DAYANE TAYLOR DE FREITAS Estudo da sustentabilidade...
69
DAYANE TAYLOR DE FREITAS Estudo da sustentabilidade aplicada ao mercado brasileiro de embalagens: novos materiais e tecnologias Declaro que esta monografia foi revisada e encontra-se apta para avaliação e apresentação perante a banca avaliadora. DATA: __/__/2014 __________________________________ ASSINATURA DO ORIENTADOR LORENA – SP 2014
Transcript of DAYANE TAYLOR DE FREITAS Estudo da sustentabilidade...
DAYANE TAYLOR DE FREITAS
Estudo da sustentabilidade aplicada ao mercado brasileiro de
embalagens: novos materiais e tecnologias
Declaro que esta monografia foi revisada e encontra-se apta
para avaliação e apresentação perante a banca avaliadora.
DATA: __/__/2014
__________________________________
ASSINATURA DO ORIENTADOR
LORENA – SP 2014
DAYANE TAYLOR DE FREITAS
Estudo da sustentabilidade aplicada ao mercado brasileiro de
embalagens: novos materiais e tecnologias
Trabalho de conclusão de curso apresentado à
Escola de Engenharia de Lorena da Universidade de
São Paulo para obtenção da Graduação em
Engenharia Química.
Área de concentração: Engenharia Ambiental e
Tecnologia Química
Orientadora: Profa. Dra. Jayne Carlos de Souza
Barboza
Versão Original
LORENA - SP 2014
iii
iii
DEDICATÓRIA
Dedico este trabalho à minha saudosa avó Paula por todo amor, carinho e apoio
que sempre dedicou a mim.
iv
iv
AGRADECIMENTOS
A Deus por estar sempre presente em minha vida guiando meus passos.
Aos meus pais, Maria de Lourdes e Caetano, e a meu irmão Caio por todo apoio,
amor e carinho ao longo de todo o período de minha graduação.
Ao meu noivo Fabio por todo apoio e paciência durante a confecção deste
trabalho.
A professora doutora Jayne Carlos de Souza Barboza por todos os ensinamentos
e por toda atenção a mim dedicados, fundamentais para a conclusão deste
trabalho.
Aos professores doutores Marco Antonio Carvalho Pereira e Diovana Aparecida
dos Santos Napoleão pela atenção em avaliar este trabalho.

v
v
“O sucesso nasce do querer, da determinação
e persistência em se chegar a um objetivo.
Mesmo não atingindo o alvo, quem busca e
vence obstáculos, no mínimo fará coisas
admiráveis.”
José de Alencar
vi
vi
RESUMO
FREITAS, D. T. Estudo da sustentabilidade aplicada ao mercado brasileiro
de embalagens: novos materiais e tecnologias. Projeto de Monografia
(Trabalho de Graduação em Engenharia Química) – Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena 2014.
As embalagens estão presentes em todos os produtos de consumo em diferentes
formatos e com funções variadas, o que gera, diariamente, grande quantidade de
material de descarte. O descarte excessivo tem se tornado uma grande
preocupação para o mundo todo devido a seu profundo impacto destrutivo no
meio ambiente. Em contrapartida, a indústria, visando também melhorar a
imagem de seus produtos, passou a buscar embalagens que causem menor
impacto ambiental, isto é, que sejam ecologicamente corretas. Este trabalho visa
apresentar conceitos relacionados à sustentabilidade em embalagens; estudar
quais materiais, inovações e tecnologias as indústrias, em geral, têm
implementado nas embalagens de seus produtos a fim de torná-las sustentáveis;
entender quais as motivações envolvidas neste processo; e por fim, elucidar quais
os benefícios decorrentes desta iniciativa. Utilizando a metodologia de pesquisa
bibliográfica, verificou-se que a maior parte das iniciativas adotadas e das
pesquisas na área científica relacionadas a sustentabilidade em embalagens
consiste na diminuição da quantidade do plástico convencional nas embalagens
ou na substituição deste por plásticos biodegradáveis.
Palavras-chave: Embalagens, sustentabilidade, novos materiais, meio ambiente.
vii
vii
ABSTRACT
FREITAS, D. T. Study of sustainability applied to the Brazilian packaging
market: new materials and technologies. Projeto de Monografia (Trabalho de
Graduação em Engenharia Química) – Escola de Engenharia de Lorena,
Universidade de São Paulo, Lorena 2014.
Packages are present in all consumer products in different shapes and with
different functions, which daily generate a lot of waste material. The excessive
waste matter has become a profound concern for the whole world due to its
destructive impact on the environment. Therefore, the industry, also as a tool to
improve the image of its products, has been searching for packaging that causes
less environmental impact, i.e. that are environment-friendly. This work aims to
establish a conceptual framework related to sustainability in packaging; to study
materials, innovations and technologies that companies have implemented into the
packaging of their products in order to make it sustainable; to understand the
motivation involved in such a process; and lastly, to elucidate the benefits resulting
from this iniciative. Using the bibliographic research methodology, was possible to
notice that the most iniciatives and researches in the scientific area related to
sustainability in packaging consists in the reduction of conventional plastics in
packages or its substitution for biodegradable plastics.
Keywords: Packaging, sustainability, new materials, environment.

viii
viii
LISTA DE FIGURAS
FIG. 1 – O INÍCIO DOS SUPERMERCADOS NO BRASIL ----------------------------- 17
FIG. 2 – TIPOS DE EMBALAGENS: (A) BLÍSTER; (B) MULTICAMADAS; (C)
LAMINADAS; (D) MISTAS ; (E) PLÁSTICAS FLEXÍVEIS; (F) AÇO; (G)
CARTUCHO ----------------------------------------------------------------------------------- 21
FIG. 3 - AVALIAÇÃO DO CICLO DE VIDA DE UMA EMBALAGEM ----------------- 24
FIG. 4 – FASES DE UMA AVALIAÇÃO DO CICLO DE VIDA -------------------------- 25
FIG. 5 – ECODESIGN ---------------------------------------------------------------------------- 26
FIG. 6 – FATORES DO ECODESIGN -------------------------------------------------------- 28
FIG. 7 – FLUXO DA LOGÍSTICA REVERSA ----------------------------------------------- 29
FIG. 8- SIMBOLOGIA DE DESCARTE E RECICLAGEM ------------------------------- 33
FIG. 9- SELO QUALIDADE AMBIENTAL ---------------------------------------------------- 34
FIG. 10- SELO DA FOREST STEWARDSHIP COUNCIL ------------------------------- 34
FIG. 11- ESQUEMA GERAL DO PROCESSO DE COMPOSTAGEM --------------- 36
FIG. 12 - EXEMPLOS DE COMPOSTOS ORGÂNICOS COMPOSTÁVEIS ------- 37
FIG. 13 – ESTRUTURA DA CELULOSE ---------------------------------------------------- 43
FIG. 14 – ESTRUTURA QUÍMICA DE ÁCIDOS ALGÍNICOS: (A) ÁCIDO
MANURÔNICO, (B) ÁCIDO GULURÔNICO ------------------------------------------ 43
FIG. 15 – CONFORMAÇÃO Β DAS CADEIAS POLIPEPTÍDICAS ------------------- 44
FIG. 16 – ESTRUTURA QUÍMICA DOS POLI(HIDROXIALCANOATOS (PHAS):
(A) POLI(HIDROXIBUTIRATO); (B) POLI(HIDROXIVALERATO) E (C)
POLI(HIDROXI-CO-VALERATO). ------------------------------------------------------- 45
FIG. 17 – ESTRUTURA QUÍMICA DE: (A) POLI(Ɛ-CAPROLACTONA) (PCL); (B)
POLI(ÁCIDO LÁTICO) (PLA); (C) POLI(ÁCIDO GLICÓLICO (PGA) E (D)
POLI(ÁCIDO GLICÓLICO LÁTICO) (PGLA) ------------------------------------------ 46
FIG. 18 - PRINCIPAIS MATERIAIS UTILIZADOS NA PRODUÇÃO DE
EMBALAGENS-------------------------------------------------------------------------------- 47
FIG. 20 - PROJETO DA EMBALAGEM DE IOGURTE ----------------------------------- 60
ix
ix
LISTA DE SIGLAS
ABNT Associação Brasileira de Normas Técnicas
ABRE Associação Brasileira de Embalagem
ACV Avaliação do Ciclo de Vida
CEMPRE Compromisso Empresarial para Reciclagem
CENPES Centro de Pesquisas e Desenvolvimento da PETROBRAS
CERAT Centro de Raízes e Amidos Tropicais
CGEE Centro de Gestão e Estudos Estratégicos
DCI Diário Comércio, Indústria e Serviços
EPR Extend Product Responsability
FAPESP Fundação de Amparo a Pesquisa do Estado de São Paulo
FDA Food and Drug Administration
FGV Fundação Getúlio Vargas
FIESP Federação das Indústrias do Estado de São Paulo
FSC Forest Stewardship Council
HCl Ácido Clorídrico
HPMC Hidroxipropil Metilcelulose
IBGE Instituto Brasileiro de Geografia e Estatística
IBRE Instituto Brasileiro de Economia
ISO International Organization for Standartization
MEG Monoetilenoglicol
MEV Microscópio Eletrônico de Varredura
x
x
NBR Norma Brasileira
NPQS Nanopartículas de Quitosana
PCL Poli(ɛ-caprolactona)
PEAD Polietileno de Alta Densidade
PEBD Polietileno de Baixa Densidade
PEBDL Polietileno de Baixa Densidade Linear
PERS Política Estadual de Resíduos Sólidos
PET Poli (Tereftalato de etileno)
PEUAPM Polietileno de Ultra-alto Peso Molecular
PHAs Poli(hidroxialcanoatos)
PHB Poli(β-hidroxibutirato)
PHV Poli(β-hidroxivalerato)
PHB-V Poli(hidroxibutirato-co-valerato)
PGA Poli(ácido glicólico)
PGLA Poli(ácido glicólico-ácido lático)
PIB Produto Interno Bruto
PLA Poli(ácido lático)
PNRS Política Nacional de Resíduos Sólidos
PP Polipropileno
PS Poliestireno
PTA Ácido Politereftálico
PVC Policloreto de Vinila
UNESP Universidade Estadual Paulista
xi
xi
SUMÁRIO
1 INTRODUÇÃO -------------------------------------------------------------------------------- 13
2 OBJETIVO ------------------------------------------------------------------------------------- 15
2.1 OBJETIVO GERAL ----------------------------------------------------------------------- 15
2.2 OBJETIVOS ESPECÍFICOS ----------------------------------------------------------- 15
3 REVISÃO BIBLIOGRÁFICA -------------------------------------------------------------- 16
3.1 BREVE HISTÓRICO --------------------------------------------------------------------- 16
3.2 CLASSIFICAÇÃO DAS EMBALAGENS -------------------------------------------- 18
3.3 TIPOS DE EMBALAGENS ------------------------------------------------------------- 21
3.4 AVALIAÇÃO DO CICLO DE VIDA (ACV) ------------------------------------------- 23
3.5 ECODESIGN ------------------------------------------------------------------------------- 26
3.6 LOGÍSTICA REVERSA ------------------------------------------------------------------ 28
3.7 POLÍTICA NACIONAL DE RESÍDUOS SÓLIDOS (PNRS) -------------------- 30
3.8 ROTULAGEM AMBIENTAL ------------------------------------------------------------ 31
3.9 COMPOSTAGEM ------------------------------------------------------------------------- 35
3.9.1 DESCRIÇÃO GERAL DO PROCESSO --------------------------------------- 36
3.9.2 MATÉRIA ORGÂNICA PARA COMPOSTAGEM --------------------------- 37
3.10 OS RESÍDUOS PLÁSTICOS ------------------------------------------------------- 38
3.11 QUÍMICA VERDE ---------------------------------------------------------------------- 40
3.12 POLÍMEROS BIODEGRADÁVEIS ------------------------------------------------ 42
3.12.1 POLÍMEROS BIODEGRADÁVEIS NATURAIS -------------------------- 42
3.12.2 POLÍMEROS BIODEGRADÁVEIS SINTÉTICOS ----------------------- 46
3.13 RECICLAGEM -------------------------------------------------------------------------- 47
3.13.1 PAPEL------------------------------------------------------------------------------- 47
3.13.2 METAL ------------------------------------------------------------------------------ 48
3.13.3 PLÁSTICO ------------------------------------------------------------------------- 49

xii
xii
3.13.4 VIDRO ------------------------------------------------------------------------------- 50
4 METODOLOGIA ----------------------------------------------------------------------------- 51
5 RESULTADOS E DISCUSSÕES -------------------------------------------------------- 52
5.1 INICIATIVAS IMPLEMENTADAS - TECNOLOGIAS EM USO---------------- 52
5.1.1 PLÁSTICO VERDE ----------------------------------------------------------------- 52
5.1.2 PLANTBOTTLE TM, BOTTLE-TO-BOTTLE E ECO CRYSTALTM ------ 54
5.1.3 ECOBRAS™ -------------------------------------------------------------------------- 55
5.1.4 REFIS DE PET 100% RECICLADO e NATURA SOU® ------------------- 56
5.1.5 EMBALAGEM A PARTIR DE FÉCULA DE MANDIOCA ----------------- 57
5.2 PESQUISAS REALIZADAS NA ÁREA CIENTÍFICA ---------------------------- 58
5.2.1 POLPA DE MAMÃO E QUITOSANA PARA A FABRICAÇÃO DE
EMBALAGENS-------------------------------------------------------------------------------- 58
5.2.2 EMBALAGEM COM FILME INTERNO BIODEGRADÁVEL ------------- 59
5.2.3 SISTEMAS INTELIGENTES DE EMBALAGENS UTILIZANDO FILMES
BIODEGRADÁVEIS ------------------------------------------------------------------------- 60
5.3 DISCUSSÕES ----------------------------------------------------------------------------- 61
6 CONCLUSÃO --------------------------------------------------------------------------------- 62
REFERÊNCIAS BIBLIOGRÁFICAS ---------------------------------------------------------- 63
13
13
1 INTRODUÇÃO
A embalagem é um recipiente ou envoltura que armazena produtos
temporariamente, individualmente ou agrupando unidades, com a principal função
de protegê-los e estender seu prazo de validade (shelf life), viabilizando sua
distribuição, identificação e consumo (PELLEGRINO, 2014).
Mundialmente a embalagem movimenta mais de US$ 500 bilhões,
representando dentre 1% e 2,5% do PIB de cada país (PELEGRINO, 2014). De
acordo com estudo macroeconômico, da indústria brasileira de embalagem,
realizado anualmente pelo IBRE (Instituto Brasileiro de Economia) /FGV
(Fundação Getúlio Vargas) para a ABRE (Associação Brasileira de Embalagem),
a indústria de embalagens cresceu 1,41% em sua produção física no ano de
2013. Ainda de acordo com este estudo, verificou-se que o valor bruto da
produção física de embalagens atingiu R$52,4 bilhões, um aumento de quase
11% em relação aos R$ 47,3 bilhões de 2012.
A embalagem se molda à sociedade, refletindo seus hábitos, valores e
grau de desenvolvimento. Ao mesmo tempo ela atua de maneira inversa e ajuda a
impulsionar as mudanças de consumo necessárias para a sustentabilidade. Hoje,
além de promover a destinação correta para reciclagem e reutilização, as
embalagens possibilitam um consumo mais consciente.
O crescente interesse em melhorar a qualidade do meio ambiente, aliado
ao acúmulo de lixo não biodegradável, tem incentivado pesquisas em todo o
mundo no sentido de incrementar e desenvolver embalagens sustentáveis
provindas de fontes renováveis.
A embalagem sustentável contempla proporção ideal de embalagem
versus produto, otimizando o seu peso específico e proporcionando as condições
ideais para o acondicionamento do produto. A sustentabilidade deve ser
alcançada por meio da busca pela eficiência em todos os processos ao longo do
ciclo de vida da embalagem e do produto, incluindo seu consumo e descarte.
Busca-se a sustentabilidade por meio do processo de melhoria contínua fazendo
uso das novas tecnologias e da evolução do cenário social, econômico e
mercadológico, buscando-se maximizar a distribuição do produto, a segurança do
consumidor, o sucesso de seu uso e minimizar a geração de resíduo e

14
14
desperdício, prevendo a destinação final adequada, oferecendo o
reaproveitamento de seu material e não tendo efeitos indesejáveis no meio
ambiente (PELLEGRINO, 2014).
As indústrias dos mais diversos segmentos têm utilizado embalagens
sustentáveis com o objetivo de aliar o apelo ambiental atual às vendas de seus
produtos, afinal as embalagens são um elemento decisivo para o sucesso
comercial dos produtos, o material do qual é composto, o design, e a impressão
são fatores que influenciam na decisão do consumidor na escolha entre um
produto e outro. Uma embalagem de qualidade infere em um produto de
qualidade (PELLEGRINO, 2014).
Essencialmente, a embalagem sustentável:
É benéfica, segura e saudável para indivíduos e comunidades ao longo de
seu ciclo de vida;
Atende aos critérios de mercado com relação a performance e custo;
É produzida, transportada e reciclada por meio de energia sustentável;
Utiliza matérias primas renováveis ou recicladas;
É fabricada com tecnologias de produção limpas e por meio das melhores
práticas;
Provém de materiais saudáveis ao longo do ciclo de vida;
É fisicamente projetada para otimizar a utilização de materiais e energias
sustentáveis;
É efetivamente recuperada e utilizada em ciclos biológicos e / ou industriais
fechados.
Os materiais convencionais e a maneira como têm sido utilizados na
produção de embalagens têm se mostrado ineficientes no que se refere à
preservação do meio ambiente. Surge então a necessidade de novos materiais e
novas ideias a serem aplicadas ao desenvolvimento de embalagens.

15
15
2 OBJETIVO
2.1 OBJETIVO GERAL
O objetivo do presente trabalho é estudar a sustentabilidade aplicada no
mercado de embalagens.
2.2 OBJETIVOS ESPECÍFICOS
Este trabalho tem como objetivos específicos:
Apresentar conceitos sobre a sustentabilidade de embalagens;
Estudar os novos materiais e tecnologias aplicados nas embalagens de
produtos industriais para torná-las sustentáveis;
Entender quais as motivações envolvidas e benefícios gerados pela
adoção de embalagens sustentáveis.
16
16
3 REVISÃO BIBLIOGRÁFICA
3.1 BREVE HISTÓRICO
Desde o início da civilização o homem necessita armazenar, acondicionar
e transportar bens de consumo, tornando-se estas as principais funções das
embalagens. Fazendo um levantamento histórico, percebe-se que as embalagens
foram se diferenciando, tanto no que diz respeito a processos de confecção,
projeto e materiais empregados como à agregação de funções, como
comunicação visual.
O grande responsável pelo desenvolvimento da embalagem, foi o
comércio com suas viagens e caravanas que não só geraram novos itens de troca
como a necessidade de melhor proteção para que os produtos resistissem ao
transporte em distâncias mais longas.
O panorama histórico das embalagens pode ser dividido em três fases
(MOURA; BANZATO, 1997):
a) A primeira fase se encontra no período que compreende desde o surgimento
do homem, até aproximadamente 4000 a.C.. Nesta fase as embalagens não eram
confeccionadas, eram usados objetos fornecidos pela natureza;
b) A segunda fase caracterizou-se pelo surgimento das embalagens propriamente
ditas usadas no intercâmbio de mercadorias. Essa fase compreende o período de
4000 a.C. até aproximadamente 1760 d.C.;
c) A terceira fase parte do ano 1760 d.C. até os dias atuais conferindo as
embalagens funções de proteção, ilustração e vendas.
A terceira fase possui uma subdivisão em outras três fases:
a) Fase Protetiva (1760-1890): compreendendo uma fase onde a embalagem era
usada para proteger os produtos no transporte e manuseio;
17
17
b) Fase Ilustrativa (1890-1930): Inclui-se nessa fase elementos que identificam o
fabricante, além de instruções de uso dos produtos;
c) Fase de Venda (1930-hoje): nessa fase as embalagens passam a vender os
produtos, representam o produto, sendo a porta de entrada desses.
Com o surgimento dos supermercados (Fig. 1) no período do pós-guerra,
e a disseminação do autosserviço, sistema de vendas em que o consumidor
escolhe o produto sem intermediação de um vendedor, as embalagens tiveram
suas funções de comunicação ampliadas, tornando-se, de um lado, uma efetiva
fonte de informação para o comprador e, de outro, um importante meio de
divulgação para os fabricantes (CAVALCANTI; CHAGAS, 2006).
Fig. 1 – O início dos supermercados no Brasil
(fonte: CAVALCANTI; CHAGAS, 2006)
O desenvolvimento do mercado de embalagens no Brasil permanece em
constante evolução. A entrada dos computadores no processo de criação, os
avanços permanentes nas áreas de tecnologia e materiais e a transformação da
sociedade, com as mudanças de comportamento e hábitos de consumo, como o
crescimento de metrópoles, o aumento das mulheres no mercado de trabalho e a
nova configuração das famílias são alguns dos fatores que influenciaram e

18
18
seguem impulsionando o desenvolvimento de embalagens. Além disso, as
preocupações com o descarte e o fim do ciclo de vida passaram a ser um critério
cada vez mais presente. A reciclagem e a consciência ambiental tornaram-se
estratégias para as indústrias e também fatores propulsores de novos
desenvolvimentos nesse setor.
3.2 CLASSIFICAÇÃO DAS EMBALAGENS
De acordo com estudo realizado anualmente pelo IBRE (Instituto
Brasileiro de Economia) / FGV (Fundação Getúlio Vargas) para a ABRE
(Associação Brasileira de Embalagem), a indústria de embalagens cresceu 1,41%
em sua produção física no ano de 2013.
São várias as classificações estabelecidas para as embalagens por
diferentes autores. No Brasil, um dos primeiros sistematizadores destas
classificações foi Bergmiller (1976) que organizou a embalagem em dois grandes
grupos:
(i) Embalagens de consumo: são aquelas que entram em contato
com o consumidor. Foram subdivididas em embalagens de uso (utilizadas
pelos consumidores) e expositoras (para exposição no ponto de venda), e
de acordo com a quantidade (unitária e de conjunto);
(ii) Embalagens de transporte: foram subdivididas pelas funções de
movimentação e proteção.
Pereira (2003) traz basicamente a estrutura de classificação apresentada
por Bergmiller (1976), porém acrescenta as especificidades distintas de acordo
com o mercado de destino, como embalagens para exportação, sejam de
transporte ou de consumo.
A embalagem de consumo mantém contato direto com o consumidor
desempenhando papel persuasivo. A embalagem de transporte tem a função de
19
19
proteger o conjunto de embalagens de consumo, embalar produtos
individualmente ou a granel (PEREIRA, 2003).
Outra classificação semelhante é apresentada por Carvalho (2008), que
organiza as embalagens em apenas um nível, quanto às suas funções. Uma
embalagem pode ser:
(i) primária – a que contém o produto;
(ii) coletiva – a que contém várias embalagens primárias, como uma
caixa que contém várias latas, por exemplo;
(iii) transporte – contém várias embalagens coletivas, apropriada para o
despacho e transporte até o distribuidor ou revendedor; e
(iv) embalagem unificada – a que serve para movimentar e transportar
diversas embalagens de transporte (CARVALHO, 2008).
Gurgel (2007) também classifica as embalagens conforme sua finalidade,
organizadas em cinco grupos:
(i) embalagem de contenção – aquela que entra em contato direto
com o produto, exigindo compatibilidade entre os componentes do
produto e os materiais da embalagem;
(ii) embalagem de apresentação – envolve a embalagem de
contenção, sendo que o produto se apresenta no ponto de venda;
(iii) embalagem de comercialização – contém um múltiplo da
embalagem de apresentação, sendo a unidade para a extração do
pedido;
(iv) embalagem de movimentação - múltiplo da embalagem de
comercialização para ser movimentada por equipamentos mecânicos; e
(v) embalagem de transporte – utilizada para agregar embalagens de
comercialização de produtos diferentes, para compor e entregar um
pedido ao cliente.
Outras taxonomias foram organizadas constituindo diversos níveis, pois
as embalagens nem sempre podem ser classificadas como apenas de transporte
ou de apresentação. Moura e Benzato (1997) propõem a classificação segundo:
(i) Funções:
Embalagem primária: a que contém o produto;
20
20
Embalagem secundária: é o acondicionamento que protege a embalagem
primária;
Embalagem terciária: acondiciona embalagens primárias e secundárias;
Embalagem quaternária: recipiente para facilitar a movimentação e a
armazenagem;
Embalagem de quinto nível: a unidade conteinerizada ou embalagens
especiais para envio à longa distância.
(ii) Finalidade:
Embalagem de consumo: é a embalagem que leva o produto ao
consumidor, podendo ser a primária e a secundária;
Embalagem expositora: além de transportar o produto, acondicionado em
embalagens de consumo, pode expor o mesmo no ponto de venda;
Embalagem de distribuição física: destinada a proteger o produto,
suportando as condições físicas na carga, transporte, descarga e entrega;
Embalagem de transporte e importação: o acondicionamento que protege
o produto durante o transporte, podendo ou não estar em contato direto
com o produto;
Embalagem industrial ou de movimentação: a que protege o produto
durante a estocagem e a movimentação dentro da indústria, entre as
fábricas ou entre fornecedores e clientes;
Embalagem de armazenagem: tem a função de proteger o produto de
agentes externos físicos e de parasitas.
(iii) Movimentação:
Manual: é a embalagem cujo peso não deve ultrapassar 30 kg, não sendo
adequada para operações com empilhadeiras ou outros equipamentos;
Mecânica: são utilizadas como unidades de carga agrupadas para que
possam ser movimentadas por empilhadeiras ou outro veículo industrial.
(iv) Utilidade:
Embalagem retornável: pode ser reutilizada normalmente retornando a
indústria de origem. Em geral requer investimento, implica em custo para o
21
21
transporte de retorno, necessita de manutenção e é obrigatório identificar a
empresa com nome e numeração sequencial na embalagem;
Embalagem não retornável: utilizada em um único ciclo de distribuição,
podendo, ou não, ser reaproveitada pelo destinatário.
3.3 TIPOS DE EMBALAGENS
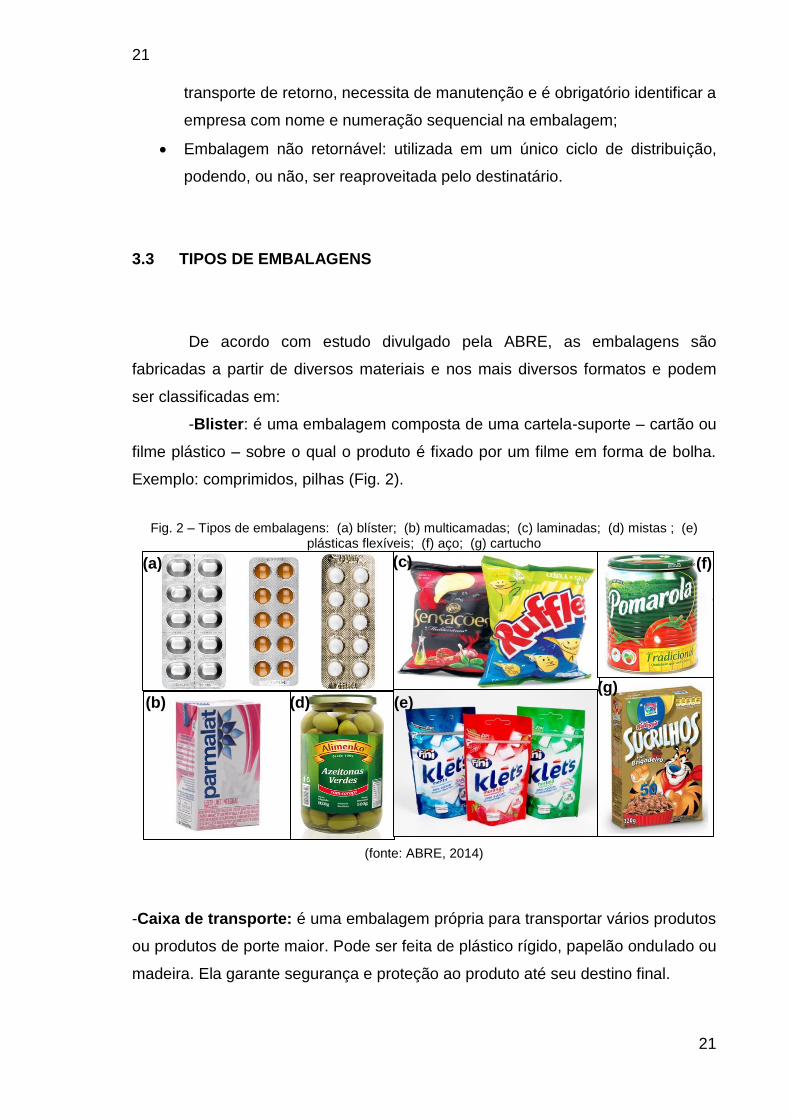
De acordo com estudo divulgado pela ABRE, as embalagens são
fabricadas a partir de diversos materiais e nos mais diversos formatos e podem
ser classificadas em:
-Blister: é uma embalagem composta de uma cartela-suporte – cartão ou
filme plástico – sobre o qual o produto é fixado por um filme em forma de bolha.
Exemplo: comprimidos, pilhas (Fig. 2).
Fig. 2 – Tipos de embalagens: (a) blíster; (b) multicamadas; (c) laminadas; (d) mistas ; (e) plásticas flexíveis; (f) aço; (g) cartucho
(fonte: ABRE, 2014)
-Caixa de transporte: é uma embalagem própria para transportar vários produtos
ou produtos de porte maior. Pode ser feita de plástico rígido, papelão ondulado ou
madeira. Ela garante segurança e proteção ao produto até seu destino final.
(a) (c)
(d) (e)
(f)
(g) (b)
22
22
-Cartucho: é uma embalagem estruturada em papel cartão. Exemplo: caixas de
cereais matinais e caixas de sabão em pó.
-Contêiner: é uma grande caixa, de dimensões e outras características
padronizadas, para acondicionar e transportar produtos, facilitando seu
embarque, desembarque e transbordo em diferentes meios de transporte. Pode
ser de metal ou madeira e também é conhecido como cofre de carga quando é
dotado de dispositivos de segurança previstos por legislações nacionais e
convenções internacionais.
-Embalagem cartonada: é composta por várias camadas de materiais que criam
barreiras à luz, gases, água e microrganismos, conservando as propriedades dos
alimentos. A embalagem cartonada asséptica é composta por 75% de papel
cartão, 20% de filmes de polietileno de baixa densidade e 5% de alumínio.
-Embalagens mistas: combinam dois ou mais materiais e materiais reciclados.
Exemplo: plástico com metal; metal com madeira; plástico com vidro; vidro com
metal; madeira com papel. A vantagem é a união das propriedades dos materiais
para proteger e transportar os produtos, e atrair os consumidores.
-Embalagens multicamadas: combinam diferentes materiais. Exemplo:
alumínio+papel; papel+papelão.
-Embalagens laminadas: são embalagens formadas pela sobreposição de
materiais como filme plástico metalizado + adesivo + filme plástico. Exemplo:
embalagens de snacks, biscoitos, café.
-Embalagens plásticas flexíveis: são aquelas cujo formato depende da forma
física do produto acondicionado e cuja espessura é inferior a 250 microns. Nessa
classificação, enquadram-se sacos ou sacarias, pouches, envoltórios fechados
por torção e/ou grampos, tripas, pouches que ficam em pé (stand-up-pouches),
bandejas flexíveis que se conformam ao produto, filmes encolhíveis (shrink) para
envoltórios, filmes esticáveis (stretch) para envoltório ou para amarração de carga
na paletização, sacos de ráfia, etc.. Os materiais flexíveis incluem, ainda, selos de
fechamento, rótulos e etiquetas plásticas.

23
23
Elas se destacam pela relação otimizada entre a massa da embalagem e
a quantidade de produto acondicionado, além da flexibilidade no
dimensionamento de suas propriedades. É possível combinar diferentes
polímeros para obter as propriedades necessárias e que atendam a requisitos
econômicos, ambientais e de conservação e comercialização de produtos.
-Latas de alumínio: são predominantemente utilizadas para embalar bebidas
como cervejas, sucos, chás e refrigerantes.
-Latas de aço: fabricadas através de folhas de aço (folha de flandres), são
largamente utilizadas em embalagens de alimentos, bebidas, tintas e produtos
químicos. Atendem às necessidades específicas de resistência, conformação,
revestimento e acabamento.
O uso de uma película elástica protetora proporciona ainda maior
proteção aos alimentos ou quaisquer outros produtos enlatados. Essa película
elástica é altamente resistente às deformações. Por exemplo, na fixação da
tampa, o produto sofre uma “deformação” de 180 graus, sem que isso
comprometa a qualidade do conteúdo. As características flexíveis são as
responsáveis por possibilitar a produção de latas com formatos diferentes, como a
do leite condensado, e garantir que mesmo com a superfície “deformada”, o
alimento ou produto em lata de aço não seja contaminado.
3.4 AVALIAÇÃO DO CICLO DE VIDA (ACV)
A Avaliação do Ciclo de Vida (ACV) (Fig. 3) é uma ferramenta que permite
avaliar o impacto ambiental potencial associado a um produto ou atividade
durante todo seu ciclo de vida, desde a extração das matérias primas, produção,
distribuição, uso até a etapa de disposição final.
A ACV também permite identificar quais estágios do ciclo de vida têm
contribuição mais significativa para o impacto ambiental do processo ou produto
estudado. Empregando a ACV é possível avaliar a implementação de melhorias
ou alternativas para produtos, processos ou serviços.

24
24
Fig. 3 - Avaliação do Ciclo de Vida de uma embalagem
(fonte: Ciclo Vivo, 2010)
Num estudo de ACV de um produto ou serviço, todas as extrações de
recursos e emissões para o ambiente são determinadas, quando possível, numa
forma quantitativa ao longo de todo o ciclo de vida, desde que "nasce" até que
"morre" - “from cradle to grave”, com base nestes dados são avaliados os
potenciais impactos nos recursos naturais, no ambiente e na saúde humana.
A avaliação do ciclo de vida deve incluir a definição de objetivo e escopo,
análise de inventário, avaliação de impactos e interpretação de resultados,
conforme ilustrado na Fig. 4.
25
25
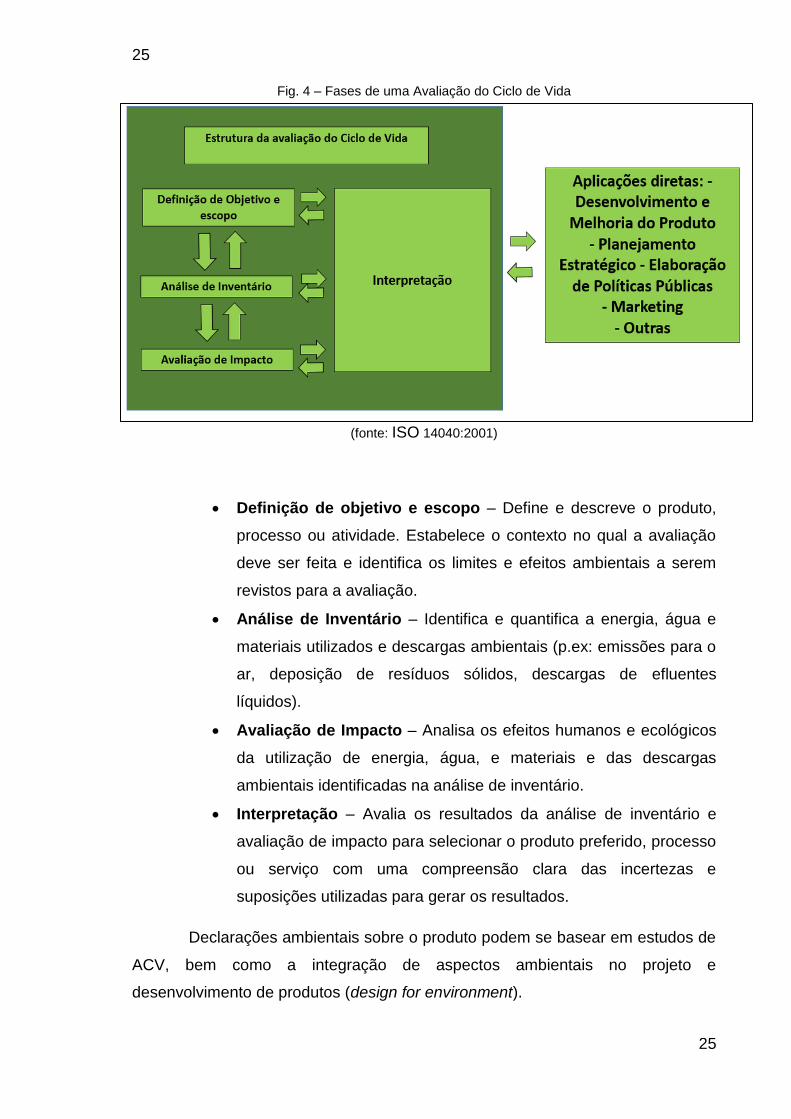
Fig. 4 – Fases de uma Avaliação do Ciclo de Vida
(fonte: ISO 14040:2001)
Definição de objetivo e escopo – Define e descreve o produto,
processo ou atividade. Estabelece o contexto no qual a avaliação
deve ser feita e identifica os limites e efeitos ambientais a serem
revistos para a avaliação.
Análise de Inventário – Identifica e quantifica a energia, água e
materiais utilizados e descargas ambientais (p.ex: emissões para o
ar, deposição de resíduos sólidos, descargas de efluentes
líquidos).
Avaliação de Impacto – Analisa os efeitos humanos e ecológicos
da utilização de energia, água, e materiais e das descargas
ambientais identificadas na análise de inventário.
Interpretação – Avalia os resultados da análise de inventário e
avaliação de impacto para selecionar o produto preferido, processo
ou serviço com uma compreensão clara das incertezas e
suposições utilizadas para gerar os resultados.
Declarações ambientais sobre o produto podem se basear em estudos de
ACV, bem como a integração de aspectos ambientais no projeto e
desenvolvimento de produtos (design for environment).
26
26
A ACV pode ser aplicada com diversas finalidades:
Desenvolvimento e melhoria de produtos;
Planejamento estratégico;
Elaboração de políticas públicas;
Suporte ao marketing;
Melhoria da imagem do produto / empresa, etc.
3.5 ECODESIGN
O Design for Environment, Green Design, Ecological Design ou
Ecodesign significa o alinhamento entre Projetar e o Meio ambiente, compondo
um modelo “projetual” ou de design, orientado por critérios ecológicos (Fig. 5).
Deve ser economicamente viável, isto é, um produto competitivo no mercado e
ecologicamente correto, ou seja, um produto que minimize o impacto ao meio
ambiente e que possa ser mensurada sua qualidade ambiental (PAZMINO, 2007).
Fig. 5 – Ecodesign
(fonte: Adaptada de WHITE et al. 2004)
ECO
DESIGN
Ecologicamente benéfico
Economicamente viável
27
27
Os fatores de meio ambiente e econômico devem ser tratados como
objetivos de projeto como mostra a Fig. 6.
Algumas Diretrizes de Ecodesign (PAZMINO, 2007):
Reduzir a utilização de recursos naturais e de energia;
Usar Materiais não exauríveis (esgotáveis);
Usar Materiais não prejudiciais (danosos, perigosos);
Usar Materiais reciclados;
Usar Materiais recicláveis;
Usar materiais renováveis;
Usar um só material (monomaterial);
Codificar os materiais para facilitar a sua identificação;
Escolha de técnicas de produção alternativas;
Menos processos produtivos;
Pouca geração de resíduos;
Redução da variabilidade dos produtos;
Reduzir o consumo de energia;
Utilizar tecnologias apropriadas e limpas;
Redução de peso;
Redução de volume;
Assegurar a estrutura modular do produto;
Aumentar a confiabilidade e durabilidade;
Design clássico;
Eliminar embalagens ou projetar embalagens recicláveis ou
reutilizáveis;
Tornar a Manutenção e reparos mais fáceis;
Converter os componentes em reposições ou refil;
Desmaterializar os produtos.

28
28
Fig. 6 – Fatores do Ecodesign
(fonte: Adaptada de PAZMINO, 2007)
Ecodesign é uma técnica de projeto de produto em que objetivos
tradicionais, tais como desempenho, custo da manufatura e confiabilidade,
surgem conjuntamente com objetivos ambientais, tais como redução de riscos
ambientais, redução do uso de recursos naturais, aumento da eficiência
energética e da reciclagem (VENZKE, 2002).
3.6 LOGÍSTICA REVERSA
Logística reversa é o processo de planejamento, implementação e
controle do fluxo de matéria primas, estoque em processo e produtos acabados (e
seu fluxo de informação) do ponto de consumo até o ponto de origem, com o
objetivo de recapturar valor ou realizar um descarte adequado (STOCK, 1998).
O processo de logística reversa gera materiais reaproveitados que
retornam ao processo tradicional de suprimento, produção e distribuição.
Geralmente é composto por um conjunto de atividades que uma empresa realiza
para coletar, separar, embalar e expedir itens usados, danificados ou obsoletos

29
29
dos pontos de consumo até os locais de reprocessamento, revenda ou de
descarte (Fig.7).
Fig. 7 – Fluxo da Logística Reversa
(Fonte: Lacerda, 2002)
A natureza do processo de logística reversa depende do tipo de material e
do motivo pelo qual estes entram no sistema. Os materiais podem ser divididos
em dois grandes grupos: produtos e embalagens.
A logística reversa de produtos se dá pela necessidade de reparo,
reciclagem, ou porque simplesmente os clientes os retornam. Pode também ser
usado para manter os estoques reduzidos, diminuindo o risco com a manutenção
de itens de baixo giro. Para incentivar a compra de uma variedade de produtos
algumas empresas aceitam a devolução de itens que não tiverem bom
desempenho de venda. Embora este custo da devolução seja significativo,
acredita-se que as perdas de vendas seriam bem maiores caso não adotasse
esta prática.
No caso de embalagens, os fluxos de logística reversa acontecem
basicamente em função da sua reutilização ou devido a restrições legais. Como
as restrições ambientais no Brasil com relação a embalagens de transporte não
são tão rígidas, a decisão sobre a utilização de embalagens retornáveis ou
reutilizáveis se restringe aos fatores econômicos.

30
30
Existe uma grande variedade de contêineres e embalagens retornáveis,
mas possuem custo de aquisição consideravelmente maior que as embalagens
não retornáveis. Entretanto, quanto maior o número de vezes que se usa a
embalagem retornável, menor o custo por viagem que tende a ficar menor que o
custo da embalagem não retornável.
A obsolescência e a descartabilidade crescentes dos produtos
observados nesta última década têm-se refletido em alterações estratégicas
empresariais, dentro da própria organização e principalmente em todos os elos de
sua rede operacional. Estas alterações se traduzem por aumento de “velocidade
de resposta” em suas operações desde a concepção do projeto do produto até
sua colocação no mercado, pela adoção de sistemas operacionais de alta
“flexibilidade operacional” que permitam, além da velocidade do fluxo logístico, a
capacidade de adaptação constante às exigências do cliente e pela adoção de
”responsabilidade ambiental” em relação aos seus produtos após serem vendidos
e consumidos, o que costuma ser identificado como “EPR” (Extend Product
Responsability) a chamada “Extensão de Responsabilidade ao Produto”.
3.7 POLÍTICA NACIONAL DE RESÍDUOS SÓLIDOS (PNRS)
A Política Nacional de Resíduos Sólidos (PNRS) foi instituída pela Lei
Federal 12.305/10, que contém instrumentos importantes para permitir o avanço
necessário ao país no enfrentamento dos principais problemas ambientais, sociais
e econômicos decorrentes do manejo inadequado dos resíduos sólidos urbanos.
Ela estabelece o município como principal gestor dos resíduos sólidos e atribui
não apenas o manejo dos resíduos sólidos domiciliares e do serviço de limpeza
urbana gerados, mas constitui a Administração Pública Municipal o principal
centro de informações e análise de resíduos sólidos. Como os demais órgãos
licenciadores possuem o dever jurídico de informar ao município os planos de
gerenciamento de geração sob suas respectivas competências, cabe
primordialmente ao município a gestão integrada dos resíduos (MAIA et al., 2014).
A “responsabilidade pós-consumo” (RPC) refere-se à responsabilidade
dos fabricantes, distribuidores ou importadores de uma série de produtos pela
31
31
gestão dos resíduos gerados por estes após seu consumo (tais como
embalagens, produtos usados, vencidos ou quebrados). O termo foi introduzido
na legislação ambiental brasileira pelo Decreto Estadual 54.645/2009, que
regulamenta a Política Estadual de Resíduos Sólidos - PERS, ao destacar que:
“Os fabricantes, distribuidores ou importadores de produtos que, por suas
características, venham a gerar resíduos sólidos de significativo impacto
ambiental, mesmo após o consumo desses produtos, ficam responsáveis pelo
atendimento das exigências estabelecidas pelos órgãos ambientais e de saúde,
especialmente para fins de eliminação, recolhimento, tratamento e disposição final
desses resíduos, bem como para a mitigação dos efeitos nocivos que causem ao
meio ambiente ou à saúde pública” (Art. 19) (FIESP, 2014).
Para dar conta dessa responsabilidade, as empresas realizam a chamada
“logística reversa” – definida na Lei Federal 12.305/2010, que institui a Política
Nacional de Resíduos Sólidos, como o conjunto de ações e procedimentos que
viabilizam a coleta, armazenagem e retorno dos materiais aos ciclos produtivos,
seja para reaproveitamento (reuso ou reciclagem), seja para descarte
ambientalmente adequado.
Em um contexto mais amplo, porém, a responsabilidade pós-consumo
pretende ir além da logística reversa, induzindo melhorias nos próprios produtos e
embalagens (eco design), levando à redução na geração dos resíduos. No intuito
de colocar esse conceito em prática, e levar gradualmente as empresas a assumir
sua parcela de responsabilidade, a Secretaria do Meio Ambiente e a CETESB têm
trabalhado junto aos representantes dos setores produtivo para estabelecimento
dos primeiros sistemas de responsabilidade pós-consumo em atendimento aos
requisitos legais (FIESP, 2014).
3.8 ROTULAGEM AMBIENTAL
A rotulagem ambiental é definida pela norma ISO e compreende também
os selos ecológicos, ou selos verdes, sendo utilizada para orientar o consumidor
final sobre a qualidade ambiental de um produto (SEIFFERT, 2010).

32
32
As normas ISO são padrões desenvolvidos pela International
Organization for Standartization (ISO), organismo internacional não
governamental com sede em Genebra. No Brasil, a representante da ISO é a
ABNT (Associação Brasileira de Normas Técnicas). A rotulagem ambiental está
definida de acordo com as normas ISO 14000, uma família de normas para a
gestão ambiental de uma organização, padronizando algumas ferramentas, como
a análise do ciclo de vida (DIAS, 2010). As normas de rotulagem ambiental
definidas pela ISO são:
ISO 14020: Rotulagem ambiental – Princípios básicos;
ISO 14021: Rotulagem ambiental – Termos e Definições;
ISO 14022: Rotulagem ambiental – Simbologia para Rótulos
ISO 14023: Rotulagem ambiental – Testes e Metodologias de Verificação;
ISO 14024: Rotulagem ambiental – Guia para Certificação com Base em
Análise Multicriterial.
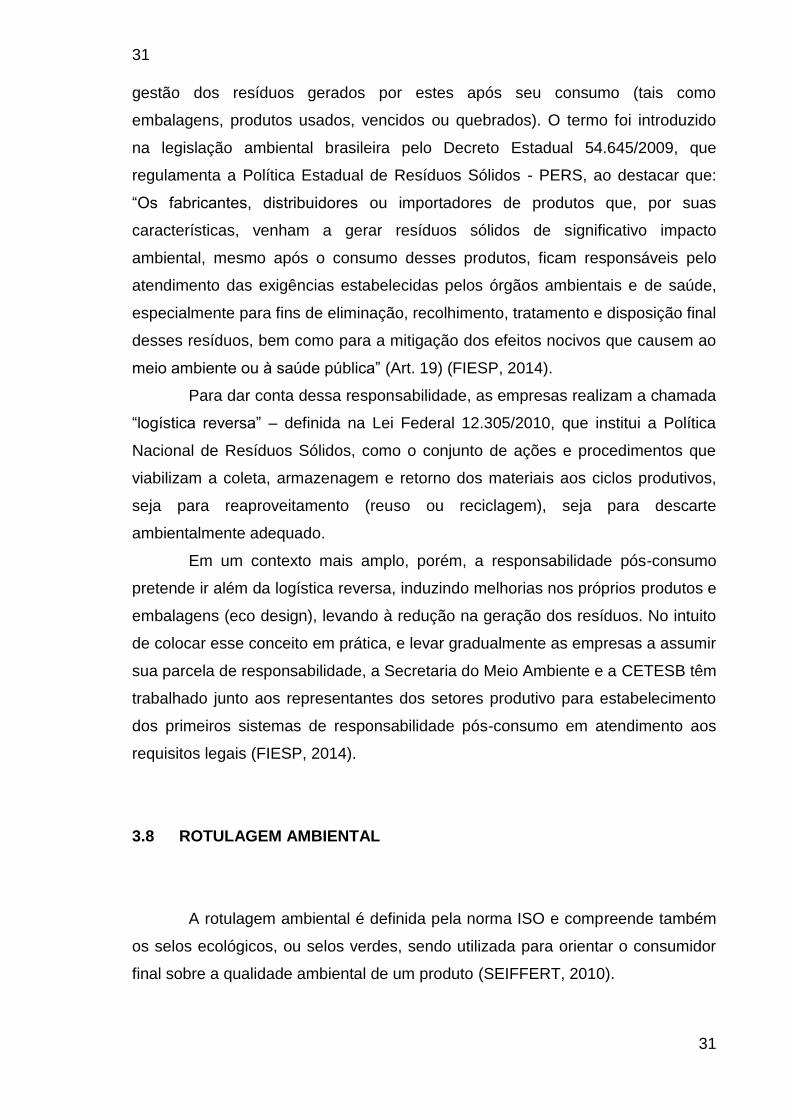
Com base nessa norma, foram estabelecidos os símbolos para a
reciclagem de materiais bem como o símbolo anti-littering, ou seja, para
conscientizar o consumidor a descartar a embalagem adequadamente. Os
símbolos para embalagens poliméricas atendem a Norma NBR 13230 da ABNT,
seguindo padrões internacionais. O uso da simbologia correta na rotulagem das
embalagens é fundamental para orientar os consumidores e programas de coleta
seletiva, sendo uma importante ferramenta para a separação dos materiais e sua
reciclagem (Fig. 8) (PEREIRA, 2012).
O primeiro selo ecológico, ou selo verde, foi criado na Holanda em 1972,
mas foi o selo Blue Angel de 1978 de origem alemã, que projetou este tipo de
certificação. Desde então, diversos selos foram criados independentes do sistema
de normatização estabelecido pelas normas ISO 14000 (SEIFFERT, 2010). Os
selos verdes devem passar por órgãos certificadores, que irão avaliar a redução
do impacto ambiental. Porém, de modo geral, a rotulagem ambiental não traz a
obrigatoriedade de apresentar uma análise do ciclo de vida do produto, tanto no
ambiente ISO como nos demais selos ecológicos, mesmo podendo auxiliar a
33
33
reduzir o impacto ambiental de determinados processos e produtos (SEIFFERT,
2010).
Fig. 8- Simbologia de descarte e reciclagem
(fonte: PEREIRA, 2012)
No Brasil a ABNT desenvolveu o selo Qualidade Ambiental (Fig. 9) que
visa estabelecer um esquema voluntário de certificação ambiental, seguindo os
princípios da ISO 14000 para educar o mercado consumidor e para que possa se
transformar em um instrumento de apoio aos exportadores brasileiros.
34
34
Fig. 9- Selo Qualidade Ambiental
(fonte: ABNT)
Outro selo relevante (Fig. 10) comumente utilizado em embalagens com
matéria prima de origem celulósica é o Forest Stewardship Council (Conselho
Nacional de Manejo Florestal - FSC), criado no México, para promover o manejo
florestal responsável. O FSC é uma organização não governamental internacional
independente, sem fins lucrativos, que visa credenciar certificadoras e possui
suas próprias normas de manejo internacionalmente aceitas. O FSC atua no
Brasil, e em outros países, avaliando desde a extração de matéria prima (florestal)
até os derivados, incluindo toda a cadeia produtiva (BIAZIN; GODOY, 2000).
Fig. 10- Selo da Forest Stewardship Council
(fonte: FSC)
35
35
3.9 COMPOSTAGEM
O conceito de compostagem sofreu infinitas alterações até a obtenção de
uma definição que melhor a caracterizava, sendo formulada possivelmente à
medida que os vários autores aprofundavam os seus estudos sobre o assunto
(CORDEIRO, 2010).
Merkel (1981) e Golueke (1981) consideram a compostagem um processo
biológico de decomposição, sob condições controladas, ocorrendo a estabilização
de substratos biodegradáveis pela conversão da matéria orgânica num produto
estável semelhante ao húmus, o qual pode ser utilizado como fertilizante e
corretivo dos solos.
Cunha Queda (1999) define compostagem como sendo um processo
aeróbio controlado de bioxidação de substratos heterogêneos biodegradáveis,
resultante da ação de microrganismos (bactérias, fungos) naturalmente
associados aos substratos, durante o qual ocorre uma fase termófila, a libertação
temporária de substâncias com efeito fitotóxico e as biomassas sofrem profundas
transformações (mineralização e humificação parciais).
A velocidade de decomposição dos substratos orgânicos é influenciada
pela presença de oxigênio e pelo teor de humidade, no entanto parâmetros como
a temperatura (muito usada para monitorar o processo) e nutrientes
(fundamentalmente carbono e nitrogênio) também influenciam o desenvolvimento
do processo (SANTOS, 2001).
O produto final de um processo de compostagem, o composto, é
normalmente rico em matéria orgânica e com considerável teor de nutrientes, o
que o torna adequado para aplicação em solos, atuando como corretivo orgânico.
Sua utilização aumenta a capacidade de retenção e infiltração de água em solos
arenosos, melhorando suas propriedades biológicas e físico-químicas (EPSTEIN,
2011).

36
36
3.9.1 DESCRIÇÃO GERAL DO PROCESSO
Segundo Cunha Queda (1999), num sistema de compostagem são
consideradas três etapas distintas: preparação dos materiais, compostagem (fase
ativa e de maturação) e afinamento do composto. A preparação dos materiais
envolve o seu pré-processamento, ou seja, ocorre a separação da fração orgânica
dos contaminantes e são criadas as condições ótimas para o desenvolvimento do
processo de compostagem (normalmente fragmentação e mistura). A
compostagem é iniciada após a mistura de materiais e da sua disposição em pilha
ou reator, conforme o sistema selecionado. Posteriormente ocorre a fase ativa do
processo onde a matéria orgânica é degradada com a libertação de calor, vapor
de água, dióxido de carbono (CO2) e outros gases, e onde se distingue uma
grande quantidade de microrganismos termófilos (microrganismos que vivem e se
desenvolvem em temperaturas, geralmente, acima de 40ºC). O processo é
finalizado pela fase de maturação, na qual o composto é estabilizado, ocorrendo
uma desaceleração da atividade microbiana e uma diminuição da temperatura
para valores próximos da temperatura ambiente. A etapa de afinação do
composto é realizada para remoção de contaminantes inertes ainda existentes e
para melhorar as características granulométricas do composto, que apresenta
características semelhantes ao húmus (fração orgânica do solo) (Fig. 11).
Fig. 11- Esquema geral do Processo de Compostagem
(fonte: Adaptado de Santos (2001)).

37
37
3.9.2 MATÉRIA ORGÂNICA PARA COMPOSTAGEM
A composição bioquímica dos materiais utilizados na mistura inicial para o
processo de compostagem é muito relevante, uma vez que determina a sua
suscetibilidade à decomposição microbiana. Materiais contendo hidratos de
carbono, lipídios e proteínas, constituem uma fonte ideal de carbono e energia
para os microrganismos, enquanto materiais que possuam uma fração elevada de
celulose e lignina e pouca disponibilidade em compostos nitrogenados serão
degradados muito lentamente (BATISTA; BATISTA, 2007).
A quantidade e a diversidade de substratos potencialmente adequados
para a compostagem é bastante elevada. A Fig. 12 mostra as atividades das
quais resultam alguns resíduos que apresentam características que os tornam
potencialmente utilizáveis na compostagem.
Fig. 12 - Exemplos de compostos orgânicos compostáveis
(fonte: CORDEIRO, 2010)
38
38
3.10 OS RESÍDUOS PLÁSTICOS
Os polímeros (plásticos) são macromoléculas caracterizadas por seu
tamanho, sua estrutura química e interações intra e intermoleculares. Possuem
unidades químicas que são unidas por ligações covalentes, que se repelem ao
longo da cadeia. Eles podem ser naturais (fontes renováveis), ou sintéticos
(fontes não renováveis). Devido a tais propriedades, o consumo dos plásticos vem
crescendo no Brasil e no mundo (SPINÁCE; DE PAOLI, 2005).
Para o tratamento dos resíduos plásticos, quatro tipos de estratégias têm
sido utilizadas (FRANCHETTI; MARCONATO, 2006):
- Incineração: Este processo apresenta a vantagem de diminuir
rapidamente o volume de material descartado, em cerca de 80%. Apesar disso, a
incineração não é um método recomendável, devido ao alto custo dos fornos de
aquecimento e da poluição, produzida pela liberação de produtos tóxicos. No caso
do PVC, em particular, quando incinerado lança na atmosfera HCl que,
acumulado na atmosfera úmida, pode cair como chuva ácida.
- Reciclagem: É um método viável de reaproveitamento de resíduos
plásticos, por fusão e transformação destes resíduos em outros materiais
utilizáveis comercialmente. Este método apresenta como vantagem a redução da
quantidade de resíduos, a economia de matéria prima e energia, o aumento da
vida útil dos lixões e um alto rendimento do processo. A reciclagem de plásticos
envolve um grande trabalho prévio de separação, identificação e limpeza dos
recipientes. Ainda assim, o material reciclado é cerca de 50% mais barato que o
polímero virgem. No mundo, cerca de 20% dos plásticos são reciclados. No
Brasil, a reciclagem vem crescendo em volume e aumentando a diversidade e
qualidade dos produtos reciclados.
- Aterros sanitários: São usados para a disposição de toneladas de
plásticos em locais afastados da cidade, e preparados para acondicionar o grande
volume de matéria plástica, que ficará muito tempo exposta ou será utilizada para
queima e geração de energia (reciclagem térmica).
39
39
- Biodegradação: é um processo que consiste na modificação física ou
química, causada pela ação de microrganismos, sob certas condições de calor,
umidade, luz, oxigênio e nutrientes orgânicos e minerais adequados. Segundo
Flemming (1998), que não utiliza o termo biodegradação e sim biodeterioração de
materiais poliméricos, esta é causada por microrganismos que colonizam sua
superfície, formando biofilmes, que consistem de microrganismos embebidos em
uma matriz de biopolímeros excretados por eles que, em contato com os
polímeros, causam mudanças estruturais e/ou morfológicas. A biodegradação
pode ser facilitada por aplicação de processos prévios de luz (UV) e/ou calor na
matriz polimérica. A presença de ligações hidrolisáveis ou oxidáveis na cadeia,
uma estereoconfiguração correta, um balanço entre hidrofobicidade e
hidrofilicidade e certa flexibilidade conformacional são fatores que contribuem
para a biodegradação do polímero.
Assim, além da reciclagem, a biodegradação também é uma alternativa
atraente para diminuir os resíduos plásticos. Os polímeros são considerados
inertes em sua maioria, com índices de decomposição variáveis (quase
desprezíveis) por elementos ambientais como luz, umidade, calor e
microrganismos. Quando degradados, podem originar substâncias tóxicas, de
prolongada persistência e de restrito controle ambiental. Porém, a não
degradabilidade de materiais plásticos pós-consumo no ambiente, tem sido um
dos fatores em que os ambientalistas têm centrado suas campanhas, em
detrimento das vantagens e dos avanços obtidos na utilização de resinas
plásticas para o desenvolvimento de embalagens para alimentos. Por outro lado,
a pesquisa e o desenvolvimento de embalagens com componentes que acelerem
a sua degradação ambiental são um desafio e um dilema para estes setores, pois
envolvem itens que se contrapõem à função primordial embalagem, de proteção e
manutenção da estabilidade de alimentos. Para acelerar os índices de
degradação no meio ambiente, várias propostas têm sido estudadas, com limitada
aplicabilidade econômica e/ou técnica, entre as quais (ALLGANER, 2010):
(i) a incorporação de elementos na estrutura da embalagem que
promovam processo de fotodegradação (fotossensibilizantes, sais metálicos,
quinonas, nitrocompostos, benzofenóis, entre outros);
40
40
(ii) o estudo de utilização de estruturas poliméricas naturais ou sintéticas
(poliamidas, polissacarídeos, poliésteres, poliuretanos) que contenham grupos
hidrofílicos em sua composição, predispondo-as à degradação pela ação da
umidade do ambiente e de microrganismos;
(iii) o desenvolvimento de materiais mistos de embalagem à base de
polímeros sintéticos com amidos modificados, ou com outros polímeros que
apresentem suscetibilidade natural para o ataque de microrganismos no ambiente
(FORLIN; FARIA, 2002). Esta alternativa não atinge 100% de biodegradação do
material, quando se trata de poliolefinas, mas ajuda a diminuir o volume de
resíduo.
3.11 QUÍMICA VERDE
A Química Verde ou Química para o Desenvolvimento Sustentável é um
campo emergente que tem como objetivo final desenvolver as ações científicas
e/ou processos industriais ecologicamente corretos (CGEE, 2010).
O movimento relacionado com o desenvolvimento da Química Verde
começou no início dos anos 1990, principalmente nos Estados Unidos, Inglaterra
e Itália, com a introdução de novos conceitos e valores para as diversas
atividades fundamentais da química, bem como para os diversos setores da
atividade industrial e econômica correlata (CGEE, 2010).
A Química Verde tem por objetivo a viabilização de processos e produtos
de maneira a evitar ou minimizar o impacto negativo causado ao homem e ao
meio ambiente. Os avanços na área visam aumentar a segurança dos processos
e também resolver questões mundiais como a mudança climática, produção de
energia, disponibilidade de recursos hídricos, produção de alimentos e emissão
de substâncias tóxicas ao meio ambiente (ANASTAS; KIRCHHOF; WILLIAMSON,
2001).
Neste contexto, os 12 princípios da Química Verde, introduzidos por
Anastas e Werner (1998), têm servido para a conscientização dos químicos sobre
variados aspectos da química que requerem revisão com vista a reduzir os seus
impactos negativos sobre a saúde humana e ecológica. Estes princípios são:

41
41
1- Prevenção: é melhor prevenir a formação de resíduos do que tratá-los
posteriormente.
2- Economia de átomos: os métodos sintéticos devem ser desenvolvidos para
maximizar a incorporação dos átomos dos reagentes nos produtos finais
desejados.
3- Sínteses com reagentes de menor toxicidade: sempre que possível,
metodologias sintéticas devem ser projetadas para usar e gerar substancias que
possuam pouca ou nenhuma toxicidade para a saúde humana e o meio
ambiente.
4- Desenvolvimento de compostos seguros: os produtos químicos deverão ser
desenvolvidos para possuírem a função desejada, apresentando a menor
toxicidade possível.
5- Diminuição de solventes e auxiliares: a utilização de substancias auxiliares
(solventes, agentes de separação, etc.) deverá ser evitada quando possível, ou
usadas substancias inócuas no processo.
6- Eficiência energética: os métodos sintéticos deverão ser conduzidos sempre
que possível à pressão e temperatura ambientes, diminuindo seu impacto
econômico e ambiental.
7- Uso de matéria prima renovável: sempre que possível técnica e
economicamente utilizar matéria-prima renovável.
8- Redução do uso de derivados: uso de reagentes bloqueadores, de proteção
ou desproteção, e modificadores temporários que deverão ser minimizados ou
evitados quando possível, pois estes passos reacionais requerem reagentes
adicionais e, consequentemente, podem produzir subprodutos indesejáveis.
9- Catálise: reagentes catalíticos (tão seletivos quanto possível) são superiores
aos reagentes estequiométricos.
10- Desenvolvimento de compostos desagradáveis: produtos químicos
deverão ser desenvolvidos para a degradação inócua de produtos tóxicos, não
persistindo no ambiente.
11- Análise em tempo real para a prevenção da poluição: as metodologias
analíticas precisam ser desenvolvidas para permitirem o monitoramento do
processo em tempo real, para controlar a formação de compostos tóxicos.
42
42
12- Química segura para a prevenção de acidentes: as substâncias usadas
nos processos químicos deverão ser escolhidas para minimizar acidentes em
potencial, tais como explosões e incêndios.
3.12 POLÍMEROS BIODEGRADÁVEIS
Polímeros biodegradáveis são materiais degradáveis, em que a
degradação ocorre primariamente pela ação de microrganismos, tais como
fungos, bactérias e algas de ocorrência natural, gerando dióxido de carbono,
metano, componentes celulares e outros produtos, segundo estabelecido pela
“American Standard for Testing and Methods” (ASTM-D-833) (LEE; CHOI, 1998).
Ou de outro modo, são materiais que se degradam em dióxido de carbono, água
e biomassa, como resultado da ação de microrganismos (ROSA; LOTTO;
GUEDES, 2004). Os polímeros biodegradáveis podem ser agrupados em duas
classes principais: naturais e sintéticos.
3.12.1 POLÍMEROS BIODEGRADÁVEIS NATURAIS
Polímeros formados durante o ciclo de crescimento de organismos vivos
são denominados polímeros naturais. Sua síntese envolve reações catalisadas
por enzimas e reações de crescimento de cadeia a partir de monômeros ativados,
que são formados dentro das células por processos metabólicos complexos
(FRANQUETTI; MARCONATO, 2006).
3.12.1.1 POLISSACARÍDEOS
Os principais polissacarídeos de interesse comercial são celulose e
amido, havendo uma atenção especial aos carboidratos mais complexos:
quitosanas, quitinas e xantanas (CHANDRA; RUSTGI, 1998). Comparando-se as
estruturas de alguns destes polímeros, verifica-se que são formados por unidades
básicas de glicose, ligadas como anéis de grupo acetais (aldeído e álcool), com

43
43
grande quantidade de hidroxilas (alta hidrofilicidade). A celulose é um
polissacarídeo formado por unidades de glicose (Fig. 13), presente em madeira,
papel e algodão. Outros polissacarídeos tem estrutura semelhante à da celulose:
quitina – é uma molécula complexa encontrada nos crustáceos e também em
insetos, fungos, cogumelos e minhocas; quitosana – polímero derivado da quitina,
utilizado em aplicações médicas e em programas de perda de peso. Possui
significativa compatibilidade com tecidos vivos e melhora a cicatrização de
ferimentos; xantana – polímero comercial hidrofílico, muito utilizado como
espessante e estabilizante, em cosméticos e alimentos e como capsula de
liberação controlada de drogas (SANTOS et al., 2005).
Fig. 13 – Estrutura da celulose
(fonte: FRANQUETTI; MARCONATO, 2006).
3.12.1.2 ÁCIDOS ALGÍNICOS
Estes ácidos são formados de monômeros de ácidos manurônico e
gulurônico (Fig. 14). São solúveis em água e tornam-se insolúveis na presença de
cátions, como cálcio, berílio, alumínio e ferro, formando géis, que podem servir
para liberação controlada de drogas em sistemas vivos, para encapsulamento de
herbicidas, microrganismos e células (CHANDRA; RUSTGI, 1998).
Fig. 14 – Estrutura química de ácidos algínicos: (a) ácido manurônico, (b) ácido gulurônico
(fonte: FRANQUETTI; MARCONATO, 2006)

44
44
3.12.1.3 POLIPEPTÍDEOS NATURAIS
As gelatinas são polímeros biodegradáveis, consistindo de proteínas do
tipo animal; com grande aplicação industrial, farmacêutica e biomédica,
empregados como coberturas e microencapsulação de drogas e no preparo de
hidrogéis (CHANDRA; RUSTGI, 1998). Na conformação β das proteínas, a cadeia
polipeptídica estende-se em uma estrutura em ziguezague, denominada de folha
β, mantida por ligações de hidrogênio (Fig. 15).
Fig. 15 – Conformação β das cadeias polipeptídicas
(fonte: FRANQUETTI; MARCONATO, 2006)
3.12.1.4 POLIÉSTERES BACTERIANOS
Poliésteres naturais que são produzidos por uma grande variedade de
bactérias, como materiais de reserva intracelular, utilizados em aplicações
comerciais, como polímeros biodegradáveis, vantajosamente produzidos por
fontes renováveis. Esta classe de polímeros, os poli(hidroxialcanoatos) (PHAs),
poliésteres alifáticos, também denominados biopolímeros ou bioplásticos, mostra
uma grande variação em suas propriedades, isto é, de materiais rígidos e
quebradiços a plásticos com boas propriedades de impacto ou até elastômeros
resistentes, dependendo do tamanho dos grupos alquilas ramificados e da
composição do polímero. Os poli(hidroxialcanoatos) mais conhecidos são poli(β-
45
45
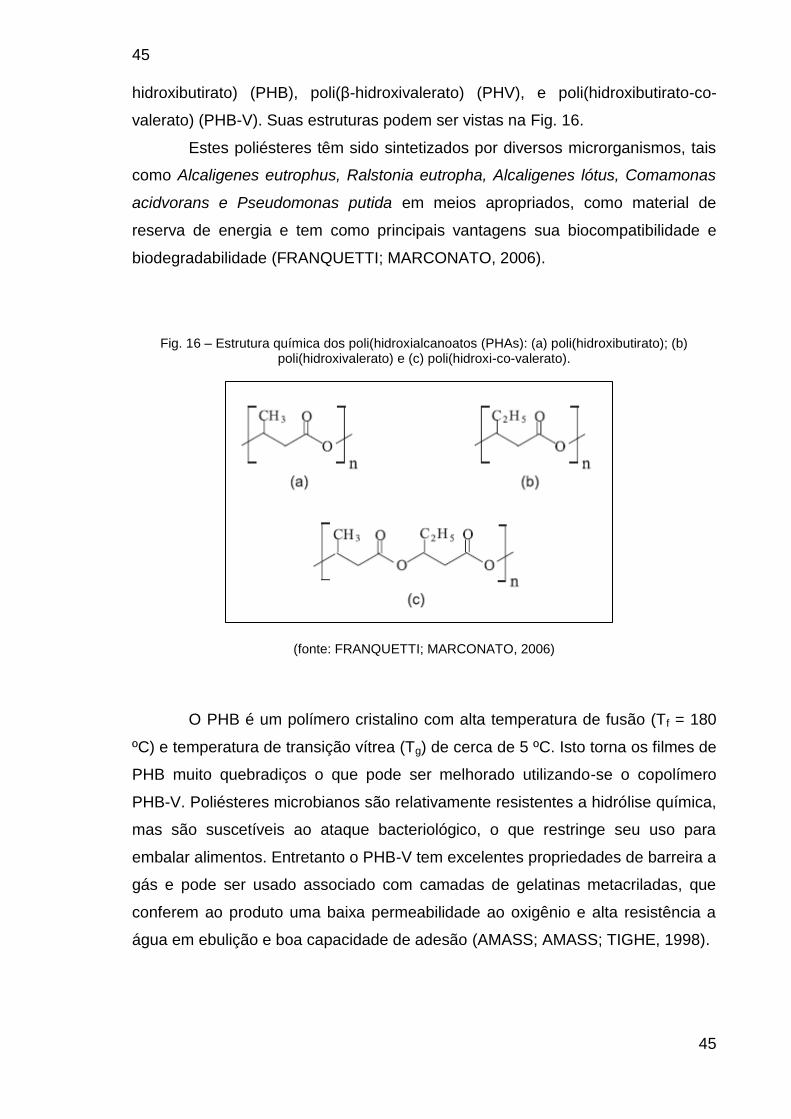
hidroxibutirato) (PHB), poli(β-hidroxivalerato) (PHV), e poli(hidroxibutirato-co-
valerato) (PHB-V). Suas estruturas podem ser vistas na Fig. 16.
Estes poliésteres têm sido sintetizados por diversos microrganismos, tais
como Alcaligenes eutrophus, Ralstonia eutropha, Alcaligenes lótus, Comamonas
acidvorans e Pseudomonas putida em meios apropriados, como material de
reserva de energia e tem como principais vantagens sua biocompatibilidade e
biodegradabilidade (FRANQUETTI; MARCONATO, 2006).
Fig. 16 – Estrutura química dos poli(hidroxialcanoatos (PHAs): (a) poli(hidroxibutirato); (b) poli(hidroxivalerato) e (c) poli(hidroxi-co-valerato).
(fonte: FRANQUETTI; MARCONATO, 2006)
O PHB é um polímero cristalino com alta temperatura de fusão (Tf = 180
ºC) e temperatura de transição vítrea (Tg) de cerca de 5 ºC. Isto torna os filmes de
PHB muito quebradiços o que pode ser melhorado utilizando-se o copolímero
PHB-V. Poliésteres microbianos são relativamente resistentes a hidrólise química,
mas são suscetíveis ao ataque bacteriológico, o que restringe seu uso para
embalar alimentos. Entretanto o PHB-V tem excelentes propriedades de barreira a
gás e pode ser usado associado com camadas de gelatinas metacriladas, que
conferem ao produto uma baixa permeabilidade ao oxigênio e alta resistência a
água em ebulição e boa capacidade de adesão (AMASS; AMASS; TIGHE, 1998).
46
46
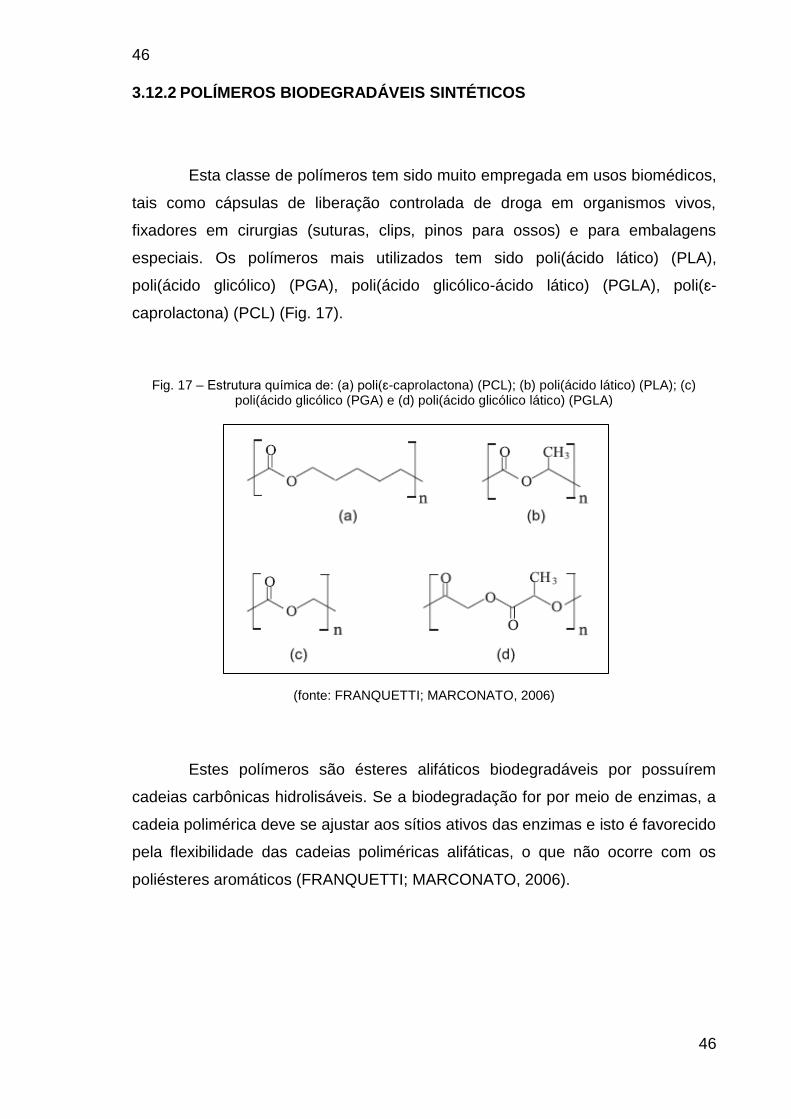
3.12.2 POLÍMEROS BIODEGRADÁVEIS SINTÉTICOS
Esta classe de polímeros tem sido muito empregada em usos biomédicos,
tais como cápsulas de liberação controlada de droga em organismos vivos,
fixadores em cirurgias (suturas, clips, pinos para ossos) e para embalagens
especiais. Os polímeros mais utilizados tem sido poli(ácido lático) (PLA),
poli(ácido glicólico) (PGA), poli(ácido glicólico-ácido lático) (PGLA), poli(ɛ-
caprolactona) (PCL) (Fig. 17).
Fig. 17 – Estrutura química de: (a) poli(ɛ-caprolactona) (PCL); (b) poli(ácido lático) (PLA); (c) poli(ácido glicólico (PGA) e (d) poli(ácido glicólico lático) (PGLA)
(fonte: FRANQUETTI; MARCONATO, 2006)
Estes polímeros são ésteres alifáticos biodegradáveis por possuírem
cadeias carbônicas hidrolisáveis. Se a biodegradação for por meio de enzimas, a
cadeia polimérica deve se ajustar aos sítios ativos das enzimas e isto é favorecido
pela flexibilidade das cadeias poliméricas alifáticas, o que não ocorre com os
poliésteres aromáticos (FRANQUETTI; MARCONATO, 2006).

47
47
26%
2%
33%
30%
9%
Produção Física Metal Madeira Papel, papelão e cartão Plástico Vidro
3.13 RECICLAGEM
Reciclar é transformar, através de processos físico-químicos, um material
que seria descartado como lixo, de maneira que possa ser reutilizado como
matéria prima na fabricação de um novo produto. Na fabricação de embalagens
são utilizados os mais diversos tipos de materiais. No gráfico da Fig. 18 são
apresentados os principais tipos de materiais e sua participação na produção
física de embalagens.
Fig. 18 - Principais materiais utilizados na produção de embalagens
(fonte: IBGE, 2014)
3.13.1 PAPEL
Dentre as categorias de papéis, o papel ondulado (papelão) é o mais
utilizado na indústria de embalagens, sendo utilizado nos setores alimentício,
avicultura/fruticultura, químicos e derivados, farmacêutico, entre outros (ROBERT,
2007).
De acordo com o CEMPRE (Compromisso Empresarial para Reciclagem),
o papel ondulado é o que mais utiliza material reciclado no Brasil, sendo que
48
48
64,5% das aparas recicladas no país são consumidas pelo setor de embalagens.
Em 2011, a produção de papel ondulado para fins de embalagem foi de 43,9%.
Ainda de acordo com o CEMPRE, 73,3% do volume total de papel ondulado
consumido no Brasil foi reciclado em 2012, correspondendo a 3.393.000
toneladas.
Os papéis que passarão pelo processo de reciclagem são inicialmente
coletados por cooperativas ou catadores, sendo separados por tipo, e, então, são
vendidos aos “aparistas”, que transformam o papel em aparas para em seguida
serem enfardadas e vendidas às indústrias papeleiras.
O processo de reciclagem do papel consiste em desagregar o material em
um equipamento chamado “hidrapulper”, uma espécie de grande liquidificador que
tem como função separar as fibras do papel em meio à água, gerando uma pasta
homogênea. Esta pasta passa por peneiras para a retirada de impurezas, e, em
seguida, são realizados processos de limpeza fina, como a aplicação de
compostos químicos para a retirada de tintas e lavagens especiais Na etapa
seguinte, a pasta gerada é processada para a melhoria da ligação entre as fibras
de celulose, e então passa por processo de branqueamento para que, então, siga
para as máquinas de fazer papel. Para a produção de papel ondulado as etapas
de limpeza fina e branqueamento não são necessários, por se tratar de um papel
mais rústico.
3.13.2 METAL
As principais embalagens de metal recicladas no Brasil são as latas de
aço e alumínio.
De acordo com o CEMPRE, 47% do total de latas de aço consumidas no
Brasil foram recicladas em 2012. Já em relação às latas de alumínio, 97,9% da
produção nacional foi reciclada neste mesmo ano.
As embalagens de aço pós-consumo são recicladas inicialmente
passando por processo de limpeza em peneiras para a retirada de contaminantes
superficiais. Em seguida são prensadas em fardos e então são transportadas para
as aciarias (unidades siderúrgicas de produção de aço), onde ocorre a fundição
49
49
do material em fornos à alta temperatura. O líquido gerado pela fundição recebe a
adição de outros componentes para melhoria de suas propriedades e é enviado
às maquinas que moldam o aço obtido em tarugos e placas metálicas, que serão
cortados na forma de chapas aço. O material pode ser reciclado infinitas vezes,
sem que ocorra perda de suas propriedades, não prejudicando sua qualidade.
O processo de reciclagem das embalagens de alumínio pós-consumo
coletadas consiste primeiramente em esvaziá-las e compactá-las através de
prensas. O material prensado é enfardado por sucateiros ou cooperativas de
catadores que o repassam para indústrias de fundição. Nestas indústrias o
material é fundido e transformado em lingotes de alumínio, que são vendidos para
os fabricantes de lâminas de alumínio que por sua vez comercializam as chapas
para as indústrias de lata. Assim como o aço, o alumínio pode ser reciclado
infinitas vezes sem que haja perda de suas características.
3.13.3 PLÁSTICO
A indústria de embalagens é uma grande consumidora de plásticos. De
acordo com a ABRE, no ano de 2012, da receita líquida R$ 51,8 bilhões obtidos
pela venda de embalagens, 37,47% do total correspondeu a embalagens
plásticas. Os plásticos mais utilizados na indústria de embalagens são: poli
(tereftalato de etileno) – PET, polipropileno – PP, polietileno de baixa densidade –
PEBD e polietileno de alta densidade - PEAD.
De acordo com o CEMPRE, em 2011, 21,7% dos plásticos consumidos
foram reciclados. Com relação às embalagens de PET, em 2012, 59% das
embalagens pós-consumo foram recicladas, totalizando 331 mil toneladas.
O método de reciclagem de plásticos, mais utilizado é o mecânico. A
reciclagem mecânica pode ser realizada somente em produtos compostos por
apenas um tipo de resina (só polietileno ou só polipropileno, por exemplo). O
processo consiste em, primeiramente, separar os plásticos por tipo, removendo
resíduos e outros tipos de materiais presentes. O material então é submetido a
um processo de moagem, para obtenção de fragmentos menores e então é
lavado com água para que contaminantes sejam retirados. Após a lavagem o
50
50
material é seco e enviado para um equipamento aglutinador que compacta o
material plástico diminuindo seu volume, facilitando seu processamento. A última
etapa da reciclagem consiste em processar o material na forma de pellets
(grânulos), os quais são enviados as indústrias transformadoras que irão gerar
novos produtos (OLIVEIRA, 2012).
3.13.4 VIDRO
Segundo o CEMPRE, o Brasil produz em média 980 mil toneladas de
embalagens de vidro por ano, sendo que 45% da matéria prima provem de sua
reciclagem. Ainda de acordo com o CEMPRE, em 2010, cerca de 47% das
embalagens de vidro foram recicladas no Brasil.
O processo de reciclagem consiste em primeiramente separar os vidros
por cor para evitar alterações no aspecto visual do produto final. Após a
separação, o vidro é triturado formando cacos uniformes e, então, segue para
uma peneira vibratória para a separação de resíduos indesejáveis. Na etapa
seguinte, os cacos passam por uma esteira onde um eletroímã retira impurezas
metálicas restantes. A sucata limpa é então utilizada para fabricação de novos
produtos por meio de sua fundição (HIWATASHI, 1998).

51
51
4 METODOLOGIA
Para o desenvolvimento do presente trabalho foi utilizada a metodologia
de pesquisa bibliográfica, que consiste na determinação do estado da arte de
certo tema com base em materiais publicados. A pesquisa levou em conta dados
publicados no Brasil de 2007 a 2014. As bases de dados consultadas foram
SciELO (Scientific Eletronic Library Online), Portal de Periódicos da CAPES,
BDTD (Biblioteca Digital Brasileira de Teses e Dissertações) e Scifinder, utilizando
as seguintes palavras chaves: embalagens sustentáveis, embalagens
biodegradáveis e sustentabilidade. Foram consultadas dissertações, artigos
científicos, livros, normas, sites de empresas e associações relacionadas a
embalagens e ao meio ambiente.
Após a etapa de levantamento de dados, foram selecionadas práticas de
sustentabilidade em embalagens industriais que tiveram sucesso em sua
implantação, bem como os benefícios por estas gerados. Também foram
apresentadas informações a partir de pesquisas realizadas na área científica
mostrando estudos sobre possíveis inovações com potencial aplicação no
mercado de embalagens.
52
52
5 RESULTADOS E DISCUSSÕES
A partir das pesquisas realizadas, foi possível identificar iniciativas
sustentáveis adotadas nas embalagens dos produtos de muitas indústrias no
Brasil. Além dos materiais e novas tecnologias já adotadas na produção de
embalagens, verificou-se também a existência de pesquisas na área científica
com o objetivo de melhorar as propriedades de materiais sustentáveis utilizados e
desenvolver novos a partir de fontes naturais, além de análises em processos de
produção visando sua otimização. A seguir serão apresentados alguns exemplos
de iniciativas adotadas por algumas indústrias e empresas, além das pesquisas
que estão sendo realizadas pela comunidade cientifica para contribuição da
sustentabilidade no mercado de embalagens.
5.1 INICIATIVAS IMPLEMENTADAS - TECNOLOGIAS EM USO
5.1.1 PLÁSTICO VERDE
A Braskem, empresa petroquímica brasileira, foi pioneira no lançamento
do biopolietileno, conhecido no mercado como “plástico verde”. O diferencial em
sua tecnologia de produção é a obtenção do eteno, principal matéria prima para a
produção do polietileno, a partir da desidratação do etanol proveniente da cana-
de-açúcar (fonte renovável), ao contrário das tecnologias utilizadas, onde o
eteno é obtido através da nafta (fração do petróleo, não-renovável) ou do gás
natural (combustível fóssil, não-renovável).
A tecnologia de transformação do etanol em eteno foi desenvolvida nos
anos 60 pelo Cenpes (Centro de Pesquisas e Desenvolvimento da Petrobras). A
empresa Salgema em Alagoas, que foi adquirida pelo grupo Odebrecht e hoje faz
parte do conglomerado Braskem, licenciou a tecnologia e utilizou durante 10 anos
(anos 80) em seu processo produtivo do eteno proveniente do álcool. Com a
construção de um duto que liga o Complexo Petroquímico de Camaçari na Bahia

53
53
até a Salgema em Maceió (Alagoas) a técnica deixou de ser utilizada, pois a
empresa alagoana passou a receber por duto-via o eteno da nafta diretamente da
Central de Matéria Prima em Camaçari (antiga Copene, hoje uma das unidades
produtoras da Braskem).
Tendo em vista um cenário econômico e social cada vez mais favorável
para o uso de matérias primas de fontes renováveis, além da busca por
alternativas de substituição do petróleo, em junho de 2003 a organização
começou a avaliar sua entrada no mercado de biopolímeros, por meio do
polietileno verde. Em 24 de setembro de 2010 a Braskem inaugurou a primeira
fábrica do planeta capaz de produzir o polietileno verde em escala industrial
(MARQUES, 2010).
Uma pesquisa realizada pela Fundação Espaço Eco, utilizando uma
metodologia internacional do PlasticEurope, concluiu que enquanto no processo
produtivo para a obtenção de 1,0 kg de polietileno a partir da nafta são emitidos
2,5 kg de CO2 (dióxido de carbono) na atmosfera, na produção do polietileno a
partir do álcool da cana de açúcar há a captação e fixação de 2,0 a 2,5 kg de CO2
(INSTITUTO ETHOS, 2009).
É importante ressaltar que apesar de ser proveniente de fonte renovável
o polietileno verde não é biodegradável e nem compostável, sendo necessário
passar pelo processo de reciclagem, como ocorre com os plásticos de fonte não
renovável, para que não cause danos ao meio ambiente.
O polietileno verde possui características equivalentes ao do polietileno
convencional, obtendo vantagem em relação aos demais biopolímeros que
possuem aplicação mais restrita. De acordo com a empresa a partir do eteno
verde é possível obter todos os polietilenos: polietileno de alta densidade (PEAD),
polietileno de baixa densidade (PEBD), polietileno de ultra-alto peso molecular
(PEUAPM) e polietileno de baixa densidade linear (PEBDL), podendo ser
utilizados, entre outras aplicações, na fabricação de embalagens. Além disso, o
polietileno verde pode ser processado nos mesmos equipamentos do polietileno
convencional, não sendo necessários ajustes no maquinário.
Para que o consumidor possa identificar as embalagens que empregam o
plástico verde, a Braskem lançou o selo I’m green™ porém de acordo com o
Manual de Aplicação da Marca (2011), desenvolvido pela Brasken , para que este
seja utilizado é necessário o envio de uma amostra do produto final ao laboratório
54
54
Beta Analytic, nos EUA, para que seja feita a análise e verificação do conteúdo de
material renovável presente no produto, de acordo com a norma ASTM D6866
(Standard Test Methods for Determining the Biobased Content of Solid, Liquid,
and Gaseous Samples Using Radiocarbon Analysis). Para que o selo seja
utilizado, a porcentagem de plástico verde no produto deve ser igual ou superior a
51%, e deve constar na embalagem do produto (Fig. 19).
Fig. 19 – Selo I’m green™
Fonte: Manual de aplicação (Braskem)
O plástico verde é hoje utilizado nas embalagens de diversas empresas
como: Natura, Danone, Electrolux, Surya Brasil, L’Occitane, Johnson&Johnson,
Tetra Pack, Brinquedos Estrela, entre outras.
5.1.2 PLANTBOTTLE TM, BOTTLE-TO-BOTTLE E ECO CRYSTALTM
A empresa Coca-Cola Company lançou em 2010 a PlantBottle™ , garrafa
PET que possui 30% de sua composição proveniente de matéria vegetal. A
tecnologia de produção consiste na substituição do petróleo utilizado como
insumo pelo etanol da cana-de-açúcar. Os reagentes utilizados por esta indústria
para a fabricação do PET são MEG (monoetilenoglicol), responsável por 30% do
seu peso, e PTA (ácido politereftálico), responsável pelos 70% restantes. Desta

55
55
maneira, pela tecnologia aplicada, obtém-se o MEG utilizando como matéria
prima o etanol proveniente da cana-de-açúcar. De acordo com a empresa, a
aplicação desta tecnologia reduz até 25% das emissões de CO2 no meio
ambiente.
Além da PlantBottle™, foi lançada em 2011 pela Coca-Cola Brasil a
primeira garrafa produzida parcialmente de PET reciclado pós-consumo em grau
alimentício no país, segundo a técnica Bottle-to-Bottle (COCA-COLA, 2011) . A
tecnologia consiste de uma etapa adicional no processo de reciclagem
convencional de plásticos. A etapa consiste na passagem do material por um
reator de policondensação, onde é submetido a uma temperatura de 270ºC por
um período superior a 15 horas, garantindo assim a eliminação total dos resíduos
contaminantes, gerando uma resina com viscosidade comparada a de um
polímero virgem (OHL ENGINEERING, 2014). A empresa atualmente utiliza de
20% de PET reciclado em suas embalagens. Apesar da técnica Bottle-to-Bottle
ser utilizada desde os anos 90 nos Estados Unidos, no Brasil só foi
regulamentada em 2008.
Ainda em 2011 foi lançada a Crystal Eco™, marca de águas da Coca-Cola
cuja embalagem contém 20% menos PET, comparada a versões anteriores, além
de utilizar a tecnologia PlantBottle™. É produzida pelo processo de sopro
convencional, porém sua pré-forma foi desenvolvida para garantir a resistência
mecânica da embalagem. Por conter menos PET, a embalagem possui menor
resistência à torção, podendo ser facilmente amassada após o consumo,
reduzindo seu volume em 37%, o que facilita o transporte e a armazenagem no
processo de reciclagem (COCA-COLA, 2011).
5.1.3 ECOBRAS™
O plástico Ecobras™ foi desenvolvido no Brasil através da parceria entre
as empresas BASF e Corn Products. Lançado em 2007, o produto consiste em
uma blenda de Ecoflex™, e um polímero vegetal (amido de milho).
O Ecoflex™, polímero totalmente biodegradável, porém proveniente de
fonte fóssil, é obtido pela polimerização por condensação de ácido tereftálico, 1,4-

56
56
butanodiol e caprolactona, sendo aplicado em filmes flexíveis. Estes filmes são
empregados em embalagens alimentícias, apresentando resistência à gordura, à
ruptura, à umidade e à variação de temperatura (VIEIRA, 2010).
Com o objetivo de utilizar matérias primas de fontes renováveis para a
produção de polímeros biodegradáveis, a BASF incorporou ao Ecoflex™ o amido
de milho, fornecido pela Corn Products, obtendo-se o Ecobras™, plástico
biodegradável, compostável e constituído, no mínimo, por 50% de matéria prima
de fonte renovável. O Ecobras™ pode ser utilizado em embalagens flexíveis e
peças injetadas tais como: filmes para a produção de sacolas plásticas, rótulos,
fraldas, saquinhos para mudas, tampas de caneta, papéis laminados, tubetes de
reflorestamento, entre outros (CARMONA, 2011).
O Ecobras™ possui o selo “Compostable”, concedido pelo BPI
(Biodegradable Products Institute) aos produtos que atendam aos requisitos da
norma ASTM D6400, que avalia a biodegradação propriamente dita, através da
conversão do carbono em CO2 e biomassa, presença de metais pesados no
produto, toxicidade residual do material durante o processo de biodegradação e o
desempenho do adubo produzido em teste de crescimento de plantas. O
Ecobras™ ajuda a balancear o ciclo do carbono por ter em sua composição pelo
menos 50% de matéria prima de fonte renovável, sendo que o período de
consumo, descarte e decomposição do produto final é equilibrado em relação ao
tempo de produção de sua matéria prima (VIEIRA, 2010).
5.1.4 REFIS DE PET 100% RECICLADO e NATURA SOU®
Em agosto de 2014 foi lançada pela Natura, multinacional brasileira de
higiene pessoal, perfumaria e cosméticos, a primeira embalagem de refil da
perfumaria brasileira constituída de PET 100% reciclado. A embalagem é utilizada
nos refis dos perfumes da linha Ekos Frescores. De acordo com a empresa, por
ser fabricada a partir de material descartado, recuperado e reciclado, os refis
emitem 72% menos CO2 no seu processo produtivo. A Natura iniciou a oferta de
refis para diversas linhas de seus produtos em 2000. Em 2010 relançou o refil de
Natura Erva Doce, produzido com plástico verde (obtido a partir da cana-de-
57
57
açúcar) e também o refil de Natura Tododia, atualmente com 85% menos plástico
que a embalagem regular (EMBALAGEM MARCA, 2014).
Além dos refis, em 2013 a Natura incluiu em seu portifólio a linha Sou®, linha
de produtos com foco em sustentabilidade. As embalagens da linha possuem
design inovador e possuem o mesmo formato para todos os produtos. A
embalagem foi desenhada para utilizar menos plástico e não vem pronta para a
Natura, e sim em rolos de filmes plásticos, o que demanda menos transporte do
fornecedor para a empresa. Por conter menos plástico, a embalagens da linha
são mais flexíveis, sendo necessário menos transporte para os Centros de
Distribuição da Natura: para cada 1000 embalagens de Sou® seria possível
transportar somente 28 das embalagens tradicionais do mercado. Além disso,
gera 3,7 vezes menos resíduo que as embalagens convencionais, de modo que a
embalagem vazia ocupa um espaço 24 vezes menor. A embalagem consome
70% menos plástico do que a média dos produtos do mercado, o que representa
emissões 60% menores de gases do efeito estufa na atmosfera (AOQUI;
DALMARCO; HAMZA, 2014).
5.1.5 EMBALAGEM A PARTIR DE FÉCULA DE MANDIOCA
A fabricante Oka Bioembalagens, em parceria com a Unesp
(Universidade Estadual Paulista), lançou embalagens a partir da fécula de
mandioca em substituição ao poliestireno expandido (conhecido como Isopor®),
proveniente de fonte não renovável. As embalagens podem ser aplicadas em
alimentos, cosméticos e eletroeletrônicos (DCI, 2014).
A tecnologia de injeção de fécula de mandioca para a produção de
embalagens foi desenvolvida há mais de dez anos pelo Centro de Raízes e
Amidos Tropicais (Cerat) da Unesp, porém a primeira tiragem de embalagens em
escala industrial para comercialização só ocorreu em 2014.
A base do produto consiste em um gel feito a partir de fécula de mandioca
e água, ao qual é incorporado bagaço, subproduto da fecularia, responsável por
dar mais resistência à embalagem. No processamento da embalagem há a
58
58
liberação apenas de vapor de água, que é condensado e retorna ao processo.
Porém, a embalagem ainda tem um custo maior que o poliestireno expandido,
sendo aproximadamente duas vezes mais caro que o Isopor® (DCI, 2014).
As embalagens de mandioca são biodegradáveis e compostáveis, e
resistem dez dias na geladeira sem que haja alteração em suas características.
Ao ser descartada se degrada em até 30 dias (FAPESP, 1999).
5.2 PESQUISAS REALIZADAS NA ÁREA CIENTÍFICA
5.2.1 POLPA DE MAMÃO E QUITOSANA PARA A FABRICAÇÃO DE
EMBALAGENS
Segundo estudo realizado por Lorevice et al. (2014) é possível sintetizar
um filme biodegradável para aplicação em embalagens de alimentos através da
incorporação de um nanocompósito de polpa de mamão e nanopartículas de
quitosana.
O estudo consistiu em incorporar à matriz polimérica da hidroxipropil
metilcelulose (HPMC), biopolímero, um nanocompósito de polpa de mamão e
nanopartículas de quitosana (NPQS) com o objetivo de melhorar as propriedades
do filme (LOREVICE et al., 2014).
Filmes foram sintetizados, de modo a obter um filme composto apenas por
HPMC, um filme composto por HPMC e polpa de mamão e um filme composto
por HPMC, polpa de mamão e NPQS. Foram realizados testes comparativos
entre os filmes, sendo estes analisados quanto às suas propriedades mecânicas,
propriedades morfológicas (MEV), permeabilidade ao vapor de água, entre outras
(LOREVICE et al., 2014).
Os filmes contendo HPMC, polpa de mamão e NPQS apresentaram maior
resistência mecânica, maiores propriedades de tensão (maior resistência a
ruptura) e elongação (maior flexibilidade), maior temperatura de degradação e
temperatura de transição vítrea, além de maiores propriedades de barreira ao
59
59
vapor de água (quando comparado ao filme contendo apenas HPMC e polpa de
mamão) (LOREVICE et al., 2014).
Como conclusão, de acordo com Lorevice el al. (2014), o filme composto
por HPMC, polpa de mamão e NPQS possui as propriedades necessárias para
aplicação em embalagens, além de ser um filme comestível (polpa de mamão
confere sabor e cor ao filme), biodegradável e proveniente de fontes renováveis.
5.2.2 EMBALAGEM COM FILME INTERNO BIODEGRADÁVEL
Vergara et al. (2012) desenvolveram o projeto de uma embalagem de
iogurte na qual seu interior é revestido com um filme biodegradável de fácil
remoção e descarte, facilitando o processo de reciclagem da embalagem, uma
vez que embalagens só podem ser recicladas após passar por processo de
higienização.
O filme que reveste a embalagem é constituído de poli(ácido lático) (PLA),
polímero biodegradável que pode ser processado como a maioria dos polímeros
termoplásticos, inclusive pela termoformagem (moldagem de chapas plásticas
através de aquecimento e pressão que dá forma a produtos), além de ter
aprovação da FDA (Food and Drug Administration) para contato direto com
alimentos. O preço do PLA feito de amido de milho é aproximadamente 2 vezes
maior que o PS ou PEAD, sendo competitivo em relação aos polímeros
convencionais (VERGARA et al., 2012).
O processo de fabricação da embalagem consiste em adicionar duas
etapas a mais ao processo já utilizado para a fabricação de bandejas plásticas de
iogurte convencionais: colocação do filme plástico biodegradável e colocação do
lacre no fundo da embalagem. O filme de PLA é acoplado à embalagem de
iogurte por meio de formagem a vácuo, logo após a etapa de termoformagem dos
potes. O lacre, colocado no fundo da embalagem, tem a função de manter aderido
o filme às paredes interiores do pote por meio da ação do vácuo, além de
promover praticidade no descarte do filme (VERGARA et al., 2012). O projeto da
embalagem é demonstrado na Fig. 20.
Desta maneira, é possível descartar o filme de PLA juntamente com os
resíduos orgânicos, uma vez que é biodegradável, e a embalagem de iogurte,
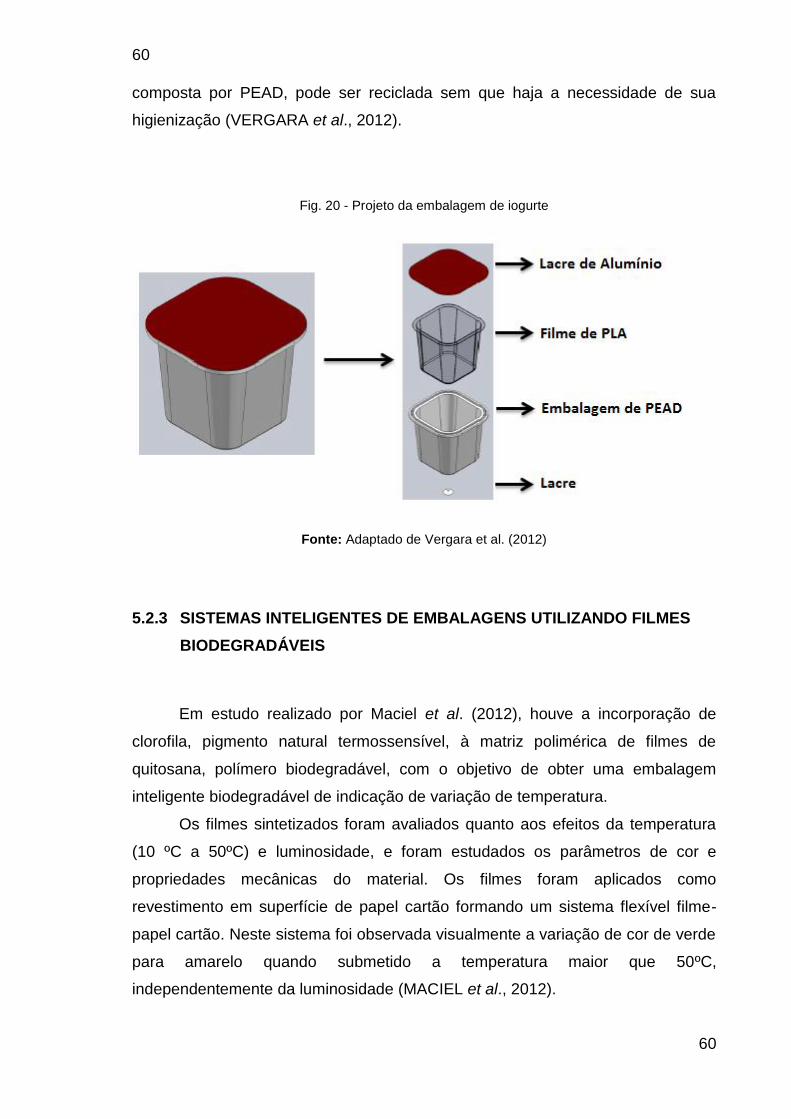
60
60
composta por PEAD, pode ser reciclada sem que haja a necessidade de sua
higienização (VERGARA et al., 2012).
Fig. 20 - Projeto da embalagem de iogurte
Fonte: Adaptado de Vergara et al. (2012)
5.2.3 SISTEMAS INTELIGENTES DE EMBALAGENS UTILIZANDO FILMES
BIODEGRADÁVEIS
Em estudo realizado por Maciel et al. (2012), houve a incorporação de
clorofila, pigmento natural termossensível, à matriz polimérica de filmes de
quitosana, polímero biodegradável, com o objetivo de obter uma embalagem
inteligente biodegradável de indicação de variação de temperatura.
Os filmes sintetizados foram avaliados quanto aos efeitos da temperatura
(10 ºC a 50ºC) e luminosidade, e foram estudados os parâmetros de cor e
propriedades mecânicas do material. Os filmes foram aplicados como
revestimento em superfície de papel cartão formando um sistema flexível filme-
papel cartão. Neste sistema foi observada visualmente a variação de cor de verde
para amarelo quando submetido a temperatura maior que 50ºC,
independentemente da luminosidade (MACIEL et al., 2012).
61
61
Após todas as análises, Maciel et al. (2012) concluíram que o filme de
quitosana contendo clorofila aplicado como revestimento em papel cartão possui
grande potencial para aplicação como indicador colorimétrico de temperaturas na
faixa de 50 ºC a 75 ºC. Nesta faixa há a alteração irreversível da cor do sistema
de verde para amarelo. O sistema apresenta a vantagem de ser biodegradável,
simples de ser fabricado, além de ser constituídos de materiais naturais e seguros
para contato com alimentos, sendo de grande utilidade no setor de embalagens
podendo informar diretamente aos consumidores as reais condições que produtos
termossensíveis como alimentos, fármacos, produtos biológicos foram submetidos
durante o transporte e estocagem (MACIEL et al., 2012).
5.3 DISCUSSÕES
A partir dos resultados obtidos, verificou-se que grande parte das
iniciativas implementadas no setor de embalagens bem como as pesquisas
realizadas na área científica para contribuição da sustentabilidade em
embalagens consiste na diminuição da utilização de materiais plásticos e também
na substituição destes por materiais biodegradáveis. Além disso, verifica-se a
utilização de matérias primas de fontes renováveis em lugar das não renováveis.
De maneira geral, as embalagens sustentáveis contribuem para a
preservação do meio ambiente, causando menores impactos negativos à
natureza e menor utilização de recursos naturais escassos em sua fabricação.

62
62
6 CONCLUSÃO
A partir das pesquisas realizadas, pode-se concluir que são várias as
embalagens sustentáveis utilizadas no Brasil, dentre elas embalagens que
utilizam materiais biodegradáveis, compostáveis, recicláveis, além de embalagens
compostas por menor quantidade de materiais. Verificou-se a partir dos dados
pesquisados a tendência da substituição dos plásticos sintéticos provenientes de
fonte fóssil por polímeros biodegradáveis, como PLA, PHB, entre outros.
Devido a grande preocupação mundial em relação à preservação do meio
ambiente, às leis nacionais, como a PNRS, e também devido a grande difusão do
conceito de sustentabilidade entre consumidores, no Brasil as indústrias têm
adotado medidas sustentáveis na fabricação e utilização de embalagens em seus
produtos. Como consequência, boa parte destas empresas acabou por obter
maior lucro, utilizando a embalagem sustentável como parte do marketing de seus
produtos, atraindo consumidores, além de muitas vezes significar a redução de
custos na produção e transporte dos mesmos. Como benefício da implantação de
embalagens sustentáveis, tem-se menor quantidade de resíduos poluentes
dispostos no meio ambiente causando menor impacto ambiental.

63
63
REFERÊNCIAS BIBLIOGRÁFICAS
ABNT. NBR 9198 Embalagem e acondicionamento – Terminologia. 2010.
ABNT. Procedimento Geral da Marca ABNT Qualidade Ambiental. 2014.
ABRE. ASSOCIAÇÃO BRASILEIRA DE EMBALAGEM. Disponível em:
<http://www.abre.org.br/setor/dados-de-mercado/>. Acesso em: 01 de Set, 2014.
ALLGANER, K. Emissões de CO2 como parâmetro da Avaliação do Ciclo de
Vida do amido de milho plastificado com glicerol destinado à compostagem.
2010. 104 f. Dissertação (Mestrado em Engenharia Química) – Universidade
Estadual de Campinas, Campinas, 2010.
AMASS, W.; AMASS, A.; TIGHE, B. A review of biodegradable polymers: uses,
current developments in the synthesis and characterization of
biodegradable polyesters, blends of biodegradable polymers and recent
advances in biodegradation studies. Polymer International, New York, v. 47, n.
2, p. 89-144, 1998.
ANASTAS, P. T.; KIRCHHOF, M. M.; WILLIAMSON, T. C. Catalysis as a
foundational pillar of green chemistry. Applied Catalysis A: General, Florida, v.
221, n°.2, p. 3-13, 2001.
ANASTAS, P. T.; WARNER, J. Green Chemistry: Theory and Practice. Oxford
University Press: Oxford, 1998, p. 30.
AOQUI, C.; DALMARCO, D. A. S.; HAMZA, K. M. Implementação de estratégias
de desenvolvimento de produtos voltadas para a sustentabilidade – o caso
de Natura Sou. In: XVII SEMEAD SEMINÁRIOS EM ADMINISTRAÇÃO, 17.
2014, São Paulo. Anais. São Paulo: SEMEAD, 2014.
64
64
BATISTA, J. G. F.; BATISTA, E. R. B. Compostagem – Utilização em
horticultura. Açores: Universidade dos Açores, 2007. 252 p.
BERGAMILLER, K. H. et al. Manual para planejamento de embalagens. Rio de
Janeiro, Secretaria de tecnologia do MIC e Instituto de Desenho Industrial do
MAM do Rio de Janeiro, 1975. 98 p.
BIAZIN, C. C.; GODOY, A. M. G. O Selo Verde: uma nova exigência
internacional para organizações. In. XX ENGEP – Encontro Nacional de
Engenharia de Produção Anais. São Paulo, 2000.
CARMONA, V. B. Desenvolvimento de compostos biodegradáveis a partir de
amido termoplástico e fibras vegetais. São Carlos, 2011. Dissertação –
(Mestrado em Ciência e Engenharia de Materiais), Programa de Pós-Graduação
em Ciência e Engenharia de Materiais, UFSCar.
CARVALHO, M. A. Engenharia de embalagens: uma abordagem técnica do
desenvolvimento de projetos de embalagem. São Paulo: Novatec, 2008.
CAVALCANTI, P.; CHAGAS, C. História da embalagem no Brasil. São Paulo:
Grifo Projetos Históricos e Editoriais, 2006, p 138.
CGEE – CENTRO DE GESTÃO E ESTUDOS ESTRATÉGICOS. Química Verde
no Brasil. 2010-2030. Brasília: CGEE, 2010. 438 p.
CHANDRA, R.; RUSTGI, R. Biodegradable Polymers. Prog. Polym. Sci. v. 23, p.
1273-1335, 1998.
CICLO VIVO. Análise do Ciclo de Vida dos produtos é garantia de baixo
impacto ambiental. Disponível em:
<http://www.ciclovivo.com.br/noticia/analise_do_ciclo_de_vida_dos_produtos_e_g
arantia_de_baixo_impacto_ambiental> Acesso em 09 de Mai. 2014.
65
65
COCA-COLA. Coca Cola Brasil lança bottle to bottle primeira garrafa feita de
PET reciclado pos consumo em grau alimentício no pais. Disponível em:
<http://www.renosa.com.br/noticias/coca-cola-brasil-lanca-bottle-to-bottle-primeira-
garrafa-feita-de-pet-reciclado-pos-consumo-em-grau-alimenticio-no-pais-24>
Acesso em: 15 de Nov, 2014.
CORDEIRO, N. M. Compostagem de resíduos verdes e avaliação da
qualidade dos compostos obtidos – caso de estudo da Algar S.A. Lisboa,
2010 – Dissertação – (Mestrado em Engenharia do Ambiente) Programa de Pós-
Graduação em Tecnologias Ambientais, ISA/UTL.
CUNHA QUEDA, A. C. F. Dinâmica do azoto durante a compostagem de
materiais biológicos putrescíveis. Lisboa, 1999. Tese – (Doutorado em
Engenharia Agro-Industrial), Programa de Pós-Graduação em Engenharia Agro-
Industrial, ISA/UTL.
DCI. Mandioca substitui embalagem de isopor em embalagem sustentável.
Disponível em: <http://www.dci.com.br/sustentabilidade/mandioca-substitui-isopor-
em-embalagem-sustentavel-id415473.html > Acesso em: 08 de Nov, 2014.
DIAS, R. Gestão ambiental: responsabilidade social e sustentabilidade. São
Paulo: Atlas, 2010.
EMBALAGEM MARCA. Natura lança refil de PET 100% reciclado para linha de
perfumaria Ekos. Disponível em: <http://www.embalagemmarca.com.br
/2014/08/natura-lanca-primeiro-refil-de-pet-100-reciclado-para-linha-de-perfumaria
-ekos/> Acesso em: 03 de Nov. 2014.
EPSTEIN, E. Industrial Composting: Environmental Engineering and
Facilities Management. California: CRC Press, 2011.
FAPESP. Mandioca vira embalagem. Disponível em:
<http://www.bv.fapesp.br/namidia/noticia/14049/mandioca-vira-embalagem/>.
Acesso em: 08 de Nov, 2014.

66
66
FLEMMING, H. C. Relevance of biofilms for the biodeterioration of surfaces
of polymeric materials. Polym Deg and Stab. v. 59, p. 309-315, 1998.
FIESP. Apresentação de Nelson Pereira dos Reis - Resíduos Sólidos.
Disponível em: <http://www.italcam.com.br/download/apresentacao_dr_nelson-
COMAM.pdf>. Acesso em: 05 de Mai, 2014.
FORLIN, F. S.; FARIA, J. A. F. Reciclagem de embalagens plásticas.
Polímeros: Ciência e Tecnologia, vol. 12, nº 1, p. 1-10, 2002;
FRANCHETTI. S. M. M.; MARCONATO J. C. Polímeros biodegradáveis – uma
solução parcial para diminuir a quantidade dos resíduos plásticos. Química
Nova, v. 29, n° 4, p. 811-816, 2006.
FSC. Disponível em: <http://www.fsc.org.br>. Acesso em: 9 de Mai, 2013.
GOLUEKE, C.G. Principles of biological resource recovery. BioCycle, 1981. p.
36-40.
GURGEL, F. A. Administração da embalagem. São Paulo: Thomson Learning,
2007.
INSTITUTO ETHOS. Polietileno produzido a partir do álcool de cana-de-
açúcar. Mostra Ethos 2009. 2а edição. 2009. Disponível em:
http://www.ethos.org.br/mostravirtual/_negócios)/406/406.html. Acesso em: 22 de
out, 2014.
LACERDA, L. Logística reversa: uma visão sobre os conceitos básicos e as
práticas operacionais. Rio de Janeiro: COPPEAD/UFRJ, 2002.
LEE, S. Y.; CHOI, J. Effect of fermentation performance on the economics of
poly-(3-hydroxybutyrate) production by Alcaligenes latus. Polym. Degrad.
Stab. v. 59, 1998, p. 387-393.
67
67
LOREVICE, M. V.; MOURA, M. R.; MATOSSO, L. H. C.. Nanocompósito de
polpa de mamão e nanopartículas de quitosana para aplicação em
embalagens. Quimica Nova, v. 37, n° 6, p. 931-936, 2014.
MACIEL V. B. V.; FRANCO, T. T.; YOSHIDA, C. M. P. Sistemas Inteligentes de
Embalagens Utilizando Filmes de Quitosana como Indicador Colorimétrico
de Temperatura. Polímeros, v. 22, n° 4, p. 318-324, 2012.
MAIA, H. J. L.; ALENCAR L. D.; BARBOSA, E. M.; BARBOSA, M. F. N. Política
Nacional de Resíduos Sólidos: Um marco na legislação ambiental brasileira.
Revista eletrônica Polêmica v. 13, n.1, Disponível em: <https://www.e-
publicacoes.uerj.br/index.php/polemica /article/view/9636/757> Acesso em: 06 de
maio 2014.
MARQUES J. J. O plástico “verde” e o mercado brasileiro de etanol. São
Paulo, 2010. Dissertação – (Mestrado em Ciências), Programa de Pós-Graduação
em Administração, FEA/USP.
MERKEL, J. A. Managing livestock wastes. Westport: AVI Publishing Company,
1981. 419 p.
MINISTÉRIO DO MEIO AMBIENTE. Manejo de resíduos sólidos Urbanos-
Destaques da Política Nacional de Resíduos Sólidos. Disponível em <
www.mma.gov.br/estruturas/srhu_urbano/_arquivos/folder_pnrs_125.pdf >; Acesso
em 15 de Abril de 2014.
MOURA, R.; BANZATO, J. M. Embalagem, utilização e conteinerização. São
Paulo: IMAM, 1997.
NBR ISO 14040. Gestão ambiental - Avaliação do ciclo de vida - Princípios e
estrutura, 2001.

68
68
OHL ENGINEERING. Solid-state post-condensation: Process description.
Disponível em: <http://www.sp-protec.com/en/procedure/solid-phase-post-
condensation-ssp/process-description/description.html> Acesso em: 15 de Nov.
2014.
OLIVEIRA, M. C. Gestão de resíduos plásticos pós-consumo: perspectivas
para a reciclagem no Brasil. Rio de Janeiro, 2012. Dissertação – (Mestrado em
Planejamento Energético), Programa de Pós-Graduação em Planejamento
Energético, UFRJ.
PAZMINO, A V. Uma reflexão sobre Design Social, Eco Design e Design
Sustentável. I Simpósio Brasileiro de Design Sustentável. Curitiba, 2007.
PELLEGRINO, L. O que é embalagem, <Disponível em
http://www.abre.org.br/setor/apresentacao-do-setor/a-embalagem/>. Acesso em
20 abr. 2014.
PEREIRA, J. L. Planejamento de embalagens de papel. Rio de Janeiro: 2AB,
2003. 96 p.
PEREIRA, P. Z. Proposição de metodologia para o design de embalagem
orientada à sustentabilidade. Dissertação de Mestrado pela Universidade
Federal do Rio Grande do Sul, 2012.
ROBERT, N. T. F. Produção de Embalagem de Papel. Dossiê Técnico da Rede
de Tecnologia e Inovação, Rio de Janeiro, 2007.
ROSA, D. S.; LOTTO, N. T.; GUEDES, C. G. The use of roughness for
evaluation the biodegradation of poly-b-(hydroxybutirate) and poly-b-
(hydroxybutirate-co-b-valerate). Polymer Testing. v. 23, 2004, p. 3-8.
SANTOS, H.; VEIGA, F.; PINA, M. E.; SOUZA, J. J. Compaction, compression
and drug release properties of diclofenac sodium and ibuprofen pellets

69
69
comprising xanthan gum as a sustained realease agent. Int. J. Pharm. v. 295,
2005, p.15-27.
SANTOS, L. Resíduos com interesse agrícola – Evolução de parâmetros da
sua compostagem. Série Estudos, Edição do Instituto Politécnico de Bragança,
2001, p. 146.
SEIFFERT, M. E. B. Gestão ambiental: esferas de ação e educação
ambiental. São Paulo: Atlas, 2010.
SPINACÉ, M.; DE PAOLI, M. A Tecnologia da Reciclagem de Polímeros.
Química Nova, v. 28, n°. 1, p. 65-72, 2005.
STOCK, J. R., Development and Implementation of Reverse Logistics
Programs, Oak Brook, IL: Council of Logistics Management; 1998.
VERGARA L.; WEBER, A.; PEREIRA, G.; FEREIRRA, A.; MONTENEGRO, P.:
SCHMID, W. Processo de desenvolvimento de embalagem de iogurte com
filme interno polimérico biodegradável. Iberoamerican Journal of Project
Management, 2012. Universidade Federal de Santa Catarina (UFSC).
VENZKE, C. A situação do ecodesign em empresas Moveleiras da região de
Bento Gonçalves – RS: Análise das Posturas e Práticas Ambientais. Porto
Alegre, 2002. Dissertação - (Mestrado em Administração), Programa de Pós-
graduação em Administração, UFRGS.
VIEIRA, M. M. G. Desenvolvimento de compostos poliméricos
biodegradáveis modificados com cargas e fibras naturais vegetais. São
Carlos, 2010. Dissertação – (Mestrado em Ciência e Engenharia de Materiais),
Programa de Pós-Graduação em Ciência e Engenharia de Materiais, UFSCar.
WHITE, P.; BELLETIRE, STEVE; P, Ecological design course guide. Louise St.
Okala, Portland, United States, 2004.