O Processo de Inserção das Geometrias Não Euclidianas no ...

Prof. Dr. André Paulo Tschiptschin
DESENVOLVIMENTO DE MODELO PARA A PRENSA DE FORJAMENTO DEMAG DE 8000 T
INTERESSADO: VILLARES ROLLS
SETEMBRO DE 2010

Prof. Dr. André Paulo Tschiptschin
Introdução As colunas da prensa de forjamento de cilindros - DEMAG - de 8.000 toneladas apresentaram folga progressiva entre a travessa superior e as porcas de fixação das colunas. Trata-se de uma prensa de 4 colunas com 20 metros de altura, destinada a forjamento de lingotes de até 230 t. O fenômeno ocorre nas duas colunas do lado do manipulador de lingotes e uma hipótese é a de que estaria havendo um escoamento das colunas ou das buchas devido a forjamento excêntrico no qual praticamente só duas colunas são fortemente solicitadas. Em vista desta ocorrência foi feita uma reforma na prensa, colocando-se reforços no apoio de sua travessa móvel, conseguindo-se assim diminuição das folgas e acionamento mais homogêneo, com melhor distribuição de esforços na travessa móvel. Entretanto, levantou-se e a necessidade de desenvolvimento de um trabalho de modelação da prensa visando conhecer os esforços desenvolvidos em sua estrutura, durante forjamento em diferentes condições, com variação de carga de forjamento, geometria de bigorna, geometria de lingote e seqüência de forjamento. O trabalho teria como objetivo estabelecer seqüências de passes de forjamento para diferentes geometrias de cilindro, diferentes geometrias de bigorna e limites de excentricidade permitidos em cada passe, etc. Metodologia Para o desenvolvimento do trabalho foi utilizado software Abaqus 6.9 de modelação não linear por elementos finitos para previsão das tensões desenvolvidas nas colunas, nas buchas e nas travessas da prensa DEMAG de 8000 t, dando sequência a trabalho iniciado em janeiro de 2009, constante de relatório1. Para tanto foram necessários:
1) Levantamento das geometrias da craveira, chapéu e bigornas utilizados nas operações de recalque e forjamento;
2) Levantamento do esquema de forjamento das diversas geometrias de cilindros de laminação, geometria de lingotes, seqüência de passes atualmente utilizados, prática atual de forjamento excêntrico (cargas e excentricidades laterais e em profundidade normalmente utilizadas).
3) Visita à Villares Rolls para acompanhamento de operações de recalque e forjamento. Nessa visita foram observadas e fotografadas as operações de recalque e forjamento.
4) Consulta à bases de dados para obtenção de propriedades mecânicas a frio e a quente dos materiais forjados e dos materiais de construção mecânica utilizados na prensa, bigornas, craveira e chapéu.
Inicialmente foi desenvolvido modelo de recalque do lingote de maior tonelagem, para regime de trabalho simétrico e assimétrico considerando a utilização da craveira e do chapéu. A Figura 1 mostra o modelo da prensa, do lingote, da craveira e do chapéu, desenvolvido em Solid-Works e importado para o programa Abaqus.
1 TSCHIPTSCHIN, A.P. - Análise de tensões em prensa de forjamento DEMAG de 8000 toneladas durante operação de forjamento de um back up roll (BUR) com diâmetro médio de 1890 mm – Relatório elaborado para Gerdau Aços Especiais Brasil em janeiro de 2009.

Prof. Dr. André Paulo Tschiptschin
Figura 1 – Modelo da prensa Demag de 8000 t desenvolvido em Solidworks e transposto para o programa Abaqus.
A Figura 2 mostra sequência de fotografias tiradas durante operação de recalque de um cilindro de back-up (BUR) de diâmetro médio de 1890 mm.
Figura 2 – Sequência de fotografias mostrando o posicionamento do lingote na prensa e diferentes momentos da operação de recalque, até sua finalização.

Prof. Dr. André Paulo Tschiptschin
A Tabela 1 mostra as propriedades dos materiais utilizados no modelamento. Tabela 1 – Propriedades dos materiais utilizados na modelação
Material E (GPa) LE (MPa) LR (MPa) µ
Aço 1035 (colunas e travessas) 210 280 500 0,3 Craveira e chapéu 210 1300 1400 0,3
Lingote 110 15 15 0,3 A modelação de recalque do lingote a temperatura de 1050°C, foi feita por um tempo de aproximadamente 20 min. Supôs-se operação da prensa em sua capacidade máxima, com atuação do booster nos três pistões A, B e C, para capacidade máxima de carga de 2.650 t por pistão. Todas as Figuras apresentadas nos resultados correspondem a um tempo de recalque de 900 s (15 min), com altura do cilindro forjado de aproximadamente 2 m e diâmetro de aproximadamente 2,38 m. Para cada simulação foram feitas as leituras de tensão máxima no lingote, na craveira e no chapéu e as tensões nas colunas e nas travessas fixas e móvel. Para leitura de tensões nas colunas e nas travessas fixas e móvel, isolou-se somente a estrutura da prensa, medindo-se a distribuição de tensão de Von Mises somente nas partes estruturais da prensa. Foram avaliadas, também, as forças nos pistões A, B e C, mostrados na Figura 3, para os diferentes casos analisados. As modelações feitas e seus respectivos nomes encontram-se na Tabela 2.
Figura 3 – Pistões A, B e C atuantes sobre a travessa móvel da prensa Tabela 2 – Condições simuladas para o recalque do lingote
Caso 1 Recalque simétrico Caso 2 Deslocamento de 140 mm na direção do manipulador Caso 3 Deslocamento de 420 mm na direção do manipulador Caso 4 Deslocamento de 140 mm na direção da cabine de controle Caso 5 Deslocamento de 420 mm na direção da cabine de controle
Pistão Pistão Pistão A B C

Prof. Dr. André Paulo Tschiptschin
Resultados Caso 1 - Recalque simétrico A Figura 4 mostra a modelação da deformação plástica do lingote, durante operação de recalque simétrico. O gráfico mostra a deformação plástica equivalente PEEQ no lingote. Nota-se que as maiores deformações encontram-se na parte superior do lingote, particularmente na região do pescoço.
Figura 4 – Deformação plástica equivalente do lingote, durante operação de recalque. A Figura 5 mostra as tensões de Von Mises desenvolvidas no lingote e nas colunas da prensa durante as operações de recalque, em condições de operação simétrica, a saber, o eixo do lingote encontra-se exatamente no centro da craveira e do chapéu.

Prof. Dr. André Paulo Tschiptschin
(a) (b) Figura 5 – Tensões de Von Mises desenvolvidas no lingote, na craveira, no chapéu, nas travessas fixas e móvel e nas colunas, durante estágio avançado de operação de recalque simétrico. (a) vista geral; (b) corte em seção longitudinal pela linha axial mostrando somente a metade posterior da prensa. A Figura 6 mostra em detalhe o desenvolvimento das tensões de Von Mises nas travessas fixas e móvel e nas colunas, vistas por diferentes ângulos.

Prof. Dr. André Paulo Tschiptschin
Figura 6 – Operação de recalque simétrico. Tensões de Von Mises desenvolvidas nas travessas fixas e móvel e nas colunas, vistas por diferentes ângulos. As tensões de Von Mises desenvolvidas encontram-se abaixo de 70 MPa, valor crítico para operação da prensa, considerando um limite de escoamento de 280 MPa. Em seguida foram testadas diferentes condições de excentricidade visando estabelecer os limites operacionais da prensa.

Prof. Dr. André Paulo Tschiptschin
Caso 2 - Recalque assimétrico na condição de deslocamento 140 mm na direção do manipulador A Figura 7 mostra as tensões de Von Mises para recalque assimétrico com deslocamento de 140 mm na direção do manipulador.
Figura 7 – Operação de recalque assimétrico com deslocamento de 140 mm na direção do manipulador. Tensões de Von Mises desenvolvidas nas travessas fixas e móvel e nas colunas, vistas por diferentes ângulos.
Prof. Dr. André Paulo Tschiptschin
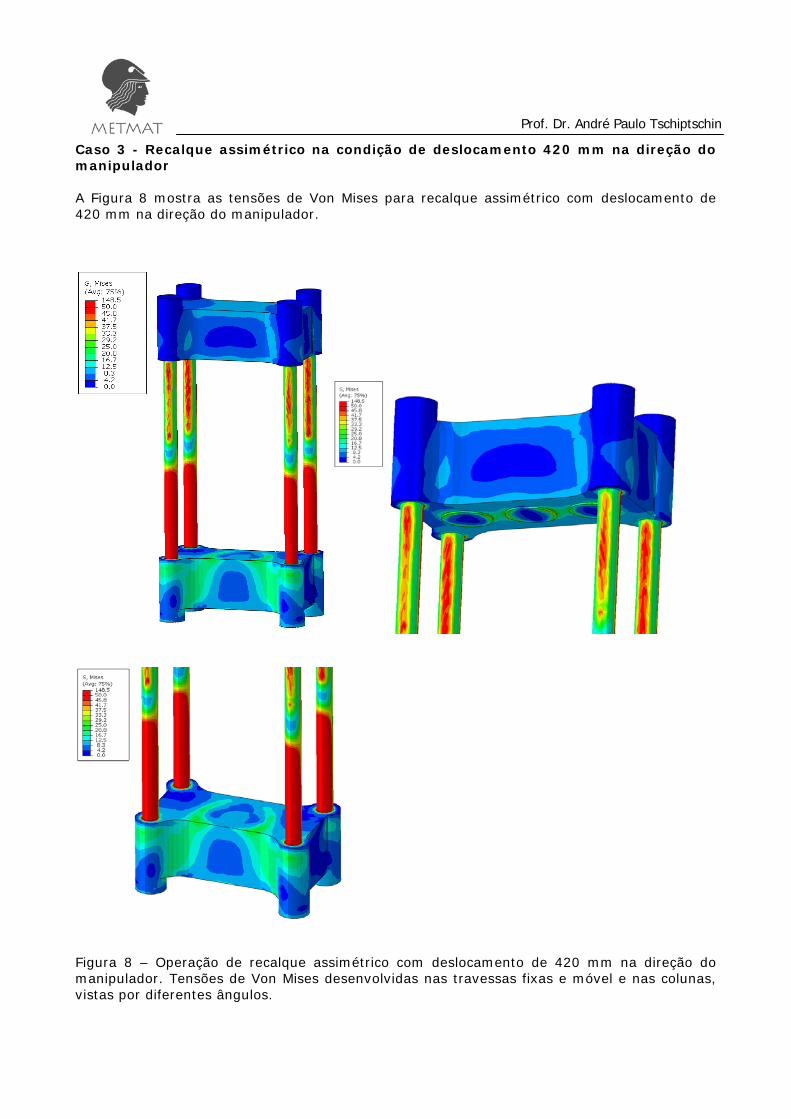
Caso 3 - Recalque assimétrico na condição de deslocamento 420 mm na direção do manipulador A Figura 8 mostra as tensões de Von Mises para recalque assimétrico com deslocamento de 420 mm na direção do manipulador.
Figura 8 – Operação de recalque assimétrico com deslocamento de 420 mm na direção do manipulador. Tensões de Von Mises desenvolvidas nas travessas fixas e móvel e nas colunas, vistas por diferentes ângulos.

Prof. Dr. André Paulo Tschiptschin
Caso 4 - Recalque assimétrico com deslocamento 140 mm na direção da cabine de controle
Figura 9 – Operação de recalque assimétrico com deslocamento de 140 mm na direção da cabine de controle. Tensões de Von Mises desenvolvidas nas travessas fixas e móvel e nas colunas, vistas por diferentes ângulos.

Prof. Dr. André Paulo Tschiptschin
Caso 5 - Recalque assimétrico com deslocamento de 420 mm na direção da cabine de controle
Figura 10 – Operação de recalque assimétrico com deslocamento de 420 mm na direção da cabine de controle. Tensões de Von Mises desenvolvidas nas travessas fixas e móvel e nas colunas, vistas por diferentes ângulos.
Prof. Dr. André Paulo Tschiptschin
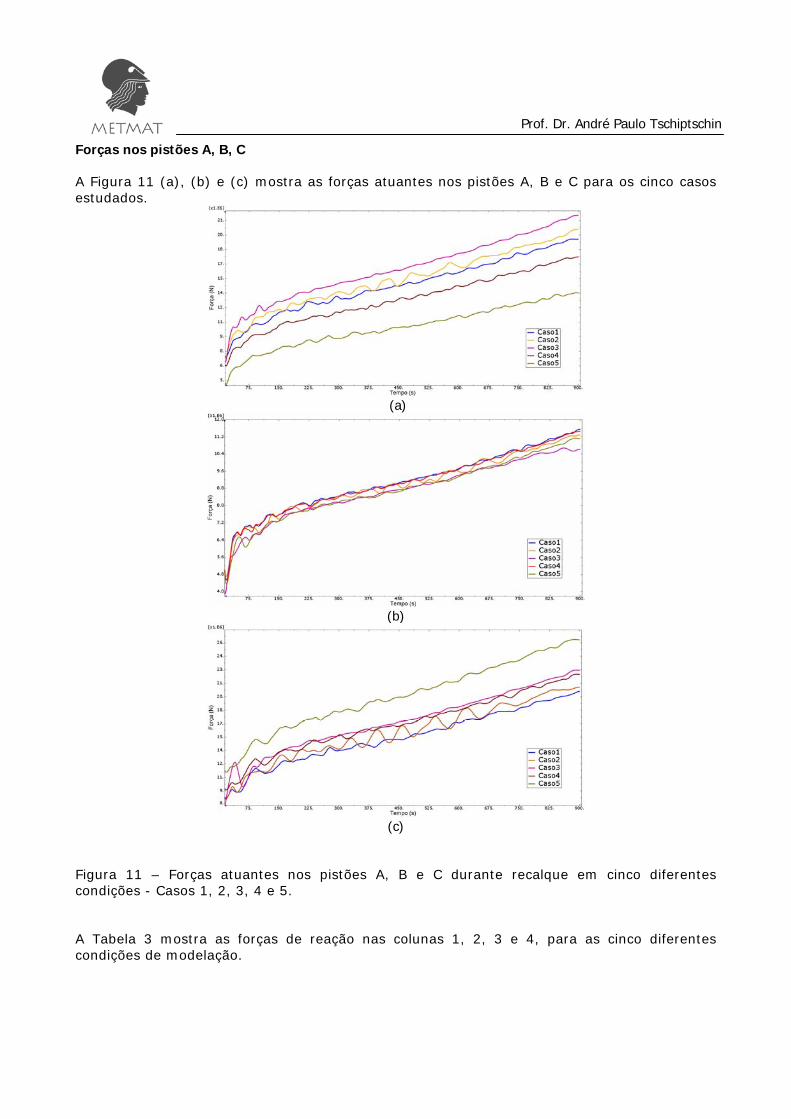
Forças nos pistões A, B, C A Figura 11 (a), (b) e (c) mostra as forças atuantes nos pistões A, B e C para os cinco casos estudados.
(a)
(b)
(c)
Figura 11 – Forças atuantes nos pistões A, B e C durante recalque em cinco diferentes condições - Casos 1, 2, 3, 4 e 5.
A Tabela 3 mostra as forças de reação nas colunas 1, 2, 3 e 4, para as cinco diferentes condições de modelação.

Prof. Dr. André Paulo Tschiptschin
Tabela 3 – Forças de reação nas colunas 1, 2, 3 e 4 em toneladas para as cinco condições de modelação.
Coluna Simétrico
(tf) 10% frente
(tf) 30% frente
(tf) 10% lado
(tf) 30% lado
(tf)
1 1,26E+03 1,05E+03 1,13E+03 1,26E+03 1,18E+03
2 1,30E+03 1,12E+03 1,37E+03 1,26E+03 1,22E+03
3 1,33E+03 1,16E+03 1,41E+03 1,47E+03 1,68E+03
4 1,33E+03 1,11E+03 1,14E+03 1,43E+03 1,61E+03
Total 5,21E+03 4,43E+03 5,05E+03 5,43E+03 5,69E+03
Diâmetro do lingote (mm) 2,38E+03 2,38E+03 2,38E+03 2,38E+03 2,38E+03
Altura do lingote (mm) 2,07E+03 2,08E+03 2,09E+03 2,07E+03 2,07E+03
Discussão As tensões de Von Mises mais elevadas foram encontradas para os casos de forjamento assimétrico com deslocamento, na direção do manipulador, de 420 mm e forjamento assimétrico com deslocamento, na direção da cabine, de 420 mm, com respectivamente 175 MPa e 77 MPa. Provavelmente o deslocamento de 420 mm na direção do manipulador causa um braço de alavanca de grande porte sobre as colunas da frente, indicando que esta condição não deva ser usada. Esse resultado sugere que o forjamento do esboço do cilindro com o lingote na horizontal, seguro pelo manipulador, em que parte do cilindro de laminação fica “no ar”, como ilustrado na Figura 12, pode ser muito crítico. Nesse caso somente a parte posterior da bigorna exerce o esforço de forjamento, elevando muito a tensão nas colunas de trás.
Figura 12 – Fotografia do forjamento de um cilindro seguro pelo manipulador, em que parte do cilindro se encontra fora da bigorna, com esforços deslocados para trás.

Prof. Dr. André Paulo Tschiptschin
Quanto às forças de reação nas colunas observa-se que são iguais para o caso de recalque simétrico e desiguais para recalque assimétrico. O deslocamento na direção do manipulador de 30% causou elevação da força nas colunas 2 e 3 para 1370 tf e 1410 tf, enquanto o deslocamento na direção da cabine causou aumento das forças de reação para 1680 tf e 1610 tf. Nota-se também que em nenhuma das condições a força total nas colunas ultrapassou 6000 tf. Quanto às forças nos pistões, chama a atenção que a força no pistão C se eleva para 2600 tf, quando o forjamento ocorre com deslocamento na direção da cabine de 30%. Essa força é muito próxima do limite admissível pela prensa, indicando que esta condição de trabalho não deve ser utilizada. O mesmo ocorre com o deslocamento na direção do manipulador embora a força atuante no pistão atinja um valor menor de 2150 tf. Deve-se considerar que o acoplamento entre as travessas e as colunas é feito por meio de buchas e que as tensões aqui calculadas não levam em conta efeitos concentradores de tensão devidos à geometria e entalhes eventualmente presentes nesses acoplamentos Conclusões
1. O modelo utilizado para cálculo por elementos finitos das tensões atuantes nas colunas da prensa e forças atuantes nos pistões mostrou-se consistente. As forças de reação e as forças atuantes nos pistões foram compatíveis com a capacidade da prensa.
2. Deslocamentos de 420 mm na direção do manipulador se mostraram mais críticos que
deslocamentos de 420 mm na direção da cabine de controle. Ambos levam a tensões nas colunas maiores que 50 MPa. Entretanto os deslocamentos na direção do manipulador causam elevação da tensão de Von Mises para valores muito altos, próximos a 175 MPa. A força exercida no pistão C, de 2600 tf, foi muito elevada próxima do limite máximo admissível de 2650 tf, para o caso em que houve deslocamento na direção da cabine de controle.
3. Deslocamentos na direção da cabine de 140 mm não causam aumento acentuado de
tensões nas colunas. Já o deslocamento de 140 mm na direção do manipulador aumenta a tensão nas colunas da frente para 77 MPa.
André Paulo Tschiptschin Newton K. Fukumasu