas não lineares e sem atraso já são bastante complicados e não são aplicáveis
em sistemas práticos com estes atrasos. Assim sendo, é necessário utilizar um esquema
de controlo adaptativo e com o NMPC de forma a evitar as respostas instáveis de
sistemas não lineares com atraso nas entradas.
2.12. MPC para sistemas híbridos e sistemas com restrições
lógicas
No final do século passado até ao início deste, houve a emergência de MPC
híbrido, em que este apontava para sistemas lógicos e com dinâmica continua.
Bemporad e Morari [60] propuseram uma descrição matemática para tais sistemas e
inventaram o termo sistemas mixed lógical dynamical (MLD). Devido a presença de
regras lógicas, ambas as descrições dos sistemas e das restrições continham variáveis
binarias e formulação comum de MPC baseado estas num problema de programação
linear mista inteira (MILP) ou num problema de programação quadrática mista inteira
(MIQP). Este problema era resolvido on-line. Embora a MILP e MIQP serem problemas
de otimização bem estudados devido a sua prevalência em aplicações agendadas, e a
sua confiança em solvers comerciais gerais existentes (como por exemplo, CPLEX pela
ILOG), é um assunto diferente quando se quer aplicar MILP e MIQP on-line. Isto é
especialmente verdade dado que muito dos sistemas híbridos de interesse são sistemas
mecânicos que requerem uma amostragem muito mais rápida do que as aplicações
processuais precisam. Esta falha, no entanto, teve um efeito benéfico de motivar o
desenvolvimento do MPC explícito.
2.13. MPC Explícito
Bemporad et al [61] apresentou uma técnica para determinar a LQR para um
sistema com restrições, através de programação linear de múltiplos parâmetros, off-line
(mp-LP) e também de programação quadrática de múltiplos parâmetros (mp-QP). A lei
de controlo mostrou ser linear e contínua por partes, e podia ser implementada como
uma tabela de pesquisa, isto é, diferentes leis de estado por feedback aplicam-se a
diferentes regiões poliédricas. Consequentemente o controlo computacional on-line é
reduzido a determinar a região associado com o estado atual e depois aplicar a lei de
controlo armazenada que é característica dessa região. A abordagem por programação
Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
18
de múltiplos parâmetros foi, mais tarde, usada para derivar, de forma explícita, leis de
controlo MPC para sistemas híbridos e sistemas indeterminados [62].
Um problema com esta abordagem era que com o aumento do tamanho do
horizonte, o aumento do número de variáveis de estado e o aumento do número de
restrições, o número de regiões poliédricas aumenta rapidamente, fazendo com que a
abordagem pela tabela de pesquisa difícil de implementar na prática. Assim sendo,
vários designs de MPC explícitos e algoritmos, com alguns sacrifícios na otimização,
foram propostos. Johasen e Grancharova [63] apresentam um método para determinar
um retorno aproximado ao estado linear explícito impondo uma pesquisa em estrutura
de arvore na partição. Eles mostraram que isto levava a uma complexidade
computacional, em tempo real, que é logarítmica no número de regiões na partição,
mantendo a sua estabilidade assintótica e cumprindo as restrições implementadas.
Tondel et al [64,65] estendeu este resultado para desenvolver uma nova estratégia de
exploração que evita partições desnecessárias através da análise da geometria de
partição do poliedro e a sua relação com o ótimo da programação quadrática. Bemporad
e Filippi [66] apresentaram um método para resolver, aproximadamente, a mp-QP,
permitindo uma troca entre o ótimo com um número mais pequeno de partições, ou seja,
menos partições com um ótimo local. Estes providenciam margens de erro analíticos e
ainda mostraram que a propriedade chave para estabilidade em malha fechada, e
cumprimento das restrições, era preservado. Johansen, Petersen e Slupphaug [67]
desenvolveram um método similar para obter soluções sub ótimas explícitas, com baixo
número de regiões. Mais recentemente, Canale, Fagiano e Milanese [68] propuseram o
uso de metodologias de associação para aproximar a lei de MPC, com um limite explícito
para erros de aproximação, preservando as propriedades chave de estabilidade e de
viabilidade. Finalmente, Jones e Morari [69] introduziram um método para computar leis
de controlo explícitas aproximadas que diminuíam a complexidade, aumentado o erro,
baseadas na aproximação do poliedro e da função de custo ótimo e da interpolação
barycentric. O controlador mostrou-se ser viável e estável.
2.14. MPC económico
A criação de métodos de controlo com otimização direta de determinados objetivos
como economia de processo tem recebido muita atenção recentemente. Assim, o
desenvolvimento e extensão do MPC a este conceito tornou-se atrativo por causa da
sua aceitação, a nível industrial, e capacidade, demonstrada, de lidar com restrições
não lineares e restrições de sistemas de múltiplas variáveis [70]. Tanto as restrições com
múltiplas variáveis e a não linearidade são características importantes nos processos
industriais para um lucro máximo.
Ferreira, R.
19
Dentro da comunidade científica da especialidade, é reconhecido que, em
contraste aos problemas servo, que o ótimo operacional, a nível económico, pode não
corresponder a estabilidade do processo em malha fechada no estado estacionário.
Operações periódicas ótimas, por exemplo, podem ter um rendimento, num
determinado espaço de tempo, uma melhor operação no estado estacionário. Rawlings,
Bonné, Jorgensen, Venkat e Jorgensen [71] mostraram que o MPC com restrições de
sistemas lineares com funcional de custo em zonas convexas são sempre
assintaticamente estáveis. Diehl, Amrit e Rawlings [72] descobriram que as funções
Lyapunov para MPC económicos de sistemas não lineares satisfaziam a inequação de
dissipação com uma função de armazenamento específico. Demonstraram também que
esta forma de MPC tinha uma performance melhor que os métodos inicias de controlo
periódico otimizado [73]. Com o conhecimento desta nova ferramenta de análise de
estabilidade, foram desenvolvidos métodos para ajustar o custo da etapa económica
que se pretende ajustar, de forma a garantir a estabilidade assintótica do melhor estado
estacionário para sistemas não lineares.
Para uma melhor análise, estes MPC económicos iniciais incluíam restrição
terminal. Foi reconhecido que esta restrição terminal deveria ser retirada e substituída
por uma penalização terminal e uma região de restrições terminais. Ambas são
consideradas superiores a restrição final porque elas aumentam o conjunto de
condições iniciais viáveis, diminuem a diferença entre as trajetórias em malha aberta e
em malha fechada, permitindo assim uma sintonização do controlador mais
transparente e, possivelmente, aumentam a performance em malha fechada.
2.15. Otimização rápida
Além do esforço de calcular a lei de controlo de um MPC explícito off-line, um
número de investigadores visou acelerar a otimização on-line através do
desenvolvimento de algoritmos de otimização personalizados.
Estes algoritmos personalizados foram projetados de forma a explorarem a
estrutura particular de um problema de MPC e mostraram velocidades de otimização
mais rápidas que os solvers convencionais. Rao, Wright e Rawlings [74] propuseram um
método de ponto interior, em que a funcional de custo cresce linearmente no tamanho
do horizonte, comparado com o crescimento cúbico tradicional. Mais tarde, o mesmo
grupo, maioritariamente para problemas de grande escala, implementou uma
enumeração parcial (PE) que combina o armazenamento de tabelas e a otimização on-
line [75]. Ferrau, Bock e Diehl [76] explorou informação das soluções de antigos QP sob
o pressuposto que o conjunto ativo não muda muito de um QP para o próximo. Eles
aplicaram um método a um problema de teste complicado composto por 240 variáveis

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
20
e 1191 restrições de igualdade e mostraram que o tempo de CPU estava bastante
abaixo dos 100 ms por QP, uma ordem de magnitude acima do solver convencional de
QP. Mais recentemente, Wang e Boyd [77] mostraram que a computação das ações de
controlo para um problema com 12 estados, 3 controladores, um horizonte de predição
de 30 passos (resultando num QP com 450 variáveis e 1284 restrições) poderia ser
resolvido em apenas 5 milissegundos. Outros exemplos foram apresentados mostrando
valores bastante impressionantes de velocidade. A velocidade de cálculo foi conseguida
maioritariamente utilizando um método de ponto interior contido numa barreira primitiva
recheado de várias características personalizadas, como a computação rápida do passo
por Newton, início quente e uma barreira de parâmetros fixa.
Comparada com o método explícito, esta linha de abordagem vem com uma
vantagem adicional do peso dos parâmetros, o tamanho do horizonte e os parâmetros
do modelo poderem ser mudados durante os cálculos. Para o método explícito, era
necessário construir uma nova tabela de pesquisa, resolvendo novos problemas de
programação de múltiplos parâmetros.
2.16. Aplicações industriais
Durante os anos 90, o MPC continuo a encontrar o seu caminho para as salas de
controlo industrial. Muitas das primeiras gerações de vendedoras de MPC, que
começaram como pequenas empresas, fundiram-se entre si para gerar grandes
vendedores como a Aspen Tech e a Honeeywell. Em adição, alguns vendedores,
notavelmente a Shell Global Solutions, partiram dos tradicionais modelos de resposta
de tempo e introduziram software adotando modelos mais comuns de espaço-estado e
todas as ferramentas associadas (como por exemplo, Filtros de Kalman). Esta nova
geração de algoritmos MPC pareciam muito mais com algoritmos de controlo clássicos
como o LQG (linear-quadratic-gaussian), mas com o benefício de conseguirem lidar com
as restrições.
Na CPC 5, houve investigadores, Qin e Badgwell, que apresentaram um inquérito
envolvendo os 5 maiores vendedores de MPC da altura (DMC, Setpoint, Adersa,
Honeywell Profimatics, e Treiber Controls) [78]. Os resultados mostram 2233 aplicações,
a maioria concentrada nas indústrias de refinação e petroquímica, mas uns números
significativos de aplicações eram também reportados em setores de produção de
químicos, pasta de papel e papel, comida e mineração. Aproximadamente 5 anos após
este inquérito, realizou-se outro idêntico, conduzido pelas mesmas pessoas, envolvendo
em suma os mesmos 5 vendedores [79], em que o número total de aplicações duplicou,
indicando uma taxa de crescimento de 15%. Este inquérito mostrou um uso mais
generalizado de MPC não linear, em que o total de aplicações rondava as 100. Ao

Ferreira, R.
21
contrário do MPC linear, a maioria das aplicações do MPC não linear encontrava-se em
produção de químicos, ar/gás e indústria de polímeros.
Na década dos anos 2000 houve uma grande mudança nos tipos de sistemas em
que o MPC era aplicado. Um número significativo de aplicações envolvendo sistemas
mecânicos e sistemas eletrónicos estão agora a ser reportados na literatura. Isto só foi
possível devido aos desenvolvimentos referidos nos pontos anteriores, em que estes
permitiram a implementação do MPC em ritmos e ordens de magnitude bem mais
rápidos que nos processos industriais convencionais (como por exemplo a refinação do
petróleo). As aplicações reportadas são o controlo da tração dos automóveis [80],
suspensão [81], conversores de energia [82,83], entre outros.
Desde a introdução do DMC e do IDCOM na comunidade de controlo, há mais de
três décadas, que o MPC é então o centro da investigação de controlo, em várias formas
de aplicá-lo. Após estes anos de estudo, testemunhou-se a transformação do MPC, de
heurísticas industriais para uma das técnicas de controlo com mais influentes, tanto em
termos de pesquisa como de prática. O MPC, agora, faz parte de todas as refinarias e
operações fabris químicas. Além disso, as suas aplicações continuam a crescer, como
já foi dito, para sistemas mecânicos e sistemas mecatrónicos que requerem taxas de
amostragem com ordem de magnitude mais rápida. De forma teórica, depois da década
inicial de muita confusão, a comunidade de investigação conseguiu trabalhar em teorias,
bem-sucedidas, que permitiram desenhar as leis do MPC, garantido estabilidade e
otimização. Muitos dos artigos que contribuíram para estas descobertas não eram
novos, eram apenas redescobertas e aperfeiçoamentos para formar uma teoria comum.
Agora o MPC é aceite como a técnica mais eficiente e completa para problemas de
controlo com restrições. Ao longo do tempo, a teoria e a prática começaram a suportar-
se entre si bastante bem de forma a gerar o progresso que este teve.
Após várias décadas de descobrimento, apenas se consegue especular qual será
a próxima grande descoberta da área de controlo preditivo. Tanto pode ser na área do
MPC robusto, como pode ser uma teoria que não consegue ser implementada na
prática. De momento os investigadores estão focados na grande descoberta nesta área,
o MPC económico. Este ainda está em desenvolvimento. Além deste, ainda existe
grande investigação no MPC adaptativo e explícito.
O MPC que se conhece realiza otimização on-line em malha aberta
repetidamente, baseando-se em trajetórias preditas com medidas calculadas on-line.
Visto que, nesta formulação falta a contabilização de feedback futuro, parece que este
está confinado a sistemas incertos que necessitem de otimização. Programação
dinâmica providencia soluções rigorosas para o problema de otimização, mas tem a sua

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
22
própria limitação, em que esta se denomina de “maldição da dimensão”. Programação
de aproximação dinâmica desenvolvida pela comunidade de inteligência artificial é uma
premissa que tem bastante interesse [84]. Esta foi a premissa do MPC económico, em
que este ainda esta em grande desenvolvimento. No futuro espera-se cada vez mais
aplicações para o MPC económico, MPC adaptativo e o MPC explícito.
Por último, de forma a enquadrar o trabalho aqui desenvolvido com o que foi dito
anteriormente, esta tese vai de encontro a substituição de controlo clássico por controlo
preditivo. Utilizando então um MPC linear é possível de comparar as duas vias.
2.17. Abordagem clássica
A abordagem clássica de controlo na engenharia química passa pela utilização de
controladores PID. Estes controladores são bastante antigos, sendo que estes apenas
se aplicam a problemas SISO.
Um PID é de extrema utilidade para processos cuja dinâmica é benigna e as
performances necessárias do equipamento sejam modestas, ou seja, um PID, dada a
sua fácil sintonização e o seu custo, é ideal para sistemas pequenos, sendo por isso
ainda utilizado na indústria. Na indústria química, a maioria das malhas fechadas dos
processos possuem controladores do tipo PID, sendo que a maioria desses processos
utiliza controladores PI.
Os controladores PID são combinados com lógica, máquinas sequenciais,
seletores, funções de bloco simples, de forma a construir sistemas de automação mais
complicados para produção e transporte de energia. Muitas das estratégias de controlo
mais sofisticadas, como o controlo preditivo, são também organizadas
hierarquicamente. Assim sendo, utiliza-se controladores PID nas camadas mais baixas
de controlo, em que os controladores preditivos dão os vários setpoints aos
controladores PID. Assim sendo, pode-se afirmar que o controlador PID é uma
ferramenta bastante importante em toda a engenharia de controlo.
Uma larga proporção de instrumentos e processos de engenharia são bem
familiares ao controlo PID. Existe prática na implementação e uma sintonização bem
conhecida, na utilização destes controladores.
No próximo ponto abordou-se os princípios do PID, realizar uma abordagem aos
métodos de design, dos controladores PID, regras para a sintonização de PID’s,
algumas técnicas para a sintonização dos mesmos e, por fim, vários problemas
complexos que podem ser reformulados usando controladores PID [85].

Ferreira, R.
23
2.18. Controlo por PID
O controlador PID é de longe o algoritmo de controlo mais comum, em particular
para sistemas cujo acoplamento entre variáveis é bastante reduzido. A maioria das
malhas de controlo por feedback são controladas por este algoritmo. Assim sendo, a
maioria dos controladores PID apresentam-se numa estrutura de feedback. O princípio
de feedback pode ser expresso como a mudança do valor da variável manipulada,
quando a variável de saída está fora do setpoint. Este feedback chama-se de negative
feedback porque sempre que a variável manipulada sai do setpoint é necessário que o
valor da variável manipulada mude de forma inversa, por exemplo, se o valor de saída
for menor que o de setpoint é necessário aumentar o valor da variável manipulada [86].
Após esta breve explicação de controlo em feedback, em que os controladores
PID são prediletos, é necessário recorrer-se a sintonização dos parâmetros do PID. No
entanto, de forma a poder-se realizar esta sintonização dos parâmetros de um PID é
necessário conhecer o processo em que se quer incorporar. Assim sendo, é necessário
obter a dinâmica do mesmo.
Existem várias formas de se obter a dinâmica de processos, sendo a dinâmica o
comportamento matemático de uma saída em função da entrada, ao longo do tempo.
No entanto, é normal trabalhar-se no domínio de Laplace, aplicando as transformadas
de Laplace, do que no domínio do tempo, devido a complexidade das funções no
domínio do tempo. As mais simples são baseadas em medições diretas do processo em
função de mudanças em passo, ou criação de gráficos. Outros são baseados em
respostas de frequência.
Os métodos mais simples são os que são usados normalmente, devido a
necessidade de sintonizar um controlador com poucas ferramentas disponíveis. Estes
métodos também são úteis de forma a obter-se informações para a aplicação de
métodos mais complexos.
Após a obtenção do modelo do processo pode-se então realizar a sintonização do
controlador PID. No entanto, de forma a perceber o que é a sintonização de PID, é
necessário compreender os parâmetros do PID, o parâmetro proporcional (a letra P), o
parâmetro de tempo integral (a letra I), e, por fim, o parâmetro do tempo derivativo (a
letra D).
O controlador PID então pode ser traduzido, matematicamente, por

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
24
𝑢(𝑡) = 𝐾𝑐 (𝑒(𝑡) +1
𝑇𝑖∫ 𝑒(𝜏)𝑑𝜏
𝑡
0
+ 𝑇𝑑
𝑑𝑒(𝑡)
𝑑𝑡) (2.11)
Em que u(t) é a variável manipulada e e(t) é a função de erro de controlo
(e = 𝑦sp − 𝑦). A variável manipulada é então uma soma de três termos, o termo P (em
que este é proporcional ao erro), o termo I (em que este termo é proporcional ao integral
do erro) e o termo D (em que este é proporcional a derivada do erro). Os parâmetros do
controlador são proporcionais ao ganho proporcional (K), ao temor integra (Ti) e ao
tempo derivativo (Td). [85]
A função do controlo proporcional apresenta-se como
𝑢(𝑡) = 𝐾𝑒(𝑡) + 𝑢𝑏 (2.12)
Em que 𝑢𝑏 é uma variável bias, isto é, uma variável que incorpora variáveis que
possam estar a ser omitidas. Ao desenvolver-se esta equação ao estado estático é
possível de se chegar a seguinte equação
𝑥 =𝐾𝑐𝐾𝑝
1 + 𝐾𝑐𝐾𝑝(𝑦𝑠𝑝 − 𝑛) +
𝐾𝑝
1 + 𝐾𝑐𝐾𝑝
(𝑙 + 𝑢𝑏) (2.13)
Sendo x a variável do processo, l uma perturbação do sistema, Kp o ganho do
processo e Kc o ganho do controlador. Como é possível de ver através da equação, o
controlo proporcional não retira o erro, apenas em casos em que o Kc tende para infinito,
ou com a escolha ideal de 𝑢𝑏 [85].
Uma outra maneira de falar em controlo proporcional é falar sobre a banda
proporcional. A banda proporcional (referida também como throttling range, TR) é
definida como a quantidade de mudança que é necessária a variável controlada mudar
para que a saída passe de 0 a 100 %. Sistemas que estão subjugados a grandes
alterações nos setpoints, ou nas cargas, tipicamente precisam de possuir bandas
proporcionais grandes para chegar a estabilidade. Nos sistemas que possuem tempos
de respostas bastante rápidos, como os que envolvem o controlo estático de pressão,
precisam de ter bandas proporcionais ainda maiores de forma a prevenir as oscilações.
A relação entre o ganho proporcional e a banda proporcional são inversamente
proporcionais, sendo que, no geral, diminuir a banda proporcional cria oscilações
maiores. Inversamente, quanto maior a banda proporcional, mais lenta se torna a
resposta da malha fechada. A relação é então dada pela seguinte equação.
𝐾𝑐 =100%
𝑃𝐵 % (2.14)

Ferreira, R.
25
Sendo PB o valor da banda proporcional [86].
O tempo integral tem como principal função a de eliminar o erro que existe,
chamado o erro de offset criado pelo controlo proporcional. No entanto, a ação integral
cria oscilações as respostas referentes a mudanças de setpoint. Estas oscilações
aumentam consoante o tamanho do tempo integral. Caso o tempo integral seja
pequeno, existirá oscilações bastante acentuadas, enquanto que quanto maior o tempo
menor serão as oscilações. Assim seria de expectar que seriam usados tempos
integrativos bastante elevados. Apesar disto, existe o problema que, quanto maior o
valor do tempo integral, mais lenta é a resposta. Assim sendo é necessário ajustar o
valor do tempo integral, consoante o processo. A equação referente ao tempo integral
é apresentada de seguida.
𝑢(𝑡) = 𝐾 (𝑒(𝑡) +1
𝑇𝑖∫ 𝑒(𝜏)𝑑𝜏
𝑡
0
) (2.15)
A equação descrita apresenta um comportamento de PI, dado que, o controlo
integral tem de estar acompanhado pelo controlo proporcional. Intuitivamente, chega-se
a conclusão que no início, em 𝑢0, o erro terá de ser zero de forma a manter 𝑢0 constante
[85].
Por último, a ação derivativa tem como objetivo o aumento da estabilidade da
malha fechada. Assim sendo, o que ocorre é uma tentativa de predição do valor de
entrada com o tempo derivativo, estabilizando a resposta do processo. A equação que
retrata isto é a seguinte
𝑢(𝑡) = 𝐾 (𝑒(𝑡) + 𝑇𝑑
𝑑𝑒(𝑡)
𝑑𝑡) (2.16)
O sinal de controlo é então proporcional a uma estimativa do erro de controlo ao
tempo 𝑇𝑑 à frente, onde a estimação é obtida por extrapolação linear. De notar, como
ocorre com o tempo integrativo, a ação derivativa vem associada ao controlo
proporcional. No entanto, a ação derivativa não retira os erros de offset [85].
Os sistemas de controlo apresentam vários fatores a ter em conta na escolha do
tipo de controlador, como a resposta aos sinais, a insensibilidade ao ruído medido e
variações processuais, como a rejeição a perturbações. Devido a estes fatores, existe
um sentimento de surpresa como um controlador tão simples como um o controlador
PID consegue trabalhar tão bem. A observação geral é que a maioria dos sistemas
industriais conseguem ser controlados relativamente bem com este tipo de controlador,
caso sejam sistemas que não precisem de grandes performances a nível de controlo.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
26
Na maioria dos casos, a ação derivativa não é utilizada. Isto é uma observação
bastante interessante que a maioria dos controladores industriais possuem esta ação
desligada, dado que, a maioria dos sistemas são de primeira ordem, e um PI é suficiente
para controlar o sistema. O PID é utilizado nomeadamente para sistemas com dinâmicas
de segunda ordem. Em casos em que a dinâmica é maior, ou em casos em que existam
tempos de atraso grandes, existe a necessidade de tipos de controlo mais sofisticados,
que serão abordados mais a frente.
De forma a obter os parâmetros de um PID é necessário saber a que sistema se
pretende aplicar controlo. Após a caracterização da malha de controlo que se quer
utilizar, passa-se então para a sintonização do controlador. Existem vários métodos de
sintonização. O mais clássico é o método de Ziegler-Nichols. Neste método a dinâmica
é caracterizada por dois parâmetros. Um dos parâmetros é relacionado com o ganho do
processo, o quociente entre a variação da saída do processo com a variação da entrada,
e o outro descreve a velocidade do processo. Os métodos de Ziegler-Nichols foram
então estudados e modificados, surgindo então dois métodos principais, o método de
resposta em passo e o método de resposta em frequência.
No método de resposta em passo, os parâmetros são simplesmente
características obtidas através da resposta em passo. Este método é baseado na
resposta em malha aberta do sistema, em que este é caracterizada por dois parâmetros,
sendo este o a e L apresentados na seguinte figura.
Figura 2.2- Caracterização de uma resposta em passo [85].
Determina-se então o ponto onde o declive da resposta tem o seu máximo, e é
então desenhada uma reta tangente em relação a esse mesmo ponto. De seguida
utiliza-se uma tabela que relaciona os valores de a e L de forma a sintetizar o
controlador.

Ferreira, R.
27
Tabela 2.1-Método de Ziegler-Nichols, em resposta de passo, para obtenção dos parâmetros de um
PID [85].
Controlador K tI tD
P 1/a
PI 0.9/a 3L
PID 1.2/a 2L L/2
O método de resposta em frequência é baseado numa simples caracterização da
dinâmica do processo. O design consiste na introdução de um controlador proporcional
no sistema, em que se descobre o Kc crítico, em que este Kc é o ganho do controlador
que permite que o sistema esteja no limiar da estabilidade. Após a obtenção do Kc
crítico, através da resposta se encontra o Tc crítico, o tempo entre cada máximo das
oscilações. A tabela 2.2 mostra o método do Ziegler-Nichols.
Tabela 2.2- Método de frequência de Ziegler-Nichols para obtenção dos parâmetros de um PID [85].
Controlador K tI tD
P 0.5 Kcu
PI 0.4 Kcu 0.8 Tcu
PID 0.6 Kcu 0.5 Tcu 0.125 Tcu
Os métodos de Ziegler-Nichols recorrem aos sistemas que não se possuem
informações sobre a dinâmica do processo. No entanto, se houver informações sobre a
dinâmica do processo, existem outros métodos de forma a sintonizar um controlador
PID, como o λ-Tuning, e que consiste na utilização de um λ na função do controlador,
de forma a retirar os parâmetros, sendo de notar que este método é apenas utilizado
para sistemas com grandes atrasos, o método de Haalman, que consiste numa
sintonização inversa, isto é, é escolhida a resposta pretendida ao sistema, sintoniza-se
o controlador de maneira a igualar esta resposta, e, por último, o método IMC (Internal
Model Controller), em que consiste na separação da função transferência do processo,
em zeros positivos de um lado e zeros negativos e pólos no outro, sendo que este
método é utilizado maioritariamente para sistemas com zeros positivos, ou seja, funções
com Lead Lag (com inversão de resposta inicial).
Os métodos e problemas de controlo aqui apresentados tem sido para problemas
SISO (single input single output). No entanto, os sistemas de controlo típicos são muito
mais complexos, com várias variáveis manipuladas e vários sinais medidos. A
abordagem neste tipo de problemas é a abordagem bottom-up, ou seja, utilizando

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
28
componentes simples, consegue-se construir sistemas de controlo avançados. Estes
tipos de sistemas podem ser implementados de várias formas. Originalmente, os
sistemas implementados, eram interligações de caixas, construídas com componentes
eletrónicos e pneumáticos. No entanto, evoluiu-se para sistemas distribuídos,
constituídos por vários computadores conectados hierarquicamente. Os softwares dos
sistemas distribuídos são construídos de forma a que a programação seja feita através
da seleção das interligações entre os componentes. Neste contexto, o equipamento
chave será o controlador PID.
Um tipo de controlo complexo é o controlo em cascata. Este pode ser utilizado
quando existem vários sinais de medição e apenas uma variável de controlo. Este tipo
de controlo é particularmente útil quando existem dinâmicas significativas, isto é,
grandes constantes de tempo e atrasos significativos entre a variável do processo e a
variável de controlo. De forma a conseguir um controlo mais apertado, é necessário
utilizar um sinal de medida intermédio que responde de forma mais rápida ao sinal de
controlo. Assim sendo, o sistema irá possuir duas malhas fechadas. A malha fechada
interna é denominada pela malha secundária e a malha fechada externa denomina-se
por malha principal. A razão para esta nomenclatura é que a malha fechada externa lida
com o primeiro sinal medido. Este tipo de controlo pode ser feito com mais do que duas
malhas de controlo. O desempenho deste tipo de controlo pode ser melhorado com o
aumento do número de sinais medidos, até todas as variáveis de estado possuírem uma
medição. Este tipo de controlo é bastante útil para o posicionamento de válvulas,
permutadores de calor e motores.
Figura 2.3-Figura representativa de um controlo em cascata [85].
O controlo por feedfoward é outro exemplo, largamente utilizado na indústria, de
controlo complexo. Este controlo serve para retirar o erro que a perturbação cria no
sistema, sendo que as perturbações são desvios da variável de controlo ao setpoint. Em
algumas situações, é possível medir as perturbações antes delas influenciarem o
processo. Nestas perturbações medidas é efetuado o controlo por feedfoward. Este tipo

Ferreira, R.
29
de controlo pode ser utilizado tanto para sistemas lineares como para sistemas não
lineares, requerendo assim o modelo matemático do processo. Normalmente, este tipo
de controlo é utilizado junto ao controlo por feedback, de forma a colmatar as
necessidades do controlo por feedback de lidar com as perturbações.
Figura 2.4- Princípio do controlo por feedfoward [85].
O controlo em cascata é usado quando existe uma variável de controlo e vários
sinais de medição. A situação inversa do controlo em cascata é quando existem várias
variáveis de controlo e apenas um sinal. Sistemas deste tipo são bastante comuns na
indústria, isto é, sistemas interligados com aquecimento e arrefecimento, existindo um
controlador para cada sistema. O sistema de arrefecimento e de aquecimento,
usualmente, possuem dinâmicas diferentes e estados estacionários diferentes. Assim
sendo, é necessário utilizar o controlo em split range, sendo que o princípio deste
controlo está exposto na figura 2.5.
Figura 2.5- Princípio do controlo em split range, num sistema de aquecimento e arrefecimento [85].
Na figura, está representada a relação entre a variável medida e as variáveis de
controlo. Quando a temperatura é demasiado baixa, é necessário aquecer. Assim
sendo, o sistema de aquecimento tem o seu máximo valor quando a variável medida for
zero. Após isto, o aquecimento diminui de forma linear aquando o aumento da variável
medida, até o valor médio da variável medida. Após este valor, o sistema de
arrefecimento começa a trabalhar, aumentado até a variável medida ser um. Assim,
consegue-se evitar que os dois trabalhem simultaneamente.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
30
A zona crítica de mudança de temperatura é quando a variável medida está no
seu valor médio. De forma a evitar que os sistemas trabalhem simultaneamente, existe
uma zona que é considerada como a zona morta, em que nenhum dos sistemas
trabalha. Aqui reside alguns problemas, visto que, a mudança entre os dois diferentes
sistemas cria dificuldades e oscilações no sistema de controlo.
O controlo seletivo pode ser visto como o inverso do controlo split range. No
controlo por split range possui se vários atuadores e um sinal medido, enquanto que no
controlo seletivo, possui-se um atuador e vários sinais de medição. O seletor acaba por
ser um aparelho estático com várias entradas e apenas uma saída. Existe apenas dois
tipos de seletores, o de máximo e o de mínimo.
Existem situações onde as várias variáveis de controlo do processo têm de ser
levadas em conta. Uma das variáveis de controlo é a principal, mas onde é necessário
que as outras variáveis estejam numa gama de valores, sendo esta a diferença entre o
controlo em cascata e o controlo seletivo.
A ideia do controlo seletivo é de usar vários controladores e ter um seletor que
escolhe qual o controlador mais apropriado. Um exemplo disto é o quando a variável de
controlo é a temperatura, mas é preciso que a pressão não exceda um determinado
valor, por motivos de segurança.
Figura 2.6- Princípio do controlo seletivo [85].
Outros tipos de controlo avançado são as redes neurais e o controlo fuzzy. Estes
controlos lidam com funções não lineares e com utilização de PID’s. O controlo por rede
neural é uma tentativa de tornar simples modelos como a rede de neurónios do cérebro
humano. Assim, o sistema tem várias entradas e apenas uma saída, em que a saída
depende das entradas e do peso de cada entrada (denominado por wi, sendo o índice i

Ferreira, R.
31
referente a cada entrada). As saídas são denominadas neurónios, sendo a equação do
neurónio a seguinte
𝑦 = 𝑓(𝑤1𝑢1 + 𝑤2𝑢2+. . . +𝑤𝑛𝑢𝑛) = 𝑓 (∑ 𝑤𝑖𝑢𝑖
𝑛
𝑘=1
) (2.17)
O controlo fuzzy é uma tentativa de desenvolver um método de lógica racional,
menos complexa, isto é, quantificar algo como verdadeiro ou falso. Isto é possível
introduzindo variáveis linguísticas e associá-las a funções membros, que retiram valores
entre 0 e 1. Neste tipo de controlo, as operações lógicas e, ou, e não são operações em
variáveis linguísticas. Estas operações podem ser expressas em termos de operação
nas funções membro das variáveis linguísticas. Considerado fA (x) e fB (x) como funções
membro com duas variáveis linguistas, é possível defini-las como
𝑓𝐴 𝑒 𝐵 = 𝑚𝑖𝑛(𝑓𝐴(𝑥). 𝑓𝐵(𝑥)) (2.18)
𝑓𝐴 𝑜𝑢 𝐵 = 𝑚𝑎𝑥(𝑓𝐴(𝑥). 𝑓𝐵(𝑥)) (2.19)
𝑓𝑛ã𝑜 𝐴 = 1 − 𝑓𝐴(𝑥) (2.20)
O último tipo de controlo complexo que será apresentada é o controlo de malhas
com interação. Este tipo de controlo utiliza a decomposição em malhas simples, sendo
assim mais fácil de extrapolar informação de um sistema complexo de forma a sintonizar
a malha de controlo. No entanto, este tipo de abordagem tem os seus problemas, como,
não é possível determinar as limitações da decomposição, as interações entre malhas
ser demasiado grande e não se conseguir decompô-las. Este método é bastante difícil
de implementação prática devido as interações entre variáveis, sendo nomeadamente
um método académico.
2.19. PID com 2 Graus de Liberdade
O grau de liberdade de um sistema de controlo é definido pelo número de
funções de transferência na malha fechada que podem ser ajustadas
independentemente [87]. O design dos sistemas de controlo é um problema de múltiplos
objetivos, assim um sistema de controlo com dois graus de liberdade (abreviado como
2DoF), naturalmente, tem as vantagens em relação ao sistema com apenas um grau de
liberdade (abreviado como 1DOF) [88].
O parâmetro extra que oferece os controladores 2DoF é usado para aumentar o
comportamento do controlo do setpoint considerando o desempenho do controlo
regulatório do setpoint (isto é, as variações que o setpoint sofre ao longo do tempo), e,
ainda, considerando a robustez do sistema e o controlo da malha fechada [87]. Esta

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
32
característica dos sistemas de controlo 2DoF pode ser implementado tanto em
controladores PI como PID.
Os algoritmos do PID 2DoF são dados por
𝑢(𝑡) = 𝐾𝑝 {𝑒𝑝(𝑡) +1
𝑇𝑖∫ 𝑒𝑖(𝜉)𝑑𝜉 + 𝑇𝑑
𝑑𝑒𝑑(𝑡)
𝑑𝑡
1
0
} (2.21)
𝑢(𝑠) = 𝐾𝑝 {𝑒𝑝(𝑠) +1
𝑇𝑖𝑠𝑒𝑖(𝑠) +
𝑇𝑑𝑠
𝛼𝑇𝑑𝑠 + 1𝑒𝑑(𝑠)} (2.22)
Figura 2.7- Esquema genérico de um controlador PID 2DoF em tempo discreto [88].

33
Capítulo 3
3. Modelação do sistema
3.1. Introdução
Neste capítulo pretende-se expor o tipo de equipamento onde o trabalho foi
realizado e o seu modelo matemático. A obtenção do modelo matemático é obtida
através da aplicação de princípios de conservação de massa e a leis físicas referentes
a transferência de calor. No final é apresentado o modelo do equipamento em estudo
linearizado e não linearizado, assim como os modelos gerais de vários tipos de
equipamento com a mesma funcionalidade do equipamento em estudo.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
34
3.2. Introdução ao estudo do modelo matemático e aos
permutadores de calor
A permuta de calor é o termo aplicado ao estudo dos detalhes ou mecanismos de
transferência de energia, em que a forma de calor é a principal preocupação deste
estudo. Existem vários exemplos deste conceito, alguns de natureza familiar e
doméstica, como por exemplo tudo o que envolva cozinhar, pôr água a ferver, conservar
alimentos no frigorífico, entre outros. Falando em exemplos industriais existe os
tratamentos de metais, dissipação de calor perdido na fábrica, entre outros. A análise de
exemplos industriais será o foco deste artigo.
A permuta de calor é energia em movimento, que ocorre como resultado de um
gradiente de temperatura. Este gradiente de temperatura é a driving force que causa o
movimento do calor. A permuta possui três mecanismos básicos, que são a condução,
convecção e radiação [89].
A condução é o mecanismo de transmissão de calor através de uma substância
para a outra, sem que seja necessário movimento das mesmas. O calor pode ser
conduzido por gases, líquidos e sólidos. No caso de fluidos, no geral, a condução é o
principal modo em que ocorre a permuta de calor, quando não possui velocidade. Nos
sólidos opacos, a condução é o único modo em que existe permuta de calor. A energia
cinética das moléculas de um gás associa-se a uma propriedade que é a temperatura.
Numa região, onde as temperaturas são elevadas, as moléculas do gás têm maior
velocidade que numa zona onde a temperatura é menor. A excitação destas resultam
na colisão e a mudança de momento e de energia. Quando este movimento aleatório
ocorre e existe um gradiente de energia no gás, as moléculas na região de maior
temperatura começam a transferir energia para as moléculas na zona de menor energia,
através de colisões. É possível identificar este transporte de energia via difusividade ou
condutividade.
A condução de calor em líquidos é parecida ao dos gases, sendo a condução um
fenómeno de colisões aleatórias de moléculas com energias elevadas com moléculas
de energias baixas, causando transferência de calor. No entanto, a situação de líquidos
é mais complexa, porque as moléculas estão confinadas num espaço menor. Assim
sendo, os campos de força molecular podem ter um efeito na energia trocada entre
moléculas, isto é, o campo de forças molecular pode ter influência no movimento
aleatório das moléculas.
A condução de calor em sólidos ocorre devido ao movimento de eletrões livres,
ondas da rede metálica, excitações magnéticas e radiação eletromagnética. O
movimento de eletrões livres ocorre apenas quando as substâncias são consideradas

Ferreira, R.
35
bons condutores elétricos. A teoria é que o calor pode ser conduzido pelos eletrões
(conhecido também por gás de eletrões), que são livres para mover-se pela estrutura
em rede do condutor, na mesma maneira que a eletricidade é conduzida. Este é o caso
comum dos metais.
A energia molecular da vibração da molécula na substância é transmitida entre
moléculas adjacentes, ou átomos, da região de maior calor para a de menor. Este
fenómeno ocorre na estrutura de rede que pode ser considerado como energia a ser
transmitida pelo gás composto de um número total de quantum, conhecido por fotões.
O movimento de fotões é teorizado ser a difusão entre a estrutura de rede na mesma
forma que os eletrões. A estrutura em rede normalmente não é um fator para a condução
de calor através de metal.
A convecção é o termo aplicado quando a transferência de calor é efetuada
através do movimento dos fluidos. A mecânica dos fluidos é, então, uma parte
importante na análise dos problemas de convecção. Isto é bastante importante, porque
na indústria este é o meio mais utilizado de forma a realizar permutas de calor.
Por último, a radiação, em que esta consiste na transferência de energia por
radiação eletromagnética com ondas de comprimento delimitado. O calor é então,
usualmente uma mistura entre os três meios aqui explicados.
A nível industrial, a permuta de calor é, usualmente, efetuada através de
permutadores de calor. Estes são desenhados de forma a permutar calor de um fluido
mais quente, para um fluido mais frio, dado que, realizar aquecimentos com energia tem
custos demasiado elevados. Assim sendo, na indústria química existe a necessidade de
diminuir ou aumentar a temperatura de determinados fluidos, seja pela reação, seja para
armazenamento. As indústrias com necessidades semelhantes de troca de calor
utilizam também os permutadores de calor, como a farmacêutica e a alimentar [89].
Este ponto foca-se nos vários tipos de permutadores de calor utilizados na
indústria. Estes sãos os permutadores de placas, casco e tubos, tubos concêntricos, e
as suas variações. Além de se apresentar uma pequena revisão de conceitos, ainda
será apresentado modelos hiperbólicos e parabólicos dos permutadores de calor. Nos
modelos, demonstrou-se quais são considerados problemas hiperbólicos e quais são os
considerados problemas parabólicos, distinguindo-os entre si. A característica para os
problemas hiperbólicos e parabólicos é que estes são problemas que se propagam na
mesma direção da velocidade. Sendo assim, a diferença entre estes, nos permutadores
de calor, é o termo de difusão, em que este é uma derivada de segunda ordem, em que
a existência deste cria uma parábola (problema parabólico).

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
36
3.2. Permutadores de placas
Figura 3.1- Figura de um permutador de calor de placas [90].
Este grupo de permutadores é caracterizado por ter superfícies secundárias, ou
estruturas de plano vertical fixo, entre cada partição plana, ou separação de corrente,
de uma placa. Os fins têm duas funções, uma de agir como uma superfície de
transferência de calor secundarias, obtendo assim um diâmetro hidráulico menor, e a
segunda função de conter a diferença de pressão entre as correntes. As variações são
apresentadas de seguida.
3.3.1. Permutadores de vácuo revestidos
Originalmente desenvolvido para a indústria de das aeronaves nos anos 40, para
o uso de controlo ambiental e de trabalho de troca de calor entre óleo e o combustível,
o alumínio PFHE é extensivamente usado na indústria com temperaturas criogénicas,
ou em separação de gás e liquefação, onde as boas propriedades do alumínio a
temperaturas baixas são soberanas. O uso generalizado é também feito numa fábrica
de produção de etileno. A técnica de construção em vácuo, sendo que ao serem
revestidos permite múltiplas correntes, até 12 correntes, serem incorporadas em apenas
num único núcleo, poupando muito peso e custo ao sistema. A alta densidade por área
(o diâmetro hidráulico na ordem de 1 até 2 mm) também permite as baixas diferenças
de temperatura necessárias para uma operação eficiente, especialmente a
temperaturas criogénicas, em que as necessidades de energia são fortemente
Entrada
Saída
Distribuidor
Área de Permuta de calor
Placa do tubo
Placa lateral
tanque
Espaço
Placa de
suporte
Placa de fricção
Stub pipe

Ferreira, R.
37
influências pelas restrições da segunda lei de termodinâmica. Em relação a este tipo de
permutador, existem 4 tipos. O tipo plano, em que as placas são direitas, herringbone
em que as placas são onduladas, as perfuradas, em que estas são muito parecidas com
as do tipo plano, mas mais largas, e, por último, offset striped fin, em que este tipo é um
misto entre placas onduladas e direitas. [90]
O permutador de vácuo revestido que é utilizado na indústria de etileno é
usualmente construído consoante a fábrica.
3.3.2. Permutadores de porção revestida e soldado
Um segundo grupo de permutadores de placas, os permutadores revestidos e
soldados, muito similar em termos de construção aos permutadores de placas
apresentados anteriormente, mas que são desenvolvidos para uma área de mercado
diferente. As aplicações deste tipo de permutador são o arrefecimento dos automóveis
(os radiadores) e o aquecimento do ar ou arrefecimento do óleo para os compressores.
As unidades deste tipo de permutador de calor são maioritariamente para trocas entre
ar-água e óleo-água, devido a sua configuração, em que este cruza os fluxos. [90]
3.3.3. Permutadores de titânio/ferro revestidos
Estes permutadores de placas são para temperaturas acima de 200ºC, dado que
estes conseguem chegar a temperaturas até 800ºC. Além da sua estrutura em
ferro/titânio, estes são ainda revestidos com um outro metal, como níquel ou prata [90].
3.3.4. Permutadores de placas e cascos
Este tipo de permutador é a melhor alternativa ao permutador de casco e tubos,
tendo sinto introduzido no ano 1923 na pasteurização do leite. Este é amplamente usado
na indústria de processamento de comida e bebida, e também é utilizado em
determinados processos químicos.
Este permutador é bastante parecido ao permutador de placas de plano fixo, em
que este consiste em várias placas pressionadas num determinado espaço, incluindo
placas terminais, de forma a conter a pressão de vapor [90].
3.3.5. Permutadores de placas espiral
O permutador de placas espiral é bastante utilizado para troca de fluidos contendo
materiais suspensos, como as lamas. A aplicação mais comum para este é o
aquecimento das águas do esgoto para a digestão da mesma [90].
Existem vários outros tipos de permutadores de placas, no entanto, estes são
todos variações dos permutadores aqui apresentados, sendo que estas variações são
pequenas.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
38
3.3.6. Modelo dinâmico dos permutadores de placas
Figura 3.2- Esquematização do comportamento de um permutador de calor de placas para o modelo matemático [91].
De forma a realizar este modelo, é necessário dizer que em termos de
transferência de massa, esta apenas ocorre na direção da velocidade, fazendo com que
as derivadas sejam zero [91].
Além dessa, temos as equações de momento e as equações de energia [91]. As
equações estão descritas de acordo a figura 3.2. De seguida apresenta-se as de
momento
Canal 1
𝜌𝜕𝑣𝑧1
𝜕𝑡= 𝜇
𝜕2𝑣𝑧1
𝜕2𝑡−
𝜕𝑝
𝜕𝑧+ 𝜌𝑔 (3.1)
Canal i
𝜌𝜕𝑣𝑧𝑖
𝜕𝑡= 𝜇
𝜕2𝑣𝑧𝑖
𝜕2𝑡−
𝜕𝑝
𝜕𝑧+ 𝜌𝑔 (3.2)
Canal n
𝜌𝜕𝑣𝑧𝑛
𝜕𝑡= 𝜇
𝜕2𝑣𝑧𝑛
𝜕2𝑡−
𝜕𝑝
𝜕𝑧+ 𝜌𝑔 (3.3)
Em que, 𝜌 traduz-se pela massa volúmica, v a velocidade do fluido, e g a
aceleração gravítica.

Ferreira, R.
39
As equações de energia são então
Canal 1
𝜕𝑇1
𝜕𝑡= ±𝑣𝑧1
𝜕𝑇1
𝜕𝑧+ 𝛼1(𝑇2 − 𝑇1) (3.4)
Canal i
𝜕𝑇𝑖
𝜕𝑡= ±𝑣𝑧𝑖
𝜕𝑇𝑖
𝜕𝑧+ 𝛼1(𝑇𝑖+1 − 𝑇𝑖−1 − 2𝑇𝑖) (3.5)
Canal n
𝜕𝑇𝑛
𝜕𝑡= ±𝑣𝑧𝑛
𝜕𝑇𝑛
𝜕𝑧+ 𝛼1(𝑇𝑛−1 − 𝑇𝑛) (3.6)
Onde 𝛼𝑖 =𝑈𝑣𝑧𝑖𝑤
𝑚𝑖𝐶𝑖, e T traduz-se pela temperatura dos fluidos.
Como é possível de ver, trata-se de um problema parabólico, devido as
características das equações de momento, em que este possui uma derivada de
segunda ordem, ou seja, o termo da difusão.
3.4. Permutadores de tubos concêntricos
Figura 3.3- Ideia geral dos permutadores de tubos concêntricos.
Este tipo de permutador consiste em dois tubos concêntricos, um dentro do outro,
em que o fluido mais quente flui pelo tubo do interior, enquanto que o mais frio flui no
tubo externo. Os fluidos podem estar a fluir em paralelo, em que os fluidos fluem na
mesma direção, ou em contracorrente, em que estes fluem em direções opostos. O facto
de o fluido quente fluir no tubo interior prende-se pelo facto de minimizar as perdas de
calor com o exterior, dado que se este tivesse no tubo exterior, o fluido quente iria trocar
de calor com o exterior e com o fluido frio, perdendo assim eficiência térmica.
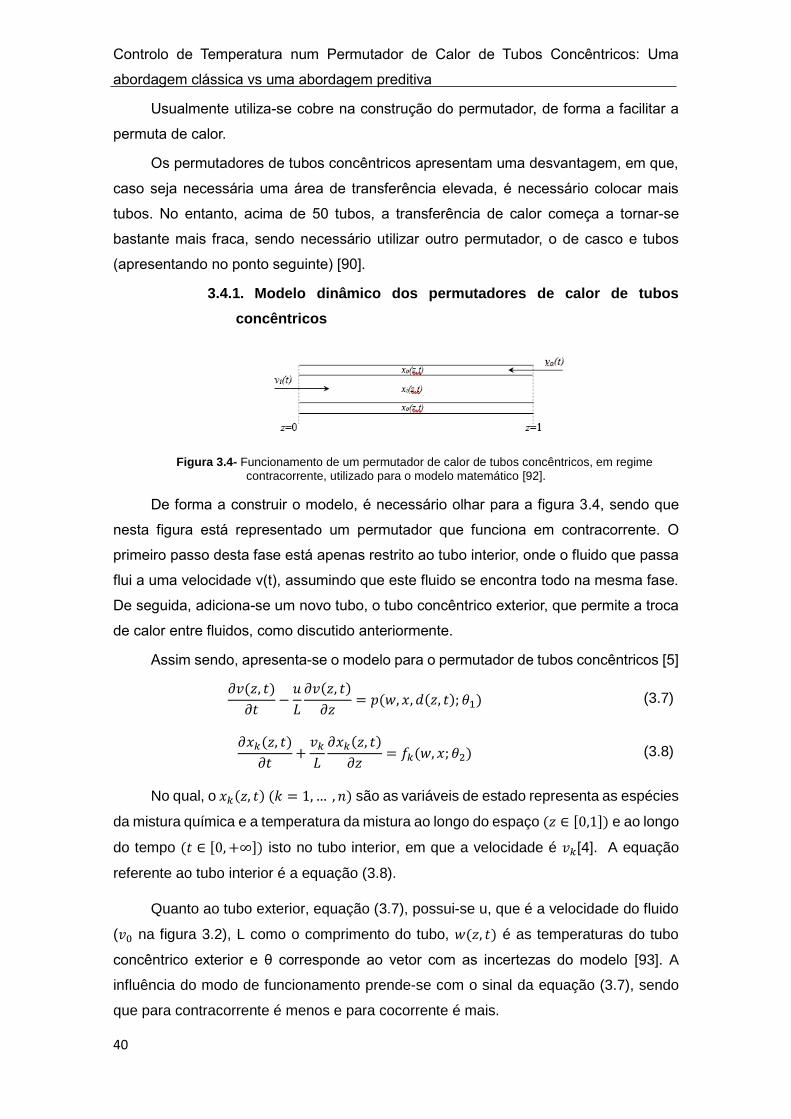
Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
40
Usualmente utiliza-se cobre na construção do permutador, de forma a facilitar a
permuta de calor.
Os permutadores de tubos concêntricos apresentam uma desvantagem, em que,
caso seja necessária uma área de transferência elevada, é necessário colocar mais
tubos. No entanto, acima de 50 tubos, a transferência de calor começa a tornar-se
bastante mais fraca, sendo necessário utilizar outro permutador, o de casco e tubos
(apresentando no ponto seguinte) [90].
3.4.1. Modelo dinâmico dos permutadores de calor de tubos
concêntricos
Figura 3.4- Funcionamento de um permutador de calor de tubos concêntricos, em regime contracorrente, utilizado para o modelo matemático [92].
De forma a construir o modelo, é necessário olhar para a figura 3.4, sendo que
nesta figura está representado um permutador que funciona em contracorrente. O
primeiro passo desta fase está apenas restrito ao tubo interior, onde o fluido que passa
flui a uma velocidade v(t), assumindo que este fluido se encontra todo na mesma fase.
De seguida, adiciona-se um novo tubo, o tubo concêntrico exterior, que permite a troca
de calor entre fluidos, como discutido anteriormente.
Assim sendo, apresenta-se o modelo para o permutador de tubos concêntricos [5]
𝜕𝑣(𝑧, 𝑡)
𝜕𝑡−
𝑢
𝐿
𝜕𝑣(𝑧, 𝑡)
𝜕𝑧= 𝑝(𝑤, 𝑥, 𝑑(𝑧, 𝑡); 𝜃1) (3.7)
𝜕𝑥𝑘(𝑧, 𝑡)
𝜕𝑡+
𝑣𝑘
𝐿
𝜕𝑥𝑘(𝑧, 𝑡)
𝜕𝑧= 𝑓𝑘(𝑤, 𝑥; 𝜃2) (3.8)
No qual, o 𝑥𝑘(𝑧, 𝑡) (𝑘 = 1,… , 𝑛) são as variáveis de estado representa as espécies
da mistura química e a temperatura da mistura ao longo do espaço (𝑧 ∈ [0,1]) e ao longo
do tempo (𝑡 ∈ [0, +∞]) isto no tubo interior, em que a velocidade é 𝑣𝑘[4]. A equação
referente ao tubo interior é a equação (3.8).
Quanto ao tubo exterior, equação (3.7), possui-se u, que é a velocidade do fluido
(𝑣0 na figura 3.2), L como o comprimento do tubo, 𝑤(𝑧, 𝑡) é as temperaturas do tubo
concêntrico exterior e θ corresponde ao vetor com as incertezas do modelo [93]. A
influência do modo de funcionamento prende-se com o sinal da equação (3.7), sendo
que para contracorrente é menos e para cocorrente é mais.

Ferreira, R.
41
Como é possível de ver, este modelo não possui o parâmetro da difusão, ou seja,
a segunda derivada em relação a velocidade. Assim sendo, este modelo apresenta um
problema hiperbólico.
3.5. Permutador de casco e tubos
Figura 3.5- Permutador de calor de casco e tubos [89].
Os permutadores de calor de tubos concêntricos são bastante úteis como
permutadores de calor para caudais relativamente baixos e diferenças de temperatura
moderadas. Quando existe uma necessidade de permutar calor entre fluidos com
caudais mais elevados, o número de tubos necessário para ocorrer a troca de calor é
bastante alta, chegando a ser proibitivo de se utilizar, tanto em termos de área requerida,
tanto em termos de custos. Quando grandes áreas de calor são necessárias, a
alternativa torna-se os permutadores de casco e tubos, como foi referido no ponto
anterior.
Um permutador de casco e tubos consiste num tubo com um diâmetro grande
(entre os 12 nominais e os 24 nominais ou maiores), em que este é colocado um número
determinado de tubos (entre 20 até 1000 tubos). Um fluido passa diretamente dentro
dos tubos, enquanto que o outro passa na casca, ou seja, no tubo grande [89].
Normalmente o casco é feito de aço, no entanto, pode ser feito com um metal
especial devido a problemas de corrosão. Os tubos estão disponíveis numa variedade
de metais, como de cobre.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
42
3.5.1. Modelo dinâmico do permutador de casco e tubos
Figura 3.6- Imagem de computador de um permutador de casco e tubos [94].
De seguida apresenta-se o modelo matemático do permutador de casco e tubos,
sendo que este possui equações de momento, energia, energia cinética da turbulência
e dissipação da energia de turbulência [94].
De forma análoga ao que aconteceu no permutador de placas, o fluido flui na
mesma direção da velocidade. Assim sendo a derivada, em relação ao coeficiente de
transferência de massa, é zero.
Equações de momento
𝜕
𝜕𝑥𝑖
(𝜌𝑢𝑖𝑢𝑘) =𝜕
𝜕𝑥𝑖(𝜇
𝜕𝑢𝑘
𝜕𝑥𝑖) −
𝜕𝑝
𝜕𝑥𝑘 (3.9)
Equações de energia
𝜕
𝜕𝑥𝑖
(𝜌𝑢𝑖𝑡) =𝜕
𝜕𝑥𝑖(
𝑘
𝐶𝑝
𝜕𝑡
𝜕𝑥𝑖) (3.10)
Equações de energia cinética da turbulência
𝜕
𝜕𝑥𝑖
(𝜌𝑘) +𝜕
𝜕𝑥𝑖
(𝜌𝑘𝑖) =𝜕
𝜕𝑥𝑗(𝛼𝑘𝜇𝑒𝑓𝑓
𝜕𝑘
𝜕𝑥𝑗) + 𝐺𝑘 + 𝜌𝜀 (3.11)
Equações da dissipação da energia da turbulência
𝜕
𝜕𝑥𝑖
(𝜌𝜀) +𝜕
𝜕𝑥𝑖
(𝜌𝜀𝑢𝑖) =𝜕
𝜕𝑥𝑗(𝛼𝜀𝜇𝑒𝑓𝑓
𝜕𝜀
𝜕𝑥𝑗) + 𝐶1𝜀
𝜀
𝑘𝐺𝑘 − 𝐶2𝜀𝜌
𝜀2
𝑘 (3.12)
Este é o modelo RNG k-𝜀, em que este possui determinadas constantes, referente
as viscosidades (µ), sendo estas a 𝐶1𝜀, 𝐶2𝜀, 𝛼𝑘, e 𝛼𝜀.

Ferreira, R.
43
Através da análise do modelo pode-se ver que se trata de um problema
hiperbólico, dado a falta do termo de difusão, ou seja o termo que possui a segunda
derivada. Assim, este assemelha-se aos tubos concêntricos, em que este tipo de
permutador também apresenta um modelo como hiperbólico.
3.6. Descrição do sistema
O sistema utilizado neste trabalho foi um permutador de calor de tubos
concêntricos, da produtora Isi Impianti, com data de 1986. O sistema é constituído por
um circuito para o fluido frio e outro circuito para o fluido quente, encontrando-se na
figura 3.7.
Figura 3.7-Sistema físico do problema de controlo.
O permutador de calor possui 4 tomas de temperatura para cada circuito,
exemplificados na figura 3.7 por Ci e Fi (com i=1,…,4), em que as tomas intituladas por
Ci referem-se ao fluido quente, e as Fi referem-se ao fluido frio. Em cada uma das tomas
foi colocado um termopar, de forma a retirar as temperaturas.
O circuito do fluido frio possui uma entrada de forma a ser abastecida por uma
fonte externa. Assim sendo, no caso de estudo, este foi ligado a uma fonte de água
diretamente. Neste circuito é onde existem duas válvulas de forma a escolher o
funcionamento do permutador de calor, se está a trabalhar em coocorrente ou em
contracorrente. No presente trabalho existiram estudos em ambos modos de
funcionamento.
Bomba
hidráulica
Resistência
C1
F1
C2
F2
F3
C3
F4
C4

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
44
O circuito do fluido quente é um circuito fechado, em que este contem uma
resistência de 2000 W, que serve para aquecer o fluido. Além desta resistência este
circuito, dado a ser um circuito fechado, possui uma bomba hidráulica da Wilo de modelo
rs25/60r classe f, sendo que esta tem 4 velocidades, 1300 rpm, 1600 rpm, 1800 rpm e
2000 rpm. Estas velocidades estão relacionadas com o caudal de fluido quente, sendo
que a resistência (incluída no depósito) e a bomba estão presentes na figura 3.7. A única
forma de controlo que existe no permutador de calor é em relação a resistência, em que,
ao se manter a resistência ligada ou desligada irá influenciar a temperatura do fluido
quente. A tubagem interna apresenta um diâmetro interno de 10 mm e externo de 12
mm, enquanto que o tubo exterior apresenta um diâmetro interno de 16 mm e um
diâmetro externo de 18 mm. O comprimento do permutador de calor é de 3 metros, 3
troços de 1 metro.
No entanto, existiu a necessidade de implementar um sistema de controlo no
sistema físico apresentado. Assim sendo, houve a necessidade de montar um armário
de instrumentação, que possuísse um transmissor para cada termopar utilizado, tendo
sido utilizado dois tipos de transmissores diferentes, sendo estes da Industrial Interface
e da FEMA eletrónica.
Além destes transmissores, são necessárias placas de aquisição de dados, de
forma a conseguir-se obter os dados que chegam dos transmissores. Numa primeira
fase foi necessária uma placa de entradas analógicas, configurada para entradas entre
0 e 10 V. Nas fases mais avançadas do trabalho além de uma placa de entradas
analógicas foi necessário utilizar uma placa de saídas digitais, cuja função era transmitir
os dados provenientes do computador, sob a forma de on/off.
Ao longo do trabalho foram utilizadas duas placas de entradas analógicas, a ISA
PCL-813 da Advantech, e a National Instruments modelo 9481. A placa de saídas
digitais foi uma National Instruments NI 9205. De notar que tanto a placa de entradas
analógicas como a de saídas digitais da National Instruments estavam contidas numa
rack NI cDaq 9172. Este sistema de controlo necessita de ligar a instalação com o
controlador ou com as placas. Para tal é utilizado um relay de estado sólido.
A figura 3.8 mostra o armário de instrumentação utilizado no trabalho
experimental, e o esquema do sistema de controlo mais a instalação encontra-se no
anexo C.

Ferreira, R.
45
Figura 3.8- Armário de instrumentação e sistema de aquisição.
3.7. Modelo matemático
Após revisão deste capítulo e aplicando o que foi descrito no caso de estudo, o
modelo matemático do permutador de calor deste trabalho traduz-se pelas seguintes
equações.
Em contracorrente
𝜕𝑤
𝜕𝑡− 𝑢
𝜕𝑤
𝜕𝑥= 𝑎(𝑧 − 𝑤) (3.13)
𝜕𝑧
𝜕𝑡+ 𝑣
𝜕𝑧
𝜕𝑥= 𝑎(𝑤 − 𝑧) (3.14)
𝜏��(0, 𝑡) + 𝑤(0, 𝑡) = 𝐾𝑘𝑄(𝑡) + 𝑤(𝐿, 𝑡) (3.15)
Em cocorrente
𝜕𝑤
𝜕𝑡+ 𝑢
𝜕𝑤
𝜕𝑥= 𝑎(𝑧 − 𝑤) (3.16)
𝜕𝑧
𝜕𝑡+ 𝑣
𝜕𝑧
𝜕𝑥= 𝑎(𝑤 − 𝑧) (3.17)
𝜏��(0, 𝑡) + 𝑤(0, 𝑡) = 𝐾𝑘𝑄(𝑡) + 𝑤(𝐿, 𝑡) (3.18)

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
46
Desenvolvendo-se as seguintes equações
𝑤�� + 𝑢𝑤𝑘+1 − 𝑤𝑘−1
2𝛥𝑥= 𝑎(𝑧𝑘 − 𝑤𝑘) (3.19)
𝑧�� + 𝑣𝑧𝑘+1 − 𝑧𝑘−1
2𝛥𝑥= 𝑎(𝑤𝑘 − 𝑧𝑘) (3.20)
𝜏𝑤0 + 𝑤0 = 𝐾𝑘𝑄𝑘 + 𝑤𝐿 (3.21)
Sendo que a única diferença do desenvolvimento em cocorrente e contracorrente
é o sinal da primeira equação, como é possível de reparar entre as equações (3.13) e
(3.16). Estas equações, como dito anteriormente, são equações sem o termo da difusão,
tornando-se assim um problema hiperbólico, sendo que as equações referentes a w são
as equações que descrevem o comportamento do fluido quente e as equações em z
são as que descrevem o comportamento do fluido frio.
3.8. Linearização e Modelo de Espaço Estado
Geralmente, os modelos de balanços de massa e de energia, que estão
envolvidos na descrição do comportamento dos vários processos químicos são não
lineares, enquanto que a maioria das estratégias de controlo baseiam-se na teoria de
sistemas lineares. A linearização [95] é o processo matemático utilizado para fazer a
aproximação de sistemas não lineares a sistemas lineares. A linearização aqui descrita
é amplamente utilizada no estudo da dinâmica de processos e na construção de
sistemas de controlo, dado que é assim possível alcançarem se resoluções analíticas
fechadas a partir de sistemas lineares, além de tornar acessível a perceção dos
comportamentos do processo em causa, independentemente dos valores dos seus
parâmetros [96]. Em sistemas não lineares, a simulação computacional apenas concebe
o comportamento de um dado processo se possuir os valores das entradas e dos
parâmetros. O método mais utilizado de forma a linearizar um sistema não linear é o de
aproximar o valor de sistema em estado estacionário à Serie de Taylor
𝑓(𝑥) ≈ 𝑓(𝑥0) +𝜕𝑓(𝑥)
𝜕𝑥|𝑥0
(𝑥 − 𝑥0)
1!+
𝜕2𝑓(𝑥)
𝜕𝑥2|𝑥0
(𝑥 − 𝑥0)2
2!+ ⋯
+𝜕𝑛𝑓(𝑥)
𝜕𝑥𝑛|𝑥0
(𝑥 − 𝑥0)𝑛
𝑛!+ ⋯
(3.22)
Considerando
𝑑𝑥
𝑑𝑡= 𝑓(𝑥) (3.23)

Ferreira, R.
47
E desprezando os termos de 2º ordem e superiores em (3.22), fica-se com
𝑓(𝑥) ≈ 𝑓(𝑥0) +𝜕𝑓(𝑥)
𝜕𝑥|𝑥0
(𝑥 − 𝑥0)
1! (3.24)
Em que o erro é de
𝜀 =𝜕2𝑓(𝑥)
𝜕𝑥2|𝑥0
(𝑥 − 𝑥0)2
2! (3.25)
Substituindo (3.24) em (3.23) obtém-se
𝑑𝑥
𝑑𝑡≈ 𝑓(𝑥0) +
𝜕𝑓(𝑥)
𝜕𝑥|𝑥0
(𝑥 − 𝑥0) (3.26)
Como o ponto escolhido para aplicar este conceito é o ponto operatório no estado
estacionário (em que, por definição de estado estacionário, 𝑓(𝑥0) = 0), consegue-se
𝑑𝑥
𝑑𝑡≈
𝜕𝑓(𝑥)
𝜕𝑥|𝑥0
(𝑥 − 𝑥0) (3.27)
Após a utilização da linearização, procedeu-se então a utilização do matriz espaço
estados. Esta matriz é a representação matemática do sistema físico e da relação entre
as variáveis de entrada, de saída e dos estados, relacionando as mesmas através de
equações diferencias.
De forma a que o número de variáveis de entrada, de saída e de estado não se
tornem um problema, estas são então expressas em vetores. Adicionalmente, se a
dinâmica do Sistema for linear, não dependente do tempo e de dimensão finita, então
as equações diferenciais e algébricas podem ser escritas na forma de matriz, daí a
necessidade de linearizar o modelo inicialmente. Esta representação fornece uma forma
compacta e bastante simples de analisar sistemas com múltiplas entradas e saídas. Em
termos matemáticos, o modelo traduz-se através das seguintes equações.
�� = 𝐴𝑥(𝑡) + 𝐵𝑢(𝑡) (3.28)
𝑦 = 𝐶𝑥(𝑡) + 𝐷𝑢(𝑡) (3.29)
Sendo que as matrizes A, B, C e D correspondem a relação entre os estados com
os estados, os estados com as entradas, as saídas com os estados e as saídas com as
entradas, respetivamente. Esta relação provém das equações diferenciais do modelo
matemático, as equações descritas em (3.13), (3.14) e (3.15). O �� representa a variação

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
48
das variáveis de estado ao ponto operatório escolhido, neste caso o estado estacionário
[95]. Assim sendo chegou-se então as matrizes do modelo espaço-estados.
[wvq] =
[ A1
u1
dz− Ib A2b B2
u1
dz
A4 + a1 −A3
v
dz− Ia1 B3a1
A5 0 −1
τ ]
[
wxq] +
[
B1b 0
−B4
v
dz0
0Kk
τ ]
[x0
q ] (3.30)
[
wvTf
] = [1 0 00 1 00 0 1
] [wxq] + [
0 00 00 0
] [x0
q ] (3.31)
De notar que no modelo espaço-estado estão contidas matrizes Ai, Bi, ai e bi com
i=1,...,5, em que estas possuem as restrições operacionais. Este modelo encontra-se
descrito em melhor pormenor em anexo. Com o intuito de correlacionar o modelo com
uma figura que resumisse o sistema, foi então realizada um esquema do sistema,
utilizando o programa Autocad. Na figura 3.9, apresenta-se a bomba e a resistência
pertencentes ao fluído quente, enquanto que o fluído frio possui uma representação
bastante simplificada, apresentado apenas um tubo exterior.
Figura 3.9- Imagem representativa do sistema de tubos concêntricos deste trabalho.
O modelo torna-se linear devido à recirculação do fluido quente, permitindo que
exista uma terceira equação, a equação do calor. Com o modelo aqui descrito, pode-se
prever o comportamento típico de um permutador de calor de tubos concêntricos que
receba calor de uma fonte externa.
xo(z,t)
xo(z,t) xi(z,t)
z=0 z=1
vi(t) vo(t)

49
Capítulo 4
4. Resultados e Discussão
4.1. Introdução
O presente capítulo tem como objetivo mostrar os resultados obtidos para este
problema de controlo. Numa fase inicial, procurou obter-se uma função transferência em
malha aberta, de forma a verificar-se a função transferência do permutador de calor era
de primeira ordem.
Neste problema foram implementados três tipos de controlo, em que dois deles
foram implementados no sistema físico e outro foi simulado. Dois deles foram a base
dos algoritmos de PID, sendo que um deles foi um PID de hardware, isto é, um aparelho
físico que possuía o algoritmo, e o outro um PID de software, isto é, um PID
implementado no programa MATLAB. Por fim, o último tipo de controlo estudado foi o
controlo preditivo linear, MPC linear, que por motivos de falha no equipamento não foi
possível implementar, optando-se apenas pela simulação. No final, existe a comparação
entre todos os resultados obtidos, analisando-se as suas respostas face às variações
impostas no sistema.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
50
4.2. Malha aberta
A dinâmica de um processo é a tradução matemática das relações entre vários
componentes, ou unidades, de um processo [95]. Tendo isto em conta, existe a
necessidade de traduzir a relação entre o caudal de fluido frio e uma temperatura de
forma a obter-se uma função transferência do permutador de calor em estudo. As
funções transferência podem ou não apresentar atraso, o que se descobrirá através de
um ensaio. Sendo assim, a função transferência pode apresentar os seguintes aspetos.
𝐺𝑝 =𝐾𝑝
𝜏𝑝𝑠 + 1 (4.1)
𝐺𝑝 =𝐾𝑝
𝜏𝑝𝑠 + 1𝑒−𝜃𝑠 (4.2)
Sendo θ o tempo que o sistema demora a responder a uma variação imposta ao
sistema. Existem funções transferência de ordem maior, como de segunda ou terceira,
mas a obtenção de modelos destas é mais complexo para um sistema tão simples como
o permutador de calor.
Os dados deste ensaio foram recolhidos de 3 em 3 minutos, em que o caudal de
fluido quente seria de 4,6 L/min e o caudal de fluido frio foi de 2,5 L/min. Este caudal foi
escolhido de forma a não danificar o permutador de calor. O caudal de fluido frio foi a
entrada escolhida, escolhendo-se a temperatura de entrada do fluido quente como a
saída. Note-se que a escolha desta temperatura como saída prende-se com esta
temperatura se correlacionar diretamente com a resistência. Aplicou-se então o método
dos mínimos quadrados nos dados recolhidos, permitindo assim a obtenção dos
parâmetros da função transferência.

Ferreira, R.
51
Tabela 4.1- Valores obtidos para o ensaio em malha aberta.
t (min) C1 (ºC) C2 (ºC) C3 (ºC) C4 (ºC) F1 (ºC) F2 (ºC) F3 (ºC) F4 (ºC)
0,0 15,2 15,2 15,1 15,1 15,0 14,9 14,7 14,6
3,0 26,7 24,4 23,9 21,9 18,0 16,5 15,6 13,9
6,0 31,0 30,5 28,6 26,6 12,0 19,5 16,7 13,9
9,0 32,0 31,0 29,6 27,6 22,0 19,9 17,0 13,9
12,0 34,3 32,8 30,3 28,1 23,0 20,5 17,4 14,0
15,0 34,9 33,2 31,7 29,5 23,0 20,6 17,5 14,0
18,0 35,2 32,6 32,0 29,8 24,0 20,8 17,6 14,0
21,0 35,3 32,7 32,2 29,8 24,0 20,9 17,6 14,0
24,0 35,5 33,8 32,3 30,0 24,0 21,0 17,6 14,0
27,0 35,6 34,0 32,5 30,0 24,0 21,0 17,7 14,0
30,0 35,7 34,1 32,5 30,1 24,0 21,1 17,8 14,0
33,0 35,7 34,1 32,7 30,1 24,0 21,1 17,8 14,0
36,0 36,0 34,3 32,8 30,3 24,0 21,1 17,8 14,0
39,0 36,0 34,4 32,8 30,4 24,0 21,2 17,9 14,0
42,0 36,0 34,4 32,8 30,4 24,0 21,3 17,9 14,0
Aplicando então o método dos mínimos quadrados e traçando os pontos
resultantes obteve-se então os resultados apresentados na tabela 4.2 e na figura 4.1.
Tabela 4.2- Tabela que relaciona os valores experimentais com os valores obtidos através do método dos mínimos quadrados.
t (min) C1 (ºC) ŷ erro2
0,0 15,2 15,2 0,0
3,0 26,7 25,7 0,9
6,0 31,0 30,8 0,0
9,0 32,0 33,3 1,7
12,0 34,3 34,5 0,0
15,0 34,9 35,1 0,0
18,0 35,2 35,4 0,0
21,0 35,3 35,5 0,0
24,0 35,5 35,6 0,0
27,0 35,6 35,6 0,0
30,0 35,7 35,6 0,0
33,0 35,7 35,6 0,0
36,0 36,0 35,6 0,1
39,0 36,0 35,6 0,1
42,0 36,0 35,6 0,1 Soma 3,2

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
52
Figura 4.1- Método dos mínimos quadrados aplicado.
O primeiro parâmetro que pode se obter através da observação destes dados é o
atraso, sendo que este é impercetível, sendo por isso desprezável. A obtenção dos
restantes parâmetros, utilizou-se o solver do programa Excel, de forma a aplicar o
método nos mínimos quadrados, alterando o valor de Kp (ganho do processo) e de τp
(constante de tempo do processo), diminuindo assim o erro quadrático, tendo-se obtido
valores de 8,2 ºC para o Kp e 4,1 minutos para o τp.
𝐺𝑝 =8,2
4,1𝑠 + 1 (4.3)
O propósito deste ensaio é o de minimizar o erro quadrático de forma a ser
possível afirmar que a dinâmica do permutador de calor é de primeira ordem e que se
podem realizar aproximações desta ordem de grandeza para os ensaios seguintes,
levando a uma compreensão melhor do processo.
4.3. Controlo PID
4.3.1. PID Hardware
Numa primeira fase do trabalho, foi testado o controlo através de um PID de
Hardware. Neste controlo foram implementadas mudanças aos setpoints da
temperatura de saída do fluido frio e, houve alguns ensaios, que as mudanças foram
impostas aos setpoints de temperaturas intermédias do fluido quente.
Nesta primeira fase tinha-se como intuito de verificar como o sistema se
comportava com parâmetros de PID escolhidos, quando existia uma mudança de
setpoint, de forma a obter-se os parâmetros ideais do controlador PID para este
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0,0 10,0 20,0 30,0 40,0 50,0
T (º
C)
t (min)
MMQ
C1 (ºC)
MMQ

Ferreira, R.
53
equipamento. Com a assistência do programa MATLAB, versão 2010b, numa primeira
fase, e posteriormente a versão 2017a, foi possível de montar o seguinte modelo
simulink.
Figura 4.2-Simulink criado de forma a adquirir dados, utilizando como placa de aquisição a PCL-813 da
Advantech.
No modelo simulink representado pela figura 4.2 encontram-se a placa de
aquisição de dados, vários subsistemas, vários scopes e ainda uma caixa que permite
enviar os dados para a janela de comandos. Nos subsistemas estão então a calibração
dos termopares, e a sua conversão de diferença de potencial para temperatura, sendo
que os valores de cada subsistema se encontram em anexo, sendo estes valores o
declive da reta de calibração e a ordenada na origem. A utilização de um PID hardware
descarta a necessidade de ser necessária a utilização de uma placa de saídas, deixando
o simulink bastante mais simples. Este modelo foi realizado no MATLAB 2010b. O PID
utilizado nos ensaios de hardware foi o West 3500.
No capítulo 3 apresentou-se a descrição do sistema, sendo que o fluido frio advém
de uma fonte externa, diretamente ligada a rede de abastecimento de água. Assim
sendo, é bastante difícil conseguir a mesma temperatura inicial. Com isto em mente, a
exposição de resultados deste capítulo tenta-se comparar as evoluções da dinâmica
para as mesmas variações de setpoint.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
54
Figura 4.3- O hardware utilizado para os ensaios.
4.3.1.1 Ensaio 1
As primeiras mudanças impostas ao sistema foram variações de setpoint à
temperatura de saída do fluido frio, utilizando um PID com um tempo integral (τI) de 2
minutos, um tempo derivativo (τD) de 45 segundos e uma banda proporcional (PB) de 4
(sendo que a banda proporcional é um termo abordado no subcapítulo 2.18). A primeira
mudança imposta foi um aumento no setpoint em 4 ºC, apresentado de seguida os
resultados obtidos em contracorrente e cocorrente.
Tabela 4.3- Parâmetros do PID e variação de setpoint do ensaio 1.
PB 4%
τI 2 minutos
τD 45 segundos
Variação de setpoint 4 ºC
De notar que todos os ensaios realizados, a bomba do fluido quente se encontrava
no mínimo, isto é, 1300 rpm e um caudal de 4,6 L/min. A utilização do caudal da bomba
no mínimo advém da necessidade de maximizar a transferência de calor.
Em cada ensaio tentou-se apresentar os dois modos de funcionamento,
cocorrente e contracorrente, com os mesmos parâmetros de PID e a mesma variação
de setpoint. Os resultados deste primeiro ensaio encontram-se na figura 4.4 e 4.5.

Ferreira, R.
55
Figura 4.4- Perfis de temperatura no ensaio 1 em contracorrente.
Figura 4.5- Perfis de temperatura no ensaio 1 em cocorrente.
Antes de analisar as figuras 4.4 e 4.5 é necessário falar nas extremidades do
problema. Assim sendo, atendendo aos princípios termodinâmicos aplicados nos
permutadores de calor, num permutador a funcionar em contracorrente, a temperatura
de saída do fluido frio é, no máximo, igual a temperatura de entrada do fluido quente,
enquanto que num permutador em funcionamento em cocorrente a temperatura de
saída do frio é, no máximo, igual a temperatura de saída do quente.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
56
Os resultados obtidos vão de encontro ao que foi dito anteriormente, visto que,
ao analisar as duas figuras anteriores é possível de se notar que, em que ambos os
ensaios tinham um setpoint de 22 ºC, o ensaio em contracorrente consegue estar mais
perto desse valor.
Uma observação que se pode fazer em relação aos dados experimentais, no
ensaio em cocorrente, é que a temperatura de saída do fluido frio está abaixo das
temperaturas anteriores. O motivo prende-se com a forma de como se obtém os valores
de temperatura na instalação. De forma a retirar os valores é necessário esperar que a
tubagem aqueça, dado que, os sensores estão diretamente a retirar a temperatura da
tubagem. O ensaio em cocorrente aqui exposto na figura 4.5 ocorreu quando existiu
uma troca de funcionamento do permutador de calor, isto é, acabou-se um ensaio em
contracorrente, deixando-se arrefecer o sistema, e passando para um sistema em
cocorrente, sendo que a entrada da água passa a ser a saída da água. Assim é
necessário esperar que a tubagem, que está a uma temperatura abaixo que as outras,
aqueça ao valor da temperatura da água. Isto também explica a súbita diminuição da
temperatura de entrada de água, que deveria ser constante.
De notar que, como é possível de reparar nas figuras 4.4 e 4.5, as duas imagens
contêm bastante ruído. A explicação encontrada para este fenómeno prende-se pela
utilização de placas de obtenção de dados em diferença de potencial (ddp). Além de a
captação dos dados ser em ddp, existe outra razão para o ruído existente nos dados,
sendo esta a utilização de captação de 50 dados por cada segundo de experiência.
Utilizou-se então uma média dos valores captados, em que poderá ocorrer oscilações
em relação aos valores obtidos. A seguir apresenta-se a figura 4.6 em que esta retrata
o comportamento do fluido em que se incidiu controlo.

Ferreira, R.
57
Figura 4.6- Perfis de temperatura de saída do fluido frio.
Nomeadamente ao controlo aplicado ao sistema, como se pode ver, nenhum dos
dois acaba por ficar no setpoint pretendido. Isto acontece devido as limitações do
hardware, em que este apenas trabalhava na gama das unidades, arredondando os
valores nas casas decimais. Como é possível de ver, o controlador assume que valores
na ordem dos 21,5 ºC são 22 ºC. Assim sendo, o controlo não é tão preciso quanto era
expectável. Além destes arredondamentos, o outro facto que contribui para este
arredondamento é o facto de se trabalhar em banda proporcional e não com ganho
proporcional. Isto será uma premissa para o resto dos resultados deste capítulo. Além
destes valores, o mesmo se pode observar no início do ensaio, em que a diferença de
setpoint acaba por ser maior que o desejado.
Relativamente aos parâmetros do controlador, estes criam oscilação ao sistema
de controlo. Dado que se está a realizar controlo a um sistema próximo de primeira
ordem é necessário olhar para a função de transferência geral do sistema.
Considerando que não existe atrasos, a função transferência do processo resume-se a
equação (4.1).
Considerando então o esquema geral de um sistema deste tipo, expresso na
figura 4.7.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
58
Figura 4.7- Esquema geral de problemas de controlo.
Dado que apenas se está a considerar um problema servo (não se está a contar
com perturbações, ou seja, apenas existe a mudança de setpoint) o Gd é igual a zero.
Além esta simplificação, outras simplificações para o sistema foram realizadas. O Km, a
constante do valor medido, e o Gm, a função transferência do sinal medido, têm valor de
1, e não se possui uma válvula, no entanto, possuiu-se uma resistência, que funciona
como atuador. O Gv é proveniente da resistência, mas, de forma a simplificar o modelo,
não se considerou a função transferência do atuador. O Gp e o Gc são, respetivamente,
a função transferência do processo e do controlador. Assim sendo, a função
transferência simplificada do problema servo, já com as simplificações descritas
anteriormente, encontra-se descrito na equação (4.4).
𝑌
𝑌𝑠𝑝=
𝐺𝑐𝐺𝑝
1 + 𝐺𝑐𝐺𝑝 (4.4)
Desenvolvendo isto, com a função transferência geral do PID proveniente da
equação (2.11), em que esta equação é transformada para a variável s através das
transformadas de Laplace, fica-se então com
𝑌
𝑌𝑠𝑝=
𝐾𝑐𝐾𝑝(𝜏𝐷𝜏𝐼𝑠2 + 𝜏𝐼𝑠 + 1)
(𝜏𝑝 + 𝐾𝑐𝐾𝑝𝜏𝑝)𝜏𝐼𝑠2 + (1 + 𝐾𝑐𝐾𝑝)𝜏𝐼𝑠 + 𝐾𝑐𝐾𝑝
(4.5)
Observando a função transferência do sistema e, sabendo que as oscilações são
provocadas pelo termo em s, o termo de primeira ordem, (isto para sistemas de segunda
ordem, como é o caso), é possível de se verificar que os parâmetros do controlador que
estão diretamente ligados a esta oscilação são o ganho proporcional e a constante
integral. Nos ensaios seguintes, nomeadamente quando existe variações dos valores
destes parâmetros, é possível de confirmar quais os parâmetros que criam estas
oscilações.

Ferreira, R.
59
No mesmo âmbito, foi feito mais 2 ensaios com mudanças de setpoint de 3 e 2 ºC.
Não foi realizado as mudanças de setpoint para 1 ºC visto que não houve tempo para
realizar este tipo de ensaio.
4.3.1.2. Ensaio 2
Tabela 4.4- Parâmetros do PID e variação de setpoint do ensaio 2.
PB 4%
τI 2 minutos
τD 45 segundos
Variação de setpoint 3 ºC
Figura 4.8- Perfis de temperatura do ensaio 2, tanto em contracorrente como cocorrente.
Figura 4.9- Perfis de temperatura de saída do fluido frio.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
60
Quando se olha para as figuras do primeiro ensaio, figuras 4.4 e 4.5, e se compara
com as figuras do ensaio dois, figura 4.8 e 4.9, é possível de notar uma diferença no
sistema. Essa diferença é relativa a oscilação presente nos dois modos de
funcionamento do permutador de calor.
No primeiro ensaio, o sistema que funciona em cocorrente apresenta menor
oscilação, enquanto que neste ensaio o funcionamento em contracorrente apresenta a
menor oscilação. Quando existir a mudança do tempo integral para um valor mais abaixo
consegue-se perceber que o natural é haver uma maior oscilação quando o
funcionamento é feito em cocorrente. No entanto, de forma de explicar o que ocorreu é
através do caudal de fluido frio. No primeiro ensaio o caudal de fluido frio em cocorrente
era de 1,15 L/min enquanto que em contracorrente era de 1,40 L/min. Olhando mais
uma vez a equação (4.5), e sabendo que o caudal do fluido frio influência o ganho do
processo, consegue-se concluir que com um Kp mais baixo, a oscilação diminui. Neste
ensaio os caudais já foram iguais, cerca de 1,40 L/min, fazendo com que o
funcionamento em cocorrente apresente uma maior oscilação.
4.3.1.3. Ensaio 3
Tabela 4.5- Parâmetros do PID e variação de setpoint do ensaio 3.
PB 4%
τI 2 minutos
τD 45 segundos
Variação de setpoint 3 ºC
Figura 4.10- Perfis de temperatura do ensaio 3, tanto em contracorrente como cocorrente.

Ferreira, R.
61
Figura 4.11- Perfis de temperatura de saída do fluido frio.
Como seria de esperar, as diferenças entre os ensaios são bastante pequenas.
Existe uma oscilação característica entre eles, devido aos tempos integrais e dos
ganhos dos processos. Como foi dito anteriormente, estes ensaios realizaram-se com
um caudal de fluido frio de 1,40 L/min. O ensaio em cocorrente apresenta um
comportamento diferente do expectável, no entanto, isto pode-se dever a escala da
figura, o que faz sobressair o ruído da mesma. Ao analisar as oscilações dos ensaios
em cocorrente e em contracorrente, é possível de se reparar que a oscilação em
cocorrente é maior.
4.3.1.4. Ensaio 4
Após a obtenção destes dados, procedeu-se a alteração dos parâmetros do PID
e comparou-se os resultados obtidos. Os estudos realizados foram feitos com caudais
de 1,40 L/min de caudal frio e no modo de funcionamento em contracorrente. Nestes
ensaios apresenta-se apenas os resultados obtidos de um modo de funcionamento e
compara-se com os ensaios acima descritos, devido a falta de tempo para realizar em
cocorrente.
Nesta primeira alteração de parâmetros aumentou-se o tempo integral de 2
minutos para 5 minutos, com o intuito de se poder tirar conclusões em relação a
influência que este parâmetro tem no processo. Esta alteração foi feita para uma
mudança de setpoint em 3 ºC.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
62
Tabela 4.6- Parâmetros do PID e variação de setpoint do ensaio 4.
PB 4%
τI 5 minutos
τD 45 segundos
Variação de setpoint 3 ºC
Figura 4.12- Perfis de temperatura para o aumento do tempo integral.
Figura 4.13- Perfil de temperatura de saída do fluido frio quando existe mudança do tempo integral.

Ferreira, R.
63
A alteração realizada no tempo de integração trouxe benefícios ao comportamento
do sistema. Assim, as oscilações que eram características do sistema com o PID que
possuía um tempo integral mais baixo diminuíram bastante, sendo quase impercetíveis.
Assim sendo, pode-se afirmar que, com o aumento do tempo integral, as oscilações
serão cada vez menores, ou nulas. Atendendo então a equação (4.5) é possível de
afirmar que com o aumento do tempo integral o termo de primeira ordem da equação,
(1 + 𝐾𝑐𝐾𝑝)𝜏𝐼, aumenta, o que aumenta o ξ, em que o ξ representa o fator de
amortecimento, sendo este o fator diretamente ligado as oscilações, o que permite com
que as oscilações presentes sejam bastante baixas. Dado a resposta do sistema, este
ξ apresenta um valor abaixo de 1, mas bastante próximo de 1, visto que, quando este
parâmetro da dinâmica é 1, não existem oscilações, estando o sistema criticamente
amortecido.
A desvantagem do aumento do tempo integral reside no aumento do tempo de
resposta do sistema em relação a alteração realizada. Na figura 4.10, na zona do
sistema em contracorrente, é possível de reparar que o sistema chega a valores mais
altos muito mais cedo, cerca dos 500 segundos, enquanto que, na figura 4.12, pode-se
observar que, com um tempo integral maior, demora mais tempo a chegar aos mesmos
valores. Em suma, este aumento traz o benefício de retirar as oscilações presentes no
sistema, mas cria problemas de velocidade no mesmo. Esta alteração é benéfica em
sistemas que as oscilações são prejudiciais ao funcionamento e segurança do sistema.
Dado o aumento do tempo integral, é possível de se notar uma inversão de
resposta, isto é, uma variação dos valores das temperaturas inversa ao pretendido, no
início do ensaio. Atendendo mais uma vez a equação (4.5), é possível de afirmar que o
aumento do tempo integral cria um zero positivo na equação, dado que a origem desta
inversão de resposta esta relacionada com os zeros da equação (os zeros estão
diretamente ligados ao numerador, enquanto que os polos estão diretamente ligados ao
denominador)
De forma a poder-se ter um sistema criticamente amortecido seria necessário
aumentar mais um pouco o valor do tempo integral do PID. Nos primeiros ensaios, a
oscilação é bastante acentuada, sendo mesmo de prever a necessidade de um aumento
do tempo integral de forma a retirar parte desta oscilação.
4.3.1.5. Ensaio 5
A alteração feita de seguida foi a diminuição do tempo integral para valores abaixo
dos 2 minutos. Como no caso anterior, e como foi explicado no início deste ponto,
apenas se pode realizar ensaios para o modo de funcionamento em contracorrente.
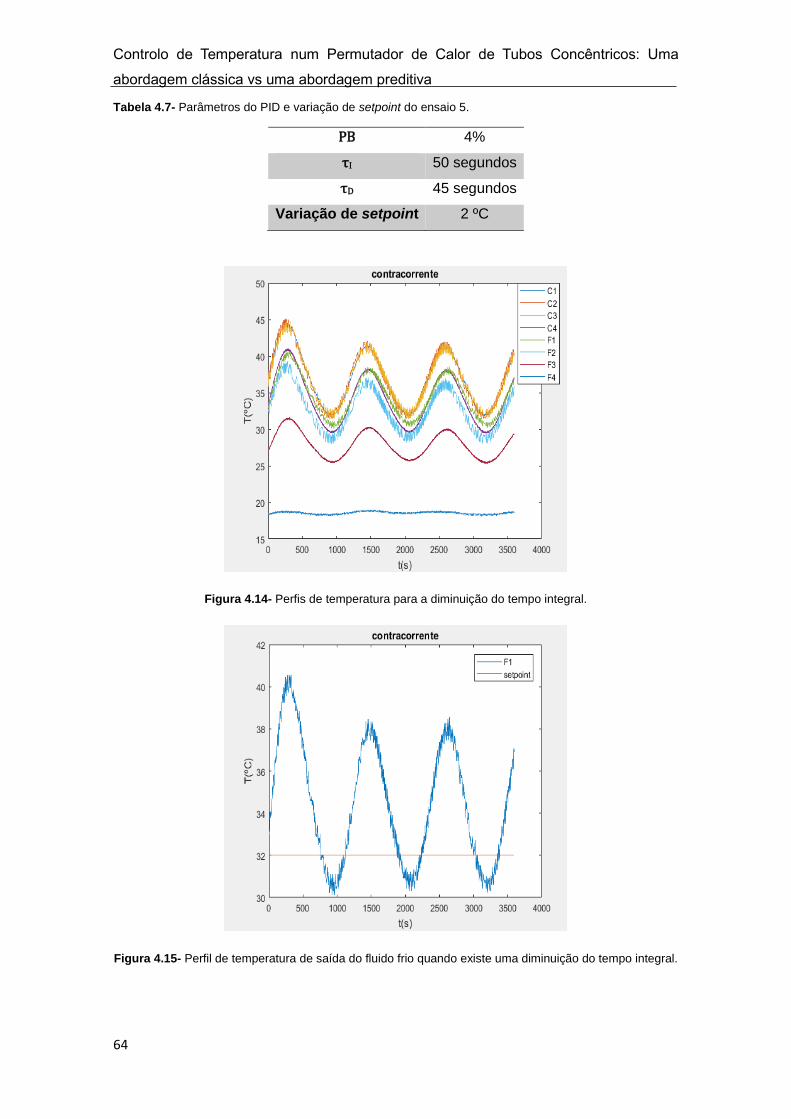
Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
64
Tabela 4.7- Parâmetros do PID e variação de setpoint do ensaio 5.
PB 4%
τI 50 segundos
τD 45 segundos
Variação de setpoint 2 ºC
Figura 4.14- Perfis de temperatura para a diminuição do tempo integral.
Figura 4.15- Perfil de temperatura de saída do fluido frio quando existe uma diminuição do tempo integral.

Ferreira, R.
65
Com a diminuição do tempo integral, neste caso para 50 segundos, o sistema
começa a ter um comportamento bastante oscilatório. Assim sendo, devido a este
comportamento, o sistema não consegue estabilizar no valor de setpoint ao fim de uma
hora. Isto é particularmente mau para indústrias que não podem possuir oscilações de
temperatura tão grandes num permutador, quer por questões de segurança, quer por
questões de qualidade do produto. Além deste ensaio, ainda se realizou um em que se
tentou colocar um PD, um controlador sem tempo integral, no sistema físico. No entanto,
devido a limitações do hardware, o mais baixo possível que nos foi permitido chegar foi
aos 10 segundos de tempo integral.
4.3.1.6. Ensaio 6
Tabela 4.8- Parâmetros do PID e variação de setpoint do ensaio 6.
PB 4%
τI 10 segundos
τD 45 segundos
Variação de setpoint 4 ºC
Figura 4.16- Perfis de temperatura para o tempo integral a 10 segundos.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
66
Figura 4.17- Perfil de temperatura de saída do fluido frio quando existe uma diminuição do tempo integral.
Este ensaio é um ensaio difícil de perceber. Ao analisar a figura 4.16, é possível
de reparar que, quando se trata do fluido quente, o sistema possuiu uma oscilação que
quase mantém a sua amplitude. Este tipo de resposta é característica quando um
sistema está no limiar da estabilidade, isto é, quando existe uma oscilação que não
aumenta, nem diminui, de amplitude. Isto é característico de sistemas em que se
pretende sintonizar o controlador.
No entanto, no fluido frio, o sistema aparenta não ser estável, aumentado a
amplitude da oscilação. A explicação plausível para isto era o fornecimento de calor
proveniente de outra fonte, neste caso, a luz solar a incidir na tubagem. Esta hipótese
torna-se mais plausível quando se analisa a figura 4.16 e consegue-se perceber que
começa a não haver uma diferença de temperatura entre C1, C2 e C3. Assim sendo,
não existe então passagem de calor entre o fluido quente e o fluido frio em dois pontos
de tomada de valores. O comportamento que o sistema deveria de funcionar seria igual
ao comportamento descrito em C1, dado que, C1 está diretamente ligado a resistência.
Os resultados obtidos nos ensaios 5 e 6 encontram-se dentro do expectável, visto
que o tempo integral é algo fundamental para o controlo de equipamentos. Estes
ensaios foram apenas uma forma de demonstrar parâmetros que não funcionariam
numa instalação industrial
4.3.1.7. Ensaio 7
Uma vez testado a diminuição do tempo integral, procedeu-se a retirar o tempo
derivativo. Neste ensaio, deixou-se o tempo integral em 2 minutos.

Ferreira, R.
67
Tabela 4.9- Parâmetros do PID e variação de setpoint do ensaio 7.
PB 4%
τI 2 minutos
τD 0 segundos
Variação de setpoint 3 ºC
Figura 4.18- Perfis de temperatura para um PI.
Figura 4.19- Perfil de temperatura de saída do fluido frio quando se utiliza um PI no sistema.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
68
Quando se observa este ensaio, consegue-se perceber que sem o tempo
derivativo, existe um aumento no tempo de estabilização do sistema, sendo que este
não estabiliza ao fim de 1 hora. Assim sendo, comparando este ensaio com o primeiro
ensaio, conclui-se que, sem a parte derivativa, o sistema torna-se mais lento a
estabilizar, com tempos integrais na ordem dos 2 minutos. Portanto, para este sistema
é preferível a utilização de um PID de forma a diminuir o tempo de estabilização.
4.3.1.8. Ensaio 8
O seguinte ensaio foi um aumento do tempo derivativo. Para tal, utilizou-se o
tempo integral nos 2 minutos e aumentou-se o tempo derivativo para 2 minutos. Os
resultados são apresentados nas figuras 4.20 e 4.21.
Tabela 4.10- Parâmetros do PID e variação de setpoint do ensaio 8.
PB 4%
τI 2 minutos
τD 2 minutos
Variação de setpoint 4 ºC
Figura 4.20- Perfis de temperatura para tempo derivativo de 2 minutos.

Ferreira, R.
69
Figura 4.21- Perfil de temperatura de saída do fluido frio para o aumento do tempo derivativo.
Como é possível de se observar, existe uma inversão de resposta no sistema
proposto. Assim sendo, e olhando uma vez mais a equação (4.5), o aumento do tempo
derivativo cria então um zero positivo, se o tempo integral for igual ao que foi utilizado
nos primeiros ensaios. Além desta inversão de resposta, também é possível de se
verificar que existe uma oscilação maior que nos ensaios anteriores, dado que, até a
passagem de uma hora, o sistema ainda não tinha estabilizado. Concluindo então os
ensaios em relação ao tempo derivativo, é bastante mais propício, possuir tempos
derivativos pequenos associados a tempos integrais com valor na ordem dos 2 minutos.
4.3.1.9. Ensaio 9
Os últimos ensaios realizados com o PID de hardware foi a uma diminuição da
banda proporcional e o controlo a um ponto intermédio do sistema, mais concretamente
o C3. Atendendo a equação característica da banda proporcional, diminuir esta resulta
num aumento da constante de proporcionalidade. A diminuição realizada foi a passagem
de 4 para o valor de 2, mantendo o tempo integral em 2 minutos e o tempo derivativo
em 45 segundos, valores idênticos aos utilizados nos primeiros ensaios.
Tabela 4.11 Parâmetros do PID e variação de setpoint do ensaio 9.
PB 2%
τI 2 minutos
τD 45 segundos
Variação de setpoint 2 ºC

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
70
Figura 4.22- Perfis de temperatura para a diminuição da banda proporcional para 2.
Figura 4.23- Perfil de temperatura de saída do fluido frio para a diminuição da banda proporcional.
O aumento do setpoint foi de 2 ºC. Quando se analisa as figuras, nota-se logo que
existe uma oscilação maior. Este fenómeno relaciona-se com o aumento do ganho
proporcional no sistema, tornando assim o ξ mais pequeno.
4.3.1.10. Ensaio 10
O controlo realizado em C3 teve como parâmetros uma banda proporcional de 2,
um tempo integral de 2 minutos e um tempo derivativo de 45 segundos.

Ferreira, R.
71
Tabela 4.12- Parâmetros do PID e variação de setpoint do ensaio 9, numa toma de temperatura intermédia,
C3.
PB 2%
τI 2 minutos
τD 45 segundos
Variação de setpoint 2 ºC
Figura 4.24- Perfis de temperatura para o controlo a C3.
Figura 4.25- Perfil de temperatura de C3.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
72
Como se pode ver, não existe nenhuma diferença entre este e o ensaio de
diminuição da banda proporcional, ensaio 9. Assim, o que foi dito no ensaio anterior é
perfeitamente válido para este ensaio, concluindo-se assim os ensaios com o PID
hardware. De notar que C2, em determinados pontos, possui valores maiores que C1.
A explicação deste facto prende-se, uma vez mais, por se estar a trabalhar com
voltagem, em que, como explicado anteriormente, este método de trabalho possui a
desvantagem de existir ruído nos dados recebidos. Com estas informações, acredita-se
que, estes valores de C2 que estão maiores que C1 tem origem no ruído dos valores e
não em nenhum fenómeno fora do sistema.
4.3.2. PID Software
Seguiu-se então os ensaios com um PID criado num software, software esse com
o nome de MATLAB. Utilizou-se a versão de MATLAB 2017a para esta tarefa, em que
se criou um simulink, ferramenta do MATLAB, de forma a poder-se receber os dados e
controlar o sistema físico. O simulink criado apresenta-se na figura a seguir.
Figura 4.26- Simulink criado para a simulação de um PID.
Explicando a figura atrás, a figura 4.26, foi necessário simular um modelador de
sinal, um PWM (Pulse-Width Modulator), de forma a conseguir-se ligar diretamente o
computador, com o software, à resistência. Para tal, utilizou-se um sinal em forma
triangular para ser possível realizar o que pretendía. Como se pode ver pela figura, na
zona do controlador, colocou-se um interruptor ligado ao PID e a uma constante. Este
interruptor serve para elevar a temperatura até valores próximos do setpoint, caso o
valor deste seja elevado, para de seguida passar para o controlo pelo PID, e o mesmo
está manual porque a sua utilização foi pequena, mas, caso o sistema dependesse
desta mecânica, como sistemas industriais, seria recomendável passá-lo para
automático, em que a troca de sinal seria controlada através da diferença do setpoint

Ferreira, R.
73
com o valor medido (caso a diferença fosse grande, o sinal que atuaria seria a constante
e se a diferença fosse pequena passaria para o PID).
O sinal utilizado foi um sinal sintetizado por ondas quadradas de 0 e 1. O PID
apenas dá um valor, em que este corresponde a percentagem de tempo em que a
resistência esta ligada. O tempo posto para cada ciclo de ondas quadradas é de 128
segundos. Após esta modulação do sinal, este passa para um sinal boolean, isto é, uma
transformação da onda para um sinal de verdadeiro ou falso. Assim sendo, quando o
sinal é 1, este considera como verdadeiro e faz com que a resistência esteja ligada.
Consequentemente, quando o sinal é 0, o boolean considera falso e desliga a
resistência. Utilizaram-se as placas de saídas digitais e a de entradas analógicas, para
os mesmos subsistemas, em que estes permitem a conversão de sinais para
temperatura descritos em anexo. Os setpoints são colocados através do signal builder
e os restantes elementos expressos na figura 4.26 apenas servem para observação, em
tempo real, do comportamento do sistema.
Retomando o que foi dito em pontos anteriores, o intuito destes ensaios foi de
comprovar os parâmetros sintonizados do PID hardware e de se conseguir implementar
um PID neste sistema físico através do MATLAB. De forma a conseguir-se prosseguir
com o trabalho foi necessário trocar de placas de aquisição de dados e utilizar uma
placa de saídas digitais, tendo sido trocado para as placas da National Instruments
referidas no capítulo 3, no ponto da descrição do sistema.
4.3.2.1. Ensaio 1
No início, tentou-se utilizar os parâmetros utilizados no PID de hardware. No
entanto, existiram várias dificuldades na implementação destes parâmetros. Ao longo
de ensaios de uma hora, uma hora e meia e duas horas, o sistema não estabilizava,
apresentado subidas de temperatura que estragavam o funcionamento da instalação.
Quando se colocou os parâmetros do PID neste sistema não se entrou em conta com
os ganhos proporcionais que viriam da modelação do sinal que chegaria a resistência.
Além disso, o PID hardware não utiliza ganho proporcional, mas sim banda proporcional,
o que não consta neste PID. Assim sendo, o ganho proporcional que se sintetizou foi de
0,01. Como o sistema aparenta ser bastante simples, procedeu-se a utilização de um
PI, com tempo integral de 2 minutos. Os primeiros ensaios foram iguais aos realizados
no PID hardware, ou seja, mudança de setpoint em 4,3 e 2 ºC. Neste tipo de ensaio, foi
possível colocar duas mudanças de setpoint em cada ensaio. Tendo isto em conta, o
ensaio que existe a mudança de 2 ºC também possui uma variação de 1 ºC. Uma vez

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
74
mais, o que se avalia aqui é a evolução da dinâmica do sistema, devido aos problemas
da instalação referidos no subcapítulo do PID hardware (4.3.1.).
Tabela 4.13- Parâmetros do PID e variação de setpoint do ensaio 1 do PID software.
Kc 0,01 ºC
τI 2 minutos
τD 0 segundos
Variação de setpoint 4 e 3 ºC
Figura 4.27- Perfis de temperatura do primeiro ensaio com PID software, tanto em contracorrente como
cocorrente.
Figura 4.28- Perfis de temperatura de saída do fluido frio para o primeiro ensaio.
Ao olhar para a figura 4.27, é possível de ver que os dados acabam por possuir
muito mais ruído do que quando existia apenas a captura de dados. Isto deve-se a
mudança da placa de aquisição de dados. A nova placa, a NI 9481, é uma placa de

Ferreira, R.
75
encaixe, isto é, não se consegue enroscar os fios a placa, criando mais ruído ao sistema.
No entanto se observar os dados da saída do fluido frio, onde incidiu o controlo é
possível de concluir que os dados recebidos não são tão lineares quanto os recebidos
pelo PID hardware. Com isto em mente, a análise feita é que no ensaio em cocorrente,
existe oscilação na segunda mudança de setpoint mas não na primeira. Isto pode-se
dever ao aumento do calor externo que chegava na tubagem, explicando o súbito
aumento na segunda mudança de setpoint. Além desta explicação, ainda existe a
possibilidade de ser dos dados recebidos pelo computador, sendo que estes traziam
bastante ruído, o que realizava as súbitas mudanças existentes neste ensaio. Por último,
o sistema pode ser instável apresentado este comportamento.
Quando se analisa o ensaio em contracorrente é possível de se ver que existe
uma oscilação que vai sendo atenuada pelo controlo aplicado pelo PID. Isto é curioso,
porque o que pode estar a acontecer é que o sistema possui mais do que uma função
transferência de segunda ordem, ou seja, a modulação do sinal apresenta mais funções
de transferência do que o de PID hardware, o que a aproximação da função (4.5) não é
possível. Outra explicação pode-se prender pelo que foi dito no paragrafo anterior, o
sistema estar mal sintonizado e estar instável, não sendo possível de afirmar isto com
um ensaio de uma hora. De forma a poder-se corroborar esta teoria teria sido necessário
realizar ensaios maiores e com apenas uma variação de setpoint. Devido a problemas
do equipamento não foi possível de realizar tais ensaios.
A diferença tão acentuada entre as duas respostas pode se dever a diferença da
constante de tempo e do ganho da função de transferência do processo, ou seja, a
função transferência própria do permutador de calor. Neste ensaio o caudal de saída do
frio era de 1,3 L/min para os dois.
4.3.2.2. Ensaio 2
Tabela 4.14- Parâmetros do PID e variação de setpoint do ensaio 2 do PID software.
Kc 0,01 ºC
τI 2 minutos
τD 0 segundos
Variação de setpoint 2 e 1 ºC

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
76
Figura 4.29- Perfis de temperatura do segundo ensaio com PID software, tanto em contracorrente como
cocorrente.
Figura 4.30- Perfis de temperatura de saída do fluido frio para o segundo ensaio.
Ao analisar-se as duas figuras, figura 4.29 e 4.30, é possível de ver que no início
de cada arranque existe inversão de resposta por parte das duas instalações. Além da
inversão que existe, o sistema apresenta diminuições de temperatura bastante
acentuadas até a resistência começar a disparar. Esta resposta vai ao encontro da
explicação anterior, em que existem várias funções transferência juntas, ou da
explicação de que o sistema é instável com estes parâmetros. O ruído destes ensaios
é bastante grande, notando-se principalmente no ensaio em cocorrente, sendo que os
valores de temperatura de entrada de água recebidos possuem uma quantidade
bastante grande de ruído, como se pode ver na figura 4.29. As oscilações destes
ensaios são maiores porque existiu um problema na instalação que diminuiu o caudal
do fluido frio até aos 0,95 L/min.

Ferreira, R.
77
4.3.2.3. Ensaio 3
Como foi feito para o PID hardware, procedeu-se a mudança de vários parâmetros
do PID de forma a analisar-se o comportamento do sistema. Além disso, de forma a ver
a estabilidade do sinal, procedeu-se a mudanças bruscas de setpoint, de 5 ºC para cima.
Aqui, já foi possível obter-se ensaios para os dois tipos de funcionamento do permutador
de calor. A primeira análise realizada após os dados apresentados foi a mudança brusca
do setpoint. O caudal de fluido frio foi de 1,4 L/min.
Tabela 4.15- Parâmetros do PID e variação de setpoint do ensaio 3 do PID software.
Kc 0,01 ºC
τI 2 minutos
τD 0 segundos
Variação de setpoint 6 e 5 ºC
Figura 4.31- Perfis de temperatura do terceiro ensaio com PID software, tanto em contracorrente como
cocorrente.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
78
Figura 4.32- Perfis de temperatura de saída do fluido frio para o terceiro ensaio.
Como é visível nas figuras 4.31 e 4.32, estas mudanças súbitas no setpoint criam
bastantes dificuldades para o sistema ficar no setpoint. No entanto, a malha de controlo
criada consegue, com mais ou menos dificuldade, agarrar este setpoint em
contracorrente, enquanto que em cocorrente não consegue. No primeiro ensaio é
possível de teorizar que o sistema com mais tempo chegaria ao valor de setpoint, no
entanto é também possível de se afirmar que este sistema não é estável. Como nos
ensaios anteriores, existe bastante ruído, que já foi falado anteriormente do problema.
As alterações de setpoint realizadas foram então uma mudança de 5 ºC
inicialmente, sendo que no ensaio em cocorrente é bastante visível essa mudança. No
caso do funcionamento em contracorrente, inicialmente os valores lidos eram de 26 ºC,
por isso o setpoint em 31 ºC, mas o sistema estava em arrefecimento. Quando se ligou
o sistema para realizar o ensaio, a temperatura inicial era de 24 ºC, realizando assim
uma mudança de setpoint inicial de 7 ºC, o que é bastante. A última alteração realizada
foi uma mudança em 6 ºC.
4.3.2.4. Ensaio 4
A alteração efetuada de seguida foi o aumento do ganho proporcional para o
dobro, ou seja, para 0,02.
Tabela 4.16- Parâmetros do PID e variação de setpoint do ensaio 4 do PID software.
Kc 0,02 ºC
τI 2 minutos
τD 0 segundos
Variação de setpoint 3 e 5 ºC

Ferreira, R.
79
Figura 4.33- Perfis de temperatura do quarto ensaio com PID software, tanto em contracorrente como
cocorrente.
Figura 4.34- Perfis de temperatura de saída do fluido frio para o quarto ensaio.
Dada a complexidade da função transferência, ou instabilidade do sistema, não é
claro as alterações provocadas por este aumento do ganho proporcional. No entanto,
no ensaio em cocorrente, este apresenta um comportamento mais parecido com o
comportamento do sistema com o PID hardware, em que existe uma oscilação e de
seguida, estabiliza por volta do setpoint. No ensaio em contracorrente, mesmo sendo
um ensaio com duas mudanças em setpoint, apenas na última mudança é que o sistema
estabiliza a volta do setpoint. Isto tem ocorrido em todos os ensaios apresentados,
apenas no último setpoint é que existe a estabilização do sistema. Isto pode ocorrer
devido a modulação do sinal.
4.3.2.5. Ensaio 5
A alteração realizada no ensaio a seguir foi a colocação de um tempo derivativo
no PID. A colocação deste não pode ser feito da mesma maneira que o tempo integral,

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
80
ou seja, colocar o valor utlizado no PID hardware. Assim sendo, o valor escolhido de
forma a tentar igualar o valor de 45 segundos foi de 0,05 segundos. O caudal de fluido
frio foi de 1,3 L/min.
Tabela 4.17- Parâmetros do PID e variação de setpoint do ensaio 5 do PID software.
Kc 0,02 ºC
τI 2 minutos
τD 0,05 segundos
Variação de setpoint 2 e 3 ºC
Figura 4.35- Perfis de temperatura do quinto ensaio com PID software, tanto em contracorrente como
cocorrente.
Figura 4.36- Perfis de temperatura de saída do fluido frio para o quinto ensaio.
Com a adição do tempo derivativo começa se a notar padrões mais comuns da
resposta. Existe oscilação em relação as mudanças de setpoint. Com o tempo

Ferreira, R.
81
derivativo, e esquecendo o ruído presente nos dados recebidos, nota-se que o sistema
se torna mais estável e com uma dinâmica mais acessível de analisar. Assim sendo,
existe benefício em utilizar um sistema com um PID em vez de um PI, de forma a
estabilizar o sistema, podendo-se até afirmar que neste sistema, a estabilidade prende-
se com a utilização do termo derivativo.
4.3.2.6. Ensaio 6
Os últimos ensaios realizados foram a uma diminuição do tempo integral, num
PID, e um ensaio a controlar um ponto intermédio. O ponto intermédio escolhido foi o
mesmo que no ensaio com o PID hardware, sendo este o C3. O caudal utilizado foi de
1,4 L/min nos dois ensaios e em ambos os modos de funcionamento.
Tabela 4.18 Parâmetros do PID e variação de setpoint do ensaio 6 do PID software.
Kc 0,02 ºC
τI 100 segundos
τD 0,05 segundos
Variação de setpoint 3 e 4 ºC
Figura 4.37- Perfis de temperatura do sexto ensaio com PID software, tanto em contracorrente como cocorrente.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
82
Figura 4.38- Perfis de temperatura de saída do fluido frio para o sexto ensaio.
A diminuição do tempo integral permite com que o sistema tenha uma oscilação
maior em relação ao ensaio anterior. Assim sendo, este apresenta uma resposta
oscilatória, mas que no fim consegue chegar aos valores de setpoint. Estes ensaios
previram que os ensaios deveriam ter sido realizados sobre um PID e não num PI, na
sua maioria.
4.3.2.7. Ensaio 7
Tabela 4.19- Parâmetros do PID e variação de setpoint do ensaio 7 do PID software.
Kc 0,02 ºC
τI 100 segundos
τD 0,05 segundos
Variação de setpoint 3 e 4 ºC
Figura 4.39- Perfis de temperatura do sétimo ensaio com PID software, tanto em contracorrente como cocorrente.

Ferreira, R.
83
Figura 4.40- Perfis de temperatura de saída do fluido frio para o sétimo ensaio.
Com a utilização dos parâmetros iguais aos do sexto ensaio, foi possível ter este
ensaio, que veio corroborar a hipótese proposta anteriormente, sendo esta, a utilização
de um controlador com termo derivativo a partida, de forma a estabilizar o sistema. Com
um aumento de 3 ºC no setpoint foi então possível ter um ensaio com oscilações
pequenas e que estabilizou no valor pretendido. Neste caso ainda seria benéfico
aumentar um pouco o tempo integral de forma a retirar todas as oscilações do sistema.
Idealmente, estes parâmetros deveriam ter sido os usados neste tipo de controlo.
4.4. Controlo Preditivo
Finalizando os ensaios que utilizam controladores clássicos, seguiu-se então os
ensaios com o MPC. Devido a problemas na instalação, os ensaios levados a cabo
foram apenas simulações do sistema. Assim sendo, e aplicando os conceitos do capítulo
3, colocou-se o modelo matemático no MATLAB. Como já foi referido, na última parte
da realização deste trabalho, existiram problemas com a instalação. Assim sendo não
foi possível de realizar a identificação de parâmetros do modelo, tendo sido utilizados
rotinas de um modelo geral, considerando um sistema de troca de água com água. Na
colocação do modelo no MATLAB, dada a particularidade de o MPC possuir valores
discretos, foi utilizado uma ferramenta do programa de forma a realizar a passagem do
tempo continuo para tempo discreto. Para tal utilizou-se a ferramenta c2d (em português
continuo para discreto) com um tempo de amostragem de 10. No entanto, ainda existia
a necessidade de utilizar outra ferramenta que permite com que consiga manter o valor
do tempo de amostragem para cada intervalo de amostragem, sendo este denominado
por retentor de ordem zero (ZOH). A seguir a introdução do modelo no MATLAB, abriu-
se então a ferramenta mpcDesigner do programa, de forma a sintonizar controladores
MPC para este problema de controlo. Numa segunda fase, procedeu-se a uma

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
84
simulação da instalação, mas com melhorias a mesma, isto é, caso existisse maneira
de controlar o valor da temperatura de entrada do fluido frio.
O modelo do sistema passou a ser descrito por uma perturbação não medida- a
temperatura de entrada do fluido frio- uma variável de entrada- o calor fornecido ao fluido
quente- e uma saída- a temperatura final do fluido frio. Nos ensaios com as melhorias,
a temperatura do fluido frio será então, uma perturbação medida. De salientar que o
calor expresso no modelo é a quantidade de calor em excesso que é necessário
fornecer ao sistema de forma a elevar a temperatura. Assim, o zero desta variável é
quando a resistência é constante, ou seja, quando esta apenas fornece calor de forma
a manter a temperatura constante.
As restrições impostas ao processo foram em relação ao calor, sendo que este
não poderia passar os 2000 W, face a limitação da resistência, e a temperatura de saída
da água fria seria no máximo a temperatura de entrada do fluido quente.
Figura 4.41- Relação do modelo matemático com as variáveis do processo.
Como explicado no capítulo 2, o controlador MPC possui dois parâmetros, o
horizonte de predição e o horizonte de controlo. Neste trabalho foram testados 6
controladores, todos eles com características próprias. O sample time de todos foi
constante (com valor de 10 segundos), sendo que os horizontes de predição e de
controlo se encontram na seguinte tabela.

Ferreira, R.
85
Tabela 4.20- Tabela com os parâmetros dos vários controladores utilizados.
Controlador Horizonte de Predição Horizonte de Controlo
MPC1 5 2
MPC2 10 2
MPC3 20 5
MPC4 2 1
MPC5 5 1
MPC6 7 2
4.4.1. Ensaio 1
Neste ensaio inicial utilizou-se como condições fronteiras a temperatura de 17
ºC para a temperatura do fluido frio e 40 ºC para temperatura do fluido quente. A
velocidade do fluido frio foi de 0,3 m/s e o do fluido quente de 0,9 m/s (utilizou-se
velocidades em vez de caudais devido a simplificação do modelo utilizado).
Figura 4.42- Perfis de temperatura em malha aberta, neste ensaio.
Com estes parâmetros, o perfil de temperatura, em malha aberta, apresenta-se
na figura 4.42. O primeiro ensaio foi feito então para um setpoint de 18 ºC.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
86
Figura 4.43- Variação da entrada e da perturbação, no primeiro ensaio.
Figura 4.44-Variação da saída, no primeiro ensaio.
Neste primeiro ensaio, consegue-se perceber que, com o MPC, a estabilização
do sistema após a mudança de setpoint é substancialmente mais rápida que no controlo
convencional. Com esta alteração, e sem o acontecimento de nenhuma perturbação, foi
possível de perceber que a maioria dos MPC’s que estão em estudo atingem a
estabilidade ao mesmo tempo. Os únicos em que isso não acontece é no MPC1 e no
MPC4. A explicação para isto envolve a pouca diferença entre o horizonte de controlo e

Ferreira, R.
87
o horizonte de predição. Quanto menor esta diferença maior o tempo de estabilização,
como se pode ver na figura 4.44 (dado que a diferença do MPC4 é menor que a
diferença do MPC1). Quanto aos restantes controladores, o MPC3 e o MPC5
apresentam uma sobrelevação, no entanto mais baixa comparadas ao do MPC1 e
MPC4. No caso do MPC5, isto deve-se ao baixo horizonte de controlo, que aumenta o
esforço de controlo. Quanto ao controlador 3, este apresenta um horizonte de predição
grande. No entanto, quando se compara o horizonte de predição ao horizonte de
controlo, 4 vezes maior, é mais baixo levando a um maior esforço de controlo e
consequentemente a esta pequena sobrelevação. Por fim, os controladores 2 e 6 são
os que apresentam respostas com menor, ou nenhuma, sobrelevação. Estes
controladores seriam os mais indicados para este problema. Contudo, os MPC’s
retratados nesta figura não apresentam predição de valores, isto é, são MPC’s reativos.
Aplicando então a predição de valores neste problema, e alterando o tempo em que
ocorre a perturbação, se for ao início não é possível de se ver alterações.
A perturbação expressa na figura 4.43, neste caso a temperatura do fluido frio,
está normalizada em zero, isto é, como esta conta como uma perturbação não medida,
não é possível de atribuir valores a mesma. Assim sendo, o que está exposto na figura
4.43, e que porventura estará nas figuras das entradas do MPC, é as diferenças de
temperatura do fluido frio ao longo do ensaio.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
88
Figura 4.45- Variação da entrada e da perturbação, com predição de valores.
Figura 4.46- Variação da saída, com predição de valores.
Com a predição de valores, os resultados são muito parecidos ao MPC reativo,
sendo que, as únicas diferenças residem na resposta a mudança de setpoint, sendo que
a ação de controlo se realiza antes da mudança de setpoint se realizar, e na quantidade
de calor utilizada. Com isto, a estabilização ocorre muito mais cedo que no com os
controladores reativos. Utilizando então os controladores com predição será melhor de
forma a evitar tempos altos de estabilização, sendo benéfico em vários processos deste

Ferreira, R.
89
tipo. Outro fator para o favorecimento do MPC com predição é a diminuição da
quantidade de calor necessária de forma a chegar ao setpoint. A explicação para este
facto prende-se na atuação do controlador antes da mudança de setpoint, permitindo
assim que o controlador, quando chega ao valor pretendido, deixe de atuar na
resistência.
4.4.2. Ensaio 2
No segundo ensaio procedeu-se então a um aumento de setpoint, com um
aumento da perturbação não medida, neste caso, um aumento em passo de uma
unidade. Como no ensaio anterior apresentou-se os resultados com o MPC reativo e de
seguida o MPC com a predição de valores. Os resultados apresentam-se nas figuras
4.47 e 4.48.
Figura 4.47- Variação da entrada e da perturbação, no segundo ensaio.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
90
Figura 4.48- Variação da saída, no segundo ensaio
Realizando uma análise as figuras 4.47 e 4.48, concluiu-se que, com a
perturbação, não existe uma necessidade tão grande da resistência doar calor. No
entanto, devido a esta perturbação, a estabilização do mesmo ocorre muito mais tarde.
Quanto ao comportamento dos controladores, estes são bastante idênticos ao descrito
anteriormente.
Figura 4.49- Variação da entrada e da perturbação, com predição.

Ferreira, R.
91
Figura 4.50-Variação da saída, com predição.
O ensaio 2 segue a mesma lógica que o primeiro ensaio. Com a predição de
valores torna-se mais pequena a energia que a resistência necessita de dar ao sistema,
e a resposta começa a tentar chegar ao valor de setpoint antes da própria mudança.
Quanto a este ensaio, os tempos de estabilização continuam maiores devido a presença
da perturbação.
4.4.3. Ensaio 3
No próximo ensaio aumentou-se o caudal de fluido quente para o mesmo caudal
de fluido frio. Devido ao modelo, existe então a necessidade de passar para velocidade.
Assim sendo a velocidade do fluido quente possui o valor de 1,2 m/s. A velocidade do
fluido frio mantém-se em 0,3 m/s. Além desta alteração, realizou-se outra alteração as
condições fronteiras, passando a entrada do frio para o mínimo de 21 ºC e a do calor
para 50 ºC, de forma a simular a água num dia mais quente. O perfil geral deste ensaio
apresenta-se de seguida, na figura 4.51.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
92
Figura 4.51- Perfis de temperatura em malha aberta, neste ensaio.
Figura 4.52- Variação da entrada e da perturbação, neste ensaio.

Ferreira, R.
93
Figura 4.53-Variação da saída, neste ensaio.
Utilizando os mesmos parâmetros MPC da tabela 4.20, é então possível de se
ver que embora exista um aumento do caudal do fluido quente, as respostas continuam
idênticas. Ao analisar estes resultados, achou-se que não seria necessário mostrar os
resultados com a predição de valores, visto que estes seriam idênticos aos
apresentados anteriormente.
4.4.4. Ensaio 4
Procedeu-se então ao seguinte ensaio, em que se aumentou o caudal de fluido
frio e colocou-se o caudal de fluido quente igual ao do primeiro ensaio. Decidiu-se
colocar uma velocidade de 0,32 m/s no fluido frio, o que equivale a um caudal de 1,5
L/min. Neste ensaio, manteve-se as condições iniciais iguais, sendo estas de 21 ºC do
fluido frio e o fluido quente de 50 ºC.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
94
Figura 4.54- Perfis de temperatura em malha aberta, neste ensaio.
Figura 4.55- Variação da entrada e da perturbação, no terceiro ensaio.

Ferreira, R.
95
Figura 4.56-Variação da saída, no terceiro ensaio.
Após a análise das figuras 4.55 e 4.56, é percetível que o comportamento dos
controladores não muda, independente das mudanças que se realizam aos caudais. De
forma análoga ao ensaio anterior, não se viu a necessidade de mostrar os resultados
com predição, dado que eram idênticos aos resultados obtidos no primeiro ensaio.
4.4.5. Ensaio 5
Numa fase mais avançada do trabalho, caso fosse possível medir o valor da
água a entrada e controlá-lo, procedeu-se então a um ensaio em que o valor inicial da
água era de 26 ºC, mantendo a condição fronteira de 21 ºC, em que a resistência já teria
fornecido energia, cerca de 100 W. Além da mudança de setpoint, considera-se que
existe uma perturbação. Como tal, manteve-se as velocidades utilizadas anteriormente,
bem como a temperatura inicial da água como uma perturbação não medida, ocorrendo
uma perturbação.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
96
Figura 4.57- Variação da entrada e da perturbação, neste ensaio.
Figura 4.58- Variação da saída, neste ensaio.
Com este conjunto de dados e de condições, torna-se bastante percetível que a
escolha do horizonte de controlo e o horizonte de predição são bastante importantes.
Caso os dois sejam demasiados baixos, existirá oscilações bastante acentuadas, o que
não será benéfico para o sistema. Por outro lado, horizontes de predição elevados criam
respostas mais lentas. O ideal seria o MPC6 que consegue ter dois termos médios com
uma resposta rápida e com pouca oscilação.

Ferreira, R.
97
4.4.6. Ensaio 6
Por fim, colocou-se então a temperatura inicial como perturbação medida. Neste
ensaio manteve-se as velocidades utilizadas no ensaio anterior, sendo os resultados
apresentados de seguida, tendo sido utilizado a predição de valores neste ensaio.
Figura 4.59- Variação da entrada e da perturbação, neste ensaio.
Figura 4.60- Variação da saída, neste ensaio.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
98
A utilização da temperatura de entrada do fluido frio como perturbação medida
causa bastantes problemas ao sistema. Assim, pela observação das figuras 4.59 e 4.60,
é possível de reter que a ocorrência da perturbação cria problemas tão grandes ao
sistema que não é possível o sistema estabilizar ao longo dos 1000 segundos de ensaio.
O único que aparenta ter valores bastante pertos do valor de setpoint é o MPC2, visto
que este é o controlador com respostas mais lentas.
Com isto em mente, a utilização da temperatura de entrada deverá manter-se
como uma perturbação não medida de forma a melhorar o processo, tornando este
estável, com o modelo utilizado. Caso houvesse mudança do modelo, esta perturbação
poderia passar a ser uma perturbação medida.
99
Capítulo 5
5. Conclusões e Trabalho futuro
5.1. Conclusão
No presente trabalho estudou-se um problema de controlo, em que este incidia
num permutador de tubos concêntricos. No problema de controlo em questão, trabalhou-
se com três tipos de controlo. Dois deles muito parecidos, sendo a base os algoritmos
PID, enquanto que o outro bem diferente e mais complexo que os restantes, utilizando
o algoritmo de controlo preditivo baseado em modelos. Os ensaios realizados foram
ensaios físicos, tendo sido utilizado um permutador de calor da empresa Isi Impianti, de
1986.
Numa fase inicial, de forma a ter-se uma noção da dinâmica do permutador de
calor, realizou-se um ensaio sem controlo. Após a realização foi possível de concluir
que o sistema se aproximava de uma dinâmica de primeira ordem.
Os estudos que tiveram como base o algoritmo PID, sendo uma parte feita com
um equipamento físico e outro à base de um programa de computador ligado ao
sistema, mostraram diferenças entre os dois. As análises realizadas aos ensaios com o
PID hardware, equipamento físico, mostraram-se bem mais coerentes e com resultados
melhores que o PID software.
Os resultados obtidos através do PID hardware possuíam dinâmicas muito
parecidas com o previsto, enquanto que, quando se utilizou o PID software, grande parte
dos ensaios possuíam uma dinâmica diferente do expectável. No entanto, todos os
ensaios que apresentavam esta dinâmica diferente estabilizaram em torno do valor de
setpoint. Os últimos ensaios com esta modulação do algoritmo do PID já apresentavam
respostas e dinâmicas muito próximas do que seria previsto nestes ensaios. O desafio
da utilização de um software de computador para controlar um sistema físico foi
concluído com sucesso, sendo ainda necessário algumas alterações aos parâmetros do
PID de forma a obter resultados próximos do previsto. Com estes resultados, torna-se
então possível a realização futura deste tipo de resolução para problemas de controlo.
Com todos os ensaios realizados com o controlo por PID, torna-se evidente que
os melhores parâmetros para este tipo de controlo são ganhos proporcionais pequenos,
tempos integrais superiores a 2 minutos, mas menores que 5 minutos, de forma a retirar
grande parte das oscilações e que as respostas não se tornem demasiado lentas, e um
tempo derivativo perto do valor de 45 segundos.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
100
Quanto aos resultados obtidos por via do MPC, foi possível de se observar que o
consumo de energia por parte da resistência diminui bastante, dada a disponibilidade
do modelo matemático. Para além disso, os controladores com valores de horizonte de
predição intermédios e de horizonte de controlo intermédios possuem respostas rápidas
e sem oscilações, o ideal para este tipo de sistemas. No entanto, existem parâmetros
deste controlador que tornam a resposta pior que a resposta do sistema com PID. Com
isto em mente, é necessária uma sintonização dos parâmetros de controlo do MPC de
forma a obter-se respostas melhores que os do controlo clássico.
Com estas simulações foi possível de perceber como um controlo por MPC
responderia para este tipo de processo. Com isto em mente, a simulação realizada só
é possível se for possível obter-se o modelo matemático do sistema. Caso não seja
possível obter-se o modelo matemático, este sistema deverá ser controlado por um PID.
De notar que o modelo usado para este MPC foi um modelo ideal. Uma maneira de
complementar estes resultados seria a identificação de parâmetros do sistema em si de
forma a conseguir-se uma simulação muito mais real ao que é aqui apresentada.
Por fim, o sistema aqui presente é um sistema muito simples, como se pode ver
pelo modelo (duas entradas, uma saída), sendo que o controlo preditivo é um tipo de
controlo muito mais complexo que pode não se adequar a este tipo de equipamento
simples. No entanto, a sua utilização melhora a resposta do sistema e melhora a
eficiência energética do mesmo. Assim sendo, o MPC deverá ser considerado para uma
fábrica com este tipo de equipamento, de forma a aumentar os lucros e as eficiências
térmicas.

Ferreira, R.
101
5.2. Desafios Futuros
Numa perspetiva futura, utilizando a instalação do permutador de calor de tubos
concêntricos aqui utilizada, possui-se como trabalhos possíveis:
• Simulação num programa dos valores obtidos dos PID de forma a comparar os
valores obtidos no sistema físico e dos valores obtidos no simulador;
• Implementação de um algoritmo de controlo preditivo no sistema físico de forma
a corroborar os valores obtidos por parte de simulação, motivando uma
comparação de valores obtidos;
• Implementação de um sistema de recirculação de água em vez da utilização
de água fornecida pela rede, motivando assim uma poupança de água e
apelando a introdução de novas variáveis do processo, restrições ou
perturbações, sendo uma simulação mais precisa de um ambiente industrial;
• Utilização de outros tipos de controlos preditivos mais avançados, como por
exemplo, controlo preditivo adaptativo ou controlo preditivo explícito, de forma
a saber se este tipo de controlo é viável para este tipo de instalação.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
102
Referências Bibliográficas
[1] Khare, Y. B., & Singh, Y. (2010). PID Control of Heat Exchanger System. International
Journal of Computer Applications, 8(6), 22–27.
[2] Costa, S.J. (2016) Multi-Agent Model Predictive Control for Transport Phenomena
Processes. Lisboa: ISEL. Tese de doutoramento.
[3] Arbaoui, M., Vernières-Hassimi, L., Seguin, D., & Abdelghani-Idrissi, M. (2007).
Counter-current tubular heat exchanger: Modeling and adaptive predictive functional
control. Applied Thermal Engineering, 27(13), 2332–2338.
[4] Álvarez, J., Yebra, L., & Berenguel, M. (2007). Repetitive control of tubular heat
exchangers. Journal of Process Control, 17(9), 689–701.
[5] Christofides, P. D., Scattolini, R., Peña, D. M. D. L., & Liu, J. (2013). Distributed model
predictive control: A tutorial review and future research directions. Comp. Chem. Eng., 51, 21–
41.
[6] Heidarinejad, M., Liu, J., & Christofides, P. D. (2011). Economic model predictive control
of nonlinear process systems using Lyapunov techniques. AIChE J., 58(3), 855–870.
[7] Ferreau, H. J., Bock, H. G., & Diehl, M. (2008). An online active set strategy to overcome
the limitations of explicit MPC. International J. of Robust and Nonlinear Control, 18(8), 816–830.
[8] Wolf, I. J., & Marquardt, W. (2016). Fast NMPC schemes for regulatory and economic
NMPC – A review. J. of Process Control, 44, 162–183.
[9] Stewart, B. T., Rawlings, J. B., & Wright, S. J. (2010). Hierarchical cooperative
distributed model predictive control. Proceedings of the 2010 American Control Conf..
[10] Lee, J. H. (2011). Model predictive control: Review of the three decades of
development. International J. of Control, Automation and Systems, 9(3), 415–424.
[11] Maciejowski, J. M. (2008). Predictive control: with constraints. Harlow: Prentice Hall.
[12] Mosca, E., Lemos, J., & Zhang, J. (1990). Stabilizing I/O receding horizon control. 29th
IEEE Conf. on Decision and Control.
[13] Khalil, H. K. (2014). Nonlinear systems. Upper Saddle River, NJ: Prentice Hall.
[14] Lundström, P., Lee, J., Morari, M., & Skogestad, S. (1995). Limitations of dynamic
matrix control. Comp. Chem. Eng., 19(4), 409–421.
[15] Stout, T., & Williams, T. (1995). Pioneering work in the field of computer process
control. IEEE Annuals of the History of Computing, 17(1), 6–18.
[16] Propoi, A. I. (1963). Use of linear programming methods for synthesizing sampled-
data automatic systems. Automn. Remote Control, 24(7), 837-844.
[17] Lee, E. B., & Markus, L. (1986). Foundations of optimal control theory. Malabar, FL:
Krieger.

Ferreira, R.
103
[18] Richalet, J., Rault, A., Testud, J. D., Papon, and J., (1978).
Model predictive heuristic control: applications to industrial processes. Automatica, 14(5),
413-428.
[19] Cutler, C. R., Ramaker B. L. (1980). Dynamic matrix control - a computer control
algorithm. Proc. Joint Automatic Control Conf., San Francisco, CA.
[20] Garcia, C. E., & Morari, M. (1982). Internal model control 1. A unifying review and some
new results. Industrial & Eng. Chem. Process Design and Development, 21(2), 308–323.
[21] Garcia, C. E., & Morari, M. (1985). Internal model control. 3. Multivariable control law
computation and tuning guidelines. Industrial & Eng. Chemistry Process Design and
Development, 24(2), 484–494.
[22] Clarke, D., Mohtadi, C., & Tuffs, P. (1987). Generalized predictive control—Part I. The
basic algorithm. Automatica, 23(2), 137–148.
[23] Clarke, D., Mohtadi, C., & Tuffs, P. (1987). Generalized predictive control—Part II. The
basic algorithm. Automatica, 23(2), 149–160.
[24] Lee, J. H., Morari, M., & Garcia, C. E. (1995). State-Space Interpretation of Model
Predictive Control. Methods of Model Based Process Control, 299–330.
[25] Muske, K. R., Rawlings, J. B. (1993). Model predictive control with linear models.
AIChE J.,39(2), 262-287.
[26] Beard, R. W., Saridis, G. N., & Wen, J. T. (1997). Galerkin approximations of the
generalized Hamilton-Jacobi-Bellman equation. Automatica, 33(12), 2159–2177.
[27] Kleinman, D. (1974). Stabilizing a discrete, constant, linear system with application to
iterative methods for solving the Riccati equation. IEEE Transactions on Automatic Control, 19(3),
252–254.
[28] Kwon, W. H., & Pearson, A. E. (1977). A Modified Quadratic Cost Problem and
Feedback Stabilization of Linear Discrete Time Systems.
[29] Rawlings, J. B., Muske, K. R., (1993). The stability of constrained receding horizon
control, IEEE Trans. on Automatic Control, 38, 1512-1516.
[30] Gilbert, E., & Tan, K. (1991). Linear systems with state and control constraints: the
theory and application of maximal output admissible sets. IEEE Transactions on Automatic
Control, 36(9), 1008–1020.
[31] Keerthi, S. S., & Gilbert, E. G. (1988). Optimal infinite-horizon feedback laws for a
general class of constrained discrete-time systems: Stability and moving-horizon
approximations. J. of Optimization Theory and Applications, 57(2), 265–293.
[32] Kučera, V. (1991). Algebraic Riccati Equation: Hermitian and Definite Solutions. The
Riccati Equation, 53–88.
[33] Chmielewski, D., & Manousiouthakis, V. (1996). On constrained infinite-time linear
quadratic optimal control. Systems & Control Letters, 29(3), 121–129.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
104
[34] Sznaier, M., & Damborg, M. (1990). Heuristically enhanced feedback control of
constrained discrete-time linear systems. Automatica, 26(3), 521–532.
[35] Scokaert, P. O. M. , Rawlings, J. B.,(1998). Constrained linear quadratic regulation.
IEEE Trans. on Automatic Control, 43(8), 1163-1169.
[36] Polak, E., & Yang, T. H. (1993). Moving horizon control of linear systems with 0
saturation and plant uncertainty Part 1 and 2. Robustness. International J. of Control, 58(3), 613–
638.
[37] de Oliveira, S. L., Kothare e Morari, M., (2000). Contractive model predictive control
for constrained nonlinear systems. IEEE Trans. on Automatic Control, AC-45, 1053-1071.
[38] Scokaert, P., Rawlings, J., & Meadows, E. (1997). Discrete-time stability with
perturbations: application to model predictive control. Automatica, 33(3), 463–470.
[39] Zafiriou, E. (1991). “On the closed-loop stability of constrained QDMC. Proc. of
American Control Conf., 2367–2372.
[40] Zafiriou, E., (1991). On the effect of tuning parameters and constraints on the
robustness of model predictive controllers. Y. Arkun, W. Ray (Eds.), Proc. of 4th International
Conf. on Chem. Process Control - CPC IV, South Padre Island, TX, 363-393.
[41] Lee, J. H., Yu, Z. H., (1994). Tuning of model predictive control for robust performance.
Comp. and Chem. Engr., 18, 15-37.
[42] Primbs, J., & Nevistic, V. (1998). A framework for robustness analysis of constrained
finite receding horizon control. Proceedings of the 1998 American Control Conf.. ACC (IEEE Cat.
No.98CH36207).
[43] Campo, P. J., Morari, M., (1987). Robust model predictive control. Proc. of the
American Control Conf., 1021-1026.
[44] Allwright, J., & Papavasiliou, G. (1992). On linear programming and robust model-
predictive control using impulse-responses. Systems & Control Letters, 18(2), 159–164.
[45] Lee, J., & Yu, Z. (1997). Worst-case formulations of model predictive control for
systems with bounded parameters. Automatica, 33(5), 763–781.
[46] Scokaert, P., & Mayne, D. (1998). Min-max feedback model predictive control for
constrained linear systems. IEEE Transactions on Automatic Control, 43(8), 1136–1142.
[47] Kothare, M., Balakrishnan, V., & Morai, M. Robust constrained model predictive control
using linear matrix inequalities. Proceedings of 1994 American Control Conf. - ACC 94.
[48] Wan, Z., & Kothare, M. V. (2003). Efficient robust constrained model predictive control
with a time varying terminal constraint set. Systems & Control Letters, 48(5), 375–383.
[49] Mayne, D., Michalska, H., (1990). Receding horizon control of nonlinear systems. IEEE
Trans. on Automatic Control, vol. AC-35, 814-824.
[50] Chen, H., Allgower,F., (1998). A quasi-infinite horizon nonlinear model predictive
control scheme with guaranteed stability. Automatica, 14, 1205-1217.

Ferreira, R.
105
[51] Liu, L., Li, X., Wang, H., & Niu, B. (2015). Global asymptotic stabilization of stochastic
feedforward nonlinear systems with input time-delay. Nonlinear Dynamics, 83(3), 1503–1510.
[52] Choi, H. (2007). On asymptotic stabilization of feedback linearizable nonlinear systems
with a delay in the input by using sliding-surface. 2007 International Conf. on Control, Automation
and Systems.
[53] Wu W. and Chou YS., (1996). Output tracking control of uncertain nonlinear systems
with an input time delay. IEE Proc Contr Theor Applic, 143(3), 309–318.
[54] Gao, H., & Chen, T. (2007). Stabilization of Nonlinear Systems Under Variable
Sampling: A Fuzzy Control Approach. IEEE Transactions on Fuzzy Systems, 15(5), 972–983.
[55] Lin, F., Hwang, W., & Wai, R. (1999). A supervisory fuzzy neural network control
system for tracking periodic inputs. IEEE Transactions on Fuzzy Systems, 7(1), 41–52.
[56] Chen, Y., Teng C., (1995). A model reference control structure using a fuzzy neural
network. Fuzzy Sets Syst; 73(3): 291–312.
[57] Cui, X., Shin K., (1993). Direct control and coordination using neural networks. IEEE
Trans Syst Man Cybern, 23(3): 686–697.
[58] Ichikawa, Y., & Sawa, T. (1992). Neural network application for direct feedback
controllers. IEEE Transactions on Neural Networks, 3(2), 224–231
[59] Chang W., Hwang R., Hsieh J., (199) A single autotuning neural controller for nonlinear
dynamic systems. IEEE international Conf. on systems, man and cybernetics, Tokyo, Japan,
461–465.
[60] Wang L., (1997) A course in fuzzy systems and control. Englewood Cliffs, NJ: Prentice-
Hall.
[61] Liu C., Lian K., Tsai P., (2006). LMI-based fuzzy model predictive control for output
tracking systems. CACS automatic control Conf., Taipei, Taiwan, 1225–1230.
[62] Liu C., Lian K., Tsai P., (2006). Observer-based output tracking using fuzzy model
predictive control. 14th National Conf. on fuzzy theory and its application, Kaohsiung, Taiwan,
431–436.
[63] Mollov, S., Babuska, R., Abonyi, J., & Verbruggen, H. (2004). Effective Optimization
for Fuzzy Model Predictive Control. IEEE Transactions on Fuzzy Systems, 12(5), 661–675.
[64] Bemporad, A., & Morari, M. (1999). Control of systems integrating logic, dynamics, and
constraints. Automatica, 35(3), 407–427.
[65] Bemporad, A., Morari, M., Dua, V., & Pistikopoulos, E. N. (2002). The explicit linear
quadratic regulator for constrained systems. Automatica, 38(1), 3–20.
[66] Bemporad, A., Borrelli, F., & Morari, M. (2000). Piecewise linear optimal controllers for
hybrid systems. Proceedings of the 2000 American Control Conf..
[67] Johansen, T., & Grancharova, A. (2003). Approximate explicit constrained linear model
predictive control via orthogonal search tree. IEEE Transactions on Automatic Control, 48(5),
810–815.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
106
[68] Tøndel, P., Johansen, T., & Bemporad, A., (2003). An algorithm for multi-parametric
quadratic programming and explicit MPC solutions. Proceedings of the 40th IEEE Conf. on
Decision and Control.
[69] Tøndel, P., Johansen, T., & Bemporad, A. (2003). Evaluation of piecewise affine
control via binary search tree. Automatica, 39(5), 945–950.
[70] Bemporad, A., & Filippi, C. (2003). Suboptimal Explicit Receding Horizon Control via
Approximate Multiparametric Quadratic Programming. J. of Optimization Theory and
Applications, 117(1), 9–38.
[71] Johansen, T. A., Petersen, I., & Slupphaug, O. (2002). Explicit sub-optimal linear
quadratic regulation with state and input constraints. Automatica, 38(7), 1099–1111.
[72] Canale, M., Fagiano, L., & Milanese, M. (2009). Set Membership approximation theory
for fast implementation of Model Predictive Control laws. Automatica, 45(1), 45–54.
[73] Jones, C. N., & Morari, M. (2010). Polytopic Approximation of Explicit Model Predictive
Controllers. IEEE Transactions on Automatic Control, 55(11), 2542–2553.
[74] Rawlings, J. B., & Amrit, R. (2009). Optimizing Process Economic Performance Using
Model Predictive Control. Nonlinear Model Predictive Control Lecture Notes in Control and
Information Sciences, 119–138.
[75] Rawlings, J. B., Bonne, D., Jorgensen, J. B., Venkat, A. N., & Jorgensen, S. B. (2008).
Unreachable Setpoints in Model Predictive Control. IEEE Transactions on Automatic
Control, 53(9), 2209–2215.
[76] Diehl, M., Amrit, R., Rawlings, J.B., (2011). A Lyapunov function for economic
optimizing model predictive control. IEEE Transaction on Automatic Control, 56(3),703-707.
[77] Bittanni, S., Fronza, G., Guardabassi,G., (1973). Periodic control: A frequency domain
approach. IEEE Transaction on Automatic Control, 18(1), 33-38.
[78] Rao, C. V., Wright, S. J., & Rawlings, J. B. (1998). Application of Interior-Point Methods
to Model Predictive Control. J. of Optimization Theory and Applications, 99(3), 723–757.
[79] Pannocchia, G., Rawlings, J. B., & Wright, S. J. (2007). Fast, large-scale model
predictive control by partial enumeration. Automatica, 43(5), 852–860.
[80] Ferreau, H. J., Bock, H. G., & Diehl, M. (2008). An online active set strategy to
overcome the limitations of explicit MPC. International J. of Robust and Nonlinear Control, 18(8),
816–830.
[81] Wang, Y., Boyd, S. (2010). Fast model predictive control using on-line optimization.
IEEE Trans. on Control System Technology, 18, 267-278.
[82] Qin, S. J., Badgwell, T. A., (1997) An overview of industrial model predictive control
technology. Proc. of Fifth Int. Conf. on Chem. Process Control, Tahoe City, CA, aIChE
Symposium Series, 93, 232-256.
[83] Qin, S. J., & Badgwell, T. A. (2003). A survey of industrial model predictive control
technology. Control Eng. Practice, 11(7), 733–764.

Ferreira, R.
107
[84] Borrelli, F., Bemporad, A., Fodor, M., & Hrovat, D. (2006). An MPC/hybrid system
approach to traction control. IEEE Transactions on Control Systems Technology, 14(3), 541–552.
[85] Giorgetti, N., Bemporad, A., Tseng, H., & Hrovat, D. (2005). Hybrid Model Predictive
Control Application Towards Optimal Semi-Active Suspension. Proceedings of the IEEE
International Symposium on Industrial Electronics, 2005. ISIE 2005.
[86] Richter, S., Mariethoz, S., & Morari, M. (2010). High-speed online MPC based on a
fast gradient method applied to power converter control. Proceedings of the 2010 American
Control Conf..
[87] Rodriguez, J., Cortes, P., Kennel, R., & Kazrnierkowski, M. (2009). Model predictive
control -- a simple and powerful method to control power converters. 2009 IEEE 6th International
Power Electronics and Motion Control Conf..
[88] Wong, W. C., & Lee, J. H. (2011). Post decision-State-Based Approximate Dynamic
Programming for Robust Predictive Control of Constrained Stochastic Processes. Industrial &
Eng. Chem. Research, 50(3), 1389–1399.
[89] Astrom K. J., & Hagglund T. (1995). PID controllers. Research Triangle Park, NC:
International Society for Measurement and Control.
[90] Seborg, D. E., Edgar, T. F., Mellichamp, D. A., & Doyle, F. J. (2004). Process dynamics
and control. Hoboken, NJ: John Wiley & Sons, Inc.
[91] Wright, R., & Kravaris, C. (2000). Two-degree-of-freedom output feedback controllers
for nonlinear processes. Proceedings of the 2000 American Control Conference. ACC (IEEE Cat.
No.00CH36334)
[92] Alfaro, V. (2016). Model-reference robust tuning of PID controllers. S.l.: Springer
International PU.
[93] Janna, W. S. (2009). Engineering heat transfer. Boca Raton: CRC.
[94] Hesselgreaves, J. E., Law, R., Reay, D. A., & Heggs, P. J. (2017). Compact heat
exchangers selection, design and operation. Amsterdam: Butterworth-Heinemann.
[95] Khan, N. A., & Rahman, W. (2001). Modelling and Simulation of Plate Heat
Exchanger. International Journal of Mechanical Engineering, 2(1), 22-30.
[96] Igreja, J. M., Lemos, J. M., & Silva, R. N. (2007). Adaptive Control of Hyperbolic
Systems: A CLF approach. Proceedings of the European Control Conf., 2(5), 2332–2339.
[97] Rice, R. G., & Do, D. D. (1995). Applied mathematics and modeling for chemical
engineers. Hoboken, N.J: Wiley.
[98] Zhang, J., He, Y., & Tao, W. (2009). 3D numerical simulation on shell-and-tube heat
exchangers with middle-overlapped helical baffles and continuous baffles – Part I: Numerical

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
108
model and results of whole heat exchanger with middle-overlapped helical baffles. International
J. of Heat and Mass Transfer, 52(23-24), 5371–5380.
[99] Bequette, B. W. (2003). Process control modeling, design, and simulation. Upper
Saddle River, NJ: Prentice Hall PTR.
[100] Stephanopoulos, G. (1983). Chemical process control: an introduction to theory and
practice. Noida, India: Pearson India Education Services.

109
B. Anexos
Apêndice A- Rotinas MATLAB
A.1.- permutadorxxx.m
% Permutador em contracorrente
% Ricardo J. Ferreira Setembro 2018
L=3; % comprimento da tubagem [m]
u=1.2; % velocidade do fluido quente [m/s]
v=0.32; % velocidade do fluido frio [m/s]
a=0.2; % coeficiente exterior de permutação [1/s]
b=0.2; % coeficiente interior de permutação [1/s]
W1=50; % condição fronteira fluido quente [ºC]
X0=21; % condição fronteira fluido frio [ºC]
nl=10; % nº de troços
dz=L/nl;
alfa=-L*a/v;
beta=-L*b/u;
A=(alfa*W1-beta*X0*exp(alfa-beta))/(alfa-beta*exp(alfa-beta));
B=beta/alfa*(X0-A);
% Curvas de estado estacionário para o valor de referência
z=0:dz:nl*dz;
wref=A+B*exp((alfa-beta)*z);
xref=A+alfa/beta*B*exp((alfa-beta)*z);
figure(1)
plot(z,xref,z,wref)

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
110
% Matrizes auxiliares
A1=-eye(nl)+[zeros(nl-1,1) eye(nl-1,nl-1); zeros(1,nl)];
A2=[[zeros(1,nl-1) ; eye(nl-1,nl-1)] zeros(nl,1)];
A3=eye(nl)-[zeros(1,nl); eye(nl-1,nl)];
A4=[zeros(nl-1,1) eye(nl-1,nl-1) ; zeros(1,nl)];
B1=[1 zeros(1,nl-1)]';
B2=[zeros(1,nl-1) 1]';
B3=B2;
B4=-B1;
I=eye(nl);
x0=21*ones(1,nl);
w0=50*ones(1,nl);
[t,x]=ode23s(@permodxxx,[0 200],[wref(1:nl) xref(1:nl)
W1]',[],A1,A2,A3,A4,B1,B2,B3,B4,I,dz,a,b,v,u,nl,X0);
tau=100;
kh=0.2;
Ap=[(u/dz*A1-I*b) A2*b; A4*a -v/dz*A3-I*a];
Bp=[b*B1 u/dz*B2; -v/dz*B4 B3*a];
Apr=[Ap [u/dz*B2;B3*a]; [zeros(1,nl-1) 1]/tau zeros(1,nl) -1/tau];
Bpr=[b*B1 zeros(nl,1); -v/dz*B4 zeros(nl,1); 0 kh/tau];
Cpr=[zeros(1,nl) zeros(1,nl-1) 1 0];
sistper=ss(Apr,Bpr,Cpr,0);
spdisc=c2d(sistper,10,'zoh');

Ferreira, R.
111
A.2.- permodxx.m
%Permutador em contracorrente
% Ricardo J. Ferreira Setembro 2018
function yp=permodxxx(t,y,A1,A2,A3,A4,B1,B2,B3,B4,I,dz,a1,b,v,u1,nl,X0)
w=y(1:nl);
x=y(nl+1:2*nl);
q=y(2*nl+1);
wp=(u1/dz*A1-I*b)*w+A2*b*x+b*B1*X0+u1/dz*B2*q;
xp=(-v/dz*A3-I*a1)*x+A4*a1*w+B3*a1*q-v/dz*B4*X0;
qp=(w(nl)+200/100-q)/100;
yp=[wp ; xp ; qp];

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
112
Apêndice B- Calibração dos sensores
B.1. Sensor C1, subsystem 1
Figura B.1- Reta de calibração para o sensor C1.
B.2. Sensor C2, subsystem 2
Figura B.2 Reta de calibração para o sensor C2.

Ferreira, R.
113
B.3. Sensor C3, subsystem 3
Figura B.3- Reta de calibração para o sensor C3.
B.4. Sensor C4, subsystem 4
Figura B.4- Reta de calibração para o sensor C4.

Controlo de Temperatura num Permutador de Calor de Tubos Concêntricos: Uma
abordagem clássica vs uma abordagem preditiva
114
B.5. Sensor F1, subsystem 5
Figura B.5- Reta de calibração para o sensor F1.
B.6. Sensor F2, subsystem 6
Figura B.6- Reta de calibração para o sensor F2.

Ferreira, R.
115
B.7. Sensor F3, subsystem 7
Figura B.7- Reta de calibração para o sensor F3.
B. Sensor F4, subsystem 8
Figura B.8- Reta de calibração para o sensor F4.

116
C. A Apêndice C- Esquema geral
Figura C.1- Esquema geral do sistema de controlo mais a instalação.
0-10V
SSR


![Gerson das Neves Ferreira de Moraisppgefcpan.sites.ufms.br/files/2016/01/Gerson-das... · MORAIS [Gerson das Neves Ferreira de Morais]. A presença dos artigos lo – La no ensino](https://static.fdocumentos.com/doc/165x107/603efac85c95f13350177c82/gerson-das-neves-ferreira-de-morais-gerson-das-neves-ferreira-de-morais-a-presena.jpg)















