
4 –Fixação do Nitrogênio - feis.unesp.br · . 31 Tipos de inoculação-No solo
Y. S. Lerner, D. Craig, L. Aubrey, T. Margaria e R. Siclari.
Y. S. Lemer é da University of Northem lowa D. Craig e L. Aubrey são da Selee Corp., todos dos EUA, e T. Margaria e R. Soclari são da Pechiney Electrometalurgy, da França. O artigo Entwicklung eines Impf-Filter-Verfahrens für dürnnwandige Gussstücke aus Gusseisen mit Lamellengraphit foi originalmente publicado na revista alemã Giesserei-Praxis, de setembro de 2005, pp. 333-344. Reprodução autorizada pelo editor. Tradução de Themistocles Rodrigues Júnior.
DESENVOLVIMENTO DE UM PROCESSO DE INOCULAÇÃO NO FILTRO, PARA PEÇAS DE FERRO
FUNDIDO CINZENTO.
O objetivo deste projeto foi desenvolver um sistema de agente de inoculação no filtro para componentes de ferro fundido cinzento com espessura de parede fina, assim como um método para testar e avaliar a eficiência desta técnica.
Processo de tratamento in-mold, tais como inoculação e nodularização, são sabidamente
conhecidos pela indústria de fundição [1-3]. A inoculação in-mold de ferro fundido nodular com ferros-silício 85% (FeSi 85) foi primeiramente desenvolvida e introduzida na prática de fundição durante a metade da década de 1960, pela fundição John Deere, sendo amplamente adotada na Europa e nos Estados Unidos em 1970.
A utilização de um agente de inoculação in-mold em varias formas, tais como blocos fundidos, blocos sinterizados, pastilhas e granulados classificados seguiu o desenvolvimento da nodularização in-mold. Esses agentes de inoculação foram amplamente utilizados pelas fundições, na metade da década de 1970 [4].
A experiência prática utilizando o processo de tratamento in-mold resultou em uma série de melhorias ao longo dos anos. Os métodos utilizados para tratar o ferro dentro do molde têm sido estendidos de vários modos diferentes [5, 6].
A filtração de metais líquidos tornou-se uma prática aceita na fundição moderna. Os filtros são amplamente usados por fundições para a produção de componentes fundidos isentos de impurezas e com altas qualidades. A aceitação da filtragem dentro da indústria de fundição deve-se aos benefícios gerados pelo filtro, que incluem tanto a capacidade de capturar impurezas líquidas e sólidas como também de conferir alta resistência ao choque térmico e alta estabilidade dimensional ao componente fundido a custo relativamente baixo [7].
Recentes desenvolvimentos na técnica de inoculação in-mold colocam o agente de inoculação dentro do filtro [8-10], resultando em diversas vantagens técnicas e econômicas [11, 12].
A colocação do agente de inoculação dentro do filtro origina vários benefícios importantes, como por exemplo, a redução significativa do desvanecimento do agente de inoculação e, ao mesmo tempo, uma filtração eficiente.
A inoculação posterior reduzirá significativamente a tendência do ferro ao coquilhamento, enquanto a filtração eficiente melhorará as propriedades mecânicas e a usinabilidades do ferro. Além disso, a inoculação in-mold aumentará a consistência dessa operação molde, o que resultará em uma redução na variação microestrutural entre os componentes fundidos. Benefícios adicionais podem ser

encontrados nos tempos de ciclos de produção e na produtividade, o que pode levar à redução no custo total de fundição.
O objetivo deste estudo foi desenvolver uma técnica eficiente para executar a inoculação in-mold dentro do filtro, em aplicações de componentes fundidos de ferro fundido cinzento com espessura de parede fina.
Este projeto foi executado em duas fases diferentes, mas inter-relacionadas. A primeira fase inclui a avaliação e a otimização do comportamento à dissolução da pastilha do agente de inoculação inserida em um filtro de espessura cerâmica, ao passo que a segunda fase avaliou a eficiência do agente de inoculação na montagem do filtro com agente de inoculação.
O monitoramento da redução do coquilhamento e das impurezas no componente fundido foi o método utilizado para medir a eficiência da montagem do filtro com o agente de inoculação. Este trabalho descreve os procedimentos experimentais usados para avaliar o filtro nestas condições, em ambas as fases, e discute os resultados obtidos em cada ema das experiências.
Fase 1. Avaliação do comportamento à dissolução das pastilhas do agente inoculante. A primeira série de teste serviu como pré-pesquisa para determinar a composição ótima das
pastilhas do agente de inoculação, e teve como objetivo determinar as propriedades de dissolução de diferentes pastilhas na região de temperatura do banho fundido, para identificar as características que controlam o comportamento à dissolução do agente de inoculação.
Um total de oito pastilhas de agente de inoculação diferentes foi testado nesta série de experiências.
Procedimentos experimentais. A montagem do filtro com agente de inoculação (figura 1) consiste em um filtro cerâmico
redondo com 60 mm de diâmetro, com uma pastilha de agente de inoculação de ferros-silício (FeSi) enriquecida com zircônio (Zr) com 25 mm de diâmetro, inserida na cavidade central do filtro.
Cada agente de inoculação utilizado para produzir a pastilha
continha 5,5% - 6,5% Zr, que foi utilizado como um indicador para a dissolução do inoculante.
O peso de cada pastilha foi de aproximadamente 15 gramas. O ferro utilizado nas corridas experimentais foi fundidos em um forno a indução de alta freqüência sem núcleo, com capacidade de 136 kg, empregando uma fonte de potência de 180 kW e uma mistura de cargas que continha retornos de ferro, retalhos de puncionamento de aço AlSi 1010, aumentadores de carbono e FeSi75.
A análise térmica diferencial foi usada tanto para avaliar, como para ajustar teor de carbono (C)
e silício (Si) no ferro base.
Figura 1 – Montagem do filtro com agente de inoculação utilizada para avaliar o comportamento à dissolução do inoculante.

Botões de coquilhamento para a análise espectrográfica foram vazados em cada corrida antes do vazamento do metal do forno para a panela. O ferro foi vazado em uma panela com capacidade de 122 kg, aproximadamente 1454°C.
O molde experimental (figura 2) consistiu em um copo de vazamento, no qual estava inserido o filtro com agente de inoculação, e em um molde de coleta do metal vazado que denominaremos de “molde do lingote”.
Este molde experimental foi desenvolvido para permitir que o copo de vazamento drenasse o
metal fundido completamente para o interior do molde do lingote, expondo a montagem de filtro com agente de inoculação durante o vazamento. Essa exposição proporcionou observar diretamente o comportamento à dissolução das pastilhas do agente de inoculação.
O molde do lingote experimental foi fabricado em areia verde, com uma cavidade retangular de 158 x 158 x 88 mm, localizado no centro do molde, ao passo que o copo de vazamento foi fabricado com areia no-bake.
O ferro fundido utilizado na fundição deste molde experimental foi vazado em temperaturas que variam entre 1275°C e 1410°C. As temperaturas de vazamento foram medidas com um termopar de imersão, no momento do vazamento, e o tempo requerido para vazar cada molde foi registrado. A velocidade de vazamento permaneceu relativamente alta, para manter o copo de vazamento cheio.
Cada agente de inoculação foi testado de três a cinco vezes, para que a repetividade do processo fosse validada. A tabela 1 mostra a temperatura e o tempo típicos de vazamento de cada molde experimental.
Tabela 1 – Temperaturas e tempos de vazamento dos moldes experimentais, utilizados para classificar as pastilhas com agentes de inoculação quanto ao comportamento à dissolução.
Número da corrida Molde 1 Molde 2 Molde 3 Molde 4 Molde 5 Molde 6
Número do filtro com agente de inoculação 00/01 00/02 00/01 00/02 00/01 00/02 Temperatura de vazamento (°C) 1415 1398 1382 1365 1348 1332
Tempo de vazamento (s) 6 6 6 5 5 6 Número do filtro com agente de inoculação 00/05 00/06 00/05 00/06 00/05 00/06
Figura 2 – Esquema de arranjo do molde experimental utilizado para estudar o comportamento à dissolução das pastilhas com agente de inoculação.

Temperatura de vazamento (°C) 1408 1379 1371 1355 - 1275 Tempo de vazamento (s) 8 8 7 6 7 7
Número do filtro com agente de inoculação 00/07 00/08 00/07 00/08 00/07 00/08 Temperatura de vazamento (°C) 1400 1388 1378 1373 1373 1310
Tempo de vazamento (s) 7 8 7 9 7 8 Uma avaliação visual do comportamento à dissolução das pastilhas foi executada, estimando os
resíduos do agente de inoculação deixando no filtro após o ferro ter sido drenado do copo de vazamento para a cavidade do molde do lingote. Os lingotes fundidos foram pesados para determinar a quantidade de ferro que passou através da montagem do filtro com agente de inoculação. Dois lingotes foram testados para determinar a recuperação do agente.
O zircônio foi utilizado como um elemento da ordem de traços, para definir o comportamento à dissolução do inoculante. Os moldes de lingote provenientes das corridas experimentais de número 5 e 6 foram furados na sua superfície superior em cinco pontos separados (em cada canto e no centro).
Aproximadamente 20 g de cavacos foram coletados em cada ponto. Estes cavacos foram, então, analisados quanto ao teor de Zr, aplicando-se a técnica de ICP (do inglês Inductively Coupled Plasma ou plasma acoplado indutivamente). A recuperação do Zr forneceu um método para estimar o comportamento à dissolução da pastilha do agente de inoculação.
A análise metalúrgica dos filtros gastos permitiu avaliar a natureza das inclusões não-metálicas aprisionadas nos filtros que continham diferentes tipos de agentes de inoculação.
Cada filtro gasto foi secionado na direção longitudinal (direção do fluxo), utilizando um disco de serra de abrasivo de carbeto de silício (SiC) para alta velocidade e água como líquido refrigerante. Cada amostra foi embutida em epóxi e, então, foi polida (primeiramente com uma lixa de carbeto de silício grit 120 e, depois, com uma placa fixa de diamante de 15 micrômetros).
O polimento foi seguido por um procedimento de polimento escalonado com abrasivos de diamante de 9,6 e 3 micrômetros, com lixas têxteis Texmet 2000. Cada filtro foi atacado utilizando Nital 2%. Cada amostra foi analisada em um microscópio eletrônico de varredura (SEM).
A coleta das imagens foi feita com um detector de elétrons de dispersão de fundo acoplado a um sistema de imagem digital. Um sistema de formação de imagem de elétrons por dispersão de fundo dói usado para obter uma imagem da superfície plana polida, que contrasta as diferenças de composição entre os materiais das inclusões, o ferro-silício residual, o filtro de carbeto de silício circundante e o ferro fundido cinzento. A microscopia óptica foi empregada para avaliar a morfologia da grafita e da matriz metálica do ferro aprisionado no filtro.
Resultados e discussão. As composições químicas dos lingotes experimentais estão mostradas na tabela 2. O teor de
zircônio e sua recuperação estão mostrados na tabela 3. Estes dados sugerem que o teor deste elemento no ferro, após a inoculação, aumentou para um fator ao redor de 10.
Tabela 2 – Composição química do ferro utilizado para classificar as pastilhas com agente de
inoculação experimental quanto ao comportamento à dissolução.
Número de corrida Composição química observada por espectrômetro (%) C* Si Mn S* P Cu Ni Cr
1 3,49 2,72 0,6 0,021 0,011 0,09 0,03 0,02 3 3,51 2,64 0,62 0,018 0,011 0,07 0,03 0,03

6 3,23 2,61 0,62 0,02 0,027 0,13 0,02 0,05 *Os dados do teor de carbono e de enxofre foram determinados a partir d análise em um aparelho LECO
Tabela 3 – Teor de zircônio nos agentes de inoculação experimentais e sua recuperação.
Identificação do agente de inoculação
Teor de Zr no ferro antes da inoculação
(ppm)
Teor de Zr no ferro após a inoculação (ppm) Recuperação de Zr (%)
00/05 3 30 64,78 00/06 3 27 69,24
A recuperação do zircônio disponível na pastilha do agente de inoculação alcançou
aproximadamente 65% para ambas as corridas. De acordo com a referência bibliográfica 13, o zircônio está presente no agente de inoculação na forma metálica, principalmente como ZrSi2. Supõe-se que todas as fases presentes nas pastilhas do agente de inoculação sejam dissolvidas em velocidades similares e, assim, que a velocidade de dissolução desta fase represente a velocidade de dissolução completa da pastilha do agente de inoculação.
A avaliação visual dos resíduos retidos no filtro, após o ferro ter sido drenado para dentro do molde do lingote, revelou variações no comportamento à dissolução das pastilhas. Em muitos casos, quatro pastilhas do agente de inoculação – ID 00/01, 00/02, 00/03, 00/04 (primeiro grupo) – dissolveram-se, ao passo que outras quatro – ID 00/05, 00/06, 00/07 e 00/08 (segundo grupo) – dissolveram-se em todos os casos (figura 3), mesmo na menor temperatura (1275°C) e com a menor quantidade de ferro líquido (15,4 kg).
As análises metalúrgicas dos filtros gastos confirmaram a completa dissolução do segundo grupo de agentes de inoculação. Foi observado que nenhuma das amostras examinadas continha qualquer material de ferros-silício residual dentro da área do filtro.
Várias amostras acusaram, além da presença de gotas de ferro fundido cinzento, pedaços de filtro de carbeto de silício (figura 4 e 5). Duas amostras mostraram evidências de um silicato complexo, que pareceu ser escória vítrea. Uma outra amostra continha inclusão grande, supostamente de material refratário. Tendo como base os resultados, duas pastilhas do agente de inoculação do segundo grupo foram selecionadas para a próxima série de experiências.
Figura 3 – Materiais residuais no filtro de espuma cerâmica, após a experiência de vazamento 00/06.

Para continuar estudando o comportamento à dissolução da pastilha do agente inoculante
contida dentro da montagem do filtro, um segundo conjunto de moldes experimentais foi fundido e
Figura 4 – Imagem SEM/BEI. Amostra número 22. Aumento: 16x. Superfície varrida da amostra. Verifica-se uma inclusão grande no topo do filtro. A análise da inclusão está mostrada na figura 5. Nenhuma partícula não-dissolvida de FeSi foi detectada. Observa-se uma matriz de ferro uniforme ao longo de toda a amostra. A única característica vista foi o substrato do filtro de SiC e a inclusão. A pastilha de inoculante de FeSi parece estar completamente dissolvido, sem produtos de reação aprisionados no filtro.
Figura 5 – Análise da inclusão da figura 4.

examinado. O propósito desta série de deste foi estudar a dinâmica da dissolução do agente de inoculação in-mold, selecionado de séries anteriores de experiências.
Um molde seqüencial especialmente projetado (figura 6) foi utilizado para avaliar a dinâmica de dissolução dos agentes de inoculação durante o vazamento. Este molde de teste especial possuía cinco cavidades de teste idênticas, que foram projetadas para serem preenchidas seqüencialmente. Além disso, uma extremidade de cada uma dessas cavidades foi projetadas de modo que o perfil de velocidade do ferro diminuísse a zero, imediatamente após o preenchimento.
A análise do teor residual de zircônio neste local da cavidade permitiu o monitoramento do
comportamento à dissolução individual de cada pastilha do agente de inoculação. Para assegurar o preenchimento seqüencial dos segmentos do teste de fundição e para verificar
o perfil de velocidade zero após o preenchimento de cada cavidade, uma série de simulação de fluxo de fluido e de solidificação foi executada por um sofware de modelamento de solidificação.
O comportamento à dissolução das pastilhas na montagem do filtro com agente de inoculação foi estudado para uma ampla faixa de temperatura de vazamento do ferro e velocidades de fluxo do ferro líquido.
Procedimento experimental. A peça fundida experimental e o molde. As peças fundidas de testes consistiram m cinco blocos retangulares de 4” x 10”x (0,5” x 1,5”),
como mostrado na figura 6. O sistema de alimentação consistiu em uma barra única do canal de distribuição no molde do fundo, com a montagem de um filtro quadrado com agente de inoculação instalado verticalmente e canais de ataque colocados no molde da tampa. A área efetiva do filtro era de aproximadamente seis vezes a área de choque.
Para calcular a área de choque, foi utilizada a seguinte equação:
A = W/dtC √2gH (1) Onde:
W – peso do componente fundido = 29,5 kg d – densidade do metal fundido = 0,25 lb/pol³ t – tempo de vazamento = 10 s C – fator de eficiência do canal de descida = 0,88 g – aceleração devido à gravidade = 386,4 pol/s² H – altura efetiva do canal de descida = 6 pol
Figura 6 – Modelo tridimensional do fundido de teste usado para estudar à dinâmica de dissolução, em função da temperatura do Fe e da velocidade de fluxo para agentes de inoculação experimentais, inseridos no filtro cerâmico.

Achoque = 7 cm² Apastilha = 12,8 cm² Afiltro = 6 x Achoque + Apastilha = 55 cm²
Baseado em cálculos, filtros quadrados de espuma cerâmica (55 x 55 x 22 mm) com agentes de inoculação na forma d pastilha colocada na cavidade central do filtro, foram utilizados nesta série de experiências. O tamanho de poro dos filtros foi de 15 ppi (poros por polegada).
Para obter velocidade de fluxo diferente, três projetos de canal de descida foram utilizados:
A = 1,87 cm² Dchoque = 1,52 cm Dtopo = 1,67 cm A = 3,67 cm² Dchoque = 2,16 cm Dtopo = 2,36 cm A = 5,54 cm² Dchoque = 2,64 cm Dtopo = 2,99 cm
Os valores de velocidade de fluxo foram calculados como resultado do peso do componente
fundido dividido pelo tempo de vazamento e pela superfície de filtragem inicial ativa:
FR = CW/PT x IAFS (2) Onde:
FR – Velocidade do fluxo (Ibs/pol²/s) CW – Peso do componente fundido = 65 Ibs PT – Tempo de vazamento (s) IAFS – Superfície de filtragem inicial = 2,4 pol²
As pastilhas do agente de inoculação possuíam composição química fixa, peso de aproximadamente 15 g, e foram inseridos em u filtros de 55 x 55 x 22 mm, como mostrado na figura 7. A figura 8 ilustra a montagem do molde usada para estudar o comportamento à dissolução dos agentes de inoculação.
Figura 7 – Pastilha com agente de inoculação inserida no filtro cerâmico com 55 x 55 x 22 mm.

Os moldes experimentais foram produzidos com areia no-bake em uma máquina de moldagem
Hunter. Um copo de vazamento para este sistema foi acoplado na parte superior do molde. Projeto das experiências. O comportamento à dissolução das pastilhas foi estudado em função das seguintes variáveis:
Temperatura de vazamento do ferro: 1350°C, 1400°C, 1450°C, 132°C, 1471°C. Velocidade do fluxo (filtrado) de ferro líquido: 1, 2, 3, lb/pol²/s.
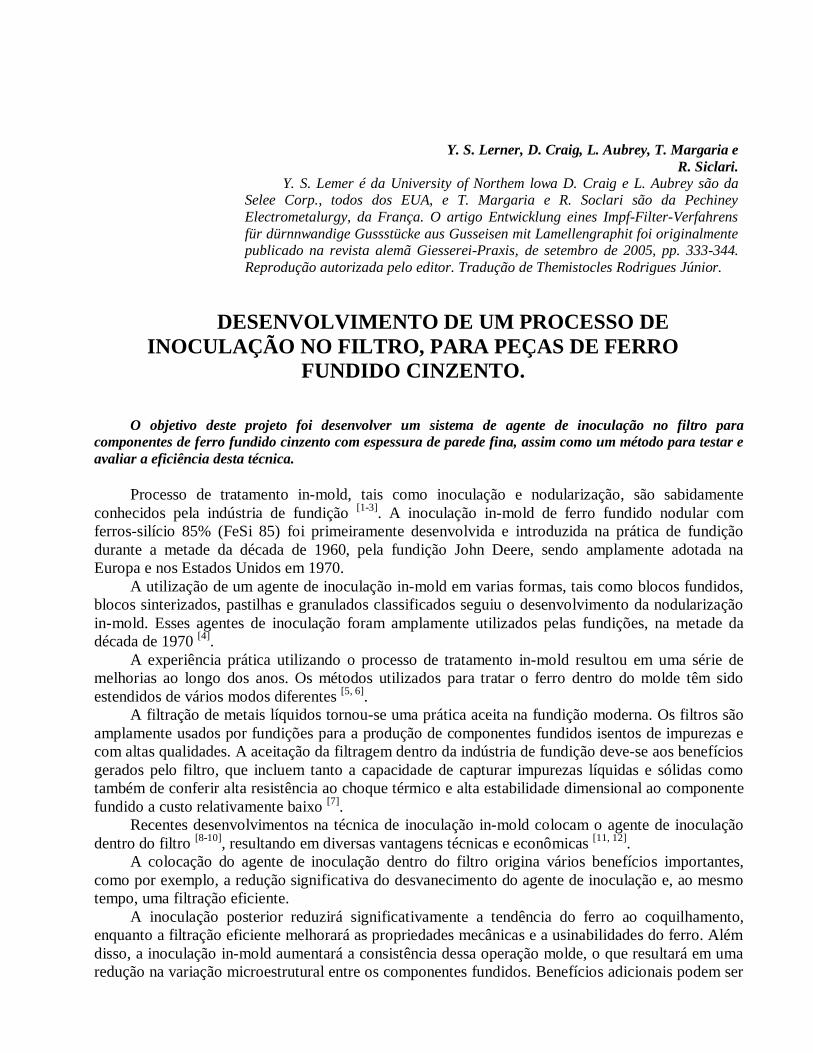
Para reduzir o número de experiências e obter a função analítica para qualquer valor intermediário dos parâmetros experimentais, uma metodologia de projeto experimental totalmente fatorial foi aplicada. A tabela 4 ilustra o projeto e os parâmetros experimentais específicos para cada molde vazado, que foi utilizado para construir o modelo analítico.
Figura 8 – Montagem do molde para estudar o comportamento à dissolução dos agentes de inoculação no modelo/no filtro.
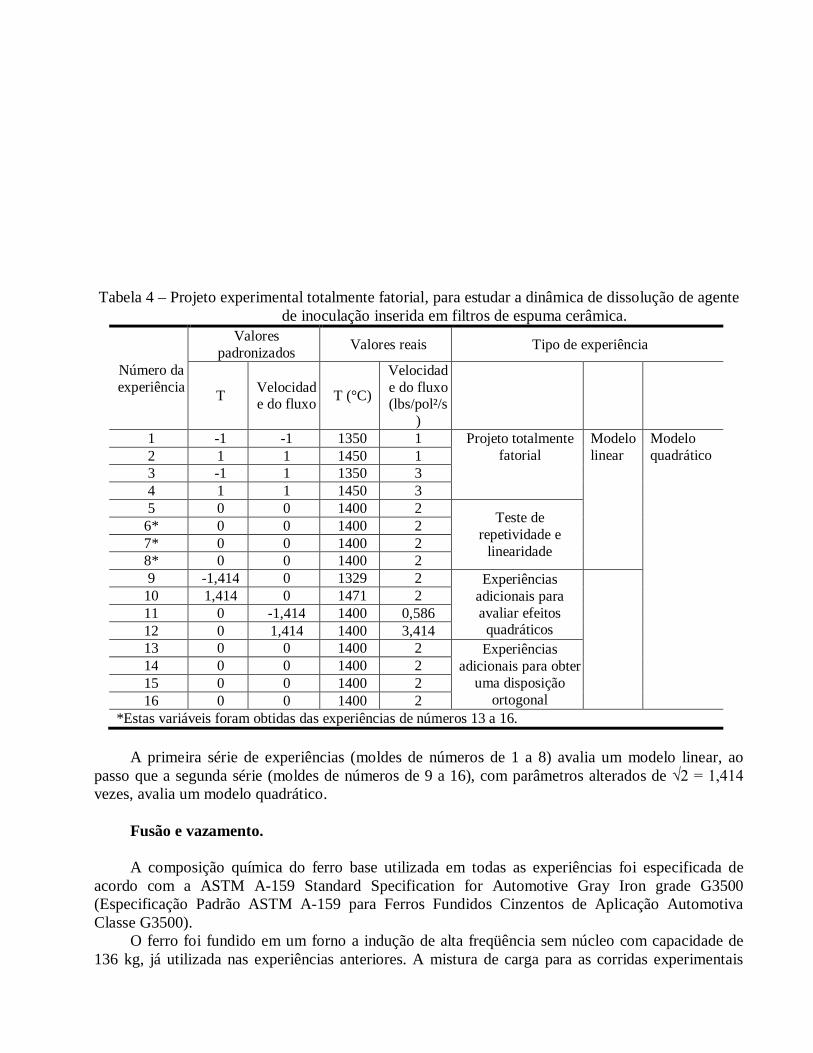
Tabela 4 – Projeto experimental totalmente fatorial, para estudar a dinâmica de dissolução de agente de inoculação inserida em filtros de espuma cerâmica.
Número da experiência
Valores padronizados Valores reais Tipo de experiência
T Velocidade do fluxo T (°C)
Velocidade do fluxo (lbs/pol²/s
)
1 -1 -1 1350 1 Projeto totalmente fatorial
Modelo linear
Modelo quadrático 2 1 1 1450 1
3 -1 1 1350 3 4 1 1 1450 3 5 0 0 1400 2 Teste de
repetividade e linearidade
6* 0 0 1400 2 7* 0 0 1400 2 8* 0 0 1400 2 9 -1,414 0 1329 2 Experiências
adicionais para avaliar efeitos
quadráticos
10 1,414 0 1471 2 11 0 -1,414 1400 0,586 12 0 1,414 1400 3,414 13 0 0 1400 2 Experiências
adicionais para obter uma disposição
ortogonal
14 0 0 1400 2 15 0 0 1400 2 16 0 0 1400 2
*Estas variáveis foram obtidas das experiências de números 13 a 16.
A primeira série de experiências (moldes de números de 1 a 8) avalia um modelo linear, ao passo que a segunda série (moldes de números de 9 a 16), com parâmetros alterados de √2 = 1,414 vezes, avalia um modelo quadrático.
Fusão e vazamento. A composição química do ferro base utilizada em todas as experiências foi especificada de
acordo com a ASTM A-159 Standard Specification for Automotive Gray Iron grade G3500 (Especificação Padrão ASTM A-159 para Ferros Fundidos Cinzentos de Aplicação Automotiva Classe G3500).
O ferro foi fundido em um forno a indução de alta freqüência sem núcleo com capacidade de 136 kg, já utilizada nas experiências anteriores. A mistura de carga para as corridas experimentais

consistiu em retornos de ferro fundido cinzento, retalhos de funcionamento de aço AISI 1010, aumentadores de carbono e FeSi 75.
Um procedimento de análise térmica diferencial foi utilizado durante o processo de fusão para controlar os níveis de carbono e de silício no ferro base, mantendo-os dentro da faixa especificada. Uma vez estabelecido o banho fundido base, a temperatura do ferro foi levada para aproximadamente 1300°C e um botão de coquilhamento para análise espectrográfica da composição química do banho fundido base foi vazado.
O ferro líquido à temperatura especificada (baseada na maior temperatura de vazamento para cada vazamento experiência e acrescida da folga das perdas de temperatura) foi transferido para uma panela de vazamento de 122 kg e, então, foi vazado em moldes, experimentais nas temperaturas de vazamento desejadas de 1350°C, 1400°C e 1450°C para o modelo linear, bem como nas temperaturas de vazamento desejadas de 1329°C e 1471°C, para definir os efeitos quadráticos.
Avaliação da composição química. Após cada componentes fundidos experimentais ser resfriado até a temperatura ambiente, cada
componente fundido de ensaio (contendo as cinco cavidades de testes) foi removido do molde, limpo e rotulado.
As cavidades de testes de números 1, 3 e 5 foram então selecionadas para análise. Após isto, elas foram jateadas com granalha e furadas em três posições localizadas na extremidade oposta aos segmentos transversais. Estes cavacos de furação, juntamente com os botões de coquilhamento das mesmas corridas, foram quimicamente analisados quanto ao teor residual de zircônio.
Resultados e discussão. A figura 9 ilustra a configuração do modelo analítico, correlacionando a dinâmica de dissolução
com a temperatura do ferro e com a velocidade do fluxo. As figuras 10 e 11 resumem os parâmetros experimentais reais utilizados para estudar os agentes de inoculação ID 07 e 08. Devido à diferença de valor entre os parâmetros analíticos e reais, somente as correlações parciais foram derivadas a partir dos dados experimentais.
A análise desses dados revelou que a velocidade de dissolução e a recuperação do zircônio são previsíveis. Esta descoberta fornece um novo método para a seleção do agente de inoculação ótimo do ferro, baseada nos parâmetros de fundição daquele molde. A figura 12 ilustra a natureza geral do comportamento à dissolução das pastilhas do agente de inoculação contidas dentro da montagem do filtro com agente de inoculação.
Figura 9 – Valores dos parâmetros do modelo analítico para testar agentes de inoculação no filtro.

Figura 10 – Valores dos parâmetros experimentais reais para o agente de inoculação
Figura 11 – Valores dos parâmetros experimentais reais para o agente de inoculação
Figura 12 – Velocidade de dissolução das pastilhas do agente de inoculação, em função da velocidade do fluxo de ferro.
Fase 2. Avaliação da eficiência da montagem do filtro com inoculante. O objetivo desta fase era testar a eficiência da montagem do filtro com agente de inoculação.
Vários critérios, incluindo a tendência ao coquilhamento do ferro, sua microestrutura, o seu grau de pureza e a integridade do filtro, foram considerados para medir a eficiência da montagem.
Duas composições separadas de agentes de inoculação foram utilizadas nesta fase do estudo. Uma delas consistia em um material de ferros-silício enriquecido com zircônio e a outra era também de ferros-silício, porém enriquecido com estrôncio (Sr).
Procedimento experimental. O molde experimental (figura 13) utiliza na fase 2 foi composto por duas cavidades idênticas
para fundição, simetricamente localizada em cada lado do eixo central do molde.
Figura 13 – Projeto do molde experimental utilizado na fase 2.

Cada uma das cavidades possuía uma placa de teste e uma cunha de coquilhamento, e foi identificada com uma marcação de filtro separada e conectada a um canal de descida comum a ambas.
A montagem do filtro com agente de inoculação, mostrada na figura 7, foi instalada na marcação do filtro de uma placa de teste, enquanto um filtro idêntico sem pastilha com inoculante foi instalado na marcação do filtro da outra placa. Ambas as marcações eram geometricamente idênticas, garantindo as mesmas condições de preenchimento e de solidificação.
Cada cavidade de teste continha uma cunha de coquilhamento com dimensões selecionadas de acordo com o método. A de teste de ASTM para a cunha W2. A figura 14 mostra um modelo 3D de componentes fundidos de teste, com sistema de alimentação e cunha de coquilhamento acoplado. Os moldes experimentais foram fabricados com areia no-bake em uma máquina de moldagem Hunter.
A composição química do ferro utilizado para fundir estes moldes foi especificada de acordo
com a ASTM A-159. O ferro foi fundido em um forno a indução sem núcleo, com capacidade de 136 kg. A mistura de carga foi ajustada com sulfeto de ferro, para alcançar teor de enxofre desejado no ferro.
Amostras de análise térmica diferencial foram vazadas com cada corridas, para avaliar e ajustar o teor de carbono e de silício do ferro. Além disso, botões de coquilhamento foram vazados em cada corrida para a análise espectrográfica do metal. O ferro foi vazado 1482°C, em uma panela de vazamento de 122 kg.
Inoculação e vazamento. O ferro usado para vazar estes componentes fundidos de testes não foi inoculado na panela ou
no jato. Toda inoculação do ferro ocorreu devido à montagem do filtro com agente de inoculação. As duas composições diferentes de agentes foram avaliadas neste conjunto de componentes fundidos, ou seja, com um dos inoculantes contendo zircônio e outro contendo estrôncio.
O peso de todas as pastilhas com agente de inoculação foi de aproximadamente 15 gramas. Parâmetros experimentais similares foram considerados para todas as corridas que avaliaram tanto o agente enriquecido com zircônio como o que continha estrôncio.
Avaliação da tendência ao coquilhamento. As cunhas de coquilhamento, que foram fundidas com cada placa de teste, foram examinadas
para determinar a tendência ao coquilhamento do ferro. Cada cunha foi fraturada no centro e a tendência ao coquilhamento foi avaliada com a aplicação tanto do método A de teste ASTM quanto
Figura 14 – Modelo tridimensional do modelo da figura 13 com sistema de alimentação, placas de teste e cunhas de coquilhamento.

pelo sistema de análise de imagem. A figura 15 representa uma fotografia que ilustra as medições da profundidade de coquilhamento na fratura das amostras de cunha.
Grau de pureza dos componentes dos componentes fundidos de teste. Para determinar o grau de pureza dos componentes fundidos de teste, as superfícies da tampa
do molde da placa de teste foram usinadas até a profundidade de 2 mm, revelando qualquer defeito ou inclusão superficial. A localização e o número de inclusões foram, então, mapeados.
Cada inclusão foi removida da placa, sendo também examinada por um microscópio óptico e por um eletrônico de varredura, para caracterizar o tipo de defeito.
Análise metalúrgica dos filtros gastos e da microestrutura das cunhas de coquilhamento. A figura 16 e 17 são fotografias da seção de marcação do filtro do componente fundido de teste.
O filtro gasto foi examinado para cada componente produzido nesta fase da experiência. A figura 18 mostra um exemplo do filtro gasto secionado.
Figura 16 – Fotografia do sistema de alimentação usado para sustentar o sistema de filtro
com agente de inoculação (vista lateral).
Figura 15 – Fotografia de amostra de cunha ilustrando as medições de profundidade de coquilhamento. A área branca observada nas extremidades da cunha é formada por carboneto de ferro (Fe3C) ou por coquilhamento. A profundidade de coquilhamento foi medida a partir da ponta da cunha da zona mesclada (método padrão).

A localização da pastilha com agente de inoculação está claramente mostrada nesta vista da
seção transversal da montagem do filtro. A preparação das amostras e as técnicas de análise aplicadas para examinar as marcações do filtro são idênticas àquelas descritas na fase 1 deste estudo.
Resultado e discussão. Avaliação do coquilhamento. Os resultados das medições de tendências ao coquilhamento, usando-se o sistema de análise de
imagem, estão apresentados nas tabelas 5 e 6. Uma nova observação destes dados indica que as pastilhas que continham zircônio apresentaram a redução de coquilhamento mais consistente.
Figura 17 – Fotografia do sistema de alimentação usado para sustentar o sistema de filtro com agente de inoculação (vista superior).
Figura 18 – Fotografia do filtro secionado, mostrado a localização das pastilhas do agente de inoculação.

Tabela 5 – Avaliação da tendência ao coquilhamento em cunhas de corrida com agente de inoculação contendo estrôncio, utilizando sistema de análise de imagem.
N°
do m
olde
Número de corrida 2 3 9
Prof
undi
dade
do
coqu
ilham
ento
na
fratu
ra d
e um
a cu
nha
não-
inoc
ulad
a (%
)
Prof
undi
dade
do
coqu
ilham
ento
ba
fratu
ra d
e um
a cu
nha
inoc
ulad
a
Red
ução
rela
tiva
do
coqu
ilham
ento
(%)
Prof
undi
dade
do
coqu
ilham
ento
na
fratu
ra d
e um
a cu
nha
não-
inoc
ulad
a (%
)
Prof
undi
dade
do
coqu
ilham
ento
ba
fratu
ra d
e um
a cu
nha
inoc
ulad
a
Red
ução
rela
tiva
do
coqu
ilham
ento
(%)
Prof
undi
dade
do
coqu
ilham
ento
na
fratu
ra d
e um
a cu
nha
não-
inoc
ulad
a (%
)
Prof
undi
dade
do
coqu
ilham
ento
ba
fratu
ra d
e um
a cu
nha
inoc
ulad
a
Red
ução
rela
tiva
do
coqu
ilham
ento
(%)
1 43,75 5,27 87,95 20,11 13,53 32,72 25,35 4,79 81,10 2 55,91 9,23 83,49 23,58 3,63 84,60 18,11 16,06 11,31 3 50,77 3,25 93,59 25,93 6,74 74,00 24,04 6,27 72,82
Tabela 6 – Avaliação da tendência ao coquilhamento em cunhas de corrida com agente de inoculação
contendo zircônio, utilizando sistema de análise de imagem.
N°
do m
olde
Número de corrida 2 3 9
Prof
undi
dade
do
coqu
ilham
ento
na
fratu
ra d
e um
a cu
nha
não-
inoc
ulad
a (%
)
Prof
undi
dade
do
coqu
ilham
ento
ba
fratu
ra d
e um
a cu
nha
inoc
ulad
a
Red
ução
rela
tiva
do
coqu
ilham
ento
(%)
Prof
undi
dade
do
coqu
ilham
ento
na
fratu
ra d
e um
a cu
nha
não-
inoc
ulad
a (%
)
Prof
undi
dade
do
coqu
ilham
ento
ba
fratu
ra d
e um
a cu
nha
inoc
ulad
a
Red
ução
rela
tiva
do
coqu
ilham
ento
(%)
Prof
undi
dade
do
coqu
ilham
ento
na
fratu
ra d
e um
a cu
nha
não-
inoc
ulad
a (%
)
Prof
undi
dade
do
coqu
ilham
ento
ba
fratu
ra d
e um
a cu
nha
inoc
ulad
a
Red
ução
rela
tiva
do
coqu
ilham
ento
(%)
1 30,83 8,03 73,95 52,57 8,39 84,04 30,43 5,59 81,62 2 27,30 6,20 77,28 47,30 7,17 84,84 42,77 5,98 86,01 3 30,36 6,09 79,94 38,01 6,90 81,84 35,97 6,76 81,20
As figuras 19 e 20 são fotografias digitais de cunhas de coquilhamento fraturadas com e sem
adições de agentes de inoculações de agente de inoculação. O exame destas cunhas revelou que ambas as composições do agente podem efetivamente reduzir a formação de coquilhamento no ferro fundido cinzento, quando colocado na montagem do filtro com inoculante.

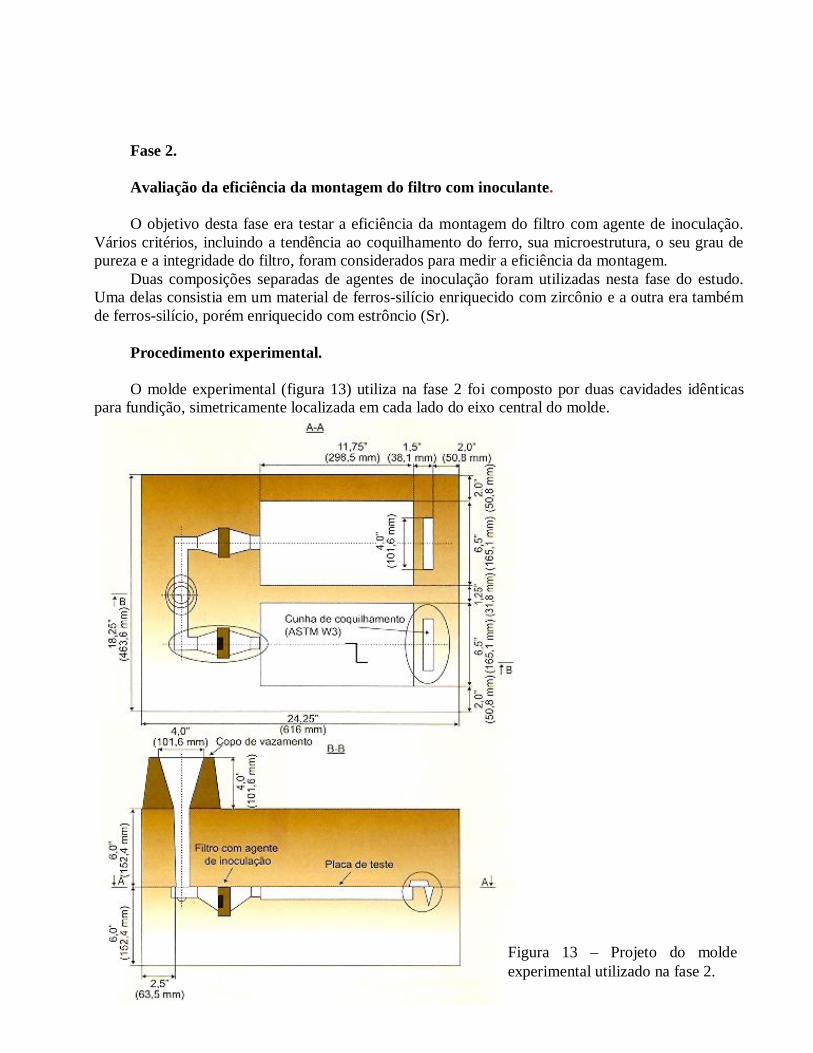
Microestrutura das cunhas de coquilhamento. As figuras 21 e 22 são fotografias e micrografias de seções transversais polidas das cunhas de
coquilhamento. Cada série de imagens contém uma fotografia das cunhas atacadas e micrografias da microestrutura contida dentro delas.
Figura 19 – Influência da adição do agente de inoculação contendo estrôncio sobre o coquilhamento (corrida de número 3)
Figura 20 – Influência da adição do agente de inoculação contendo zircônio sobre o coquilhamento (corrida de número 4).
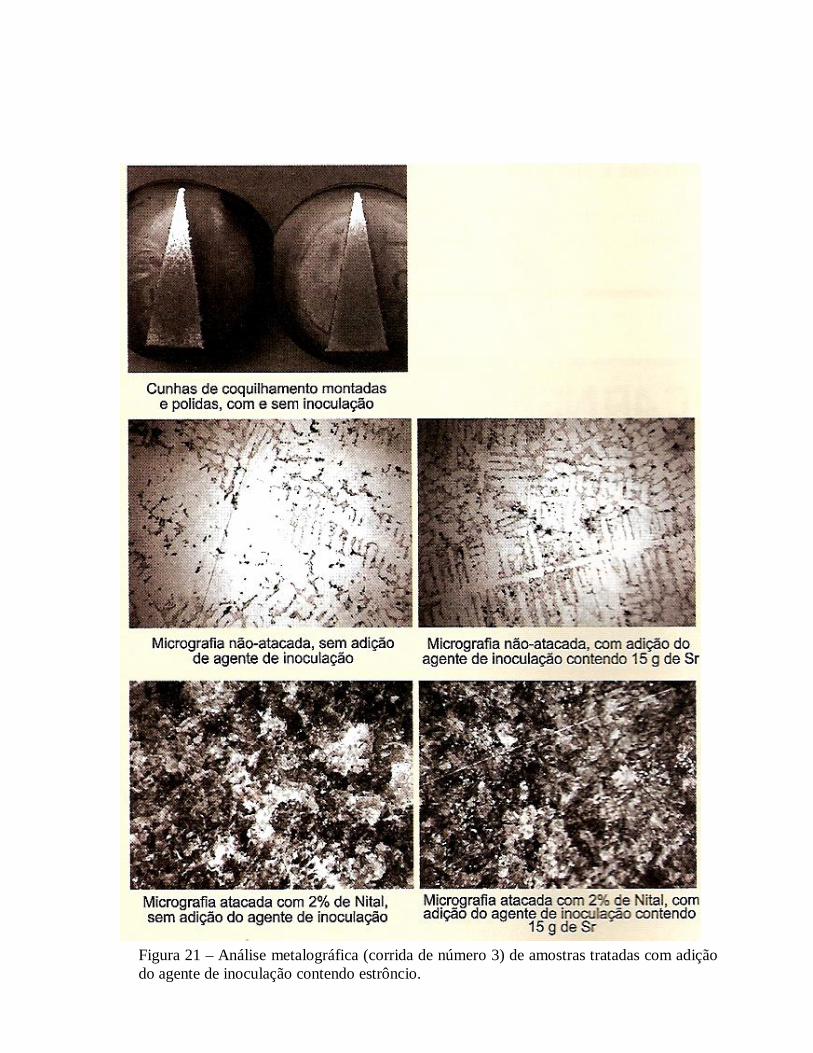
Figura 21 – Análise metalográfica (corrida de número 3) de amostras tratadas com adição do agente de inoculação contendo estrôncio.

Figura 22 – Análise metalográfica (corrida de número 4) de amostras tratadas com adição do agente de inoculação contendo zircônio.
A primeira foto da série mostra as cunhas atacadas. Esta fotografia demonstra que a microestrutura da amostra polida é consistente com a superfície fraturada da cunha de coquilhamento. A microestrutura de cada uma foi examinada.
As quatro micrografia seguintes à fotografia da cunha de coquilhamento foram tirada a uma profundidade de 5 mm em relação a base. Esta área da cunha foi examinada tanto na condição atacada como na não-atacada.
A morfologia da grafita foi examinada no metal não-atacado. Em seguida, a amostra foi atacada, para avaliar a matriz metálica. Em todos os casos, o ferro inoculado reduzido significativamente a formação de carbonetos a uma profundidade de 5 mm, aumentou a formação de grafita do tipo A e diminuiu a porcentagem de grafita dos tipos D e E.
As micrografias atacadas ilustram o fato de que o agente de inoculação promoveu a formação de uma matriz perlítica. O exame das cunhas de coquilhamento confirma a teste de que a montagem do filtro com inoculante pode efetivamente reduzir a formação de carbonetos de ferro e, ao mesmo tempo, promover a formação de grafita do tipo A em uma matriz perlítica.
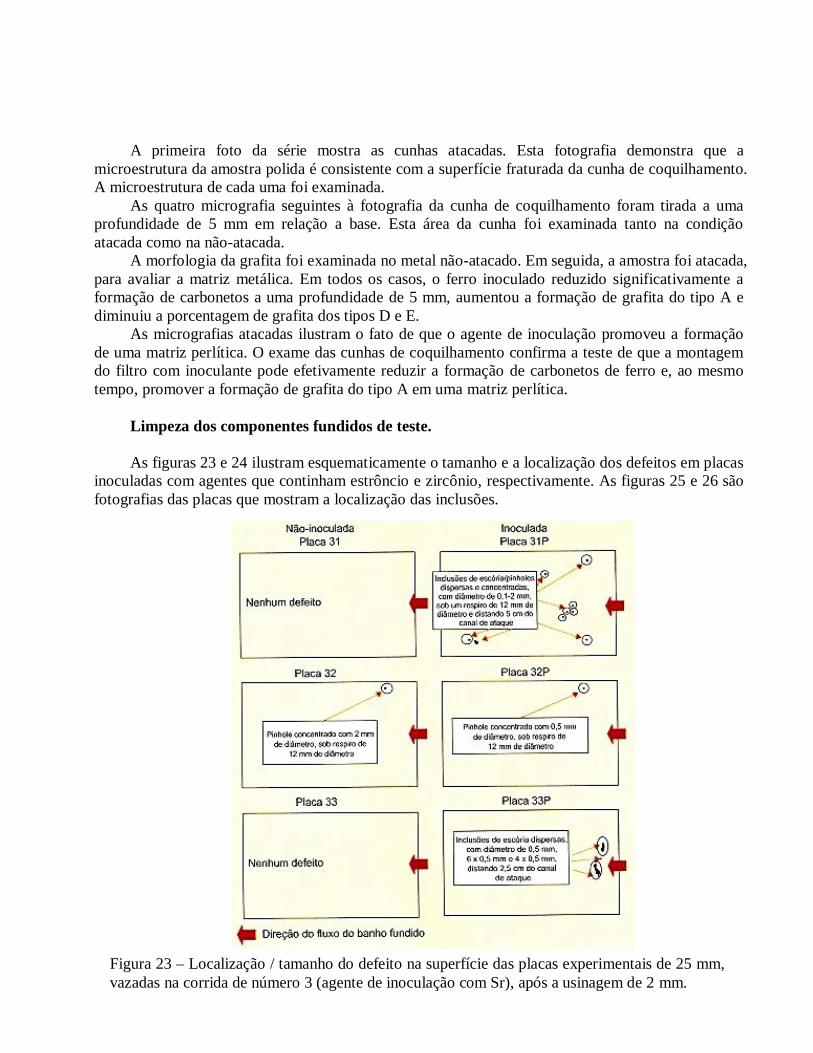
Limpeza dos componentes fundidos de teste. As figuras 23 e 24 ilustram esquematicamente o tamanho e a localização dos defeitos em placas
inoculadas com agentes que continham estrôncio e zircônio, respectivamente. As figuras 25 e 26 são fotografias das placas que mostram a localização das inclusões.
Figura 23 – Localização / tamanho do defeito na superfície das placas experimentais de 25 mm, vazadas na corrida de número 3 (agente de inoculação com Sr), após a usinagem de 2 mm.

Figura 24 – Localização / tamanho do defeito na superfície das placas experimentais de 25 mm, vazadas na corrida de número 4 (agente de inoculação com Zr), após a usinagem de 2 mm.
Figura 25 – Fotografia de uma placa fundida de 25 mm, mostrado a localização do defeito na placa. ID: 41P, corrida 4, molde 1 (agente de inoculação com Zr). A superfície do molde da tampa da placa fundida foi usinada para determinar se inclusões subsuperficiais estavam presentes. Amostras de áreas que continham inclusões foram retiradas para exame.

Uma placa representativa inoculada com agente contendo estrôncio e uma placa representativa
com agente de inoculação contendo zircônio foi estudada para identificar a natureza a natureza e a morfologia das inclusões.
Análise metalúrgica dos defeitos superficiais das placas fundidas. As figuras 27 e 28 mostram micrografias de amostras removidas das placas fundidas mostradas
nas figuras 25 e 26. As amostras de inclusões foram examinadas com um microscópio óptico e um binocular de baixa potência. Em todos os casos, as áreas que pareciam conter inclusões subsuperficiais, após a usinagem mostravam-se, na realidade, como vazios ou porosidades nos componentes fundidos. Todos os vazios continham a estrutura dentritica clássica associada com defeitos do tipo vazio de contração.
Figura 26 – Fotografia de uma placa fundida de 25 mm, mostrando a localização do defeito na placa ID: 31P, corrida 3, molde 1 (agente de inoculação com Sr). A superfície do molde da tampa da placa fundida foi usinada para determinar se inclusões subsuperficiais estavam presentes. Amostras de áreas que continham inclusões foram retiradas para exame.
Figura 27 – Micrografia óptica. Placa 31P. Amostra de inclusão 1. Estrutura dendrítica indicando vazio de contração, sem evidência de inclusões estranhas.

Em uma das amostras, uma área descarbonetada foi encontrada na superfície do vazio,
sugerindo um defeito relacionado com o gás. Este defeito também possuía uma estrutura dendrítica clássica associada com o vazio de contração.
Todas as falhas examinadas estavam isentas de material estranho, indicando que o filtro evitou que qualquer produto da reação de dissolução da pastilha com a agente de inoculação entrasse na placa fundida.
Análise metalúrgica dos filtros gasto. Cada amostra de filtro gasto foi inicialmente examinada por um microscópio óptico. As
amostras que continham material estranho retido no filtro foram posteriormente analisadas utilizando-se um microscópio eletrônico de varredura, para verificar a composição do material estranho. Em geral, os filtros gastos estavam isentos deste tipo de material.
O material estranho que foi observado em várias amostras foi examinado, e, deste modo, descobriu-se que eram produtos da reoxidação normalmente associados com a filtração de ferro fundido cinzento.
Nenhuma amostra avaliada continha qualquer material residual de ferros-silício dentro da área do filtro. Várias amostras possuíam apenas ferro fundido cinzento e o filtro de carbeto de silício. Duas delas mostraram evidências de uns silicatos complexos, que pareceu ser escória vítrea. Uma outra continha uma grande, que parecia ser de material refratário.
Em resumo, os agentes de inoculação estavam totalmente dissovildos em todas as amostras examinadas. Não houve evidência de produtos da reação de dissolução de ferros-silício, indicando que o inoculante se dissolveu totalmente no ferro fundido cinzento líquido. Além disso, o filtro foi eficaz em remover o material estranho do metal.
Conclusões.
1. Ambos os agentes de inoculação reduziram o coquilhamento e melhoraram a morfologia da grafita de maneira extremamente eficiente. O ferro inoculado apresentou um aumento
Figura 28 – Micrografia óptica. Placa 31P. Amostra de inclusão 2. Estrutura dendrítica indicando vazio de contração, sem evidência de inclusões estranhas.

significativo tanto na formação de grafita do tipo A como na de uma matriz perlítica, indicando que o agente de inoculação estava modificando o perfil de solidificação do ferro da maneira desejada.
2. A limpeza do ferro foi verificada por meio de exame das placas fundidas. De fato, elas apresentaram algumas inclusões subsuperficiais, mas uma análise mais detalhada mostrou que não eram inclusões, e sim vazios de contração, e não continham qualquer material estranho.
3. O exame dos filtros gastos revelou que as pastilhas com agentes de inoculação se dissolveram completamente no ferro fundido cinzento líquido. A dissolução da pastilha não possui efeitos nocivos à filtração do ferro. O filtro poderia, ainda, reter efetivamente o material estranho normalmente aderido a um filtro de espuma cerâmica.
4. Os resultados obtidos colaboram a conclusão de que a montagem desenvolvida de um filtro com agente de inoculação pode ser m método eficiente para a produção de componentes de ferro fundido cinzento com espessura de parede fina, que se apresentam bem inoculados e isentos de impurezas.
BIBLIOGRAFIA.
1) J. N. Harvey, P. P. Mohla: Mold inoculation o cast iron using pressed blocks. Modern Casting, April 193, S. 12-18.
2) Y. S. Lerner, M. V. Riabov: Iron inoculation: an overview of methods: Modern Casting, Juni 1999, S. 37-40.
3) Mold Inoculation for ductile and gray iron. Metallurgy and Foundry Technology. Tecpro Corporation, 1990, S. 6.
4) J. N. Harvey: Past, present and future of in-mold inoculation. Ductile News, n° 1, 1998, DIS, S. 19-20. 5) E. R. Nagel, T. J. Gray: Treatment of cast metal in cope mold pouring basin. Patent US4779668, 1988. 6) S. Weese, P. P. Mohla: In-the-mold process innovations: a case history. AFS Transaction. 103, 1995, S.
15-19. 7) J. R. Schmahl, L.S. Aubrey: Filtration with reticulated silicon carbide foam: an effective means for
inclusion removal in gray and nodular iron casting. AFS Transaction, 101, 1993, S. 1011-1020. 8) P. P. Mohla, E. David: Mold inoculation techniques for gray and ductile cast iron. International
Inoculation Conference Proceedings, April 1998. 9) A. Rouam, S. Zerbin: New in-the-mold inoculation process for the production of gray and ductile iron.
AFS Transaction, 104, 1996, S. 5-10. 10) Daussan Lean-Charles, u. a.: Process for treating molten metal during a casting operation using a filter and
filter for implementing the process. Patent US5690161, 1997. 11) Y. S. Lerner, L. S. Aubrey, D. Craig, T. Margaria: In-mold treatment processes in iron foundry practice,
Part 1. Foundry Trade Journal, England, Dezember 2002, S. 24-27. 12) Y. S. Lerner, L. S. Aubrey, D. Craig, T. Margaria: In-mold Treatment processes in iron foundry practice,
art 2. Foundry Trade Journal, England, Jan. 2003, S. 28-31. 13) T. Margaria: International Pechiney Electro-metallurgie Report Nr NT8023, august 01, 2000, S. 2.
Fundição e Serviços Aranda Editora
Ano 18 - N° 190 – Outubro 2008 – Pgs – 36-65.


















