
DE CARTbES - celso-foelkel.com.br · ANÁLISE DAS PRINCIPAIS CARACTEftfSTICA5 DE CARTbES I...
12
ANÁLISE DAS PRINCIPAIS CARACTEftfSTICA5 DE CARTbES I INTRODUÇAO Os consumidores tém normalmente uma boa idéia a respeito das caras terísticas que o cartão deve apresentar entretanto quando se torna neces seria a especificação dessas mesmas características através de proprie dadas mensuráveis começam a aparecer sérias dificuldades Quando se solicita um cartão branco rígido e resistente a primeira pergunta será que tonalidade de branco o cartão deve apresentar para estar dentro dessa especificação Uma pequena variação de tonalidade de um branco azulado para um branco amarelado é suficiente para caracterizar uma possível devolução do mesmo ou seja para colocá lo fora de especiti cação Torna se necessário portanto submeter o cartão a uma série de ensaios objetivando a substituição de avaliações personalistas por resultados mais concretos No entanto isto não é fácil É muito comum um consumidor apre sentar especificações em função de aparelhos disponíveis no momento em seu laboratório tendo como base medições efetuadas em produtos consi derados como bons As medições mais comuns sào as de rasgo tração resistincia ao estouro rigidez Bekk Cobb test etc Quando o produto apresenta índices inferiores aos especificados é rejeitado Ora torna se necessário em primeiro lugar compreender o que significa um valor infe rior à especificação e que prejuízos podem ocorrer désse fato A melhor maneira seria um estudo global das solicitações que o cartão sofre quando é submetido a ésses ensaios ou seja o que ésses testes realmente medem Só assim poderemos prever o comportamento do cartão nas várias etapas dá confecção de cartuchos a partir dos resultados disponíveis Os testes para determinação das propriedades de cartão são emsua maioria arbitrários isto é dependem de instrumentos projetados conven cionalmente resultantes de pesquisas de firmas especializadas Essea ins trumentos não podem referir se a val8res padrões absolutos são tomados pois valõres relacionados com padrões relativos Nos Estados Unidos procedimentos padronizados para execução de testes e apresentação de resultados são fixados pela Technical Association of the Pulp and Papar Industry TAPPI no Brasil pela Associação Téa nica Brasileira de Celulose e Papel ABCP Certos resultados podem ser obtidos através de uma avaliação sub jetiva utilizando se analistas treinados que podem efetuar comparações com padrões prèviamente fixados Podemos analizar dessa maneira a cõr tonalidade limpeza etc Existem aparelhos modernos que permitem uma medição aproximada dessas propriedades contudo a comparação com padrões definidos oferece resultados mais apreciáveis O mais difícil não é analizar e sim especificar que testes devem ser feitos e como interpretar os resultados em função das solicitações 8 que o cartão deverá resistir principalmente tendo se em vista as necessidades de um produto que será impresso em máquinas modernas e exigentes e após empregado na confecção de cartuchos de alta qualidade 3
Transcript of DE CARTbES - celso-foelkel.com.br · ANÁLISE DAS PRINCIPAIS CARACTEftfSTICA5 DE CARTbES I...
ANÁLISE DAS PRINCIPAIS CARACTEftfSTICA5
DE CARTbES
I INTRODUÇAO
Os consumidores tém normalmente uma boa idéia a respeito das caras
terísticas que o cartão deve apresentar entretanto quando se torna neces
seria a especificação dessas mesmas características através de propriedadas mensuráveis começam a aparecer sérias dificuldades Quando se
solicita um cartão branco rígido e resistente a primeira perguntaserá que tonalidade de branco o cartão deve apresentar para estar dentro
dessa especificação Uma pequena variação de tonalidade de um branco
azulado para um branco amarelado é suficiente para caracterizar uma
possível devolução do mesmo ou seja para colocálo fora de especiticação
Tornase necessário portanto submeter o cartão a uma série de ensaiosobjetivando a substituição de avaliações personalistas por resultados maisconcretos
No entanto isto não é fácil É muito comum um consumidor apresentar especificações em função de aparelhos disponíveis no momento em
seu laboratório tendo como base medições efetuadas em produtos considerados como bons As medições mais comuns sào as de rasgo traçãoresistincia ao estouro rigidez Bekk Cobb test etc Quando o produtoapresenta índices inferiores aos especificados é rejeitado Ora tornase
necessário em primeiro lugar compreender o que significa um valor infe
rior à especificação e que prejuízos podem ocorrer désse fato A melhormaneira seria um estudo global das solicitações que o cartão sofre quandoé submetido a ésses ensaios ou seja o que ésses testes realmente medem
Só assim poderemos prever o comportamento do cartão nas várias etapasdá confecção de cartuchos a partir dos resultados disponíveis
Os testes para determinação das propriedades de cartão são emsua
maioria arbitrários isto é dependem de instrumentos projetados conven
cionalmente resultantes de pesquisas de firmas especializadas Essea instrumentos não podem referirse a val8res padrões absolutos são tomadospois valõres relacionados com padrões relativos
Nos Estados Unidos procedimentos padronizados para execução detestes e apresentação de resultados são fixados pela Technical Associationof the Pulp and Papar Industry TAPPI no Brasil pela Associação Téanica Brasileira de Celulose e Papel ABCP
Certos resultados podem ser obtidos através de uma avaliação sub
jetiva utilizandose analistas treinados que podem efetuar comparaçõescom padrões prèviamente fixados Podemos analizar dessa maneira a cõrtonalidade limpeza etc Existem aparelhos modernos que permitem uma
medição aproximada dessas propriedades contudo a comparação com
padrões definidos oferece resultados mais apreciáveis
O mais difícil não é analizar e sim especificar que testes devem ser
feitos e como interpretar os resultados em função das solicitações 8 queo cartão deverá resistir principalmente tendose em vista as necessidadesde um produto que será impresso em máquinas modernas e exigentese após empregado na confecção de cartuchos de alta qualidade
3
Um conhecimento global do conjunto de características que determinama adeqüabilidade do cartão para usos específicos é fator básico para a
obtenção de produtos que a um preço económico satisfaçam ao consumidorem funcionalidade e apresentação
O intuito déste trabalho é a apresentação de subsídios a respeito doproblema da interpretação de resultados de testes mais comuns efetuadosem cartões objetivando colaborar na implantação de sistemas funcionaisde Contrõle de Qualidade entre os consumidores de cartão ou mesmo decartuchos
No que se refere ao problema da fixação de especificações ao qualestá intimamente ligado o conceito definição e aplicação de tolerãnciasconsideramos que a complexidade do assunto exige um trabalho inteiramente à parte que pretendemos apresentar num futuro próximo
II O CARTAO DUPLEX
1 Noções Gerais Definese como Cartão Duplex o cartão que éfabricado em duas ou mais camadas de massa sendo a superior dematerial melhor normalmente celulose branqueada própria para receberimpressão e verniz As camadas inferiores são compostas de material nãobranqueado normalmente celulose não branqueada e pasta mecãnica algunsfabricantes utilizam aparas o que diminui as carcterísticas físicas doproduto
O Cartão Triplex é idéntico ao Duplex porém coma camada inferiortambém branca usado para as mesmas finalidades
Se tódas as camadas são brancas dáse ao produto o nome genéricode Cartão Branco É usado para as mesmas aplicações porém para produtos melhores tais como sorvetes cosméticos etc
2 Revestimento Superficial Acamada superior branca do cartãonormalmente denominada fõrro pode ter suas características de im
pressão grandemente ampliadas se fbr revestida coated por uma camadade adesivo e pigmento mineral
A aplicação da tinta de revestimento destinase principalmente a propiciar uma superfície mais lisa uniforme e com melhores característicasde recepção de tinta e verniz além de possibilitar uma uniformização e
aprimoramento dos aspectos de cór e tonalidade
A extenção de influéncia do revestimento superficial é determinadapela quantidade de tinta aplicada e por sua composição A adesão dorevestimento do corpo do cartão é de importãncia fundamental já queuma adesão deficiente pode ocasionar manchas brancas durante o processo de impressão em função da presença de substãncias estranhas no
cauchú
III TESTES ROTINEIROS DE CONTA6LE
As características do cartão podem ser avaliadas a partir de testesque se agrupam em trés categorias distintas
A Testes de apresentação Abrangem os ensaios relativos às pro
priedades óticas limpeza eneanoamento e aspecto superficial
B Testes de funcionalidade Compreendem determinações de gramatura espessura umidade rigidez resisténcia a rasgo tração vincagemestouro delaminação colagem etc São os chamados Testes Físicos
C Testes para impressão Abrangem os testes destinados a ava
liar o comportamento do cartão quando o mesmo fbr submetido aos
processos de impressão e envernizamento como pH superficial K NI G T etc
Devese ter sempre em consideração que a propriedade mais importante de qualquer cartão que vá ser impresso é uniformidade Os ím
pressores podem geralmente regular suas máquinas para imprimir sóbre
qualquer cartão porém uma suséncia de uniformidade contribui grandemente para diminuir a qualidade da impressão e abaixar consideràvel
i mente a produtividade das mesmas
A Testes de Apresentação
1 PROPRIEDADES ÕTICAS DO CARTAO
Apresentação
As propriedades óticas do cartão são tão importantes ou até mais
importantes do que as propriedades físicas do mésmo tal aspecto é salientado em cartões utilizados na confecção de cartuchos ou em impressõesgerais em offset São determinadas pelas quantidades relativas de luz
que atingem o cartão e pela maneira através da qual essa luz incidenteé refletida transmitida e absorvida
As propriedades óticas dos componentes do cartão afetam grandemente as propriedades óticas do mesmo
São fatáres importantes
1 Grau de alvejamento da celulose
2 Presença de pigmentos brancos
3 Presença de Anilinas
4 Métodos de preparação da massa e formação da fblha
5 Características de Revestimento Superficial
Devemos tomar em consideração trés características distintas
a Absorção da luz
A absorção da luz referese à capacidade do cartão em converter
energia luminosa em outras formas de energia usualmente energia tér
mica Pode ser determinada medindose a luz incidente refletida e trana
mitida já que
LUZ INCIDENTE LUZ REFLETIIIe
LUZ ABSORVIDA
LUZ TRANSMITIDA
b Reflexão da luz
Para superfícies bticamente lisas uma alta porcentagem da luz inci
dente é refletida formando um ãngulo igual ao de incidéncia da luz é
a reflexão espetacular ou regular Cartões bem acabados apresentam algumareflexão regular sendo que a maior parte da tuz refletida possui caracte
rísticas de luz difusa
Os instrumentos para medição da reflexão são de dois tipos que
1 Medem reflexão difusa indicadores de alvura brightness e
espectrofotõmetros
q 5

2 Medem reflexão espectral Medidores dé brilho Glossmeters
c Cõr do cartão
A cõr é uma das mais importantes propriedades óticas do cartão
Um corpo perfeitamente branco reflete luz de todos os comprimentosde onda na mesma proporção Um corpo colorido opaco reflete preferencialmente luz de um ou mais comprimentos de onda deviflo ã maiorabsorção de luz nas demais freqüéncias
Por exemplo um cartão com violeta metil mostra uma maior absorçãode luz na faixa do amarelo Devese salientar que as andinas agem absorvendo luz e nào ampliando a quantidade de luz refletida
São exceções certos pigmentos como o dióxido de titãnio e os alve
jantes óticos que absorvem a radiação ultravioleta que é reemitida como
luz visível
d cor pode ser medida através de métodos físicos psicológicos ou
palcofísicos As propriedades físicas são medidas com instrumentos óticosEspectrofotõmetros As psicológicas através das impressões visuais doanalista Finalmente as palcofísicas são medidas fisicamente mas interpretadas psicolbgicamente
Devese encarar a cõr sendo uma propriedade que não pertence total
mente ao cartão em si ela depende das características espectrais da ilu
rriinação das condições geométricas da radiação incidente de refletãncia
espectral do espécime e principalmente do próprio observador O únicofator que permanece sempre constante é a refletãncia espectral do espécime Em poucas palavras podemos afirmar que a cbr está associada com
a refletividade espectral do cartão em térmos de comparação de refle
tãncia com padrões fixados quando iluminada com iluminação específicae observada sob condições perfeitamente definidas
A alvura brightness do cartão na linguagem papeleira é definida como sendo a refletãncia considerada em relação a uma estreitafaixa de variação de comprimentos de onda faixa essa localizada na
região azul do espectro Devido a esta circunstãncia o brightness padrãoé relativamente pouco sensível a variações de tonalidades de branco atribuindo val8res iguais a cartões com variações de tonalidade perfeitamenteperceptíveis pelo õlho humano
Para resolver esta dificuldade tornase necessário a utilização de ins
trumentos que meçam a cór dos cartões entretanto uma fixação detõdas as características intrínsecas ao valor cõr é altamente complexa e
foge ãs necessidades da indústria papeleira Um processo simplificadonormalmente deve oferecer limitações no que se refere às diversas cõres
que podem ser corretamente determinadas
Recentemente o Institute of Papar Chemistry desenvolveu um teste
simplificado para determinação da cór de cartões brancos utilizandosevalõres triplos de estímulo com limitações que podem ser fãcilmenteinterpretadas Um observador pode reproduzir o efeito de um dado estímulo de cór desconhecido através da mistura de trés fontes primâriasde luz e em proporções características Isto possibilita a caracterização da
referida cór em função de valóres triplos de estímulo que podem ser
denominados XYeZ O valor X representa a quantidade de um púrpuraavermelhado de saturação mais alta do que qualquer cór real que possua
éste matiz O valor de Y representa a quantidade de um primário verdeconsiderãvelmente mais saturado do que a radìação do espectro Cujocomprimento de onda é de 520 milimicrons O valor de Z representea quantidade de um primârio azul que é considerãvelmente mais saturadado que a radiação do espectro cujo comprimento de onda é de 477 mili
microns presumindose que as superffcles tenham estrutura e brllho similares
a
O método simplificado indica que as medições dos val8res deetímuldtriplo Y e Z estão mais relacionados com a alvura do cartão d0 qutluma simples determinação de Brightness portanto tornase prâtíco cartc
yterizar com suficiente aproximação a cõr de cartões brancos em funçãode refletãncia luminosa Y e pureza p Sòmente duas medições são requeridas Y e Z Podem ser construídos diagramas para a transformaçãodos valõres Y e Z em Y e p
Este sistema encontrase perfeitamente relacionado com o sistema decõres CIE
Considerações
A cõr influencia considerãvelmente na qualidade do cartão já que
geralmente é a primeira característica a ser observada pelos consumidores
Porém o fator mais importante a ser considerado é a uniformidadeLotes de cartões apresentando variações na tonalidade freqüentementecausam problemas gráficos impossibilitando a apresentação de uma arte
gráfica uniforme
Embora entidades como PAIRA Printing Pacldng and Allied Trades
Association TAGA Technical Association of the Graphic Arts e ACFf
Praphic Arts Technical Foundation tenham desenvolvido diversos siara
mas de testes o método mais simples e barato para determinar ea varia
ções de tonalidade ainda é a inspeção visual através da comparação com
padrões Um analista convenientemente treinado sob boas condições podedetetor diferenças tão pequenas como 10 enquanto qúe um espectrofotAmetro bem calibrado possibilita uma precisão de 025a na medida da
energia luminosa refletida
2 LIMPEZA
y Apresentação
As manchas e substãncias estranhas que podem ser encontradas no
cartão são classificadas como sujeira desde que sua coloração forneçaalgum contraste com a camada superficial do mesmo normalmente branca
Os procedimentos usuais para determinação da limpeza ou sejao grau de suséncia de sujeira são relativamente simples e requeremum mínimo de equipamento
O mais comum é o da área equivalente Consiste na utilização de
uma carta de comparação na qual manchas de diferentes tamanhos e
aspectos são representadas sõbre fundo branco as âreas dessas manchas
são devidamente calculadas A amostra é então examinada sob certas
condições de iluminação e cada mancha ou sujeira tem sus ârea estimadaatravés de comparação com a carta padrão Devese tomar um cuidado
5 7

muito especial com a amostragem pois as amostras devem representaro mais possível as condições de limpeza do cartão A área total equivalente para um conjunto de amostras representativas écalculada eexpressaem milímetros quadrados por metro quadrado de superfície examinadao que equivale a partes por milhão
A mancha é considerada como sujeira quando sua área equivalenteé maior do que um valor mínimo arbitrário geralmente de 002 mm Um
cuidado especial deve ser tomado também quando da determinação daárea equivalente de manchas com perímetros não definidos perfeiiamente
Considerações
Esse método está sujeito a falhas humanas de avaliação de áreasequivalentes ou mesmo de determinação de amostras representativas Poroutro lado permite a classificação da limpeza do cartão através devalõres numéricos que são absolutos e permitindo representações gráficase contróle da qualidade da matéria prima para o fabricante e uma ava
liação comercial razoável para o consumidor com resultados mais satisfatórios do que os encontrados com a utilização dos conceitos de limpoe sujo
Uma fòlha com um índice baixo de limpeza pode ocasionar quedasna produtividade das máquinas impressoras e perda de matéria primaalém de contribuir para diminuir o grau de apresentação dos cartuchos
Entretanto o problema é muito mais sério se essas impurezas não estãobem agregadas ã superfície do cartão e destacamse durante uma im
pressão offset pois podem ficar grudadas no cauchú e ocasionar sériosdefeitos em outras fõlhas que aparecerão com regiões não impressasbem caracterizadas
A determinação do grau de limpeza de uma fõlha a partir da áreaequivalente pode tornarse totalmente inadequada e até inoportuna se
a carta padrão não tiver sido confeccionada com um critério bem racional tendose em vista os aspectos comerciais do assunto e também as
características de utilização futura do cartão
3 ENCANOAMENTO
Costumase dizer que um cartão está encangado quando não se encontrainteiramente plano mas apresentando uma ondulação característica
Cartões encangados causam sérios problemas para os gráficos exigindo um manuseio inicial antes de serem levados até a impressora criando problemas com as chupetas das máquinas offset e ocasionando dificuldades no registro
Há dois tipos principais de encanoamento
O primeiro é o inerente que como seu nome indica é inerente ao
próprio cartão sendo devido a problemas na fabricação ou no acaba
mento O segundo o encanoamento de umidade é devido a tendência
do cartão de entrar em equilíbrio de umidade com o ambiente podendodesaparecer quando ësse equilíbrio é alcançado
O cartão geralmente tende a curvarse tendo como eixo principala camada superior isto é ocasionado por um encolhimento maior nesta
lado ou em função de diferenças em tensões
Não existe ainda um teste devidamente padronizado que determinea tendência real de encanoamento do cartão Um ensaio simples porémcom resultados não muito dignos de confiança consiste em cortar ocartãoem tiras secálo em estufa e medir o encanoamento com auxílio de um
transferidor Entretanto o consumidor pode constatar filcihnente o problema na prática O problema pode ser contornado em parte atravésda colocação de táboas de madeira separando diversas camadas nas pilhasde cartão estocado Isto contribui para evitar a aplicação de cargas desi
guais sõbre o cartão o que pode contribuir para incrementar sua ten
dência a encangar
Enquanto fábricas de papel e gráficas não estiverem totalmente equipadas com sistemas de contrõle de ppuridade e temperatura em suas insta
lações haverá sempre o risco de Surgirem problemas de encanoamentoem função de variações abruptas das condições climáticas
B Testes de Funcionalidade
ll GRAMATLRA
A gramatura é definida como sendo o pëso em gramas por metro
quadrado de papel ou cartão
O principal cuidado na determinação da gramatura é com a amos
tragem Em se tratando de resmas ou bobinas a gramatura não deve
se restringir a uma fõlha ou capa exclusivamente É um dado que tem
de ser avaliado a partir de valõres médios empregandose amostres retiradas em diferentes locais
O tamanho do corpo de prova ou seja do pedaço de cartão de dimensões definidas que vai ser pesado influi muito no resultado Existem
balanças apropriadas para determinação de gramatura nas quais os cor
pos de prova são cortados em tamanhos padronizados geralmente de
30 x 30 cm Isto evita que a medida seja feita de um pedaço de cartão de5 x 5 cm que não representa absolutamente o lote
Existem ainda balanças nas quais vários corpos de prova são pesadosde cada vez tornando a leitura mais regresentativa não são indicadas
balanças analíticas de precisão
A variação de gramatura em si não é problema entretanto ocasionadificuldades porque altera outras características do cartão como esliessura e resistëncia a solicitações físicas quebrando a uniformidade do
produto
2 ESPESSURA
A espessura é definida como segdo a distãncia perpendicular entre as
duas superfícies principais do cartão determinada sob condições específicas
Sus determinação não é uma operação simples requer um micrõme
tro aparelho de alta precisão que deve ser corretamente calibrado e cuidadosamente utilizado
O cartão apresenta alguma complexidade conseqüentemente opressãoaplicada entre as placas do micrõmetro é crítica e deve ser padronizadaAdotase geralmente uma pressão padrão de 9 libras
B 9

A umidade tem grande influéncia na determinação da espessura e isso
deve ser lembrado ao se efetuar comparações entre espessuras de diferentes amostras
Devese salientar que a espessura do lote em si não é problemao principal é a variação da espessura ao longo da fõlha ocasionando
impressão defeituosa e provocando perda de tempo em virtude de paralização da máquina para os necessários ajustes
A máquina impressora é regulada para trabalhar com cartões de
espessura uniforme Quando fõlhas de maior espessura são impressasos pontos de impressão são esmagados mais do que deviam e espalhadoso inverso ocorrendo se a espessura é sensivelmente inferior ao valor médio
Como conseqüéncia poderemos ter impressões com tonalidades diferentes
3 UMIDADE
A umidade é a quantidade de água contida no cartão na práticaconsiderase como tal a perda de péso que uma amostra experimentaquando submetida a condições normalizadas de ensaio
Normalmente o cartão está sempre perdendo ou ganhando água de
pendendo das condições do ambiente que o envolve Desde yue o ar sempre
contém algum vapor dágua o cartão não pode permanecer absolutamente
séco pois sempre deverá tender para o equilíbrio com o ambiente
O procedimento mais comum para determinação da umidade é o da
secagem em estufa a 105 C contudo a precisão de qualquer determi
nação está diretamente relacionada com a adequabilidade do processo de
amostragem empregado
O cartão apresenta grandes variações em suas características de resis
téncia em função de sua umidade O contrõle da umidade em laboratórios
de contrõle é requisito indispensável para obtenção de resultados precisosem testes físicos embora raramente exista por motivos econõmicos
Um perfeito equilíbrio entre o cartão e o ambiente é essencial parabons registros em impressões multicoloridas para isso certas gráficasdeixam o cartão algum tempo em condicionadores especiais sendo que
as condições désses ambientes devem ser similares às da sala de im
pressão
Um cartão muito úmido pode ocasionar impressões opacas sem vida
Variações de umidade entre os lados e o centro das fõlhas podem oca
sionar encanoamento além de uma série de problemas que tornam uma
boa impressão difícil ou quase impossível
4 DIREÇ6ES DE FABRICAÇAO NO CARTAO
O cartão tem duas direções principais ocasionadas por
e Uma orientação preferencial das fibras na direção de trabalho da
máquina de papel
b Difc enciação na resisténcia física em função dessa orientaçãopreferencial e da maior tensão exercida no papel nessa direçãodurante a secagem
A direção que coincide com a de trabalho da máquina de papel é
denominada de dfreção longitudinal DL machine dírection a direção
perpendicular à mesma é a direção transversal DT crose machine direc
tion
Na execução de testes de determinação da resisténcia física do cartão
ao rasgo ou à tração a existéncia dessas duas direções deve ser levada
em consideração Costumase executar os testes e apresentar os resultados
diferenciandose os encontrados em cada direção como regra geral a
direção a ser indicada nos resultados referese àquela na qual a fõrçeé aplicada Ordinàriamente há menor variação nas propriedades do papalna direção longitudinal do que na transversal o que explica a necessidadede especificarse bem o cartão a fim de que a sua introdução na mâquinàimpressora seja feita da maneira adequada ou seja contra a fibra
5 RESSTENCIA A RASGO
A resisténcia a rasgo é uma propriedade empírica relacionada com
a estrutura do cartão podendo os resultados obtidos fornecer indicaçõessõbre a natureza e condição das fibras utilizadas em sua fabricação
O aparelho mais empregado é o Elmendorf que mede a resisténcia
interna a rasgo
Após as amostras terem sido submetidas a um corte inicial determi
nase o trabalho necessário para rasgar o cartão de uma determinadadistãncia
Este teste é significativo para cartões que deverão sofrer tensões que
podem originar solicitações de rasgo durapte os processos de conversão
ou mesmo em sua utilização Normalmente a resisténcia a rasgo na direçãolongitudinal é geralmente menor do que na transversal
Os aparelhos tipo Elmendorf são relativamente baratos e simples de
serem utilizados sendo o rasgo uma especificação tradicional e largamenteempregada
6 RESISTENCIA AO ESTOURO
Esse teste representa uma medição complexa e relacionada com vârias
características muito mais fundamentais principalmente a resisténcia á
tração 1 sensível à qualidade proporção e quantidade de fibras da amos
tra além do grau de refino formação revestimento superficial etc
Empregase geralmente um aparelho tipo Mullen que determina a
pressão hidrostática requerida para romper o cartão quando aplicadapor intermédio de um diafragma de borracha registrase a pressão no
momento da rutura
A resisténcia ao estouro é muito difundida para medições em cartões
principalmente porque é um dos mais antigos testes existentes é rel8ti
vamente simples e fâcil de ser executado Entretanto não representa as
solicitações que um cartucho pronto poderá sofrer em função do pésode seu conteúdo
Como a amostra é fixa por um anel e permanece plana antes da
pressão ser aplicada as solicitações que se desenvolvem quando daexe
cução do teste são realmente de tração Conseqüentemente o teste de
resisténcia à tração é muito mais significativo do que o de resisténcia
10ll
ao estouro ainda mais se levarmos em consideração que éste não fazdistinção entre a direção longitudinal etransversal de fabricação e forneceresultados que não são fàcilmente reproduzíveis
Entretanto alguns autores discordam parcialmente dessas afirmaçõesalegando que Mullen pode muito bem ser utilizado para comparações dequalidade de cartões
7 RESISTENCIA A TRAÇAOA resisténcia à tração é definida como sendo a fbrça paralela ao
piano da amostra requerida para romper uma amostra de dimensõesdefinidas sob condições específicas de carga
Pertence ao grupo de proprtedadesassociadas com a fabricação docartão já que é grandemente influenciada pela qualidade das fibras e
características de formação é uma propriedade fundamental e com razoável reprodutibilidade Está ligado à resisténcia ao estouro como comentamos anteriormente Apresenta valbrec Diferentes de acõrdo com a direção9e fabicaçã geralmente é sempre maior na direção longitudinal doque na transversal
8 LISURA
A lisura está relacionada com o contõrno superficial ou perfeiçãomecãnica da superfície do cartão Lisura significa suséncia de protuberãncia marcas flocos substãncias estranhas fibras cortes de calandrae outros defeitos superficiais o que é grandemente facilitado com um
recobrimento superficial
O mais acurado método para determinação da lisura consiste na utili
zação de um microscópio Ajustase o foco do microscópio para uma
certa região da fblha que está sendo estudada e em seguida movimentaseum pouco a mesma Se houver necessidade de nova focalização é sinal
que a superfície do papel não é perfeitamente lisa Uma medida micrométrica de regulagem necessária para nova focalização permitirá avaliaro grau de irregularidade da fólha
Existem aparelhos estrangeiros de alto preço capazes de detetarirregularidades na superfície do papel utilizados em pesquisas
Poderemos citar os produzidos pela Forest Products Laboratory e pelaBrush Electronic Co Cleveland Ohio São aparelhos capazes de analisara superfície do papel medindo e registrando as características de contõrnodo mesmo
Outros métodos para determinação da lisura são
a FotográficoDiferentes técnicas fotográficas são empregadas As mais comuns ba
seiamse na avaliação subjetiva das características superficiais do papelfotografadas como emprégo de iluminação oblíqua
Sbmente técnicos especializados podem analisar corretamente as foto
grafias
b Determinação da área ótica de contato
Um exemplo típico é o aparelho de Chopman
c Determinação de fluxo lateral de ar
E o empregado em testes de rotina e dá resultados relativamentesatisfatórios Os aparelhos baseiamseno fato de que o volume dos espaçosde ar entre o papel e uma superfície plana é proporcional às irregulari
dadas de cartão e que a velocidade de fluxo de ar entre duas supérfícieaé proporcional ao volume dos bolsões de ar Na execução do teste aamostra é submetida a pressão constante e registrado o tempó para ueum volumé definido de ar escoe entre o cartão e uma superfície pádáoou entre duas fõlhas de cartão
Os aparelhos déste tipo mais empregados são BEKK WILLIAMSSHEFFIELD BENDTSEN E GURLEY sendo éste último o mais comamno Brasil
Como regra geral os aparelhos à base de fluxo de ar apresentamresultados aceitáveis entretanto certos fatõres podem influenciar consideràvelmente no resultado final Por exemplo os resultados são maisinfluenciados por uma depressão relativamente grande do que por um
conjunto de depressões menores de igual rea equivalente No caso decartões muito lisos como papéis couché o ftuxo de ar determina principalmente aporosidade transversal da fblha e não a lisura a espessurae a densidade da amostra no caso são de grande importãncia O fluxode ar também é influenciado grandemente por irregularidades descontínuas
9 VINCAGEM
a Considerações iniciais
A vincagem e dobra do cartão são partes essenciais nas etapas deacabamento do mesmo Atualmente esses operações são processadas em
equipamentos de alta velocidade entretanto a regulagem das mesmas ébaseada quase que exclusivamente na prática sendo limitados os estudosapresentados até o momento Existem alguns aparelhos para testar e
prever o comportamento do cartão na vincagem e na dobra como 0
BRDA SCORE TESTES TAPPI STANDARD o PATRA SCORA TESTERe o CONCORA SCORE TESTER Esses testes podem ser considerados importantes para um Contrõle de Qualidade porém não fornecem indicaçõesprecisas a respeito do mecanismo bsico do vinco ou o porqué de certoscartões apresentarem um comportamento superior ao de similares em
máquinas automticas
Um estudo altamente interessante foi desenvolvido pór A G EMSLIEe R S BRENNEMAN da ARTHUR D LITTLE INC e publicado peloTAPPI de junho de 1967 págs 289 a 297 sõbre o comportamento teóricode cartões com relação a vinco e dobra a respeito do qual faremos algumasconsiderações
Segundo ésses autores o sucesso do cartão como material parà confecção de cartuchos é função direta da propriedade de ser capaz de existirem dois estados físicos completamente diferentes um estado rígidono qual as camadas que compõem o cartão são bem unidas juntas e
um estado flexível no qual as camadas sofrem uma delaminação Essesdois estados podem existir simultãneamente em regiões adjacentes e provero cartão de um conjunto de áreas rígidas separadas por linhas de vinco
A passagem de uma estreita área do cartão do estado rigldo parao estado flexível é acompanhado parcialmente por umprécondicionamentoprovocado pela operação de vincagem e parcialmente por um inicio dedobra O cartão permanece essencialmente rígido até que a dobra piòpriamente dita se inicie
2 13
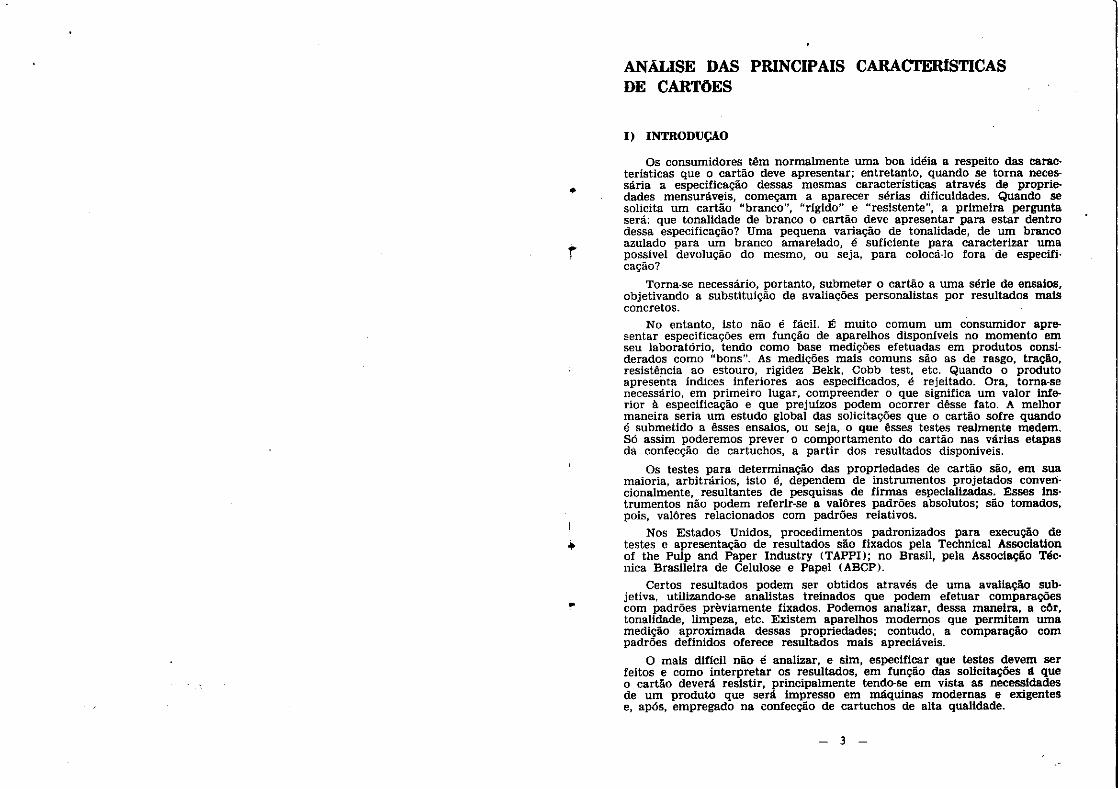
Durante a ação de dobra do cartão há uma grande solicitação nascamadas externas do mesmo enquanto que as internas são submetidasa uma compressão irregular Para possibilitar a dobra o cartão deve tersido prèviamente vincado O vinco comum com um conjunto de facasreduz a espessura do cartão e diminui as tensões na dobra mas reduza resisténcia física do mesmo Uma técnica muito mais aconselhável éa utilização de um vinco tipo macho e fëmea a Paca macho força a
penetração do cartão num canal cuidadosamente dimensionado férreaaqui denominado molde figura 1
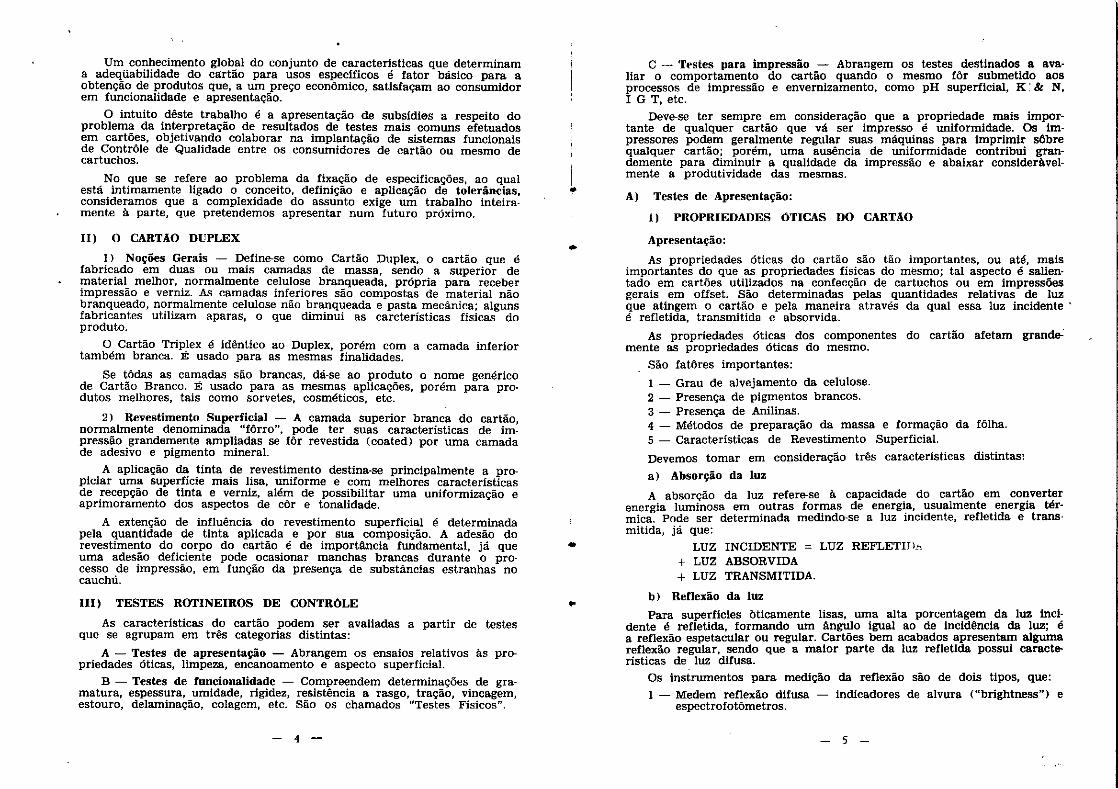
A medida que a extremidade do cartão encosta nas laterais do moldea deforniaçáu tem prosseguimento e o cartão é forçado dentro do referidomoldeférrea figura 3
14 MOLE
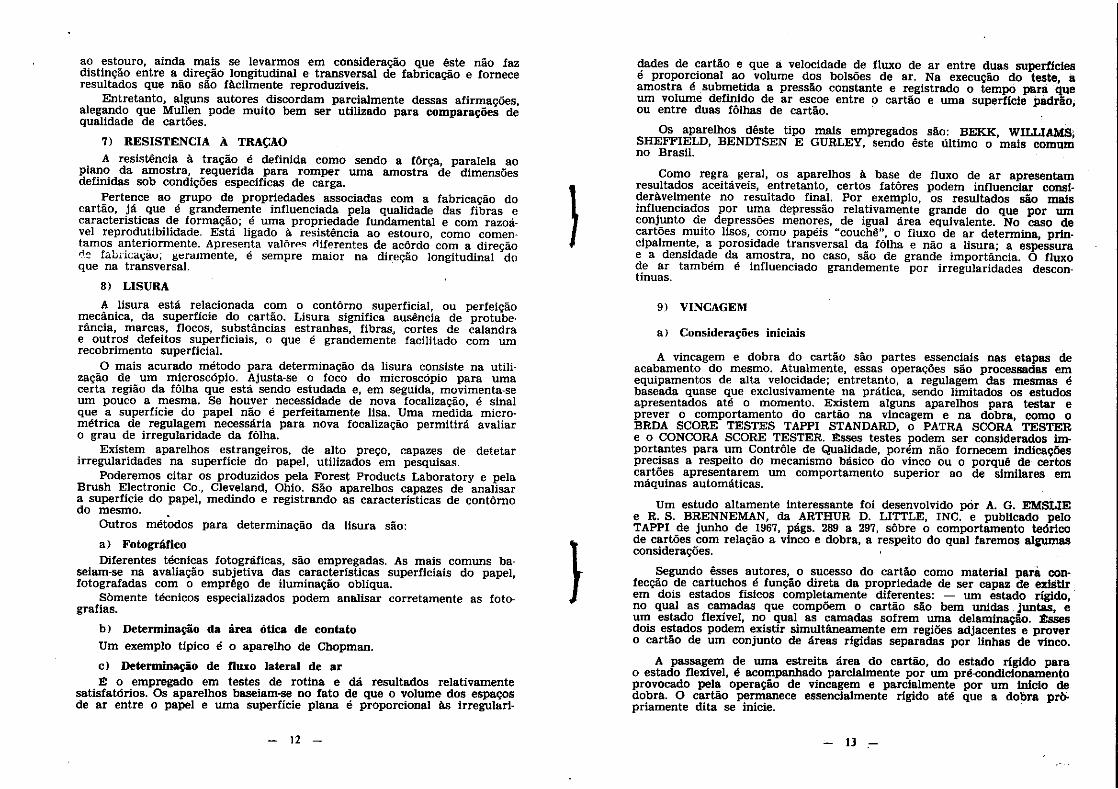
A faca atinge seu ponto de maior deslocamento forçando mais ocartão dentro do molde Começa então o processo de subida da facae o conseqüente relaxamento das solicitações sbbre o cartão ocorrendoconsiderável recuperação elástica as tensões de cisalhamento que se originam não são uniformes através da espessura do mesmo Como resultadoda ação de cisalhamento do conjunto faca e molde temos uma reenCrãncia na linha superior a e uma ruga na linha inferior b o cartãoapresenta as linhas ou marcas de vincagem figura 4
b A operação vincagemQuando a faca encosta no cartão ëste começa a moverse para baixo
como um todo até encontrar a resistëncia exercida pelas extremidadeslaterais do canalférrea ou molde nos pontos 1 e 2 figura 2 Neste instante cessa ësse movimento descendente e o cartão começa a sofrer uma
alteração em suas dimensões entre os pontos 1 e 2 pois as fbrças come
çam a agir no plano do mesmo ou seja paralelamente ã sua superfície
A vincagem reduz grandemente a ligação entre as fibras dentro daárea vincada porém não há indícios de uma delaminação completa Testesde resisténcia a solicitações de tensão demonstram que a linha superiorraramente é danificada
Mesmo sob condições de vinco extrémamente adversas a linha superiordo cartão figura 1 retém mais de 90 de suas propriedades de resisténcia física Porém a linha inferior pode ser grandemente danificadapodendo chegar até a rotura se forem utilizadas facas excessivamenteestreitas ou com excessiva penetração
Vincos mal calculados são ainda mais problemáticos se a distãnciaentre os mesmos fór pequena e se forem feitos individualmente O problema éatenuado em vincagens simultãneas como a que ocorre em máquinas modernas Devese sempre salientar que a operação vincagem temum objetivo de précondicionamento ni seja deve proporcionar condiçes au carto üe modo que quando fõr processada a dobra possahaver uma delaminação tão compteta quanto possível dentro da áreavincada
c A operação dobra
Quando a dobra tem início a deformação na região vincada dá origema diversas tensões entre as camadas na direção z ou seja perpendicularao plano do cartão A delaminação ocorre se essas tensões excedem ásde ligação entre as camadas do cartão
As tensões desenvolvidas entre as camadas durante a operação dedobra dependem de fatóres como o módulo de elasticidade e espessuradas diversas camadas A tensão de delaminação é proporcional a umcoeficiente médio que depende de vários fatóres como a relação entrea espessura da ruga da linha inferior e a espessura do cartão além darazão entre o comprimento da parte deformada na vincagem d e areferida espessura
A tensão para delaminação é duas ou trás vézes menor para vincosrealizados na direção de fabricação longitudinal do cartão do que paraa direção transversal em virtude de características de rigidez Entretantoa fórça de ligação entre as camadas já que depende de uma condiçãoperpendicular ao plano do cartão é a mesma para ambas as direçõesIsto explica porque a delaminação e conseqüentemente a formação dasmarcas de vinco é muito mais fácil de ser obtida na direção longitudinalPorém isto pode ser corrigido com um molde mais estreito e um maiordeslocamento da faca que para vincagem transversal
A operação seguinte ã da vincagem é efetuada geralmente em máquinas automáticas que dobram e colam o cartão para a confecção docartucho
Essas máquinas dobram dois vincos de um ãngulo de 190e e colamuma aba para formar uma peça retangular achatada Estas peças sãoentão fornecidas aos consumidores que com máquinas geralmente auto
máticas dobram as abas inferiores de 90e formando um cartucho abertoem sua parte superior e que recebe o conteúdo e é completamente fechado
O cartão deve ter sido corretamente trabalhado de maneira a resistir ãs várias dobras executadas em alta velocidade e garantir gtrbaaabas recentemente coladas permaneçam imóveis o tempo necessário paraa secagem da cola O cartucho não deverá sofrer nenhuma rtur8 na
camada externa e apresentar uma linha de ruga intacta e simétrica oe
camada interna de maneira a não ficar fora deesquadro
Segundo os sutores aos quais nos estamos referindo ocorreamáseqüéncia similar de acontecimentos com cartões com boas ou más caraççterfsticas de dobras Em todos os casos a dobra começa preferéncialmente numa parte lateral do vinco e a delaminação ocorre na áreavincada mais próxima désse lado
A primeira evidéncia de delaminação é um aumento substancial na
espessura do cartão mesmo antes de ser visível uma separação entre
as camadas A delaminação continua nésse ponto original por algum tempoainda sem afetar a outra extremidade da região vincada Após essa se
qüéncia repetese para essa outra extremidade e a protuberãncia causada
pela delaminação tornase simétrica Tõda esta seqüéncia contribui paraI enfraquecer considerãvelmente a resisténcia física do cartão nessa região
Para evitar rotura tornase necessário que a linha superior apresente ums
alta resisténcia ãs solicitações de tensão
Como conclusão podemos afirmar que a ação de vincagem deve set
efetuada através de uma combinação racional da largura do molde largurada faca e deslocamento da faca Uma excessiva tensão sóbre a camadasuperior do cartão pode ocasionar rotura durante o processo de dobrae deve ser cuidadosamente evitado Além disso o cartão deve apresentaruma boa expansibilidade e compreensibilidade nas camadas interiores
Um teste prático muito comum é o de dobrar o cartão entre os dedosuma vez em cada direção longitudinal transversal e num ãngulo de45 verificando se o cartão resiste ou não a essas solicitações
Existem alguns aparelhos objetivando apresentar valõres numéricospara as características de dobra do cartão entretanto devese tomarmuito cuidado com a interpretação dos mesmos
Devese salientar que os aparelhos que medem a dobramúltiplafoldingendurence SHOPPER MIT e KOHLER MOLIN baseiamsenum teste empírico que mede a quantidade de dobras que o papel podesuportar antes que sua resisténcia ã tração atinja valõres inferiores a
um padrão de um quilo
As fibras não quebram durante o teste porém verificase uma gradualperda de ligação entre as fibras de maneira a reduzir a resisténciatração
Não há relação de comparação entre resultados apresentados pelosdiferentes aparelhos Bodese ter uma idéia das características de resisténcia de papéis ou cartões a um manuseio contínuo como por exemplocapas índices fichas etc
10 RESISTffiNCIA A DELAMINAÇAO
A resisténcia ã delaminação ou seja a aderéncia existente entre as
várias camadas que formam o cartão é muito importante nas várias
etapas de processamento para confecção de cartuchos
16 t7
A delaminação sbmente deve ocorrer nas áreas vincadas o cartão em
geral deve resistir às várias solicitações de cisalhamento
Um teste muito comum e fácil de ser executado consiste em prenderuma tira de fita gomada em cada face do cartão e medir a fõrçanecessária para promover a separação entre as camadas Desde que o
cartão é delaminado num àngulo normal à superfície e sem qualquerdistorsão da amostra ésse teste não apresenta uma boa indicação sõbrea resisténcia das camadas a cisalhamento
Um nõvo aparelho destinado a medir a resisténcia à delaminação foidesenvolvido pela BRDA Boarding Research and Development Associationpara medir uniformemente a fõrça necessária para separar continuamenteuma amostra de cartão relativamente grande
O aparelho consiste em duas unidades A número um é formada pordois rolos um em cima do outro paando o cartão entre ëles O rõloinferior é de aço inoxidável e o superior é coberto com uma camada deborracha Um sistema hidráulico permite a compressão do rõlo superiorcontra o inferior A unidade número dois consiste num par de rolosde alumínio e num motor especial conectado com o rõlo inferior de talmaneira que qualquer variação na carga do motor seja uma medida dedelaminação do cartão que também passa entre os rotos
Estudos prolongados mostraram segundo Kroeschell e Winn que algunscartões retém sua resisténcia a delaminação após múltiplas passagensenquanto que outros vão perdendo essa capacidade a cada passagemdo cartão
Uma coisa muito importante deve ser ressaltada a resisténcia à delaminação inicial não mede a resisténcia intrínseca do cartão ou seja cartõescom alta resisténcia a delaminação inicial podem muito bem delaminarfàcilmente após uma ou mais passagens pelo aparelho BRDA além domais se não foi considerada a flexibilidade a tendéncia à delaminaçãoindepende da espessura
Esses resultados mostram o porquë da inexatidão do teste com fita
gomada e desaconselham o emprégo da habilidade manual de analistas
para separar camadas O importante é que o cartão apresente não uma
alta resisténcia à delaminação mas uma resisténcia constante duranteas várias etapas de processamento Isso explica porque certos cartuchosconfeccionados com cartões supostamente resistentes delaminam por com
pleto após estarem prontos para serem entregues a consumidores
c Testes de Impressão
Uma boa impressão exige um cartão com certos requisitos na lisuraabsorção resisténcia superficial e estabilidade dimensional As modernas
máquinas impressoras são intolerantes com variações de uniformidadeprincipalmente quando essas variações traduzem características abaixo de
certo mínimo indispensável
A melhor maneira de se avaliar a qualidade de impressão de um
cartão é sem dúvida a análise de resultados obtidos com uma máquina
impressora muito difícil prever o comportamento de produtos em ope
ração normal a partir de testes de laboratório Entretanto certos testes
permitem uma certa avaliação preliminar
1 Receptividade à tinta
A receptividade à tinta de impressão pode ser descrita como a capacidade do cartão em aceitara transferéncia de tinta de superfícies im
pressoras
A quantidade de tinta necessária para obter uma determinada intensidade de cõr está relacionada com o cartão e com a própria tinta nãose pode falar da penetrabilidade de uma certa tinta em relação a um
determinaào tipo de cartão
Devese sempre usar a menor quantidade possível de tinta para a
obtenção do resultado desejado conseqüentemente a qualidade da tintausada e as características da superfície do cartão são igualmente importantes na determinação désse mínimo necessário De uma maneira geralquanto mais liso e menos poroso fór o cartão menos tinta é necessária
Em cartões revestidos a receptividade à tinta é influenciada pelaquantidade de revestimento aplicado o tipo de adesivo e pigmento mineral
e a relação entre adesivo e pigmento
Há dois tipos principais de testes de receptividade à tinta O primeiroconhecido como gõta de óleo baseiase na absorção de uma gõta deóleo de rícino e não é recomendado para cartões revestidos ou não
O segundo tipo de teste está relacionado com a absorção superficialde certas tintas especiais A mais comum é a utilizada no chamado testeK N
A tinta consiste num corante azul solúvel em óleo formando urna
espécie de pasta com um pigmento e um óleo não oxidável E aplicadasõbre a superfície do cartão a ser testada de maneira a formar um Yilmeuniforme e após um intervalo de tempo préfixado geralmente doisminutos retirase o excesso com uma espátula e secase bem com um
pano limpo Quanto mais absorvente fõr a superfície mais intensa apresentarseá a coloração da mancha de tinta resultante Podese apresentarnumèricamente o resultado do teste através da comparação de padrõesou como aparelhos de brightness são muito comuns através de indi
cações fornecidas por ësses instrumentos
Apesar de serem expressos numèricamente ésses resultados são em
píricos enredem sõmente uma das propriedades que definem as caracte
rísticas de impressão do cartão
A receptividade da tinta está intimamente ligada com as condiçõesde fabricação do cartão e principalmente com as características do reves
timento superficial se existente Um bom resultado com o K N é
uma indicação de que a impressão sairá brilhante e com v1da e de
acõrdo com o tipo de verniz utilizado poderá fornecer dados sõbre a
absorção durante o envernizamento
2 Resisténcia Superficial
A Resisténcia Superficial é uma característica essencial a qualquerprocesso de impressão e principalmente em offset
lg q
5e essa resistência superficial é deficiente o gráfico pode passar porsérios apuros quando fibras ou mesmo pequenos pedaços do fõrro destacamse do corpo do cartão durante o processo de impressão Essa dificuldade pode aparecer em cartões revestidos se a adesão da tinta de
impressão ao revestimento é superior á adesão entre ésse revestimentoe o próprio cartão Entretanto muitas vézes a tinta de impressão podeser responsável por ésse problema se a tinta tiver muita pega tackyessa pegajosídade pode ser reduzida pelo próprio impressor dentro decertos limites sem reduzir a qualidade da impressão
O método tradicional para determinação da resisténcia superficial éo conhecido Dennison Wax test no qual é utilizada uma série de bastõesde céra numerados Estes bastões com diferentes graus de dureza sãofundidos e colocados sõbre o cartão a ser testado nésse estado e retiradosapós certo temnn uogra número da céra mais mole que nãodanifica a superfície ao ser arrancada
O Dennison é um teste muito difundido porém não representa realmente as solicitações que ocorrem durante um processo de impressãoPara cartões com revestimento superficial nos quais uma porção significativa de amido é substituído por uma resina termoplástica há uma
pequena se houver correlação entre as citadas solicitações e os
resultados do teste de céra
Para superar a dificuldade muitos instrumentos e novas tecnologiasforamse desenvolvendo Atualmente são encontrados no mercado aparelhos como o LTF PICK TESTER IGT PRINTABILITY TESTER HÉRCULES BROOKFIELD PRINT TESTER WALDRON PICK TESTER e o
VARDERCOOK PROOF PRESS de alto preço e que apresentam resultadosaltamente satisfatórios
A resisténcia superficial é uma propriedade fundamental na definiçãodas características de impressão do cartão sua importáncia cresce em
proporção direta com o aumento de velocidade das máquinas impressorasmodernas As partículas que se desagregam do cartão ficam grudadas nocauchú da offset utilizando várias f8lhas e obrigando a sucessivas paradaspara limpeza dando como resuitado decréscimo na produtividade e podendo ocasionar diferenças na tonatidade em impressões antes e apósas sucessivas lavagens
3 Estabilidade Dimensional
As alterações que ocorrem nas dimensões do cartão podem causar
sérios problemas na impressão dando origem â chamada falta de registro Essas alterações dimensionais são em sua quase totalidade ocasionadas por variações de umidade uma alteração de 002io já pode ser
problemática
O cartão é altamente higroscópico porém expandese menos na Direção Longitudinal DL do que na Transversal DT por essa razão S6
fõlhas são introduzidas na máquina com a Direção Longitudinal pgralelsao eixo do rõlo impressor O impressor pode compensar um encolhimentoou expansão no próprio cauchú somente nésse sentido porém nãcpbdefazer ajustes para variações dimensionais na direção paralela aÓ e11trdo rõlo
Tornase necessário também estabilizar a umidade do cartão de ma
neira aobter uma impressão perfeita É muito importante a relação existente entre o cartão e as condições da atmosfera no local da impressãodevese sempre ressaltar a necessidade de instalações para acondiclonemento
IV CONCLUSÒES
Analisar um cartão não significa pura e simplesmente a execuçãofísica de uma série de testes sõbre algumas amostras O trabalho mais
importante reside na interpretação global dos resultados obtidos
De uma maneira geral há trés grandes interessados na qualidadedo cartão
O primeiro déles naturalmente é o fabricante Ele analisa o cartão
objetivando o contrõle do produto fabricado através de testes simplese com resultados imediatos que permitam o estabelecimento de açõescorretivas quando ëste começa a sair fora de especificação Através deensaios comparativos pode o papeleiro posicionar a qualidade de seu
produto em relação ao mercado
O segundo é o gráfico Ele deve determinar que tipo de cartão énecessário para seu trabalho de modo a obter uma impressão de alta
qualidade e uma alta produtividade em suas máquinas
Finalmente temos o consumidor de cartuchos que exige produtosde superior qualidade a um preço razoável
A avaliação das características do cartão não deve ser efetuada atravésda opinião de um só analista mas sim representar a apreciação técnicade um departamento especializado em Contróle de Qualidade
Primeiramente devese determinar que ensaios devem ser Yeitos Néate
trabalho apresentamos alguns dos testes mais comuns e que podem ser
aplicados a qualquer tipo de cartão E sempre interessante salientar queos chamados testes físicos como a Resisténcia ã tração a rasgo e a
estouro apresentam severas restrições e devem ser acompanhados de
largas faixas de tolerãncia Acreditamos que os testes de Resisténcia ã
Delaminação Receptividade à tinta e aquéles que medem aspectos da
Vincagem deveriam merecer uma maior atenção por parte dos interessados
20 21
Entretanto nenhum désses testes será razoável se as amostras de
cartão não tiverem sido obtidas através de uma amostragem representa
tiva Porém os ensaios de cartão são destrutivos em sua maior parte
Uma operação correta de retirada de amostras para gráficos ou consu
midores de cartuchos é antieconómica e muitas v@zes impossível de ser
efetuada
Normalmente as fâbricas de papel é que são as mais indicadas para
a apresentação de dados corretos sóbre seus produtos
Os testes efetuados por gráficos e consumidores deverão num futuro
próximo servir como mais uma etapa do Contrõle de Qualidade que teve
início dentro da próprio indústria papeleira O cartão deverá ser vendido
com marcas registradas garantindo o fabricante a uniformidade e o nível
de qualidade de seus produtos As vendas serão efetuadas em função da
confiança representada pelo nome da indústria de papel Fara isso as
fábricas estão já se aparelhando e formando técnicos especializados no
atendimento a clientes a ampliação do diálogo fabricantegráficoconsumidor é fator imprescindível para acelerar ésse processo de comunicação
que será amplamente benéfico
22
PARA UM ÍNDICE CADA VEZ MAIS
A B C P
ELEVAllO DESTAS REUNlIES VOLTEMOS
DSlll JÁ NOSSOS PENSAMENTOS PARA
A 2 CONVENÁO ANUAL DA A B C P
DO PRbXIMO ANO
PROCURE VOCf TAMBÉII REALIZAR
UM TRABALHO TÉCNICO
LEMBRESE QUE COM ISTO VOCE
SE DESENVOLVE E AJUDA O DESENVOLVI
MEN10 T1CNICO DO SlTOP PAPELEIRO


















