Data: Faculdade NOTAS DE AULAS - IX Mar/2013 Ver: SENAI 1 ... · A SOLDAGEM é um dos processos de...
79
Faculdade SENAI “Roberto Simonsen” NOTAS DE AULAS - IX Data: Mar/2013 Ver: 1 Disciplina: Manutenção Mecânica Semestre: 3° Prof. L.C.Simei Página 1 Módulo: Processo de Fabricação IX – PROCESSOS DE SOLDAGEM. 1. Conceitos Fundamentais Da Soldagem; 2. Terminologia da Soldagem; 3. Simbologia da Soldagem; 4. Processos de Brasagem e Soldagem; 4.1 Processo de Soldagem (SMAW) – Soldagem por Eletrodos Revestidos; 4.2 Processos de Soldagem (OFW) – Soldagem Oxiacetilênica; 4.3 Processo de Soldagem (GTAW) – Soldagem por TIG; 4.4 Processo de Soldagem (GMAW) – Soldagem MIG/MAG; 4.5 Processo de Soldagem (SAW) – Soldagem por Arco Submerso; 4.6 Processos de Brasagem, Soldabrasagem e Solda Branda.
Transcript of Data: Faculdade NOTAS DE AULAS - IX Mar/2013 Ver: SENAI 1 ... · A SOLDAGEM é um dos processos de...

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 1
Módulo: Processo de Fabricação
IX – PROCESSOS DE SOLDAGEM.
1. Conceitos Fundamentais Da Soldagem;
2. Terminologia da Soldagem;
3. Simbologia da Soldagem;
4. Processos de Brasagem e Soldagem;
4.1 Processo de Soldagem (SMAW) – Soldagem por Eletrodos Revestidos;
4.2 Processos de Soldagem (OFW) – Soldagem Oxiacetilênica;
4.3 Processo de Soldagem (GTAW) – Soldagem por TIG;
4.4 Processo de Soldagem (GMAW) – Soldagem MIG/MAG;
4.5 Processo de Soldagem (SAW) – Soldagem por Arco Submerso;
4.6 Processos de Brasagem, Soldabrasagem e Solda Branda.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 2
1. CONCEITOS FUNDAMENTAIS DA SOLDAGEM.
A SOLDAGEM é um dos processos de fabricação hoje mais utilizados em nível industrial, nas
mais variadas aplicações. A utilizamos desde para união microscópica de fios em pequenos
circuitos eletrônicos (soldabrasagem seletiva de baixo aporte), até para união de chapas de
grande espessura em equipamentos pesados, como as utilizadas em navios, vagões e
vagonetas, estruturas metálicas ou em turbinas hidráulicas.
Atualmente são usados mais de 50 tipos de processos diferentes de soldagem, nos mais
diversos segmentos da indústria e em serviços.
Desta forma os métodos de soldagem e as características das juntas soldadas podem ser
totalmente diferentes para aplicações específicas ou não. Sem exceção, esta seleção de um
processo ideal, dependerá muito de basicamente de 5 (cinco) fatores distintos :
I. Geométricos: da forma, espessura e geometria das peças (ou conjuntos) a serem
soldados;
II. Metalúrgicos: do tipo de material (ou materiais) que se pretende unir – entende-se
sempre pelo metal de base e de adição;
III. Processo: do tipo de processo de soldagem, dominado industrialmente, comumente
utilizado e disponível (máquina, consumível, mão-de-obra qualificada, etc);
IV. Desempenho: do desempenho esperado para com o processo e para com os
componentes soldados frente às condições de serviço e as solicitações de carga (estáticas
e/ou cíclicas);
V. Custo: do custo total do processo, envolvendo treinamento de pessoal, condições de
segurança, materiais, etc.
A soldagem é o melhor método para fixação de duas
peças metálicas?
Podemos refletir em cima de algumas das vantagens e desvantagens com relação a outros
meio de união mais utilizados na indústria:
Vantagens:
Juntas de integridades e eficiências elevadas;
Grande variedade de processos;
Aplicável em diversos materiais (quando compatíveis);
Operação manual ou automática;

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 3
Pode ser altamente portátil;
Juntas podem ser isentas de vazamentos (estanques);
Custo em geral, razoavelmente baixo;
Junta não apresenta problemas de perda de aperto;
Não existem problemas de corrosão por frestas;
Uniformidade da união/junta.
Desvantagem:
Não pode ser desmontada;
Pode afetar microestrutura e propriedade das partes (ZAT);
Pode causar distorções e tensões residuais;
Requer considerável habilidade do operador;
Requer qualificação de mão-de-obra;
Pode exigir operações auxiliares de elevado custo e duração (ex: tratamento térmico);
Estrutura final é única e pode ser sensível a falha total;
Em alguns tipos de materiais e em algumas aplicações, requer qualificação do
processo e dos consumíveis;
Necessidade de compatibilidade de materiais de base;
Necessidade de fontes externas de energia.
Histórico
A história da soldagem mostra que desde as mais remotas épocas, muitos artefatos já eram
confeccionados utilizando recursos de brasagem, tendo sido descobertos alguns com mais de
4000 anos; a soldagem por forjamento também tem sido utilizada há mais de 3000 anos.
A técnica da moderna soldagem começou a ser moldada a partir da descoberta do arco
elétrico, bem como também a sintetização do gás Acetileno no século passado, o que permitiu
que se iniciassem alguns processos de fabricação de peças, utilizando estes novos recursos.
Com o advento da Primeira Guerra Mundial, a técnica da soldagem começou a ser mais
utilizada nos processos de fabricação; a Segunda Guerra Mundial imprimiu grande impulso na
tecnologia de soldagem, desenvolvendo novos processos e aperfeiçoando os já existentes.
Abaixo, um resumo cronológico da história da soldagem:

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 4
SOLDAGEM é um termo genérico aplicado à um processo de fabricação, utilizado na união de
peças metálicas (ou não), tendo como princípio termodinâmico básico a transformação das
superfícies de união em estado líquido (poça de fusão), utilizando-se para isso de calor ou
pressão, ou ambos simultaneamente, e com a posterior solidificação desta poça fundida.
A SOLDA é o produto da soldagem, isto é, a junta resultante da operação de soldagem.
As 4 (quatro)* principais fontes diretas de calor mais comuns, utilizadas na soldagem, são as
seguintes:
I. Chama – produzida pela combustão de um gás combustível com ar ou oxigênio.
II. Arco elétrico - produzido entre um eletrodo e as peças a soldar, ou entre dois
eletrodos.
III. Resistência elétrica – oferecida pela passagem de corrente entre duas ou mais peças
a soldar.
IV. Pressão – oferecida pelo exercício de uma pressão de atrito entre os dois materiais.
* Há, porém outras formas de soldagem quanto ao tipo de fonte de calor disponíveis no
mercado, contudo as mesmas não serão abordadas nesta disciplina.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 5
Figura 1. Estrutura Atômica na União.
Figura 2. Partes de Uma Junta Soldada
Material de Base: É o material que constitui as partes a unir (o metal de cada lado de
uma junta).
Material de Adição: É o material que será usado como enchimento no processo de
soldagem, capaz de preencher as folgas entre as superfícies a unir. O material

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 6
adicional é de mesma natureza* das partes e será usado para assegurar a
continuidade de propriedades, no caso da soldagem por fusão.
Zona Afetada pelo Calor (ZAC ou ZAT): É a porção de metal, adjacente a região
soldada, afetada pelo calor do processo de soldagem, onde ocorre as principais
transformações de fases, e decorrente destas, as descontinuidades.
Linha de Interface: Linha exata que se sucedeu a soldagem (linha limite da ZAC ou
ZAT).
Figura 3. Diagrama Fe-C, rebatido em uma junta soldada.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 7
Figura 4. Macrografia de uma junta de topo, com chanfro em ―X‖, atacada com solução de
NITAL a 5%.
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 8
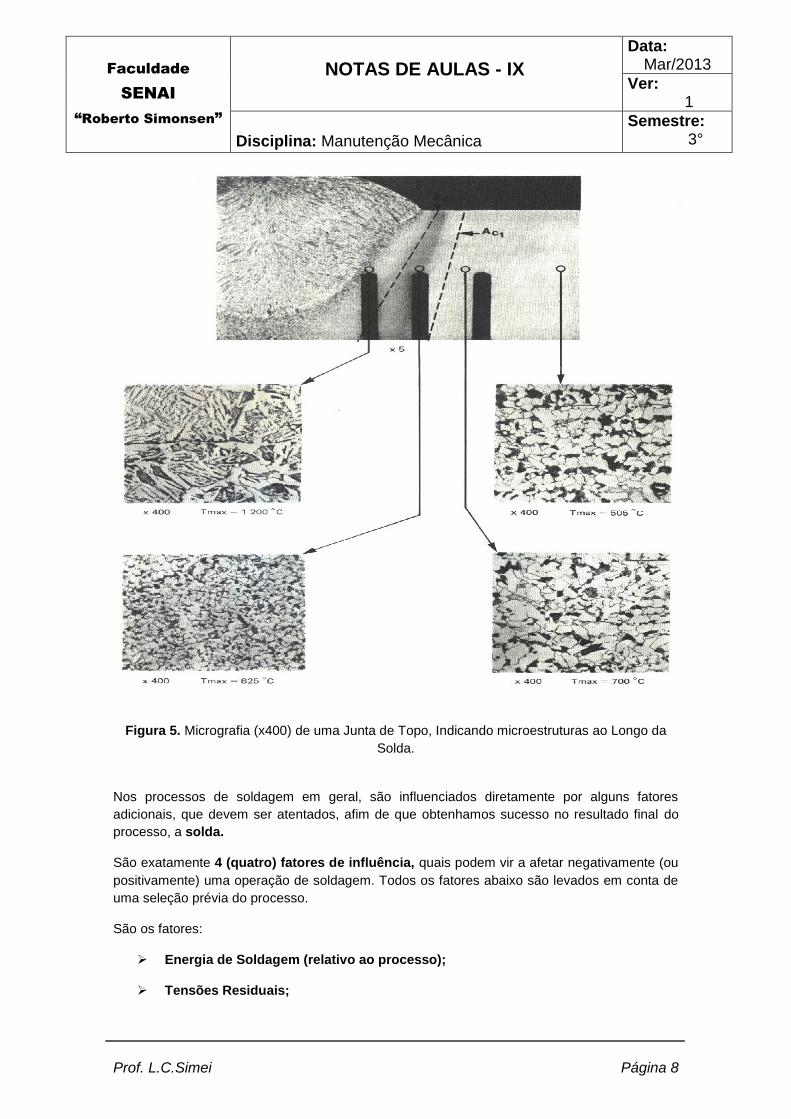
Figura 5. Micrografia (x400) de uma Junta de Topo, Indicando microestruturas ao Longo da
Solda.
Nos processos de soldagem em geral, são influenciados diretamente por alguns fatores
adicionais, que devem ser atentados, afim de que obtenhamos sucesso no resultado final do
processo, a solda.
São exatamente 4 (quatro) fatores de influência, quais podem vir a afetar negativamente (ou
positivamente) uma operação de soldagem. Todos os fatores abaixo são levados em conta de
uma seleção prévia do processo.
São os fatores:
Energia de Soldagem (relativo ao processo);
Tensões Residuais;
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 9
Parâmetros de Soldagem (relativo ao processo);
Soldabilidade do Metal de Base.
Energia de Soldagem (Relativo ao processo);
Os principais tipos de soldagem – no estado sólido ou por fusão – são classificados quanto à
natureza da energia utilizada para promover a ligação metalúrgica, ao tipo de processo e com
indicações de intensidade da fonte de energia de soldagem. A esta intensidade de calor da
fonte, damos o nome de energia de soldagem (ou aporte térmico).
O conceito de energia de soldagem (E) – é quantidade de energia térmica transferida à peça
por unidade de tempo, sobre a unidade de área (geralmente expressa por J/mm²).
A energia de soldagem é uma característica do processo de soldagem e da técnica
empregados.
Os processos de soldagem do tipo arco submerso (SAW) ou eletroescória (ESW), por
exemplo, possuem inerentemente elevada energia de soldagem, enquanto processos muito
intensos, no fator de aporte de calor, onde a área de aquecimento para fusão é pequena, como
plasma (PAW) ou TIG (GTAW), são considerados de baixa energia.
Quanto mais alto for a energia de soldagem (aporte de calor), maior será a quantidade de
energia calorífica transferida à peça, maior a poça de fusão, mais larga a zona aquecida e
menor o gradiente térmico entre a solda e o metal de base.
A energia de soldagem (ou aporte térmico, ou aporte de calor) tem relação também com o
tamanho da poça de fusão e com a área das regiões aquecidas, e deve ser controlado na
soldagem de ligas especiais.
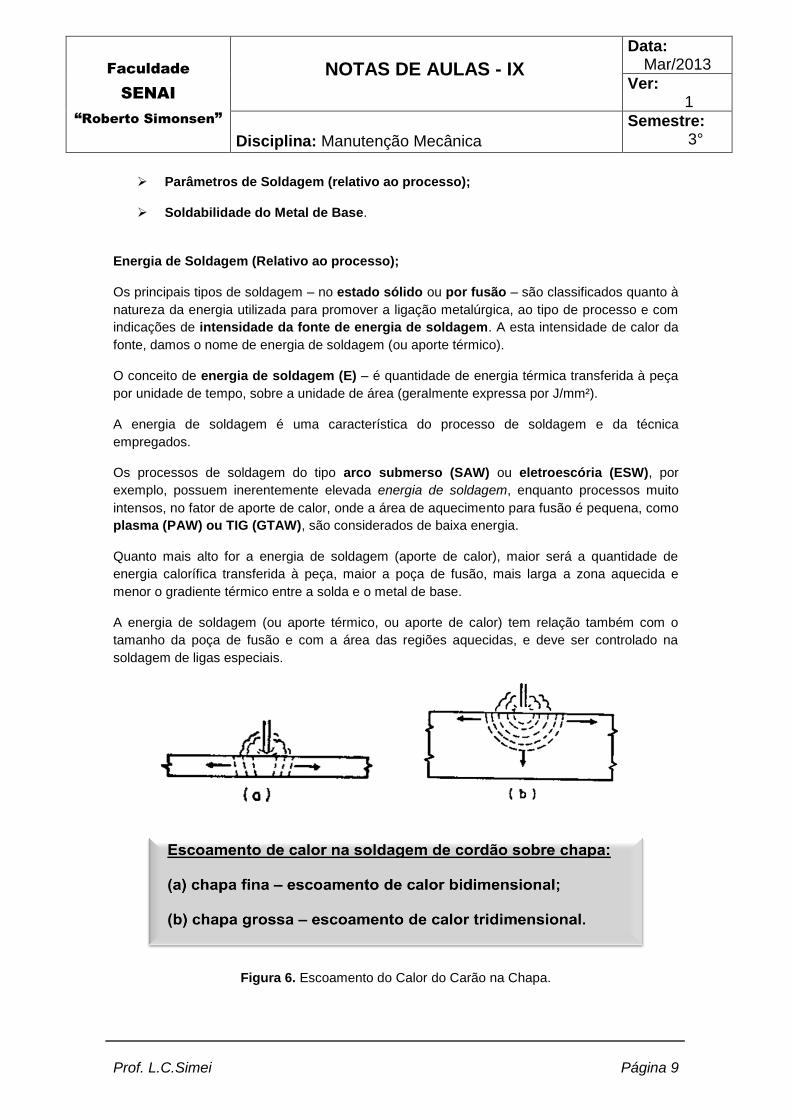
Figura 6. Escoamento do Calor do Carão na Chapa.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 10
Figura 7. Exemplificação do Escoamento do Calor ao Longo da Junta.
O conceito de energia de soldagem (ou aporte térmico) é muito importante no estudo dos
aspectos térmicos da soldagem, e dos fenômenos diversos que ocorrem (defeitos, distorções,
etc.).
A energia de soldagem E também é conhecida como aporte de calor, ou aporte térmico H do
inglês ―Heat Input”.
O cálculo da energia de soldagem pode ser expresso através da relação:
Tensões Residuais.
As operações de soldagem por fusão (sem exceção), criam tensões residuais que resultam da
dilatação e contração do metal aquecido e da distribuição não uniforme de temperaturas, que
caracteriza-se na operação.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 11
O metal de solda e a zona termicamente afetada (ZAT), próxima à zona de ligação, são
aquecidos em temperaturas muito maiores do que o metal de base. Há então um gradiente de
temperatura bem desuniforme ao longo da junta soldada, qual caminha com direção do centro
do cordão ao metal de base.
Durante o aquecimento, devido às restrições físicas do restante do material não aquecido
(metal de base), ocorre progressivamente na zona termicamente afetada uma compressão e
deformação plástica localizada para acomodar sua dilatação.
Figura 8. Demonstrativo do Progresso do Calor ao Longo da Junta.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 12
Na medida em que a poça de fusão se solidifica, e posteriormente se resfria, começa a ocorrer
(devido à forte concentração de tensão induzida pelo calor) uma volta elástica das regiões
plastificadas, seguido de um tensionamento em formato de tração. Este tensionamento, que
permanece residual, pode atingir valores tão elevados quanto o limite de escoamento do metal
de base, e logicamente da zona termicamente afetada (ZAT).
Entre os grãos do metal, chamamos este estado de tensionamento de: estado triaxial de
tensões (no grão do metal, há a incidência de tensão entre os 3 eixos – x, y e z)
Os principais defeitos de origem metalúrgica (trincas), provenientes da operação de soldagem,
ocorrem sempre pela associação das tensões residuais e susceptibilidade ao trincamento do
metal de base. Essas trincas podem ocorrer em altas temperaturas (trincas a quente); ou em
baixas temperaturas (trincas a frio).
Há inúmeros tipos de trincas e fatores de trincamento. A este tipo de trincas consideramos
trincas mecânicas.
Figura 9. Forças Contrárias que Ocorrem no Ato de Solidificação de Uma Junta Soldada.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 13
Figura 10. Forças de Contração de Uma Junta Soldada.
Figura 11. Imagem de um conjunto soldado, onde pelo excesso de solda, e conseqüentemente
pelo excesso de tensões residuais, levou a trincar prematuramente.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 14
As tensões residuais podem ainda gerar problemas de estabilidade dimensional (distorções),
empenamentos, ruptura de elementos. Muitas vezes são a causa de falha prematura em juntas
soldadas, com ocorrências graves de defeitos.
Alguns fatores como:
Intertravamento de estruturas;
Estruturas pesadas, de grandíssimo porte, com juntas mal dimensionadas;
Estruturas hiperestáticas;
Anéis e/ou placas circulares com soldas de topo;
Devem ser estudadas minuciosamente, e deve-se ainda, quando necessário, procurar formas
de alívio e/ou espaço para contração, evitando assim uma susceptibilidade de acumulo das
tensões externas, diminuindo a soma das tensões residuais da junta soldada.
Soldabilidade.
A soldabilidade é uma propriedade inerente do material, oriunda de características
metalúrgicas, que representa a facilidade com que este material pode ser soldado.
Apesar da difícil quantificação, é fácil perceber que um material que exige procedimentos de
soldagem mais complexos apresenta difícil soldabilidade.
Os principais problemas que se traduzem em má soldabilidade, e que podem levar o material a
falhas durante a soldagem, ou quando esta em serviço (em operação após a soldagem)
apresenta natureza metalúrgica e estão relacionados à formação de trincas durante ou após o
procedimento de soldagem.
Estas trincas, diferentemente das trincas ocasionadas por tensões residuais, tem natureza
similar para com todos os materiais, e que podem ser classificadas como: TRINCAS A
QUENTE e TRINCAS A FRIO.
Ao criarmos um determinado procedimento de soldagem, a soldabilidade deve ser levada em
consideração primordial, e devemos atentar aos conceitos genéricos sobre:
As características inerentes a cada região do conjunto soldado;
A estrutura dos metais de base;
Os consumíveis (gases, eletrodos, cobre-juntas);
Os principais problemas metalúrgicos que podem surgir em materiais metálicos
e suas causas.
É muito importante ressaltar que qualquer tipo de trinca que possa ocorrer durante a soldagem
ou durante o serviço é função do nível de tensões aplicadas + tensões residuais de
soldagem, e que procedimentos para aliviar tensões serão sempre recomendados em
materiais de pequena capacidade de deformação plástica.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 15
Na soldagem de aços ligados (de média e alta liga), há a necessidade de atenção especial, no
que tange a suscetibilidade de ocorrência de Trincas a frio e Trincas a Quente. Nestes aços, é
comum a aplicação de uma formula para avaliar esta soldabilidade: As Fórmulas de Carbono
Equivalente (CE).
Estas fórmulas são comumente usadas para estimar a necessidade de cuidados especiais na
sua soldagem (pré ou pós-aquecimento, ou ambos), afim de obter-se uma junta isenta de
anomalias e defeitos.
Uma expressão de CE muito difundida pode ser como a abaixo:
Preferencialmente, o CE deve ser calculado para a composição real do aço a ser trabalhado.
Quando esta composição não é conhecida, os teores máximos na faixa da especificação do
aço devem ser considerados por segurança.
Ex:
Um metal base é considerado facilmente soldável com o processo SMAW quando CE < 0,40.
Acima deste nível, cuidados especiais são necessários.
Processos de soldagem de baixo hidrogênio devem ser usados e pode ser necessário pré-
aquecer a junta. Quando CE > 0,60, deve-se usar pré-aquecimento para juntas com espessura
acima de 20 mm.
Quando CE > 0,90, um pré-aquecimento a uma temperatura levada é absolutamente
necessário para todos os casos, exceto para juntas de muito pequena espessura.
Tabela 1. Tabela com informações genéricas sobre soldabilidades dos principais metais.
MATERIAISSoldabilidade
Otima Boa Regular Má
Aço Baixo Carbono X
Aço Médio Carbono X X
Aço Alto Carbono X
Aço Inox X X
Aço Liga X
Ferro Fundido Cinzento X
Ferro Fundido Nodular X
Ferro Fundido Branco X
Alumínio e suas ligas X
Cobre e suas ligas X

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 16
2. TERMINOLOGIA DE SOLDAGEM.
A terminologia de soldagem é bastante extensa e muitas vezes os termos técnicos que utilizamos em uma região geográfica não são aplicáveis em outras. O próprio nome soldagem é adotado no Brasil, enquanto em Portugal o nome mais utilizado é soldadura; vamos indicar alguns termos mais importantes utilizados. O primeiro termo a ser definido é junta – junta é a região onde duas ou mais partes da peça são unidas pela operação de soldagem.
Figura 12. Posição de Soldagem de Juntas de Topo.
Figura 13. Posição de Soldagem de Juntas em Angulo.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 17
Figura 14. Posição de Soldagem de Tubos.
Para conseguirmos executar as soldas, na maioria das vezes precisamos preparar aberturas ou sulcos na superfície das peças que serão unidas – estas aberturas recebem o nome de chanfro. O chanfro é projetado em função da espessura da peça, do material, do processo de soldagem a ser adotado, das dimensões da peça e da facilidade de acesso à região de solda.
Figura 15. Terminologia das Partes de Junta.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 18
Figura 16. Terminologia das Partes de Juntas.
Figura 17. Terminologia de Soldas Não-Enraizantes, isto é, de Superfície.
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 19
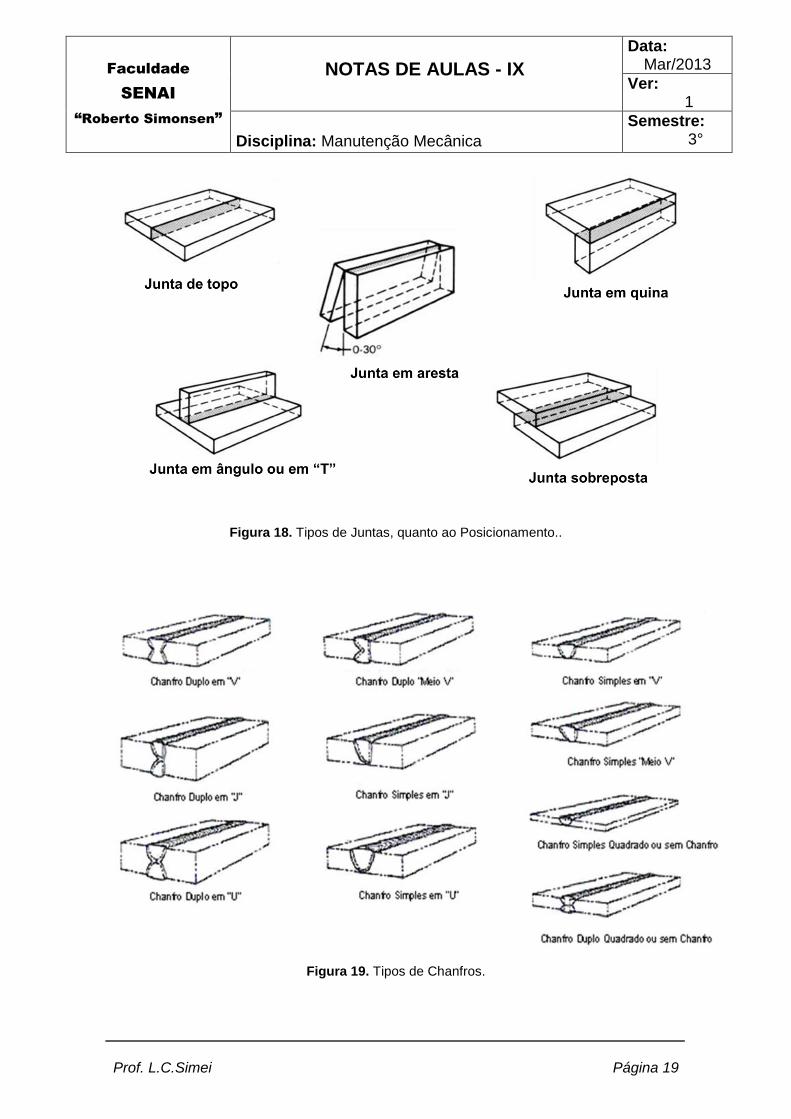
Figura 18. Tipos de Juntas, quanto ao Posicionamento..
Figura 19. Tipos de Chanfros.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 20
Figura 20.Terminologia de uma Cordão.
Figura 21. Passes em um Cordão.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 21
3. SIMBOLOGIA DE SOLDAGEM.
Em soldagem utilizamos uma série de números, sinais e símbolos que representam a forma do cordão de solda, processo utilizado, dimensões, acabamento, tipos de chanfro, etc.., os quais permitem maior rapidez na confecção de projetos e evitam erros de interpretação. Conforme AWS A 2.4 temos:
Figura 22. Terminologia de uma Solda em Angulo.
Figura 23. Terminologia de uma Solda de Topo.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 22
Cada símbolo básico é uma representação esquemática da seção transversal da solda em referência. Quando o símbolo básico é colocado sob a linha de referência, a solda tem que ser feita do mesmo lado em que se encontra a seta; caso contrário, a solda deve ser executada do lado oposto da seta. Mais de um símbolo básico pode ser utilizado de um ou dos dois lados da linha de referência.
Figura 24. Simbologia de Soldagem (gráficos).
Figura 25. Apêndices de uma Raiz de Simbologia de Soldagem.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 23
Figura 26. Simbologia de Soldagem (aplicação dos gráficos nas juntas).
Figura 27. Simbologia de Soldagem de Cordão Descontinuo.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 24
Figura 28. Símbolos Complementares.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 25
4. PROCESSOS DE BRASAGEM E SOLDAGEM.
Como já mencionado, a soldagem é um processo que visa a união localizada de materiais,
similares ou não, de forma permanente, baseada na ação de forças em escala
atômica semelhantes às existentes no interior do material e é a forma mais importante de união
permanente de peças usadas industrialmente. Existem basicamente dois grandes grupos de
processos de soldagem: Soldagem no Estado sólido e Soldagem por Fusão.
A soldagem no estado sólido envolve basicamente energia mecânica para aproximar a
estrutura metalúrgica dos dois materiais de base (sem os óxidos superficiais) e desenvolver
uma atração atômica, seja através da ação de fricção, impacto ou pressão. Como exemplo,
temos os processos de: soldagem por fricção, soldagem por explosão, soldagem por
difusão ou ainda soldagem por laminação.
A soldagem por fusão, ocorre com o aumento localizado da temperatura do material até que a
temperatura da região onde estão os materiais a serem unidos ultrapasse a temperatura de
fusão do metal ou da liga e posteriormente as partes sofram solidificação, mantendo uma
continuidade física. Como exemplo, temos os processos de: soldagem a arco, arco plasma,
oxi-combustível.
Obs: A Brasagem, apesar de não haver fusão do metal de base, tem seu material de
adição liquefeito, e por isso é considerada como uma soldagem por fusão.
Um grande número de diferentes processos utilizados na fabricação e recuperação de peças,
equipamentos e estruturas é abrangido pelo termo SOLDAGEM.
Classicamente, a soldagem é considerada como um método de união, porém, muitos
processos de soldagem ou variações destes são usados para a deposição de material sobre
uma superfície, visando a recuperação de peças desgastadas ou para a formação de um
revestimento com características especiais.
Diferentes processos relacionados com os de soldagem são utilizados para o corte ou para o
recobrimento de peças. Diversos aspectos dessas operações de recobrimento e corte, são
similares à soldagem e, por isso, muitos aspectos destes processos são abordados juntamente
com esta.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 26
Figura 28. Quadro com os Principais Métodos de Soldagem, para com As Fontes de Calor
Mais Utilizadas.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 27
Figura 29. Quadro Resumo dos Principais Métodos de Soldagem.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 28
Principais Processos de Soldagem.
Estima-se que hoje em dia estão sendo utilizados mais de 70 processos de soldagem mundialmente, sendo este um número dinâmico, pois vários outros processos estão em desenvolvimento em nível de pesquisa e projetando para breve novas alterações no mercado de soldagem. Isto implica em grandes controvérsias na classificação dos processos, não havendo uma
classificação universalmente aceita para os mesmos. A classificação mostrada na página
anterior utiliza o critério de divisão em famílias, envolvendo o fenômeno físico e utilizando para
as subdivisões a forma de energia empregada no processo.
A seguir, será apresentado alguns dos mais importantes e mais utilizados processos de
soldagem.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 29
4.1. PROCESSO DE SOLDAGEM SMAW.
Soldagem a Arco Elétrico com Eletrodo Revestido (em Inglês Shielded Metal Arc Welding
– SMAW), também conhecida como soldagem manual a arco elétrico (MMA), é um processo
manual de soldagem que realizado com o calor de um arco elétrico mantido entre a
extremidade de um eletrodo metálico revestido e a peça de trabalho. O calor produzido pelo
arco elétrico funde o metal, a alma do eletrodo e seu revestimento de fluxo. Os gases
produzidos durante a decomposição do revestimento e a escória líquida protegem o metal de
solda da contaminação atmosférica durante a solidificação.
Devido à sua versatilidade de processo e da simplicidade de seu equipamento e operação, a
soldagem com eletrodo revestido é um dos mais populares processos de soldagem. O SMAW
é amplamente utilizado na construção de estruturas de aço e na fabricação industrial. O
processo é principalmente utilizado para soldar ferro e aço (incluindo o aço inoxidável), mas
também podem ser soldadas com esse método: ligas de níquel, bronzes, alumínio, ferros-
fundidos e cobre.
Figura 30. Processo de Soldagem SMAW.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 30
Figura 31. Quadro Resumo do Processo SMAW.
Na soldagem manual com eletrodos revestidos, estas características compreendem, entre
outras:
Tipo do eletrodo;
Tipo de polaridade;
Corrente de soldagem,
Tensão de arco;
Comprimento do arco;

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 31
Velocidade de soldagem;
Técnica de manipulação do eletrodo;
Espessura da peça x diâmetro do eletrodo.
Para um dado tipo de eletrodo, o seu diâmetro define a faixa de corrente em que este pode ser
usado – estas informações são geralmente fornecidas pelo fabricante da fonte de
soldagem, dos eletrodos, ou ainda por tabelas.
A seleção deste diâmetro para uma dada aplicação depende de fatores sensíveis à corrente de
soldagem, como:
Espessura do material;
Posição de soldagem;
Facilidade de acesso do eletrodo ao fundo da junta (tipo de junta e chanfro
usado).
A polaridade é outro fator de influencia direta, não sendo assim considerado um parâmetro da
soldagem por eletrodos revestidos SMAW.
A disposição da polaridade, entre a peça e o eletrodo, influencia diretamente no fluxo de
corrente (fluxo de elétrons), que conseqüentemente tem uma co-influência no aquecimento –
efeito Joule. Este aquecimento é sempre intensivo no ponto de partida recebimento do fluxo
dos elétrons (pólo positivo), o que vem a afetar, positivamente ou negativamente, no
aquecimento, na deposição e desempenho da junta.
As polaridades então são definidas como:
Polaridade Inversa – Eletrodo positivo, peça negativa;
Polaridade Direta – Eletrodo negativo, peça positiva.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 32
Figura 32. Eletrodo Revestido e Escoria Destacando do Cordão.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 33
Tabela 2. Tabela das Referências AWS para Eletrodos Revestidos.
Os revestimentos apresentam diversas funções, que podem ser classificadas nos seguintes
grupos:
Funções Elétricas;
Funções Metalúrgicas;
Funções Mecânicas e Operatórias.
Os eletrodos revestidos de soldagem, são classificados quanto ao seu tipo de revestimento,
basicamente como:
Oxidantes;
Ácidos;
Rutílicos;
Básicos;
Celulósicos;
Com adição de Pó de Fe (Ferro).

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 34
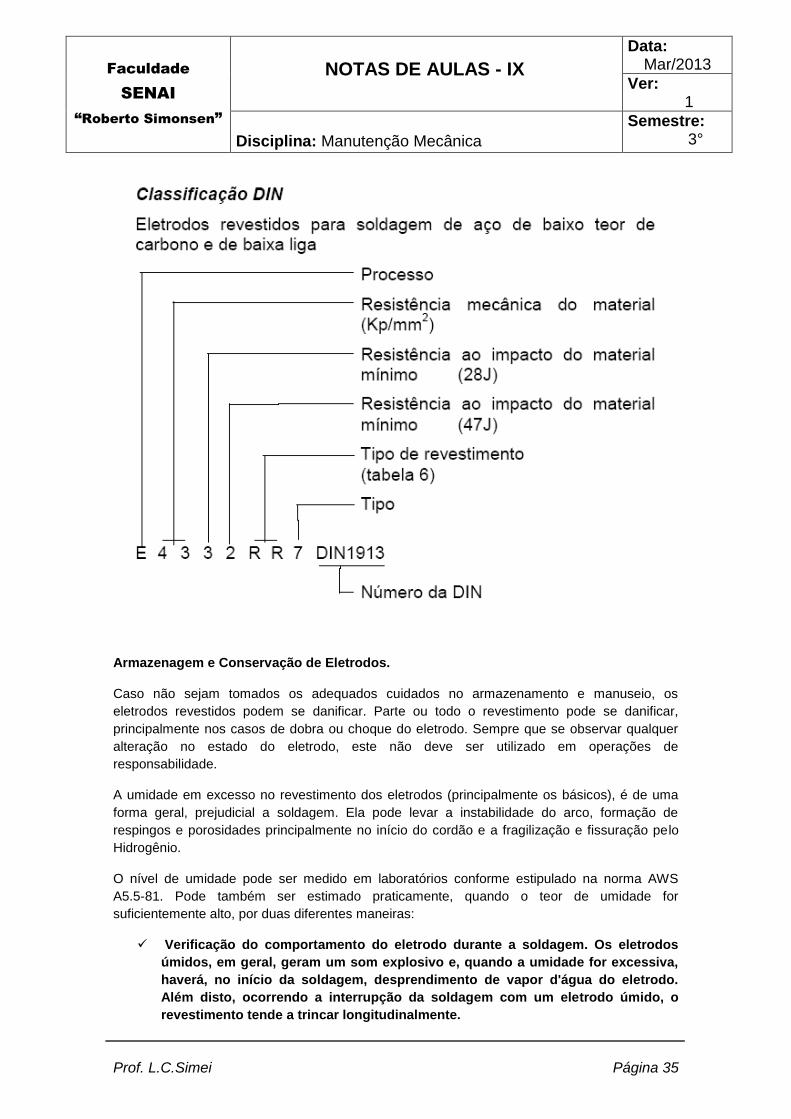
Figura 33. Classificação de Eletrodo Conforme a AWS.
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 35
Armazenagem e Conservação de Eletrodos.
Caso não sejam tomados os adequados cuidados no armazenamento e manuseio, os
eletrodos revestidos podem se danificar. Parte ou todo o revestimento pode se danificar,
principalmente nos casos de dobra ou choque do eletrodo. Sempre que se observar qualquer
alteração no estado do eletrodo, este não deve ser utilizado em operações de
responsabilidade.
A umidade em excesso no revestimento dos eletrodos (principalmente os básicos), é de uma
forma geral, prejudicial a soldagem. Ela pode levar a instabilidade do arco, formação de
respingos e porosidades principalmente no início do cordão e a fragilização e fissuração pelo
Hidrogênio.
O nível de umidade pode ser medido em laboratórios conforme estipulado na norma AWS
A5.5-81. Pode também ser estimado praticamente, quando o teor de umidade for
suficientemente alto, por duas diferentes maneiras:
Verificação do comportamento do eletrodo durante a soldagem. Os eletrodos
úmidos, em geral, geram um som explosivo e, quando a umidade for excessiva,
haverá, no início da soldagem, desprendimento de vapor d'água do eletrodo.
Além disto, ocorrendo a interrupção da soldagem com um eletrodo úmido, o
revestimento tende a trincar longitudinalmente.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 36
Verificação do som produzido pelo choque de dois ou mais eletrodos. Dois
eletrodos úmidos ao se tocarem geraram um som mais abafado e grave do que
eletrodos secos, que por sua vez produzem um som mais agudo e metálico.
O período máximo que se recomenda para que um eletrodo permaneça fora da estufa é 2
(duas) horas. Após este tempo, há o risco de ocorrer absorção excessiva de umidade. Caso
isto venha a acontecer, os eletrodos básicos devem ser recondicionados por um tratamento de
ressecagem, devendo em seguida retornarem as estufas.
Como os eletrodos são produzidos por diferentes fabricantes, é normal se encontrar diferenças
nos tempos e temperaturas considerados ideais para a manutenção e ressecagem. Por isto as
empresas devem ter procedimentos específicos para a correta armazenagem dos eletrodos
levando em conta estas diferenças.
Na ausência destes, as recomendações do fabricante podem ser aplicadas diretamente.
Todos os tipos de eletrodos inoxidáveis têm que ser cuidadosamente protegidos contra a
umidade, principalmente após a abertura do pacote.
Em climas úmidos os eletrodos devem ser preferencialmente retirados dos pacotes de plástico
e armazenados em uma estufa elétrica na faixa de temperatura 125-150°C.
As embalagens abertas contendo eletrodos secos podem ser estocadas em estufas elétricas
na faixa de temperatura 70-80°C.
Observe que as embalagens de plástico não devem ser aquecidas a uma temperatura
acima de 100°C, visto que o plástico derrete a uma temperatura de aproximadamente
120°C.
Figura 34. Estufas de Manutenção da Secagem.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 37
Figura 35. Estufa de Armazenamento e Resecagem.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 38
4.2. PROCESSO DE SOLDAGEM OFW.
Soldagem por oxi-gás (do Inglês Oxi-Fuel Welding – OFW) é um processo de soldagem por
fusão, no qual a união entre os metais é conseguida através da aplicação do calor gerado por
uma ou mais chamas, resultantes da combustão de um gás, com ou sem o auxílio de pressão,
podendo ou não haver metal de adição. As superfícies dos chanfros dos metais de base e o
material de adição quando presente, fundirão em conjunto formando uma poça de fusão única,
que após o resfriamento se comportará como um único material.
O sistema é simples, consistindo dos cilindros dos gases comprimidos, reguladores de pressão,
manômetros, mangueiras, válvulas de retenção e uma tocha de soldagem, com bico adequado;
podem ser conseguidas diferentes atmosferas pela variação da quantidade relativa de
comburente e combustível.
Há uma grande variedade de gases disponíveis para a soldagem a gás, sendo que
normalmente o Acetileno é o preferido, tanto pelo custo, como pela temperatura de chama;
entretanto outros gases combustíveis são também utilizados, tais como o Butano, Propano,
Metano, Etileno, gás de rua, Hidrogênio e ainda as misturas produzidas pelas indústrias de
gases.
O metal de adição é uma vareta, normalmente especificada para cada caso de soldagem e de
um modo geral, para a soldagem de ferros fundidos e metais não ferrosos utiliza-se um fluxo
de soldagem, também chamados de fundente, que tem a finalidade de manter a limpeza do
metal base na área da solda, bem com ajudar na remoção de filmes de óxidos que se formam
na superfície.
A soldagem pelo processo oxi-gás oferece várias vantagens: o equipamento é barato e versátil,
é ótima para chapas finas, é realizada com pequenos ciclos térmicos, não usa energia elétrica
e solda em todas as posições. Em compensação o processo apresenta inúmeras
desvantagens tais como: chamas pouco concentradas, o que acarreta grandes zonas
termicamente afetadas pelo calor, é necessária grande habilidade do soldador, não é
econômica para chapas espessas, tem baixa taxa de deposição, manuseia gases perigosos e
o uso de fluxo acaba gerando produtos corrosivos no metal.
No processo por oxi-gás, a chama oxiacetilênica é a mais utilizada, portanto vamos conhecer
os seus gases:
Oxigênio
É o gás comburente, apresentando-se inodoro, insípido e incolor e encontrando-se em
abundância na natureza. Industrialmente pode ser obtido por liquefação e destilação do ar,
reação química ou eletrólise da água. O processo mais usado é o primeiro, sendo o ar
inicialmente purificado e em seguida, após várias compressões, expansões e resfriamentos
sucessivos, o mesmo é liquefeito. Em uma coluna de destilação e retificação realiza-se a
separação dos vários componentes do ar, obtendo-se assim no final oxigênio de alta pureza. A
distribuição do Oxigênio para soldagem normalmente é realizada através de cilindros de aço
sem costura, sob pressão de 150

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 39
kgf/cm2(147,1 bar) ou seja 7000 litros de gás comprimido, em cilindros de 46 litros
aproximadamente. Em instalações de consumo elevado de Oxigênio pode-se optar por
trabalhar com tanques criogênicos, os quais recebem o Oxigênio líquido; conforme o mesmo
for sendo consumido, será vaporizado em evaporadores instalados na saída dos tanques.
Outra maneira de fornecimento de Oxigênio que vem sendo adotada por alguns fabricantes
baseia-se no fornecimento de uma pequena usina geradora de Oxigênio ao consumidor do
gás, o qual passa a ter a responsabilidade da operação e fornecimento de energia à mesma;
este processo utiliza a tecnologia de geração de Oxigênio pela passagem do ar através de leito
de zircônia e não produz o gás com pureza suficiente para uso medicinal.
Acetileno
O Acetileno é obtido da reação da água sobre o Carbureto de Cálcio, que por sua vez é
produzido em fornos apropriados pela reação entre o Carbono (C) e o Cal (CaO).
3 C + CaO -> CaC2 + CO – 108 Kcal.g/mol
CaC2 + 2 H2O -> C2H2 + Ca( OH ) 2 (+ 400 cal/kg CaC2 )
A formação do Acetileno propriamente dito é resultante de uma reação endotérmica reversível,
que melhora o rendimento calorífico da chama, mas ao mesmo tempo contribui para aumentar
o perigo no manuseio do gás em caso de uma dissociação.
2 C + H2 -> C2H2 – 53.200 cal
A produção do Acetileno pode ser realizada no próprio local por meio de geradores (geralmente
em pequenas oficinas) ou ser armazenada em cilindros onde o mesmo se encontra dissolvido
sob pressão em Acetona líquida, a qual é retida no interior do cilindro em uma massa porosa
(carvão vegetal, cimento, amianto e terra infusória). Nestas condições consegue-se armazenar
até 11 kg de gás em pressões da ordem de até 18 kgf/cm2 (17,6 bar) com bastante segurança,
pois a Acetona consegue dissolver 575 vezes seu próprio volume para cada unidade
atmosférica.
O Acetileno é um gás que apresenta certa instabilidade sob pressões elevadas e corre o risco
de se dissociar, gerando uma grande liberação de calor e podendo explodir; desta forma deve-
se tomar todo o cuidado para que a pressão do mesmo na rede de distribuição não ultrapasse
1,5 bar.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 40
Figura 36. Instalação de um Posto de Soldagem OFW.
Figura 37. Morfologia da Chama OFW.
CHAMA NEUTRA OU NORMAL (r=1): Corresponde a uma alimentação do maçarico em
volumes iguais de Oxigênio e Acetileno. O cone é branco, brilhante e somente visível através
dos óculos de soldador. É a chama utilizada na maior parte dos casos de soldagem,
soldabrasagem e aquecimento.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 41
CHAMA REDUTORA (r<1): Utilizada para revestimento na soldagem dos aços com o intuito de
elevar o percentual de Carbono na zona de soldagem, e isto faz com que abaixe a temperatura
de fusão. Esta chama ocorre quando a proporção de Acetileno é aumentada, surgindo assim
um cone brilhante que se sobrepõe ao cone normal, e que cresce com o aumento da proporção
de Acetileno. Esta chama contem um elevado teor de Carbono e tem o risco de enriquecer o
aço com este elemento, tornando-o mais duro e mais frágil. É utilizada na soldagem de ferros
fundidos, com pré-aquecimento e fundente, Alumínio e Magnésio também com o uso de
fundente e aços-liga ao Cromo e ao Níquel.
CHAMA OXIDANTE (r>1): A chama oxidante é resultante da mistura de Acetileno com
Oxigênio em excesso, e isto faz com que o cone e a zona de combustão primária se encurtem,
com o cone menos brilhante e mais azul;
Simultaneamente a zona de combustão secundária fica mais luminosa. Esta chama, rica em
Oxigênio, oxida o aço com o risco de formação de porosidades pela reação com o Carbono;
normalmente esta chama é utilizada com o uso de fundente para a soldagem de latão, pois o
Oxigênio em excesso forma óxido de zinco na superfície da poça que impede a continuidade
de reações posteriores, impedindo a contínua volatilização do Zinco, o qual iria se oxidar em
seguida na atmosfera.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 42
4.3. PROCESSO DE SOLDAGEM GTAW.
O processo de soldagem GTAW (do inglês Gas Tungsten Arc Welding), mais conhecido pelo
nome de TIG (siga de Tungstênio Inerte Gás), é um processo de soldagem por fusão, a arco
elétrico que utiliza o calor gerado pelo arco formado entre o eletrodo de Tungstênio não
consumível e a peça que se deseja soldar. A proteção da poça de fusão é conseguida com a
adição de um gás inerte ou mistura de gases inertes sobre ela, sendo que o gás também tem a
função de transmitir a corrente elétrica quando ionizado durante o processo e ainda auxiliar a
resfriar o eletrodo; a soldagem pode ser realizada com ou sem metal de adição.
A abertura do arco pode ser facilitada pela sobreposição de uma corrente de alta freqüência,
para evitar que se tenha de riscar a peça com o eletrodo de Tungstênio. O arco inicial, obtido
pela corrente de alta freqüência, ioniza o gás possibilitando a abertura do arco principal.
Esquematização do processo TIG com sobreposição de alta frequência
Figura 38. Processo de Soldagem GTAW.
Eletrodo Não Consumível (W).
O eletrodo não consumível utilizado para soldagem é constituído de Tungstênio puro ou ligado
a diversos elementos químicos, pois a presença desses elementos de liga aumenta a
capacidade de emissão de elétrons, além de permitir uma maior vida útil ao eletrodo. A
classificação AWS A 5.12 apresenta os valores máximos de cada elemento químico:

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 43
Tabela 3. Tabela das Referências AWS A 5.12, para Eletrodos Não Consumíveis TIG.
EWP: Este tipo de eletrodo contém um mínimo de 99,5% de W. Oferece boa estabilidade de
arco quando usado com corrente alternada. A ponta do eletrodo se mantém limpa com formato
arredondado. Também pode ser usado em corrente contínua, mas neste caso não fornece a
iniciação de arco e as características de estabilidade que os ligados oferecem. São eletrodos
de baixo custo e são usados principalmente para ligas de alumínio e magnésio. No entanto a
capacidade de condução de corrente é inferior aos ligados.
EW Th: Esses eletrodos oferecem melhor iniciação do arco, pois o óxido de tório melhora a
qualidade de emissão de elétrons e tem a capacidade de condução de corrente mais elevada,
em cerca de 20% em relação ao de tungstênio puro. Normalmente tem uma vida mais longa.
Esses eletrodos foram desenvolvidos para as aplicações CCPD. Mantêm uma configuração de
ponta afiada durante a soldagem. Raramente são usados em corrente alternada pela
dificuldade de manter a ponta arredondada.
EW Ce: Foram introduzidos no mercado americano nos anos 80, para substituir os eletrodos
com Tório, pois o Cério não é um elemento radioativo e é elemento abundante da família dos
‖terras raras‖. Em relação aos eletrodos de tungstênio puro, apresentam mais facilidade para
abrir o arco, oferecem melhor estabilidade de arco e reduz o ―burn-off‖. Os eletrodos EW Ce-2
operam com CA e CC em ambas polaridades.
EW La: Os eletrodos de tungstênio ligados com Lantânio foram desenvolvidos na mesma
época daqueles com Cério pela mesma razão de não ser radioativo. As vantagens deste tipo
são semelhantes aos de Ce.
EW Zr: Os eletrodos ligados com Zircônio (contém 0,25% de Zr) e as suas características
geralmente estão entre aquelas do tungstênio puro e os ligados com tório. Em corrente
alternada combina as características de estabilidade de arco e a ponta arredondada com a
capacidade de condução de corrente e abertura de arco semelhantes as dos eletrodos com
tório. Apresentam uma melhor resistência à contaminação em relação ao de tungstênio puro e
são preferidos para aplicações que exigem alta qualidade radiográfica e baixa contaminação de
tungstênio.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 44
EWG: Estes eletrodos contem outros elementos de liga ou aqueles das terras raras em
proporções diferentes daqueles existentes com especificação determinada. Podem também ter
uma mistura de elementos de liga.
O eletrodo serve apenas como ponto focal para o direcionamento do arco, sendo que para não
haver fusão do mesmo na temperatura do arco, utiliza-se o Tungstênio, que possui ponto de
fusão 3370ºC; sua ponta deve ser convenientemente preparada para minimizar o diâmetro do
arco conforme esquema a seguir.
Preparação da ponta do eletrodo de Tungstênio.
Figura 39. Preparação (afiação) do Eletrodo TIG.
Nos processos de soldagem da maioria dos materiais procura-se ligar o eletrodo em CC
polaridade direta, pois o calor gerado em sua extremidade é menor, comparadamente à
polaridade inversa.
Na soldagem do Alumínio, no entanto, muitas vezes utiliza-se a polaridade inversa, mesmo
com o risco de fusão do eletrodo, pois para quebrar a camada de óxido de alumínio, de alto
ponto de fusão, é necessário que o fluxo de elétrons saia do Alumínio para o eletrodo
(fenômeno que recebe o nome de dispersão); melhor que utilizar CC em Alumínio é optar pelo
uso de corrente alternada, que quebra a camada de óxido e não aquece em demasia a ponta
do eletrodo.
Para soldagem com corrente acima de 130 A devem-se utilizar tochas refrigeradas a água;
para correntes menores há tochas de diferentes tamanhos, que devem ser escolhidas em
função da aplicação.
É um processo lento, usualmente manual, podendo ser automatizado (taxas de 0,2 a 2 kg/h) e
as soldas produzidas são de excelente qualidade; não produz escória, gera poucos respingos,
pouca fumaça, pequena Z.T.A. com poucas deformações e pode ser utilizado em todas as
posições. Os cordões de solda são de ótimo acabamento, uniformes, geralmente não
requerendo nenhum procedimento de acabamento ou limpeza posterior.
A soldagem TIG é bastante adequada para espessuras finas, pois possibilita o perfeito controle
da fonte de calor, sendo que muitas vezes ela é utilizada sem metal de adição, somente

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 45
caldeando-se as bordas do metal a ser soldado. É muito comum, também utilizar o TIG para o
passe de raiz na soldagem de peças espessas e de grande responsabilidade.
É um processo que requer muita habilidade do soldador, uma limpeza perfeita dos metais a
serem soldados, além de emitir grande quantidade de radiação ultravioleta. Estas radiações
queimam rapidamente as partes da pele expostas, bem como as vistas e ainda tem capacidade
de decompor solventes armazenados nas imediações, liberando gases bastante tóxicos; as
radiações facilitam a geração de O3 nas proximidades. Pode-se soldar aços carbono,
inoxidáveis, alumínio, magnésio, titânio, cobre, zircônio e outros metais de difícil soldagem, nas
espessuras de 0,5 a 50 mm.
Efeito do Tipo de Corrente e Polaridade na Soldagem TIG
Tabela 4. Tabela Informativa dos Tipos de Correntes e Polaridades TIG.
Gases de Proteção.
Os gases de proteção mais utilizados são o Argônio e o Hélio, ou uma mistura de ambos; os
gases são direcionados por bocais cerâmicos, metálicos ou por bocais tipo gás-lens.
O Argônio é o gás mais utilizado, principalmente devido ao menor custo e maior
disponibilidade, mas possui outras vantagens:
Arco mais suave e estável, sem turbulências;
Menor voltagem do arco, para um dado comprimento do arco;
Menor vazão de gás para uma boa proteção;
Facilita a abertura do arco (mais ionizável);
Resiste mais às correntes de ar.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 46
O Hélio é utilizado para soldagem de materiais mais espessos, pois produz mais calor; por ter a
densidade menor que a do ar, é utilizado para soldagens sobre cabeça; promove maior
penetração do cordão; possui custo mais elevado que o Argônio, pois sua obtenção é difícil.
É bastante utilizada a mistura de Argônio e Hélio para algumas aplicações de soldagem, sendo
seu uso bem difundido na soldagem TIG das ligas de alumínio, titânio, cobre e aços
inoxidáveis; o objetivo é se beneficiar das melhores características de cada gás, aumentando a
largura de fusão e melhorando a aparência do cordão de solda.
Em alguns casos de soldagem são utilizadas misturas especiais, contendo H2 (aços
inoxidáveis). O hidrogênio atua com um agente redutor inibindo a formação de óxidos, o que
resulta em superfícies mais limpas e também aumenta a energia do arco para uma
determinada corrente, aumentando a penetração.
O nitrogênio é freqüentemente utilizado como gás de purga ou de proteção da raiz evitando
contaminação com o ar atmosférico. Atualmente é utilizado em adições menores do que 3%
em combinação com Argônio nos processos TIG e MIG para a soldagem de aços inoxidáveis
duplex. Não é recomendado para a soldagem de aços carbono e baixa liga.
A especificação AWS A 5.32 se aplica aos gases de proteção utilizados nos processos de
soldagem TIG. Os gases de proteção podem ser de um único tipo de gás (puro) ou de mistura
de gases. A AWS A 5.32 identifica os componentes individuais dos gases como: A – Argônio;
He – Hélio ; H – Hidrogênio ; N – Nitrogênio.
Tabela 5. Tabela das Referências AWS dos Tipos de Gases Utilizados no Processo TIG.
Como se podem utilizar todas as formas de corrente para soldagem TIG, normalmente se
utiliza um transformador/retificador que pode fornecer tanto CC como CA. Trata-se de
máquinas especialmente desenvolvidas para soldagem TIG e que incorporam as unidades de
controle de fluxo de gás protetor e de geração de corrente de alta freqüência. Foram lançados
no mercado equipamentos para soldagem automática de tubos, recebendo o processo a
denominação de TIG ORBITAL (pelo fato de realizar o cordão de solda automaticamente em
360º).
Recentemente desenvolveram-se equipamentos ainda mais específicos que incorporam uma
unidade de programação e que fornece CC pulsada com freqüência na faixa de 1 a 10 Hz; tal
equipamento é normalmente utilizado em aplicações automatizadas.
A principal vantagem da corrente pulsada é permitir uma combinação da força, boa penetração
e fusão do pulso, enquanto mantém a área de soldagem relativamente fria. Assim, é possível
obter maiores penetrações do que em corrente contínua constante e trabalhar com materiais
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 47
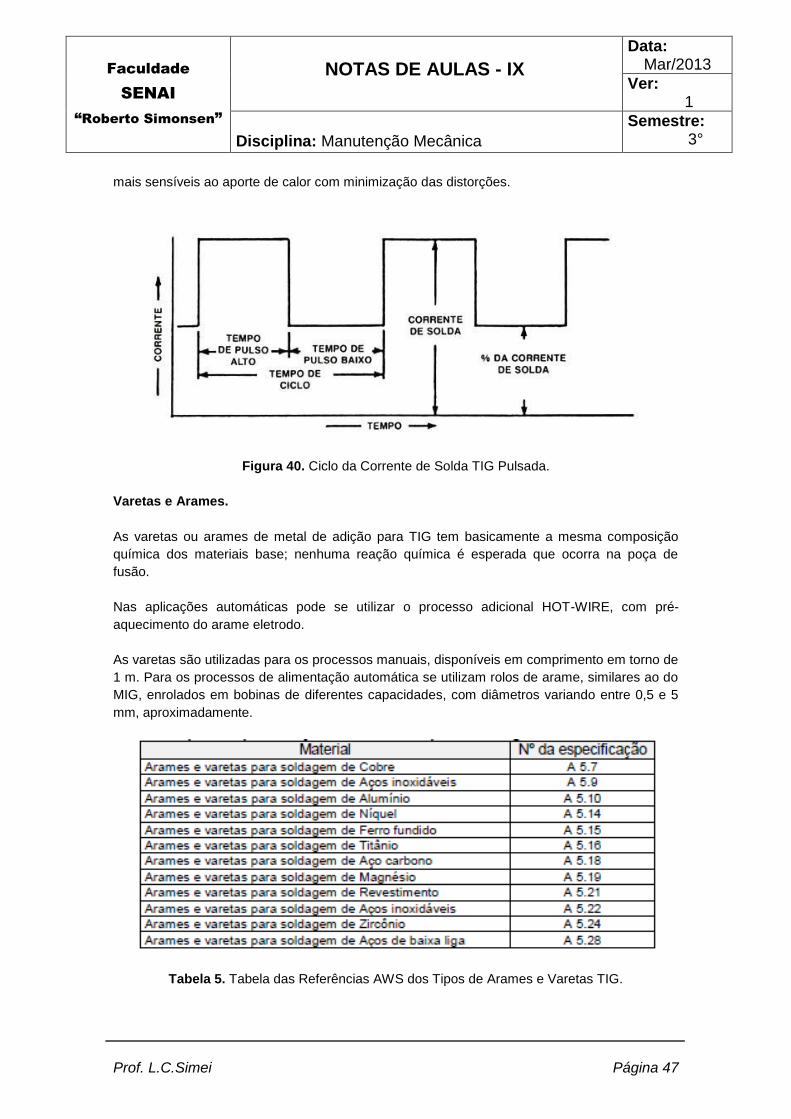
mais sensíveis ao aporte de calor com minimização das distorções.
Figura 40. Ciclo da Corrente de Solda TIG Pulsada.
Varetas e Arames.
As varetas ou arames de metal de adição para TIG tem basicamente a mesma composição
química dos materiais base; nenhuma reação química é esperada que ocorra na poça de
fusão.
Nas aplicações automáticas pode se utilizar o processo adicional HOT-WIRE, com pré-
aquecimento do arame eletrodo.
As varetas são utilizadas para os processos manuais, disponíveis em comprimento em torno de
1 m. Para os processos de alimentação automática se utilizam rolos de arame, similares ao do
MIG, enrolados em bobinas de diferentes capacidades, com diâmetros variando entre 0,5 e 5
mm, aproximadamente.
Tabela 5. Tabela das Referências AWS dos Tipos de Arames e Varetas TIG.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 48
4.4. PROCESSO DE SOLDAGEM GMAW.
O processo de soldagem GMAW (do inglês Gas Metal Arc Welding), também conhecido no
Brasil como processo MIG/MAG (das siglas Metal Inerte Gás/ Metal Ativo gás), é um
processo por fusão a arco elétrico que utiliza um arame eletrodo consumível continuamente
alimentado à poça de fusão e um gás como proteção.
No processo MIG, o gás utilizado para proteção e um gás inerte (Ar, He, ou mistura de ambos),
lançado na região de soldagem.
O processo MAG é um processo de soldagem semelhante ao MIG, porém utilizando um gás
ativo (CO2) para proteção da região de soldagem. Em ambos os processos geralmente o metal
de adição possui a mesma composição química do metal base. O processo MIG baseou-se no
processo TIG, iniciando com a soldagem do Alumínio e posteriormente estendeu-se à
soldagem dos aços inoxidáveis, ao se notar que uma pequena adição de O2 ao gás inerte
facilitava a abertura do arco.
Posteriormente ao processo MIG, desenvolveu-se o MAG para baratear custos e concorrer
com os eletrodos revestidos na maioria das aplicações, utilizando-se CO2 e mistura de gases
como gás de proteção; o primeiro desenvolvimento para o MAG ficou conhecido como
subprocesso MACRO-ARAME.
Pelo fato das dificuldades deste subprocesso trabalhar com pequenas espessuras e soldar em
todas as posições, desenvolveu-se a seguir o subprocesso MICRO-ARAME (para diâmetros
até 1,2 mm); na seqüência do desenvolvimento e visando a minimização dos respingos e
melhoria do formato do cordão, desenvolveu-se o subprocesso FCAW, também conhecido
como Processo Arame Tubular (até diâmetro de 4 mm).
Figura 40. Processo de Soldagem MIG/MAG.
Todas estas melhorias permitiram um aumento na velocidade de soldagem do processo
MIG/MAG em relação a outros processos, e isso vem refletindo-se na evolução da utilização do

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 49
mesmo, comparativamente aos processos mais antigos, conforme quadro abaixo:
Figura 41. Comparativo Entre Utilização de Processos de Soldagem ao Longo dos Anos.
Princípio do Processo MIG/MAG
O calor gerado para fundir o metal de enchimento é suficiente para fundir também as
superfícies do metal base.
A transferência do material do arco é bastante melhorada comparando-se ao processo TIG
devido ao aumento da eficiência do ganho de calor causado pela presença no arco das
partículas de material superaquecido. As partículas funcionam como elementos importantes no
processo de transferência de calor, sendo que a transferência de material se processa a uma
taxa de várias centenas de gotículas por segundo.
Existem basicamente quatro tipos de transferência de material na soldagem MIG/MAG:
a) GLOBULAR (MAG = Macro Arame/ Arame Tubular)
- Gotas de grandes dimensões a baixas velocidades.
- Utiliza altas correntes e arcos longos (75 a 900 A).

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 50
b) JATO OU SPRAY (MIG) .
- Gotas finas e altas velocidades.
- Utiliza altas correntes e altas voltagens (50 a 600 A)
c) CURTO CIRCUITO (Micro Arame) .
- Transferências sucessivas por curto circuitos
- Utiliza baixa corrente e arcos curtos (25 a 200 A)
Uma gota de metal fundido é formada no fim do eletrodo. Quando ela se torna suficientemente
grande para entrar em contato com a poça de fusão, o arco sofre um curto circuito. Isto eleva a
corrente de soldagem e a corrente é liberada, permitindo que o arco seja ignitado novamente.
O aumento da corrente causado pelo curto circuito gera respingos. 1.Ciclo do curto circuito.
2.Período do arco. 3.Período do curto circuito.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 51
d) ARCO PULSANTE (Em Operações Automatizadas)
- Arco mantido por uma corrente baixa principal com sobreposição de pulsos de alta corrente e
transferência por spray durante os pulsos.
Princípio do arco pulsado. 1.Pico da corrente de pulso. 2.Corrente de transição. 3.Corrente
média de soldagem. 4.Corrente de base.
A soldagem MIG pode ser usada em ampla faixa de espessuras, em materiais ferrosos e não
ferrosos como Alumínio, Cobre, Magnésio, Níquel e suas ligas. O processo MAG é utilizado
apenas na soldagem de materiais ferrosos, tendo como gás de proteção o CO2 ou misturas
ricas nesse gás.
De um modo geral pode-se dizer que as principais vantagens da soldagem MIG/MAG são: alta
taxa de deposição, alto fator de trabalho do soldador, grande versatilidade de espessuras
aplicáveis, inexistência de fluxos de soldagem, ausência de remoção de escória e exigência de
menor habilidade do soldador, quando comparado com eletrodos revestidos.
A principal limitação da soldagem MIG/MAG é sua maior sensibilidade à variação dos
parâmetros elétricos de operação de soldagem, que influenciam diretamente na qualidade do
cordão de solda depositado. Além disso deve ser ressaltado o alto custo do equipamento, a
grande emissão de radiação ultra violeta, maior necessidade de manutenção em comparação
com os equipamentos para soldagem de eletrodos revestidos e menor variedade de
consumíveis.
Gás de Proteção.
Os gases de proteção utilizados nos processos de soldagem a arco elétrico podem ser Inertes
ou Reativos. Os gases de proteção inertes são os considerados que não reagem com o metal
líquido da poça de fusão. Os gases inertes mais utilizados na soldagem são Argônio e Hélio.
Os gases de proteção reativos são os considerados que reagem com o metal líquido da poça
de fusão, podendo alterar as propriedades metalúrgicas e mecânicas do metal de solda. Estes

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 52
gases podem ser ativos ou redutores. Os gases ativos utilizados na soldagem são o CO2 -
Dióxido de Carbono e Oxigênio. O gás redutor que pode ser utilizado na soldagem é o
Hidrogênio - H2.
A especificação AWS A 5.32 se aplica aos gases de proteção utilizados nos processos de
soldagem MIG/MAG, TIG, ARAME TUBULAR e PLASMA. Os gases de proteção podem ser
de um único tipo de gás (puro) ou de mistura de gases.
A AWS A 5.32 identifica os componentes individuais dos gases como: A – Argônio ; C – CO2 -
Dióxido de Carbono ; He – Hélio ; H – Hidrogênio ; N – Nitrogênio ; O – Oxigênio.
Tabela 6. Classificação AWS A 5.32 para os Gases de Soldagem MIG/MAG.
Metais de Adição
Para MIG/MAG, os eletrodos consumíveis consistem de um arame contínuo em diâmetros que
variam de 0,6 a 2,4 mm ( arame tubular até 4 mm), usualmente em rolos de 12 a 15 kg,
existindo no mercado rolos de até 200 kg. Os arames são normalmente revestidos com uma
fina camada de Cobre para melhor contato elétrico com o tubo de contato da pistola e para
prevenir a ocorrência de corrosão na estocagem.
Há arames de adição sólidos ou tubulares sendo que estes últimos são recheados de fluxos
que possuem as mesmas características e funções dos revestimentos dos eletrodos
revestidos. Esses arames tubulares podem ser utilizados com proteção gasosa ou ser do tipo
autoprotegido, sem o uso de gases. Neste caso o fluxo contido dentro do arame gera o gás de
proteção da poça de fusão, a formação de escória, a desoxidação da poça e a estabilização do
arco.
A tabela abaixo relaciona as especificações AWS de arames para soldagem MIG/MAG de
diferentes materiais.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 53
Tabela 7. Classificação AWS para os Arames Consumiveis MIG/MAG.
A principal especificação para os arames-eletrodos é a AWS A 5.18 que prescreve os os
requerimentos para a classificação de eletrodos sólidos ou compostos (FCAW - Arame tubular
com núcleo metálico – metal cored) e varetas para os processos MIG/MAG (GMAW), TIG
(GTAW) e PLASMA (PAW) na soldagem de aço carbono. A classificação dos arames para
soldagem de aços pelas especificações AWS A 5.18 e A 5.28, que engloba os arames sólidos
e os arames com enchimento metálico, tem o formato abaixo.
Tabela 8. Classificação Acerca da Resistência Mecânica do Metal de Solda.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 54
Tabela 9. Requisitos de Composição Química para o Arame ou Metal de solda (%peso).
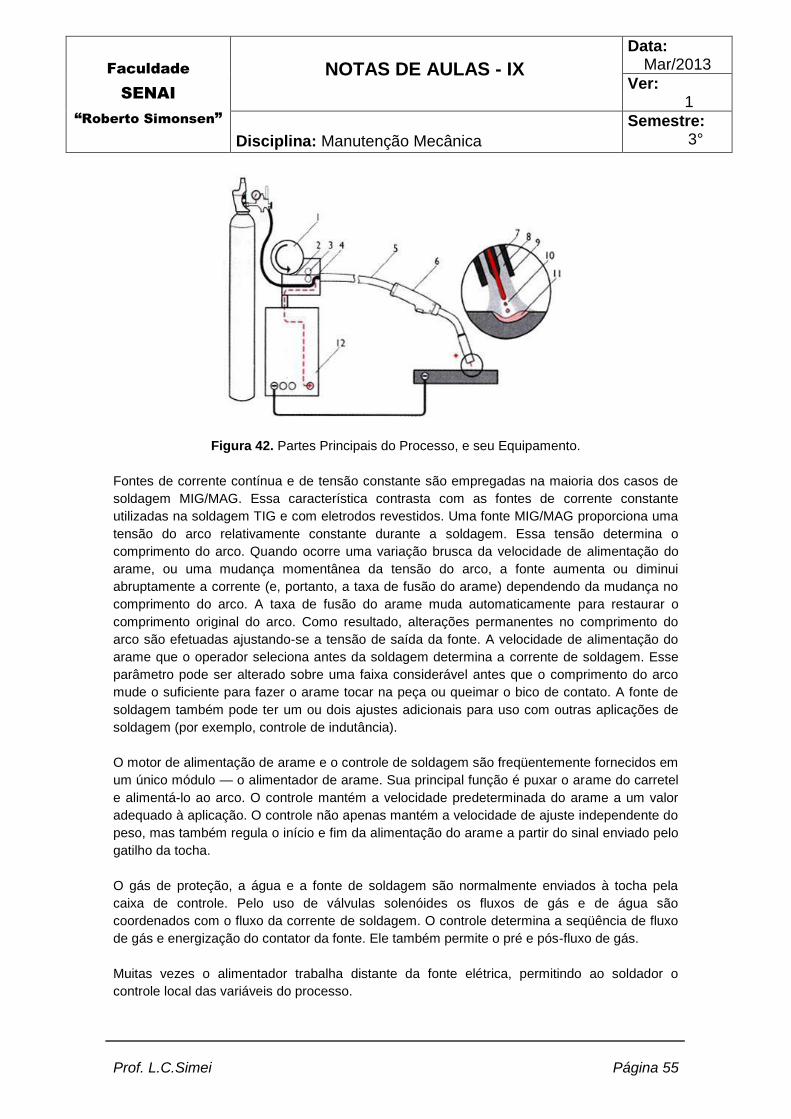
Equipamento
Os principais componentes do sistema são apresentados na figura a seguir:
1. Carretel ou tambor;
2. Eletrodo;
3. Roletes de tração;
4. Guia do arame;
5. Conjunto de mangueiras;
6. Pistola de soldagem;
7. Bico de contato;
8. Gás de proteção;
9. Bocal do Gás de proteção;
12. Fonte de energia.
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 55
Figura 42. Partes Principais do Processo, e seu Equipamento.
Fontes de corrente contínua e de tensão constante são empregadas na maioria dos casos de
soldagem MIG/MAG. Essa característica contrasta com as fontes de corrente constante
utilizadas na soldagem TIG e com eletrodos revestidos. Uma fonte MIG/MAG proporciona uma
tensão do arco relativamente constante durante a soldagem. Essa tensão determina o
comprimento do arco. Quando ocorre uma variação brusca da velocidade de alimentação do
arame, ou uma mudança momentânea da tensão do arco, a fonte aumenta ou diminui
abruptamente a corrente (e, portanto, a taxa de fusão do arame) dependendo da mudança no
comprimento do arco. A taxa de fusão do arame muda automaticamente para restaurar o
comprimento original do arco. Como resultado, alterações permanentes no comprimento do
arco são efetuadas ajustando-se a tensão de saída da fonte. A velocidade de alimentação do
arame que o operador seleciona antes da soldagem determina a corrente de soldagem. Esse
parâmetro pode ser alterado sobre uma faixa considerável antes que o comprimento do arco
mude o suficiente para fazer o arame tocar na peça ou queimar o bico de contato. A fonte de
soldagem também pode ter um ou dois ajustes adicionais para uso com outras aplicações de
soldagem (por exemplo, controle de indutância).
O motor de alimentação de arame e o controle de soldagem são freqüentemente fornecidos em
um único módulo — o alimentador de arame. Sua principal função é puxar o arame do carretel
e alimentá-lo ao arco. O controle mantém a velocidade predeterminada do arame a um valor
adequado à aplicação. O controle não apenas mantém a velocidade de ajuste independente do
peso, mas também regula o início e fim da alimentação do arame a partir do sinal enviado pelo
gatilho da tocha.
O gás de proteção, a água e a fonte de soldagem são normalmente enviados à tocha pela
caixa de controle. Pelo uso de válvulas solenóides os fluxos de gás e de água são
coordenados com o fluxo da corrente de soldagem. O controle determina a seqüência de fluxo
de gás e energização do contator da fonte. Ele também permite o pré e pós-fluxo de gás.
Muitas vezes o alimentador trabalha distante da fonte elétrica, permitindo ao soldador o
controle local das variáveis do processo.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 56
4.5. SOLDAGEM A ARCO SUBMERSO (SAW).
A soldagem SAW (do inglês Submerged Arc Welding), mais conhecida como Soldagem ao
Arco Submerso é um processo de soldagem por fusão, no qual a energia necessária é
fornecida por um arco (ou arcos) elétrico desenvolvido entre a peça e um eletrodo (ou
eletrodos) consumível, que é continuamente alimentado à região de soldagem. O arco está
submerso em uma camada de fluxo granular que se funde parcialmente, formando uma escória
líquida, que sobe à superfície da poça metálica fundida, protegendo-a da ação contaminadora
da atmosfera. Em seguida essa escória solidifica-se sobre o cordão de solda, evitando um
resfriamento demasiado rápido.
Figura 43. Processo de Soldagem SAW.
Figura 44. Equipamento do Processo de Soldagem SAW.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 57
Equipamento O equipamento para este processo consta basicamente das seguintes unidades:
a) Fonte de energia;
b) Unidade de controle;
c) Conjunto de alimentação do arame (ou cabeçote);
d) Pistola de soldagem;
e) Alimentador de fluxo;
f) Aspirador de fluxo.
As unidades b,c,d,e constituem o elemento conhecido como cabeçote de soldagem; a figura da
página anterior mostra as unidades componentes do sistema.
No processo automático, o cabeçote pode mover-se ao longo da peça a ser soldada ou ser
estacionário, sendo que nesse caso é a peça que se desloca sob o arco. Quando o processo é
semi-automático, o alimentador de fluxo e a pistola de soldagem constituem um conjunto
separado que é conduzido pelo operador ao longo da junta; esta operação é dificultada pela
não visualização do cordão, diminuindo a eficiência do processo.
Figura 45. Cabeçote de Soldagem SAW.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 58
Figura 46. Base Rotativa e Cabeçote Soldagem SAW.
Como fonte de energia podem ser usados:
a) Um transformador C.A.
b) Um conjunto transformador-retificador C.A. / C.C.
c) Um conversor C.C.
Podem ser utilizadas fontes de tensão constante ou fontes de corrente constante, conforme a
unidade de controle do cabeçote. As tensões usuais requeridas situam-se na faixa dos 20 a 55
Volts. As intensidades de corrente mais usuais chegam até 2000 Ampères; em casos
excepcionais usam-se intensidades de até 4000 Ampères.
Arames
As entidades normativas possuem especificações apropriadas aos consumíveis para a
soldagem a arco submerso, como por exemplo, a AWS, vistas na tabela abaixo.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 59
Tabela 10. Classificação AWS para Arame SAW.
As entidades normativas utilizam ainda a designação de um fluxo, em conjunto com a
especificação do arame eletrodo. No caso de utilizarmos a especificação AWS, teremos por
exemplo a especificação AWS A 5.17, que delibera sobre a utilização de arames para aços
carbono e seus respectivos fluxos.
Um mesmo fluxo pode ser designado F6A2-EXXX ou F7A4-EXXX, de acordo com o eletrodo
(E) utilizado.
Tabela 10. Especificação AWS de Resistência da Solda para com Cada Arame SAW.
A tabela a seguir mostra um esquema de designação do par arame-fluxo adotado pela
especificação AWS A 5.17.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 60
Figura 47. Especificação AWS da Combinação Fluxo x Arame SAW.
Os eletrodos são especificados com base em sua composição química, sendo divididos em
três tipos: baixo (L), médio (M) e alto (H) teor de Manganês. Dentro de cada grupo, os arames
podem ter diferentes teores de Carbono, além de teor de Silício baixo ou alto (K).
Resumidamente, arames com maiores teores de Carbono, Manganês e Silício favorecem a
deposição de cordões com maior resistência e dureza; o Silício aumenta a fluidez da poça de
fusão, melhorando o formato de cordões depositados com elevadas velocidades de soldagem.
As bitolas de arames eletrodos mais utilizados situam-se na faixa entre 1,6 e 6,4 mm; podemos
também trabalhar com fitas contínuas no lugar do arame, principalmente para deposições
superficiais. Para aumentar a velocidade de soldagem e a deposição do metal, pode-se usar
dois ou mais arames eletrodos ou fitas; eles podem situar-se em paralelo ou em linha em
relação `a junta e alimentados por uma ou mais fontes de energia.
Abaixo, a tabela mostra os requisitos de composição química de eletrodos para a soldagem de
aço carbono, conforme AWS A 5.17-80.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 61
Tabela 11. Composição Química de Eletrodos, Conf. AWS.
As propriedades reais do metal depositado por uma determinada combinação eletrodo-fluxo
dependem do procedimento de soldagem específico usado numa determinada aplicação.
Assim a seleção final de uma combinação geralmente é feita com base na soldagem de corpos
de prova de qualificação, de acordo com uma norma específica, e na avaliação final ou medida
das propriedades de interesse dessa solda.
Fluxos
Os fluxos tem diversas funções na soldagem a Arco Submerso, entre elas: estabilizar o arco,
fornecer elementos de liga para o metal de solda, proteger o arco e o metal aquecido da
contaminação pela atmosfera, minimizar as impurezas no metal de solda, formar escória com
determinadas propriedades físicas e químicas que podem influenciar o aspecto e o formato do
cordão de solda, sua destacabilidade, a ocorrência de mordeduras, etc..
Os fluxos usados no processo a arco submerso são granulares e constituídos de substâncias
fusíveis à base de minerais contendo óxidos de manganês, silício, titânio, alumínio, cálcio,
zircônio, magnésio e outros componentes. Podem ser quimicamente neutros, ácidos ou
básicos, dependendo da mistura de óxidos, não devem produzir grandes quantidades de gases
durante a soldagem e devem ter características elétricas estáveis. Em termos de fabricação, os
fluxos podem ser dos grupos fundidos ou não fundidos; os primeiros são produzidos pela fusão
da mistura de seus componentes em fornos, sendo posteriormente resfriados, britados,
moídos, peneirados e embalados. Os fluxos não fundidos podem ser subdivididos em
misturados, aglomerados e sinterizados. O tipo de fluxo mais utilizado no Brasil é o
aglomerado, no qual uma mistura de pós é aglomerada por um ligante, endurecido
posteriormente ao forno, moído, peneirado e embalado; devido sua higroscopicidade há
necessidade de controle de umidade no armazenamento.
Deposição/Penetração
CCPI – Produz boa taxa de deposição, ótimo controle de formato de cordão e alta penetração.
CCPD – Produz alta taxa de deposição, bom controle do formato de cordão e baixa
penetração.
CA – Penetração intermediária entre CCPD/CCPI; não aparece o fenômeno do sopro
magnético.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 62
Figura 47. Diferentes Arranjos para Execução de Cordões de Solda SAW.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 63
4.6. BRASAGEM, SOLDABRASAGEM E SOLDAGEM BRANDA.
Os processos de brasagem podem ser divididos em 3 (três) sub-tipos: brasagem propriamente
dita, soldabrasagem e soldagem branda.
Os processos de brasagem distinguem-se dos outros processos de soldagem por exigir apenas
a fusão do metal de adição. Não ocorrendo fusão do metal de base, nem o elevado
aquecimento da zona adjacente à região de solda, o material irá manter sua natureza estrutural
e, conseqüentemente, suas propriedades mecânicas originais.
Como apenas o metal de adição é fundido, ele deve ter temperatura de fusão mais baixa do
que a do metal de base. A partir deste conceito, pode-se melhor definir a brasagem, a
soldabrasagem e a soldagem branda:
Brasagem (ou soldagem forte, ―brazing‖) é o processo de soldagem onde o metal de
adição tem sua temperatura (ou faixa) de fusão compreendida entre as temperaturas
abaixo do ponto de fusão do metal de base e acima de, aproximadamente, 450°C.
Soldabrasagem (―braze welding‖) distingue-se do processo anterior pelo tipo de
conformação das extremidades do metal de base a serem unidas, e da forma de
montagem, devido ao fato de que não necessita da ação da capilaridade.
Soldagem Branda (ou soldagem fraca, ―soldering‖) é o processo de soldagem onde
o metal de adição tem temperatura (ou faixa) de fusão compreendida entre as
temperaturas abaixo do ponto de fusão do metal de base e também abaixo de,
aproximadamente, 450°C.
O fato de os metais de adição serem constituídos de ligas metálicas de baixo ponto de fusão,
em geral à base de estanho e chumbo, a cor da solda se apresenta esbranquiçada.
A preparação da junta para os processos de brasagem e de soldagem branda é realizada de
forma a permitir a penetração do metal de adição por capilaridade entre as paredes das partes
a serem unidas, sem modificação da forma dessas peças pela retirada de material por
usinagem. Contudo, quando a preparação da junta ocorre de forma semelhante à exigida para
os processos de soldagem por fusão, o processo denomina-se soldabrasagem. A figura abaixo
mostra uma comparação entre juntas de topo brasadas, soldabrasadas e soldadas por fusão.
Figura 48. 1. Brasagem; 2. Soldabrasagem; 3. Solda Branda.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 64
Figura 49. Exemplos Comuns de Bordas para Brasagem e Soldabrasagem.
Como não ocorre a fusão do metal de base, podem surgir dúvidas quanto à qualidade da
aderência da solda nas faces de contato com as partes a serem unidas; na realidade, a
aderência é obtida pela difusão atômica entre o metal de adição no estado líquido e o metal de
base no estado sólido.
Figura 50. Ilustração de Como Se dá a Adesão na Brasagem e Soldabrasagem.
Para entendermos melhor os processos de brasagem, é fundamental entendermos o conceito
e capilaridade, que veremos a seguir.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 65
Capilaridade
A capilaridade é um fenômeno que ocorre quando trabalhamos com fluidos em tubos muito
estreitos.
Veja o exemplo abaixo.
Introduz-se um tubo fino e outro estreito em recipientes contendo o mesmo fluido. Os dois
fluidos foram aspirados, quando cessou a aspiração o fluido do tubo fino não retrocedeu ao
nível normal como no tubo largo, justamente devido ao efeito da capilaridade.
Figura 51. Esquematização do Processo de Capilaridade.
Esta experiência nos explica a ascensão dos líquidos (fluidos) através de corpos porosos
como: algodão, papel seco, etc, cujas numerosas e estreitas concavidades comunicantes entre
si, formam um conjunto de tubos capilares; nos explica também, como ocorre a ligação por
difusão nos metais, obedecendo ao mesmo princípio.
4.5.1. Brasagem.
A diferença essencial entre a brasagem e a soldabrasagem reside principalmente na
concepção da junta e na técnica de montagem.
Se a forma da junta não fosse diferente de um processo ao outro, podia-se dizer que o principio
da operação é bastante semelhante.
Metais de Base e Metais de Adição
As propriedades da junta dependem em grande parte, da estreita zona de difusão na interface
Metal de base – Metal de adição. O que caracteriza essencialmente a brasagem é o fato de
que o metal de adição, no estado fundido, preencherá a junta por atração capilar.
Conseqüentemente esta junta será estreita e sua espessura será função, por um lado dos
metais a unir, por outro lado da natureza do metal de adição.
Existe uma grande variedade de metais de adição, e podem ser classificados em quatro

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 66
categorias:
Latão para soldabrasagem
Ligas ao fósforo com ou sem prata
Ligas de prata
Liga de alumínio-silício
Os Latões são largamente utilizados para realizar junções em aço, e em menor escala para o
cobre e suas ligas cujos pontos de fusão não sejam inferiores a 1050°C.
Existem outros latões que comportam adições seja de prata para melhorar a fluidez, seja de
silício para desoxidar, seja de níquel e manganês para melhorar a resistência mecânica. O
ponto de fusão dessas ligas situa-se entre 850-950°C dependendo do teor de zinco.
O cobre puro é freqüentemente empregado para brasagem do aço e às vezes para o níquel e
suas ligas.
Os cobres em fósforo são utilizados para brasagem das ligas de cobre. Estas últimas ligas são
contra indicadas para todos os metais contendo ferro ou níquel, pois os compostos formados
pelo ferro ou níquel e fósforo são fosfetos muito frágeis.
Uma das principais vantagens dos cobres com fósforo consiste no fato em que a eliminação de
parte do fósforo durante a brasagem tem por efeito elevar o ponto de fusão da liga depositada.
Os metais de adição em fósforo não devem ser expostos a uma temperatura elevada por
períodos prolongados em atmosfera de gás de rua ou em atmosfera contendo enxofre; haveria
risco de corrosão. A indústria coloca à disposição dos consumidores uma grande variedade de
metais de adição em prata cujo teor de prata metal varia de valores bem baixos até a prata
pura.
Estas ligas:
Binárias: prata-cobre;
Ternárias: prata-cobre –zinco;
Quaternárias: prata-cobre-zinco-cádmio;
apresentam uma grande gama de diversas temperaturas de fusão e de intervalos de fusão
diferentes, e podem ser facilmente escolhidos em função dos metais a serem brasados e das
juntas possíveis.
O ouro puro e as ligas de ouro-cobre ou ouro-índio são empregados de preferência nas ligas
contendo zinco e cádmio para fabricação de tubos de vácuo para uso eletrônico, tendo baixa
pressão de vapor em temperaturas de funcionamento.
Exemplificando, fios de ouro puro servem para brasar peças de cobre, ou cobre-telúrio,
utilizados em certos tipos de magnéticos ou de válvulas de freqüência muito alta, sem que haja
necessidade de fluxo. O fio de ouro na forma de anéis é colocado entre as faces a unir após
cuidadoso ajuste; as faces devem ser cuidadosamente limpas. Após o aperto, esquenta-se sob

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 67
vácuo ou em atmosfera neutra ou mesmo redutora, durante ½ a 1 hora à 400-500°C. As
temperaturas são determinadas em função da natureza do vidro que constitui o invólucro da
válvula. O ouro funde somente a 1063°C, mas a junção é assegurada pela fusão cobre-ouro
devido à combinação dos elementos: pressão, tempo, temperatura. Não há distorção; a junta
não é tão resistente mecanicamente como as juntas comuns, mas é o suficiente para estas
aplicações.
As ligas alumínio-silício são as mais indicadas para a brasagem dos metais leves devido seus
baixos pontos de fusão.
Fluxo
A escolha do fluxo para a brasagem comum ou com prata não é sempre fácil, e será sempre
aconselhável seguir indicações dos fornecedores de metais de adição. O fluxo é dispensável
para os metais de adição de alto teor de fósforo empregados sobre cobre.
O emprego de um fluxo é recomendado para a maioria dos casos, no entanto, operando-se em
atmosfera inerte ou redutora ele não é tão necessário, ao menos que se esteja utilizando ligas
com alto teor de zinco.
Juntas
Para ficarem realmente resistentes, as juntas brasadas devem ser concebidas especialmente
em função do método de brasagem e do metal de adição adotados. A Figura mostra alguns
exemplos de juntas brasadas.
Figura 52. Tipos de Juntas para Brasagem.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 68
O metal de adição opera bem por atração capilar, mas é necessário reforçar este efeito com o
do peso. Quando brasam-se corpos cruzados é necessário prever orifícios para a saída do ar
preso entre as faces.
Figura 53. Tipos de Juntas para Brasagem.
Procedimentos para Brasagem.
A seguir, veremos os procedimentos para se executar uma brasagem de forma adequada. Os
procedimentos podem ser divididos em seis etapas:
1) Estabelecimento da folga entre as peças: Como a penetração se dá por
capilaridade, é importante manter a folga, dentro de limites determinados, entre as
peças a serem unidas; se a folga for maior ou menor que aquela estabelecida por
esses limites, poderá não ocorrer a penetração completa do metal de adição,
prejudicando a resistência da junta brasada. Os limites são determinados em função
dos metais de adição e de base e geralmente ficam entre 0,02 e 0,08mm.
2) Acabamento das faces: O acabamento superficial das peças deve apresentar uma
rugosidade tal que permita, pela criação de canais de alimentação de metal, a
penetração do metal de adição. Este tipo de acabamento, não muito liso ou polido,
pode ser obtido na usinagem comum, no lixamento e nos processos de conformação
de produtos semi-manufaturados. Deve-se levar em conta que a folga é alterada pela
dilatação térmica e este fator deve ser considerado principalmente quando são
brasadas peças de metais dissimilares, os quais possuem coeficientes diferentes de
dilatação térmica. Para se calcular esta dilatação, deve-se levar em conta as
dimensões e a forma das peças na região da junta aquecida, além dos coeficientes
de dilatação dos metais de base.
3) Limpeza das peças: As superfícies das peças a serem brasadas devem estar
isentas de óleos, graxas, óxidos, resíduos de tintas e outras sujeiras, uma vez que o
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 69
metal de adição só conseguirá se espalhar pelas peças, ou ―molhá-las‖ se elas
estiverem limpas. Estas sujeiras impedem o contato do metal de adição com o metal
de base e, em alguns casos, decompõe-se com o aquecimento, gerando dificuldades
adicionais para a realização deste contato. Primeiramente, aplica-se solventes
orgânicos, vapor desengraxante ou soluções alcalinas para promover o
―desengorduramento‖ da superfície. A retirada de óxidos e carepas é feita
mecanicamente, através de lixamento, ou quimicamente, através de aplicação de
soluções ácidas compatíveis com o metal de base. Após tratamento químico as peças
devem ser lavadas e secadas para evitar a corrosão.
4) Fluxagem das peças: É feita logo após a etapa de limpeza. Os fluxos são agentes
químicos que removem os resíduos de óxidos deixados pelo processo de limpeza e,
principalmente, os óxidos formados durante o aquecimento necessário à brasagem.
Além disso, eles criam uma atmosfera protetora na região da junção, evitando a
presença do oxigênio da atmosfera ambiente. Os fluxos podem ser aplicados em
formas de pastas, pincelando-se nas superfícies das peças ou na forma líquida,
através de imersão das peças. A natureza dos fluxos é determinada em função da
temperatura, dos tipos de óxidos formados no metal de base, dos tempos de
aquecimento e principalmente do tipo de metal de base a ser brasado.
5) Montagem das peças: As peças devem ser justapostas de forma a manter a folga
estabelecida durante todo o ciclo de aquecimento, penetração e solidificação do metal
de adição. Sempre que possível, deve -se utilizar o próprio peso das peças para
mantê-las fixas nas posições corretas. Quando isto não é possível, deve-se utilizar
ferramentas e dispositivos de fixação, que devem ser feitos de materiais de baixa
condutibilidade térmica, tais como os materiais cerâmicos.
6) Brasagem das peças: Deve-se, primeiramente, aquecer as peças na região a ser
brasada, utilizando-se um maçarico a chama de gás. No caso de peças pequenas, o
aquecimento pode ser feito em toda a peça. Este aquecimento deve ser uniforme em
ambas peças, exceto no caso em que forem de materiais diferentes. Neste caso,
deve-se compensar a diferença de condutibilidade térmica com maior tempo de
aquecimento na peça de maior condutibilidade; da mesma forma deve-se proceder
para peças de tamanhos diferentes, aquecendo por mais tempo a peça de maior
massa. O aspecto do fluxo indica que se atingiu a temperatura correta para a
aplicação do metal de adição; um aparecimento de estrias indica um
superaquecimento.
7) Adição do Metal: O metal de adição é aplicado em forma de arame ou vareta,
diretamente na junta; quando ela entra em contato com as superfícies aquecidas das
peças, flui imediatamente, preenchendo a região entre elas. Os metais de adição
podem se apresentar também na forma de plaquetas folhas, pós, pastas e grânulos;
eles devem ser pré-colocados ou aplicados antes do aquecimento.
8) Limpeza da junta brasada: Inicialmente, os resíduos de fluxo são retirados em água
aquecida (pelo menos a 50°C), por escovamento ou por outros métodos, de acordo
com a natureza do fluxo e com a velocidade de produção. Nos casos do fluxo ter uma
elevada aderência na junta, devido ao superaquecimento na brasagem ou ao uso de

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 70
excesso de fluxo, deve-se empregar para a limpeza uma solução ácida, como 25% de
ácido clorídrico em água, a 60-70°C. A peça aquecida pela brasagem pode ser
imersa diretamente na água ou em soluções ácidas; neste último meio, o operador
deve tomar cuidados especiais com os respingos. Após a remoção dos fluxos, deve-
se retirar os óxidos por imersão em soluções de ácido sulfúrico ou clorídrico, com
composições dependentes do metal de base. A lavagem e secagem das peças, após
a limpeza com soluções ácidas, é necessária para evitar a corrosão; com a mesma
finalidade deve-se aplicar um óleo protetor se a peça brasada for ser armazenada
antes da sua aplicação.
Metódos de Brasagem
A seguir, serão descritos alguns dos principais métodos de brasagem.
Brasagem com Maçarico.
O aquecimento é feito utilizando-se um maçarico de chama de gás (a mais comum é a
oxiacetilênica). O equipamento para aquecimento com maçarico é o mesmo daquele para a
soldagem com maçarico. Os procedimentos de brasagem descritos acima se aplicam tanto
para este método de brasagem quanto aos métodos a seguir, fazendo-se as devidas
adaptações.
Brasagem em forno
É um método adequado para a produção em massa de juntas brasadas. Como o operador não
tem acesso ao interior do forno, as peças a serem unidas e o metal de adição devem ser pré-
posicionados e fixados, utilizando seus próprios pesos na medida do possível, antes de
penetrar no forno. Na brasagem em forno são utilizadas atmosferas protetoras para livrar as
peças da oxidação e também da descarbonetação (no caso dos aços). Após a passagem pelo
forno, as peças são resfriadas numa câmara adjacente ao forno, também com atmosfera
protetora. Dependendo da natureza desta, a aplicação do fluxo pode ser dispensada. Para a
atmosfera atuar de forma protetora, e permitir que o metal de adição ―molhe‖ o metal de base,
ela precisa ser redutora, no caso da brasagem de peças de aço.
Uma vantagem deste método é a possibilidade de manter sob controle preciso o nível de
temperatura de brasagem e a composição da atmosfera protetora. Além disso, apresenta maior
uniformidade de distribuição de temperatura nas peças, quando comparado ao método com
maçarico, que depende muito da habilidade do operador.
Brasagem por Imersão
Este método de aquecimento emprega um banho de sal fundido e protetor para receber as
peças a serem brasadas; obtém-se assim, como na brasagem em forno, o aquecimento
necessário para fundir o metal de adição e criar uma ação fluxante na superfície das peças. É
um método mais adequado para a produção em massa e requer menor tempo de aquecimento
do que o da brasagem em forno.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 71
Brasagem por Indução.
O aquecimento da peça é obtido pela dissipação de calor provocada por correntes elétricas
induzidas por uma bobina conectada a uma fonte de energia elétrica de corrente alternada. O
aquecimento é restrito a uma pequena área, e se propaga às áreas restantes da peça por
condução ou pelo deslocamento da peça em relação à bobina.
Brasagem por Resistência.
Este método de aquecimento utiliza a passagem de uma corrente elétrica pelas peças, para
provocar a fusão do metal de adição. A corrente é aplicada às peças através do contato direto
de dois eletrodos, um de cada lado da peça, os quais também aplicam pressão para manter as
peças bem justapostas e permitir a passagem uniforme de corrente elétrica.
As máquinas utilizadas são as mesmas empregadas para a soldagem por fusão, pelo mesmo
método de aquecimento.
4.6.2. Soldabrasagem.
O processo chamado soldabrasagem recebeu este nome porque, aplica-se a peças
preparadas como para a soldagem oxiacetilênica (arco ou maçarico) e também porque é
realizada pela adição de ligas com alto teor de cobre, fundido entre 650 a 920°C.
Empregado inicialmente nos Estados Unidos por volta de 1920 como processo auxiliar,
desenvolveu-se em alguns anos nos principais países industriais. Esta expansão foi rápida,
pois a soldabrasagem apresenta propriedades e vantagens ―únicas‖ largamente exploradas em
certas indústrias e infelizmente pouco conhecidas em outras.
Por definição, a soldabrasagem é realizada utilizando-se um metal de adição de brasagem que
tenha uma temperatura liquidus acima de 450°C e, no entanto, abaixo da temperatura solidus
dos metais de base a serem soldados. A diferença entre a Soldabrasagem e a Brasagem é que
o metal de adição não está distribuído na junta por capilaridade. O metal de adição é
adicionado à junta através de uma vareta ou é depositado através de um arco elétrico com um
eletrodo. Os metais de base não se fundem, apenas os metais de adição são fundidos. Da
mesma maneira que a brasagem convencional, uma ―colagem‖ ocorre entre o metal de adição
depositado e os metais de base quentes e não fundidos, mas não há um fluxo intencional por
capilaridade. As configurações das juntas para soldabrasagem são similares a aquelas
utilizadas na soldagem oxiacetilênica.
A soldabrasagem foi desenvolvida originalmente para o reparo de partes de ferro fundido
trincadas ou quebradas. A soldagem com fusão do ferro fundido requer um pré-aquecimento
extensivo e um resfriamento lento, para minimizar a geração de trincas e a formação de
cementita dura. Utilizando-se a soldabrasagem, as trincas e a cementita são evitadas
facilmente, e problemas de expansão e contração são mais difíceis de ocorrer. A maior parte
das soldabrasagens é feita com uma tocha para soldagem oxi-acetilênica, uma vareta de
alguma liga de cobre, e um fluxo adequado. A soldabrasagem também é feita com tochas para
arco carbono, arco elétrico com gás e eletrodo de tungstênio, e para arco plasma, sem fluxo. A
tocha de arco carbono é utilizada para soldar chapas de aço galvanizado. As tochas para

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 72
GTAW e PAW, as quais utilizam uma proteção de gases inertes, fazem a soldabrasagem com
metais de adição que têm uma temperatura de fusão relativamente elevada.
A soldabrasagem apresenta as seguintes vantagens em relação a processos convencionais de
soldagem com fusão:
1) É necessário uma menor quantidade de calor para realizar a colagem, a qual permite
uma união mais rápida e um menor consumo de combustível.
2) O processo produz uma menor distorção pelas expansões e contrações térmicas e a
fluência do aço é quase nula.
3) O metal de adição depositado é relativamente macio e dúctil, usinável, e sofre baixas
tensões residuais.
4) As soldas apresentam resistência adequada para várias aplicações - Resistências à
tração de até 60 Ksi podem ser obtidas
5) O equipamento é simples e de fácil utilização.
6) Metais frágeis, tais como ferro fundido cinzento, podem ser soldabrasados sem um
pré-aquecimento extensivo.
7) O processo fornece uma maneira conveniente de se unir peças de espessuras
diferentes e metais dissimilares, como por exemplo o cobre ao aço e ao ferro fundido,
e ligas de níquel-cobre ao ferro fundido e ao aço; peças de natureza muito diferente,
tais como aço carbono, aços ferramenta, aço inoxidável, aço cementado, ferro
fundido cinzento maleável, liga cuprosa branca, alumínio, etc.
8) A tensão superficial do metal de adição líquido permite acomodar facilmente juntas
―entreabertas‖ ou irregulares, e gerar cordões de superfície mais lisa do que os feitos
com a soldagem oxiacetilênica.
A soldabrasagem apresenta as seguintes desvantagens:
1) A resistência da solda está limitada à resistência do metal de adição.
2) Temperaturas de trabalho das peças serão mais baixas do que as daquelas feitas
através de soldagem com fusão por causa da temperatura de fusão mais baixa do
metal de adição. Por exemplo, utilizando-se um metal de adição de ligas de cobre, a
temperatura de serviço da peça será de no máximo 260°C. Além disso, a diferença
dos coeficientes de expansão entre o metal de base e o metal de adição pode fazer
com que a solda venha a quebrar, devido à dilatação diferente de cada metal.
3) A junta soldabrasada pode estar sujeita à corrosão galvânica e ataque químico
diferencial.
4) A diferença no potencial eletroquímico do latão e de outros metais na presença de

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 73
água salgada pode ser um fator limitante.
5) A cor do metal de adição de soldabrasagem pode não ser da mesma cor do metal de
base.
Equipamento
A Soldabrasagem convencional é feita utilizando-se uma tocha de gás oxicombustível e o
equipamento associado como mostrado nas figuras abaixo.
Em algumas aplicações, pode ser necessária uma tocha de oxi-combustível para pré-
aquecimento. Aplicações especiais utilizam equipamentos de arco carbono, arco com gás e
eletrodo de tungstênio ou arco plasma.
Metais de Base
A Soldabrasagem geralmente é utilizada para unir ferro fundido ao aço. Ela também pode ser
utilizada para unir cobre, níquel e ligas de níquel. Outros metais podem ser soldabrasados com
os metais de adição adequados que formem uma união metalúrgica resistente com eles.
Metais de Adição
Os metais de adição comercializados para soldabrasagem são os latões que contêm
aproximadamente 60% de cobre e 40% de zinco. Estes elementos aumentam a resistência da
junta e sua ductilidade. Ligas para brasagem com pequenas adições de estanho, ferro,
manganês, e silício têm uma melhor propriedade de fluxo, menor volatilização do zinco, maior
poder de desoxidação e aumentam a resistência e dureza da solda. Metais de adição com
adição de níquel (10%) apresentam uma coloração mais branca e uma maior resistência do
metal de solda.
A resistência mínima da junta será de aproximadamente 40 a 60 ksi (275 a 413Mpa). A
resistência da junta cai rapidamente quando a solda está abaixo de 260°C. A corrosão deve ser
considerada neste tipo de aplicação, uma vez que a soldabrasagem é feita em juntas
bimetálicas. A junta completa estará sujeita à corrosão galvânica em determinados ambientes,
e o metal de adição pode ser menos resistente a certas soluções químicas do que o material
de base.
Fluxos.
O uso de um fluxo apropriado é essencial na operação de soldabrasagem. Se a superfície do
metal não estiver limpa, o metal de adição não irá fluir de forma suave e nem se espalhar
uniformemente sobre a área a ser soldabrasada. Até mesmo depois de uma limpeza feita com
lixadeira (limpeza mecânica), certos óxidos quase sempre permanecem e atrapalham o fluxo
do metal de adição. O uso do fluxo correto elimina estes óxidos. Além disso, o fluxo tem as
funções de evitar a formação de novos óxidos durante o aquecimento e a deposição, reduzir a
tensão superficial do metal de adição, indicar a temperatura de ligação e proteger o cordão do
resfriamento rápido.
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 74
Os fluxos para soldabrasagem são componentes desenvolvidos propriamente para a
soldabrasagem de determinados metais de base com varetas de metal de adição de latão. Eles
são desenvolvidos para o uso em temperaturas maiores do que as encontradas em operações
de brasagem, e assim eles permanecem ativos por períodos de tempo maiores na mesma
temperatura do que fluxos similares utilizados para brasagem por capilaridade.
Os seguintes tipos de fluxos são geralmente utilizados na soldabrasagem de ferro e aços:
1) Fluxo básico que limpa o metal de base e os cordões de solda e auxilia no pré-
revestimento com estanho do metal de base. É utilizado para aços e ferro fundido
maleável.
2) Fluxo que realiza as mesmas funções do fluxo básico e também evita formação de
fumos de óxido de zinco.
3) Fluxo que é formulado especificamente para a soldabrasagem de ferro fundido
cinzento ou maleável. Ele contém óxido de ferro ou dióxido de manganês para
combinar com o carbono livre na superfície do ferro fundido e então removê-lo.
O fluxo deve ser aplicado por um dos quatro métodos seguintes:
1) A vareta de metal de adição aquecida pode ser mergulhada no fluxo e este então ser
transferido para a junta durante a soldagem.
2) O fluxo pode ser aplicado à junta através de escova ou pincel antes da brasagem
3) A vareta de metal de adição pode ser pré-revestida com o fluxo.
4) O fluxo pode ser introduzido através da chama de gás oxi-combustível
O maior uso da soldabrasagem se dá no reparo de partes quebradas ou defeituosas de aço ou
ferro fundido. Uma vez que componentes grandes podem ser recuperados no local de serviço,
isto resulta em uma economia significante. A soldabrasagem une rapidamente chapas finas e
tubos de aço carbono onde a soldagem por fusão seria difícil.
Dutos de aço galvanizado são soldabrasados utilizando-se uma fonte de calor ao arco carbono.
A temperatura de brasagem é mantida abaixo da temperatura de vaporização do zinco. Isto
minimiza a perda do revestimento protetor de zinco das superfícies dos aços, mas expõe o
soldador a um nível significante de fumos de zinco, o que requer uma exaustão e ventilação
adequadas.
A espessura dos metais que podem ser soldabrasados vai de chapas finas a seções bastante
espessas de ferro fundido. Soldas de filete e de chanfro são utilizadas para fazer soldas em
juntas de topo, em ângulo, inclinadas e em T.
Abaixo são explicitados alguns exemplos de aplicações da soldabrasagem:
Serralheria e Construção Civil (Ferro fundido).
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 75
Na técnica para construção de esquadrias de vidraças, etc, a soldabrasagem é quase sempre
necessária por causa da pouca distorção que provoca, pelo aspecto liso dos cordões e pela
excelente união das superfícies. Pode-se fazer graças a ela, grades, balaustradas, lustres de
ferro forjado, nos quais as partes implicadas e trabalhadas, tais como flores, folhas, letras, são
feitas de ferro fundido cinzento ou ferro fundido maleável, depois encaixados pela
soldabrasagem sobre um suporte em ferro laminado e curvado, numa execução fácil, rápida e
econômica.
Alimentícia e Decoração (Peças de Aço Niqueladas).
A soldabrasagem de peças niqueladas efetua-se sem dificuldade. Deve-se levar em conta que
a camada protetora do aço desaparece nas proximidades do cordão e não podemos pensar
neste processo a não ser para os reparos.
Construção Mecanica Leve (Montagem de Peças Galvanizadas).
As folhas, tubos, união em aço ou ferro fundido maleável galvanizados mantém-se facilmente
pela soldabrasagem, sendo o ponto de fusão do metal de adição inferior ao ponto de ebulição
do zinco (905°C), o que permite soldar com metal de adição, tanto no aço sem revestimento
como também no aço com a camada de zinco. Às vezes a diferença de cor é significante, mas
o conjunto resiste à corrosão com a condição do ferro ser inteiramente recoberto. Realizamse
assim instalações de água ou de gás com tubos de aço galvanizado.
Constroem-se reservatórios, barcaças, grandes chaminés, com chapas, cantoneiras, placas
pré-galvanizadas, que são montadas pela soldabrasagem.
Obtém-se geralmente conjuntos melhores e mais baratos que pela galvanização do conjunto;
evitam-se empenamentos, rupturas, fendas ocasionadas pelas diferenças de dilatação entre as
partes finas que esquentam-se rapidamente no banho e aquelas mais grossas que esfriam
mais lentamente.
Montagem de Peças em Alumínio.
A soldabrasagem é também utilizada para confecção de alguns tipos de peças em alumínio,
tais como o tanque de combustível de um carro de corrida,
Montagem de Circuitos de Refrigeração.
Utiliza-se a soldabrasagem para unir conexões de tubos de cobre e/ou de aço galvanizado de
circuitos de refrigeração de refrigeradores, garantindo a estanqueidade da união.
Tipos de Soldas
Soldas de chanfro, filete, e de face são usadas para soldabrasar juntas feitas de chapas e
placas, tubos e dutos, barras, revestimentos, e forjamentos.
Para se obter uma boa resistência da junta, é necessária uma área de união adequada entre o

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 76
metal de adição de soldabrasagem e o metal de base. A geometria do chanfro deve fornecer
uma área da face adequada, de tal forma que a junta não falhe ao longo das interfaces.
Abaixo seguem exemplos de juntas para soldabrasagens de tubos, barras circulares e barras
quadradas:
Figuras 54, 55 e 56. Tipos de Juntas para Soldabrasagem.
Soldabrasagem dos Metais Ferrosos
Procedimentos
As peças a serem soldabrasadas são preparadas como para a soldagem oxiacetilênica. Os
ferros fundidos cinzentos não podem ser soldabrasados sobre a superfície de uma fenda; esta
se propaga para as regiões de menor resistência mecânica, isto é, para o plano das lamelas de

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 77
grafite. A grafite não pode ser soldabrasada, e ainda, ela elimina com o calor os gases que
absorveu. As faces desses ferros fundidos a serem soldabrasados devem ser usinadas, ou
melhor, limadas, de maneira que as lamelas de grafite fiquem quase todas cortadas
transversalmente sobre a superfície de aderência.
Durante este preparo, deve-se evitar esmerilhagens violentas, usinagens em ferramentas sem
fio que abalem ou desloquem o fundido acima do seu ponto de transformação que se situa
cerca de 770-780°C.
O operador deve abordar seu trabalho com a habilidade de um soldador de funilaria,
preocupado antes de tudo com a ―aderência‖ do metal de adição, ao passo que o soldador que
utiliza o processo oxiacetilênico, fica preocupado em levar as bordas a serem soldadas até
quase a fusão, superaquecendo-as acima das temperaturas de aderência.
A zona das temperaturas de aderência vai de 720 a 850°C para o aço doce e 650 a 820°C para
o ferro fundido.
Estes limites são aproximados e, particularmente para o ferro fundido cinzento, a temperatura é
igualmente limitada pelo ponto de transformação.
Ligas de Metal de Adição
Deve aderir e ―molhar‖ facilmente os ferrosos num intervalo de temperaturas convenientes, ter
um ponto de fusão bastante baixo para não provocar no metal base alterações estruturais
sensíveis e desfavoráveis, escorrer bem, possuir durante todo o resfriamento resistência e
ductilidade suficientes para evitar defeitos. Diversas ligas preenchem estas condições,
entretanto empregam-se quase sempre latões especiais cuja composição aproximada é
mostrada abaixo:
O níquel pode estar presente; o chumbo ao contrário é uma impureza nociva; ele opõe-se a
aderência do metal de adição nas peças a serem soldadas. Os metais de adição para
brasagem e soldabrasagem são portanto geralmente preparados com metais novos.
A liga acima funde ao redor de 890°C, temperatura próxima a de ebulição do zinco (905°C).
Deve-se evitar a evaporação deste metal durante a soldabrasagem, pois ela apresenta
diversos inconvenientes, tais como alteração da liga e sobretudo emissão de fumaças de óxido
de zinco bastante incômodas para o soldador e ligeiramente tóxicas. Na nova soldabrasagem,
são sobretudo o manganês e o silício que formam na superfície da liga fundida (em atmosfera
oxidante), compostos de estrutura e natureza química mal definidos, mas que se opõe à
evaporação do zinco. O manganês permite em particular, a obtenção de varetas de ótima
qualidade que oferecem toda segurança. Mas um excesso de silício tornará a aderência mais
difícil.
Qualquer soldabrasagem do tipo acima parece ter um ponto de transformação entre o solidus e
450°C. Um resfriamento brusco, na água, por exemplo, deve ser evitado; provoca um aumento
da dureza e diminuição do alongamento.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 78
Soldabrasagem de Metais Cuprosos
O cobre desoxidado, ou não, pode ser soldabrasado. O cobre não desoxidado, cuja soldagem
oxiacetilênica dá lugar a inconvenientes, pode ser soldabrasado mais facilmente. Com efeito, o
metal de base não entra em fusão e há menos riscos de porosidade causada pela produção de
vapor. O risco de inclusão de gás será evitado com a regulagem da chama oxidante. Esta
regulagem apresenta a vantagem de limitar a volatilização do zinco na vareta de adição.
Na soldabrasagem de ligas de cobre, o metal de base deve ter uma linha solidus superior à
linha liquidus do metal de adição, ou seja, maior que 920°C. Isto explica porque fora os cobres
que contenham pequenas adições, somente as ligas cobre-silício e cobre-níquel são soldáveis
desta maneira. Com as ligas cobreníquel, é necessário utilizar um metal de adição especial que
contenha níquel.
Na prática, pode-se soldabrasar a maioria dos latões e dos bronzes com um latão com 40% Zn,
mas ocorre geralmente a fusão do metal de base, o que leva a adoção de uma técnica
especial.
Com as ligas cobre-alumínio e algumas outras ligas de cobre, são necessários fluxos
especiais. Com as ligas cobre-alumínio adota-se uma chama com excesso de acetileno (chama
carburante). Os bronzes com estanhonecessitam, ao contrário, de uma chama oxidante.
Soldabrasagem do Alumínio E Suas Ligas
O alumínio puro funde a 658°C. Os metais de adição fundem de 550 a 620°C. Por não
existirem metais de adição com pontos de fusão baixos o suficiente, são numerosas as ligas de
alumínio que não são passíveis de brasagem ou soldabrasagem.
A pequena diferença dos pontos de fusão limita o processo e impõe restrições estritas as
técnicas de aquecimento.
Outro problema é a dificuldade de dissolver a camada de óxido (Al2O3) que se forma na
superfície das ligas leves. Ela só começa a ser eliminada em quantidade suficiente pelos fluxos
fundidos a partir de 500°C. É portanto imprescindível que ―o solidus‖ do metal de adição seja
superior a esta temperatura, pois a presença de um metal fundido diminuiria a eficácia do fluxo.
Os metais de adição empregados na soldabrasagem são os mesmos que aqueles usados na
brasagem, são ligas-alumínio-silício:
Com 5% Si, com intervalo de fusão 565/600°C
Com 7% Si, com intervalo de fusão 565/575°C
Com 12% Si, com intervalo de fusão 550/590°C
A liga com 7% Si, serve quase que unicamente para plaqueamento sobre uma ou duas faces
de chapas ou de tubos de alumínio ou suas ligas. Estas chapas plaqueadas simplificam
bastante o posicionamento do metal de adição.
Além desta forma particular, existem metais de adição na forma de fios redondos, varetas,

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - IX
Data: Mar/2013
Ver: 1
Disciplina: Manutenção Mecânica
Semestre: 3°
Prof. L.C.Simei Página 79
chapas circulares ou folhas para serem cortadas.
Os fluxos são constituídos essencialmente de fluoretos (de sódio ou potássio) misturados ou
não com cloretos ou brometos para abaixarem o ponto de fusão. Podem-se apresentar na
forma de pasta ou pó.
O tipo de chama a ser utilizado para soldabrasar alumínio deve ser suave e levemente
comburente.